Embed Size (px)
DESCRIPTION
การทำเลที่ตั้งและการวางผัง. การตัดสินใจเรื่องการวางผัง (Layout). การวางผังเป็นการจัดเตรียมการใช้พื้นที่ของสถานที่ที่มีอยู่เดิมหรือสถานที่ใหม่ เช่น การกำหนดที่ตั้งของเครื่องจักร ที่ตั้งของแผนกต่างๆ ห้องเก็บของ ทางเดิน ฯลฯ. การทำเลที่ตั้งและการวางผัง. ประโยชน์ของการวางผังที่ดี. - PowerPoint PPT Presentation
Citation preview
– การวางผั�งเป็นการจั�ดเตร�ยมการใช้�พื้��นที่��ของสถานที่��ที่��ม�อย��การวางผั�งเป็นการจั�ดเตร�ยมการใช้�พื้��นที่��ของสถานที่��ที่��ม�อย��เด มหร�อสถานที่��ใหม� เช้�น การก#าหนดที่��ต��งของเคร��องจั�กร ที่��เด มหร�อสถานที่��ใหม� เช้�น การก#าหนดที่��ต��งของเคร��องจั�กร ที่��ต��งของแผันกต�างๆ ห�องเก'บของ ที่างเด น ฯลฯ ต��งของแผันกต�างๆ ห�องเก'บของ ที่างเด น ฯลฯ
การต�ดส นใจัเร��องการวางผั�ง การต�ดส นใจัเร��องการวางผั�ง (Layout)(Layout)
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง
•ป็ระโยช้น-ของการวางผั�งที่��ด�ป็ระโยช้น-ของการวางผั�งที่��ด�
• สามารถใช้�ป็ระโยช้น-จัากแรงงาน เคร��องจั�กร พื้��นที่�� อย�างม�ป็ระส ที่ธิ ภาพื้• สามารถควบค0มการด#าเน นงาน/ก จักรรมต�างๆ ได�ช้�ดเจัน• ลดต�นที่0นการล#าเล�ยงว�ตถ0ด บ• สะดวกในการเข�า-ออกของว�สด0 ส นค�า พื้น�กงาน• ส�งเสร มค0ณภาพื้ของส นค�า/บร การ• ม�ความย�ดหย0�นในการป็ร�บการผัล ตให�เข�าก�บสภาวะที่��เป็ล��ยนแป็ลงไป็• ช้�วยให�เก ดความป็ลอดภ�ย• อ#านวยความสะดวกในการต ดต�อส��อสาร• เพื้ �มความสะดวกแก�ล�กค�าและการขายส นค�า

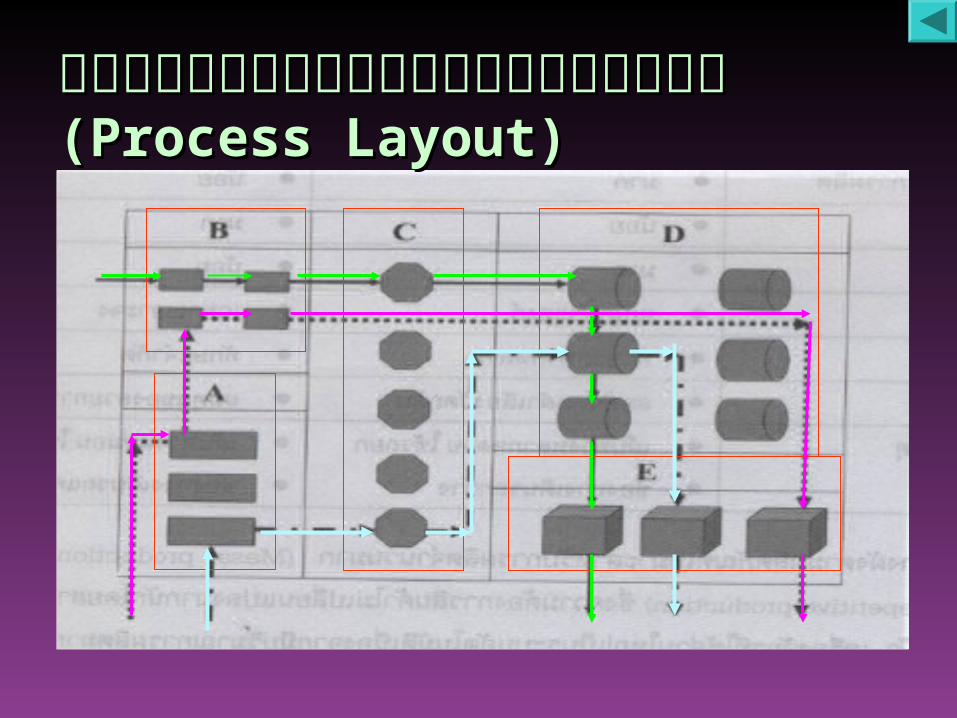
การวางผั�งตามกระบวนการ การวางผั�งตามกระบวนการ ( Process ( Process Layout) / Layout) / การวางผั�งตามหน�าที่��งานการวางผั�งตามหน�าที่��งาน(Functional (Functional layout) layout)
การวางผั�งตามผัล ตภ�ณฑ์- การวางผั�งตามผัล ตภ�ณฑ์- (Product Layout)(Product Layout) การวางผั�งแบบต#าแหน�งคงที่�� การวางผั�งแบบต#าแหน�งคงที่�� (Fixed – position (Fixed – position Layout)Layout)
การวางผั�งแบบผัสม การวางผั�งแบบผัสม (Hybrid Layout)(Hybrid Layout) ผั�งเซลล�ลาร- ผั�งเซลล�ลาร- (Cellular Layouts)(Cellular Layouts) ระบบการผัล ตแบบย�ดหย0�น ระบบการผัล ตแบบย�ดหย0�น (Flexible (Flexible Manufacturing System)Manufacturing System)
สายป็ระกอบการแบบผัสม สายป็ระกอบการแบบผัสม (Mixed – model (Mixed – model Assembly Line)Assembly Line)
ป็ระเภที่ของการวางผั�ง ป็ระเภที่ของการวางผั�ง 4( 4( ป็ระเภที่ป็ระเภที่))การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและ
การวางผั�งการวางผั�ง
การวางผั�งตามกระบวนการ การวางผั�งตามกระบวนการ ( Process Layout) / ( Process Layout) / การการวางผั�งตามหน�าที่��งานวางผั�งตามหน�าที่��งาน(Functional layout)(Functional layout) เป็นการจั�ดเป็นการจั�ดกล0�มก จักรรมที่��ใกล�เค�ยงก�นไว�ในแผันกเด�ยวก�นหร�อในสถาน�กล0�มก จักรรมที่��ใกล�เค�ยงก�นไว�ในแผันกเด�ยวก�นหร�อในสถาน�การผัล ตเด�ยวก�นการผัล ตเด�ยวก�น
เหมาะก�บการผัล ตที่��ม�หลากหลายป็ระเภที่ เหมาะก�บการผัล ตที่��ม�หลากหลายป็ระเภที่ แต�ละป็ระเภที่ม�ป็ร มาณการผัล ตไม�มากน�ก ส นค�าแต�ละป็ระเภที่ แต�ละป็ระเภที่ม�ป็ร มาณการผัล ตไม�มากน�ก ส นค�าแต�ละป็ระเภที่
ใช้�เส�นที่างการผัล ตที่��ต�างก�น เคร��องจั�กรส�วนใหญ่�เป็น ใช้�เส�นที่างการผัล ตที่��ต�างก�น เคร��องจั�กรส�วนใหญ่�เป็น เคร��องจั�กรเอนกป็ระสงค- ต�องป็ร�บเคร��องจั�กรใหม�เม��อม�งาน เคร��องจั�กรเอนกป็ระสงค- ต�องป็ร�บเคร��องจั�กรใหม�เม��อม�งาน
ใหม�เข�ามา ใหม�เข�ามา ใช้�เคร��องม�อ เช้�น รถยก ในขนย�ายระหว�างสถาน� ใช้�เคร��องม�อ เช้�น รถยก ในขนย�ายระหว�างสถาน�แรงงานม�ความช้#านาญ่ในการใช้�เคร��องจั�กรแรงงานม�ความช้#านาญ่ในการใช้�เคร��องจั�กร
ม�กจัะม�งานสะสมในแต�ละสถาน�ผัล ต ที่#าให� ม�กจัะม�งานสะสมในแต�ละสถาน�ผัล ต ที่#าให� เส�ยเวลารอคอย เส�ยเวลารอคอย (Waiting Time) (Waiting Time) ใช้�พื้��นที่��ในการเก'บงานใช้�พื้��นที่��ในการเก'บงาน
ระหว�างที่#ามาก และม�ป็ร มาณงานในแต�ละสถาน�ไม�เที่�าก�น ระหว�างที่#ามาก และม�ป็ร มาณงานในแต�ละสถาน�ไม�เที่�าก�น
ป็ระเภที่ของการวางผั�ง ป็ระเภที่ของการวางผั�ง 4( 4( ป็ระเภที่ป็ระเภที่))การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและ
การวางผั�งการวางผั�ง
การวางผั�งตามกระบวนการ การวางผั�งตามกระบวนการ(Process Layout)(Process Layout)

การวางผั�งการวางผั�งตามผัล ตภ�ณฑ์- การวางผั�งการวางผั�งตามผัล ตภ�ณฑ์- (Product Layout)(Product Layout) น ยมใช้�ก�บการผัล ตแบบสายป็ระกอบการ น ยมใช้�ก�บการผัล ตแบบสายป็ระกอบการ (Assembly (Assembly
Line) Line) ที่��ม�การจั�ดก จักรรมเร�ยงตามล#าด�บข��นตอน จันเก ดเป็น ที่��ม�การจั�ดก จักรรมเร�ยงตามล#าด�บข��นตอน จันเก ดเป็นส นค�าส#าเร'จัร�ป็ส นค�าส#าเร'จัร�ป็
เหมาะส#าหร�บการผัล ตจั#านวนมาก เหมาะส#าหร�บการผัล ตจั#านวนมาก (Mass Production) (Mass Production) หร�อผัล ตแบบซ#�าๆ หร�อผัล ตแบบซ#�าๆ (Repetitive Production) (Repetitive Production) ที่��ม�ความที่��ม�ความ
ต�องการส นค�าไม�เป็ล��ยนแป็ลงมากน�ก สามารถผัล ตไว�ล�วงหน�า ต�องการส นค�าไม�เป็ล��ยนแป็ลงมากน�ก สามารถผัล ตไว�ล�วงหน�า ได� เคร��องจั�กรส�วนใหญ่�เป็นระบบอ�ตโนม�ต ส นค�าม�ความเป็น ได� เคร��องจั�กรส�วนใหญ่�เป็นระบบอ�ตโนม�ต ส นค�าม�ความเป็น
มาตรฐานส�ง แรงงานไม�จั#าเป็นต�องม�ที่�กษะส�ง เป็นการผัล ตที่�� มาตรฐานส�ง แรงงานไม�จั#าเป็นต�องม�ที่�กษะส�ง เป็นการผัล ตที่�� ไม�ที่#าให�เก ดป็9ญ่หาคอขวด ไม�ที่#าให�เก ดป็9ญ่หาคอขวด (Bottlenecks) (Bottlenecks) หร�อการม�หร�อการม�
ป็ร มาณงานค�างสะสม ณ สถานที่��ต�างๆ ป็ร มาณงานค�างสะสม ณ สถานที่��ต�างๆ ข�อได�เป็ร�ยบ ข�อได�เป็ร�ยบ :: ป็ระส ที่ธิ ภาพื้ในการผัล ตส�งป็ระส ที่ธิ ภาพื้ในการผัล ตส�ง ข�อเส�ยเป็ร�ยบ ข�อเส�ยเป็ร�ยบ : : ความย�ดหย0�นในผัล ตต#�า ไม�สามารถผัล ตได� ความย�ดหย0�นในผัล ตต#�า ไม�สามารถผัล ตได�
หลายป็ระเภที่หลายป็ระเภที่
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง
การวางผั�งแบบต#าแหน�งคงที่�� การวางผั�งแบบต#าแหน�งคงที่�� (Fixed-Position (Fixed-Position LayoutLayout)) ใช้�ก�บการผัล ตส นค�าซ:�งไม�ม�การเคล��อนย�ายไป็ใช้�ก�บการผัล ตส นค�าซ:�งไม�ม�การเคล��อนย�ายไป็
ตามสถาน�ต�างๆระหว�างการผัล ต เช้�น การต�อเร�อ การ ตามสถาน�ต�างๆระหว�างการผัล ต เช้�น การต�อเร�อ การ ป็ระกอบเคร��องบ น ส นค�าที่��ผัล ตจัะอย��ก�บที่��ตลอดเวลาของ ป็ระกอบเคร��องบ น ส นค�าที่��ผัล ตจัะอย��ก�บที่��ตลอดเวลาของ
รอบการผัล ต โดยผั��ผัล ตจัะจั�ดสรรแรงงาน ว�สด0 และ รอบการผัล ต โดยผั��ผัล ตจัะจั�ดสรรแรงงาน ว�สด0 และ เคร��องม�ออ0ป็กรณ-ต�าง ๆ มาย�งจั0ดที่��ม�การผัล ตที่��ก#าหนด เคร��องม�ออ0ป็กรณ-ต�าง ๆ มาย�งจั0ดที่��ม�การผัล ตที่��ก#าหนด
ต#าแหน�งไว�ต#าแหน�งไว�
การผัล ตป็ระเภที่น��ต�องการแรงงานที่��ม�ที่�กษะการผัล ตส�ง การผัล ตป็ระเภที่น��ต�องการแรงงานที่��ม�ที่�กษะการผัล ตส�ง ด�งน��นค�าแรงจั:งส�งกว�าการผัล ตป็ระเภที่อ��น แต�การผัล ต ด�งน��นค�าแรงจั:งส�งกว�าการผัล ตป็ระเภที่อ��น แต�การผัล ต
ป็ระเภที่น��ส�วนใหญ่�ม�ต�นที่0นคงที่��ต#�าเพื้ราะไม�ต�องลงที่0นซ��อป็ระเภที่น��ส�วนใหญ่�ม�ต�นที่0นคงที่��ต#�าเพื้ราะไม�ต�องลงที่0นซ��อ เคร��องจั�กรเอง ขณะที่��ต�นที่0นผั�นแป็รจัะส�งเน��องจัากค�า เคร��องจั�กรเอง ขณะที่��ต�นที่0นผั�นแป็รจัะส�งเน��องจัากค�า
จั�างแรงงาน และค�าเช้�าเคร��องจั�กรที่��ส�ง จั�างแรงงาน และค�าเช้�าเคร��องจั�กรที่��ส�ง
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง

การวางผั�งแบบผัสม การวางผั�งแบบผัสม (Hybrid Layout)(Hybrid Layout) เป็นการเป็นการวางผั�งที่��ผัสมผัสานระหว�างการวางผั�งตามกระบวนการวางผั�งที่��ผัสมผัสานระหว�างการวางผั�งตามกระบวนการและการวางผั�งตามผัล ตภ�ณฑ์-และการวางผั�งตามผัล ตภ�ณฑ์- 1. 1. ผั�งเซลล�ลาร-ผั�งเซลล�ลาร-(Cellular Layouts) (Cellular Layouts) จั�ดกล0�มจั�ดกล0�ม
เคร��องจั�กรต�างๆ ไว�ด�วยก�นที่��ศู�นย-ป็ฎิ บ�ต การแห�ง เคร��องจั�กรต�างๆ ไว�ด�วยก�นที่��ศู�นย-ป็ฎิ บ�ต การแห�ง เด�ยวก�น ซ:�งเร�ยกว�าเซล เด�ยวก�น ซ:�งเร�ยกว�าเซล (Cell) (Cell) โดยก#าหนดให�โดยก#าหนดให�
เคร��องจั�กรที่��อย��ภายในเซลแต�ละเซล วางเร�ยงก�นคล�าย เคร��องจั�กรที่��อย��ภายในเซลแต�ละเซล วางเร�ยงก�นคล�าย ก�บสายป็ระกอบการ การก#าหนดต#าแหน�งของแต�ละ ก�บสายป็ระกอบการ การก#าหนดต#าแหน�งของแต�ละ
เซล จัะด�จัากความส�มพื้�นธิ-ของเซลน��นก�บเซลอ��นๆ เซล จัะด�จัากความส�มพื้�นธิ-ของเซลน��นก�บเซลอ��นๆ และด�จัากให�ม�การล#าเล�ยงว�สด0ระหว�าเซลน�อยที่��ส0ด โดย และด�จัากให�ม�การล#าเล�ยงว�สด0ระหว�าเซลน�อยที่��ส0ด โดย
ที่#าให�เซลม�การที่#างานที่��ม�ป็ระส ที่ธิ ภาพื้คล�ายก�บการที่#าให�เซลม�การที่#างานที่��ม�ป็ระส ที่ธิ ภาพื้คล�ายก�บการ ที่#างานของแผันกต�างๆ ในการวางผั�งตามกระบวนการ ที่#างานของแผันกต�างๆ ในการวางผั�งตามกระบวนการ
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง
– ป็ระโยช้น-ของการวางผั�งแบบเซลล�ลาร-ป็ระโยช้น-ของการวางผั�งแบบเซลล�ลาร-•การป็ร�บต��งเคร��องจั�กรที่#าได�รวดเร'วเน��องจัากแต�ละการป็ร�บต��งเคร��องจั�กรที่#าได�รวดเร'วเน��องจัากแต�ละ
เซลม�การผัล ตที่��คล�ายคล:งก�น จั:งไม�เส�ยเวลาป็ร�บ เซลม�การผัล ตที่��คล�ายคล:งก�น จั:งไม�เส�ยเวลาป็ร�บเคร��องเพื้��อผัล ตช้ �นส�วนแต�ละป็ระเภที่มากเคร��องเพื้��อผัล ตช้ �นส�วนแต�ละป็ระเภที่มาก
•ลดป็ร มาณงานระหว�างที่#าและเวลาในการล#าเล�ยงว�สด0ลดป็ร มาณงานระหว�างที่#าและเวลาในการล#าเล�ยงว�สด0 เพื้ราะม�สมด0ลของแต�ละสายผัล ต ที่#าให�ไม�เก ดป็9ญ่หา เพื้ราะม�สมด0ลของแต�ละสายผัล ต ที่#าให�ไม�เก ดป็9ญ่หา
คอขวดคอขวด•ป็ร�บป็ร0งการบร หารจั�ดการเน��องจัากการที่#างานเป็นป็ร�บป็ร0งการบร หารจั�ดการเน��องจัากการที่#างานเป็น
ที่�ม ม�การจั�ดการก�นเอง ที่�ม ม�การจั�ดการก�นเอง (Self-managed (Self-managed Team) Team) ที่#าให�แรงงานพื้อใจัในการที่#างานที่#าให�แรงงานพื้อใจัในการที่#างาน
• ป็ร�บป็ร0งกระบวนการผัล ต เพื้ราะสามารถเล�อกใช้�ระบบ ป็ร�บป็ร0งกระบวนการผัล ต เพื้ราะสามารถเล�อกใช้�ระบบอ�ตโนม�ต ได�ส#าหร�บแต�ละเซลอ�ตโนม�ต ได�ส#าหร�บแต�ละเซล
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง

ข�อเส�ยของการวางผั�งแบบเซลล�ลาร-ข�อเส�ยของการวางผั�งแบบเซลล�ลาร-•การผัล ตที่��ไม�สมด0ลของเซล เพื้ราะแต�ละเซลใช้�การผัล ตที่��ไม�สมด0ลของเซล เพื้ราะแต�ละเซลใช้�
เคร��องจั�กรต�างก�น ที่#าให�ใช้�เวลาผัล ตที่��ต�างก�นด�วยเคร��องจั�กรต�างก�น ที่#าให�ใช้�เวลาผัล ตที่��ต�างก�นด�วย•ม�การลงที่0นในเคร��องจั�กรใหม�ที่��ม�ขนาดที่��เล'กลงม�การลงที่0นในเคร��องจั�กรใหม�ที่��ม�ขนาดที่��เล'กลง
ตามขนาดของเซล และใช้�หลายเคร��อง ที่#าให�ต�องม�ตามขนาดของเซล และใช้�หลายเคร��อง ที่#าให�ต�องม�การลงที่0นเพื้ �มการลงที่0นเพื้ �ม
•การจั�ดการแรงงานในการป็ฏิ บ�ต งานแต�ละเซล การจั�ดการแรงงานในการป็ฏิ บ�ต งานแต�ละเซล เพื้ราะต�องจั�ดฝึ?กอบรมให�ม�ความสามารถหลากเพื้ราะต�องจั�ดฝึ?กอบรมให�ม�ความสามารถหลากหลาย สามารถที่#างานได�หลายป็ระเภที่ ที่#างานแที่นหลาย สามารถที่#างานได�หลายป็ระเภที่ ที่#างานแที่นก�นหร�อช้�วยก�นได�ภายในเซล จั:งที่#าให�เส�ยเวลางานก�นหร�อช้�วยก�นได�ภายในเซล จั:งที่#าให�เส�ยเวลางานส�วนหน:�งไป็ส�วนหน:�งไป็
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง

2. 2. ระบบการผัล ตแบบย�ดหย0�น ระบบการผัล ตแบบย�ดหย0�น (Flexible (Flexible Manufacturing System; FMS)Manufacturing System; FMS) เป็นระบบที่��สามารถเป็นระบบที่��สามารถ
ผัล ตส นค�าแบบต�อเน��อง ม�การควบค0มด�วยคอมพื้ วเตอร-ช้�วยใน ผัล ตส นค�าแบบต�อเน��อง ม�การควบค0มด�วยคอมพื้ วเตอร-ช้�วยใน การควบค0มการล#าเล�ยงว�สด0 การก#าหนดตารางการผัล ต การ การควบค0มการล#าเล�ยงว�สด0 การก#าหนดตารางการผัล ต การ
เก'บร�กษาเคร��องจั�กร และการรายงายผัลการป็ฏิ บ�ต งาน เก'บร�กษาเคร��องจั�กร และการรายงายผัลการป็ฏิ บ�ต งาน ระบบการผัล ตแบบย�ดหย0�นจัะม�การใช้�เที่คโนโลย�การจั�ดกล0�มระบบการผัล ตแบบย�ดหย0�นจัะม�การใช้�เที่คโนโลย�การจั�ดกล0�ม
การการ ผัล ตให�สอดคล�องต�อเน��องก�น ตลอดจันจั�ดเคร��องม�อเคร��องใช้� ผัล ตให�สอดคล�องต�อเน��องก�น ตลอดจันจั�ดเคร��องม�อเคร��องใช้�
ในใน การผัล ตเข�าไว�ด�วยก�นตามล�กษณะของผัล ตภ�ณฑ์- ที่#าให�ลด การผัล ตเข�าไว�ด�วยก�นตามล�กษณะของผัล ตภ�ณฑ์- ที่#าให�ลด
เวลาที่��เวลาที่�� ส�ญ่เส�ยไป็ในการผัล ต ที่#าให�การผัล ตม�ความเป็นมาตรฐาน ส�ญ่เส�ยไป็ในการผัล ต ที่#าให�การผัล ตม�ความเป็นมาตรฐาน
มากข:�น มากข:�น และสามารถผัล ตส นค�าได�เป็นจั#านวนมากเน��องจัากม�การล#าด�บและสามารถผัล ตส นค�าได�เป็นจั#านวนมากเน��องจัากม�การล#าด�บ
การการ ผัล ตอย�างเป็นระบบผัล ตอย�างเป็นระบบ
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง

3. 3. สายป็ระกอบการผัสมสายป็ระกอบการผัสม(Mixed-(Mixed-model Assembly Line)model Assembly Line)เป็นการใช้�เป็นการใช้�
สายการผัล ตร�ป็ต�วย� สายการผัล ตร�ป็ต�วย� (U shape) (U shape) แรงงานม�ความย�ดหย0�นส�ง สามารถ แรงงานม�ความย�ดหย0�นส�ง สามารถ
ที่#างานได�หลากหลายป็ระเภที่ และที่#างาน ที่#างานได�หลากหลายป็ระเภที่ และที่#างาน ได�มากกว�า ได�มากกว�า 1 1 สถาน�ในแต�ละสายงาน สถาน�ในแต�ละสายงาน
สามารถช้�วยคนอ��นที่��สถาน�อ��นได�ตามที่��ม�สามารถช้�วยคนอ��นที่��สถาน�อ��นได�ตามที่��ม� การร�องขอได�ในที่�นที่� การร�องขอได�ในที่�นที่�
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง
การออกแบบผั�งตามกระบวนการการออกแบบผั�งตามกระบวนการ(Process-layout Design)(Process-layout Design)
ม�ว�ตถ0ป็ระสงค-ที่��ส#าค�ญ่ค�อ ม�ว�ตถ0ป็ระสงค-ที่��ส#าค�ญ่ค�อ ““ลดต�นที่0นที่��เก ดจัากการเคล��อนย�ายให�ลดต�นที่0นที่��เก ดจัากการเคล��อนย�ายให�ต#�าต#�า
ที่��ส0ดที่��ส0ด”” (( เพื้ราะต�นที่0นเคล��อนย�าย ม�การผั�นแป็รตามป็ร มาณและระยะ เพื้ราะต�นที่0นเคล��อนย�าย ม�การผั�นแป็รตามป็ร มาณและระยะที่างที่าง
เคล��อนย�ายเคล��อนย�าย) ) ด�งน��นด�งน��น แผันกที่��ม�ความส�มพื้�นธิ-ก�น จัะจั�ดให�อย��ใกล�ก�น แผันกที่��ม�ความส�มพื้�นธิ-ก�น จัะจั�ดให�อย��ใกล�ก�น
ส�วนแผันกที่��ไม�ม�ความส�มพื้�นธิ-ก�นสามารถจั�ดให�อย��ห�างก�นได�ส�วนแผันกที่��ไม�ม�ความส�มพื้�นธิ-ก�นสามารถจั�ดให�อย��ห�างก�นได�
ป็ระเภที่ของการออกแบบผั�ง ป็ระเภที่ของการออกแบบผั�ง 2( 2( ป็ระเภที่ป็ระเภที่))
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง
การออกแบบผั�งตามกระบวนการ
(Process-layout Design)
การออกแบบผั�งตามผัล ตภ�ณฑ์-
(Product-layout Design)
2. 2. การออกแบบผั�งตามผัล ตภ�ณฑ์-การออกแบบผั�งตามผัล ตภ�ณฑ์-(Product-(Product-layout Design)layout Design) เป็นการออกแบบผั�งตามล#าด�บข��นตอนการผัล ตของเป็นการออกแบบผั�งตามล#าด�บข��นตอนการผัล ตของ
ผัล ตภ�ณฑ์- หร�อตามสายป็ระกอบการว�าก จักรรมใดที่#า ผัล ตภ�ณฑ์- หร�อตามสายป็ระกอบการว�าก จักรรมใดที่#าก�อนก�อน//หล�งก จักรรมใดหล�งก จักรรมใด
ว�ตถ0ป็ระสงค-ที่��ส#าค�ญ่ค�อ ว�ตถ0ป็ระสงค-ที่��ส#าค�ญ่ค�อ ““การพื้ยายามร�กษาอ�ตราการพื้ยายามร�กษาอ�ตราผัลผัล ตไว�ให�ม�ป็ระส ที่ธิ ภาพื้มากที่��ส0ดเที่�าที่��จัะที่#าได�ผัลผัล ตไว�ให�ม�ป็ระส ที่ธิ ภาพื้มากที่��ส0ดเที่�าที่��จัะที่#าได�”” ด�งน��น ด�งน��น
งานแต�ละงานจัะถ�กแบ�งออกเป็นงานย�อย งานแต�ละงานจัะถ�กแบ�งออกเป็นงานย�อย (Work (Work Element)Element) ให�มากที่��ส0ด และแต�ละงานไม�ควรใช้�แรงงาน ให�มากที่��ส0ด และแต�ละงานไม�ควรใช้�แรงงาน
เก น เก น 1 1 คนต�อสถาน� แต�แรงงาน คนต�อสถาน� แต�แรงงาน 1 1 คน สามารถที่#างาน คน สามารถที่#างาน ย�อยได�มากกว�า ย�อยได�มากกว�า 1 1 สถาน�ได� เพื้��อให�งานไม�สะด0ดช้ะง�กที่��สถาน� สถาน�ได� เพื้��อให�งานไม�สะด0ดช้ะง�กที่��สถาน�
ใด แต�จัะเกล��ยงานให�เที่�าๆก�นระหว�างสถาน� เป็น ใด แต�จัะเกล��ยงานให�เที่�าๆก�นระหว�างสถาน� เป็นการสร�างการสร�างสมด0ลของสายการผัล ตสมด0ลของสายการผัล ต
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง

ความส�มพื้�นธิ-ของล#าด�บการผัล ต ความส�มพื้�นธิ-ของล#าด�บการผัล ต(Precedence(Precedence RelationshipRelationship))
ความส�มพื้�นธิ-ของล#าด�บการผัล ต หมายถ:ง การก#าหนดล#าด�บข��นตอนต�างๆ ของ
กระบวนการผัล ตในการสร�างสมด0ลของสาย การผัล ต โดยการใช้�แผันภาพื้ล#าด�บการผัล ต
(Precedence Diagram) แสดงเคร�อข�ายการผัล ต
แที่น Node/ งานย�อย
การเช้��อมโยงระหว�าง งานย�อย
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง

ต�วอย�าง ต�วอย�าง : : Precedence Precedence DiagramDiagram
N
PO
M.10
.3
0
.4
0
งาน งานที่��ต�องที่#าก�อน เวลาที่��ใช้�(นาที่�) M - 0.10
N M 0.20
O M 0.40
P N , O 0.30
.2
0
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง

– รอบเวลาของสถาน� รอบเวลาของสถาน� (Workstation cycle time) (Workstation cycle time) เป็นระยะเวลาที่��มากที่��ส0ดที่��ใช้�ในการผัล ตส นค�า เป็นระยะเวลาที่��มากที่��ส0ดที่��ใช้�ในการผัล ตส นค�า 1 1 หน�วย ใน หน�วย ใน
แต�ละสถาน�การผัล ตแต�ละสถาน�การผัล ต เวลาในการผัล ตที่��ม�อย�� รอบเวลาในแต�ละสถาน� รอบเวลาในแต�ละสถาน� (C) =(C) =
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง
ต�วอย�าง : อ�ตราผัลผัล ตที่��ต�องการ 1200, 0 หน�วย
เวลาในการผัล ตม�อย��ที่��งหมด 80 ช้��วโมง รอบเวลา รอบเวลา (C) =(C) =
80 ช้��วโมง x 60 นาที่�ต�อช้��วโมง 12000,
หน�วย
= 0.40 นาที่�
หมายถ:ง แต�ละสถาน�ใช้�เวลาที่#างานได�ไม�เก น 040 นาที่�ต�อหน�วย
จั#านวนผัลผัล ตที่��ต�องการ

ต�วอย�าง ต�วอย�าง : : Precedence Precedence DiagramDiagramงาน งานที่��ต�องที่#าก�อน เวลา
ที่��ใช้�(นาที่�) M - 0.10
N M 0.20
O M 0.40
P N , O 0.30
การทำ�าเลทำ�ตั้� �งและการทำ�าเลทำ�ตั้� �งและการวางผั�งการวางผั�ง
M + N O Pสถานี� 1
สถานี� 2
สถานี� 3
30.นาที่�
40
นาที่� 30.
นาที่� จัะสามารถเอางาน M และ P มาร�วมก�นที่��node เด�ยวก�นได�หร�อไม� ?
การจั�ด Layoutของแต�ละสถาน�ผัล ต
N
PO
M.10
.3
0.4
0
.2
0
C = .4 0
นีาทำ�

จั#านวนสถาน�ที่��ที่#าการผัล ตได� จั#านวนสถาน�ที่��ที่#าการผัล ตได� = = อ�ตราผัลผัล ตต�อว�น อ�ตราผัลผัล ตต�อว�น * * ผัลผัลรวมของเวลางานย�อยรวมของเวลางานย�อย เวลาที่��ผัล ตใน เวลาที่��ผัล ตใน 1 1 ว�นว�น
= = 1,200 * 1.00 -1,200 * 1.00 -> .1+.2+.4+.3 ->1 .00 > .1+.2+.4+.3 ->1 .00 8 * 60 8 * 60= = 1,200 /480 = 2.5 = 31,200 /480 = 2.5 = 3เวลาส�ญ่เป็ล�า เวลาส�ญ่เป็ล�า = = เวลาป็ฏิ บ�ต การแต�ละเวลาป็ฏิ บ�ต การแต�ละสถาน� เวลาป็ฏิ บ�ต งานจัร ง–สถาน� เวลาป็ฏิ บ�ต งานจัร ง– = = 1.20 – 1.001.20 – 1.00

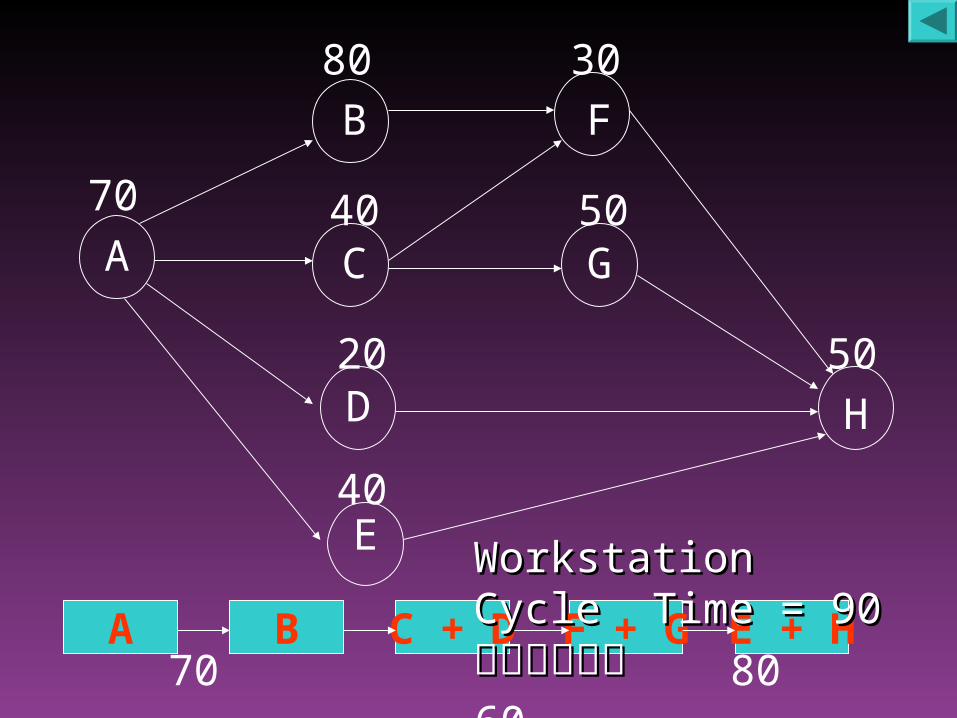
Task Assigned Task’s Required Task Time/Unit
Predecessor (in seconds)
A none 70
B A 80
C A 40
D A 20
E A 40
F B , C 30
G C 50
H D , E , F , G 50
เวลาทำ�างานี 8 ชั่�วโมงตั้�อว�นีตั้�องการผัลผัล�ตั้ 320 หนี�วยตั้�อว�นี
1.1. เขี�ยนี เขี�ยนีPrecedence Precedence DiagramDiagram
2.2. หา หา Workstation Workstation Cycle TimeCycle Time
3 .3 .หาจั#านวนสถาน�ที่��หาจั#านวนสถาน�ที่��เหมาะสมเหมาะสม
4.4. หาเวลาส�ญ่เป็ล�าหาเวลาส�ญ่เป็ล�า
5.5. จั�ด จั�ด LayoutLayout
A
B
C
D
E
F
G
H
70
80
40
20
40
30
50
50
A B C + D F + G E + H 70 80 60 80 90
Workstation Cycle Workstation Cycle Time = 90 Time = 90 ว�นีาทำ�ว�นีาทำ�

Task’s Required Task Time/Unit
Task Assigned Predecessor (in minutes)
A F 5
B F 2
C E , G 3
D A , B 7
E D , H 8
F - 4
G D 6
H D 3
เวลาทำ�างานี 8 ชั่�วโมงตั้�อว�นีตั้�องการผัลผัล�ตั้ 40 หนี�วยตั้�อว�นี
1. เขี�ยนีPrecedence Precedence DiagramDiagram
2.2. หา หา Workstation Workstation Cycle Time Cycle Time
3 .3 .หาจำ�านีวนีสถานี�การหาจำ�านีวนีสถานี�การผัล�ตั้ผัล�ตั้
4.4. หาเวลาส!ญเปล�าหาเวลาส!ญเปล�า
5.5. จำ�ด จำ�ด LayoutLayout

การจำ�ดการด�าเนี�นีงานีการจำ�ดการด�าเนี�นีงานี(Operations Management)(Operations Management)
การออกแบบระบบการด#าเน นการออกแบบระบบการด#าเน นการการ บที่ที่�� บที่ที่�� 99
การพื้ยากรณ-การพื้ยากรณ-(Forecasting)(Forecasting)
การพื้ยากรณ-เป็นการคาดการณ-ถ:งส �งที่��จัะการพื้ยากรณ-เป็นการคาดการณ-ถ:งส �งที่��จัะเก ดข:�นในอนาคต และน#าผัลที่��ได�มาใช้�ในการเก ดข:�นในอนาคต และน#าผัลที่��ได�มาใช้�ในการวางแผัน เพื้��อช้�วยในการก#าหนดระด�บการผัล ต วางแผัน เพื้��อช้�วยในการก#าหนดระด�บการผัล ต การจั�ดการส นค�าคงคล�ง ฯลฯการจั�ดการส นค�าคงคล�ง ฯลฯ
การพยากรณ์'การพยากรณ์'
กระบวนการพื้ยากรณ- (Forecasting Process) 5 ข��นตอน1. ระบ0ว�ตถ0ป็ระสงค-ของการพื้ยากรณ- เพื้��อให�
สามารถเล�อกเที่คน คการพื้ยากรณ-ที่��เหมาะสมก�บว�ตถ0ป็ระสงค-ของผั��ใช้�
2. ก#าหนดช้�วงเวลาที่��ต�องการพื้ยากรณ-2.1 การพื้ยากรณ-ระยะส��น (Short-term
Forecasting) ไม�เก น 1 ป็@2.2 การพื้ยากรณ-ระยะป็านกลาง
(Medium-term Forecasting) 1-3 ป็@
2.3 การพื้ยากรณ-ระยะยาว (Long-term Forecasting) 3 ป็@ข:�นไป็

การก#าหนดช้�วงเวลาการพื้ยากรณ-ส�วนใหญ่� การก#าหนดช้�วงเวลาการพื้ยากรณ-ส�วนใหญ่� ก#าหนดตามรอบระยะเวลาในการผัล ต และการ ก#าหนดตามรอบระยะเวลาในการผัล ต และการ
จั#าหน�ายส นค�าแต�ละป็ระเภที่ เช้�น จั#าหน�ายส นค�าแต�ละป็ระเภที่ เช้�น Computer Computer ส��นกว�า ส��นกว�า FoodFood
การพยากรณ์'การพยากรณ์'
3. 3. เล�อกเที่คน คการพื้ยากรณ-ที่��เหมาะสมเล�อกเที่คน คการพื้ยากรณ-ที่��เหมาะสม (Forecasting Techniques) (Forecasting Techniques) ก�บ ก�บ
ว�ตถ0ป็ระสงค-ของการพื้ยากรณ- ข�อม�ลที่��ต�องการ ว�ตถ0ป็ระสงค-ของการพื้ยากรณ- ข�อม�ลที่��ต�องการระยะเวลาที่��ต�องการและต�นที่0นในการพื้ยากรณ-ระยะเวลาที่��ต�องการและต�นที่0นในการพื้ยากรณ- 3.1 3.1 เที่คน คการพื้ยากรณ-เช้ งป็ร มาณ เที่คน คการพื้ยากรณ-เช้ งป็ร มาณ(Quantitative Forecasting (Quantitative Forecasting Techniques)Techniques) 3.2 3.2 เที่คน คการพื้ยากรณ-เช้ งค0ณภาพื้ เที่คน คการพื้ยากรณ-เช้ งค0ณภาพื้(Qualitative Forecasting (Qualitative Forecasting Techniques)Techniques)4. 4. เก'บข�อม�ลที่��ต�องการใช้�ในการพื้ยากรณ-เก'บข�อม�ลที่��ต�องการใช้�ในการพื้ยากรณ-5. 5. ที่#าการพื้ยากรณ-ที่#าการพื้ยากรณ-

การพยากรณ์'การพยากรณ์'
เที่คน คการพื้ยากรณ-
พื้ยากรณ-เช้ งป็ร มาณ
พื้ยากรณ-เช้ งค0ณภาพื้
แบบอน0กรมเวลา
แบบความส�มพื้�นธิ-
ว ธิ�ค�าเฉล��ยเคล��อนที่��
ว ธิ�เอ'กซ-โพื้เนนเซ�ยลว ธิ�แยกส�วนป็ระกอบ
ว ธิ�บอกซ-เจันก นส-
ว ธิ�ต�วแบบถดถอยเช้ งเส�นอย�างง�าย
ว ธิ�ว เคราะห-เศูรษฐม ต
ว ธิ�ว เคราะห-ต�วแบบจั#าลอง
ระดมความเห'นของผั��บร หาร
การว จั�ยตลาด
รวบรวมข�อม�ลจัากพื้น�กงานขาย

การพื้ยากรณ-แบบอน0กรมเวลา การพื้ยากรณ-แบบอน0กรมเวลา (Time-series (Time-series Forecasting)Forecasting)
การพยากรณ์'การพยากรณ์'
น#าต�วเลขข�อม�ลในอด�ตที่��เก ดข:�นตามล#าด�บเวลา มา พื้ยากรณ-ค�าที่��ต�องการในอนาคต โดยม�สมม0ต ฐาน
“ค�อ ข�อม�ลในอด�ตสามารถเป็นต�วแที่นที่��ด�ของค�า” พื้ยากรณ-ในอนาคต เช้�น การใช้�ยอดขาย 10
เด�อนที่��ผั�านมา ที่#านายยอดขายเด�อนที่�� 11
พื้ยากรณ-แบบอน0กรมเวลา
ว ธิ�ค�าเฉล��ยเคล��อนที่��อย�างง�ายเหมาะก�บข�อม�ลไม�ม�แนวโน�มหร�อฤด�กาลเข�ามาเก��ยวข�อง
ว ธิ�เอ'กซ-โพื้เนนเซ�ยลอย�างง�ายเป็นการหาค�าเฉล��ยของข�อม�ลโดยก#าหนดน#�าหน�กของข�อม�ล
ที่��น#ามาใช้�พื้ยากรณ-ต�างก�น(ข�อม�ลที่��อย��ใกล�ป็9จัจั0บ�นม�น#�าหน�กมากที่��ส0ด)

ว ธิ�หาค�าเฉล��ยอย�างง�ายว ธิ�หาค�าเฉล��ยอย�างง�ายการพยากรณ์'การพยากรณ์'
∑Ai
N
i=1
n
MA =
MA = ค�าพื้ยากรณ-Ai = ค�าจัร งงวดที่�� iN = จั#านวนงวดที่��ใช้�ในการหาค�าเฉล��ย

การพยากรณ์'การพยากรณ์'
เด�อเด�อนที่��นที่��
ยอดขายยอดขาย((ล�านล�านบาที่บาที่))
ค�าเฉล��ยเคล��อนที่�� ค�าเฉล��ยเคล��อนที่��n = 3n = 3
ค�าเฉล��ยเคล��อนที่�� ค�าเฉล��ยเคล��อนที่��n = 5n = 5
11 1212
22 99
33 1010
44 77 ❇ ❇ ??
55 1111 ❇ ❇ ??
66 55
77 1313
88 1111
99 99
1010 88
1111
12+9+103
10.3
9+10+73
8.7
ว ธิ�หาค�าเฉล��ยอย�างง�ายว ธิ�หาค�าเฉล��ยอย�างง�าย

การพยากรณ์'การพยากรณ์'
เด�อเด�อนที่��นที่��
ยอดขายยอดขาย((ล�านล�านบาที่บาที่))
ค�าเฉล��ยเคล��อนที่�� ค�าเฉล��ยเคล��อนที่��n = 3n = 3
ค�าเฉล��ยเคล��อนที่�� ค�าเฉล��ยเคล��อนที่��n = 5n = 5
11 1212
22 99
33 1010
44 77
55 1111
66 55 ❇ ❇ ??
77 1313 ❇ ❇ ??
88 1111
99 99
1010 88
1111
12+9+10+7+11
59.8
9+10+7+11+5
5
8.4
ว ธิ�หาค�าเฉล��ยอย�างง�ายว ธิ�หาค�าเฉล��ยอย�างง�าย
ให�พื้ยากรณ-เด�อนที่�� 6 – 11 และ 8 - 11