Embed Size (px)
Citation preview
1
ANÁLISIS Y MEJORA DEL TRATAMIENTO DE AGUA PARA LA PREVENCIÓN DE INCRUSTACIONES EN LAS CALDERAS UTILIZADAS EN LA PLANTA DE EMULSIÓN
DE LA MINA CARBONES DEL CERREJÓN LLC
DANIA VANESSA ESCOBAR MENDOZA
UNIVERSIDAD NACIONAL DE COLOMBIA
SEDE MEDELLÍN FACULTAD DE MINAS
ESCUELA DE PROCESOS Y ENERGÍA MEDELLÍN
2010
2
ANÁLISIS Y MEJORA DEL TRATAMIENTO DE AGUA PARA LA PREVENCIÓN DE INCRUSTACIONES EN LAS CALDERAS UTILIZADAS EN LA PLANTA DE EMULSIÓN
DE LA MINA CARBONES DEL CERREJÓN LLC
DANIA VANESSA ESCOBAR MENDOZA
Trabajo Dirigido de Grado presentado como requisito para optar el Título de Ingeniera Química
DIRECTOR CARLOS IGNACIO SÁNCHEZ SÁENZ
INGENIERO QUÍMICO PROFESOR UNIVERSIDAD NACIONAL DE COLOMBIA
SEDE MEDELLÍN
UNIVERSIDAD NACIONAL DE COLOMBIA
SEDE MEDELLÍN FACULTAD DE MINAS
ESCUELA DE PROCESOS Y ENERGÍA MEDELLÍN
2010

3
A mis padres y hermanos, a quienes les debo su incondicional apoyo
para formarme como persona y como profesional.
4
AGRADECIMIENTOS A Dios, por darme fortaleza, salud, paciencia, tolerancia, inteligencia y resistencia para sobrellevar todos los inconvenientes que se me presentaron y poderlos solucionar. A la empresa Carbones del Cerrejón LLC, por permitir desarrollar este trabajo en sus instalaciones y por brindarme las herramientas necesarias para la realización del mismo. A mis padres, Margarita Mendoza y José Escobar, quienes siempre han estado conmigo en todos los momentos de mi vida. A mi hermano Dimas, a quien le debo gran parte de lo que hoy en día soy. A mis hermanos Diego, Maira y su esposo Aimer Rivera, por confiar en mí y en mis capacidades. A Carlos Sánchez Sáenz, por aceptar ser mi asesor en este proyecto. A Pedro Pinto y Orieta Ortíz, Analistas de Soporte Administrativo – Carbones del Cerrejón LLC, por su iniciativa y recomendaciones en este proyecto. A Ramón Rojas, Supervisor de La Planta de Emulsión – Carbones del Cerrejón LLC, por darme su total apoyo y confianza. A los trabajadores de la Planta de Emulsión – Carbones del Cerrejón LLC, por permitirme aprender de cada uno de ellos, en especial al señor Víctor López. A Edgar Villadiego, APS de Perforación y Voladura – Carbones del Cerrejón LLC, por sus palabras, apoyo y enseñanzas. A mis compañeros de prácticas del Departamento de Producción - Carbones del Cerrejón LLC, Jair Vergara, Yeison Cantillo, Lina Martelo, Juan Deluquez, Steven Gómez, Jorge W. Londoño, Francisco Mazeneth y Raúl Carrillo, por su amistad y colaboración. A todos aquellos que de una u otra forma hicieron posible la realización de este proyecto. Mil Gracias.
5
CONTENIDO
1. INTRODUCCIÓN……………………………………… ……………………….. 12
2. PLANTEAMIENTO DEL PROBLEMA………………………………. ……….13
3. JUSTIFICACIÓN……………………………………………..………………… 15
4. OBJETIVOS ………………………………………………………………….... 16
4.1. OBJETIVO GENERAL………………………………………………… …….... 16
4.2. OBJETIVOS ESPECÍFICOS……………………………………………….... 16
5. METODOLOGÍA………………………………………………………………... 17
6. FUNDAMENTACIÓN TEÓRICA………………………………………………. 19
6.1. ASPECTOS TEÓRICOS DE LAS INCRUSTACIONES………………….. 19
6.1.1 Generalidades…………………………………………………………… 19
6.2. TRATAMIENTO DE AGUA DE CALDERAS………………………………. 27
6.2.1. Generalidades………………………………………………………….. 27
6.3. PARÁMETROS QUÍMICOS Y SU IMPORTANCIA………………………..28
6.3.1. Dureza Total……………………………………………………………… 28
6.3.2. Hidracina…………………………………………………………………. 28
6.3.3. Cloruros………………………………………………………………….. 29
7. CAUSAS DE LAS INCRUSTACIONES EN LAS CALDERAS DE LA PLANTA DE EMULSIÓN DE LA MINA CARBONES DEL CERREJÓN LLC… 30 7.1.ESPINA DE PESCADO………………………………………………………. 30
8. CARACTERIZACIÓN DEL AGUA DE ALIMENTACIÓN AL PROCESO…. 31
9. SUAVIZADOR DÚPLEX ALTERNANTE DE INTERCAMBIO IÓNICO - CATIONICO……………………………………………………………………..….. 34 9.1. ESPECIFICACIONES………………………………………………………. 34
9.2 CARACTERÍSTICAS.……………………………………………………….. 35
6
9.3. PROCESO DE SUAVIZACIÓN DEL AGUA …………………………….. 35
9.3.1. Servicio.………………………………………………………………… 36
9.3.2. Retrolavado……………………………………………………………. 36
9.3.3. Regeneración.……………………………………………………….... 36
9.3.4. Enjuague Lento……………………………………………………….. 36
9.3.5. Enjuague Rápido.…………………………………………………….. 36
9.4. RESINA DE INTERCAMBIO IÓNICO – CATIÓNICO…………………… 36
9.5. SISTEMA DE REGENERACIÓN DE LAS COLUMNAS DE SUAVIZACIÓN…………………………………………………………………...... 37
9.5.1. Eyector de Salmuera…………………………………………………. 38 9.5.2. Válvula de Salmuera…………………………………………………. 38
9.6. PROGRAMA DE MANTENIMIENTO DEL EQUIPO SUAVIZADOR…… 38
10. SISTEMA DE DOSIFICACIÓN DE QUÍMICOS ANTIINCRUSTANTES...... 41
10.1. SUSTANCIAS QUÍMICAS EMPLEADAS PARA TRATAMIENTO INTERNO DE AGUA DE CALDERAS…………………………………………… 41
10.1.1. Hidróxido de Sodio o Soda Cáustica (NaOH)……………………… 41 10.1.2. Hidróxido de calcio o cal (Ca(OH)2)…………………………..……… 41 10.1.3. Fosfatos de Sodio (Na2(HPO4))………………………………………. 41
10.1.4. Ácidos Inhibidores……………………………………………………. 41
11. BOMBAS DOSIFICADORAS ELECTRÓNICAS………………………....... 43
11.1. PRINCIPIOS DE OPERACIÓN……………………………………………. 43
11.2. MATERIALES DE CONSTRUCCIÓN…………………………………….. 43
11.3. MONTAJE.………………………………………………………………....... 44
11.4. RUTINA DE MANTENIMIENTO………………………………………....... 45
11.5. REEMPLAZO DEL DIAFRAGMA………………………………………….. 46
7
12. CONCLUSIONES Y RECOMENDACIONES……………………………….. 47
13. REFERENCIAS………………………………………………………………… 49
8
LISTA DE TABLAS Tabla 1. Impurezas causantes de las incrustaciones.
Tabla 2. Límites de impurezas recomendadas por un comité investigador de ASME, para el agua de calderas, para calderas a diferentes presiones de trabajo.
Tabla 3. Límites de impurezas recomendadas por un comité investigador de ASME, para el agua de alimentación, para calderas a diferentes presiones de trabajo.
Tabla 4. Posibles resultados para diferentes condiciones de agua según la utilización de varios métodos de tratamiento externos.
Tabla 5. Clasificación de la Dureza en el Agua.
Tabla 6. Pruebas realizadas al agua de alimentación.
Tabla 7. Resultados de los Análisis de agua potable.
Tabla 8. Resultados de los Análisis de agua industrial.
Tabla 9. Problemas y solución que se pueden presentar en el Suavizador.
9
LISTA DE FIGURAS Figura 1. Suavizador dúplex alternante de intercambio iónico – catiónico – Planta de Emulsión – Cerrejón.
Figura 2. Tanque de solución de Cloruro de Sodio para el Suavizador de la Planta de Emulsión – Cerrejón
Figura 3. Bombas Dosificadoras de Químicos Planta de Emulsión – Cerrejón.
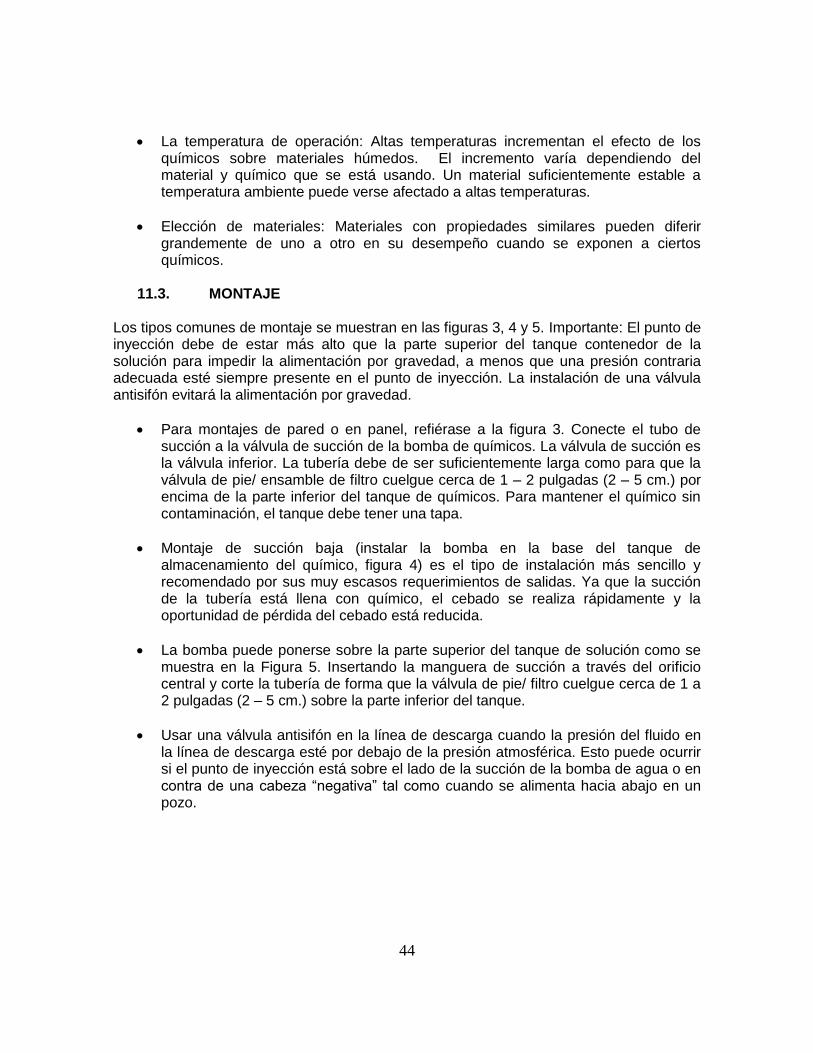
Figura 4. Montajes recomendados para las bombas dosificadoras de químicos.
Figura 5. Ruptura del Diafragma de las bombas dosificadoras de químicos.
10
LISTA DE ANEXOS ANEXO A. AUTORIZACIÓN POR PARTE DE LA EMPRESA CARBONES DEL CERREJÓN PARA EL USO DE LA INFORMACIÓN POR FUERA DE LA COMPAÑÍA, CONTENIDA EN ESTE PROYECTO Y SÓLO PARA FINES ACADÉMICOS. ANEXO B. INFORMACIÓN GENERAL DE LA EMPRESA CARBONES DEL CERREJÓN LLC. ANEXO C. GUÍA INSTRUCTIVA PARA EL MANEJO DE LA BASE DE DATOS DE REPORTE DIARIO DE LABORATORIO DEL AGUA DE CALDERAS Y SUAVIZADOR DE LA PLANTA DE EMULSIÓN - CARBONES DEL CERREJÓN LIMITED. ANEXO D. FORMATO DE MANTENIMIENTO PARA EL SUAVIZADOR – PLANTA DE EMULSIÓN – CERREJÓN. ANEXO E. FORMATO DE MANTENIMIENTO PARA LAS BOMBAS DOSIFICADORAS DE QUÍMICOS – PLANTA DE EMULSIÓN – CERREJÓN.
11
RESUMEN
El presente trabajo tuvo como objetivos el análisis de todo el proceso que involucra un tratamiento de agua de calderas, para la prevención de problemas tan agravantes para este tipo de equipo como lo son las incrustaciones y la determinación de la eficiencia de ciertos procesos complementarios de la actividad de la generación de vapor. Para ello se realizo una revisión bibliográfica acerca del tratamiento de agua de calderas, que incluyó la lectura de las características y métodos empleados, además, de la lectura de los manuales de funcionamiento de los equipos externos que hacen parte de este proceso. Posteriormente se llevo a cabo una parte experimental en la cual, en primer lugar se hicieron análisis o caracterización del agua de alimentación a los equipos, siguiendo métodos estándar de laboratorio como también las pruebas a las agua de las calderas para su posterior análisis con el fin de minimizar errores en dicho tratamiento. Se evaluaron parámetros como pH, sólidos disueltos, dureza, alcalinidades, entre otros. A partir de las pruebas realizadas y de observaciones e inspecciones, se identificaron los problemas incrustantes del sistema, se formuló el diagnóstico respectivo y se plantearon algunas recomendaciones de solución que la empresa Carbones del Cerrejón LLC acoge y se procede a la implementación de estas. Palabras claves: Agua, incrustaciones, análisis.
ABSTRACT In this paper performed an analysis of the process involving a boiler water treatment for the prevention of problems for this type of equipment such as scale, also the determination of the efficiency of complementary processes of the steam generation. A literature was consulted on the treatment of boiler water, which included the reading of the characteristics and methods used, reading the manual operation of external equipment of this process. Subsequently do an experimental part which were first analysis or characterization of the water food to the equipment, following standard laboratory methods as well analysis the boiler water for to minimize errors in such treatment. Parameters such as pH, dissolved solids, hardness, alkalinity, among others. From the analysis and some observations and inspections, some problems were identified in the system, are made the respective diagnosis and some recommendations for solution that Carbones del Cerrejón LLC take and proceeds to implement. Keywords: Water, scale, analysis.
12
1. INTRODUCCIÓN
La incrustación de sólidos en calderas es uno de los fenómenos que más afecta a la industria en todos sus niveles, aumentando con el transcurrir del tiempo, debido al mal uso de productos químicos para mitigarlas, combinado con una inadecuada prevención y mantenimiento, que agravan aún más los problemas. Este es entonces un problema por considerar en la industria por su incidencia económica e ingenieril ya que es responsable de la sustitución de equipos, del mantenimiento y de pérdidas de tiempo y dinero por paradas de planta, seguridad, corrosión, entre otras. Además, las incrustaciones formadas son un gran inconveniente debido a que actúan como aislante térmico, disminuyendo de esta manera, la transferencia de calor y, por tanto, la productividad del equipo. En las tres calderas de la Planta de Emulsión Norte de La Mina Carbones del Cerrejón LLC se presenta el problema de incrustaciones1 y lo que se pretende es identificar su origen que puede ser el mal funcionamiento y mantenimiento de los equipos externos que están involucrados en el proceso, tales como las bombas, suavizador, tuberías, entre otros, y en gran parte de las características del agua, la cual es tomada de pozos y a su vez es tratada con anterioridad con el fin de llevar a los valores permitidos las sales minerales que esta tiene.
Conociendo, entonces, la importancia que tiene mantener en las mejores condiciones y con la más alta productividad las calderas se vio la necesidad de la realización de este proyecto para hacerle un seguimiento y dar mejora al tratamiento de las aguas usadas en estos equipos (se usan aguas potables y aguas de pozo), minimizando así las incrustaciones y posibles accidentes, como también mantenimientos costosos que esto implica.
1 Según el personal que labora en la Planta, desde siempre se ha presentado este tipo de problemas en las
calderas.
13
2. PLANTEAMIENTO DEL PROBLEMA
Carbones de Cerrejón LLC, empresa dedicada hace más de 25 años a la explotación minera de carbón y posicionada dentro de las minas a cielo abierto como la más grande del mundo, cuenta con un proceso que abarca desde la planeación, diseño, dirección, control y seguimiento de la explotación de carbón hasta el manejo, transporte y exportación del mismo. Todas estas actividades acompañadas de una responsabilidad social, ambiental y de un ambiente lleno de seguridad. Para extraer anualmente en el Cerrejón las cantidades de carbón fijadas en el plan anual que oscilan entre 31 y 32 millones de toneladas, es necesario remover alrededor de 225 millones de metros cúbicos de material estéril2. Para lograr esto, la Superintendencia de Perforación y Voladura tiene la misión de entregar a la operación minera el material estéril debidamente fragmentado en forma oportuna y con el menor impacto en la operación, aplicando los principios de integridad operacional usando la tecnología adecuada y a costos competitivos. Volar el material estéril es un trabajo completo que necesita una cuidadosa planeación y un eficaz trabajo en equipo. Así mismo, el proceso de voladura implica el uso de explosivos y accesorios, lo cual demanda el estricto cumplimiento de normas y procedimiento establecidos para controlar los riesgos asociados con estos. El proceso de Perforación y Voladura comprende básicamente cinco subprocesos: Planeación y diseño, perforación, producción de emulsión, transporte de emulsión y voladura. La emulsión es un agente de voladura producto de la mezcla de una solución combustible cuya base es el ACPM y el monoleato de sorbitol y una solución de nitrato de amonio, agua y otros productos químicos en menor proporción. La reacción ocurrida entre el nitrato de amonio y el agua provoca una disminución en la temperatura de la solución llegando a un punto de cristalización. Por tal motivo, se requiere un sistema para mantener entre 70 y 80 grados centígrados la temperatura de la solución3. Para esto, la Planta de Emulsión cuenta con tres calderas para la generación de vapor de agua, el cual es inyectado a los tanques en donde se produce dicha solución, manteniendo así la temperatura adecuada para este proceso.
Un problema común en estos generadores es el de las incrustaciones de sólidos, que disminuye la eficiencia de estos equipos. Para prevenir este problema, las calderas deben contar con un sistema de dosificación de ciertos químicos con gran afinidad a los iones que provocan las incrustaciones en las calderas. Además de esto, es de vital importancia contar con equipos para la eliminación de la dureza del agua, es decir, de las sales minerales o iones que provocan las grandes incrustaciones en las paredes internas de los generadores.
2 Según Edgar Villadiego, APS de Perforación y Voladura – Carbones del Cerrejón LLC.
3 Información proporcionada en el momento de la inducción al puesto de trabajo.
14
No obstante, a pesar de contar con estos equipos y sustancias químicas, en Cerrejón se ha presentado este tipo de problemas en estos equipos, por tal motivo se propone este proyecto para analizar el sistema integrado de tratamiento de agua de las calderas generando propuestas que permitan mejoras en este proceso.
15
3. JUSTIFICACIÓN Una emulsión, químicamente hablando, es un sistema bifásico en forma de una dispersión estable de un líquido inmiscible en otro. En Cerrejón, este sistema bifásico, es utilizado como agente de voladura, resistente al agua, ideal para fragmentar rocas de mayor dureza en condiciones de humedad extrema en barrenos o pozos de voladura. El proceso de fabricación de emulsión, es llevado a cabo en la Planta de Emulsión en donde se debe cumplir con un plan mensual/anual de producción, logrando los más altos estándares de calidad y seguridad. La repetitividad4 de los casos en que, por medio de pruebas de labotarorio, se observa una variabilidad en las propiedades del agua que ingresa a las calderas, como lo son las alcalinidades y el pH, ha generado ciertos efectos negativos en las paredes internas de las calderas; efectos negativos como las incrustaciones de sólidos que en grosores apreciables significan menor absorción de calor por el agua de caldera, con la consiguiente perdida de eficiencia o rendimiento. Además, debido a que la incrustación es un mal conductor del calor, las superficies de calefacción de caldera aisladas del agua caliente por un lado y expuestas a los gases calientes por el otro, pueden alcanzar rápidamente temperaturas peligrosamente altas, teniendo lugar a serios daños como la rotura de tubos y posibles accidentes, sin ocultar el aumento en los costos de operación y mantenimiento, lo que es igual a una disminución de la disponibilidad del equipo y por tanto de su productividad. Los costos no planeados en que se incurre cuando de hace un mantenimiento de estos equipos, aumenta el costo de producción de emulsión y, por tanto, los costos de explotación de carbón. Determinando así que este problema produce disminuciones económicas y de operación para Cerrejón.
4 Según observaciones realizadas a los informes de las pruebas de laboratorio que se realizan en la Planta.
16
4. OBJETIVOS
4.1. OBJETIVO GENERAL Analizar y dar mejora al proceso de tratamiento de agua de las calderas de la Planta de Emulsión, bajo la metodología Six Sigma, con el fin de minimizar las incrustaciones en estos equipos aportando un valor significativo a su vida útil, a su productividad y a la reducción de costos de mantenimiento.
4.2. OBJETIVOS ESPECÍFICOS
Evaluar el funcionamiento y mantenimiento del suavizador.
Realizar un análisis químico-estadístico de los datos arrojados por las pruebas de laboratorio realizadas al agua de las calderas y al agua del suavizador.
Evaluar la Dosificación, frecuencia y eficacia de los químicos usados.
Diseñar un plan de control y seguimiento al proceso de entrada del agua a las calderas y equipos externos.
17
5. METODOLOGÍA
El desarrollo general de este proyecto se hará bajo la metodología Six Sigma5, definida por Cerrejón como una herramienta que se adopta para resolver problemas estructurales existentes y desarrollar oportunidades de mejora considerando que permite ampliar la capacidad para predecir los resultados, facilitando el entendimiento de las causas reales de estos usando hechos y datos apropiadamente para medir, analizar, mejorar y controlar el desempeño de un proceso, producto u operación atacando los defectos y apuntando a mejorar parámetros claves operacionales. En Six Sigma, el proceso de resolución de problemas se hace mediante el ciclo DMAIC: Definir, Medir, Analizar, Mejorar y Controlar. Definir: Identificar las oportunidades y beneficios potenciales para los clientes y la misma empresa. Medir: Reconocer los tipos y las frecuencias de los defectos del proceso, producto u operación. Analizar: Determinar cuales son las potenciales causas raíz de los problemas y las oportunidades de mejoramiento. Mejorar: Encontrar las posibles soluciones y establecer cómo las podemos implementar mejor. Controlar: Mantener lo que se ha ganado. Esta metodología se realiza continuamente en todo el proyecto, siempre se está definiendo, midiendo, analizando, dando mejoras y controlando. En el Ciclo DMAIC para este proyecto, la etapa de controlar se realizará por parte de los operadores de la planta de emulsión que intervienen en el tratamiento de agua de calderas debido a que esta etapa requiere un largo periodo y un continuo seguimiento, tiempo con el cual no se cuenta por el tipo de contrato de aprendizaje que se tiene. Se entregara, entonces, a estos trabajadores la manera de controlar y el seguimiento que se debe tener en este proceso. Para lograr específicamente los objetivos, la metodología a seguir respectivamente será:
Caracterizar el agua de alimentación al suavizador determinando las condiciones de entrada de esta mediante pruebas en el laboratorio día a día de pH, dureza y sólidos disueltos.
A través de lecturas detalladas del manual de operación del suavizador y por caracterización del agua de salida del equipo, se determinará las condiciones
5 CERREJÓN. Taller de “yellow belt”: Mejoramiento de Procesos, Departamento de Productividad y
Tecnología.
18
subestándar de este. Además junto con el Departamento de Mantenimiento se tendrá un plan de mantenimiento del equipo.
Se diseñará una base de datos electrónica donde se ingresará día a día los resultados de las pruebas realizadas a estas aguas con el fin de analizar la tendencia de cada una de las características de éstas y tomar así decisiones a tiempo.
A través de lecturas detalladas del manual de las bombas y consultando la información ofrecida por el proveedor de los productos químicos y mediante inspección visual y medida de caudales.
Durante el desarrollo de los objetivos anteriores, ir determinando cuáles son las oportunidades de mejora en todo el proceso y diseñar a la vez un plan de seguimiento para que sea una mejora continua, ya sea revisiones a los equipos que de acuerdo con los resultados y estudios se harán en ciertos periodos.
19
6. FUNDAMENTACIÓN TEÓRICA
6.1. ASPECTOS TEÓRICOS DE LAS INCRUSTACIONES
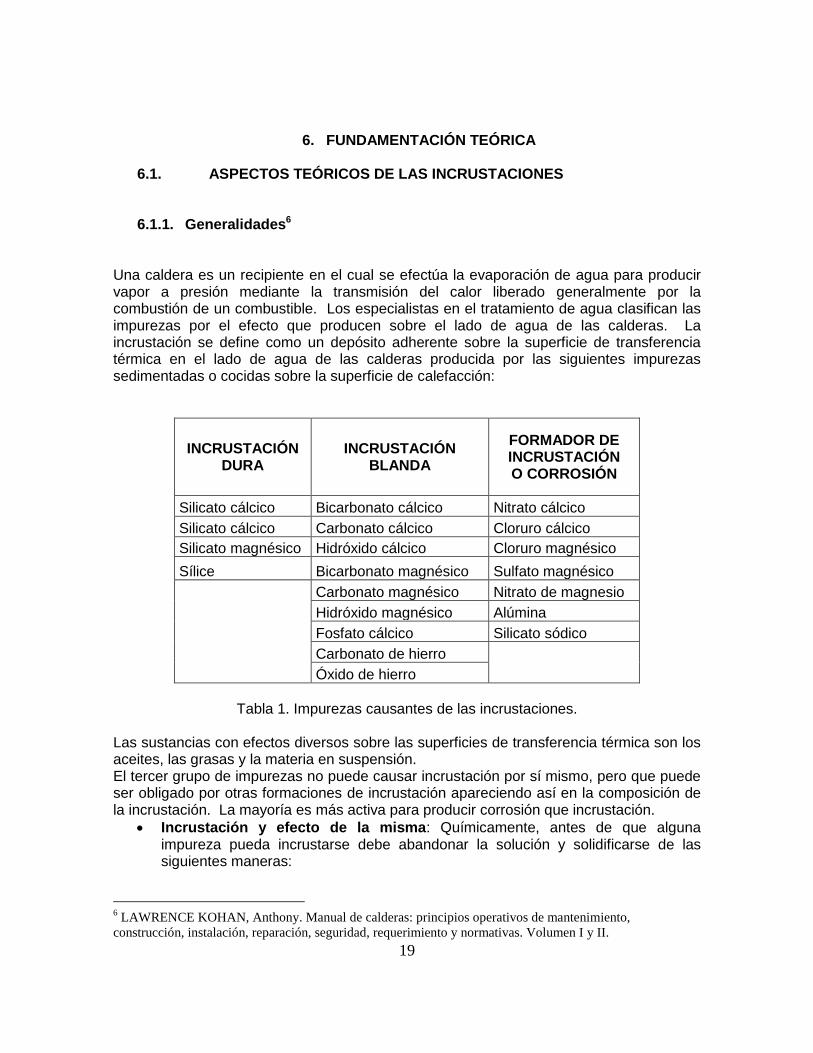
6.1.1. Generalidades6 Una caldera es un recipiente en el cual se efectúa la evaporación de agua para producir vapor a presión mediante la transmisión del calor liberado generalmente por la combustión de un combustible. Los especialistas en el tratamiento de agua clasifican las impurezas por el efecto que producen sobre el lado de agua de las calderas. La incrustación se define como un depósito adherente sobre la superficie de transferencia térmica en el lado de agua de las calderas producida por las siguientes impurezas sedimentadas o cocidas sobre la superficie de calefacción:
INCRUSTACIÓN DURA
INCRUSTACIÓN BLANDA
FORMADOR DE INCRUSTACIÓN O CORROSIÓN
Silicato cálcico Bicarbonato cálcico Nitrato cálcico
Silicato cálcico Carbonato cálcico Cloruro cálcico
Silicato magnésico Hidróxido cálcico Cloruro magnésico
Sílice Bicarbonato magnésico Sulfato magnésico
Carbonato magnésico Nitrato de magnesio
Hidróxido magnésico Alúmina
Fosfato cálcico Silicato sódico
Carbonato de hierro
Óxido de hierro
Tabla 1. Impurezas causantes de las incrustaciones.
Las sustancias con efectos diversos sobre las superficies de transferencia térmica son los aceites, las grasas y la materia en suspensión. El tercer grupo de impurezas no puede causar incrustación por sí mismo, pero que puede ser obligado por otras formaciones de incrustación apareciendo así en la composición de la incrustación. La mayoría es más activa para producir corrosión que incrustación.
Incrustación y efecto de la misma: Químicamente, antes de que alguna impureza pueda incrustarse debe abandonar la solución y solidificarse de las siguientes maneras:
6 LAWRENCE KOHAN, Anthony. Manual de calderas: principios operativos de mantenimiento,
construcción, instalación, reparación, seguridad, requerimiento y normativas. Volumen I y II.
20
1. Por reducción de solubilidad con incremento de temperatura del agua, en aquellas impurezas clarificadas como de solubilidad negativa.
2. Por exceder el punto de saturación de modo que el agua no pueda disolver más impurezas en ese estado y precipite fuera de la solución.
3. Por cambios químicos por el calor para formar sustancias insolubles, como los bicarbonato de calcio y magnesio.
Así, la incrustación puede implicar varios cambios químicos que ocurren en el agua de caldera. Hay dos objeciones a la incrustación sobre las superficies calefactoras de calderas:
1. La incrustación es un aislante muy eficiente del calor, la cual varía el grado de aislamiento con su densidad. Su presencia en grosores apreciables significa menor absorción de calor por el agua de caldera con la consiguiente pérdida de eficiencia o rendimiento de caldera.
2. Debido a que la incrustación es un mal conductor del calor, las superficies de calefacción de caldera aisladas del agua caliente por un lado y expuestas a los gases calientes por el otro pueden alcanzar pronto temperaturas peligrosamente altas. De hecho, han tenido lugar serios daños: rotura de tubos.
La formación de incrustaciones a menudo aumenta con la velocidad de evaporación. Así, los depósitos de incrustación a menudo serán mayores donde la temperatura de los gases sea más elevada. Como ejemplo, a menudo un fallo en un tubo de una caldera de tubos de agua de alta presión puede encontrarse en la zona de alta absorción de calor donde se forman las burbujas de vapor. La envolvente de agua que rodea las burbujas contiene ahora las impurezas de la burbuja de vapor y las impurezas que ya tenía en disolución. El área bajo la burbuja de vapor del tubo está normalmente seca y esto hace que la temperatura del tubo suba. Por la solubilidad negativa de las sustancias, la solubilidad de estos compuestos es ahora baja, y esto produce que el compuesto forme incrustaciones en la superficie de los tubos, porque la solución ha alcanzado su punto de saturación a la temperatura del tubo. El depósito puede aumentar y actuar como un aislante, de lo que resulta una transmisión de calor pobre. Esto lleva al sobrecalentamiento del metal por debajo de la incrustación y a producir la rotura del tubo, debido a la incrustación. La incrustación media tiene una conductividad térmica casi igual que el ladrillo refractario o aproximadamente 1/48 partes de la del acero. La incrustación es normalmente más seria en la caldera de tubos de agua que en la de tubos de humos. Un recubrimiento de incrustación de 1.6 mm de espesor en tubos de agua expuestos al calor radiante puede producir la rotura del tubo, mientras que depósitos mayores de incrustación en los tubos de fuego pueden producir pérdidas de eficiencia, aunque no son peligrosos. La razón de esta diferencia es que los tubos de fuego o humos absorben calor por convección y no por exposición radiante. La incrustación en las calderas de tubos de humos también puede afectar a los tubos, pero generalmente estos ceden por sobrecalentamiento. Sin embargo, los hogares de caldera escocesas marinas que absorben calor radiante se han combado seriamente por el sobrecalentamiento debido a incrustaciones como el que tienen las virolas de fondo de
21
las calderas de hogar interior. La formación de incrustación puede también bloquear la acción adecuada de los controles e incluso válvulas de seguridad por cegado de conexiones o por bloqueo de la válvula o de los controles. Una causa principal de los fallos de válvulas de seguridad es la acumulación de depósitos alrededor del asiento, lo que lleva a la válvula a bloquearse en su posición cerrada. Un programa regular de pruebas de válvulas evita este tipo de fallo a medida que mejora la pureza del agua y del vapor. Los grandes depósitos de incrustación son generalmente un indicativo de negligencia en la incrustación, que puede ser evitada en la mayoría de los casos por un tratamiento adecuado del agua. Donde las incrustaciones han formado un grosor apreciable, debería ser eliminada y, una vez que se ha conseguido limpiar la caldera, deben tomarse las medidas adecuadas para evitar su recurrencia.
Identificación de la incrustación. Costras de diferentes consistencias pueden aparecer en una caldera y requieres análisis químicos posteriores para su identificación. Las incrustaciones aquí descritas muestran las características de los diferentes tipos que pueden hallarse en calderas: 1. Sulfato cálcico: origina una costra muy dura que se adhiere tenazmente a las
superficies calefactoras. Esta sal se considera la peor causa de su dureza extrema, por la dificultad en su eliminación y su baja conductividad térmica.
2. Carbonato cálcico: es una incrustación blanda, de tipo cenagoso, normalmente blanquecina de apariencia y se quita fácilmente por lavado con agua.
3. Carbonato de magnesio: forma una costra blanda de tipo similar a la de carbonato cálcico.
4. Sílice: no forma incrustación en solitario, sino que imparte una estructura vítrea a los depósitos de sulfato cálcico, lo que produce una costra muy dura, frágil y prácticamente insoluble en los ácidos. La sílice en las calderas de alta presión de una central térmica generadora se volatiliza y viaja con el vapor al turbogenerador para depositarse como incrustación dura, pareciendo porcelana sobre las piezas internas de la turbina.
5. Silicato de calcio y magnesio: Ambos tienden a producir costras de estructura densa y cristalina, muy adherente a las superficies de transferencia térmica y con bajas características de transferencia de calor.
6. Hidróxido de calcio y magnesio: producen depósitos blandos que pueden adherirse o cementar con otras sustancias.
7. Carbonato de hierro: se encuentra con frecuencia en otras incrustaciones y es una sustancia indeseable porque añade una naturaleza corrosiva a la costra que aparece.
24
8. Fosfato de calcio y magnesio: son subproductos de los tratamientos de agua
por fosfato y aparecen como un lodo blando que se elimina fácilmente por purga.
9. Sulfato de magnesio: no es demasiado común en la incrustación pero, donde aparece solo, la costra es comparativamente blanda. Sin embargo, en combinación con el carbonato cálcico o el sulfato cálcico, puede resultar una incrustación vítrea muy dura.
Prevención de la formación de incrustaciones. Generalmente se emplean las estrategias siguientes en la prevención de la formación de costras: 1. Evitar el uso de agua dura en caldera. Esta dureza es debida principalmente a
la presencia de sales de calcio y magnesio. En análisis de agua, las condiciones de dureza del agua pueden reportarse como carbonatos, no carbonatos y dureza total. Las unidades de dureza se expresan como ppm equivalentes de carbonato cálcico. Los químicos de tratamiento de aguas se refieren a la dureza como si toda fuera debida al carbonato cálcico. Esto se hace usando los pesos atómicos equivalentes de los elementos implicados en la ecuación química.
2. La incrustación disminuye también manteniendo la concentración de impurezas de límites aceptables, usando tratamientos y purga para controlar esta concentración. Para recomendaciones de un comité investigador en sistemas termoeléctricos de la ASME que refleja las concentraciones deseables de impurezas para presiones diferentes en sistemas de calderas.
3. La incrustación se minimiza también siguiendo los tratamientos químicos externos e internos que se prescriba.
La purga de fondo debe integrarse con el tratamiento químicos que produce lodos que deben ser eliminados del agua de caldera.
25
AGUA DE CALDERA
PRESIÓN DE CALDERA
SÓLIDOS TOTALES
PPM
ALCALINIDAD TOTAL PPM
COMO CaCO3
SÍLICE, PPM COMO
SiO2
0 - 300 3500 700 75 - 50
301 - 450 3000 600 50 - 40
451 - 600 2500 500 45 - 35
601 - 750 2000 400 35 - 25
751 - 900 1500 300 20_8
901 - 1000 1250 250 10_5
1001 - 1500 1000 200 5_2
1501 - 2000 750 150 3 - 0,8
2001 - 2500 500 100 0,4 - 0,2
2501 - 3000 500 100 0,2 - 0,1
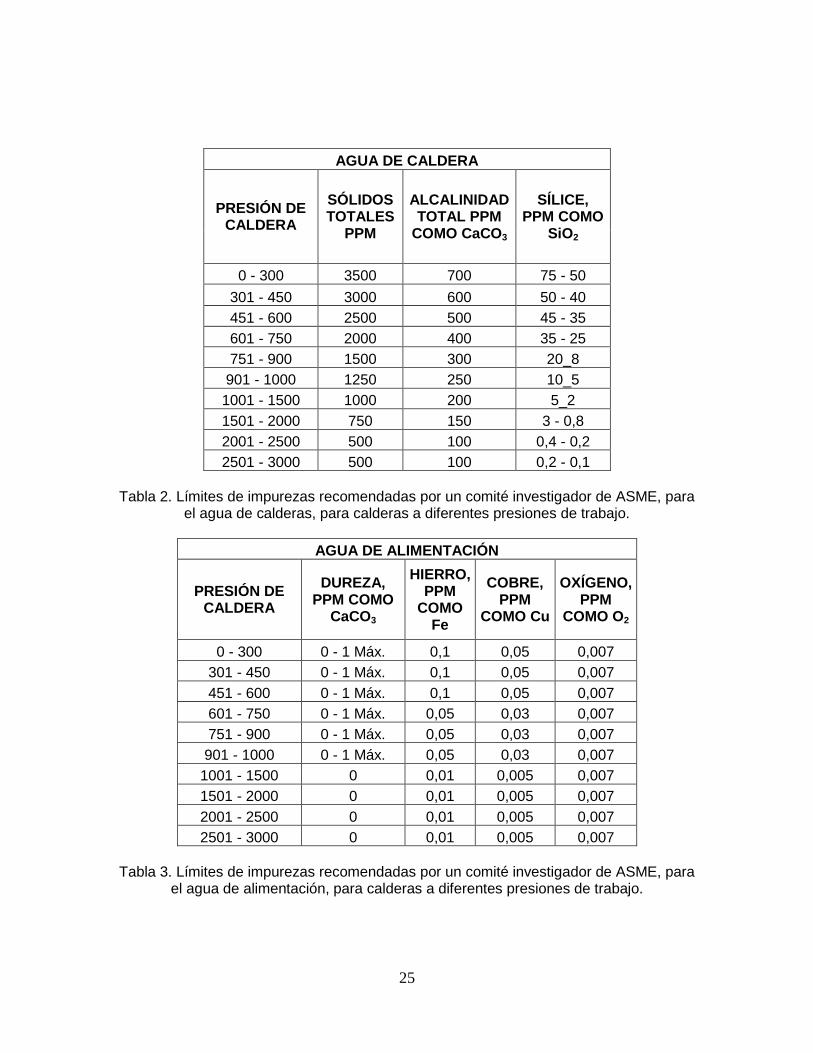
Tabla 2. Límites de impurezas recomendadas por un comité investigador de ASME, para
el agua de calderas, para calderas a diferentes presiones de trabajo.
AGUA DE ALIMENTACIÓN
PRESIÓN DE CALDERA
DUREZA, PPM COMO
CaCO3
HIERRO, PPM
COMO Fe
COBRE, PPM
COMO Cu
OXÍGENO, PPM
COMO O2
0 - 300 0 - 1 Máx. 0,1 0,05 0,007
301 - 450 0 - 1 Máx. 0,1 0,05 0,007
451 - 600 0 - 1 Máx. 0,1 0,05 0,007
601 - 750 0 - 1 Máx. 0,05 0,03 0,007
751 - 900 0 - 1 Máx. 0,05 0,03 0,007
901 - 1000 0 - 1 Máx. 0,05 0,03 0,007
1001 - 1500 0 0,01 0,005 0,007
1501 - 2000 0 0,01 0,005 0,007
2001 - 2500 0 0,01 0,005 0,007
2501 - 3000 0 0,01 0,005 0,007
Tabla 3. Límites de impurezas recomendadas por un comité investigador de ASME, para
el agua de alimentación, para calderas a diferentes presiones de trabajo.
26
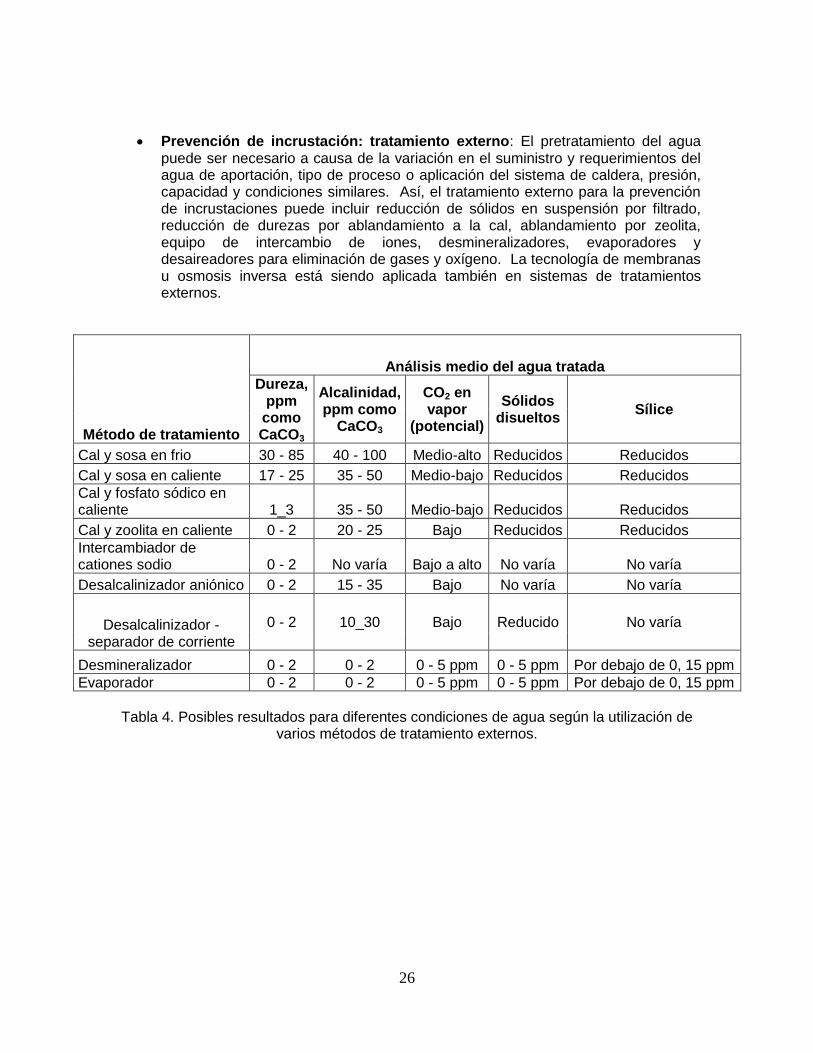
Prevención de incrustación: tratamiento externo: El pretratamiento del agua puede ser necesario a causa de la variación en el suministro y requerimientos del agua de aportación, tipo de proceso o aplicación del sistema de caldera, presión, capacidad y condiciones similares. Así, el tratamiento externo para la prevención de incrustaciones puede incluir reducción de sólidos en suspensión por filtrado, reducción de durezas por ablandamiento a la cal, ablandamiento por zeolita, equipo de intercambio de iones, desmineralizadores, evaporadores y desaireadores para eliminación de gases y oxígeno. La tecnología de membranas u osmosis inversa está siendo aplicada también en sistemas de tratamientos externos.
Método de tratamiento
Análisis medio del agua tratada
Dureza, ppm
como CaCO3
Alcalinidad, ppm como
CaCO3
CO2 en vapor
(potencial)
Sólidos disueltos
Sílice
Cal y sosa en frio 30 - 85 40 - 100 Medio-alto Reducidos Reducidos
Cal y sosa en caliente 17 - 25 35 - 50 Medio-bajo Reducidos Reducidos
Cal y fosfato sódico en caliente 1_3 35 - 50 Medio-bajo Reducidos Reducidos
Cal y zoolita en caliente 0 - 2 20 - 25 Bajo Reducidos Reducidos
Intercambiador de cationes sodio 0 - 2 No varía Bajo a alto No varía No varía
Desalcalinizador aniónico 0 - 2 15 - 35 Bajo No varía No varía
Desalcalinizador - separador de corriente
0 - 2 10_30 Bajo Reducido No varía
Desmineralizador 0 - 2 0 - 2 0 - 5 ppm 0 - 5 ppm Por debajo de 0, 15 ppm
Evaporador 0 - 2 0 - 2 0 - 5 ppm 0 - 5 ppm Por debajo de 0, 15 ppm
Tabla 4. Posibles resultados para diferentes condiciones de agua según la utilización de
varios métodos de tratamiento externos.
27
6.2. TRATAMIENTO DE AGUA DE CALDERA7
6.2.1. Generalidades
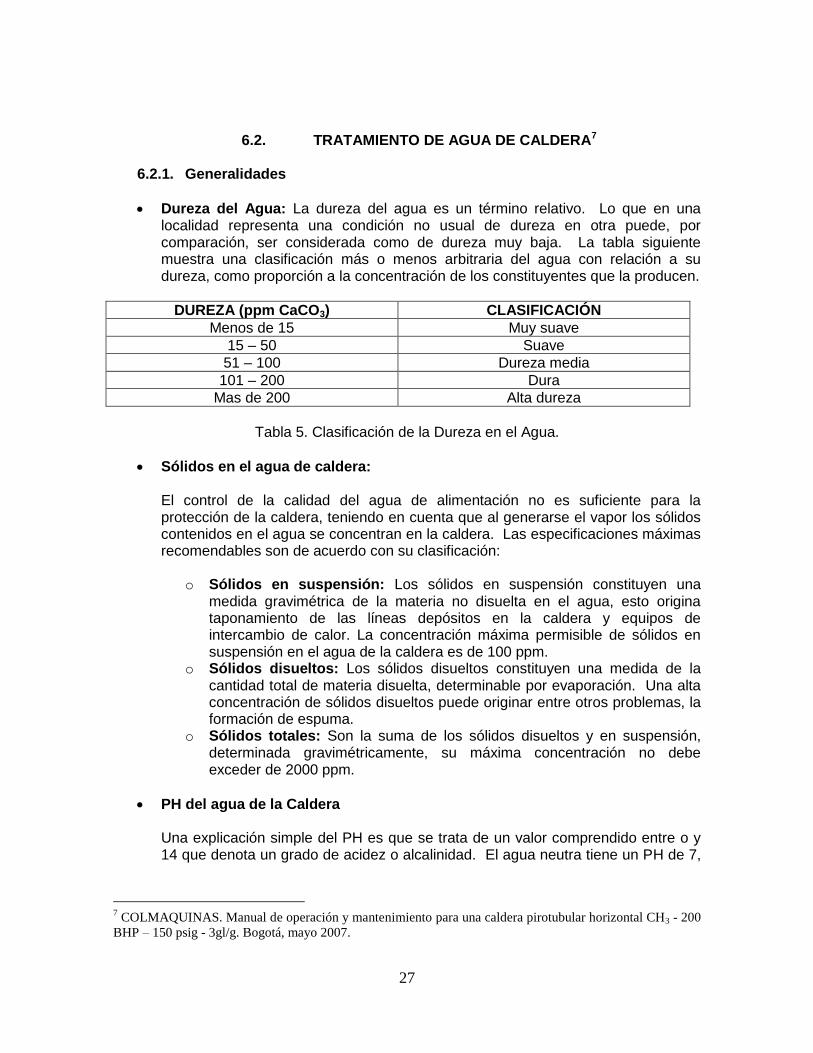
Dureza del Agua: La dureza del agua es un término relativo. Lo que en una localidad representa una condición no usual de dureza en otra puede, por comparación, ser considerada como de dureza muy baja. La tabla siguiente muestra una clasificación más o menos arbitraria del agua con relación a su dureza, como proporción a la concentración de los constituyentes que la producen.
DUREZA (ppm CaCO3) CLASIFICACIÓN
Menos de 15 Muy suave
15 – 50 Suave
51 – 100 Dureza media
101 – 200 Dura
Mas de 200 Alta dureza
Tabla 5. Clasificación de la Dureza en el Agua.
Sólidos en el agua de caldera: El control de la calidad del agua de alimentación no es suficiente para la protección de la caldera, teniendo en cuenta que al generarse el vapor los sólidos contenidos en el agua se concentran en la caldera. Las especificaciones máximas recomendables son de acuerdo con su clasificación:
o Sólidos en suspensión: Los sólidos en suspensión constituyen una medida gravimétrica de la materia no disuelta en el agua, esto origina taponamiento de las líneas depósitos en la caldera y equipos de intercambio de calor. La concentración máxima permisible de sólidos en suspensión en el agua de la caldera es de 100 ppm.
o Sólidos disueltos: Los sólidos disueltos constituyen una medida de la cantidad total de materia disuelta, determinable por evaporación. Una alta concentración de sólidos disueltos puede originar entre otros problemas, la formación de espuma.
o Sólidos totales: Son la suma de los sólidos disueltos y en suspensión, determinada gravimétricamente, su máxima concentración no debe exceder de 2000 ppm.
PH del agua de la Caldera
Una explicación simple del PH es que se trata de un valor comprendido entre o y 14 que denota un grado de acidez o alcalinidad. El agua neutra tiene un PH de 7,
7 COLMAQUINAS. Manual de operación y mantenimiento para una caldera pirotubular horizontal CH3 - 200
BHP – 150 psig - 3gl/g. Bogotá, mayo 2007.
28
los valores por debajo de 7 implican incremento en acidez mientras que los valores de 7 a 14 registran un crecimiento de alcalinidad. Puesto que el PH es la medida de la relativa alcalinidad o acidez del agua, constituye el factor más importante para juzgar la posibilidad de corrosión y formación de depósitos. Un valor bajo en PH favorece la corrosión de las superficies en contacto con el agua, mientras que un valor alto puede implicar la precipitación de carbonato de calcio sobre las superficies de intercambio de calor, líneas, etc. El valor del agua de alimentación se fija normalmente en un rango entre 7.5 y 9.5. El valor del PH en la caldera es usualmente ajustado a un mínimo de 10.5 para prevenir corrosión acida y dar un margen suficiente para precipitación de las sales generadores de depósitos. En general se puede establecer como regla general que cualquier análisis conducente a determinar la formación de depósitos o las tendencias corrosivas del agua de la caldera es incompleto sin la terminación del PH.
6.3. PARÁMETROS QUÍMICOS Y SU IMPORTANCIA8
6.3.1. Dureza Total: Se define como la característica que representa la concentración total de iones Ca y Mg, expresados como CaCO3. Estos 2 iones producen sobre las superficies de transferencia térmica y otras partes internas, depósitos voluminosos y pesados que varían desde precipitados suaves y lodos (sales de magnesio) hasta duras incrustaciones (Sales de Ca). Como ambos iones reaccionan de un modo diferente en la caldera, deben analizarse por separado.
La dureza en el agua es causada principalmente por la presencia de iones de calcio y magnesio. Algunos otros cationes divalentes también contribuyen a la dureza como son, estroncio, hierro y manganeso, pero en menor grado ya que generalmente están contenidos en pequeñas cantidades.
La dureza la adquiere el agua en su paso a través de las formaciones de roca que contienen los elementos que la producen. El poder solvente lo adquiere el agua, debido a las condiciones ácidas que se desarrollan en su paso por la capa de suelo, donde la acción de las bacterias genera CO2, el cual existe en equilibrio con el ácido carbónico. En estas condiciones de pH bajo el agua ataca las rocas, particularmente a la calcita (CaCO3), entrando los compuestos en solución.
6.3.2. Hidracina: Es un excelente compuesto utilizado para eliminar el oxigeno en aguas de calderas en general. Debe evitarse el exceso, pues la hidracina, por
8 MERCK. Informe Químico de merck No 37.
29
encima de 270 C puede descomponerse, contaminando el vapor con NH3, el cual, en presencia del oxigeno disuelto, ataca las aleaciones de cobre.
6.3.3. Cloruros: El ión cloruro por ser pequeño y sumamente móvil acelera reacciones de corrosión, debido a su capacidad para penetrar e incrementar la velocidad de disolución del hierro y además contribuye al aumento del contenido de electrolitos. Los cloruros aceleran la corrosión por esfuerzo en aleaciones de acero inoxidable. Los cloruros se concentran en relación exacta a la cantidad de evaporación que se produce, por lo tanto el análisis de cloruro en el agua de la fuente reemplazo y en el agua de caldera, sirva para estimar la cantidad de evaporación y la necesidad de purga. Un contenido alto en el agua de alimentación causa picaduras serias en los tubos o en el domo de la caldera, el CO2 descargado de la caldera con el vapor puede causar una corrosión activa en las turbinas, líneas de vapor o equipos auxiliares.
El CO2 se remueve por desmineralización, aireación, desaireación al vacio, adsorción en resinas de intercambio aniónico. La remoción interna se hace por álcalis, polifosfatos (para formar película hierro-fosfato), aminas y morfolina.
Si el agua se va a utilizar para alimentación de calderas, es esencial conocer el contenido de carbonatos, al fin de decidir el tratamiento adecuado. En las calderas de baja presión conviene mantener una reserva de carbonato debidamente controlada en el agua de caldera, a fin de evitar que se deposite CaSO4, el cual forma una incrustación muy dura. Puesto que el CaCO3 es mucho menos soluble que el CaSO4 a las temperaturas del agua de caldera, la presencia de ion carbonato asegura que el calcio residual se precipitará en forma de CO3 y no de SO4.
30
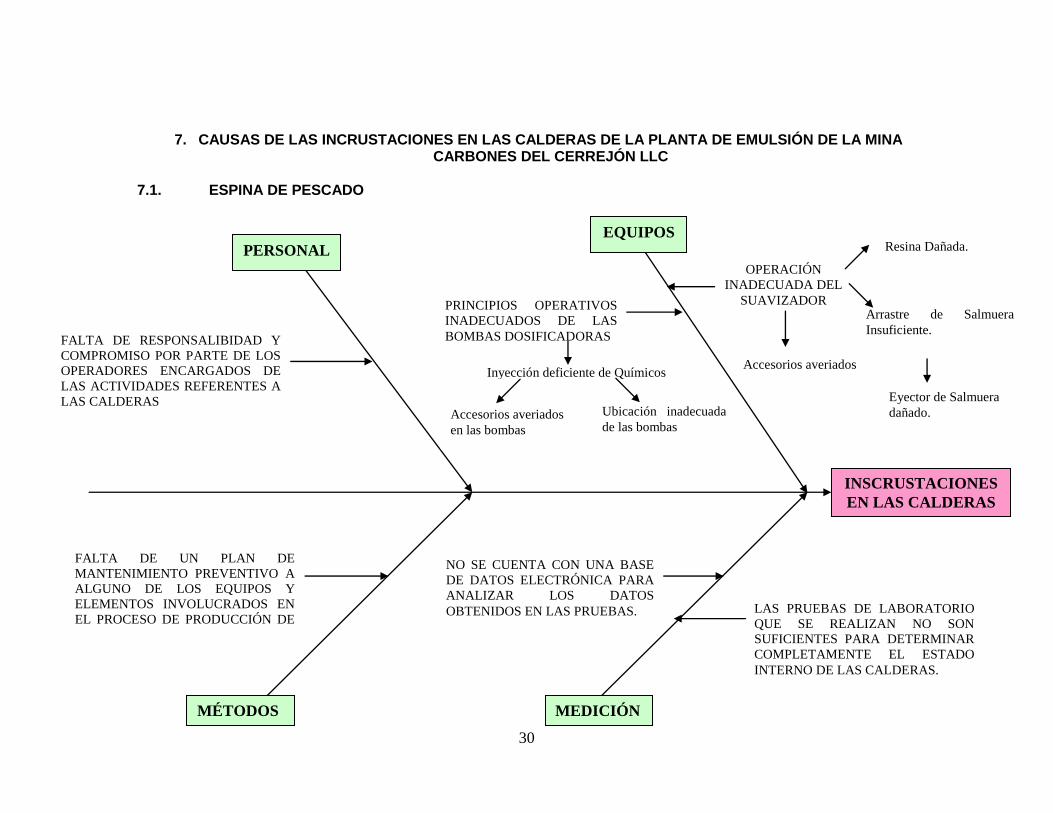
7. CAUSAS DE LAS INCRUSTACIONES EN LAS CALDERAS DE LA PLANTA DE EMULSIÓN DE LA MINA CARBONES DEL CERREJÓN LLC
7.1. ESPINA DE PESCADO
INSCRUSTACIONES
EN LAS CALDERAS
EQUIPOS
PERSONAL
MÉTODOS MEDICIÓN
OPERACIÓN
INADECUADA DEL
SUAVIZADOR PRINCIPIOS OPERATIVOS
INADECUADOS DE LAS
BOMBAS DOSIFICADORAS
NO SE CUENTA CON UNA BASE
DE DATOS ELECTRÓNICA PARA
ANALIZAR LOS DATOS
OBTENIDOS EN LAS PRUEBAS. LAS PRUEBAS DE LABORATORIO
QUE SE REALIZAN NO SON
SUFICIENTES PARA DETERMINAR
COMPLETAMENTE EL ESTADO
INTERNO DE LAS CALDERAS.
FALTA DE UN PLAN DE
MANTENIMIENTO PREVENTIVO A
ALGUNO DE LOS EQUIPOS Y
ELEMENTOS INVOLUCRADOS EN
EL PROCESO DE PRODUCCIÓN DE
VAPOR.
FALTA DE RESPONSALIBIDAD Y
COMPROMISO POR PARTE DE LOS
OPERADORES ENCARGADOS DE
LAS ACTIVIDADES REFERENTES A
LAS CALDERAS
Resina Dañada.
Arrastre de Salmuera
Insuficiente.
Eyector de Salmuera
dañado.
Inyección deficiente de Químicos
Ubicación inadecuada
de las bombas Accesorios averiados
en las bombas
Accesorios averiados
31
Las causas enunciadas en la espina de pescado9, se encontraron a partir de observaciones e inspecciones al proceso que comprende el sistema de agua de calderas. Todas son atacadas y se les plantea la solución en este proyecto con excepción de la parte del personal, pues esto se detallaría en otro proyecto dedicado solamente al desarrollo de competencias laborales para el personal de La Planta de Emulsión.
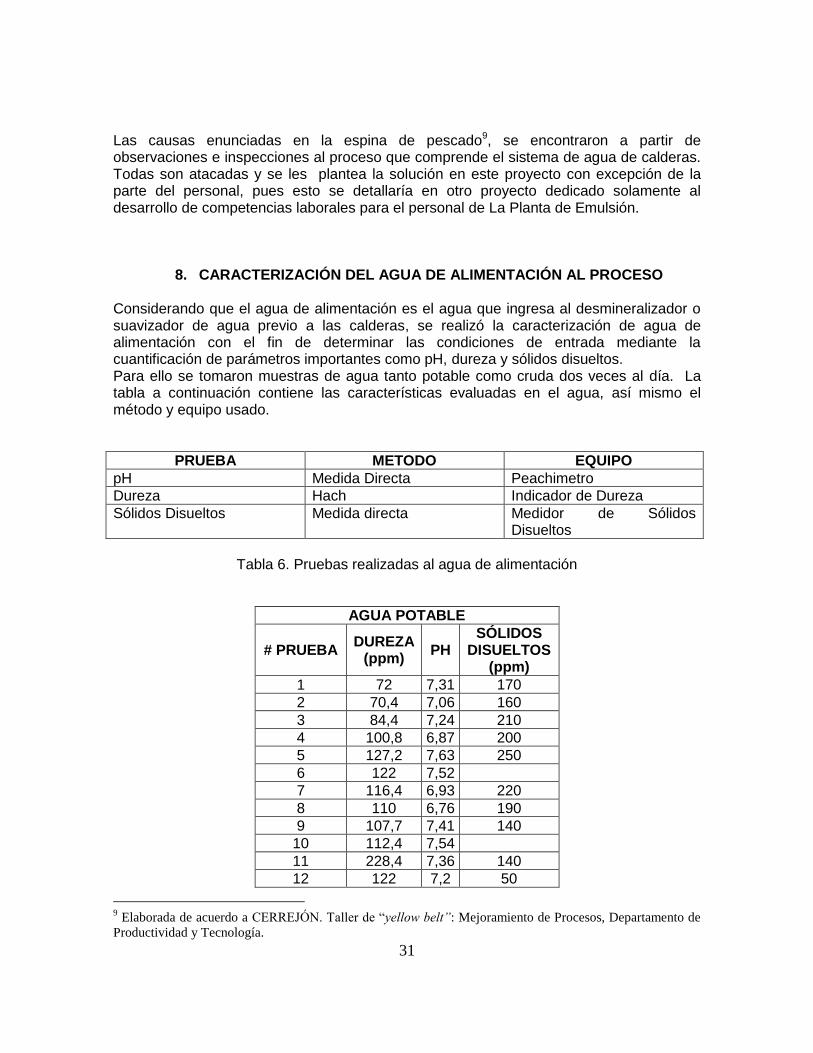
8. CARACTERIZACIÓN DEL AGUA DE ALIMENTACIÓN AL PROCESO
Considerando que el agua de alimentación es el agua que ingresa al desmineralizador o suavizador de agua previo a las calderas, se realizó la caracterización de agua de alimentación con el fin de determinar las condiciones de entrada mediante la cuantificación de parámetros importantes como pH, dureza y sólidos disueltos. Para ello se tomaron muestras de agua tanto potable como cruda dos veces al día. La tabla a continuación contiene las características evaluadas en el agua, así mismo el método y equipo usado.
PRUEBA METODO EQUIPO
pH Medida Directa Peachimetro
Dureza Hach Indicador de Dureza
Sólidos Disueltos Medida directa Medidor de Sólidos Disueltos
Tabla 6. Pruebas realizadas al agua de alimentación
AGUA POTABLE
# PRUEBA DUREZA
(ppm) PH
SÓLIDOS DISUELTOS
(ppm)
1 72 7,31 170
2 70,4 7,06 160
3 84,4 7,24 210
4 100,8 6,87 200
5 127,2 7,63 250
6 122 7,52 7 116,4 6,93 220
8 110 6,76 190
9 107,7 7,41 140
10 112,4 7,54 11 228,4 7,36 140
12 122 7,2 50
9 Elaborada de acuerdo a CERREJÓN. Taller de “yellow belt”: Mejoramiento de Procesos, Departamento de
Productividad y Tecnología.
32
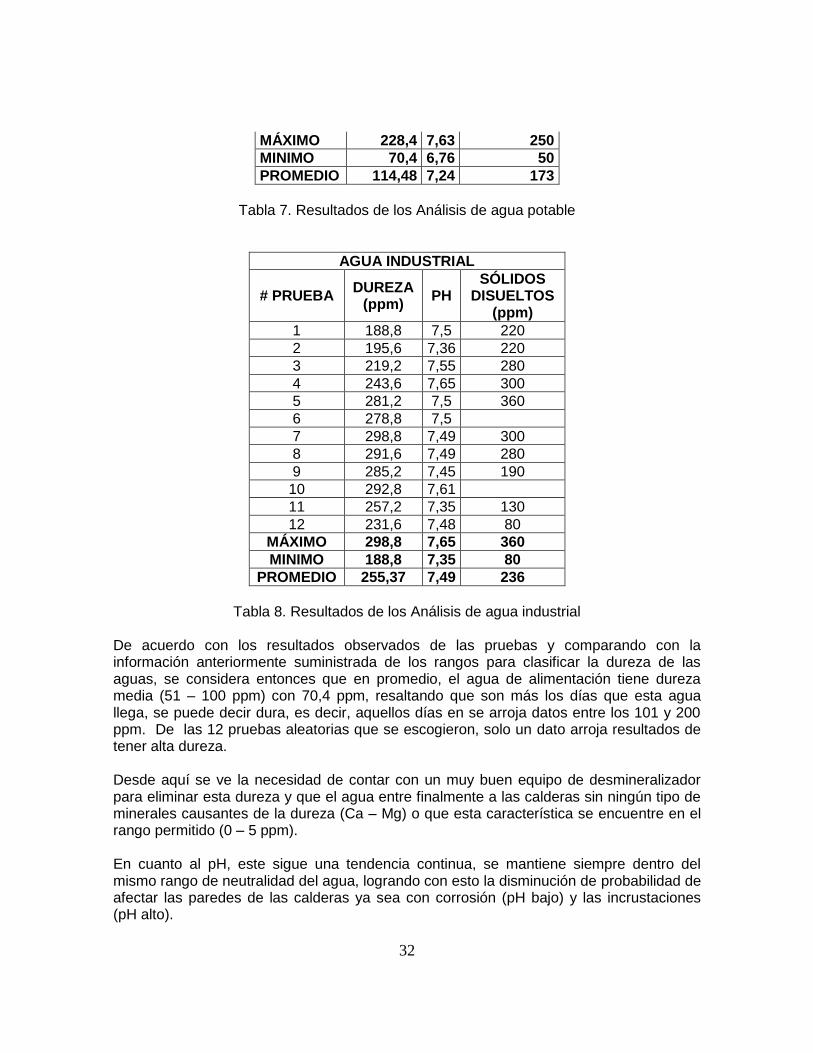
MÁXIMO 228,4 7,63 250
MINIMO 70,4 6,76 50
PROMEDIO 114,48 7,24 173
Tabla 7. Resultados de los Análisis de agua potable
AGUA INDUSTRIAL
# PRUEBA DUREZA
(ppm) PH
SÓLIDOS DISUELTOS
(ppm)
1 188,8 7,5 220
2 195,6 7,36 220
3 219,2 7,55 280
4 243,6 7,65 300
5 281,2 7,5 360
6 278,8 7,5 7 298,8 7,49 300
8 291,6 7,49 280
9 285,2 7,45 190
10 292,8 7,61 11 257,2 7,35 130
12 231,6 7,48 80
MÁXIMO 298,8 7,65 360
MINIMO 188,8 7,35 80
PROMEDIO 255,37 7,49 236
Tabla 8. Resultados de los Análisis de agua industrial
De acuerdo con los resultados observados de las pruebas y comparando con la información anteriormente suministrada de los rangos para clasificar la dureza de las aguas, se considera entonces que en promedio, el agua de alimentación tiene dureza media (51 – 100 ppm) con 70,4 ppm, resaltando que son más los días que esta agua llega, se puede decir dura, es decir, aquellos días en se arroja datos entre los 101 y 200 ppm. De las 12 pruebas aleatorias que se escogieron, solo un dato arroja resultados de tener alta dureza. Desde aquí se ve la necesidad de contar con un muy buen equipo de desmineralizador para eliminar esta dureza y que el agua entre finalmente a las calderas sin ningún tipo de minerales causantes de la dureza (Ca – Mg) o que esta característica se encuentre en el rango permitido (0 – 5 ppm). En cuanto al pH, este sigue una tendencia continua, se mantiene siempre dentro del mismo rango de neutralidad del agua, logrando con esto la disminución de probabilidad de afectar las paredes de las calderas ya sea con corrosión (pH bajo) y las incrustaciones (pH alto).
33
Finalmente, en el análisis de sólidos disueltos no existe una secuencia en estos datos, sin embargo no representan, aparentemente, ningún problema pues se pueden considerar de muy baja concentración. De los análisis realizados se encuentran dos pruebas sin resultados, esto es porque en estos días el equipo con que se realiza esta prueba se encontraba sin baterías, lo que impidió realizar la prueba, considerando esto como un impedimento para conocer de manera confiable las condiciones totales de entrada del agua. Para las aguas industriales, observando los resultados de las pruebas y comparando con los rangos para clasificar la dureza de las aguas, se puede hablar en promedio de un agua dura (51 – 100 ppm) con 188,8 ppm, comparado con el agua potable, diez de las 12 muestras resultaron con alta dureza (>200 ppm), es lógica esta diferencia puesto que el agua industrial viene directamente de pozos, sin ningún tipo de tratamiento, y por tanto trae consigo desde su afloramiento y todo su recorrido hasta llegar a la planta, los minerales provenientes de la Calcita, por ejemplo. En cuanto al pH, al igual que el agua potable, es algo constante su valor, manteniéndose siempre dentro del mismo rango de neutralidad del agua. Finalmente, en el análisis de sólidos disueltos se observa una gran variabilidad de los datos, es decir, no existe una secuencia de los mismos, sin embargo no representan, aparentemente, ningún problema pues se pueden considerar de muy baja concentración. Igualmente se encuentran dos pruebas sin resultados, por la misma causa que el agua potable.

34
9. SUAVIZADOR DÚPLEX ALTERNANTE DE INTERCAMBIO IÓNICO – CATIÓNICO10
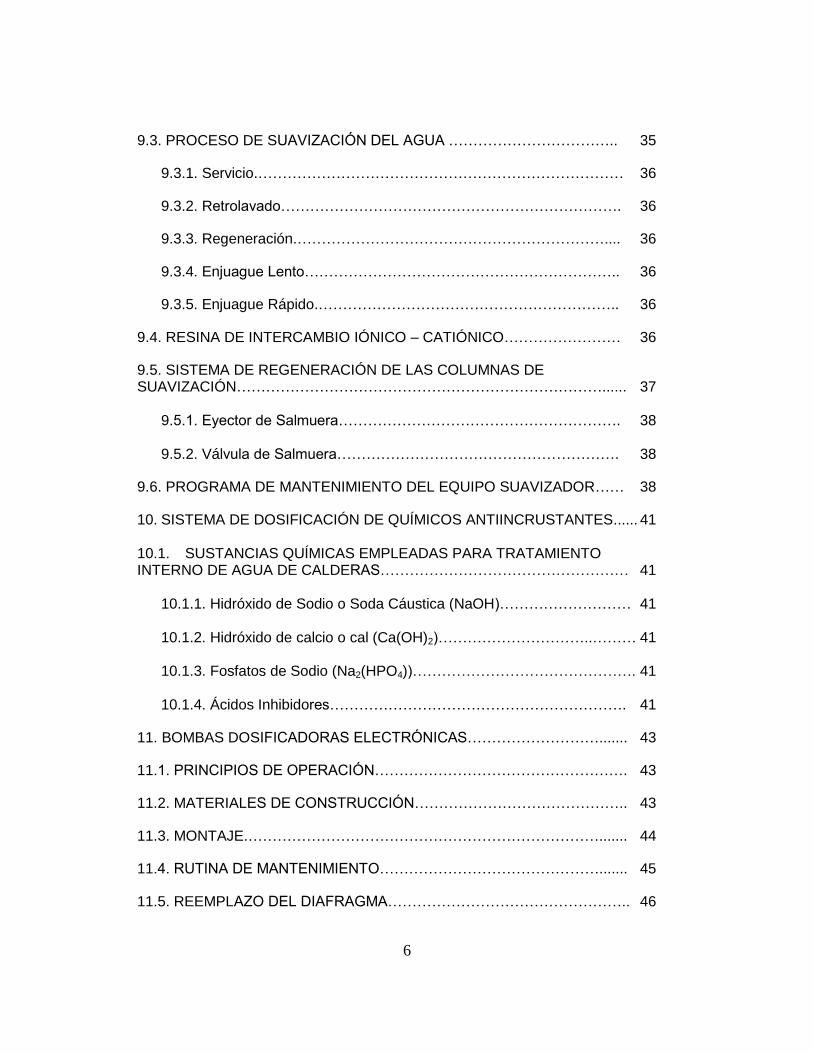
Figura 1. Suavizador dúplex alternante de intercambio iónico – catiónico – Planta de Emulsión – Cerrejón.
Un suavizador de agua, también llamado descalcificador o ablandador de agua, es un equipo que se emplea, básicamente, donde por condiciones de calidad de agua con presencia de dureza (sales minerales), se requiera eliminar o reducir esta ultima característica. Específicamente, el suavizador de La Planta de Emulsión de la Mina Carbones del Cerrejón Limited, se usa para eliminar la dureza con que llega el agua que es usada en las calderas para la generación de vapor y, de esta manera, evitar incrustaciones y por tanto, disminución de la eficiencia de las calderas.
9.1. ESPECIFICACIONES El equipo de suavización cuenta con las siguientes especificaciones: Fabricado por DISIN S.A. Operación dúplex Dos columnas de suavización de 30´´ (76.2 cm) de diámetro y 72´´ (1.83 m) de
altura. Presión de diseño de 5.17 Bar o 75 psi. Presión de operación regulada: 3.45 Bar o 50 psi. Flujo de 65 gal/min en el servicio y 32 gal/min en el proceso de Retrolavado. Dureza de entrada 100 ppm o 5.83 granos por galón. 16 sacos de 25 litros de resina por cada columna.
10
DISIN S.A.. Manual de instalación, operación y mantenimiento de un suavizador dúplex alternante de
intercambio iónico catiónico modelo DISIN 30-762-150. Bogotá D.C.. Octubre de 2008.
35
Capacidad de 24.000 granos por pié cubico. 4.122 galones de agua suavizada por pié cubico. 65.952 galones de agua suavizada por ciclo entre regeneraciones. 250 metros cúbicos obtenidos por ciclo de operación. Capacidad de 384.000 granos de dureza (CACO3). Tanque para preparación de cloruro de sodio de 500 litros. EL material de las columnas es poliéster reforzado de fibra de vidrio. Las columnas están pintadas con dos capas de pintura epóxica poliamídica
9.2. CARACTERÍSTICAS
El equipo de suavización de intercambio iónico-catiónico posee las siguientes características y ofrecen entre otras las siguientes ventajas: Funcionamiento automático cuya programación efectuada adecuadamente en el
control electrónico evitara costosos errores de procedimiento. No requieren personal especializado para su operación. El equipo está diseñado y es fabricado para trabajo continuo. Su operación está basada en la programación caudal o por tiempo horario de
servicio. Como en la instalación hidráulica de salida del suavizador existe un flujometro con
un sensor de flujo, también se puede monitorear el sistema por demanda real de agua suavizada.
El proceso de suavización se efectúa en cinco (5) etapas realizadas en forma automática sin intervención continua del operador, llevándose a cabo en el día y la hora programada o al finalizar un ciclo por demanda de volumen de agua.
Produce agua sin dureza con flujos variables de aguas con alto contenido de la misma.
Tiene gran capacidad de permutación o intercambio de iones. No requiere bombas adicionales especiales para transferencia de la solución de
cloruro de sodio entre el tanque de salmuera y la columna principal, por poseer un eyector tipo Ventury de succión de salmuera incorporado al sistema.
9.3. PROCESO DE SUAVIZACIÓN DEL AGUA El proceso de suavización de agua para control de dureza, consiste en dos tanques suavizadores que pueden ser conectados en paralelo o como tanques alternantes. La suavización se lleva a cabo haciendo pasar el agua a través de un lecho de resina de intercambio iónico. Esta resina cuyas moléculas son insolubles está formada por un anión polimérico y un catión de sodio, posee gran afinidad por cationes divalentes que se encuentran en baja concentración en el agua, tales como calcio y magnesio. Al poner en contacto agua conteniendo cationes de calcio y magnesio (dureza) con la resina, esta; intercambia sus cationes de sodio por los de calcio y magnesio, liberando al agua de los cationes responsables de la dureza. El paso de agua con contenido de dureza a través
36
del suavizador permite la liberación continua de los cationes de calcio y magnesio hasta que la resina haya perdido todos sus cationes de sodio y por lo tanto su capacidad de intercambio iónico. La resina se puede regenerar pues la reacción es reversible. La regeneración de la misma se obtiene poniendo la misma en contacto con una solución concentrada de sal de sodio, por ejemplo cloruro de sodio. La resina intercambia los cationes de calcio y magnesio por los de sodio. Esta reacción química forma compuestos no incrustantes en el agua que se está suavizando. El proceso de suavización por intercambio iónico en este equipo se efectúa en cinco (5) etapas programables para funcionamiento automático, así:
9.3.1. Servicio El agua con dureza se hace pasar por el lecho de resina contenida en el suavizador hasta que esta haya perdido su poder de intercambio.
9.3.2. Retrolavado. La resina se lava en contracorriente haciéndola expandir dentro de la cámara de expansión del suavizador para que libere los sólidos suspendidos contenidos en el agua de suministro.
9.3.3. Regeneración. La resina se regenera mediante la aplicación de una solución salina concentrada hasta recobrar su capacidad original de intercambio iónico.
9.3.4. Enjuague lento. Esta etapa se ejecuta para desalojar los productos de la regeneración remanentes en la columna de suavización antes de ser enviada al servicio.
9.3.5. Enjuague rápido. La última etapa realiza una limpieza final de productos remanentes y un ordenamiento interno del lecho de resina dentro de la columna, reubicando la misma en su posición original. El efluente de la primera etapa será agua suavizada la cual se destinara al servicio requerido y el efluente de las otras etapas ira al desagüe.
9.4. RESINA DE INTERCAMBIO IÓNICO – CATIÓNICO El equipo de suavización emplea resinas de intercambio iónico – catiónico fuertemente ácidas de alta capacidad de permutación, gran estabilidad a los productos químicos y alta resistencia mecánica. Las resinas son sustancias granuladas insolubles las cuales tienen en su estructura molecular radicales ácidos o básicos que pueden ser intercambiados. Los iones positivos o negativos fijados en estos radicales serán reemplazados por iones del mismo signo en solución en el líquido en contacto con ellos. La resina usada en el suavizador de la Planta de Emulsión de La Mina Carbones del Cerrejón Limited fue producida por la casa Bayer A.G. de Alemania. Permite entregar a la salida del sistema
37
de suavización, agua con dureza de 0.0 ppm. Inmediatamente después de regenerada la misma.
9.5. SISTEMA DE REGENERACIÓN DE LAS COLUMNAS DE SUAVIZACIÓN
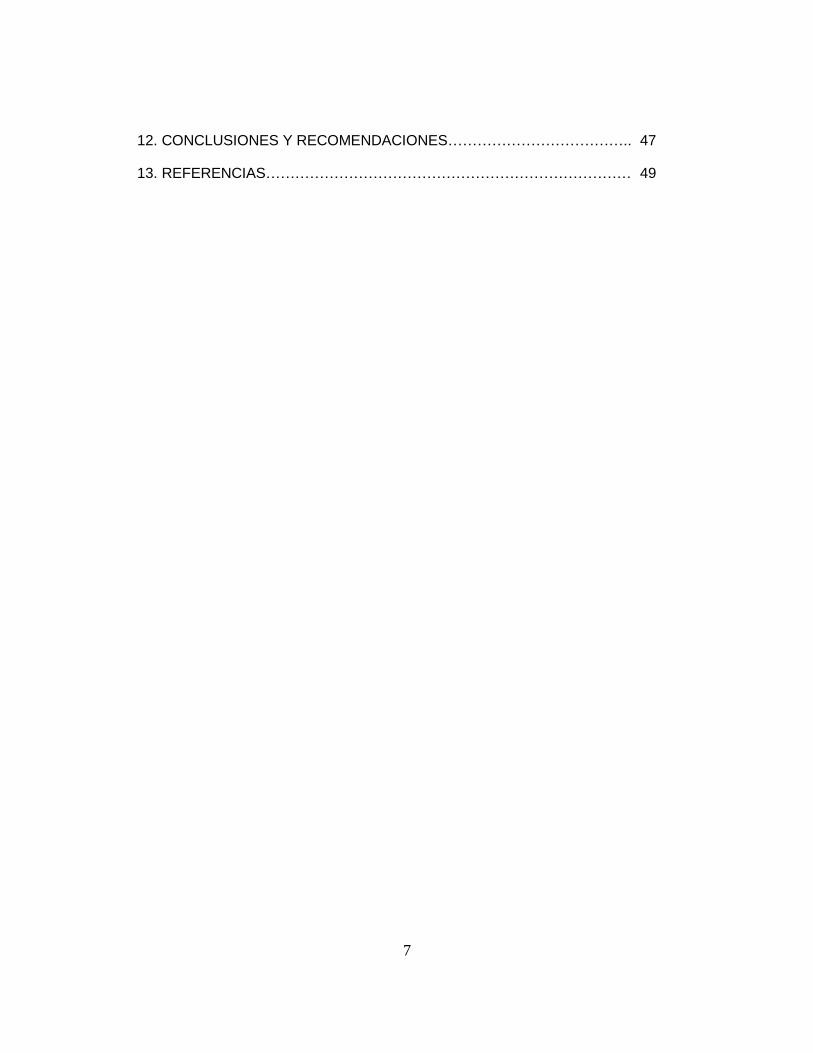
Figura 2. Tanque de solución de Cloruro de Sodio para el Suavizador de la Planta de Emulsión - Cerrejón
El tanque para preparación de cloruro de sodio se encuentra instalado en el centro de las dos columnas de suavización. El tanque de salmuera debe permanecer con la carga de salmuera y con la cantidad de agua requerida, libre de suciedad para evitar taponamientos en el eyector de cloruro de sodio. La válvula de admisión de salmuera opera en forma automática cuando se inicia el ciclo de regeneración.
38
9.5.1. Eyector de salmuera El eyector de salmuera incorporado en la válvula 150 se utiliza para la succión y posterior inyección de cloruro de sodio deberá estar conectado al tanque de suavización con una presión promedio de 50 psi para obtener un adecuado funcionamiento.
9.5.2. Válvula de salmuera Es operada por la presión de entrada al sistema. Esta válvula es usada para controlar los niveles alto y bajo del tanque de salmuera. La válvula con su control de nivel tipo flotador permite retirar una cantidad predeterminada de solución de salmuera y automáticamente rellenar el tanque con agua fresca a través de una línea común.
9.6. PROGRAMA DE MANTENIMIENTO DEL EQUIPO SUAVIZADOR El mantenimiento del equipo se reduce esencialmente al cuidado adecuado del programador electrónico DI – 762, en caso de ser necesario DEBE SER INTERVENIDO UNICAMENTE POR PERSONAL CALIFICADO. Debido a su alta precisión, se recomienda la intervención de técnicos o ingenieros especializados en este tipo de instrumentos u controles electrónicos. Semanalmente se debe verificar la dureza de agua a la salida del suavizador, como también la dureza de agua que recircula en el interior del sistema de alimentación de vapor. Mensualmente de deberá revisar la válvula 150, la válvula de succión de salmuera junto con el control, la posición del flotador en el tanque de salmuera y el eyector verificando su buen funcionamiento. Semestralmente se debe inspeccionar el tanque o columna del sistema de suavización interior y exteriormente para verificar el estado de la pintura, del distribuidor superior, del colector inferior y la altura del lecho filtrante (Volumen de resina). Cuando el equipo se esté operando en cualquiera de las cinco (5) posiciones; servicio, retrolavado, regeneración, enjuague lento o enjuague rápido; se debe tener máximo cuidado y observancia especialmente en la tubería de lavado para verificar que no haya expulsión de partículas de resina en una forma representativa pues si esto ocurriese es un síntoma de alguno de los colectores o laterales ranurados pueden estar rotos y por lo tanto se debe someter el equipo a una inspecciones general interna. Si esta situación se presenta el operador del equipo deberá suspender su operación inmediata e informar. Se muestra a continuación los posibles problemas que se presentan en el equipo con su respectiva causa y solución.
39
PROBLEMA POSIBLE CAUSA SOLUCIÓN
No hay agua suavizada ó El suavizador falla al regenerar
a. La válvula del "bypass" manual está abierta.
a. Cierre la válvula "bypass" manual.
b. Interrupción del fluido eléctrico. b. Determine la razón de la interrupción de la energía y corríjalo. Reinicie la hora del día si se requiere.
c. Perdida de presión del agua. c. Restaure la presión del agua.
d. Salmuera insuficiente.
d. Revise la configuración de la salmuera y su válvula flotadora. Verifique que la válvula de salmuera, flotador y el cheque de aire estén asegurados.
e. No hay sal en el tanque de salmuera.
e. Adicione sal y regenere el sistema.
f. Programación inadecuada del control. f. Reinicie el control y reprograme.
g. Hay fugas en el sello de la tubería ascendente.
g. Asegúrese que la tubería este debidamente sellada en el O-Ring del adaptador del tanque. Revise la tubería para ver si hay fisuras.
h. Inyector no funciona. h. Inspeccione y limpie el inyector ubicado dentro del control.
i. Puente de salmuera por solidificación del tanque.
i. Rompa el puente salino y regenere.
j. La válvula de cierre de la línea de salmuera está cerrada.
j. Abra la válvula de cierre de la línea de salmuera.
k. Mal funcionamiento del director de salmuera en los sistemas de tanque múltiple compartiendo un tanque de salmuera.
k. Revise el director de la salmuera para una operación adecuada.
Mala Calidad de Agua ó Agua ó Capacidad Reducida de Suavización del Agua
a. La calidad del agua entrante ha cambiado.
a. Revise la calidad entrante y ajústela apropiadamente.
b. Pérdida de medio filtrante o suavizante para drenar el flujo de Retrolavado.
b. Instale apropiadamente el restrictor de flujo en la línea de drenaje.
c. Pérdida de medio filtrante o suavizante para drenar debido a los gases en el sistema.
c. Asegúrese que no haya un exceso de gases en el agua de alimentación.
40
Asegúrese que los accesorios de la línea de salmuera estén ajustados y compruebe que el aire salga sin restricción.
d. Resina dañada. d. Revise y cambie si es necesario. Elimine la causa daño.
e. Configuración indebida de la regeneración.
e. Revise la configuración del control y ajústelo si se requiere.
Arrastre de salmuera insuficiente ó Agua salada al
servicio
a. Inyector obstruido. a. Inspeccione y limpie el filtro de malla. Asegúrese que todos los accesorios de la línea de salmuera serán herméticos.
b. Restricción en la línea de salmuera.
b. Encuentre y limpie la restricción en la línea de salmuera. Revise las capacidades de la rata de flujo y de montaje del cheque de aire. Asegúrese que la válvula de cierre de salmuera esté completamente abierta.
c. Presión de agua insuficiente. c. Aumente la presión del agua.
d. Línea de drenaje obstruida. d. Remueva la obstrucción.
e. Exceso de presión pasada en el inyector debido a la restricción de la línea de salmuera.
e. Reduzca la elevación de la línea de drenaje o minimice el largo total de la línea de drenaje.
f. Chequeo prematuro del flotador de salmuera.
f. Instale el tamaño apropiado del control de flujo en la línea de salmuera o cambie el flotador de salmuera.
g. Sello del pistón dañado. g. Remueva el pistón, revise si hay grietas y daños. Limpie la válvula y reemplace el pistón si se requiere.
h. Insuficiente tiempo de arrastre/enjuague lento.
h. Revise las configuraciones del control y ajústelas si es requerido.
Incremento de presión anormal.
a. Resina dañada o colapsada. a. Evalúe y corrija la causa del daño de la resina.
b. Colectores y distribuidores colapsados.
b. Revise y reemplace los colectores o distribuidores. Encuentre y corrija la causa del daño.
41
c. Retrolavado inadecuado. c. Asegúrese que el Retrolavado sea el apropiado para el tiempo del sistema. Ajuste el tiempo de Retrolavado si es requerido.
Tabla 9. Problemas y solución que se pueden presentar en el Suavizador.
10. SISTEMA DE DOSIFICACIÓN DE QUÍMICOS ANTIINCRUSTANTES
La selección de productos químicos para evitar incrustaciones con tratamiento interno está dirigida al control de las impurezas minerales que se deslizan pasando el programa de pretratamiento. El pretratamiento, bien por precipitación química o bien por intercambio iónico, reduce, pero no elimina el problema que causa la tendencia de las impurezas con el agua de caldera. Realmente la variedad de sustancias químicas utilizadas para el tratamiento interno de agua de calderas es muy poca. Empresas dedicadas a la producción de este tipo de sustancias le asignan otros nombres pues por lo general son mezclas de algunas de estas sustancias.
10.1. SUSTANCIAS QUÍMICAS EMPLEADAS PARA TRATAMIENTO INTERNO DE AGUA DE CALDERAS
10.1.1. Hidróxido de Sodio o Soda Cáustica (NaOH)11: Ocasiona la precipitación de las
sales de magnesio, además se utiliza para mantener la alcalinidad en el tratamiento interno del agua de caldera.
10.1.2. Hidróxido de calcio o cal (Ca(OH)2): Provoca la precipitación de las sales de calcio y magnesio.
10.1.3. Fosfatos de Sodio (Na2(HPO4)): También es usado para precipitar las sales de
calcio. La literatura recomienda mantener este en exceso
10.1.4. Ácidos Inhibidores: Es un conjunto de ácidos llamados así por su misma funcionalidad de dejar actuar a las sustancias incrustantes. Dentro de este grupo está el ácido clorhídrico. Estos ácidos, están formulados para la eliminación de incrustación mineral. Remueven la incrustación mineral y oxidación en calderas, intercambiadores de calor y sistemas de enfriamiento.
11
[En Línea] Consultado a Octubre 25 de 2010
http://www.mitecnologico.com/ie/Main/TratamientoInternoDelAguaDeCalderas
42
El hecho de seleccionar la mejor sustancia para realizar el tratamiento interno de la caldera, es una labor de mucha experiencia, al igual que el modo de dosificación, es decir, la frecuencia con que estos químicos serán inyectados a las calderas, aunque, las empresas encargadas de la venta de este tipo de productos, de acuerdo con las condiciones iniciales del agua, recomiendan el lapso de tiempo de dosificación del químico, pudiendo esto variar de acuerdo con el cambio de las condiciones físico-químicas del agua tanto de alimentación como el agua interna. Específicamente en Cerrejón se emplea la soda cáustica para evitar incrustaciones y regular el pH, además se usa un producto de la marca EXRO llamado EXRO 887, el cual es un secuestrante de dureza total como también es un buen dispersante. Actualmente, según el manual de ensayos y pruebas de laboratorio, la dosificación de soda cáustica es continua y de 1.5 litros en 50 galones de agua, esto es establecido de acuerdo con la experiencia con el uso del producto12. En cuanto al EXRO 887, emplean 2 litros en 50 galones de agua, dosificado de manera continua. Siempre se agrega la misma cantidad, sin antes analizar la cantidad de oxígeno disuelto y de la dureza presente, siendo la dosificación de este producto, dependiente de las dos últimas variables, por tanto, la dosificación puede no ser la mejor, fallando en el momento de minimizar las incrustaciones. Según un informe realizado al agua de las calderas de La Planta por la empresa EXRO en Octubre de 1996, en donde realizan unas recomendaciones en cuanto al producto a usar y su respectiva dosificación; recomiendan usar el producto EXRO 887, por haberse desarrollado este específicamente para evitar incrustaciones debido a los cationes presentes en el agua de alimentación al generador de vapor. En este mismo informe, se expone que la dosificación del producto varía de acuerdo con el contenido de dureza total en el agua y el contenido de oxigeno presente en la misma.
Por 1 ppm de dureza como CaCO3, dosificar 40 ppm de EXRO 887.
Por 1 ppm de O2 presente, dosificar 15 ppm de EXRO 887.
12
CERREJÓN. Manual de ensayos y pruebas de laboratorio, código: MA-PD-PV-PL02.

43
11. BOMBAS DOSIFICADORAS ELECTRÓNICAS13
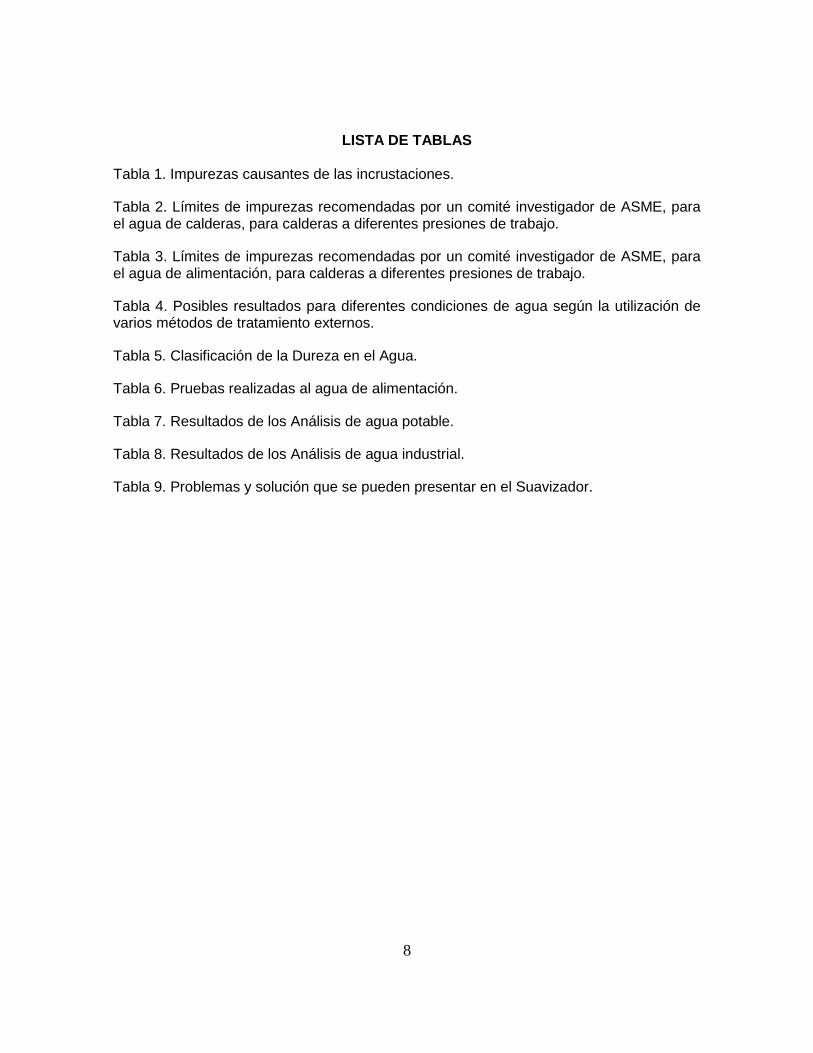
Figura 3. Bombas Dosificadoras de Químicos Planta de Emulsión – Cerrejón.
11.1. PRINCIPIOS DE OPERACIÓN Las bombas dosificadoras de diafragma son usadas para administrar fluidos o químicos. Esto se logra por un mecanismo electromagnético (solenoide), el cual es conectado al diafragma. Cuando el solenoide es impulsado por el control del circuito, éste mueve el diafragma, el cual, mediante el uso de válvulas “check”, mueve el fluido bajo presión hacia la descarga. Cuando el solenoide es desenergizado regresa el diafragma y bombea más líquido dentro de la cabeza de la bomba y el ciclo se repite. La frecuencia de succión de la bomba está controlada por un circuito interno y se cambia al girar la perilla de frecuencia y la amplitud mecánica de succión por la perilla de amplitud de succión.
11.2. MATERIALES DE CONSTRUCCIÓN Los materiales húmedos (aquellas partes que tienen contacto con la solución que se bombea) disponibles para la construcción son FPP (polipropileno relleno de vidrio), PVC, SAN, Hypalon, Viton, Teflón, Acero Inoxidable 316, PVDF, Cerámica y Aleación C. Estos materiales son muy resistentes a la mayor parte de los químicos, sin embargo existen algunos químicos tan fuertes como los ácidos o solventes orgánicos, los cuales causan deterioro de algunos elastómeros y partes plásticas, tales como el diafragma, asiento de las válvulas o cabezal. Dos factores deben considerarse siempre cuando se usa un elastómero o parte plástica para bombeo de químicos. Estos son:
13
PULSATRON. Bombas dosificadoras electrónicas pulsatron: instalación, operación, mantenimiento e
instrucciones.
44
La temperatura de operación: Altas temperaturas incrementan el efecto de los químicos sobre materiales húmedos. El incremento varía dependiendo del material y químico que se está usando. Un material suficientemente estable a temperatura ambiente puede verse afectado a altas temperaturas.
Elección de materiales: Materiales con propiedades similares pueden diferir grandemente de uno a otro en su desempeño cuando se exponen a ciertos químicos.
11.3. MONTAJE
Los tipos comunes de montaje se muestran en las figuras 3, 4 y 5. Importante: El punto de inyección debe de estar más alto que la parte superior del tanque contenedor de la solución para impedir la alimentación por gravedad, a menos que una presión contraria adecuada esté siempre presente en el punto de inyección. La instalación de una válvula antisifón evitará la alimentación por gravedad.
Para montajes de pared o en panel, refiérase a la figura 3. Conecte el tubo de succión a la válvula de succión de la bomba de químicos. La válvula de succión es la válvula inferior. La tubería debe de ser suficientemente larga como para que la válvula de pie/ ensamble de filtro cuelgue cerca de 1 – 2 pulgadas (2 – 5 cm.) por encima de la parte inferior del tanque de químicos. Para mantener el químico sin contaminación, el tanque debe tener una tapa.
Montaje de succión baja (instalar la bomba en la base del tanque de almacenamiento del químico, figura 4) es el tipo de instalación más sencillo y recomendado por sus muy escasos requerimientos de salidas. Ya que la succión de la tubería está llena con químico, el cebado se realiza rápidamente y la oportunidad de pérdida del cebado está reducida.
La bomba puede ponerse sobre la parte superior del tanque de solución como se muestra en la Figura 5. Insertando la manguera de succión a través del orificio central y corte la tubería de forma que la válvula de pie/ filtro cuelgue cerca de 1 a 2 pulgadas (2 – 5 cm.) sobre la parte inferior del tanque.
Usar una válvula antisifón en la línea de descarga cuando la presión del fluido en la línea de descarga esté por debajo de la presión atmosférica. Esto puede ocurrir si el punto de inyección está sobre el lado de la succión de la bomba de agua o en contra de una cabeza “negativa” tal como cuando se alimenta hacia abajo en un pozo.
45
Figura 4. Montajes recomendados para las bombas dosificadoras de químicos.
11.4. RUTINA DE MANTENIMIENTO
Continuamente revise las condiciones físicas de la bomba. Busque la presencia de cualquier ruido anormal, excesiva vibración, bajo flujo y presión de salida o altas temperaturas [cuando esté funcionando constantemente a la máxima frecuencia de succión, la temperatura de el armazón de la bomba pueden llegar hasta 160ºF (70ºC)].
Para un mejor desempeño, las válvulas de cartucho deben cambiarse cada 4 - 6 meses. Dependiendo de la aplicación pueden requerirse cambios más frecuentes. La experiencia real en la operación es la mejor guía en esta situación.
Si es repetitivo el deterioro de los asientos de la válvula y los balines en un corto plazo, generalmente indica la necesidad de revisar la compatibilidad de los materiales húmedos seleccionados para la aplicación.
Revise los goteos alrededor del ajuste o como resultado del deterioro de la tubería, esto es, cuando la tubería estándar de descarga, blanca y translúcida, esté expuesta directamente a la luz solar. Tome las acciones apropiadas para corregir las fugas ajustando las conexiones o reemplazando los componentes.
Mantenga la bomba libre de polvo y escombro, ya que esto la aislaría y llevaría a la bomba a una excesiva temperatura.
46
11.5. REEMPLAZO DEL DIAFRAGMA
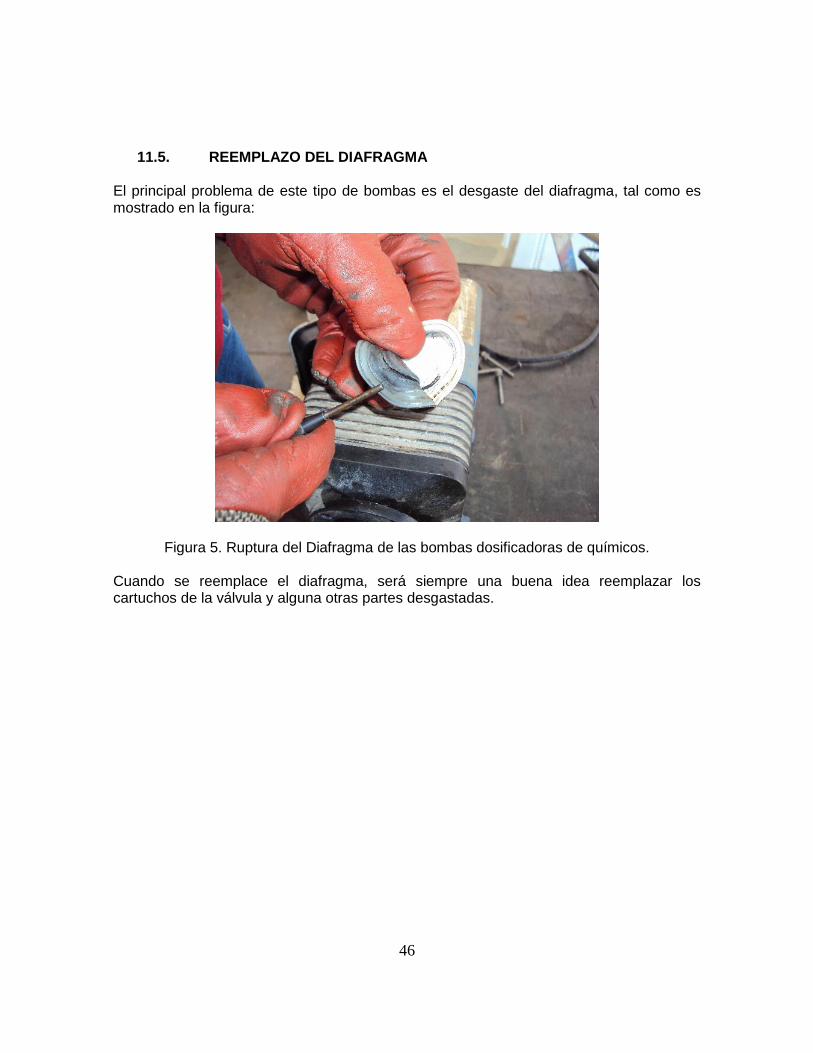
El principal problema de este tipo de bombas es el desgaste del diafragma, tal como es mostrado en la figura:
Figura 5. Ruptura del Diafragma de las bombas dosificadoras de químicos. Cuando se reemplace el diafragma, será siempre una buena idea reemplazar los cartuchos de la válvula y alguna otras partes desgastadas.
47
12. CONCLUSIONES Y RECOMENDACIONES Conocer las condiciones de entrada del agua de alimentación a la Planta es muy importante, pues a través de esta se puede determinar la eficiencia de equipos como el suavizador, además de evitar daños en el mismo. Se recomienda incluir dentro de las tareas del operador de laboratorio de la Planta, realizar pruebas de Dureza, pH y sólidos disueltos, al agua de entrada a la planta, esto en diferentes intervalos de tiempo, pues estos varían al transcurrir el día. De acuerdo a la caracterización realizada al agua de entrada, tanto potable como industrial, la dureza es la variable que tiene mayor variabilidad, pues tanto el pH como los sólidos disueltos, en promedio, están dentro de los rangos permitidos. Al realizar la prueba de dureza, el operador debe ajustar el suavizador a esta misma, es decir, este equipo cuenta con un sistema tal que permite ajustarle las ppm de dureza a la cual trabajar, por tanto, de acuerdo a esta misma dureza, las resinas del equipo realizarán el intercambio iónico correspondiente. Si el suavizador no se le ajusta las ppm de dureza de entrada, en caso tal esta esté por encima del valor establecido en el equipo, no estará removiendo la totalidad de los iones y partículas que al pasar ocasionan incrustaciones en las calderas. Otro aspecto importante a tener en cuenta es mantener los equipos con que se realizan las pruebas de laboratorio en las mejores condiciones como también es importante su calibración a tiempo y una constante revisión. En dos ocasiones, durante la realización de las pruebas para caracterizar el agua de entrada, no se pudo realizar la prueba de sólidos disueltos, pues el equipo utilizado para esto no funcionaba pues no tenia baterías, evitando así conocer totalmente las condiciones de entrada del agua. Se creó una base de datos electrónica donde los operadores de laboratorio día a día ingresarán los datos obtenidos en las pruebas realizadas tanto al agua de calderas como al agua del suavizador. Esta base de datos fue diseñada de tal manera que en el mismo momento en que se está ingresando la información, se mostrará si ésta está fuera del rango establecido, permitiendo con esto actuar de una manera oportuna y rápida para evitar incrustaciones y daños en los equipos. Además, con ésta, se tendrá acceso a la tendencia semana a semana, mes a mes, de las condiciones del agua, la cual permite visualizar con una mayor claridad el estado interno de las calderas. El ANEXO C es una guía para el manejo de esta base de datos. Aquí, el compromiso y responsabilidad del operador con el adecuado ingreso de los datos y el respectivo análisis de los gráficos es de vital importancia. Si se tiene disciplina con el manejo de esta información, se puede detectar a tiempo problemas de incrustación contribuyendo a la máxima operación de los mismos. Actualmente, esta base de datos se está alimentando con la debida información por parte de los operadores del laboratorio de La Planta de Emulsión del Cerrejón. En cuanto a la dosificación de químicos, se recomienda implementar y/o incluir dentro de las pruebas de laboratorio que se realizan, la prueba de oxígeno disuelto, pues ahora mismo esta prueba no se lleva a cabo en la planta. Con los resultados que se obtengan a
48
partir de las pruebas de dureza y de oxígeno disuelto, se deben realizar los correspondientes cálculos (en el numeral 11.1. está la relación de cálculo), para determinar la cantidad de EXRO 887 a adicionar. Actualmente en la planta este cálculo no se realiza y siempre se está agregando la misma cantidad de la sustancia, considerando esto como un problema y una causa grande de incrustación en calderas, pues, los iones causantes de dureza que no quedaron retenidos en el suavizador no son capturados en su totalidad. El sistema de dosificación de químicos se realiza por medio de bombas dosificadoras electrónicas, explicadas anteriormente. Se recomienda cambiar la ubicación de las bombas en las calderas 2 y 3, las cuales están por debajo del tanque mezclador de químicos, no siendo este un montaje recomendado por los mismos fabricantes de las bombas. Por el contrario, la bomba dosificadora de la caldera 1, si cuenta con un correcto montaje, pues la bomba se encuentra encima del tanque de mezclado de químicos. Adaptarle además, así como se encuentra para el sistema de la caldera 1, una manguera transparente en donde se pueda ver la circulación de la mezcla de químicos, asegurando así que si se está llevando la solución hasta la caldera. Seguir el plan de mantenimiento preventivo propuesto para las bombas dosificadoras como también para el suavizador, logrando con esto un mejor funcionamiento de estos equipos. Se recomienda implementar este proyecto en La Planta de Emulsión del Sur (SSMC – INDUMIL) en Cerrejón, en donde también se cuenta con un sistema de calderas que podrían presentar este mismo tipo de problemas. Como un proyecto a desarrollar para continuar y completar este, es el de desarrollar un plan de Entrenamiento basado en la identificación de competencias laborales para los operadores de la Planta de Emulsión, en donde se aclaren los diferentes perfiles y obligaciones de cada uno de los trabajadores de la planta, pues de ellos depende, en gran parte que este proyecto se lleve a cabo y cumplir con el objetivo general de éste.
49
13. REFERENCIAS [1]. CERREJÓN. Manual de ensayos y pruebas de laboratorio, código: MA-PD-PV-PL02. 18 p. [2]. CERREJÓN. Taller de “yellow belt”: Mejoramiento de Procesos, Departamento de Productividad y Tecnología, marzo de 2010. [3]. COLMAQUINAS. Manual de operación y mantenimiento para una caldera pirotubular horizontal CH3 - 200 BHP – 150 psig - 3gl/g. Bogotá, mayo 2007. 55 p. [4]. DISIN S.A.. Manual de instalación, operación y mantenimiento de un suavizador duplex alternante de intercambio iónico catiónico modelo DISIN 30-762-150. Bogotá D.C.. Octubre de 2008. [5]. LAWRENCE KOHAN, Anthony. Manual de calderas: principios operativos de mantenimiento, construcción, instalación, reparación, seguridad, requerimiento y normativas. Volumen I y II. Editorial McGraw-Hill. 2000. 770 p. [6]. MERCK. Informe Químico de merck No 37. 6 p. [7]. PULSATRON. Bombas dosificadoras electrónicas pulsatron: instalación, operación, mantenimiento e instrucciones. 24 p. [8]. Página web oficial de la empresa Carbones del Cerrejón LLC. [En Línea], disponible en http://www.cerrejoncoal.com/. Consultado a Abril 12 de 2010.



















![[0] El CULTIVO de KEFIR de LECHE, Articulo Completo, Mejoras, Beneficios Tratamientos](https://img.pdfslide.tips/doc/110x75/5571f8b649795991698deef6/0-el-cultivo-de-kefir-de-leche-articulo-completo-mejoras-beneficios-tratamientos.jpg)









