Embed Size (px)
Citation preview
1
ANALISIS KUALITAS PRODUK SONGKOK DENGAN
MENGGUNAKAN METODE STATISTICAL PROCESS
CONTROL (SPC) DI UD.SONGKOK NIZAM GRESIK
Habi Septiyan
Dr. Ir. Muslimin Abdulrahim, M.Sc
Siti Muhimatul Khoiroh, ST., M.T.
Teknik Industri, Universitas 17 Agustus 1945 Surabaya
ABSTRAK
UD. Songkok Nizam Gresik merupakan perusahaan yang
memproduksi produk songkok. Lingkup pemasaran UD. Songkok Nizam
Gresik ini tersebar di seluruh indonesia, khususnya wilayah pulau jawa.
Bahan baku songkok perusahaan tersebut mendatangkan langsung dari Korea
untuk bahan utama dan untuk bahan lainnya menggunakan bahan dari dalam
negeri. Adapun standar toleransi kecacatan yang ditentukan perusahaan
sebesar 5%, namun kecacatan yang diakibatkan dari proses produksi pada
UD. Songkok Nizam Gresik ±5,16%. Tujuan penelitian ini adalah untuk
menganalisis pelaksanaan kualitas dengan menggunakan Statistical Process
Control (SPC) dan melakukan identifikasi faktor apa yang dominan
terjadinya kerusakan pada produk songkok di UD. Songkok Nizam Gresik.
Penggunaan alat bantu statistik dengan peta kendali p dalam pengendalian
kualitas produk dapat mengidentifikasikan bahwa ternyata kualitas produk
berada di luar batas kendali. Sedangkan diagram pareto, prioritas perbaikan
yang perlu dilakukan oleh UD. Songkok Nizam untuk menekan atau
mengurangi jumlah kecacatan yang terjadi, dalam produksi jenis kecacatan
cacat rontok yang lebih dominan dengan 71,8% maka dari itu menjadi
prioritas utama dalam perbaikan. Dari analisa diagram fishbone dapat
diketahui faktor terjadinya kecacatan dalam produk antara lain dari faktor
manusia, mesin, metode kerja, material dan lingkungan kerja.
Kata kunci: Pengendalian Kualitas, Alat Bantu Statistik Tools, SPC
2
ABSTRACT
UD. Songkok Nizam Gresik is a company that produce songkok
products. Scope marketing UD. Songkok Nizam Gresik is spread throughout
Indonesia, especially in East Java, Central Java, and West Java. For raw
material songkok the company imports directly from Korea for the main
material and for other materials using materials from within the country. The
defect tolerance standard specified by the company is 5%, but the disability
resulting from the production process at UD. Songkok Nizam Gresik ±
5.16%. The purpose of this research is to analyze the quality implementation
by using Statistical Process Control (SPC) and to identify the dominant
factor of disability in songkok product in UD. Songkok Nizam Gresik. The
use of statistical tools with control chart p in product quality control can
identify that the product quality is out of control. While the pareto diagram,
priority improvement that needs to be done by UD. Songkok Nizam to
suppress or reduce the number of defects that occur, in the production of the
type of disability defect that is more dominant with 71.8%, hence the top
priority in the improvement. From the analysis of causal diagrams can be
known factors causing disability in the production of human factors /
workers, machines, working methods, materials and work environment.
Keywords: Quality Control, Statistical Assistance Tools, SPC
PENDAHULUAN
UD. Songkok Nizam Gresik merupakan salah satu perusahaan yang
menjadikan kualitas sebagai landasan dasar dalam memajukan dan
mengembangkan perusahaan serta menciptakan brand yang positif bagi
konsumen. Maka dari itu, sangat dibutuhkan untuk perusahaan ini untuk
menjalankan metode pengendalian kualitas yang mampu mengurangi produk
cacat pada songkok. Tujuan dari penelitian ini yaitu (1) Untuk
mengidentifikasi jenis apa saja yang dominan terjadinya kecacatan pada
produk songkok di UD. Songkok Nizam Gresik. (2) Untuk menganalisis
3
kualitas dengan menggunakan metode Statistical Process Control (SPC) di
UD.Songkok Nizam Gresik. (3) Untuk mengetahui bentuk dalam SOP pada
UD. Songkok Nizam Gresik.
MATERI DAN METODE
A. MATERI
Kualitas merupakan salah satu faktor oleh konsumen untuk membeli
suatu produk, yang mana suatu produk dapat dibandingkan dengan
pesaingnya berdasarkan kualitasnya. Produk cacat menurut Bastian Bustami
dan Nurlela (2006:136) adalah produk yang dihasilkan dalam proses
produksi, dimana produk yang dihasilkan tersebut tidak sesuai dengan
standar mutu yang ditetapkan.
B. METODE
Menurut Sofjan Assauri (1998: 219) Statistical Quality Control (SQC)
adalah suatu sistem yang dikembangkan untuk menjaga standar yang
uniform dari kualitas hasil produksi, pada tingkat biaya minimum dan
menerapkan bantuan untuk mencapai efesiensi. Pengndalian kualitas secara
statistika dilakukan menggunakan kombinasi alat bantu statistika pada
Statistical Process Control (SPC) dan Statistical Quality Control (SQC).
Alat yang sangat terkenal dalam pengendalian mutu adalah seven tools of
quality control, yakni suatu grafik dan alat statistika yang banyak digunakan
dalam penyelesaian masalah pengendalian mutu (quality control). Nama lain
dari alat ini adalah The Magnificent Seven.
4
a. Check sheet: digunakan untuk mencatat data produk, permasalahan yang
dicari dan jumlah cacat pada setiap permasalahan agar mempermudah
proses pengumpulan data dan analisa.
b. Histogram: untuk mengetahui apakah diperlukan langkah-langkah
perbaikan.
c. Peta kontrol: digunakan untuk memonitor apakah suatu aktivitas dapat
diterima sebagai proses yang terkendali atau tidak.
d. Diagram pareto: untuk identifikasi masalah utama untuk pengendalian
kualitas.
e. Diagram sebab akibat juga disebut Ishikawa diagram karena diagram ini
diperkenalkan oleh Dr. Kaoru Ishikawa pada tahun 1943. Kegunaan dari
diagram sebab akibat yaitu menganalisis sebab dan akibat suatu masalah,
membantu mengidentifikasi akar penyebab masalah, merencanakan
tindakan perbaikan.
f. Scatter: grafik yang menampilkan hubungan antara 2 variabel apakah
hubungan antara 2 variabel tersebut kuat atau tidak.
g. Run chart: suatu upaya untuk mengurai persoalan menjadi kelompok
atau golongan sejenis yang lebih kecil.
h. SOP: untuk menjelaskan perincian atau standar yang tetap mengenai
aktivitas pekerjaan yang berulang-ulang yang diselenggarakan oleh
perusahaan
5
HASIL DAN PEMBAHASAN
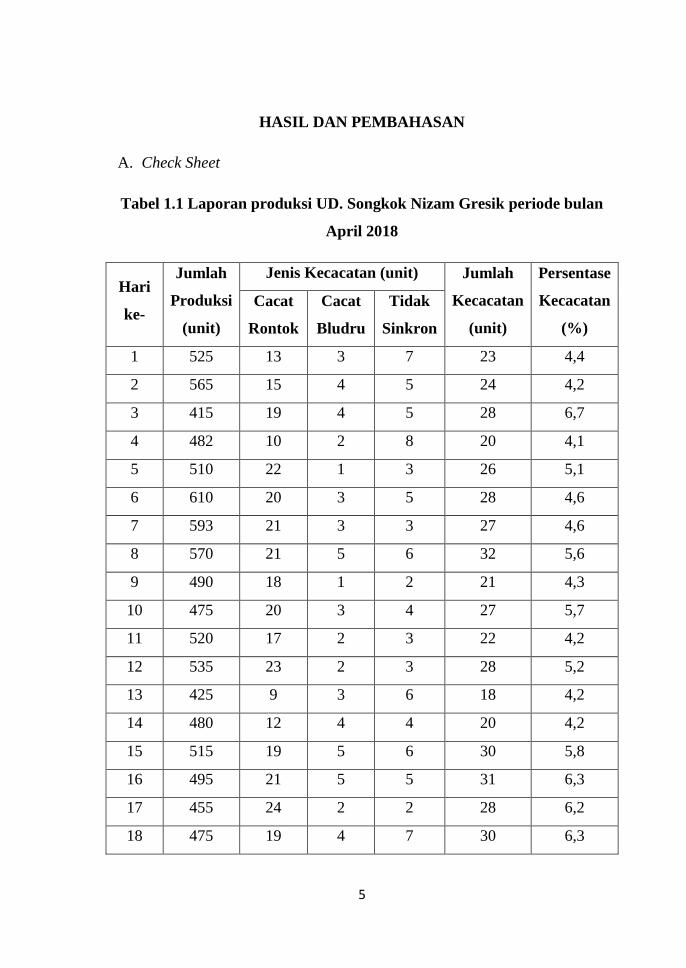
A. Check Sheet
Tabel 1.1 Laporan produksi UD. Songkok Nizam Gresik periode bulan
April 2018
Hari
ke-
Jumlah
Produksi
(unit)
Jenis Kecacatan (unit) Jumlah
Kecacatan
(unit)
Persentase
Kecacatan
(%)
Cacat
Rontok
Cacat
Bludru
Tidak
Sinkron
1 525 13 3 7 23 4,4
2 565 15 4 5 24 4,2
3 415 19 4 5 28 6,7
4 482 10 2 8 20 4,1
5 510 22 1 3 26 5,1
6 610 20 3 5 28 4,6
7 593 21 3 3 27 4,6
8 570 21 5 6 32 5,6
9 490 18 1 2 21 4,3
10 475 20 3 4 27 5,7
11 520 17 2 3 22 4,2
12 535 23 2 3 28 5,2
13 425 9 3 6 18 4,2
14 480 12 4 4 20 4,2
15 515 19 5 6 30 5,8
16 495 21 5 5 31 6,3
17 455 24 2 2 28 6,2
18 475 19 4 7 30 6,3
6
19 525 22 1 4 27 5,1
20 520 17 3 4 24 4,6
21 550 25 2 3 30 5,5
22 545 18 4 2 24 4,4
23 485 15 4 4 23 4,7
24 450 22 3 2 27 6
25 520 23 2 5 30 5,8
12.730 465 75 108 648 5,1
Berdasarkan Tabel 1.1 terlihat bahwa jumlah kecacatan produk di UD.
Songkok Nizam Gresik secara keseluruhan berjumlah 648 buah dengan
jumlah produksi yang berjumlah 12.730 buah. Sedangkan rata-rata kecacatan
sebesar 5,1% yang berada diatas ketetapan perusahaan yaitu sebesar 5%.
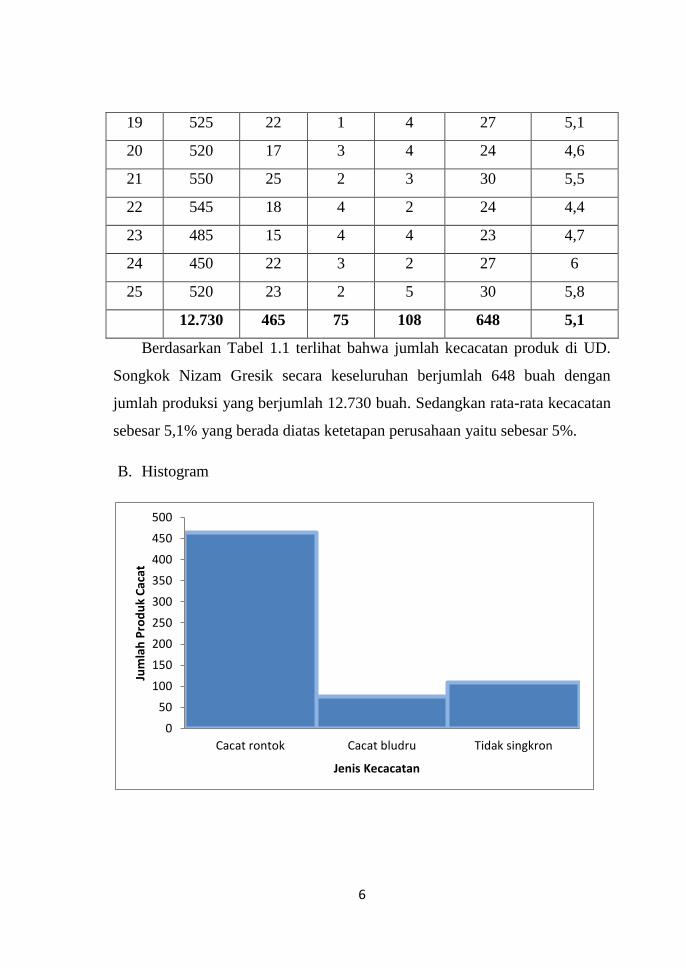
B. Histogram
0
50
100
150
200
250
300
350
400
450
500
Cacat rontok Cacat bludru Tidak singkron
Jum
lah
Pro
du
k C
acat
Jenis Kecacatan

7
Gambar 1.1 Histogram jenis kecacatan produk UD. Songkok
Nizam Gresik
Dari gambar diatas dapat diketahui jenis kecacatan yang sering terjadi
yaitu cacat rontok berjumlah 465. Jumlah jenis kecacatan tidak sinkron
sebanyak 108. Sedangkan jenis kecacatan berupa cacat bludru sebanyak 75.
C. Peta Kontrol
Adapun langkah-langkah membuat peta kontrol adalah sebagai berikut:
1. Menghitung presentase kecacatan
Untuk menghitung presentase kecacatan digunakan rumus:
𝑝 =𝑛𝑝
𝑛 ...............................................................................................(1)
maka perhitungan datanya adalah sebagai berikut:
Subgrup 1 : 𝑝 =𝑛𝑝
𝑛 =
23
523= 0,044
2. Menghitung garis pusat/central line (CL)
Garis pusat merupakan rata-rata kecacatan produk (p) yang
dihitung dengan menggunakan rumus sebagai berikut:
𝐶𝐿 = 𝑃 =∑𝑛𝑝
∑𝑛...................................................................................(2)
Maka perhitungannya adalah:
𝐶𝐿 = 𝑃 =∑𝑛𝑝
∑𝑛=
648
12730= 0,051
8
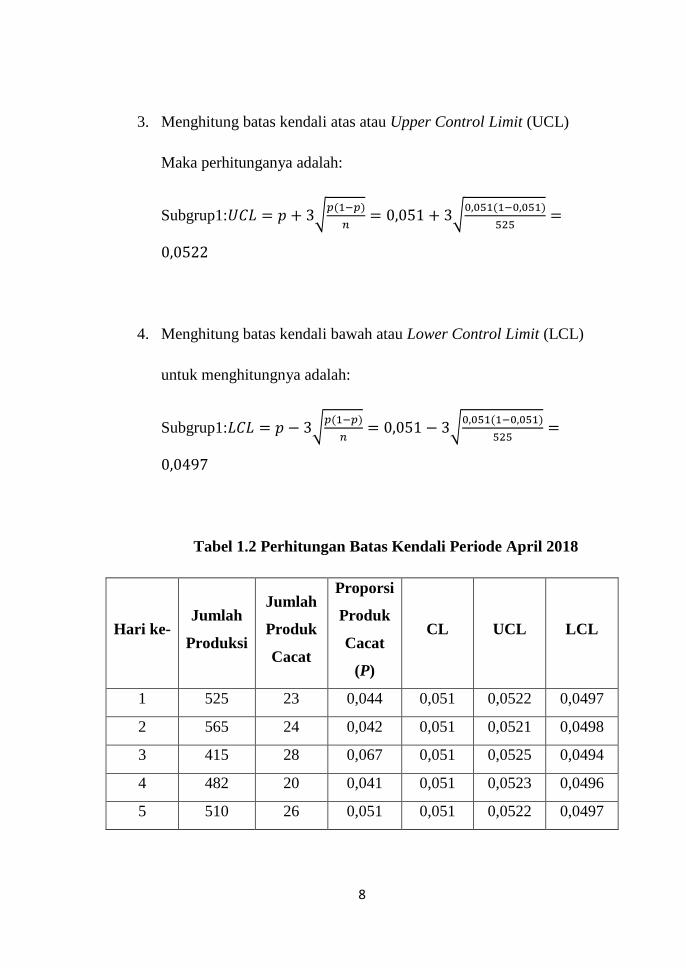
3. Menghitung batas kendali atas atau Upper Control Limit (UCL)
Maka perhitunganya adalah:
Subgrup1:𝑈𝐶𝐿 = 𝑝 + 3√𝑝(1−𝑝)
𝑛= 0,051 + 3√
0,051(1−0,051)
525=
0,0522
4. Menghitung batas kendali bawah atau Lower Control Limit (LCL)
untuk menghitungnya adalah:
Subgrup1:𝐿𝐶𝐿 = 𝑝 − 3√𝑝(1−𝑝)
𝑛= 0,051 − 3√
0,051(1−0,051)
525=
0,0497
Tabel 1.2 Perhitungan Batas Kendali Periode April 2018
Hari ke- Jumlah
Produksi
Jumlah
Produk
Cacat
Proporsi
Produk
Cacat
(P)
CL UCL LCL
1 525 23 0,044 0,051 0,0522 0,0497
2 565 24 0,042 0,051 0,0521 0,0498
3 415 28 0,067 0,051 0,0525 0,0494
4 482 20 0,041 0,051 0,0523 0,0496
5 510 26 0,051 0,051 0,0522 0,0497
9
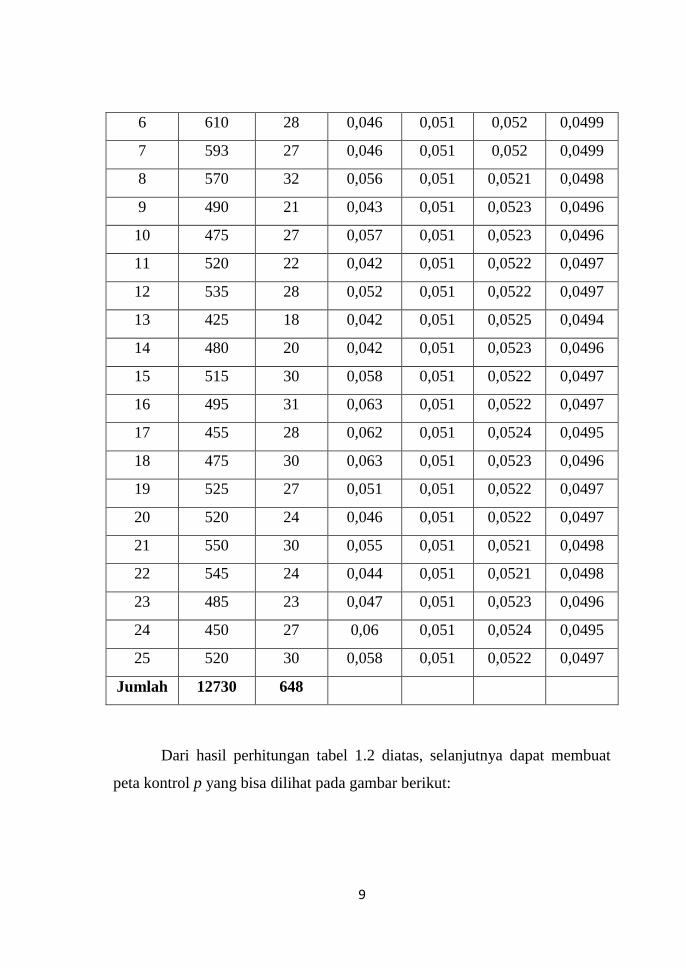
6 610 28 0,046 0,051 0,052 0,0499
7 593 27 0,046 0,051 0,052 0,0499
8 570 32 0,056 0,051 0,0521 0,0498
9 490 21 0,043 0,051 0,0523 0,0496
10 475 27 0,057 0,051 0,0523 0,0496
11 520 22 0,042 0,051 0,0522 0,0497
12 535 28 0,052 0,051 0,0522 0,0497
13 425 18 0,042 0,051 0,0525 0,0494
14 480 20 0,042 0,051 0,0523 0,0496
15 515 30 0,058 0,051 0,0522 0,0497
16 495 31 0,063 0,051 0,0522 0,0497
17 455 28 0,062 0,051 0,0524 0,0495
18 475 30 0,063 0,051 0,0523 0,0496
19 525 27 0,051 0,051 0,0522 0,0497
20 520 24 0,046 0,051 0,0522 0,0497
21 550 30 0,055 0,051 0,0521 0,0498
22 545 24 0,044 0,051 0,0521 0,0498
23 485 23 0,047 0,051 0,0523 0,0496
24 450 27 0,06 0,051 0,0524 0,0495
25 520 30 0,058 0,051 0,0522 0,0497
Jumlah 12730 648
Dari hasil perhitungan tabel 1.2 diatas, selanjutnya dapat membuat
peta kontrol p yang bisa dilihat pada gambar berikut:
10
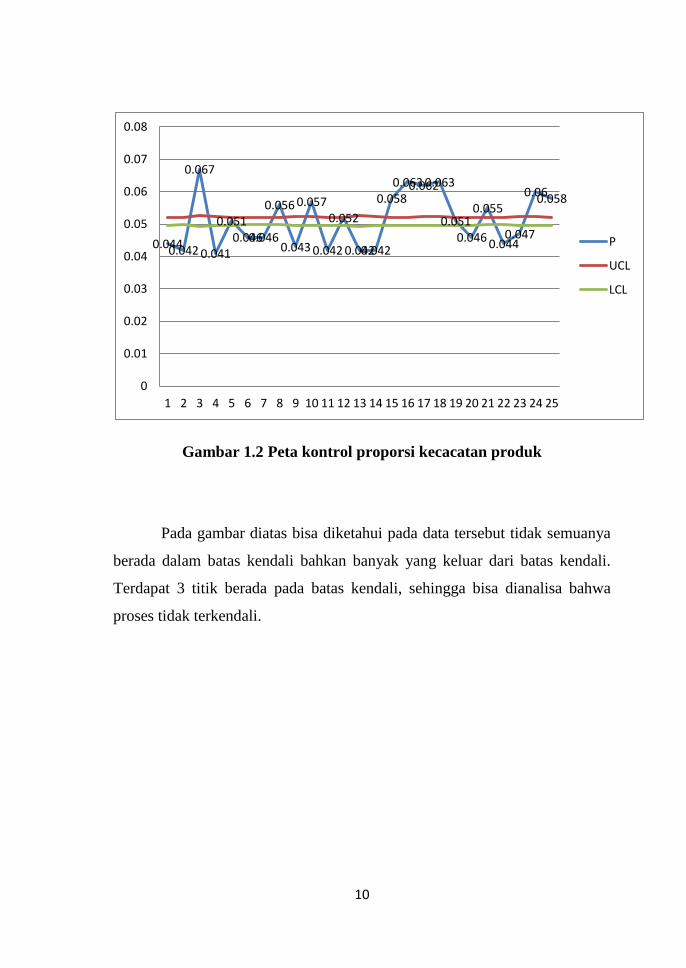
Gambar 1.2 Peta kontrol proporsi kecacatan produk
Pada gambar diatas bisa diketahui pada data tersebut tidak semuanya
berada dalam batas kendali bahkan banyak yang keluar dari batas kendali.
Terdapat 3 titik berada pada batas kendali, sehingga bisa dianalisa bahwa
proses tidak terkendali.
0.0440.042
0.067
0.041
0.0510.0460.046
0.056
0.043
0.057
0.042
0.052
0.0420.042
0.0580.0630.0620.063
0.0510.046
0.055
0.0440.047
0.060.058
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
P
UCL
LCL
11
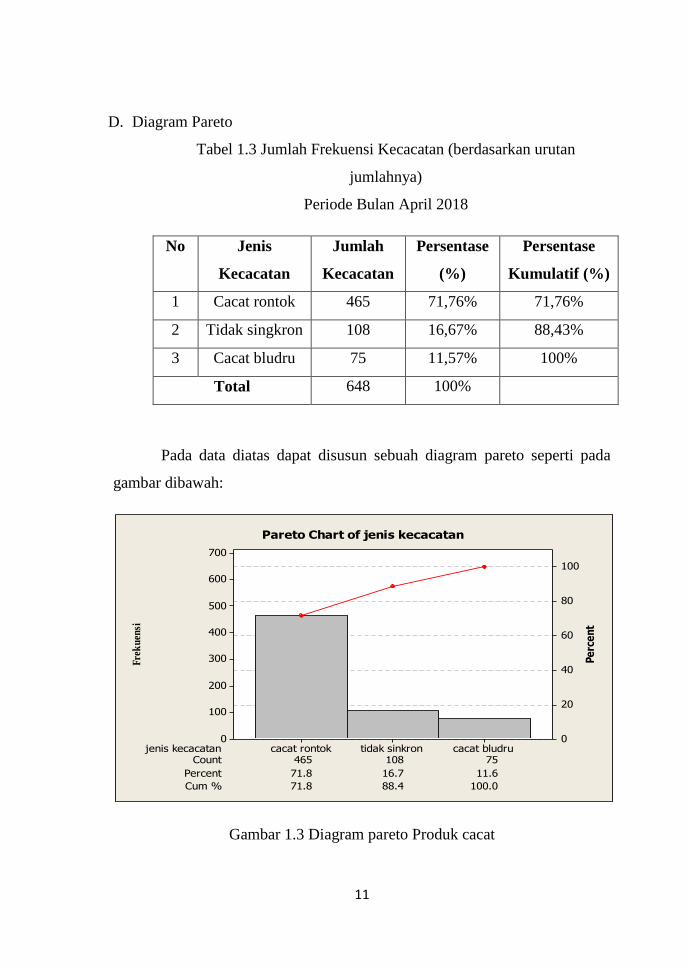
D. Diagram Pareto
Tabel 1.3 Jumlah Frekuensi Kecacatan (berdasarkan urutan
jumlahnya)
Periode Bulan April 2018
No Jenis
Kecacatan
Jumlah
Kecacatan
Persentase
(%)
Persentase
Kumulatif (%)
1 Cacat rontok 465 71,76% 71,76%
2 Tidak singkron 108 16,67% 88,43%
3 Cacat bludru 75 11,57% 100%
Total 648 100%
Pada data diatas dapat disusun sebuah diagram pareto seperti pada
gambar dibawah:
Gambar 1.3 Diagram pareto Produk cacat
Fre
ku
ensi
Pe
rce
nt
jenis kecacatanCount
71.8 88.4 100.0
465 108 75
Percent 71.8 16.7 11.6
Cum %
cacat bludrutidak sinkroncacat rontok
700
600
500
400
300
200
100
0
100
80
60
40
20
0
Pareto Chart of jenis kecacatan
12
Dari hasil pengamatan dapat diketahui bahwa hampir 80% kecacatan
yang terjadi pada produksi songkok bulan April 2018 didominasi oleh 1 jenis
kecacatan yaitu ‘cacat rontok’ dengan persentase 71,8%.
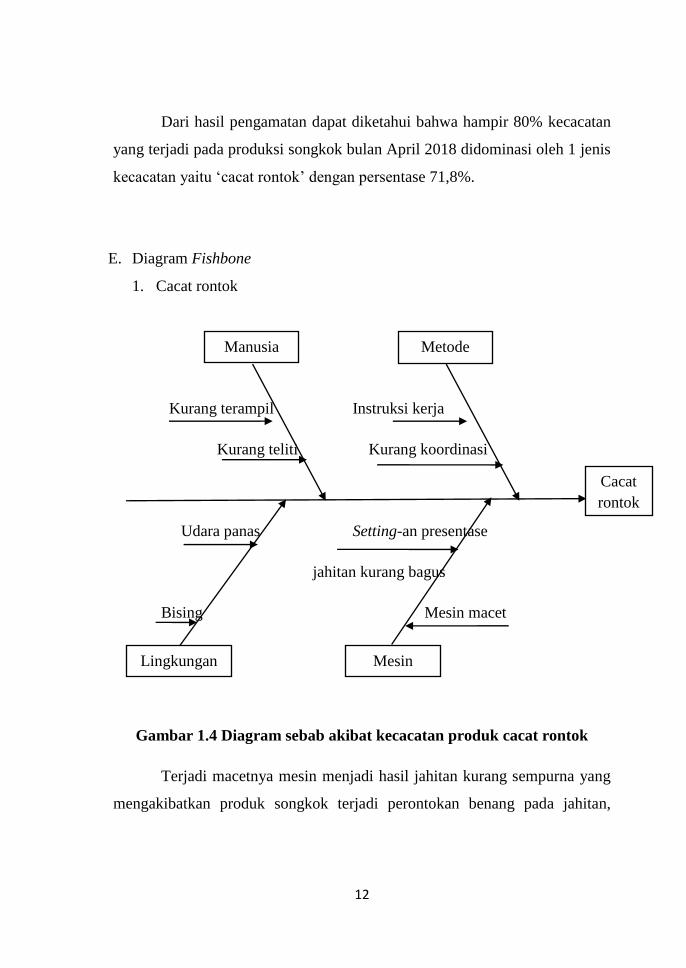
E. Diagram Fishbone
1. Cacat rontok
Kurang terampil Instruksi kerja
Kurang teliti Kurang koordinasi
Udara panas Setting-an presentase
jahitan kurang bagus
Bising Mesin macet
Gambar 1.4 Diagram sebab akibat kecacatan produk cacat rontok
Terjadi macetnya mesin menjadi hasil jahitan kurang sempurna yang
mengakibatkan produk songkok terjadi perontokan benang pada jahitan,
Manusia
Metode
Lingkungan
Mesin
Cacat
rontok
13
sehingga produk kurang terlihat sempurna. Hal ini disebabkan dari faktor-
faktor sebagai berikut:
a. Faktor mesin
Merupakan sebab utama yang mengakibatkan kecacatan jenis ini. Hal
ini disebabkan oleh:
- Terjadinya mesin macet yang menyebabkan proses penjahitan
terhenti dan berakibat proses penjahitan kurang sempurna.
- Setting-an persentase jahitan pada mesin yang kurang bagus.
b. Faktor manusia
Operator mesin yang kurang cermat dan kurang teliti dalam
menjalankan mesin sehingga terjadi kemacetan pada mesin dan dapat
mengganggu kestabilan pada jahitan.
c. Faktor lingkungan
Udara panas pada ruang produksi dapat mengurangi kenyamanan
pekerja untuk melakukan pekerjaannya sehingga terjadi kesalahan.
d. Faktor metode
- Instruksi kerja yang kurang dipahami secara jelas oleh pekerja.
- Terjadinya kesalahan kerja juga karena kurangnya koordinasi
dengan operator lainnya dilapangan.
14
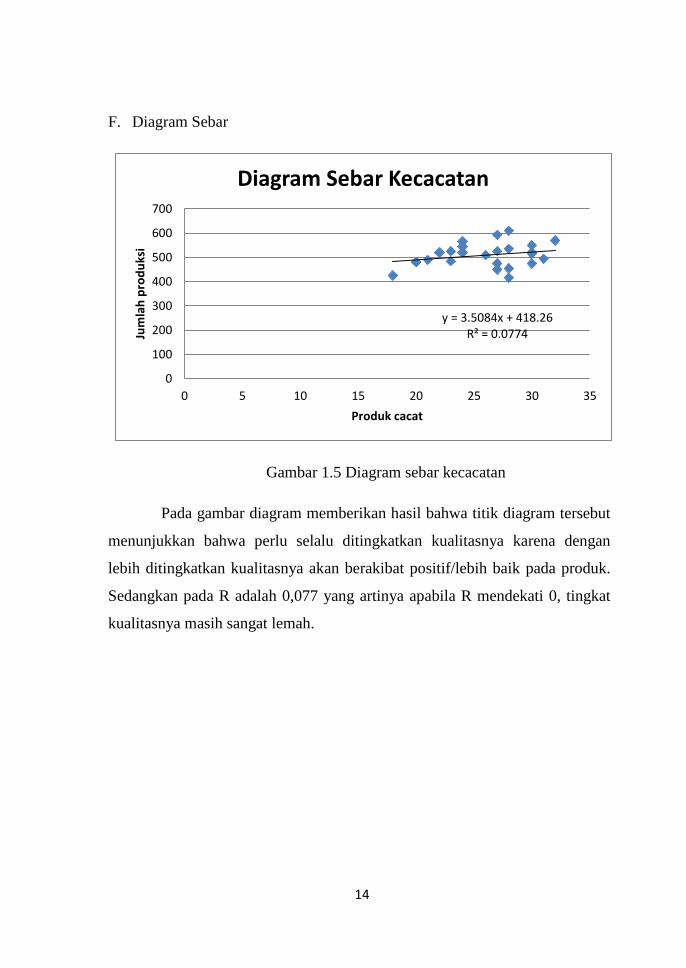
F. Diagram Sebar
Gambar 1.5 Diagram sebar kecacatan
Pada gambar diagram memberikan hasil bahwa titik diagram tersebut
menunjukkan bahwa perlu selalu ditingkatkan kualitasnya karena dengan
lebih ditingkatkan kualitasnya akan berakibat positif/lebih baik pada produk.
Sedangkan pada R adalah 0,077 yang artinya apabila R mendekati 0, tingkat
kualitasnya masih sangat lemah.
y = 3.5084x + 418.26R² = 0.0774
0
100
200
300
400
500
600
700
0 5 10 15 20 25 30 35
Jum
lah
pro
du
ksi
Produk cacat
Diagram Sebar Kecacatan
15
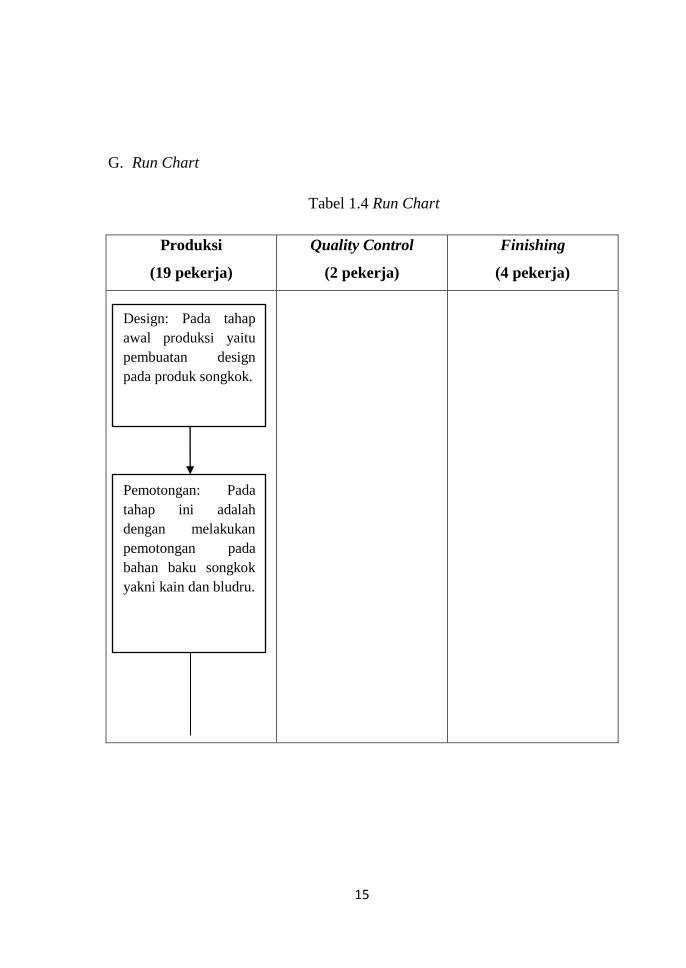
G. Run Chart
Tabel 1.4 Run Chart
Produksi
(19 pekerja)
Quality Control
(2 pekerja)
Finishing
(4 pekerja)
Design: Pada tahap
awal produksi yaitu
pembuatan design
pada produk songkok.
Pemotongan: Pada
tahap ini adalah
dengan melakukan
pemotongan pada
bahan baku songkok
yakni kain dan bludru.
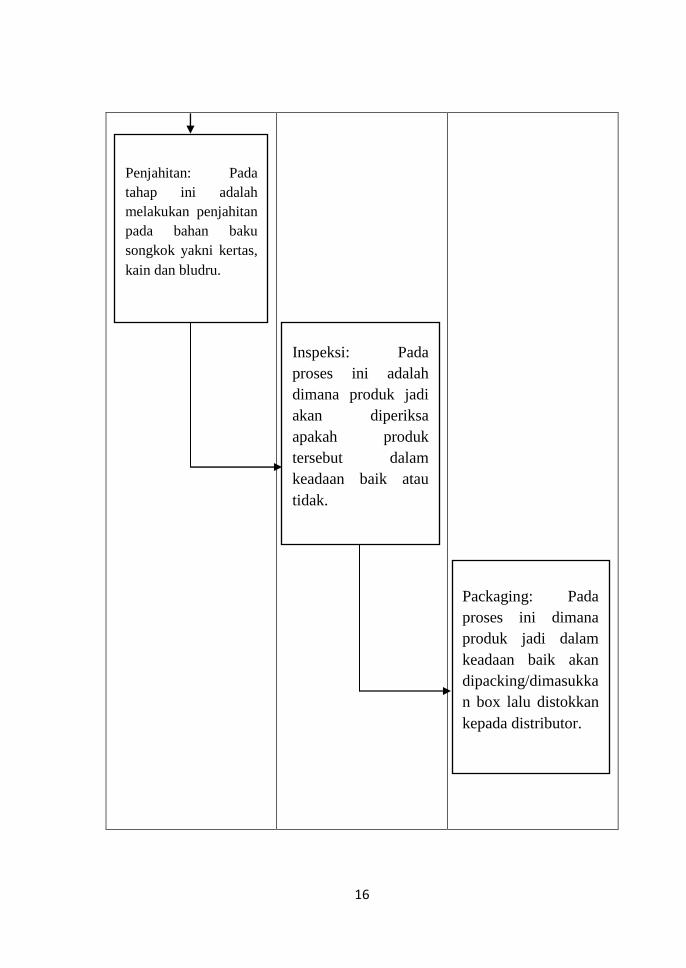
16
Inspeksi: Pada
proses ini adalah
dimana produk jadi
akan diperiksa
apakah produk
tersebut dalam
keadaan baik atau
tidak.
Penjahitan: Pada
tahap ini adalah
melakukan penjahitan
pada bahan baku
songkok yakni kertas,
kain dan bludru.
Packaging: Pada
proses ini dimana
produk jadi dalam
keadaan baik akan
dipacking/dimasukka
n box lalu distokkan
kepada distributor.
17
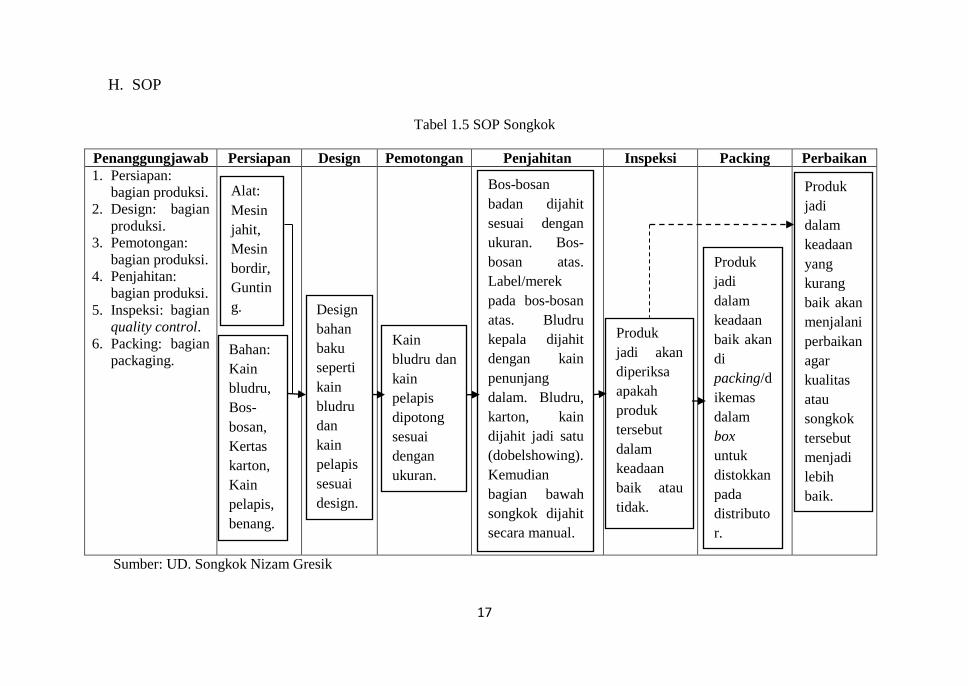
H. SOP
Tabel 1.5 SOP Songkok
Penanggungjawab Persiapan Design Pemotongan Penjahitan Inspeksi Packing Perbaikan
1. Persiapan:
bagian produksi.
2. Design: bagian
produksi.
3. Pemotongan:
bagian produksi.
4. Penjahitan:
bagian produksi.
5. Inspeksi: bagian
quality control.
6. Packing: bagian
packaging.
Sumber: UD. Songkok Nizam Gresik
Alat:
Mesin
jahit,
Mesin
bordir,
Guntin
g.
Bahan:
Kain
bludru,
Bos-
bosan,
Kertas
karton,
Kain
pelapis,
benang.
Design
bahan
baku
seperti
kain
bludru
dan
kain
pelapis
sesuai
design.
Kain
bludru dan
kain
pelapis
dipotong
sesuai
dengan
ukuran.
Bos-bosan
badan dijahit
sesuai dengan
ukuran. Bos-
bosan atas.
Label/merek
pada bos-bosan
atas. Bludru
kepala dijahit
dengan kain
penunjang
dalam. Bludru,
karton, kain
dijahit jadi satu
(dobelshowing).
Kemudian
bagian bawah
songkok dijahit
secara manual.
Produk
jadi akan
diperiksa
apakah
produk
tersebut
dalam
keadaan
baik atau
tidak.
Produk
jadi
dalam
keadaan
baik akan
di
packing/d
ikemas
dalam
box
untuk
distokkan
pada
distributo
r.
Produk
jadi
dalam
keadaan
yang
kurang
baik akan
menjalani
perbaikan
agar
kualitas
atau
songkok
tersebut
menjadi
lebih
baik.
18
KESIMPULAN
Berdasarkan data produksi yang diperoleh dari UD. Songkok Nizam
Gresik diketahui jumlah produksi pada bulan April 2018 adalah sebesar
12.730 unit songkok dengan kecacatan yang terjadi dalam produksi sebesar
648 unit songkok. Rata-rata kecacatan dalam setiap produk adalah sebesar
5,1%. Peta kontrol p dalam pengendalian kualitas produk dapat
mengidentifikasikan ternyata kualitas produk berada di luar batas kendali.
Sedangkan diagram pareto, perbaikan yang perlu dilakukan oleh UD.
Songkok Nizam untuk menekan atau mengurangi jumlah kecacatan yang
terjadi, dalam produksi jenis kecacatan cacat rontok yang lebih dominan
dengan 71,8% maka dari itu menjadi prioritas utama dalam perbaikan. Dari
analisa diagram fishbone bisa diketahui penyebab kecacatan pada produksi
yaitu dari faktor manusia/pekerja, mesin, metode kerja, material dan
lingkungan kerja.
DAFTAR PUSTAKA
Assauri, Sofjan. (1998). Manajemen Operasi Dan Produksi. Jakarta.
Assauri, Sofjan. (2008). Manajemen Produksi dan Operasi. Jakarta: LP-
FEUI. Alih bahasa Ivone Pongoh. Jakarta
Ishikawa, K. (1988). Teknik Penuntun Pengendalian Mutu. Jakarta:
Mediyatama Saranan Perkasa.
Ishikawa, K. (1992). Pengendalian Mutu Terpadu. Alih bahasa Budi Santoso.
Jakarta, Grasindo

19
Montgomery, Douglas C. 2001. Introduction to Statistical Quality Control.
4th Edition. New York: John Wiley & Sons, Inc.
Yamit, Zulian. (2003). Manajemen Produksi Dan Operasi. Yogyakarta.






![영상처리 실습 #4 Histogram 연산 [ Histogram 대화상자 만들기 ]. Histogram 대화상자 만들기](https://img.pdfslide.tips/doc/110x75/5697bfe71a28abf838cb5e1a/-4-histogram-histogram-.jpg)