Embed Size (px)
Citation preview
�������
150
8. PIECE TOPIELNE
Topienie materia ów ceramicznych jest operacj znacznie odbiegaj c od typowych technologii ceramicznych gdy nawi zuje raczej do metod hutniczych i odlewnictwa. Jest to podstawowa operacja w produkcji szklarskiej: mieszanin surowców, tzw. zestaw szklarski, topi si w wysokiej temperaturze, a utworzon mas szklan wykorzystuje si dopiero do formowania wyrobów. Topienie stosuje si tak e i w innych technologiach. Wysoki stopie przereagowania sk adników i jednorodno sk adu szkliw i emalii uzyskuje si w a nie poprzez topienie odpowiednich zestawów. W technologii materia ów ogniotrwa ych operacj topienia stosuje si do otrzymywania bardzo zwartych klinkierów zasadowych, które po rozdrobnieniu stosowane s jako kruszywo do produkcji wyrobów. Niektóre wyroby ogniotrwa e produkuje si metod topienia surowców i odlewania stopu do form, a wi c metod typowo odlewnicz . W taki sam sposób produkowane s wyroby z leizny bazaltowej. Wreszcie operacj topienia stosuje si w technologii otrzymywania w ókien ceramicznych i mineralnych dla materia ów izolacyjnych. 8.1. Piece szklarskie
Szk o, jako tworzywo dla wykonywania ró nych wyrobów, znane jest ju od bardzo dawna. Umiej tno wytapiania masy szklanej i wytwarzania z niej po danych przedmiotów znana by a ju w XVII wieku p.n.e. w Asyrii. W XIV w. p.n.e. znanym o rodkiem produkcji szklanych ozdób by Egipt. Szk a otrzymywano z mieszaniny piasku kwarcowego i sody pochodz cej z jezior aleksandryjskich. Wytapiano je w glinianych naczyniach, b d cych pierwowzorem wspó czesnych donic szklarskich, a ród em ciep a by y otwarte ogniska.
Epokowy prze om w technice formowania wyrobów, tj. rozdmuchiwanie kropli szk a nabranej na koniec rurki, nast pi na pocz tku naszej ery, prawdopodobnie w Sydonie (obecnie Sajda w Libanie). Z wysokiego poziomu techniki szklarskiej s yn a Wenecja, gdzie ju w 1279 r. powsta cech szklarski. Szybki rozwój techniki wytapiania szk a datuje si od prze omu XVI i XVII wieku. W 1615 r. T. Percivall wprowadzi do hutnictwa szk a w giel, zast puj c
�������
151
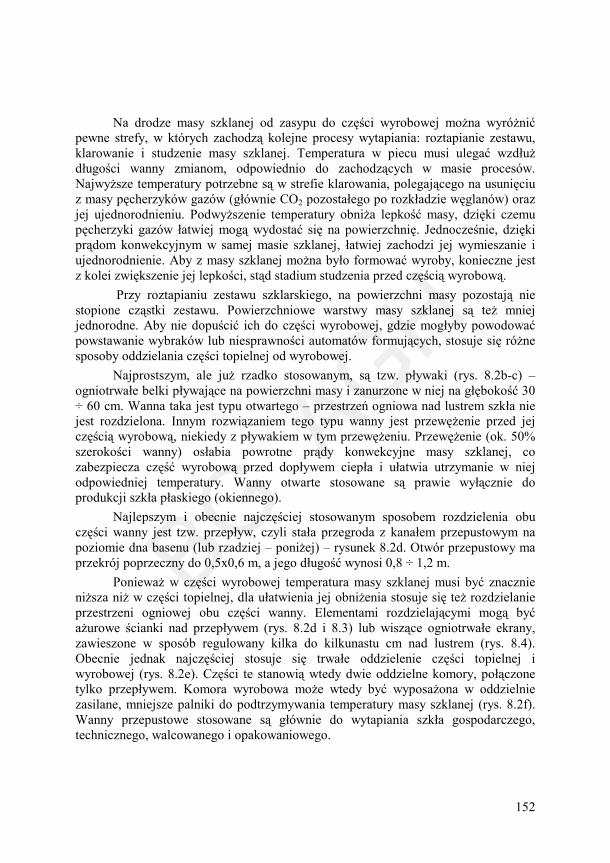
powszechnie stosowane drewno. W 1691 roku we Francji odlano pierwsze du e lustro. W 1790 r. P. L. Guinard zastosowa mieszanie masy szklanej dla jej ujednorodnienia. Prze omem w technice opalania i budowy pieców szklarskich by o skonstruowanie przez braci Siemens w 1856 roku pieca wannowego, opalanego gazem wietlnym i wyposa onego w regeneratory dla podgrzewania gazu i powietrza spalania, a w roku 1868 pieca wannowego, dzia aj cego ju w sposób ci g y. Na opracowanych przez nich zasadach dzia aj wspó czesne piece wannowe. Na pocz tku XX wieku powsta y pierwsze automaty butelkowe (M. Owens, 1905) oraz maszyny do ci gni cia p askiej ta my szk a okiennego (1907). Obecne piece szklarskie opieraj si na do wiadczeniach historycznych, jednak e wprowadzane s do ich konstrukcji osi gni cia wielu dziedzin wiedzy, co ma na celu z jednej strony popraw w asno ci technologicznych wytapianych szkie , a z drugiej, zwi kszenie wydajno ci pieców przy jednoczesnym wyd u eniu czasu ich pracy bez remontów. W chwili obecnej podstawowymi urz dzeniami do topienia szk a s dzia aj ce w sposób ci g y piece wannowe oraz dzia aj ce w sposób okresowy piece donicowe. 8.1.1. Piece wannowe Piece wannowe, w swej klasycznej konstrukcji, nale do p omiennych pieców topielnych pracuj cych w sposób ci g y, w których wszystkie stadia i procesy wytapiania szk a zachodz jednocze nie, ale w ró nych cz ciach wanny. Zasada dzia ania wanny zmianowej jest prosta. Z jednego jej ko ca, do tzw. kieszeni zasypowej podawany jest zestaw do topienia szk a, który w zetkni ciu z gor cym p omieniem topi si i tworzy mas szklan , wype niaj c wann i przep ywaj c do przeciwleg ego jej ko ca, w którym mie ci si jej cz wyrobowa. Tu masa pobierana jest do r cznego lub maszynowego formowania wyrobów, a jej ubytki w wannie uzupe niane s zasypywaniem nowych porcji zestawu. Schemat dzia ania wanny szklarskiej przedstawia rysunek 8.1.
Rys. 8.1. Schemat wanny szklarskiej i uk ad temperatur na jej d ugo ci
�������
152
Na drodze masy szklanej od zasypu do cz ci wyrobowej mo na wyró ni
pewne strefy, w których zachodz kolejne procesy wytapiania: roztapianie zestawu, klarowanie i studzenie masy szklanej. Temperatura w piecu musi ulega wzd u d ugo ci wanny zmianom, odpowiednio do zachodz cych w masie procesów. Najwy sze temperatury potrzebne s w strefie klarowania, polegaj cego na usuni ciu z masy p cherzyków gazów (g ównie CO2 pozosta ego po rozk adzie w glanów) oraz jej ujednorodnieniu. Podwy szenie temperatury obni a lepko masy, dzi ki czemu p cherzyki gazów atwiej mog wydosta si na powierzchni . Jednocze nie, dzi ki pr dom konwekcyjnym w samej masie szklanej, atwiej zachodzi jej wymieszanie i ujednorodnienie. Aby z masy szklanej mo na by o formowa wyroby, konieczne jest z kolei zwi kszenie jej lepko ci, st d stadium studzenia przed cz ci wyrobow .
Przy roztapianiu zestawu szklarskiego, na powierzchni masy pozostaj nie stopione cz stki zestawu. Powierzchniowe warstwy masy szklanej s te mniej jednorodne. Aby nie dopu ci ich do cz ci wyrobowej, gdzie mog yby powodowa powstawanie wybraków lub niesprawno ci automatów formuj cych, stosuje si ró ne sposoby oddzielania cz ci topielnej od wyrobowej.
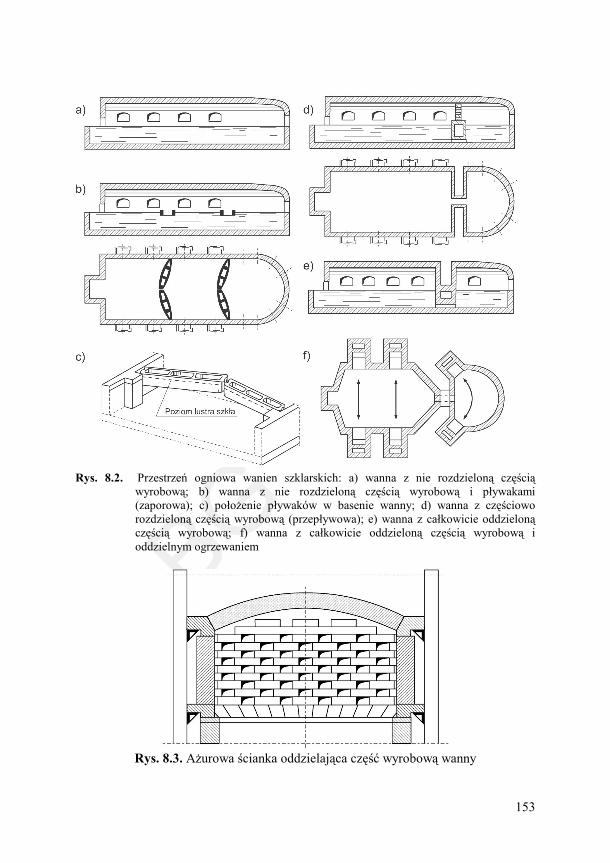
Najprostszym, ale ju rzadko stosowanym, s tzw. p ywaki (rys. 8.2b-c) – ogniotrwa e belki p ywaj ce na powierzchni masy i zanurzone w niej na g boko 30 ÷ 60 cm. Wanna taka jest typu otwartego – przestrze ogniowa nad lustrem szk a nie jest rozdzielona. Innym rozwi zaniem tego typu wanny jest przew enie przed jej cz ci wyrobow , niekiedy z p ywakiem w tym przew eniu. Przew enie (ok. 50% szeroko ci wanny) os abia powrotne pr dy konwekcyjne masy szklanej, co zabezpiecza cz wyrobow przed dop ywem ciep a i u atwia utrzymanie w niej odpowiedniej temperatury. Wanny otwarte stosowane s prawie wy cznie do produkcji szk a p askiego (okiennego).
Najlepszym i obecnie najcz ciej stosowanym sposobem rozdzielenia obu cz ci wanny jest tzw. przep yw, czyli sta a przegroda z kana em przepustowym na poziomie dna basenu (lub rzadziej – poni ej) – rysunek 8.2d. Otwór przepustowy ma przekrój poprzeczny do 0,5x0,6 m, a jego d ugo wynosi 0,8 ÷ 1,2 m.
Poniewa w cz ci wyrobowej temperatura masy szklanej musi by znacznie ni sza ni w cz ci topielnej, dla u atwienia jej obni enia stosuje si te rozdzielanie przestrzeni ogniowej obu cz ci wanny. Elementami rozdzielaj cymi mog by a urowe cianki nad przep ywem (rys. 8.2d i 8.3) lub wisz ce ogniotrwa e ekrany, zawieszone w sposób regulowany kilka do kilkunastu cm nad lustrem (rys. 8.4). Obecnie jednak najcz ciej stosuje si trwa e oddzielenie cz ci topielnej i wyrobowej (rys. 8.2e). Cz ci te stanowi wtedy dwie oddzielne komory, po czone tylko przep ywem. Komora wyrobowa mo e wtedy by wyposa ona w oddzielnie zasilane, mniejsze palniki do podtrzymywania temperatury masy szklanej (rys. 8.2f). Wanny przepustowe stosowane s g ównie do wytapiania szk a gospodarczego, technicznego, walcowanego i opakowaniowego.
�������
153
Rys. 8.2. Przestrze ogniowa wanien szklarskich: a) wanna z nie rozdzielon cz ci
wyrobow ; b) wanna z nie rozdzielon cz ci wyrobow i p ywakami (zaporowa); c) po o enie p ywaków w basenie wanny; d) wanna z cz ciowo rozdzielon cz ci wyrobow (przep ywowa); e) wanna z ca kowicie oddzielon cz ci wyrobow ; f) wanna z ca kowicie oddzielon cz ci wyrobow i oddzielnym ogrzewaniem
Rys. 8.3. A urowa cianka oddzielaj ca cz wyrobow wanny
�������
154
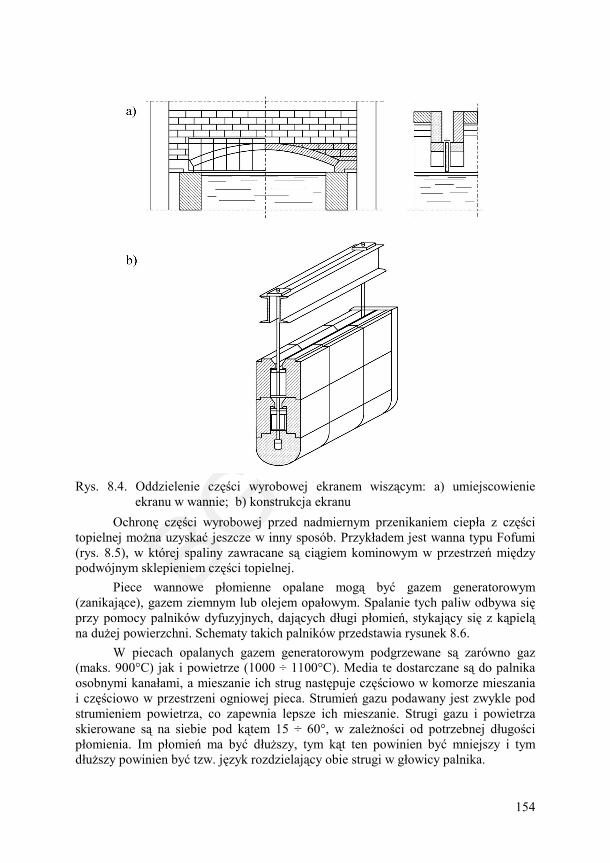
Rys. 8.4. Oddzielenie cz ci wyrobowej ekranem wisz cym: a) umiejscowienie
ekranu w wannie; b) konstrukcja ekranu Ochron cz ci wyrobowej przed nadmiernym przenikaniem ciep a z cz ci
topielnej mo na uzyska jeszcze w inny sposób. Przyk adem jest wanna typu Fofumi (rys. 8.5), w której spaliny zawracane s ci giem kominowym w przestrze mi dzy podwójnym sklepieniem cz ci topielnej.
Piece wannowe p omienne opalane mog by gazem generatorowym (zanikaj ce), gazem ziemnym lub olejem opa owym. Spalanie tych paliw odbywa si przy pomocy palników dyfuzyjnych, daj cych d ugi p omie , stykaj cy si z k piel na du ej powierzchni. Schematy takich palników przedstawia rysunek 8.6.
W piecach opalanych gazem generatorowym podgrzewane s zarówno gaz (maks. 900°C) jak i powietrze (1000 ÷ 1100°C). Media te dostarczane s do palnika osobnymi kana ami, a mieszanie ich strug nast puje cz ciowo w komorze mieszania i cz ciowo w przestrzeni ogniowej pieca. Strumie gazu podawany jest zwykle pod strumieniem powietrza, co zapewnia lepsze ich mieszanie. Strugi gazu i powietrza skierowane s na siebie pod k tem 15 ÷ 60°, w zale no ci od potrzebnej d ugo ci p omienia. Im p omie ma by d u szy, tym k t ten powinien by mniejszy i tym d u szy powinien by tzw. j zyk rozdzielaj cy obie strugi w g owicy palnika.
�������
155
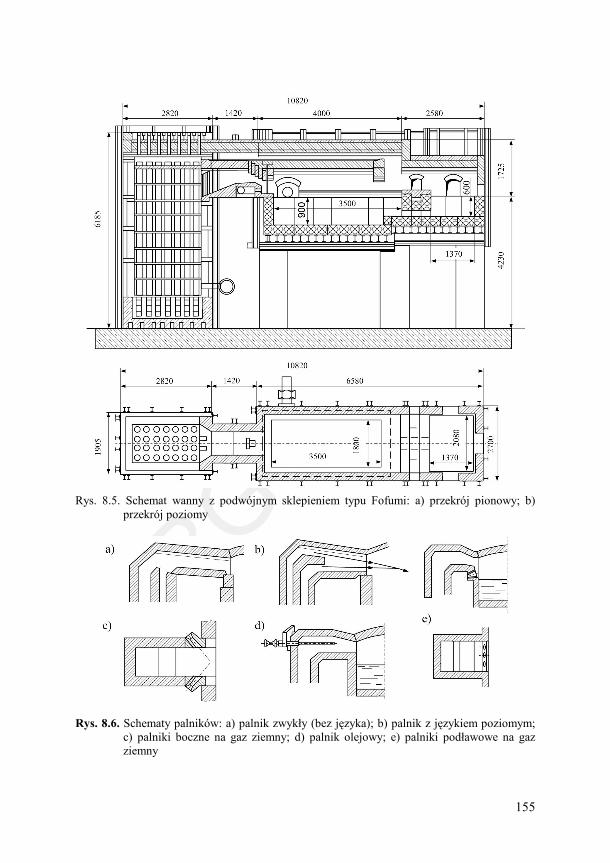
Rys. 8.5. Schemat wanny z podwójnym sklepieniem typu Fofumi: a) przekrój pionowy; b)
przekrój poziomy
Rys. 8.6. Schematy palników: a) palnik zwyk y (bez j zyka); b) palnik z j zykiem poziomym;
c) palniki boczne na gaz ziemny; d) palnik olejowy; e) palniki pod awowe na gaz ziemny
�������
156
Przy stosowaniu paliw „mocnych” podgrzewane jest tylko powietrze, a gaz lub olej wprowadzane s do palnika przewodami rurowymi lub rozpylaczami usytuowanymi z ty u, z do u lub z boków g owicy palnikowej. Nowym typem pieców szklarskich s wanny, w których powietrze spalania zast pione jest czystym tlenem. Tlen otrzymywany jest metod kriogeniczn , drog rektyfikacji skroplonego powietrza (99% O2) lub metod adsorpcji z wykorzystaniem sit molekularnych (94 ÷ 96% O2). Dla jego wytwarzania, huty szk a wyposa one s w odpowiednie instalacje. Przy mniejszym zapotrzebowaniu, dla ma ych pieców oraz dla potrzeb tzw. dogrzewu masy szklanej lancami tlenowymi, stosowany jest ciek y tlen, dostarczany do hut w zbiornikach ci nieniowych. Zast pienie powietrza tlenem znacznie poprawia energetyczne wska niki pracy wanien, gdy nie podgrzewa si nieu ytecznego azotu zawartego w powietrzu, a ponadto w spalinach wzrasta st enie CO2 i H2O, które jako zwi zki trójatomowe intensywnie emituj ciep o. Bardziej istotny jest jednak aspekt ekologiczny, gdy usuni cie azotu z przestrzeni ogniowej pieca likwiduje ród o powstawania szkodliwych dla rodowiska zwi zków typu NOx. Z ekonomicznego punktu widzenia, przej cie na ten typ opalania nie jest jednak jednoznacznie korzystne. Z jednej strony malej bowiem koszty inwestycyjne (zb dne s wymienniki ciep a i skomplikowane uk ady palnikowe), ale jednocze nie intensyfikuj si korozyjne oddzia ywania alkaliów (ich st enie w gazach spalinowych wzrasta, bowiem maleje obj to oraz masa spalin), co zmusza do stosowania bardziej odpornych, a wi c dro szych materia ów na wy o enie cz ci ogniowej wanny ( ciany i sklepienie). Ponadto konieczne s nak ady inwestycyjne na budow instalacji do odzysku ciep a ze spalin (podgrzewanie st uczki, kot y odzysknicowe). Otwory wylotowe palników s tak wyprofilowane, aby wychodz ca z nich struga p omienia pada a na lustro k pieli pod k tem 5 ÷ 25°, równie w zale no ci od wymaganej d ugo ci p omienia. D ugo ci p omienia wynosz od 3,5 ÷ 8 m – wanny poprzeczno-p omienne do 7 ÷ 14 m – wanny U-p omienne. Otwory wylotowe palników umieszcza si mo liwie nisko nad poziomem k pieli, zwykle 20 ÷ 30 cm, aby zapobiec powstawaniu tzw. martwych przestrzeni grzejnych tu pod palnikiem. Ilo i rozmieszczenie palników w wannie s zró nicowane w zale no ci od jej rozmiarów poprzecznych oraz przyj tego sposobu ogrzewania i odzysku ciep a spalin. Schematy stosowanych przebiegów p omienia oraz rozmieszczenie palników przedstawia rysunek 8.7. W wannach regeneracyjnych, o szeroko ci basenu do 3,5 m, stosuje si prawie wy cznie system U-p omienny z palnikami wbudowanymi w cianie szczytowej. Przy basenach szerszych stosuje si system poprzeczno-p omienny z palnikami zabudowanymi w cianach bocznych. Ilo zabudowanych palników wynosi do 8 sztuk w ka dej cianie.
�������
157
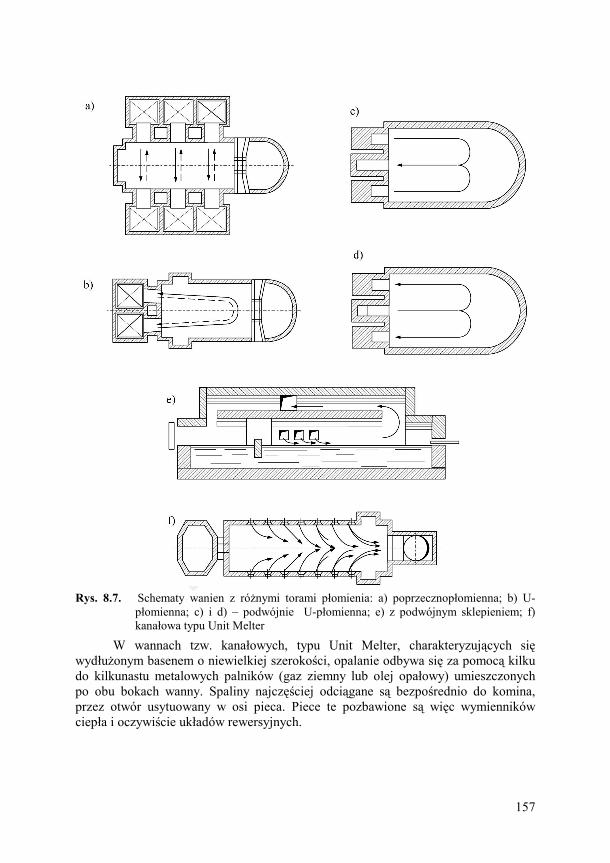
Rys. 8.7. Schematy wanien z ró nymi torami p omienia: a) poprzecznop omienna; b) U-
p omienna; c) i d) – podwójnie U-p omienna; e) z podwójnym sklepieniem; f) kana owa typu Unit Melter
W wannach tzw. kana owych, typu Unit Melter, charakteryzuj cych si wyd u onym basenem o niewielkiej szeroko ci, opalanie odbywa si za pomoc kilku do kilkunastu metalowych palników (gaz ziemny lub olej opa owy) umieszczonych po obu bokach wanny. Spaliny najcz ciej odci gane s bezpo rednio do komina, przez otwór usytuowany w osi pieca. Piece te pozbawione s wi c wymienników ciep a i oczywi cie uk adów rewersyjnych.
�������
158
W wannach rekuperacyjnych stosowany jest system podwójnie U-p omienny lub poprzeczno-p omienny. W wannach bardzo w skich stosowany jest system typu Fofumi. Generalnie, z uwagi na powszechn tendencj budowania wanien o du ych roz- miarach, przewa aj cymi ilo ciowo s wanny regeneracyjne poprzeczno-p omienne.
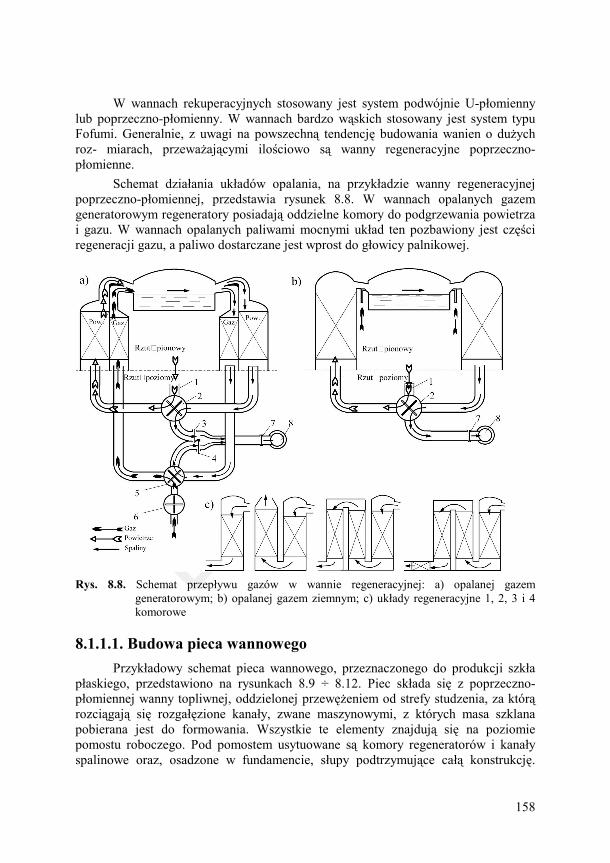
Schemat dzia ania uk adów opalania, na przyk adzie wanny regeneracyjnej poprzeczno-p omiennej, przedstawia rysunek 8.8. W wannach opalanych gazem generatorowym regeneratory posiadaj oddzielne komory do podgrzewania powietrza i gazu. W wannach opalanych paliwami mocnymi uk ad ten pozbawiony jest cz ci regeneracji gazu, a paliwo dostarczane jest wprost do g owicy palnikowej.
Rys. 8.8. Schemat przep ywu gazów w wannie regeneracyjnej: a) opalanej gazem
generatorowym; b) opalanej gazem ziemnym; c) uk ady regeneracyjne 1, 2, 3 i 4 komorowe
8.1.1.1. Budowa pieca wannowego
Przyk adowy schemat pieca wannowego, przeznaczonego do produkcji szk a p askiego, przedstawiono na rysunkach 8.9 ÷ 8.12. Piec sk ada si z poprzeczno-p omiennej wanny topliwnej, oddzielonej przew eniem od strefy studzenia, za któr rozci gaj si rozga zione kana y, zwane maszynowymi, z których masa szklana pobierana jest do formowania. Wszystkie te elementy znajduj si na poziomie pomostu roboczego. Pod pomostem usytuowane s komory regeneratorów i kana y spalinowe oraz, osadzone w fundamencie, s upy podtrzymuj ce ca konstrukcj .
�������
159
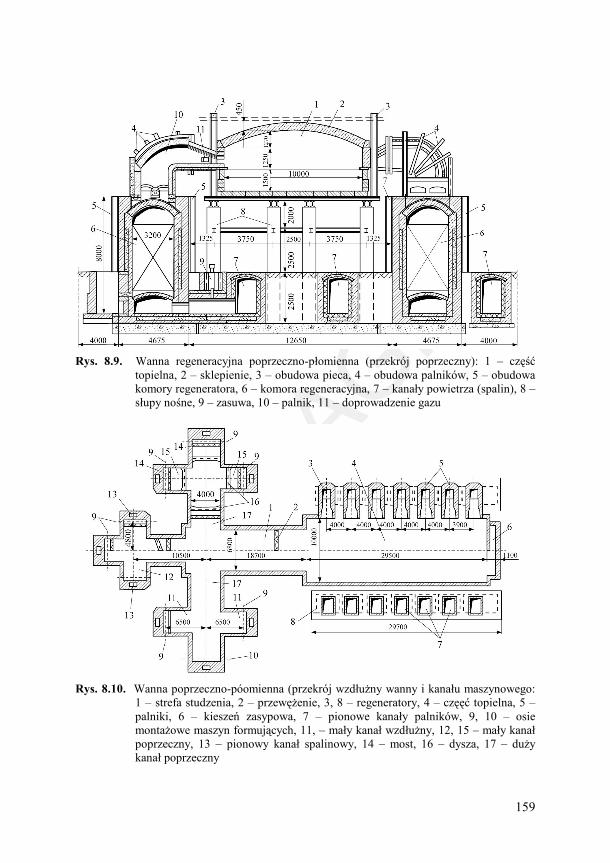
Rys. 8.9. Wanna regeneracyjna poprzeczno-p omienna (przekrój poprzeczny): 1 – cz
topielna, 2 – sklepienie, 3 – obudowa pieca, 4 – obudowa palników, 5 – obudowa komory regeneratora, 6 – komora regeneracyjna, 7 – kana y powietrza (spalin), 8 – s upy no ne, 9 – zasuwa, 10 – palnik, 11 – doprowadzenie gazu
Rys. 8.10. Wanna poprzeczno-póomienna (przekrój wzd u ny wanny i kana u maszynowego:
1 – strefa studzenia, 2 – przew enie, 3, 8 – regeneratory, 4 – cz topielna, 5 – palniki, 6 – kiesze zasypowa, 7 – pionowe kana y palników, 9, 10 – osie monta owe maszyn formuj cych, 11, – ma y kana wzd u ny, 12, 15 – ma y kana poprzeczny, 13 – pionowy kana spalinowy, 14 – most, 16 – dysza, 17 – du y kana poprzeczny
�������
160
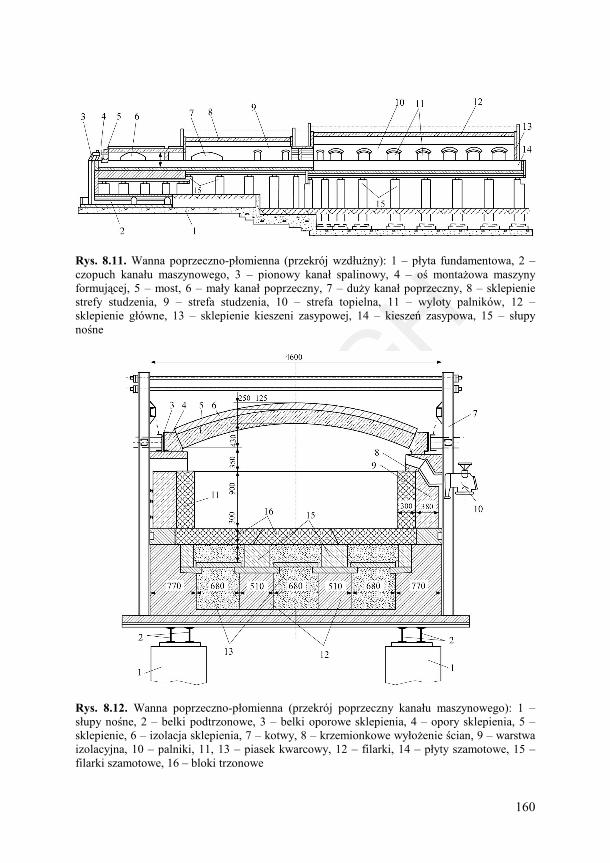
Rys. 8.11. Wanna poprzeczno-p omienna (przekrój wzd u ny): 1 – p yta fundamentowa, 2 – czopuch kana u maszynowego, 3 – pionowy kana spalinowy, 4 – o monta owa maszyny formuj cej, 5 – most, 6 – ma y kana poprzeczny, 7 – du y kana poprzeczny, 8 – sklepienie strefy studzenia, 9 – strefa studzenia, 10 – strefa topielna, 11 – wyloty palników, 12 – sklepienie g ówne, 13 – sklepienie kieszeni zasypowej, 14 – kiesze zasypowa, 15 – s upy no ne
Rys. 8.12. Wanna poprzeczno-p omienna (przekrój poprzeczny kana u maszynowego): 1 – s upy no ne, 2 – belki podtrzonowe, 3 – belki oporowe sklepienia, 4 – opory sklepienia, 5 – sklepienie, 6 – izolacja sklepienia, 7 – kotwy, 8 – krzemionkowe wy o enie cian, 9 – warstwa izolacyjna, 10 – palniki, 11, 13 – piasek kwarcowy, 12 – filarki, 14 – p yty szamotowe, 15 – filarki szamotowe, 16 – bloki trzonowe
�������
161
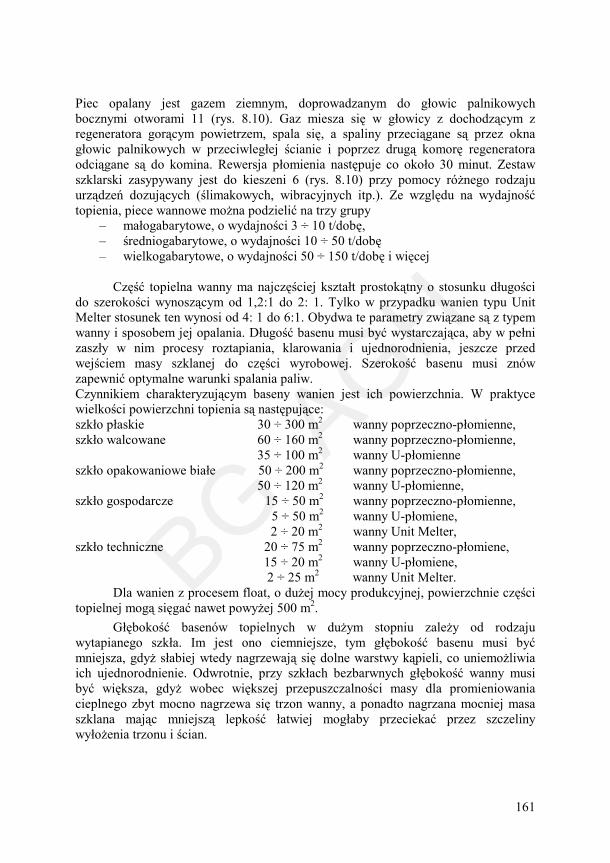
Piec opalany jest gazem ziemnym, doprowadzanym do g owic palnikowych bocznymi otworami 11 (rys. 8.10). Gaz miesza si w g owicy z dochodz cym z regeneratora gor cym powietrzem, spala si , a spaliny przeci gane s przez okna g owic palnikowych w przeciwleg ej cianie i poprzez drug komor regeneratora odci gane s do komina. Rewersja p omienia nast puje co oko o 30 minut. Zestaw szklarski zasypywany jest do kieszeni 6 (rys. 8.10) przy pomocy ró nego rodzaju urz dze dozuj cych ( limakowych, wibracyjnych itp.). Ze wzgl du na wydajno topienia, piece wannowe mo na podzieli na trzy grupy
– ma ogabarytowe, o wydajno ci 3 ÷ 10 t/dob , – redniogabarytowe, o wydajno ci 10 ÷ 50 t/dob – wielkogabarytowe, o wydajno ci 50 ÷ 150 t/dob i wi cej
Cz topielna wanny ma najcz ciej kszta t prostok tny o stosunku d ugo ci do szeroko ci wynosz cym od 1,2:1 do 2: 1. Tylko w przypadku wanien typu Unit Melter stosunek ten wynosi od 4: 1 do 6:1. Obydwa te parametry zwi zane s z typem wanny i sposobem jej opalania. D ugo basenu musi by wystarczaj ca, aby w pe ni zasz y w nim procesy roztapiania, klarowania i ujednorodnienia, jeszcze przed wej ciem masy szklanej do cz ci wyrobowej. Szeroko basenu musi znów zapewni optymalne warunki spalania paliw. Czynnikiem charakteryzuj cym baseny wanien jest ich powierzchnia. W praktyce wielko ci powierzchni topienia s nast puj ce: szk o p askie 30 ÷ 300 m2 wanny poprzeczno-p omienne, szk o walcowane 60 ÷ 160 m2 wanny poprzeczno-p omienne, 35 ÷ 100 m2 wanny U-p omienne szk o opakowaniowe bia e 50 ÷ 200 m2 wanny poprzeczno-p omienne, 50 ÷ 120 m2 wanny U-p omienne, szk o gospodarcze 15 ÷ 50 m2 wanny poprzeczno-p omienne, 5 ÷ 50 m2 wanny U-p omiene, 2 ÷ 20 m2 wanny Unit Melter, szk o techniczne 20 ÷ 75 m2 wanny poprzeczno-p omiene, 15 ÷ 20 m2 wanny U-p omiene, 2 ÷ 25 m2 wanny Unit Melter.
Dla wanien z procesem float, o du ej mocy produkcyjnej, powierzchnie cz ci topielnej mog si ga nawet powy ej 500 m2. G boko basenów topielnych w du ym stopniu zale y od rodzaju wytapianego szk a. Im jest ono ciemniejsze, tym g boko basenu musi by mniejsza, gdy s abiej wtedy nagrzewaj si dolne warstwy k pieli, co uniemo liwia ich ujednorodnienie. Odwrotnie, przy szk ach bezbarwnych g boko wanny musi by wi ksza, gdy wobec wi kszej przepuszczalno ci masy dla promieniowania cieplnego zbyt mocno nagrzewa si trzon wanny, a ponadto nagrzana mocniej masa szklana maj c mniejsz lepko atwiej mog aby przecieka przez szczeliny wy o enia trzonu i cian.
�������
162
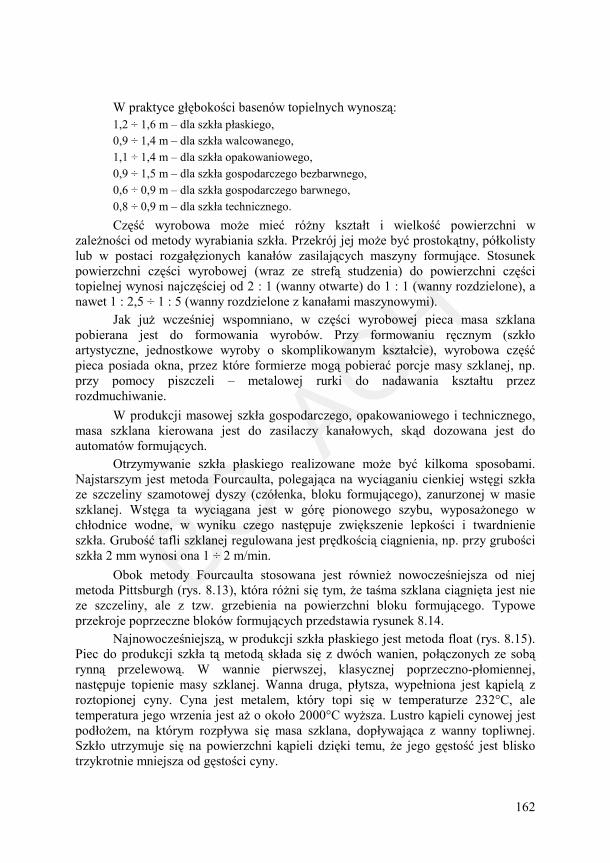
W praktyce g boko ci basenów topielnych wynosz : 1,2 ÷ 1,6 m – dla szk a p askiego, 0,9 ÷ 1,4 m – dla szk a walcowanego, 1,1 ÷ 1,4 m – dla szk a opakowaniowego, 0,9 ÷ 1,5 m – dla szk a gospodarczego bezbarwnego, 0,6 ÷ 0,9 m – dla szk a gospodarczego barwnego, 0,8 ÷ 0,9 m – dla szk a technicznego. Cz wyrobowa mo e mie ró ny kszta t i wielko powierzchni w zale no ci od metody wyrabiania szk a. Przekrój jej mo e by prostok tny, pó kolisty lub w postaci rozga zionych kana ów zasilaj cych maszyny formuj ce. Stosunek powierzchni cz ci wyrobowej (wraz ze stref studzenia) do powierzchni cz ci topielnej wynosi najcz ciej od 2 : 1 (wanny otwarte) do 1 : 1 (wanny rozdzielone), a nawet 1 : 2,5 ÷ 1 : 5 (wanny rozdzielone z kana ami maszynowymi). Jak ju wcze niej wspomniano, w cz ci wyrobowej pieca masa szklana pobierana jest do formowania wyrobów. Przy formowaniu r cznym (szk o artystyczne, jednostkowe wyroby o skomplikowanym kszta cie), wyrobowa cz pieca posiada okna, przez które formierze mog pobiera porcje masy szklanej, np. przy pomocy piszczeli – metalowej rurki do nadawania kszta tu przez rozdmuchiwanie. W produkcji masowej szk a gospodarczego, opakowaniowego i technicznego, masa szklana kierowana jest do zasilaczy kana owych, sk d dozowana jest do automatów formuj cych. Otrzymywanie szk a p askiego realizowane mo e by kilkoma sposobami. Najstarszym jest metoda Fourcaulta, polegaj ca na wyci ganiu cienkiej wst gi szk a ze szczeliny szamotowej dyszy (czó enka, bloku formuj cego), zanurzonej w masie szklanej. Wst ga ta wyci gana jest w gór pionowego szybu, wyposa onego w ch odnice wodne, w wyniku czego nast puje zwi kszenie lepko ci i twardnienie szk a. Grubo tafli szklanej regulowana jest pr dko ci ci gnienia, np. przy grubo ci szk a 2 mm wynosi ona 1 ÷ 2 m/min. Obok metody Fourcaulta stosowana jest równie nowocze niejsza od niej metoda Pittsburgh (rys. 8.13), która ró ni si tym, e ta ma szklana ci gni ta jest nie ze szczeliny, ale z tzw. grzebienia na powierzchni bloku formuj cego. Typowe przekroje poprzeczne bloków formuj cych przedstawia rysunek 8.14. Najnowocze niejsz , w produkcji szk a p askiego jest metoda float (rys. 8.15). Piec do produkcji szk a t metod sk ada si z dwóch wanien, po czonych ze sob rynn przelewow . W wannie pierwszej, klasycznej poprzeczno-p omiennej, nast puje topienie masy szklanej. Wanna druga, p ytsza, wype niona jest k piel z roztopionej cyny. Cyna jest metalem, który topi si w temperaturze 232°C, ale temperatura jego wrzenia jest a o oko o 2000°C wy sza. Lustro k pieli cynowej jest pod o em, na którym rozp ywa si masa szklana, dop ywaj ca z wanny topliwnej. Szk o utrzymuje si na powierzchni k pieli dzi ki temu, e jego g sto jest blisko trzykrotnie mniejsza od g sto ci cyny.
�������
163
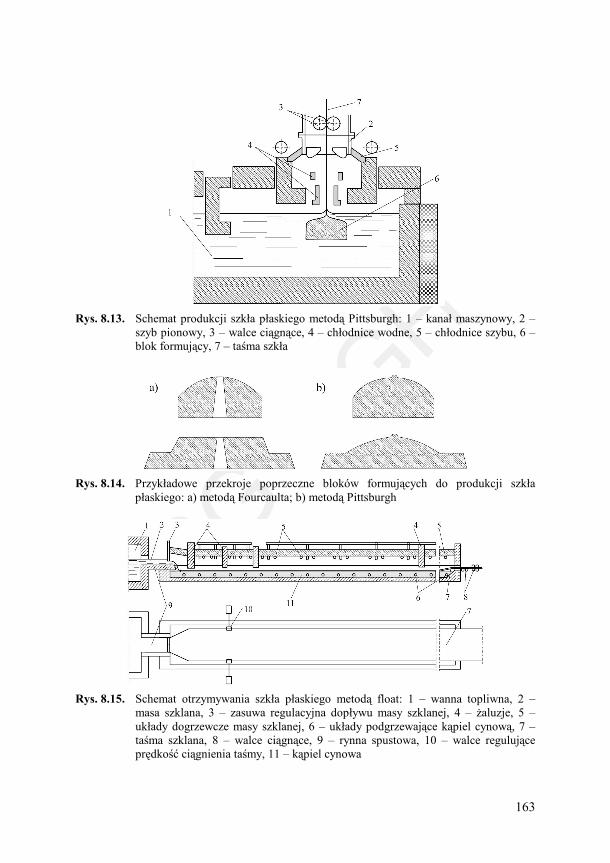
Rys. 8.13. Schemat produkcji szk a p askiego metod Pittsburgh: 1 – kana maszynowy, 2 –
szyb pionowy, 3 – walce ci gn ce, 4 – ch odnice wodne, 5 – ch odnice szybu, 6 – blok formuj cy, 7 – ta ma szk a
Rys. 8.14. Przyk adowe przekroje poprzeczne bloków formuj cych do produkcji szk a
p askiego: a) metod Fourcaulta; b) metod Pittsburgh
Rys. 8.15. Schemat otrzymywania szk a p askiego metod float: 1 – wanna topliwna, 2 –
masa szklana, 3 – zasuwa regulacyjna dop ywu masy szklanej, 4 – aluzje, 5 – uk ady dogrzewcze masy szklanej, 6 – uk ady podgrzewaj ce k piel cynow , 7 – ta ma szklana, 8 – walce ci gn ce, 9 – rynna spustowa, 10 – walce reguluj ce pr dko ci gnienia ta my, 11 – k piel cynowa
�������
164
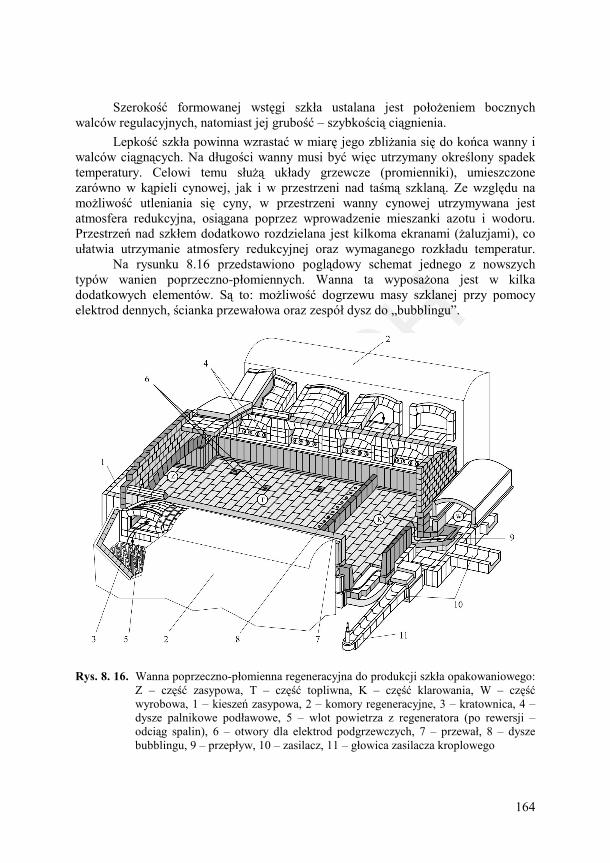
Szeroko formowanej wst gi szk a ustalana jest po o eniem bocznych walców regulacyjnych, natomiast jej grubo – szybko ci ci gnienia. Lepko szk a powinna wzrasta w miar jego zbli ania si do ko ca wanny i walców ci gn cych. Na d ugo ci wanny musi by wi c utrzymany okre lony spadek temperatury. Celowi temu s u uk ady grzewcze (promienniki), umieszczone zarówno w k pieli cynowej, jak i w przestrzeni nad ta m szklan . Ze wzgl du na mo liwo utleniania si cyny, w przestrzeni wanny cynowej utrzymywana jest atmosfera redukcyjna, osi gana poprzez wprowadzenie mieszanki azotu i wodoru. Przestrze nad szk em dodatkowo rozdzielana jest kilkoma ekranami ( aluzjami), co u atwia utrzymanie atmosfery redukcyjnej oraz wymaganego rozk adu temperatur. Na rysunku 8.16 przedstawiono pogl dowy schemat jednego z nowszych typów wanien poprzeczno-p omiennych. Wanna ta wyposa ona jest w kilka dodatkowych elementów. S to: mo liwo dogrzewu masy szklanej przy pomocy elektrod dennych, cianka przewa owa oraz zespó dysz do „bubblingu”.
Rys. 8. 16. Wanna poprzeczno-p omienna regeneracyjna do produkcji szk a opakowaniowego:
Z – cz zasypowa, T – cz topliwna, K – cz klarowania, W – cz wyrobowa, 1 – kiesze zasypowa, 2 – komory regeneracyjne, 3 – kratownica, 4 – dysze palnikowe pod awowe, 5 – wlot powietrza z regeneratora (po rewersji – odci g spalin), 6 – otwory dla elektrod podgrzewczych, 7 – przewa , 8 – dysze bubblingu, 9 – przep yw, 10 – zasilacz, 11 – g owica zasilacza kroplowego
�������
165
Dogrzew elektrodowy masy szklanej pozwala na zwi kszenie intensywno ci topienia. Stosowany jest w przypadku topienia szkie trudno topliwych, a tak e w sytuacjach gdy okresowo potrzeba zwi kszy wydajno wanny, np. przy przej ciu na formowanie wyrobów o wi kszym ci arze jednostkowym. Zadaniem ciany przewa owej jest u atwienie pe nego przebiegu procesu wytapiania. Masa szklana, na drodze do cz ci wyrobowej, musi przep ywa nad przewa em i w tym miejscu grubo jej warstwy jest najmniejsza. Mo na wi c jedynie w tym miejscu utrzymywa wy sz temperatur w porównaniu do pozosta ej cz ci basenu. Konieczno stosowania materia ów ogniotrwa ych o wy szych w asno ciach, a wi c dro szych, mo na wtedy ograniczy tylko do tego rejonu. Ponadto utrzymywanie ni szych temperatur przy dnie basenu sprzyja spowolnieniu procesów jego korozji przez szk o. Bubbling to operacja, polegaj ca na wdmuchiwaniu do k pieli szklanej spr onego powietrza przez dysze umieszczone w rz dzie przed cian przewa ow . Jej zadaniem jest wzmocnienie dzia ania tzw. ogniska – linii maksymalnej temperatury masy szklanej w wannie, b d cego granic nie dopuszczaj c do przep ywania niestopionych cz stek zestawu (zwykle ziaren kwarcu) do obszaru klarowania. Dodatkowym efektem bubblingu jest równie wzmocnienie pr dów wznosz cych (klarowania) w masie szklanej. Wa nym elementem instalacji wanien szklarskich jest ich wy o enie ogniotrwa e. Mo na w nim wyró ni dwie cz ci, ró ni ce si sposobem wykonywania i rodzajem stosowanych materia ów ogniotrwa ych. S to basen (topliwny i wyrobowy), który jest pojemnikiem wype nianym przez stopion mas szklan oraz tzw. cz ogniowa, któr tworz ciany ponad lustrem szk a oraz przekrycie, zwykle w postaci sklepienia. Elementami konstrukcyjnymi basenów s trzon (dno) oraz ciany boczne, których wysoko si ga zazwyczaj 200 ÷ 250 mm ponad poziom lustra szk a. Wieloletnie do wiadczenia eksploatacyjne wykaza y, e najs abszymi i najsilniej zu ywaj cymi si miejscami w wy o eniu trzonu i cian basenu s spoiny mi dzy kszta tkami. Z tego powodu do budowy tych elementów stosuje si kszta tki wielkowymiarowe, tzw. bloki, co powoduje, e ilo spoin jest mniejsza. Dla trzonów bloki te maj kszta t p yt o wymiarach 600 ÷ 1000 x 300 ÷ 500 mm i grubo ci 50 ÷ 300 mm, na tomiast dla cian – kszta t prostopad o cianu o wymiarach 500 ÷ 1830 x 300÷750 mm i grubo ci 200 ÷ 300 mm (bloki dla cian s grubsze ze wzgl du na wy sze temperatury pracy i silniejsze oddzia ywania erozyjne k pieli. Bloki te posiadaj bardzo dok adne wymiary, a ich powierzchnie s zwykle szlifowane, co umo liwia ich zabudow na „sucho”, bez u ywania zaprawy. W ten sposób zapewnia si du szczelno wy o enia, a jednocze nie eliminuje mo liwo zanieczyszczania masy szklanej cz stkami zaprawy wymywanej ze spoin.
�������
166
Dawniej bloki wannowe wykonywano z mas wieloszamotowych lub wysokoglinowych, metod wypalania uformowanych kszta tek. W chwili obecnej s one wykonywanie metod topienia i odlewania do form stopów reprezentuj cych tworzywa z uk adu Al2O2 – ZrO2 – SiO2 (AZS), np. mulitowo-cyrkonowe lub korundowo-cyrkonowe lub tworzywa korundowe, oparte na odmianach α- lub β- Al2O3.
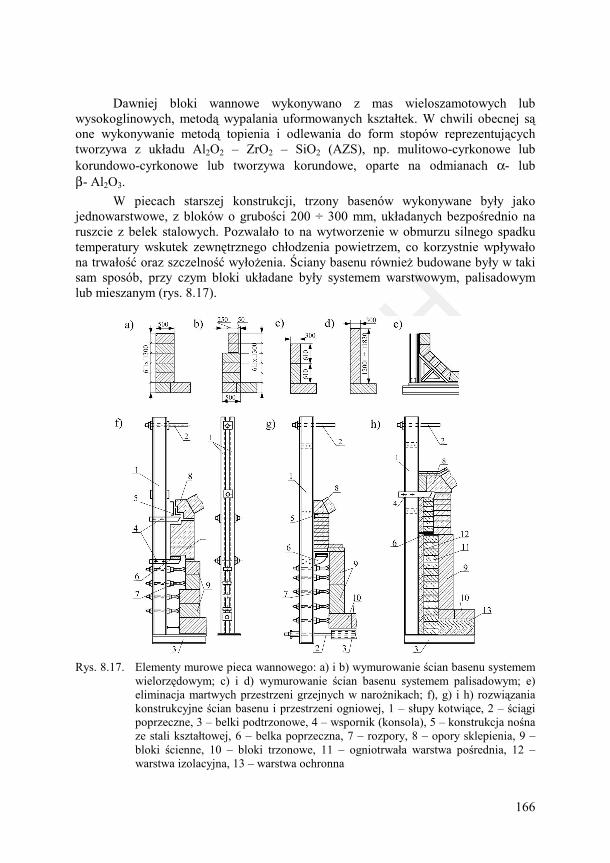
W piecach starszej konstrukcji, trzony basenów wykonywane by y jako jednowarstwowe, z bloków o grubo ci 200 ÷ 300 mm, uk adanych bezpo rednio na ruszcie z belek stalowych. Pozwala o to na wytworzenie w obmurzu silnego spadku temperatury wskutek zewn trznego ch odzenia powietrzem, co korzystnie wp ywa o na trwa o oraz szczelno wy o enia. ciany basenu równie budowane by y w taki sam sposób, przy czym bloki uk adane by y systemem warstwowym, palisadowym lub mieszanym (rys. 8.17).
Rys. 8.17. Elementy murowe pieca wannowego: a) i b) wymurowanie cian basenu systemem
wielorz dowym; c) i d) wymurowanie cian basenu systemem palisadowym; e) eliminacja martwych przestrzeni grzejnych w naro nikach; f), g) i h) rozwi zania konstrukcyjne cian basenu i przestrzeni ogniowej, 1 – s upy kotwi ce, 2 – ci gi poprzeczne, 3 – belki podtrzonowe, 4 – wspornik (konsola), 5 – konstrukcja no na ze stali kszta towej, 6 – belka poprzeczna, 7 – rozpory, 8 – opory sklepienia, 9 – bloki cienne, 10 – bloki trzonowe, 11 – ogniotrwa a warstwa po rednia, 12 – warstwa izolacyjna, 13 – warstwa ochronna
�������
167
W piecach budowanych obecnie prawie zawsze stosuje si wielowarstwowe wy o enie cian i dna basenu. Wy o enia wielowarstwowe s korzystniejsze, gdy mniejsze s straty ciep a przez obmurze do otoczenia. Poci ga to jednak za sob pogorszenie termicznych i korozyjnych warunków pracy wy o enia, st d konstrukcje takie sta y si mo liwe dopiero dzi ki pojawieniu si materia ów ogniotrwa ych o dostatecznie wysokich w asno ciach odporno ciowych. Trzony wielowarstwowe sk adaj si z cienkiej (75 ÷ 120 mm) warstwy roboczej z bloków topionych, cienkiej warstwy ochronnej z zasypki AZS, warstwy po redniej z wyrobów wysokoglinowych lub cyrkonowych oraz szamotowej warstwy izolacyjnej. Warstwa robocza uk adana jest na styk, bez zaprawy, natomiast warstwy po rednia i izolacyjna s murowane. Grubo trzonu wynosi zwykle 300 ÷ 500 mm. ciany basenu budowane s w sposób podobny, przy czym warstwa robocza z bloków topionych ma najcz ciej grubo 300 mm. Bloki uk ada si bez zaprawy, wy cznie systemem palisadowym (d ugo bloku stanowi wysoko ciany basenu), który jest najbardziej korzystny z punktu widzenia odporno ci na erozyjne dzia anie k pieli szklanej. Bloki cian basenu s równie , poza pasem szeroko ci 20 ÷ 30 cm na poziomie lustra szk a, izolowane warstw wyrobów szamotowych i izolacyjnych. Pas ten najcz ciej ch odzony jest nadmuchem powietrza, co ma na celu os abienie korozyjnego i erozyjnego oddzia ywania szk a, najsilniejszego w a nie na tym poziomie. Sklepienia oraz ciany przestrzeni ogniowej pieców, zarówno cz ci topliwnej, jak i wyrobowej, wykonywane s z wyrobów krzemionkowych, które zu ywaj c si nie zanieczyszczaj k pieli szklanej. Niektóre elementy cian, w zale no ci od lokalnych warunków pracy, posiadaj wy o enie strefowe. Dla przyk adu, rejony kieszeni zasypowej oraz wyloty g owic palnikowych wykonywane s niekiedy tak e z bloków topionych lub wyrobów wysokoglinowych. Sklepienia i ciany przestrzeni ogniowej s zawsze izolowane cieplnie. Dla izolacji sklepie stosowane s porowate wyroby krzemionkowe lub masy oparte na w óknach ceramicznych. Dla izolacji cian stosowane s tak e porowate wyroby krzemionkowe oraz, coraz cz ciej, tzw. p yty twarde, produkowane z w ókien typu kaolinowego. Cech charakterystyczn wy o enia pieców wannowych jest to, e ciany przestrzeni ogniowej nie s posadowione na blokach cian basenu, ale na specjalnych wspornikach umocowanych do s upów kotwi cych. W ten sam sposób posadowione jest równie sklepienie. Dzi ki temu mo na przeprowadza niezale ne remonty wy o enia, np. wymian bloków basenu, bez konieczno ci rozbierania cian przestrzeni ogniowej. Bardzo istotnym elementem pieca jest obudowa wanny w postaci s upów kotwi cych (masztów) i ci gów. Przejmuj one parcie masy szklanej na ciany oraz si y rozporu sklepie , które mog by znaczne z uwagi na rozszerzalno ciepln wyrobów krzemionkowych.
�������
168
Piece wannowe elektryczne
Idea wykorzystania energii elektrycznej do topienia szk a nie jest nowa. Pierwszy patent na elektryczne topienie szk a zosta zg oszony jeszcze w ubieg ym wieku, jednak e praktyczna realizacja tej idei zacz a si materializowa dopiero po II wojnie wiatowej.
Topienie szk a elektryczno ci mo e by dokonywane metod uku elektrycznego, indukcyjn lub oporow . W praktyce najbardziej rozpowszechniona jest metoda oporowa, w której elementem oporowym jest sama masa szklana. Taka metoda ma t zalet , e stwarza mo liwo dostarczania energii wprost do wybranych obszarów w obj to ci masy (przy spalaniu gazu lub oleju ciep o wymiana ciep a odbywa si poprzez powierzchni szk a), co pozwala na precyzyjn kontrol pr dów termicznych w basenie.
Kolejn zalet jest mo liwo prowadzenia wytopu z tzw. zimnym lustrem, co z jednej strony ogranicza straty cieplne, a z drugiej – znacznie zmniejsza tzw. rozkurz surowców i parowanie lotnych sk adników masy szklanej. Wad tego sposobu ogrzewania wanien jest wysoki koszt energii, oko o trzykrotnie wy szy w porównaniu z wannami opalanymi gazem ziemnym.
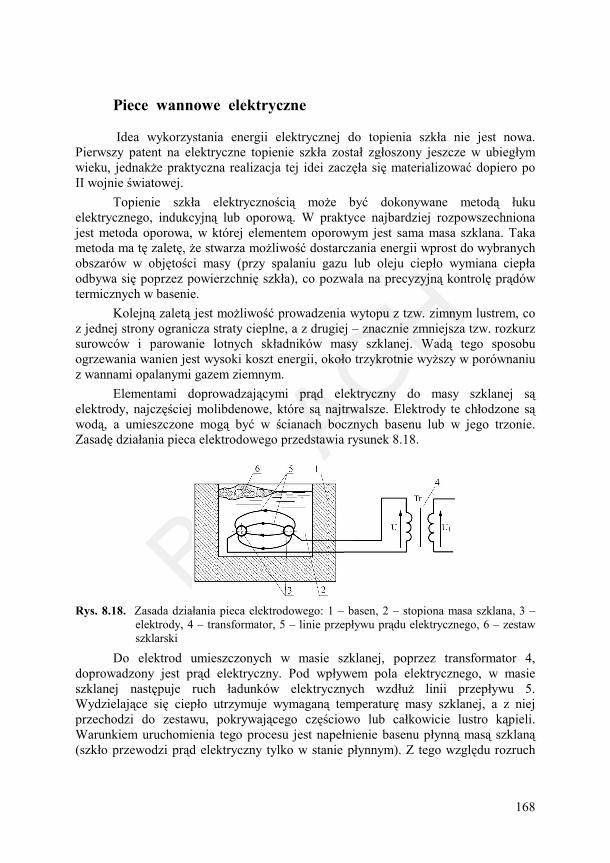
Elementami doprowadzaj cymi pr d elektryczny do masy szklanej s elektrody, najcz ciej molibdenowe, które s najtrwalsze. Elektrody te ch odzone s wod , a umieszczone mog by w cianach bocznych basenu lub w jego trzonie. Zasad dzia ania pieca elektrodowego przedstawia rysunek 8.18.
Rys. 8.18. Zasada dzia ania pieca elektrodowego: 1 – basen, 2 – stopiona masa szklana, 3 –
elektrody, 4 – transformator, 5 – linie przep ywu pr du elektrycznego, 6 – zestaw szklarski
Do elektrod umieszczonych w masie szklanej, poprzez transformator 4, doprowadzony jest pr d elektryczny. Pod wp ywem pola elektrycznego, w masie szklanej nast puje ruch adunków elektrycznych wzd u linii przep ywu 5. Wydzielaj ce si ciep o utrzymuje wymagan temperatur masy szklanej, a z niej przechodzi do zestawu, pokrywaj cego cz ciowo lub ca kowicie lustro k pieli. Warunkiem uruchomienia tego procesu jest nape nienie basenu p ynn mas szklan (szk o przewodzi pr d elektryczny tylko w stanie p ynnym). Z tego wzgl du rozruch
�������
169
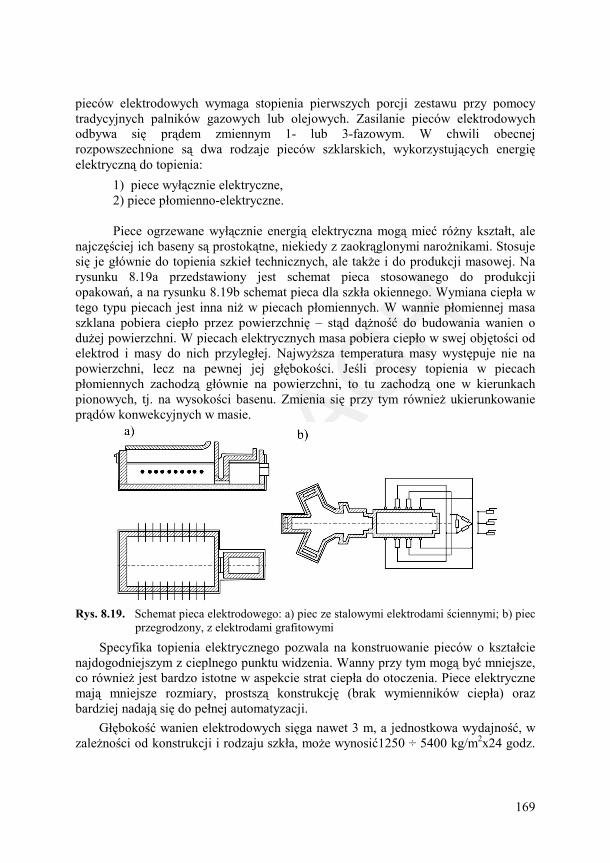
pieców elektrodowych wymaga stopienia pierwszych porcji zestawu przy pomocy tradycyjnych palników gazowych lub olejowych. Zasilanie pieców elektrodowych odbywa si pr dem zmiennym 1- lub 3-fazowym. W chwili obecnej rozpowszechnione s dwa rodzaje pieców szklarskich, wykorzystuj cych energi elektryczn do topienia: 1) piece wy cznie elektryczne, 2) piece p omienno-elektryczne.
Piece ogrzewane wy cznie energi elektryczna mog mie ró ny kszta t, ale
najcz ciej ich baseny s prostok tne, niekiedy z zaokr glonymi naro nikami. Stosuje si je g ównie do topienia szkie technicznych, ale tak e i do produkcji masowej. Na rysunku 8.19a przedstawiony jest schemat pieca stosowanego do produkcji opakowa , a na rysunku 8.19b schemat pieca dla szk a okiennego. Wymiana ciep a w tego typu piecach jest inna ni w piecach p omiennych. W wannie p omiennej masa szklana pobiera ciep o przez powierzchni – st d d no do budowania wanien o du ej powierzchni. W piecach elektrycznych masa pobiera ciep o w swej obj to ci od elektrod i masy do nich przyleg ej. Najwy sza temperatura masy wyst puje nie na powierzchni, lecz na pewnej jej g boko ci. Je li procesy topienia w piecach p omiennych zachodz g ównie na powierzchni, to tu zachodz one w kierunkach pionowych, tj. na wysoko ci basenu. Zmienia si przy tym równie ukierunkowanie pr dów konwekcyjnych w masie.
Rys. 8.19. Schemat pieca elektrodowego: a) piec ze stalowymi elektrodami ciennymi; b) piec
przegrodzony, z elektrodami grafitowymi Specyfika topienia elektrycznego pozwala na konstruowanie pieców o kszta cie
najdogodniejszym z cieplnego punktu widzenia. Wanny przy tym mog by mniejsze, co równie jest bardzo istotne w aspekcie strat ciep a do otoczenia. Piece elektryczne maj mniejsze rozmiary, prostsz konstrukcj (brak wymienników ciep a) oraz bardziej nadaj si do pe nej automatyzacji.
G boko wanien elektrodowych si ga nawet 3 m, a jednostkowa wydajno , w zale no ci od konstrukcji i rodzaju szk a, mo e wynosi 1250 ÷ 5400 kg/m2x24 godz.
�������
170
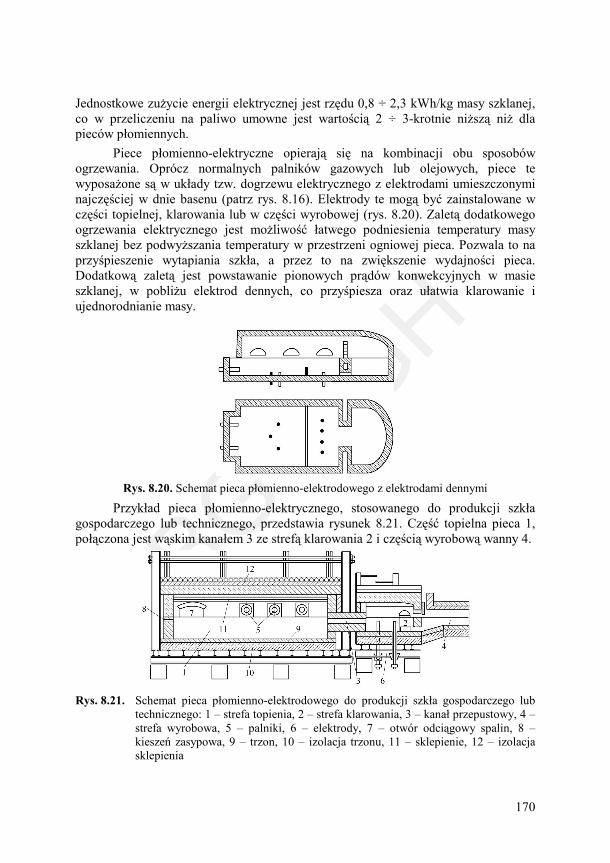
Jednostkowe zu ycie energii elektrycznej jest rz du 0,8 ÷ 2,3 kWh/kg masy szklanej, co w przeliczeniu na paliwo umowne jest warto ci 2 ÷ 3-krotnie ni sz ni dla pieców p omiennych. Piece p omienno-elektryczne opieraj si na kombinacji obu sposobów ogrzewania. Oprócz normalnych palników gazowych lub olejowych, piece te wyposa one s w uk ady tzw. dogrzewu elektrycznego z elektrodami umieszczonymi najcz ciej w dnie basenu (patrz rys. 8.16). Elektrody te mog by zainstalowane w cz ci topielnej, klarowania lub w cz ci wyrobowej (rys. 8.20). Zalet dodatkowego ogrzewania elektrycznego jest mo liwo atwego podniesienia temperatury masy szklanej bez podwy szania temperatury w przestrzeni ogniowej pieca. Pozwala to na przy pieszenie wytapiania szk a, a przez to na zwi kszenie wydajno ci pieca. Dodatkow zalet jest powstawanie pionowych pr dów konwekcyjnych w masie szklanej, w pobli u elektrod dennych, co przy piesza oraz u atwia klarowanie i ujednorodnianie masy.
Rys. 8.20. Schemat pieca p omienno-elektrodowego z elektrodami dennymi
Przyk ad pieca p omienno-elektrycznego, stosowanego do produkcji szk a gospodarczego lub technicznego, przedstawia rysunek 8.21. Cz topielna pieca 1, po czona jest w skim kana em 3 ze stref klarowania 2 i cz ci wyrobow wanny 4.
Rys. 8.21. Schemat pieca p omienno-elektrodowego do produkcji szk a gospodarczego lub
technicznego: 1 – strefa topienia, 2 – strefa klarowania, 3 – kana przepustowy, 4 – strefa wyrobowa, 5 – palniki, 6 – elektrody, 7 – otwór odci gowy spalin, 8 – kiesze zasypowa, 9 – trzon, 10 – izolacja trzonu, 11 – sklepienie, 12 – izolacja sklepienia
�������
171
Piec opalany jest gazem ziemnym, podawanym przez palniki 5. Spaliny przemieszczaj si przeciwpr dowo w stosunku do masy szklanej i odci gane s przez otwór 7 do rekuperatora. W strefie klarowania, w dnie, zainstalowane s molibdenowe elektrody 6, dogrzewaj ce mas .
8.1.1.2. Rozruch i eksploatacja pieca wannowego
Rozruch wanny nowo wybudowanej lub po remoncie zimnym obejmuje trzy etapy:
1) suszenia, trwaj cego do osi gni cia w przestrzeni roboczej temperatury oko o 140°C,
2) nagrzewania wst pnego, ko cz cego si w momencie uruchomienia palników g ównych pieca, tj. po osi gni ciu temperatury 950 ÷ 1000°C,
3) nagrzewania ko cowego, tj. do osi gni cia w piecu temperatury 1450 ÷ 1600°C. Warunki przeprowadzania rozruchu okre lone s dla ka dego pieca w tzw.
instrukcji rozruchowej. Czas trwania rozruchu uzale niony jest od wielko ci i konstrukcji wanny, zakresu przeprowadzonego remontu oraz w a ciwo ci materia ów ogniotrwa ych obmurza.
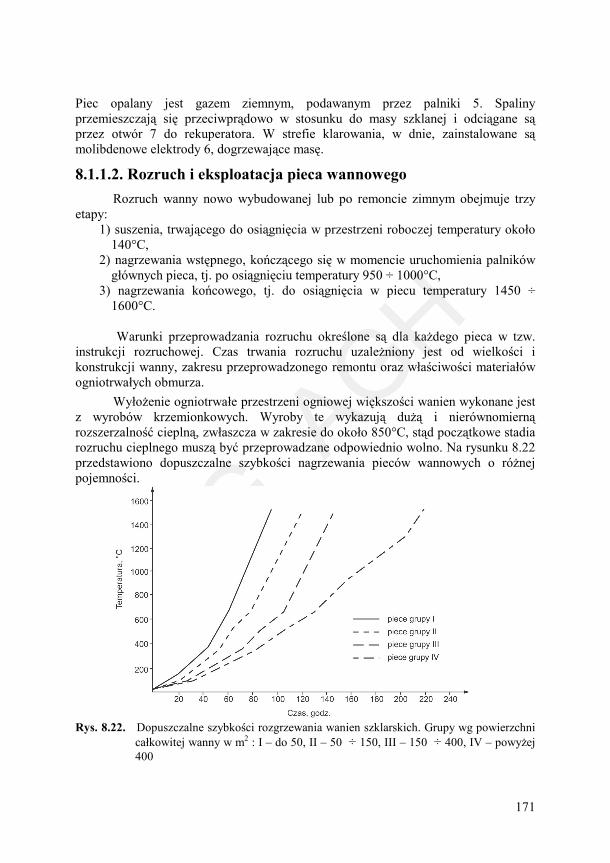
Wy o enie ogniotrwa e przestrzeni ogniowej wi kszo ci wanien wykonane jest z wyrobów krzemionkowych. Wyroby te wykazuj du i nierównomiern rozszerzalno ciepln , zw aszcza w zakresie do oko o 850°C, st d pocz tkowe stadia rozruchu cieplnego musz by przeprowadzane odpowiednio wolno. Na rysunku 8.22 przedstawiono dopuszczalne szybko ci nagrzewania pieców wannowych o ró nej pojemno ci.
Rys. 8.22. Dopuszczalne szybko ci rozgrzewania wanien szklarskich. Grupy wg powierzchni
ca kowitej wanny w m2 : I – do 50, II – 50 ÷ 150, III – 150 ÷ 400, IV – powy ej 400
�������
172
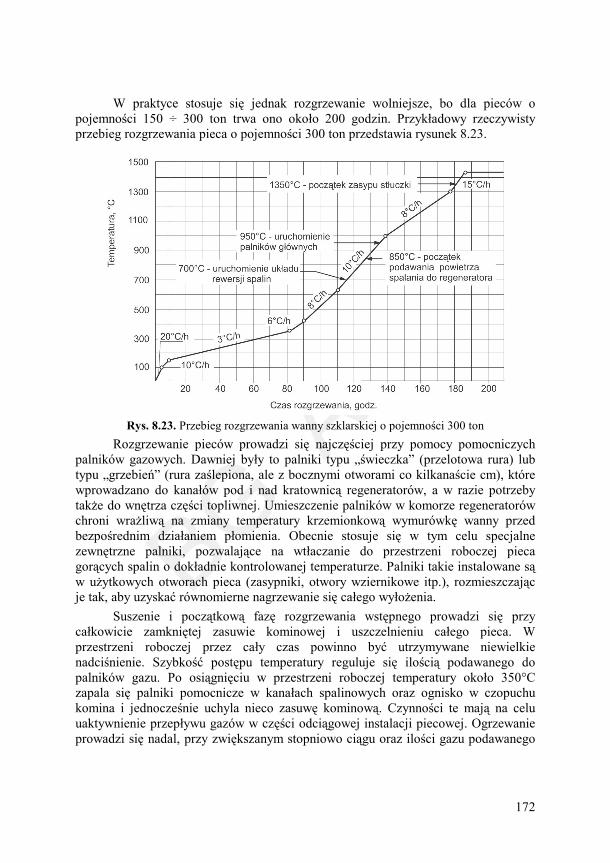
W praktyce stosuje si jednak rozgrzewanie wolniejsze, bo dla pieców o pojemno ci 150 ÷ 300 ton trwa ono oko o 200 godzin. Przyk adowy rzeczywisty przebieg rozgrzewania pieca o pojemno ci 300 ton przedstawia rysunek 8.23.
Rys. 8.23. Przebieg rozgrzewania wanny szklarskiej o pojemno ci 300 ton
Rozgrzewanie pieców prowadzi si najcz ciej przy pomocy pomocniczych palników gazowych. Dawniej by y to palniki typu „ wieczka” (przelotowa rura) lub typu „grzebie ” (rura za lepiona, ale z bocznymi otworami co kilkana cie cm), które wprowadzano do kana ów pod i nad kratownic regeneratorów, a w razie potrzeby tak e do wn trza cz ci topliwnej. Umieszczenie palników w komorze regeneratorów chroni wra liw na zmiany temperatury krzemionkow wymurówk wanny przed bezpo rednim dzia aniem p omienia. Obecnie stosuje si w tym celu specjalne zewn trzne palniki, pozwalaj ce na wt aczanie do przestrzeni roboczej pieca gor cych spalin o dok adnie kontrolowanej temperaturze. Palniki takie instalowane s w u ytkowych otworach pieca (zasypniki, otwory wziernikowe itp.), rozmieszczaj c je tak, aby uzyska równomierne nagrzewanie si ca ego wy o enia. Suszenie i pocz tkow faz rozgrzewania wst pnego prowadzi si przy ca kowicie zamkni tej zasuwie kominowej i uszczelnieniu ca ego pieca. W przestrzeni roboczej przez ca y czas powinno by utrzymywane niewielkie nadci nienie. Szybko post pu temperatury reguluje si ilo ci podawanego do palników gazu. Po osi gni ciu w przestrzeni roboczej temperatury oko o 350°C zapala si palniki pomocnicze w kana ach spalinowych oraz ognisko w czopuchu komina i jednocze nie uchyla nieco zasuw kominow . Czynno ci te maj na celu uaktywnienie przep ywu gazów w cz ci odci gowej instalacji piecowej. Ogrzewanie prowadzi si nadal, przy zwi kszanym stopniowo ci gu oraz ilo ci gazu podawanego
�������
173
do palników. Po osi gni ciu w piecu temperatury oko o 950 ÷ 1000°C uruchamia si palniki g ówne, a usuwa palniki pomocnicze. Rewersj p omienia przeprowadza si co godzin , a po przekroczeniu temperatury 1000°C ju co 1/2 godziny. Po uzyskaniu w piecu temperatury oko o 1350°C przyst puje si do nape niania basenu. Jako pierwsz porcj aduje si do pieca st uczk , nast pnie st uczk z zestawem, a dopiero potem sam zestaw. Wprowadzenie do wanny najpierw st uczki szklanej ma na celu utworzenie na powierzchni obmurza basenu ochronnej warstwy szkliwa (glazury), zabezpieczaj cej przed niszcz cym dzia aniem korozyjnym sk adników zestawu. W miar roztapiania wsadu i wype niania wanny mas szklan dochodzi si do w a ciwej temperatury pracy pieca.
Poniewa piece wannowe pracuj w sposób ci g y, ich eksploatacja jest stosunkowo prosta. Wymaga utrzymywania okre lonych instrukcjami parametrów temperatury i jej rozk adu oraz zasilania zestawem w miar ubytku wyrobionej masy. U atwia to wprowadzenie uk adów automatycznej regulacji prowadzenia pieca. Uk ad opalania sterowany jest czujnikami ci nienia i temperatury, a ostatnio tak e analizatorami sk adu spalin i miernikami stanu redoks masy szklanej (tj. st enia tlenu rozpuszczonego w szkle). Obecnie coraz cz ciej stosowane jest indywidualne sterowanie powietrzem spalania dla ka dej g owicy palnikowej (system super-flue). Rewersja p omienia sterowana jest prze cznikami czasowymi lub wed ug temperatury podgrzanego powietrza. Zasilanie wanny zestawem szklarskim sterowane jest natomiast czujnikami poziomu masy w wannie.
Wygaszanie i studzenie pieców wannowych przeprowadza si w sposób uzale niony od zakresu przysz ego remontu. Je li b dzie to remont kapitalny, obejmuj cy wymian ca o ci wy o enia, studzenie przeprowadza si szybko. Je li remont ma obejmowa tylko cz wy o enia, np. cian basenu, wówczas studzenie powinno by przeprowadzone odpowiednio wolno tak, aby pozosta e elementy wy o enia nie uleg y przy tym uszkodzeniu i mog y pracowa w nast pnej kampanii pieca. Dotyczy to zw aszcza bardzo drogich wyrobów topionych.
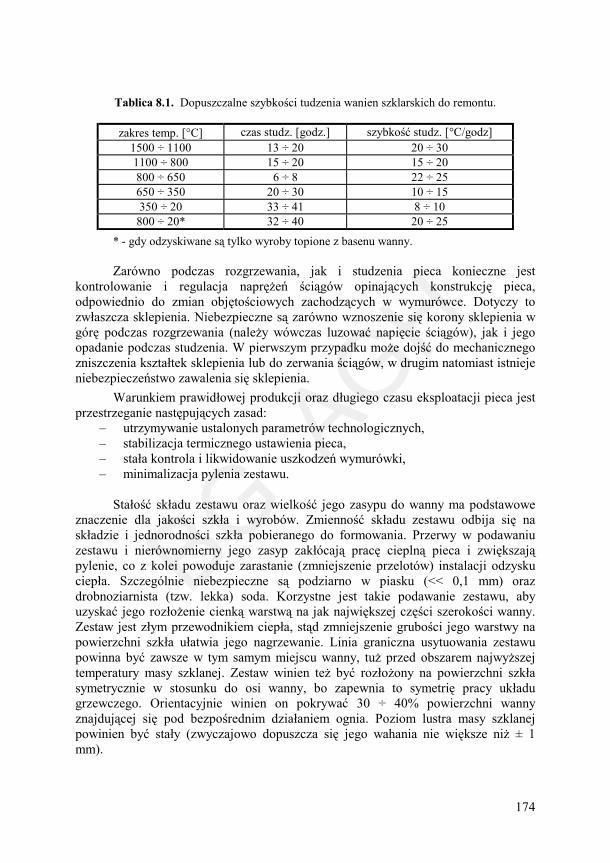
Do zatrzymania pieca przyst puje si po spuszczeniu masy szklanej z basenu. Mas t spuszcza si przez specjalne otwory w cianach lub dnie basenu do odpowiednich do ów - zbiorników lub pojemników wype nionych wod (uzyskuje si wtedy mas szklan w postaci tzw. fryty, gotow do powtórnego u ycia). Dla zestudzenia pieca zmniejsza si stopniowo podawanie paliwa do palników tak, aby utrzyma w a ciwy spadek temperatury. Po ca kowitym zamkni ciu dop ywu paliwa dalsze studzenie prowadzi si przy zamkni tej zasuwie kominowej (lekko uchylonej, gdy studzenie zbyt wolne) i uszczelnionym piecu. Proces studzenia uwa a si za zako czony gdy temperatura we wn trzu pieca spadnie do poni ej 60°C. Dopuszczalne szybko ci studzenia wanny powinny by zgodne z zaleceniami przedstawionymi w tablicy 8.1
�������
174
Tablica 8.1. Dopuszczalne szybko ci tudzenia wanien szklarskich do remontu.
zakres temp. [°C] czas studz. [godz.] szybko studz. [°C/godz] 1500 ÷ 1100 13 ÷ 20 20 ÷ 30 1100 ÷ 800 15 ÷ 20 15 ÷ 20 800 ÷ 650 6 ÷ 8 22 ÷ 25 650 ÷ 350 20 ÷ 30 10 ÷ 15 350 ÷ 20 33 ÷ 41 8 ÷ 10 800 ÷ 20* 32 ÷ 40 20 ÷ 25
* - gdy odzyskiwane s tylko wyroby topione z basenu wanny. Zarówno podczas rozgrzewania, jak i studzenia pieca konieczne jest kontrolowanie i regulacja napr e ci gów opinaj cych konstrukcj pieca, odpowiednio do zmian obj to ciowych zachodz cych w wymurówce. Dotyczy to zw aszcza sklepienia. Niebezpieczne s zarówno wznoszenie si korony sklepienia w gór podczas rozgrzewania (nale y wówczas luzowa napi cie ci gów), jak i jego opadanie podczas studzenia. W pierwszym przypadku mo e doj do mechanicznego zniszczenia kszta tek sklepienia lub do zerwania ci gów, w drugim natomiast istnieje niebezpiecze stwo zawalenia si sklepienia. Warunkiem prawid owej produkcji oraz d ugiego czasu eksploatacji pieca jest przestrzeganie nast puj cych zasad:
– utrzymywanie ustalonych parametrów technologicznych, – stabilizacja termicznego ustawienia pieca, – sta a kontrola i likwidowanie uszkodze wymurówki, – minimalizacja pylenia zestawu.
Sta o sk adu zestawu oraz wielko jego zasypu do wanny ma podstawowe znaczenie dla jako ci szk a i wyrobów. Zmienno sk adu zestawu odbija si na sk adzie i jednorodno ci szk a pobieranego do formowania. Przerwy w podawaniu zestawu i nierównomierny jego zasyp zak ócaj prac ciepln pieca i zwi kszaj pylenie, co z kolei powoduje zarastanie (zmniejszenie przelotów) instalacji odzysku ciep a. Szczególnie niebezpieczne s podziarno w piasku (<< 0,1 mm) oraz drobnoziarnista (tzw. lekka) soda. Korzystne jest takie podawanie zestawu, aby uzyska jego roz o enie cienk warstw na jak najwi kszej cz ci szeroko ci wanny. Zestaw jest z ym przewodnikiem ciep a, st d zmniejszenie grubo ci jego warstwy na powierzchni szk a u atwia jego nagrzewanie. Linia graniczna usytuowania zestawu powinna by zawsze w tym samym miejscu wanny, tu przed obszarem najwy szej temperatury masy szklanej. Zestaw winien te by roz o ony na powierzchni szk a symetrycznie w stosunku do osi wanny, bo zapewnia to symetri pracy uk adu grzewczego. Orientacyjnie winien on pokrywa 30 ÷ 40% powierzchni wanny znajduj cej si pod bezpo rednim dzia aniem ognia. Poziom lustra masy szklanej powinien by sta y (zwyczajowo dopuszcza si jego wahania nie wi ksze ni ± 1 mm).
�������
175
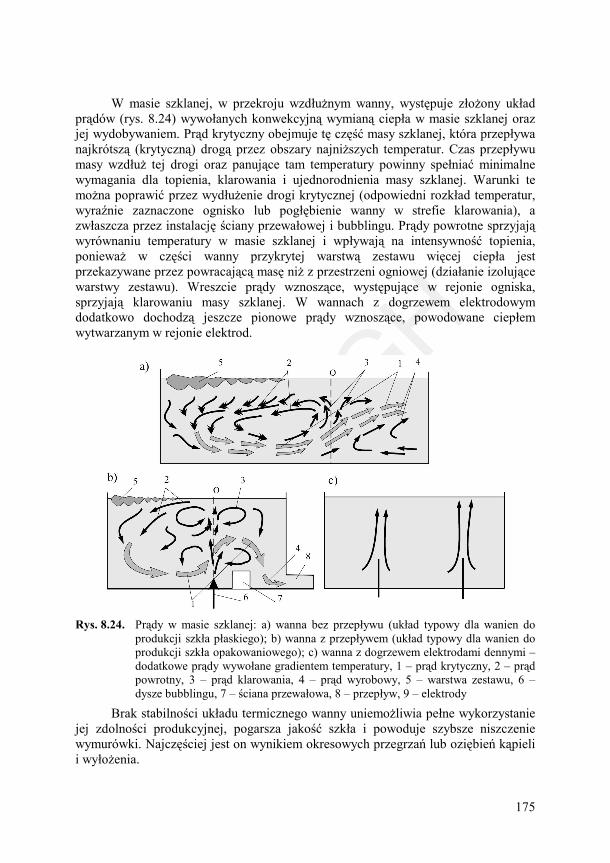
W masie szklanej, w przekroju wzd u nym wanny, wyst puje z o ony uk ad pr dów (rys. 8.24) wywo anych konwekcyjn wymian ciep a w masie szklanej oraz jej wydobywaniem. Pr d krytyczny obejmuje t cz masy szklanej, która przep ywa najkrótsz (krytyczn ) drog przez obszary najni szych temperatur. Czas przep ywu masy wzd u tej drogi oraz panuj ce tam temperatury powinny spe nia minimalne wymagania dla topienia, klarowania i ujednorodnienia masy szklanej. Warunki te mo na poprawi przez wyd u enie drogi krytycznej (odpowiedni rozk ad temperatur, wyra nie zaznaczone ognisko lub pog bienie wanny w strefie klarowania), a zw aszcza przez instalacj ciany przewa owej i bubblingu. Pr dy powrotne sprzyjaj wyrównaniu temperatury w masie szklanej i wp ywaj na intensywno topienia, poniewa w cz ci wanny przykrytej warstw zestawu wi cej ciep a jest przekazywane przez powracaj c mas ni z przestrzeni ogniowej (dzia anie izoluj ce warstwy zestawu). Wreszcie pr dy wznosz ce, wyst puj ce w rejonie ogniska, sprzyjaj klarowaniu masy szklanej. W wannach z dogrzewem elektrodowym dodatkowo dochodz jeszcze pionowe pr dy wznosz ce, powodowane ciep em wytwarzanym w rejonie elektrod.
Rys. 8.24. Pr dy w masie szklanej: a) wanna bez przep ywu (uk ad typowy dla wanien do
produkcji szk a p askiego); b) wanna z przep ywem (uk ad typowy dla wanien do produkcji szk a opakowaniowego); c) wanna z dogrzewem elektrodami dennymi – dodatkowe pr dy wywo ane gradientem temperatury, 1 – pr d krytyczny, 2 – pr d powrotny, 3 – pr d klarowania, 4 – pr d wyrobowy, 5 – warstwa zestawu, 6 – dysze bubblingu, 7 – ciana przewa owa, 8 – przep yw, 9 – elektrody
Brak stabilno ci uk adu termicznego wanny uniemo liwia pe ne wykorzystanie jej zdolno ci produkcyjnej, pogarsza jako szk a i powoduje szybsze niszczenie wymurówki. Najcz ciej jest on wynikiem okresowych przegrza lub ozi bie k pieli i wy o enia.
�������
176
Ich przyczyny mog by ró ne: – niesprawno uk adu rewersyjnego, – wzrost oporów hydraulicznych uk adu odzysku ciep a wskutek nadmiernego
zapylenia, – wzrost nieszczelno ci uk adu opalania i zasysanie zimnego powietrza z
otoczenia, – nieregularno zasypu zestawu, – nieprawid owa d ugo i sposób u o enia p omienia (zbyt p aska krzywa
temperaturowa – brak wyostrzonego „ogniska” w piecu), – zbyt wysokie temperatury w strefie zasypu (krystobalityzacja niestopionego
kwarcu i wyp ywanie na powierzchni – ko uch krzemionkowy), – niedostosowanie uk adu temperatur w wannie do stanu redoks szk a (np.
rozpocz cie si procesu klarowania przed zako czeniem roztwarzania krzemionki),
– nieprawid owe podawanie zestawu (asymetryczne, zbyt grub warstw ) lub jego zmienny sk ad (wahania wilgotno ci i/lub udzia u st uczki, ró ny stopie jej rozdrobnienia, rozwarstwaianie si zestawu w zbiornikach przywannowych).
D ugo i sposób u o enia p omienia bardzo silnie wp ywaj na wyniki produkcyjne i ywotno wymurówki pieca. K t nachylenia strugi gazów z palnika powinien by tak dobrany, aby p omie lizga si po powierzchni k pieli na jak najd u szej drodze. Gdy k t ten jest zbyt du y, p omie odbija si od lustra k pieli i uderzaj c w wymurówk przyspiesza jej zu ycie. Gdy jest zbyt ma y – skraca si d ugo p omienia i oddala si on od lustra, przez co nast puje spadek transmisji ciep a do szk a i obni a si sprawno pieca.
Gdy p omie jest zbyt d ugi, przechodz cy do przeciwleg ych przelotów, niszczeniu ulegaj same przeloty, a tak e i uk ady odzysku ciep a. Niezale nie od tego, cz ciep a, wskutek spalania si paliwa poza przestrzeni robocz pieca, nie jest przekazywana do wsadu, a wi c jest tracona. Przyczyn zbyt d ugiego p omienia jest najcz ciej z e ustawienie stosunku gaz – powietrze i spalanie z niedomiarem tlenu, z y dobór dysz palnikowych lub k ta ich ustawienia, a tak e zwi kszenie si przekrojów dysz wskutek d ugotrwa ej eksploatacji.
Zbyt krótki p omie powstaje przy nadmiarze powietrza lub przy zbyt ma ych rednicach dysz (zarastanie). Przy zbyt ma ych dyszach struga gazu ma zbyt du
szybko w stosunku do strugi powietrza, co powoduje bardzo szybkie mieszanie si obu mediów. Powstaj cy p omie ma wysok temperatur i jest nie wiec cy, a przez to zmniejsza si ilo ciep a przekazywanego do wsadu. Ubocznym wynikiem krótkiego p omienia jest przegrzewanie sklepienia i jego szybkie zu ycie oraz wzrost emisji NOx.
Bie ca kontrola wymurówki ma na celu wychwycenie miejsc najszybciej ulegaj cych niszczeniu podczas eksploatacji, celem ich ochrony lub naprawy. Podstawowym zabiegiem ochronnym jest lokalne obni enie temperatury wymurówki
�������
177
poprzez intensywne ch odzenie z zewn trz (wentylatory nadmuchowe). Sposób ten stosuje si najcz ciej dla przed u enia ywotno ci trzonu i cian wanny. Dla innych elementów obmurza stosuje si remonty gor ce polegaj ce na wzmocnieniu zagro onych miejsc betonem ogniotrwa ym, masami do napraw na gor co lub wymianie fragmentu wy o enia w tych rejonach.
Pylenie zestawu powoduje przy pieszon korozj chemiczn sklepienia i cian powy ej lustra k pieli, a tak e korozj i zarastanie instalacji odzysku ciep a. Dla jego ograniczenia konieczne jest przestrzeganie sta ej i prawid owej wilgotno ci zestawu, która powinna oscylowa wokó warto ci 4,5%.
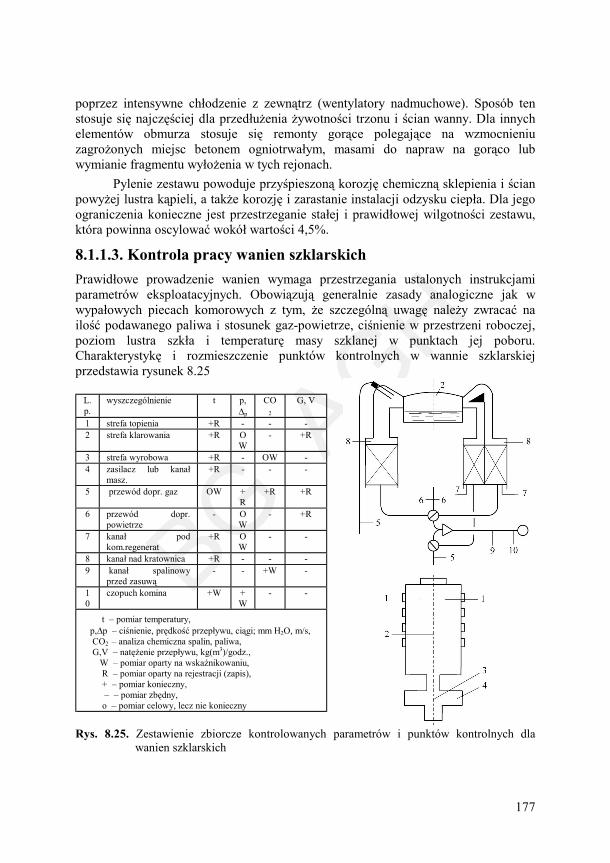
8.1.1.3. Kontrola pracy wanien szklarskich Prawid owe prowadzenie wanien wymaga przestrzegania ustalonych instrukcjami parametrów eksploatacyjnych. Obowi zuj generalnie zasady analogiczne jak w wypa owych piecach komorowych z tym, e szczególn uwag nale y zwraca na ilo podawanego paliwa i stosunek gaz-powietrze, ci nienie w przestrzeni roboczej, poziom lustra szk a i temperatur masy szklanej w punktach jej poboru. Charakterystyk i rozmieszczenie punktów kontrolnych w wannie szklarskiej przedstawia rysunek 8.25
L.p.
wyszczególnienie t p, ∆p
CO2
G, V
1 strefa topienia +R - - - 2 strefa klarowania +R O
W - +R
3 strefa wyrobowa +R - OW - 4 zasilacz lub kana
masz. +R - - -
5 przewód dopr. gaz OW +R
+R +R
6 przewód dopr. powietrze
- OW
- +R
7 kana pod kom.regenerat
+R OW
- -
8 kana nad kratownica +R - - - 9 kana spalinowy
przed zasuw - - +W -
10
czopuch komina +W +W
- -
t – pomiar temperatury, p,∆p – ci nienie, pr dko przep ywu, ci gi; mm H2O, m/s, CO2 – analiza chemiczna spalin, paliwa, G,V – nat enie przep ywu, kg(m3)/godz., W – pomiar oparty na wska nikowaniu,
R – pomiar oparty na rejestracji (zapis), + – pomiar konieczny,
– – pomiar zb dny, o – pomiar celowy, lecz nie konieczny
Rys. 8.25. Zestawienie zbiorcze kontrolowanych parametrów i punktów kontrolnych dla
wanien szklarskich
�������
178
8.1.1.4. Obliczenia pieców wannowych
Najcz ciej stosowanym wska nikiem charakteryzuj cym prac wanny szklarskiej jest tzw. wydajno jednostkowa, czyli ilo masy jak mo na uzyska w ci gu doby z 1m2 powierzchni ca kowitej lub powierzchni topliwnej wanny. Wydajno jednostkowa zale y od wielu czynników, np. temperatury topienia, rodzaju szk a, wielko ci dodatku st uczki, typu wanny itp.
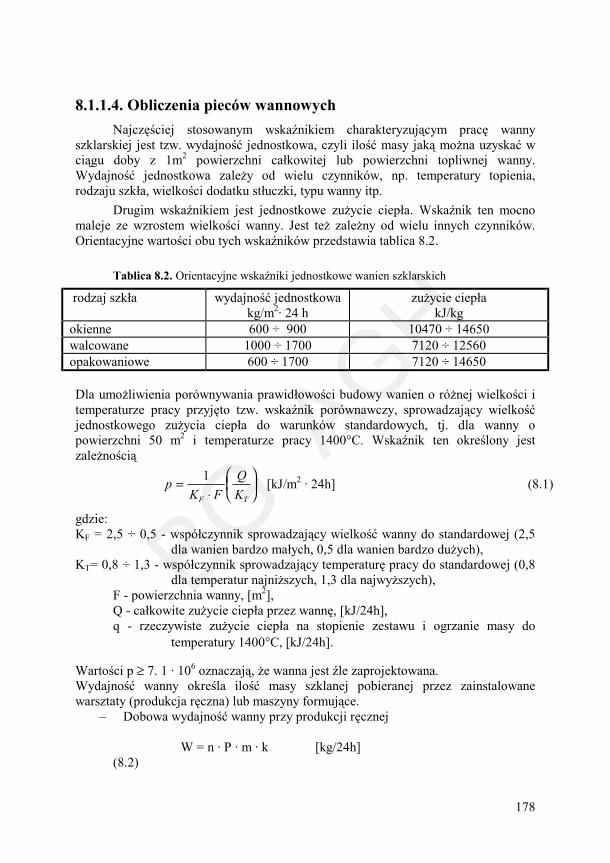
Drugim wska nikiem jest jednostkowe zu ycie ciep a. Wska nik ten mocno maleje ze wzrostem wielko ci wanny. Jest te zale ny od wielu innych czynników. Orientacyjne warto ci obu tych wska ników przedstawia tablica 8.2.
Tablica 8.2. Orientacyjne wska niki jednostkowe wanien szklarskich
rodzaj szk a wydajno jednostkowa kg/m2· 24 h
zu ycie ciep a kJ/kg
okienne 600 ÷ 900 10470 ÷ 14650 walcowane 1000 ÷ 1700 7120 ÷ 12560 opakowaniowe 600 ÷ 1700 7120 ÷ 14650
Dla umo liwienia porównywania prawid owo ci budowy wanien o ró nej wielko ci i temperaturze pracy przyj to tzw. wska nik porównawczy, sprowadzaj cy wielko jednostkowego zu ycia ciep a do warunków standardowych, tj. dla wanny o powierzchni 50 m2 i temperaturze pracy 1400°C. Wska nik ten okre lony jest zale no ci
pK F
QKF T
=⋅
1 [kJ/m2 · 24h] (8.1)
gdzie: KF = 2,5 ÷ 0,5 - wspó czynnik sprowadzaj cy wielko wanny do standardowej (2,5
dla wanien bardzo ma ych, 0,5 dla wanien bardzo du ych), KT= 0,8 ÷ 1,3 - wspó czynnik sprowadzaj cy temperatur pracy do standardowej (0,8
dla temperatur najni szych, 1,3 dla najwy szych), F - powierzchnia wanny, [m2], Q - ca kowite zu ycie ciep a przez wann , [kJ/24h], q - rzeczywiste zu ycie ciep a na stopienie zestawu i ogrzanie masy do
temperatury 1400°C, [kJ/24h]. Warto ci p ≥ 7. 1 · 106 oznaczaj , e wanna jest le zaprojektowana. Wydajno wanny okre la ilo masy szklanej pobieranej przez zainstalowane warsztaty (produkcja r czna) lub maszyny formuj ce.
– Dobowa wydajno wanny przy produkcji r cznej W = n · P · m · k [kg/24h] (8.2)
�������
179
dobowa wydajno wanny dla produkcji opakowa W = n · p · m · k · 60 · 24 [kg/24h] (8.3) dobowa wydajno wanny do produkcji szk a okiennego W = n · s · d · c · v · k · 24 [kg/24h] (8.4)
gdzie: n - ilo warsztatów lub automatów formuj cych, P - ilo sztuk wyrobów wyprodukowanych w ci gu doby, m - masa sztuki wyrobu lub kropli pobieranej przez automat, [kg], p - ilo kropli masy pobieranej przez automat w ci gu minuty, k = 1,1 ÷ 1,2 - wspó czynnik rezerwy masy szklanej, s, d - szeroko (wraz z obrze ami) i grubo ci gnionej p yty szk a, [m] c - g sto masy szklanej, [kg/m3], v - szybko ci gnienia p yty szklanej, [m/godz]. Powierzchnia basenu
F =jW
W [m] (8.5)
gdzie: W - dobowa wydajno wanny, [kg/24 h] Wj - jednostkowa wydajno wanny, [kg/m· 24h]. Warto Wj przyjmuje si z
danych do wiadczalnych. W oparciu o wyliczon powierzchni wanny przyjmuje si jej wymiary uwzgl dniaj c przyj ty sposób opalania, rodzaj wytapianego szk a i inne uwarunkowania. Zapotrzebowanie ciep a oblicza si z wzoru empirycznego
QP n W k
k k=
⋅ + ⋅− ⋅
2
1 21 [kJ/m2h] (8.6)
gdzie: P - jednostkowa wydajno topienia, [kg/h], n - ciep o potrzebne na wytopienie 1 kg masy nadaj cej si do formowania,
[kJ/kg], W - straty ciep a do otoczenia przez górn cz pieca, wyliczone w stosunku
do 1m2 powierzchni basenu, [kJ/m2h], k1 - wspó czynnik strat ciep a ze spalinami k2 - wspó czynnik temperaturowy wanny
Warto n mo na wyliczy dok adnie z bilansu cieplnego reakcji szk otwórczych.
�������
180
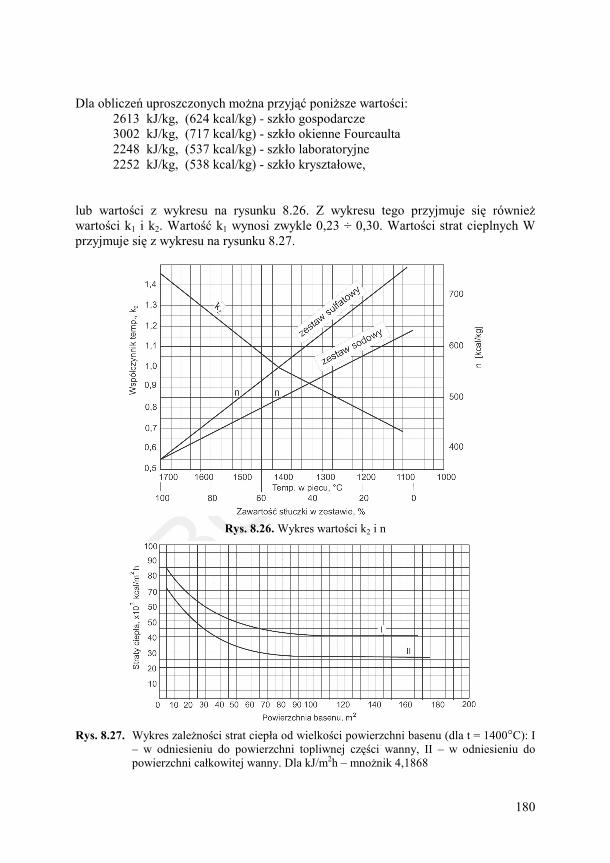
Dla oblicze uproszczonych mo na przyj poni sze warto ci: 2613 kJ/kg, (624 kcal/kg) - szk o gospodarcze 3002 kJ/kg, (717 kcal/kg) - szk o okienne Fourcaulta 2248 kJ/kg, (537 kcal/kg) - szk o laboratoryjne 2252 kJ/kg, (538 kcal/kg) - szk o kryszta owe, lub warto ci z wykresu na rysunku 8.26. Z wykresu tego przyjmuje si równie warto ci k1 i k2. Warto k1 wynosi zwykle 0,23 ÷ 0,30. Warto ci strat cieplnych W przyjmuje si z wykresu na rysunku 8.27.
Rys. 8.26. Wykres warto ci k2 i n
Rys. 8.27. Wykres zale no ci strat ciep a od wielko ci powierzchni basenu (dla t = 1400°C): I
– w odniesieniu do powierzchni topliwnej cz ci wanny, II – w odniesieniu do powierzchni ca kowitej wanny. Dla kJ/m2h – mno nik 4,1868
�������
181
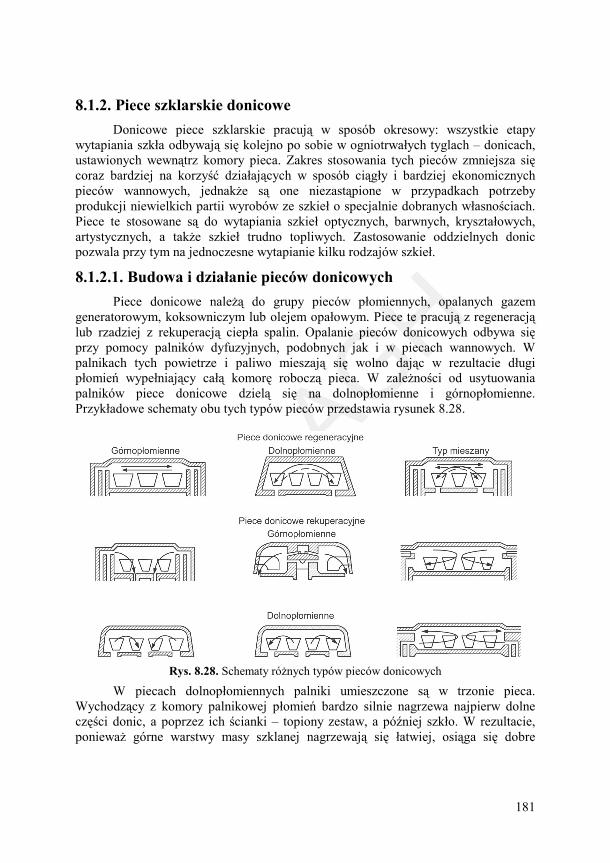
8.1.2. Piece szklarskie donicowe
Donicowe piece szklarskie pracuj w sposób okresowy: wszystkie etapy wytapiania szk a odbywaj si kolejno po sobie w ogniotrwa ych tyglach – donicach, ustawionych wewn trz komory pieca. Zakres stosowania tych pieców zmniejsza si coraz bardziej na korzy dzia aj cych w sposób ci g y i bardziej ekonomicznych pieców wannowych, jednak e s one niezast pione w przypadkach potrzeby produkcji niewielkich partii wyrobów ze szkie o specjalnie dobranych w asno ciach. Piece te stosowane s do wytapiania szkie optycznych, barwnych, kryszta owych, artystycznych, a tak e szkie trudno topliwych. Zastosowanie oddzielnych donic pozwala przy tym na jednoczesne wytapianie kilku rodzajów szkie .
8.1.2.1. Budowa i dzia anie pieców donicowych
Piece donicowe nale do grupy pieców p omiennych, opalanych gazem generatorowym, koksowniczym lub olejem opa owym. Piece te pracuj z regeneracj lub rzadziej z rekuperacj ciep a spalin. Opalanie pieców donicowych odbywa si przy pomocy palników dyfuzyjnych, podobnych jak i w piecach wannowych. W palnikach tych powietrze i paliwo mieszaj si wolno daj c w rezultacie d ugi p omie wype niaj cy ca komor robocz pieca. W zale no ci od usytuowania palników piece donicowe dziel si na dolnop omienne i górnop omienne. Przyk adowe schematy obu tych typów pieców przedstawia rysunek 8.28.
Rys. 8.28. Schematy ró nych typów pieców donicowych
W piecach dolnop omiennych palniki umieszczone s w trzonie pieca. Wychodz cy z komory palnikowej p omie bardzo silnie nagrzewa najpierw dolne cz ci donic, a poprzez ich cianki – topiony zestaw, a pó niej szk o. W rezultacie, poniewa górne warstwy masy szklanej nagrzewaj si atwiej, osi ga si dobre
�������
182
wyrównanie temperatury w ca ej obj to ci donicy. Ten sposób ogrzewania powoduje jednak silniejsze zu ywanie si wylotów palników, trzonu i donic (przegrzewanie), st d piece takie stosuje si do topienia szkie nie wymagaj cych bardzo wysokich temperatur i szkie , od których wymaga si jednolitego nagrzania.
W piecach górno-p omiennych palniki usytuowane s w cianach komory roboczej, tu pod sklepieniem. Wychodz cy z nich p omie omywa i silniej nagrzewa górne cz ci donic oraz ciany i sklepienie pieca, które wypromieniowuj ciep o na swobodne powierzchnie szk a w donicach bardziej intensywnie ni w piecach dolno-p omiennych. Intensywnie do masy szklanej promieniuje te przep ywaj cy nad donicami p omie . W rezultacie mo na uzyska wy sze temperatury masy szklanej w donicach bez obawy ich przegrzania. Taki sposób ogrzewania powoduje jednak nierównomierno temperatury masy szklanej na wysoko ci donicy. Piece tego typu stosuje si g ównie do produkcji szkie trudno topliwych.
Mo liwe s tak e kombinowane przep ywy p omienia, b d ce po czeniem obu wy ej wymienionych, jednak e z uwagi na bardzo skomplikowan konstrukcj piece takie s rzadko stosowane.
Zasadnicz cz ci pieca donicowego jest zbudowana na poziomie pomostu roboczego komora, w której ustawia si donice. Przekrój poprzeczny komory mo e by ko owy, w postaci sp aszczonej elipsy lub prostok tny, a jej wielko dostosowana jest do ilo ci i wielko ci donic, które ma pomie ci . Piece donicowe mog pomie ci do 16 donic z tym, e najcz ciej stosowane s piece 1-, 2-, 3-, 6- i 12-donicowe.
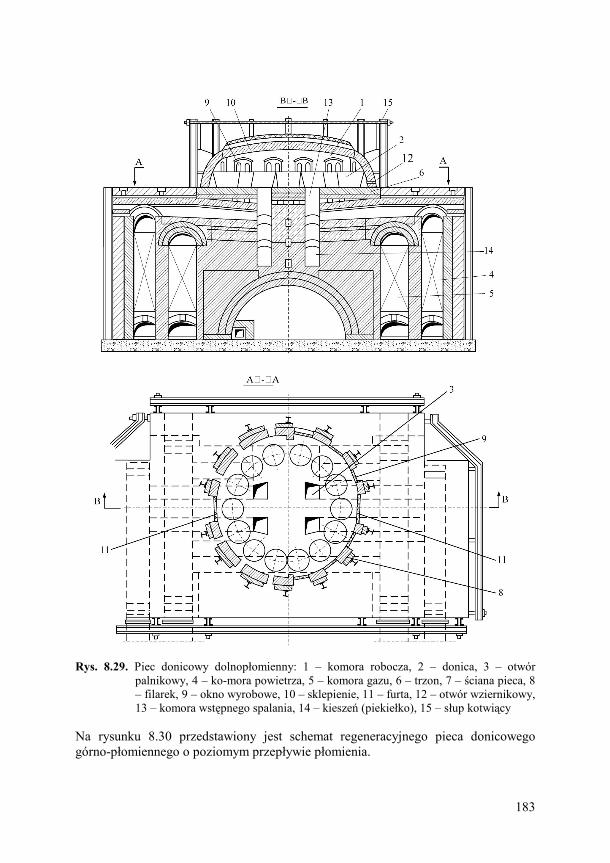
Schemat regeneracyjnego pieca donicowego dolno-p omiennego przedstawia rysunek 8.29. W komorze roboczej 1 donice 2 ustawione s na trzonie 6, wykonanym z grubych p yt szamotowych i zaopatrzonym w uk ad ch odzenia powietrznego. Na obwodzie pier cieniowej ciany pieca 7, pomi dzy filarkami 8 i naprzeciw ustawionych donic wykonane s cie sze cianki z oknami wyrobowymi 9 oraz dwie furty 11 do wstawiania i wyjmowania donic. W czasie pracy furty s zamkni te p ytami lub murkiem szamotowym, w których równie znajduj si okna wyrobowe. Przestrze robocza przykryta jest od góry sklepieniem 10, a ca a konstrukcja komory spi ta jest uk adem s upów kotwi cych i ci gów 15. Piec wyposa ony jest w dwie pary komór regeneracyjnych, pracuj cych przemiennie. Powietrze podawane jest do komory 4, a gaz do komory 5, sk d po nagrzaniu przechodz kana ami do pionowej komory wst pnego spalania 13, a st d poprzez jedn par otworów palnikowych 3 p omie dostaje si do komory roboczej pieca. Druga para otworów palnikowych s u y wtedy do odci gu spalin. Piec pracuje na p omieniu wznosz co-opadaj cym. Komory wst pnego spalania przed u one s w dó tworz c kiesze 14 (tzw. piekie ko), do której mo e cieka szk o wylane na trzon. Kiesze ta posiada zamurowane boczne doj cie, umo liwiaj ce wybranie nagromadzonego szk a.
Dla kontroli pracy pieca, oprócz okien wyrobowych s u równie specjalne otwory wziernikowe 12, usytuowane w cianie bocznej nieco nad poziomem trzonu.
�������
183
Rys. 8.29. Piec donicowy dolnop omienny: 1 – komora robocza, 2 – donica, 3 – otwór
palnikowy, 4 – ko-mora powietrza, 5 – komora gazu, 6 – trzon, 7 – ciana pieca, 8 – filarek, 9 – okno wyrobowe, 10 – sklepienie, 11 – furta, 12 – otwór wziernikowy, 13 – komora wst pnego spalania, 14 – kiesze (piekie ko), 15 – s up kotwi cy
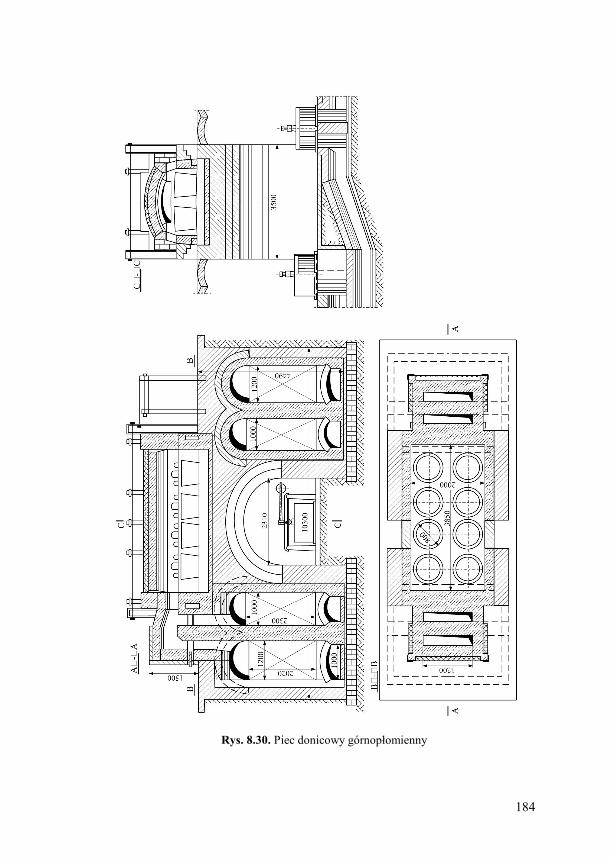
Na rysunku 8.30 przedstawiony jest schemat regeneracyjnego pieca donicowego górno-p omiennego o poziomym przep ywie p omienia.
�������
184
Rys. 8.30. Piec donicowy górnop omienny
�������
185
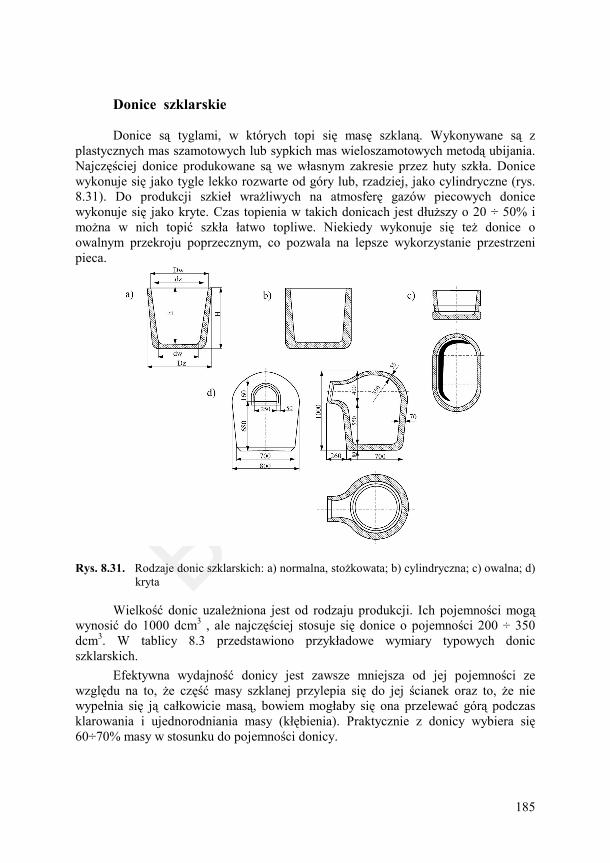
Donice szklarskie Donice s tyglami, w których topi si mas szklan . Wykonywane s z
plastycznych mas szamotowych lub sypkich mas wieloszamotowych metod ubijania. Najcz ciej donice produkowane s we w asnym zakresie przez huty szk a. Donice wykonuje si jako tygle lekko rozwarte od góry lub, rzadziej, jako cylindryczne (rys. 8.31). Do produkcji szkie wra liwych na atmosfer gazów piecowych donice wykonuje si jako kryte. Czas topienia w takich donicach jest d u szy o 20 ÷ 50% i mo na w nich topi szk a atwo topliwe. Niekiedy wykonuje si te donice o owalnym przekroju poprzecznym, co pozwala na lepsze wykorzystanie przestrzeni pieca.
Rys. 8.31. Rodzaje donic szklarskich: a) normalna, sto kowata; b) cylindryczna; c) owalna; d) kryta
Wielko donic uzale niona jest od rodzaju produkcji. Ich pojemno ci mog
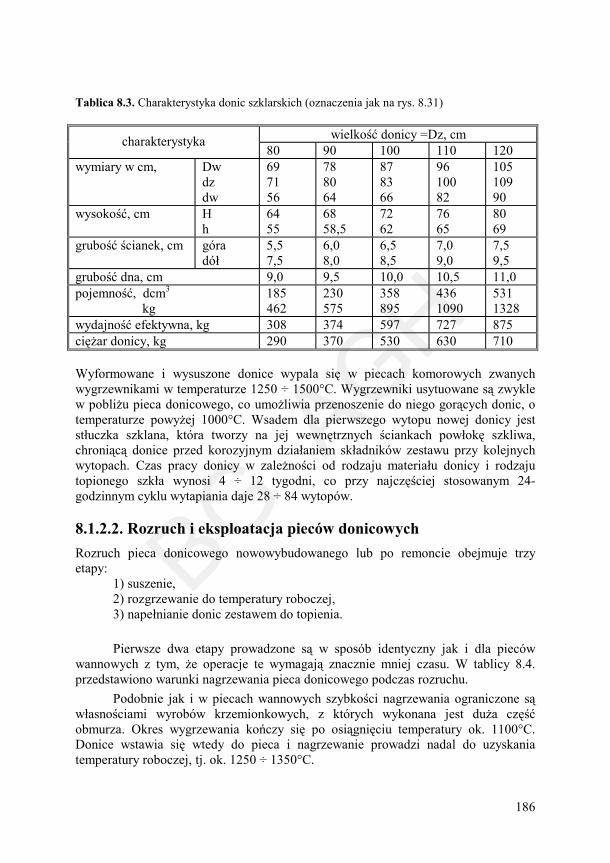
wynosi do 1000 dcm3 , ale najcz ciej stosuje si donice o pojemno ci 200 ÷ 350 dcm3. W tablicy 8.3 przedstawiono przyk adowe wymiary typowych donic szklarskich.
Efektywna wydajno donicy jest zawsze mniejsza od jej pojemno ci ze wzgl du na to, e cz masy szklanej przylepia si do jej cianek oraz to, e nie wype nia si j ca kowicie mas , bowiem mog aby si ona przelewa gór podczas klarowania i ujednorodniania masy (k bienia). Praktycznie z donicy wybiera si 60÷70% masy w stosunku do pojemno ci donicy.
�������
186
Tablica 8.3. Charakterystyka donic szklarskich (oznaczenia jak na rys. 8.31)
wielko donicy =Dz, cm charakterystyka 80 90 100 110 120
wymiary w cm,
Dw dz dw
69 71 56
78 80 64
87 83 66
96 100 82
105 109 90
wysoko , cm H h
64 55
68 58,5
72 62
76 65
80 69
grubo cianek, cm góra dó
5,5 7,5
6,0 8,0
6,5 8,5
7,0 9,0
7,5 9,5
grubo dna, cm 9,0 9,5 10,0 10,5 11,0 pojemno , dcm3
kg 185 462
230 575
358 895
436 1090
531 1328
wydajno efektywna, kg 308 374 597 727 875 ci ar donicy, kg 290 370 530 630 710 Wyformowane i wysuszone donice wypala si w piecach komorowych zwanych wygrzewnikami w temperaturze 1250 ÷ 1500°C. Wygrzewniki usytuowane s zwykle w pobli u pieca donicowego, co umo liwia przenoszenie do niego gor cych donic, o temperaturze powy ej 1000°C. Wsadem dla pierwszego wytopu nowej donicy jest st uczka szklana, która tworzy na jej wewn trznych ciankach pow ok szkliwa, chroni c donice przed korozyjnym dzia aniem sk adników zestawu przy kolejnych wytopach. Czas pracy donicy w zale no ci od rodzaju materia u donicy i rodzaju topionego szk a wynosi 4 ÷ 12 tygodni, co przy najcz ciej stosowanym 24-godzinnym cyklu wytapiania daje 28 ÷ 84 wytopów. 8.1.2.2. Rozruch i eksploatacja pieców donicowych Rozruch pieca donicowego nowowybudowanego lub po remoncie obejmuje trzy etapy: 1) suszenie, 2) rozgrzewanie do temperatury roboczej, 3) nape nianie donic zestawem do topienia.
Pierwsze dwa etapy prowadzone s w sposób identyczny jak i dla pieców wannowych z tym, e operacje te wymagaj znacznie mniej czasu. W tablicy 8.4. przedstawiono warunki nagrzewania pieca donicowego podczas rozruchu.
Podobnie jak i w piecach wannowych szybko ci nagrzewania ograniczone s w asno ciami wyrobów krzemionkowych, z których wykonana jest du a cz obmurza. Okres wygrzewania ko czy si po osi gni ciu temperatury ok. 1100°C. Donice wstawia si wtedy do pieca i nagrzewanie prowadzi nadal do uzyskania temperatury roboczej, tj. ok. 1250 ÷ 1350°C.
�������
187
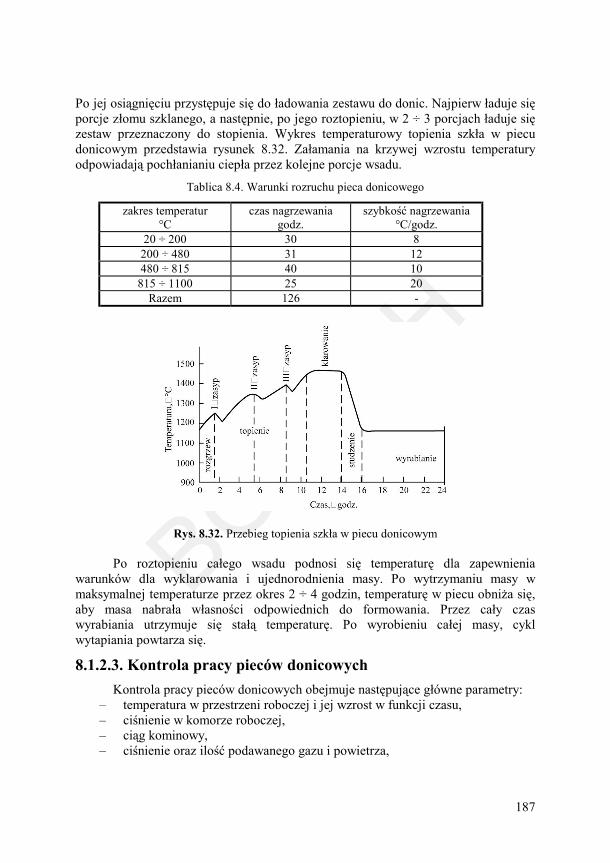
Po jej osi gni ciu przyst puje si do adowania zestawu do donic. Najpierw aduje si porcje z omu szklanego, a nast pnie, po jego roztopieniu, w 2 ÷ 3 porcjach aduje si zestaw przeznaczony do stopienia. Wykres temperaturowy topienia szk a w piecu donicowym przedstawia rysunek 8.32. Za amania na krzywej wzrostu temperatury odpowiadaj poch anianiu ciep a przez kolejne porcje wsadu.
Tablica 8.4. Warunki rozruchu pieca donicowego
zakres temperatur °C
czas nagrzewania godz.
szybko nagrzewania °C/godz.
20 ÷ 200 30 8 200 ÷ 480 31 12 480 ÷ 815 40 10
815 ÷ 1100 25 20 Razem 126 -
Rys. 8.32. Przebieg topienia szk a w piecu donicowym
Po roztopieniu ca ego wsadu podnosi si temperatur dla zapewnienia warunków dla wyklarowania i ujednorodnienia masy. Po wytrzymaniu masy w maksymalnej temperaturze przez okres 2 ÷ 4 godzin, temperatur w piecu obni a si , aby masa nabra a w asno ci odpowiednich do formowania. Przez ca y czas wyrabiania utrzymuje si sta temperatur . Po wyrobieniu ca ej masy, cykl wytapiania powtarza si .
8.1.2.3. Kontrola pracy pieców donicowych
Kontrola pracy pieców donicowych obejmuje nast puj ce g ówne parametry: – temperatura w przestrzeni roboczej i jej wzrost w funkcji czasu, – ci nienie w komorze roboczej, – ci g kominowy, – ci nienie oraz ilo podawanego gazu i powietrza,
�������
188
– temperatura przed komorami regeneracyjnymi, – ci nienie pod komorami regeneracyjnymi, – sk ad gazów odlotowych, – temperatura gazów odlotowych.
8.1.2.4. Obliczenia pieców donicowych Wielko pieca donicowego okre la si konstrukcyjnie z uwzgl dnieniem
mo liwo ci ustawienia okre lonej ilo ci donic niezb dnej wielko ci. Nale y przy tym uwzgl dni te odst py mi dzy donicami, konieczne dla u atwienia ich wstawiania i wyjmowania. Wysoko pieca uzale niona jest od wysoko ci donic. W przybli eniu, dla pieców donicowych o przekroju ko owym, rednica wewn trzna wynosi 3,3 ÷ 5,4 m. Dla pieców o przekroju prostok tnym d ugo ci komory wynosz zwykle 4,5 ÷ 5,9 m, a szeroko ci 2,5 ÷ 5,4 m. Wysoko ci komór wynosz 1,24 ÷ 1,55 m.
Wydajno dobowa W = n·We [kg] (8.7)
gdzie: n – ilo donic w piecu,
We – efektywna wydajno donicy, [kg].
8.2. Piece do topienia materia ów ogniotrwa ych W technologii materia ów ogniotrwa ych dominuj ceramiczne metody
wytwarzania, tj. spiekanie wyformowanych kszta tek. Obok nich produkowane s materia y s u ce do wykonywania monolitycznych elementów obmurzy (masy i betony ogniotrwa e), których spiekanie przesuni te jest na okres ich pracy w urz dzeniach cieplnych.
Wzrastaj ce wymagania, stawiane materia om ogniotrwa ym przez ró nych odbiorców, a tak e i poszukiwania nowych rodzajów tworzyw, doprowadzi y do powstania jeszcze jednej grupy materia ów, których technologia nawi zuje do metod hutniczych. Grupa ta obejmuje topione surowce oraz wyroby uzyskiwane metod topienia i odlewania stopu do form.
Topione materia y ogniotrwa e maj ju do d ug histori . Zapocz tkowa y je w 1926 roku w USA, topione bloki glinokrzemianowe dla pieców szklarskich. Nieco pó niej, w latach 1935 ÷ 1949, równie w USA, opracowano technologi topionych wyrobów korundowych i korundowo-cyrkonowych. W tym samym czasie w obecnej Rosji otrzymano topiony peryklaz, a pó niej wyroby peryklazowe. Wreszcie w latach 1950–1955 w USA i Japonii zacz to produkowa topione spinele i topiono-odlewane wyroby spinelowe.
�������
189
W chwili obecnej technologia produkcji topionych wysokoogniotrwa ych materia ów ceramicznych jest ju mocno rozwini ta, szczególnie w krajach zachodnich. Produkcja materia ów topionych mo e ko czy si odlewaniem stopu do form dla uzyskania okre lonych formatów, uzyskaniem bry lub bloków, które po rozdrobnieniu stanowi surowiec do produkcji wysokojako ciowych wyrobów metodami ceramicznymi, wzgl dnie te stop przerabiany jest bezpo rednio na w ókna lub sferolity, z których pó niej wykonuje si ró nego typu wyroby izolacyjne. Topienie ogniotrwa ych substancji mo e si odbywa w ró nego rodzaju piecach, najcz ciej elektrycznych: oporowych, ukowych i indukcyjnych, ale tak e i plazmowych, a nawet s onecznych. Praktyka eksploatacyjna tych pieców jest jeszcze stosunkowo krótka, procesy w nich zachodz ce nie s jeszcze poznane w pe ni, cz sto zreszt s to jednostki eksperymentalne, st d publikacje z tego zakresu s niezwykle sk pe. Z tego te wzgl du ograniczono si tylko do ogólnej charakterystyki stosowanych rozwi za . 8.2.1. Piece ukowe Piece ukowe s urz dzeniami najcz ciej stosowanymi do topienia ogniotrwa ych materia ów ceramicznych. Schemat takiego pieca przedstawia rysunek 8.33. Konstrukcja i sposób dzia ania s analogiczne do metalurgicznych pieców ukowych. Piec o ko owym przekroju poprzecznym sk ada si ze ciany w kszta cie
pier cienia, nieckowatego trzonu tworz cego wann dla k pieli oraz zdejmowanego sklepienia-pokrywy. Wszystkie te elementy wy o one s materia ami ogniotrwa ymi i dodatkowo z zewn trz ch odzone p aszczem wodnym lub zraszane s wod . W sklepieniu znajduj si otwory dla wprowadzenia elektrod w glowych, otwór zasypowy wsadu oraz otwór dla odci gu gazów i oparów, wydzielaj cych si z topionego wsadu. W cianie bocznej wykonany jest otwór spustowy oraz 1 ÷ 2 okna s u ce dla wprowadzania narz dzi dla wyrównywania warstwy wsadu lub usuwania zgarów z powierzchni stopu. Wanna pieca mo e stanowi konstrukcyjn ca o ze cian pier cieniow – wówczas spust odbywa si poprzez pochylenie ca ego pieca w stron otworu spustowego, wzgl dnie te wann mo e stanowi wózek z odpowiednim wymurowaniem – piece z wysuwn wann . Piece ukowe pracuj zwykle w sposób okresowy. Po za adowaniu pieca wars- tw wsadu o grubo ci 20 ÷ 25 cm z materia u ju przetopionego, w przestrzeni pod elektrodami uk ada si w postaci „gwiazdy” lub „trójk ta” tzw. cie k z materia- u przewodz cego pr d elektryczny (koks metalurgiczny, z om z elementów grzejnych z SiC).
�������
190
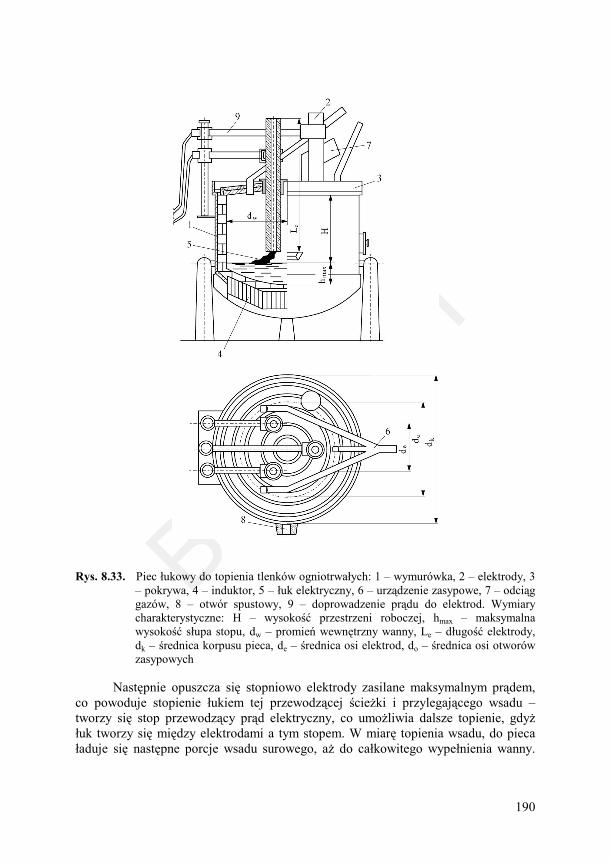
Rys. 8.33. Piec ukowy do topienia tlenków ogniotrwa ych: 1 – wymurówka, 2 – elektrody, 3
– pokrywa, 4 – induktor, 5 – uk elektryczny, 6 – urz dzenie zasypowe, 7 – odci g gazów, 8 – otwór spustowy, 9 – doprowadzenie pr du do elektrod. Wymiary charakterystyczne: H – wysoko przestrzeni roboczej, hmax – maksymalna wysoko s upa stopu, dw – promie wewn trzny wanny, Le – d ugo elektrody, dk – rednica korpusu pieca, de – rednica osi elektrod, do – rednica osi otworów zasypowych
Nast pnie opuszcza si stopniowo elektrody zasilane maksymalnym pr dem,
co powoduje stopienie ukiem tej przewodz cej cie ki i przylegaj cego wsadu – tworzy si stop przewodz cy pr d elektryczny, co umo liwia dalsze topienie, gdy uk tworzy si mi dzy elektrodami a tym stopem. W miar topienia wsadu, do pieca aduje si nast pne porcje wsadu surowego, a do ca kowitego wype nienia wanny.
�������
191
Po ca kowitym roztopieniu wsadu, stop wylewa si do form albo pozostawia w wysuni tej wannie do zakrzepni cia. Skrzepni ty blok obrabia si nast pnie do okre lonego formatu lub rozdrabnia na kruszywo o danym uziarnieniu. W tablicy 8.5 przedstawiono charakterystyk kilku pieców ukowych.
Tablica 8.5. Charakterystyka pieców ukowych do topienia ogniotrwa ych materia ów korundowych, mulitowych i mulitowo-korundowych
Charakterystyka typ pieca: OKB-2126 OKB-2130 PKE-40-N1 Bipromog moc, kVA 1800 2800 4000 2600 maks.nat enie, A 4260 6300 8220 7000 maks.napi cie, V 123 ÷ 244 114 ÷ 267 118 ÷ 281 64 ÷ 122 rednica korpusu, m 2,126 3,700 5,000 1,800 rednica elektrod, m 0,25 0,35 0,30 0,35
rozstaw elektrod, m 0,8 1,2 1,2 -
Piece ukowe stosowane s powszechnie tak e do wytapiania elektrokorundu. Technologia wytapiania elektrokorundu znana jest ju od ponad stu lat, a piece stosowane do tego celu s kontynuacj pieca Higginsa, skonstruowanego jeszcze w 1890 roku. Wytapianie elektrokorundu polega na ogrzewaniu, w temperaturze powy ej 2000°C, mieszaniny kalcynowanego boksytu i koksu jako reduktora zanieczyszcze , g ównie zwi zkami Si, Fe i Ti. Elektrokorund tzw. szlachetny otrzymuje si przez przetapianie czystego tlenku glinu otrzymanego np. metod Bayera. Proces prowadzi si równie w piecach ukowych.
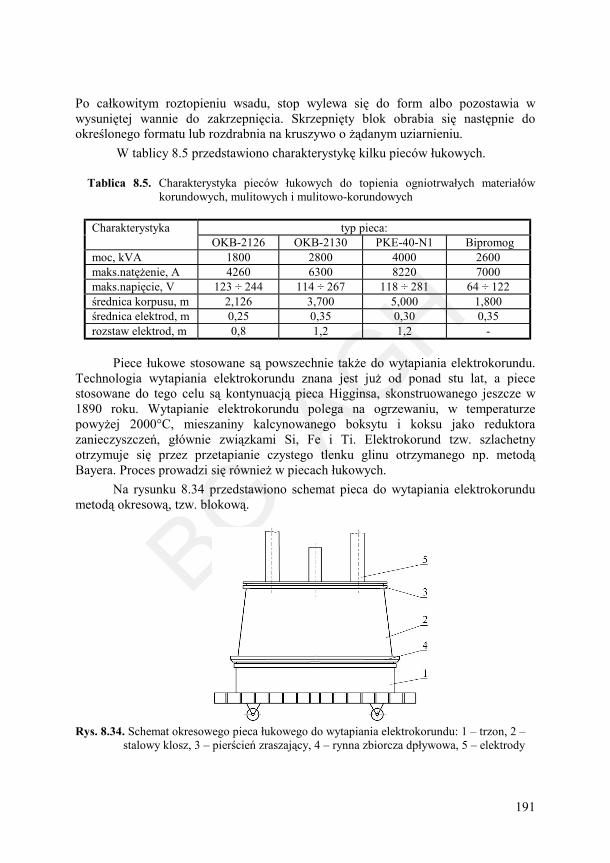
Na rysunku 8.34 przedstawiono schemat pieca do wytapiania elektrokorundu metod okresow , tzw. blokow .
Rys. 8.34. Schemat okresowego pieca ukowego do wytapiania elektrokorundu: 1 – trzon, 2 –
stalowy klosz, 3 – pier cie zraszaj cy, 4 – rynna zbiorcza dp ywowa, 5 – elektrody
�������
192
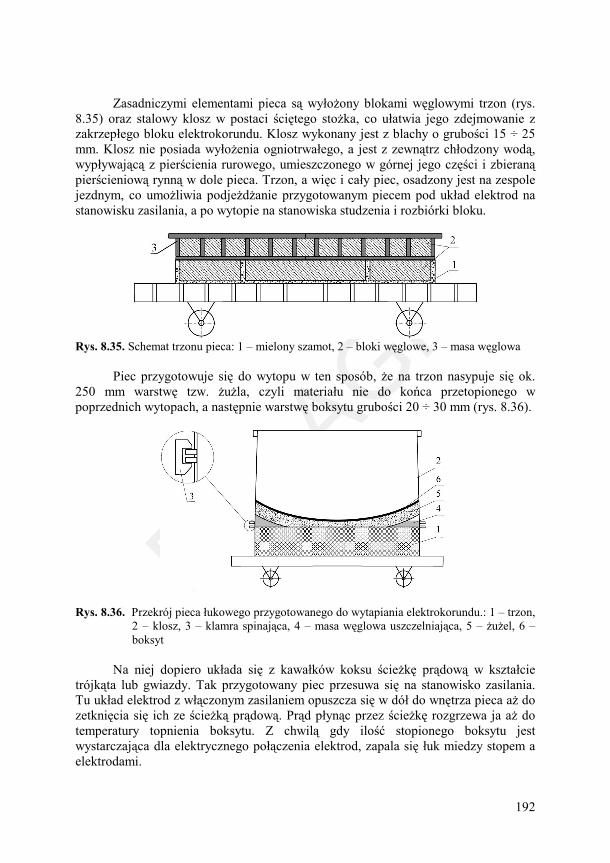
Zasadniczymi elementami pieca s wy o ony blokami w glowymi trzon (rys. 8.35) oraz stalowy klosz w postaci ci tego sto ka, co u atwia jego zdejmowanie z zakrzep ego bloku elektrokorundu. Klosz wykonany jest z blachy o grubo ci 15 ÷ 25 mm. Klosz nie posiada wy o enia ogniotrwa ego, a jest z zewn trz ch odzony wod , wyp ywaj c z pier cienia rurowego, umieszczonego w górnej jego cz ci i zbieran pier cieniow rynn w dole pieca. Trzon, a wi c i ca y piec, osadzony jest na zespole jezdnym, co umo liwia podje d anie przygotowanym piecem pod uk ad elektrod na stanowisku zasilania, a po wytopie na stanowiska studzenia i rozbiórki bloku.
Rys. 8.35. Schemat trzonu pieca: 1 – mielony szamot, 2 – bloki w glowe, 3 – masa w glowa
Piec przygotowuje si do wytopu w ten sposób, e na trzon nasypuje si ok. 250 mm warstw tzw. u la, czyli materia u nie do ko ca przetopionego w poprzednich wytopach, a nast pnie warstw boksytu grubo ci 20 ÷ 30 mm (rys. 8.36).
Rys. 8.36. Przekrój pieca ukowego przygotowanego do wytapiania elektrokorundu.: 1 – trzon, 2 – klosz, 3 – klamra spinaj ca, 4 – masa w glowa uszczelniaj ca, 5 – u el, 6 – boksyt
Na niej dopiero uk ada si z kawa ków koksu cie k pr dow w kszta cie
trójk ta lub gwiazdy. Tak przygotowany piec przesuwa si na stanowisko zasilania. Tu uk ad elektrod z w czonym zasilaniem opuszcza si w dó do wn trza pieca a do zetkni cia si ich ze cie k pr dow . Pr d p yn c przez cie k rozgrzewa ja a do temperatury topnienia boksytu. Z chwil gdy ilo stopionego boksytu jest wystarczaj ca dla elektrycznego po czenia elektrod, zapala si uk miedzy stopem a elektrodami.
�������
193
Jednocze nie zaczyna si ma ymi porcjami podawa w a ciwy wsad tak, aby uk by ca y czas przykryty materia em (zmniejszenie strat ciep a przez promieniowanie). Po wype nieniu pieca stopem wy cza si zasilanie, wyjmuje elektrody i pozostawia piec na 30 ÷ 40 minut, aby na swobodnej powierzchni stopu i przy ciankach klosza utworzy y si warstewki wykrystalizowanego elektrokorundu, umo liwiaj ce odtransportowanie pieca na stanowisko w a ciwego studzenia. Tu po kilku godzinach studzenia nadmuchem powietrza, zdejmuje si klosz, a pó niej zakrzep y blok elektrokorundu do dalszego przerobu.
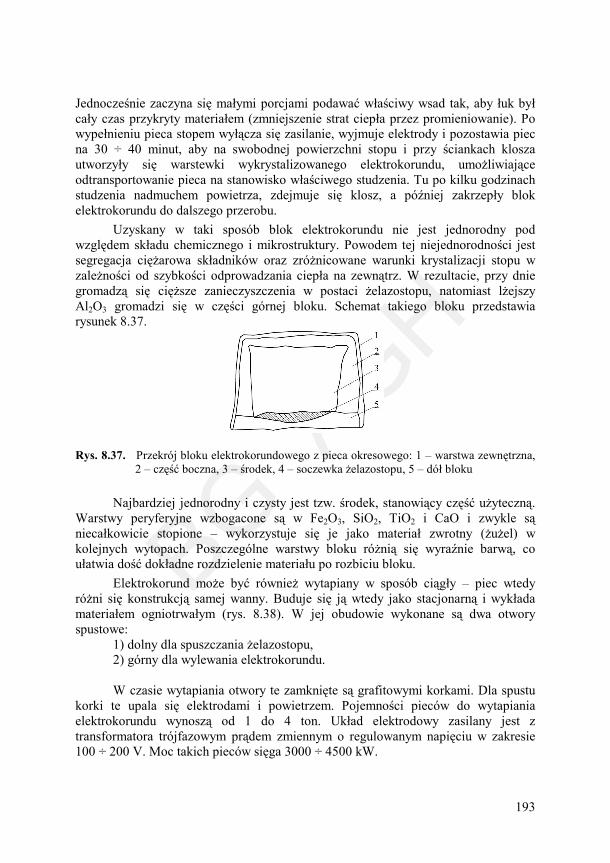
Uzyskany w taki sposób blok elektrokorundu nie jest jednorodny pod wzgl dem sk adu chemicznego i mikrostruktury. Powodem tej niejednorodno ci jest segregacja ci arowa sk adników oraz zró nicowane warunki krystalizacji stopu w zale no ci od szybko ci odprowadzania ciep a na zewn trz. W rezultacie, przy dnie gromadz si ci sze zanieczyszczenia w postaci elazostopu, natomiast l ejszy Al2O3 gromadzi si w cz ci górnej bloku. Schemat takiego bloku przedstawia rysunek 8.37.
Rys. 8.37. Przekrój bloku elektrokorundowego z pieca okresowego: 1 – warstwa zewn trzna, 2 – cz boczna, 3 – rodek, 4 – soczewka elazostopu, 5 – dó bloku
Najbardziej jednorodny i czysty jest tzw. rodek, stanowi cy cz u yteczn .
Warstwy peryferyjne wzbogacone s w Fe2O3, SiO2, TiO2 i CaO i zwykle s nieca kowicie stopione – wykorzystuje si je jako materia zwrotny ( u el) w kolejnych wytopach. Poszczególne warstwy bloku ró ni si wyra nie barw , co u atwia do dok adne rozdzielenie materia u po rozbiciu bloku.
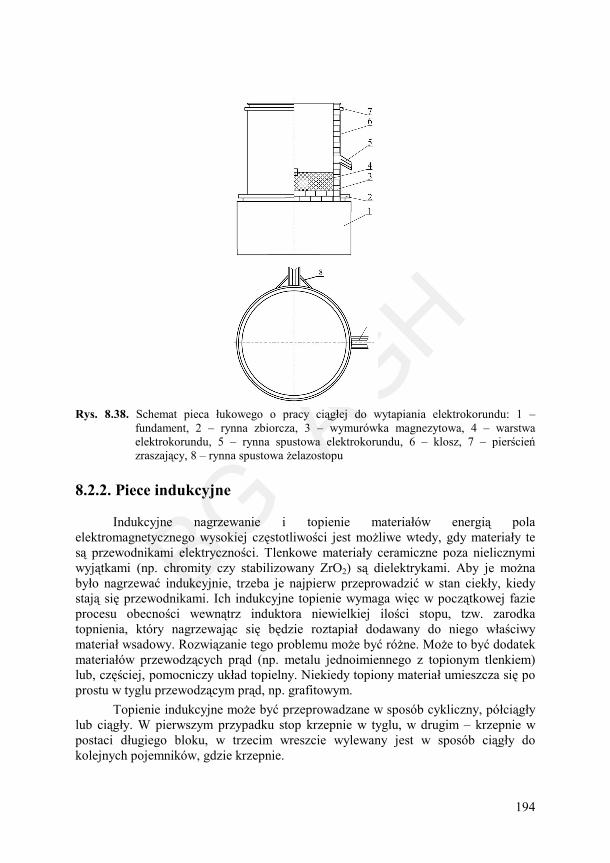
Elektrokorund mo e by równie wytapiany w sposób ci g y – piec wtedy ró ni si konstrukcj samej wanny. Buduje si j wtedy jako stacjonarn i wyk ada materia em ogniotrwa ym (rys. 8.38). W jej obudowie wykonane s dwa otwory spustowe: 1) dolny dla spuszczania elazostopu, 2) górny dla wylewania elektrokorundu.
W czasie wytapiania otwory te zamkni te s grafitowymi korkami. Dla spustu korki te upala si elektrodami i powietrzem. Pojemno ci pieców do wytapiania elektrokorundu wynosz od 1 do 4 ton. Uk ad elektrodowy zasilany jest z transformatora trójfazowym pr dem zmiennym o regulowanym napi ciu w zakresie 100 ÷ 200 V. Moc takich pieców si ga 3000 ÷ 4500 kW.
�������
194
Rys. 8.38. Schemat pieca ukowego o pracy ci g ej do wytapiania elektrokorundu: 1 –
fundament, 2 – rynna zbiorcza, 3 – wymurówka magnezytowa, 4 – warstwa elektrokorundu, 5 – rynna spustowa elektrokorundu, 6 – klosz, 7 – pier cie zraszaj cy, 8 – rynna spustowa elazostopu
8.2.2. Piece indukcyjne Indukcyjne nagrzewanie i topienie materia ów energi pola elektromagnetycznego wysokiej cz stotliwo ci jest mo liwe wtedy, gdy materia y te s przewodnikami elektryczno ci. Tlenkowe materia y ceramiczne poza nielicznymi wyj tkami (np. chromity czy stabilizowany ZrO2) s dielektrykami. Aby je mo na by o nagrzewa indukcyjnie, trzeba je najpierw przeprowadzi w stan ciek y, kiedy staj si przewodnikami. Ich indukcyjne topienie wymaga wi c w pocz tkowej fazie procesu obecno ci wewn trz induktora niewielkiej ilo ci stopu, tzw. zarodka topnienia, który nagrzewaj c si b dzie roztapia dodawany do niego w a ciwy materia wsadowy. Rozwi zanie tego problemu mo e by ró ne. Mo e to by dodatek materia ów przewodz cych pr d (np. metalu jednoimiennego z topionym tlenkiem) lub, cz ciej, pomocniczy uk ad topielny. Niekiedy topiony materia umieszcza si po prostu w tyglu przewodz cym pr d, np. grafitowym. Topienie indukcyjne mo e by przeprowadzane w sposób cykliczny, pó ci g y lub ci g y. W pierwszym przypadku stop krzepnie w tyglu, w drugim – krzepnie w postaci d ugiego bloku, w trzecim wreszcie wylewany jest w sposób ci g y do kolejnych pojemników, gdzie krzepnie.
�������
195
Piece do topienia indukcyjnego nie posiadaj wymurówek ogniotrwa ych. Uzwojenie induktora jest intensywnie ch odzone wod , a pojemnik na ciek y stop i jego izolacj ciepln stanowi tzw. garnisa – zalegaj ca wokó cianek „tygla” warstwa materia u wsadowego, który nie uleg stopieniu.
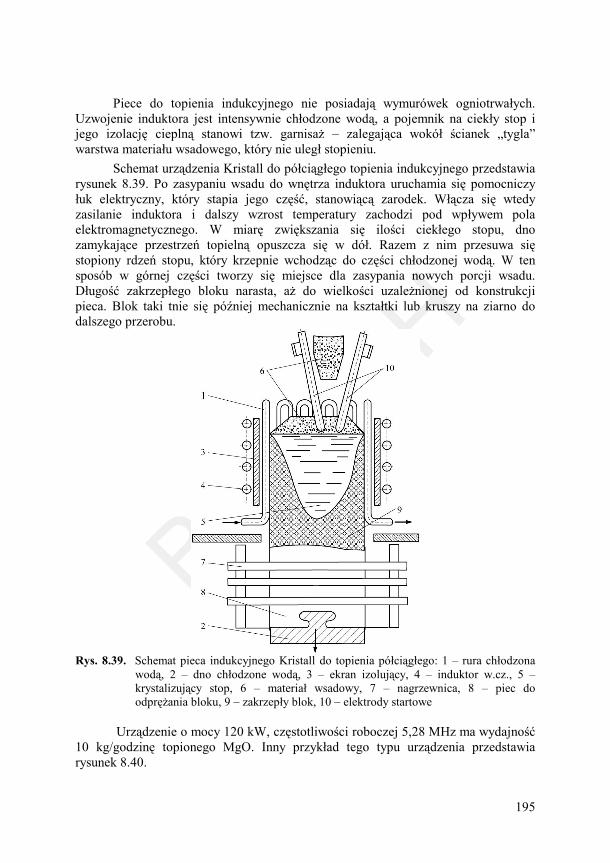
Schemat urz dzenia Kristall do pó ci g ego topienia indukcyjnego przedstawia rysunek 8.39. Po zasypaniu wsadu do wn trza induktora uruchamia si pomocniczy uk elektryczny, który stapia jego cz , stanowi c zarodek. W cza si wtedy
zasilanie induktora i dalszy wzrost temperatury zachodzi pod wp ywem pola elektromagnetycznego. W miar zwi kszania si ilo ci ciek ego stopu, dno zamykaj ce przestrze topieln opuszcza si w dó . Razem z nim przesuwa si stopiony rdze stopu, który krzepnie wchodz c do cz ci ch odzonej wod . W ten sposób w górnej cz ci tworzy si miejsce dla zasypania nowych porcji wsadu. D ugo zakrzep ego bloku narasta, a do wielko ci uzale nionej od konstrukcji pieca. Blok taki tnie si pó niej mechanicznie na kszta tki lub kruszy na ziarno do dalszego przerobu.
Rys. 8.39. Schemat pieca indukcyjnego Kristall do topienia pó ci g ego: 1 – rura ch odzona
wod , 2 – dno ch odzone wod , 3 – ekran izoluj cy, 4 – induktor w.cz., 5 – krystalizuj cy stop, 6 – materia wsadowy, 7 – nagrzewnica, 8 – piec do odpr ania bloku, 9 – zakrzep y blok, 10 – elektrody startowe
Urz dzenie o mocy 120 kW, cz stotliwo ci roboczej 5,28 MHz ma wydajno
10 kg/godzin topionego MgO. Inny przyk ad tego typu urz dzenia przedstawia rysunek 8.40.
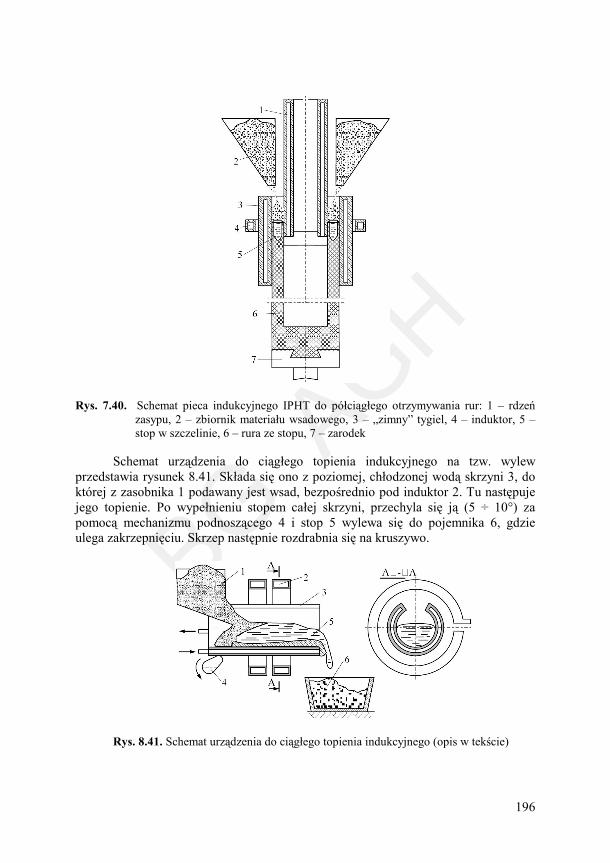
�������
196
Rys. 7.40. Schemat pieca indukcyjnego IPHT do pó ci g ego otrzymywania rur: 1 – rdze zasypu, 2 – zbiornik materia u wsadowego, 3 – „zimny” tygiel, 4 – induktor, 5 – stop w szczelinie, 6 – rura ze stopu, 7 – zarodek
Schemat urz dzenia do ci g ego topienia indukcyjnego na tzw. wylew
przedstawia rysunek 8.41. Sk ada si ono z poziomej, ch odzonej wod skrzyni 3, do której z zasobnika 1 podawany jest wsad, bezpo rednio pod induktor 2. Tu nast puje jego topienie. Po wype nieniu stopem ca ej skrzyni, przechyla si j (5 ÷ 10°) za pomoc mechanizmu podnosz cego 4 i stop 5 wylewa si do pojemnika 6, gdzie ulega zakrzepni ciu. Skrzep nast pnie rozdrabnia si na kruszywo.
Rys. 8.41. Schemat urz dzenia do ci g ego topienia indukcyjnego (opis w tek cie)
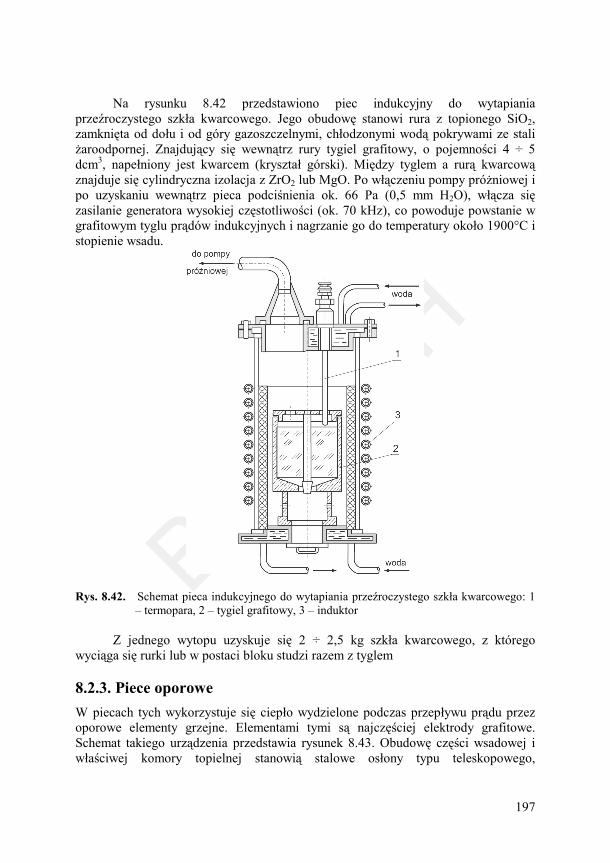
�������
197
Na rysunku 8.42 przedstawiono piec indukcyjny do wytapiania prze roczystego szk a kwarcowego. Jego obudow stanowi rura z topionego SiO2, zamkni ta od do u i od góry gazoszczelnymi, ch odzonymi wod pokrywami ze stali aroodpornej. Znajduj cy si wewn trz rury tygiel grafitowy, o pojemno ci 4 ÷ 5
dcm3, nape niony jest kwarcem (kryszta górski). Mi dzy tyglem a rur kwarcow znajduje si cylindryczna izolacja z ZrO2 lub MgO. Po w czeniu pompy pró niowej i po uzyskaniu wewn trz pieca podci nienia ok. 66 Pa (0,5 mm H2O), w cza si zasilanie generatora wysokiej cz stotliwo ci (ok. 70 kHz), co powoduje powstanie w grafitowym tyglu pr dów indukcyjnych i nagrzanie go do temperatury oko o 1900°C i stopienie wsadu.
Rys. 8.42. Schemat pieca indukcyjnego do wytapiania prze roczystego szk a kwarcowego: 1 – termopara, 2 – tygiel grafitowy, 3 – induktor
Z jednego wytopu uzyskuje si 2 ÷ 2,5 kg szk a kwarcowego, z którego
wyci ga si rurki lub w postaci bloku studzi razem z tyglem
8.2.3. Piece oporowe
W piecach tych wykorzystuje si ciep o wydzielone podczas przep ywu pr du przez oporowe elementy grzejne. Elementami tymi s najcz ciej elektrody grafitowe. Schemat takiego urz dzenia przedstawia rysunek 8.43. Obudow cz ci wsadowej i w a ciwej komory topielnej stanowi stalowe os ony typu teleskopowego,
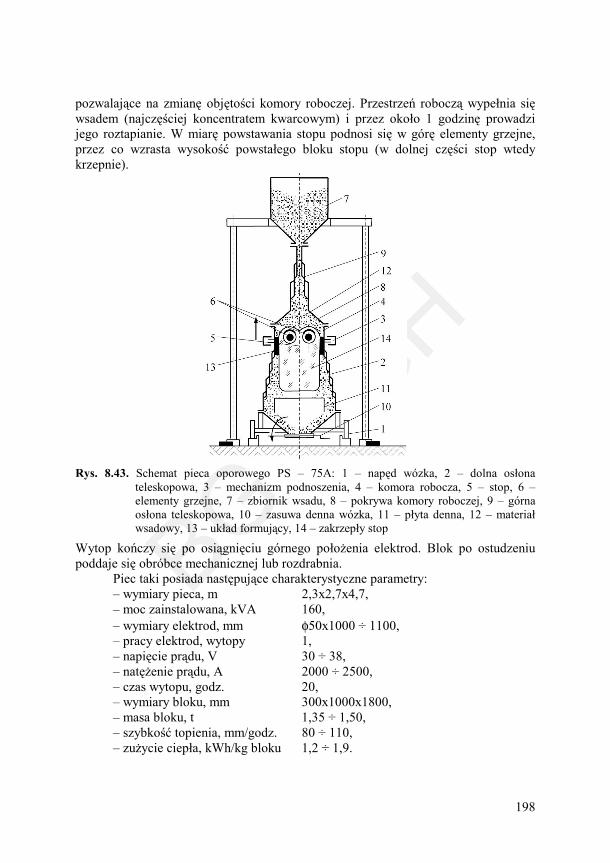
�������
198
pozwalaj ce na zmian obj to ci komory roboczej. Przestrze robocz wype nia si wsadem (najcz ciej koncentratem kwarcowym) i przez oko o 1 godzin prowadzi jego roztapianie. W miar powstawania stopu podnosi si w gór elementy grzejne, przez co wzrasta wysoko powsta ego bloku stopu (w dolnej cz ci stop wtedy krzepnie).
Rys. 8.43. Schemat pieca oporowego PS – 75A: 1 – nap d wózka, 2 – dolna os ona
teleskopowa, 3 – mechanizm podnoszenia, 4 – komora robocza, 5 – stop, 6 – elementy grzejne, 7 – zbiornik wsadu, 8 – pokrywa komory roboczej, 9 – górna os ona teleskopowa, 10 – zasuwa denna wózka, 11 – p yta denna, 12 – materia wsadowy, 13 – uk ad formuj cy, 14 – zakrzep y stop
Wytop ko czy si po osi gni ciu górnego po o enia elektrod. Blok po ostudzeniu poddaje si obróbce mechanicznej lub rozdrabnia.
Piec taki posiada nast puj ce charakterystyczne parametry: – wymiary pieca, m 2,3x2,7x4,7, – moc zainstalowana, kVA 160, – wymiary elektrod, mm φ50x1000 ÷ 1100, – pracy elektrod, wytopy 1, – napi cie pr du, V 30 ÷ 38, – nat enie pr du, A 2000 ÷ 2500, – czas wytopu, godz. 20, – wymiary bloku, mm 300x1000x1800, – masa bloku, t 1,35 ÷ 1,50, – szybko topienia, mm/godz. 80 ÷ 110, – zu ycie ciep a, kWh/kg bloku 1,2 ÷ 1,9.
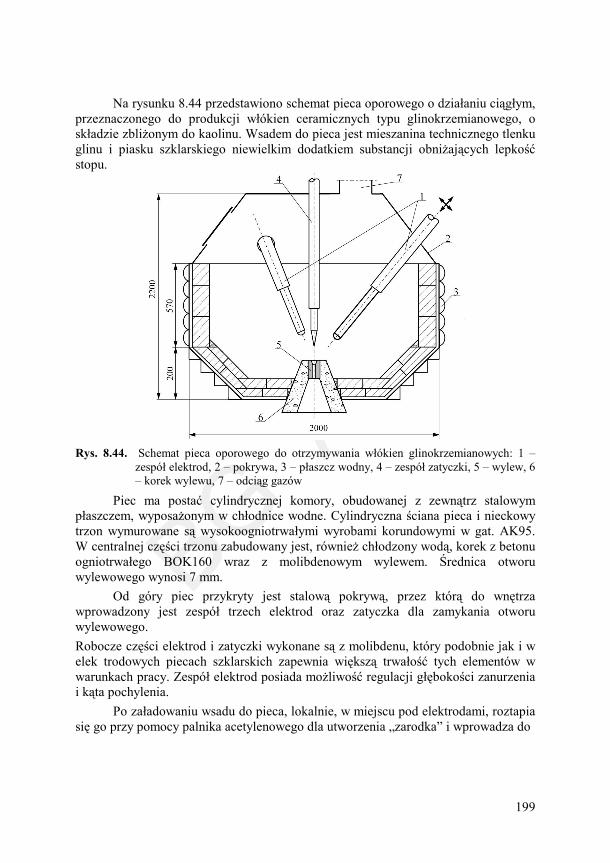
�������
199
Na rysunku 8.44 przedstawiono schemat pieca oporowego o dzia aniu ci g ym, przeznaczonego do produkcji w ókien ceramicznych typu glinokrzemianowego, o sk adzie zbli onym do kaolinu. Wsadem do pieca jest mieszanina technicznego tlenku glinu i piasku szklarskiego niewielkim dodatkiem substancji obni aj cych lepko stopu.
Rys. 8.44. Schemat pieca oporowego do otrzymywania w ókien glinokrzemianowych: 1 –
zespó elektrod, 2 – pokrywa, 3 – p aszcz wodny, 4 – zespó zatyczki, 5 – wylew, 6 – korek wylewu, 7 – odci g gazów
Piec ma posta cylindrycznej komory, obudowanej z zewn trz stalowym p aszczem, wyposa onym w ch odnice wodne. Cylindryczna ciana pieca i nieckowy trzon wymurowane s wysokoogniotrwa ymi wyrobami korundowymi w gat. AK95. W centralnej cz ci trzonu zabudowany jest, równie ch odzony wod , korek z betonu ogniotrwa ego BOK160 wraz z molibdenowym wylewem. rednica otworu wylewowego wynosi 7 mm.
Od góry piec przykryty jest stalow pokryw , przez któr do wn trza wprowadzony jest zespó trzech elektrod oraz zatyczka dla zamykania otworu wylewowego. Robocze cz ci elektrod i zatyczki wykonane s z molibdenu, który podobnie jak i w elek trodowych piecach szklarskich zapewnia wi ksz trwa o tych elementów w warunkach pracy. Zespó elektrod posiada mo liwo regulacji g boko ci zanurzenia i k ta pochylenia.
Po za adowaniu wsadu do pieca, lokalnie, w miejscu pod elektrodami, roztapia si go przy pomocy palnika acetylenowego dla utworzenia „zarodka” i wprowadza do
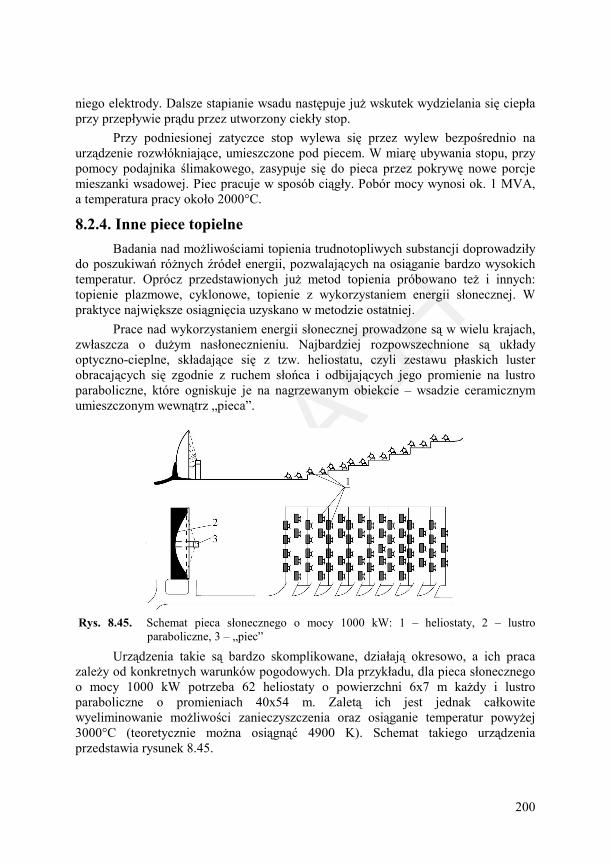
�������
200
niego elektrody. Dalsze stapianie wsadu nast puje ju wskutek wydzielania si ciep a przy przep ywie pr du przez utworzony ciek y stop.
Przy podniesionej zatyczce stop wylewa si przez wylew bezpo rednio na urz dzenie rozw ókniaj ce, umieszczone pod piecem. W miar ubywania stopu, przy pomocy podajnika limakowego, zasypuje si do pieca przez pokryw nowe porcje mieszanki wsadowej. Piec pracuje w sposób ci g y. Pobór mocy wynosi ok. 1 MVA, a temperatura pracy oko o 2000°C.
8.2.4. Inne piece topielne
Badania nad mo liwo ciami topienia trudnotopliwych substancji doprowadzi y do poszukiwa ró nych róde energii, pozwalaj cych na osi ganie bardzo wysokich temperatur. Oprócz przedstawionych ju metod topienia próbowano te i innych: topienie plazmowe, cyklonowe, topienie z wykorzystaniem energii s onecznej. W praktyce najwi ksze osi gni cia uzyskano w metodzie ostatniej.
Prace nad wykorzystaniem energii s onecznej prowadzone s w wielu krajach, zw aszcza o du ym nas onecznieniu. Najbardziej rozpowszechnione s uk ady optyczno-cieplne, sk adaj ce si z tzw. heliostatu, czyli zestawu p askich luster obracaj cych si zgodnie z ruchem s o ca i odbijaj cych jego promienie na lustro paraboliczne, które ogniskuje je na nagrzewanym obiekcie – wsadzie ceramicznym umieszczonym wewn trz „pieca”.
Rys. 8.45. Schemat pieca s onecznego o mocy 1000 kW: 1 – heliostaty, 2 – lustro
paraboliczne, 3 – „piec” Urz dzenia takie s bardzo skomplikowane, dzia aj okresowo, a ich praca
zale y od konkretnych warunków pogodowych. Dla przyk adu, dla pieca s onecznego o mocy 1000 kW potrzeba 62 heliostaty o powierzchni 6x7 m ka dy i lustro paraboliczne o promieniach 40x54 m. Zalet ich jest jednak ca kowite wyeliminowanie mo liwo ci zanieczyszczenia oraz osi ganie temperatur powy ej 3000°C (teoretycznie mo na osi gn 4900 K). Schemat takiego urz dzenia przedstawia rysunek 8.45.
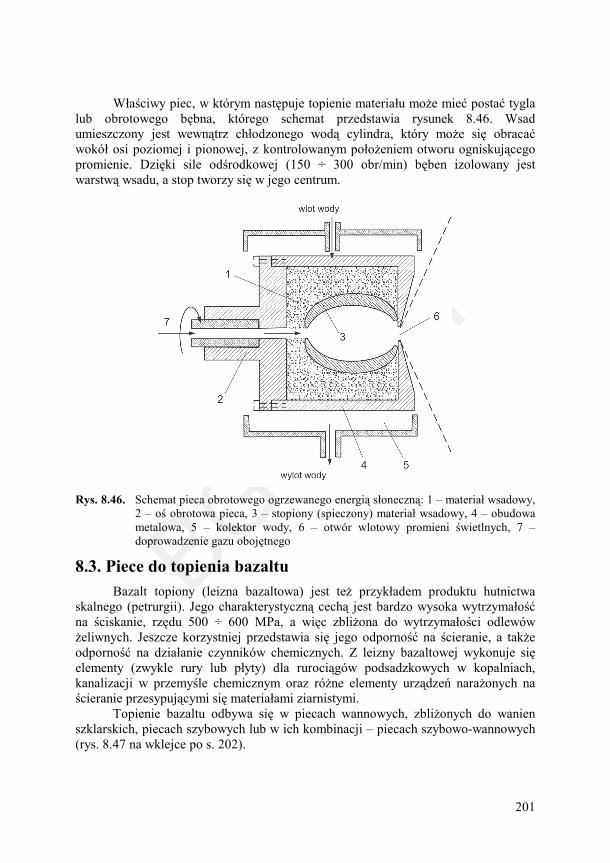
�������
201
W a ciwy piec, w którym nast puje topienie materia u mo e mie posta tygla lub obrotowego b bna, którego schemat przedstawia rysunek 8.46. Wsad umieszczony jest wewn trz ch odzonego wod cylindra, który mo e si obraca wokó osi poziomej i pionowej, z kontrolowanym po o eniem otworu ogniskuj cego promienie. Dzi ki sile od rodkowej (150 ÷ 300 obr/min) b ben izolowany jest warstw wsadu, a stop tworzy si w jego centrum.
Rys. 8.46. Schemat pieca obrotowego ogrzewanego energi s oneczn : 1 – materia wsadowy,
2 – o obrotowa pieca, 3 – stopiony (spieczony) materia wsadowy, 4 – obudowa metalowa, 5 – kolektor wody, 6 – otwór wlotowy promieni wietlnych, 7 – doprowadzenie gazu oboj tnego
8.3. Piece do topienia bazaltu Bazalt topiony (leizna bazaltowa) jest te przyk adem produktu hutnictwa
skalnego (petrurgii). Jego charakterystyczn cech jest bardzo wysoka wytrzyma o na ciskanie, rz du 500 ÷ 600 MPa, a wi c zbli ona do wytrzyma o ci odlewów eliwnych. Jeszcze korzystniej przedstawia si jego odporno na cieranie, a tak e
odporno na dzia anie czynników chemicznych. Z leizny bazaltowej wykonuje si elementy (zwykle rury lub p yty) dla ruroci gów podsadzkowych w kopalniach, kanalizacji w przemy le chemicznym oraz ró ne elementy urz dze nara onych na cieranie przesypuj cymi si materia ami ziarnistymi.
Topienie bazaltu odbywa si w piecach wannowych, zbli onych do wanien szklarskich, piecach szybowych lub w ich kombinacji – piecach szybowo-wannowych (rys. 8.47 na wklejce po s. 202).
�������
202
Na rysunku 8.47 przedstawiono schemat pieca szybowo-wannowego o wydajno ci 25 t/dob . Kruszywo bazaltowe o uziarnieniu 80 ÷ 250 mm adowane jest do szybu pieca opalanego gazem ziemnym, gdzie w temperaturze oko o 1350°C nast puje jego topienie. Ciek y bazalt przechodzi pod przegrod syfonow do cz ci wannowej, sk d przez rynn sp ywa do oddzielnego b bna homogenizacyjnego, w którym nast puje jego ujednorodnienie i odgazowanie. Leizn z b bna wylewa si do form eliwnych lub piaskowych, gdzie krzepnie. Niektóre wyroby, podobnie jak i wyroby ze szk a, poddaje si dodatkowej obróbce cieplnej w celu odpr enia. Obróbka ta odbywa si w niskotemperaturowych (800°C) piecach typu tunelowego, ogrzewanych przeponowo.
8.4. Piece do wytapiania szkliw i emalii Jedn z operacji w produkcji szkliw i emalii jest stapianie odpowiednich zestawów surowcowych. Uzyskany jednorodny stop poddaje si nast pnie granulacji przez gwa towne zestudzenie, co u atwia jego pó niejsze mielenie. Wytapianie szkliw i emalii, mimo ró nic w sk adzie surowcowym, a wi c i temperatur topienia, s procesami bardzo zbli onymi i prowadzonymi w piecach tego samego typu. Tu omówione zostan g ównie piece do topienia emalii, które mo na ogólnie podzieli na trzy rodzaje:
1) tyglowe, 2) b bnowe, 3) wannowe.
8.4.1. Piece tyglowe
W chwili obecnej piece tyglowe nie maj ju adnego znaczenia przemys owego. Stosowane s jeszcze w technice laboratoryjnej oraz do otrzymywania emalii zdobniczych. Samo wytapianie emalii czy szkliw odbywa si w niewielkich tyglach szamotowych lub kwarcowych o pojemno ci od u amka do kilku kilogramów stopu. Piece te maj prost konstrukcj typu komorowego (rys. 8.48), o obj to ci pozwalaj cej pomie ci od jednego do dziesi ciu tygli. adowanie i wyjmowanie tygli do pieca odbywa si po zdj ciu pokrywy zamykaj cej piec od góry lub poprzez furt w cianie. Piece opalane s gazem ziemnym przy pomocy 1 ÷ 2 palników cyklonowych. Tygle szamotowe wygrzewa si najpierw w pomocniczych piecach grzewczych przez 4 ÷ 5 godzin w temperaturze 800 ÷ 900°C, a nast pnie przenosi do pieca topielnego, nagrzanego do oko o 1000°C i prowadzi dalsze nagrzewanie do temperatury 1250 ÷ 1350°C. Do gor cych tygli, wyjmowanych kolejno z pieca, zasypuje si w 2 ÷ 3 porcjach zestaw przeznaczony do stopienia. Zasypywanie porcjami jest konieczne, poniewa obj to wsadu jest 2 ÷ 2,5 razy wi ksza od obj to ci powstaj cego z niego stopu, a ponadto, z wsadu wydziela si du o gazów (przy emaliach do 15 ÷ 18% ci aru wsadu), powoduj c spienianie topi cej si masy. Po stopieniu ca ego zestawu i sprawdzeniu jednorodno ci stopu, stop wylewa si do
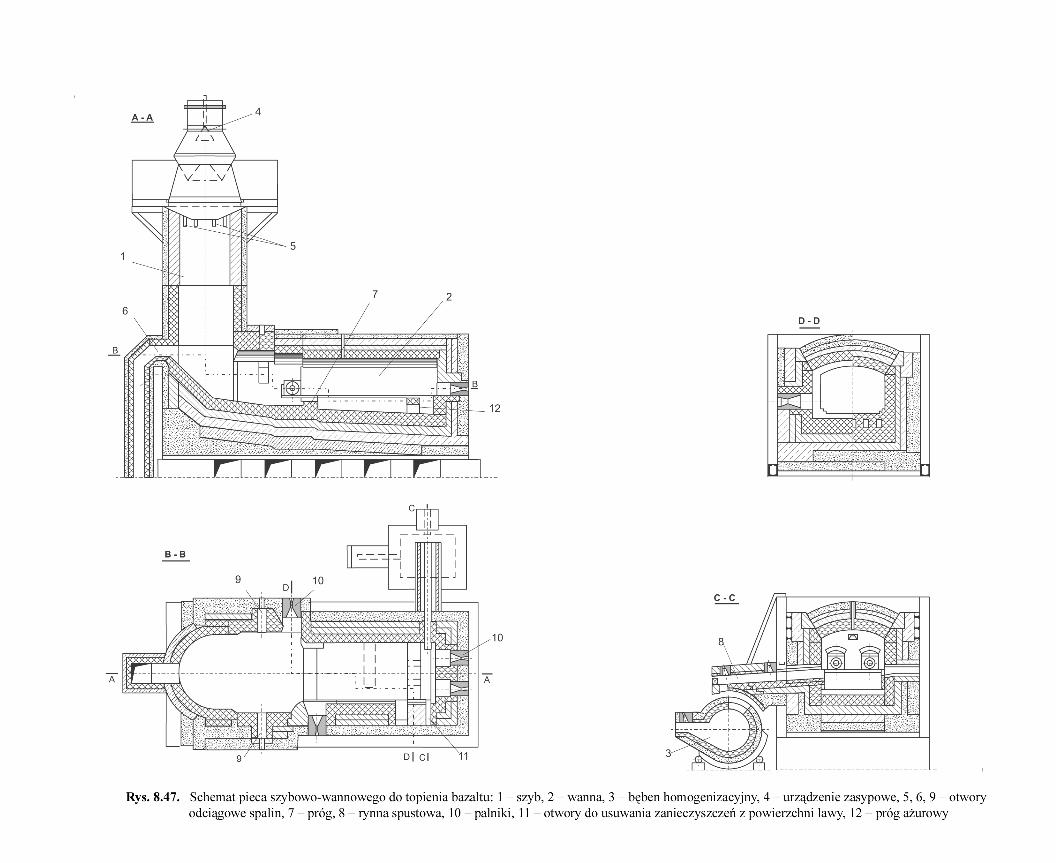
��
����
�
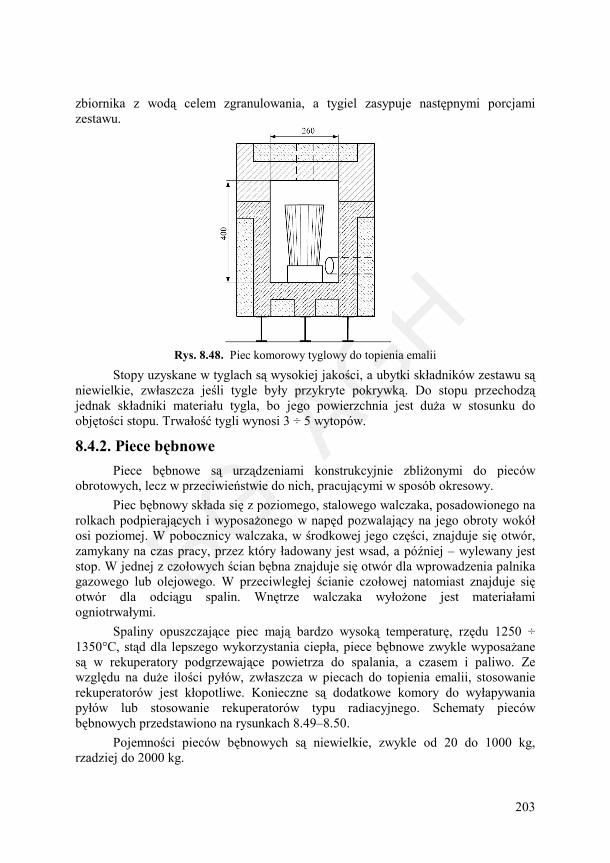
�������
203
zbiornika z wod celem zgranulowania, a tygiel zasypuje nast pnymi porcjami zestawu.
Rys. 8.48. Piec komorowy tyglowy do topienia emalii
Stopy uzyskane w tyglach s wysokiej jako ci, a ubytki sk adników zestawu s niewielkie, zw aszcza je li tygle by y przykryte pokrywk . Do stopu przechodz jednak sk adniki materia u tygla, bo jego powierzchnia jest du a w stosunku do obj to ci stopu. Trwa o tygli wynosi 3 ÷ 5 wytopów.
8.4.2. Piece b bnowe
Piece b bnowe s urz dzeniami konstrukcyjnie zbli onymi do pieców obrotowych, lecz w przeciwie stwie do nich, pracuj cymi w sposób okresowy.
Piec b bnowy sk ada si z poziomego, stalowego walczaka, posadowionego na rolkach podpieraj cych i wyposa onego w nap d pozwalaj cy na jego obroty wokó osi poziomej. W pobocznicy walczaka, w rodkowej jego cz ci, znajduje si otwór, zamykany na czas pracy, przez który adowany jest wsad, a pó niej – wylewany jest stop. W jednej z czo owych cian b bna znajduje si otwór dla wprowadzenia palnika gazowego lub olejowego. W przeciwleg ej cianie czo owej natomiast znajduje si otwór dla odci gu spalin. Wn trze walczaka wy o one jest materia ami ogniotrwa ymi.
Spaliny opuszczaj ce piec maj bardzo wysok temperatur , rz du 1250 ÷ 1350°C, st d dla lepszego wykorzystania ciep a, piece b bnowe zwykle wyposa ane s w rekuperatory podgrzewaj ce powietrza do spalania, a czasem i paliwo. Ze wzgl du na du e ilo ci py ów, zw aszcza w piecach do topienia emalii, stosowanie rekuperatorów jest k opotliwe. Konieczne s dodatkowe komory do wy apywania py ów lub stosowanie rekuperatorów typu radiacyjnego. Schematy pieców b bnowych przedstawiono na rysunkach 8.49–8.50.
Pojemno ci pieców b bnowych s niewielkie, zwykle od 20 do 1000 kg, rzadziej do 2000 kg.
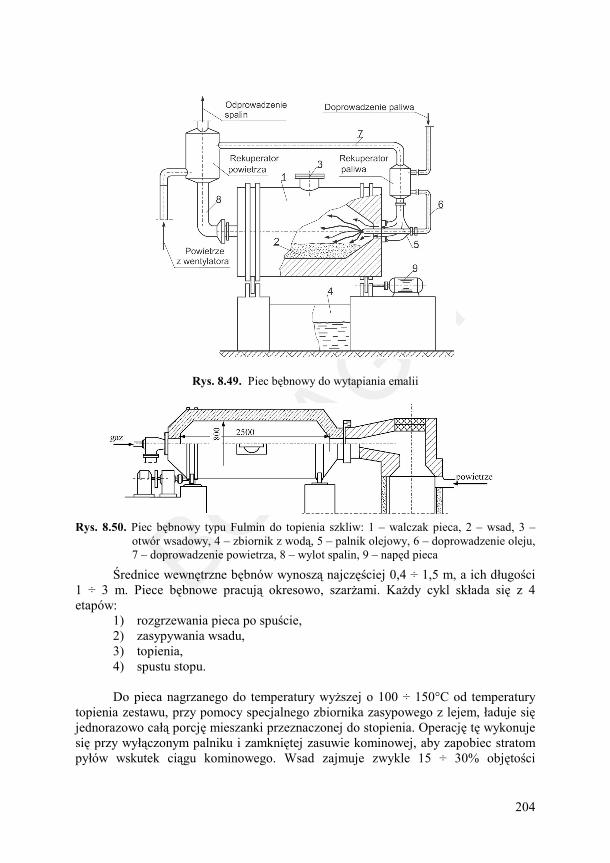
�������
204
Rys. 8.49. Piec b bnowy do wytapiania emalii
Rys. 8.50. Piec b bnowy typu Fulmin do topienia szkliw: 1 – walczak pieca, 2 – wsad, 3 –
otwór wsadowy, 4 – zbiornik z wod , 5 – palnik olejowy, 6 – doprowadzenie oleju, 7 – doprowadzenie powietrza, 8 – wylot spalin, 9 – nap d pieca
rednice wewn trzne b bnów wynosz najcz ciej 0,4 ÷ 1,5 m, a ich d ugo ci 1 ÷ 3 m. Piece b bnowe pracuj okresowo, szar ami. Ka dy cykl sk ada si z 4 etapów:
1) rozgrzewania pieca po spu cie, 2) zasypywania wsadu, 3) topienia, 4) spustu stopu. Do pieca nagrzanego do temperatury wy szej o 100 ÷ 150°C od temperatury
topienia zestawu, przy pomocy specjalnego zbiornika zasypowego z lejem, aduje si jednorazowo ca porcj mieszanki przeznaczonej do stopienia. Operacj t wykonuje si przy wy czonym palniku i zamkni tej zasuwie kominowej, aby zapobiec stratom py ów wskutek ci gu kominowego. Wsad zajmuje zwykle 15 ÷ 30% obj to ci
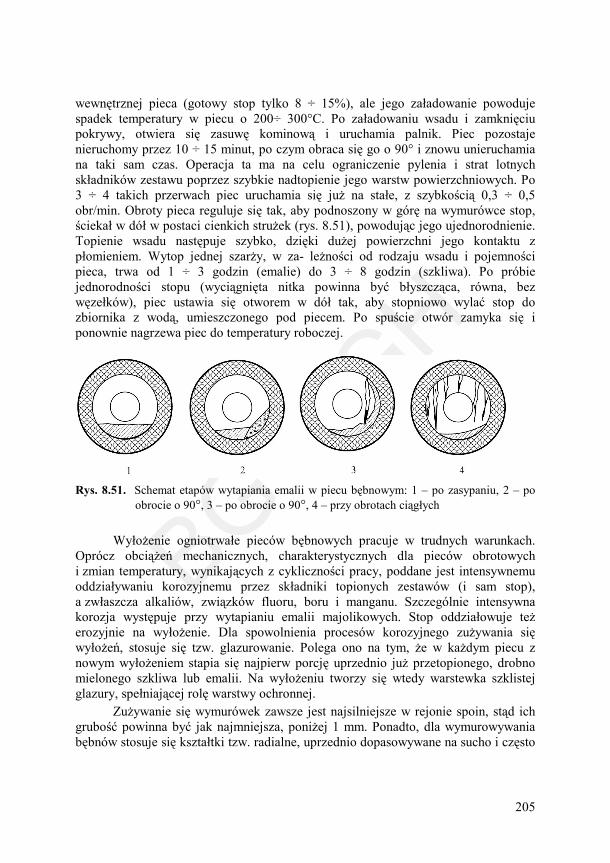
�������
205
wewn trznej pieca (gotowy stop tylko 8 ÷ 15%), ale jego za adowanie powoduje spadek temperatury w piecu o 200÷ 300°C. Po za adowaniu wsadu i zamkni ciu pokrywy, otwiera si zasuw kominow i uruchamia palnik. Piec pozostaje nieruchomy przez 10 ÷ 15 minut, po czym obraca si go o 90° i znowu unieruchamia na taki sam czas. Operacja ta ma na celu ograniczenie pylenia i strat lotnych sk adników zestawu poprzez szybkie nadtopienie jego warstw powierzchniowych. Po 3 ÷ 4 takich przerwach piec uruchamia si ju na sta e, z szybko ci 0,3 ÷ 0,5 obr/min. Obroty pieca reguluje si tak, aby podnoszony w gór na wymurówce stop, cieka w dó w postaci cienkich stru ek (rys. 8.51), powoduj c jego ujednorodnienie.
Topienie wsadu nast puje szybko, dzi ki du ej powierzchni jego kontaktu z p omieniem. Wytop jednej szar y, w za- le no ci od rodzaju wsadu i pojemno ci pieca, trwa od 1 ÷ 3 godzin (emalie) do 3 ÷ 8 godzin (szkliwa). Po próbie jednorodno ci stopu (wyci gni ta nitka powinna by b yszcz ca, równa, bez w ze ków), piec ustawia si otworem w dó tak, aby stopniowo wyla stop do zbiornika z wod , umieszczonego pod piecem. Po spu cie otwór zamyka si i ponownie nagrzewa piec do temperatury roboczej.
Rys. 8.51. Schemat etapów wytapiania emalii w piecu b bnowym: 1 – po zasypaniu, 2 – po
obrocie o 90°, 3 – po obrocie o 90°, 4 – przy obrotach ci g ych Wy o enie ogniotrwa e pieców b bnowych pracuje w trudnych warunkach.
Oprócz obci e mechanicznych, charakterystycznych dla pieców obrotowych i zmian temperatury, wynikaj cych z cykliczno ci pracy, poddane jest intensywnemu oddzia ywaniu korozyjnemu przez sk adniki topionych zestawów (i sam stop), a zw aszcza alkaliów, zwi zków fluoru, boru i manganu. Szczególnie intensywna korozja wyst puje przy wytapianiu emalii majolikowych. Stop oddzia owuje te erozyjnie na wy o enie. Dla spowolnienia procesów korozyjnego zu ywania si wy o e , stosuje si tzw. glazurowanie. Polega ono na tym, e w ka dym piecu z nowym wy o eniem stapia si najpierw porcj uprzednio ju przetopionego, drobno mielonego szkliwa lub emalii. Na wy o eniu tworzy si wtedy warstewka szklistej glazury, spe niaj cej rol warstwy ochronnej.
Zu ywanie si wymurówek zawsze jest najsilniejsze w rejonie spoin, st d ich grubo powinna by jak najmniejsza, poni ej 1 mm. Ponadto, dla wymurowywania b bnów stosuje si kszta tki tzw. radialne, uprzednio dopasowywane na sucho i cz sto
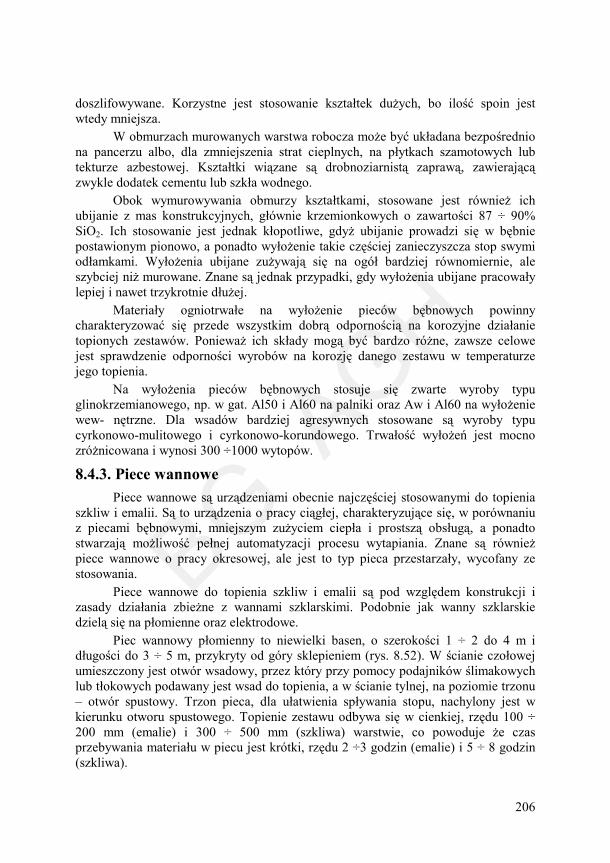
�������
206
doszlifowywane. Korzystne jest stosowanie kszta tek du ych, bo ilo spoin jest wtedy mniejsza. W obmurzach murowanych warstwa robocza mo e by uk adana bezpo rednio na pancerzu albo, dla zmniejszenia strat cieplnych, na p ytkach szamotowych lub tekturze azbestowej. Kszta tki wi zane s drobnoziarnist zapraw , zawieraj c zwykle dodatek cementu lub szk a wodnego. Obok wymurowywania obmurzy kszta tkami, stosowane jest równie ich ubijanie z mas konstrukcyjnych, g ównie krzemionkowych o zawarto ci 87 ÷ 90% SiO2. Ich stosowanie jest jednak k opotliwe, gdy ubijanie prowadzi si w b bnie postawionym pionowo, a ponadto wy o enie takie cz ciej zanieczyszcza stop swymi od amkami. Wy o enia ubijane zu ywaj si na ogó bardziej równomiernie, ale szybciej ni murowane. Znane s jednak przypadki, gdy wy o enia ubijane pracowa y lepiej i nawet trzykrotnie d u ej. Materia y ogniotrwa e na wy o enie pieców b bnowych powinny charakteryzowa si przede wszystkim dobr odporno ci na korozyjne dzia anie topionych zestawów. Poniewa ich sk ady mog by bardzo ró ne, zawsze celowe jest sprawdzenie odporno ci wyrobów na korozj danego zestawu w temperaturze jego topienia. Na wy o enia pieców b bnowych stosuje si zwarte wyroby typu glinokrzemianowego, np. w gat. Al50 i Al60 na palniki oraz Aw i Al60 na wy o enie wew- n trzne. Dla wsadów bardziej agresywnych stosowane s wyroby typu cyrkonowo-mulitowego i cyrkonowo-korundowego. Trwa o wy o e jest mocno zró nicowana i wynosi 300 ÷1000 wytopów.
8.4.3. Piece wannowe
Piece wannowe s urz dzeniami obecnie najcz ciej stosowanymi do topienia szkliw i emalii. S to urz dzenia o pracy ci g ej, charakteryzuj ce si , w porównaniu z piecami b bnowymi, mniejszym zu yciem ciep a i prostsz obs ug , a ponadto stwarzaj mo liwo pe nej automatyzacji procesu wytapiania. Znane s równie piece wannowe o pracy okresowej, ale jest to typ pieca przestarza y, wycofany ze stosowania. Piece wannowe do topienia szkliw i emalii s pod wzgl dem konstrukcji i zasady dzia ania zbie ne z wannami szklarskimi. Podobnie jak wanny szklarskie dziel si na p omienne oraz elektrodowe. Piec wannowy p omienny to niewielki basen, o szeroko ci 1 ÷ 2 do 4 m i d ugo ci do 3 ÷ 5 m, przykryty od góry sklepieniem (rys. 8.52). W cianie czo owej umieszczony jest otwór wsadowy, przez który przy pomocy podajników limakowych lub t okowych podawany jest wsad do topienia, a w cianie tylnej, na poziomie trzonu – otwór spustowy. Trzon pieca, dla u atwienia sp ywania stopu, nachylony jest w kierunku otworu spustowego. Topienie zestawu odbywa si w cienkiej, rz du 100 ÷ 200 mm (emalie) i 300 ÷ 500 mm (szkliwa) warstwie, co powoduje e czas przebywania materia u w piecu jest krótki, rz du 2 ÷3 godzin (emalie) i 5 ÷ 8 godzin (szkliwa).
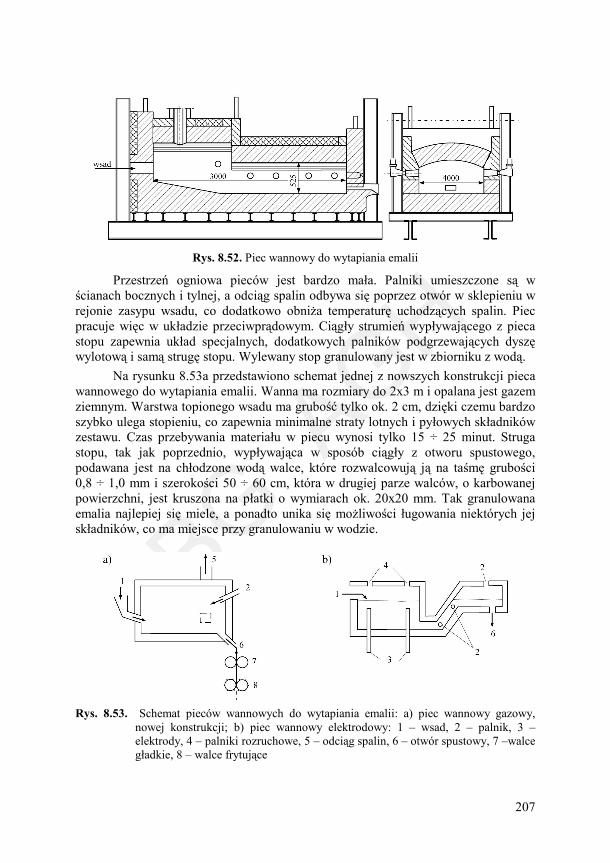
�������
207
Rys. 8.52. Piec wannowy do wytapiania emalii
Przestrze ogniowa pieców jest bardzo ma a. Palniki umieszczone s w cianach bocznych i tylnej, a odci g spalin odbywa si poprzez otwór w sklepieniu w
rejonie zasypu wsadu, co dodatkowo obni a temperatur uchodz cych spalin. Piec pracuje wi c w uk adzie przeciwpr dowym. Ci g y strumie wyp ywaj cego z pieca stopu zapewnia uk ad specjalnych, dodatkowych palników podgrzewaj cych dysz wylotow i sam strug stopu. Wylewany stop granulowany jest w zbiorniku z wod . Na rysunku 8.53a przedstawiono schemat jednej z nowszych konstrukcji pieca wannowego do wytapiania emalii. Wanna ma rozmiary do 2x3 m i opalana jest gazem ziemnym. Warstwa topionego wsadu ma grubo tylko ok. 2 cm, dzi ki czemu bardzo szybko ulega stopieniu, co zapewnia minimalne straty lotnych i py owych sk adników zestawu. Czas przebywania materia u w piecu wynosi tylko 15 ÷ 25 minut. Struga stopu, tak jak poprzednio, wyp ywaj ca w sposób ci g y z otworu spustowego, podawana jest na ch odzone wod walce, które rozwalcowuj j na ta m grubo ci 0,8 ÷ 1,0 mm i szeroko ci 50 ÷ 60 cm, która w drugiej parze walców, o karbowanej powierzchni, jest kruszona na p atki o wymiarach ok. 20x20 mm. Tak granulowana emalia najlepiej si miele, a ponadto unika si mo liwo ci ugowania niektórych jej sk adników, co ma miejsce przy granulowaniu w wodzie.
Rys. 8.53. Schemat pieców wannowych do wytapiania emalii: a) piec wannowy gazowy,
nowej konstrukcji; b) piec wannowy elektrodowy: 1 – wsad, 2 – palnik, 3 – elektrody, 4 – palniki rozruchowe, 5 – odci g spalin, 6 – otwór spustowy, 7 –walce g adkie, 8 – walce frytuj ce
�������
208
Piece elektrodowe to najcz ciej prostok tne baseny o g boko ci 500 ÷700 mm i powierzchni uzale nionej od wymaganej wydajno ci i usytuowania elektrod. Przestrze gazowa nad lustrem przeznaczona jest tylko dla u atwienia remontów, st d jej wysoko jest rz du 300 ÷ 400 mm. Schemat takiego pieca przedstawia rysunek 8.53b. Piec wyposa ony jest w elektrody platynowe, molibdenowe (najcz ciej), grafitowe lub stalowe (emalie gruntowe), usytuowane jako przelotowe, denne lub przy cienne. Dla rozgrzania pieca i stopienia pierwszej porcji wsadu uprzednio ju przetopionego, stosuje si palniki rozruchowe, wprowadzane przez sklepienie lub elektrody z SiC. Dopiero wtedy wprowadza si wsad w a ciwy. Zasada dzia ania tych pieców jest taka sama jak i elektrodowych pieców szklarskich. Piece te zapewniaj uzyskiwanie bardzo czystych (brak spalin) i jednorodnych (mieszanie pr dami konwekcyjnymi) stopów i jednocze nie najmniejsze ubytki lotnych sk adników zestawów. W tablicy 8.6 przedstawiono porównanie wska ników eksploatacyjnych wszystkich trzech, przedstawionych rodzajów pieców. Warunki pracy pieców wannowych do topienia szkliw i emalii s bardzo podobne do warunków pracy wanien szklarskich. Podobne s te ich wy o enia.
ciany basenu stykaj ce si ze stopem wymurowywane s prostkami, lub lepiej, blokami szamotowymi lub wysokoglinowymi w gat. Aw, Al50, Al60, AlS60, albo te blokami topionymi: korundowymi i korundowo-cyrkonowymi. ciany nad lustrem i sklepienie murowane s wyrobami szamotowymi lub krzemionkowymi. Dla ograniczenia strat cieplnych obmurza tych pieców posiadaj jeszcze zwykle warstwy wewn trzne: szamotow w gat. C i izolacyjn w gat. LSi-13 lub L10. Trwa o wymurówek pieców wannowych si ga 14–15 miesi cy
Tablica 8.6. Wska niki eksploatacyjne pieców do wytapiania emalii
typ pieca Charakterystyka b bnowy wannowy elektrodowy
rodzaj paliwa gazowe ciek e gazowe ciek e wydajno wsadu, t/24h 1 ÷ 8 8 ÷ 15 3 ÷ >30 wydajno dobowa topienia, t/m2 ·24h
szar a 600 kg 5.5 ok. 3
prod. w kampanii, t 360 3000 3150÷ 3350 zu ycie paliwa, m3 (kg, kWh)/kg
0,65÷0,85 0,25÷0,33
0,45÷ 0,60 0,18 ÷ 0,23 1,1
zu ycie ciep a, MJ/kg 10 ÷ 13 7 ÷ 10 ok. 4 straty zw. fluoru, % 35 ÷ 50 35 ÷ 50 <15 straty py owe, % 5 5 1,5