Embed Size (px)
DESCRIPTION
Distribucion de las plantas
Citation preview

INDICE
Contenido Pág.
Introducción 03
Distribución en planta 04
Importancia de la Distribución en planta 04
Objetivos de la Distribución en Planta 04
Principios Básicos de la Distribución en Planta 06
Naturaleza de los problemas de distribución en planta 08
Tipos de distribución en planta, ventajas y desventajas. 10
Distribución por posición fija 10
Distribución por proceso o por función 11
Distribución de producción en línea o distribución por producto 14
Características generales básicas de la distribución en planta. 18
¿Qué tipo de distribución debe adoptarse? 19
Producción en cadena como meta. 21
Exigencias de la producción en cadena. 21
La producción puramente en cadena no siempre es práctica. 22
Conclusiones 24
Recomendaciones 25
Bibliografía 26

Distribución de Plantas Industriales
INTRODUCCIÓN
La distribución en planta es el proceso de ordenación física de los elementos
industriales de modo que constituyan un sistema productivo capaz de alcanzar los
objetivos fijados de la forma más adecuada y eficiente posible.
A través de la distribución en planta se consigue el mejor funcionamiento de las
instalaciones, permite el incremento de la producción, disminuye retrasos en la
producción, proporciona una mejor utilización de la mano de obra y la maquinaria,
contribuye a la reducción del coste de fabricación.
Los objetivos principales en la distribución en plantas son el mejoramiento de
las operaciones, una mayor producción, menores costos, mejor servicio al cliente y
mayor comodidad y satisfacción para el personal de la compañía.
La forma de organización del proceso productivo, resulta determinante para la
elección del tipo de distribución en planta.
Los tipos clásicos de distribución son tres:
Distribución por posición fija.
Distribución por proceso o por función.
Distribución de producción en línea o distribución por producto.
En la industria a menudo nos encontramos con que la mayoría de las
distribuciones son la combinación de estos tres tipos clásicos o variantes de los mismos
y son conocidas como distribuciones hibridas. Es decir, la línea de marcación entre un
tipo y otro no es suficientemente clara. La mayor parte de las buenas distribuciones son
una combinación o modificación de los tipos de distribución en las que se aprovechan
las ventajas de cada tipo en su lugar apropiado para reducir costes de manipulación,
cantidad de material y una elevada utilización del hombre y la maquinaria.
3

Distribución de Plantas Industriales
DISTRIBUCION EN PLANTA
La distribución en planta abarca la disposición física de las instalaciones
industriales. Ésta disposición, ya sea instalada ó en proyecto, incluye los espacios
necesarios para el movimiento de los materiales, el almacenaje, la mano de obra
directa y todas las demás actividades y servicios de apoyos, así como el equipo y el
personal operativo.
El término de distribución en planta denota la disposición existente ya mencionada;
en ocasiones se refiere al nuevo plano de distribución de planta que se propone y al
área de estudio ó al trabajo de realizar la distribución de planta.
La distribución en planta es el proceso de ordenación física de los elementos
industriales de modo que constituyan un sistema productivo capaz de alcanzar los
objetivos fijados de la forma más adecuada y eficiente posible.
IMPORTANCIA DE LA DISTRIBUCIÓN EN PLANTA
Mediante la distribución en planta se consigue el mejor funcionamiento de las
instalaciones, permite el incremento de la producción, disminuye retrasos en la
producción, proporciona una mejor utilización de la mano de obra y la maquinaria,
contribuye a la reducción del coste de fabricación. La distribución en planta se aplica a
todos aquellos casos en los que sea necesaria la disposición de unos medios físicos en
un espacio determinado, ya esté prefijado o no, su utilidad se extiende tanto a procesos
industriales como de servicios. La distribución en planta es un fundamento de la
industria, determina la eficiencia y en algunas ocasiones la supervivencia de una
empresa.
OBJETIVOS DE LA DISTRIBUCIÓN EN PLANTAS
La elaboración de un plan de elaboración no es el resultado final, ni siquiera
para los responsables de la planificación. Lo mas probable que los objetivos principales
4

Distribución de Plantas Industriales
sean el mejoramiento de las operaciones, una mayor producción, menores costos,
mejor servicio al cliente y mayor comodidad y satisfacción para el personal de la
compañía.
Los objetivos básicos de una buena distribución en planta son:
Integración: la integración de todos los factores pertinentes que afecten la
distribución. (hombres, materiales, maquinaria).
Utilización: la utilización eficiente de la maquinaria, de la gente y el espacio de la
maquina.
Expansión: facilidad de expansión.
Flexibilidad: facilidad de reacomodo, es decir, que la distribución en planta
necesitará, con mayor o menor frecuencia adaptarse a los cambios en las
circunstancias bajo las cuales se realizan las operaciones.
Versatilidad: facilidad de adaptación a los cambios de productos, de diseño, de
requisito de ventas y a las mejoras de proceso.
Uniformidad: una división clara o uniforme de las áreas, en especial, cuando
están separadas por muros, pasillos principales y similares.
Cercanía: Es la distancia practica mínima para trasladar los materiales, los
servicios de apoyo y las gentes.
Orden: la secuencia para que el flujo de trabajo sea lógico y las áreas de
trabajos estén limpias; que cuenten con el equipo adecuado para los desechos,
la basura y los desperdicios.
5

Distribución de Plantas Industriales
Comodidad: para todos los empleados, tantos en las operaciones diarias como
las periódicas.
Satisfacción y seguridad: Garantizar la seguridad, satisfacción y comodidad del
personal, consiguiéndose así una disminución en el índice de accidentes y una
mejora en el ambiente de trabajo.
PRINCIPIOS BÁSICOS DE LA DISTRIBUCION EN PLANTA
Principio de la integración de conjunto:
La mejor distribución es la que integra a los hombres, los materiales, la
maquinaria, las actividades auxiliares, así como cualquier otro factor de modo que
resulte el compromiso mejor entre todas estas partes.
Las maquinarias e instalaciones deben integrarse como una gran unidad
operativa, es decir, convertir la planta en una máquina única.
No es suficiente conseguir una distribución que sea adecuada para los operarios
directos, debe ser también conveniente para el personal indirecto.
Principio de la mínima distancia recorrida:
A igualdad de condiciones, es siempre mejor la distribución que permite que la
distancia a recorrer entre operaciones sea la más corta. Es decir, al trasladar el
material hay que reducir las distancias que este tiene que recorrer. Esto significa que
hay que tratar de colocar las operaciones sucesivas unas a otras, de este modo se
elimina el transporte entre ellas, puesto que cada una descargará el material en el
punto en el que la siguiente lo recoge.
6

Distribución de Plantas Industriales
Principio de la circulación o flujo de materiales:
En igualdad de condiciones, es mejor aquella distribución que ordene las áreas
de trabajo de modo que cada operación o proceso este en el mismo orden o secuencia
en que se transforman, tratan o montan los materiales. Este es un complemento del
principio de la mínima distancia recorrida, significa que el material se moverá
progresivamente de cada operación o proceso al siguiente. El concepto de circulación
se centra en la idea de un constante progreso hacia la terminación, con un mínimo de
interrupciones, interferencias o congestiones, más bien que en una idea de dirección.
Principio del espacio cúbico:
La economía se obtiene utilizando de un modo efectivo todo el espacio
disponible, tanto en vertical como en horizontal. Una distribución es la ordenación del
espacio ocupado por los hombres, material, maquinaria y los servicios auxiliares. Todos
ellos tienen tres dimensiones, ninguno ocupa exclusivamente el suelo, por esto una
buena distribución debe utilizar la tercera dimensión de la fábrica tanto como el área del
suelo.
El movimiento de los hombres, material o maquinaria puede efectuarse en
cualquiera de las tres direcciones (aprovechamiento del espacio libre que existe por
encima de nuestras cabezas o bajo del nivel del suelo).
Principio de la satisfacción y de la seguridad:
A igualdad de condiciones será siempre más efectiva la distribución que haga el
trabajo más satisfactorio y seguro para los trabajadores. La seguridad es un factor de
gran importancia en la mayor parte de las distribuciones y vital en algunas. Una
distribución nunca puede ser efectiva si somete a los trabajadores a riesgos o
accidentes.
7

Distribución de Plantas Industriales
Principio de la flexibilidad:
En igualdad de condiciones, siempre será más efectiva la distribución que pueda
ser ajustada o reordenada con menos costos e inconvenientes. En muchos ámbitos,
como la ciencia, comunicaciones, etc. el avance en estas áreas evoluciona con mayor
rapidez, y la industria debe seguir el mismo ritmo, por eso implica cambios frecuentes
en la industria, ya sean en el diseño del producto, proceso, equipo, producción o fecha
de entrega.
NATURALEZA DE LOS PROBLEMAS DE DISTRIBUCIÓN DE PLANTA
Los problemas que se pueden tener al realizar una distribución en planta son
cuatro, estos son:
Proyecto de una planta totalmente nueva. Aquí se trata de ordenar todos los
medios de producción e instalación para que trabajen como conjunto integrado.
El ingeniero de distribución, puede empezar su trabajo desde el mismo
principio. Su distribución determinara el diseño de los nuevos edificios y la
localización de todas las entradas y salidas de los servicios. Pero debe
compaginar su deseo de economías en la producción con el valor de reventa
de los edificios, instalaciones y maquinaria.
Este caso de distribución en planta se suele dar solamente cuando la
compañía un nuevo tipo de producción o la fabricación de un nuevo producto o
cuando se expansiona o traslada a una nueva área. Esta clase de misión
raramente es realizada por un solo hombre y generalmente incluye a varios
especialistas además de los ingenieros de distribución. Este es, tal vez, el
menos frecuente de los cuatro tipos de distribución.
Expansión o traslado de una planta ya existente. En este caso, el trabajo es tan
bien de importancia, pero los edificios y servicios ya están allí limitando la
libertad de acción del ingeniero de distribución. El problema consiste en
8

Distribución de Plantas Industriales
adaptar el producto, los elementos, y el personal de una organización ya
existente a una planta distinta que también ya existe. Este es el momento de
abandonar las viejas prácticas y equipo, y lanzarse a mejorar los métodos.
Reordenación de una planta ya existente. Es también una buena ocasión para
adoptar métodos y equipos nuevos y eficientes. El ingeniero debe tratar de
conseguir que su distribución sea un conjunto integrado. También este caso se
ve limitado por unas dimensiones ya existente del edificio por su forma, y por
las instalaciones de servicios. El problema consiste en usar el máximo de
elemento ya existente compatible con los nuevos planes y métodos. Este
problema es frecuente sobre todo con ocasión de cambio de estilo o de modelo
de producto o con motivo de modernización del equipo de producción.
Ajustes en distribución ya existente. Este tipo de problemas se presenta
principalmente, cuando varían las condiciones de operación. He aquí algunos
casos típicos: los ingenieros varían en el diseño de ciertas piezas; las ventas
exceden las cuotas previstas por el estudio de mercado; la administración
emprende la fabricación de un producto adicional, pero asimilar; los ingenieros
de procesos, hayan un método o un tipo de equipo mejor; el control de
materiales desea un transportador (cadena) diferente. Todos ellos significan
ajustes en la ordenación de las áreas de trabajo, del personal y del
emplazamiento de los materiales, estos ajustes representan los problemas de
distribución más frecuentes. En este caso el ingeniero de distribución, debe
introducir diversas mejoras en una ordenación ya existente, sin cambiar el plan
de distribución de conjunto, y con un mínimo de costosas interrupciones o
ajustes en la instalación.
Pero sean de la clase que sean los problemas de distribución con que se
tengan que enfrentar los ingenieros, lo harán básicamente del mismo modo.
Buscaran los mismos objetivos aun a pesar de que estos y las consideraciones
involucradas deben ser de muy distinto calibre.
9

Distribución de Plantas Industriales
TIPOS DE DISTRIBUCIÓN DE PLANTA, VENTAJAS Y DESVENTAJAS
La forma de organización del proceso productivo, resulta determinante para la
elección del tipo de distribución en planta. Pueden identificarse tres formas básicas de
distribución en planta: las orientadas al producto y asociadas a configuraciones
continuas o repetitivas, las orientadas al proceso y asociadas a configuraciones por
lotes, y las distribuciones por posición fija, correspondiente a las configuraciones por
proyecto. Sin embargo, a menudo, las características del proceso hacen conveniente la
utilización de distribuciones combinadas, llamadas distribuciones híbridas, siendo la
más común aquella que mezcla las características de las distribuciones por producto y
por proceso, llamada distribución de planta por células de fabricación.
Los tipos clásicos de distribución son tres:
Distribución por posición fija
Es una distribución en la que el material o el componente permanecen en lugar
fijo; todas las herramientas, maquinarias, hombres, y otras piezas de material
concurren a ella. Todo el trabajo se hace, o el producto se ejecuta, con el componente
principal estacionado en una misma posición.
El producto, por cuestiones de tamaño o peso, permanece en un lugar, mientras
que se mueve el equipo de manufactura a donde está el producto. Como por ejemplo:
construcción de un puente, un edificio, un barco de alto tonelaje.
Ventajas:
Reduce el manejo de la pieza mayor o la unidad principal (a pesar de que aumenta
la cantidad de piezas a trasladar al punto de montaje).
Permite que operarios altamente capacitados, completen sus trabajos en un punto y
hace recaer sobre un trabajo o un equipo de montaje la responsabilidad en cuanto a la
calidad.
10

Distribución de Plantas Industriales
Permite cambios frecuentes en el producto o productos diseñados y en la secuencia
de operaciones.
Se adapta a gran variedad de productos y a la demanda intermitente.
Desventajas:
Reduce el manejo de la pieza mayor o la unidad principal (a pesar de que aumenta
la cantidad de piezas a trasladar al punto de montaje).
Permite que operarios altamente capacitados, completen sus trabajos en un punto y
hace recaer sobre un trabajo o un equipo de montaje la responsabilidad en cuanto a la
calidad.
Permite cambios frecuentes en el producto o productos diseñados y en la secuencia
de operaciones.
Se adapta a gran variedad de productos y a la demanda intermitente.
Distribución por proceso o por función:
En esta distribución todas las operaciones del mismo proceso, o tipo de proceso,
están agrupadas. Por ejemplo toda la soldadura está en un área; todos los taladros en
otra, etc. las operaciones similares y el equipo están agrupados de acuerdo con el
proceso o función que llevan a cabo, como por ejemplo sería un área para máquinas de
estampado.
De acuerdo con la secuencia de operaciones establecida, una parte pasa de un
área a otra, donde se ubican las máquinas adecuadas para cada operación.
Ejemplo: hospitales: pediatría, maternidad, cuidados intensivos.
La técnica más común para obtener una distribución por proceso, es acomodar
las estaciones que realizan procesos similares de manera que se optimice su ubicación
11

Distribución de Plantas Industriales
relativa. En muchas instalaciones, la ubicación óptima implica colocar de manera
adyacente las estaciones entre las cuales hay gran cantidad de tráfico.
Para optimizar se minimiza los costos de movimientos interdependientes, o sea
minimizar el costo de manejo de materiales entre estaciones.
Ventajas:
Con ella se logra una mejor utilización de la maquinaria, lo que permitirá
reducir las inversiones en las mismas.
Se adaptara a gran variedad de productos, así como a frecuentes cambios
en la secuencia de operaciones.
Se adaptara fácilmente a una demanda intermitente (variación de los
programas de producción).
Presenta un mayor incentivo para el individuo en lo que se refiere a elevar el
nivel de producción.
Con su empleo es más fácil mantener la continuidad de la producción en los
casos de:
I. Avería de maquinaria o equipo.
II. Escasez de material.
III. Ausencia de trabajadores.
Desventajas:
Baja eficiencia en el manejo de materiales y elevados tiempos de ejecución.
Dificultad de planificar y controlar la producción, elevados costos por unidad
de producto y baja productividad.
12

Distribución de Plantas Industriales
No existe ningún conducto mecánico definitivo por el cual tenga que circular
el trabajo. Se tropieza con mayores dificultades para fijar las rutas y los
programas.
La separación de las operaciones y las mayores distancias que tiene que
recorrer para el trabajo, dan como resultado más manipulación de materiales
y costos más elevados. Se emplea más mano de obra.
Es necesaria una atención minuciosa para coordinar la labor. La falta de un
control mecánico sobre el orden de sucesión de las operaciones significa el
empleo de órdenes de movimiento y la pérdida ó retraso posible de trabajo al
tenerse que desplazar de un departamento a otro.
El tiempo total de fabricación debido a la necesidad de los transportes y
porque el trabajo tiene que levarse a un departamento antes de que sea
necesario, con objeto de impedir que las máquinas tengan que pararse.
Pueden acumularse cantidades de trabajo debido a la considerable
anticipación en la entrega, a la detención para inspeccionar la labor después
de su ejecución, a la espera de peones de movimiento que estén
efectuando otros transportes, y al mismo tiempo necesario para el traslado
y las demoras consiguientes.
La falta de disposiciones compactas de producción en línea y por lo general,
el mayor esparcimiento entre las unidades del equipo en departamentos
separados, significa más superficie ocupada por la unidad de producto.
Son necesarias más inspecciones compactas de producción en línea y por lo
general, el mayor esparcimiento entre las unidades del equipo en
departamentos separados, significa más superficie ocupada por la unidad de
producto.
13

Distribución de Plantas Industriales
Sistemas de control de producción mucho más complicado y falta de un
control visual.
Distribución de producción en línea o distribución por producto:
Esta distribución es adoptada cuando la producción está organizada, bien de
forma continua (refinerías, centrales eléctricas, etc.), bien repetitiva (electrodomésticos,
cadenas de lavado de vehículos, etc.).
Si se considera en exclusiva la secuencia de operaciones, la distribución es
relativamente sencilla, pues se trata de colocar cada operación tan cerca como sea
posible de su predecesora. Las máquinas se sitúan unas junto a otras a lo largo de una
línea en la secuencia en que cada una de ellas ha de ser utilizada; el producto sobre el
que se trabaja recorre la línea de producción de una estación a otra a medida que sufre
las operaciones necesarias.
En esta distribución un producto o tipo de producto se realiza en un área, pero al
contrario de la distribución fija, el material está en movimiento. Esta distribución
dispone cada operación inmediatamente al lado de la siguiente. Es decir, que cualquier
equipo (maquinaria) usado para conseguir el producto, sea cual sea el proceso que
lleve a cabo, esta ordenado de acuerdo con las secuencias de las operaciones.
En síntesis una distribución en línea o por producto es aquella donde se
dispone del equipo o de los procesos de trabajo de acuerdo con los pasos progresivos
necesarios para la fabricación de un producto. Si el equipo se dedica a la producción
continua de una pequeña línea de productos, por lo general se le llama Línea de
Producción o Línea de Montaje. Ejemplo de este tipo de distribución: Manufactura de
pequeños aparatos eléctricos: tostadoras, planchas, batidoras; Aparatos mayores:
lavadoras, refrigeradoras, cocinas; Equipo electrónico: computadoras, equipos de
discos compactos; y Automóviles.
14

Distribución de Plantas Industriales
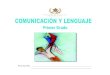
Algunas formas De Distribución Por Producto
a) Flujo en línea
b) Flujo en ele:
c) Flujo En U:
15

Distribución de Plantas Industriales
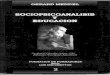
d) Flujo En S:
Ventajas:
Reducción del manejo del material.
Disminución de las cantidades de material en proceso, permitiendo reducir el
tiempo de producción (tiempo en proceso) así como las inversiones en
material.
Un uso más efectivo de la mano de obra:
a. A través de una mayor especialización.
b. Gracias a una mayor facilidad de entrenamiento (coste inferior, menos
duración).
c. A través de una oferta más amplia de mano de obra
(semiespecializada y completamente inexperta).
Mayor facilidad de control:
a. De producción, que nos permitirá reducir el papeleo.
b. Sobre los trabajadores, que nos permitirá una más fácil supervisión.
c. Por reducir el número de problemas ínter-departamentales.
16

Distribución de Plantas Industriales
Reduce la congestión y el área del suelo ocupado, de otra forma, por
pasillos y almacenamiento de materiales y piezas.
Desventajas:
Ausencia de flexibilidad en el proceso y en los tiempos de fabricación, así como un
elevado costo de inversión.
El conjunto depende de cada una de las partes.
Trabajos muy monótonos.
Un cambio en el diseño del producto puede requerir mayores cambios en la
distribución de la planta.
Elevada inversión en máquinas debido a sus duplicidades en diversas líneas de
producción.
Menos flexibilidad en la ejecución del trabajo porque las tareas no pueden
asignarse a otras máquinas similares, como en la disposición por proceso.
Menos pericia en los operarios. Cada uno aprende un trabajo en una máquina
determinada o en un puesto que a menudo consiste en máquinas automáticas que
el operario sólo tiene que alimentar.
La inspección no es muy eficiente. Los inspectores regulan el trabajo en una serie
de máquinas diferentes y no se hacen muy expertos en la labor de ninguna clase de
ellas; que implica conocer su preparación, las velocidades, las alimentaciones, los
límites posibles de su trabajo, etc. Sin embargo, puesto que las máquinas son
preparadas para trabajar con operarios expertos en ésta labor, la inspección,
17

Distribución de Plantas Industriales
aunque abarca una serie de máquinas diferentes puede esperarse razonablemente
que sea tan eficiente como si abarcara solo una clase.
Los costos de fabricación pueden mostrar tendencia a ser más altos, aunque los de
mano de obra por unidad, quizás sean más bajos debido a los gastos generales
elevados en la línea de producción. Gastos especialmente altos por unidad cuando
las líneas trabajan con poca carga o están ocasionalmente ociosas.
Peligro que se pare toda la línea de producción si una máquina sufre una avería. A
menos que haya varias máquinas de una misma clase; son necesarias reservas de
máquina de reemplazo o que se hagan reparaciones urgentes inmediatas para que
el trabajo no se interrumpa.
CARACTERISTICAS GENERALES BÁSICAS DE LA DISTRIBUCIÓN EN PLANTA
Todos los factores pertinentes que afectan la distribución deben estar integrados
(hombres, maquinaria, servicios de apoyo, etc.)
Toda distribución se basa en relaciones, espacio y ajuste.
Relaciones: grado relativo de cercanía que se desee o se necesite entre las
cosas.
Espacio: Cantidad, el tipo y la forma o configuración de las cosas que se
acomodan.
Ajuste: Disposición de las cosas de acuerdo con el acomodo más adecuado y
más realista.
Toda distribución necesita tener en cuenta o conocer:
Lo que se debe fabricar (material).
Cuánto se debe fabricar de cada artículo.
Cómo se va fabricar el producto o transformar el material.
Qué respaldo se va utilizar para transformar el material.
18

Distribución de Plantas Industriales
Cuándo y durante cuánto tiempo se va fabricar el producto.
¿QUE TIPO DE DISTRIBUCIÓN DEBE ADOPTARSE?
La distribución que debe adoptarse (no importa que tipo, variación o grado) será
aquella que en cada caso particular sea la mejor que satisfaga nuestros objetivos. Se
debe reconocer los tipos clásicos puros de distribución:
I. La distribución por posición fija o por localización fija debe utilizarse cuando:
Las operaciones de formación o tratamiento de material necesiten solo de
herramientas manuales o de maquinas sensibles.
Sólo se fabrique una o unas cuantas piezas de un artículo.
El costo de trasladar la pieza principal de material sea alto.
Se necesite un alto nivel de trabajo diestro o se desee asignar la
responsabilidad de la calidad del producto a un solo trabajador (efectividad de
la mano de obra).
II. La distribución por proceso o función debe utilizarse cuando:
La maquinaria sea muy costosa o no se pueda trasladar con facilidad.
Se fabrique una variedad de productos.
Halla grandes variaciones en los tiempos necesarios para las diferentes
operaciones.
La demanda del producto sea baja o intermitente.
III. La producción en línea o la distribución por producto debe utilizarse cuando:
19

Distribución de Plantas Industriales
Se deba fabricar una gran cantidad de piezas o productos.
El diseño del producto este más o menos estandarizado.
La demanda del producto sea razonablemente estable.
Se pueda mantener sin dificultad el equilibrio de las operaciones y la
continuidad del flujo de materiales.
En la industria a menudo nos encontramos con que la mayoría de las
distribuciones son la combinación de estos tres tipos clásicos o variantes de los
mismos. Es decir, la línea de marcación entre un tipo y otro no es suficientemente
clara. La mayor parte de las buenas distribuciones son una combinación o
modificación de los tipos de distribución en las que se aprovechan las ventajas de
cada tipo en su lugar apropiado para reducir costes de manipulación, cantidad de
material y una elevada utilización del hombre y la maquinaria.
Células de trabajo
En el contexto de la distribución en planta la célula puede definirse como una
agrupación de máquinas y trabajadores que elaboran una sucesión de
operaciones. Este tipo de distribución permite el mejoramiento de las relaciones
humanas y de las habilidades de los trabajadores. También disminuye el
material en proceso, los tiempos de fabricación y de preparación, facilitando a su
vez la supervisión y el control visual. Sin embargo, este tipo de distribución
potencia el incremento de los tiempos inactivos de las máquinas, debido a que
estas se encuentran dedicadas a la célula y difícilmente son utilizadas de manera
ininterrumpida.
20

Distribución de Plantas Industriales
PRODUCCIÓN EN CADENA COMO META
La producción en cadena siempre que resulte práctica define plenamente los
objetivos de la distribución en planta, siempre que entre las mejores condiciones de
producción se considere la cadena o línea de producción y/o distribución por producto,
o una serie de distribuciones en cadena. Si se realizan operaciones sobre piezas
similares, el modo mas fácil y sencillo de hacer el trabajo, consiste en ejecutar cada
operación inmediatamente después de la anterior, según la secuencia establecida es
decir, se debe desplazar el material de un lugar de trabajo, directamente, al siguiente.
Esto es producción en cadena. Es la meta esencial.
EXIGENCIAS DE LA PRODUCCIÓN EN CADENA
La producción en cadena se cumple cuando existen tres exigencias
fundamentales que la integran:
a) Cantidad de producción y economía de la instalación.
b) Equilibrio
c) Continuidad
I. Cantidad de Producción y Economía de la Instalación:
Esta es la primera consideración. El mover los puestos de trabajo y la
maquinaria, cuesta dinero, por tanto la línea o cadena de producción debe ahorrar
más de lo que cuesta instalarlo. Es decir, que la cantidad de producto y/o el ritmo de
producción debe ser lo suficientemente grande, para que el ahorro por pieza o
unidad sea mayor que el coste de la instalación por pieza.
II. Equilibrio:
Es la base de la economía de operación. Si la operación uno necesita dos veces
más tiempo que la operación dos, los obreros de la segunda operación, así como su
21

Distribución de Plantas Industriales
maquinaria permanecerán la mitad de su tiempo ocioso, esto resultara demasiado
costoso. El equilibrio es una dificultad fundamental y una limitación para conseguir
una producción en cadena. Para lograr el ideal en cuanto a flujo, facilidad y
velocidad, todas las operaciones de la cadena deben tener el mismo tiempo de
ejecución.
III. Continuidad:
La continuidad de una producción en cadena esta presente cuando cada
operación individual tiene continuidad de funcionamiento. Es decir, si el movimiento
del material se detiene en una operación de la cadena, la producción, a partir de ese
momento será nula. Los operadores siguientes por estar detenida, no recibirán más
material y por ende se habrá roto la cadena. Resulta de esto que pequeñas causas
pueden tener graves efectos en la producción en cadena. Es por eso que la
continuidad de cada operación es necesaria para la continuidad de la producción.
LA PRODUCCIÓN PURAMENTE EN CADENA NO SIEMPRE ES PRÁCTICA
Una cadena de producción larga y bien equilibrada no siempre es lo ideal, pues
existen numerosos casos en que se demuestra que una producción puramente en
cadena no siempre sea practica. Lo que se necesita es que los materiales circulen con
arreglo a una línea de producción, estando ordenada la maquinaria en la disposición
que mejor se adapte a los objetivos de la distribución. La mayor parte de las veces son
necesarias varias líneas duplicadas, grupos de línea de submontaje o algunas otras
modificaciones de la línea de producción pura.
Muchas industrias en las cuales aplicaban la consecución de la línea pura de
producción tienden ahora a cadenas integradas más cortas o a unidades múltiples. Las
dificultades de cantidad, equilibrio y continuidad limitaron – la producción en cadena
bien equilibrada.
22

Distribución de Plantas Industriales
Como resultado, muchas plantas han adoptado una distribución con varias líneas
cortas o unidades de varios grupos de líneas, esto ha demostrado que de esta forma la
producción en cadena resulta práctica. Constituida por una serie de líneas corta con
pequeños estacionamientos de material en forma de lotes entre ellas. Otras plantas han
establecido que la realización de las operaciones sucesivas tenga lugar en formas
adyacentes pero equilibrándolas entre si por medio de lotes de piezas estacionados
entre ellas, aproximándose así a la producción en cadena.
23

Distribución de Plantas Industriales
Conclusión
La distribución en planta es un fundamento de la industria, determina la
eficiencia y en algunas ocasiones la supervivencia de una empresa. Las maquinarias e
instalaciones deben integrarse como una gran unidad operativa, es decir, convertir la
planta en una máquina única. Se debe de considerar una utilización eficiente de la
maquinaria, de la gente y el espacio de la maquina, una facilidad de expansión.
En una buena distribución es necesario la flexibilidad la cual permite adaptarse a
los cambios en las circunstancias bajo las cuales se realizan las operaciones, además
habilidad de adaptación a los cambios de productos, tanto en cantidad como en
variedad y que exista una secuencia para que el flujo de trabajo sea lógico y las áreas
de trabajos estén limpias; que cuenten con el equipo adecuado para los desechos, la
basura y los desperdicios.
Existen tres tipos de distribución clásicas: como lo son la distribución por posición
fija, distribución por proceso y distribución en cadena. Es importante conocer cada una
de ellas para así saber la distribución que debe adoptarse. La distribución por posición
fija es utilizada cuando el material o el componente permanecen en lugar fijo; todas las
herramientas, maquinarias, hombres, y otras piezas de material concurren a ella. Todo
el trabajo se hace, o el producto se ejecuta, con el componente principal estacionado en
una misma posición. Con respecto a la distribución por proceso debe utilizarse cuando
la maquinaria sea muy costosa o no se pueda trasladar con facilidad y se fabrique una
variedad de productos. Mientras que una distribución por producto debe utilizarse
cuando se deba fabricar una gran cantidad de piezas y el diseño del producto este más
o menos estandarizado.
Para tener una buena distribución resulta conveniente la combinación de cada
una de las distribuciones nombradas anteriormente para así aprovechar las ventajas de
cada tipo.
24

Distribución de Plantas Industriales
Recomendaciones
Planear la distribución antes de realizarla, plantear los objetivos, principios y
beneficios que cumplan con los requerimientos de la empresa.
Tener conocimiento de los diversos elementos q participan en una distribución y
de las diversas consideraciones que puedan afectarla.
Utilizar una distribución por posición fija, Cuando el producto es lo que predomina
físicamente
Utilizar una distribución por proceso, Cuando lo que prevalece es la ruta o el
proceso.
Disminuir en lo posible el manejo de materiales.
Realizar combinaciones o modificaciones de los tres tipos de distribuciones
clásicas ya que de esta manera se aprovechan las ventajas de cada tipo y de esta
manera se reducen los costos de manipulación, cantidad de material y se tiene una
elevada utilización del hombre y la maquinaria.
25

Distribución de Plantas Industriales
BIBLIOGRAFÍA
MUTHER, Richard; Distribución en planta. Ediciones Hispanoeuropea.
HODSON, William K. Manual del Ingeniero Industrial. MC GRAW HILL.
Cuarta Edición. Tomo II
26