Embed Size (px)
Citation preview
รายงานการวิจัย เรื่อง
สรางและพัฒนาเครื่องขัดกระดาษทราย
Invention and Development of Grinding Machine
วีระวัฒน ทองงาม จํานง ชูดวง
ไดรับทุนอุดหนุนการวิจัยจากงบประมาณโครงการผลิตวิจัย
และพัฒนาเทคโนโลยีเพ่ือการศึกษา มหาวิทยาลัยเทคโนโลยีราชมงคลลานนา ลําปาง
ประจําปงบประมาณ 2548
2
สรางและพัฒนาเครื่องขัดกระดาษทราย Invention and Development of Grinding Machine
วีระวัฒน ทองงาม1 จํานง ชูดวง2
Weerawat Tongngam1 Jamnong Choodoung2
บทคัดยอ
โครงการสรางและพัฒนาเครื่องขัดกระดาษทราย มีวัตถุประสงคเพื่อสรางและพัฒนาเครื่องขัดกระดาษทรายสําหรับขัดชิ้นงานทดสอบในงานโลหะวิทยา โดยมีขอบเขตของโครงการคือใชกับมอเตอรท่ีใชกับไฟฟากระแสสลับ 220 โวลท 50 เฮิรตซ แปนขัดมีขนาดเสนผาศูนยกลาง 200 มิลลิเมตร มีความเร็วรอบ 4 ระดับ คือ 290,350,430 และ 495 รอบตอนาที ผลการทดลองใชงานเคร่ืองขัดกระดาษทราย บรรลุวัตถุประสงคท่ีต้ังไว เครื่องขัดกระดาษทรายท่ีสรางขึ้น สามารถใชงานการขัดชิ้นทดสอบได มีขีดความสามารถใกลเคียงกับเคร่ืองขัดตนแบบ ตรวจสอบไดจากเวลาท่ีใชขัดชิ้นทดสอบท่ีทําการทดลอง และผิวท่ีไดจะใกลเคียงกับเคร่ืองตนแบบ สําหรับความคิดเห็นเก่ียวกับการสรางและพัฒนาเคร่ืองขัดกระดาษทราย จากผูมีประสบการณทางโลหะวิทยา มีความเห็นสอดคลองกันโดยภาพรวมอยูในระดับดีมากถึงมากท่ีสุด เมื่อพิจารณาเปนรายดาน พบวาดานลักษณะเคร่ืองและประโยชนของเคร่ืองมือ มีความเห็นเฉลี่ยสูงสุด รองลงมาคือ ดานลักษณะของการใชงาน คําสําคัญ : เคร่ืองขัดกระดาษทราย โลหะวิทยา ช้ินงานทดสอบ การตรึง
ABSTRACT
The project of invention and development of grinding machine. The purpose -------------------------------------------------------------------------------------------------------------------------
1มหาวิทยาลัยเทคโนโลยีราชมงคลลานนา ลําปาง. 1Rajamangala University of Technology Lanna Lampang. 2มหาวิทยาลัยเทคโนโลยีราชมงคลลานนา ลําปาง. ,สถาบันวิจัยและฝกอบรมการเกษตรลําปาง
2 Rajamangala University of Technology Lanna Lampang. ,Lampang Agricultural Research and Training Centre.
3
of invention and development of grinding machine is grind material test of metallurgy. The limited of project is use a motor with 220 volt AC. 50 hertz grind wheel test has dimension ∅ 200 mm. It’s rotation speed 4 level 290, 350, 430 and 495 RPM. The result of use working of grinding machine. It’s reach of purpose grinding machine. It’s can use grind material test have a limits near original and can check with the time of material test working and has skin near original. The opinions from experts in metallurgy field on overall capacity of the project of invention and development of grinding machine were rate at high degree. The design and the practicable aspect of the grinding machine was scored to be the highest, followed by the usefulness aspect, respectively. Key words : Grinding machine, Metallurgy, Specimen, Mounting
บทนํา การศึกษาโครงสรางโลหะ เปนการศึกษาโครงสรางของโลหะท่ีกระทําโดยใชกลองจุลทรรศน (Microscope) เพื่อตรวจสอบเก่ียวกับชนิดของภาค (Phase) การกระจายตัวของภาค ตลอดจนลักษณะและขนาดโครงสรางของผลึก นอกจากน้ันยังสามารถทราบถึงสภาวะของโลหะไดวาเปนสารละลายของแข็ง สารประกอบ หรือบริสุทธ์ิ (ไพโรจน ฐานวิเศษ, 2540, น. 7-1) การศึกษาโครงสรางของโลหะสามารถแยกไดออกเปน 2 ลักษณะ คือ โครงสรางมหภาค (Macrostructure) และโครงสรางจุลภาค (Microstructure) การศึกษาโครงสรางของโลหะจะมีประสิทธิภาพและคุณภาพ ข้ึนอยูกับข้ันการเตรียมช้ินงานทดสอบ (Specimen) เปนสําคัญ กลาวคือชิ้นงานทดสอบจะตองผานการปรับระดับผิวหนาและผิวขัดใหเรียบ ไมมีรอยขีดขวน มีลักษณะเปนมัน ถาขั้นการเตรียมชิ้นงานทดสอบมาไมดี ก็ไมสามารถวิเคราะห หรือมองภาพจากกลองจุลทรรศนไดชัดเจนและถูกตอง ดังน้ันการเตรียมชิ้นงานทดสอบจึงตองอาศัยประสบการณและเทคนิคประกอบ และปจจัยท่ีสําคัญอีกประการหน่ึง คือการเตรียมการอยางเปนขั้นตอน รวมถึงสภาพการทํางานท่ีสะอาดระหวางข้ันตอนการทํางานท้ังหมด (ไพโรจน ฐานวิเศษ, 2540, น. 7-1) สําหรับการขัดเปนวิธีการในการเตรียมชิ้นงานทดสอบเชิงกล (The process of mechanical preparation) (สุรินทร หมื่นถาและจักรพันธุ จันทิวงค, 2542, น. 28) ในการตรวจสอบโครงสราง
4
จุลภาคทางดานโลหะวิทยาน้ันมีความหมายคือ การเอาผิวหนาของชิ้นงานทดสอบออกไปโดยคมตัดของผงขัดซึ่งถูกยึดติดอยูกับท่ี จึงเกิดอาการตัดผิวชิ้นงานเปนแผน (Chip) ทําใหอัตราการเอาผิวหนาของชิ้นงานออกสูงมาก และเกิด Deformation นอย (สุรินทร หมื่นถาและจักรพันธุ จันทิวงค, 2542, น. 34) ปกติการขัดจะใชความเร็วรอบของเคร่ืองขัดประมาณ 50 - 600 รอบ/ นาที สําหรับแผนขัดขนาด 200 มิลลิเมตร (บริษัทเทสต้ิง อินสทรูเมนทจํากัด. 2536) การเตรียมชิ้นงานทดสอบเชิงกล เปนวิธีการธรรมดาที่สุดที่นักวัสดุศาตรใชเตรียมตัวอยางเพื่อตรวจสอบโครงสรางวัสดุดวยกลองไมโครสโคป ในการเตรียมชิ้นงานทดสอบเชิงกลน้ีจะตองมีผงขัดทําหนาท่ีขัดถูเอาผิวหนาชิ้นงานทดสอบออกไปจนไดคุณภาพของผิวท่ีตองการ ผงขัดที่มีขนาดละเอียดมากๆ จะย่ิงทําใหผิวช้ินงานทดสอบเรียบข้ึนเทาน้ัน การเตรียมชิ้นงานทดสอบเชิงกลแบงออกเปน 2 ขั้นตอนไดแก การขัดระนาบและละเอียด (Grinding) และการขัดมัน (Polishing) (สุรินทร หมื่นถาและจักรพันธุ จันทิวงค, 2542, น. 34 - 36)
การขัดระนาบและละเอียด
ขั้นตอนแรกในการเอาผิวชิ้นงานทดสอบออก เรียกวาการขัดระนาบและละเอียด ปกติแลวในขั้นตอนน้ีจะเอาผิวของชิ้นงานทดสอบท่ีเสียหาย หรือแปรรูปไปบางในขั้นตอนการตัดหรือการตรึง (Mounting) ออกไป ในขณะเดียวกันก็จะทําใหผิวท่ีเกิดใหมเกิดความเสียหายเพียงเล็กนอยเทานั้น ซึ่งเมื่อนํามาขัดมัน (Polishing) จะสามารถขจัดความเสียหายเล็กนอยท่ีหลงเหลืออยูน้ันในระยะเวลาอันส้ัน (สุรินทร หมื่นถาและจักรพันธุ จันทิวงค, 2542, น. 30)
การขัดมัน วิธีการเหมือนกับการขัดละเอียด เพียงแตทําหนาท่ีขจัดผิวท่ีเสียหายเน่ืองจากการขัดในข้ันตอนกอนออกไป เพื่อจะไดผิวท่ีดีกวา โดยไมทําใหผิวเกิดความเสียหายขึ้นอีก ผงขัดที่ใชจึงมีความละเอียดสูง มักใชผงเพชรและผงขัดออกไซดในการขัด (สุรินทร หมื่นถาและจักรพันธุ จันทิวงค, 2542, น. 31) ไพโรจน ฐานวิเศษ (2540, น. 7-8) กลาวถึงเทคนิคการขัดชิ้นงานทดสอบดวยกระดาษทรายไววา ใหใชแรงกดพอเหมาะ ไมควรใชแรงกดมากเกินไปจะทําใหเกิดรอยบนผิวหนาลึกเกินไป มีขนาดไมสม่ําเสมอ เศษผงขัดอาจฝงอยูในรอยขัด และระนาบของผิวขัดเอียงหรือบิดเบ้ียวได ถาใชแรงกดนอยจะทําใหการขัดชา ในการขัดจะใชวิธีขัดเปยก (Wet grinding) โดยใหนํ้าไหล
5
ผานกระดาษทรายตลอดเวลา เพราะนํ้าจะชวยพัดพาเอาเศษผงออกจากผิวหนา และชวยหลอเย็นไมใหผิวช้ินงานทดสอบรอน การทดลองน้ีมีวัตถุประสงคคือ เพื่อสรางและพัฒนาเคร่ืองขัดกระดาษทรายท่ีมีประสิทธิภาพท่ีเพียงพอสําหรับการศึกษาโครงสรางโลหะ สามารถผลิตขึ้นมาใชไดเอง โดยใชวัตถุดิบภายในประเทศ
วิธีการวิจัย
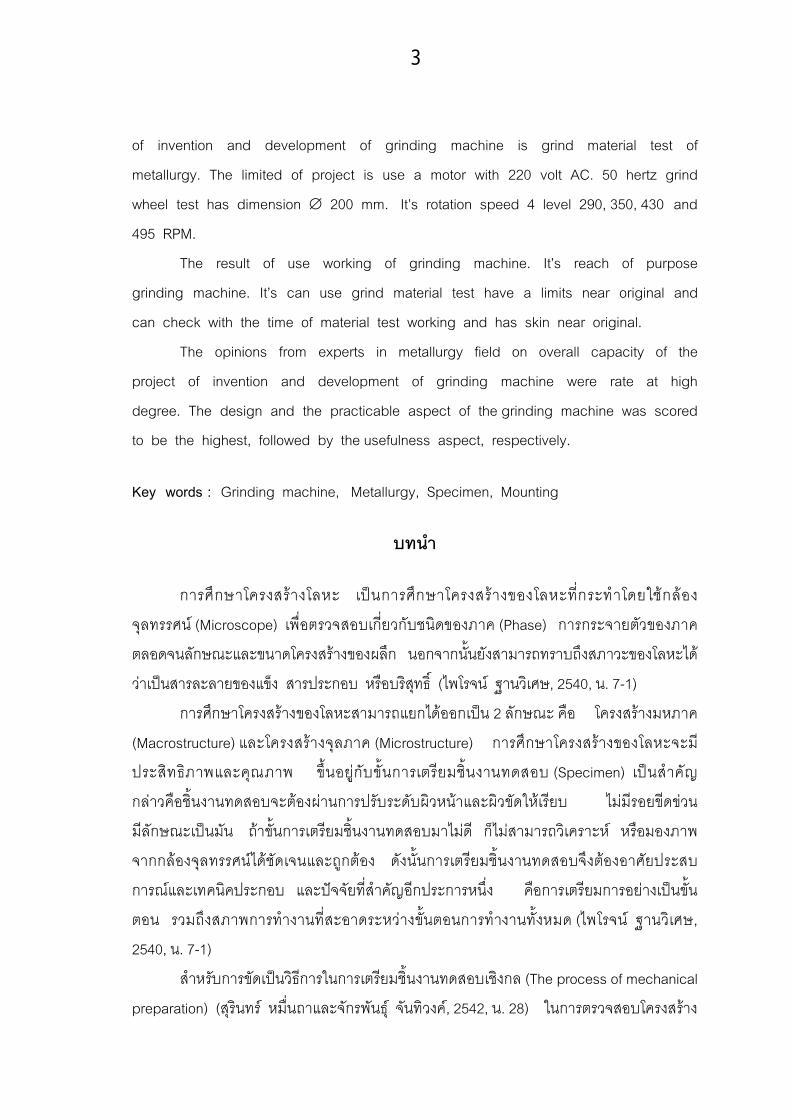
ขั้นตอนการทดลอง หลังจากประกอบเคร่ืองตามแบบในภาคผนวกเสร็จสมบูรณแลว ทําการทดสอบวาเคร่ืองทํางานไดหรือไม ทดสอบความเรียบโดยใช Dial gauge วัดตามจุดตางๆ ขณะหมุนจานขัดดวยมือ โดยวัดจากจุดศูนยกลางของจานขัดท่ีระยะรัศมี 25, 50, 75 และ 95 มิลลิเมตรตามลาํดับ
รูปท่ี 1 ทดสอบความเรียบโดยใช Dial gauge โดยวัดจากจุดศูนยกลางของจานขัดท่ีระยะรัศมี 25, 50, 75 และ 90 มิลลิเมตร ทําการเตรียมชิ้นงานทดสอบดวยการนําชิ้นทดสอบมาทําการตรึงงาน (Mounting) ปรับผิวใหเรียบเบ้ืองตนดวยการขัดดวย SiC – Paper เบอร 180 โดยใชน้ําชวยหลอเย็นทุกชิ้น จากน้ันจึงเร่ิมทําการเก็บขอมูลท่ีไดจากการขัดดวย SiC – Paper เบอร 220, 320, 500 และ Polishing cloths ใชรวมกับผงขัดเพชรเบอร 1,200 โดยมีหลักเกณฑดังน้ี ในการทดลองขัดกับเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐขึ้น จะวิเคราะหหาคุณภาพผิวช้ินงานทดสอบ และเวลาเฉลี่ยท่ีใชในการขัด โดยจะดําเนินการขัดชิ้นงานทดสอบ 3 ชนิด คือ
6
เหล็ก ST37, เหล็ก SKD11, และเหล็กหลอ GG20 ทําการทดลองตัวอยางละ 3 ซ้ํา รวม 36 ตัวอยาง ทําการขัดท่ี 4 ความเร็วรอบคือ 280 รอบ/นาที, 350 รอบ/นาที, 430 รอบ/นาที และ 350 รอบ/นาที การเปรียบเทียบการขัดระหวางเคร่ืองตนแบบท่ีใชทําการทดลองเปรียบเทียบ กระทําโดยนําตัวอยางช้ินงานทดสอบวัสดุท้ัง 3 ชนิด ทําการทดลองกระบวนการเดียวกัน ตัวอยางละ 3 ซ้ํา รวมทั้งหมด 36 ตัวอยางเชนเดียวกัน ใชการทดสอบขัดกับเคร่ืองขัดท่ีสามารถทําการเปรียบเทียบคุณลักษณะการใชงานท่ีใกลเคียงกันไดเทาน้ัน ในการวิจัยน้ีใชเคร่ืองขัด รุน Saphir 370 E ซึ่งเปนผลิตภัณฑของบริษัท MMT Engineering เปนเคร่ืองเปรียบเทียบ ทําการติดต้ังอุปกรณพิเศษท่ีชวยในการจับยึดช้ินงานทดสอบ ทําการถายภาพเปรียบเทียบผิวหนาของช้ินงานทดสอบในแตละข้ันตอน ท้ังน้ีเพ่ือนํามาเปนขอมูลอางอิงในการทดลองเคร่ืองขัดกระดาษทรายท่ีประดิษฐข้ึน สําหรับการเก็บขอมูลเร่ืองความคิดเห็นเก่ียวกับเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน ไดจากการออกแบบสอบถามความเห็นจากผูมีประสบการณทางการสอนในรายวิชาโลหะวิทยา จากผูมีประสบการณสอนรายวิชาท่ีเก่ียวของกับรายวิชาทางโลหะวิทยา และผูปฏิบัติการทางโลหะวิทยา การเก็บขอมูล ยึดช้ินงานทดสอบท่ีผานการตรึงงานเรียบรอยแลวเขากับอุกปกรณจับยึดพิเศษ บันทึกความเรียบของจานขัดขณะหมุนจานขัดดวยมือ เวลาที่ใชขัด สังเกตคุณภาพของผิวชิ้นงานทดสอบทั่วไป ไดแกลักษณะรอยเสนท่ีเกิดจากคมตัด และความสม่ําเสมอของรอยเสน และออกแบบสอบถามเพ่ือเก็บขอมูลความคิดเห็นเก่ียวกับเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน จากผูมีประสบการณทางโลหะวิทยาตามรายละเอียดในภาคผนวก ก. สําหรับสถานท่ีการทดลอง จะทําการทดลอง ณ หองปฏิบัติการทางโลหะวิทยา มหาวิทยาลัยเทคโนโลยีราชมงคลลานนา วิทยาเขตลําปาง จังหวัดลําปาง ,หองปฏิบัติการทางโลหะวิทยา มหาวิทยาลัยเทคโนโลยีราชมงคลลานนา วิทยาเขตภาคพายัพ จ. เชียงใหม และหองปฏิบัติการทางโลหะวิทยาและทดสอบวัสดุ มหาวิทยาลัยราชภัฏลําปาง จังหวัดลําปาง ระหวางเดือนสิงหาคม พ.ศ. 2548 ถึง เดือนกันยายน พ.ศ. 2548 การวิเคราะหขอมูล วิเคราะหคาเฉลี่ยของเวลาท่ีใชขัด วิเคราะหคาเฉลี่ยความเรียบขณะหมุนจานขัดดวยมือ และการวิเคราะหความคิดเห็นเก่ียวกับเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐขึ้น จากผูมีประสบการณทางโลหะวิทยา ตามวิธีการทางสถิติโดยการวัดแนวโนมเขาสูสวนกลาง โดยวิธีการหาคาเฉล่ีย (Mean: x ), สวนเบ่ียงเบนมาตรฐาน (Standard Deviation : SD.) และเปรียบเทียบกับคา
7
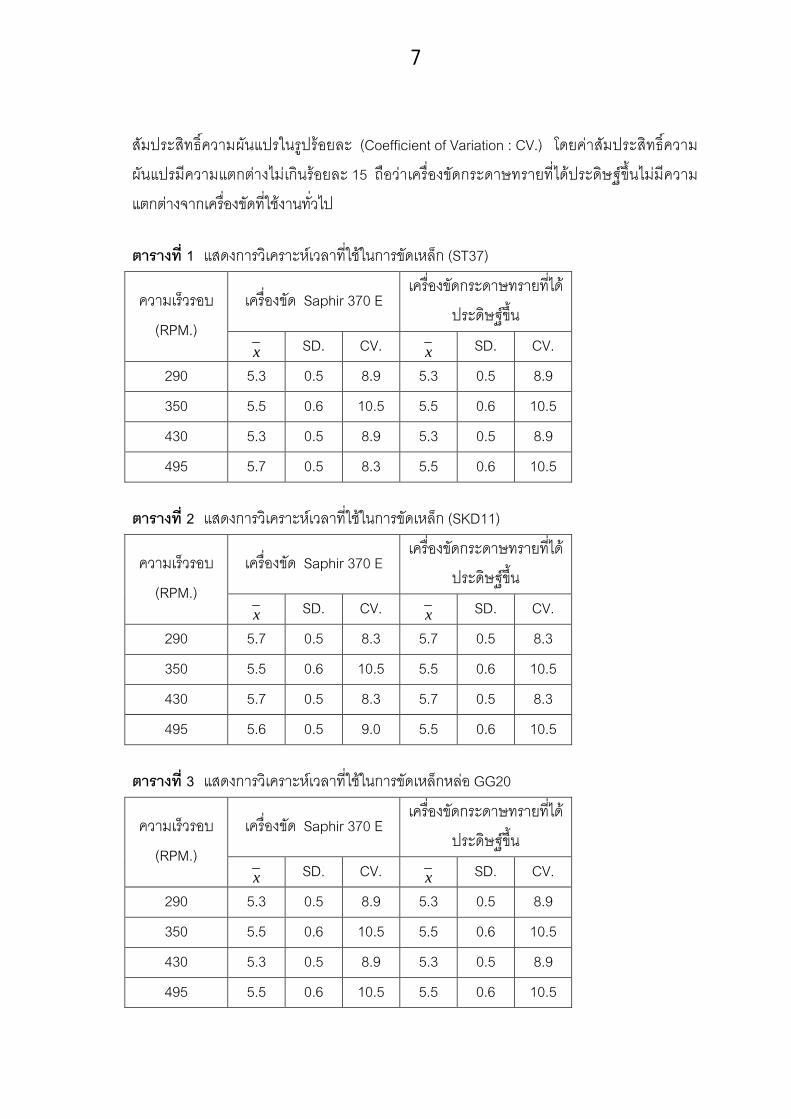
สัมประสิทธิ์ความผันแปรในรูปรอยละ (Coefficient of Variation : CV.) โดยคาสัมประสิทธิ์ความผันแปรมีความแตกตางไมเกินรอยละ 15 ถือวาเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐขึ้นไมมีความแตกตางจากเคร่ืองขัดท่ีใชงานท่ัวไป ตารางท่ี 1 แสดงการวิเคราะหเวลาท่ีใชในการขัดเหล็ก (ST37)
เคร่ืองขัด Saphir 370 E เคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน
ความเร็วรอบ (RPM.)
x SD. CV. x SD. CV. 290 5.3 0.5 8.9 5.3 0.5 8.9 350 5.5 0.6 10.5 5.5 0.6 10.5 430 5.3 0.5 8.9 5.3 0.5 8.9 495 5.7 0.5 8.3 5.5 0.6 10.5
ตารางท่ี 2 แสดงการวิเคราะหเวลาท่ีใชในการขัดเหล็ก (SKD11)
เคร่ืองขัด Saphir 370 E เคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน
ความเร็วรอบ (RPM.)
x SD. CV. x SD. CV. 290 5.7 0.5 8.3 5.7 0.5 8.3 350 5.5 0.6 10.5 5.5 0.6 10.5 430 5.7 0.5 8.3 5.7 0.5 8.3 495 5.6 0.5 9.0 5.5 0.6 10.5
ตารางท่ี 3 แสดงการวิเคราะหเวลาท่ีใชในการขัดเหล็กหลอ GG20
เคร่ืองขัด Saphir 370 E เคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน
ความเร็วรอบ (RPM.)
x SD. CV. x SD. CV. 290 5.3 0.5 8.9 5.3 0.5 8.9 350 5.5 0.6 10.5 5.5 0.6 10.5 430 5.3 0.5 8.9 5.3 0.5 8.9 495 5.5 0.6 10.5 5.5 0.6 10.5
8
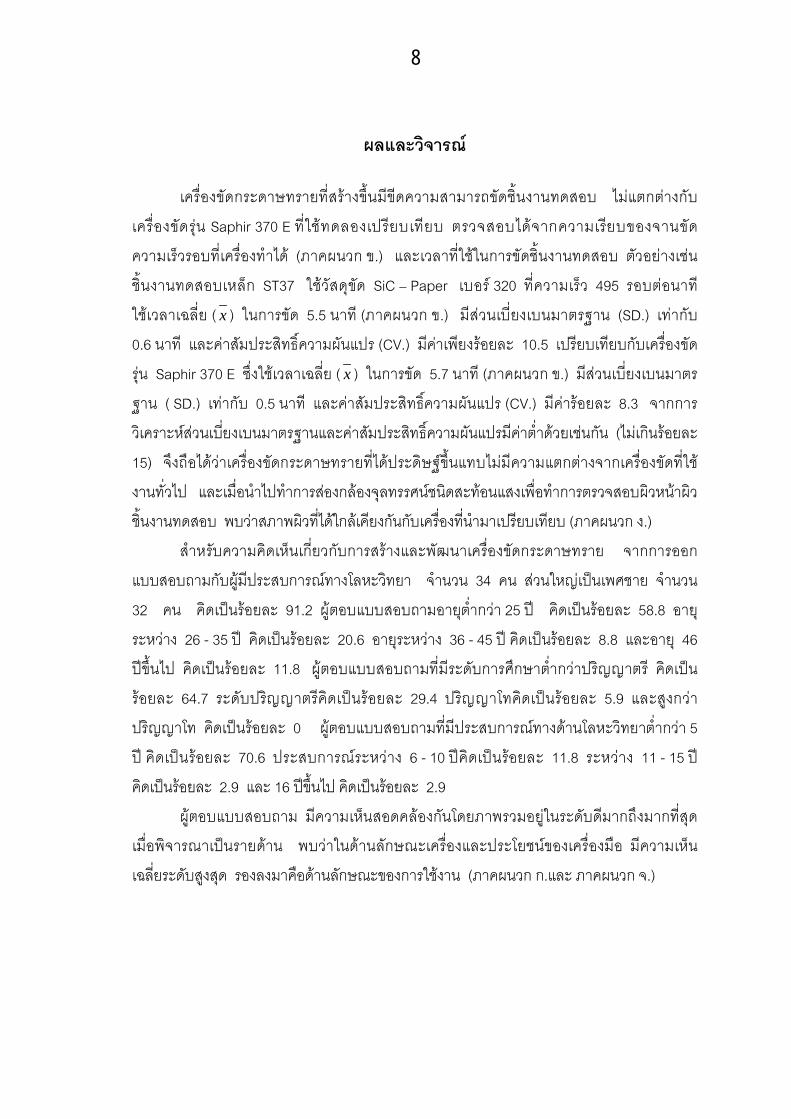
ผลและวิจารณ เคร่ืองขัดกระดาษทรายท่ีสรางขึ้นมีขีดความสามารถขัดชิ้นงานทดสอบ ไมแตกตางกับเคร่ืองขัดรุน Saphir 370 E ท่ีใชทดลองเปรียบเทียบ ตรวจสอบไดจากความเรียบของจานขัด ความเร็วรอบท่ีเคร่ืองทําได (ภาคผนวก ข.) และเวลาท่ีใชในการขัดชิ้นงานทดสอบ ตัวอยางเชน ชิ้นงานทดสอบเหล็ก ST37 ใชวัสดุขัด SiC – Paper เบอร 320 ท่ีความเร็ว 495 รอบตอนาที ใชเวลาเฉลี่ย ( x ) ในการขัด 5.5 นาที (ภาคผนวก ข.) มีสวนเบ่ียงเบนมาตรฐาน (SD.) เทากับ 0.6 นาที และคาสัมประสิทธิ์ความผันแปร (CV.) มีคาเพียงรอยละ 10.5 เปรียบเทียบกับเคร่ืองขัดรุน Saphir 370 E ซึ่งใชเวลาเฉลี่ย ( x ) ในการขัด 5.7 นาที (ภาคผนวก ข.) มีสวนเบ่ียงเบนมาตรฐาน ( SD.) เทากับ 0.5 นาที และคาสัมประสิทธิ์ความผันแปร (CV.) มีคารอยละ 8.3 จากการวิเคราะหสวนเบ่ียงเบนมาตรฐานและคาสัมประสิทธิ์ความผันแปรมีคาตํ่าดวยเชนกัน (ไมเกินรอยละ 15) จึงถือไดวาเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐขึ้นแทบไมมีความแตกตางจากเคร่ืองขัดท่ีใชงานทั่วไป และเมื่อนําไปทําการสองกลองจุลทรรศนชนิดสะทอนแสงเพื่อทําการตรวจสอบผิวหนาผิวช้ินงานทดสอบ พบวาสภาพผิวท่ีไดใกลเคียงกันกับเคร่ืองท่ีนํามาเปรียบเทียบ (ภาคผนวก ง.) สําหรับความคิดเห็นเก่ียวกับการสรางและพัฒนาเครื่องขัดกระดาษทราย จากการออกแบบสอบถามกับผูมีประสบการณทางโลหะวิทยา จํานวน 34 คน สวนใหญเปนเพศชาย จํานวน 32 คน คิดเปนรอยละ 91.2 ผูตอบแบบสอบถามอายุต่ํากวา 25 ป คิดเปนรอยละ 58.8 อายุระหวาง 26 - 35 ป คิดเปนรอยละ 20.6 อายุระหวาง 36 - 45 ป คิดเปนรอยละ 8.8 และอายุ 46 ปข้ึนไป คิดเปนรอยละ 11.8 ผูตอบแบบสอบถามท่ีมีระดับการศึกษาตํ่ากวาปริญญาตรี คิดเปนรอยละ 64.7 ระดับปริญญาตรีคิดเปนรอยละ 29.4 ปริญญาโทคิดเปนรอยละ 5.9 และสูงกวาปริญญาโท คิดเปนรอยละ 0 ผูตอบแบบสอบถามท่ีมีประสบการณทางดานโลหะวิทยาตํ่ากวา 5 ป คิดเปนรอยละ 70.6 ประสบการณระหวาง 6 - 10 ปคิดเปนรอยละ 11.8 ระหวาง 11 - 15 ป คิดเปนรอยละ 2.9 และ 16 ปขึ้นไป คิดเปนรอยละ 2.9 ผูตอบแบบสอบถาม มีความเห็นสอดคลองกันโดยภาพรวมอยูในระดับดีมากถึงมากท่ีสุด เมื่อพิจารณาเปนรายดาน พบวาในดานลักษณะเคร่ืองและประโยชนของเคร่ืองมือ มีความเห็นเฉลี่ยระดับสูงสุด รองลงมาคือดานลักษณะของการใชงาน (ภาคผนวก ก.และ ภาคผนวก จ.)
9
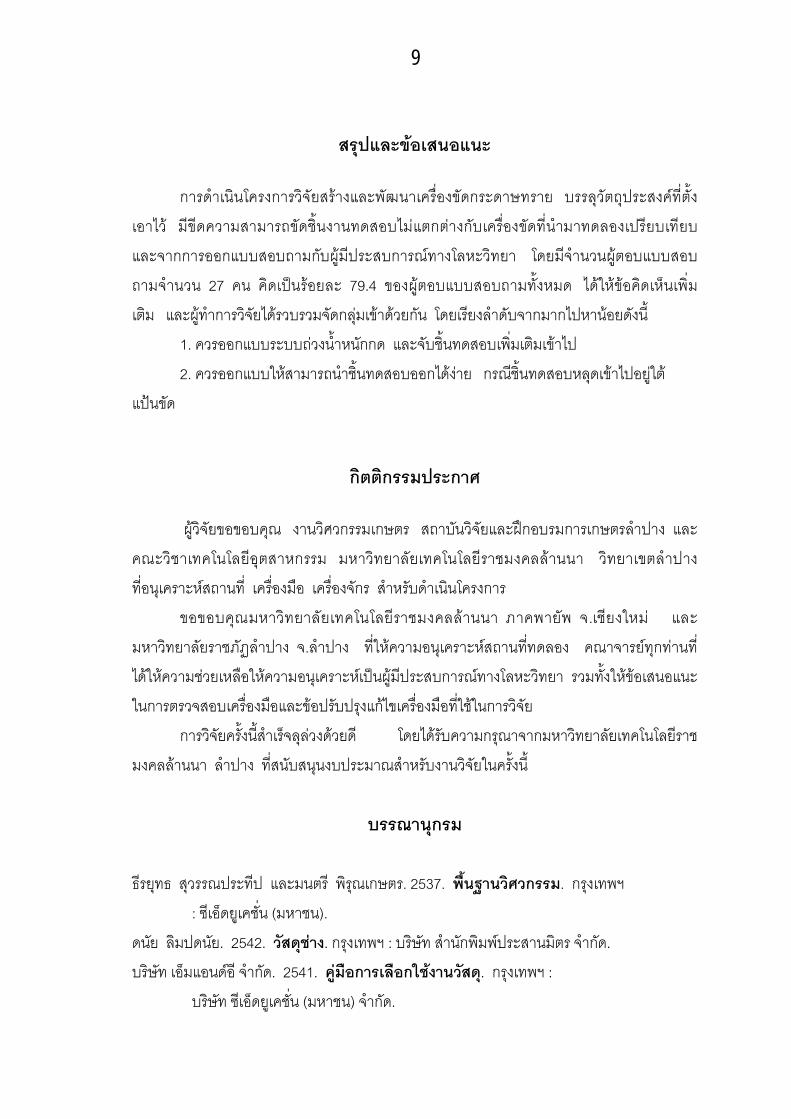
สรุปและขอเสนอแนะ การดําเนินโครงการวิจัยสรางและพัฒนาเคร่ืองขัดกระดาษทราย บรรลุวัตถุประสงคท่ีต้ังเอาไว มีขีดความสามารถขัดชิ้นงานทดสอบไมแตกตางกับเคร่ืองขัดท่ีนํามาทดลองเปรียบเทียบ และจากการออกแบบสอบถามกับผูมีประสบการณทางโลหะวิทยา โดยมีจํานวนผูตอบแบบสอบถามจํานวน 27 คน คิดเปนรอยละ 79.4 ของผูตอบแบบสอบถามท้ังหมด ไดใหขอคิดเห็นเพิ่มเติม และผูทําการวิจัยไดรวบรวมจัดกลุมเขาดวยกัน โดยเรียงลําดับจากมากไปหานอยดังน้ี 1. ควรออกแบบระบบถวงนํ้าหนักกด และจับชิ้นทดสอบเพิ่มเติมเขาไป
2. ควรออกแบบใหสามารถนําช้ินทดสอบออกไดงาย กรณีช้ินทดสอบหลุดเขาไปอยูใต แปนขัด
กิตติกรรมประกาศ
ผูวิจัยขอขอบคุณ งานวิศวกรรมเกษตร สถาบันวิจัยและฝกอบรมการเกษตรลําปาง และคณะวิชาเทคโนโลยีอุตสาหกรรม มหาวิทยาลัยเทคโนโลยีราชมงคลลานนา วิทยาเขตลําปาง ท่ีอนุเคราะหสถานท่ี เคร่ืองมือ เคร่ืองจักร สําหรับดําเนินโครงการ ขอขอบคุณมหาวิทยาลัยเทคโนโลยีราชมงคลลานนา ภาคพายัพ จ.เชียงใหม และมหาวิทยาลัยราชภัฏลําปาง จ.ลําปาง ท่ีใหความอนุเคราะหสถานท่ีทดลอง คณาจารยทุกทานที่ไดใหความชวยเหลือใหความอนุเคราะหเปนผูมปีระสบการณทางโลหะวิทยา รวมทั้งใหขอเสนอแนะ ในการตรวจสอบเคร่ืองมือและขอปรับปรุงแกไขเคร่ืองมือท่ีใชในการวิจัย การวิจัยคร้ังน้ีสําเร็จลุลวงดวยดี โดยไดรับความกรุณาจากมหาวิทยาลัยเทคโนโลยีราชมงคลลานนา ลําปาง ท่ีสนับสนุนงบประมาณสําหรับงานวิจัยในคร้ังน้ี
บรรณานุกรม
ธีรยุทธ สุวรรณประทีป และมนตรี พิรุณเกษตร. 2537. พื้นฐานวิศวกรรม. กรุงเทพฯ : ซีเอ็ดยูเคช่ัน (มหาชน). ดนัย ลิมปดนัย. 2542. วัสดุชาง. กรุงเทพฯ : บริษัท สํานักพิมพประสานมิตร จํากัด. บริษัท เอ็มแอนดอี จํากัด. 2541. คูมือการเลือกใชงานวัสดุ. กรุงเทพฯ : บริษัท ซีเอ็ดยูเคช่ัน (มหาชน) จํากัด.
10
บรรเลง ศรนิล และประเสริฐ กวยสมบูรณ. 2523. ตารางงานโลหะ. กรุงเทพฯ : โรงพิมพสถาบัน เทคโนโลยีพระจอมเกลา พระนครเหนือ. บัณฑิต ใจชื่น และ สุวิชย แจมทวีกุล. 2527. คูมือโลหะวิทยาและการอบชุบโลหะ. กรุงเทพฯ : สํานักพิมพประกอบเมไตร. บริษัทเทสต้ิง อินสทรูเมนทจํากัด. 2536. กุญแจสูความสําเร็จในการเตรียมผิวชิ้นงานทดสอบ โครงสรางจุลภาค ภาคตัดขวาง. กรุงเทพฯ : มปท. ประเสริฐ กวยสมบูรณ. 2525. โลหะวิทยา. กรุงเทพฯ : สํานักพิมพสถาบันเทคโนโลยีพระจอม เกลาพระนครเหนือ. ไพโรจน ฐานวิเศษ. 2540. โลหะวิทยา. นครราชสีมา : โรงพิมพนายนิรุตต์ิ พรมพรรณา. วริทธิ์ อึ้งภากรณ และ ชาญ ถนัดงาน. 2541. การออกแบบเครื่องจักรกล เลม 1. กรุงเทพฯ : บริษัท เอช.เอ็น.กรุป จํากัด. วริทธิ์ อึ้งภากรณ และ ชาญ ถนัดงาน. 2536. การออกแบบเครื่องจักรกล เลม 2. กรุงเทพฯ : หางหุนสวนจํากัด นําอักษรการพิมพ. สุรินทร หมื่นถาและจักรพันธุ จันทิวงค. 2542. สรางและพัฒนาเคร่ืองขัดกระดาษทราย. ราย งานโครงการสาขาวิชาครุศาสตรอุตสาหการ คณะครุศาสตรอุตสาหกรรม สถาบันเทคโน โลยีราชมงคล วิทยาเขตภาคพายัพ.

11
ภาคผนวก ก.
แบบสอบถามเพ่ือการวิจัย
12
แบบสอบถามเพื่อการวิจัย เร่ือง
การสรางและพัฒนาเคร่ืองขัดกระดาษทราย (Invention and Development of Grinding Machine)
คําชี้แจงของผูทําการวิจัย แบบสอบถามน้ีเปนสวนหน่ึงของการวิจัยเร่ือง การสรางและพัฒนาเคร่ืองขัดกระดาษทราย ซ่ึงผูศึกษาคิดคนและสรางข้ึนจากประสบการณทํางาน เพื่อใหเครื่องมือนี้มีประโยชนและมีประสิทธิภาพสูงสุด ผูวิจัยจึงใครขอความรวมมือจากทานในการตอบแบบสอบถาม เก่ียวกับการสรางและพัฒนาเคร่ืองขัดกระดาษทรายน้ีตามความเปนจริง ซ่ึงขอมูลท่ีไดรับจากทานจะเปนประโยชนตอการวิจัย การศึกษา และการทํางานในภาคอุตสาหกรรมตอไป ผูวิจัยขอรับรองวาขอมูลท่ีไดรับจากทานถือเปนความลับ และไมมีผลกระทบใดๆ ตอทานท้ังส้ิน
ขอขอบคุณทุกทานในการใหความรวมมือคร้ังน้ี
คําชี้แจงในการตอบแบบสอบถาม แบบสอบถามมีท้ังหมด 3 ตอน แบงออกเปนดังน้ี ตอนท่ี 1 ขอมูลท่ัวไปของผูตอบแบบสอบถาม ตอนท่ี 2 ความคิดเห็นเก่ียวกับการสรางและพัฒนาเคร่ืองขัดกระดาษทราย ตอนท่ี 3 ขอเสนอแนะและความคิดเห็นเพ่ิมเติม ตอนท่ี 1 ขอมูลท่ัวไปของผูตอบแบบสอบถาม คําชี้แจง ใหทานเขียนเคร่ืองหมาย / ลงใน ( ) หนาขอความท่ีตรงกับความเปนจริงของทาน 1. เพศ ( ) ชาย ( ) หญิง 2. อายุ ( ) 25 ปหรือตํ่ากวา ( ) 26 - 35 ป ( ) 36 - 45 ป ( ) 46 ปขึ้นไป 3. ระดับการศึกษา ( ) ตํ่ากวาปริญญาตรี ( ) ปริญญาตรี ( ) ปริญญาโท ( ) สูงกวาปริญญาโท 4. ประสบการณทางดานโลหะวิทยา ( ) 5 ปหรือตํ่ากวา ( ) 6 - 10 ป ( ) 11 - 15 ป ( ) 16 ปขึ้นไป
13
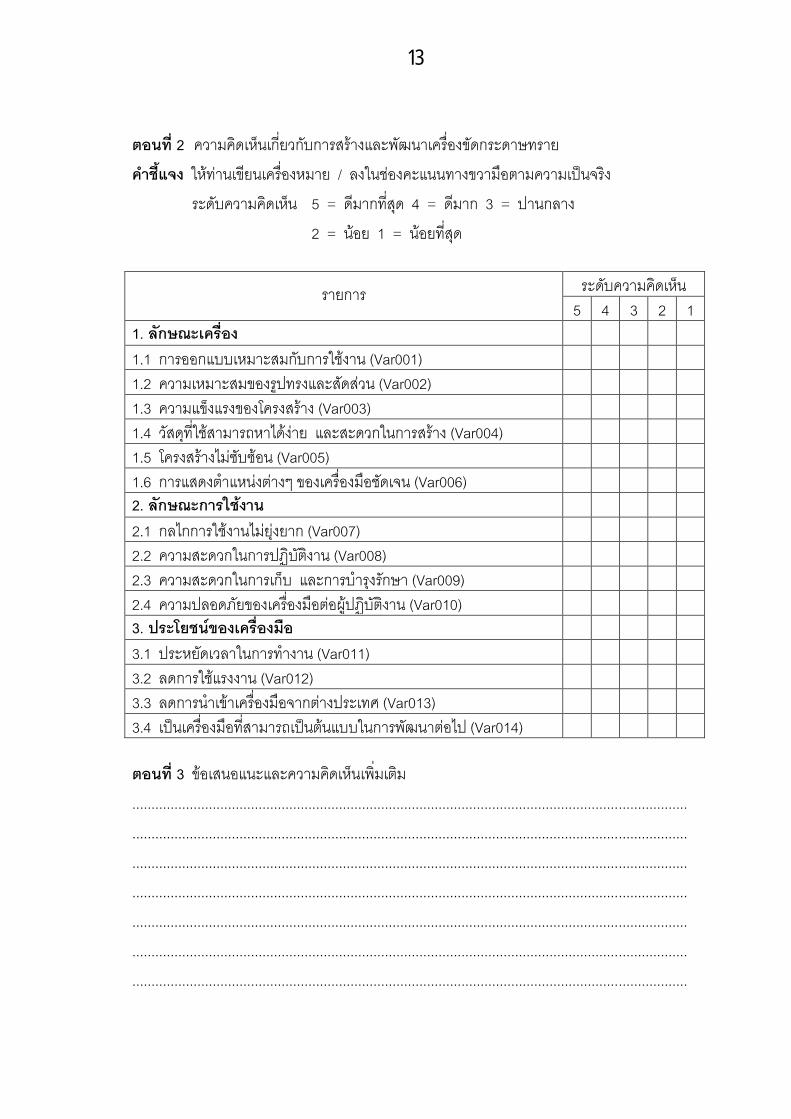
ตอนท่ี 2 ความคิดเห็นเก่ียวกับการสรางและพัฒนาเคร่ืองขัดกระดาษทราย คําชี้แจง ใหทานเขียนเคร่ืองหมาย / ลงในชองคะแนนทางขวามือตามความเปนจริง ระดับความคิดเห็น 5 = ดีมากท่ีสุด 4 = ดีมาก 3 = ปานกลาง 2 = นอย 1 = นอยท่ีสุด
ระดับความคิดเห็นรายการ 5 4 3 2 1
1. ลักษณะเครื่อง 1.1 การออกแบบเหมาะสมกับการใชงาน (Var001) 1.2 ความเหมาะสมของรูปทรงและสัดสวน (Var002) 1.3 ความแข็งแรงของโครงสราง (Var003) 1.4 วัสดุที่ใชสามารถหาไดงาย และสะดวกในการสราง (Var004) 1.5 โครงสรางไมซับซอน (Var005) 1.6 การแสดงตําแหนงตางๆ ของเคร่ืองมือชัดเจน (Var006) 2. ลักษณะการใชงาน 2.1 กลไกการใชงานไมยุงยาก (Var007) 2.2 ความสะดวกในการปฏบัิติงาน (Var008) 2.3 ความสะดวกในการเก็บ และการบํารุงรักษา (Var009) 2.4 ความปลอดภัยของเคร่ืองมอืตอผูปฏบัิติงาน (Var010) 3. ประโยชนของเคร่ืองมือ 3.1 ประหยัดเวลาในการทํางาน (Var011) 3.2 ลดการใชแรงงาน (Var012) 3.3 ลดการนําเขาเคร่ืองมือจากตางประเทศ (Var013) 3.4 เปนเคร่ืองมือท่ีสามารถเปนตนแบบในการพัฒนาตอไป (Var014) ตอนท่ี 3 ขอเสนอแนะและความคิดเห็นเพ่ิมเติม ................................................................................................................................................. ................................................................................................................................................. ................................................................................................................................................. ................................................................................................................................................. ................................................................................................................................................. ................................................................................................................................................. .................................................................................................................................................

14
ภาคผนวก ข. ตารางบันทึกการทดลอง
15
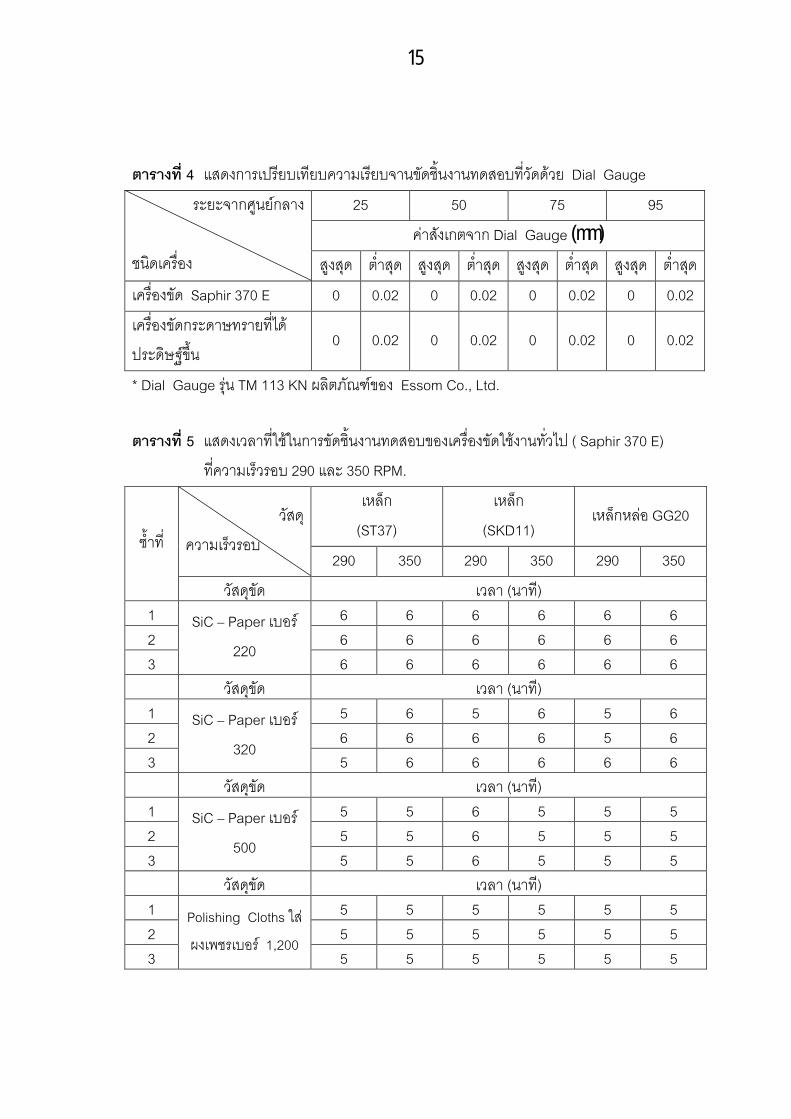
ตารางท่ี 4 แสดงการเปรียบเทียบความเรียบจานขัดช้ินงานทดสอบท่ีวัดดวย Dial Gauge
25 50 75 95 คาสังเกตจาก Dial Gauge (mm)
ระยะจากศูนยกลาง ชนิดเคร่ือง สูงสุด ตํ่าสุด สูงสุด ตํ่าสุด สูงสุด ตํ่าสุด สูงสุด ตํ่าสุดเคร่ืองขัด Saphir 370 E 0 0.02 0 0.02 0 0.02 0 0.02 เคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน
0 0.02 0 0.02 0 0.02 0 0.02
* Dial Gauge รุน TM 113 KN ผลิตภัณฑของ Essom Co., Ltd. ตารางท่ี 5 แสดงเวลาท่ีใชในการขัดช้ินงานทดสอบของเคร่ืองขัดใชงานท่ัวไป ( Saphir 370 E) ท่ีความเร็วรอบ 290 และ 350 RPM.
เหล็ก (ST37)
เหล็ก (SKD11)
เหล็กหลอ GG20 วัสดุ ความเร็วรอบ
290 350 290 350 290 350 ซ้ําที ่
วัสดุขัด เวลา (นาที)1 6 6 6 6 6 62 6 6 6 6 6 63
SiC – Paper เบอร 220 6 6 6 6 6 6
วัสดุขัด เวลา (นาที)1 5 6 5 6 5 62 6 6 6 6 5 63
SiC – Paper เบอร 320 5 6 6 6 6 6
วัสดุขัด เวลา (นาที)1 5 5 6 5 5 52 5 5 6 5 5 53
SiC – Paper เบอร 500 5 5 6 5 5 5
วัสดุขัด เวลา (นาที)1 5 5 5 5 5 52 5 5 5 5 5 53
Polishing Cloths ใสผงเพชรเบอร 1,200 5 5 5 5 5 5
16
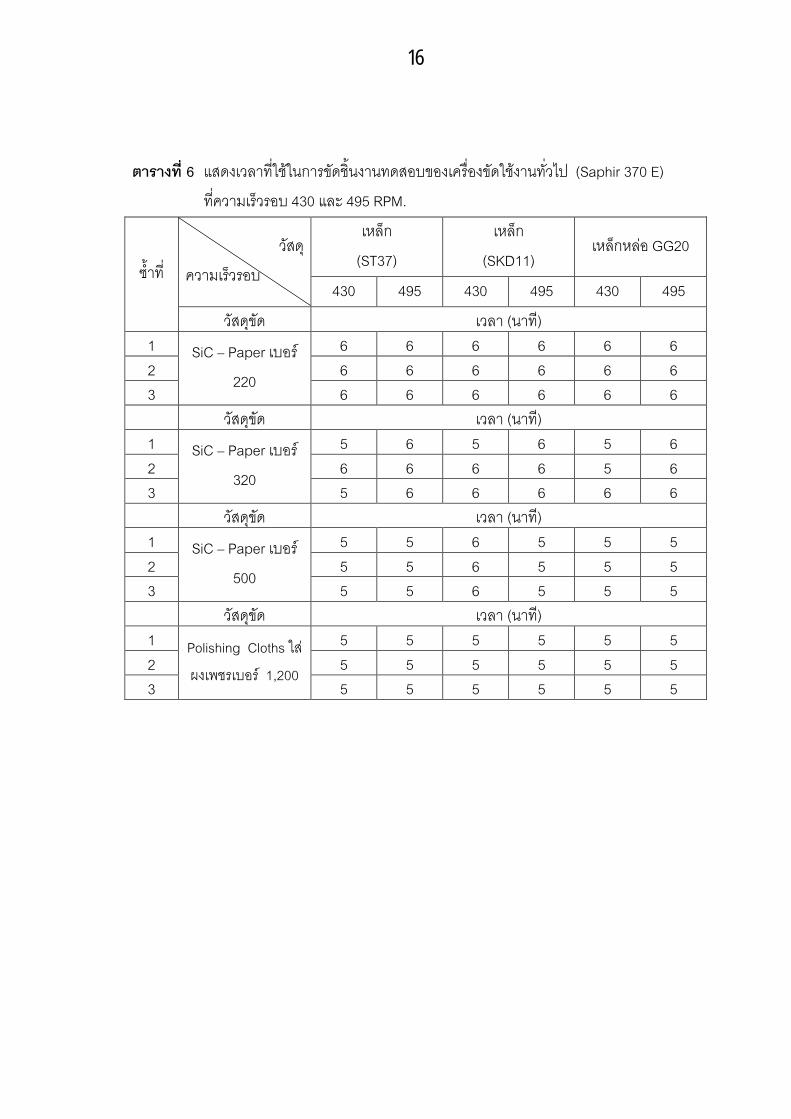
ตารางท่ี 6 แสดงเวลาท่ีใชในการขัดช้ินงานทดสอบของเคร่ืองขัดใชงานท่ัวไป (Saphir 370 E) ท่ีความเร็วรอบ 430 และ 495 RPM.
เหล็ก (ST37)
เหล็ก (SKD11)
เหล็กหลอ GG20 วัสดุ ความเร็วรอบ
430 495 430 495 430 495 ซ้ําที ่
วัสดุขัด เวลา (นาที)1 6 6 6 6 6 62 6 6 6 6 6 63
SiC – Paper เบอร 220 6 6 6 6 6 6
วัสดุขัด เวลา (นาที)1 5 6 5 6 5 62 6 6 6 6 5 63
SiC – Paper เบอร 320 5 6 6 6 6 6
วัสดุขัด เวลา (นาที)1 5 5 6 5 5 52 5 5 6 5 5 53
SiC – Paper เบอร 500 5 5 6 5 5 5
วัสดุขัด เวลา (นาที)1 5 5 5 5 5 52 5 5 5 5 5 53
Polishing Cloths ใสผงเพชรเบอร 1,200 5 5 5 5 5 5
17
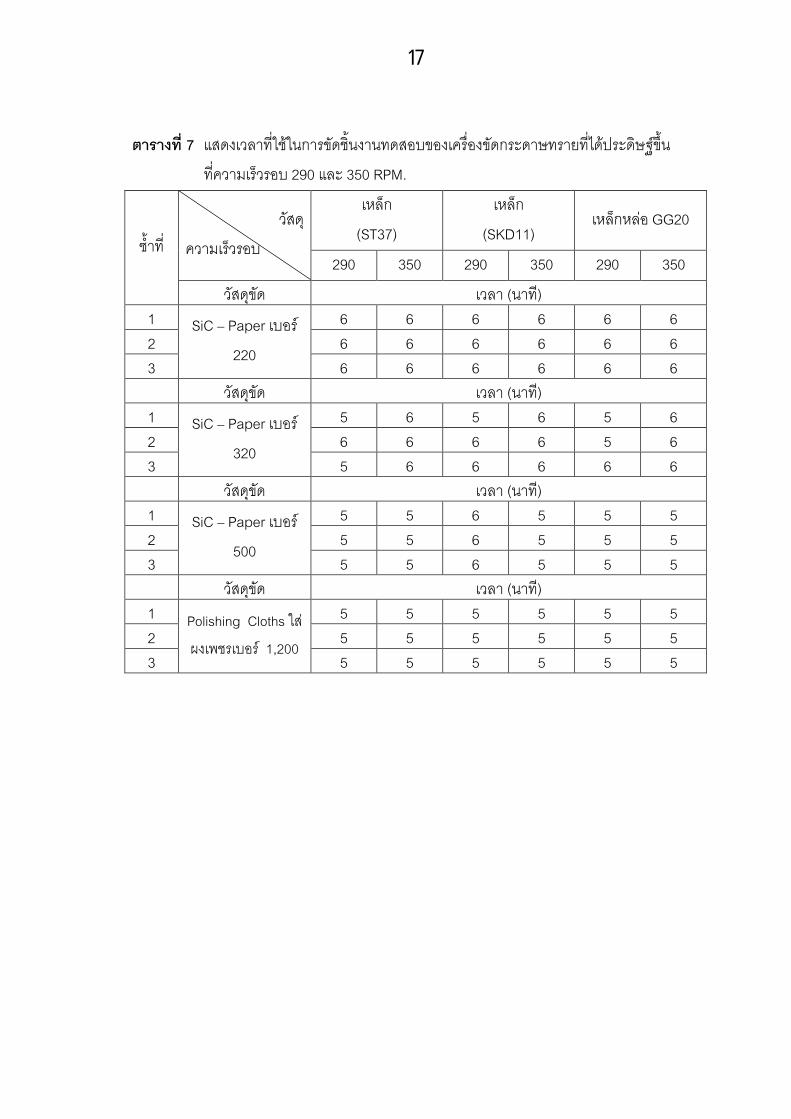
ตารางท่ี 7 แสดงเวลาท่ีใชในการขัดช้ินงานทดสอบของเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน ท่ีความเร็วรอบ 290 และ 350 RPM.
เหล็ก (ST37)
เหล็ก (SKD11)
เหล็กหลอ GG20 วัสดุ ความเร็วรอบ
290 350 290 350 290 350 ซ้ําที ่
วัสดุขัด เวลา (นาที)1 6 6 6 6 6 62 6 6 6 6 6 63
SiC – Paper เบอร 220 6 6 6 6 6 6
วัสดุขัด เวลา (นาที)1 5 6 5 6 5 62 6 6 6 6 5 63
SiC – Paper เบอร 320 5 6 6 6 6 6
วัสดุขัด เวลา (นาที)1 5 5 6 5 5 52 5 5 6 5 5 53
SiC – Paper เบอร 500 5 5 6 5 5 5
วัสดุขัด เวลา (นาที)1 5 5 5 5 5 52 5 5 5 5 5 53
Polishing Cloths ใสผงเพชรเบอร 1,200 5 5 5 5 5 5
18
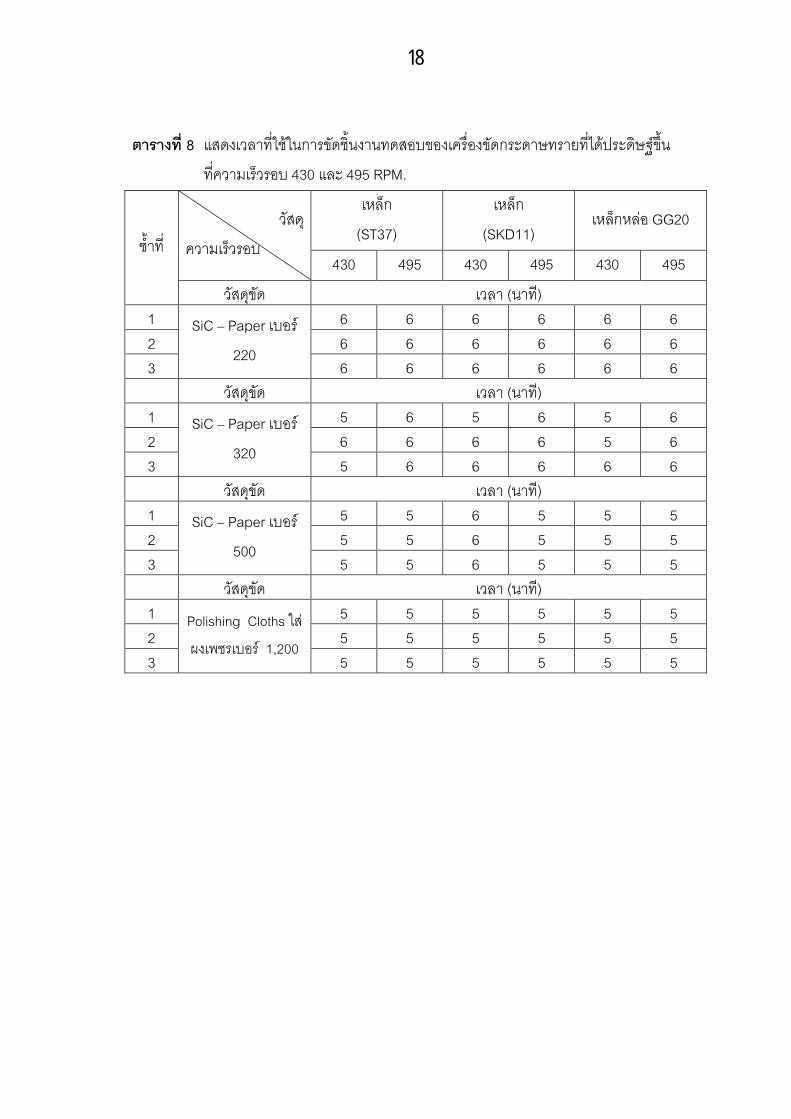
ตารางท่ี 8 แสดงเวลาท่ีใชในการขัดช้ินงานทดสอบของเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน ท่ีความเร็วรอบ 430 และ 495 RPM.
เหล็ก (ST37)
เหล็ก (SKD11)
เหล็กหลอ GG20 วัสดุ ความเร็วรอบ
430 495 430 495 430 495 ซ้ําที ่
วัสดุขัด เวลา (นาที)1 6 6 6 6 6 62 6 6 6 6 6 63
SiC – Paper เบอร 220 6 6 6 6 6 6
วัสดุขัด เวลา (นาที)1 5 6 5 6 5 62 6 6 6 6 5 63
SiC – Paper เบอร 320 5 6 6 6 6 6
วัสดุขัด เวลา (นาที)1 5 5 6 5 5 52 5 5 6 5 5 53
SiC – Paper เบอร 500 5 5 6 5 5 5
วัสดุขัด เวลา (นาที)1 5 5 5 5 5 52 5 5 5 5 5 53
Polishing Cloths ใสผงเพชรเบอร 1,200 5 5 5 5 5 5
19
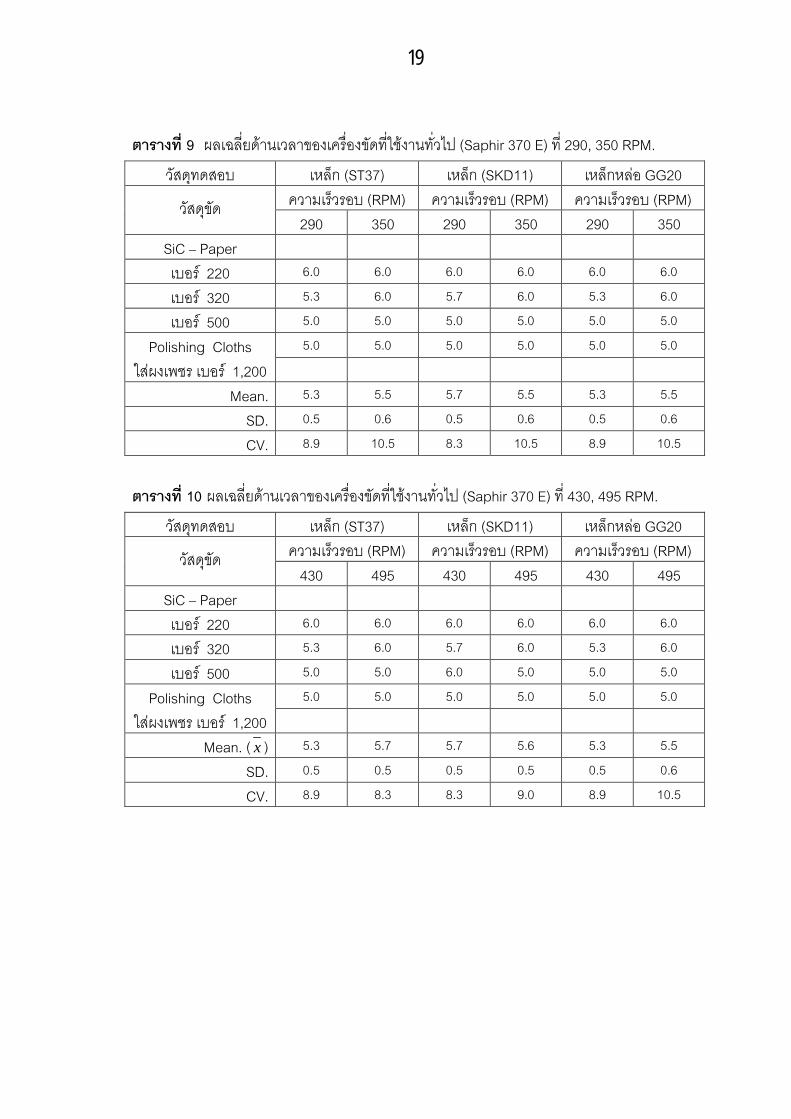
ตารางท่ี 9 ผลเฉลี่ยดานเวลาของเครื่องขัดที่ใชงานทั่วไป (Saphir 370 E) ท่ี 290, 350 RPM. วัสดุทดสอบ เหล็ก (ST37) เหล็ก (SKD11) เหล็กหลอ GG20
ความเร็วรอบ (RPM) ความเร็วรอบ (RPM) ความเร็วรอบ (RPM)วัสดุขัด 290 350 290 350 290 350
SiC – Paper เบอร 220 6.0 6.0 6.0 6.0 6.0 6.0เบอร 320 5.3 6.0 5.7 6.0 5.3 6.0เบอร 500 5.0 5.0 5.0 5.0 5.0 5.0
Polishing Cloths 5.0 5.0 5.0 5.0 5.0 5.0ใสผงเพชร เบอร 1,200
Mean. 5.3 5.5 5.7 5.5 5.3 5.5SD. 0.5 0.6 0.5 0.6 0.5 0.6CV. 8.9 10.5 8.3 10.5 8.9 10.5
ตารางท่ี 10 ผลเฉลี่ยดานเวลาของเครื่องขัดที่ใชงานทั่วไป (Saphir 370 E) ท่ี 430, 495 RPM.
วัสดุทดสอบ เหล็ก (ST37) เหล็ก (SKD11) เหล็กหลอ GG20ความเร็วรอบ (RPM) ความเร็วรอบ (RPM) ความเร็วรอบ (RPM)วัสดุขัด
430 495 430 495 430 495SiC – Paper เบอร 220 6.0 6.0 6.0 6.0 6.0 6.0เบอร 320 5.3 6.0 5.7 6.0 5.3 6.0เบอร 500 5.0 5.0 6.0 5.0 5.0 5.0
Polishing Cloths 5.0 5.0 5.0 5.0 5.0 5.0ใสผงเพชร เบอร 1,200
Mean. ( x ) 5.3 5.7 5.7 5.6 5.3 5.5SD. 0.5 0.5 0.5 0.5 0.5 0.6CV. 8.9 8.3 8.3 9.0 8.9 10.5
20
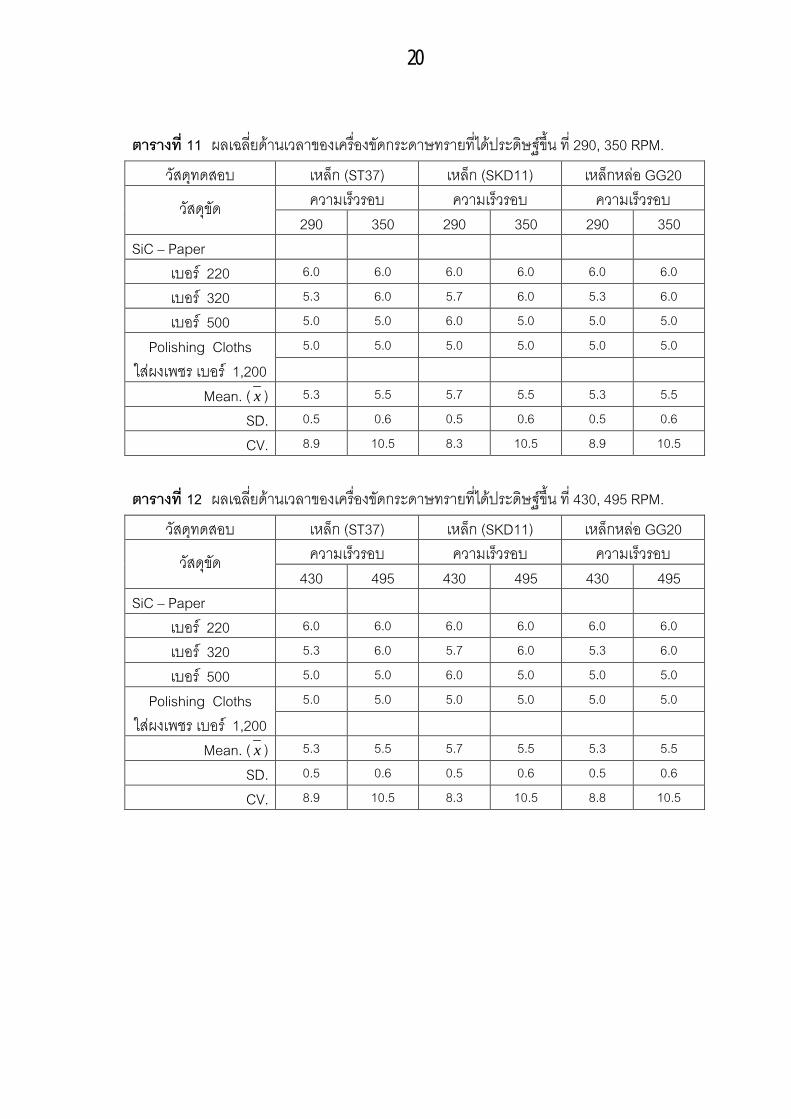
ตารางท่ี 11 ผลเฉล่ียดานเวลาของเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน ท่ี 290, 350 RPM. วัสดุทดสอบ เหล็ก (ST37) เหล็ก (SKD11) เหล็กหลอ GG20
ความเร็วรอบ ความเร็วรอบ ความเร็วรอบวัสดุขัด 290 350 290 350 290 350
SiC – Paper เบอร 220 6.0 6.0 6.0 6.0 6.0 6.0เบอร 320 5.3 6.0 5.7 6.0 5.3 6.0เบอร 500 5.0 5.0 6.0 5.0 5.0 5.0
Polishing Cloths 5.0 5.0 5.0 5.0 5.0 5.0ใสผงเพชร เบอร 1,200
Mean. ( x ) 5.3 5.5 5.7 5.5 5.3 5.5SD. 0.5 0.6 0.5 0.6 0.5 0.6CV. 8.9 10.5 8.3 10.5 8.9 10.5
ตารางท่ี 12 ผลเฉล่ียดานเวลาของเคร่ืองขัดกระดาษทรายท่ีไดประดิษฐข้ึน ท่ี 430, 495 RPM.
วัสดุทดสอบ เหล็ก (ST37) เหล็ก (SKD11) เหล็กหลอ GG20ความเร็วรอบ ความเร็วรอบ ความเร็วรอบวัสดุขัด
430 495 430 495 430 495SiC – Paper
เบอร 220 6.0 6.0 6.0 6.0 6.0 6.0เบอร 320 5.3 6.0 5.7 6.0 5.3 6.0เบอร 500 5.0 5.0 6.0 5.0 5.0 5.0
Polishing Cloths 5.0 5.0 5.0 5.0 5.0 5.0ใสผงเพชร เบอร 1,200
Mean. ( x ) 5.3 5.5 5.7 5.5 5.3 5.5SD. 0.5 0.6 0.5 0.6 0.5 0.6CV. 8.9 10.5 8.3 10.5 8.8 10.5

21
ภาคผนวก ค. ขอมูลทางเทคนิคของเคร่ือง
22
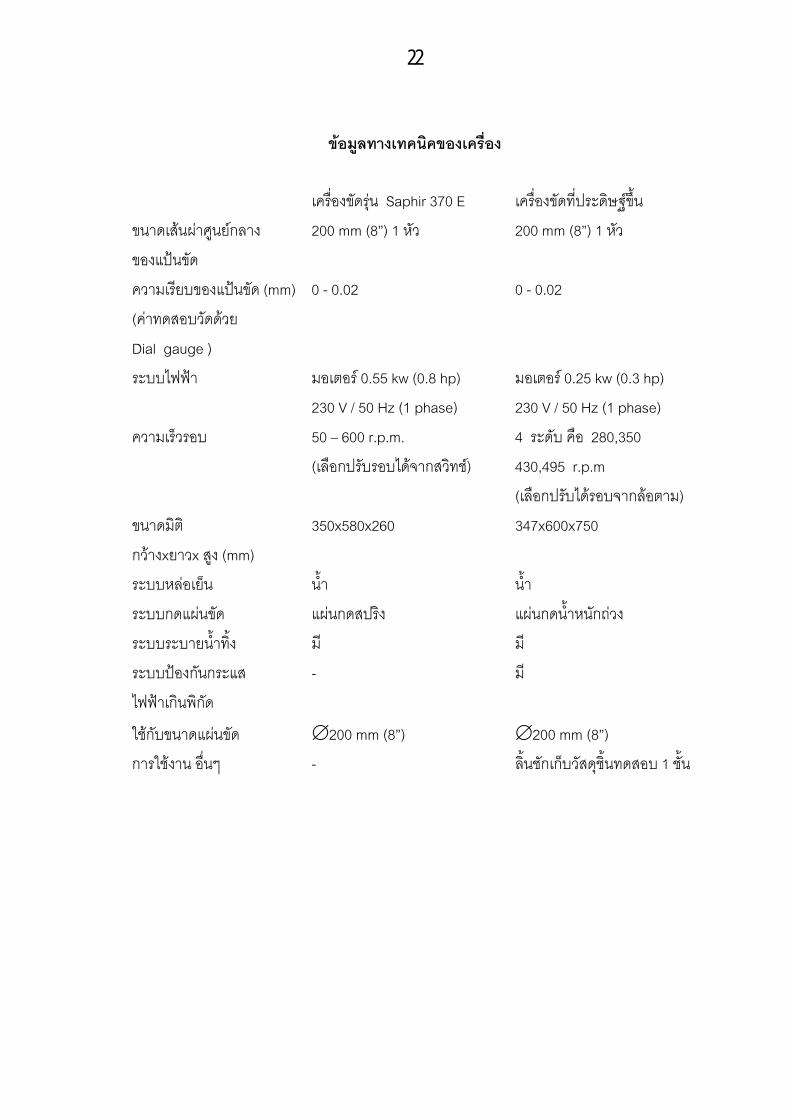
ขอมูลทางเทคนิคของเครื่อง เคร่ืองขัดรุน Saphir 370 E เคร่ืองขัดท่ีประดิษฐข้ึน ขนาดเสนผาศูนยกลาง 200 mm (8”) 1 หัว 200 mm (8”) 1 หัว ของแปนขัด ความเรียบของแปนขัด (mm) 0 - 0.02 0 - 0.02 (คาทดสอบวัดดวย Dial gauge ) ระบบไฟฟา มอเตอร 0.55 kw (0.8 hp) มอเตอร 0.25 kw (0.3 hp) 230 V / 50 Hz (1 phase) 230 V / 50 Hz (1 phase) ความเร็วรอบ 50 – 600 r.p.m. 4 ระดับ คือ 280,350 (เลือกปรับรอบไดจากสวิทช) 430,495 r.p.m (เลือกปรับไดรอบจากลอตาม) ขนาดมิติ 350x580x260 347x600x750 กวางxยาวx สูง (mm) ระบบหลอเย็น นํ้า นํ้า ระบบกดแผนขัด แผนกดสปริง แผนกดนํ้าหนักถวง ระบบระบายนํ้าท้ิง มี มี ระบบปองกันกระแส - มี ไฟฟาเกินพิกัด ใชกับขนาดแผนขัด ∑200 mm (8”) ∑200 mm (8”) การใชงาน อ่ืนๆ - ล้ินชักเก็บวัสดุช้ินทดสอบ 1 ชั้น

23
ภาคผนวก ง. เปรียบเทียบภาพโครงสรางจุลภาคท่ีไดจากการขัด
24
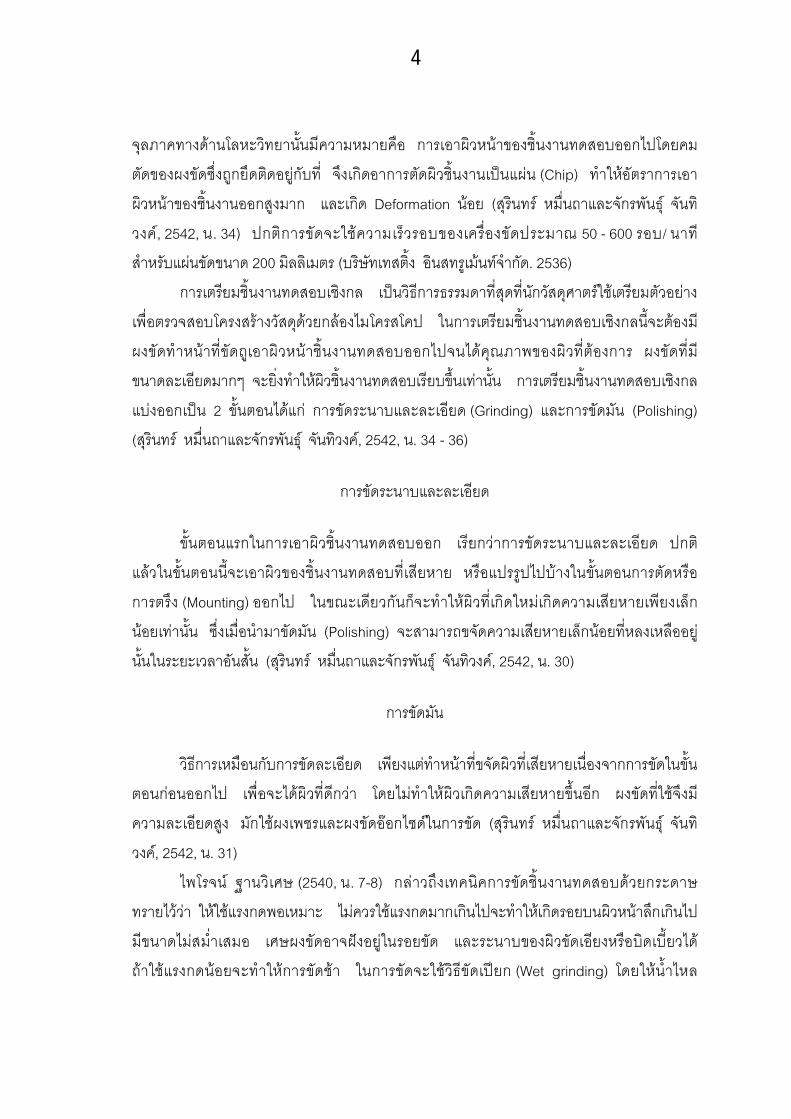
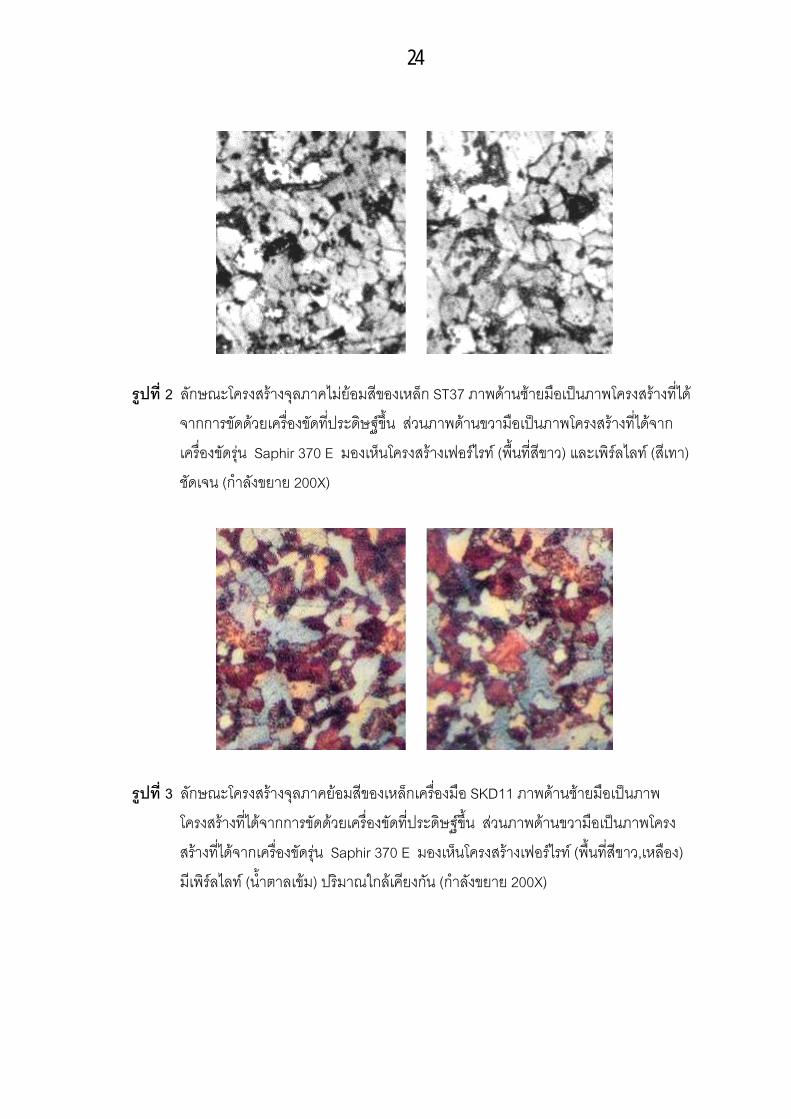
รูปท่ี 2 ลักษณะโครงสรางจุลภาคไมยอมสีของเหล็ก ST37 ภาพดานซายมือเปนภาพโครงสรางท่ีได จากการขัดดวยเคร่ืองขัดท่ีประดิษฐข้ึน สวนภาพดานขวามือเปนภาพโครงสรางที่ไดจาก เคร่ืองขัดรุน Saphir 370 E มองเห็นโครงสรางเฟอรไรท (พื้นที่สีขาว) และเพิรลไลท (สีเทา) ชัดเจน (กําลังขยาย 200X)
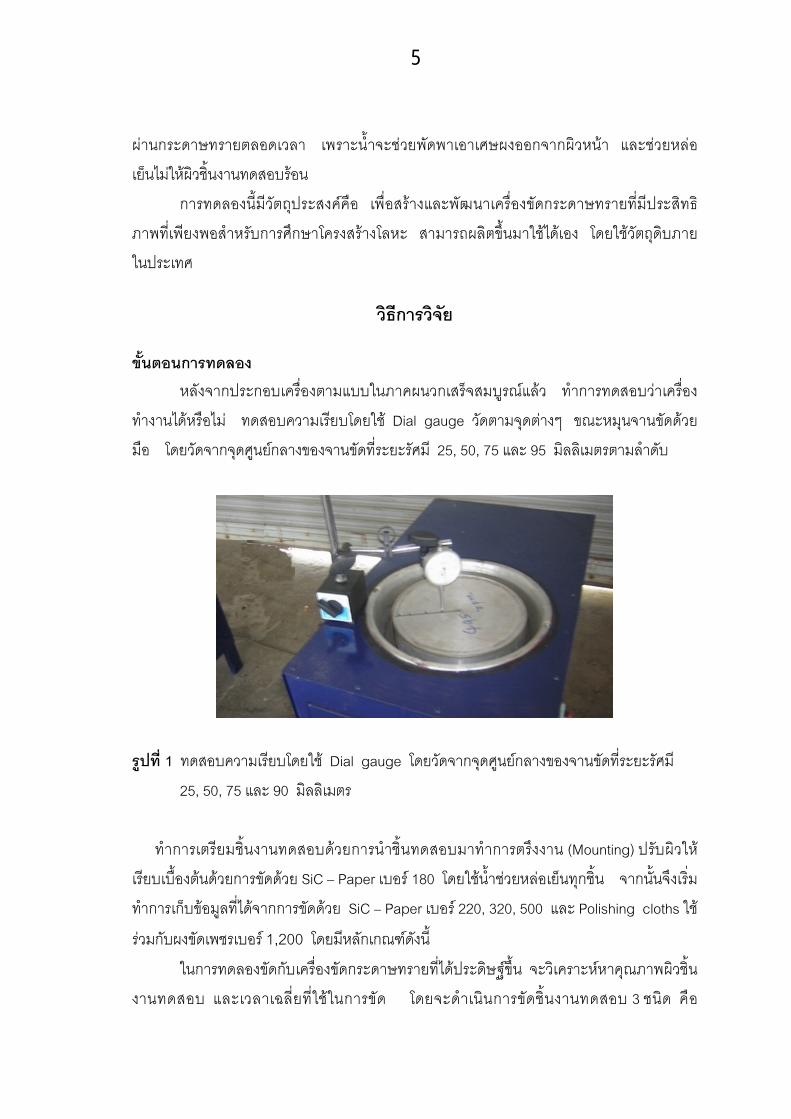
รูปท่ี 3 ลักษณะโครงสรางจุลภาคยอมสีของเหล็กเครื่องมือ SKD11 ภาพดานซายมือเปนภาพ โครงสรางท่ีไดจากการขัดดวยเคร่ืองขัดท่ีประดิษฐข้ึน สวนภาพดานขวามือเปนภาพโครง สรางท่ีไดจากเคร่ืองขัดรุน Saphir 370 E มองเห็นโครงสรางเฟอรไรท (พื้นที่สีขาว,เหลือง) มีเพิรลไลท (นํ้าตาลเขม) ปริมาณใกลเคียงกัน (กําลังขยาย 200X)
25
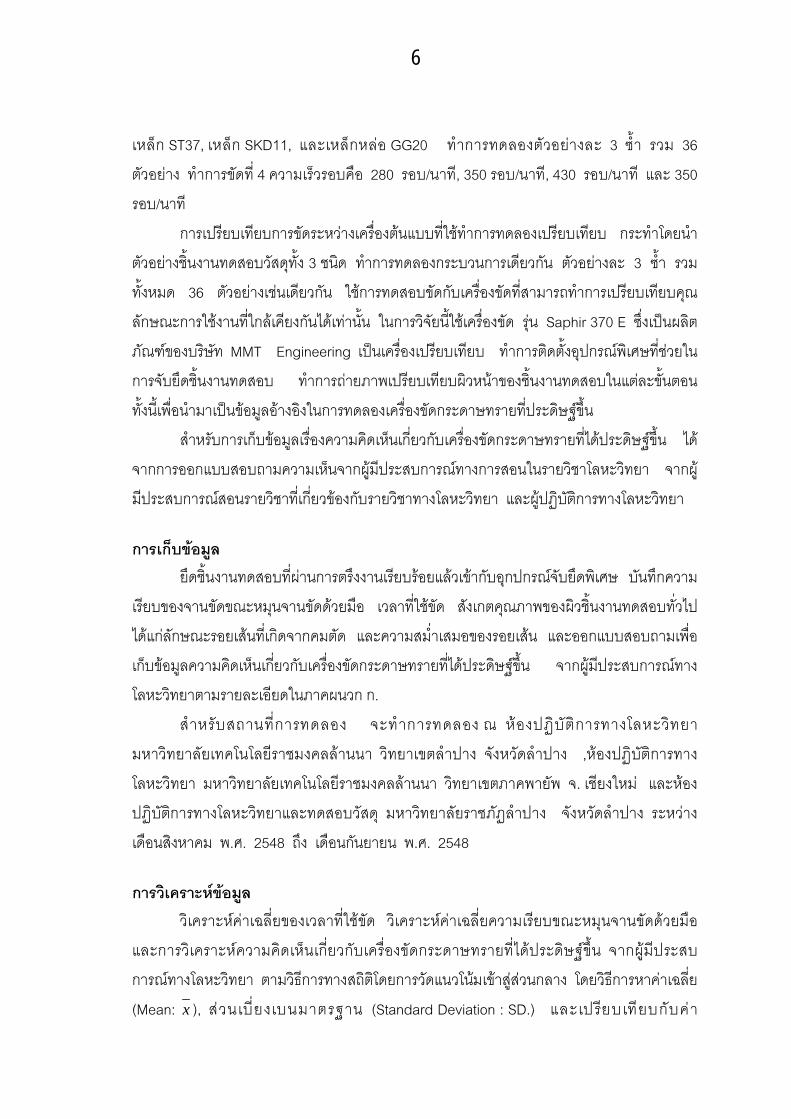
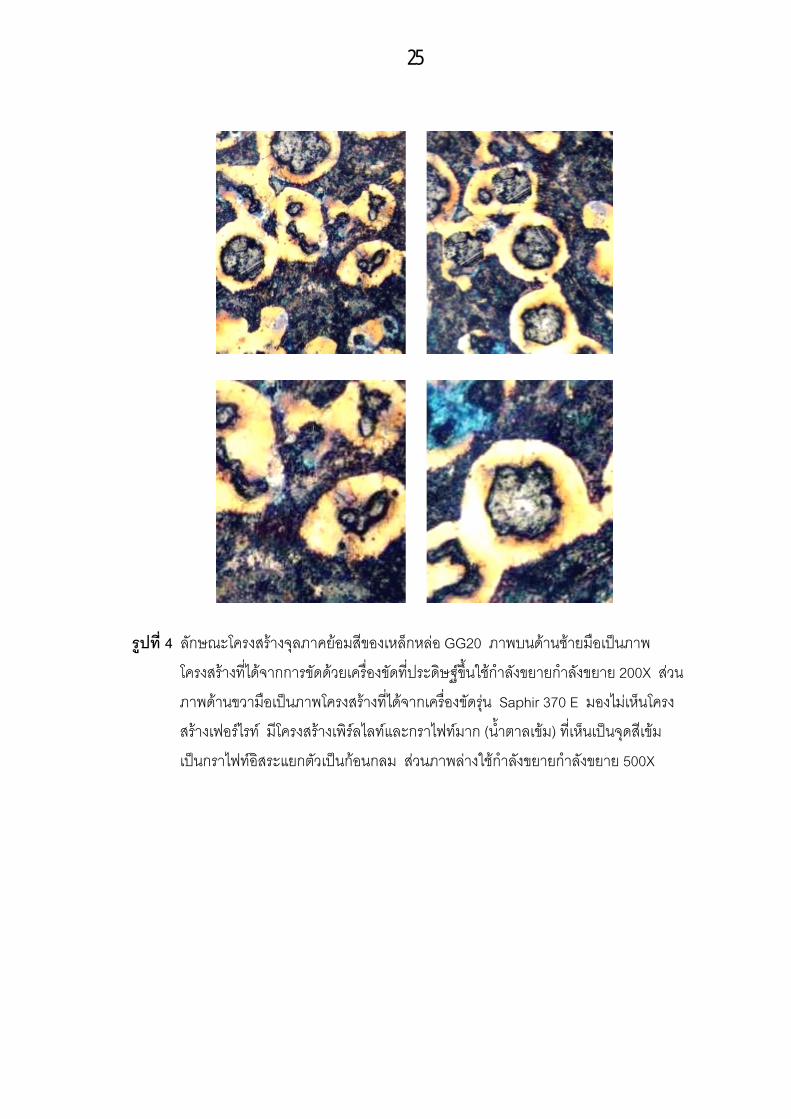
รูปท่ี 4 ลักษณะโครงสรางจุลภาคยอมสีของเหล็กหลอ GG20 ภาพบนดานซายมือเปนภาพ โครงสรางท่ีไดจากการขัดดวยเคร่ืองขัดท่ีประดิษฐข้ึนใชกําลังขยายกําลังขยาย 200X สวน ภาพดานขวามือเปนภาพโครงสรางท่ีไดจากเคร่ืองขัดรุน Saphir 370 E มองไมเห็นโครง สรางเฟอรไรท มีโครงสรางเพิรลไลทและกราไฟทมาก (นํ้าตาลเขม) ท่ีเห็นเปนจุดสีเขม เปนกราไฟทอิสระแยกตัวเปนกอนกลม สวนภาพลางใชกําลังขยายกําลังขยาย 500X

26
ภาคผนวก จ. ผลเฉล่ียความคิดเห็นจากแบบสอบถาม
27
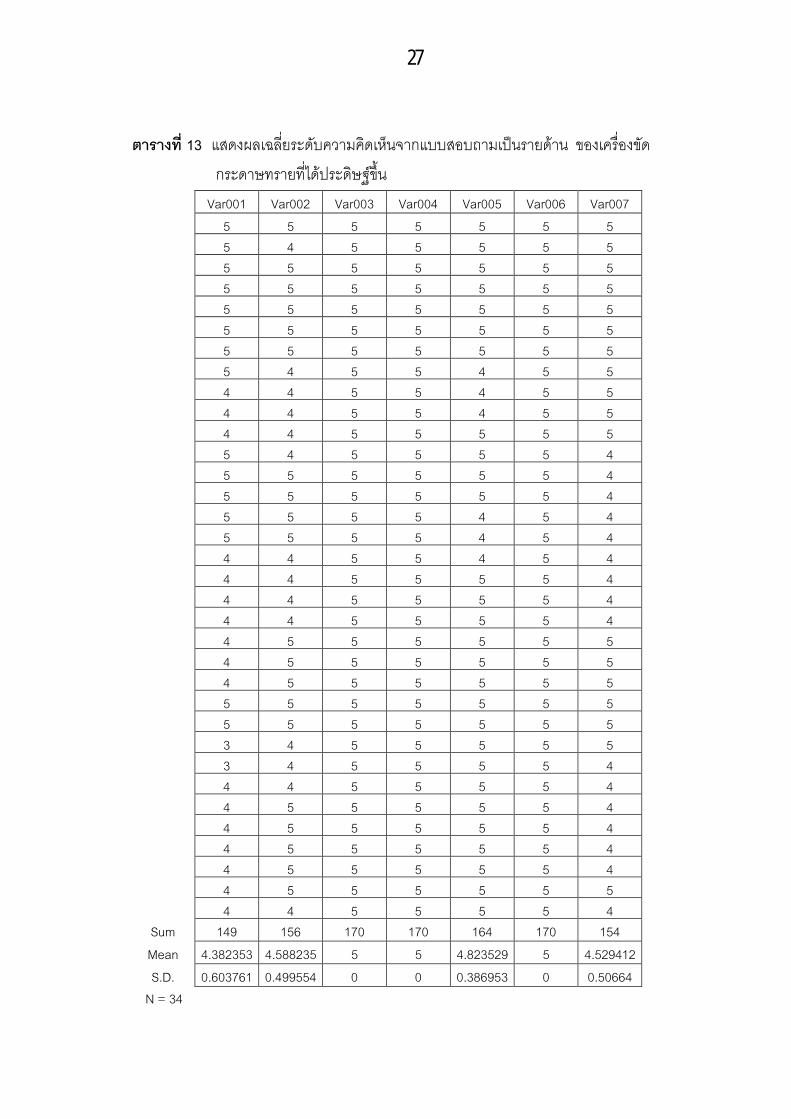
ตารางท่ี 13 แสดงผลเฉล่ียระดับความคิดเห็นจากแบบสอบถามเปนรายดาน ของเคร่ืองขัด กระดาษทรายท่ีไดประดิษฐข้ึน Var001 Var002 Var003 Var004 Var005 Var006 Var007 5 5 5 5 5 5 5 5 4 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 4 5 5 4 5 5 4 4 5 5 4 5 5 4 4 5 5 4 5 5 4 4 5 5 5 5 5 5 4 5 5 5 5 4 5 5 5 5 5 5 4 5 5 5 5 5 5 4 5 5 5 5 4 5 4 5 5 5 5 4 5 4 4 4 5 5 4 5 4 4 4 5 5 5 5 4 4 4 5 5 5 5 4 4 4 5 5 5 5 4 4 5 5 5 5 5 5 4 5 5 5 5 5 5 4 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 3 4 5 5 5 5 5 3 4 5 5 5 5 4 4 4 5 5 5 5 4 4 5 5 5 5 5 4 4 5 5 5 5 5 4 4 5 5 5 5 5 4 4 5 5 5 5 5 4 4 5 5 5 5 5 5 4 4 5 5 5 5 4
Sum 149 156 170 170 164 170 154 Mean 4.382353 4.588235 5 5 4.823529 5 4.529412 S.D. 0.603761 0.499554 0 0 0.386953 0 0.50664
N = 34
28
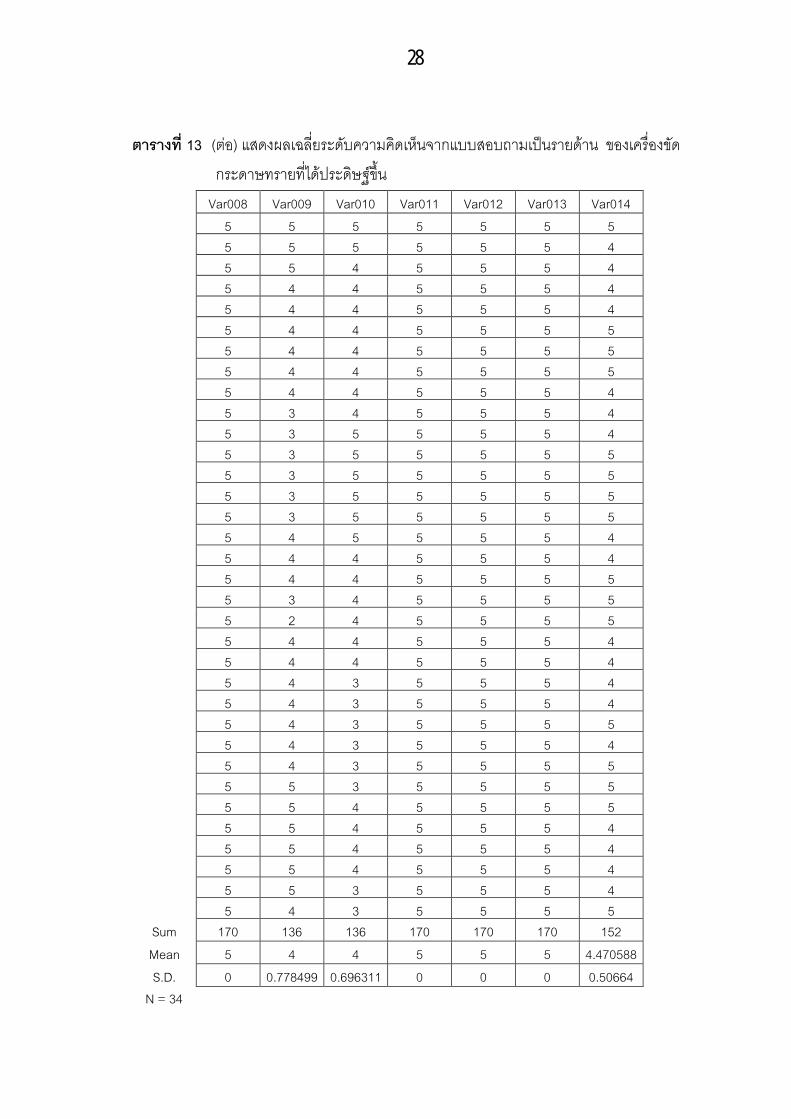
ตารางท่ี 13 (ตอ) แสดงผลเฉล่ียระดับความคิดเห็นจากแบบสอบถามเปนรายดาน ของเคร่ืองขัด กระดาษทรายท่ีไดประดิษฐข้ึน
Var008 Var009 Var010 Var011 Var012 Var013 Var014 5 5 5 5 5 5 5 5 5 5 5 5 5 4 5 5 4 5 5 5 4 5 4 4 5 5 5 4 5 4 4 5 5 5 4 5 4 4 5 5 5 5 5 4 4 5 5 5 5 5 4 4 5 5 5 5 5 4 4 5 5 5 4 5 3 4 5 5 5 4 5 3 5 5 5 5 4 5 3 5 5 5 5 5 5 3 5 5 5 5 5 5 3 5 5 5 5 5 5 3 5 5 5 5 5 5 4 5 5 5 5 4 5 4 4 5 5 5 4 5 4 4 5 5 5 5 5 3 4 5 5 5 5 5 2 4 5 5 5 5 5 4 4 5 5 5 4 5 4 4 5 5 5 4 5 4 3 5 5 5 4 5 4 3 5 5 5 4 5 4 3 5 5 5 5 5 4 3 5 5 5 4 5 4 3 5 5 5 5 5 5 3 5 5 5 5 5 5 4 5 5 5 5 5 5 4 5 5 5 4 5 5 4 5 5 5 4 5 5 4 5 5 5 4 5 5 3 5 5 5 4 5 4 3 5 5 5 5
Sum 170 136 136 170 170 170 152 Mean 5 4 4 5 5 5 4.470588 S.D. 0 0.778499 0.696311 0 0 0 0.50664
N = 34

29
ภาคผนวก ฉ. ภาพแสดงรายละเอียดการประดิษฐ

30
รูปท่ี 5 (ซาย) โครงสรางของเคร่ืองท่ีประดิษฐข้ึน (ขวา) แสดงตําแหนงการติดต้ังลอสายพานและ แปนขัด
รูปท่ี 5 (ซาย) ลักษณะการติดต้ังสวนประกอบท่ีสําคัญของเคร่ืองท่ีประดิษฐข้ึน (ขวา) แสดง ตําแหนงการติดต้ังมอเตอรและระบบตึงสายพานเพ่ือลดแรงส่ันสะเทือน

31
รูปท่ี 6 (ซาย) การปรับต้ังสายพานสามารถปรับต้ังไดท่ีนัทปรับต้ังแผนเพลท ซึ่งใชระบบหมุนเหวี่ยง
หาตําแหนงความตึงของสายพานท่ีพอเหมาะ (ขวา) แสดงลักษณะแผนกดและแปนขัด
รูปท่ี 7 (ซาย) การติดต้ังแผนเพลาเขากับแปนขัด ใชโบลท M6 สเตนเลสสตีล ติดต้ังโดยใชแผน
เพลทกลมจากนั้นจึงนําไปกลึงรวมศูนยพรอมกัน (ขวา) แสดงลักษณะเคร่ืองท่ีประดิษฐข้ึน เมื่อทําสีเสร็จแลว
รูปท่ี 8 (ซาย) แสดงอุปกรณท้ังหมด (ขวา) การวัดรอบดวย Hand Tachometer
32
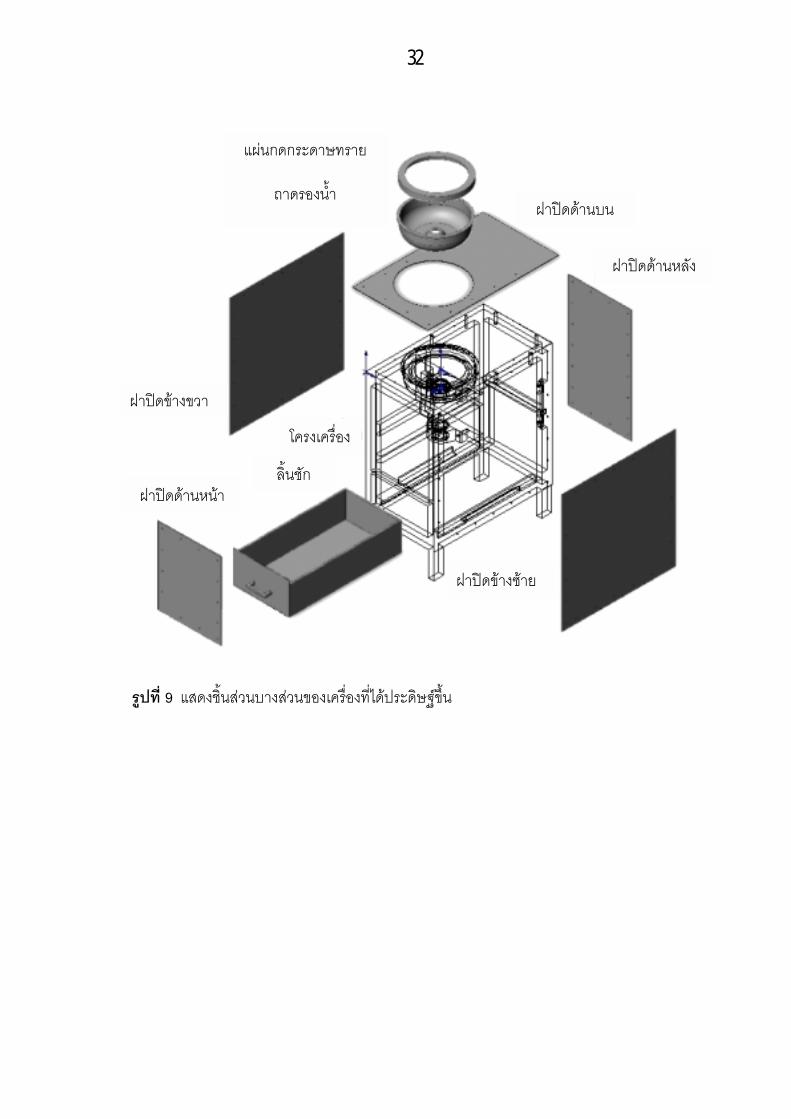
รูปท่ี 9 แสดงช้ินสวนบางสวนของเคร่ืองท่ีไดประดิษฐข้ึน
ฝาปดขางขวา
ฝาปดขางซาย
ลิ้นชัก
โครงเคร่ือง
ฝาปดดานหนา
ฝาปดดานหลัง
ฝาปดดานบน
แผนกดกระดาษทราย
ถาดรองนํ้า