Embed Size (px)
Citation preview
REPÚBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DEL PODER POPULAR PARA LA DEFENSA
UNIVERSIDAD NACIONAL EXPERIMENTAL
DE LA FUERZA ARMADA
UNEFA
NÚCLEO BARINAS
INFORME
ANTENA WIFI DOBLE BIQUAD DE 14 DB
Barinas, Julio de 2014
Bachiller
Díaz G. María J.
C.I.: 23.026.373
Ingeniería de Sistema
Antena WiFi Doble Biquad de 14 Db
Materiales
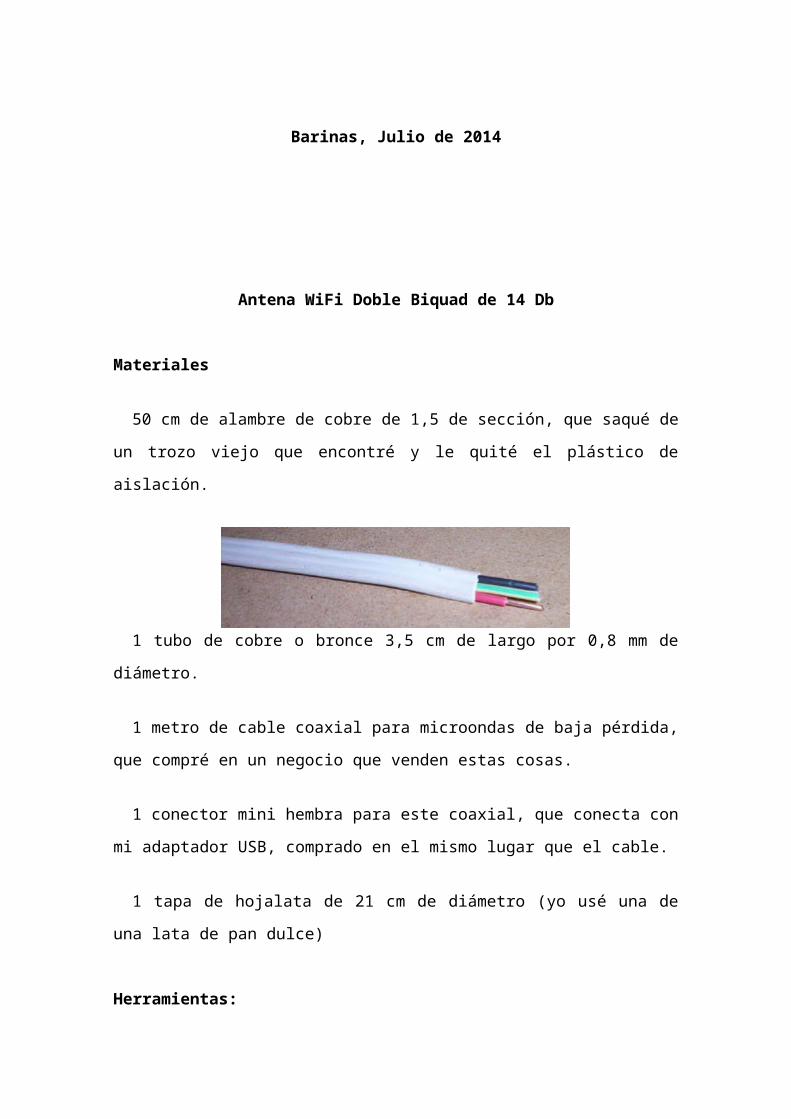
50 cm de alambre de cobre de 1,5 de sección, que saqué de un trozo viejo
que encontré y le quité el plástico de aislación.
1 tubo de cobre o bronce 3,5 cm de largo por 0,8 mm de diámetro.
1 metro de cable coaxial para microondas de baja pérdida, que compré en
un negocio que venden estas cosas.
1 conector mini hembra para este coaxial, que conecta con mi adaptador
USB, comprado en el mismo lugar que el cable.
1 tapa de hojalata de 21 cm de diámetro (yo usé una de una lata de pan
dulce)
Herramientas:
Soldador
Estaño
Lija
Lima
Pinza
Cutter
Regla o calibre (cuanto más preciso, mejor)
Construcción:
Tomar la tapa que servirá de reflector y hacer un agujero en el medio, como
de 1 cm de diámetro.
Limpiar lijando todo alrededor de este agujero, porque ahí vamos a soldar el
tubito de bronce.
Al tubito hay que hacerle una muesca como de 2 mm
Marcar, sobre el borde más alto de este tubito, exactamente 15 mm, que
será lo que sobresalga del centro de la tapa, y soldarlo a la misma.
Estirar bien el alambre de cobre para que quede perfectamente derecho y
limpio.
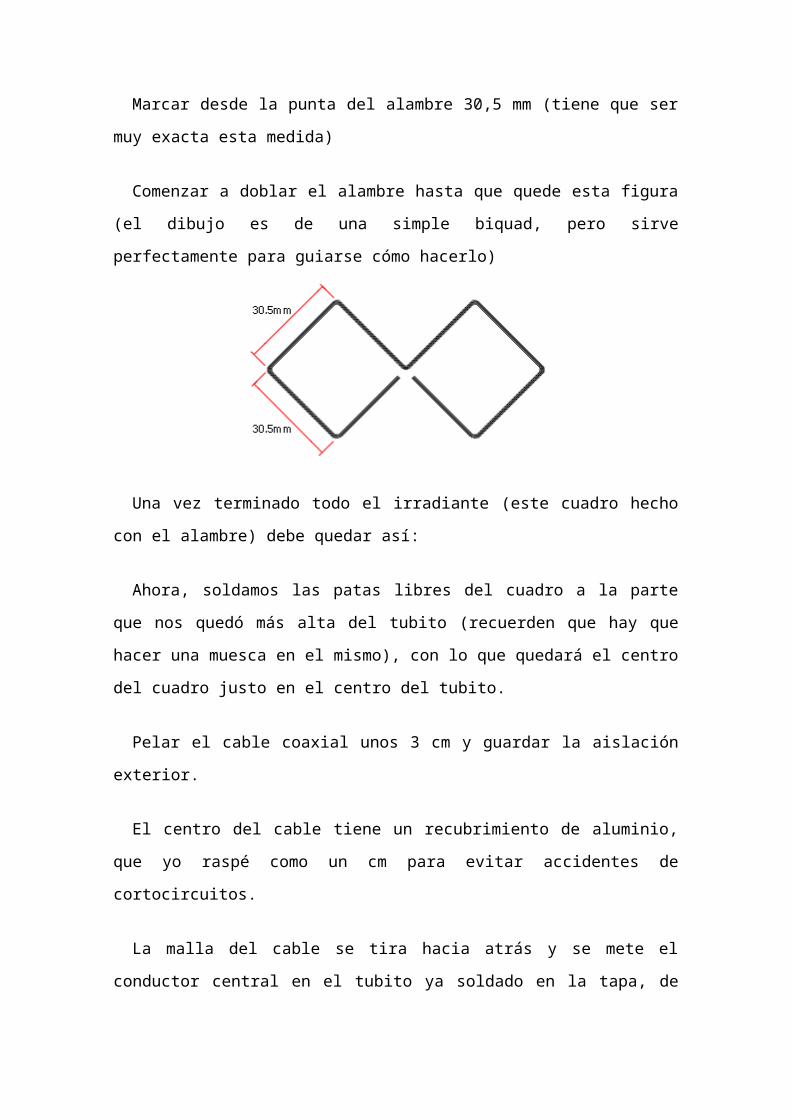
Marcar desde la punta del alambre 30,5 mm (tiene que ser muy exacta esta
medida)
Comenzar a doblar el alambre hasta que quede esta figura (el dibujo es de
una simple biquad, pero sirve perfectamente para guiarse cómo hacerlo)
Una vez terminado todo el irradiante (este cuadro hecho con el alambre)
debe quedar así:
Ahora, soldamos las patas libres del cuadro a la parte que nos quedó más
alta del tubito (recuerden que hay que hacer una muesca en el mismo), con lo
que quedará el centro del cuadro justo en el centro del tubito.
Pelar el cable coaxial unos 3 cm y guardar la aislación exterior.
El centro del cable tiene un recubrimiento de aluminio, que yo raspé como un
cm para evitar accidentes de cortocircuitos.
La malla del cable se tira hacia atrás y se mete el conductor central en el
tubito ya soldado en la tapa, de modo que la malla sobresalga un poco del
borde exterior del tubito y se suelda en la parte de atrás.
Se quita la aislación central unos 5 mm y se suelda al ángulo que nos quedó
al centro del tubito sin soldar.
Se coloca un pedacito del aislante negro que sobró de pelar el coaxial para
que no toque el tubito soldado.
En la otra punta del cable se pone el conector mini que servirá para
conectarlo al adaptador USB o a la placa WiFi del PC de escritorio.
Ya se tendría Finalizada la antena, que por lo menos va a ganar 14 Db.
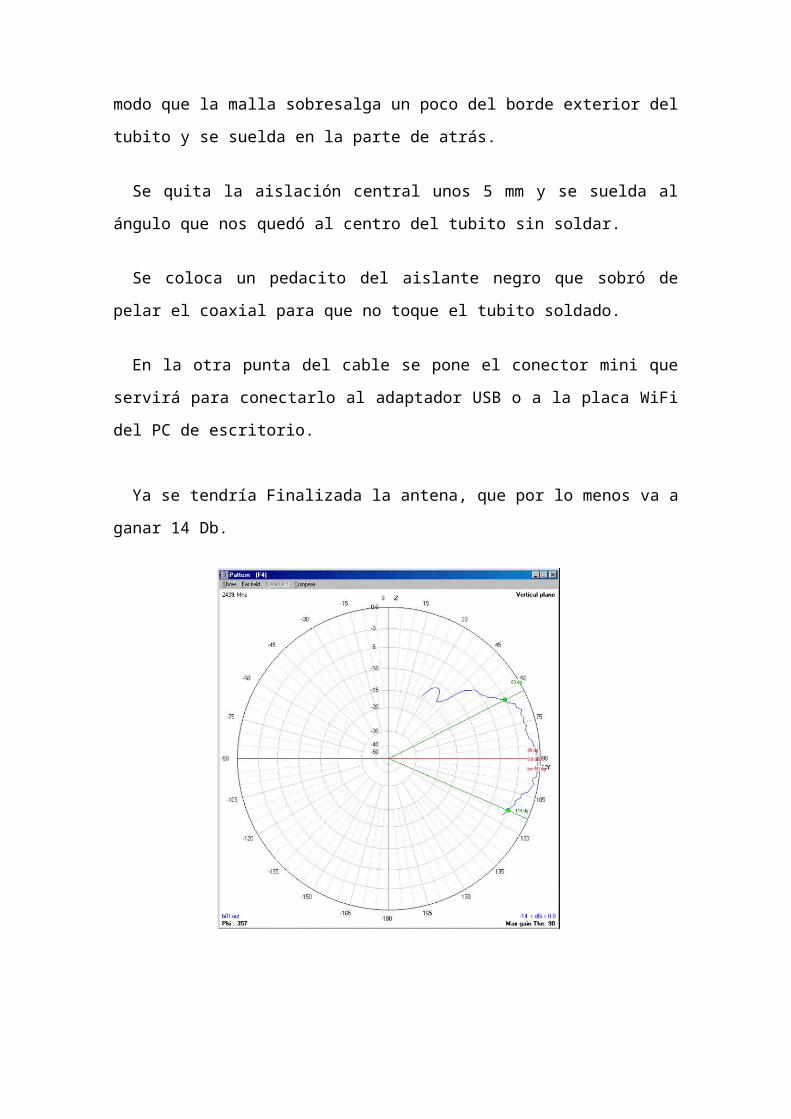
Como se ve en el gráfico, la antena es muy direccional y tiene polarización
vertical u horizontal, según se ponga el irradiante horizontal o vertical
respectivamente (es al revés de la polarización que se quiere obtener)
Pruebas
Para determinar la diferencia de ganancia entre la biquad y la doble biquad,
se hicieron algunos tests con señal, ruido y relación señal-ruido, con estos
resultados
Antena SNR (db) señal(dBm) ruido(dBm)
Biquad 43 -58 -101
Doble biquad 45 -56 -101
Los resultados indican que la ganancia de la doble biquad es
aproximadamente de 2dBi más que la biquad, lo que significa una gran mejora
(3dBi es el doble de señal).
Con 14 Db resulta una antena simple de construir y que le gana a la mayoría
de las antenas comerciales, con un mínimo esfuerzo de construcción y
prácticamente con un costo cero.
Mesa Para Termoformado.
Mesa de un tamaño de 500mm x 500mm para poder hacer piezas grandes
tales como cascos y petos.
En un principio es un tablón con un grosor de 2cm de madera DM. Por
encima se le pega y clava un marco hecho con un listón.
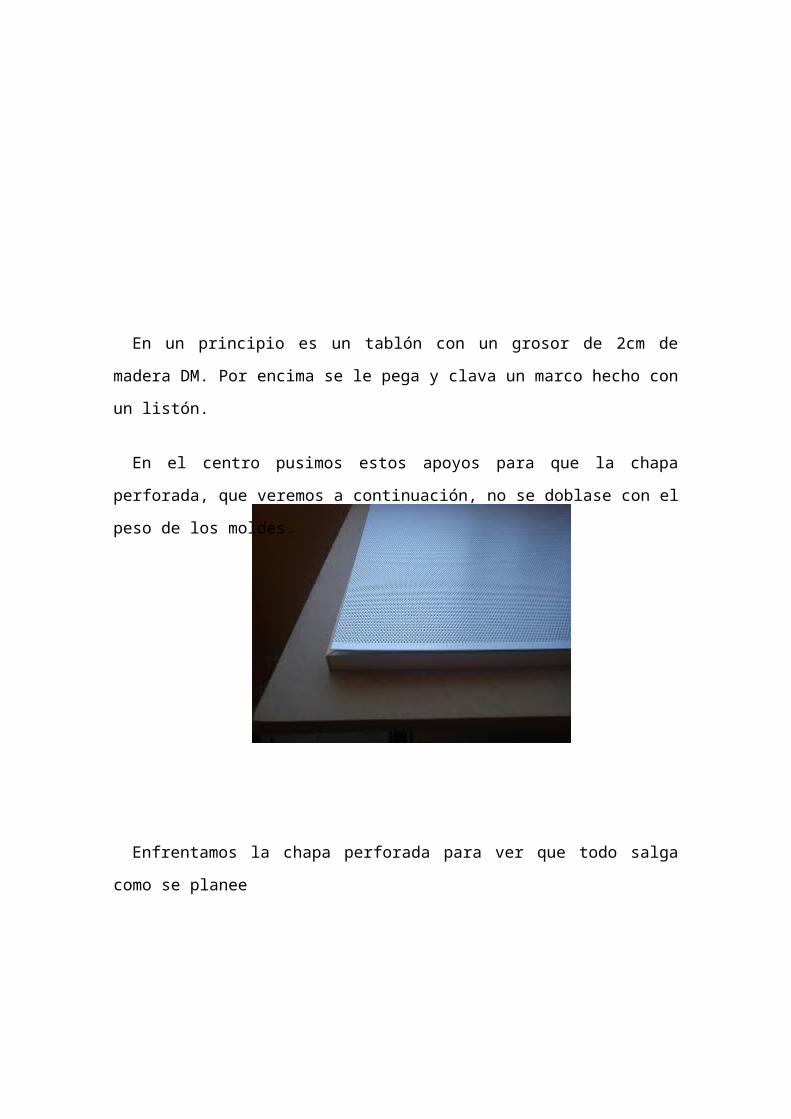
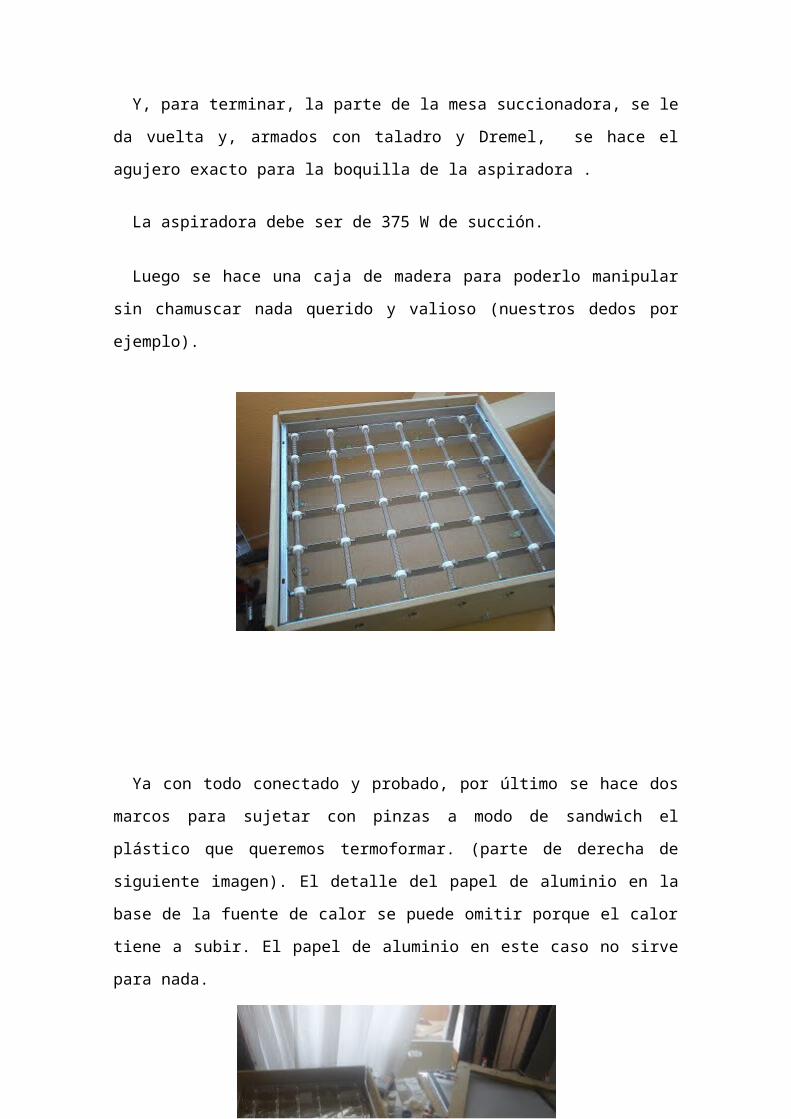
En el centro pusimos estos apoyos para que la chapa perforada, que
veremos a continuación, no se doblase con el peso de los moldes.
Enfrentamos la chapa perforada para ver que todo salga como se planee
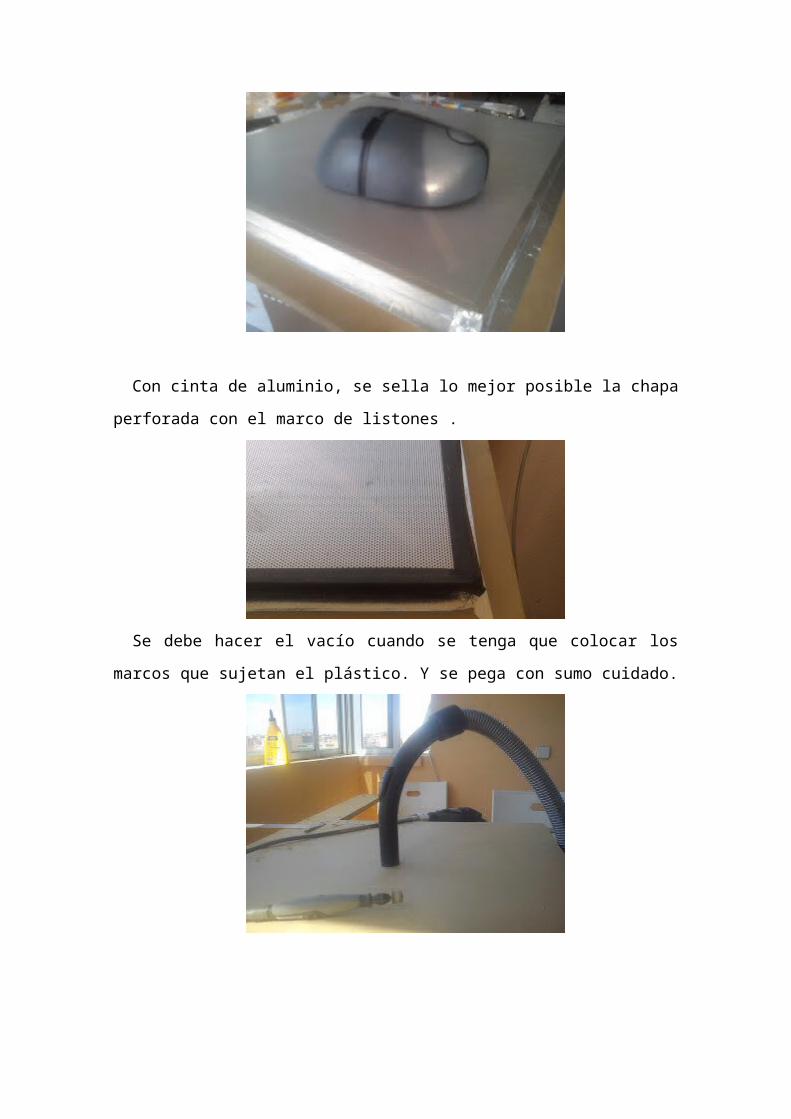
Con cinta de aluminio, se sella lo mejor posible la chapa perforada con el
marco de listones .
Se debe hacer el vacío cuando se tenga que colocar los marcos que sujetan
el plástico. Y se pega con sumo cuidado.
Y, para terminar, la parte de la mesa succionadora, se le da vuelta y,
armados con taladro y Dremel, se hace el agujero exacto para la boquilla de la
aspiradora .
La aspiradora debe ser de 375 W de succión.
Luego se hace una caja de madera para poderlo manipular sin chamuscar
nada querido y valioso (nuestros dedos por ejemplo).
Ya con todo conectado y probado, por último se hace dos marcos para
sujetar con pinzas a modo de sandwich el plástico que queremos termoformar.
(parte de derecha de siguiente imagen). El detalle del papel de aluminio en la
base de la fuente de calor se puede omitir porque el calor tiene a subir. El papel
de aluminio en este caso no sirve para nada.
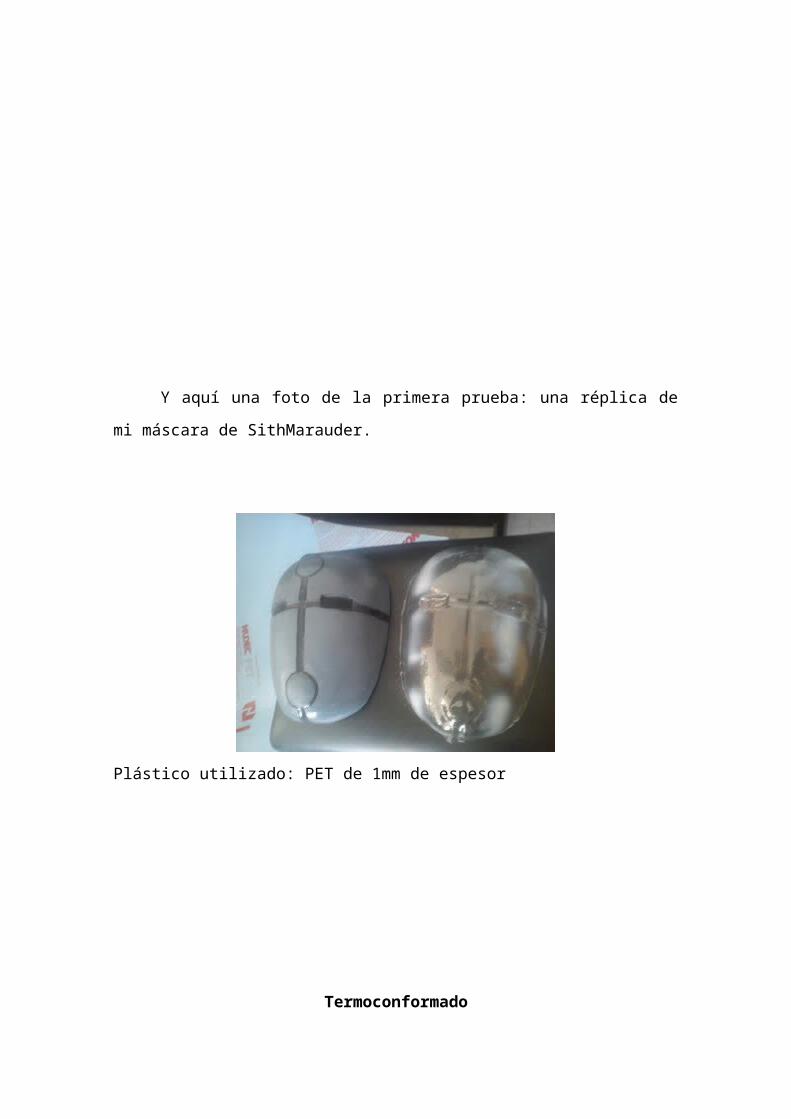
Y aquí una foto de la primera prueba: una réplica de mi máscara de
SithMarauder.
Plástico utilizado: PET de 1mm de espesor
Termoconformado
El termoconformado o termoformado es un proceso consistente en calentar
una plancha o lámina de semielaborado termoplástico, de forma que al
reblandecerse puede adaptarse a la forma de un molde por acción de presión
vacío o mediante un contramolde.
Descripción
El termoformado es un proceso que consiste en dar forma a una lámina
plástica por medio de calor (120 ºC a 180 ºC) y vacío (600 a 760 mmHg)
utilizando un molde o matriz (madera, resina epóxica o aluminio). Un exceso de
temperatura puede "fundir" la lámina y la falta de calor o una mala calidad de
vacío incurrirá en una pieza defectuosa y sin detalles definidos.
A diferencia de otros procesos como la inyección, el soplado y el
rotomoldeado, el termoformado parte de una lámina rígida de espesor uniforme
realizada por el proceso de extrusión, y permite realizar pequeñas
producciones por su bajo costo en matricería llegando a ser rentable en altas
producciones también.
Los materiales más utilizados son PAI, PP, PSI, PET, ABS, PEAD, PVC.2
También se puede termoformar PVC espumado, policarbonato, acrílico, etc.
Los espesores más comunes van de 0,2 mm (envases descartables) a 6 mm o
más (carcasas para maquinaria).
Una restricción característica de este proceso es que la pieza a termoformar
debe ser fácilmente "desmoldable" esto significa que la matriz debe ser más
ancha en la base y más angosta en la parte superior. Esto comúnmente se
denomina ángulo de desmolde o de salida y generalmente es de 5 grados
como mínimo.
Etapas
Aunque el proceso tiene numerosas variantes que serán descritas
posteriormente, cabe distinguir tres etapas fundamentales del proceso, que
son:
• Calentamiento del semielaborado, ya sea por radiación, contacto o
convección.
• Moldeo del semielaborado, que tras calentarse se estira adaptándose al
molde por medio de diferentes procesos (presión, vacío , presión y vacío o un
contramolde).
• Enfriamiento del producto, que comienza cuando el termoplástico entra en
contacto con el molde y es enfriado por un ventilador o a temperatura ambiente
y termina cuando la temperatura es la adecuada para desmoldear la pieza sin
deformarla.
Además en esta técnica de transformación de plástico deben tenerse
siempre en cuenta una serie de parámetros, que son:
• Temperatura de conformado, que depende sobre todo del material a
transformar, aunque también de la complejidad y el espesor de la pieza.
• Tiempo de calentamiento, que depende sobre todo del espesor del material,
aunque también del coeficiente de transmisión del mismo. Este es de gran
importancia, y ha de ser suficiente para que la lámina alcance uniformemente
en superficie y espesor la temperatura de conformado.
• Tiempo de enfriamiento, que depende de los mismos factores que el tiempo
de calentamiento, y ha de ser suficiente para que el elaborado final sea
resistente y no se deforme al desmoldear.
• Presión o vacío, depende sobre todo del espesor de la lámina aunque
también de la complejidad de la pieza. Debe controlarse, ya que si es
insuficiente no se obtendrán todos los detalles y si es excesiva se pueden
producir agujeros o marcas.
Tipos:
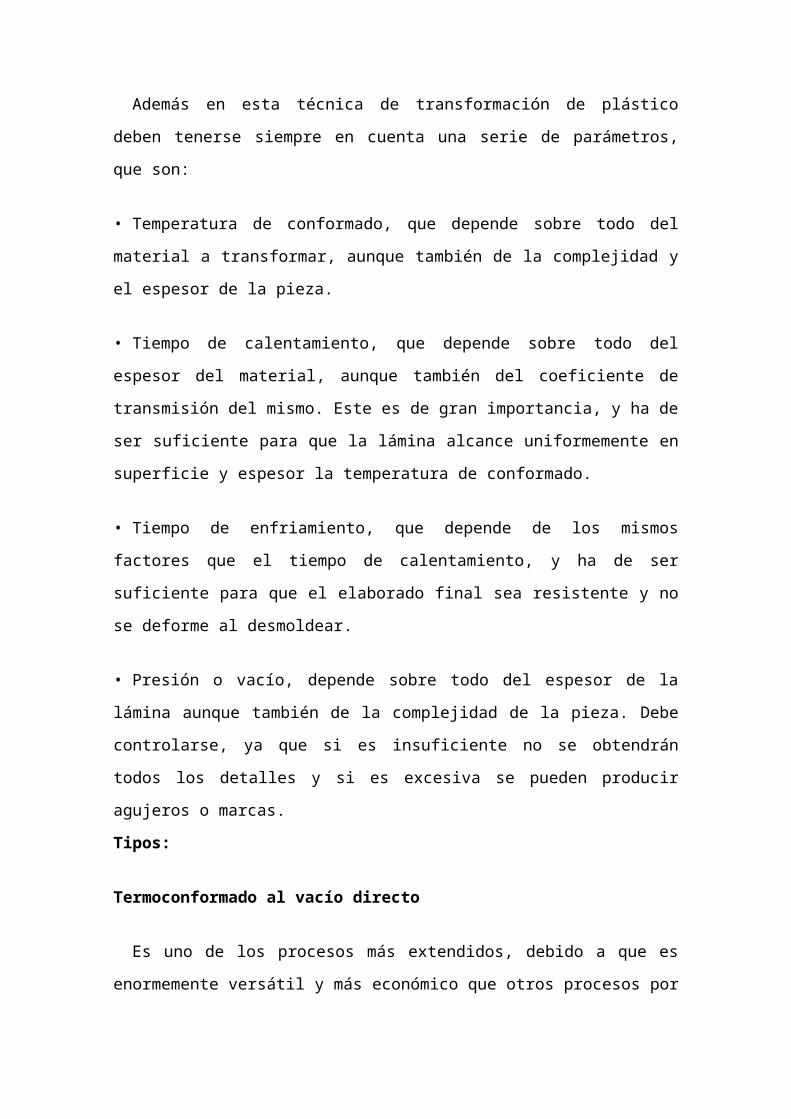
Termoconformado al vacío directo
Es uno de los procesos más extendidos, debido a que es enormemente
versátil y más económico que otros procesos por presión o mecánicos.
Consiste en sujetar el semielaborado en una estructura y calentarlo hasta llegar
al estado gomoelástico para colocarlo sobre la cavidad del molde y que se
adapte a su geometría. Se elimina el aire mediante presión conseguida por
vacío (10 KPa), que empuja la lámina contra las paredes y contornos del
molde. Una vez que ha enfriado, se extrae la pieza. El equipo y las matrices
son relativamente baratos, y se limita a diseños sencillos superficiales.
Conformado con macho
También denominado conformado mecánico. Es similar al proceso anterior
con la diferencia de que una vez colocada la lámina en la estructura y
calentada, se estira mecánicamente sobre un molde macho y se aplica el vacío
mediante diferencia de presión, lo que empuja al plástico sobre las superficies
del molde. Se pueden conformar objetos que tengan una relación profundidad-
diámetro cercana a 4:1. Los moldes macho se pueden obtener fácilmente y por
regla general su coste es menor que el de los moldes hembra, aunque también
son más propensos al deterioro y requieren más espacio.
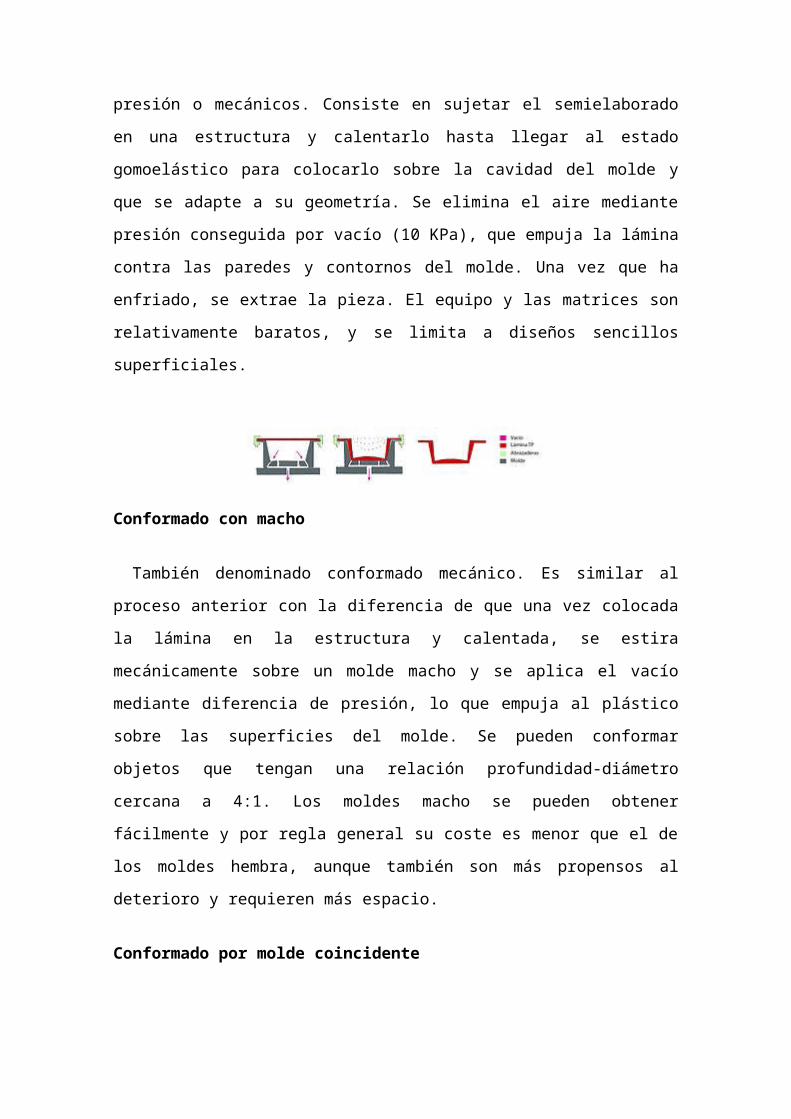
Conformado por molde coincidente
Consiste en sujetar la lámina a una estructura y calentarla para conformarla
entre troqueles macho y hembra. Permite fabricar piezas muy exactas con
tolerancia mínimas, consiguiendo además gran precisión en las dimensiones y
detalles (deben protegerse los troqueles ya que cualquier defecto se
reproduciría en la pieza). El ciclo suele durar entre 10 y 20 segundos.
Fases del proceso de conformado por molde coincidente
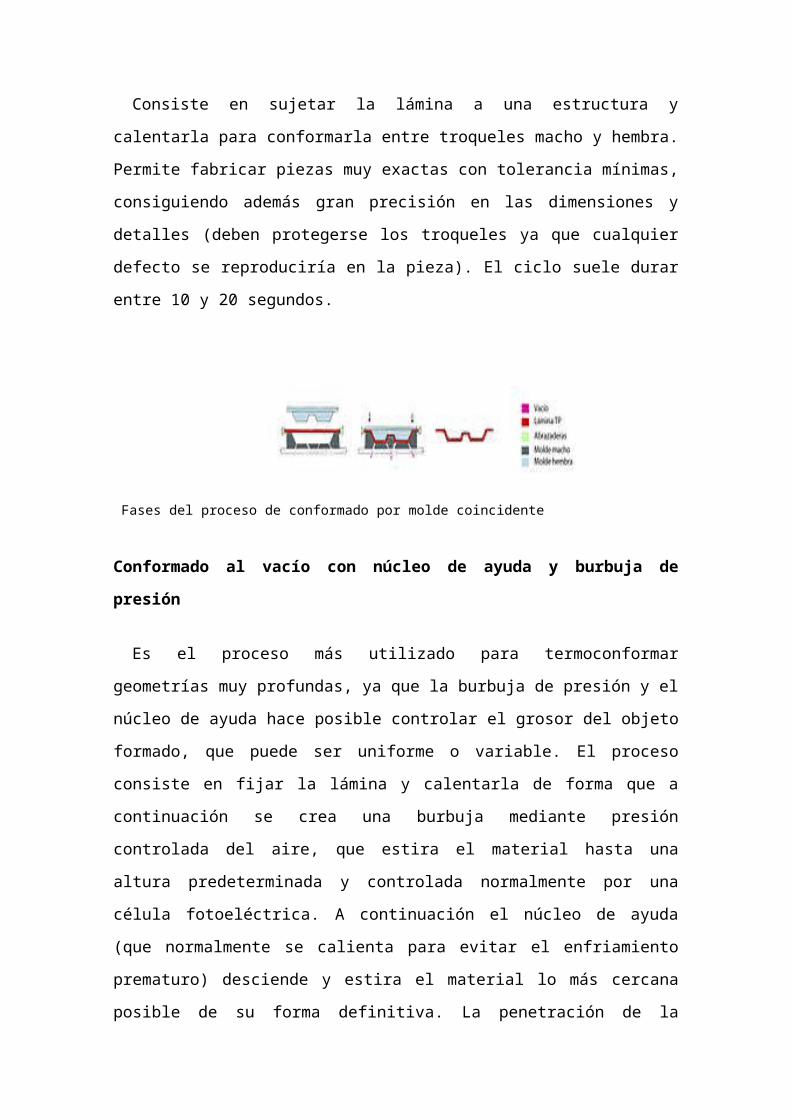
Conformado al vacío con núcleo de ayuda y burbuja de presión
Es el proceso más utilizado para termoconformar geometrías muy profundas,
ya que la burbuja de presión y el núcleo de ayuda hace posible controlar el
grosor del objeto formado, que puede ser uniforme o variable. El proceso
consiste en fijar la lámina y calentarla de forma que a continuación se crea una
burbuja mediante presión controlada del aire, que estira el material hasta una
altura predeterminada y controlada normalmente por una célula fotoeléctrica. A
continuación el núcleo de ayuda (que normalmente se calienta para evitar el
enfriamiento prematuro) desciende y estira el material lo más cercana posible
de su forma definitiva. La penetración de la clavija deberá avanzar hasta un 70
o 80% de la profundidad de la cavidad. Finalmente se aplica presión de aire
desde el lado de la clavija al mismo tiempo que se forma vacío sobre la cavidad
de forma que se completa la conformación de la lámina.
Conformado al vacío con núcleo de ayuda
Proceso utilizado para evitar el adelgazamiento de las aristas y esquinas en
productos con forma de vaso o caja, ya que permite extender y estirar
mecánicamente el material plástico hasta la cavidad del molde. La clavija suele
precalentarse y normalmente es un 10-20% menor que la cavidad. Una vez que
se ha introducido se extrae el aire del molde completando así la formación de la
pieza mediante vacío.
Conformado a presión con ayuda de núcleo
Es muy similar al proceso anterior con la diferencia de que se aplica presión
de aire para que fuerce a la lámina de plástico a adaptarse a las paredes del
molde.
Conformado a presión en fase sólida
Este proceso es muy similar al conformado con ayuda de núcleo, sin
embargo el material de partida es una pieza plana sólida que generalmente
consiste en polvos sintéticos moldeados por compresión o extrusión, que se
calientan por debajo de su punto de fusión y se comprimen hasta alcanzar la
forma de una lámina de espesor deseado. El material caliente se estira
mediante una clavija y la presión de aire fuerza el material contra las paredes
del molde. El proceso permite orientar las moléculas de material mejorando la
firmeza, tenaceada y la resistencia al agrietamiento.
Conformado en relieve profundo al vacío
Consiste en colocar una lámina de plástico caliente sobre una caja y hacer
vacío, lo que crea una burbuja hacia el interior de la caja. Posteriormente se
baja el molde macho y se libera el vacío de la caja y se hace sobre el molde
macho de forma que el plástico se adapta a las paredes del molde. Es posible
obtener piezas complejas con entrantes y salientes.
Conformado por presión térmica de contacto de lámina atrapada
Es un proceso muy similar al conformado al directo con al excepción de que
se puede usar tanto presión como vacío para adaptar el material a las paredes
del molde.
Conformado con colchón de aire
Similar al conformado en relieve pero con la creación previa de una burbuja
por estirado del material.
Conformado libre
Consiste en soplar una lámina de plástico caliente sobre la silueta de un
molde hembra empleando presiones de hasta 2,7 MPa.
Conformado mecánico
Es un proceso en el que no se utilizan presión de aire ni vacío para
conformar la pieza. La técnica es similar al moldeo coincidente, aunque no se
emplean moldes macho y hembra acoplados, si no fuerzas mecánicas de
doblado, estirado o sujeción de la lámina caliente. Suelen emplearse plantillas
de madera para obtener la forma deseada y hornos, calentadores de cinta y
pistolas térmicas como fuentes de calor. Generalmente se calienta un material
plano y se enrolla alrededor de cilindros, se dobla en ángulos ó se conforman
mecánicamente tubos, varillas y otros perfiles. Este proceso tiene una variante
llamada conformado de anillo y núcleo, que consiste en una forma de molde
macho y contramolde hembra con forma similar entre los que se introduce el
plástico caliente, adaptándose a su forma al enfriar. Tampoco utiliza vacío ni
presión de aire.
Materiales a los que se puede aplicar
Los materiales utilizados son siempre termoplásticos con bajo calor
específico, es decir, de rápido enfriamento y calentamiento, y que además
cuenten con buena transmisión de calor (alta conductividad térmica). Estas
características son de gran importancia, ya que permiten una importante
reducción del ciclo de producción de cada pieza al disminuir el tiempo de
calentamiento y enfriamiento del material.
Los termoplásticos más usados son PS, PVC, ABS, PMMA, TPRF entre
otros; sin embargo, hay algunas excepciones como son los acetales, las
poliamidas y los fluorocarbonos, que no se utilizan. Normalmente, las láminas
de termoconformado contienen solamente un plástico básico, aunque también
se pueden utilizar combinaciones de varios materiales.
Equipos y utillaje
En general se puede afirmar que el costo del utillaje necesario para el
termoconformado es bajo, debido a que las bajas presiones de trabajos
permiten fabricar moldes muy económicos. Además, su puesta en servicio es
rápida, al igual que el cambio de molde, lo que permite una gran flexibilidad del
proceso, lo que hace que resulte muy económico para series pequeñas.
La mayor complejidad del molde se encuentra en los pequeños orificios de
los que debe disponer para hacer vacío o presión y los sistemas de eliminación
de calor, que sólo son incorporados si procede. En el caso de los orificios,
siempre son preferibles y más eficaces las ranuras que los agujeros para
permitir que se elimine el aire del interior del molde, y se deben fabricar con un
diámetro inferior a 0,65 mm para evitar defectos en la superficie de la pieza
acabada. Normalmente se sitúan en las zonas bajas o que no están
conectadas al molde. Muchos equipos incorporan una chimenea de equilibrio
para asegurar un vacío constante que suele estar entre los 500 y 760 mm de
mercurio. Los moldes suelen incluir siempre ángulos de salida para extraer
fácilmente la pieza (entre 2 y 7º)
Materiales para moldes
Los materiales más utilizados para los moldes son:
• Madera, para los que se suele utilizar maderas duras secadas en horno, a
las que se les aplica barniz para tapar los poros. Suele tardar en enfriar las
piezas por lo se utiliza para series cortas o prototipos. Los agujeros suelen
realizarse con broca.
• Escayola, se suele emplear con un 5% de fibra de vidrio para evitar rotura
por fragilidad o si se requiere gran duración, y se le aplica tapaporos para evitar
desgaste. También se utiliza en pequeñas series o prototipos y los agujeros se
realizan a partir de alambres lubricados.
• Poliéster reforzado con fibra de vidrio, son de mayor duración por lo que se
aplican a series de hasta 500 piezas.
• Colada epoxi, son de mayor resistencia y soportan temperaturas grandes,
por lo que se aplica a series de mayor producción, hasta 1000 piezas. Es
necesario un modelo para fabricar el molde.
• Aluminio, fácil de mecanizar y con gran capacidad de evacuación del calor,
por lo que son muy utilizados en grandes series.
• Acero, permiten fácil mecanizado y buenos acabados de superficie; sobre
todo si se emplean aceros blandos.
Instalaciones
Para el proceso de termoconformado existen varios tipos de instalaciones.
Hay máquinas simples que realizan el calentamiento y moldeo en una sola
estación, se emplean en series cortas y prototipos y suelen ser manuales.
Otro tipo de instalaciones son las industriales, que constan por lo general de
distintas estaciones en cada una de las cuales se realiza una operación sobre
el material, que va pasando de forma continua. Generalmente constan de:
• Estación de suministro de lámina, que surte de material al resto de
estaciones.
• Estación calefactora, que calienta el semielaborado hasta la temperatura
adecuada.
• Estación de coformado, da forma a la lámina.
• Estación de troquelado, elimina el material sobrante y recoge el desperdicio.
• Estación de apilado, recoge las piezas conformadas.
MESA DE TERMOFORMADO
Es una herramienta que se utiliza para darle una forma determinada a
algunos tipos de plástico por medio de un molde
Se escucha muy complicado pero la verdad es que no lo es tanto en
principio empezare por explicar cómo funciona la mesa que vamos a construir
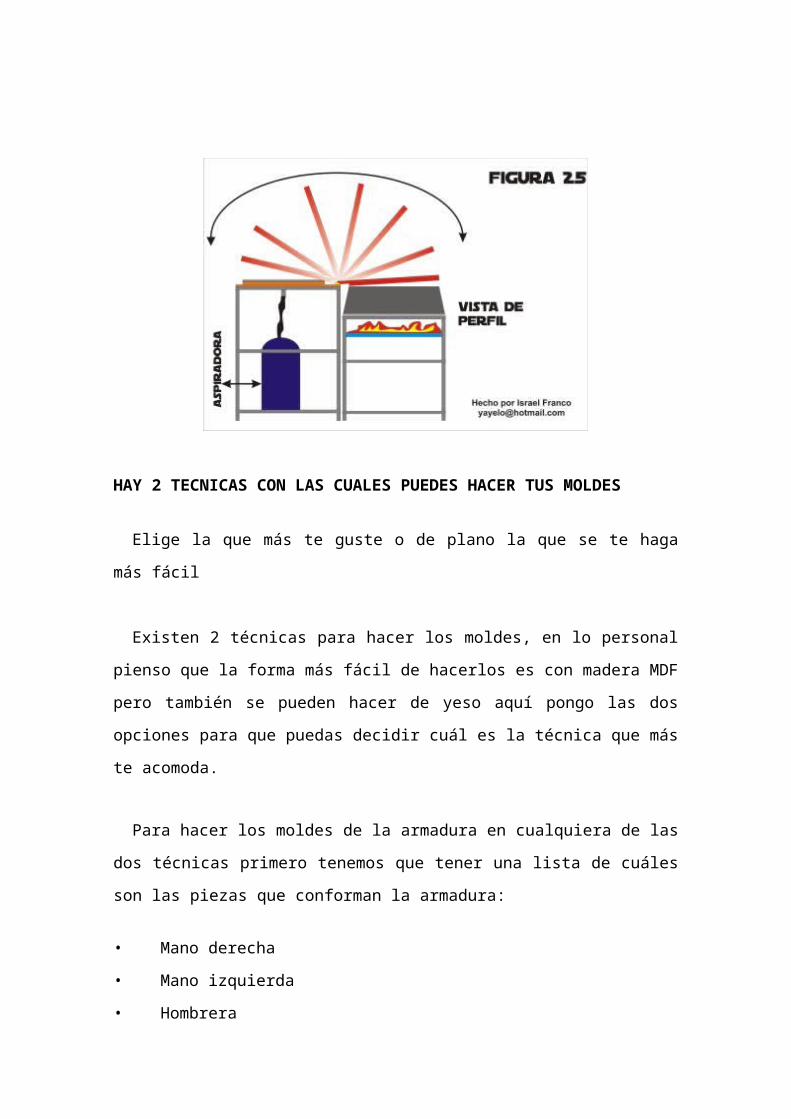
El proceso del termoformado consiste en calentar una hoja de plástico
termoformable hasta que pase de ser rígida a ser lo bastante blanda como para
que al ponerla sobre un molde adopte la forma del mismo, posteriormente se le
aplica un vació para que se copien todos los detalles y se deja enfriar de
nuevo. Al enfriarse recobra su rigidez y conserva la forma que se le ha dado.
La mesa de termoformado se compone de dos partes: una fuente de calor y
un dispositivo de vació. elvacio lo haremos con una aspiradora de minimo 3HP
(la puedes consegur en Home Depot o en Sam's Club, su precio varia entre los
$900.00 y los $1,500.00 pero si ya tienes una te evitas ese gasto) y el calor con
un quemador de gas como el de las estufas pero un poco mas grande (lo
puedes consegur en el mercado de la Merced, en donde venden articulos para
cocinas y taquerias mas o menos te sale en $200.00).
Se Fabricara la mesa en 4 modulos pues consta de varias partes que
despues se uniran entre si, en cada modulopondre una lista de los materiales
que ocuparemos para facilitar la tarea, bueno comencemos.
NOTA IMPORTANTE antes de empezar a dale una hojeada a toda la pagina
para que te des una idea de lo que haremos y decidir si te animas o no
MODULO 1:
Superficie de succión (base del molde)
Materiales:
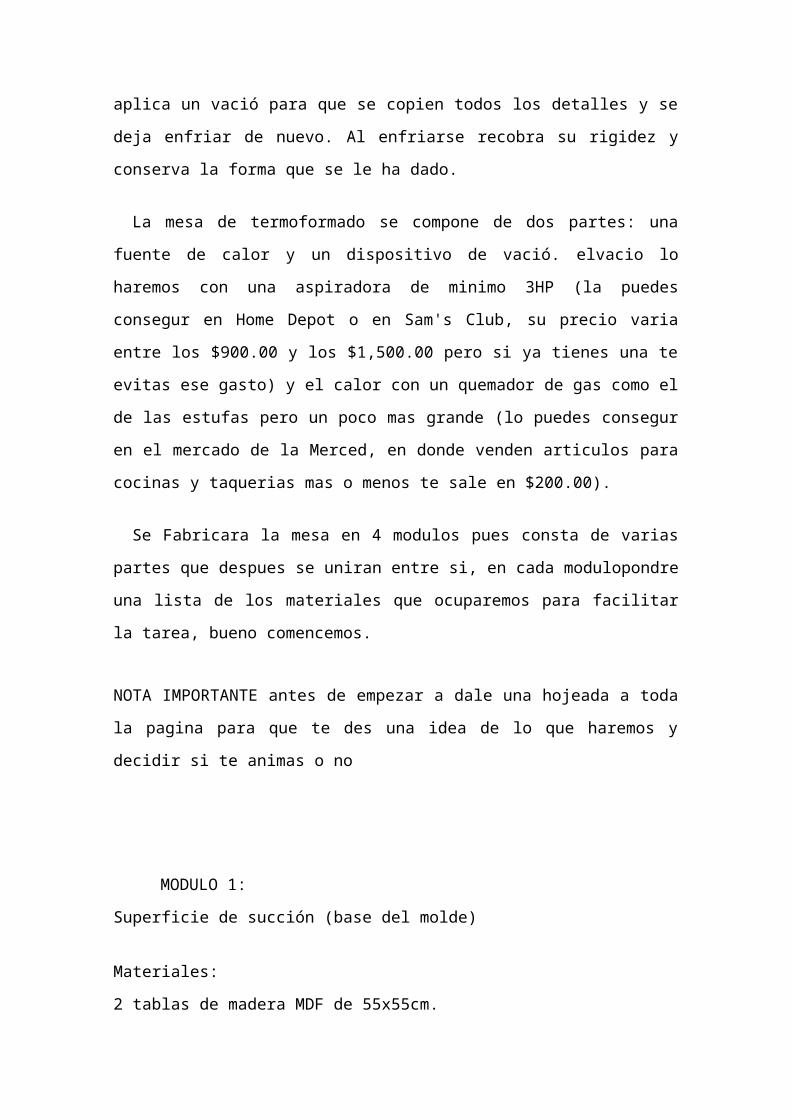
2 tablas de madera MDF de 55x55cm.
4 bordes de madera MDF de 53x2
1 lamina de alumino 60x60
1 Metro o Cinta de Medir
1 Plumon o lapiz
1 Tubo galvanizado de 3/4 con rosca
2 tuercas planas del tamaño del tubo
Taladro con broca de 1/8
Clavos
Silicon para sellar las uniones
Cemento de contacto
Tijeras
Construcción de la superficie de succión:
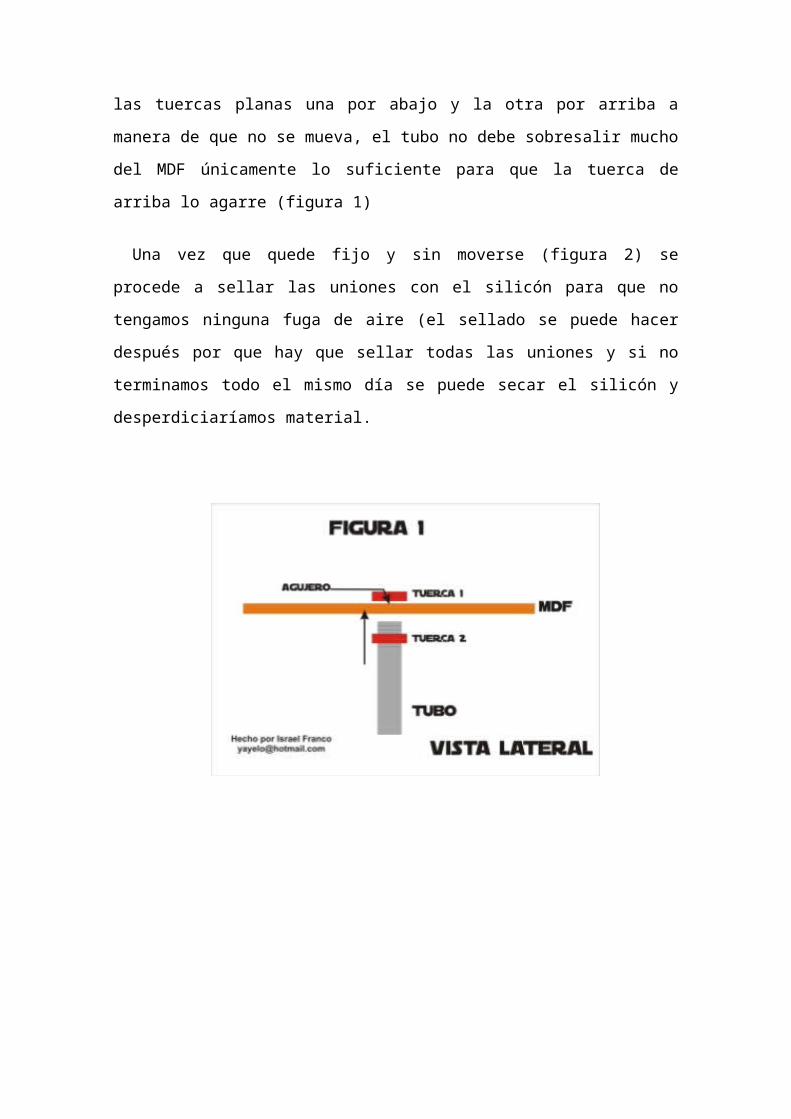
Primero se toma una de las tablas de MDF de 55x55 cm. Y se le perfora un
agujero del tamaño de nuestro tubo galvanizado, procurando que no quede
holgado, y se fija con las tuercas planas una por abajo y la otra por arriba a
manera de que no se mueva, el tubo no debe sobresalir mucho del MDF
únicamente lo suficiente para que la tuerca de arriba lo agarre (figura 1)
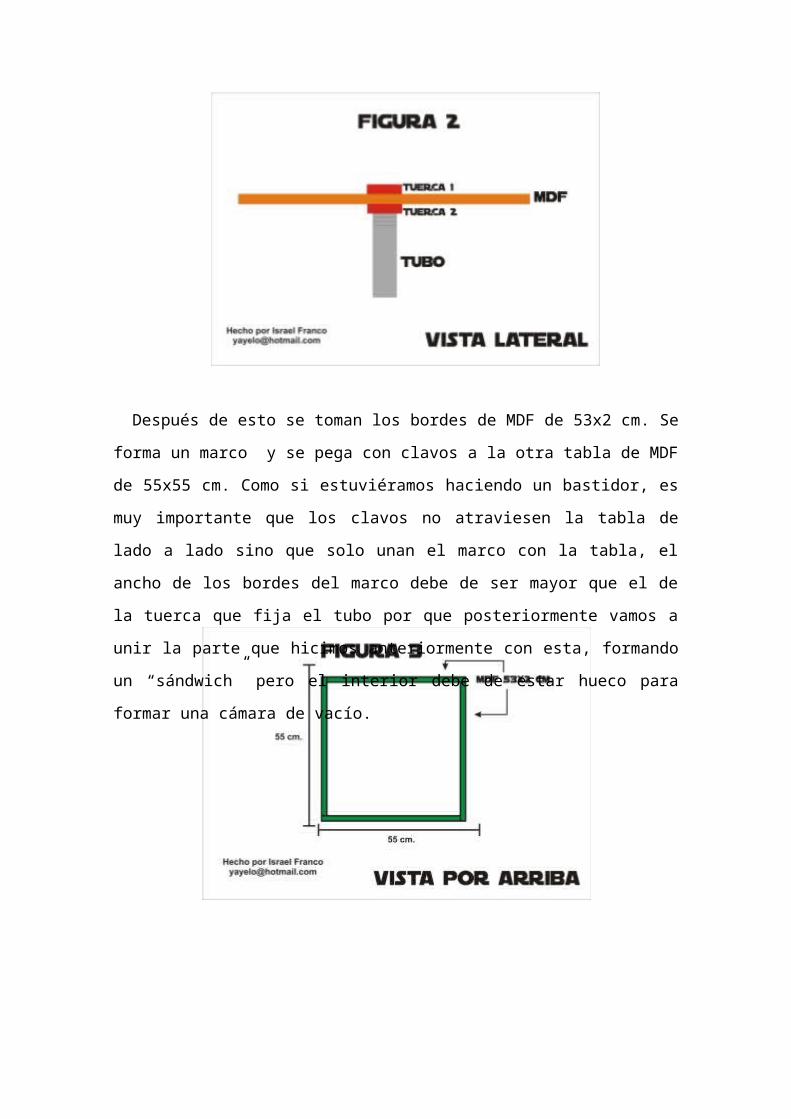
Una vez que quede fijo y sin moverse (figura 2) se procede a sellar las
uniones con el silicón para que no tengamos ninguna fuga de aire (el sellado se
puede hacer después por que hay que sellar todas las uniones y si no
terminamos todo el mismo día se puede secar el silicón y desperdiciaríamos
material.
Después de esto se toman los bordes de MDF de 53x2 cm. Se forma un
marco y se pega con clavos a la otra tabla de MDF de 55x55 cm. Como si
estuviéramos haciendo un bastidor, es muy importante que los clavos no
atraviesen la tabla de lado a lado sino que solo unan el marco con la tabla, el
ancho de los bordes del marco debe de ser mayor que el de la tuerca que fija el
tubo por que posteriormente vamos a unir la parte que hicimos anteriormente
con esta, formando un “sándwich” pero el interior debe de estar hueco para
formar una cámara de vacío.
Ya que esta hecho el bastidor, se toma la placa de aluminio se centra y se
fija con cemento de contacto (Resistol 5000) a la tabla del bastidor, como la
placa de aluminio es más grande que el bastidor quedaran unas pestañas que
deben de ser del mismo tamaño en los 4 lados.
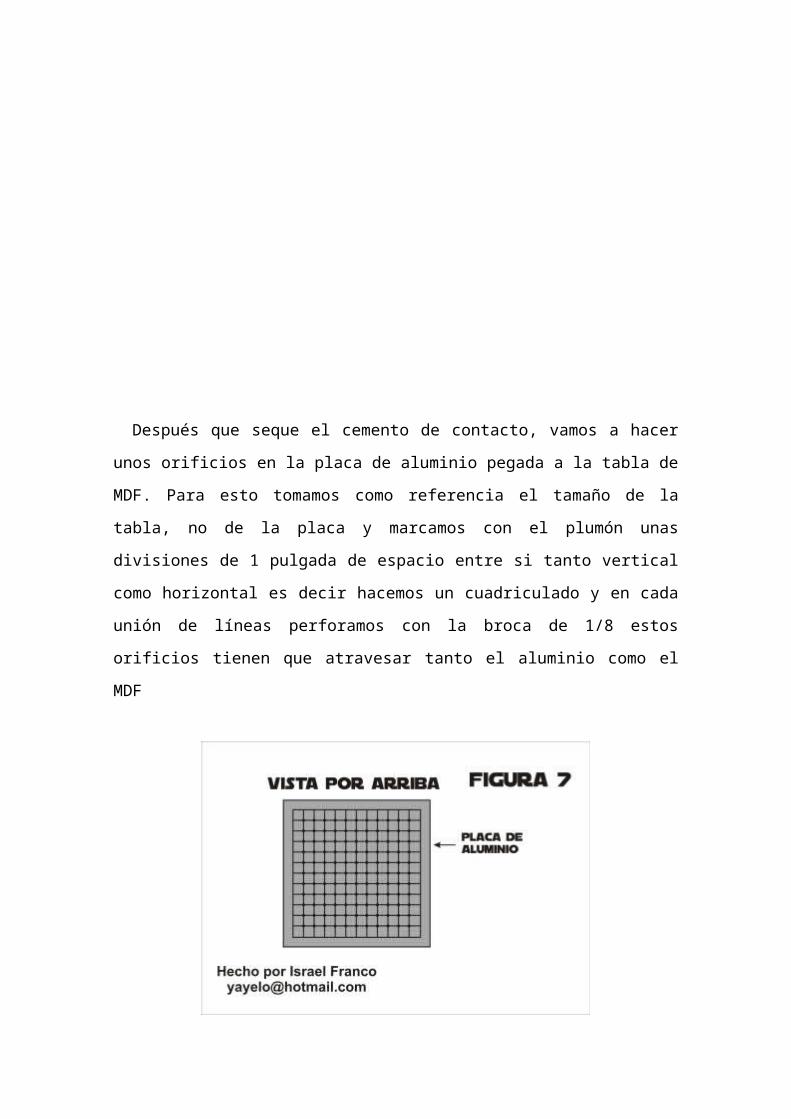
Después que seque el cemento de contacto, vamos a hacer unos orificios en
la placa de aluminio pegada a la tabla de MDF. Para esto tomamos como
referencia el tamaño de la tabla, no de la placa y marcamos con el plumón
unas divisiones de 1 pulgada de espacio entre si tanto vertical como horizontal
es decir hacemos un cuadriculado y en cada unión de líneas perforamos con la
broca de 1/8 estos orificios tienen que atravesar tanto el aluminio como el MDF
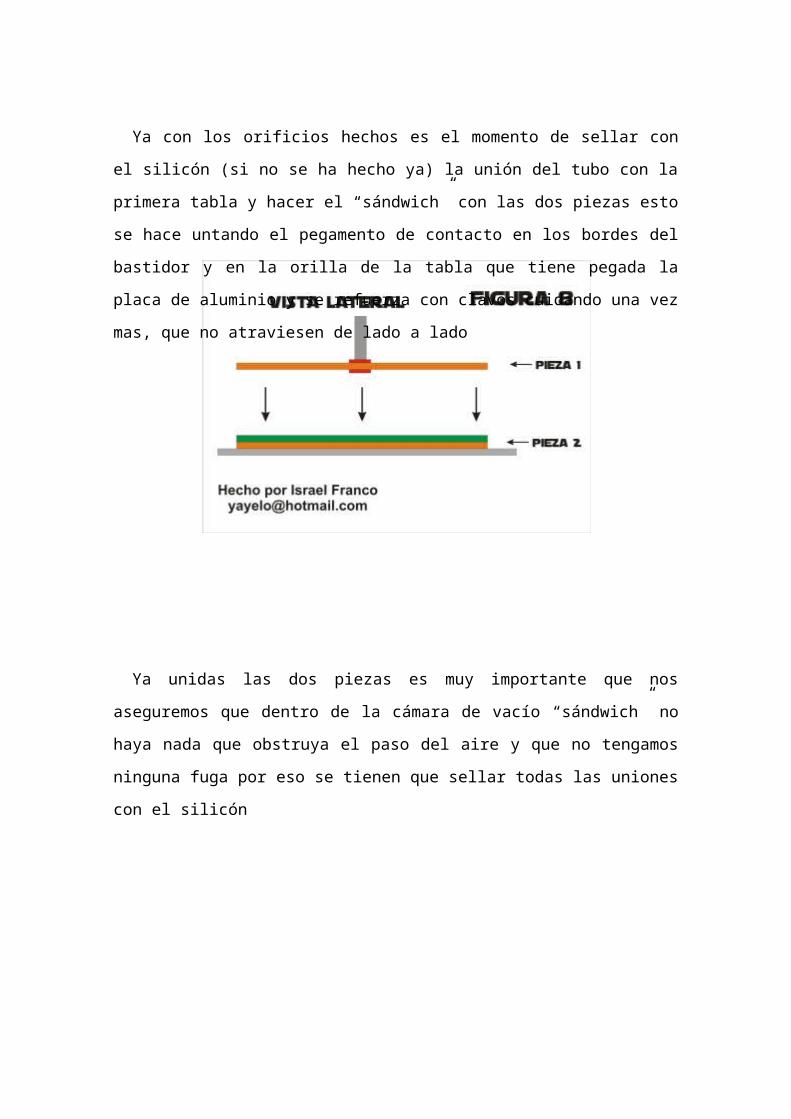
Ya con los orificios hechos es el momento de sellar con el silicón (si no se ha
hecho ya) la unión del tubo con la primera tabla y hacer el “sándwich” con las
dos piezas esto se hace untando el pegamento de contacto en los bordes del
bastidor y en la orilla de la tabla que tiene pegada la placa de aluminio y se
refuerza con clavos cuidando una vez mas, que no atraviesen de lado a lado
Ya unidas las dos piezas es muy importante que nos aseguremos que dentro
de la cámara de vacío “sándwich” no haya nada que obstruya el paso del aire y
que no tengamos ninguna fuga por eso se tienen que sellar todas las uniones
con el silicón
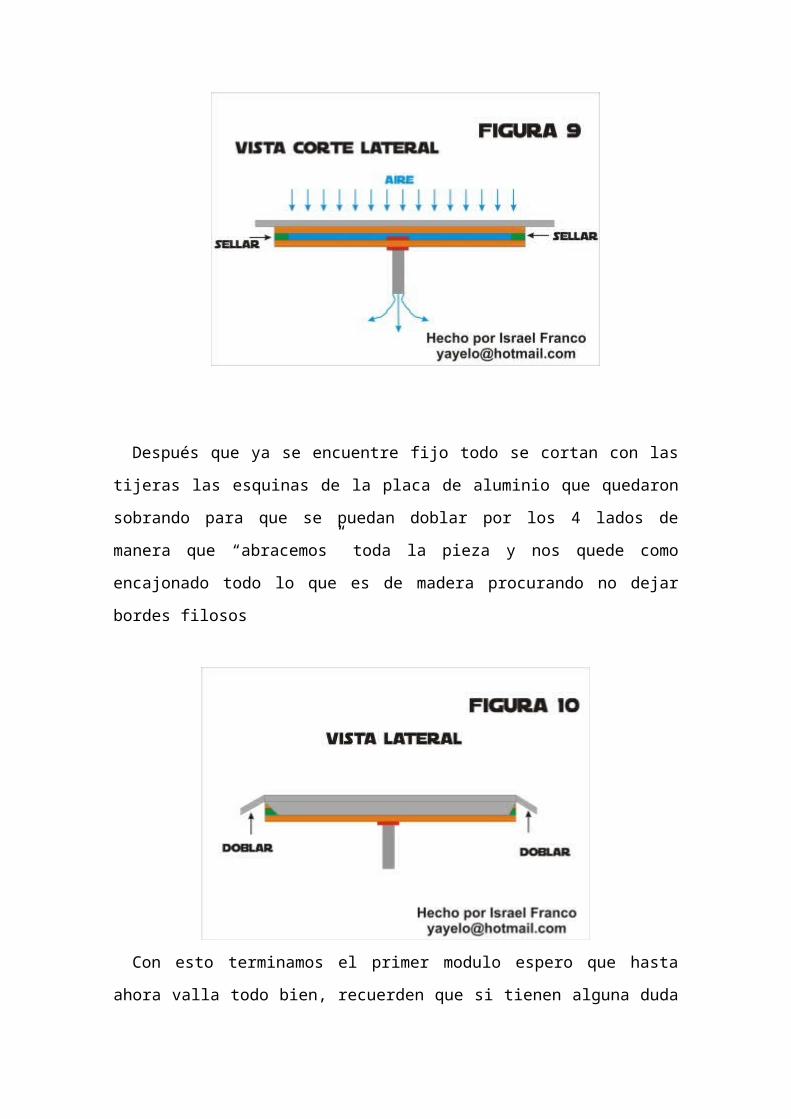
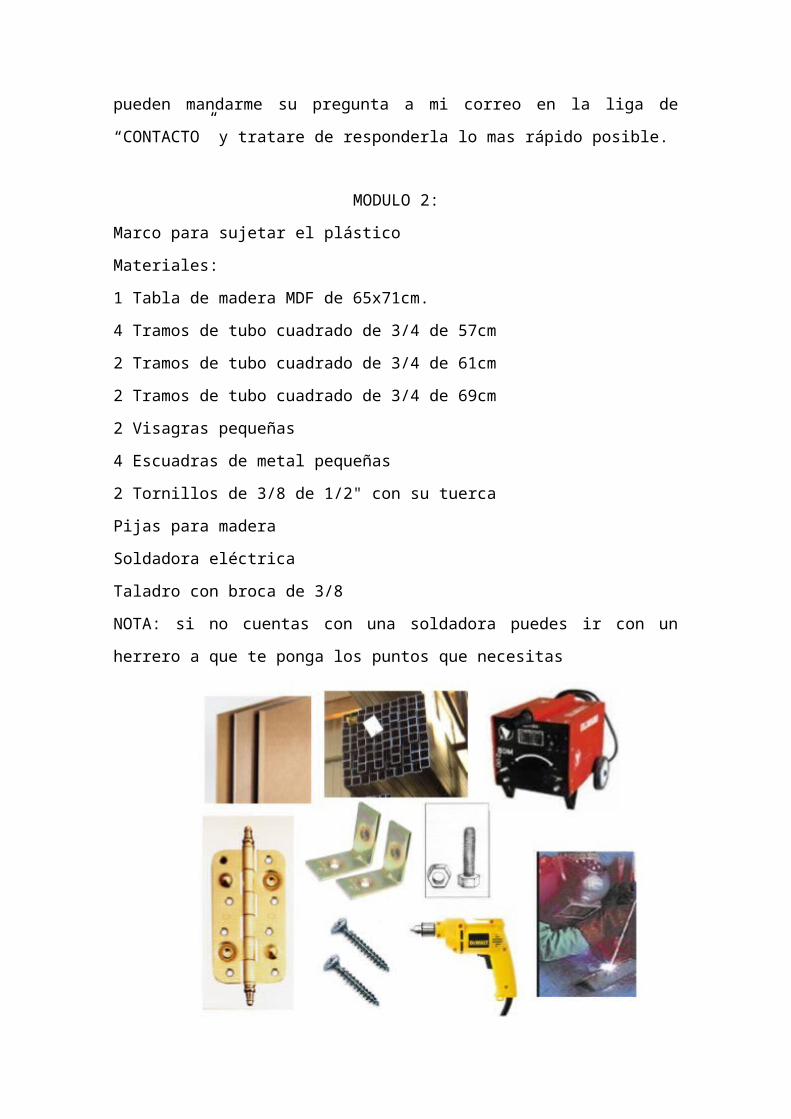
Después que ya se encuentre fijo todo se cortan con las tijeras las esquinas
de la placa de aluminio que quedaron sobrando para que se puedan doblar por
los 4 lados de manera que “abracemos” toda la pieza y nos quede como
encajonado todo lo que es de madera procurando no dejar bordes filosos
Con esto terminamos el primer modulo espero que hasta ahora valla todo
bien, recuerden que si tienen alguna duda pueden mandarme su pregunta a mi
correo en la liga de “CONTACTO” y tratare de responderla lo mas rápido
posible.
MODULO 2:
Marco para sujetar el plástico
Materiales:
1 Tabla de madera MDF de 65x71cm.
4 Tramos de tubo cuadrado de 3/4 de 57cm
2 Tramos de tubo cuadrado de 3/4 de 61cm
2 Tramos de tubo cuadrado de 3/4 de 69cm
2 Visagras pequeñas
4 Escuadras de metal pequeñas
2 Tornillos de 3/8 de 1/2" con su tuerca
Pijas para madera
Soldadora eléctrica
Taladro con broca de 3/8
NOTA: si no cuentas con una soldadora puedes ir con un herrero a que te
ponga los puntos que necesitas
Construcción del marco para sujetar el plástico:
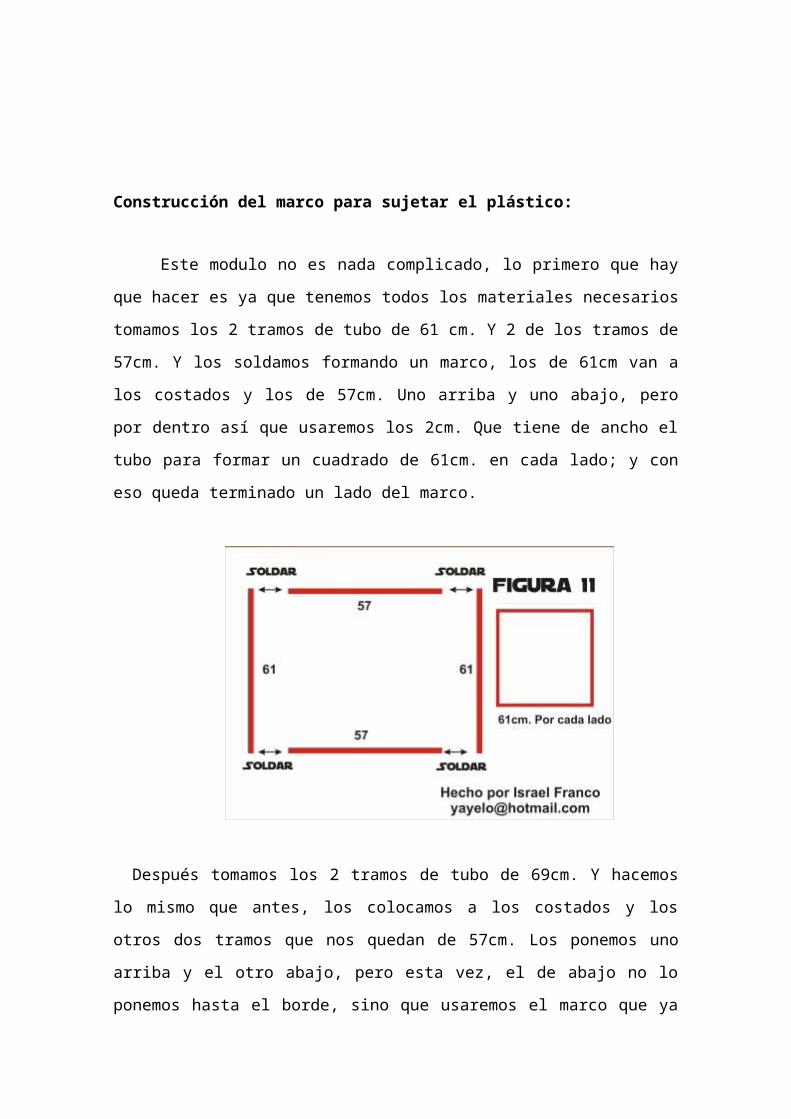
Este modulo no es nada complicado, lo primero que hay que hacer es ya
que tenemos todos los materiales necesarios tomamos los 2 tramos de tubo de
61 cm. Y 2 de los tramos de 57cm. Y los soldamos formando un marco, los de
61cm van a los costados y los de 57cm. Uno arriba y uno abajo, pero por
dentro así que usaremos los 2cm. Que tiene de ancho el tubo para formar un
cuadrado de 61cm. en cada lado; y con eso queda terminado un lado del
marco.
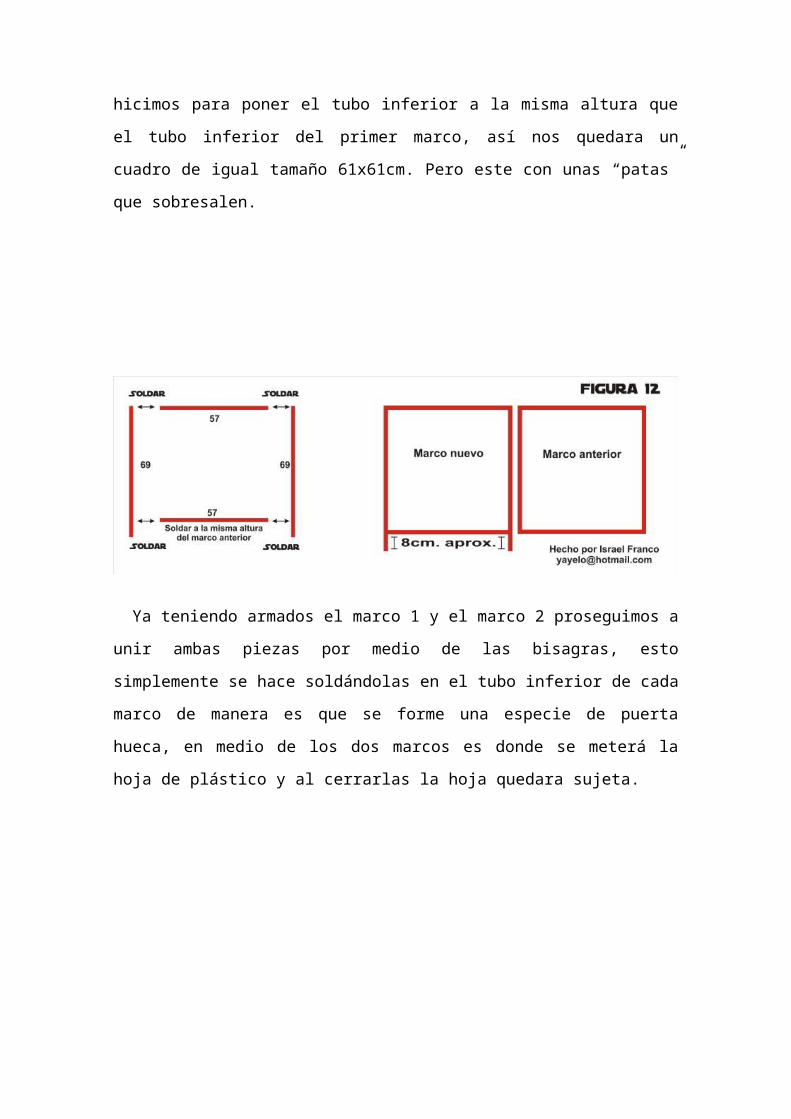
Después tomamos los 2 tramos de tubo de 69cm. Y hacemos lo mismo que
antes, los colocamos a los costados y los otros dos tramos que nos quedan de
57cm. Los ponemos uno arriba y el otro abajo, pero esta vez, el de abajo no lo
ponemos hasta el borde, sino que usaremos el marco que ya hicimos para
poner el tubo inferior a la misma altura que el tubo inferior del primer marco, así
nos quedara un cuadro de igual tamaño 61x61cm. Pero este con unas “patas”
que sobresalen.
Ya teniendo armados el marco 1 y el marco 2 proseguimos a unir ambas
piezas por medio de las bisagras, esto simplemente se hace soldándolas en el
tubo inferior de cada marco de manera es que se forme una especie de puerta
hueca, en medio de los dos marcos es donde se meterá la hoja de plástico y al
cerrarlas la hoja quedara sujeta.
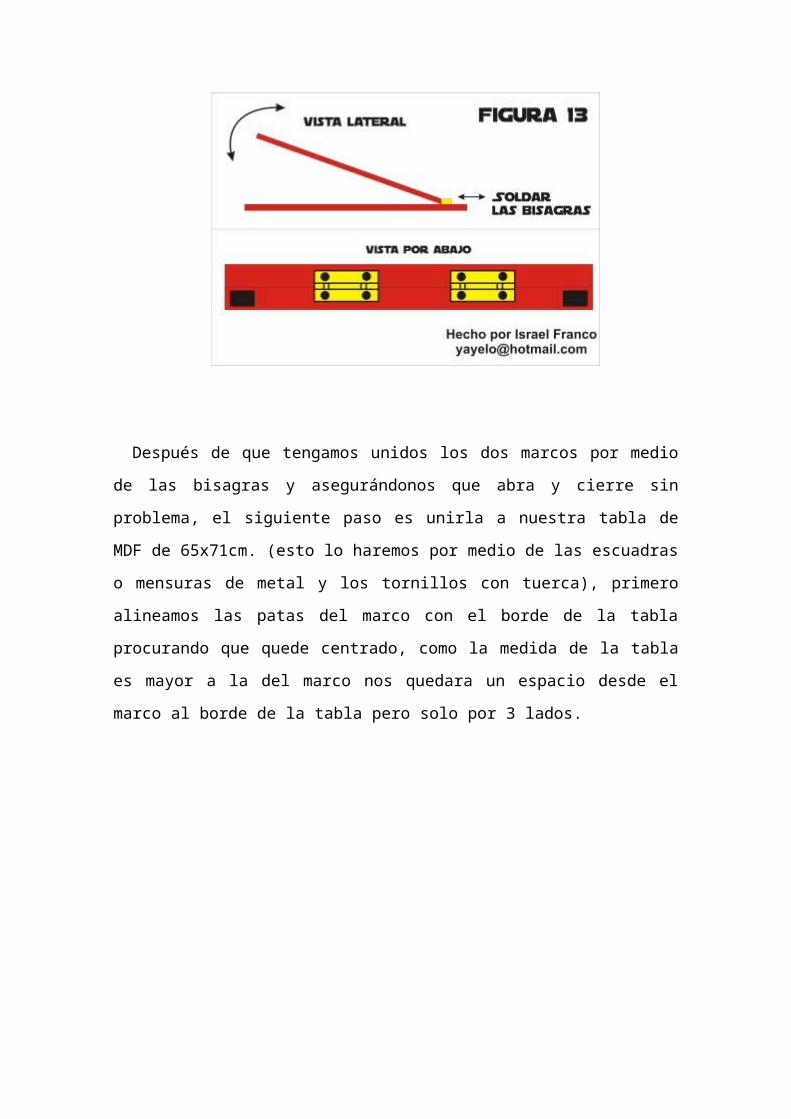
Después de que tengamos unidos los dos marcos por medio de las bisagras
y asegurándonos que abra y cierre sin problema, el siguiente paso es unirla a
nuestra tabla de MDF de 65x71cm. (esto lo haremos por medio de las
escuadras o mensuras de metal y los tornillos con tuerca), primero alineamos
las patas del marco con el borde de la tabla procurando que quede centrado,

como la medida de la tabla es mayor a la del marco nos quedara un espacio
desde el marco al borde de la tabla pero solo por 3 lados.
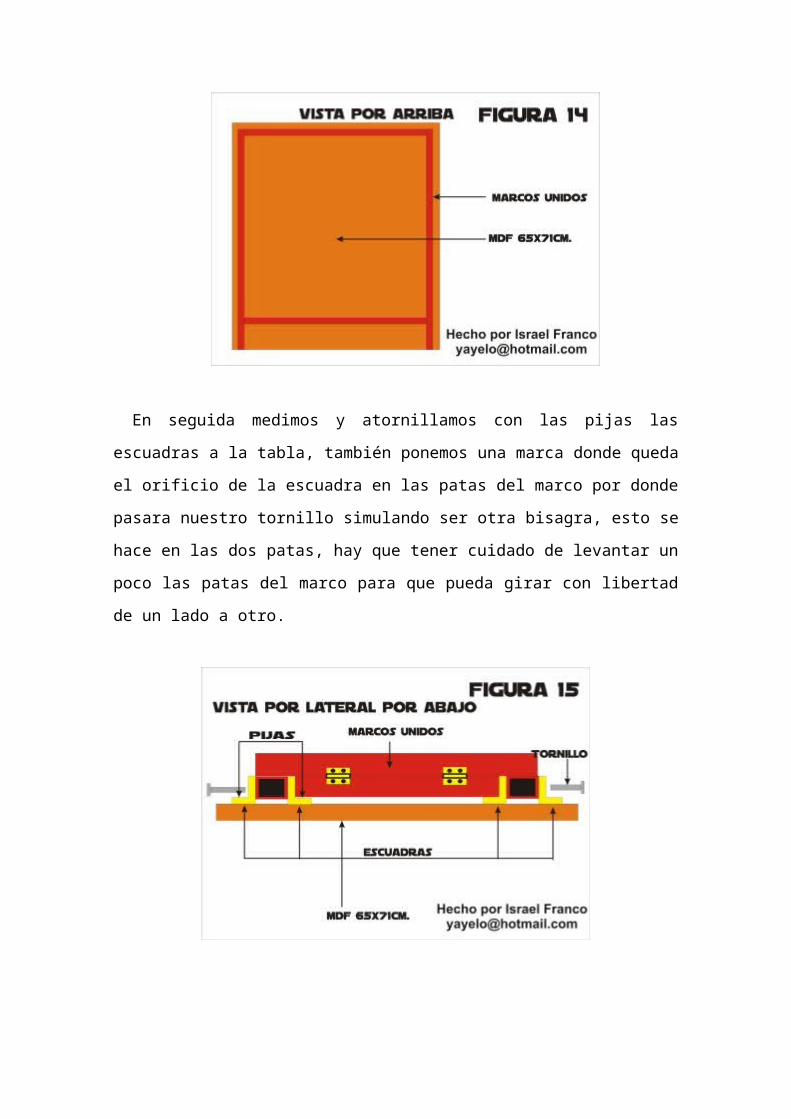
En seguida medimos y atornillamos con las pijas las escuadras a la tabla,
también ponemos una marca donde queda el orificio de la escuadra en las
patas del marco por donde pasara nuestro tornillo simulando ser otra bisagra,
esto se hace en las dos patas, hay que tener cuidado de levantar un poco las
patas del marco para que pueda girar con libertad de un lado a otro.
Con esto terminamos el segundo modulo y recuerden ante cualquier
pregunta que les surga no duden en preguntar.
MODULO 3:
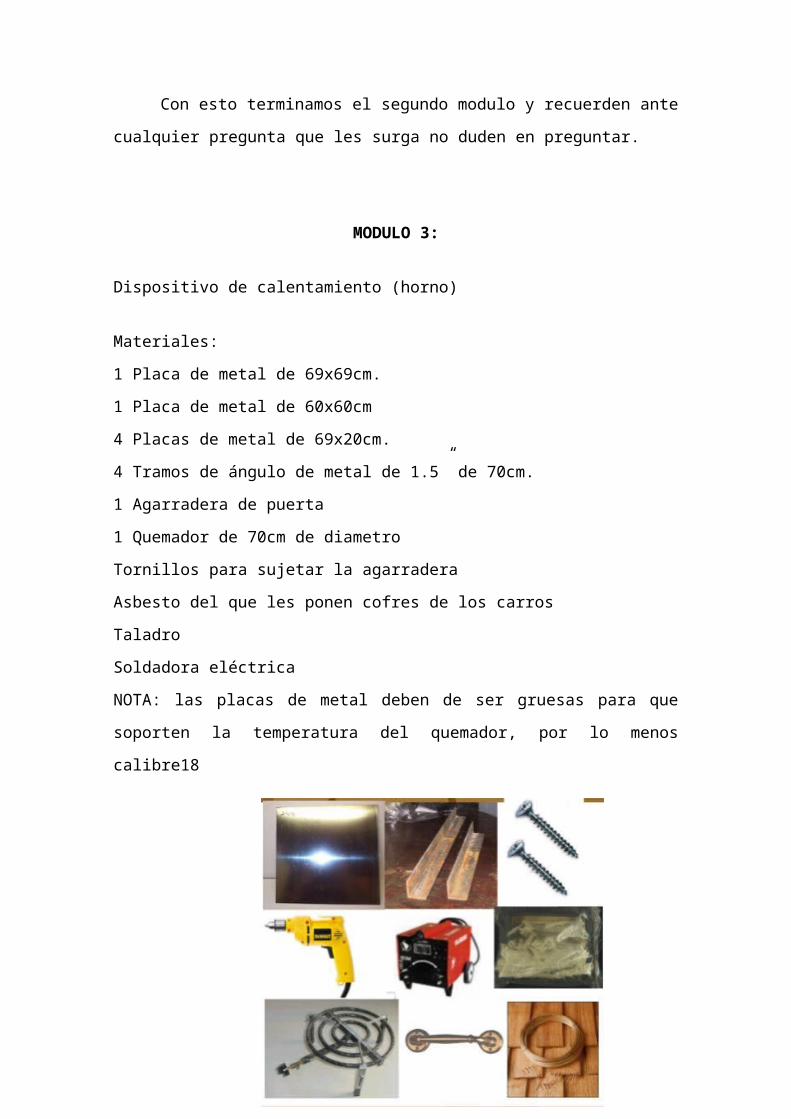
Dispositivo de calentamiento (horno)
Materiales:
1 Placa de metal de 69x69cm.
1 Placa de metal de 60x60cm
4 Placas de metal de 69x20cm.
4 Tramos de ángulo de metal de 1.5” de 70cm.
1 Agarradera de puerta
1 Quemador de 70cm de diametro
Tornillos para sujetar la agarradera
Asbesto del que les ponen cofres de los carros
Taladro
Soldadora eléctrica
NOTA: las placas de metal deben de ser gruesas para que soporten la
temperatura del quemador, por lo menos calibre18
Construcción del dispositivo de calentamiento (horno):
En este modulo vamos a construir el horno que nos permitirá calentar el
plástico para su posterior termoformado bueno comencemos …
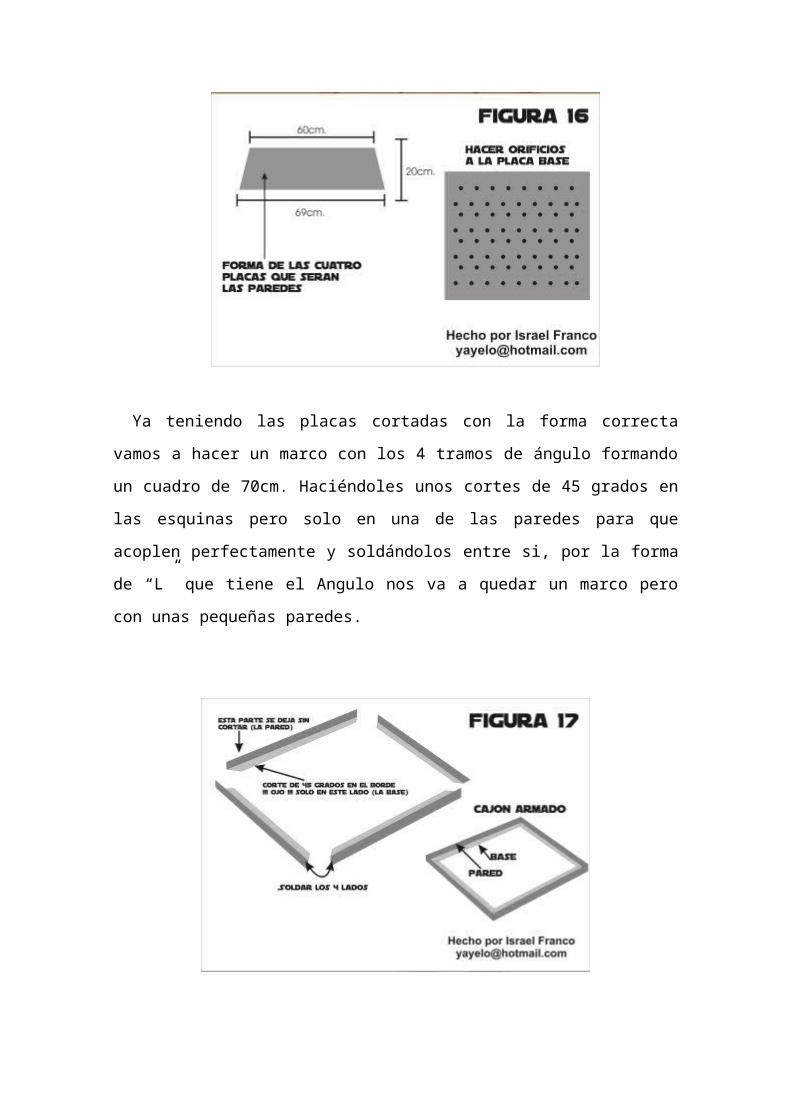
Primero tenemos que darle la forma adecuada al horno y para esto si
necesitamos que en donde compremos las placas de metal nos hagan un corte
a las 4 placas que serán las paredes del horno (las puedes cortar tu mismo con
una segueta pero por el grueso de la placa te costara trabajo) la forma que
llevan es de un trapezoide midiendo en la base 69cm. y en la parte de arriba
60cm. El alto seguirá siendo de 20cm. Y a la placa de 69x69 se le hacen varios
orificios con la broca de 1/8 para que pueda subir bien el calor.
Ya teniendo las placas cortadas con la forma correcta vamos a hacer un
marco con los 4 tramos de ángulo formando un cuadro de 70cm. Haciéndoles
unos cortes de 45 grados en las esquinas pero solo en una de las paredes para
que acoplen perfectamente y soldándolos entre si, por la forma de “L” que tiene
el Angulo nos va a quedar un marco pero con unas pequeñas paredes.
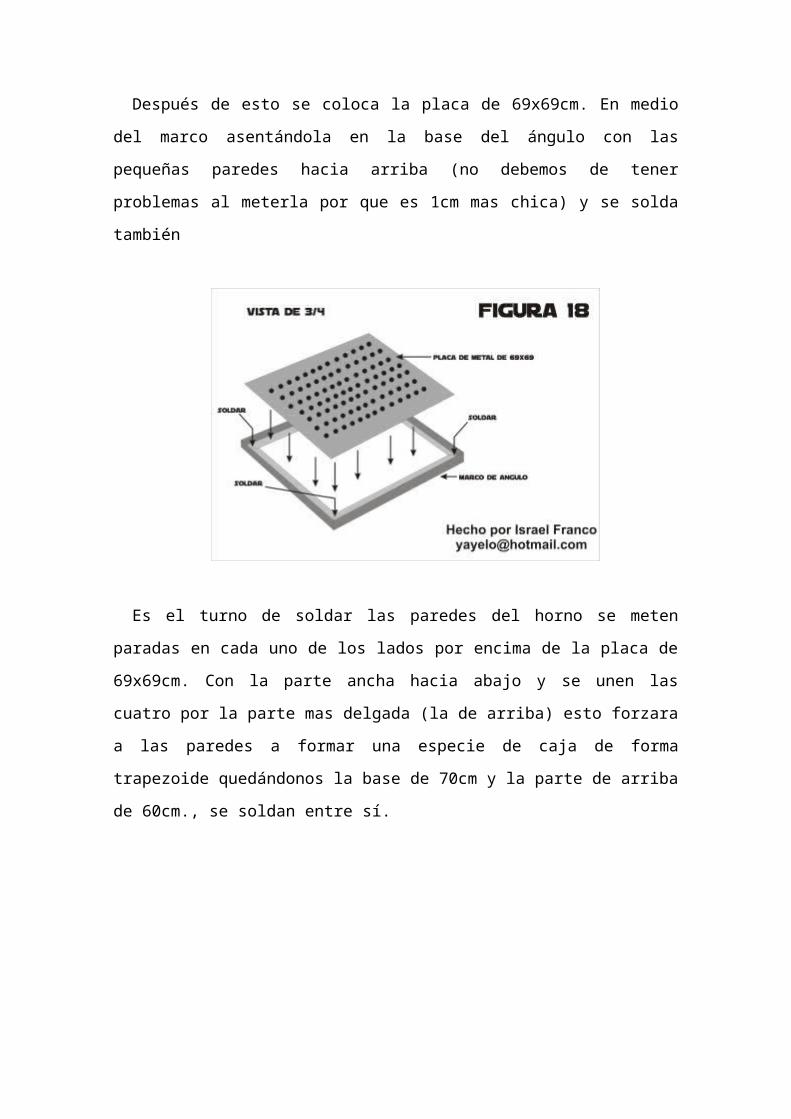
Después de esto se coloca la placa de 69x69cm. En medio del marco
asentándola en la base del ángulo con las pequeñas paredes hacia arriba (no
debemos de tener problemas al meterla por que es 1cm mas chica) y se solda
también
Es el turno de soldar las paredes del horno se meten paradas en cada uno
de los lados por encima de la placa de 69x69cm. Con la parte ancha hacia
abajo y se unen las cuatro por la parte mas delgada (la de arriba) esto forzara a
las paredes a formar una especie de caja de forma trapezoide quedándonos la
base de 70cm y la parte de arriba de 60cm., se soldan entre sí.
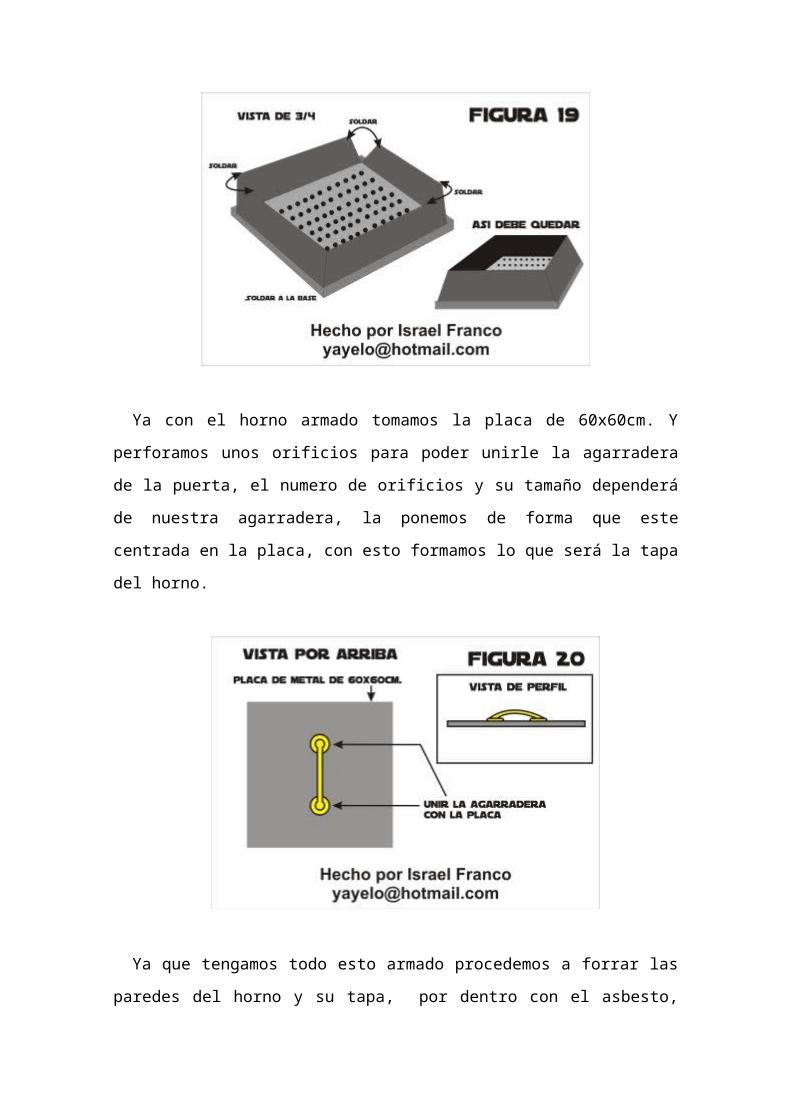
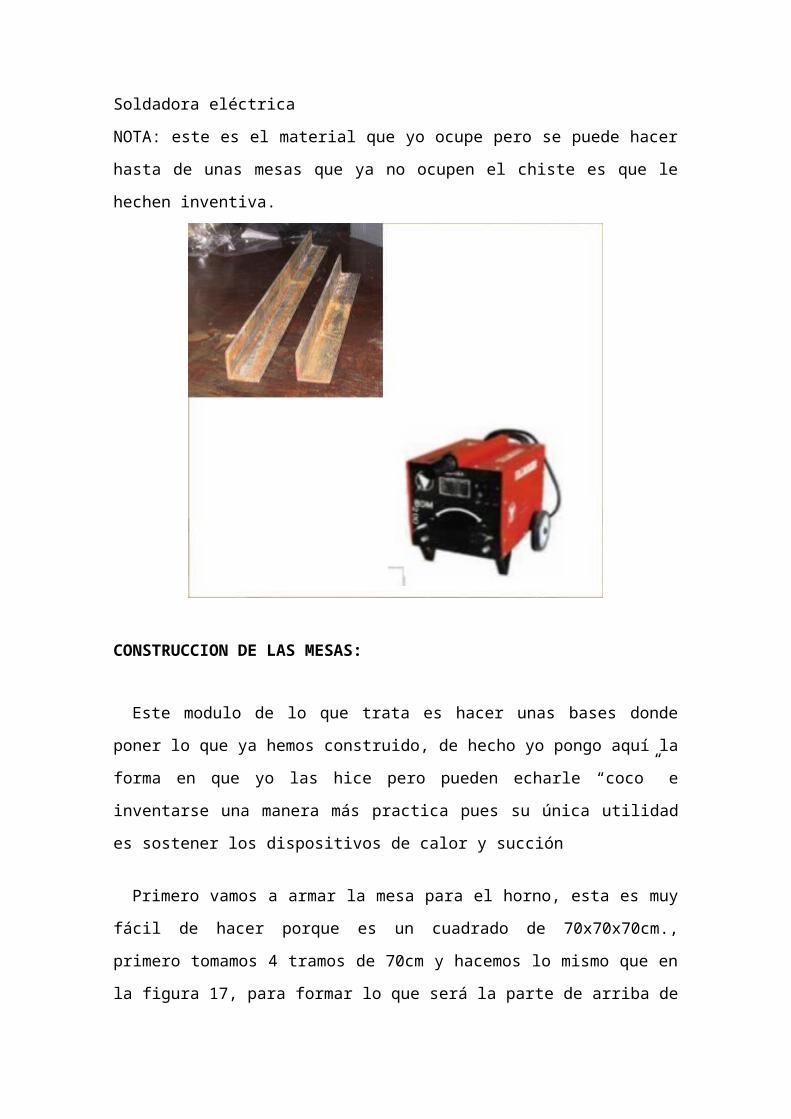
Ya con el horno armado tomamos la placa de 60x60cm. Y perforamos unos
orificios para poder unirle la agarradera de la puerta, el numero de orificios y su
tamaño dependerá de nuestra agarradera, la ponemos de forma que este
centrada en la placa, con esto formamos lo que será la tapa del horno.
Ya que tengamos todo esto armado procedemos a forrar las paredes del
horno y su tapa, por dentro con el asbesto, esto tiene dos utilidades, encerrar
el calor dentro de nuestro horno y que las placas de metal no estén muy
calientes por la parte de afuera.
Una vez que se hace esto ya solo queda poner el quemador por debajo del
horno pero eso lo haremos hasta el siguiente modulo en el que haremos las
mesas para el horno y la superficie de succión.
MODULO 4:
Mesas para el horno y la superficie de succión
Materiales:
Mesa para el horno:
11 tramos de ángulo de 70cm.
Mesa para superficie de succión:
4 tramos de ángulo de 90cm.
4 tramos de ángulo de 71cm.
3 tramos de ángulo de 65cm.
Soldadora eléctrica
NOTA: este es el material que yo ocupe pero se puede hacer hasta de unas
mesas que ya no ocupen el chiste es que le hechen inventiva.
CONSTRUCCION DE LAS MESAS:
Este modulo de lo que trata es hacer unas bases donde poner lo que ya
hemos construido, de hecho yo pongo aquí la forma en que yo las hice pero
pueden echarle “coco” e inventarse una manera más practica pues su única
utilidad es sostener los dispositivos de calor y succión
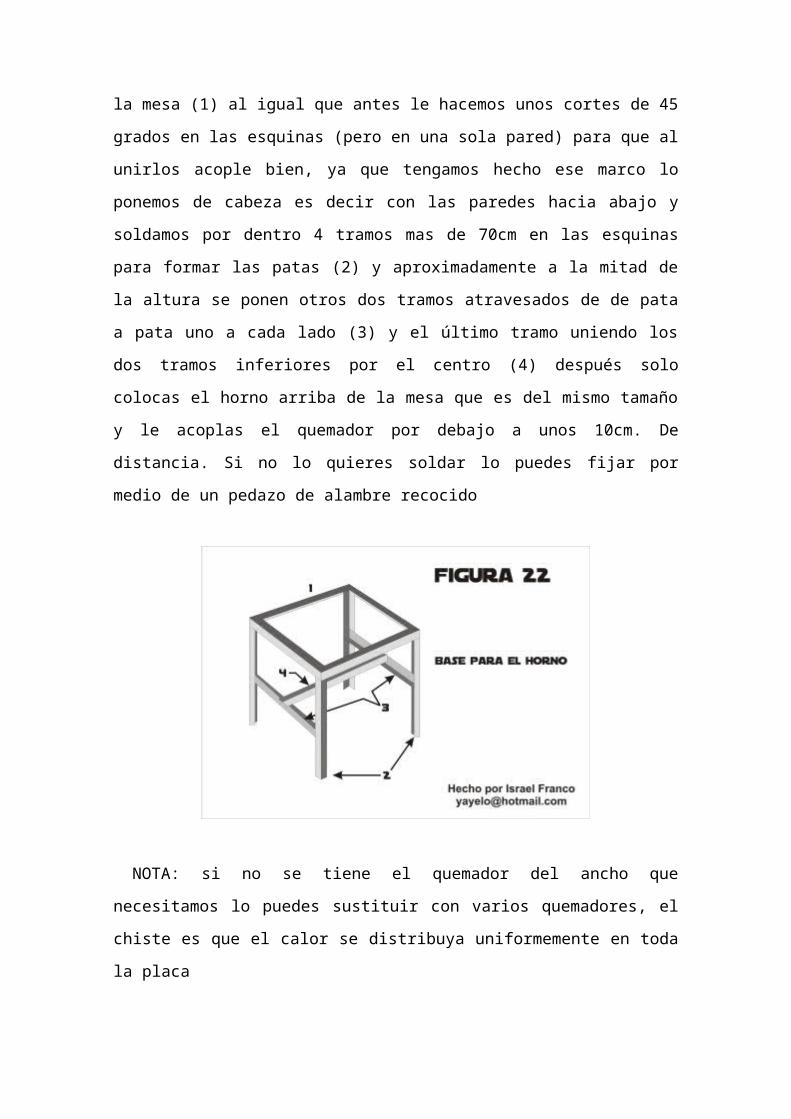
Primero vamos a armar la mesa para el horno, esta es muy fácil de hacer
porque es un cuadrado de 70x70x70cm., primero tomamos 4 tramos de 70cm y
hacemos lo mismo que en la figura 17, para formar lo que será la parte de
arriba de la mesa (1) al igual que antes le hacemos unos cortes de 45 grados
en las esquinas (pero en una sola pared) para que al unirlos acople bien, ya
que tengamos hecho ese marco lo ponemos de cabeza es decir con las
paredes hacia abajo y soldamos por dentro 4 tramos mas de 70cm en las
esquinas para formar las patas (2) y aproximadamente a la mitad de la altura
se ponen otros dos tramos atravesados de de pata a pata uno a cada lado (3) y
el último tramo uniendo los dos tramos inferiores por el centro (4) después solo
colocas el horno arriba de la mesa que es del mismo tamaño y le acoplas el
quemador por debajo a unos 10cm. De distancia. Si no lo quieres soldar lo
puedes fijar por medio de un pedazo de alambre recocido
NOTA: si no se tiene el quemador del ancho que necesitamos lo puedes
sustituir con varios quemadores, el chiste es que el calor se distribuya
uniformemente en toda la placa
Para armar la mesa de la superficie de vacío tomas 2 tramos de 71cm. Y dos
de 65cm. Para formar la parte de arriba de la mesa, exactamente igual que con
la mesa anterior pero en esta ocasión nos quedara un marco rectangular de
71x65cm., nuevamente le soldamos las patas en cada esquina con los 4
tramos de 90cm. y le ponemos los refuerzos de pata a pata con los 3 tramos
de 65cm. En otras palabras es lo mismo que la otra mesa pero esta quedara
20cm. Mas alta y en vez de ser cuadrada es rectangular.
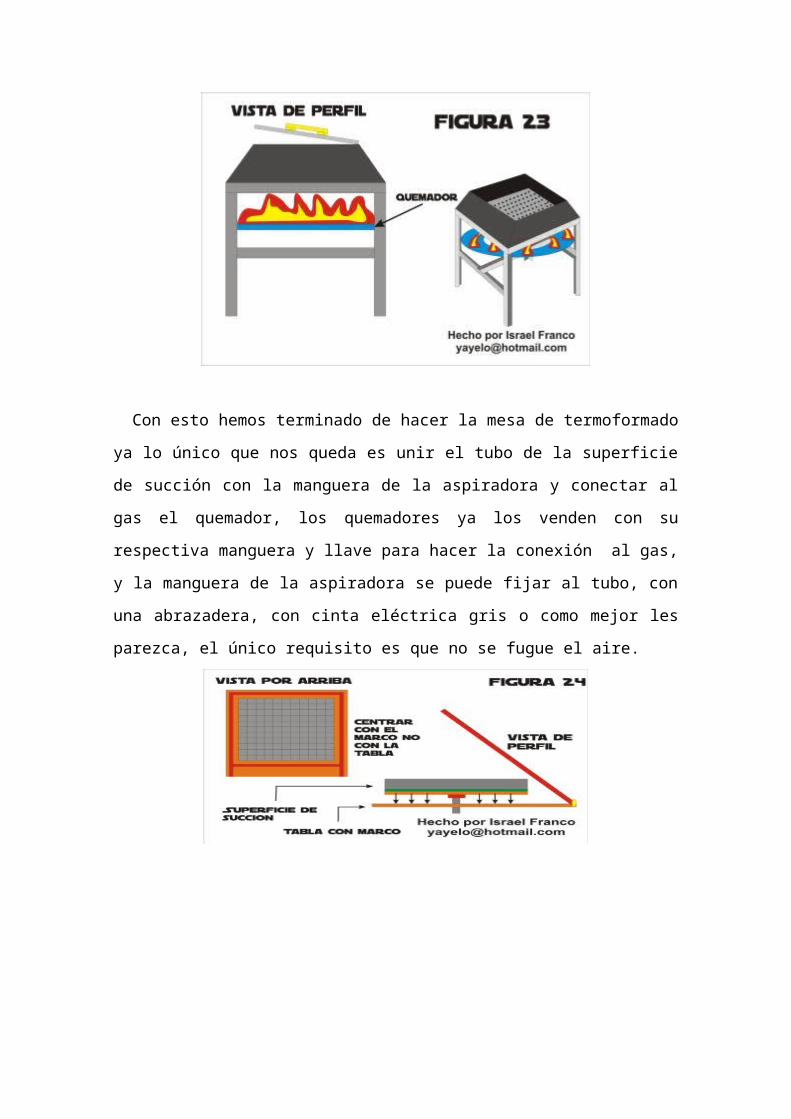
Una vez que ya tengas la mesa armada tomamos la tabla de MDF que tiene
el marco para sujetar el plástico (el que se ve en la figura 14) y le fijamos la
superficie de succión (la que se ve en la figura 10),haciendo una perforación (lo
suficientemente amplia para que pase el tubo) y pegamos con cemento de
contacto ambas piezas es importante que para centrar la superficie de succión
se tome como referencia el marco que sujeta el plástico y no la tabla, debe de
quedar aproximadamente 1cm. de espacio de cada lado entre el marco y la
superficie de succión para que el marco baje sin problemas, al poner las mesas
juntas notaras que la otra mesa ya con el horno puesto, son del mismo tamaño
90cm de alto, esto es para que al girar completamente el marco que sujeta el
plástico quede a la altura del horno y se pueda calentarse y al regresar se
acople al molde de lo que se quiera termoformar
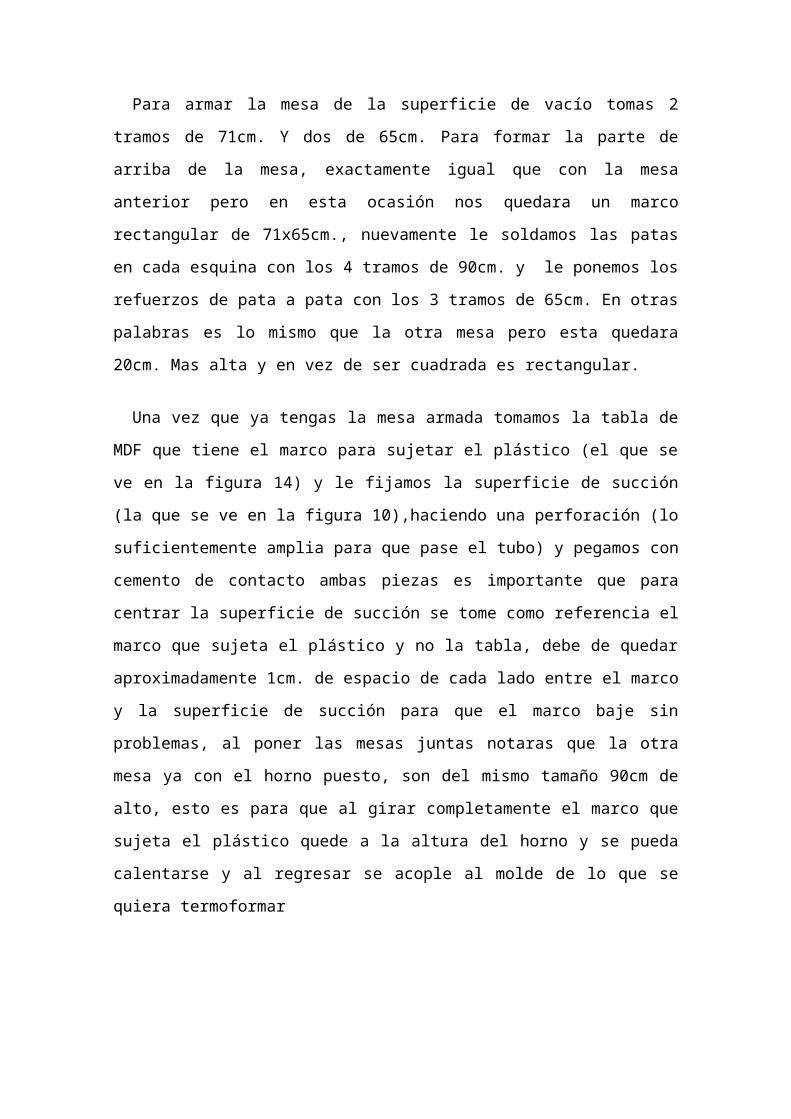
Con esto hemos terminado de hacer la mesa de termoformado ya lo único
que nos queda es unir el tubo de la superficie de succión con la manguera de la
aspiradora y conectar al gas el quemador, los quemadores ya los venden con
su respectiva manguera y llave para hacer la conexión al gas, y la manguera
de la aspiradora se puede fijar al tubo, con una abrazadera, con cinta eléctrica
gris o como mejor les parezca, el único requisito es que no se fugue el aire.
HAY 2 TECNICAS CON LAS CUALES PUEDES HACER TUS MOLDES
Elige la que más te guste o de plano la que se te haga más fácil
Existen 2 técnicas para hacer los moldes, en lo personal pienso que la forma
más fácil de hacerlos es con madera MDF pero también se pueden hacer de
yeso aquí pongo las dos opciones para que puedas decidir cuál es la técnica
que más te acomoda.
Para hacer los moldes de la armadura en cualquiera de las dos técnicas
primero tenemos que tener una lista de cuáles son las piezas que conforman la
armadura:
• Mano derecha
• Mano izquierda
• Hombrera
• Bíceps (Parte interna)
• Bíceps (Parte externa)
• Antebrazo (Parte interna)
• Antebrazo (Parte externa)
• Cinturón
• Pecho
• Espalda alta
• Espalda baja
• Abdomen
• Pierna derecha (Parte interna)
• Pierna derecha (Parte externa)
• Pierna izquierda (Parte interna)
• Pierna izquierda (Parte externa)
• Rodillera derecha
• Rodillera Izquierda
• Pantorrilla (Parte interna)
• Pantorrilla (Parte externa)
Bueno empecemos primero por la técnica del yeso, en este proceso se
necesita hacer una escultura de la pieza que queremos formar ya sea en arcilla
o plastilina para después sacarle un negativo y de este sacar la pieza en yeso.
Materiales:
Arcilla o Plastilina para modelar
Herramientas para esculpir
Yeso (ceramico de preferencia)
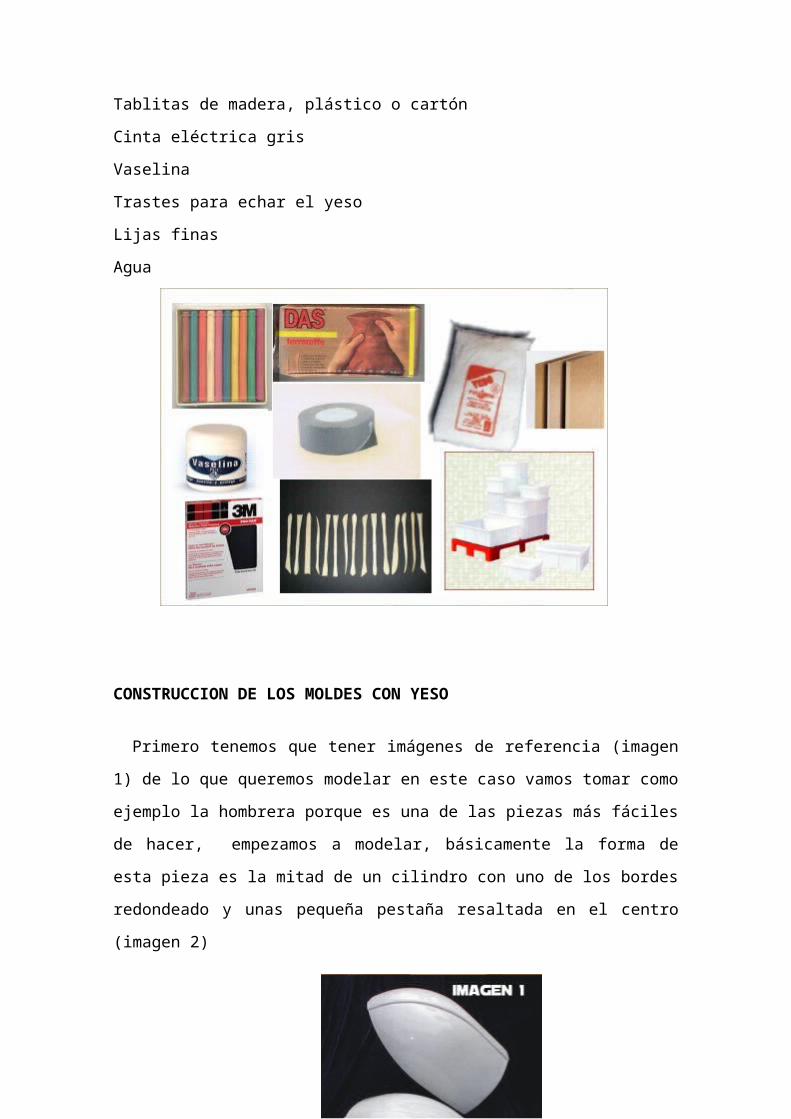
Tablitas de madera, plástico o cartón
Cinta eléctrica gris
Vaselina
Trastes para echar el yeso
Lijas finas
Agua
CONSTRUCCION DE LOS MOLDES CON YESO
Primero tenemos que tener imágenes de referencia (imagen 1) de lo que
queremos modelar en este caso vamos tomar como ejemplo la hombrera
porque es una de las piezas más fáciles de hacer, empezamos a modelar,
básicamente la forma de esta pieza es la mitad de un cilindro con uno de los
bordes redondeado y unas pequeña pestaña resaltada en el centro (imagen 2)
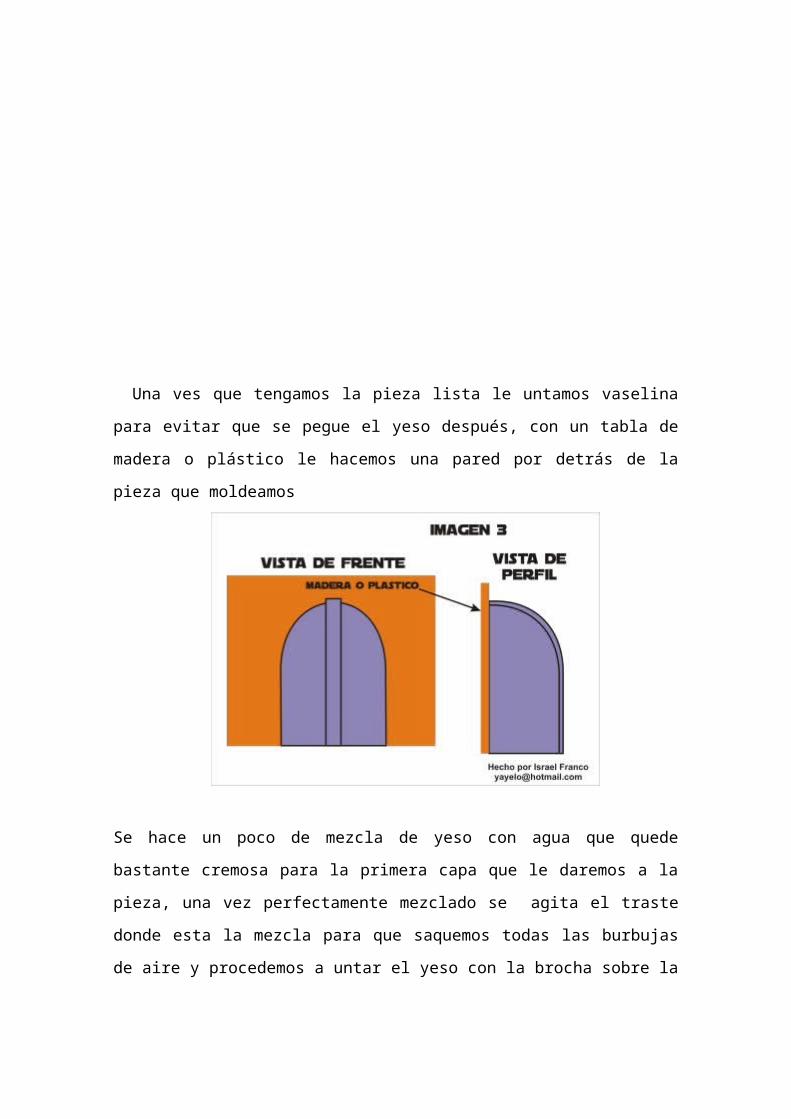
Una ves que tengamos la pieza lista le untamos vaselina para evitar que se
pegue el yeso después, con un tabla de madera o plástico le hacemos una
pared por detrás de la pieza que moldeamos
Se hace un poco de mezcla de yeso con agua que quede bastante cremosa
para la primera capa que le daremos a la pieza, una vez perfectamente
mezclado se agita el traste donde esta la mezcla para que saquemos todas las
burbujas de aire y procedemos a untar el yeso con la brocha sobre la pieza
como si se pintara procurando no dejar ningún espacio si untar y que no tenga
burbujas.
NOTA: se debe de trabajar muy rápido porque el yeso no tarda mucho en
secar
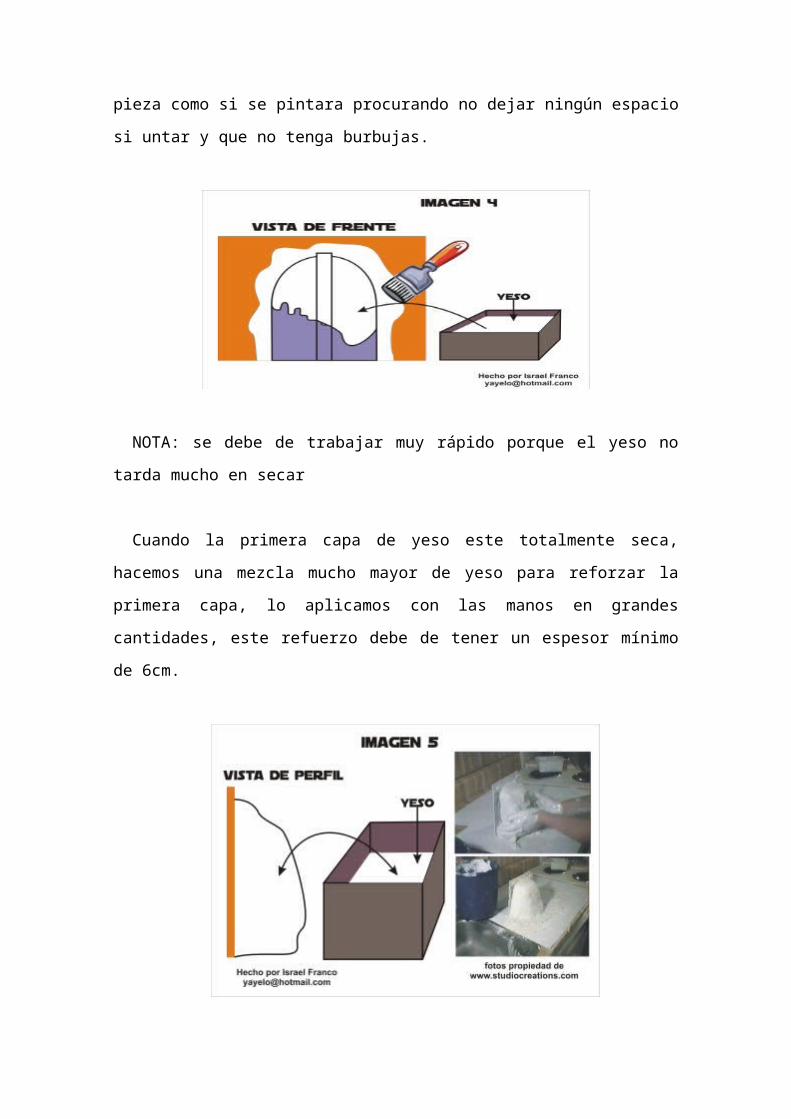
Cuando la primera capa de yeso este totalmente seca, hacemos una mezcla
mucho mayor de yeso para reforzar la primera capa, lo aplicamos con las
manos en grandes cantidades, este refuerzo debe de tener un espesor mínimo
de 6cm.
Después de que dejemos secar el yeso por un lapso de 6 a 8 horas para que
obtenga su grado máximo de dureza, quitamos la tabla que le pusimos y
sacamos con cuidado la pieza que moldeamos en plastilina o arcilla, y este
será nuestro negativo.

Una vez que se tenga el negativo pasamos hacer ya la pieza que usaremos
como molde para el termoformado, lo que hacemos ahora es tapar
perfectamente la parte de abajo una vesmas como si pusiéramos una pared
con la tabla de madera o si gustas puedes usar cartón y envolvemos todo el
negativo con la cita eléctrica gris, procurando que no quede ninguna hendidura
por donde se pueda salir el yeso que esta vez vaciaremos en el negativo,
nuevamente untamos bastante vaselina en el negativo, después de esto
preparamos una buena cantidad de yeso y se vacía directamente en el hueco
hasta el tope metiéndole la mano de vez en cuando para eliminar las burbujas
que se le puedan hacer.
Se deja secar muy bien el yeso y sacamos la pieza con mucho cuidado para
no romperla, ya que tengamos la pieza podemos lijarle las imperfecciones que
llegue a tener, para dejar una superficie tersa y sin bordos, esto se hace con
cada una de las piezas.
A grandes rasgos esa es la técnica para sacar nuestros moldes de yeso,
claro que el resultado dependerá de la habilidad de cada uno para moldear la
plastilina o arcilla
Nota: es muy importante sacar bien las medidas de cada pieza antes de
moldearlas, más adelante pongo las medidas que yo saque para que te sea
más fácil, pero recuerda que las medidas pueden variar de persona a persona.
Prosigamos con la otra técnica
Bien, con la técnica del MDF (madera) no necesitaremos hacer un negativo
sino que trabajaremos directamente la pieza que sera nuestro molde de
termoformado
Materiales:
Tablas de madera MDF (de 1cm o más de espesor)
Pegamento de carpintero o blanco
Sierra caladora
Lijadora
Lijas
Mascara contra polvo
Lentes de protección
Guantes de carnaza
Pasta de hojalatero
Espátula metálica
Lápiz
CONSTRUCCION DE LOS MOLDES CON MADERA (MDF)
Lo primero que tenemos que hacer es dibujar los patrones de la forma que
llevara cada pieza a escala 1:1 sobre la madera MDF, es decir a tamaño
natural, (al final de la pagina anexo las imágenes de todas las piezas, su forma
y medidas pero no están a tamaño natural por cuestión de espacio)
Vamos a poner como ejemplo que el molde que vas ha hacer primero es el
de la pantorrilla, entonces dibujas la forma que esta acostada en los patrones
de el final de la pagina con las medidas que te indica, en el caso especifico de
la pantorrilla como tiene una altura de 5.5cm. tendrás que dibujar esa misma
forma 6 veces (dependiendo del espesor de tu MDF), cortas el MDF y pegas
los 6 tramos uno sobre otro eso nos dará una altura de 6 cm. (imagen 9)
Ya con los bloques pegados entre si nos ponemos la mascara contra polvo,
los lentes y los guantes protectores (no queremos que nadie se lastime je je je)
y empezamos a lijar todas las esquinas para darles la forma curva que
necesitamos, el MDF es un material bastante suave así que ten cuidado de no
pasarte
Ya cuando este lijado a la forma que necesitamos y si no queremos hacerle
los detalles con la misma lijadora, podemos ponerle una tira de MDF o incluso
con cartón grueso obligándolo a tomar la forma por medio de clavos. las
cabezas de los clavos deben ir hundidas lo mas posible en la madera.
Lo último que se hace es ponerle a toda la superficie, pasta de hojalatero,
esta pasta en conjunto de su catalizador mezclado por lo regular al 20% se
endurece al secar, y nos permitirá tapar todas las imperfecciones que tenga
nuestra madera, además que reforzara y afinara la superficie del molde, la
aplicamos con la espátula, procurando tapar todos los hoyitos que tenga, así
como las cabezas de los clavos, la dejamos secar y la lijamos con lija de agua
del numero 500 para dejarla tersa como “Nacha de Baby
Y así es como se hacen los moldes usando la técnica del MDF solo queda
que tu decidas que técnica te parece mas sencilla…
Aquí pongo las imágenes de todos los patrones de las piezas, pero si tienes
problemas en agrandarlos y ponerlos a la medida envíame un correo y con
todo gusto te mandare los patrones a tamaño natural nada mas para que nos
imprimas en hojas tamaño carta, los unas y los calques a la madera, solo
recuerda verificar que las medidas que yo tengo cuadren con las medidas de tu
cuerpo
¿CÓMO TERMOFORMAR?
Ya que tenemos la mesa de termoformado vamos a aprender a usarla, es
muy sencillo
Bueno pues como dicen por ahí pa luego es tarde...
Cuando tengamos terminada la mesa podemos empezar a usarla, para esto
ya solo tenemos que comprar el material que vamos a usar.
Hay varios tipos de plasticotermoformable como el PET, PVC, PP, OPS Y
ABS pero el que yo recomiendo usar es el Poliestireno, que se le conoce
tambien con el nombre de “estireno de alto impacto”, por que es mucho
masfacil de manejar que los otros plasticos.
El estireno viene en varios espesores, desde 0.007mm.hasta 0.125mm. pero
para la armadura es mejor que sea el de 0.090mm para que no quede
demasiado delgada, aunque algunas piezas quedan mejor con el estireno de
0.060mm.
Materiales:
Mesa de termoformado
Aspiradora
Moldes
Placas de poliestireno de 0.090mm
Guantes protectores
Cutter
Pinzas
Cinta electrica gris o broches de presión
Lo primero que hacemos es cortar la placa de estireno en cuadros de
61x61cm. (del mismo tamaño que el marco que los sostendrá) por lo regular las
laminas de estireno que venden miden 1.22X 2.44mts. Para cortar la placa la
ponemos sobre el piso, medimos y marcamos con un lápiz los cuadros de la
medida que los necesitamos, con el cutter cortamos sobre las marcas, lo

pasamos unas 2 o 3 veces y doblamos con las pinzas la lamina hasta que sola
ceda y se parta sobre la línea que quedo marcada por el corte del cutter.
Ya con los cuadros a la medida metemos uno dentro del marco
asegurándonos que cuadre perfectamente, cerramos el marco y fijamos bien
las dos partes entre si con la cinta gris, es importante que quede bien fijo el
plástico sin moverse así que aprietalo fuerte!!!
Ya que tengamos bien sujeto el plástico, giramos el marco hasta que quede
encima del horno y acomodamos la o las piezas que vamos a termoformar
encima de la superficie de succión, si quieres termoformar varias piezas
pequeñas de una sola vez, debes tomar en cuenta que tienes que dejar un
espacio considerable entre pieza y pieza para que el plástico pueda amoldarse
libremente y no estar muy pegadas a los bordes de la superficie de succión,
enseguida prendemos el quemador del horno, nos ponemos los guantes y
colocamos la tapa por encima del marco.
Esperamos a que el plástico se ablande, levantamos de cuando en cuando
la tapa para vigilarlo es importante no dejar ni un segundo sin supervisión este
proceso, no queremos que el estireno se derrita, el plástico empezara a
fruncirse esto es normal, conforme se valla calentando uniformemente
desaparecerá lo ondulado, cuando el estireno cuelgue mas o menos 5 cm. ya
esta listo.
Quitamos la tapa, apagamos el horno y rápidamente giramos el marco hacia
el lado donde esta el molde, como el plástico va a estar sumamente suave
(como chicle) se acoplara con facilidad al molde, nos aseguramos que el marco
baje hasta el tope para que haga un sello y prendemos la aspiradora para
sacar el aire que queda entre el plástico y el molde, obligando al estireno a
acoplarse tomando exactamente la misma forma que el molde.
NOTA: tal vez sea necesario ponerle unas tiras de foam del que se le ponen
a las ventanas como sellador, en donde hace contacto el marco con la tabla de
la superficie de succión por los 4 lados
Dejamos prendida la aspiradora hasta que el estireno se enfríe un poco,
cuando al tacto el plástico ya este algo rígido apagamos la aspiradora y
esperamos a que se termine de enfriar
Una vez frío levantamos el marco, tal vez el molde se atore un poco, lo
quitamos con cuidado y sacamos el estireno del marco, cortamos todo el
excedente para que solo nos quede la pieza que usaremos para cortar el
estireno ya termoformado recomiendo usar la sierra caladora y después lijar
con cuidado los bordes ásperos.
REFERENCIAS BIBLIOGRAFICAS
http://www.paginasprodigy.com/brownie/mesa.html
link: http://www.taringa.net/posts/hazlo-tu-mismo/6406417/Hacete-una-antena-
WiFi-Doble-Biquad-de-14-Db-casi-gratis.html
Link: http://prukoginojutsu.blogspot.com/2012/08/como-hicimos-la-mesa-de-
termoformado.html
http://es.wikipedia.org/wiki/Termoconformado





























