Embed Size (px)
Citation preview
หนวยท 9 การวเคราะหการปฏบตงานและการศกษาเวลาในการทางาน ตอนท 9.1 การวเคราะหการปฏบตงาน การวเคราะหการปฏบตงาน ถอเปนขนตอนทสาคญมากขนตอนหนง สาหรบการบรหารการจดการ และ ปรบปรงกระบวนการทางาน โดยทวไปแลวการวเคราะหปฏบตงานสามารถทาไดกบงานทก ๆ ชนด ตงแตกระบวนการผลต งานบรการและงานเอกสารตาง ๆ จดประสงคของการวเคราะห การปฏบตงาน กเพอเขาใจภาพรวมของการทางานนน ๆ ตลอดตงแตตนจนจบงาน ทงในสวนของวธของทางาน วตถดบ เครองมอ อปกรณและเอกสารทเกยวของ เพอนามาวเคราะหถงจดดอย และทาการปรบปรงงานใหดขนตอไป ขอมลทไดจากการวเคราะหการปฏบตงานจะทาใหสามารถนาไปสความเขาใจในขนตอนการทางานโดยละเอยด อาทเชน จดประสงคของการทางานอปกรณและเครองมอทจาเปน วตถดบและวสดตาง ๆ ทเกยวของ ของเสยทเกดขน รวมไปถงเวลาทใชในการทางานและเวลาทไมกอใหเกดงาน เปนตน ซงขอมลเหลานถอเปนขอมลพนฐานทจาเปนสาหรบวางแผนการทางาน การบรหารจดการงาน และปรบปรงแกไขงานเพอใหมประสทธภาพดขน เรองท 9.1.1 แผนภมสาหรบการวเคราะหกระบวนการทางาน เนองจากการวเคราะหการปฏบตงานนนมงหนาทจะทาใหเกดความเขาใจในการทางานโดยละเอย ดงนนเพอใหงายตอความเขาใจจงมการจาลองการทางานตงแตตนจนจบผานทางแผนภมลกษณะตาง ๆ ดงตอไปน
1. แผนภมกระบวนการดาเนนงาน (Operation process chart) 2. แผนภมกระบวนการไหล (Flow process chart) 3. แผนภมการเคลอน (Flow diagram)
โดยแตละแผนภมกวตถประสงคแตกตางกน ดงตอไปน 1. แผนภมกระบวนการดาเนนงาน (Operation process chart) แผนภมกระบวนการดาเนนงานจะแสดงถงกระบวนการทางานทงหมดโดยการบนทกตามลาดบขนตอนการทางานทเกดขนรวมไปถง เวลาทใชในการทาแตละขนตอน วสดดบและเครองมอทใช แผนภมกระบวนการดาเนนงานมกจะถกใชเพอเปนแผนถมทสรางความเขาใจในการดาเนนงานทมอยเดม กอนทจะมการแกไขปรบปรงการทางาน เมอมการแกไขปรบปรงการทางานแลวกจะมการสราง
1
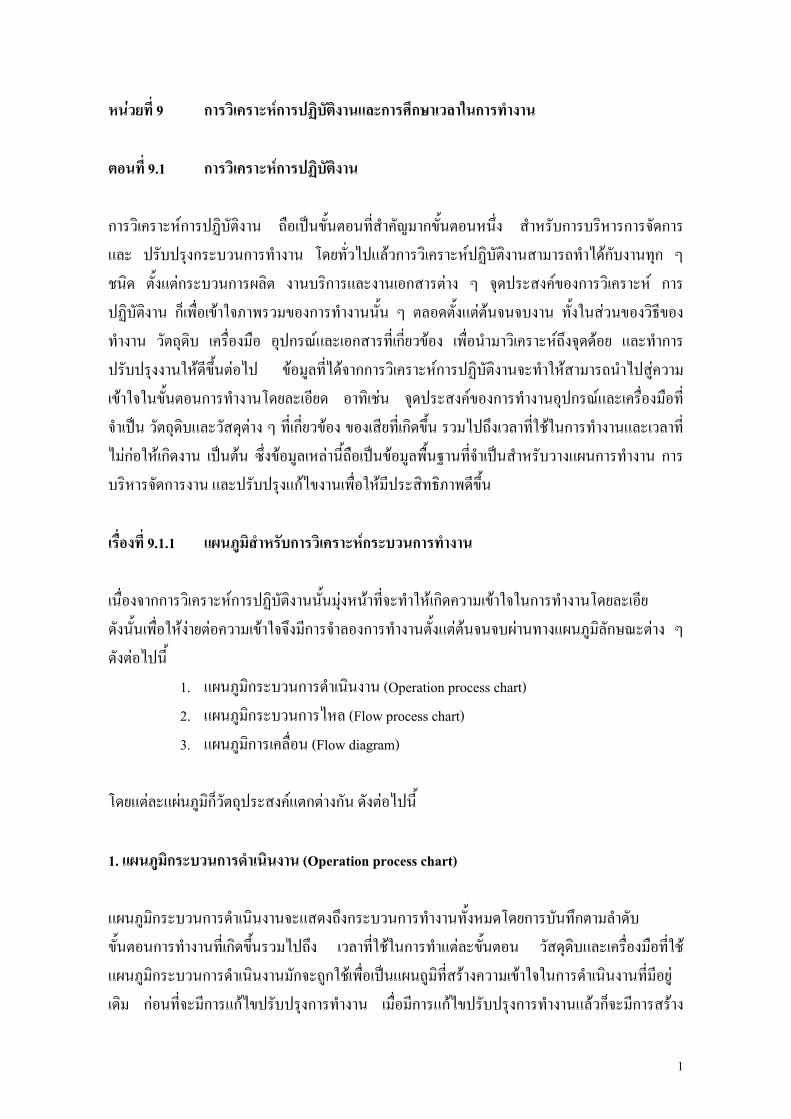
สญลกษณของแผนภมกระบวนการดาเนนงาน
1. วงกลมขนาดเสนผานศนยกลาง3/8 นว แสดงถง การปฏบตงาน 2. รปสเหลยมจตรสทมความยาวดานละ 3/8 นว แสดงถง การตรวจสอบงาน การตรวจสอบ
คณภาพชนงาน 3. เสนแนวตงและแนวนอน แสดงถงเสนทางในการปอนวสดเพอปฏบตงาน
ภาพท 1 แผนภมการดาเนนงานแสดงการประกอบบานหนาตางมงลวด
2

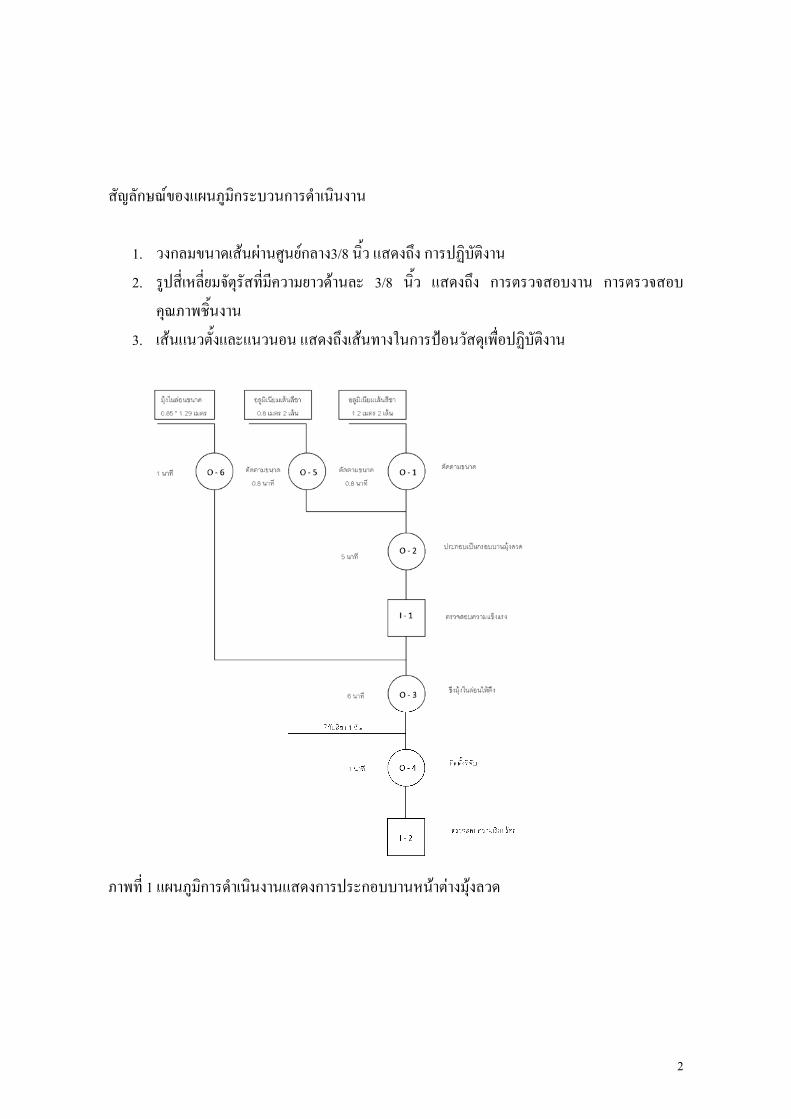
2. แผนภมกระบวนการไหล (Flow process chart) แผนภมชนดนเนนทการแสดงถงกจกรรมตาง ๆ ทเกดขนในระหวางการทางาน ไดแก การทางาน การขนถาย การตรวจสอบ การรอ และการเกบคงคลง โดยจะแสดงเวลาและระยะทางทเกยวของกบแตละกจกรรมดงกลาวดวย ชนดของแผนภมกระบวนการไหล
1. แผนภมกระบวนการไหลของผลตภณฑ(Product flow process chart) จะแสดงถงกจกรรมตางๆ ทเกยวของกบการเคลอนทของวสด หรอผลตภณฑ
2. แผนภมกระบวนการไหลของกระบวนการทางาน(Operative flow process chart) เปนแผนภม
กระบวนการไหลทบนทกการทางานและลาดบขนตอนในการทางานของคนงานในการทางานตาง ๆ
สญลกษณของแผนภมกระบวนการดาเนนงานม 5 ชนด ไดแก วงกลม ลกศร สเหลยมจตรส สญลกษณ “D” และสามเหลยมกลบหว ดงแสดงในตารางท 1 ตารางท 1 สญลกษณของแผนภมกระบวนการดาเนนงาน สญลกษณ ความหมาย การปฏบตงาน
การเครอนท
การตรวจสอบงาน การตรวจสอบคณภาพชนงาน
การรอ
การเกบคงคลง
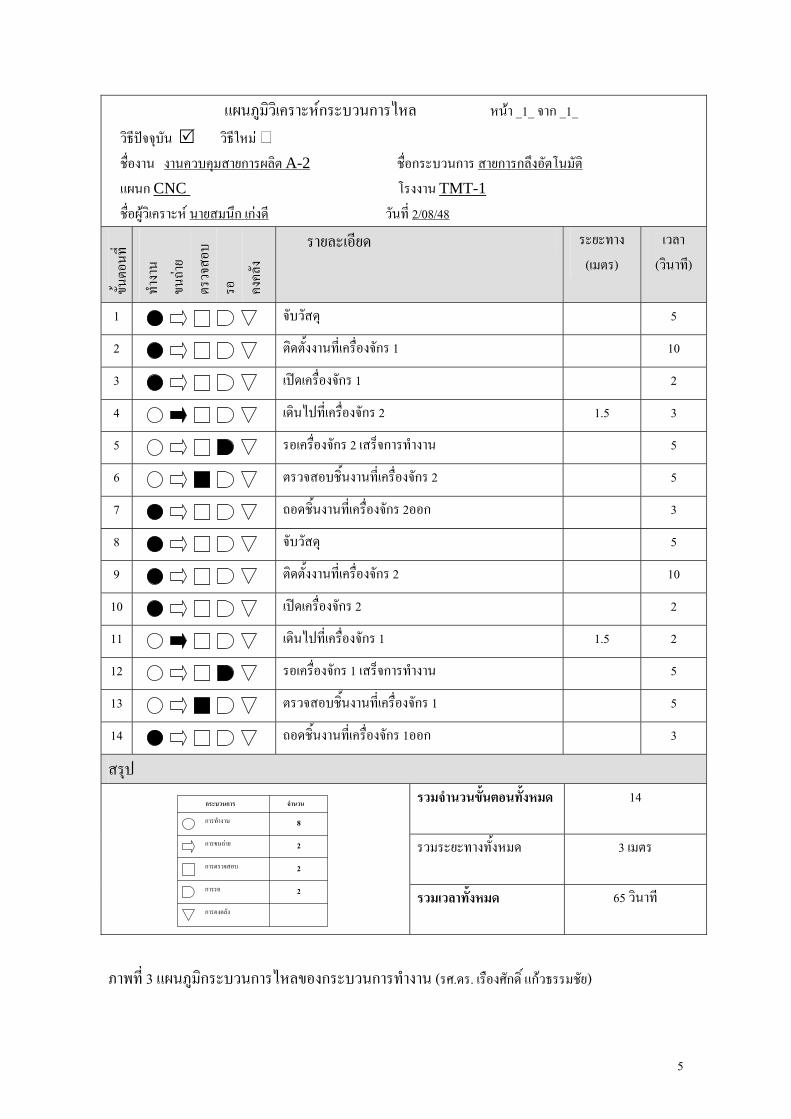
ภาพท 2 แสดงตวอยางของแผนภมกระบวนการไหล ภาพท 3 แสดงตวอยางแผนภมกระบวนการไหลของกระบวนการทางานของงานควบคมการเครองกลงอตโนมต เนองจากขอมลทไดจากแผนภม
3
แผนภมวเคราะหกระบวนการไหล หนา ___ จาก ___ 0
วธปจจบน วธใหม ชองาน ______________________________ ชอกระบวนการ __________________________ แผนก _______________________________ โรงงาน _______________________________ ชอผวเคราะห __________________________ วนท _________________________________
ขนตอ
นท
ทางาน
ขนถาย
ตรวจสอ
บ รอ
คงคล
ง
รายละเอยด ระยะทาง (เมตร)
เวลา (วนาท)
สรป รวมจานวนขนตอนทงหมด
รวมระยะทางทงหมด
กระบวนการ จานวน
การทางาน
การขนถาย
การตรวจสอบ
การรอ
การคงคลง
รวมเวลาทงหมด
ภาพท 2 แผนภมกระบวนการไหล (รศ.ดร. เรองศกด แกวธรรมชย)
4
1แผนภมวเคราะหกระบวนการไหล หนา _1_ จาก _1_ วธปจจบน วธใหม ชองาน งานควบคมสายการผลต A-2 ชอกระบวนการ สายการกลงอตโนมต แผนก CNC โรงงาน TMT-1 ชอผวเคราะห นายสมนก เกงด วนท 2/08/48
ขนตอ
นท
ทางาน
ขนถาย
ตรวจสอ
บ รอ
คงคล
ง รายละเอยด ระยะทาง
(เมตร) เวลา
(วนาท)
1 จบวสด 5
2
ตดตงงานทเครองจกร 1 10
3
เปดเครองจกร 1 2
4
เดนไปทเครองจกร 2 1.5 3
5
รอเครองจกร 2 เสรจการทางาน 5
6
ตรวจสอบชนงานทเครองจกร 2 5
7
ถอดชนงานทเครองจกร 2ออก 3
8
จบวสด 5
9
ตดตงงานทเครองจกร 2 10
10
เปดเครองจกร 2 2
11
เดนไปทเครองจกร 1 1.5 2
12
รอเครองจกร 1 เสรจการทางาน 5
13
ตรวจสอบชนงานทเครองจกร 1 5
14
3 ถอดชนงานทเครองจกร 1ออก
สรป 14 รวมจานวนขนตอนทงหมด
รวมระยะทางทงหมด 3 เมตร
กระบวนการ จานวน
การทางาน
การขนถาย
การตรวจสอบ
การรอ
การคงคลง
8
2
2
2
รวมเวลาทงหมด 65 วนาท
ภาพท 3 แผนภมกระบวนการไหลของกระบวนการทางาน (รศ.ดร. เรองศกด แกวธรรมชย)
5
3. แผนภมการเคลอนท (Flow diagram)
ผนภมการเคลอนทจะแสดงถงการเคลอนยายของงานและคนงานในระหวางการทางานโดยแสดงถทา
นท ทขผนภม
องท 9.1.2 แผนภมสาหรบการวเคราะหการทางานของคน
1. แผนภมพนกงาน-เครองจกร (Man-machine chart) art)
. แผนภมพนกงาน-เครองจกร (Man-machine chart)
ผนภมนจะแสดงถงความสมพนธของการทางานของพนกงานและเครองจกรในหนงรอบการทางาน ะ
ง
แเสนทางและระยะทางเปรยบเทยบกบพนทในการทางานจรง การสรางแผนภมการเคลอนท สามารไดโดยใชแผนผงทตรงตามมาตราสวนของโรงงาน หรอสถานทปฏบตงาน และทาการบงชทกๆตาแหนงของกจกรรมในการทางาน แสดงเส างและทศทางการเคลอน องวสดและกจกรรมระหวางการทางาน การใชงานของแ การเคลอนท มกจะใชรวมกบแผนภมกระบวนการไหล เพอตรวจตราและศกษาเสนทางการเคลอนทของงานททาใหเกดความลาชาเชน จดวกฤตหรอจดคอขวด(Bottleneck) โดยจะนาไปสการปรบปรงวธการทางาน ปรบปรงอปกรณการเคลอนยาย รวมถงพฒนาและออกแบบผงโรงงาน เร
2. แผนภมมอซาย-มอขวา (Left hand-right hand chart)3. แผนภมกระบวนการผลตแบบกลม (Gang process ch
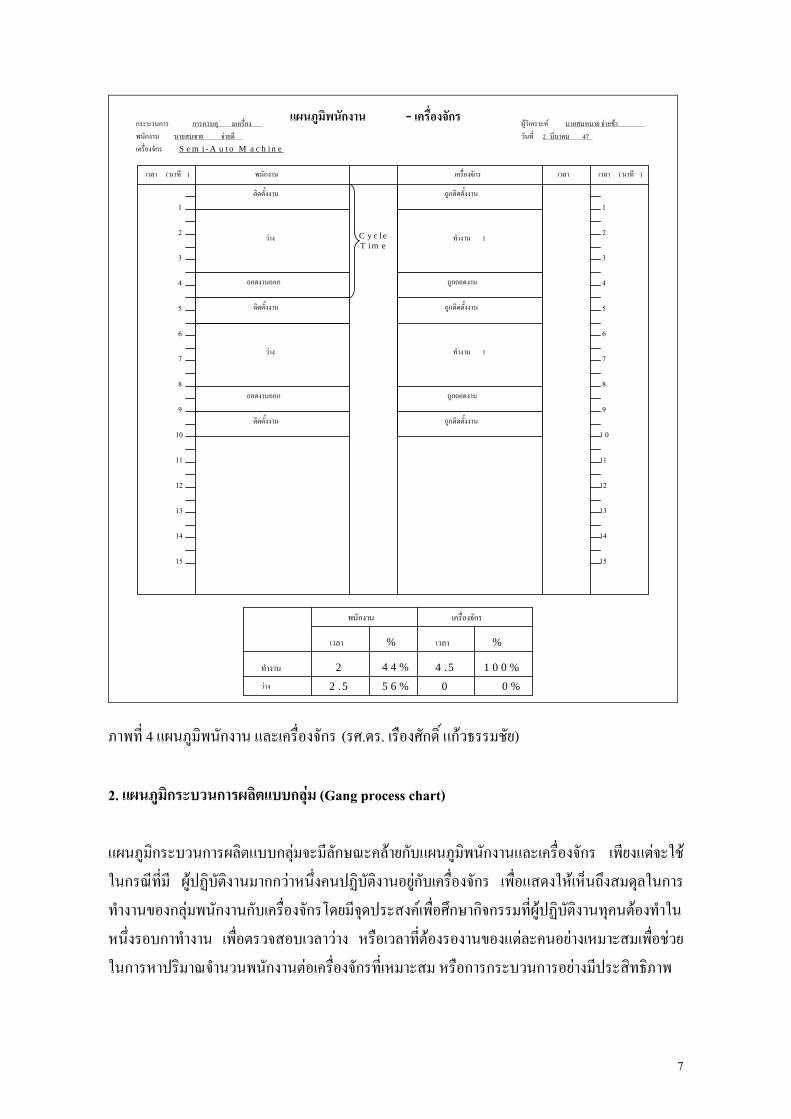
1 แ(cycle time) ขอมลทไดจากแผนภมพนกงาน และเครองจกรสามารถนามาตดสนใจในการจดการ แลสามารถมอบหมายปรมาณงานทเหมาะสมใหแกคนงาน เพอลดเวลาวางของทงพนกงานและเครองจกรทาใหความสมดลในวงจรการทางานดขนและประสทธภาพการทางานของคนและเครองจกรเพมขน ภาพท 4 แสดงตวอยางแผนภมพนกงาน-เครองจกรของการควบคมเครองจกรอตโนมตซงแสดงถความสมพนธระหวางพนกงานและเครองจกรทเวลาตางๆในหนงรอบการทางาน
6
พนกงาน นายสมชาย จายด เครองจกร S e m i - A u t o M a c h i n e
ผวเคราะห นายสมหมาย จายชา กระบวนการ การควบค มเครอง แผนภมพนกงาน - เครองจกร
วนท 2 มนาคม 47
เวลา (นาท ) เวลา (นาท ) พนกงาน เครองจกร เวลา
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
ทางาน วาง
พนกงาน เครองจกร
เวลา % % เวลา
9
10
11
12
13
14
15
9
1 0
11
12
13
14
15
ตดตงงาน ถกตดตงงาน
วาง
ทางาน 1
ถอดงานออก
ถกตดตงงาน
วาง
ทางาน 1
ตดตงงาน
ถกถอดงาน
ถอดงานออก
ตดตงงาน
ถกถอดงาน
ถกตดตงงาน
C y c l e T i m e
2
2 . 5
4 . 5
0
1 0 0 %
0 %
4 4 %
5 6 %
ภาพท 4 แผนภมพนกงาน และเครองจกร (รศ.ดร. เรองศกด แกวธรรมชย) 2. แผนภมกระบวนการผลตแบบกลม (Gang process chart) แผนภมกระบวนการผลตแบบกลมจะมลกษณะคลายกบแผนภมพนกงานและเครองจกร เพยงแตจะใชในกรณทม ผปฏบตงานมากกวาหนงคนปฏบตงานอยกบเครองจกร เพอแสดงใหเหนถงสมดลในการทางานของกลมพนกงานกบเครองจกรโดยมจดประสงคเพอศกษากจกรรมทผปฏบตงานทคนตองทาในหนงรอบกาทางาน เพอตรวจสอบเวลาวาง หรอเวลาทตองรองานของแตละคนอยางเหมาะสมเพอชวยในการหาปรมาณจานวนพนกงานตอเครองจกรทเหมาะสม หรอการกระบวนการอยางมประสทธภาพ
7
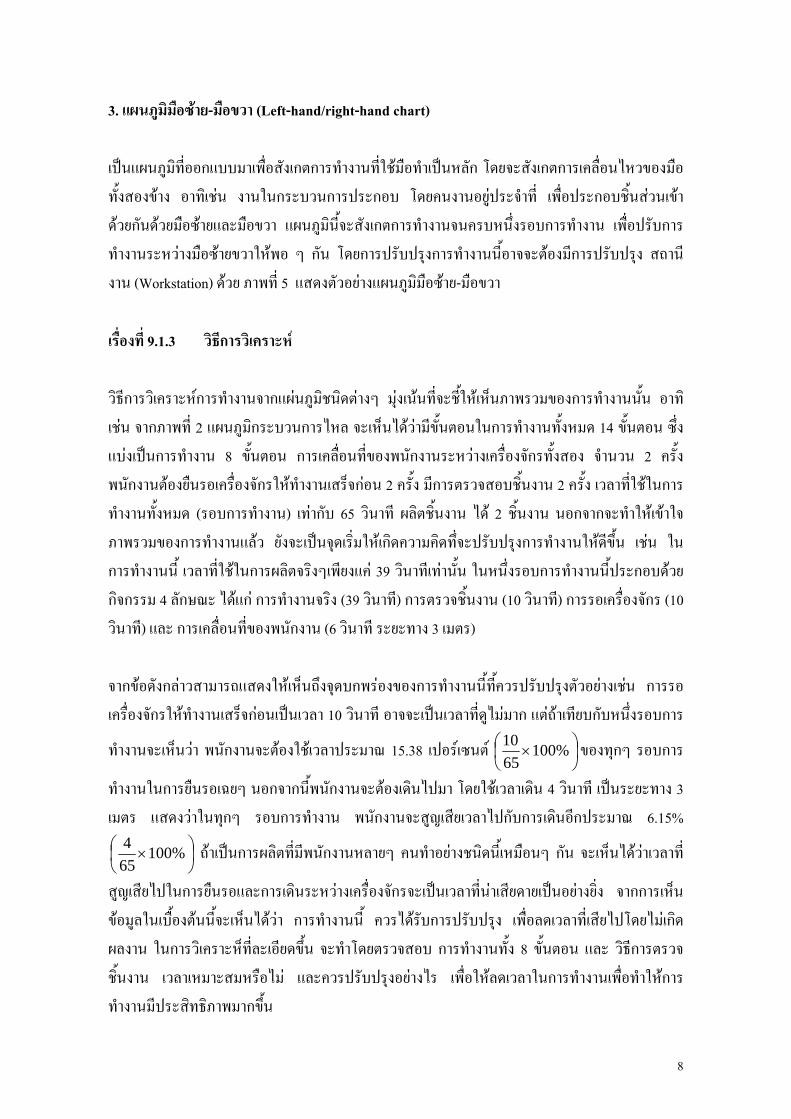
3. แผนภมมอซาย-มอขวา (Left-hand/right-hand chart) เปนแผนภมทออกแบบมาเพอสงเกตการทางานทใชมอทาเปนหลก โดยจะสงเกตการเคลอนไหวของมอทงสองขาง อาทเชน งานในกระบวนการประกอบ โดยคนงานอยประจาท เพอประกอบชนสวนเขาดวยกนดวยมอซายและมอขวา แผนภมนจะสงเกตการทางานจนครบหนงรอบการทางาน เพอปรบการทางานระหวางมอซายขวาใหพอ ๆ กน โดยการปรบปรงการทางานนอาจจะตองมการปรบปรง สถานงาน (Workstation) ดวย ภาพท 5 แสดงตวอยางแผนภมมอซาย-มอขวา เรองท 9.1.3 วธการวเคราะห วธการวเคราะหการทางานจากแผนภมชนดตางๆ มงเนนทจะชใหเหนภาพรวมของการทางานนน อาทเชน จากภาพท 2 แผนภมกระบวนการไหล จะเหนไดวามขนตอนในการทางานทงหมด 14 ขนตอน ซงแบงเปนการทางาน 8 ขนตอน การเคลอนทของพนกงานระหวางเครองจกรทงสอง จานวน 2 ครง พนกงานตองยนรอเครองจกรใหทางานเสรจกอน 2 ครง มการตรวจสอบชนงาน 2 ครง เวลาทใชในการทางานทงหมด (รอบการทางาน) เทากบ 65 วนาท ผลตชนงาน ได 2 ชนงาน นอกจากจะทาใหเขาใจภาพรวมของการทางานแลว ยงจะเปนจดเรมใหเกดความคดทจะปรบปรงการทางานใหดขน เชน ในการทางานน เวลาทใชในการผลตจรงๆเพยงแค 39 วนาทเทานน ในหนงรอบการทางานนประกอบดวยกจกรรม 4 ลกษณะ ไดแก การทางานจรง (39 วนาท) การตรวจชนงาน (10 วนาท) การรอเครองจกร (10 วนาท) และ การเคลอนทของพนกงาน (6 วนาท ระยะทาง 3 เมตร) จากขอดงกลาวสามารถแสดงใหเหนถงจดบกพรองของการทางานนทควรปรบปรงตวอยางเชน การรอเครองจกรใหทางานเสรจกอนเปนเวลา 10 วนาท อาจจะเปนเวลาทดไมมาก แตถาเทยบกบหนงรอบการ
ทางานจะเหนวา พนกงานจะตองใชเวลาประมาณ 15.38 เปอรเซนต ของทกๆ รอบการ
ทางานในการยนรอเฉยๆ นอกจากนพนกงานจะตองเดนไปมา โดยใชเวลาเดน 4 วนาท เปนระยะทาง 3 เมตร แสดงวาในทกๆ รอบการทางาน พนกงานจะสญเสยเวลาไปกบการเดนอกประมาณ 6.15%
ถาเปนการผลตทมพนกงานหลายๆ คนทาอยางชนดนเหมอนๆ กน จะเหนไดวาเวลาท
สญเสยไปในการยนรอและการเดนระหวางเครองจกรจะเปนเวลาทนาเสยดายเปนอยางยง จากการเหนขอมลในเบองตนนจะเหนไดวา การทางานน ควรไดรบการปรบปรง เพอลดเวลาทเสยไปโดยไมเกดผลงาน ในการวเคราะหทละเอยดขน จะทาโดยตรวจสอบ การทางานทง 8 ขนตอน และ วธการตรวจชนงาน เวลาเหมาะสมหรอไม และควรปรบปรงอยางไร เพอใหลดเวลาในการทางานเพอทาใหการทางานมประสทธภาพมากขน
⎟⎠⎞
⎜⎝⎛ × %100
6510
⎟⎠⎞
⎜⎝⎛ × %100
654
8
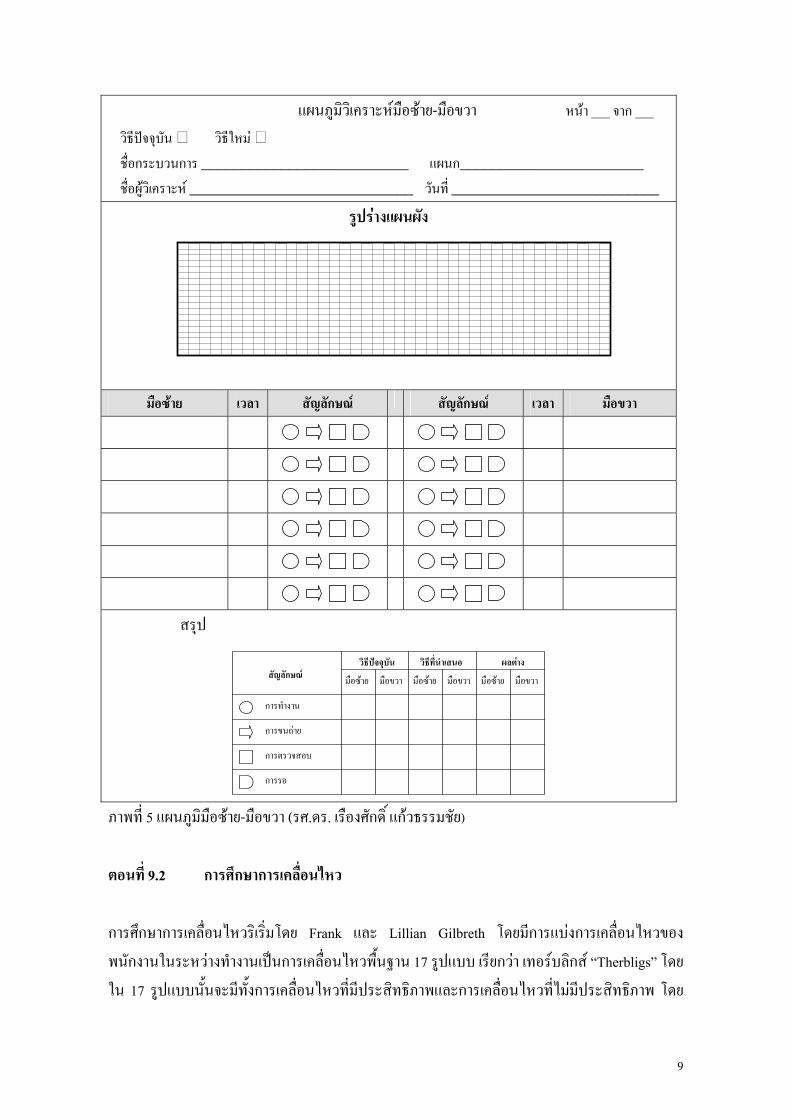
2แผนภมวเคราะหมอซาย-มอขวา หนา ___ จาก ___ วธปจจบน วธใหม ชอกระบวนการ __________________________ แผนก_______________________ ชอผวเคราะห ____________________________ วนท __________________________
รปรางแผนผง
มอซาย เวลา สญลกษณ สญลกษณ เวลา มอขวา
สรป
สญลกษณ วธปจจบน
การทางาน
การขนถาย
การตรวจสอบ
การรอ
มอซาย มอขวา
วธทนาเสนอ ผลตาง มอซาย มอซายมอขวา มอขวา
ภาพท 5 แผนภมมอซาย-มอขวา (รศ.ดร. เรองศกด แกวธรรมชย) ตอนท 9.2 การศกษาการเคลอนไหว การศกษาการเคลอนไหวรเรมโดย Frank และ Lillian Gilbreth โดยมการแบงการเคลอนไหวของพนกงานในระหวางทางานเปนการเคลอนไหวพนฐาน 17 รปแบบ เรยกวา เทอรบลกส “Therbligs” โดยใน 17 รปแบบนนจะมทงการเคลอนไหวทมประสทธภาพและการเคลอนไหวทไมมประสทธภาพ โดย
9
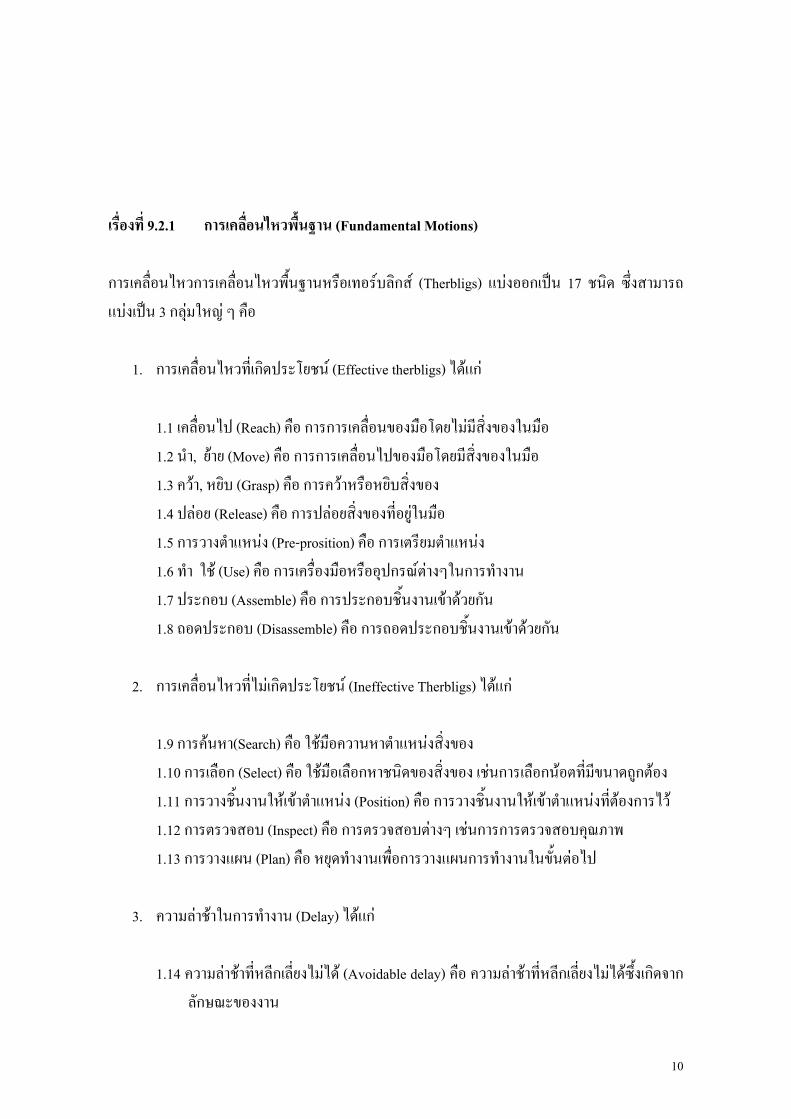
เรองท 9.2.1 การเคลอนไหวพนฐาน (Fundamental Motions) การเคลอนไหวการเคลอนไหวพนฐานหรอเทอรบลกส (Therbligs) แบงออกเปน 17 ชนด ซงสามารถแบงเปน 3 กลมใหญ ๆ คอ
1. การเคลอนไหวทเกดประโยชน (Effective therbligs) ไดแก
1.1 เคลอนไป (Reach) คอ การการเคลอนของมอโดยไมมสงของในมอ 1.2 นา, ยาย (Move) คอ การการเคลอนไปของมอโดยมสงของในมอ 1.3 ควา, หยบ (Grasp) คอ การควาหรอหยบสงของ 1.4 ปลอย (Release) คอ การปลอยสงของทอยในมอ 1.5 การวางตาแหนง (Pre-prosition) คอ การเตรยมตาแหนง 1.6 ทา ใช (Use) คอ การเครองมอหรออปกรณตางๆในการทางาน 1.7 ประกอบ (Assemble) คอ การประกอบชนงานเขาดวยกน 1.8 ถอดประกอบ (Disassemble) คอ การถอดประกอบชนงานเขาดวยกน
2. การเคลอนไหวทไมเกดประโยชน (Ineffective Therbligs) ไดแก
1.9 การคนหา(Search) คอ ใชมอควานหาตาแหนงสงของ 1.10 การเลอก (Select) คอ ใชมอเลอกหาชนดของสงของ เชนการเลอกนอตทมขนาดถกตอง 1.11 การวางชนงานใหเขาตาแหนง (Position) คอ การวางชนงานใหเขาตาแหนงทตองการไว 1.12 การตรวจสอบ (Inspect) คอ การตรวจสอบตางๆ เชนการการตรวจสอบคณภาพ 1.13 การวางแผน (Plan) คอ หยดทางานเพอการวางแผนการทางานในขนตอไป
3. ความลาชาในการทางาน (Delay) ไดแก
1.14 ความลาชาทหลกเลยงไมได (Avoidable delay) คอ ความลาชาทหลกเลยงไมไดซงเกดจากลกษณะของงาน
10
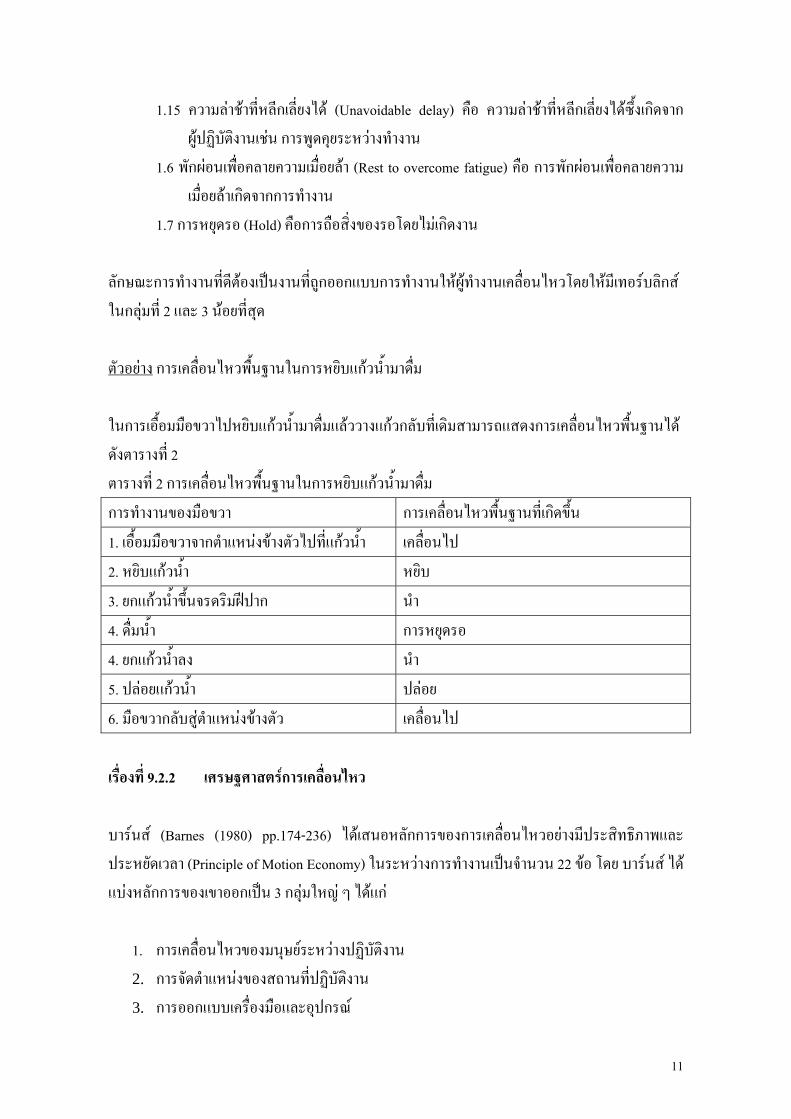
1.15 ความลาชาทหลกเลยงได (Unavoidable delay) คอ ความลาชาทหลกเลยงไดซงเกดจากผปฏบตงานเชน การพดคยระหวางทางาน
1.6 พกผอนเพอคลายความเมอยลา (Rest to overcome fatigue) คอ การพกผอนเพอคลายความเมอยลาเกดจากการทางาน
1.7 การหยดรอ (Hold) คอการถอสงของรอโดยไมเกดงาน ลกษณะการทางานทดตองเปนงานทถกออกแบบการทางานใหผทางานเคลอนไหวโดยใหมเทอรบลกสในกลมท 2 และ 3 นอยทสด ตวอยาง การเคลอนไหวพนฐานในการหยบแกวนามาดม ในการเออมมอขวาไปหยบแกวนามาดมแลววางแกวกลบทเดมสามารถแสดงการเคลอนไหวพนฐานไดดงตารางท 2 ตารางท 2 การเคลอนไหวพนฐานในการหยบแกวนามาดม การทางานของมอขวา การเคลอนไหวพนฐานทเกดขน 1. เออมมอขวาจากตาแหนงขางตวไปทแกวนา เคลอนไป 2. หยบแกวนา หยบ 3. ยกแกวนาขนจรดรมฝปาก นา 4. ดมนา การหยดรอ 4. ยกแกวนาลง นา 5. ปลอยแกวนา ปลอย 6. มอขวากลบสตาแหนงขางตว เคลอนไป เรองท 9.2.2 เศรษฐศาสตรการเคลอนไหว บารนส (Barnes (1980) pp.174-236) ไดเสนอหลกการของการเคลอนไหวอยางมประสทธภาพและประหยดเวลา (Principle of Motion Economy) ในระหวางการทางานเปนจานวน 22 ขอ โดย บารนส ไดแบงหลกการของเขาออกเปน 3 กลมใหญ ๆ ไดแก
1. การเคลอนไหวของมนษยระหวางปฏบตงาน การจดตาแหนงของสถานทปฏบตงาน 2.
การออกแบบเครองมอและอปกรณ 3.
11
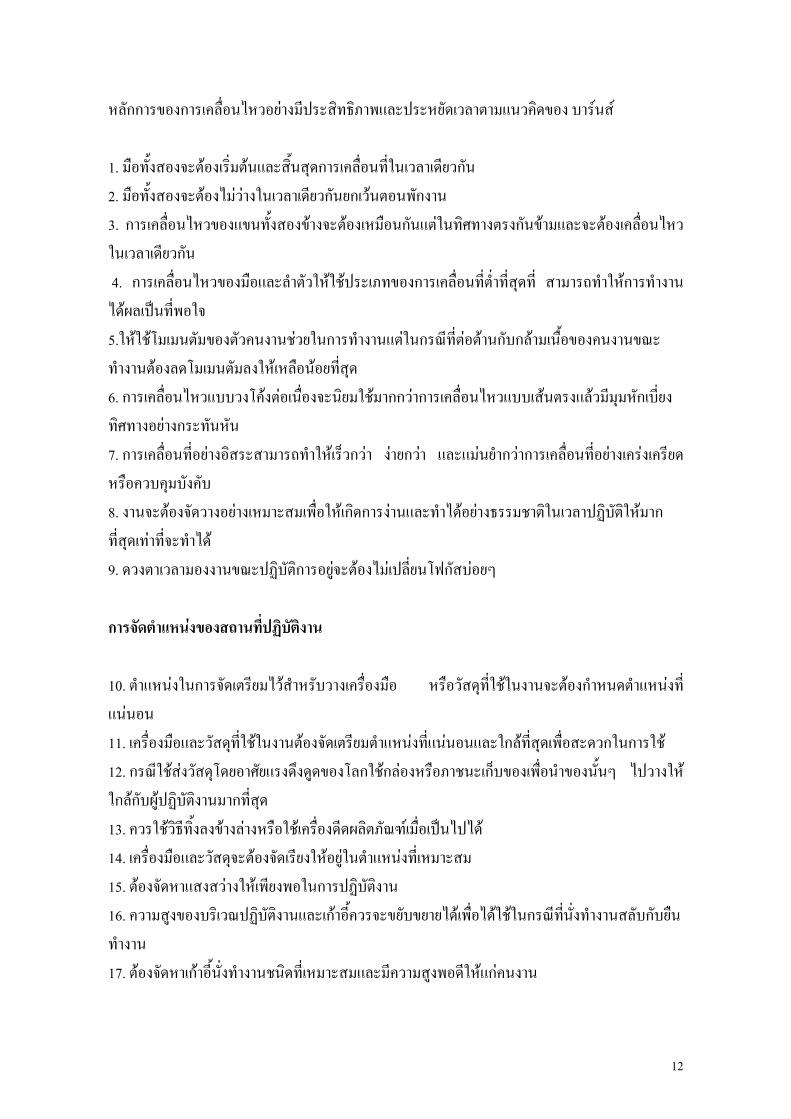
หลกการของการเคลอนไหวอยางมประสทธภาพและประหยดเวลาตามแนวคดของ บารนส 1. มอทงสองจะตองเรมตนและสนสดการเคลอนทในเวลาเดยวกน 2. มอทงสองจะตองไมวางในเวลาเดยวกนยกเวนตอนพกงาน 3. การเคลอนไหวของแขนทงสองขางจะตองเหมอนกนแตในทศทางตรงกนขามและจะตองเคลอนไหวในเวลาเดยวกน 4. การเคลอนไหวของมอและลาตวใหใชประเภทของการเคลอนทตาทสดท สามารถทาใหการทางานไดผลเปนทพอใจ 5.ใหใชโมเมนตมของตวคนงานชวยในการทางานแตในกรณทตอตานกบกลามเนอของคนงานขณะทางานตองลดโมเมนตมลงใหเหลอนอยทสด 6. การเคลอนไหวแบบวงโคงตอเนองจะนยมใชมากกวาการเคลอนไหวแบบเสนตรงแลวมมมหกเบยงทศทางอยางกระทนหน 7. การเคลอนทอยางอสระสามารถทาใหเรวกวา งายกวา และแมนยากวาการเคลอนทอยางเครงเครยด หรอควบคมบงคบ 8. งานจะตองจดวางอยางเหมาะสมเพอใหเกดการงานและทาไดอยางธรรมชาตในเวลาปฏบตใหมากทสดเทาทจะทาได 9. ดวงตาเวลามองงานขณะปฏบตการอยจะตองไมเปลยนโฟกสบอยๆ การจดตาแหนงของสถานทปฏบตงาน 10. ตาแหนงในการจดเตรยมไวสาหรบวางเครองมอ หรอวสดทใชในงานจะตองกาหนดตาแหนงทแนนอน 11. เครองมอและวสดทใชในงานตองจดเตรยมตาแหนงทแนนอนและใกลทสดเพอสะดวกในการใช 12. กรณใชสงวสดโดยอาศยแรงดงดดของโลกใชกลองหรอภาชนะเกบของเพอนาของนนๆ ไปวางใหใกลกบผปฏบตงานมากทสด 13. ควรใชวธทงลงขางลางหรอใชเครองดดผลตภณฑเมอเปนไปได 14. เครองมอและวสดจะตองจดเรยงใหอยในตาแหนงทเหมาะสม 15. ตองจดหาแสงสวางใหเพยงพอในการปฏบตงาน 16. ความสงของบรเวณปฏบตงานและเกาอควรจะขยบขยายไดเพอไดใชในกรณทนงทางานสลบกบยนทางาน 17. ตองจดหาเกาอนงทางานชนดทเหมาะสมและมความสงพอดใหแกคนงาน
12
การออกแบบเครองมอและอปกรณ 18. งานทตองใชมอถอเอาไวควรขจดออกไปในเมอสามารถใชจกหรอฟกซเจอรทาแทนได 19. ใชเครองมอตงแตสองชนหรอมากกวาเขารวมกนทางานในทกโอกาสทสามารถทาได 20. วสดและเครองมอควรจะออกแบบใหเหมาะแกการสมผส 21. ในกรณทนวมอทกนวเคลอนไหวในการทางาน เชนในเวลาพมพดดควรจะแผกระจายนาหนกของนวตามความสามารถตามธรรมชาตของนวมอ 22. คานงด พวงมาลย ตองวางในตาแหนงทผใชงาน เมอใชงานแลว การเปลยนตาแหนงของลาตวผใชงานเกดนอยทสด และเพมความเรวในการทางานไดงาย เรองท 9.2.3 วธการศกษาการเคลอนไหว การศกษาการเคลอนไหว ม 2 ประเภท 1. การศกษาจากการสงเกต(Visual motion study) เปนการสงเกตวธการทางาน เพอบนทกการเคลอนท หรอการเคลอนไหวตางๆ ทเกดในระหวางการทางาน วธทมกจะใชกบการทางานทมรอบการทางานยาว 2. การศกษาการเคลอนไหวแบบละเอยด (Micromotion Study) การศกษาการเคลอนไหวชนดนมกจะใชกบกระบวนการทางานทมรอบการทางานสนดงนนจงจาเปน ตองตองใชการถายวดโอเพอศกษารายละเอยดของการเคลอนไหวระหวางการทางานและมการนาวดโอมาฉายแบบชา ๆ เพอสงเกตการเคลอนทโดยละเอยดแลวสรางแผนภมแผนภมวเคราะหมอซาย-มอขวา
เพอหาวธการปรบปรงวธการทางานใหมการเคลอนททไมจาเปนนอยทสด ตอนท 9.3 การศกษาเวลา (Time Study) รเรมโดย Frederick W. Taylor โดยมการใชนาฬกาจบเวลามาจบเวลาในการทางาน โดยมการแตกกระบวนการทางาน (Operation) เปนงานยอยๆ (Element) และศกษาเวลาแตละงานยอยๆ อาจกลาวไดวาศกษาเวลาคอเทคนคของการวดผลงานเพอหาเวลาและอตราการทางานโดยพจารณาภายใตสภาวะของความเหนอยลา และความลาชาทหลกเลยงไมได
13
เรองท 9.3.1 การเตรยมการสาหรบการศกษาเวลาในการทางาน เนองจากการศกษาเวลาในการทางานเปนเรองทละเอยดออน และอาจมผลกระทบกบความรสกของพนกงานไดโดยพนกงานทไมเขาใจในจดประสงคของการทาการศกษาเวลาอาจจะเขาใจผดวาการศกษาเวลาทางานเปนการศกษาเพอตงเกณฑในการทางาน และจะใชในการลงโทษพนกงานททางานไดไมถงเกณฑทตงไว ปญหานไดเกดกบในหลายประเทศในยโรป และสหรฐอเมรกา ดงนนกอนการทาการศกษาเวลาทางาน จะตองมการทาความเขาใจระหวาง ผศกษาเวลา พนกงาน ฝายบรหาร สหภาพแรงงาน ถงวตถประสงคของการศกษาใหชดเจนกบผทเกยวของตางๆ หลงจากทมการตกลงและเขาใจกนดแลว เพอใหการศกษาเวลาเปนไปอยางเรยบรอย จะมการเตรยมพรอมใน 4 ประการดงน
1. การเตรยมอปกรณในการศกษาเวลา 2. การคดเลอกพนกงานและเตรยมความพรอมของพนกงาน 3. การจดเตรยมสถานงาน เครองจกร และวตถดบ 4. การแบงวธการปฏบตงานเปนขนตอนยอย
1. อปกรณในการศกษาเวลา ในยคเรมแรกของการศกษาเวลา อปกรณทใชมกจะไดแก
1. นาฬกาจบเวลา 2. เครองคดเลข 3. แผนบอรด และแบบฟอรมการบนทกเวลา แผนบอรดมไวเพอใหการจบเวลา และการจดบนทกทาไดโดยสะดวก มกจะมการใช เพอรองขณะบนทกเวลา ภาพท 6 และ 7 แสดงตวอยางของนาฬกาจบเวลาชนดตางๆ ในยคตอมาไดมการพฒนาอปกรณขน โดยมการออกแบบแผนบอรดเพอรองขณะบนทกเวลาใหมนาฬกาจบเวลาอยในตว ดงแสดงในภาพท 8 (ก) และภาพท (ข) ซงแสดงรปดานหนา และรปดานหลงของแผนบอรดจบเวลา โดยทดานหลงของแผนบอรดจะมปมควบคมการจบเวลาดวย ภาพท 9 แสดงตวอยางแบบฟอรมการบนทกเวลา เนองจากมการพฒนาทางดานเทคโนโลยเปนอยางมาก อปกรณการศกษาจงมการปรบปรงและออกแบบใหมความสะดวกในการใชงานมากยงขนและมการพฒนาซอฟตแวรทางดานการศกษาเวลาใหสามารถใชไดกบเครองคอมพวเตอรพกพา(PDA) ดงแสดงในภาพท 10 โดยขอมลการศกษาเวลาจะถกบนทกอยในรปแบบขอมลดจตอลและสามารถคานวณหาเวลาเฉลยไดทนททาใหการศกษาเวลาทาไดโดยสะดวกมากขน
14
ภาพท 9.1 นาฬกาจบเวลาแบบอเลคทรอนก ภาพท 9.2 นาฬกาจบเวลาแบบทศนยมนาท(0.01 นาท)
(ก) รปดานหนา (ข) รปดานหลง
ภาพท 9.3 แผนบอรดทมนาฬกาจบเวลาอยในตวรนแรกๆ
15
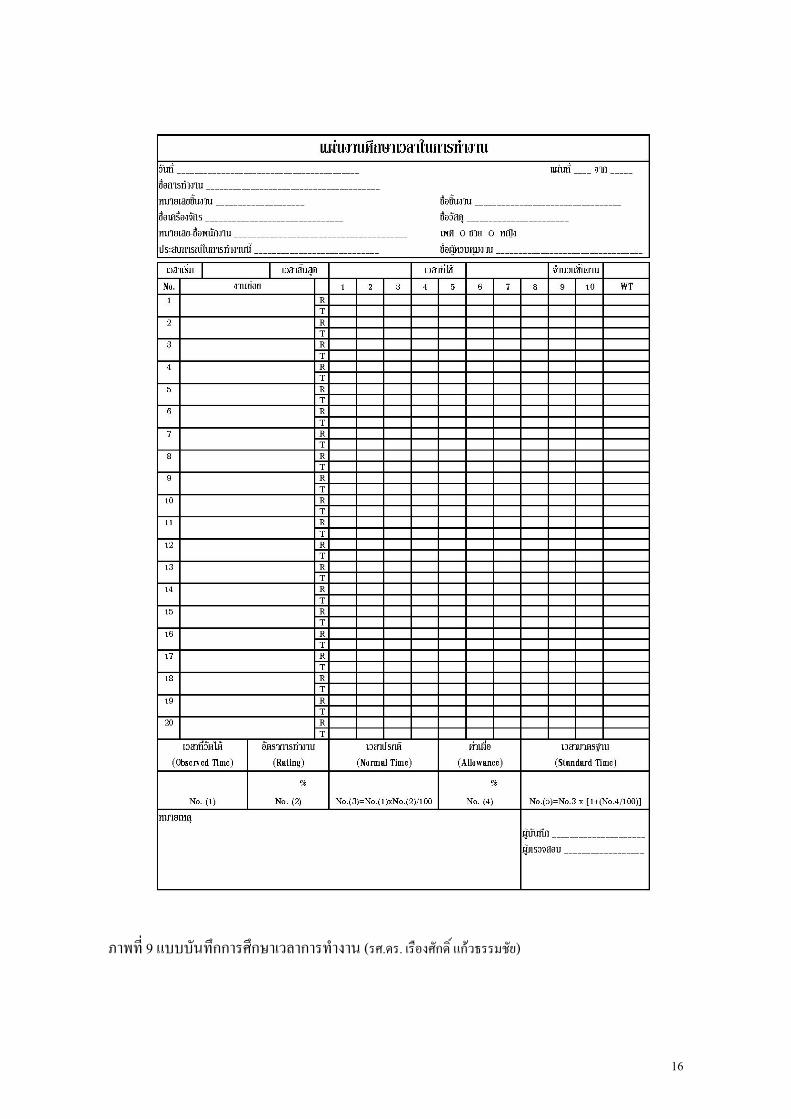
ภาพท 9 แบบบนทกการศกษาเวลาการทางาน (รศ.ดร. เรองศกด แกวธรรมชย)
16
(ก) (ข)
ภาพท 10 แผนบอรดทมนาฬกาจบเวลาอยในตวในปจจบนและสามารถใชรวมกบ PDA ได ทมา: http://www.tectime.com/products/wm/index.html
2. การคดเลอกพนกงานและเตรยมความพรอมของพนกงาน ในการศกษาเวลาในการทางาน ปจจยแรกทควรคานงถงในการคดเลอกพนกงาน คอทศนคตของพนกงานเกยวกบการทางาน พนกงานทถกเลอกมารวมในการศกษาเวลาในการทางาน ควรจะเปนผทมทศนคตทดตอการทางาน มความตองการจะมสวนรวมในการปรบปรงวธการทางานใหมประสทธภาพดขน นอกจากนควรเลอกคนทเขาใจขนตอนการทางานเปนอยางด ทสาคญทสดคอพนกงานทถกคดเลอกนนจะตองเปนผไมทางานเรวหรอชาเกนไป เนองจากวตถประสงคหนงของการศกษาเวลา คอตองการหาเวลาเฉลย หรออตราเฉลยของการทางานซงสามารถทาไดโดยคนทวไป โดยสรปพนกงานทถกเลอกมารวมในการศกษาเวลาในการทางานควรจะคณสมบตดงน
1. มทศนคตทตอททางาน 2. เปนผทเขาใจในขนตอนการทางานทจะศกษาเปนอยางด 3. เปนผทมอตราการทางานไมเรวหรอชาเกนไป
3. การจดเตรยมสถานงาน เครองจกร และวตถดบ กอนการศกษาเวลาในการทางานควรจะมการเตรยมสถาน งาน เครองจกร และวตถดบใหอยในสภาพทพรอมโดยมการตรวจสภาพการทางานของเครองจกร และจดเตรยมปรมาณวตถดบ ตลอดจนอปกรณตางๆใหพอเพยงสาหรบทาการศกษาเวลาในการทางานอยางตอเนอง นอกจากนควรจะใชสถานทหรอสถานทางานจรง เปนสถานทในการศกษาเวลาในการทางาน เนองจากการศกษาเวลาควรทาในสถานทซงมความใกลเคยงกบสภาพแวดลอมการทางานจรง ควรมการทบทวนขนตอนการทางานอยางละเอยด
17
4. การแบงวธการปฏบตงานเปนขนตอนยอย ในการศกษาเวลาในการทางาน จะตองมการแบงวธการทางานในขนตอนการทางานยอย เพอทจะไดสะดวกในการสงเกต การทางานของแตละงานยอยวา มองคประกอบของขนตอนการทางานทไมจาเปนหรอไม เพอจะไดทาการปรบปรงวธการทางานตอไป นอกจากนแลวการแบงการทางานจะทาใหสามารถศกษาเวลาการทางานของแตละงานยอยไดโดยละเอยด เพอทจะทาการประเมนระดบความสามารถ (Performance rating factor) ในการทางานยอยแตละงาน ขอแนะนาโดยทวไปของการแบงงานไดแก จะตองไมแบงงานเปนงานยอย ๆ ทมากเกนไป เนองจากจะทาใหไมมเวลาเพยงพอทจะทาการจบเวลาการทางานไดอยางถกตองแมนยา และไมควรแบงงานใหเปนงานยอย ๆ ทนอยเกนไป จะทาใหไมไดศกษารายละเอยดของการทางาน นอกจากน Barnes ไดแนะนากฎ 3 ขอ (Barnesม pp. 270)ดงตอไปน
1. ไมควรแบงงานจนงานยอยแตละงาน มเวลาสนเกนไป (นอยกวา 0.03 นาท)ทาใหทาการศกษาเวลาไดยาก
2. ไมควรใหในงานยอยหนงประกอบดวยงานททาโดยเครองจกร และงานททาโดยพนกงาน เนองจากอตราการทางานของเครองจกรจะคอนขางคงท ในขณะทอตราการทางานจะไมคงทอตราการทางานของพนกงานจะไมคงท การประเมนระดบความสามารถในการทางานนนจะทาไดยาก
3. งานทมเวลาคอนขางคงท ควรจะถกแยกจากงานทไรเวลาการทางานไมแนนอน ตวอยางท 1 แสดงการแบงงานการผลตชนงานโดยเครองกลงเปนขนตอนยอยๆ ตวอยางท 1 ในโรงงานแหงหนงตองการศกษาเวลาการทางานของการผลตชนงานชนดหนงทเปนสวนประกอบทสาคญของเครองจกร ในการผลตชนสวนนจะตองทาแทงเหลกขนาดเสนผาศนยกลาง 1 นวมาทาการตดโดยเครองกลง 4 ครง เพอใหไดลกษณะดงภาพท 11 การผลตชนงานสามารถแบงเปน 12 งานยอยดงแสดงในภาพท 12
18
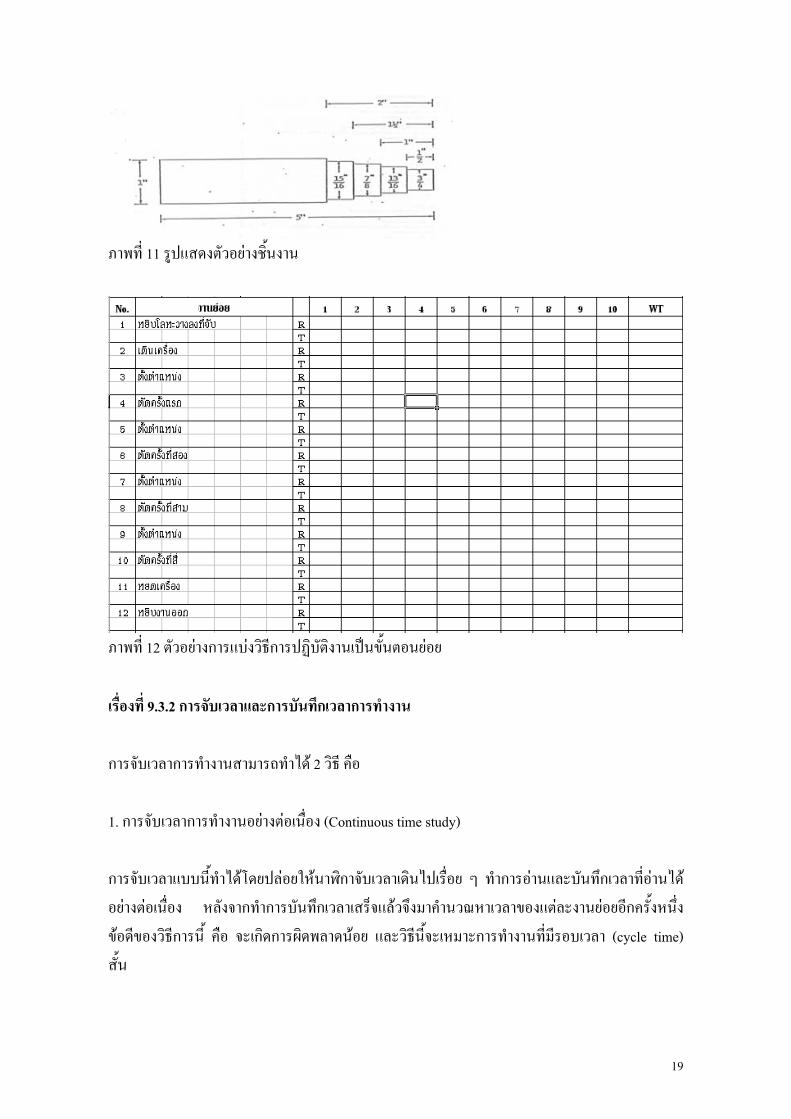
ภาพท 11 รปแสดงตวอยางชนงาน
ภาพท 12 ตวอยางการแบงวธการปฏบตงานเปนขนตอนยอย เรองท 9.3.2 การจบเวลาและการบนทกเวลาการทางาน การจบเวลาการทางานสามารถทาได 2 วธ คอ 1. การจบเวลาการทางานอยางตอเนอง (Continuous time study) การจบเวลาแบบนทาไดโดยปลอยใหนาฬกาจบเวลาเดนไปเรอย ๆ ทาการอานและบนทกเวลาทอานไดอยางตอเนอง หลงจากทาการบนทกเวลาเสรจแลวจงมาคานวณหาเวลาของแตละงานยอยอกครงหนง ขอดของวธการน คอ จะเกดการผดพลาดนอย และวธนจะเหมาะการทางานทมรอบเวลา (cycle time) สน
19
2. การจบเวลาการทางานแตละงานยอย (Snapback time study)
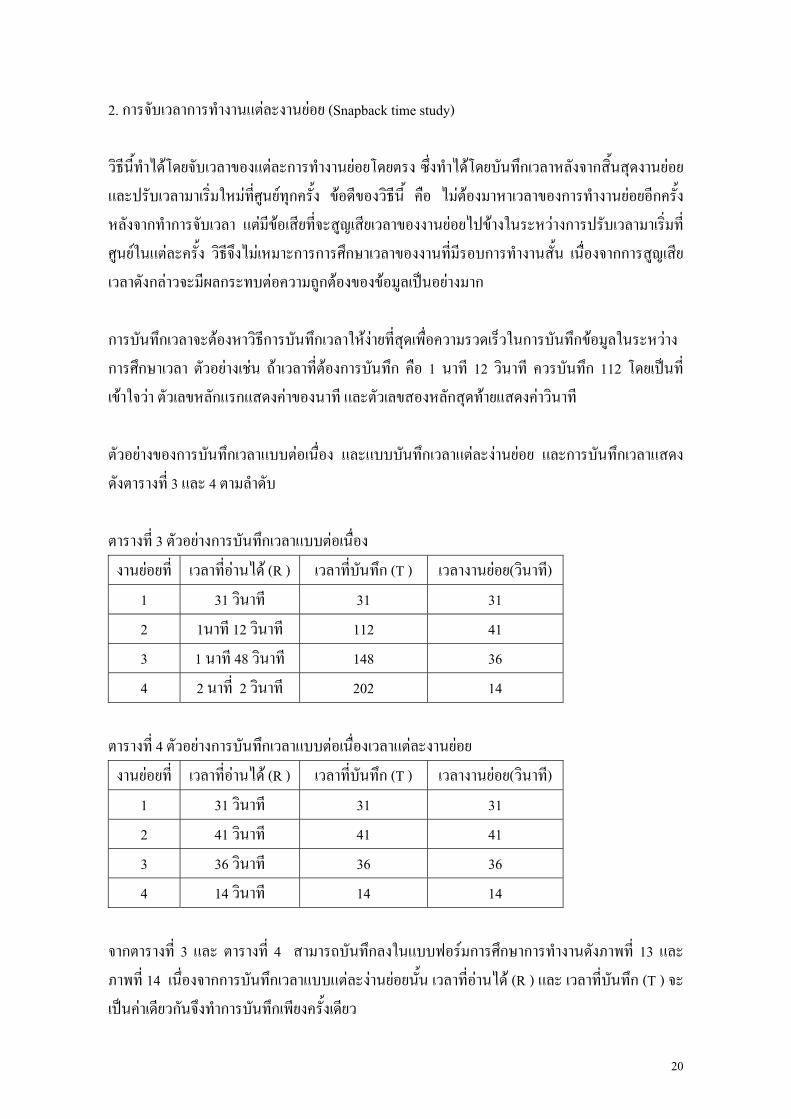
วธนทาไดโดยจบเวลาของแตละการทางานยอยโดยตรง ซงทาไดโดยบนทกเวลาหลงจากสนสดงานยอย และปรบเวลามาเรมใหมทศนยทกครง ขอดของวธน คอ ไมตองมาหาเวลาของการทางานยอยอกครง หลงจากทาการจบเวลา แตมขอเสยทจะสญเสยเวลาของงานยอยไปขางในระหวางการปรบเวลามาเรมทศนยในแตละครง วธจงไมเหมาะการการศกษาเวลาของงานทมรอบการทางานสน เนองจากการสญเสยเวลาดงกลาวจะมผลกระทบตอความถกตองของขอมลเปนอยางมาก การบนทกเวลาจะตองหาวธการบนทกเวลาใหงายทสดเพอความรวดเรวในการบนทกขอมลในระหวางการศกษาเวลา ตวอยางเชน ถาเวลาทตองการบนทก คอ 1 นาท 12 วนาท ควรบนทก 112 โดยเปนทเขาใจวา ตวเลขหลกแรกแสดงคาของนาท และตวเลขสองหลกสดทายแสดงคาวนาท ตวอยางของการบนทกเวลาแบบตอเนอง และแบบบนทกเวลาแตละงานยอย และการบนทกเวลาแสดงดงตารางท 3 และ 4 ตามลาดบ ตารางท 3 ตวอยางการบนทกเวลาแบบตอเนอง งานยอยท เวลาทอานได (R ) เวลาทบนทก (T ) เวลางานยอย(วนาท)
1 31 วนาท 31 31 2 1นาท 12 วนาท 112 41 3 1 นาท 48 วนาท 148 36 4 2 นาท 2 วนาท 202 14
ตารางท 4 ตวอยางการบนทกเวลาแบบตอเนองเวลาแตละงานยอย งานยอยท เวลาทอานได (R ) เวลาทบนทก (T ) เวลางานยอย(วนาท)
1 31 วนาท 31 31 2 41 วนาท 41 41 3 36 วนาท 36 36 4 14 วนาท 14 14
จากตารางท 3 และ ตารางท 4 สามารถบนทกลงในแบบฟอรมการศกษาการทางานดงภาพท 13 และ ภาพท 14 เนองจากการบนทกเวลาแบบแตละงานยอยนน เวลาทอานได (R ) และ เวลาทบนทก (T ) จะเปนคาเดยวกนจงทาการบนทกเพยงครงเดยว
20
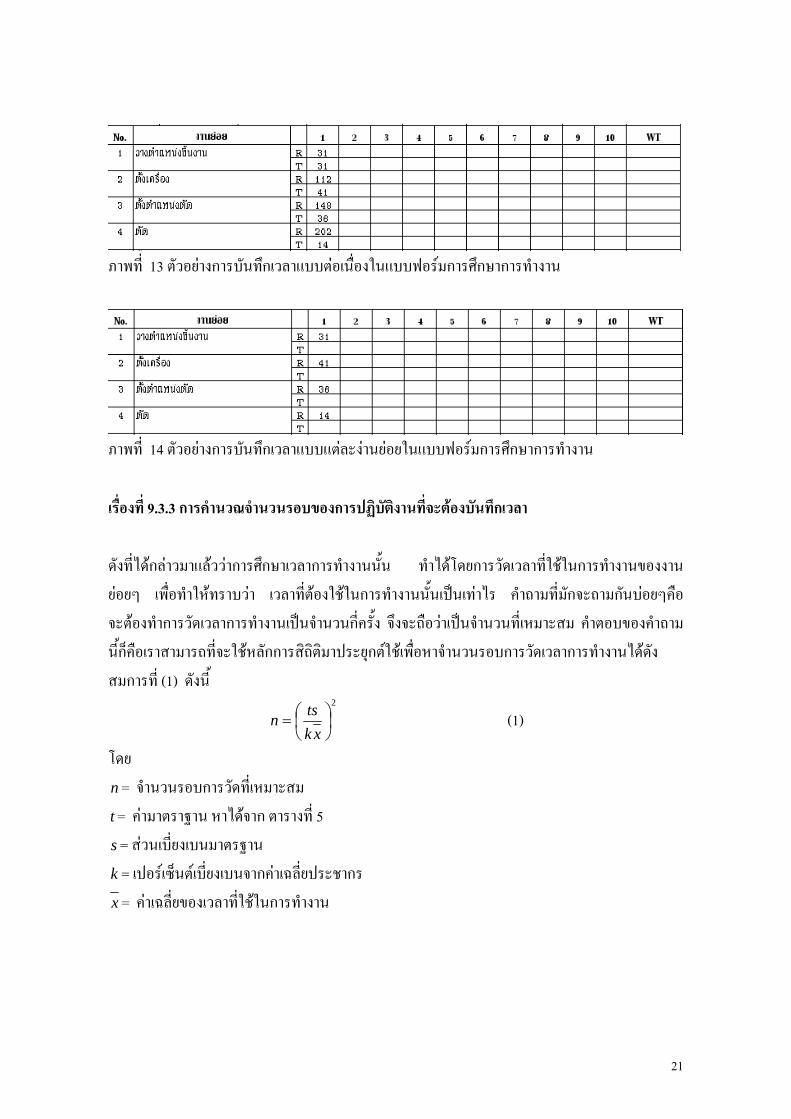
ภาพท 13 ตวอยางการบนทกเวลาแบบตอเนองในแบบฟอรมการศกษาการทางาน
ภาพท 14 ตวอยางการบนทกเวลาแบบแตละงานยอยในแบบฟอรมการศกษาการทางาน เรองท 9.3.3 การคานวณจานวนรอบของการปฏบตงานทจะตองบนทกเวลา ดงทไดกลาวมาแลววาการศกษาเวลาการทางานนน ทาไดโดยการวดเวลาทใชในการทางานของงานยอยๆ เพอทาใหทราบวา เวลาทตองใชในการทางานนนเปนเทาไร คาถามทมกจะถามกนบอยๆคอ จะตองทาการวดเวลาการทางานเปนจานวนกครง จงจะถอวาเปนจานวนทเหมาะสม คาตอบของคาถามนกคอเราสามารถทจะใชหลกการสถตมาประยกตใชเพอหาจานวนรอบการวดเวลาการทางานไดดงสมการท (1) ดงน
2
⎟⎠⎞
⎜⎝⎛=
xktsn (1)
โดย n = จานวนรอบการวดทเหมาะสม t = คามาตราฐาน หาไดจาก ตารางท 5 s = สวนเบยงเบนมาตรฐาน k = เปอรเซนตเบยงเบนจากคาเฉลยประชากร x = คาเฉลยของเวลาทใชในการทางาน
21
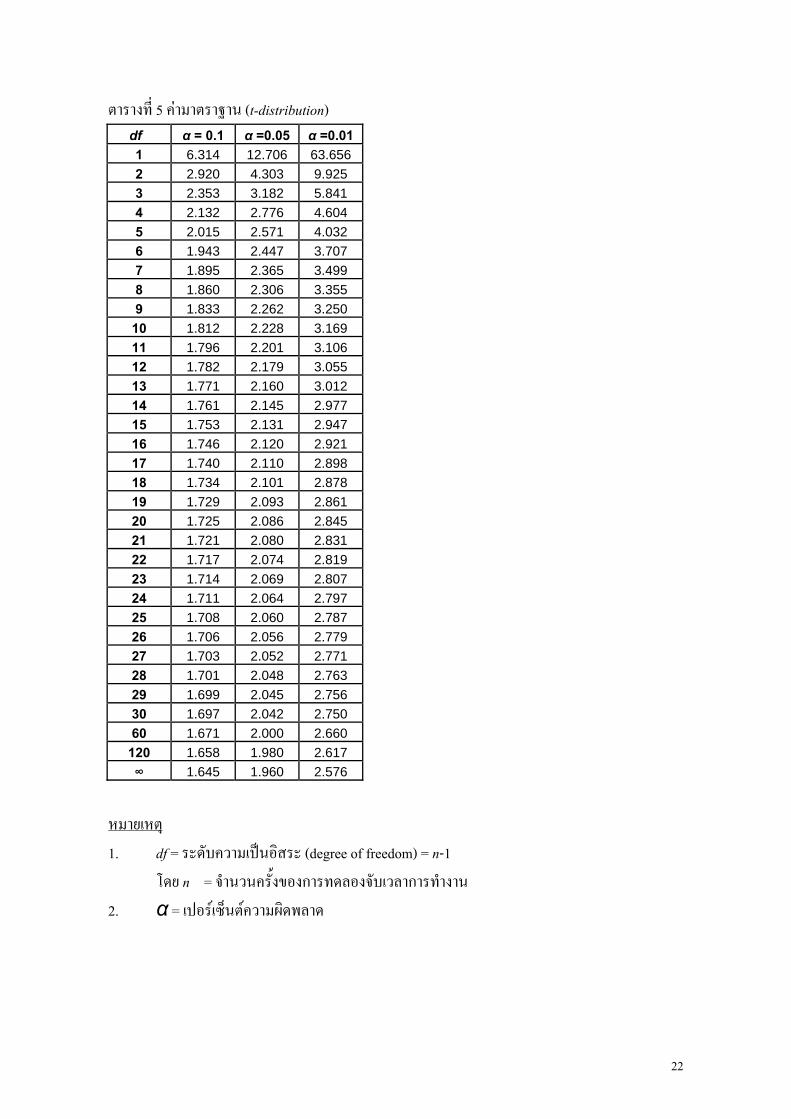
ตารางท 5 คามาตราฐาน (t-distribution) df α = 0.1 α =0.05 α =0.01
1 6.314 12.706 63.656 2 2.920 4.303 9.925 3 2.353 3.182 5.841 4 2.132 2.776 4.604 5 2.015 2.571 4.032 6 1.943 2.447 3.707 7 1.895 2.365 3.499 8 1.860 2.306 3.355 9 1.833 2.262 3.250 10 1.812 2.228 3.169 11 1.796 2.201 3.106 12 1.782 2.179 3.055 13 1.771 2.160 3.012 14 1.761 2.145 2.977 15 1.753 2.131 2.947 16 1.746 2.120 2.921 17 1.740 2.110 2.898 18 1.734 2.101 2.878 19 1.729 2.093 2.861 20 1.725 2.086 2.845 21 1.721 2.080 2.831 22 1.717 2.074 2.819 23 1.714 2.069 2.807 24 1.711 2.064 2.797 25 1.708 2.060 2.787 26 1.706 2.056 2.779 27 1.703 2.052 2.771 28 1.701 2.048 2.763 29 1.699 2.045 2.756 30 1.697 2.042 2.750 60 1.671 2.000 2.660
120 1.658 1.980 2.617 ∞ 1.645 1.960 2.576
หมายเหต 1. df = ระดบความเปนอสระ (degree of freedom) = n-1
โดย n = จานวนครงของการทดลองจบเวลาการทางาน 2. α = เปอรเซนตความผดพลาด
22
โดยสมการท (1) นใชหลกการของสถตโดยคดวา พนกงานทถกเลอกขนมาทาการศกษาเวลา เหมอนกบเปนการสมตวอยาง (sample) ขนมาเพอทาการศกษาหาคาเฉลยของเวลาทใชในการทางานโดยพนกงานทงหมดจะถอวาเปนประชากรนนเอง ดงตวอยางตอไปน ตวอยางท 2 จากการทดลองจบเวลาการทางานจานวน 20 ครง และคาเฉลยของเวลาทใชในการทางานนเทากบ 0.26 นาท โดยมคาสวนเบยงเบนมาตราฐานเทากบ 0.04 ถาตองการเปอรเซนตความผดพลาดไมเกน 5% และมเปอรเซนตเบยงเบนจากคาเฉลยประชากรไมเกน ( ) % จานวนรอบ (หรอครง)ของการวดเวลาควรจะตองเปนเทาไร
k 3±
คา หาไดจาก ระดบความเปนอสระ (degree of freedom, df) และ เปอรเซนตความผดพลาดดงน t
ระดบความเปนอสระ (df) = n-1 = 20-1 = 19 เปอรเซนตความผดพลาด = 5% จากตารางท 5 คา t = 2.093 จากสมการท (1)
11526.003.004.0093.2 2
≈⎟⎠⎞
⎜⎝⎛
××
=n
ดงนน ควรจะศกษาเวลาจานวน 115 รอบการทางาน จากสมการท (1) และตวอยางท 1 จะเหนไดวา ถาตองการความถกตองแมนยาสง จะตองศกษาเวลาเปนจานวนมาก ในกรณทไมสะดวกทจะคานวนอาจจะใช จานวนรอบการวดทเหมาะสมซงใชโดยโดย General Electric Company ไดดงในตารางท 6 จากตารางนจานวนรอบการวดทแนะนาในการศกษาเวลาขนอยกบเวลามใชในการทางานหนงรอบ โดยจะเหนวาถารอบการทางานสน จะตองทาการศกษาเวลาหลายๆ ครง ในขณะทรอบการทางานทยาวจะทาการศกษาเวลาในการทางานในจานวนครงทนอยกวา ทงนเนองจากรอบเวลาการทางานทสนนนมโอกาสทผจบเวลาจะทาการวดเวลาผดพลาดสงจงตองทาการวดเวลาหลายๆครง
23

ตารางท 6 จานวนรอบการวดทเหมาะสม รอบเวลาการทางาน (Cycle Time) (นาท) จานวนรอบ(หรอครง)ของการวดเวลาทแนะนา
0.10 200 0.25 100 0.50 60 0.75 40 1.00 30 2.00 20
2.00-5.00 15 5.00-10.00 10 10.00-20.00 8 20.00-40.00 5 มากกวา40.00 3
ทมา: Time study manual of General Electric Company (Niebel B. and Freivalds, A. p.393) เรองท 9.3.4 การคานวนเวลามาตรฐานในการปฏบตงาน เวลามาตรฐานคอเวลาทจาเปนตองใชในการผลตสนคาหรอใหบรการ โดยมเงอนไข ดงน
1. งานถกทาโดยพนกงานทมคณภาพ และผานการอบรมมาอยางด (A Qualified, Well-trained Operator)
2. พนกงานจะทางานโดยความเรวทปกตและสมาเสมอ (Normal Pace) ตวอยางของอตราทางานปกตไดแก
- จงหวะการเดนอยางสมาเสมอ เปนระยะทาง 264 ฟต ใน 1 นาท (3ไมลตอชวโมง) - จงหวะการแจกไพ 52 ใบ ออกเปน 4 กอง กองละเทาๆกน ในเวลาครงนาท
อกนยเวลามาตรฐานมงทจะแสดงถงเวลาการทางานตามหลกการทางานทยตธรรม (A Fair Day’s Work) (Niebel, B. and Freivalds) ซงหมายถง เวลาทใชในการทางานของพนกงานทมคณสมบตเหมาะสมและมความชานาญในการปฏบตงานนนในอตราการทางานทสมาเสมอโดยไมมขอจากดในกระบวนการทางาน เวลามารตราฐานในการทางาน (standard time) ถอวาเปนหนงในขอมลทสาคญสาหรบการบรหารการผลต และบรหารการดาเนนการเปนอยางยง ในปจจบนการหาเวลามารตราฐาน
24
การประเมนระดบความสามารถ (Performance rating factor) การประเมนระดบความสามารถในการทางานเปนขนตอนทชวยปรบเวลาการทางานทไดจากการศกษาเวลามเหมาะสมขน เนองจากพนกงานทถกเลอกขนมาศกษานน อาจจะทางานดวยอตราทเรวหรอชาเกนไป หลงจากทาการประเมนโดยผเชยวชาญแลวทาการปรบเวลาทไดจากศกษาเวลาโดยใชดชนการทางาน (Performance rating factor, PRF) โดย
PRF > 1 แสดงวา การทางานเรวเกนไป PRF = 1 แสดงวา การทางานปกต PRF < 1 แสดงวา การทางานชาเกนไป
ตวอยางท 3 ถาเวลาของงานยอยไดทจบได เทากบ 1 นาท 30 วนาท แลวผศกษาเวลาประเมนวาพนกงานทางานนเรวเกนไปกวาทควรเปน 20% ดงนนเวลาทใชในการทางานยอยนทควรจะเปน = (1.5) (1.2) = 1.8 นาท = 1 นาท 48 วนาท การกาหนดเวลาเผอ (Allowance Factor) การเผอในการทางาน(Allowance) เปนการเผอเวลาสาหรบกจกรรมตางๆ ทอาจจะเกดขนในระหวางการทางานตลอดทงวน อาทเชน เวลาทใชการปรกษาเรองงาน เวลาทาธระสวนตว เปนตน นอกจากนแลว
25
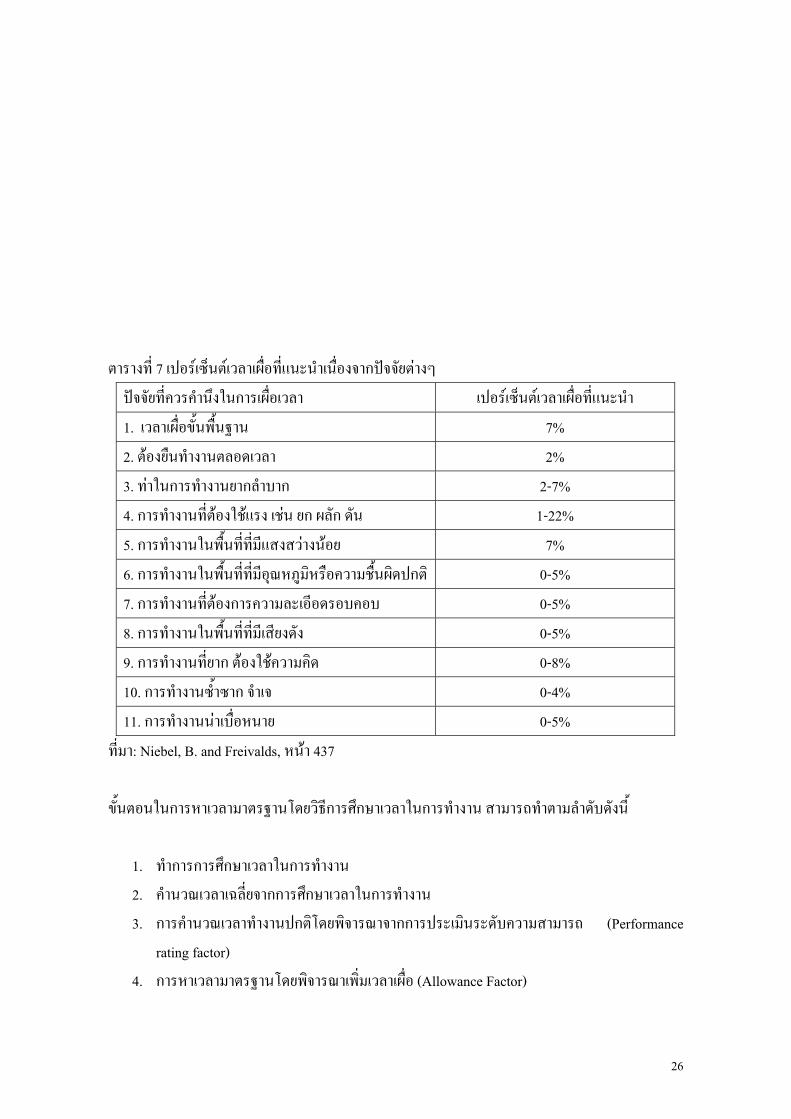
ตารางท 7 เปอรเซนตเวลาเผอทแนะนาเนองจากปจจยตางๆ ปจจยทควรคานงในการเผอเวลา เปอรเซนตเวลาเผอทแนะนา 1. เวลาเผอขนพนฐาน 7% 2. ตองยนทางานตลอดเวลา 2%
3. ทาในการทางานยากลาบาก 2-7%
4. การทางานทตองใชแรง เชน ยก ผลก ดน 1-22%
5. การทางานในพนททมแสงสวางนอย 7%
6. การทางานในพนททมอณหภมหรอความชนผดปกต 0-5%
7. การทางานทตองการความละเออดรอบคอบ 0-5%
8. การทางานในพนททมเสยงดง 0-5%
9. การทางานทยาก ตองใชความคด 0-8%
10. การทางานซาซาก จาเจ 0-4%
11. การทางานนาเบอหนาย 0-5% ทมา: Niebel, B. and Freivalds, หนา 437 ขนตอนในการหาเวลามาตรฐานโดยวธการศกษาเวลาในการทางาน สามารถทาตามลาดบดงน
1. ทาการการศกษาเวลาในการทางาน 2. คานวณเวลาเฉลยจากการศกษาเวลาในการทางาน 3. การคานวณเวลาทางานปกตโดยพจารณาจากการประเมนระดบความสามารถ (Performance
rating factor) 4. การหาเวลามาตรฐานโดยพจารณาเพมเวลาเผอ (Allowance Factor)
26
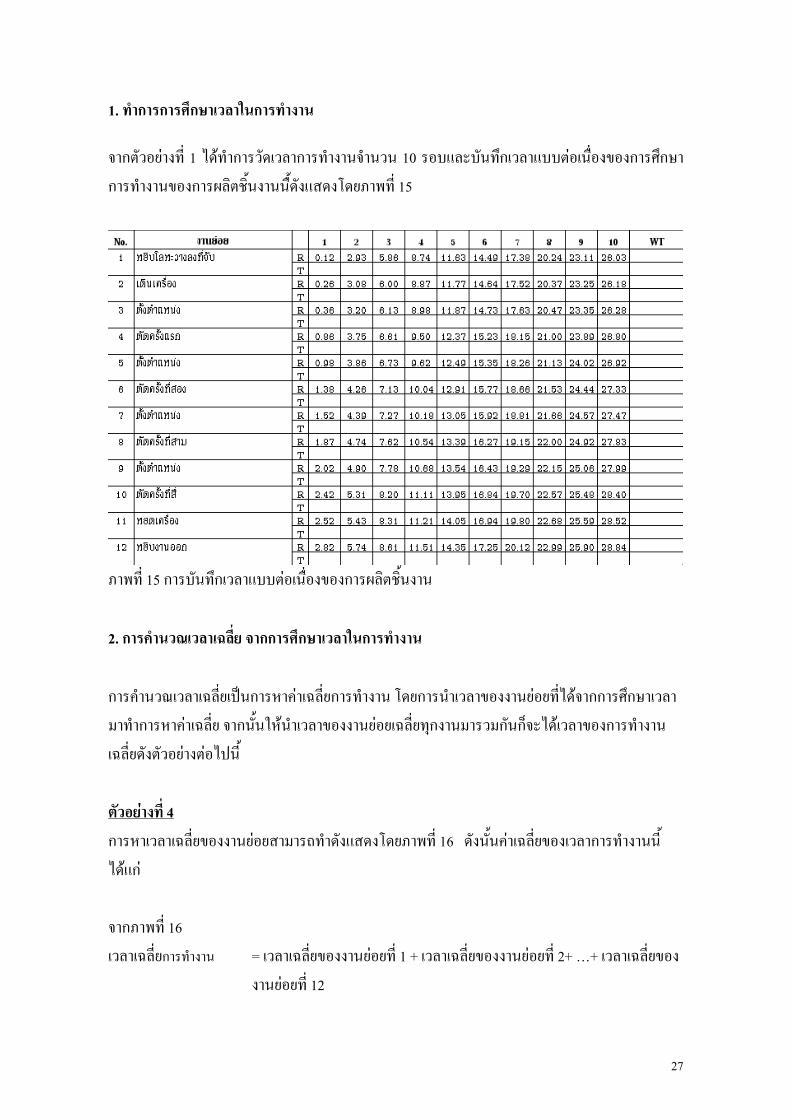
1. ทาการการศกษาเวลาในการทางาน จากตวอยางท 1 ไดทาการวดเวลาการทางานจานวน 10 รอบและบนทกเวลาแบบตอเนองของการศกษาการทางานของการผลตชนงานนดงแสดงโดยภาพท 15
ภาพท 15 การบนทกเวลาแบบตอเนองของการผลตชนงาน
. การคานวณเวลาเฉลย จากการศกษาเวลาในการทางาน
ารคานวณเวลาเฉลยเปนการหาคาเฉลยการทางาน โดยการนาเวลาของงานยอยทไดจากการศกษาเวลา
วอยางท 4
2 กมาทาการหาคาเฉลย จากนนใหนาเวลาของงานยอยเฉลยทกงานมารวมกนกจะไดเวลาของการทางานเฉลยดงตวอยางตอไปน ต
ลยของงานยอยสามารถทาดงแสดงโดยภาพท 16 ดงนนคาเฉลยของเวลาการทางานน
ากภาพท 16 างาน = เวลาเฉลยของงานยอยท 1 + เวลาเฉลยของงานยอยท 2+ …+ เวลาเฉลยของ
งานยอยท 12
การหาเวลาเฉไดแก จเวลาเฉลยการท
27

= 0.12+0.14+0.11+0.52+0.12+0.41+0.14 +0.35 +0.15+ 0.41+ 0.11+0.31 = 2.88 นาท
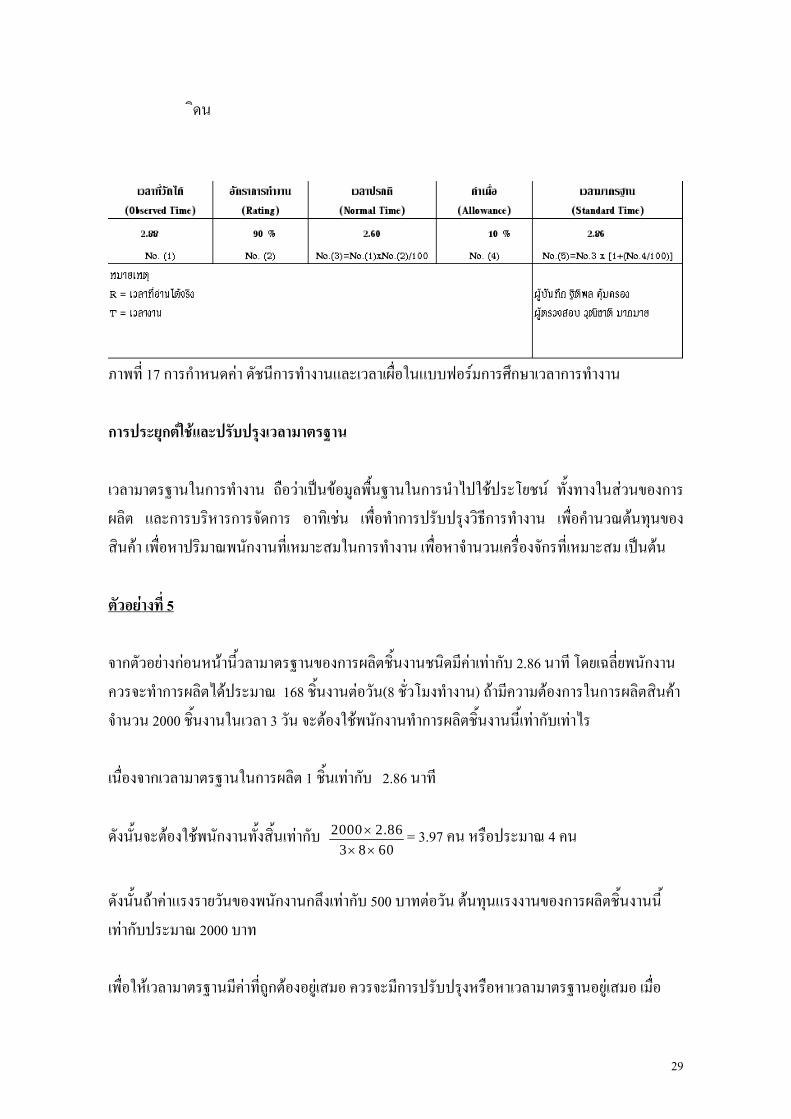
ภาพท 16 การหาเวลาเฉลยของงานยอย . การคานวณเวลาทางานปกตโดยพจารณาจากการประเมนระดบความสามารถ
ากหวขอทแลว เวลาเฉลยทไดจะถกนามาปรบโดยดชนการทางาน (PRF) ซงจากภาพท 17 ผศกษาเวลามาณ 10 เปอรเซนต
งนนเวลาปกตจะสามารถหาไดโดย
. การคานวณเวลามาตราฐานโดยพจารณาเพมเวลาเผอ
ลงจากไดเวลาปกตแลว เวลาทไดนเปนเวลาทถอเปนอตราการทางานเพอใหไดชนงาน 1 ชน ซงไดวลาสนๆ แตถาจะทาการหาเวลามาตรฐานของ
การ างานน จะตองมการเผอเวลาสาหรบใหพนกงานสามารถทางานดวยอตราคงทไดอยางตอเนอง
3 จกาหนดให PRF = 0.9 แสดงวา พนกงานทถกศกษาเวลาทางานชากวาปกตไปประด เวลาปกต = 2.88 นาท x (0.90) = 2.60 นาท 4
หจากการศกษาเวลาการทางานทเกดจากการทางานในชวงเ
ทตลอดทงวน โดยจากภาพท 17 กาหนดใหเวลาเผอเทากบ 10 เปอรเซนต ดงนนเวลามาตรฐานของการ
28
ดน
ภาพท 17 การกาหนดคา ดชนการทางานและเวลาเผอในแบบฟอรมการศกษาเวลาการทางาน
ลพนฐานในการนาไปใชประโยชน ทงทางในสวนของการลต และการบรหารการจดการ อาทเชน เพอทาการปรบปรงวธการทางาน เพอคานวณตนทนของ
การประยกตใชและปรบปรงเวลามาตรฐาน เวลามาตรฐานในการทางาน ถอวาเปนขอมผสนคา เพอหาปรมาณพนกงานทเหมาะสมในการทางาน เพอหาจานวนเครองจกรทเหมาะสม เปนตน
ตวอยางท 5
อนหนานวลามาตรฐานของการผลตชนงานชนดมคาเทากบ 2.86 นาท โดยเฉลยพนกงาน
ควรจะทาการผลตไดประมาณ 168 ชนงานตอวน(8 ชวโมงทางาน) ถามความตองการในการผลตสนคาจากตวอยางก
จานวน 2000 ชนงานในเวลา 3 วน จะตองใชพนกงานทาการผลตชนงานนเทากบเทาไร เนองจากเวลามาตรฐานในการผลต 1 ชนเทากบ 2.86 นาท ดงนนจะตองใชพนกงานทงสนเทากบ 2000 2.86
3 8 60×
× ×= 3.97 คน หรอประมาณ 4 คน
ทากบ 500 บ ผลตชนงานนากบประมาณ 2000 บาท
กตองอยเสมอ ควรจะมการปรบปรงหรอหาเวลามาตรฐานอยเสมอ เมอ
ดงนนถาคาแรงรายวนของพนกงานกลงเ าทตอวน ตนทนแรงงานของการเท
เพอใหเวลามาตรฐานมคาทถ
29
30
2. มการเปลยนแปลงวตถดบ
เปนจานวนมาก
การเปลยนแปลงของชนดของแทงโลหะซงมณสมบตทแตกตางไปจากเดม อาจจะมผลทาใหเวลาทใชในการตดท ง 4 ครงเรวขน หรอ ชาลง และม
1. Barnes, R.M., Motion and Time Study Design and Measurement of Work, 7th Edition, John & Sons, 1980.
นธร มหาวทยาลยธรรมศาสตร
1. มการเปลยนแปลงวธการทางาน
3. มการเปลยนแปลงเครองจกร 4. มการเปลยนแปลงพนกงาน
ตวอยางเชนในการผลตชนงานในตวอยางท 1 ถามคผลทาใหมเวลามาตรฐานเปลยนแปลงได เอกสารอางอง
Wiley 2. Niebel, B. and Freivalds, A., Methods Standards and Work Design, 11th Edition, McGraw
Hill, 2003 3. เรองศกด แกวธรรมชย เอกสารประกอบการบรรยายเรองการการปรบปรงการทางาน สถาบนเทคโนโลย
นานาชาตสร