Embed Size (px)
Citation preview

The 3rd Thailand Metallurgy Conference (TMETC 3)
Full Papers


“Metallurgical Research for Thailand Development”
26 – 27 October 2009
Century Park Hotel, Bangkok, Thailand
Department of Materials Engineering, Kasetsart University
Iron and Steel Institute of Thailand
National Metal and Materials Technology Center
Sahaviriya Steel Industries Public Co., Ltd
Thai Parkerizing Co., Ltd
Boon Rawd Brewery Co., Ltd.
Thai Nippon Steel Engineering & Construction Corp., Ltd.
Advance Pinnacle Technologies Pte Ltd.
DKSH Ltd.
Council of Engineers, Thailand
Organized by
Sponsored by

Conference Chairman
Asst. Prof. Wisit Locharoenrat Department of Materials Engineering, Kasetsart University
Advisory Committee
Mr. Wikrom Vajragupta Iron and Steel Institute of Thailand
Assoc. Prof. Dr. Weerasak Udomkichdacha National Metal and Materials Technology Center
Assoc. Prof. Dr. Paritud Bhandhubanyong National Science and Technology Development Agency
Assoc. Prof. Dr. Chatchai Somsiri Thainox Stainless Pcl.
Technical Committee
Faculty of Engineering, Kasetsart University
Asst. Prof. Wisit Locharoenrat Dr. Parinya Chakartnarodom
Dr. Ampika Bansiddhi Dr. Ratchatee Techapiesancharoenkij
Dr. Aphichart Rodchanarowan Mr. Thanawat Meesak
Dr.‐Ing. Patiphan Juijerm
National Metal and Materials Technology Center
Dr. Ekkarut Viyanit Dr. Julathep Kajornchaiyakul
Dr. Ruangdaj Tongsri Dr. Kritsada Prapakorn
Organizing Committees

Faculty of Engineering, Chulalongkorn University
Assoc. Prof. Dr. Gobboon Lothongkum Dr. Tachai Luangvaranunt
Assoc. Prof. Dr. Prasonk Sricharoenchai Dr. Seksak Asavavisithchai
Asso. Prof. Charkorn Jarupisitthorn Asst. Prof. Dr. Patama Visuttipitukul
Asst. Dr. Sawai Danchaivijit Dr. Panyawat Wangyao
Asst. Prof. Dr. Ekasit Nisaratanaporn Dr. Boonrat Lohwongwatana
Mr. Suvanchai Pongsugitwat
Metallurgy and Materials Science Research Institute, Chulalongkorn University
Ms. Kanokwan Saengkiettiyut Dr. Yuttanant Boonyongmaneerat
Dr. Nutthita Chuankrerkkul
Faculty of Engineering, King Mongkut’s University of Technology Thonburi
Assoc. Prof. Dr. Chaowalit Limmaneevichitr Dr. Pongsak Tuengsook
Assoc. Prof. Dr Bovornchok Poopat Dr.‐Ing. Paiboon Choungthong
Asst. Prof. Dr Sombun Charoeuvilaisiri Mr. Noppadol Kumanuvong
School of Energy, Environment and Materials, King Mongkut’s University of Technology Thonburi
Asst. Prof. Dr. Siriporn Rojananan Dr. Tippaban Palathai
Dr. Preecha Termsuksawad
Faculty of Engineering, King Mongkut's University of Technology North Bangkok
Asst. Prof. Dr. Somrerk Chandra‐Ambhorn Dr. Nattapong Sornsuwit
Asst. Prof. Dr. Witthaya Eidhed

School of Metallurgical Engineering, Institute of Engineering, Suranaree University of Technology
Dr. Narong Akkarapattanagoon Dr. Rattana Borisuttikul
Dr. Usanee Kitkamthorn Dr. Sakhob Kumkoa
Faculty of Science, Chiangmai University
Assoc. Prof. Dr. Torranin Chairuangsri
Faculty of Engineering, Prince of Songkla University
Asst. Prof. Dr. Thawatchai Plookphol Asst. Prof. Dr. Jessada Wannasin

The 3rd Thailand Metallurgy Conference
AF‐02
Effect of welding processes on the microstructure and hardness properties of weld metal on low alloy steel
AISI 4340
S. Limna, P. Muangjunburee
Department of Mining and Materials Engineering, Faculty of Engineering, Prince of
Songkla University, Hatyai, Songkla, 90112 Thailand
Tel: +6674 287323 Fax: +6674 212897 Email: [email protected]
Abstract
In this work, the microstructure and hardness properties of weld metal on low alloy steel
AISI 4340 have been investigated using shielded metal arc welding, metal active gas
welding and flux cored arc welding processes which the composition of filler wire nearly
the same alloying elements. The samples were mutipass welding. The microstructure and
hardness properties in weld metal were investigated by using optical microscope and micro
hardness tester. The microstructure of weld metal all three processes consisted of acicular
ferrite, grain boundary ferrite, polygonal ferrite and sideplate ferrite. However, the
microstructure of weld metal fabricated using flux cored arc welding process indicates
higher volume fraction of acicular ferrite than metal active gas welding and shielded metal
arc welding process. The results have revealed that the hardness of the weld metal
fabricated using flux cored arc welding process is greater than the weld metal fabricated
using shielded metal arc welding and metal active gas welding process.
Keywords : AISI 4340; Welding; Acicular ferrite; Polygonal ferrite
1. Introduction
Low alloy steel AISI 4340 are used in heavy duties engineering application for a long time.
This is a widely used low alloy steel that offers an advantageous due to high hardness, high
strength and excellent toughness [1-3]. As the machine part-members age, degenerate and
may fail in service or be declared unfit for further service on the basis of inspection and
remaining life assessments. Therefore, the machine part-members are repaired by welding
processes. However, welding can change the microstructure. Thus mechanical properties
were degraded in weld metal and heat affected zone (HAZ). Shielded metal arc welding
(SMAW), Metal Active Gas welding (MAG) and Flux cored arc welding (FCAW) process

The 3rd Thailand Metallurgy Conference
AF‐02
are widely used in welding repair of machine part-members [4,5]. MAG and FCAW are a
semi or fully automatic arc welding process in which the electrode is continuously fed to
the weld area. Solid wire used in MAG but FCAW used flux cord wire that has the flux
material in the core of the tube [4]. On the other hand, SMAW is a manual process.
Automatic welding processes are favored over manual processes for the fabrication of
welded joints for number of reasons. Among these are increasing of productivity, lower
cost and a better control of geometry. However, FCAW process has became more popular
due to higher deposition rate and a better weld quality as compared to SMAW process [5].
This paper presents an investigation of microstructure and hardness of weld and base metal
change after welding by SMAW, MAG and FCAW processes.
2. Experimental
The base metal used in this investigation was the commercial AISI 4340 steel. Single bevel
butt joints were prepared to fabricate the weld. The samples were multi-pass welded by
Shielded Metal arc welding (SMAW), Metal Active Gas arc welding (MAG) and Flux
cored wire arc welding (FCAW). Electrodes and process parameters used to fabricate the
weld are given in table 1. Welding completion were post-weld heat treatment at 550๐C for
1 hour. The chemical composition of base metal and weld metal is shown in table 2. Cross
section samples were cut from the all weld samples. The samples were ground surface until
1200 grits. After that, samples were polished to a 1 µ alumina finish. The weld metal
microstructure was revealed by etching with a freshly prepared 2% natal solution. The
microstructure analysis of the weld metals were studied using a light optical microscope.
Vicker’s microhardness testing machine was used to measure the weld metal and base
metal.
3. Results
Microstructures
The main aim of this investigation was to understand the microstructure of welded sample
with different processes such as SMAW, MAG and FCAW processes. The typical
microstructures of base metal and weld metal are presented in Fig.1. The microstructure
feature of the base metal shows tempered bainite (Fig.1a). In general, the microstructures
of weld metal obtained from all processes consisted of acicular ferrite, polygonal ferrite
and sideplate ferrite. Volume fraction of microstructures is presented in Fig.3. An optical

The 3rd Thailand Metallurgy Conference
AF‐02
microstructures of weld metals fabricated using SMAW, MAG and FCAW processes
present predominantly acicular ferrite. However, the microstructure of weld metal
fabricated using FCAW process indicates higher volume fraction of acicular ferrite than
MAG and SMAW processes.
Table 1 Welding conditions
Parameter Unit SMAW MAG FCAW
Electrode Types (AWS) - E11018-G H
4R
ER110S-G E110T5-K4H4
Preheat temperature ๐C 350 350 350
Electrode baking temperature ๐C for 1 hr. 350 - -
Mixer gas flow rate l/min - 12 12
Filler diameter mm. 4 1.2 1.2
Current A 145 230 230
Voltage V 26 25 25
Welding speed mm/min 160 300 300
Heat input KJ/mm 1.41 1.15 1.15
Table 2 Chemical composition of base metal and weld metals
Type of materials C Mn Si P S Mo Ni Cr
Base metal 0.39 0.74 0.19 0.024 0.019 0.23 1.72 0.8
SMAW 0.05 1.5 0.4 - - 0.5 2.0 0.4
MAG 0.08 1.4 0.6 - - 0.4 2.5 0.30
FCAW 0.05 1.40 0.005 0.015 0.50 2.40 2.4 0.50
Hardness
Vicker’s hardness testing machine was used to measure the weld metal and the base metal
hardness and the values are presented in Fig.2. From this figure, the hardness distribution
of the weld’s cross section was clearly found to be different among process. The hardness
of the base metal is approximate 290 HV. Weld metals fabricated using SMAW, MAG and
FCAW processes exhibit 250, 230 and 275 HV, respectively. The hardness value of
samples fabricated by FCAW revealed higher hardness in the area of weld metal than
samples fabricated by MAG and FCAW processes.

The 3rd Thailand Metallurgy Conference
AF‐02
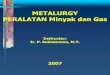
Fig. 1. Optical microstructures of base metal and weld metal: (a) Base metal;
(b) SMAW; (c) MAG; (d) FCAW
Fig. 2. Vicker’s hardness distribution of base metal (left), weld metal (middle) and base
metal (right) of the samples were fabricated by SMAW, MAG and FCAW
a b
c d

The 3rd Thailand Metallurgy Conference
AF‐02
Fig.3. Volume fraction of microstructures in different processes.
4. Discussion
It is a common practice to correlate the various weld metal properties with heat input. The
difference in the ferrite morphology in low alloy steel welds is due to the difference in heat
input. The formation of acicular ferrite is controlled by weld heat input. Thus if the heat
input is higher the content of the acicular ferrite will be very less and vice versa. On the
other hand higher heat input will enhance the formation of coarse pro-eutectoid ferrite or
polygonal ferrite in the weld metal region. Weld cooling rate plays the decisive role in
determining weld microstructure in high strength steels. The general effect of increasing
the cooling rate is to lower transformation temperatures. When cooled at sufficiently low
rates, the microstructure predominantly tends to become polygonal ferrite. In the present
investigation, heat input of 1.41 KJ/mm. was fabricated by SMAW and 1.15 KJ/mm. was
fabricated by MAG and FCAW. The microstructure of the weld metal region consisted of
acicular ferrite, grain boundary ferrite, polygonal ferrite and sideplate ferrite. An acicular
ferrite microstructure has the potential of combining high strength and high toughness.
Acicular ferrite is formed in the interior of the original austenite grains by direct nucleation
from the inclusions resulting in a randomly oriented short ferrite needles with a basket
weave features. It has been accepted that polygonal ferrite is bad for weld metal toughness
because it offers little resistance to cleavage crack propagation. In addition, the results
confirm that the hardness in weld metal fabricated using FCAW process higher than weld
metal fabricated using MAG and SMAW process. Therefore, the welding process has a
significant in the weld metal microstructure. This has a direct influence in weld metal
hardness.

The 3rd Thailand Metallurgy Conference
AF‐02
5.Conclusions
The microstructure and hardness properties of weld metal on low alloy steel AISI 4340
fabricated using SMAW, MAG and FCAW processes have been investigated and the
conclusions are as follow:
1. The microstructure constituents such as acicular ferrite, polygonal ferrite and
sideplate ferrite are influenced by heat input.
2. The hardness of weld metal is significantly depending on microstructure.
3. FCAW process indicates both microstructure and hardness better than SMAW and
MAG processes.
6. Acknowledgements
The author gratefully acknowledge the financial support from the electric Generating
Authority of Thailand (EGAT). Thanks are also to the Department of Mining and Materials
Engineering, Prince of Songkla University, Hat- Yai, Thailand for providing equipment
and facilities.
7. References
[1] P.Muangjunburee. 2007. Improvement of Metallurgical and Mechanical Properties of
Welding Surfacing on High Strength Steel AISI 4340 by Various Preheating Temperatures.
Proceedings of international Conference the Frontiers of Technolog: 321-324.
[2] P.Muangjunburee. 2007. Improvement of metallurgical and Mechanical properties of
welding surfacing on high strength steel AISI 4340 by Post-weld heat treatment. The First
South-East Asia IIW Congress: 273-277.
[3] Woei Shyan Lee and Tzay Tian Su. 1999. Mechanical properties and microstructural
features of AISI 4340 high-strength alloy steel under quenched and tempered conditions.
Journal of Materials Processing Technology 87: 198-206.
[4] G. Magudeeswaran, V. Balasubramanian and G. Madhusdhan Reddy. 2008. Effect of
welding processes and consumables on high cycle fatigue life of high strength, quenched
and tempered steel joints. Journal of Materials and Design.
[5] T.Lant, D.L. Robsinson, B.Spafford and J.Storesund. 2004. Review of weld repair
procedures for low alloy steels designed to minimize the risk of future cracking.
International Journal of Pressure Vessels and Piping 78: 813-818.

The 3rd Thailand Metallurgy Conference
AF‐05
An investigation of microstructural change of low alloy steel AISI 4150 by Seebeck coefficient
T. Samrana, P. Termsuksawadb*
aSchool of Metallurgical Engineering, Institute of Engineering,
Suranaree University of Technology, Nakhon Ratchasima, 30000 Thailand bDivision of Materials Technology, School of Energy Environment and Materials,
King Mongkut's University of Technology Thonburi, Bangkok 10140 Thailand,
Tel: 0-2470-8643, Fax: 0-2427-9062
Email: [email protected]
Abstract
Low alloyed steel, whose hardness can be increased by heat treatment, have been widely used
in various applications. After heat treatment, it is normally destructively characterized and
tested by many approaches such as microstructure characterization by optical microscope and
hardness testing. It is useful to develop a non-destructive method to characterize its properties
and microstructures. The Seebeck effect is a phenomenon in which the electrical potential
gradient develops due to temperature difference. The magnitude of the Seebeck effect is
demonstrated by the Seebeck coefficient, which can be altered by electronic properties or
microstructure changes. The materials in this study were cylindrical carbon steels AISI 4150
with diameter of 1.3 cm and length of 3 cm. The specimens were heat-treated at 900 oC for 1
hour, and then cooled to room temperature in furnace and in various mediums: air, oil and
water. In addition one of the samples was cooled in salt bath at 350 oC for 1 hour before water
cooled. An x-ray diffractometry (XRD) and optical microscopy (OM) were used to
characterize their crystal structures and microstructures, respectively. The Seebeck coefficient
was measured relative to that of copper. The result indicated that Seebeck coefficient increases
with hardness, which is controlled by microstructure. In conclusion, the Seebeck coefficient
measurement could be possibly applied to study microstructure of low alloyed steels.
Keywords: Seebeck coefficient, low alloyed steel, heat treatment, XRD, microstructure

The 3rd Thailand Metallurgy Conference
AF‐05
Introduction
Low alloy steels are steels with additions of alloying elements such as nickel, chromium and
molybdenum. These alloying elements increase hardenability of the steels; as a result,
mechanical properties of these steels can be improved by heat treatment. Because these steels
possess good mechanical properties, they have been widely used in many applications such as
automobile parts, structural steel parts, pipelines, etc. After heat treatment, microstructure of
the steels is altered and their mechanical properties such as hardness and strength were
improved. Typically, mechanical properties of heat treated steels such as hardness and strength
are examined by some destructive tests. Therefore, it is useful to develop a nondestructive
technique to predict these properties. One of the candidates is Seebeck coefficient or
thermoelectric power measurement which measure amount of induced voltage developed by
temperature difference, TVS
TAB ΔΔ
=→Δ 0
lim [1]. Seebeck coefficient or thermoelectric power is
contributed by two components: diffusion and phonon-drag thermoelectric power. Phonon-
drag thermoelectric power is very small and can be negligible at room temperature or above.
Diffusion thermoelectric power is a function of electrical conductivity and effective mass [2].
Effective mass is defined as curvature of electronic structure at the Fermi level [2]. From this
definition, effective mass, m*, is calculated by 2
22*
dkEdm = , where 2 and 2
2
dkEd are Plank’s
constant, and curvature of electronic structure at Fermi level, respectively. Both electrical
conductivity and effective mass are function of microstructure and electronic structure, as a
result, Seebeck coefficient depends on these structures as well. It should be noted that sign of
Seebeck coefficient depends on types of carriers [3]. If a carrier is an electron, Seebeck
coefficient will be negative. In contrast, positive Seebeck coefficient is found when hole is a
carrier. The magnitude of Seebeck coefficient depends on effective mass and difficulty of
carrier transport. Effects of microstructure of carbon steel on Seebeck coefficient were studied
by various research groups [4-7]. Effect of annealing on thermoelectric power of low carbon
steel containing 460 ppm aluminium and 74 ppm nitrogen was investigates by Brami et al [4].
In this study, thermoelectric power increased with amounts of AlN and carbon precipitation.
For ultra low carbon steel, Seebeck coefficient was found to be decreased with increasing
defect concentration or amount of dissolved element in the matrix, and be increased with the

The 3rd Thailand Metallurgy Conference
AF‐05
amount of precipitation [5, 6]. The increasing of Seebeck coefficient due to amount of
precipitates was also found in martensitic stainless steel when Caballero et al. studied the
effect of carbide precipitation on Seebeck coefficient of heat treated stainless steel [7]. In
addition, Caballero et al. indicated that Seebeck coefficient can be increased with grain size of
austenite due to decreasing of grain boundary concentration. From literatures; therefore, it is
possible to study effect of heat treatment on microstructure and mechanical properties of low
alloy steel via Seebeck coefficient. This study aims to investigate this relationship in order to
further develop this concept as non-destructive testing for heat treated steel.
Experimental procedure
Low alloy steel grade AISI 4150, whose diameter is 1.3 cm. with the length of 3 cm, was used
in this study. The sample composition was analyzed by emission spectroscopy as shown in
table 1. From this table, main alloying elements in this steel are chromium and molybdenum,
which increases hardenability of the steel.
Table 1: composition of sample, analyzed by emission spectroscopy (wt.%)
C Mn P S Cr Mo Si
AISI 4150 (std.) 0.48-0.53 0.75-1.00 < 0.035 < 0.04 0.75-1.2 0.15-0.25 0.15-0.3
Sample 0.489 0.789 0.021 0.002 0.851 0.177 0.192
The samples were annealed at approximately 900 oC for 1 hr. and subsequently cooled in
different media: furnace cool, air cool, water cool and oil cooled. In addition, one of the
samples was cooled in salt bath at 350 oC for 1 hr and then cooled in water. Three
observations for each treatment were conducted. Seebeck coefficients, relative to Seebeck
coefficient of copper, of each sample were measured after heat treatment. The configuration of
the Seebeck coefficient apparatus was demonstrated in figure 1. The absolute Seebeck
coefficient was calculated by the equation:
Cua STVS +
ΔΔ
= (1)
where aS , CuS , VΔ and TΔ are absolute Seebeck coefficient (μV/K), Seebeck coefficient of
copper (μV/K), induced voltage difference (V) and temperature difference, respectively. The
temperature at the cold side is about 26 oC and temperature difference between hot and cold

The 3rd Thailand Metallurgy Conference
AF‐05
sides in this experiment was set at 4 oC. Seebeck coefficient of copper at 300 K is 1.83 μV/K
[1].
Figure 1: Diagram of Seebeck coefficient measurement apparatus
Next, hardness and microstructures of the samples were investigated by hardness test
Rockwell scale C with loading of 150 kgf and optical microscope. The crystal structures of
each sample were also examined by D-8 Bruker x-ray diffractometer using Cu-Kα as x-ray
source, step width of 0.02 degree and step time of 0.04 s.
Results and discussion
Hardness and Seebeck coefficient
Harnesses and Seebeck coefficients of as-received samples and heat-treated low alloy steels
after quenching with different media were shown in figure 2. Negative Seebeck coefficient
pointed out that electron is carrier responsible for thermoelectric power of the samples.
According to Vedenikov [8], Seebeck coefficient of pure iron at 300 K is approximately +12
μV/K. However, Seebeck coefficient of steel is perturbed by element in solid solution,
microstructure, dislocation and precipitates [5, 6]. Among these contributions, contribution
from solute atom is the greatest because solute atoms act as new diffusion centers for electron
[5]. The contribution from solute atom to Seebeck coefficient, iSΔ , obeys the linear law as
shown by:

The 3rd Thailand Metallurgy Conference
AF‐05
∑=Δ iii CKS (1)
where Ki and Ci are the specific thermoelectric power per weight percent of solute element i
(μV/(K-wt%)) and amount of solute element i (wt.%), respectively. The value of Ki depends
on various factors such as chemical composition, texture, grain size, etc [6]. For example the
KC varies from -20 to -52 μV/K-wt% depending on carbon contents [5-7]. The higher the
carbon content, the lower is the KC value. KCr and KMn were reported as -0.30 and -3 μV/K-
wt%, respectively. Beside contribution from solute element, the contribution from dislocation
also leads to negative Seebeck coefficient [5]. The sign of change of Seebeck coefficient due
to contribution from microstructure relies on type of phase transformation. For example,
amount of retain austenite in martensitic stainless steel leads to positive Seebeck coefficient
with specific thermoelectric power constant of +0.087 μV/K-wt% [7]. It can be seen that the
magnitude of specific thermoelectric power due to microstructure is less than those of solute
atom in the order of magnitude; therefore, the negative Seebeck coefficient of steel is
expected.
Figure 2: Hardness and Seebeck coefficients of as-received sample and heat treated low alloy
steels after quenching in different media

The 3rd Thailand Metallurgy Conference
AF‐05
Figure 2 also demonstrates dependent of Seebeck coefficient on quenching media or cooling
rate. When cooling rate is high, e.g. quenching in oil or water, magnitude of Seebeck
coefficient decreases and hardness increases. This phenomenon may be used to establish
relationship between Seebeck coefficient and hardness. It is well known that for fast cooling
rate carbon atoms do not have enough time to diffuse out of the austenite to form equilibrium
microstructure of pearlite. Consequently, depending on cooling rate, non-equilibrium
structures such as bainite or martensite will form and hardness of quenched sample increases.
The effect of cooling rate on Seebeck coefficient may be explained by crystal structure and
microstructure as discussed later.
XRD-result
Effect of cooling rate on crystal structure can be seen by x-ray diffraction pattern
demonstrated in figures 3 and 4. From these figures, crystal structures of quenched samples
can be sorted into two groups: 1) samples quenched at low and moderate cooling rate and 2)
samples quenched at high cooling rate. Figure 3 demonstrated that crystal structure of sample
with low cooling rate is body center cubic with diffracted planes: (110), (200) and (211). In
addition, (200) and (211) peaks tend to disappear when cooling rate is high. When considering
at (110) peak (figure 4), (110) peaks of water-quenched and oil quenched samples are shifted
from those of the other samples. In addition, they are broader than those of samples quenched
at low and moderate cooling rate. The shift of the peak indicates that crystal structures of the
oil and water quenched sample are different from the other samples and the broader peaks
indicates occurrence of lattice distortion during fast cooling. As shown in figure 2, magnitude
of Seebeck coefficients of oil cooled and water cooled samples are lower than those of other
samples. The reduction of the magnitude of Seebeck coefficient may be due to phase change
and lattice distortion. The distortion reduces electron movement; consequently, magnitude of
Seebeck coefficient decreases. This explanation can also be applied when the Seebeck
coefficients and x-ray diffraction patterns of only oil quenched and water quenched samples
are compared. However, rather than chemical composition, crystal structure is not only a
factor affecting Seebeck coefficient. To explain variation of Seebeck coefficients of as-
received, furnace cooled, air quenched samples and of sample quenched in salt bath,
microstructure analysis is needed.

The 3rd Thailand Metallurgy Conference
AF‐05
Figure 3: X-ray diffraction pattern of as received sample and quenched samples

The 3rd Thailand Metallurgy Conference
AF‐05
Figure 4: [110] peak of as received sample and quenched samples
Microstructure
Microstructure of each sample was shown in figure 5. From this figure, microstructures of oil
quenched and water quench sample are martensite with some ferrite. It is well known that
dislocation density of sample quenched with high cooling rate is very high. As a result,
hardness of these samples is high. The dislocation not only increases hardness, it also impedes
electron transport. Therefore, rather than the effect of structure distortion, magnitudes of
Seebeck coefficients of oil quenched and water quenched samples are reduced by the existing
dislocation.

The 3rd Thailand Metallurgy Conference
AF‐05
(a) (b)
(c) (d)
(e) (f)
Figure 5: Microstructures of samples: a) as received, and heat-treated sample with different
quenching media: b) furnace, c) air, d) saltbath, e) oil and f) water at magnification of 500x

The 3rd Thailand Metallurgy Conference
AF‐05
Figure 5 also points out the presence of ferrite and pearlite in samples cooled in furnace. For
as-received sample and samples cooled in air and salt bath, microstructure of these samples
consists of ferrite and cementite. Unlike microstructure of furnace cooled sample, the ferrite
and cementite of these samples are not lies in lamellar order as illustrated in figure 6. The
nonlamellar array of ferrite and cementite is classified as bainite [9]. In addition, cementite in
as-received, air cooled and salt bath cooled samples disperses all over microstructure.
Consequently, hardness of these samples is higher than that of furnace cooled sample.
Although microstructure of furnace cooled sample is different from those of as-received and
air quenched sample, their Seebeck coefficients are not significantly different. The reason may
be because the phases (ferrite and cementite) present in these samples are the same. However,
this is not conclusive and more investigation is needed. Seebeck coefficient data and XRD
result also point out that although crystal structures of as-received sample and of samples
quenched in air and salt bath are the same, magnitude of Seebeck coefficient of sample
quenched in salt bath is higher than those of the other samples. The higher magnitude of
Seebeck coefficient may be due to larger grain size. Theoretically, grain boundary behaves as
an obstacle for electrical transport. The increasing of magnitude of Seebeck coefficient due to
increasing grain size was also found by Caballero et al [7].

The 3rd Thailand Metallurgy Conference
AF‐05
(a)
(b)
Figure 6: Microstructures of samples cooled in
a) furnace cooled and b) salt bath at magnification of 1000x

The 3rd Thailand Metallurgy Conference
AF‐05
Conclusions
Seebeck coefficients and hardness of quenched low alloy steels, AISI 4150, were studied.
Although Seebeck coefficient depends on crystal structure and microstructure, hardness of
samples cannot be directly related to Seebeck coefficient. Hardness of these steels can be
explained directly by their microstructures. In contrast, explanation of Seebeck coefficient by
microstructure is more complicate. Magnitude of Seebeck coefficient of quenched samples is
influenced by phases present in sample and grain size.
References
(1) Blatt F.J., Schroeder P.A., Foiles C.L. and Greig D.L., 1976, Thermoelectric Power of
Metals, Plenum Press, New York
(2) N.F. Mott and Jones H., 1936, The Theory of the Properties of Metals and Alloys,
Dover Inc., New York, 310
(3) Kasap, S., 1996, Thermoelectric Effects in Metals: Thermocouples [Online], Available
: http://www.materials.usask.ca/samples/Thermoelectric-Seebeck.pdf [September 9,
2009]
(4) Brahmi, A. and Borrelly, R., 1997, “Study of Aluminium Nitride Precipitation in Pure
Fe-Al-N Alloy by Thermoelectric Power Measurements”, Acta Materialia, 45, 1889-
1897
(5) Lavaire, N., Merlin, J. and Sardoy, V, 2001, “Study of Ageing in Strained Ultra and
Extra Low Carbon Steels by Thermoelectric Power Measurement”, Scripta Materialia,
44, 553-559.
(6) Massardier, V., Lavaire, N., Soler, M. and Merlin, J., 2004, “Comparison of the
Evaluation of the Carbon Content in Solid Solution in Extra-mild Steels by
Thermoelectric Power and by Internal Friction”, Scripta Materialia, 50, 1435-1439.
(7) Caballero, F.G., Capdevila, C., Alvarez, L.F. and García de Andrés, C., 2004,
“Thermoelectric power studies on a martensitic stainless steel”, Scripta Materialia, 50,
1061-1066.
(8) Vedernikov M.V., 1969, Adv. Physics., 18, 337
(9) Krauss G., 1990, Steel: Heat Treatment and Processing Principles, ASM international,
Ohio, U.S., pp.78

The 3rd Thailand Metallurgy Conference
BF‐04
Corrosion Assessment of Carbon Steel in Thailand by Atmospheric Corrosion Monitoring (ACM) Sensors
Wanida Pongsaksawada, Ekkarut Viyanita, Sikharin Sorachota,
and Tadashi Shinoharab
aNational Metal and Materials Technology Center (MTEC), Pathumthani, Thailand,
Tel.: 0-2564-6500 Fax: 0-2564-6338 Email: [email protected] bNational Institute for Materials Science, Ibaraki, JAPAN
Tel: +81-298-59-2604 Fax: +81-298-59-2601
Abstract
Atmospheric corrosion of metal depends on material compositions, weather condition (dry,
dew, and rain period), temperature, relative humidity, and airborne sea salt of specific
location. General testing procedure to obtain the corrosion rate is by actual exposure test of
the specimen panels based on time interval plan. In Japan, atmospheric corrosion
monitoring (ACM) sensor, made of an iron-silver galvanic couple, has been developed and
used to sense the corrosivity in terms of galvanic current. Under some atmospheric
conditions, these data can be converted to time of wetness and related to the corrosion rate
of carbon steel. With ACM sensors, it is possible to monitor the corrosion rate in a shorter
time than the exposure test. To apply the ACM sensors in Thailand, it is necessary to
evaluate the effectiveness and correlation between the actual corrosion rate and the sensor
output. In this research during June 2007 – May 2009, we performed exposure tests of
carbon steel (JIS SS400) along with ACM sensors under outdoor and sheltered conditions
at three locations: (1) Rama VI Road, Bangkok (2) Suvarnabhumi International Airport,
Samutprakarn and (3) Royal Thai Navy Dockyard, Chonburi, representing urban, airport,
and marine environments, respectively. Weather data were obtained from temperature,
relative humidity, and ACM sensors. To estimate the corrosion rate, weight loss
measurements were carried out on specimens exposed for 1 month period over 2 years.
Average monthly weight loss ranks from high to low as marine, airport, and urban
environments. The relationship between outdoor corrosion rate and ACM output is found
to be linear on a log-log scale at airport and urban test stations during March 2008 – May
2009.

The 3rd Thailand Metallurgy Conference
BF‐04
Keywords Atmospheric Corrosion, ACM sensor, Carbon steel
1. Introduction
Atmospheric corrosion of metal is governed by chemical composition of thin film
electrolyte on the metal surface which is dependent on air pollutants, humidity, and
temperature. Corrosion scientists in several countries have been carried out exposure tests
to investigate the effects of the environment on corrosion rates (Pourbiax (1982), and the
corrosion resistance of different materials (Chen et al. (2005), De La Fuente et al. (2007),
Singh et al. (2008), Sun et al. (2009), Tahara et al. (2005), and Veleva et al. (2009)). The
actual field tests usually take 10-20 years for an evaluation period. To accelerate the
experimental study, simulated wet-dry cyclic tests have been performed for qualitative
observation (Han et al. (2007) and Katayama et al. (2005)).
Electrochemical measurement such as AC impedance monitoring sensor has been
incorporated into the atmospheric corrosion tests by Nishikata et al. (2005), Shitanda et al.
(2007), Wall et al. (2005) to enhance the understanding of corrosion process and monitor
quantitative parameters as a function of environmental factors. Another electrochemical
measurement by atmospheric corrosion monitoring (ACM) sensor relates galvanic current
with corrosion rate. The impedance and ACM sensors have been applied to monitor the
corrosion in industrial plants and infrastructure. In Japan, ACM sensor, made of Fe-Ag
galvanic couple, has been developed and used to monitor the corrosivity of various
atmospheric conditions in the work of Motoda et al. (1994) and Shinohara et al. (2006).
Linear relationship between outdoor corrosion rate and sensor galvanic current output was
found at severe marine and rural/marine environments in Japan (Shinohara et al. (2006)).
In Thailand, atmospheric corrosion tests had been conducted on organic-coated
carbon steel by Bhamornsut et al. (2003), zinc by Phantor et al. (2003), and stainless steel
by Daopiset et al. (2008). This present research is the first to apply the ACM sensor in
atmospheric corrosion study of structural steel in Thailand. The exposure tests of the test
panels as well as the ACM sensors were carried out from June 2007 – May 2009 at three
different environmental conditions. Weight losses and sensor outputs were evaluated.
2. Experimental procedures
Exposure test stations were selected for this field study. The details at each site are
described in Table 1.

The 3rd Thailand Metallurgy Conference
BF‐04
Table 1
Structural steel plates (JIS SS400) were cut into rectangular coupons with
dimension of 150mm x 70mm x 6mm. Blue oxide scales were removed by HCl acid,
sandblasting, and mechanical polishing. The initial weights of the samples were recorded.
Exposure tests were carried out in open-air (outdoor) and under shelter (indoor) conditions
for 1 and 12 months. The tests were repeated for 24-month period. An ACM type
corrosion sensor was installed on each test rack and connected to a data logger (Syrinx
Inc.). Picture of a test station is illustrated in Fig. 1. The ACM sensors were replaced
every month. Temperature and humidity sensors were installed under a cover at each
location and connected to the data logger. Electrical current (Q), temperature (T), and
relative humidity (RH) were recorded in a memory card every 10 minutes. After the test,
specimen panels and data were collected for analyses. Two specimens were cleaned
according to ASTM G01 to remove corrosion products. The average weight loss was
determined. Monthly results were related to the sensor data to evaluate correlation with
ACM sensor. Annual results were fitted to a multiple linear regression model as a function
of environmental parameters.
Figure 1
3. Results and discussion
Short – term exposure test
Monthly results from June 2007 – November 2008 were reported in the previous
work (Pongsaksawad et al. (2009)). With additional data from December 2008 – May 2009,
the average monthly weight losses over two years are summarized in Table 2. Corrosivity
ranks from high to low as marine, airport, and urban atmosphere or in the increasing
distance from the sea shore as expected. The sheltered environments are typically less
corrosive than open air condition as seen by smaller magnitude of average corrosion losses.
The corroded sheltered specimens were influenced only by dew condensation, temperature,
relative humidity, sea salt and air pollutants, whereas the specimens exposed outdoor were
influenced by rain fall as well. However, during some months in rainy season, the sheltered
samples were more severely corroded than outdoor samples due to rain wash affect that
removes corrosive species from the metal surface.
Table 2

The 3rd Thailand Metallurgy Conference
BF‐04
Correlation between corrosion rate and sensor output
Corrosion rates of one – month exposure test were plotted as a function of the
ACM sensors output to evaluate their relationships. For sheltered condition, the corrosion
rates were related to the daily average electricity (Q). The best correlation (R = 0.7220)
was observed at urban site during March 2008 – April 2009 as shown in Fig. 2(a) as:
log CRurban [mmpy] = 0.165 log Q [C/day] – 0.658 (1)
No correlation was found at marine and airport test sites.
In case of outdoor environment, the current during rain period (Qrain) is much
higher than dew period (Qdew). Thus the effective sensor output (Qeff) is defined as Qeff
=Qdew + �Qrain, where �is 0.2 [Shinohara 2004]. As shown in Fig. 2(b), the relationship
between corrosion rate and effective sensor output for urban site has a strong positive
correlation (R = 0.7113) during March 2009 – May 2009 and follows the expression:
log CRairport, urban [mmpy] = 0.183 log Qeff [C/day] – 1.056 (2)
No correlation is observed for marine exposure sites. In the atmospheric corrosion study
with this Fe-Ag type ACM sensor in Japan (Shinohara et al. (2006)), the ACM sensors
could be used to estimate the atmospheric corrosion rate in severe marine and rural/marine
conditions, but not in the mild marine atmosphere. Thailand has less temperature
fluctuation and longer time of wetness, which may require another type of ACM sensor for
marine environment. Further study by using a long life ACM sensor is under consideration.
Figure 2
Multiple linear regression model
The conventional method to predict the corrosion rate is by finding an empirical
relationship with the active environmental parameters such as in the atmospheric corrosion
study of Vietnam by Hong Lien et al. (2009). The simplest model is a multiple linear
function. Generally, one –year exposure tests are conducted and repeated to obtain reliable
sampling data. In this study, two sets of one – year exposure tests were carried out at each
test station during June 2007 to May 2009. The average corrosion rates of each phase and
other environmental parameters are reported in Table 3.
Table 3
Based on our one – year exposure test data shown in Table 3, the best correlation suggests
that the outdoor corrosion rate (CR) is a function of temperature, relative humidity, and
total rain time as:
CR [g/ m2 / y] = 446.9 - 11.850 T [°C ] + 0.535 RH [%] + 0.028 Train [h/ y] (3)

The 3rd Thailand Metallurgy Conference
BF‐04
Temperature has a negative affect on corrosion rate. Higher temperature causes the water
droplet on the specimen surface to evaporate; thereby, the corrosion rate is reduced. Both
relative humidity and total rain time have positive affects on corrosion rate due to
increasing time of wetness. Time of rain slightly contributes to corrosion because it also
washes away the corrosive residues. The calculated corrosion rates (Eq. 3) were plotted
against the actual values as shown in Fig. 3 with R = 0.9733. However, other dependent
variables such as SO2 and Cl- ions were not taken into account since they were not
monitored during the exposure period.
Figure 3
Comparing the two correlation methods discussed above, the ACM sensor is
applicable for corrosion prediction at airport and urban environments. With the use of
ACM sensor, corrosion rate can be monitored in real time without the need to conduct a
long-term field test. For marine site, the multi-variable model can be applied.
4. Conclusions
(1) The atmospheric corrosion of structural steel decreases with increasing distance
from the coast (marine > airport > urban).
(2) In Thailand, the atmospheric corrosion of structural steel under sheltered
environment is generally less corrosive than that under outdoor environment. The
rain wash affect is not a major contribution.
(3) The corrosion losses can be estimated by the ACM sensor output at airport and
urban test station.
(4) The outdoor corrosion losses at marine, airport, and urban atmosphere increases
with decreasing temperature, increasing relative humidity, and increasing time of
rain.
5. Acknowledgement
The authors gratefully acknowledge the financial support from the National Metal and
Materials Technology Center (MTEC), Thailand and the technical support from the
National Institute for Materials Science (NIMS), Japan.
6. References
Bhamornsut, C., L. Chotimongkol, R. Nakkuntod, S. Suphonlai, T. Kodama, and H.
Tanabe, Atmospheric

The 3rd Thailand Metallurgy Conference
BF‐04
Degradation of organic coatings in Thailand, Proc. of Japan Society of Corrosion
Engineers
Conference, November 16-21, 2003, Japan.
Chen, Y.Y., H.J. Tzeng, L.I. Wei, L.H. Wang, J.C. Oung, H.C. Shih, Corrosion resistance
and mechanical
properties of low-alloy steels under atmospheric conditions, Corrosion Science, 47,
(2005) 1001-
1021.
Daopiset, S., P. Wanaosod, T. T. Xuan Hang, and T. Anh Truc, Atmospheric corrosion of
stainless steels 304
and 316 with different surface finishes, Proc. of the 5th Thailand Materials Science
and Technology
Conference, September 16-19, 2008, Thailand.
De La Fuente, D., J.G. Castano, M. Morcillo, Long-term atmospheric corrosion of zinc,
Corrosion Science,
49, (2007) 1420–1436.
Han, W., G. Yu, Z. Wang, J. Wang, Characterization of initial atmospheric corrosion
carbon steels by field
exposure and laboratory simulation, Corrosion Science, 49, (2007) 2920–2935.
Hong Lien, L. T., P. Thi San and H. Lam Hong, Atmospheric corrosion of carbon steel in
Vietnam: The
relationship between corrosion rate and environmental parameters and the
classification of
atmospheric corrosivity of carbon steel, Proc. of Japan Society of Corrosion
Engineers Conference, May 22-24, 2009, Japan, A305.
Katayama, H., K. Noda, H. Masuda, M. Nagasawa, M. Itagaki, K. Watanabe, Corrosion
simulation of
carbon steels in atmospheric environment, Corrosion Science 47 (2005) 2599–2606.
Motoda, S., Y. Suzuki, T. Shinohara, Y. Kojima, S. Tsujikawa, W. Oshikawa, S. Itomura,
T.Fukushima and
S.Izumo, Zairyo-to-Kankyo, 43, (1994), 550.
Nishikata, A., F. Suzuki, T. Tsuru, Corrosion monitoring of nickel-containing steels in
marine atmospheric
environment, Corrosion Science, 47, (2005) 2578–2588.

The 3rd Thailand Metallurgy Conference
BF‐04
Panther, B. C., M. A. Hooper, G. P. Ayers, I. Cole, W. Limpaseni, W. Somboon, F.
Veersai, W. Veersai,
Atmospheric depositions and corrosion Impacts in Bangkok, Proc.of the 2nd
Regional Conference
on Energy Technology Towards a Clean Environment, February 12-14, 2003,
Phuket, Thailand, Vol.
2, pp. 675-683.
Pongsaksawad, W., S. Sorachot, J. Troset, E. Viyanit, and T. Shinohara, Applying
atmospheric corrosion
monitoring sensor for carbon steel under various exposure test sites in Thailand ,
Proc. of Japan
Society of Corrosion Engineers Conference, May 22-24, 2009, Japan, A304.
Pourbaix, M., The Linear Bilogarithmic Law for atmospheric corrosion, Wiley, New York,
(1982), 107.
Shinohara, T., A. Tahara and Y. Hosoya, Datasheets of Atmospheric Corrosion behaviors of
low alloyed steels
with corrosivities at exposure test sites, Proc. of the 3rd International Conference
on Advanced
Structural Steels, Aug 22-24, 2006, Korea.
Shitanda, I., A. Okumura, M. Itagaki, K. Watanabe, Y. Asano, Screen-printed atmospheric
corrosion
monitoring sensor based on electrochemical impedance spectroscopy, Sensors and
Actuators, B 139,
(2009) 292–297.
Singh, D.D.N., S. Yadav, J. K. Saha, Corrosion of low carbon steel in atmospheric
environments of different
chloride content, Corrosion Science, 50, (2008) 93–110.
Sun, S., Q. Zheng, D. Li, J. Wen, Long-term atmospheric corrosion behaviour of
aluminium alloys 2024 and
7075 in urban, coastal and industrial environments, Corrosion Science, 51, (2009)
719–727.
Tahara, A., T. Shinohara, Influence of the alloy element on corrosion morphology of the
low alloy steels

The 3rd Thailand Metallurgy Conference
BF‐04
exposed to the atmospheric environments, Corrosion Science, 47, (2005) 2589–
2598.
Veleva, L., M. Acosta, E. Meraz, Atmospheric corrosion of zinc induced by runoff,
Corrosion Science, 51,
(2009) 2055–2062.
Wall, F.D., M.A. Martinez, N.A. Missert, R.G. Copeland, A.C. Kilgo, Characterizing
corrosion behavior
under atmospheric conditions using electrochemical techniques, Corrosion Science,
47, (2005) 17-32.

The 3rd Thailand Metallurgy Conference
BF‐04
Table 1. Locations of exposure test sties
Environment Location Description
Marine Sattahip Navy Dockyard, Chonburi On the ground facing the
Gulf of Thailand
Airport Suvarnabhumi International Airport, Samutprakarn
On the ground nearby the
runway and industrial
district
Urban National Science and Technology Development Agency,
Bangkok
On the roof top of a 7‐ story
building influenced by
heavy traffic

The 3rd Thailand Metallurgy Conference
BF‐04
Table 2. Average monthly weight losses of outdoor and sheltered conditions
Weight Loss (g/ m2) Location Phase
sheltered outdoor
June 07 – May 08 46.476 57.786 Marine
June 08 – May 09 44.535 55.614
June 07 – May 08 39.452 56.333 Airport
June 08 – May 09 37.793 48.472
June 07 – May 08 28.280 38.286 Urban
June 08 – May 09 30.867 46.567

The 3rd Thailand Metallurgy Conference
BF‐04
Table 3. Corrosion rate of one- year exposure test and environmental parameters:
temperature (T), relative humidity (RH), and time of rain (Train).
Site Phase CR [g/ m2 /
y] T [°C] RH [%] Train [h/ y]
Marine June 07 – May 08 137.381 29.187 66.010 269.833
June 08 – May 09 167.857 28.305 55.079 1089.667
Airport June 07 – May 08 n/a 29.302 58.140 975.833
June 08 – May 09 165.238 28.761 48.594 802.167
Urban June 07 – May 08 110.238 31.7668 55.807 524.167
June 08 – May 09 99.048 32.490 40.281 428.667

The 3rd Thailand Metallurgy Conference
BF‐04
Figure 1 ACM sensor and structural steel coupon on an outdoor test rack
ACM sensor

The 3rd Thailand Metallurgy Conference
BF‐04
(a) Urban sheltered environment (b) Airport and urban outdoor environment
Figure 2 Linear correlations between monthly corrosion rate and effective sensor output
were found at (a) urban sheltered condition (March 2008 – April 2009) and (b) airport and
urban outdoor condition (March 2008 – May 2009).

The 3rd Thailand Metallurgy Conference
BF‐04
R2 = 0.9474R = 0.9733
0
50
100
150
200
250
0 50 100 150 200 250
Actual CR [g/ m2/ y]
Cal
cula
ted
CR
[g/ m
2 / y]
Figure 3 Calculated values compared to the actual values

The 3rd Thailand Metallurgy Conference
BF‐06
Pickling Behavior of AISI 304 Stainless Steel in Sulfuric and Hydrochloric Acid Solutions
W. Homjaboka, S. Permpoonb, G. Lothongkuma
aDepartment of Metallurgical Engineering, Faculty of Engineering, Chulalongkorn University,
Patumwan, Bangkok 10330, Thailand
Email: [email protected], [email protected] bThainox Stainless Public Company Limited, 324 Moo 8, Highway no. 3191 Road, Tambol
Mabkha, Nikom Pattana, Rayong 21180, Thailand
Abstract
Oxide scales are formed on AISI 304 stainless steel surface during high temperature
processing as well as a Cr-depleted layer, which grows between the oxide scale and base
metal. Pickling is an important process that includes mechanical and chemical operations, used
to remove oxide scales, Cr-depleted layer and to recover the surface passivity. The multi-step
pickling is commonly used because of its higher efficiency than a single step pickling. In this
study, the multi-step pickling of AISI 304 stainless steel in HCl solution was investigated
instead of H2SO4 solution for the first step of pickling. HF+HNO3 mixed acid is traditionally
used in the second step. The pickling mechanism of HCl and H2SO4 was discussed based on
weight loss and the pickled surface qualities. It was found that pickling efficiency in the first
step directly affects the surface qualities of the final pickled sample. HCl solution showed
much lower pickling efficiency than H2SO4 solution. This resulted in high remaining oxide
scale and intergranular attack at the Cr-depleted layer, which cannot be completely removed in
the second pickling step. Increasing of HCl concentration and electrolytic current were not
enough to improve its pickling efficiency. The addition of small amount H2O2, which is a
strong oxidizing agent, significantly improves the pickling efficiency of HCl. A smooth
surface without any oxide scale and free of intergranular attack can be obtained.
Keywords: Pickling; Hydrochloric acid; Scale; AISI 304 Stainless steel

The 3rd Thailand Metallurgy Conference
BF‐06
1. Introduction
Acid pickling is an important step for production of cold rolled stainless steel plate. It is aimed
to remove the oxide scale as well as a Cr-depleted layer growing between the oxide scale and
the base material. Oxide scale and Cr-depleted layer are formed during high temperature
processing. Removing oxide scale processes consist of mechanical descaling and pickling. In
mechanical descaling, scale breaker and shot blasting were used to break up the oxide scale.
This results in easily penetration of pickling solution into oxide scale and enhances the
pickling efficiency [1-5]. Multi-step pickling is used for pickling process because it has higher
efficiency and better surface quality than single step [6-7]. In the first step, electrolytic was
used for increase pickling efficiency [8]. In this step, the mechanism is that the solution
penetrates into metal Cr-depleted layer and the oxide scale is undercut and removed [6]. The
acid type and concentration has strong influence on surface finish quality. In the second step,
HNO3+HF has become widely accepted and used for removal remaining oxide scale and
passivation [8]. The sequence at which the pickling steps are used influences the surface finish
significantly. H2SO4 is a cheap acid and has a good pickling efficiency, which can be
improved by using with electrolytic, so that, H2SO4 with electrolytic is general used for the
first step. However, H2SO4 pickling causes black smut forming. Even though black smut can
be removed by HNO3+HF in the next step, but the surface finish has high roughness and
intergranular attack. In this study, the multi-step pickling behavior of AISI 304 austenitic
stainless steel in HCl solution was experimented for replacing H2SO4 solution in the first step
and the HNO3+HF mixed acid solution was used traditionally in the second step. HCl pickling
has a uniform dissolution behavior with no intergranular attack [8-10]. Results were discussed
based on weight loss and surface finish of the pickled samples.
2. Experimental
2.1. Material
AISI 304 austenitic stainless steel strips were hot-rolled downs to a thickness of 3 mm. The
chemical composition of this material is listed in Table 1. After mechanical descaling process,
test samples of 25x50x3 mm were cut. Then, only unexposed area was painted with EPIGEN
XD005 (acid-resistant at high temperature), and clean with acetone and ethanol. The test
samples were finally dried with air and kept in a desiccator before experiment.

The 3rd Thailand Metallurgy Conference
BF‐06
Table.1 Chemical composition (wt.%) of AISI 304 stainless steel used in this study, analyzed
by OES Element Content Element Content
C 0.04 Si 0.342Cr 18.1 P 0.029Ni 8.03 S 0.001Mn 1.076 Fe Balanced
2.2. Pickling
To prepare the HCl, H2SO4, HF and HNO3 electrolytes, analytical grade was used. Purity
50%H2O2 was used in this study. During pickling, temperature was controlled constantly in a
water bath with constant stirring. After pickling, the samples were rinsed with tap water and
brush for removal any reaction products. The pickling conditions were acid concentration of
1.0, 2.0, 3.0, 4.0, 5.0 and 6.0 M at 60°C or 85 °C depending on the purposed tests.
2.3. Characterization
The surface finish was characterized with roughness profiler (Telescan 150) for surface
roughness. Optical microscope (OM) at 200X and scanning electron microscopy (SEM) at
3000X were used for remaining oxide level analysis. Fig.1 showed the evaluation of
remaining oxide on sample surface after the in-house standard.
Fig.1Remaining oxide evaluation after the in house standard on 6 areas observation on test
sample surface at 200X.

The 3rd Thailand Metallurgy Conference
BF‐06
3. Results and discussion
HCl solution was investigated instead of H2SO4 solution for the first step of pickling.
HF+HNO3 mixed acid solution was still traditionally used in the second step. The traditional
and studied conditions for this experiment were showed in Fig. 2. The total weight loss
resulting from those multi-step pickling conditions (Fig. 2) was shown in Fig. 3. The weight
loss of H2SO4 condition was high but some oxide scale remains on pickled surface in level 2
as shown in Fig. 4a. Pickling by H2SO4 solution with electrolytic followed by HNO3+HF
solution increased the weight loss and allowed achieving a surface finish free of any oxide
scale as shown in Fig. 3 and 4b.
Fig.2 Multi-step pickling of AISI 304 stainless steel between the traditional and studied
conditions.
Fig.3 Total weight loss of multi-step pickling of AISI 304 stainless steel in H2SO4 at 85°C or
HCl at 85°C followed by HNO3+HF at 45°C.

The 3rd Thailand Metallurgy Conference
BF‐06
In case of HCl pickling instead of H2SO4 pickling, it showed that HCl had lower pickling
efficiency than H2SO4 (Fig. 3) and much oxide scale remained (Fig. 4c). Increasing HCl
concentration and HCl pickling with electrolytic did not result in increasing the pickling
efficiency to be higher than H2SO4 pickling efficiency. The surface finish of HCl pickling had
rougher surface and more intergranular attack than H2SO4 pickling as shown in Fig. 4d. The
result was not the same as report by L.-F. Li and J.-P. Celis [9], which said that uniform
dissolution and no intergranular attack were observed by HCl pickling.
Fig.4 SEM surface characterization of AISI 304 stainless steel after multi-step pickling
To understand mechanism of pickling by both HCl and H2SO4 in the first pickling step, which
has a significant effect on the final surface finish after HNO3+HF pickling, the step by step of
Roughness (Rq) = 3.29 μm Remaining oxide level 2
Roughness (Rq) = 3.30 μm Remaining oxide level 0
Roughness (Rq) = 3.34 μm Remaining oxide level 3
Roughness (Rq) = 3.51 μm Remaining oxide level 3
a b
c
4.0 M H2SO4; 85°C followed by HNO3+HF; 45 °C
4.0 M H2SO4 (Electrolytic); 85°C followed by HNO3+HF; 45 °C
4.0 M HCl; 85°C followed by HNO3+HF; 45 °C
4.0 M HCl (Electrolytic); 85°C followed by HNO3+HF; 45 °C d

The 3rd Thailand Metallurgy Conference
BF‐06
weight loss was analyzed as shown in Fig. 5 and the surface was characterized by SEM as
shown in Fig. 6. HCl pickling had much lower weight loss than H2SO4 pickling and both
samples surface were covered with oxide scale (Figs. 6a and 6b). HCl pickling had smooth
surface compared with H2SO4 pickling. After the second pickling step with HNO3+HF, HCl
pickling had higher weight loss than H2SO4 pickling and the intergranular attack became more
pronounced on surface finish (Fig. 6d).
Fig.5 Step by step weight loss of AISI 304 stainless steel after pickling in 4.0 M H2SO4 at
85°C or 4.0 M HCl at 85°C followed by HNO3+HF at 45°C

The 3rd Thailand Metallurgy Conference
BF‐06
Fig.6 SEM surface characterization of AISI 304 stainless steel after multi-step pickling with
conditions same as in Fig. 5
According to the previous results (Fig. 5 and 6) and discussion, the evolution of surface during
multi-step pickling in H2SO4 and HCl solutions followed by HNO3+HF can be described as in
Fig. 7a and 7b, respectively. The original metal surface consists of oxide scale, Cr-depleted
layer and base metal. On H2SO4 pickling in the first step, H2SO4 transports into oxide scale.
Then, the Cr-depleted layer is attacked or dissoluted. Finally, the oxide scale is removed by
Roughness (Rq) = 3.29 μm Remaining oxide level 3
Roughness (Rq) = 3.34 μm Remaining oxide level 3
Roughness (Rq) = 3.81 μm Remaining oxide level 3
Roughness (Rq) = 3.15 μm Remaining oxide level 3
a b
c 4.0 M H2SO4; 85°C followed by HNO3+HF; 45 °C
4.0 M HCl; 85°C followed by HNO3+HF; 45 °C
d
4.0 M H2SO4; 85°C 4.0 M HCL; 85°C

The 3rd Thailand Metallurgy Conference
BF‐06
undercutting. Most oxide scale but only some Cr-depleted layer is removed. The surface is
rough because H2SO4 pickling behavior is non-uniform dissolution. The next step pickling by
the selective dissolution of HNO3+HF, intergranular attack appears. Remaining oxide scale
and Cr-depleted layer are almost removed. The final surface finish is completely free of oxide
scale. The evolution of surface finish after pickling in HCl followed by a pickling in
HNO3+HF is showed in Fig. 7b. The same mechanism as H2SO4 is obtained. However, HCl
has lower pickling efficiency than H2SO4. Most of all oxide scale and Cr-depleted layer still
remain. The observed surface is smooth because HCl pickling behavior is uniform dissolution.
By HNO3+HF pickling in the second step, intergranular attack appears because of a selective
dissolution on remaining Cr-depleted layer.
a. H2SO4; 85°C b. HCl; 85°C
Initial Surface
First step
Second step
Fig.7 The multi-step pickling mechanism models of intergranular attack.
According to the mechanism, the most important finding is that the surface finish obtained
from multi-step pickling is greatly affected by the pickling efficiency of the first step. Multi-
step pickling will successively allow achieving a smooth surface finish free of any oxide scale,
when a high enough pickling efficiency with uniform dissolution in the first step is available.
From the result, increasing of HCl concentration and electrolytic currents were not enough to
Oxide scale Cr-depleted layer
Intergranular attack
Base Metal Base Metal
Oxide scale
Base Metal Base Metal
Base Metal Base Metal
Intergranular attack

The 3rd Thailand Metallurgy Conference
BF‐06
improve its pickling efficiency to be more than the H2SO4 efficiency. The addition of H2O2,
which is a strong oxidizing agent, possibly improved the pickling efficiency of HCl. The
temperature for this study must be fixed at 60°C because H2O2 decomposes at temperature
over than 60°C.
.
Fig.8 Step by step weight loss of AISI 304 stainless steel by pickling with HCl at 60°C or
HCl+H2O2 at 60°C or H2SO4 (Electrolytic) at 85°C followed by HNO3+HF at 45°C.
Addition of H2O2 to improve pickling efficiency of HCl in the first step resulted in increasing
weight loss and having an affect on the second step pickling by HNO3+HF by decreasing
weight loss, as shown in Fig. 8. It also reduced intergranular attack and delivered smooth
surface finish as shown in Fig. 9. Multi-step pickling was successive at 10g/L H2O2 added to
HCl solution. It allowed achieving a higher pickling efficiency than H2SO4 efficiency, smooth
surface finish free of oxide scale, and no intergranular attack

The 3rd Thailand Metallurgy Conference
BF‐06
Fig.9 SEM surface characterization of AISI 304 stainless steel after pickling in H2SO4, HCl,
HCl + H2O2 solutions followed by HNO3+HF at 45°C
4. Conclusions
The multi-step pickling of AISI 304 stainless steel in HCl solution as the first step followed
by HNO3+HF as the second step was investigated. The mechanism models of pickling by HCl
or H2SO4 in the first step were proposed. The following conclusions can be drawn from this
study.
1. HCl solution has lower pickling efficiency than H2SO4 solution.
Roughness (Rq) = 3.30 μm Remaining oxide level 0
Roughness (Rq) = 3.24 μm Remaining oxide level 3
Roughness (Rq) = 2.92 μm Remaining oxide level 0
Roughness (Rq) = 2.95 μm Remaining oxide level 0
a b
c
4.0 M H2SO4 (Electrolic); 85°C followed by HNO3+HF; 45 °C
4.0 M HCl; 60°C followed by HNO3+HF; 45 °C
4.0 M HCl+10g/L H2O2; 60°C followed by HNO3+HF; 45 °C
4.0 M HCl+10g/L H2O2; 60°C followed by HNO3+HF; 45 °C
d

The 3rd Thailand Metallurgy Conference
BF‐06
2. HCl solution can not completely remove Cr-depleted layer and oxide scale.
3. H2O2 addition can improve pickling efficiency of HCl solution. The addition of 10g/L
H2O2 is enough to deliver the smooth surface without any oxide scale and free of intergranular
attack after HNO3+HF pickling.
5. Acknowledgement
The authors would like to thank the Research and Development Center of Thainox
Stainless Public Company Limited for test samples, discussion and analysis equipment. The
thanks also go to the Thailand Research Fund (TRF) and the Office of Small and Medium
Enterprises Promotion (OSMEP) for the research fund.
6. References
[1] Lacombe, B. Baroux and G. Beranger, Stainless Steel, 1st edition., Les Editions de
Physique Les Ulis, France, 1993.
[2] Stainless Steel, ASM Specialty Handbook, 1996.
[3] Mars G. Fontana. Corrosion Engineering, 3rd edition, McGraw-Hill International Editions,
Materials Science and Engineering Series, Singapore, 1987.
[4] Denny A. Jones. Principles and Prevention of Corrosion, 2nd edition, Prentice Hall
International, Inc, Singapore, 1997.
[5] Suwaree Ratanamongkolthaworn, Effects of sulfuric acid concentration, temperature,
ferrous and ferric ion contents on pickling behavior of AISI 304 stainless steel, Master Thesis
in Metallurgical Engineering, Chulalongkorn University, 2007.
[6] L.-F. Li, P. Caenen, M. Daerden, D. Vaes, G. Meers, C. Dhondt, and J.-P. Celis,
Mechanism of Single and Multiple Step Pickling of 304 Stainless Steel in Acid Electrolytes,
Corrosion Science, Volume 47, 2005, pp. 1307- 1324.
[7] L.-F. Li and J.-P. Celis, Intergranular corrosion of 304 stainless steel pickled in acidic
electrolytes. Scripta Materialia, Volume 51, Issue 10, 2004, pp. 949-953.
[8] L.-F. Li, Pickling of Austenitic Stainless Steels. Internal review report Alz-Arcelor France,
2002.
[9] L.-F. Li and J.-P. Celis, Effect of hydrochloric acid on pickling of hot-rolled 304 stainless
steel in iron chloride-based electrolytes, Corrosion Science, Volume 50, 2008, pp. 804-810.

The 3rd Thailand Metallurgy Conference
BF‐06
[10] L.-F. Li, Pickling and re-pickling of stainless steel with UGCO and UG3P+H2SO4
electrolytes. Internal review report Alz-Arcelor France, 2002.

The 3rd Thailand Metallurgy Conference
CF‐03
The Effect of Welding Speed and Tool Pin Profile on Metallurgical and Mechanical Properties of Joining of Semi-Solid (SSM) Aluminium Alloy A356 by Friction
Stir Welding Process (FSW)
Thongchai Kruepue a and Prapas Muangjunbureeb
a, b Department of Mining and Materials Engineering, Faculty of Engineering, Prince of
Songkla University, Hatyai, Songkla, 90112 Thailand
Tel: 074 287323 Fax: 074 212897 E-mail : [email protected]
Abstract
The effect of joining parameters and tool pin profile on microstructure and mechanical
properties of semi-solid metal A356 joints produced by friction stir welding was
investigated. In this work, the joints were made by using a fixed rotating speed of 1,750
rpm with varying welding speed of 80, 120 and 160 mm/min. In addition, Two different
types of tool pins, cylindrical and square pin, were applied. The Scanning electron
microscope (SEM) reveals fine microstructure and uniform dispersion of Si (Silicon)
particles obtained from cylindrical pin than that of square pin. Transverse and longitudinal
tensile strengths obtained from cylindrical pin are greater than square pin. Furthermore, the
joint made from 1,750 rpm, 160 mm/min with cylindrical pin shows highest strength.
Key words : Semi-solid metal A356, Welding parameter, Thermo-mechanical affected
zone, Stir zone
1. Introduction
There are two types of semi-solid forming technology at the present. Rheo casting is
one of them. It involves the preparation of semi-solid metal (SSM) slurry from liquid alloys
and casting the slurry into a die for component manufacturing. In this work, semi solid metal
was obtained from a new Rheo casting technique called Gas Induced semi-solid (GISS) [1]. It
was clear that the joint between cast Al alloy has increasingly expanded in the usage of
casting component in automotive such as suspension, driveline and engine parts.
Conventional fusion welding of SSM aluminum die casting alloys is generally difficult due to
the formation of blowholes in weld. In addition, the microstructure is also altered. Therefore,
a new welding method is required to overcome theses problems. In recent year, friction stir

The 3rd Thailand Metallurgy Conference
CF‐03
welding (FSW) was developed as a solid state joining process in which materials are joined
by the frictional heat as shown in Fig.1 (Thomas : TWI). This process is effective for the
welding of aluminum alloys. However, only a limited number of studies have been carried
out on SSM cast aluminum alloys. The aim of this work is to evaluate the effect of joining
parameters on the microstructure and mechanical properties of the welded SSM A356 alloys
in as cast condition.
Fig.1 Showing the friction stir welding
2. Experimental
The material used in this study was SSM (Semi-Solid Metal) A356 Al alloy 100 mm in
length, 50 mm in width and 4 mm in thickness. The chemical composition is listed in Table 1. In
this study, the two different tool pin profiles as shown in Fig. 2, a tool with a cylindrical pin and a
tool with a square pins, were applied. The length of the pin was 3.2 mm, and the diameter of the pin
was 5 mm. The shoulder of the tool was 20 mm/min. The friction stir welding (FSW) has many
welding parameters, such as tool rotating speed, welding speed and the angle of the tool. In this
work, only the welding speed was changed from 80, 120 and 160 mm/min. Other parameters were
fixed at 1,750 rpm of tool rotating speed and 30 of tool angle. The welding tool was rotated in the
clockwise direction and specimens, which were tightly fixed at the backing plate, were traveled.
The test pieces were cut in the cross-section direction, ground, polished and etched, with Keller’s
reagent. Some of the necessary photographs were taken by optical microscopy (OM), scanning

The 3rd Thailand Metallurgy Conference
CF‐03
electron microscope (SEM) with energy dispersive x-ray analysis (EDX) examinations. The Vickers
hardness profile of the weld zone was measured on a cross-section and perpendicular to the welding
direction using a Vickers indenter with a 100 gf load for 10 s and 0.6 mm distance from welding
center. The tensile test was carried out at room temperature using an Instron-type testing machine
with cross-head speed of 1.67x10-2 mm s-1. The shapes and location of the specimens for test are
shown in Fig.3. Two kinds of tensile test specimens were prepared from the welded specimens. One
is transverse to the weld zone and the other is longitudinal to the weld zone.
Table 1 chemical composition of SSM A356 Al alloy (wt.%)
Metal Si Fe Cu Mn Mg Zn Ti Cr Ni Al
A356 7.74 0.57 0.05 0.06 0.32 0.01 0.05 0.02 0.01 Bal.
Cylindrical Square
Fig.2 showing two different tool pin profiles
Fig.3 Locations of the test specimens (A) Discard, (B) Microstructure,
(C) Tensile test and (D) Microstructure and Hardness test

The 3rd Thailand Metallurgy Conference
CF‐03
3. Results and discussion
3.1 Effect of the temperature of friction stir welding
The geometry of the tools pin affects the heat generation and the flow of the plastic
material. The temperature results of FSW joints are shown in Fig. 4 (a), . )b ( Zone 1 is the
heat generation increases from the downforce about 28 s., zone 2 is the heat generation
decreases from the stop downforce about 20 s. and zone 3 is the heat generation increases
from the welding speed. It demonstrate, that the welding temperatures during FSW decrease
in the high welding speed. On the top surface, the welding temperatures are almost the same
for two tool types. However, the temperature for three welding speeds of cylindrical pin is
higher than that of the square pin. Therefore, for the cylindrical pin, the frictional area
between the tool pin and the welding material is higher than that of the square pin [7].
(a) The temperature of cylindrical pin (b) The temperature of quare pin
Fig.4 showing the temperature generation results of the friction stir welding
3.2 Effect of the pin geometry on the weld surface appearance of the FSW
Fig.5 shows the surface appearance of the friction stir welded sample obtained from
cylindrical and square tool pins with various welding speeds at 1750 rpm. The top surface of
the joints indicate smooth surface particularly for the higher welding speeds. However, the
welding flash appears at the retreating side of the weld zone where the direction of the tool
rotation moves oppositely to the travel direction for every condition.

The 3rd Thailand Metallurgy Conference
CF‐03
(a) 80 mm/min (d) 80 mm/min
(b) 120 mm/min (e) 120 mm/min
(c) 160 mm/min (f) 160 mm/min
Fig. 5 showing the photos of weld surface appearance
3.3 Effect of the tools pin geometry on the macro cross-section of the FSW
Fig. 6 illustrates the macro cross-section photos of the welded joints. Free-defect
joint can be obtained using two different tool pin profiles. There were no voids, cracks or
other weld defects, just as shown in Fig. 6 (a)-(f). An elliptical stir zone with an onion ring
structure was generated for the cylindrical pin. There was a macroscopically visible banded
structure for the square pin. However, shaped band structure appeared to dominate the
advancing side without appearing on the retreating side.
(a) 80 mm/min (d) 80 mm/min
(b) 120 mm/min (e) 120 mm/min
(c) 160 mm/min (f) 160 mm/min
10 mm 10 mm
10 mm 10 mm
10 mm 10 mm
1 mm 1 mm
1 mm 1 mm
1 mm 1 mm
R BM SZ
A TMAZ TMAZ
R BM
A TMAZ TMAZ SZ

The 3rd Thailand Metallurgy Conference
CF‐03
Fig. 6 Macro cross-section of the welded joint, (SZ) stir zone,
(TMAZ) thermal-mechanical affected zone, (R) retreating, (A) advancing
3.4 Microstructure of joint
(a) Base metal of SSM A356 Al alloy
(b) R-TMAZ of cylindrical pin (c) A-TMAZ of cylindrical pin

The 3rd Thailand Metallurgy Conference
CF‐03
(d) R-TMAZ of square pin (e) A-TMAZ of square pin
(f) SZ of cylindrical pin (g) SZ of square pin
Fig.7 Optical microstructure of the welded joint, (SZ) Stir zone,
(TMAZ) Thermal-mechanical affected zone, (R) Retreating, (A) Advancing
3.4.1 Optical microstructure of FSW
The spheroidal grain microstructure of the BM from Fig. 7 (a) is composed of primary
α phase (white region) and Al-Si eutectic structure (black region). The TMAZ of cylindical
pin and the square pin from Fig. 7 are formed besides the SZ, which are divided into the (b,
d) R-TMAZ and the (c, e) A-TMAZ is depending on the different microstructures at each
zone. The sharp transition between the BM and the SZ is observed in the retreating side. The
compression similar grain structures and a narrow range of deformed structures are observed
at the R-TMAZ. The slightly elongated grain structures or tention similar and a wider range
of deformed structures are observed at the A-TMAZ. The microstructure of the SZ is very
different from that of the BM. The spheroidal grain structure disappeared and finer Si
particles are dispersed over the whole stir zone. There are no voids, cracks or other welded
defects can be observed.
3.4.2 SEM microstructure of FSW
The microstructure of the BM from Fig. 8 (a) is composed of primary α phase and Si
particles structure (Elongated plate), are distributed partially in the primary α phase and

The 3rd Thailand Metallurgy Conference
CF‐03
formed eutectic structure. The TMAZ of cylindical pin and the square pin from Fig. 8 are
formed besides the SZ, which are divided into the (b, d) R-TMAZ and the (c, e) A-TMAZ
which depend on the different microstructures. The smaller Si particles structures are
observed for the R-TMAZ and A-TMAZ of the cylindrical pin. However, the finer Si
particles are homogeneously dispersed in the SZ of the cylindrica pin than the square pin and
the plate-like particles disappear. The plate-like Si particles may be broken into slightly finer
particles by the stirring of the welding tool [6, 11]. This is due to the cylindrical pin generates
higher friction than that of the square pin. More heat input can improve the flow of the plastic
material. The material transports from the advanced side to the retreated side, and goes
around the pin, back to the advanced side.
(a) Base metal of SSM A356 Al alloy
(b) R-TMAZ of cylindrical pin (c) A-TMAZ of cylindrical pin
(d) R-TMAZ of square pin (e) A-TMAZ of square pin

The 3rd Thailand Metallurgy Conference
CF‐03
(f) SZ of cylindrical pin (g) SZ of square pin
Fig.8 shows the SEM microstructure of the welded joint, (SZ) Stir zone,
(TMAZ) Thermal-mechanical affected zone, (R) Retreating, (A) Advancing
3.5 Effect of the pin geometry on the tensile strength
Table 2 Tensile test results from transverse direction
Tensile test (MPa)
Welding speed
(mm/min) Cylindrical
Failuer
locatio
n
Square
Failuer
locatio
n
80 176.22 Base 143.23 Weld
120 190.85 Base 171.73 Weld
160 193.89 Base 173.61 Base
Fig. 9 Showing the tensile strength of the transverse direction with various welding speeds.

The 3rd Thailand Metallurgy Conference
CF‐03
3.5.1 The transverse tensile strength of the FSW
Table 2 and Fig. 9 Show the transverse tensile strength of the friction stir welding.
The tensile strength of the joints increases with the welding speed increases for two different
tools pin. The highest tensile strength of the joints was obtained from the cylindrical pin.
However, for each welding speed, the cylindrical pin indicates higher transverse tensile
strength. This is because the finer Si particles are homogeneously dispersed in the SZ of the
cylindrical pin than that of the square pin.
3.5.2 The longitudinal tensile strength of the FSW
Table 3 and Fig. 10 Show the longitudinal tensile strength of the friction stir welding.
The tensile strength of the joints increases with the welding speed increases for two different
tools pin. The highest tensile strength of the joints was obtained from the cylindrical pin.
However, for each welding speed, the cylindrical pin indicates higher transverse tensile
strength. This is because the finer Si particles are homogeneously dispersed in the SZ of the
cylindrical pin than that of the square pin. In comparison, the longitudinal tensile strength are
higher than transverse tensile strength in each parameter for both tool pins.
Table 3 Tensile test results from longitudinal direction
Tensile test (MPa) Welding speed
(mm/min) Cylindrical Square
80 172.57 170.67
120 190.79 179.83
160 222.23 193.67
Fig. 10 Showing the tensile strength of the longitudinal direction with various welding
speeds.

The 3rd Thailand Metallurgy Conference
CF‐03
4. Conclusions
(1) The geometry of the tools pin affects the heat generation. It demonstrates that the
welding temperatures during FSW decrease in the high welding speed. The temperatures for
three welding speeds of cylindrical pin are higher than the square pin.
(2) Free-defect joint can be obtained using two different tool pin profiles. There were
no voids, cracks or other weld defects.
(3) The finer Si particles are homogeneously dispersed in the SZ of the cylindrical
pin than that of the square pin.
(4) The transverse and longitudinal tensile strengths of the joints increase with the
welding speed increases for two different tools pin. The highest tensile strength of the joints
was obtained from 160 mm/min welding speed of the cylindrical pin.
Acknowledgments
This work was financially supperted by TRF. In addition, the authors would like to
thank Department of Mining and Materials Engineering, Faculty of Engineering, Prince of
Songkla University, Hatyai, Songkla, Thailand.

The 3rd Thailand Metallurgy Conference
CF‐03
References
[1] J. Wannasin “Development of a Novel Semi-Solid Metal Processing Technique for
Aluminium Casting Applications”
[2] R. Akhter. et al., (2006) “Effect of pre/post T6 heat treatment on the mechanical
properties of laser
welded SSM cast A356 aluminium alloy”, vols 116-117, PP.173- 176
[3] Yeong-Maw Hwang, (2007) “Experimental study on temperature distributions within the
workpiece
during friction stir welding of aluminum alloys”
[4] Yan-hua, et al., (2005) “The influence of pin geometry on bonding and mechanical
properties in friction stir weld 2014 Al alloy ”
[5] K. Kumar (2007) “The role of friction stir welding tool on material flow and weld
formation” A 485 (2008) 367–374
[6] W.B. Lee et al., (2003) “The improvement of mechanical properties of friction-stir-
welded A356 Al alloy” Material Science and Engineering A356 (2003) pp. 154-
159
[7] Hidetoshi Fujii et al., (2005) “Effect of tool shape on mechanical properties and
microstructure of friction stir welded aluminum alloys”
[8] Z.Y. Ma, et al., (2006) “Effect of friction stir processing on the microstructure of cast
A356 aluminum”
[9] Y.G. Kim. et al., (2006) “Effect of Welding parameter on Microstructure in stir zone of
FSW joints of Aluminum die casting alloy” Material Science and Engineering
A 415 (2006) 250-254
[10] K. Elangovan et al., ) 2007 ( “Influences of tool pin profile and welding speed on the
formation of friction stir processing zone in AA2219 aluminium alloy”
[11] M.L. Santella . et al., ) 2005 ( “Effects of friction stir processing on mechanical properties
of the cast aluminum alloys A319 and A356” Scripta Material 53 (2005) 201-
206

The 3rd Thailand Metallurgy Conference
CF‐04
Rheocasting of aluminum alloys by the Gas Induced Semi-Solid (GISS) process
R. Burapa, S. Janudom, R. Canyook, J. Wannasin*
Department of Mining and Materials Engineering, Faculty of Engineering, Prince of
Songkla University, Hat Yai, Songkhla, 90112, Thailand
*Corresponding author, e-mail: [email protected]
Abstract
A new semi-solid metal processing technique has been developed to produce semi-solid
slurry with more effectiveness and efficiency at lower costs for the rheocasting process.
This technique is called the Gas Induced Semi-Solid (GISS) process. The GISS process
has been successfully used in laboratory settings to process several aluminum alloys,
including cast and wrought alloys. However, to develop this technique for commercial
applications in industrial settings, it is important to determine the optimized processing
conditions in order to control the resulting slurry temperature and microstructure of the
alloys. In this work, the effects of rheocasting temperatures and rheocasting times on the
resulting slurry temperature and microstructure of A356 aluminum alloy were investigated.
The results indicate the suitable conditions of the GISS process are longer rheocasting time
and lower rheocasting temperature. These conditions result in the formation of fine and
uniform globular structure of the primary α-Al phase.
Keywords: Aluminum alloy; Semi-solid metal; Gas Induced Semi-Solid process;
Rheocasting; Globular structure
1. Introduction
Aluminum alloys have been widely used in many applications such as electronic and
automotive components. These aluminum components are mainly produced by die casting.
In a conventional die casting process, molten metal is injected into a die cavity resulting in
turbulent flow and entrapment of air inside the casting parts. The consequences are oxide
films and porosity defects, which cause several quality issues and lower the mechanical
properties of the components.(1) One way to improve these problems is to apply the semi-
solid metal (SSM) forming technology. SSM forming is a forming process of metal in the

The 3rd Thailand Metallurgy Conference
CF‐04
semi-solid state. In addition, the metal is modified during solidification to have non-
dendritic or globular grain structure. One technique for SSM forming is to create semi-
solid slurry directly from the melt and then to form the slurry into parts. This forming
technique is called rheocasting.(2) In recent years, there are various rheocasting processes
that have been developed to produce semi-solid slurries. These processes include the New
Rheocasting (NRCTM) process by UBE Machineries, Inc. (Japan),(3) the Advanced Semi-
Solid Casting Technology by Honda (Japan),(4) the Semi-Solid Rheocasting (SSRTM) by
IdraPrince Inc. (USA),(5) the Sub Liquidus Casting (SLCTM) by THT Presses, Inc. (USA),(6)
the Swirl Enthalpy Equilibration Device (SEED) by Alcan (Canada)(7), and the Rheo-
Diecasting (RDC) process by Brunel University (England).(8) Although several processes
are successfully used in the industry, they are still quite complex and have high capital
costs. As a result, a simple and efficient rheocasting process which offers lower costs for
producing semi-solid slurry is needed.(9) Recently, a new rheocasting process has been
developed at the Department of Mining and Materials Engineering, Prince of Songkla
University, Thailand. This process is called the Gas Induced Semi-Solid (GISS).(9) This
process uses the principle of applying a combination of localized heat extraction between a
cold rod and the molten metal with vigorous convection during the initial stages of
solidification to produce non-dendritic or globular grain structure.(2) The GISS process can
be applied with a large number of cast and wrought alloys such as A356, ADC10, ADC12,
2024, 6061 and 7075. To utilize the process effectively and efficiently, it is important to
understand the effects of the key processing parameters. In this study, the effects of the
rheocasting temperatures (the liquid metal temperatures before starting the introduction of
gas bubbles) and the rheocasting times (the time to introduce gas bubbles) on the resulting
slurry temperature and microstructure of A356 alloy were investigated.
2. Materials and Experimental Procedures
The aluminum alloy used in this study was a commercial cast aluminum alloy A356, which
has a wide solidification range with the solidus and liquidus temperature of 557°C and
613°C, respectively. The chemical composition of this alloy is listed in Table 1.
Table 1. Chemical composition (wt%) of the aluminum A356 alloy used in this study.
Si Fe Cu Mn Mg Zn Ti Al
6.9 0.42 0.05 0.04 0.42 0.01 0.10 Bal.

The 3rd Thailand Metallurgy Conference
CF‐04
The GISS process is illustrated schematically in Figure 1. Figure 2 shows the prototype of
the GISS slurry maker used in this study. The machine consists of a graphite diffuser, a
thermocouple, a system to control the inert gas flow rate, a system to control the air
cooling and a central control unit.
Figure 1. Schematic of the GISS process.(2)
Figure 2. The prototype of the GISS slurry maker used in this study.
For all the experiments, the temperature of the graphite diffuser was kept at 40°C, the
diffuser surface area per the melt volume (S/V ratio) was set at 0.35, and the gas flow rate
was controlled at 4 liters/minute. In the experiments, the aluminum alloy was first melted
in a graphite crucible using an electric resistance furnace. The molten metal was fluxed at
710°C before the experiments. Then, about 500 grams of the melt was ladled out of the
crucible using a stainless steel cup coated with a ceramic coating. Subsequently, a
thermocouple was inserted near the middle of the melt to record the temperature data
during the experiments. When the melt cooled down to the set rheocasting temperature, a
porous graphite diffuser was immersed and fine nitrogen gas bubbles were introduced into
the melt. Then, the graphite diffuser was removed from the semi-solid slurry, and the
slurry was allowed to cool in air until the temperature reached 580 °C (about 45% solid
Inert gas bubbles
Inert gas
Flow meter
Graphite diffuser
Crucible
Molten metal
Thermocouple

The 3rd Thailand Metallurgy Conference
CF‐04
Middle
fraction). The semi-solid metal was removed from the cup and quenched in water. Samples
were cut from the same position from the quenched semi-solid metals. Figure 3 shows the
schematic location of the samples. The samples were then prepared by a standard grinding
and polishing procedure, and were then etched with the Keller’s reagent. The
microstructure of the samples was observed and analyzed using an optical microscope. In
this study, the experimental conditions investigated include the rheocasting temperatures
and rheocasting times of 620, 635, and 650 °C, and 5, 12, 20 seconds, respectively.
Figure 3. Schematic of the samples and the position of the micrographs.
3. Results and Discussion
Representative cooling curves and the procedure to determine the slurry temperature after
the GISS process is shown in Figure 4. For example, the graphite diffuser was immersed at
the rheocasting temperature of 650 °C and with the introduction of nitrogen gas bubbles
for the rheocasting time of 20 s. When the bubbling was stopped and with a few seconds of
delay, the slurry temperature was determined from the curve. Following this analysis, the
slurry temperatures for different rheocasting temperatures and rheocasting times were
acquired and summarized in Figure 5.
570
580
590
600
610
620
630
640
650
660
0 20 40 60 80 100 120 140 160 180 200 220 240 260
Time (s)
Tem
pera
ture
(C)
Figure 4. Representative cooling curves of A356 alloy and the procedure to determine the
semi-solid slurry temperature.
Rheocasting time = 20 seconds
Start immersion of graphite diffuser at 650°C
Check temperature of semi-solid slurry
Stop immersion of graphite diffuser.
The semi-solid slurry was quenched in water at 580°C

The 3rd Thailand Metallurgy Conference
CF‐04
602
604
606
608
610
612
614
616
618
0 5 10 15 20 25
Rheocasting time (s)
Slu
rry
tem
pera
ture
(C)
Rheocasting temp. at 620 CRheocasting temp. at 635 CRheocasting temp. at 650 C
Figure 5. The effects of rheocasting temperatures and rheocasting times on the slurry
temperature of A356 aluminum alloy.
Then, the results from the various slurry temperatures were converted to solid fraction (fs)
data. The Scheil’s equation was used to estimate the solid fraction.(2) For A356 alloy, the
calculation assumed a binary alloy, linear liquidus and solidus lines and the partition
coefficient (k) equals 0.13. Figure 6 shows the solid fraction of A356 slurry under a
combination of rheocasting temperatures and rheocasting times.
02468
101214161820
0 5 10 15 20 25
Rheocasting time (s)
Solid
frac
tion
(%)
Rheocasting temp. at 620 CRheocasting temp. at 635 CRheocasting temp. at 650 C
Figure 6. The effects of rheocasting temperatures and rheocasting times on the solid
fraction of aluminum A356 alloy.
The GISS process utilizes the cold graphite diffuser and the introduction of fine nitrogen
gas bubbles to decrease the temperature of the melt below its liquidus temperature. The
Liquidus temperature = 613°C

The 3rd Thailand Metallurgy Conference
CF‐04
rheocasting temperature and rheocasting time affect the slurry temperature and,
consequently, the solid fraction with the relationships shown in Figures 5 and 6,
respectively. To create more solid phase in the melt, the rheocasting temperature is
lowered and the rheocasting time is increased. The obtained data give the important
processing information about the required rheocasting times to achieve a certain amount of
solid fraction in the melt with different starting rheocasting temperatures. For example, to
achieve about 5% solid fraction in the melt, the rheocasting times should be about 7, 9, and
15 seconds for the rheocasting temperatures of 620, 635, and 650 °C, respectively. The
microstructure of aluminum A356 alloy solidified without the application of the GISS
process showing coarse dendritic structure is given in Figure 7. The white phase in Figure
7 is primary α-Al phase and the dark continuous matrix is the quenched eutectic phase. The
typical microstructures of A356 alloy produced by the GISS process under the rheocasting
time of 5 seconds for various rheocasting temperatures are shown in Figure 8. The
experimental results show that the primary α-Al phase varied with the solidification
conditions from coarse dendritic, to rosette-like, and to globular structure.
Figure 7. Microstructure of aluminum A356 alloy solidified under normal conditions
showing coarse dendritic microstructure.
The experimental results for the case of rheocasting time of 5 seconds show that with the
rheocasting temperature of 650 °C, the primary α-Al phase has rosette-like morphology, as
shown in Figure 8(a). With the rheocasting temperatures of 635 °C and 620 °C, as shown
in Figures 8(b) and 8(c), respectively, the primary α-Al phase consists of mostly globular
and some rosette-like grains. Figure 9 shows the experimental results under different
rheocasting times at the same rheocasting temperature of 620 °C. With the rheocasting
time of 12 seconds, most of the primary α-Al phase appears globular with some rosette-
like structure, Figure 9(a). When the rheocasting time increases to 20 s, the morphology of

The 3rd Thailand Metallurgy Conference
CF‐04
primary α-Al phase is mainly globular with a uniform distribution in the structure, Figure
9(b).
Figure 8. Microstructures of A356 alloy produced by the GISS process under the
rheocasting time of 5 seconds for different rheocasting temperatures: (a) 650 °C;
(b) 635 °C; and (c) 620 °C.
Figure 9. Microstructures of A356 alloy produced by the GISS process under the
rheocasting temperature of 620 °C for different rheocasting times: (a) 12 s and (b) 20 s.
These results suggest that the primary α-Al phase tends to be fine globular structure with a
uniform distribution in the eutectic phase when the rheocasting temperature is decreased
and rheocasting time is increased. The results may be explained by the dendrite
fragmentation mechanism.(10) The non-dendritic structure is developed from a large
number of initial dendrite fragments going through the ripening mechanism which results
in globular grain structure. For the GISS process, the results obtained in this study suggest
that a combination of localized heat extraction with the introduction of fine nitrogen gas
bubbles through the graphite diffuser to create the vigorous convection during immersion
of the graphite diffuser in the molten metal causes dendrite arms to break off from the
mother dendrites. This process helps to generate secondary nuclei particles, which then can
grow to form a non-dendritic or globular structure within a few seconds. With the lower
(a) (b) (c)
(a) (b)

The 3rd Thailand Metallurgy Conference
CF‐04
rheocasting temperature, the mother dendrites will be finer making it easier and faster for
the dendrite arms to be detached. In addition, with longer rheocasting times, more dendrite
arms will be detached and the longer ripening time will lead to more globular structure.
4. Conclusions
1. This study gives important information for processing about the required
rheocasting times to achieve a certain amount of solid fraction in the melt with different
starting rheocasting temperatures.
2. Fine and uniform globular structures for aluminum A356 alloy were obtained
when the rheocasting temperature was low and the rheocasting time was long.
3. The GISS process can be used to produce semi-solid slurries effectively and
efficiently when the proper processing conditions are selected.
5. Acknowledgements
The authors would like to thank the Reverse Brain Drain Project (RBD), the
National Science and Technology Development Agency (NSTDA) for funding this
research project. In addition, we would like to thank Mr. Thiensak Chucheep and
Innovative Metal Technology (IMT) Team for helping with the experiments.
6. References
1. de Figueredo A, Ed. 2001. Science and Technology of Semi-Solid Metal Processing.
The North American Die Casting Association, U.S.A.
2. Wannasin, J. and Thanabumrungkul, S. 2008. Development of a semi-solid metal
processing technique for aluminium casting applications. Songklanakarin J. Sci.
Technol., 30(2): 215-220.
3. Kaufmann, H., Wabusseg, H. and Uggowitzer, P.J. 2000. Metallurgical and Processing
Aspects of the NRC Semi-Solid Casting Technology. Aluminum, 76(1-2): 70-75.
4. Kuroki, K., Suenaga T., Tanikawa, H., Masaki, T., Suzuki, A., Umemoto, T. and
Yamazaki, M. 2004. Establishment of a Manufacturing Technology for the High
Strength Aluminum Cylinder Block in Diesel Engines Applying a Rheocasting
Process. Proceedings of the 8th International Conference on Semi-Solid Processing
of Alloys and Composites, Limassol, Cyprus.

The 3rd Thailand Metallurgy Conference
CF‐04
5. Yurko, J., Martinez, A. and Flemings, M. 2003. The Use of Semi-Solid Rheocasting
(SSRTM) for Automotive Casting. SAE 2003 World Congress & Exhibition,
Detroit, Michigan, U.S.A.
6. Jorstad, J., Thieman, M. and Kamm, R. 2004. Fundamental Requirements for Slurry
Generation in the Sub Liquidus Casting Process and the Economics of SLCTM
Processing. Proceedings of the 8th International Conference on Semi-Solid
Processing of Alloys and Composites, Limassol, Cyprus.
7. Douter, D., Hay, G. and Wales, P. 2004. SEED: A New Process for Semi-Solid
Forming. Canadian Metallurgical Quarterly, 43(2): 265-272.
8. Fan, Z., Fang, X. and Ji, S. 2005. Microstructure and Mechanical Properties of Rheo-
Diecast (RDC) Aluminium Alloys. Mater. Sci. Eng. A, 412(1-2): 298-306.
9. Wannasin, J., Junudom, S., Rattanochaikul, T. and Flemings, M.C. 2008. Development
of the Gas Induced Semi-Solid Metal Process for Aluminum Die Casting
Application, Solid State Phenomena Vols. 141-143: 97-102.
10. Wannasin, J., Martinez, R.A. and Flemings, M.C. 2006. Grain refinement of an
aluminum alloy by introducing gas bubbles during solidification. Scripta
Materialia. 55: 115-118.

The 3rd Thailand Metallurgy Conference
CF‐09
Effects of replacing binder with powder space holder on properties of metal injection moulded foam
U. Koikula , A. Manonukulb,*, S. Suranuntchaia
aKing Mongkut’s University of Technology Thonburi, Pracha-U-Thit Rd., Thungkru,
Bangkok, 10140. bNational Metal and Materials Technology Center, 114 Thailand Science Park, Paholyothin
Rd., Klong Luang, Pathumthani, 12120.
*E-mail: [email protected] (Corresponding author)
Abstract
Metal foam can be produced using metal injection moulding with powder space holder. In
this study, the effects of volume fraction of spacer holder on the foam properties were
studied. Spherical poly (methyl methacrylate) (PMMA) particles were used as a space
holder material. The 30% volume fraction of stainless steel 316L powder was mixed with
varied volume fractions of binder and PMMA. There were five volume fractions of
PMMA, which are 30% to 50% with an increment of 5%. The results shown that the
volume fraction of PMMA affected the properties. As the volume fraction of PMMA
increased, the number of pore increased but the sintered density and the mechanical
properties decreased.
Keywords: metal foam; metal injection moulding; powder space holder
1. Introduction
The interest in metal foam has significantly increased due to their extended applications,
for example, automotive parts, filters, cushions, insulators and biomedical implants
(Degischer and Kriszt, 2002). Currently, there are different manufacturing methods for
metal foams. The conventional process is the gas injection method, where gas bubbles are
injected into a liquid metal. The liquid metal is transferred using a conveyer belt to
solidify. This process is very effective in continuously producing large size foams, but it is
difficult to control the process to obtain a uniform structure. Another process is the
deposition method, which starts from the ionic state of metal and deposits a polymeric
foam preform with open cells. Similar to the deposition method, the investment casting

The 3rd Thailand Metallurgy Conference
CF‐09
method also uses a polymeric foam perform. In the investment casting method, the
polymeric foam preform is dipped into graphite slurry or coated with a thin layer by metal
vaporisation. Subsequently, the polymeric foam preform is removed by thermal treatment
(Ashby et al., 2000). These two processes can produce a complex shape part, that can be
fabricated by preforming the polymeric foam but both methods are expensive (Gibson and
Ashby, 1988).
Metal injection moulding (MIM) is a manufacturing process combining the
traditional powder metallurgy process and plastic injection moulding (German, 1997). It is
capable of producing small parts with complex shape in a mass production scale. Hence,
MIM using powder space holder (MIM-PSH) has been developed for producing complex
metal foam part (Gülsoy and German, 2008). The MIM with powder space holder for
producing foam is similar to conventional MIM as shown in Fig. 1. There are four main
steps, which are mixing, injection, debinding and sintering. In the first step mixing,
metallic powder, binder and powder space holder are homogeneously blended together.
The mixture is then granulated and injected to obtain “green” parts. The green part is
heated to remove binder and powder space holder. This step is the debinding step and
“brown” parts with the structure of foam are obtained after debinding. Brown parts are
then sintered at a high temperature to obtain a metal foam. It is noted that MIM-PSH can
produce both open-cell and close-cell foams. Poly (methyl methacrylate) (PMMA) is a
common powder space holder. PMMA can be easily decomposed in the debinding stage
and the metal foam with uniform foam structure can be manufactured by MIM-PSH
(Gülsoy and German, 2008). In addition, MIM-PSH can be cost-effective for microsized,
highly complex porous shape with high dimensional accuracy (Williams, 2007). As a
result, PMMA was used in this work as the powder space holder. Nishiyabu et al. (2008)
studied the propertied of 316L foam produced by MIM with 30 and 60% volume fraction,
and 10 and 40 µm average size of PMMA. The effect of powder space holder shape was
also studied (Jiang et al., 2005). Spherical and strip carbaminde particles were used as the
powder space holder. Previous works only studied two volume fractions of powder spacer.
Therefore, this work systematically investigated the effect of volume fraction of PMMA
(powder space holder) on the properties of metal foam produced by MIM-PSH.
2. Experiment procedures

The 3rd Thailand Metallurgy Conference
CF‐09
In this work, the water–atomised stainless steel 316L powder (PF-20F) provided by Atmix
Co. Ltd., Japan, was used. The powder has the average size of 10.5 µm. PMMA was
supplied by Sunjin Chemical Co. Ltd., Korea. PMMA was used as the powder space holder
in this work and had a particle size of 84.7 µm. Figure 2 shows the scanning
Figure 1: Schematic representation of metal injection moulding using powder space holder
technique.
electron microscopy (SEM) images of the 316L powder and PMMA particle. The 316L
powder is rounded, while the PMMA particle is spherical. The binder in this experiment
comprised of three components: paraffin wax as a plasticiser, high density polyethylene as a
backbone polymer and stearic as a acid surfactant. The binder reduces the viscosity of the
feedstock and facilitates injection moulding. The backbone polymer provides the essential
strength of the green parts. The surfactant strengthens the adhesion between binder and
powder and weakens the agglomeration of the powder (Huang and Hsu, 2009).
(a) (b)
Figure 2: SEM micrographs of (a) 316L powder and (b) PMMA particle.

The 3rd Thailand Metallurgy Conference
CF‐09
Stainless steel 316L powder, PMMA and a polyacetal-based binder were mixed
together in five batches with different volume fractions as shown in Table 1. The solid
loading of metal powder was kept constant at 30% volume fraction. The volume fraction of
PMMA and binder were correspondingly varied with the constant combined volume fraction
of 70%. The volume fraction of PMMA was increased from 30% to 50% in an increment of
5%, while the volume fraction of binder was decreased from 40% to 20% in an increment of
5%. Thus, the experiment was designed to replace binder with more PMMA, while the solid
loading of metal powder was constant.
This mixture was injected into tensile-test-specimen shape. Green parts were
thermally debound at 450 °C for 1 hour in air and sintered at 1100 °C for 2 hours in an argon
atmosphere. The densities of the green and sintered parts were measured. The sample were
cut, mounted, grinded with silica papers and polished with diamond solution for the
observation of microstructures using the optical microscopy. Hardness in HR15W scale and
tensile tests were tested and reported.
Table 1. Fraction by volume of each component: PMMA, binder and metal powder.
3. Results and Discussion
Processing parameters
Most processing parameters for mixing and injection moulding were kept constant apart from
the mixing and injection temperatures, which were varied with the volume fraction of
PMMA. Figure 3 shows the variation of mixing and injection temperatures. The mixing and
Volume fraction of
PMMA
(% vol)
Volume fraction of
binder
(% vol)
Volume fraction of
metal powder
(% vol)
30 40 30
35 35 30
40 30 30
45 25 30
50 20 30

The 3rd Thailand Metallurgy Conference
CF‐09
injection temperatures increased as the volume fraction of PMMA increased and the volume
fraction of binder decreased. It is noted that the result for the 50% volume fraction of PMMA
cannot be shown because it was not possible to inject the feedstock with 50% PMMA. From
Table 1, a feedstock with 50% volume fraction of PMMA contained 30% by volume of metal
powder and 20% by volume of binder. This means that during injection, there was only 20%
liquid phase during injection (binder) and 80% solid phase during injection (PMMA and
metal powder). This resulted in the high viscosity of feedstock and it was not possible to
inject this feedstock with 50% volume fraction of PMMA regardless of the injection
condition. As the volume fraction of PMMA increased, the viscosity of feedstock was higher
and it was more difficult for the feedstock to flow. As a result, the higher mixing and
injection temperatures were required to increase flow ability (Supati et al. 2000).
Figure 3: Mixing and injection temperatures as a function of the volume fraction of PMMA.
Density and microstructure
Figure 4 shows the green and sintered densities as a function of volume fraction of PMMA.
The sintered density is higher than the green density for all percentages of PMMA showing
consolidation during sintering. The sample had similar green density because the volume
fraction of metal powder was kept constant. The average green density of all specimens was
3.05 g.cm-3. The sintered density decreased with increasing volume fraction of PMMA. The
sintered density of 3.58 g.cm-3 was observed in the 30% PMMA volume fraction, which is
the highest sintered density. On the other hand, the sintered specimen with 45% PMMA
volume fraction has the lowest sintered density of 3.49 g.cm-3.

The 3rd Thailand Metallurgy Conference
CF‐09
Figure 4: Green and sintered densities as a function of the volume fraction of PMMA.
The microstructures of the sintered 316L stainless steel specimens with four different
volume fractions of PMMA are shown in Fig. 5. The number of pores depended on the
PMMA contents. For all microstructures, the pores were introduced by the burnout of
PMMA. All such pores retained the spherical shape of powder space holder and distributed
homogeneously in the 316L stainless steel matrix. The number of pores increased with the
increased addition of PMMA. The microstructure of 45% PMMA volume fraction exhibited a
large number of pores distributed thoroughly inside the specimen as shown in Fig. 5 (d).
There were more pores distributed in the microstructure of 45% PMMA volume fraction than
the other volume fractions.
Mechanical properties
Sintered metal foam was subjected to hardness and tensile tests. The hardness of metal foam
specimens was tested using Rockwell W (HR15W). The hardness of sintered parts varied
with the volume fraction of PMMA as shown in Fig. 6. The result shows that as the volume
fraction of PMMA increased from 30% to 45%, the hardness decreased from 32-21 HR15W.
The error was also displayed. The error increased as the volume fraction of PMMA increased.
It is noticed that the 45% volume fraction of PMMA had the largest error and this volume
fraction had a large number of pores. The microstructures of the specimens showed the
number of pores increased with increasing volume fraction of PMMA. Therefore, the
hardness values decreased as the number of pores in the specimens increased.

The 3rd Thailand Metallurgy Conference
CF‐09
(a) 30% vol PMMA (b) 35% vol PMMA
(c) 40% vol PMMA (d) 45% vol PMMA
Figure 5: Optical microstructure of sintered parts cross section as a function of the volume
fraction of PMMA.
Figure 6: Hardness of sintered parts as a function of the volume fraction of PMMA

The 3rd Thailand Metallurgy Conference
CF‐09
Figure 7 shows the tensile strength and the elongation of sintered parts as a function
of the volume fraction of PMMA. The tensile strength and elongation were dependent on the
volume fraction of PMMA. As the volume fraction of PMMA increased, both tensile strength
and elongation decreased. The 30% volume fraction of PMMA had the highest tensile
strength of 125 MPa with 14% of elongation. The lowest values were obtained for the 45%
volume fraction of the PMMA, which had the lowest tensile strength of 97 MPa and the
elongation of 10%. The results are similar to the hardness results. The mechanical properties
decreased with increased in porosity or the volume fraction of PMMA increased.
Figure 7: Tensile strength and elongation of sintered parts as a function of the volume
fraction of PMMA
4. Conclusions
Stainless steel 316L foams can be produced by applying a powder space holder method to a
metal injection moulding process. The material used for space holding is a spherical PMMA
particle. Five different volume fractions of PMMA were varied to replace the binder and the
volume fraction of metal powder was kept constant. The experimental results show that the
sintered density was higher than the corresponding green density. The sintered density
decreased when the volume fraction of PMMA increased. The microstructure showed that the
number of pore depended on the fraction of PMMA. The spherical shape pores were
homogeneously dispersed in the 316L stainless steel matrix. The number of pores increased
with increasing volume fraction of PMMA. Tensile strength, elongation and hardness
decreased as the volume fraction of PMMA increased.

The 3rd Thailand Metallurgy Conference
CF‐09
5. References
Ashby, M. F., Evans, A., Fleck, N.A. Gibson, L. J., Hutchinson, J. W. and Wadley, H. N. G.
2000.Metal Foam: A Design Guide. Butterworth-Heinemann. Boston.
Degischer, H. P. and Kriszt, B. 2002. Handbook of Cellular Metals. Wiley. Weinheim.
German
R.M. and Bose, A. 1997. Injection Molding of Metals and Ceramics. MPIF. New Jersy.
Gibson, L. J. and Ashby, M. F. 1988. Cellular Solids Structure & Properties. PERGAMON
PRESS. Oxford.
Gülsoy, H.O. and German, R.M. 2008. Production of micro-porous austenitic stainless steel
by powder injection molding. Scripta Materialia. 58: 295-298.
Huang, M. Y. and Hsu, H. C. 2009. Effect of backbone on properties of 316L stainless steel
MIM compact. Sci. Forum. 209: 981-984.
Nishiyabu, K., Matsuzaki, S. and Tanaka, S. 2007. Net-Shape Manufacturing of Micro
Porous Metal Components by Powder Injection Molding. Materials Science Forum.
534-536: 981- 984.
Supati, R., Loh N.H., Khor, K. A. and Tor, S. B. 2000. Mixing and Characterization of
Feedstock for Powder Injection Molding. Materials Letters. 46: 109-114.
Williams, B., 2007. Powder injection moulding in the medical and dental sectors. Powder
Injection Moulding International. 1: 12-19.

The 3rd Thailand Metallurgy Conference
CF‐10
Effect of temperature and pressure on the densification of titanium silicide compound
P. Thapnuya, S. Larpkiattaworna, T. Luangvaranuntb, J. Ikeuchia
aThailand Institute of Scienctific and Technological Research 35 Moo3 Technothani
klong5 klongluang pathumthani bChulalongkorn University Rama4 Road Pathumwan, Bangkok
Tel: 02-5779274 Fax: 02 -5774160-1 E-mail: [email protected]
Abstract
Titanium silicide compound was synthesized from the mixture of titanium and silicon
powder with atomic ratios of 60:40 and 70:30. The powders were mixed by ball milling
and pressed by different methods: by using uniaxial pressing at 64 MPa, cold isostatic
pressing (CIP) at 200 MPa, hot forging (HF) at 648 MPa, and hot pressing (HP) at 24 MPa.
The samples were then sintered at 1300 oC or 1600 oC for 2 h. soaking time in argon
atmosphere. The sintered samples were characterized for phases constitution using X-ray
diffraction (XRD). Ti5Si3 was observed as main compound from both 60:40 and 70:30
mixtures. Archimedes’ method and scanning electron microscope (SEM) was used to
measured density and investigate microstructure of sintered samples. It was found that the
sample prepared from the 70:30 mixture has higher density than that sample of 60:40
mixture for all applied pressures. The density of samples prepared from the mixture of
70:30 and 60:40 sintered at 1300oC are in the range of 53-60% and 42-55%, respectively.
It was found that densities of all samples sintered at 1300 oC were not much different when
applied higher forming pressure by using CIP and HF. This means that pores are created
during sintering. However the microstructure of samples formed by CIP and HF showed
some big pore inside the sample body while sample formed at lower pressure by uniaxial
press showed a more uniform pore size. By increasing the sintering temperature to 1600
oC, the density of uniaxial pressed sample was increased to 85% and pore size get smaller
than the one sintered at 1300 oC. On the other hand, by applying a lower pressure during
sintering the sample at 1600 oC by hot pressing, this can produce high density sample of
99% with a few amount of small closed pore.
Keywords: Titanium silicide; Cold Isostatic Press; Hot Forge; Hot Press

The 3rd Thailand Metallurgy Conference
CF‐10
1. Introduction
Titanium silicide compound such as TiSi3, TiSi2, TiSi, Ti5Si4 and Ti5Si3 can be prepared
from various ratio of titanium and silicon metal. Among these silicide compounds, Ti5Si3 is
known as an intermetallic compound which suitable for high temperature applications due
to the properties of a high melting point (2130° C), moderate density (4.32 g/cm3), high
temperature oxidation resistance, high hardness (11.3 GPa) and high young modulus (225
GPa) [1-2]. Titanium silicide can be prepared by a variety of powder techniques such as
hot pressing, hot isostatic pressing, reactive sintering, mechanical alloying, and thermal or
plasma spraying [3-6]. Due to the limited fracture toughness of Ti5Si3 at room temperature,
most researchers have paid attention to produce multiphase in Ti5Si3 compound by addition
of Al, C, Ni, or Nb [4, 6, 7]. However, Research works on densification of Ti5Si3
dependence on pressure and temperature are limited. In this paper, the variety of pressure
and temperature were applied to prepare Ti5Si3, and then their density and microstructure
were observed.
2. Experiment procedures
Ti powder (99.7% purity, average particle size < 45μm) and Si powder (99.7% purity,
average particle size < 45μm) were mixed in atomic ratio of 60:40 and 70:30 for 20 hr in
Ar gas atmosphere. The mixed powder was compacted into specimens with 2 cm
diameter and 0.5 cm thickness using different pressure of 64 MPa (uniaxial pressing),
200 MPa (cold isostatic pressing), 648 MPa (hot forging) and 24 MPa (hot pressing).
The uniaxial pressed specimens were sintered at temperature varied from 1100 to
1600°C. While other specimens were sinter at 1300 and 1600 °C in argon atmostphere.
The heating rate and soaking time were 15 °C/min and 2 hr, respectively. The sinter
specimens were measured for density by Archemidis method. X-ray diffractometer
(XRD) and Scanning electron microscope (SEM) were used to determine the phase
constitution and microstructure of the sintered specimens respectively.
3. Results and Discussion
The sintered Ti: Si specimens of 60:40 and 70:30 were characterized for phase constitution
by XRD as patterns shown in Figure.1 and 2 respectively. The results show that single
phase of Ti5Si3 was formed in the 60:40 specimens sintered at temperature 1100-1500 °C
and at high temperature of 1600 °C, TiC was observed together with Ti5Si3 phase. On the

The 3rd Thailand Metallurgy Conference
CF‐10
other hand, TiC can be formed together with Ti5Si3 in 70:30 specimens sintered at
temperature range of 1100-1500 °C and then this TiC phase will transform to Ti3SiC2 at
1600 °C. The TiC and Ti3SiC2 phases in specimens could be from the diffusion of carbon
inside the furnace into specimens during sintering process. Higher content of Ti in the
specimen causes easier forming of TiC at low temperature and TiC will react with some
Ti5Si3 to form Ti3SiC2 at high temperature.
25 30 35 40 45 50 55 60 65 70 75 80
Diffraction angle ( 2θ )
Inte
nsity
Ti5Si3 TiC
11000C
12000C
13000C
15000C
16000C
Figure 1: XRD patterns of the Ti:Si mixture of 60:40 sintering at different temperatures
25 30 35 40 45 50 55 60 65 70 75 80
Diffraction angle ( 2θ )
Inte
nsity
Ti5Si3Ti3SiC2TiC
11000C
12000C
13000C
15000C
16000C
Figure 2: XRD patterns of the Ti:Si mixture of 70:30 sintering at different
temperatures

The 3rd Thailand Metallurgy Conference
CF‐10
Table 1 shows density of specimens formed at different pressures after sintering at
1300°C. It was found that increasing the forming pressure could slightly increase the
density of specimen after sintering. The specimen with high Ti content yield higher
density than that of lower Ti content which agree with the SEM micrographs in Figure
3 Moreover, Figure 3 shows that the specimens formed at higher pressure have bigger
pore size than those formed at lower pressure. These phenomena can be explained that
the Si vapor is trapped inside specimens which have been compacted at high pressure
prior to sintering. On the other hand, Si vapor generated from specimens with lower
forming pressure can easily move out during sintering before densification, and that
results in smaller pores.
Table1 Density of Ti:Si mixture of 70:30 and 60:40 formed at various pressure and sintering
at 1300°C.
Bulk density Apparent density
(Bulk
density/Apparent
density) x100 Ti:Si
60:40 70:30 60:40 70:30 60:40 70:30
Uniaxial press
(63.69 MPa) 1.89 2.49 4.37 4.35 43.24 57.24
CIP
( 200 MPa ) 1.79 2.33 4.27 4.36 41.92 53.44
HF ( 648MPa ) 2.38 2.63 4.31 4.40 55.22 59.77
Table2 Density of TiSi mixture of 70:30 sintered at 1600°C
Ti:Si Bulk density Apparent
density
(Bulkdensity/
Apparent
density) x100
%Porosity by
Archimedis
method
Uniaxial press
(63.69 MPa) 3.70 4.31 85.84 14.16
Hot press
(24.24 MPa ) 4.34 4.40 98.63 1. 37

The 3rd Thailand Metallurgy Conference
CF‐10
V
Figure.3 SEM micrographs of TiSi mixture of 60:40 and 70:30 formed at pressure (a) 60:40
(uniaxial Press 64 MPa), (b) 70:30 (uniaxial Press 64 MPa), (c) 60:40 (CIP 200 MPa), (d)
70:30 (CIP 200 MPa), (e) 60:40 (HF 648 MPa), (f) 70:30 (HF 648 MPa)
Figure 4: SEM micrographs of TiSi mixture of 70:30 sintered at 1600°C formed by (a)
uniaxial press at 64 MPa and (b) hot press at 24 MPa
According to Table 1 and Table 2, the density of specimen formed at 64 MPa increases
significantly from 57% to 86%, when the sintering temperature is raised up from 1300 °C
to 1600 °C. Furthermore, by simultaneously applying low pressure (24 MPa) and heating
(1600 °C) the density of specimens can be raise up to 99% which is shown in Figure 4.
(a) (b) (c)
(d) (e) (f)
(a) (b)

The 3rd Thailand Metallurgy Conference
CF‐10
This means that temperature is more effective on increase in density than pressure;
however applying pressure during sintering is the most effective to get high densification.
4. Conclusions
Ti5Si3 can be synthesized from Ti and Si powders (70:30 and 60:40) sintered at 1100-1600
°C. During sintering Si vapor can generated and form the pores inside specimen, and
retards the densification. Increasing forming pressure is insignificant in densification
during sintering. On the other hand, applying lower pressure during sintering can
remarkably enhance the densification of Ti5Si3 specimens.
5. Acknowledgements
The authors would like to thank Thailand Reasearch Fund (TRF), Nanoshield Ltd. and
Japan International Cooperation Agency (JICA) for the support of this work
6. References
[1] D.P. Riley,C.P. Oliver, E.H. Kisi. In-situ neutron diffraction of titanium silicide, Ti5Si3,
during self-propagating high-temperature synthesis (SHS). Intermetallics 14 (2006) 33-38
[2] Massalski TB .et.al. Binary alloy phase diagrams.2nd ed.Materials Park, OH: ASM
Int.:1990
[3] N.S. Stoloff. Materials Science and Engineering: A 261 (1999), 169-180
[4] A. Calka, A.P Radlinski, R.A.Shanks, and A.P. Pogany.Formation of titanium silicides
by mechanical alloying .10 (1991), 734-737
[5] R.Mitra, Met.Meter.Trans.Microstructure and mecchanical behavior of reaction hot –
pressed titanium silicide and titanium silicide based alloys and composites.A 29A(1998),
1629-1641.
[6] C.L.Yeh, W.H. Chen, and CC. Hsu. Formation of titamium silicides Ti5Si3 and TiSi2 by
self-propagating combustion synthesis. 432 (2007), 90-95
[7] L.Zhang and J.Wu. Ti5Si3 and Ti5Si3–base alloys: Alloying behavior, microstructure
and mechanical property evaluation, Acta matter 46(10) (1998), 3535-3546

The 3rd Thailand Metallurgy Conference
CF‐12
Effect of aluminium on sintered properties of Cu-10wt%Sn bearing
V.Chobaomsup, T.Luangvaranunt
Department of Metallurgical Engineering, Faculty of Engineering, Chulalongkorn
University, Phyathai Rd., Bangkok, Thailand 10330
Tel: +66 2218 6947, 089-128-1572 Fax: +66 2218 6942 Email:[email protected]
ABSTRACT
Self-Lubricating bearings are one of the oldest industrial applications of porous powder
metallurgy part, dating back to the mid-1920. They remain the highest part produced by the
P/M industry. The objective of this research was to study effect of sintering time, sintering
temperature and ratio of adding aluminium on sintered properties of Cu-10wt%Sn bearing
that produced from powder metallurgy processing. Various physical and mechanical
properties such as density, percentage of porosity and hardness were tested to clarify the
effect of processing parameters. Phase identification and microstructure were analyzed by
X-Ray Diffractometer and optical microscope respectively. Sintering time in the
experiment was 5, 30, 45, 60 and 90 min, sintering temperature was 830°C and 900°C and
ratio of adding aluminium was 0wt%Al (no adding), 5wt%Al and 10wt%Al. It was found
that the larger the addition of aluminium, the greater was the reduction in density and
hardness in all sintering conditions. However, additional heat treatment after sintering, by
isothermal annealing at 750oC for 1 h and quenching in water, increased the hardness of all
specimens. The best processing condition to obtain high hardness was sintering at 900oC
for 30 to 60 min, followed by isothermal annealing at 750oC and quenching in water.
Keywords: Self-Lubricating Bearing; Cu-10wt%Sn; Powder metallurgy
1. Introduction
Porous parts are divided into two groups, filters and self-lubricating bearing. Glass,
ceramics and metallic materials can be used as the starting materials [1]. Nevertheless
sintered metal powders has the best performance as starting materials, which has high
strength, high thermal resistance, high corrosion resistance, durability and ease to control
porosity and permeability. Self-lubricating bearings are one of the oldest industrial
applications of porous P/M part, dating back to the mid-1920. They remain the highest part

The 3rd Thailand Metallurgy Conference
CF‐12
produced by the P/M industry. Metal powders used for porous parts are selected according
to the application. The most commonly used powders include bronze, stainless steel, nickel
and nickel-base alloys, titanium and aluminium. As mentioned above, while operating self-
lubricating bearing, it receives acting force all the times even through it is lubricated.
Consequently, improvement self-lubricating bearing in reducing wear and has less friction
coefficient by dispersion hardening make bearing has longevity.
2. Experimental procedures
Premixed 90-10wt% of copper-tin powder and 99.9% pure aluminium powder were mixed
and blended together in various ratio of added aluminium: 0wt%Al (no adding), 5wt% and
10wt%Al. The mixture was compacted into cylindrical shape (1.1 mm. diameter and 1-1.3
mm. height) under a pressure of 2000 kg. Weight, size of the sample was measure to
calculate density before sintering. Sintering is in a batch type alumina tube furnace
maintained at 830 °C and 900 °C for 5, 30, 45, 60 and 90 min under argon atmosphere.
After sintering samples weight, size were measured. Density and porosity are measure by
Archimedes’ method. The samples were phase identified by using X-ray Diffractometer.
Microstructure was investigated by using optical microscope and scanning electron
microscope.
3. Results and discussion
Results will be discussed in two parts: result from sample sintered at 900 °C and after heat
treatment.
3.1 Sintering temperature at 900 °C
It was found that microstructure of different sintering time sample look similar. Fig.1
shows microstructure of 0wt%Al, 5wt% and 10wt%Al sample sintered at 900 °C for 30
min, (a) – (c) at center of the sample (d) – (f) at edge of the sample. Pores at the center of
the sample are quite round but pores at the edge of the sample are irregular, and with added
aluminium the pores become more irregular.

The 3rd Thailand Metallurgy Conference
CF‐12
Fig.1 microstructure of 0wt%Al, 5wt% and 10wt%Al sample sintered at 900°C for 30 min
(a) – (c) at the center of the sample (d) – (f) at the edge of the sample
Fig.2 and 3 demonstrate the density and hardness of 0wt%Al (no adding), 5wt%Al and
10wt%Al samples sintered at 900°C.
0123456789
0 20 40 60 80 100Sintering Time (min)
Bul
k D
ensi
ty (g
/cm
3 )
0% Al 5% Al 10% Al
(a) (b) (c)
(d) (e) (f)

The 3rd Thailand Metallurgy Conference
CF‐12
Fig. 2 Effect of sintering time and amount of aluminium on the density of Cu-10wt%Sn
samples sintered at 900 °C.
0
10
20
30
40
50
60
70
0 20 40 60 80 100Sintering Time (min)
Har
dnes
s (H
V 1k
g)0% Al 5% Al 10% Al STD
Fig.3 Effect of sintering time and amount of aluminium on the hardness of Cu-10wt%Sn
samples sintered at 900 °C.
Density of no adding aluminium samples sintered at 900°C for 30 min was the greatest
which was 7.81 g⋅cm-3, with minimum porosity of 9.53% and the maximum hardness was
54.4 HV. Density of 5wt%Al and 10wt%Al adding samples sintered at 900°C for 30 min
was greatest, which were 6.63 and 5.44 g⋅cm-3 respectively. The porosity was 15.53% and
27.96% respectively. However the hardness was maximum at 51.30 and 37.90 HV when
sintered at 900°C for 5 min. Samples without addition of aluminium have higher hardness
than the ones with aluminium for all sintering time. Effect of aluminium on the density of
the samples is as following: the lager addition of aluminium, the greater is the reduction in
density in all sintering time. It is lower than the reference samples from the K.Powder
factory. Therefore porosity increases and hardness reduces when adding larger amount of
aluminium in all sintering time. The same correlation as found in samples sintered at 830
°C. When the samples have less density and more porosity, this can cause stress
concentration at the edge of the pores. Stress concentration is one of the causes that make
the sample have lower hardness. Two possible causes of pore occurrence are vaporization
of aluminium and Kirkendall void. Vaporization of aluminium occurs because aluminium

The 3rd Thailand Metallurgy Conference
CF‐12
has higher vapor pressure at high temperature. Vapor pressure of pure aluminium obeys
equation 1. [2]
Eq.1
P is a vapor pressure in Pascal and T is an absolute temperature. Vapor pressure at 900 °C
is 0.17 × 10-3 Pa. Atmospheric pressure is much larger than vapor pressure of pure
aluminium at 900°C therefore vapor pressure effect can be neglected. Weight loss after
sintering of samples sintered at 900°C for different sintering time is shown in Table 1.
Table 1 Weight loss after sintering at 900°C for different sintering time
Lubricant weight plus aluminium weight for 0wt%Al, 5wt%Al and 10wt%Al samples are
0.045 g, 0.375 g and 0.715 g respectively. It can be seen that weight loss of all samples is
less than lubricant weight plus aluminium weight. Therefore the main cause of pore
occurrence in samples is from Kirkendall effect which is diffusion phenomenon of two
species with different diffusion coefficient. This causes void in the samples. In this case
void caused from tin and aluminium diffusing into copper faster than the reverse. Long
sintering time gives tin and aluminium more time to diffuse into copper and larger amount
of pores were created. Fig 4 – 6 show XRD patterns of samples sintered at 900°C for 30,
60 and 90 min.
Sintering time (min) 0 wt%Al (g) 5 wt%Al (g) 10 wt%Al (g)
5 0.040 0.030 0.030
30 0.015 0.055 0.035
45 0.040 0.035 0.045
60 0.025 0.065 0.035
90 0.025 0.050 0.035
( )T
P 16211917.10log −=

The 3rd Thailand Metallurgy Conference
CF‐12
20 30 40 50 60 70 80
Fig.4 XRD Pattern of samples sintered at 900°C for 30 min
20 30 40 50 60 70 80
Fig.5 XRD Pattern of samples sintered at 900°C for 60 min
α
AlCu4 β
α α α
α
α
α α α 10wt% Al
5wt% Al
0wt% Al
2 Theta (Deg)
Inte
nsity
(a.u
.)
β
2 Theta (Deg)
Inte
nsity
(a.u
.)
α
AlCu4 β
α α
α
α
α
α α α 10wt% Al
5wt% Al
0wt% Al
β

The 3rd Thailand Metallurgy Conference
CF‐12
20 30 40 50 60 70 80
Fig.6 XRD Pattern of samples sintered at 900°C for 90 min
XRD pattern show that the main phase found in samples is solid solution of 10wt% tin in
copper (α phase, JCPDS #44-1477) which can be found in all samples. Furthermore, β
phase (JCPDS #06-0621) which is solid solution of high tin content in copper (25 – 26.5
wt % tin) and intermetallic compound AlCu4 (JCPDS #28-0006) still present in 10wt%Al
samples. Splitted peak also occur in the samples sintered at 900°C for 90 min, this splitted
peak is matched with Cu-5.6Sn JCPDS files (JCPDS #31-0487). Relative amount of phases
is as following: the amount of α phase in 10wt%Al samples sintered at 900°C increases
with sintering time and amount of β phase in 10wt%Al samples sintered at 900°C
decreases with increasing sintering time. While amount of α phase increase with sintering
time, so are the vacancies occurring from diffusion of tin into copper. Therefore density
and porosity trend are as aforementioned.
3.2 Results from heat treatment
Fig 7 shows the microstructure of samples sintered at 900°C for 30 min and heat treated at
750°C for 60 min of 0wt%Al, 5wt% and 10wt%Al sample, (a) – (c) at the center of the
sample, (d) – (f) at the edge of the sample.
2 Theta (Deg)
Inte
nsity
(a.u
.)
α
AlCu4
α α
α
α
α
α α
α AlCu
4 10wt% Al
5wt% Al
0wt% Al
β Cu 5.6Sn
Cu 5.6Sn
Cu 5.6Sn

The 3rd Thailand Metallurgy Conference
CF‐12
Fig 7 Microstructure of samples sintered at 900°C for 30 min and heat treated at 750°C for
60 min of 0wt%Al, 5wt% and 10wt%Al sample (a) – (c) at the center of the sample (d) –
(f) at the edge of the sample.
From the microstructures it was found that pores at center and edge of the sample slightly
increase when compare to the ones before heat treatment. Table 2 show the density,
porosity and hardness of 0wt%Al (no adding), 5wt%Al and 10wt%Al samples sintered at
900°C and heat treatment at 750°C.
Table 2 Density, porosity and hardness of 0wt%Al (no adding), 5wt%Al and 10wt%Al
samples sintered at 900°C and heat treatment at 750°C.
Comparing density and porosity before and after heat treatment, it was found that
density after heat treatment slightly lower than before heat treatment so porosity after heat
treatment is slightly higher than before heat treatment. Hardness after heat treatment of
0wt%Al is slightly lower than before heat treatment. However, the sample with added
Al amount (wt%) Bulk Density (g/cm3) % Porosity Hardness (HV 1kg)
0 7.38 15.70 51.00
5 6.43 19.66 69.20
10 5.26 29.97 39.60
(a) (b) (c)
(d) (e) (f)

The 3rd Thailand Metallurgy Conference
CF‐12
aluminium, 5wt%Al and 10wt%Al, increase 37% and 25% respectively. Fig.8 show XRD
pattern of sample sintering at 900°C for 30 min and heat treated at 750°C for 60 min
Fig.8 XRD Pattern of samples sintered at 900°C for 30 min and heat treated at 750°C for
60 min
According to XRD pattern of heat treated samples, it was found that the main phase
existing in samples is solid solution of tin in copper (α phase), same as in samples before
heat treatment, and α phase can be found in all samples. Five weight percent samples
contain both α phase and slight amount of β phase and AlCu4. Ten weight percent samples
contain α, β phase and AlCu4. When consider relative amount of phases in heat treated
samples, it was found that for no adding aluminium sample contains only α phase. For
added aluminum sample, 5wt%Al contains β phase, as a new phase which was not found
in the sample before heat treatment. Ten weight percent aluminum sample has no new
phase after heat treatment. Therefore the cause of reduction of hardness of no adding
aluminum sample (0wt%Al) is pores formation and coalescence. Although density of
5wt%Al sample is slightly reduced, but the hard new phase AlCu4 existing in the sample
increases its hardness.
α
AlCu β
α αα
α
α
α α
10wt% Al
5wt% Al
0wt% Al
2 Theta (Deg)
Inte
nsity
β
AlCuAlCuβ
20 30 40 50 60 70 80

The 3rd Thailand Metallurgy Conference
CF‐12
4. Conclusions
1. The larger addition of aluminium, the greater reduction in density and hardness in
all sintering conditions and they are lower than the reference samples from the
factory.
2. Porosity increases and hardness is reduced when adding larger amount of
aluminium in all sintering time.
3. The main cause of pore occurrence in samples is from Kirkendall effect.
4. Additional heat treatment at 750°C for 60 min can increase hardness of 5wt%Al
and 10wt%Al samples by 37% and 25% respectively.
5. Acknowledgement
This project is financially supported by the Graduated School of Chulalongkorn
University. The authors would like to thank K.POWDER METAL CO., LTD for providing
premixed Cu-10wt%Sn powder.
6. References
[1] ASM Powder Metallurgy Committee. 1993. ASM Handbook Volume 7 Powder
Metallurgy. Fifth Printing. United State of America
[2] David R. Lide (ed), CRC Handbook of Chemistry and Physics, 84th Edition. CRC
Press.Boca Raton, Florida, 2003; Section 4, Properties of the Elements and Inorganic
Compounds; Vapor Pressure of the Metallic Elements
[3] P.Villars, A.Prince & H.Okamoto, ASM Handbook of Ternary Alloy Phases Diagrams
Volume 4.

The 3rd Thailand Metallurgy Conference
DF‐03
Feasibility Study of Lard Oil and LPG as Fuels for Aluminum Crucible Furnace
Supakiat Supasin1, Sumpun Chaitep2, Saritporn Vittayapadung3, Lin Lin3
1Graduate Student, Mechanical Engineering Department, Faculty of Engineering,
Chiang Mai University, Chiang Mai, Thailand
Tel: +6686 6570937 Fax: +6653 942062 Email: [email protected] 2PARA Laboratory, Mechanical Engineering Department, Faculty of Engineering,
Chiang Mai University, Chiang Mai, Thailand
Tel: +6653 942005 Fax: +6653 942062 Email: [email protected] 3School of Food & Biological Engineering, Jiangsu University, Zhenjiang, P.R. China
Email: [email protected], [email protected]
Abstract
This research was to study the used of alternative fuel from animal easily found in
Thailand. Generally, diesel oil would be used for metals melting processes. A new package
of aluminum crucible furnace and burner was designed and built, lard oil was selected to
be used in this research. This paper indicates the possibility of using lard oil in
combination with liquefied petroleum gas instead of diesel oil in aluminum melting
process.
The experiment results found that overall thermal efficiency of the system was
equal to 6.47%. Five kilograms of aluminum was melted in 34.02 minutes, with fuel
consumption of lard oil at 0.0015 kg/s, combined with fuel consumption of liquefied
petroleum gas at 0.0013 kg/s and total fuel cost for aluminum melting was 25.1 baht/kg.
While, the overall thermal efficiency of crucible furnace using diesel oil was equal to
6.64% with 33.22 minutes of melting time. The used of diesel oil obtained fuel
consumption of 0.0027 kg/s aluminum melting cost was to 37.5 baht/kg. Finally, a
comparison of aluminum melting cost under different fuel was described using lard oil in
aluminum melting process. It could be concluded that lard oil has all benefit and
appropriated to be used as a main fuel in melting process over the conventional use of
diesel oil.
Keywords: Lard Oil; LPG; Aluminum Crucible Furnace; Overall Thermal Efficiency

The 3rd Thailand Metallurgy Conference
DF‐03
1. Introduction
At present, the foundry process is widely used in modern industries. Several specialized
furnaces are used to melt the metal. Furnaces are refractory lined vessels that contain the
material to be melted and provide the energy to melt it. Furnace design is a complex process,
and the design can be optimized based on multiple factors. [1-2] Furnaces in foundries can be
any size and they are designed according to the type of metals that are to be melted. Also,
furnaces must be designed around the fuel being used to produce the desired temperature.
Electricity, fossil oil, gas and drying fuel are normally used in melting process [3-5].
Metal casting is a manufacturing process by which a liquid material is usually poured into a
mold, which contains a hollow cavity of the desired shape, and then allowed to solidify [6].
Melting is performed in a furnace. Virgin material, external scrap, internal scrap, and alloying
elements are used to charge the furnace. Virgin material refers to commercially pure forms of
the primary metal used to form a particular alloy. The solidified part is also known as a
casting, which is ejected or broken out of the mold to complete the process. Casting materials
are usually metals or various cold setting materials that cure after mixing two or more
components together [7-8]. Metal casting is most often used for making complex shapes that
would be otherwise difficult or uneconomical to make by other methods. Generally, cast steel
and nonferrous metal, such as, copper, brass and aluminum would be used in metal casting
process [9].
Aluminum Crucible in foundry industry is using much of energy, especially in its
production process [10]. It is generally known that the prices of diesel oil and gas fuel are
daily increased. Diesel oil was usually used in aluminum melting process. The demand of high
energy consumption was caused of high investment cost [11]. In the foundry process of some
materials was also use a lot of energy consumption [12]. Therefore, it was interesting, if this
process could be decreased the energy consumption.
Due to, Thailand is agricultural country, plenty of animal husbandry is popularly practiced
[13]. Animal fat is obtained from the tissues of mammals in the commercial processes of
rendering or extracting. It consists predominantly of glyceride esters of fatty acids and
contains no additions of free fatty acids. Chemical reaction of animal fat is shown in Figure 1
[14]. In actuality, the animal source is not specified or required to give the origin of
slaughtered animals. However, Thailand can produce animal fat, especially, swine fat or lard
oil which is enough to expect used instead of diesel oil in this research. Figure 2 show animal
slaughtered (swine, cattle and buffalo) for consumption in Thailand (year 2008) [15].

The 3rd Thailand Metallurgy Conference
DF‐03
Figure 1. Chemical reaction of animal fat
-
1,000,000
2,000,000
3,000,000
4,000,000
5,000,000
6,000,000
7,000,000
8,000,000
Cattle Buffalo Swine
Num
ber
S laughter livestock Expected S laughter livestock
Figure 2. Animal slaughtered in Thailand 2008.
From overall review, it was found that animal fat, especially, lard oil might be used instead
of fossil fuel such as diesel oil. Consequently, lard oil was used as main fuel in this research
[17]. The main objective of this research was to design and build the burner for aluminum
crucible furnace using Liquefied Petroleum Gas (LPG) combine with lard oil as fuels in
aluminum melting process. This would be the alternative way for energy saving and decreased
the investment cost in foundry industry.
2. Lard Oil as Fuel
The pig abdominal fat is one of low cost product and it can be produced as the lard oil fuel
with quantity ratio of 90% by mass [16]. Lard oil is consisted chiefly of olein that is expressed
from lard and used especially as a lubricant, cutting oil or illuminant. Its specification could
say that similar to diesel oil. Table 1 show the comparative properties results between lard oil
and diesel oil which was experimented in PARA laboratory, Faculty of Engineering, Chiang
Mai University, Chiang Mai, Thailand [18].
Table 1 Property of Lard Oil and Diesel
CH2 - OH
CH - OH
CH2 - OH
+ 3R - C - OHO
CH2 - O
CH - O
CH2 - OO
- C - R
- C - RO
- C - R
O+ 3H2O
[Glycerol] [Fatty Acid] [Fat & Oil] [Water]
CH2 - OH
CH - OH
CH2 - OH
+ 3R - C - OHO
CH2 - O
CH - O
CH2 - OO
- C - R
- C - RO
- C - R
O+ 3H2O
[Glycerol] [Fatty Acid] [Fat & Oil] [Water]

The 3rd Thailand Metallurgy Conference
DF‐03
Properties of Fuels Lard
Oil*
Diesel
Oil
Heating Value
(kJ/kg) 41,688 42,500
(40oC) 44.077 2.2 –
5.3 Viscosity
(cSt) (90oC) 11.491 -
Specific Gravity @
25oC 0.85 -
* Lard oil measured from the experiment.
3. Theory
Crucible Furnace system used some thermal theories to calculation as follows [19-21],
3.1 Heat quantity of fuel, fQ
•
The heat quantity of fuel is calculated from the fuel combustion process which was
determined from equation (1).
f fQ m LHV
• •
= × (1)
Where; fQ
• = Fuel heat quantity; kW
fm
• = Fuel mass flow rate; kg/s
LHV = Fuel low heating value; kJ/kg
3.2 Air sensible heat, airQ•
The temperature of fuel fed in the combustion process was equal to outside temperature, in
case of no fuel preheating. Air sensible heat could be calculated follow in equation (2)
( )airair p a ambairQ m C T T
• •
= × × − (2)
Where;
airQ• = Air Sensible heat; kW

The 3rd Thailand Metallurgy Conference
DF‐03
airm• = Air mass flow rate; kg/s
airpC = Specific heat capacity (Air); kJ/kgoC
aT = Air Temperature in Burner; oC
ambT = Ambient Temperature; oC
3.3 Heat loss through the furnace wall, wallQ•
The calculation of heat loss through the furnace wall consisting of refractory brick and
steel sheet material was shown in equation (3).
, ,
3 12 1 ( /( / )2 2
w in w outwall
b s
T TQ In r rIn r r
k L k Lπ π
• −=
+
(3)
Where;
wallQ•
= Heat loss through the furnace wall; kW
,w inT = Inside temperature of furnace wall; oC
,w outT = Outside temperature of furnace wall; oC
1r = Radius from center of furnace to inside refractory brick; mm
2r = Radius from center of furnace to inside steel sheet; mm
3r = Radius from center of furnace to outside steel sheet; mm
bk = Thermal Conductivity of refractory brick; W/m-K
sk = Thermal Conductivity of steel sheet; W/m-K
L = Height of furnace; mm
3.4 Exhaust gas heat loss, flueQ
•
While, crucible furnace was operated, aluminum was melted by heat quantity of fuel. The
heat loss of exhaust gas at the top of furnace that was released to the outside from a stack to
environment could be calculated as follow in equation (4)
( ),f p flue flue ambflueQ m C G T T• •
= × × × − (4)
Where;

The 3rd Thailand Metallurgy Conference
DF‐03
flueQ• = Heat loss in exhaust gas; kW
fm• = Fuel mass flow rate; kg/s
,p flueC = Specific heat capacity; kJ/kgoC
flueT = Temperature of exhaust gas; oC
ambT = Ambient Temperature; oC
G = An exhaust gas quantity; -
3.5 Heat transfer to aluminum material, mQ
•
The heat quantity would be transferred to aluminum material in the crucible inside the
furnace. This calculation could be determined by equation (5)
,
,
( )60 ( ) 60
A p A melt start Am
melt melt end melt
m C T T m LHQt t t
• ⎡ ⎤−⎡ ⎤ ×= + ⎢ ⎥⎢ ⎥× − ×⎢ ⎥⎣ ⎦ ⎣ ⎦
(5)
Where;
mQ•
= Heat transfer to aluminum; kW
Am = Mass of aluminum in one batch; kg
,p AC = Specific heat capacity of aluminum; kJ/kgoC
meltT = Melting point of aluminum; oC
startT = Initial temperature of aluminum; oC
LH = Latent heat; J/kg
meltt = Initial melting time; min
,melt endt = End of melting time; min
3.6 Thermal efficiency of crucible furnace, furnaceη
Thermal efficiency is a measure of the efficiency of converting a fuel to energy and useful
work. It used for evaluated the performance of aluminum crucible furnace. Thermal efficiency
of aluminum crucible furnace could be followed by equation (6)
mfurnace
input
Q
Qη
•
•= × 100 (6)

The 3rd Thailand Metallurgy Conference
DF‐03
Where;
furnaceη = Thermal efficiency; %
mQ•
= Quantity heat product; kW
inputQ• = Quantity heat inlet; kW
4. Materials & Methods
4.1 Design and Construction
This research was to design and construct crucible furnace system for aluminum melting
process. The crucible furnace used materials which easily found in Thailand, it consisted of
Refractory brick No.SK36, Steel sheet St.37, Refractory mortar No.70AM.
In case of burner (See Figure 3), its components included of stainless steel (SUS-304) pipe
4 inch, Lard oil pipe used SUS-304 size 3/8 inch diameter, Venturi size 4 inch diameter and
Heat buffer was modified from refractory brick No.C2.
Figure 3 shows the components of burner which constructed in our laboratory. From figure
3, air inlet at position 1 to 3, in the other hand, LPG was also supplied from position 2 to 3.
Position 3 was the combustion and burner to burn LPG and air inlet. Heat transferred from
position 3 (660oC) to the venturi in position 4 and heat buffer transferred heat to lard oil which
moved inside the SUS-304 stainless pipe.
E x h a u s t o u t l e t7
H e a t e x c h a n g e r6
H e a t b u f f e r5
V e n t u r i a n d l a r d o i l o u t l e t4
L P G b u r n e r3
L P G in l e t2
A i r i n l e t1
D e s c r i p t i o n sN o .
E x h a u s t o u t l e t7
H e a t e x c h a n g e r6
H e a t b u f f e r5
V e n t u r i a n d l a r d o i l o u t l e t4
L P G b u r n e r3
L P G in l e t2
A i r i n l e t1
D e s c r i p t i o n sN o .
E x h a u s t o u t l e t7
H e a t e x c h a n g e r6
H e a t b u f f e r5
V e n t u r i a n d l a r d o i l o u t l e t4
L P G b u r n e r3
L P G in l e t2
A i r i n l e t1
D e s c r i p t i o n sN o .
E x h a u s t o u t l e t7
H e a t e x c h a n g e r6
H e a t b u f f e r5
V e n t u r i a n d l a r d o i l o u t l e t4
L P G b u r n e r3
L P G in l e t2
A i r i n l e t1
D e s c r i p t i o n sN o .
Figure 3. Components of burner
Lard oil viscosity was decreased and heated up while being moved to position 4. It was
then forced feed and entrained with moving air to position 5. Finally, the droplet touched high
temperature heat buffer. The flame oxidation was visible through out behind position 7.

The 3rd Thailand Metallurgy Conference
DF‐03
The crucible furnace with burner was constructed in this research as shown in figure 4.
Figure 4. Aluminum crucible furnace using liquefied petroleum gas and lard oil as fuel
4.2 Experimental Methodology
The experiment of aluminum crucible furnace using petroleum gas and lard oil as fuel
system for melting 5 kg/batch of aluminum was tested in PARA Laboratory, Faculty of
Engineering, Chiang Mai University, Chiang Mai, Thailand.
5. Results & Discussions
5.1 Principle Burner Testing
After finished burner construction, it was tested to determine the properties. Burner testing
results were shown in Table 2.
Table 2 Burner tested properties
Mass flow rate (kg/s)
No Air Lard LPG
Output
Temp.
(oC)
Combustion
Efficiency
(%)
1 0.042 0.0010 0.0001 1,027.0 96.76
2 0.050 0.0013 0.0001 1,076.0 74.10
3 0.055 0.0014 0.0001 1,051.0 72.36
4 0.061 0.0014 0.0001 965.3 88.80
5 0.061 0.0012 0.0001 853.4 97.32
The testing results of burner were found that the capacity of combustion burner which was
designed and constructed could be used in aluminum crucible for melting process. Because
burner provided the maximum temperature (1,076oC), was higher than melting point of

The 3rd Thailand Metallurgy Conference
DF‐03
aluminum (660oC). Figure 5 was the burner testing.
Figure 5. Burner testing in PARA Laboratory
5.2 Aluminum melting process using lard oil and LPG as fuel
The results of aluminum melting process using lard oil and LPG as fuel exhibited the
temperature inside furnace, air released temperature, crucible temperature and temperature of
aluminum were related in this experiment. It was found that air flow rate representing 0.0302
kg/s, while, lard oil fuel flow rate and LPG fuel flow rate were 0.0015 kg/s and 0.0013 kg/s,
approximately. The experiment was done till aluminum (solid) become aluminum (liquid).
The result was shown in figure 6.
Graph in figure 6 indicated that the trends of temperature lines were continuously increase.
While, all aluminum in crucible was melted, it obtained the highest temperature of aluminum
melting was 962.38oC and took 34.02 minutes melting time. Finally, molten aluminum was
ready to be poured into the molds.
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30 35
Melting Time (Minute)
Tem
pera
ture
(o C)
Temperature in FurnaceTemperature OutletTemperature CrucibleTemperature Aluminum
Figure 6. Aluminum temperatures in crucible furnace using LPG and lard oil as fuel
5.3 Aluminum melting process using diesel oil as fuel
The results of aluminum melting process using diesel oil as fuel exhibited the temperature
inside furnace, air released temperature, crucible temperature and temperature of aluminum
were related in this experiment. It was found that air flow rate representing 0.030 kg/s, while,
diesel oil fuel flow rate was 0.0026 kg/s. The result was shown in figure 7.

The 3rd Thailand Metallurgy Conference
DF‐03
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30 35
Melting Time (Minute)
Tem
pera
ture
(o C)
Temperature in FurnaceTemperature OutletTemperature CrucibleTemperature Aluminum
Figure 7. Aluminum temperatures in crucible furnace using Diesel as fuel
Graph in figure 7 indicated that the trends of temperature lines were continuously increase.
While, all aluminum in crucible was melted, it obtained the highest temperature of aluminum
melting was 1,000oC and took 33.24 minute melting time consumption. Finally, molten
aluminum was ready poured into the molds.
5.4 The comparison of aluminum temperatures between lard oil and Diesel oil in melting
system.
From item 4.2 and 4.3, the aluminum temperatures caparisoned between lard oil and diesel
oil in melting of 4 kg aluminum. Graph in figure 8 showed the aluminum temperature using
different fuels.
The result shown in figure 8 was found that aluminum temperature using diesel oil was
higher than lard oil in melting process, due to, high heating value of diesel oil was higher than
lard oil. However, the results of these 2 fuels used did not much different. Burning
temperature of lard oil as fuel was also enough to melt the aluminum.
0
200
400
600
800
1000
1200
0 5 10 15 20 25 30 35
Melting Time (Minute)
Tem
pera
ture
(o C)
Furnace Diesel Furnace Lard Oil
Figure 8. The aluminum temperature comparison using different fuels
Therefore, it was proved that lard oil with LPG as fuel in aluminum melting process could
be used instead of diesel oil. This would be one of new choice to select and use alternative

The 3rd Thailand Metallurgy Conference
DF‐03
energy which easily found in Thailand, remunerated the fossil fuel.
6. Conclusions
This research was to study the used of alternative fuel from animal easily found in
Thailand. Generally, diesel oil would be used for metals melting processes. The new package
of aluminum crucible furnace and burner were designed and built, lard oil was selected to use
in this research. This paper indicates the possibility of using lard oil in combination with
liquefied petroleum gas instead of diesel oil in aluminum melting process.
The experiment results were found that overall thermal efficiency of the system was equal
to 6.47%. Five kilograms of aluminum was melted in 34.02 minutes, with fuel consumption of
lard oil at 0.0015 kg/s, combined with fuel consumption of liquefied petroleum gas at 0.0013
kg/s and aluminum melting cost was to 25.1 baht/kg. While, the overall thermal efficiency of
crucible furnace using diesel oil was equal to 6.64% with 33.22 minutes of melting time
process. The used of diesel oil obtained fuel consumption of 0.0027 kg/s aluminum melting
cost was to 37.5 baht/kg. Finally, a comparison of aluminum melting cost under different fuel
was described using lard oil in aluminum melting process. It could be concluded that lard oil
has all benefit and appropriated to use as main fuel in melting process over the conventional
use of diesel oil.
7. Acknowledgements
The authors gratefully thank the financial supports from postgraduate thesis fund, Small
Gas Turbine Development Research, Institute for Science and Technology Research and
Development, PARA (Propulsion & Aerodynamics Research & Application) and FAME
(Food & Agricultural Machinery Engineering) Laboratories and the department of Mechanical
Engineering Faculty of Engineering Chiang Mai University, Thailand. And special thanks to
the School of Food & Biological Engineering for this cooperative work.
8. References
[1] B. Cabric, T. Pavlovic and A. Janicijevic, “Regulation of the crystallization in a crucible
Furnace”, Journal of Crystal Growth, Vol. 20, 1998. pp 339-340.
[2] H. Calisto, N. Martins and N. Afgan, “Diagnostic system for boilers and furnaces using
CFD and neural networks”, Expert Systems with Application, Vol. 35, 2008. pp 1780-
1787.
[3] A.R. Khoei, I. Masters and D.T. Gethin, “Design optimization of aluminum recycling

The 3rd Thailand Metallurgy Conference
DF‐03
process using Taguchi technique”, Journal of Materials Processing Technology, 127, 2002.
pp. 96-106.
[4] V. Krivandin and B. Mrkov, Metallurgical Furnaces, Mir Publishers. Moscow. Russia,
1980. 509 pp.
[5] Y.J. Zhang, P.V. Barr and T.R. Meadowcroft, “Continuous Scrap Melting In a Short
Rotary Furnace”, Minerals Engineering, Vol. 21, 2008. pp 178-189.
[6] L.J. Yang, “The effect of casting temperature on the properties of squeeze cast aluminum
and zinc alloys”, Journal of Materials Processing Technology, 140, 2003. pp. 391-396.
[7] O. Auchet, P. Riedinger, O. Malasse and C. Iung, “First-principles simplified modeling of
glass furnaces combustion chambers”, Control Engineering Practice, 116, 2004. pp. 1443-
1456.
[8] P.M. Sobrinho, J.A. Carvalho, J.L. Silveira and P.M. Filho, “Analysis of aluminum plates
under heating in electrical and natural gas furnaces”, Energy, Vol. 25, 2000. pp. 975-987.
[9] A.R. Khoei, I. Masters and D.T. Gethin, “Numerical modeling of the rotary furnace in
aluminum recycling processes”, Journal of Materials Processing Technology, 139, 2003.
pp. 567-572.
[10] M. Jackson, M.L. Pantoya and W. Gill, “Characterization of a gas burner to simulate a
propellant flame and evaluate aluminum particle combustion”, Combustion and Flame,
153, 2008. pp. 58-70.
[11] G.L Borman and K.W. Ragland, Combustion Engineering, WCB McGraw-Hill. Int.,
1998. 613 pp.
[12] Energy Information Administration (EIA), Official Energy Statistics from the U.S.
Government, 2008. [Online] Available: http:// tonto.eia.doe.gov/oog/diesel.asp.
[13] Department of Livestock Development, Livestock Infrastructure Information, Ministry of
Agriculture and Cooperative of Thailand, 2007. [Online] Available:
http://www.dld.go.th/i /index.html
[14] N. Rattanapanont, Food Chemistry, 1st edition, Odian Store, Bangkok, 2001. 487 pp.
[15] Department of Livestock Development, Animal Statistics Ministry of Agriculture and
Cooperative of Thailand, 2008. [Online] Available:
http://www.dld.go.th/jxbvict/stat_web /index _stat.html
[16] U. Werner, U. Stohr and N. Hees, Biogas plants in animal husbandry, BAU-Biogas
advisory unit, 1999. 153 pp.
[17] S. Supasin and S. Chaitep, “Lard as an Alternative Fuel Replacing Diesel Oil in Crucible
Furnace”, The 2nd Symposium on Engineering and Architecture for the Sustainable

The 3rd Thailand Metallurgy Conference
DF‐03
Development in the Greater Mekong Sub-Region, Luang Prabang, Laos, 2008. pp 91-94.
[18] S. Supasin, S. Chaitep and N. Vorayos, “Design of Burner for Aluminum Crucible
Furnace using Liquefied Petroleum Gas (LPG) and Land Oil as Fuels”, The 15th Tri-
University International Joint Seminar and Symposium, Zhenjiang, P.R. China, 2008. pp
194-197.
[19] J. Gosse, Technical Guide to Thermal Processes, Cambridge University: England, 1986.
227 pp.
[20] K.V. Mitzlaff, Engines for Biogas Theory, Modification, Economic, Operation, Federal
Republic of Germany, 1988. 133 pp.
[21] S. Sarannit, Heat Transfer, Technology Promotion Association (Thailand-Japan), 1st
edition, 2002. 467pp.

The 3rd Thailand Metallurgy Conference
DF‐05
Development of an aluminum semi-solid extrusion
process
T. Rattanochaikula, S. Janudoma, N. Memongkolb ,J. Wannasina*
aDepartment of Mining and Materials Engineering, Faculty of Engineering, Prince of
Songkla University, Hat Yai, Sonkhla 90112, Thailand. bDepartment of Industrial Engineering, Faculty of Engineering, Prince of Songkla
University, Hat Yai, Sonkhla 90112, Thailand.
*Corresponding Author: [email protected]
Abstract
An aluminum extrusion process is mainly used to fabricate long tubes, beams and rods for
various applications. However, this process has a high production cost due to the high
investment cost of high-pressure machinery. The objective of this work is to develop a new
extrusion process using a semi-solid metal forming technology. In this study, a laboratory
extrusion system was used to fabricate aluminum rods with the diameter of 12 mm. The
semi-solid metal process used in this study is the Gas Induced Semi-Solid (GISS)
technique. To study the feasibility of the GISS extrusion process, the effects of extrusion
parameters such as plunger speed and solid fraction on the extrudability and microstructure
of extruded samples were investigated. The results show that the plunger speed and solid
fraction of the semi-solid metal need to be carefully controlled to produced complete
extruded parts.
Key words: Aluminum alloys; Aluminum extrusion; Semi-Solid Metal; Extrusion process;
Microstructure; Gas Induced Semi-Solid (GISS)
1. Introduction
Extrusion is one of various forming processes that is used to produce long, straight metal
products with constant cross section, such as bars, solid and hollow sections, tubes and
wires [1]. In the process, a billet is heated and forced through a die orifice. The products
from this extrusion process are near net shape and long. However, the extrusion process

The 3rd Thailand Metallurgy Conference
DF‐05
requires a high-pressure machine to force the metal in the solid state. In addition, defects
such as surface defect and piping can be present in the products of an extrusion process [1].
Semi-solid rheo-extrusion is a new extrusion process that has several advantages
such as low extrusion force, high fluidity of materials, and low friction force between the
die and the materials [2]. In a rheo-extrusion process, the metal alloy is melted in a furnace
and then extruded at a temperature between the solidus and liquidus temperature of the
metal alloy. The slurry is forced through a die orifice to form a desired part.
Several previous studies have been reported regarding the behaviors of the rheo-
extrusion process. However, no complete research in the rheo-extrusion process has been
published [3-5]. To apply the rheo-extrusion process in the production of commercial parts,
it is important to conduct further studies. This research paper reports a preliminary research
and development work of a new rheo-extrusion process using the Gas Induced Semi-Solid
(GISS) technique. In this study, the effects of the plunger speeds and solid fractions on the
extrudability of an aluminum A356 alloy were investigated.
2. Materials and Experimental Procedure
The raw material used in this work is aluminum A356 alloy. The chemical composition of
the alloy is shown in Table 1.
Table1. Chemical composition of aluminum A356 alloy
Element Si Fe Cu Mn Mg Zn Ti Al
Weight% 6.9 0.42 0.05 0.04 0.42 0.01 0.10 Bal.
Preparation of semi-solid slurry: The aluminum A356 alloy was melted in an electric
furnace at the temperature of about 650°C. Approximately 300 grams of the molten
aluminum was taken from the crucible by a ladle. When the temperature of the molten
aluminum was about 620°C, a graphite diffuser was immersed to induce nitrogen gas for 5
seconds. A semi-solid slurry with the solid fraction of about 10% was then obtained. A
schematic drawing of the GISS technique and the GISS machine is shown in Figure 1.

The 3rd Thailand Metallurgy Conference
DF‐05
(a) (b)
Figure 1: (a) Schematic drawing of the GISS technique [6] and (b) the GISS machine to
prepare semi-solid slurry
Rheo-extrusion test: The semi-solid slurry from the GISS machine was then poured into
a shot sleeve with the inner diameter of 40 mm. The shot sleeve was preheated to about
350°C-400°C. Next, the slurry was forced by a plunger at various speeds of 2, 4, and 6
cm/s through a die, a graphite support and a water-cooled tube. The inner diameter of the
die was 12 mm. The schematic drawing of this rheo-extrusion process is shown in Figure
2. The holding time of the slurry in the shot sleeve, 0 second and 5 seconds at each
plunger speed, was also studied in this work. Figure 3 shows the extrusion die and the
laboratory-scale extrusion machine. This machine has a 20-ton capacity with a hydraulic
system.
Figure 2: The schematic drawing of this extrusion process.
Figure 3: The extrusion die and laboratory-scale machine used in this study.

The 3rd Thailand Metallurgy Conference
DF‐05
Results analysis methods
The extruded samples were analyzed by three criteria to determine the extrudability. The
methods are briefly described as follow:
Length of the samples:, the length of the samples was measured after the extrusion
test. In this work, the criterion for the required length was 15 cm. shorter samples then the
criterions were rejected.
Surface quality: The surface of the samples was also examined. Samples with
smooth surfaces in all the area would pass the requirement.
Microstructure uniformity: the microstructure of samples was observed using an
optical microscope.
The samples were cut and obtained from two positions as shown in Figure 4. The samples
were then prepared for metallographic analysis using the standard grinding, polishing and
etching procedure. Good extruded parts should have uniform microstructure throughout the
length.
Figure 4: The sampling position.
3. Results and Discussion
The representative extruded samples from the experiments are given in Figure 5. The
results show that faster plunger speed and lower holding time yield longer samples. Only
the sample with a low plunger speed of 2 cm/s and a longer holding time of 5 s did not pass
the length criteria. (see Table 2.) The results suggest that conducting the rheo-extrusion
process with a high speed and with the low-solid-fraction slurry (no holding time) gives the
longest length as expected since the slurry can flow easier and faster.
1 inch 1 inch
Sample

The 3rd Thailand Metallurgy Conference
DF‐05
(a)
(b)
Figure 5: The samples from GISS extrusion at (a) each plunger speed and 5 seconds of
holding time and (b) each plunger speed and 5 seconds of holding time.
(a) (b)
Figure 6: The surface finished of samples of (a) 4cm/s of plunger speed and holding time is
5 seconds and (b) 4cm/s of plunger speed and no holding time.
Table 2. The semi-solid extrudability of A356
Al-alloy
0s 5s
length Surface length Surface
2 cm/s x x
4 cm/s x
6 cm/s x x
2cm/s
4cm/s
6cm/s
24cm
23cm
14cm
2cm/s
4cm/s
6cm/s35cm
30cm
27cm

The 3rd Thailand Metallurgy Conference
DF‐05
However, when the surfaces of the samples were examined, the samples produced by fast
speed and at a low solid fraction have surface defect as shown in Figure 6(b). Only the
samples produced by lower speed (2-4 cm/s) and at a higher solid fraction pass the surface
quality requirement. The fast flow speed of the slurry may cause turbulent flow causing the
surface defect. By increasing the viscosity of the slurry through increasing the solid
fraction, the slurry will have laminar flow at the same flow speed.
From these results, only samples produced by the conditions of 4 cm/s plunger speed and
holding time of 5 seconds pass the requirements of length and surface quality.
(a) Middle
(b) Edge
Figure 7: The representative microstructures of the cross section of the samples
For all the samples, the microstructures at the edge and the middle are similar. Figure 7
shows representative microstructures at the edge and the middle of the samples. The
micrographs show that the solid particles are concentrated near the center of the channel

The 3rd Thailand Metallurgy Conference
DF‐05
during the flow. Representative microstructures of the samples at the tip and the base of the
rods at various plunger speeds and holding times are given in Figure 8-9.
Plunger speed is 2 cm/s and no holding time
Plunger speed is 4 cm/s and no holding time
Plunger speed is 6 cm/s and no holding time
Figure 8: The microstructure of each sample that no holding time.
At tip of samples At base of samples

The 3rd Thailand Metallurgy Conference
DF‐05
Plunger speed is 2 cm/s and 5 seconds of holding time
Plunger speed is 4 cm/s and 5 seconds of holding time
Plunger speed is 6 cm/s and 5 seconds of holding time
Figure 9: The microstructure of each sample that have 5 seconds of holding time.
In general, the amount and distribution of the primary α phase in all the samples are quite
uniform. However, the eutectic structures in the samples at the tip and the base of the rods
are different. The eutectic phase at the tip has coarse structure, as shown in Figure 10. Fine
eutectic structure is observed at the base of the rod.
The results show that the metals near the tip have longer solidification time so that the
eutectic structure can grow larger. To improve this, a better cooling system should be
applied in the rheo-extrusion system.
(a) Tip (b) Base
Fig 10: The different eutectic structure at each position.
At tip of samples
Coarse Eutectic Fine Eutectic
At base of samples

The 3rd Thailand Metallurgy Conference
DF‐05
4. Conclusions
From this study, the following conclusions can be drawn:
1. The extrusion behavior of an aluminum A356 alloy using the GISS technique is
influenced by the plunger speed and the solid fraction of the slurry in the shot sleeve.
2. The higher solid fraction of the slurry helps reduce the surface defects of extruded
parts.
3. The non-uniformity of the eutectic microstructure is caused by inefficient cooling of
the extruded samples. This problem can be improved by adding a better cooling
system along the die.
4. This preliminary study gives important information for the development at the rho-
extrusion machine using the GISS technique in the future.
5. Acknowledgements
The authors gratefully thank the Department of Mining and Materials Engineering,
Faculty of Engineering, Price of Songkla University for financial support and facilities. We
also thank Miss Rungsinee Canyook for the metallographic preparations and the
Innovative Metal Technology (IMT) team for all the kind supports.
6. References
1. Pearson, C. and Parkins, R. 1960. The extrusion of metal. London : CHAPMAN &
HALL LTD.
2. Gerhard, H. and Reiner, K. 2004. Thixoforming. WILEY-VCH Verlag GmbH & Co.
KGaA.
3. B.S. Lee., D.H. Joo., M.H. Kim. 2005. Extrusion behavior of Al-Cu alloys in the semi-
solid state, Materials Science and Engineering A402 (2005) 170-176
4. Zhang, L.N., Wang, S.Q., Zhu, M.F., Wang, N. and Wang S.D. 2003. The extrusion
behaviour of Zn-20% Al alloy in the semi-solid state, Journal of Materials Processing
Technology Vols. 44: 91-98.

The 3rd Thailand Metallurgy Conference
DF‐05
5. Jae-Ho Hwang, Dae-Cheol Ko, Gyu-Sik Min, Byung-Min Kim and Jae-Chan Choi.
Finite element simulation and experiment for extrusion of semi-solid Al 2024,
International Journal of Machine Tools and Manufacture Vols. 10: 1311-1328.
6. Wannasin, J. and Thanabumrungul, S. 2008. Development of a semi-solid metal
processing technique for aluminum casting applications. Songklanakarin J. Sci.
Technol., 30(2): 215-220.
7. Wannasin, J., Junudom, S., Rattanochaikul, T. and Flemings, MC. 2080.
Development of the Gas Induce Semi-Solid Metal Process for Aluminum Die Casting
Applications, Solid State Phenomena Vols. 141-143:97-102.

The 3rd Thailand Metallurgy Conference
PF‐21
The Preparation of Silicon Nitride by Silicon Source from Rice Husk Ash
S. Rattanaveeranon1*and D. Bhongsuwan2
1 Department of General Education (Physics), Rajamangala University of Technology
Rattanakosin, Salaya, Phuttamontol, 73170, Thailand, Tel: +662-8894585-7 ext.2920 Fax +662-8894585 ext.2920
2 Materials Science Program, Faculty of Science, Prince of Songkla University, Hat yai, Songkhla 90110, Thailand, Tel: +6674-288396 Fax: +66-74218701
*Corresponding Author E-Mail : [email protected]
Abstract: This study aims at the preparation of silicon nitride powder from rice husk silica
by chemical and thermal degradation. The composition of silica powders were mixed with
carbon powders by ratio 20 : 12 wt% and calcined at temperature 1400°C at the rate of 5
°Cmin-1 under N2 atmosphere of 1 dm3.min-1.The soaking temperature was maintained for
a period of 4, 5 and 6 hours, respectively. The XRD analysis shows the presence of
cristobalite at firing temperature 1400°C and soaking time of 4 hours. The appropriate
temperature for silicon nitride formation is at 1400°C with the soaking time of 6 hours. The
scanning electron micrograph shows the surface morphology of silicon nitride phase
consisting of fibers and/or whiskers.
Introduction
Silicon nitride (Si3N4) has been widely used to fabricate cutting tools and high-temperature
structural applications due to its excellent mechanical, physical and chemical properties.
The Si3N4 ceramics with a tailored microstructure are promising high performance
materials because of such unique properties as light weight, good strain tolerance, damage
tolerance and thermal shock resistance. Traditionally, the Si3N4 ceramics have been used as
hot gas filters, high-temperature separation membranes, and catalyst supports. Recently
porous Si3N4 ceramic is also attractive in electromagnetic wave penetrating materials, as a
strategy to reduce dielectric constant and loss.
Materials and Methods
Starting material, by using the rice husk of 65 g. was reacted by 3 M of hydrochloric acid
concentres and then filtered the sample by plastics grate, then washed the sample with pure

The 3rd Thailand Metallurgy Conference
PF‐21
water several times, finally washed the sample with distilled water, dried the sample at 100 °C with the soaking for 2 hours and then brunt the sample at 850 °C with the soaking for 3
hours (increasing temperature rate = 20 °C⋅min-1). It was obtained the pure silica powder
(SiO2) (pure silica over than 95 wt.%,), The sample was prepared by abovementione to mix
with activated carbon (pure 99.99 wt.%, 0.52 μm).The samples were prepared to mix by
ration 20 : 12 wt.% (SiO2 : C).The mixtures were ball-milled for 24 h using ceramic balls.
Absolute ethanol was used as the milling media.The resultant slurry was dried to obtain an
agglomerate-free powder mixture to dry box at 100 °C for at least 3 hours to ensure that the
powders were completely free of alcohol. The dried powders were then sieved to 60-
mesh.The sample was calcined at 1400 °C with varying the period of calcined time for 4, 5
and 6 hours, respectively.X-ray diffractometry (XRD) analysis was conducted to examine
the phases in the obtained silicon nitride ceramics and X-ray fluorescence(XRF) was
analyzed the chemical compounds of rice husk ash. The laser particle sizing analyzer
(LPSA) was measured an average particle. The morphologies of combustion products were
studied by using scanning electron microscopy (SEM).
Results
Table1. shows the analysis by using XRF technique using for analyzing chemical
compounds of rice husk ash (RHA).The main chemical compounds of this product is silica
and there is amorphous structure.(more than 99 wt.%) Furthermore, there is a trace element
such as alumina and calcium oxide of only 0.65. The hydrochloric concentrate of 3 M is
enough to remove all of the impurity in rice husk ash.
Table 1: Show that the chemical compounds of rice husk ash which calcined at 850°C for 3
hours.
Compounds Concentrate (%) Silica (SiO2) 99.35 Alumina (Al2O3) 0.23 Calcium Oxide (CaO) 0.41 Others 0.01
Fig1. Shows the distribution of particle size of silica powder.

The 3rd Thailand Metallurgy Conference
PF‐21
Particle size (μm)
10-2 10-1 100 101 102 103 104
Volum
e (%
)
0
1
2
3
4
5
10 %
50 %
100 %
The distribution of particle size of silica powder consists of 3 types. First, the particle
size is less than 10 % which is 1.66 μm. Second, the mean particle size of silica powder is
83.04 μm. Third, the particle size is more than 90 % which is 326.08 μm, respectively.(the
samples were ball milled for 12 hours)
Fig.1 The particle size of silicon oxide was milled for 12 hours.
Fig.2 shows the XRD pattern of silicon nitride calcined at temperature 1400 °C at the rate
of 5 °C/min in nitrogen atmosphere of 1 dm3⋅min-1 soaked for 4 hours. There is no silicon
nitride in the sample but there is only cristobalite-silica structure Fig.2(a). When the
sample was calcined for 5 hours , it began to have silicon nitride and silicon oxide nitride
Fig.2(b). Furthermore, there is unreated silica which betides the silica-cristobalite only.
The sample was calcined for 6 hours, there was only the silicon nitride Fig.2(c) and there
were two forms ; α-silicon nitride and β-silicon nitride mixing in the sample.

The 3rd Thailand Metallurgy Conference
PF‐21
(a)
(b)
(c)
Fig.2 The XRD pattern of SiO2+C was calcined in pure nitrogen gas 99.9% with the soaking time for 4 hours (a), 5 hours (b) and 6 hours(c)
Fig.3 The SEM morphology of SiO2+C compound was calcined in pure nitrogen gas
99.9% with the soaking time for 4 hours
2- Cristobalite low 1
2 2
3 1-Si3N4 3-Si2N2O2
1 11
1-Si3N4 1
1 1
1
1

The 3rd Thailand Metallurgy Conference
PF‐21
Fig.4 The SEM morphology of SiO2+C compoundswas calcined in pure nitrogen gas 99.9% withthe soaking time for 5 hours.
Fig.5 The SEM morphology of SiO2+C compoundswas calcined in pure nitrogen gas 99.9% withthe soaking time for 6 hours.
Discussion
The hydrochloric concentrate of 3 M is enough to remove all the impurity in rice husk ash.
These impurities were easily leaching by concentrate acid and then washed the sample
with distilled water several times. After that the rice husk was calcined at 850 °C (carbon
was thermal decomposed at 550 °C) Finally, the pure silica rice husk was obtained.
From the XRD pattern, it shows if the silica rice husk ash mixed with carbon at the
ratio of 20 : 12 wt.% which is calcined at 1400 °C for 4 hours, silicon nitride is not
obtained. But there is a form of silicon nitride and silicon oxide nitride impure agglutinated
in the sample. If the sample is calcined for 6 hours, there is only the silicon nitride with
two forms; α-silicon nitride and β-silicon nitride mixing in the sample. The calcined time
of 6 hours was the optimal condition for preparing the silicon nitride.

The 3rd Thailand Metallurgy Conference
PF‐21
The SEM morphology Fig.3-5 at 5,000 magnifications, it shows that the surfaces of
calcined sample of 4 hours became porous which is weaving into a network across the
sample but in some parts there were small sphere affiliated within a long stripe. When
increasing the calcined time upto 5 hours, the there was less porous in the material of the
surface then it was conglomerated into a clump and there was a little bit fiber. But if we
increased the calcined time up to 6 hours there was the least porous in the material and
there was the whisker which was orthogonal with the surface of sample Conclusions
The hydrochloric concentrate of 3M can well remove the impurities in rice husk and
results in the purity of product more than 99 %. The silicon nitride was formed when
calcined at temperature of 1400 °C more than 6 hours continuously which results in α-
silicon nitride and β-silicon nitride mixing in the sample. The porosity of samples were
decrease when the calcined temperature was increase.
References
[1] Dianying C., Baolin Z., Hanrui Z. and Wenlan L.
(2003) “Combustion synthesis of network silicon
nitride porous ceramics”, Cera Inter 29 pp. 363–364
[2] Grechikhin L. I. and Golubtsova E. S.(2004) :
‘Silicon-Nitride-Based Nanoceramic Materials’, Inor. Mater., 41, pp. 140-127
[3] Lee J.S., Muna J. H., Hanb B. D.,Kimb H. D., Shin
B.C.,and Kim S.(2004) “Effect of raw-Si particle
size on the properties of sintered reaction-bonded
silicon nitride” Cera Inter., 30 pp. 965–976










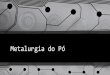








![20Powder Metallurgy[1] BOM Muitobom Excelente Traduzido](https://img.pdfslide.tips/doc/110x75/55cf92be550346f57b99343b/20powder-metallurgy1-bom-muitobom-excelente-traduzido.jpg)