Embed Size (px)
Citation preview
AFILADO Y PREPARADO DE HERRAMIENTAS
AFILADO
Disponer de una buena herramienta que no este correctamente afilada impedirá realizar un buen trabajo. Es importante comprar herramientas de alta calidad, quizá o igual de importante es disponer de unos buenos sistemas de afilado, no solamente nos permitirá utilizar la herramienta en su estado optimo, además ayudara a conservar la herramienta.
Históricamente el afilado se ha realizado de forma manual, en un primer momento, podríamos creer que eso era debido a la falta de maquinas o tecnología adecuada.
La calidad de un afilado dependerá de varios factores:
La calidad del acero de la herramienta (dureza, estructura).
El ángulo de corte, cuando mas pequeño sea el ángulo menos resistencia al corte.
Grano de la piedra o muela, a mayor grano mejor resultado.
CLASIFICACION DE LOS AFILADOS.
El uso de los abrasivos data de la más alta antigüedad sobre todo en lo que se refiere a su aplicación para el afilado. Apenas el hombre supo fabricar herramientas, tuvo que pensar en afilarlas.
Se puede definir el afilado como una operación que consiste en dar o de volver a la herramienta la forma y el estado de superficie necesarios para su buen uso.
UTILIZACIÓN Y AFILADO DE LAS HERRAMIENTAS. La vida de la herramienta depende de:
a. Las condiciones de trabajo.
b. El grado de desgaste al cual se le somete antes del afilado del respeto a las características de afilado.
- Baja de la producción de la máquina utilizada. - Reafilados frecuentes. - Aumento del consumo de herramientas. - Disminución de la calidad de las piezas realizadas.
Para que la herramienta quede bien afilada, se necesita:
-Que tenga la forma prescrita. - Que la naturaleza de la herramienta no sea alterada por un recalentamiento anormal durante el afilado, lo cual modificaría sus características mecánicas.
Un mal afilado de herramientas produce numerosas perturbaciones de las cuales las más importantes son:
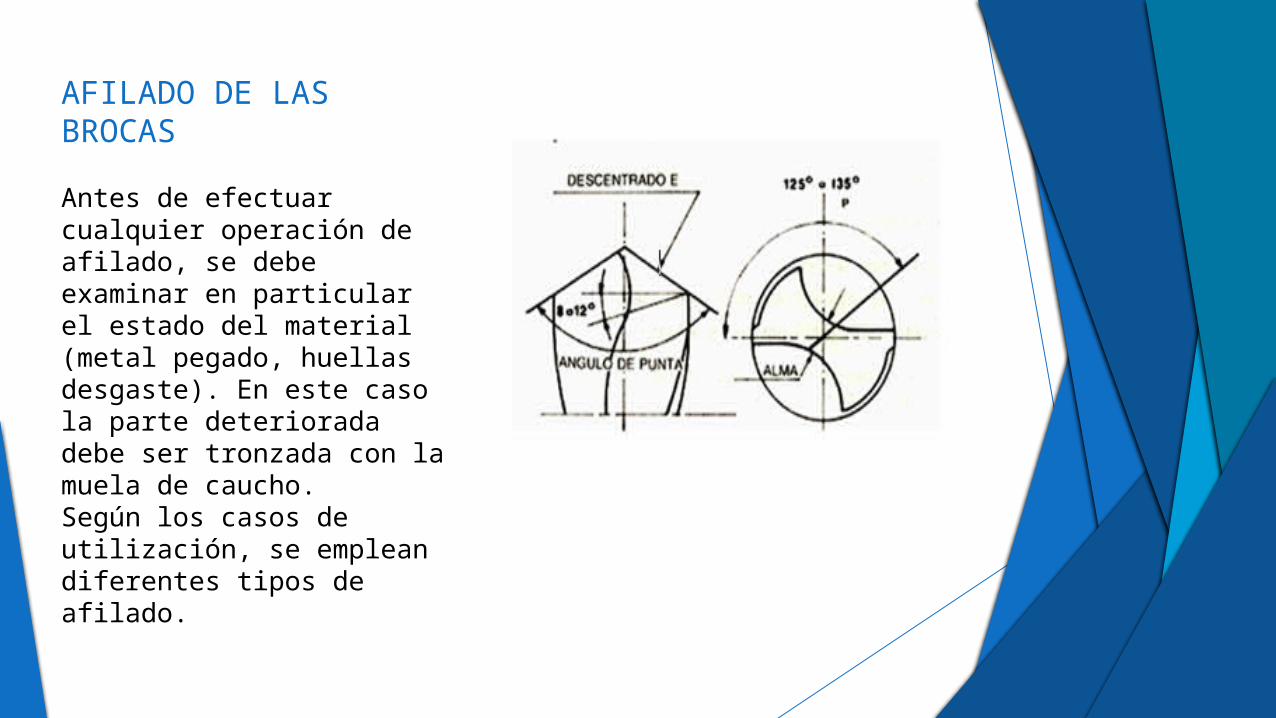
AFILADO DE LAS BROCAS
Antes de efectuar cualquier operación de afilado, se debe examinar en particular el estado del material (metal pegado, huellas desgaste). En este caso la parte deteriorada debe ser tronzada con la muela de caucho. Según los casos de utilización, se emplean diferentes tipos de afilado.
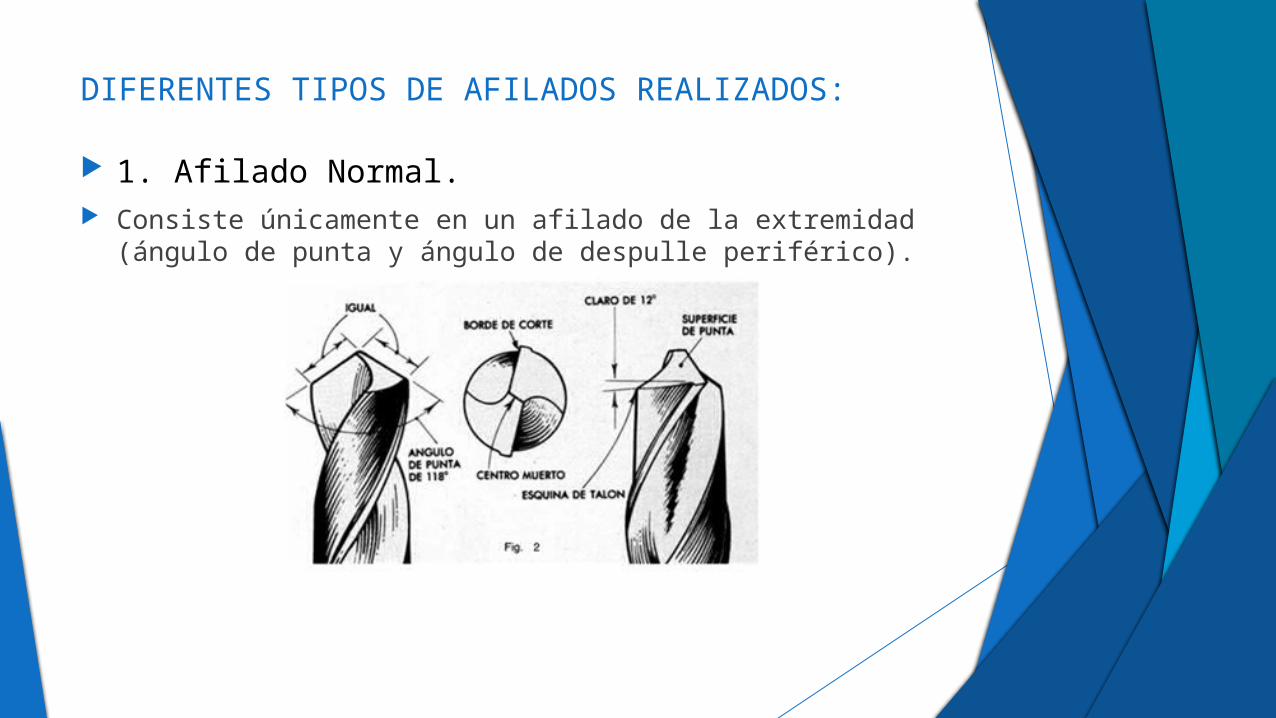
DIFERENTES TIPOS DE AFILADOS REALIZADOS:
1. Afilado Normal. Consiste únicamente en un afilado de la extremidad (ángulo
de punta y ángulo de despulle periférico).
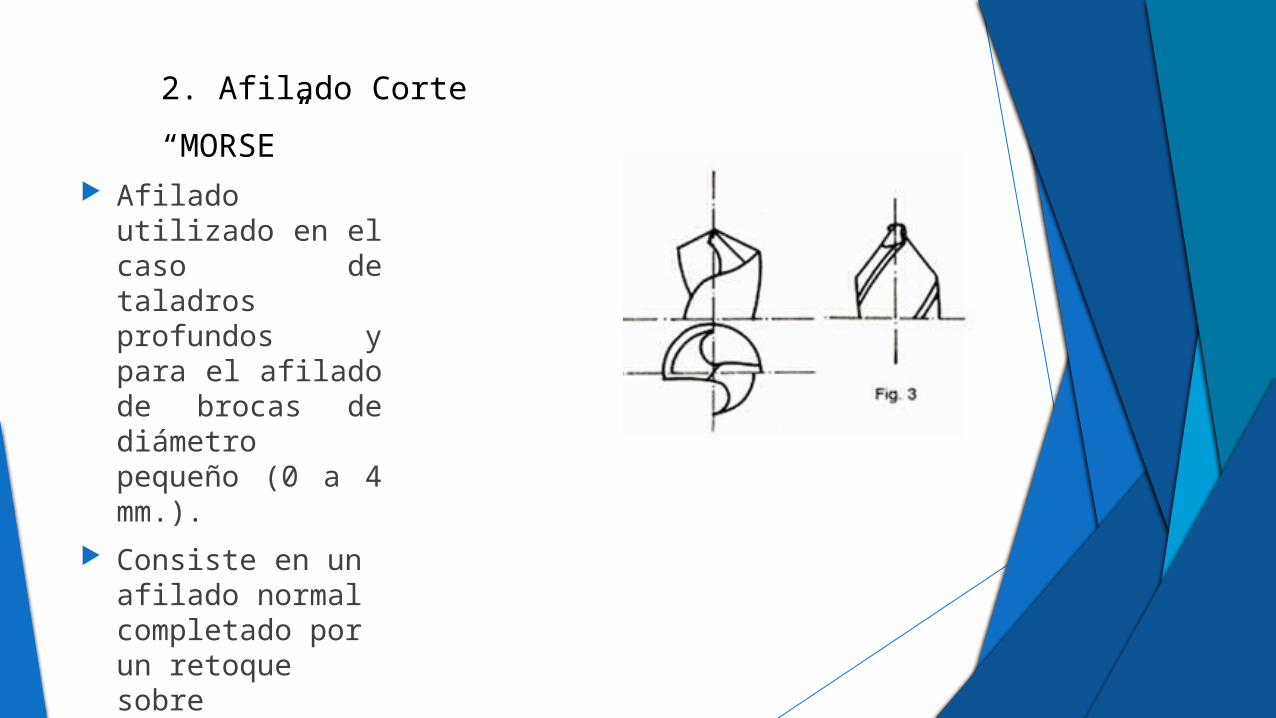
2. Afilado Corte “MORSE” Afilado utilizado
en el caso de taladros profundos y para el afilado de brocas de diámetro pequeño (0 a 4 mm.).
Consiste en un afilado normal completado por un retoque sobre la parte trasera de la cara despullada (más o menos la mitad)
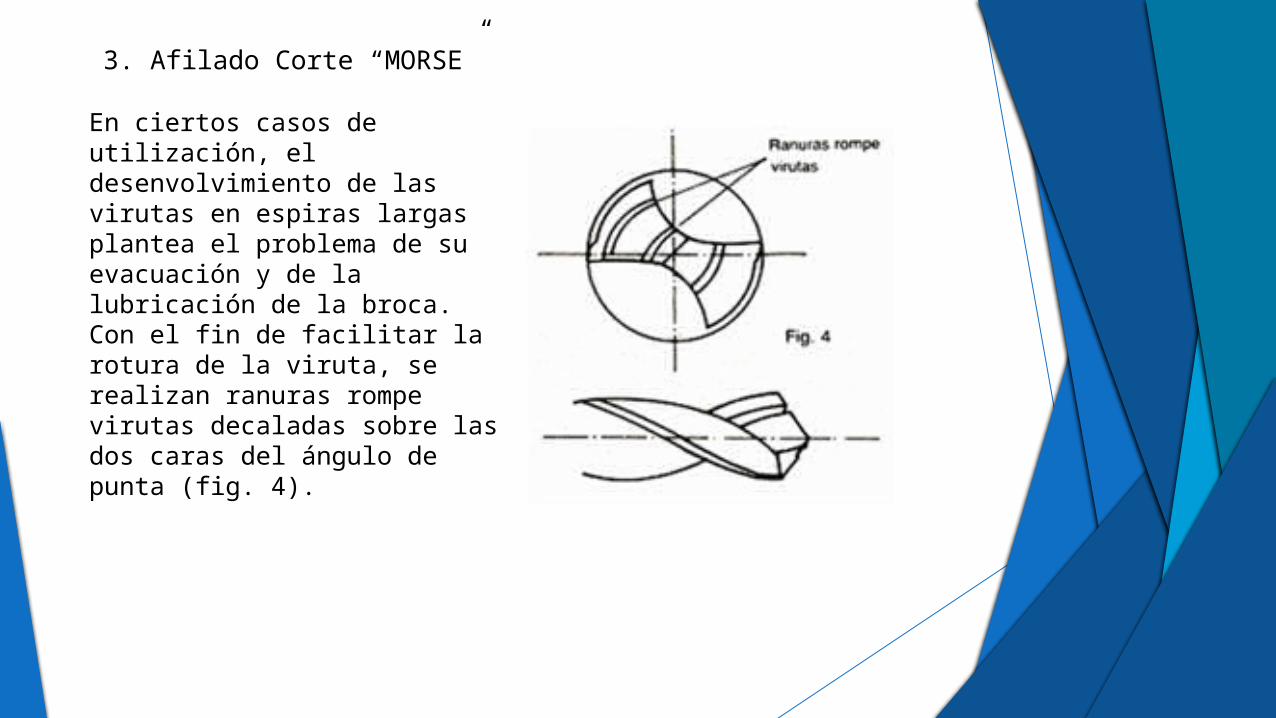
3. Afilado Corte “MORSE”
En ciertos casos de utilización, el desenvolvimiento de las virutas en espiras largas plantea el problema de su evacuación y de la lubricación de la broca. Con el fin de facilitar la rotura de la viruta, se realizan ranuras rompe virutas decaladas sobre las dos caras del ángulo de punta (fig. 4).
4. Afilado de las Brocas de Centrar. El afilado consiste en un retoque sobre la punta del pequeño diámetro (operación manual).
En caso de deterioro del cono de 60°, el retoque completo no se puede hacer, ya que este resulta demasiado costoso en relación con el precio de una herramienta nueva.
FRACASOS DEBIDOS A DEFICIENCIAS EN LA PREPARACION Y EL AFILADO DE LAS
HERRAMIENTAS Para obtener el rendimiento máximo de una herramienta siempre resulta más económico aportar los cuidados e invertir el tiempo necesario para la verificación del producto de partida, del tratamiento térmico y del afilado, que fracasar y tener que fabricar una herramienta nueva.
En la preparación y afilado de herramientas no debe jamás cesar la vigilancia, para evitar las iniciativas personales, que son muy peligrosas.
RECOMENDACIONES GENERALES 1. Los cuerpos de las herramientas deben
dimensionarse correctamente, no empleando cuchillas cuya sección sea demasiado pequeña o de altura insuficiente, en especial para las cuchillas con plaquitas postizas.
2. El avance que se aplique no será demasiado pequeño. Su valor deberá permitir cortar una viruta cuya sección sea igual como mínimo al de la menor viruta que puede cortarse.
3. Cuando se emplea un sistema de herramientas múltiples, deben estudiarse las calidades de las mismas en el caso de que sean distintas.
Ángulos, Filos Y Fuerzas
El corte de los metales se logra por medio de herramientas con la forma adecuada. Una herramienta sin los filos o ángulos bien seleccionados ocasionará gastos excesivos y pérdida de tiempo.
Las superficies útiles de las herramientas son: Superficie de ataque: Parte por la que la viruta sale
de la herramienta. Superficie de incidencia: Es la cara del útil que se
dirige en contra de la superficie de corte de la pieza
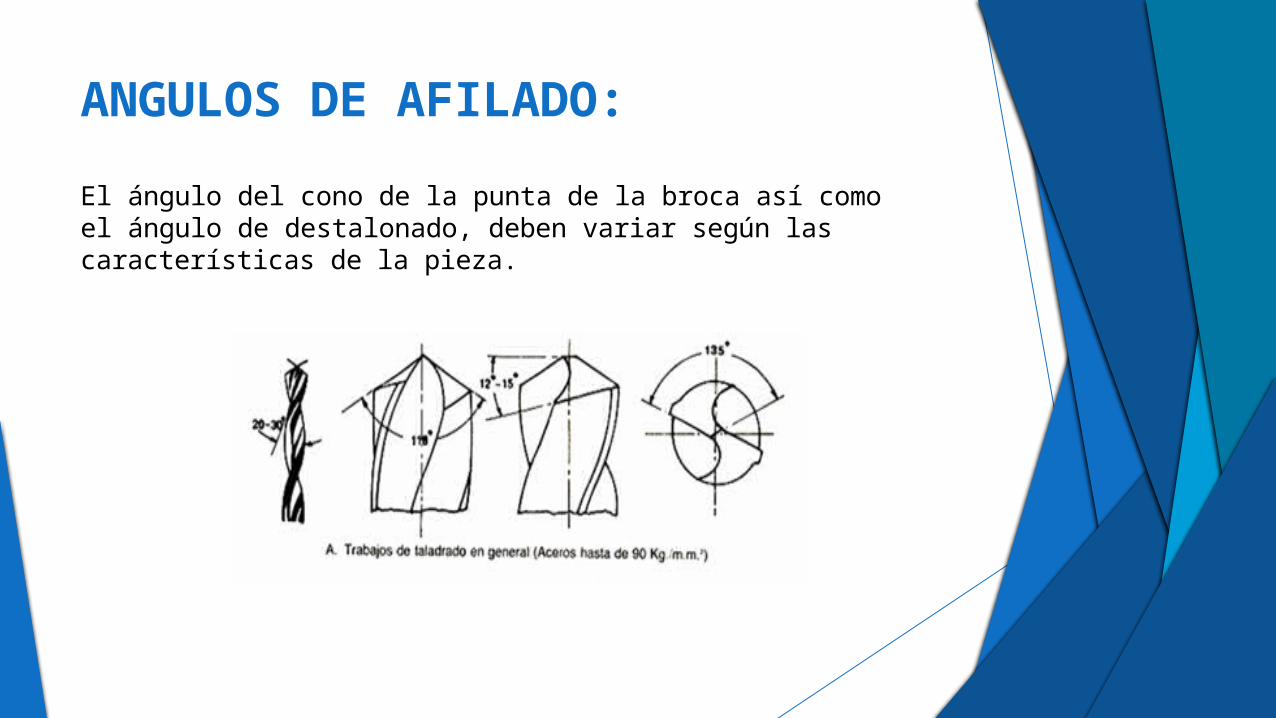
ANGULOS DE AFILADO:
El ángulo del cono de la punta de la broca así como el ángulo de destalonado, deben variar según las características de la pieza.
Los ángulos son:
Ángulo de incidencia a (alfa). Es el que se forma con la tangente de la pieza y la superficie de incidencia del útil. Sirve para disminuir la fricción entre la pieza y la herramienta.
Ángulo de filo b (beta). Es el que se forma con las superficies de incidencia y ataque del útil. Establece qué tan punzante es la herramienta y al mismo tiempo que tan débil es.
Ángulo de ataque g (gama). Es el ángulo que se forma entre la línea radial de la pieza y la superficie de ataque del útil. Sirve para el desalojo de la viruta, por lo que también disminuye la fricción de esta con la herramienta.
Ángulo de corte d (delta). Es el formado por la tangente de la pieza y la superficie de ataque del útil. Define el ángulo de la fuerza resultante que actúa sobre el buril.
Ángulo de punta e (epsilon). Se forma en la punta del útil por lo regular por el filo primario y el secundario. Permite definir el ancho de la viruta obtenida.
Ángulo de posición c (xi). Se obtiene por el filo principal del la herramienta y el eje de simetría de la pieza. Aumenta o disminuye la acción del filo principal de la herramienta.
Ángulo de posición l (lamda). Es el que se forma con el eje de la herramienta y la radial de la pieza. Permite dan inclinación a la herramienta con respecto de la pieza.
Filos de la herramienta
Filo principal. Es el que se encuentra en contacto con la superficie desbastada y trabajada.
Filo secundario. Por lo regular se encuentra junto al filo primario y se utiliza para evitar la fricción de la herramienta con la pieza.
La suma de los ángulos alfa, beta y gama siempre es igual a 90°
Recomendaciones básicas para el afilado de un buril
Empleo de un esmeril con grano grueso para el desbaste y grano fino para el acabado, consulte esmeriles recomendados en "métodos de afilado"
Empleo de las velocidades de rotación establecidas para cada tipo de esmeril.
Comprobación de que el esmeril gire en contra del borde de la herramienta.
Evite sobrecalentamientos durante el afilado y aplicar una presión moderada de esmerilado.
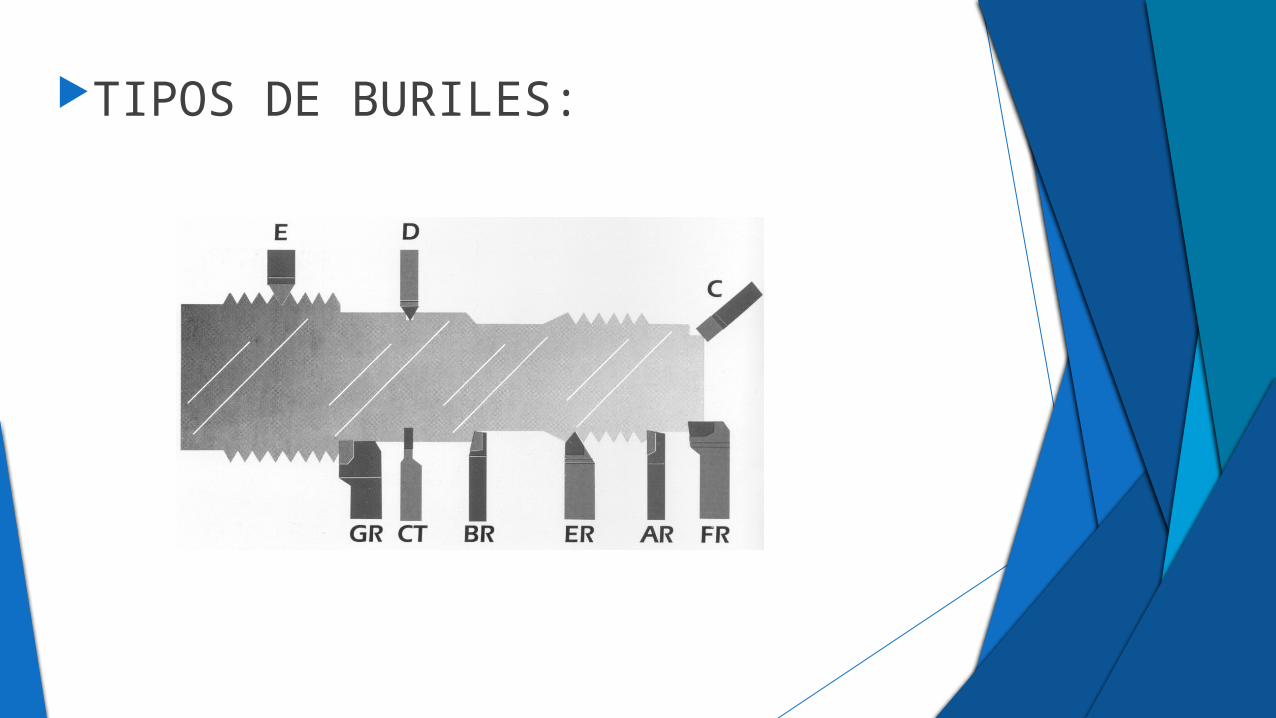
TIPOS DE BURILES:
Procedimiento por desprendimiento de viruta.
El objetivo fundamental en los Procesos de Manufactura por Arranque de Viruta es obtener piezas de configuración geométrica requerida y acabado deseado. La operación consiste en arrancar de la pieza bruta el excedente (mal sobrante) del metal por medio de herramientas de corte y maquinas adecuadas. .
METAL SOBRANTE (SOBRE ESPESOR): Es la cantidad de material que debe ser
arrancado de la pieza en bruto, hasta conseguir la configuración geométrica y dimensiones, precisión y acabados requeridos. La elaboración de piezas es importante, si se tiene una cantidad excesiva del material sobrante, originará un mayor tiempo de maquinado, un mayor desperdicio de material y como consecuencia aumentará el costo de fabricación.
Los refrigerantes de afilado o rectificado de herramientas se dividen en:
SOLUBLES (También conocidos como Taladrinas)
NO SOLUBLES (Aceites de afilado y de corte)
Las taladrinas y aceites de corte se utilizan en el mecanizado o afilado por arranque de viruta.Para el mecanizado se precisa energía: el 98% de esta energía se transforma en calor, este calor es el responsable de:
Deterioro de las herramientas por perdida de dureza (perdida del templado)
Deterioro de la herramienta por formación del “falso filo”, al soldarse parte de la viruta sobre la herramienta
Del mal acabado de la pieza mecanizada
Del deterioro acelerado de la muela o piedra de afilado
Misión del refrigerante de afilado:
LUBRICAR: Disminuir el coeficiente de fricción entre viruta, muela y herramienta.Se debe conseguir una película lubricante entre la herramienta y la viruta, y entre la herramienta y la muela. Al disminuir el rozamiento, disminuye el calor generado.
REFRIGERAR: Disipar el calor generado en la operación de corte y deformación.
¿Cómo se elige el correcto refrigerante para el afilado o rectificado?
Los parámetros principales son: Material o herramienta a afilar Tipo de operación: Afilado, rectificado,
fabricación. Tipo de muela
GRACIAS POR SU ATENCION PRESTADA





























