Embed Size (px)
Citation preview

A survey of surface treatments to improve the fretting
fatigue resistance of Ti-6Al-4V
L. Xue», A.K. Koul», M. Bibb/, W. Wallace", M. Islam'
"The Structures, Materials and Propulsion Laboratory, Institute for
Aerospace Research, National Research Council Canada, Ottawa,
*The Department of Mechanical and Aerospace Engineering,
Carleton University, Ottawa, K1S 5B6, Canada
T̂he Institute for Advanced Manufacturing Technology, National
Research Council Canada, Ottawa, K1A OR6, Canada
Abstract
The effects of surface modification treatments such as shot peening, ionimplantation (carbon and nitrogen), surface lubrication (soft coating), lasergas nitriding and various combinations thereof, on the fretting fatigueresistance of Ti-6Al-4V have been investigated. The best of these surfacetreatments appears to be shot peening. While ion implantation improves thebase metal fretting fatigue resistance to some extent, the fretting fatigue lifeof shot peened Ti-6Al-4V is reduced by the ion implantation treatment or theapplication of a soft coating. The fretting fatigue life of laser nitrided Ti-6Al-4V is inferior to that of the base metal and this occurs as a result of theinferior surface finish and brittle nature of the nitrided surface.
1 Introduction
Fretting fatigue problems are frequently observed in the blade-disc fixingregions of fan and compressor components made from titanium alloys insome aero gas turbine engines [1]. The fretting action between the bladedovetail surface and the corresponding disc slot surface induces early crackinitiation either in the dovetail region of the blade or in the rim slot surfaceof the disc, which can drastically reduce the fatigue life of affectedcomponents. In extreme situations, this phenomenon may cause prematurefailure of the component.
A number of publications have documented that different surfacemodification treatments can improve the fretting fatigue resistance oftitanium alloys to different degrees [2-61. Ion implantation, soft coating andshot peening have been identified as promising surface modificationtechniques. There is however limited information available on the combinedeffects of these surface treatments on the fretting fatigue resistance of Ti-6A1-4V. Laser gas nitriding has also recently emerged as a new surface
Transactions on Engineering Sciences vol 8, © 1995 WIT Press, www.witpress.com, ISSN 1743-3533
266 Surface Treatment Effects II
modification treatment for titanium alloys [7-9]. Because of hard titaniumnitride formation and the metallurgical bonding between the nitrided layerand the substrate, this process could have some potential for alleviating thefretting fatigue problems. There is however no information available on thefretting fatigue properties of laser nitrided titanium alloys. Furthermore,different surface modification treatments may produce different residualstress levels, which, in turn, will affect the fretting fatigue life.
The objective of this paper was to investigate the effect of differentsurface modification treatments, such as shot peening plus carbon ornitrogen ion implantation, shot peening plus Cu-Ni-In soft coating, and lasergas nitriding on the ambient temperature fretting fatigue resistance of Ti-6A1-4V alloy (a typical fan blade material).
2 Experimental procedures
A commercial Ti-6Al-4V plate (12.7 mm thick) was used as the test material.All samples were polished to 600 grit before surface modifications to providea consistent surface finish. The effects of the following surface modificationtreatments on fretting fatigue were studied:(a) polished base metal (no treatment),(b) nitrogen or carbon ion implantation only,(c) shot peening only,(d) shot peening followed by nitrogen or carbon ion implantation,(e) shot peening followed by Cu-Ni-In coating and MoS% solid lubricant,
and(f) laser gas nitriding.
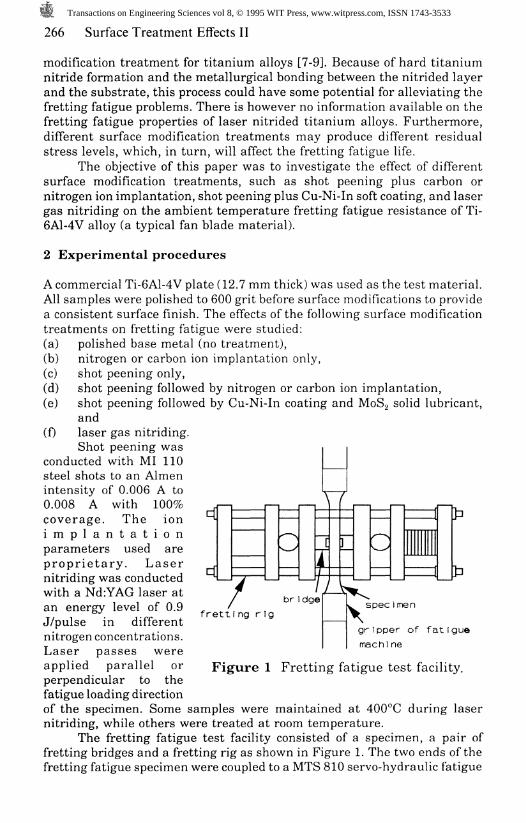
Shot peening wasconducted with MI 110steel shots to an Almenintensity of 0.006 A to0.008 A with 100%coverage. The ioni m p l a n t a t i o nparameters used areproprietary. Lasernitriding was conductedwith a Nd:YAG laser atan energy level of 0.9 frettf ng rig
spec i men
gr1pper of fat i guemac hi ne
Figure 1 Fretting fatigue test facility.
J/pulse in differentnitrogen concentrations.Laser passes wereapplied parallel orperpendicular to thefatigue loading directionof the specimen. Some samples were maintained at 400°C during lasernitriding, while others were treated at room temperature.
The fretting fatigue test facility consisted of a specimen, a pair offretting bridges and a fretting rig as shown in Figure 1. The two ends of thefretting fatigue specimen were coupled to a MTS 810 servo-hydraulic fatigue
Transactions on Engineering Sciences vol 8, © 1995 WIT Press, www.witpress.com, ISSN 1743-3533
Surface Treatment Effects II 267
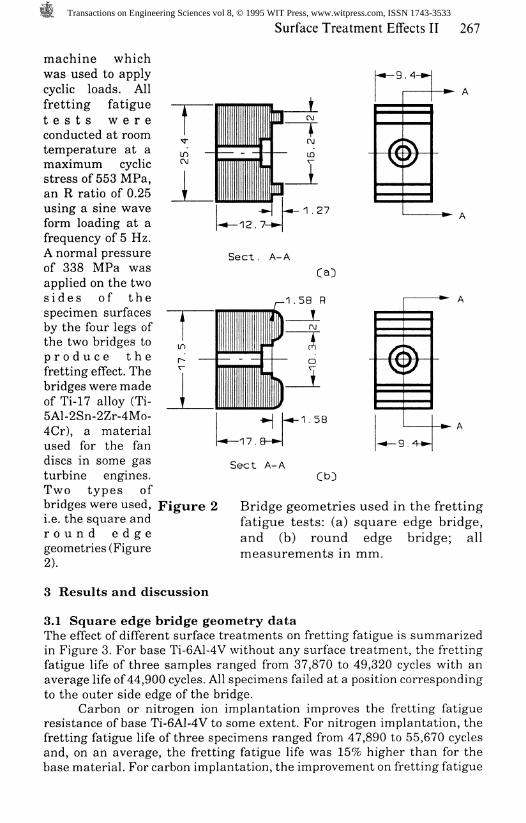
machine whichwas used to applycyclic loads. Allfretting fatiguet e s t s w e r econducted at roomtemperature at amaximum cyclicstress of 553 MPa,an R ratio of 0.25using a sine waveform loading at afrequency of 5 Hz.A normal pressureof 338 MPa wasapplied on the twosides of thespecimen surfacesby the four legs ofthe two bridges top r o d u c e thefretting effect. Thebridges were madeof Ti-17 alloy (Ti-5Al-2Sn-2Zr-4Mo-4Cr), a materialused for the fandiscs in some gasturbine engines.Two types ofbridges were used,i.e. the square andr o u n d e d g egeometries (Figure2).
3 Results and discussion
-9,4-H
Sect A-A
1 .58
Cb)
Figure 2 Bridge geometries used in the frettingfatigue tests: (a) square edge bridge,and (b) round edge bridge; allmeasurements in mm.
3.1 Square edge bridge geometry dataThe effect of different surface treatments on fretting fatigue is summarizedin Figure 3. For base Ti-6Al-4V without any surface treatment, the frettingfatigue life of three samples ranged from 37,870 to 49,320 cycles with anaverage life of 44,900 cycles. All specimens failed at a position correspondingto the outer side edge of the bridge.
Carbon or nitrogen ion implantation improves the fretting fatigueresistance of base Ti-6Al-4V to some extent. For nitrogen implantation, thefretting fatigue life of three specimens ranged from 47,890 to 55,670 cyclesand, on an average, the fretting fatigue life was 15% higher than for thebase material. For carbon implantation, the improvement on fretting fatigue
Transactions on Engineering Sciences vol 8, © 1995 WIT Press, www.witpress.com, ISSN 1743-3533
268 Surface Treatment Effects II
ooo
OJO)
1400
1200
1000
800
600
400
200
0
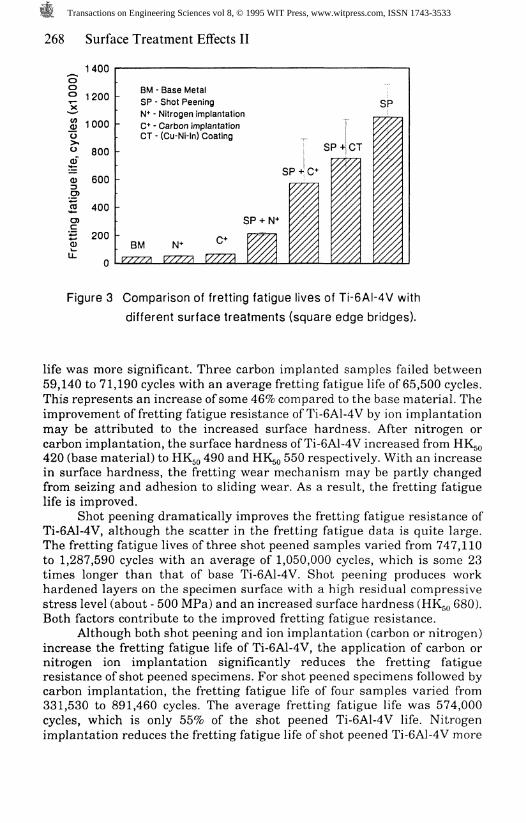
BM - Base MetalSP - Shot PeeningN+ - Nitrogen implantationC+ - Carbon implantationCT - (Cu-Ni-ln) Coating
SP
SP + CT
SP+'C+
SP + N+
BMV///A V///A
Figure 3 Comparison of fretting fatigue lives of TI-6AI-4V with
different surface treatments (square edge bridges).
life was more significant. Three carbon implanted samples failed between59,140 to 71,190 cycles with an average fretting fatigue life of 65,500 cycles.This represents an increase of some 46% compared to the base material. Theimprovement of fretting fatigue resistance of Ti-6Al-4V by ion implantationmay be attributed to the increased surface hardness. After nitrogen orcarbon implantation, the surface hardness of Ti-6Al-4V increased from HK^420 (base material) to HK^ 490 and HK^g 550 respectively. With an increasein surface hardness, the fretting wear mechanism may be partly changedfrom seizing and adhesion to sliding wear. As a result, the fretting fatiguelife is improved.
Shot peening dramatically improves the fretting fatigue resistance ofTi-6Al-4V, although the scatter in the fretting fatigue data is quite large.The fretting fatigue lives of three shot peened samples varied from 747,110to 1,287,590 cycles with an average of 1,050,000 cycles, which is some 23times longer than that of base Ti-6Al-4V. Shot peening produces workhardened layers on the specimen surface with a high residual compressivestress level (about - 500 MPa) and an increased surface hardness (HK̂ 680).Both factors contribute to the improved fretting fatigue resistance.
Although both shot peening and ion implantation (carbon or nitrogen)increase the fretting fatigue life of Ti-6Al-4V, the application of carbon ornitrogen ion implantation significantly reduces the fretting fatigueresistance of shot peened specimens. For shot peened specimens followed bycarbon implantation, the fretting fatigue life of four samples varied from331,530 to 891,460 cycles. The average fretting fatigue life was 574,000cycles, which is only 55% of the shot peened Ti-6Al-4V life. Nitrogenimplantation reduces the fretting fatigue life of shot peened Ti-6Al-4V more
Transactions on Engineering Sciences vol 8, © 1995 WIT Press, www.witpress.com, ISSN 1743-3533
Surface Treatment Effects II 269
dramatically than carbon implantation. The fretting fatigue life of three shotpeened plus nitrogen implanted samples ranged from 200,670 to 224,460cycles. The average fretting fatigue life was 213,000 cycles, which is onlyabout 20% of the shot peened Ti-6Al-4V life.
The reduction in fretting fatigue life of shot peened plus ion implantedTi-6Al-4V may be attributed to the rough surface finish as well as theshallow hardened layer. Due to plastic deformation, shot peeningsignificantly increases surface hardness and roughness of Ti-6Al-4V samples.The mean of the maximum peak-to-valley values (Rtm) increased from 1.16um (600 grit polished surface) to 13.0 um after shot peening. Carbon ornitrogen ion implantation on the other hand produces titanium carbide ortitanium nitride layer respectively. These phases are very hard but also tendto be brittle. Because of the shallow effective depth (usually less than 1000A), ion implantation does not affect the shot peened surface roughness toform a uniform hardened layer. Under cyclic loading conditions coupled withhigh normal pressures, the relatively brittle and nonuniform hardened layercould be easily broken at weak sites within the fretting region to form earlycracks, which may result in a reduction of fretting fatigue life of the shotpeened samples.
Contrary to the expected result, the application of a soft coating to theshot peened surface was found to reduce rather than increase the frettingfatigue life of shot peened Ti-6Al-4V specimens. The fretting fatigue life offour shot peened samples coated with Cu-Ni-In coating and a solid MoS%lubricant film ranged from 410,170 to 1,035,420 cycles. With these coatings,the average fretting fatigue life of shot peened specimens was 753,000cycles, which is only about 72% of the uncoated shot peened Ti-6Al-4V life.The reduction of the fretting fatigue life of the coated shot peened samplesmay be related to the Cu-Ni-In coating process rather than the MoS^coating. Previous investigations have revealed that MoS% lubricant isbeneficial to the fretting fatigue life of titanium alloys [10]. The Cu-Ni-Incoating is plasma sprayed onto the shot peened surface. The elevatedtemperature during the coating process is thought to relax the residualcompressive stress level in shot peened layers and, therefore, reduce thefretting fatigue life.
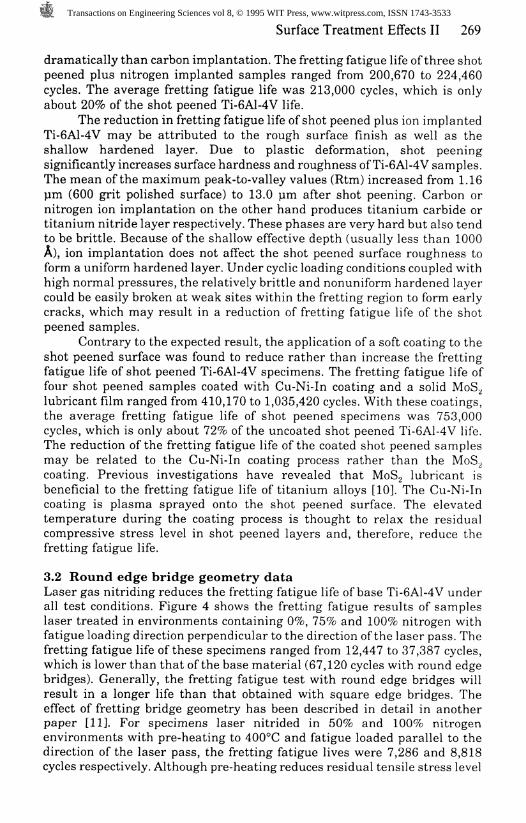
3.2 Round edge bridge geometry dataLaser gas nitriding reduces the fretting fatigue life of base Ti-6Al-4V underall test conditions. Figure 4 shows the fretting fatigue results of sampleslaser treated in environments containing 0%, 75% and 100% nitrogen withfatigue loading direction perpendicular to the direction of the laser pass. Thefretting fatigue life of these specimens ranged from 12,447 to 37,387 cycles,which is lower than that of the base material (67,120 cycles with round edgebridges). Generally, the fretting fatigue test with round edge bridges willresult in a longer life than that obtained with square edge bridges. Theeffect of fretting bridge geometry has been described in detail in anotherpaper [11]. For specimens laser nitrided in 50% and 100% nitrogenenvironments with pre-heating to 400°C and fatigue loaded parallel to thedirection of the laser pass, the fretting fatigue lives were 7,286 and 8,818cycles respectively. Although pre-heating reduces residual tensile stress level
Transactions on Engineering Sciences vol 8, © 1995 WIT Press, www.witpress.com, ISSN 1743-3533
270 Surface Treatment Effects II
100
ooo80
2 60
2o
O
40
20
Perpendiculardirection
67,100
37,400
1 2,800 1 2,400
Base-metal 0%N2 75%N2 100%N2
Figure 4 Fretting fatigue results for laser nitrided Ti-6AI-4V alongthe perpendicular direction (with round edge bridges).
from + 870 MPa to + 660 MPa and changing loading direction to parallelusually improves the fatigue life of the samples, no improvement wasobserved in the fretting fatigue life.
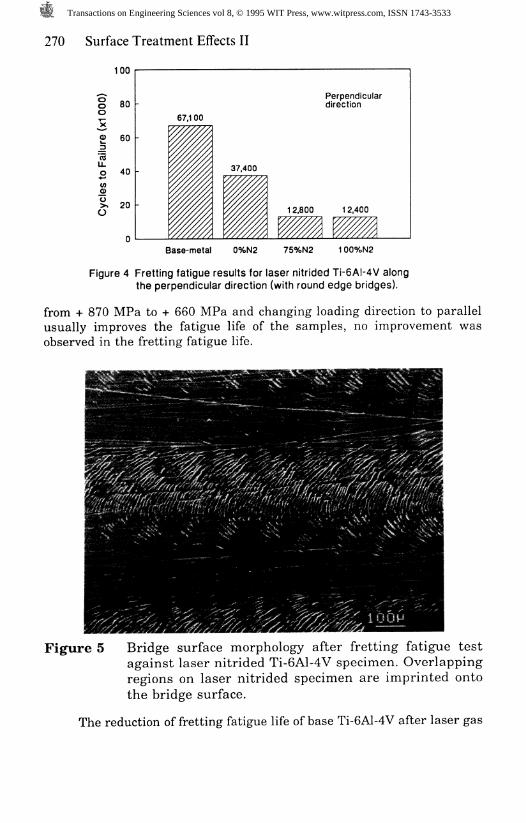
Figure 5 Bridge surface morphology after fretting fatigue testagainst laser nitrided Ti-6Al-4V specimen. Overlappingregions on laser nitrided specimen are imprinted ontothe bridge surface.
The reduction of fretting fatigue life of base Ti-6Al-4V after laser gas
Transactions on Engineering Sciences vol 8, © 1995 WIT Press, www.witpress.com, ISSN 1743-3533
Surface Treatment Effects II 271
nitriding may be attributed to the inferior surface finish and brittle natureof the nitrided layer. Because of the Gaussian energy distribution within thelaser beam, nitrided surfaces appear concave, i.e. the overlapping region ishigher than at the centre of the laser pass. In addition, the surface hardnessof the nitrided specimen (Hv̂ 850 - 1300) is much higher than that of theTi-17 fretting bridge (Hv̂ 400). During the fretting fatigue process, at ahigh normal pressure (338 MPa), the hard overlap region of the concavenitrided surface imprints its epitaxial features onto the relatively soft bridgesurface (Figure 5).
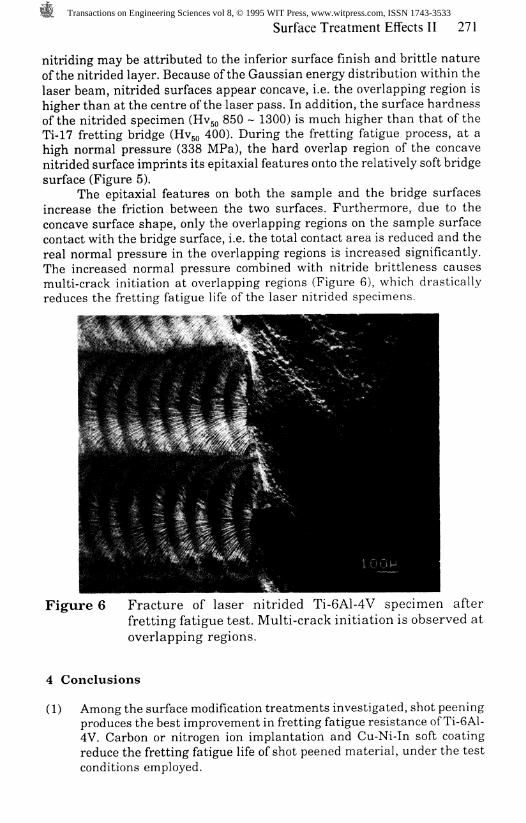
The epitaxial features on both the sample and the bridge surfacesincrease the friction between the two surfaces. Furthermore, due to theconcave surface shape, only the overlapping regions on the sample surfacecontact with the bridge surface, i.e. the total contact area is reduced and thereal normal pressure in the overlapping regions is increased significantly.The increased normal pressure combined with nitride brittleness causesmulti-crack initiation at overlapping regions (Figure 6), which drasticallyreduces the fretting fatigue life of the laser nitrided specimens.
Figure 6 Fracture of laser nitrided Ti-6Al-4V specimen afterfretting fatigue test. Multi-crack initiation is observed atoverlapping regions.
4 Conclusions
(1) Among the surface modification treatments investigated, shot peeningproduces the best improvement in fretting fatigue resistance of Ti-6Al-4V. Carbon or nitrogen ion implantation and Cu-Ni-In soft coatingreduce the fretting fatigue life of shot peened material, under the testconditions employed.
Transactions on Engineering Sciences vol 8, © 1995 WIT Press, www.witpress.com, ISSN 1743-3533
272 Surface Treatment Effects II
(2) The fretting fatigue properties of Ti-6Al-4V specimens deteriorate inall cases after laser gas nitriding, which may be attributed to theinferior surface finish and the brittle nature of the phases present inthe surface region.
Acknowledgement
This work was conducted under NRC Institute for Aerospace Researchproject JHM01 with financial support provided by the Department ofNational Defence Canada under CHAD FA220791NRC51.
References
1. Broszeit, E., Kloos, K.H. & Schweighofar, B., The fretting fatiguebehaviour of the titanium alloy Ti-6Al-4V, Titanium Science &Technology, 1984, 4, 2171-2178.
2. Waterhouse, R.B., The effect of surface treatment on the fatigue andfretting fatigue of metallic materials, Metal Treatments Against Wear,Corrosion, Fretting and Fatigue, ed R.B. Waterhouse & A. Niku-Lari,pp 31-40, Pergamon Press, 1988.
3. National Materials Advisory Board, Control of Fretting Fatigue,National Research Council Publication, 1977.
4. Saritas, S., Procter, R.P.M. & Grant, W.A., Effect of ion implantationon fatigue, fretting and fretting-corrosion of Ti-6Al-4V, MaterialsScience and Engineering, 1989, A115, 307-314.
5. Waterhouse, R.B., Avoidance of fretting fatigue failure, FrettingFatigue, ed R.B. Waterhouse, pp 221-240, 1981.
6. Burman, G., Fretting Tests of Titanium Alloy Ti-6Al-4V with Shot-Peened and Solid Lubricant Coated Surface, FFV MaintenanceDivision, Laboratory Report, 1979.
7. Morton, P.H., Bell, T., Weisheit, A., Kroll, J., Mordike, B.L. & Sagoo,K., Laser gas nitriding of titanium and titanium alloys, SurfaceModification Technologies V, ed T.S. Sudarshan & J.F. Braza, pp.593-609, 1992.
8. Bieler, H.W., Schwarz, M. & Kreutz, E.W., Laser gas alloying of Ti-6A1-4V with high-power COg laser radiation, Proceedings ofICALEO'87, 1987, pp.195-200.
9. Katayama, S., Matsunawa, A., Morimoto, A., Ishimoto S. & Arata, Y.,Surface hardening of titanium by laser nitriding, in ICALEO'83,pp. 127-134, Proceedings of the Int. Conf. on Applications of Lasers andElectro-optics, 1983.
10. Charavarty, S., Andrews, R., Patnaik, P., and Koul, A.K., Effect ofsurface modification treatments on the room & elevated temperaturefretting fatigue life of Ti alloys, Journal of Metals, April, 1995.
11. Xue, L., Koul, A.K., Bibby, M., Wallace, W., Andrews, R. & Islam, M.,The effects of residual stress and fretting bridge geometry on thefretting fatigue behaviour of surface modified Ti-6Al-4V, to bepublished in Canadian Aeronautics and Space Journal.
Transactions on Engineering Sciences vol 8, © 1995 WIT Press, www.witpress.com, ISSN 1743-3533