Embed Size (px)
Citation preview
1
INSTITUTO TECNOLOGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
CAMPUS MONTERREY DIVISION DE INGENIERIA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERIA
“Aplicación de técnicas de manufactura esbelta para el análisis y mejoramiento de laplaneación y ejecución de las actividades de lanzamiento de nuevos productos en
una línea de ensamble de camiones”
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADEMICO DE:
MAESTRO EN CIENCIASESPECIALIDAD EN SISTEMAS DE MANUFACTURA
POR:
VICTOR MALDONADO LOPEZ
MONTERREY, N.L. MAYO 2005
2
INSTITUTO TECNOLOGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISION DE INGENIERIA Y ARQUITECTURAPROGRAMA DE GRADUADOS EN INGENIERIA
Los miembros del comité de tesis recomendamos que el presente proyecto de tesis presentado por el Ing.Víctor Maldonado López, sea aceptado como requisito parcial para obtener el grado académico de:
Maestro en Ciencias Especialidad en Sistemas de Manufactura
Comité de tesis:
_____________________________________
M.C. Alberto Novau DalmauAsesor
_________________________ _________________________ M.C. Alejandro Santos Pereyra M.C. David González Flores Sinodal Sinodal
Aprobado
___________________________________
Ph. D. Federico Viramontes BrownDirector del Programa de Graduados en Ingeniería
Mayo, 2005
3
AGRADECIMIENTOS
A mi esposa Angélica por toda la paciencia y amor a lo largo de este camino, a mispadres Nazario y Vicenta por inculcarme la búsqueda de mayores retos, a mi querida tía Maurapor todas las facilidades y detalles para poder llegar hasta este meta.
A mis hermanos, Hugo y Lety, que aunque con disgustos de hermanos siempre meacompañaron con sus buenas acciones.
A mi compañero y amigo Samuel Peguero, por que sin su gran astucia e inteligenciasiempre estuvo dispuesto a brindarme su ayuda, espero que yo tambien le haya apoyado dentrode lo posible.
A mi asesor, el ingeniero Alberto Novau, por las atenciones, indicaciones y tiempo.
Finalmente a Dios por brindarme las oportunidades y la capacidad de aprovecharlas.
Gracias a todos
VML
4
INDICE Pag.
Capítulo 1. Introducción .......................................................... 6
a) La planeacion de procesosb) Los principios de manufactura esbeltac) Reingeniería
Capítulo 2. Antecedentes – Justificación .................................9
a) Informacion general de la compañíab) Descripcion general de actvs
c) Informacion de productos anteriores/resultadosc) Información de nuevos productos
Capítulo 3. Objetivos – Alcances..............................................11
a) Objetivos a lograr y la manera de hacerlob) El enfoque de la investigaciónc) Limites de tiempo y espacio
Capítulo 4. Hipótesis ................................................................13
-Variables involucradas-Relación entre las variables
Capítulo 5. Objetivos Específicos.............................................14
Capítulo 6. Metodología ...........................................................15
- Identificar la cadena de actividades- Identificar el valor en la cadena- Hacer fluir las actividades- Identificar y realizar lo necesario- Subordinar y medir la ejecución- Buscar la perfección/ Variables de análisis
e interpretación
Capítulo 7. Marco Teórico .......................................................18
- Inicios de la manufactura esbelta- Los principios de manufactura esbelta- Las técnicas de manufactura esbelta- Teoría de restricciones en admón de proyectos- La reingeniería
5
Capítulo 8. Método – Proceso Actual.......................................32
a) Identificacion y descripción de procesos actualesb) Diagrama de secuencia de actvs de los procesosc) Descripción detallada de procesos e interelación
De recursos
Capítulo 9. Análisis del Método – Proceso Actual...................52
a)Técnica de manufactura esbelta para el análisisDe los procesos actuales
b)Aplicación de técnica de manufactura esbelta enel análisis de los procesos actuales
Capítulo 10. Resultados de la Aplicación – Propuestas.............55a) Consulta de propuestas con los expertosb)Descripción de resultados del análisis QQDCC a
los procesosc)Resumen general de los resultados del análisis
QQDCC a los procesosd)Diagrama de secuencia de actvs de los procesos
indicando los cambios y ajustes propuestos
Capítulo 11. Conclusiones – Contribuciones.............................65
a)Ventajas/desventajas del análisis QQDCCb)Factibilidad de realizar los cambios propuestosc)Contribucionesd)Beneficios de los cambios propuestos
Capítulo12. Recomendaciones para estudios posteriores..........69
a)Areas y procesos por analizarb)Con respecto al análisis realizadoc)Estudios a realizar en el futuro
Capítulo13. Bibliografía ............................................................71
Capítulo14. Glosario y Anexos .................................................72
6
Capítulo 1. Introducción
La importancia de la planeación de procesos se sustenta en que esta es el origen para elestablecimiento de los nuevos procesos productivos que se derivan del lanzamiento de nuevosproductos. Su realización es vital, ya que de hacerse de forma inadecuada o incompleta, seestaría afectando las futuras operaciones relacionadas con el nuevo producto y los productosactuales que ya se manufacturan.
Además, como se tienen una relación obligada con operaciones de otros departamentos,estos a su vez se verían afectados en la ejecución de sus actividades.
La planeación del proceso inicia con una idea acerca de cómo debe realizarse, si la ideaesta claramente establecida, entonces tendremos un objetivo específico por alcanzar.
Los principios de manufactura esbelta, administración de proyectos y reingeniería,disponen de conceptos útiles para el desarrollo de este trabajo.
El pensamiento esbelto facilita el surgimiento de los problemas y las operaciones sinvalor, estas emergen a la superficie en todas las áreas operativas, mostrando las oportunidadesde mejoramiento.
Los principios de manufactura esbelta en las operaciones de manufactura de lasempresas inició en la década de los 80’s, originalmente en Japón. Posterior a ello, las empresasamericanas y europeas comenzaron a introducir estos principios en sus formas de trabajo comomedio para alcanzar beneficios y ventajas con sus competidores y poder mantenerse en elmercado.
Los objetivos de una empresa esbelta son simples: especificar correctamente el valorpara el cliente, evitar definir el valor de forma diferente para favorecer su propio rol, identificartodas las acciones requeridas para traer un producto desde el concepto hasta el lanzamiento, dela orden a la entrega, y desde la materia prima hasta las manos del cliente durante su vida útil.
Enseguida, remover cualquier acción que no cree valor y hacer que las que lo generanprocedan en un flujo continuo cuando lo requiera el cliente.
Finalmente, analizar los resultados y empezar el proceso de evaluación nuevamente.
Una empresa dentro de una cultura de trabajo esbelto, basa sus operaciones en cincoprincipios de pensamiento:
a) especificar el valor que ofrece cada producto,b) identificar las acciones que agregan valor,c) hacer que el valor fluya sin interrupciones,d) dejar que el cliente “jale” el valor del productor ye) buscar la perfección.
El proceso de planeación para cualquier proyecto inicia con una idea, la idea de que eslo que el proyecto debe cumplir, si esta es claramente establecida se tiene un objetivo porlograr. Asumiendo que la idea tiene potencial, el logro de la misma debe ser enseguidaevaluado en términos de costo y beneficios.
7
Los conceptos estándares en programación y administración de proyectos han sidotradicionalmente CPM y PERT.
Los principios de manufactura esbelta y administración de proyectos durante la etapade definición y desarrollo de las actividades de planeación de proceso evidencian los puntosfactibles de mejoramiento, de tal forma que tomando en cuenta estos se puede asegurar conmayor confianza la correcta implementación del proyecto en la línea de ensamble.
El establecer mejoras en la ejecución de las actividades de planeación de procesosprevio al lanzamiento de un nuevo producto, permitirá corregir, prevenir, planear y ejecutar lasmismas dentro del tiempo y el presupuesto planeado.
Sin importar el área de operación de una compañía –bienes de consumo, productosindustriales, o de servicios- toda organización líder alrededor del mundo se ha visto obligada areplantear sus negocios y orientarlos hacia los procesos. Al hacerlo las compañías se han vistoforzadas a cuantificar sus esfuerzos de acuerdo con cuatro “métricos de valor” –calidad óservicio mejorados del producto, tiempo de ciclo reducido, y costo reducido para elconsumidor-, al mismo tiempo que se incrementa la velocidad de la innovación y el desarrollode nuevos productos.
Calidad: Satisfacción de las necesidades del cliente Adecuación para el uso
Integridad de los procesos Variaciones mínimas
Eliminación de desperdicio Mejora continua
Servicio: Apoyo al cliente Servicios a los productos
Apoyo a los productos Flexibilidad para satisfacer las demandas de los clientes Flexibilidad para satisfacer los cambios del mercado
Costo: Diseño e ingenieríaConversiónAseguramiento de la calidadDistribuciónAdministraciónInventariosMateriales
Tiempo de ciclo:Tiempo para llegar al mercadoConcepto hasta la entregaRecepción de pedido hasta la entrega
8
Respuesta a las fuerzas del mercadoTiempo de entrega (Diseño, Conversión, Ingeniería, Entrega)MaterialesInventarios
Son de gran valor las lecciones aprendidas a partir de los primeros esfuerzos en lasáreas del análisis riguroso de las operaciones para eliminar el desperdicio y los pasos que noagregan valor, el trabajo en equipo, la concesión de facultades a empleados, el hacerlo biendesde la primera vez y muchas otras actividades.
La reingeniería de procesos permite a una organización lograr un cambio radical derendimiento medido por el costo, tiempo de ciclo servicio y calidad, mediante la aplicación devarias herramientas y técnicas enfocadas en el negocio como una serie de procesos delproducto principal del negocio, orientados hacia el cliente en lugar de una serie de funcionesorganizacionales
Los actores en este proceso, la integran:
-las personas: obtener el máximo provecho del recurso humano, empleados renovados
-administración y liderazgo: reacomodo del liderazgo corporativo o de unidadesestratégicas de negocios
-cultura organizacional: la combinación de personas y el estilo de liderazgo/administración
-destreza funcional: completa desfuncionalización de la empresa y consistencia con laestrategia corporativa.
-reacción instantánea: mantener lo simple, contacto directo entre el mercado y lasoperaciones de una empresa
-los nuevos activos y su administración: al rediseñar procesos se descubre más capacidad,la cual debe ser administrada de manera diferente.
-indicadores de desempeño: se requieren cuatro indicadores de rendimiento, calidad,tiempo total de fabricación, costo, servicio.
9
Capítulo 2. Antecendentes - Justificación
Nuestra planta se dedica a la fabricación de camiones y trailers para servicio pesado a laindustria, el comercio y el transporte.
Para el lanzamiento a producción de un nuevo producto se realiza la definición ydesarrollo de las actividades de planeación de proceso necesarias para asegurar la correctaimplementación del mismo en la línea de ensamble.
Algunas de las actividades de planeación son:
a) La definición de la presentación en que las piezas que se ensamblarán.b) La definición de la secuencia de ensamble adecuada para instalar las piezas.c) La definición de la ubicación y espacio que ocuparán en el piso del área productiva.d) La definición de las herramientas, equipos y aditamentos a utilizar.e) La definición de la distribución de mano de obraf) El entrenamiento al personal operario en las operaciones.g) Corrida de pruebas piloto en la línea de ensamble.
El lanzamiento de anteriores productos ha registrado datos relevantes, ocurridos durantey posterior al mismo, estos datos se refieren a modificaciones y variaciones en presupuestos,secuencias de ensamble, relocalización de piezas, y tiempos de reproceso en la ejecución deactividades.
En últimos tres años, la planta ha lanzado a producción nuevos modelos de camiones quehan renovado las diferentes líneas de producto que se venían fabricando recientemente. Laproducción de los mismos inició en febrero de 2001, y posterior a ello se han ido integrandonuevas opciones o variaciones a través de los meses.
Durante el mismo año 2001, se inició un acuerdo comercial con un fuerte competidor delarea automotriz, para fabricar sus productos solamente en nuestra planta. La producción de estenuevo tipo de camión inició en el mes de enero de 2003, ocupando actualmente un volúmen deaproximadamente el 65% de la misma.
Durante la introducción de estos 2 nuevos productos, el departamento de planeación fue elencargado de coordinar la introducción de estos modelos a la planta en lo referente a losprocesos de ensamble.
Las actividades que planeación de proceso desarrolladas en su momento para estosmodelos de camiones no resultaron del todo efectivas en su ejecución, esto se vió reflejado entérminos de costo, tiempo y mano de obra, a lo cual se tuvo que recurrir para completar yrealizar actividades contra tiempo ó fuera del mismo, así como para corregir algunas otras.
A continuación enlisto algunas de ellas:
10
- Presupuesto adicional para adquirir equipos ó aditamentos que no fueron consideradosinicialmente, algunos de ellos de costo significativo, esto debido a una selecciónerrónea ó a una omisión.
- Modificación en la secuencia de ensamble de entre 20 a 30% del total de lasoperaciones en ciertas áreas, posteriores a las corridas de pilotos.
- Relocalización de materiales en el piso del área productiva de entre 20 a 30% del totalde piezas en ciertas áreas, posteriores a las corridas de pilotos.
.- El 40% de las actividades debieron ser revisadas y corregidas previo a cada fase de
pilotos.
El próximo año, presenta la introducción también de nuevos productos en los cuales se estatrabajando actualmente, estos son:
a) Un nuevo camión del tipo Cab Over (cabina sobre motor) para ser fabricado yofrecido al mercado bajo el nombre de ambas compañías.
b) Renovación de la línea de producto para autobuses, para integrarlos a la plataformade producto actual, esto incluye a tres tipos de modelo.
Debido a los resultados obtenidos del lanzamiento de productos anteriores y en preparacióna los que se contemplan para el próximo año, se justifica la necesidad de buscar la forma demejorar la realización de las actividades de planeación.
Para establecer una idea de la magnitud de los proyectos desarrollados e implementadoses importante mencionar el número que de estos se reciben de forma anual,
a) 2 a 3 programas mayores (cambios a gran escala en el producto óproducto nuevo)
b) 15 a 20 programas menores (cambios a mediana escala, que requieren elsoporte entre departamentos para su implementación)
c) multiples cambios de ingeniería que se implementan de forma semanal(estos requieren un seguimiento en menor escala).
11
Capítulo 3. Objetivos - Alcances
Las actividades de planeación de proceso para el lanzamiento de un nuevo producto,requieren ser realizadas de una mejor forma, por lo cual los objetivos que se contempla cubrirpara lograrlo son:
a) Aplicar los principios de manufactura esbelta como base para las actividades deplaneación de proceso para el lanzamiento de nuevos productos con el fin de simplificarsu ejecución.
b) Evaluar cuáles técnicas tienen mayor relevancia para la planeación de procesos, ydesarrollar la forma de aplicarlos de manera efectiva y útil.
c) Revisar las actividades actuales de planeación de proceso, así como las relacionesoperativas con otros departamentos.
d) Identificar las actividades que agregan valor, y buscar eliminar ó reducir aquellas queno son de utilidad.
e) Buscar la sincronización de la ejecución de las actividades de planeación, con el fin deaprovechar al máximo los recursos y mejorar en los tiempos de ejecución yterminación.
f) Una vez identificadas las actividades que agregan valor, analizar las mismas parabuscar su mejora y generar los elementos que permitan que estas se puedan realizar deforma rápida y sin interferencias.
El alcance de estudio a efectuar con esta investigación considera inicialmente unadescripción de:
a) la forma actual de ejecución de las actividades de planeación de proceso.
b) los principios y técnicas de manufactura esbelta y su forma de aplicación
La intención es recoger información en cuanto a estos temas y sus conceptos, e identificarlas variables que involucran con el fin de conocer y entender como se desarrollan.
La utilidad y propósito principal es identificar relaciones entre los conceptos y/o variables,de tal forma que sea posible mejorar el desempeño en la ejecución de las actividades deplaneación de proceso.
El enfoque de la investigación será del tipo cuantitativo, ya que requiere la recolección y elanálisis de datos, para probar las hipótesis que se plantearán.
12
Los limites de tiempo y espacio de la investigación serán respectivamente:
- El área de planeación de procesos de una planta de camiones, específicamente a lalínea de ensamble de unidades medianas.
- Proyectos de planeación de procesos del lanzamiento de productos anteriores y en proceso de desarrollo el presente y próximo año en la línea de ensamble de la planta.
- Las áreas de ensamble de línea de unidades medianas de esta planta.
13
Capítulo 4. Hipótesis
Como ya se ha mencionado, la importancia del área de planeación de procesosradica en ser el origen de los procesos productivos que se derivan del lanzamiento de nuevosproductos.
Para lograr que estos se integren a lo ya establecido, se realizan una serie deactividades de planeación, las cuales se busca beneficiar para obtener mejores resultados y queestos se vean reflejados directamente en la línea de ensamble.
Las hipótesis que se plantean para este caso son del tipo correlacional, ya que buscanestablecer la asociación entre variables, así mismo se intenta hipotetizar como se relacionan.
Hipótesis 1
“La correcta identificación de valor en las actividades de planeación de proceso para ellanzamiento de un producto a la línea de ensamble resulta en una reducción en el trabajoy en el tiempo de ejecución de las mismas”
Esta hipótesis busca establecer la relación entre una correcta: identificación del valoren las actividades de planeación, como el medio para buscar reducir: el trabajo y el tiempo deejecución de las mismas, para establecer un proceso esbelto.
14
Capítulo 5. Objetivos Específicos
- Planeación del proceso teniendo en mente el mejoramiento continuo con el empleo delas técnicas de análisis de manufactura
Estas técnicas, permitirán la identificación de sólo las actividades netamente necesariasque agregan valor, estandarizar su realización, disponer de medios visuales para sucontrol, y permitir el flujo continuo en su realización.
- Determinar controles específicos para cada actividad.
Identificar los puntos dentro del proceso de planeación, que impulsan realmente laejecución de las actividades. Estos puntos podemos llamarlos como de “impulso” ya quenos permitirán dirigir una mejora hacia donde tendrá un mejor resultado.
Las implicaciones prácticas de esta investigación son evidentes en cuanto su utilizacióngeneralizada en las áreas de planeación de proceso de nuevos productos en líneas de ensamble,pero además puede servir de base para la ejecución de actividades de lanzamiento de productosen otras áreas indirectamente ligadas al proceso productivo, tales como: logística, calidad eingeniería.
15
Capítulo 6. Metodología
Identificar la cadena de actividades
Los recursos previos a identificar para iniciar con este punto son:
a) La actividad en sí, que es lo que se debe realizar en ella.b) Los recursos involucrados (software, información, personal, inversión, etc.) en cada
actividad.c) El tiempo estimado de la ejecución de cada actividad.d) Describir las relaciones de precedencia y dependencia de las actividades, (que
actividades se deben realizar en un tiempo y secuencia en particular)e) Describir la relación de dependencia de recursos, (que recursos están o no disponibles
cuando se requieran para las actividades)
La cadena de actividades determina la terminación de la planeación de proceso,tomando en cuenta la dependencia y precedencia de actividades y recursos.
La forma practica de realizarlo es a través de un diagrama, donde cada actividad semuestra en un recuadro. Los recuadros con las actividades se ubican uno a lado del otro,tomando en cuenta sus relaciones de precedencia y dependencia, de tal forma que seidentifique visualmente la secuencia que deben seguir hasta finalizar con su terminación.
Cuando se tienen actividades en tiempo simultáneo se colocan como recuadros enparalelo para mostrar esta relación visualmente.
Si es que la planeación se considera en etapas es necesario realizar este proceso paracada una de ellas.
Identificar el valor en la cadena de actividades
Una vez identificada la cadena de actividades, se procede a identificar aquellas querealmente agregan valor y exhibir las que no lo hacen.La forma de hacerlo es a través de técnicas de análisis tales como cadena de valor, QQDCC ólos 5 Porques?.
Las actividades las dividimos en tres categorías:
1) Las que agregan valor según son percibidas por el cliente, en este caso nuestrosclientes internos;
2) Las que no agregan valor pero que son actualmente requeridas para el desarrollo delproceso, (llenado de documentación, generación de reportes, etc.), y que por lotanto no pueden ser eliminadas por el momento, y;
3) Las que no agregan valor según la percepción del cliente, y que pueden sereliminadas inmediatamente.
16
Aquellas que no agregan valor debe buscarse la forma de reducirse, integrarse oeliminarse.
Hacer fluir las actividades
Una vez que se tiene solamente aquellas actividades que agregan valor, es necesariohacer que el mismo fluya a través de ellas. Para realizar esto de forma esbelta es necesarioredefinir en muchos casos el trabajo de las funciones y operaciones realizadas normalmentepara que estas puedan hacer una contribución positiva a la creación de valor y permitir que lasnecesidades reales de las actividades de planeación en cada punto puedan ser satisfechas.
a) El primer paso es enfocarse en el objeto (la ejecución de cada una de las actividades deplaneación) y no perderlo de vista desde el inicio hasta el final.
b) El segundo paso, que hace el primero posible, es ignorar las limitaciones tradicionalesde trabajo, funciones, operaciones, etc., para formar una proceso esbelto removiendotodos los impedimentos para permitir el flujo continuo.
c) El tercer paso es repensar las formas de trabajo y herramientas tradicionales paraeliminar reprocesos, procesos innecesarios y ocios, para permitir el flujo continuo.
La forma de hacer fluir las actividades son,
1) Estandarizar el trabajo: identificando las herramientas (software, rutinas, etc.),necesarias para realizar las actividades, especificar claramente losprocedimientos a seguir y el tiempo para realizarlo.
2) el control visual: mostrar la medición del avance y desempeño de lasactividades en un reporte donde se pueda visualizar fácilmente el estatus de lasmismas para permitir tomar decisiones cuando se considere necesario.
Identificar y realizar lo necesario (pull).
De las actividades que agregan valor, es necesario diseñar, programar y ejecutar aquelloque el cliente interno requiere y en el momento que lo necesite.
Se identifican las necesidades y tiempos en que el cliente interno requiere de ellas paraenfocarnos en lo realmente necesario.
Subordinar la ejecución
Subordinar a los responsables con la realización de las actividades y el objetivo final.Cada uno debe contribuir al logro del objetivo, es esencial incluir los tipos de mediciónnecesarios.
17
Medir la ejecución:
Permitir a los responsables evaluar como se realiza el trabajo, de acuerdo a losobjetivos globales, conocer que actividades son más importantes y que tanto lo son.
a) Cuantificar que tan rápido se realizan las actividades con respecto al tiempo planeado.
b) Cuantificar el consumo de recursos (presupuesto) para cada actividad con respecto a loplaneado.
c) Cuantificar el impacto del retraso en la ejecución de actividades, relacionándolo con elcosto del proyecto. De esta forma cada responsable monitorea su trabajo y asegura queeste completo antes de poder afirmarlo.
Buscar la Perfección:
Cuando se identifican plenamente las actividades, el valor agregado, se logra un flujocontinuo y se permite al cliente interno obtener lo que requiere, se crea un ciclo continuoencausado en buscar la perfección.
El elemento más importante en la perfección es la transparencia, el hecho de que en unproceso esbelto, todos –planeadores, coordinadores, integradores de sistemas, personal de otrasáreas y clientes internos- pueden ver todo, y es por lo tanto fácil encontrar mejores maneras decrear y ofrecer valor.
Variables de análisis e interpretación:
Hipótesis 1
a) Total de actividades de planeación realizadas actualmente
-Cuantificar el número total de actividades y los tiempos promedios para su realización.
-Determinar en porcentaje el tiempo asignado a las actividades que realmente agregan valor con respecto al total del tiempo originalmente considerado.
18
Capítulo 7. Marco Teórico
1 Inicios de la Manufactura esbelta
Henry Ford y Alfred Sloan fueron los primeros en perfeccionar la forma de trabajar delas empresas a inicios del siglo XX, esto abarcaba las operaciones de planta, coordinación deproveedores, y administración completa de la empresa. Esta forma de trabajo se acopló a unanueva concepción del mercado y a un nuevo sistema de distribución, es así que la industriaautomotriz se convirtió en el símbolo de la “producción en masa”.
El sistema completo se extendió rápidamente a otras industrias en los Estados Unidosen los años 20’s y fue acogido por prácticamente por todas las industrias de alto volúmen.
En Europa la idea de la producción en masa fue un problema no sólo para la industriade autos, sino para todas. La adopción fue muy lenta debido al poco conocimiento y hacia unafuerte orientación al trabajo artesanal tradicional. La falta de un mercado europeo integrado nofacilitó las cosas, y no fue sino hasta después de la segunda guerra mundial que la producciónen masa tomo su auge a lo largo de la industria en Europa.
Mientras esto ocurría, en Japón el caos de la postguerra creó un ambiente fértil para deldesarrollo de nuevas formas de pensamiento. Muchas de las técnicas que Eiji Toyoda y TaiichiOhno crearon en su sistema de producción esbelto empezaron a ser intentadas en otrasindustrias. Las ideas acerca del mejoramiento de la calidad del consultor americano W.Edwards Deming fueron adoptadas casi al mismo tiempo por muchas compañías japonesas enun amplio rango de industrias. Otro gran número de ideas fueron forzadas por limitacionessociales del gobierno. Su logro sin embargo consistió en poner todas las piezas juntas paracrear completamente el “sistema de producción esbelto”, extendiéndose desde la planeación deproducto a través de todos los pasos de manufactura y coordinación del sistema de suministros,hasta el cliente. Así una vez más, la industria automotriz cambió el mundo y llego a ser elsímbolo global de la nueva era de la producción esbelta.
La manufactura esbelta combina los mejores conceptos de la producción artesanal y laproducción en masa –la habilidad de reducir costos por unidad y mejorar dramáticamente lacalidad mientras al mismo tiempo se provee un rango cada vez más amplio de productos y untrabajo cada vez de mayores retos.
Con el resultado de los múltiples estudios a los fabricantes automotrices alrededor delmundo se plantean cuatro puntos de interés particular:
1) La automatización. Más automatización significa menos esfuerzo, se estima que enpromedio la automatización influye en una tercera parte en el total de la diferencia enproductividad entre las plantas. Las plantas de alta tecnología que están mal organizadasterminan agregando tantos trabajadores indirectos de apoyo técnico y servicio, como aquellostrabajadores directos de baja habilidad que habrían sido asignados a procesos de ensamble. La
19
organización esbelta debe establecerse antes que los procesos automatización de altatecnología, si es que la compañía busca obtener un beneficio completo.
2) La manufacturabilidad (facilidad de ensamble) del producto hace la diferencia. Es difícil decontestar ya que es necesario un gran estudio para analizar modelos de autos que puedan sercomparables para ser desensamblados, ver cuantas piezas le forman e identificar que tan fácilestas puedan ser ensambladas. Aún así las compañías reconocen que el diseño de aquello quepueda ser más manufacturable, resulta en un alto desempeño de la compañía en cuanto aproductividad y calidad. La facilidad de manufactura es resultado de un proceso de diseñoesbelto.
3) La variedad de producto y complejidad: No existe relación entre el número de modelos ycarrocerías en una línea de producción, así como tampoco en la productividad o calidad delproducto. Una planta enfocada a cierto producto no es la solución a los problemas decompetitividad. Las plantas consideradas en el estudio con las complejidades mas altas en susensambles tienen también la más alta productividad y calidad. Estas son por supuesto lasplantas japonesas en Japón.
4)Cuáles son las características verdaderamente importantes de una planta esbelta? Existen doscaracterísticas organizacionales que son clave:
a)Transferir el mayor numero de actividades y responsabilidades a aquellos trabajadores queactualmente agregan valor al vehículo en la línea.b)Tener un sistema establecido para detectar defectos que pueda dar seguimiento a cadaproblema hasta su total solución desde el análisis de sus últimas causas.
Esto significa: trabajo en equipo entre los trabajadores de la línea, un sistema quedespliegue la información de forma simple y comprensible que haga posible para cualquiera enla planta responder rápidamente a los problemas y entender la situación general de la misma.El trabajo en equipo dinámico surge como el corazón de la planta esbelta, los trabajadoresnecesitan tener una amplia variedad de habilidades (para incluso rotar todas las posiciones conel resto de los trabajadores), además deben adquirir muchas habilidades adicionales como:reparación simple de equipos, revisión de calidad, limpieza y acomodo de materiales. Debentambién pensar activamente, y proactivamente, para que estos puedan visualizar las solucionesantes que los problemas se vuelvan serios.
Resultado de estudios realizados a compañías automotrices alrededor del mundo encuanto al lanzamiento de sus últimos nuevos proyectos, se encontró que un nuevo carrojaponés requiere 1.7 millones hrs de ingeniería en promedio y 46 meses desde el primer diseñohasta la entrega al cliente. Mientras que en Estados Unidos y Europa esto requiere de 3millones hrs de ingeniería y consume 60 meses. Esto refleja una diferencia de 2 a 1 eningeniería y el ahorro de un tercio del tiempo de desarrollo, evidenciando así la importancia deldiseño esbelto, ya que el empleo de estas técnicas para el desarrollo de productos, reducesimultáneamente el esfuerzo y tiempo involucrado en la manufactura.Se identifican cuatro técnicas básicas para el diseño esbelto:
20
a) Liderazgo: Designar al responsable o líder del proyecto, el jefe o líder del equipo cuyotrabajo es diseñar e ingeniar un nuevo producto y lanzarlo completamente a producción. Estaposición debe tener mucho poder, con autoridad sin limites y debe ser el mas codiciado en lacompañía. Este debe orquestar todas las habilidades necesarias para lograr un excelenteproducto manufacturable.
b) Trabajo en equipo: Agrupar un equipo asignado para el desarrollo del proyecto, estosvendrán de departamentos funcionales de la compañía (mercadotecnia, planeación de producto,styling, ingeniería avanzada, ingeniería específica: carrocería, motor, transmisión, eléctrico).Estos deben seguir relacionados con su área funcional, pero bajo el claro control del líder delproyecto. Ver a los miembros del equipo como partes elementales del mismo y no comoelementos que solo representen a sus áreas funcionales.
c) Comunicación: Confrontar las decisiones para resolución de problemas críticos desde elinicio del proyecto y no hasta el final. Informar y acordar en equipo la toma de decisiones queafecten a todos. En las compañías japonesas existe mucha mayor participación al inicio delproyecto para la toma de decisiones, lo cual disminuye hacia el final del mismo ya que elnúmero de problemas se ha reducido debido a la confrontación desde un inicio de los mismos,esto ocurre a la inversa en el resto de las compañías.
d) Desarrollo simultáneo: Significa que mientras se trabaja en los diseños de ciertos conceptossea posible la realización de avances físicos de los mismos por parte de quienes seránencargados de realizarlos en su totalidad. El fin de esto es reducir el tiempo total queinvolucraría el esperar hasta tener el diseño completo. Ejemplo de esto son los diseños de lasherramientas o dados para el estampado de piezas.
El diseño esbelto resulta en un mayor numero de proyectos lanzados a producción atiempo, también en la absorción rápida de la línea de producción de nuevos productos sin tenerpenalizaciones. En el lanzamiento de nuevos productos, los japoneses toman cuatro meses paraalcanzar los niveles de producción previos, mientras que americanos y europeos requieren dehasta un año.
2 Los principios de manufactura esbelta
Los objetivos de una empresa esbelta son muy simples: especificar correctamente elvalor para el cliente, evitando la tendencia normal de las empresas en una cadena de definir elvalor diferente para favorecer su propio rol de proveedor. Así, identificar todas las accionesrequeridas para traer un producto desde el concepto hasta el lanzamiento, de la orden a laentrega, y desde la materia prima hasta las manos del cliente, a través de su vida útil.
Enseguida, remover cualquier acción que no cree valor y hacer aquellas que lo creanproceder en un flujo continuo cuando lo requiera el cliente. Finalmente, analizar los resultadosy empezar el proceso de evaluación nuevamente.
Una empresa considerada dentro de una cultura de trabajo esbelto, basa su forma detrabajo en cinco principios de pensamiento:
21
a)especificar el valor que ofrece cada producto,b)Identificar las acciones que agregan valor,c)Hacer que el valor fluya sin interrupciones,d)Dejar que el cliente “jale” el valor del productor y,e) buscar la perfección.
2.1 Especificar valor
La manufactura esbelta debe iniciar con un intento consciente de definir con previsiónel valor en términos de productos específicos con capacidades especificas ofrecidos a preciosespecíficos a través de un diálogo con clientes específicos. La forma de hacerlo es ignorar loselementos y tecnologías existentes y repensar la empresa en la base de una línea/producto confuertes equipos enfocados al producto. En suma, la especificación del valor con precisión es elprimer paso crítico en la manufactura esbelta.
La redefinición de valor es la clave para encontrar más clientes y más ventas de formarápida, una vez hecha esta redefinición, las empresas esbeltas deben continuamente rehacersela pregunta de la especificación de valor para saber que realmente se tiene la mejor respuesta aella. La parte más importante en especificar valor, una vez que el producto esta definido, esdeterminar un costo objetivo basado en la cantidad de recursos y esfuerzo requerido parafabricar un producto con cierta especificación y capacidades si todas las actividades que noagregan valor se removieran del proceso. Este costo es base para examinar cada paso durante elanálisis de la cadena de valor.
2.2 Cadena de valor
Es el grupo de todas las acciones especificas requeridas para traer un productoespecífico (bien, servicio, o una combinación de ambos) a través de las tres actividades criticasde administración de cualquier negocio: a)la actividad de resolver problemas, desde unconcepto, a través de un diseño e ingeniería detallado hasta el lanzamiento a producción, b) laactividad de administración de información, desde la toma de la orden, a través de unaprogramación detallada hasta la entrega, c) la actividad de transformación física, desde lamateria prima, hasta un producto terminado en manos del cliente.
Identificar la completa cadena de valor para cada producto ( o cada familia deproducto), es un paso que las empresas raramente intentan pero que casi siempre exhibeenormes cantidades de actividades que no agregan valor.
El objetivo inicial es crear un mapa de cadena de valor, identificando cada actividadrequerida para diseñar, ordenar, y fabricar un producto específico, dividir estas actividades entres categorías: 1)las que agregan valor según son percibidas por el cliente: 2) las que noagregan valor pero que son actualmente requeridas para el desarrollo del producto, llenado deórdenes, o sistemas de producción, y que por lo tanto no pueden ser eliminadas por elmomento: y 3) las que no agregan valor según la percepción del cliente, y que pueden sereliminadas inmediatamente.
Lo siguiente es trabajar en las actividades restantes que no agregan valor para buscar sureducción o eliminación total.
22
2.3 Flujo
Una vez que se tiene solamente aquellas actividades que agregan valor, es necesariohacer que el mismo fluya a través de ellas. Para realizar esto de forma esbelta es necesarioredefinir el trabajo de las funciones, departamentos y empresas, para que estas puedan haceruna contribución positiva a la creación de valor y permitir que las necesidades reales de losempleados en cada punto de la cadena de valor puedan ser modificadas para hacer fluir elvalor. El primer paso es enfocarse en el objeto (producto, servicio, etc.) y nunca perderlo devista desde el inicio hasta el final. El segundo paso, que hace el primero posible, es ignorar laslimitaciones tradicionales de trabajo, funciones, departamentos, para formar una empresaesbelta removiendo todos los impedimentos para permitir el flujo continuo del producto ofamilia de producto específico. El tercer paso es repensar las formas de trabajo y herramientastradicionales para eliminar retrabajos, desperdicios, y paros, para que el diseño, orden yproducción del producto pueda fluir continuamente.
El principio del flujo continuo puede ser aplicado a cualquier actividad, y lasconsecuencias son siempre dramáticas. La cantidad de esfuerzo humano, tiempo, espacio,herramientas e inventarios necesarios para diseñar y proveer un servicio o bien puedetípicamente ser reducido a la mitad muy rápidamente, y un progreso sostenido puede sermantenido para buscar en otra mitad dentro de pocos años.
2.4 Jalar
La habilidad de diseñar, programar, y fabricar exactamente lo que el cliente quiere solocuando el cliente lo quiere, es permitir al cliente jalar el producto del productor cuando lonecesite, en lugar de empujar el producto, en ocasiones cuando no lo quiere, al cliente.
2.5 Perfección
Cuando se empieza a especificar valor con previsión, se identifica la cadena de valor, selogra que los productos fluyan continuamente y se permite a los clientes jalar el valor desde laempresa, se cae en un ciclo sin fin que busca la perfección.
El elemento más importante en la perfección es la transparencia, el hecho de que en unsistema esbelto, todos –subcontratistas, proveedor, integradores de sistemas, distribuidores,clientes, empleados- pueden ver todo, y es por lo tanto fácil encontrar mejores maneras decrear valor
3Las técnicas de manufactura esbelta
Existen ciertas técnicas de manufactura esbelta que se aplican para lograr eldenominado flujo continuo, estas son: la estandarización del trabajo, el takt time, el controlvisual, programación pull y el flujo de una sola pieza.
23
3.1 Estandarización del trabajo
Su objetivo es crear equipos de manejo de producto verdaderamente dedicados, contodas las habilidades necesarias para conducir la especificación de valor, diseño general,ingeniería detallada, compras, herramientas y planeación de la producción. La intención esdesarrollar equipos que sigan el mismo logro cada vez.
Con un equipo verdaderamente dedicado, y teniendo una especificación clara de valor,se logra eliminar los retrabajos y flujo de retorno, el diseño nunca se detiene en su afán de irhacia delante hasta que se esta en producción completa.
El resultado es la reducción en el tiempo de desarrollo y el esfuerzo necesario en másde la mitad.
3.2 Takt time
Esta técnica sincroniza con precisión el tiempo de producción con el nivel de ventas alos clientes. Básicamente se logra dividiendo la demanda de productos que el cliente requiereentre el número de horas disponibles de producción en la planta.
El incremento o disminución en el volúmen de órdenes en el tiempo, provoca que elvalor de takt time necesite ser ajustado, ya que la producción esta siempre precisamentesincronizada con la demanda. El punto es siempre definir el valor de takt time con precisión enun punto en el tiempo en relación con la demanda y correr toda la secuencia de producción deacuerdo a este valor.
3.3 Control visual
El control visual o transparencia es otra técnica de manufactura esbelta, esta facilita lacomunicación en la planta, ya que cualquier puede ver donde se encuentra la producción encualquier momento. Además facilita la producción de acuerdo al valor del takt time y alerta atoda la gente inmediatamente de la necesidad ya sea de órdenes adicionales o de pensarmaneras de remover desperdicio si el valor de takt time necesita ser reducido para acomodar unincremento en el número de órdenes.
Cada persona involucrada debe ser capaz de ver y entender cada aspecto de laoperación y su estatus en todo momento, con el fin de tomar acción en caso de ser necesario.
3.4 Flujo de una sola pieza
En la planta de tipo flujo continuo, las etapas productivas están acomodadas en unasecuencia, usualmente dentro de una celda sencilla, y el producto se mueve desde un punto alsiguiente, sin productos en proceso entre ellos, usando la técnica generalmente llamada “flujode una sola pieza”. Para alcanzar el flujo de una sola pieza en una situación normal cuandocada familia de producto incluye muchas variantes del mismo, es esencial que cada máquinapueda ser convertida casi instantáneamente de la especificación de un producto al siguiente.
La introducción de técnicas de manufactura esbelta en cada actividad de negocios debeser básico en cualquier estrategia de la compañía. Estas proveen la oportunidad y los recursospara generar y sostener un crecimiento que reditúe en beneficios.
24
4 Teoría de restricciones (TDR)
La teoría de restricciones (TDR) es una nueva e importante expresión de la cienciaadministrativa inventada por el Dr. Eliyahu M. Goldratt. Este científico, físico, autor, educadory consultor, desde los años setentas han usado métodos científicos para crear conceptos enadministración los cuales han probado ser de gran valor para la industria. El Dr. Goldrattinvento su propio medio de expresión del método científico, los procesos de pensamientoestructurado TDR.
Estos procesos de pensamiento toman la forma de la familia del árbol lógico TDR deadministración de procesos y diagramas. Estas herramientas hacen el método científico másentendible y practico, más alcanzable y efectivo en el uso día a día, para mucha más gente, enlos diferentes estilos de vida, alrededor del mundo.
Un principio básico de TDR es que los problemas indeseados o efectos indeseados quese experimentan en un campo como el de administración de proyectos son normalmente elresultado de relativamente poco problemas principales. “Relativamente pocos” significa unnúmero manejable. Si se pueden identificar esos pocos problemas principales y se puedendireccionar, la mayoría de los efectos indeseados desaparecerían. Direccionando los problemasde fondo, en lugar de los síntomas, se pueden direccionar muchos problemas simultáneamente.
La TDR es una combinación de técnicas y filosofía de sentido común que puedepermitir mejoramientos dramáticos, rápidos y sobre la marcha, mediante la identificación deestos problemas principales y proporcionando herramientas que permitan el desarrollo desoluciones aplicables. La TDR y su antecesor, la Manufactura sincronizada han estado ahí porcerca de 20 años, inicialmente los primeros conceptos de TDR estaban relacionados con lamanufactura y la programación en el piso, pero con los años se desarrollaron aplicacionesespecíficas y técnicas de solución de problemas genéricos. Durante este tiempo la TDR se haextendido a cada vez mas compañías, grandes transnacionales como Ford, AT&T y la miliciaamericana la han utilizado. Es común que con su aplicación se hayan reducido los niveles deinventario en fábrica hasta 75% o más, e incrementado su producción en un 40%.
5 TDR aplicada a administración de proyectos
Los conceptos estándares en programación y administración de proyectos han sido CPM yPERT.
Muchos conceptos de TDR han sido aplicados con gran beneficio en la administración deproyectos, muchas empresas como las ya mencionadas están usando esos conceptos hoy, dehecho hay razones para creer que a pesar de su inicio en manufactura, la TDR puede ser aúnmás valiosa cuando es aplicada a la administración de proyectos.
Las medidas del éxito para un gerente de proyecto son muy simples: completar losproyectos dentro del presupuesto y a tiempo, mientras se mantiene a los clientes contentos,estos son: costo, programación y desempeño.El proceso de planeación para cualquier proyecto inicia con una idea, la idea de que es lo queel proyecto debe cumplir, si es claramente establecida, este puede ser llamado un objetivo.
25
Asumiendo que la idea tiene potencial, el logro de la misma debe ser enseguida evaluada entérminos de costo y beneficios.
La incertidumbre es un factor presente en todos los proyectos, que no puede eliminarse,pero si puede minimizarse, y nunca ignorarse. La incertidumbre no debe ser una excusa para noplanear, esta debe ser parte de la planeación. El propósito del plan debe ser cuantificar que eslo que se sabe, para que se puedan tomar las decisiones con la mayor información real posible.En el proceso también se debe decidir lo que no se sabe, para que se pueda evitar asumir cosaserróneas.
5.1 WIP tradicional vs WIP en TDR
Mucho se ha escrito acerca de los efectos negativos del WIP (inventario en proceso)aplicado tradicionalmente en la manufactura, estos conceptos son también validos en losproyectos. En estos el WIP puede representar inversión externa, si hay proveedores osubcontratistas. Este también puede representar solo costos internos: el tiempo gastado porgente y máquinas para ejecutar el trabajo hasta cierto punto. La teoría tradicional establece unbalance entre el costo del mantener el inventario de WIP y el costo de mantener a la gente ymáquinas ocupadas. El conflicto es entre bajar los niveles de WIP para mejorar la capacidad decompetir y tener altos niveles de WIP como un tipo de aseguramiento, para mantener laproductividad y ser capaz de terminar los trabajos a tiempo.
La TDR maneja un balance diferente, un incremento en los niveles de WIP implica unincremento en el tiempo entre que el material llega a la compañía y el momento en que lorecibe el cliente. Un inventario reducido brinda a la compañía una ventaja competitiva,permitiéndole satisfacer a los clientes mas rápidamente, mediante la reducción entre el tiempoen que se ordena y entrega, así como reduciendo el tiempo en el cual los nuevos productos sonintroducidos al mercado. En los proyectos, los tiempos de entrega cortos significan unareducción en los cambios o cancelaciones de órdenes, debido a que los clientes tienen menostiempo para cambiar de opinión. Entre más rápido un proyecto pueda ser completado, serámenor el tiempo que este gaste como WIP y menores cambios serán necesarios.
5.2 Enfoque global vs enfoque local
Lo inevitable de las actividades retrasadas hace el hecho difícil de digerir, aun así, lasactividades retrasadas no implican proyectos retrasados. Es así que se recurre a listar lo que sequiere y lo que se hace.
Lo que se quiere Lo que se haceHacer proyectos a tiempo Tratar de hacer las actividades a tiempoProducir mas proyectos Tratar de hacer a la gente más eficienteAcortar los tiempos del proyecto Tratar de acortar los tiempos de actividadesProyectos dentro de presupuesto Análisis detallado de riesgosSatisfacción del cliente Hacer especificaciones más detalladas
Las cosas que se quieren tienden a ser orientadas globalmente, mientras que las cosasque se hacen tienden a estar orientadas localmente.
26
El sistema en este caso es la organización, los mejoramientos verdaderamenteimportantes deben afectar a la organización por completo. Los esfuerzos por tal debenenfocarse globalmente más que localmente. Las organizaciones son cadenas de dependenciade actividades y recursos, nada existe en forma aislada. Una actividad debe ser completadaantes de que otra pueda empezar. Como las organizaciones son cadenas, estas tienen eslabonesmás débiles, un problema en un área puede afectar muchas otras. Una actividad retrasadapuede retrasar otras actividades o proyectos
5.3 Planeación del proyecto.
Un plan de proyecto es la descripción de un grupo de actividades que ejecutadas deacuerdo al plan, deben alcanzar los objetivos del mismo. El propósito de un plan de proyecto esdesarrollar y/o comunicar el entendimiento del proyecto. Los planes son creados como mediospara asistir en la toma de decisiones antes y durante la ejecución del mismo. La incertidumbrees un factor importante en la planeación y administración de proyectos, aparece en ladefinición de cuanto debe tomar una actividad y cuando y cuantos recursos estarán disponiblespara lograrlos.
La propuesta de planeación de proceso contiene los siguientes elementos:
1. Establecer claramente los objetivos del proyecto y del plan de proyecto.Las razones tiene que ver con el desarrollo y/o la comunicación del entendimiento delproyecto.
2. Determinar las necesidades a cubrir y las actividades necesarias para lograrlo.Un requerimiento se refiere al objetivo del proyecto, mientras que necesidades serefieren a ítems específicos que se sabe deben ser alcanzados. Este puede ser unobstáculo que se debe sobrepasar, o un requerimiento que se relaciona con unaactividad específica.
3. Determinar las relaciones lógicas entre actividades y necesidades.Ordenar las actividades en una secuencia de tiempo, para tener un flujo aproximado delproyecto. Ordenar las actividades y necesidades (u obstáculos) en una estructura lógica.Esta estructura es llamada como “árbol de prerequisitos”, porque enlaza todos losrequerimientos necesarios para alcanzar el objetivo.
4. Estimar el requerimiento de recursos, duración de actividades y costos.Agregar tiempos estimados y requerimientos de recursos a la lista de actividades,usando datos de experiencia disponible e históricos. Los tiempos especificados debenser tiempos promedios esperados.Los costos son variables dependiendo de la actividad, para ellos se tienen los costos demateriales y en libros.
5. Calcular el diagrama de cadena crítica, incluyendo buffers.
27
Involucra crear un diagrama del proyecto y agregar buffers, tomando en cuenta lacapacidad finita de los recursos involucrados.
6. Evaluar deacuerdo a las restricciones de tiempo y presupuesto.Se debe tener un balance entre el costo, la duración del proyecto y funcionalidad.
7. Si es necesario, regresar a un paso previo y revisar el plan.Si el plan resultante del paso 6 es lo suficientemente bueno, el paso 7 no será necesario.La repetición de pasos es a menudo necesario para producir un buen plan. Es muchomás fácil rediseñar un proyecto antes de que este construido que después.
5.4 La cadena crítica
El grupo de actividades que determinan cuando un proyecto puede terminar es llamadola cadena crítica, es crítica porque una mejora en cualquier parte de la cadena significa que elproyecto puede ser terminado más temprano. Entre más rápido se realice la cadena crítica, másrápido se terminara el proyecto. Es una cadena en lugar de una ruta, porque toma en cuenta ladependencia de recursos. Los buffers de recursos y alimentación no incrementan la longitud dela cadena, sino que actúan como amortiguadores que protegen de los imprevistos. El buffer dealimentación protege a la cadena de fluctuaciones en las actividades de alimentación,permitiendo la posibilidad de iniciar antes las actividades. El buffer de recurso protege a lacadena de la falta de disponibilidad de los recursos requeridos, permitiendo la posibilidad deiniciar antes las actividades. El buffer de proyecto protege otra importante parte del sistema, lafecha compromiso.
El uso de la cadena crítica proporciona mayor realismo que la ruta critica, porque setoma en cuenta el recurso. Especificando las duraciones promedio, se puede reducir la duracióndel proyecto. Usando buffers se incrementa la confianza en la fecha compromiso y se reduce lanecesidad de cambios frecuentes en la programación.
El punto de inicio en la determinación de la cadena critica es tomar el formato estándarde ruta crítica. En este cada nodo o recuadro representa una actividad, el eje horizontal es eltiempo, y la longitud de cada recuadro es proporcional a la duración de la actividad asociada.
El tiempo escalado aparece en la parte superior, indicando cada mes. Las precedenciasdependencias (actividades que deben ser desarrolladas en una secuencia de tiempo particular)son mostradas en recuadros adyacentes o con flechas. Los tiempos promedio de ejecución delas actividades y los recursos necesarios se muestran también en los recuadros.
Con el fin de nivelar la carga de recursos, es necesario moverse de derecha a izquierda,colocando las actividades en los recursos como recuadros de carga. Es necesario mover lasactividades más temprano para estar seguro que los recursos no son sobrecargados. Lanecesidad de realizarse de derecha a izquierda, es con el fin de que el WIP se mantenga almínimo mediante la colocación de actividades lo más tarde posible.
28
La cadena crítica de actividades son aquellas que no pueden ser empujadas hacia elpasado o el futuro, para identificarla se requiere computar que tan lejos hacia el pasado cadaactividad puede ser movida, sin empujar nada antes del horizonte de inicio.
Generalmente, puede no ser sencillo identificarla, debido a que podría haber más deuno o algunos recursos, en cuyo caso no es obvio como interactúan la dependencia de recursos.
Si esto pasa, la forma más sencilla es hacer una copia del proyecto, y mover una reglavertical a lo largo de eje de tiempo de izquierda a derecha, empezando en el inicio de horizontede programación. En cuanto se encuentre una actividad, esta es movida tan lejos como laprecedencia dependencia y disponibilidad de recursos lo permita.
Aún terminada la cadena crítica es importante revisar finalmente su determinación yhacer los cambios considerados necesarios debido a hechos ya conocidos por el encargado delproyecto, tales como:
- Actividades de alto riesgo al final del proyecto que deben ser movidas más temprano.- Actividades que se consideran afectan la terminación del proyecto y que no fueron
identificadas en la cadena crítica.
El concepto de cadena crítica remueve, entre otras cosas, la presunción implícita decapacidad infinita usada en la administración de proyectos, como el bien conocido TDRtambor, amortiguador, cuerda de la manufactura sincronizada, removiéndolo también de lateoría de administración de la fabrica.
5.5 Los cinco pasos de mejora de proceso de TDR
Con el objetivo de continuar haciendo mejoramientos a través del tiempo, es necesarioun grupo de pasos que ayuden a enfocar los esfuerzos en los puntos de empuje del proyecto.
a) Identificar los puntos de empujeLas actividades de las cuales depende la duración última del proyecto.
b) Explotar los puntos de empujeHacer todo lo que se piense para estar seguro que los puntos de empuje no seretrasarán.
c) Subordinar todo lo demás a las decisiones superioresAsegurar que todos hagan lo mejor para asegurar que la programación de lasactividades están protegidas. Es la subordinación de todos a los objetivos globales,para su contribución al logro.
d) Elevar los puntos de empujeSi el recurso es muy caro y/o este toma mucho tiempo, es necesario nombrar estecomo un recurso estratégico y tratarlo con cuidado.
e) Regresar al paso 1, y no dejar que la inercia se convierta en una restricciónAntes de hacer cualquier cambio significativo, evaluar en donde esta el punto deempuje y si debe permanecer igual.
29
5.6 Medición en TDR
Cualquier medida local debe tener una relación directa de causa-efecto con las medidasglobales. Por lo cual lo primero es establecer medidas globales. Las medidas globales desde laperspectiva del propietario de la compañía son: producción, gastos operativos, e inversión.Además de estas medidas financieras, hay otras medidas globales, por ejemplo el desempeñodía a día y el trabajo en proceso (WIP).
Las medidas locales:
- Permiten a los individuos evaluar como realizan su trabajo, con relación a losobjetivos globales.
- Permiten monitorear el desempeño del proyecto y como éste se relaciona con losobjetivos globales.
- Proveen retroalimentación del desempeño para evaluar el trabajo.- Proveen retroalimentación del desempeño para analizar promociones.
Siempre las medidas locales deben estar ligadas al desempeño global.
El resultado-dólar día
En una compañía las medidas globales son del tipo financiero, en un proyecto el retrasoen términos de tiempo, por lo cual tiene sentido combinar estas medidas para estimar elimpacto del retraso de actividades. Cuando una actividad consuma un buffer, es necesariomirar a los tiempos de resultado-retraso de la misma, si completarla causó un consumoadicional de buffer de 5 días, a la persona responsable del retraso se le cargan 5 días por eltiempo total de la venta del proyecto. La razón de considerar el precio total, es debido a que elproyecto completo es el que se retrasa. Este cuantifica el impacto del retraso y es una formamuy útil para la gente o grupos el monitorear su propio desempeño, si se aplica correctamentela gente debe estar muy segura cuando considere a sus actividades como completas.
El WIP como medida globalDebido a su impacto indirecto en el resultado, el WIP es estratégicamente importante
ya sea que exista o no exista inversión de efectivo. Si el impacto de WIP es principalmente entérminos de tiempo, debe buscar medirse de esta manera, debido a su impacto clave en lacompetencia y en la habilidad de generar el resultado. La relación de impacto de resultado conel WIP es principalmente en los tiempos de entrega de los productos, esta es la mejora formade medirlo evaluando este impacto. El mecanismo especifico de medición dependerá elambiente.
Suponiendo que un proyecto cambie a una alta prioridad o que algo imprevisto ocurraprovocando retrasos, es necesario revisar y mover otros recursos para completar el mismo, perobuscando minimizar el impacto en otros proyectos. Con diagramas de cadena critica, podemosdeterminar que actividades en otros proyectos son clave y no deben ser afectados.
30
6 Reingeniería
La reingeniería de procesos, es el método mediante el cual una organización puede lograrun cambio radical de rendimiento medido por el costo, tiempo de ciclo servicio y calidad,mediante la aplicación de varias herramientas y técnicas enfocadas en el negocio como unaserie de procesos del producto principal del negocio, orientados hacia el cliente en lugar de unaserie de funciones organizacionales. La reingeniería de estos procesos del producto principaldel negocio ocurre cuando los conocimientos técnicos, operativos y empresariales se utilizande manera unificada para lograr una ventaja competitiva sostenible.
La reingeniería de procesos es un enfoque sistemático para mejorar radicalmente losprocesos principales de un negocio y los procesos de apoyo claves. Para aplicarla es importanteentender perfectamente que son los procesos y por qué son la clave del éxito de un negocio.
Un proceso es una serie de actividades vinculadas que toma materia prima y la transformaen un producto. Idealmente la transformación debe agregar valor a la materia prima y crear unproducto que sea más útil y efectivo para el receptor. Los procesos son la base sobre la cual lasentidades crean riqueza.
Al pensar en los negocios como procesos y no como funciones, los administradores puedenenfocar sus esfuerzos para simplificar los procesos y crear valor con menos esfuerzo, en lugarde concentrarse en reducir el tamaño de las funciones para simplemente reducir los costos. Lasreducciones de costos ocurrirán naturalmente cuando se eliminen actividades que no agreganvalor a los procesos y a medida que se incremente el nivel de eficiencia de los procesos.
La reingeniería de procesos de negocios en general se concentra en los procesos principalesde un negocio de entre los muchos que este implica. Un proceso esencial de un negocio “crea”valor por la capacidad competitiva que brinda a una compañía. Los procesos esenciales sonvalorizados por el cliente, el accionista, o el regulador y es crítico que se realicencorrectamente.
Deben ser aquellos procesos que la estrategia del negocio ha identificado como crítico paraigualar o superar a la competencia. No todos los procesos principales de un negocio soninmediatamente visibles, y de vez en cuando la producción propiamente dicha de los bienes nose encuentra en el centro de un proceso principal.
Los procesos de negocios se pueden considerar: principales o de apoyo, del mismo modoque los procesos de producción, pero mientras el proceso de manufactura es físico, el procesoprincipal es efímero –incluye a veces el proceso de manufactura como componente- y conectaa la compañía con el exterior.
Existen tres tipos de reingeniería de procesos que una compañía puede emprender:
1) Mejorar costos: La mejora de un proceso que puede conducir a increíbles reduccionesde los costos de los procesos no esenciales, más allá de lo que se puede lograr con losesfuerzos tradicionales de reducción de costos.
31
2) Lograr la paridad, o ser el “mejor de su clase”: dentro de los procesos del productoprincipal del negocio, pretender llegar a ser con el esfuerzo de reingeniería, el mejor desu clase, al mismo tiempo que se logra la paridad competitiva con los que en el pasadoestablecieron las normas y pusieron las reglas.
3) Realizar un punto de innovación radical: intentar encontrar y realizar puntos deinnovación radical, cambiar las reglas y crear la nueva definición del mejor de la clasepara todos los que están tratando de llegar a serlo.
El punto de innovación radical es una serie clave de actividades que cuando se realizanconjuntamente impulsan un aspecto clave del negocio con el objeto de dominar lacompetencia. Se derivan de los procesos principales que se siguen actualmente dentro de unsegmento de la industria, pero crean un nuevo conjunto de actividades redefinidas, queproducen un nuevo conjunto de dimensiones competitivas en una industria, definen así lasiguiente generación de procesos principales, los cuales son impuestos a la competencia.
32
Capítulo 8. Método – Proceso Actual
a) Identificación y descripción de los procesos actuales
Los procesos principales identificados en el lanzamiento de un nuevo producto a la línea deensamble son:
-Release Process (Proceso de Releases)
-Order Analysis Process (Proceso de Análisis de Órdenes)
-Pilot Process (Proceso de Pilotos)
-Major Programs and Proyects (Proceso de Programas y Proyectos Mayores)
-Special Quotation (SQ) and Special Equipment Process (SE) (Proceso de Cotizaciones yEquipos Especiales).
Para tener una idea de la magnitud de estos procesos es importante mencionar que estanintegrados por mas de 110 actividades que se relacionan entre si, sin mencionar las de losprocesos SQ y SE que incluyen alrededor de otras 30 actividades.
Estos procesos se describen a continuación:
Release Process
Establecer los lineamientos para el análisis de los cambios de ingeniería (releases), paraconsiderar su aceptación ó rechazo, además indica su manipulación y la asignación de fechasde efectividad a las partes ó ensambles involucrados en la manufactura del producto en elsistema ERP de la planta (Baan).
Establece las responsabilidades y actividades de cada departamento involucrado en esteproceso, para que los releases sean trabajados de forma confiable y a tiempo. Permite tener uncontrol de los cambios de ingeniería (releases) que modifiquen partes ó ensambles necesariosen la manufactura del producto.
El departamento de materiales comparte la responsabilidad del control de cambios alofrecer retroalimentación referente a las fechas factibles para la introducción de partes nuevas,cambios o sustituciones mediante la comunicación directa con los proveedores en referencia adichos cambios, de igual forma el área de planeación debe ofrecer la retroalimentación enforma oportuna en referencia a la disponibilidad de la herramienta ó equipo requerido para laimplementación de los cambios en planta.
Los tipos de releases según la información que manejan pueden ser de los tipos siguientes:
a) aquellos que afectan la forma, características ó funcionamiento de partes nuevas ócambios en dibujos
b) aquellos que incluyan nuevos feature codes
33
c) aquellos que afectan el listado de materiales (BOM)d) aquellos que incluyan nuevas reglase) aquellos que modifican órdenes de producción ya codificadas (SOR)f) aquellos identificados como de equipo especial (SE)
Cada release se revisa de forma minuciosa de acuerdo a lo siguiente:
a) Descripción amplia de la razón del cambiob) Explicación detallada si afecta el proceso actual y si es necesario cambiar el mismoc) Identificar si se requiere inversión para su implementaciónd) Identificar si afecta algún producto actualmente en produccióne) Identificar si se tendrán implicaciones al hacer efectivo el releasef) Identificar si se requiere considerar como piloto
Order Análysis Process
Establecer un proceso estandarizado para el procesamiento de la información referentea nuevas órdenes de producción que se integran a la producción de la planta.
Esta información incluye:- nuevos dibujos/instalaciones (FAV´s)- nuevas partes/ensambles- nuevas combinaciones de partes/ensambles
El proceso contempla la revisión de esta información, su correcto procesamiento en elsistema ERP de la planta, la identificación de posibles restricciones que impidan suimplementación, la necesidad de nuevas herramientas ó equipos y la oportuna distribución deesta información a las áreas afectadas, así como su seguimiento hasta su validación eimplementación en su punto de uso con el operario responsable de realizar el trabajo. Adicionala esto se debe determinar la mano de obra necesaria a utilizar para la implementación de losnuevos dibujos/instalaciones y partes/ensambles.
El proceso de análisis de ordenes es continuo ya que regularmente se van confirmandoe integrando a la producción nuevas unidades esto originado a solicitud del cliente y elmercado.
Pilots Process
Se determina la necesidad de realizar pilotos del producto previo a producción debido alas siguientes condiciones:
a) Se identifican nuevas partes/ensambles que no se han utilizado con anticipación y quedebido a la complejidad en su manufactura podrían causar un contratiempo mayor a lalínea de producción.
b) Se identifican partes/ensambles en la revisión de los releases y se considera necesariopilotear los cambios debido a su complejidad.
34
c) Debido al lanzamiento de un nuevo programa ó proyecto se determina desde suplaneación la necesidad de pilotear los cambios debido a la cantidad y complejidad delos mismos.
Este proceso define las actividades necesarias para la construcción de unidades pilotodel producto, previo a su lanzamiento a producción.
Coordinar las actividades específicas a realizar por los involucrados en los diferentesdepartamentos.
Además posterior a la corrida de los pilotos contempla la documentación de los detallesencontrados de proceso, calidad y diseño para su posterior corrección por parte de las áreasresponsables.
Este proceso requiere asimismo de los mencionados, “Proceso de releases” y el“Proceso de Análisis de Órdenes”, estos se integran dentro del mismo en diferentes puntosdebido a que la información a procesar en cada uno de ellos se realiza de la misma forma ysigue la misma secuencia de ejecución interna de estos, posterior a la misma se continúa con elflujo identificado dentro del “Proceso de Pilotos” hasta su conclusión.
Major Programs and Projects Process
El Centro de Ingeniería de la empresa informa a la planta de la introducción de unnuevo programa ó proyecto mediante un comunicado oficial (junta, comunicado, carta, etc),posterior a este se envía el documento (PCBL) en donde se estipula la razón del programa óproyecto, los modelos afectados y la estimación de los costos de ingeniería del producto,herramentales y misceláneos. El gerente del departamento de Nuevos Proyectos designa a unCoordinador el cual es responsable de dar un seguimiento global a las actividades deintroducción del nuevo programa ó proyecto y de coordinar esfuerzos entre las diferentes áreafuncionales de la planta.
La identificación de un producto como proyecto ó programa se basa en lasconsideraciones siguientes:
- modificación completa al diseño y que implica según sea necesario cambios/ajustesal herramental, procesos de producción o materiales.
- modelos que no se fabrican actualmente en la planta.- cuando los programas introducen variaciones a los modelos actuales consideradas
de una complejidad mayor.
Este proceso establece un método estructurado para definir los lineamientos queaseguren que los nuevos productos o cambios a los mismos al momento de su lanzamientocuentan con los procedimientos y equipos necesarios para el control de todas sus característicasde calidad en la planta. Proporciona una guía para el desarrollo de los nuevos programas yproyectos, así como de la información relevante durante las diferentes fases del lanzamientodel mismo hasta su transferencia al área productiva de la planta.
35
Este proceso debe asegurar la elaboración de los nuevos documentos de evidencia delavance e implementación del programa ó proyecto en los departamentos respectivos talescomo:
- Hojas de proceso/listado de operaciones- AMEF´s de proceso- Planes de control- Shop floor paper ú Hoja de piso- Instrucciones de Operación e inspección- Ayudas visuales y Hojas de verificación
Este proceso requiere asimismo de los mencionados, “Proceso de releases”, el“Proceso de Análisis de Órdenes” y el “Proceso de Pilotos”, estos se integran dentro del mismoproceso en diferentes puntos debido a que la información a procesar en cada uno de ellos serealiza de la misma forma y sigue la misma secuencia de ejecución interna de estos, posterior acada uno de ellos el flujo continúa según se indica.
Special Quotation (SQ) and Special EquipmentProcess (SE)
El Special Quotation (SQ) ó cotización especial se refiere al análisis de aquellassolicitudes especiales por parte de los clientes de opciones poco comunes en el producto. Estassolicitudes son enviadas vía electrónica por el departamento de ingeniería ó servicio al clientey se establecen juntas de revisión donde estas se analizan en cuanto a:
- impacto en mano de obra- impacto en proceso- fondos requeridos debido a la necesidad de nuevas herramientas ó equipos- impacto en la capacidad de la línea (volúmen)
Posterior a esto se registra en una base de datos la información detallada del análisis yse define si se procede o se rechaza la SQ solicitada.
El Special Equipment (SE) ó Equipo especial se refiere a todas aquellas partes que seagregan al ensamble del producto y que no son partes de uso común, por lo cual se clasificande esta manera. En este proceso existen números de órdenes de producción previamenteasignados para ser fabricadas con este tipo de partes especiales.
Este proceso establece los lineamientos para procesar los requerimientos de EquipoEspecial para cumplir de manera efectiva con el abastecimiento de material de esta clase en lasórdenes de producción consideradas como tal.
El ingeniero de planeación recibe el requerimiento de equipo especial vía electrónicadel ingeniero de diseño mediante un formato previamente desarrollado. Se debe verificar lacomplejidad de la opción y en caso de ser necesario identificar la orden como Piloto. Se debedar seguimiento con PBA y Materiales con respecto a las partes nuevas para su llegada a laplanta y su correcta localización en piso. Dar seguimiento en las áreas productivas afectadas
36
para su correcta implementación tomando en cuenta a los demás departamentos involucrados(manufactura, producción, calidad, ingeniería, etc).
El SE contempla la introducción y creación de las partes dentro del sistema ERP de laplanta previo a la liberación del release correspondiente esto debido a que por ser una solicitudespecial por parte del cliente requiere una respuesta rápida por parte de los departamentos deCompras y Materiales para el inicio de su procesamiento con el fin de cumplir de formaoportuna con las fechas comprometidas.

37
b) Diagrama de secuencia de actividades de los Procesos.
38
c) Descripción detallada de los Procesos e interrelación de recursos.
A continuación se describe cada proceso detallando cada una de sus actividades en lasecuencia en que estas ocurren, indicando los recursos humanos y técnicos que involucran.Los números asignados a cada actividad son referenciados en el diagrama de actividades decada proceso incluido en el inciso anterior.
Debido a que los procesos de (SQ) y (SE) Cotizaciones y Equipos Especiales sóloocurren en las condiciones especiales ya señaladas según la necesidad del cliente y delmarcado, además de que solo ocupan un porcentaje del 5 al 7 % de la producción total de laplanta, consideramos de mayor beneficio enfocarse a aquellos procesos de mayor valor yrelación con las actividades de lanzamiento de producto, los cuales son seguidos en todoslos casos, es por ello que estos procesos no son mencionados en este documento.
Release Process
1) Los releases realizados internamente en la planta por parte del departamento deingeniería para corregir los problemas encontrados, deben ser enviados al departamentode ingeniería en Estados Unidos para su revisión y procesamiento.
2) Los releases realizados y procesados por el departamento de ingeniería en EstadosUnidos son enviados a las diferentes plantas de ensamble. Según el proyecto estasdescargas de releases pueden ser de forma masiva ó de forma periódica.
3) El ingeniero de planeación asignado, recibe una lista de releases mediante correoelectrónico, para su revisión y análisis por parte de este departamento. Captura cadarelease en una base de datos de Acces donde lleva un registro para el control de losmismos.
4) El ingeniero de planeación asignado recibe la lista de releases identifica a que áreaafecta cada uno y los asigna a cada ingeniero responsable del área.
5) El ingeniero de cada área revisa cada release de forma preliminar desde el punto devista de manufacturabilidad, para confirmar que este no afecta los procesos actuales
- información completa para su implementación- impacto en la mano de obra,- asegurar fondos para la implementación del cambio- asegurar release esta completo en cuanto a su descripción, BOM, dibujos, etc- identificar posibles errores de descarga de información como: reglas de
ingeniería, dibujos, cantidades, etc.
6) Decisión para la aprobación ó no-aprobación del release, cada ingeniero da de alta estadecisión dentro de la base de datos de Acces para el control de releases.
39
7) Cada dos veces a la semana se tiene una junta de revisión y aprobación de releases conel departamento de ingeniería de Estados Unidos, donde el ingeniero responsable delcontrol de los mismos informa sobre la respuesta resultante de la revisión de cadarelease, si la respuesta es una no-aprobación este queda en un estatus de pendiente hastaque el “responsable” del release realice los ajustes necesarios para volver a repetir elciclo de revisión.
8) Si la respuesta a la revisión es si, el release es identificado dentro del sistema deingeniería con un estatus “E” que significa que este fue aprobado, esto lo realiza eldepartamento de ingeniería Estados Unidos.
9) Una vez que el release ha sido aprobado, se realiza una transferencia de la informaciónque este contiene desde el software de ingeniería (DCP) al software interno de la planta(Baan). Este es un proceso continúo que se realiza diariamente.
10) Ingeniería PBA recibe diariamente los reportes de errores resultantes de la transferenciade información entre DCP & Baan, estos son a) ITEM error report y PBOM errorreport, los problemas comunes a revisar y corregir son: 1)Partes faltantes en los FAV´s,b)FAV´s faltantes, c)releases faltantes, y d)releases incompletos. Estos hallazgos sonreportados al departamento de sistemas para proceder a una segunda descarga de lainformación de los releases afectados.
11) Obtener la lista de nuevos releases descargados en Baan, esto se realiza en la pantallade la session tibom8499m000, esta lista se compara con la lista de releases revisados yregistrados en la base de datos de Acces para el control de los mismos.
12) Se imprime en papel el reporte de Baan de la información de cada release que ha sidotransferido.
13) Se coloca cada release impreso dentro de un folder y se asigna a cada ingeniero deplaneación responsable de un área para su procesamiento, cada fólder se coloca en uncajón de un archivero identificado para cada área de ensamble.
14) Se revisa que la información de DCP sea correcta en Baan, el número del release seteclea dentro del sistema de ingeniería Pharos donde se despliega la información queeste contiene, esta se compara con el reporte impreso en Baan para confirmar que lainformación es correcta.
15) Se realiza una análisis detallado del impacto en el proceso que puede tener el nuevorelease.
16) Asegurar que el impacto en el proceso identificado en el paso previo sea cubierto encuanto a la secuencia de ensamble, la mano de obra, fondos, herramienta, etc.
17) Identificar si las piezas que agrega el nuevo release son “nuevas”, esta aparece con unidentificador (signal code) “TS” que denota que se trata de una pieza nueva.
40
18) Si la pieza es “nueva” el identificador “TS” denominado “signal code” se procesadentro de la pantalla de Baan (session tiitm0101mn01), si la pieza es comprada secoloca un signal code “PUR”, este envía la parte al departamento de compras para suprocesamiento. Si la pieza es componente de una pieza mayor a ser subensambladadentro de la planta, se coloca un signal code “FIM” que envía la parte al departamentode finanzas para el costeo de la parte subensamblada. Si la pieza es componente de unapieza mayor a ser comprada, se coloca un signal code “POP”, que identifica la piezacomo una parte componente que no debe ser considerada. Además en la pantalla deBaan (session znitm8199mn02) se traduce la descripción de la parte nueva de inglés aespañol.
19) Las partes nuevas que se agregan al sistema Baan, son identificadas mediante un códigopara su seguimiento posterior por otros departamentos tales como PBA, compras,materiales, a)partes para programas mayores, se utiliza xxxTS donde xxx es el númerodel programa, b)partes para programas menores, se utiliza TSxxxx, donde xxxx es elnúmero del programa y c) otras partes, se utiliza NEWxx, donde xx son las iniciales delingeniero de planeación.
20) Las piezas deben ser ruteadas dentro del sistema Baan (session tibom1110m000) paraespecificar su punto de uso en la línea de ensamble, la cual esta dividida en centros detrabajo (Workcenters), dentro de cada centro de trabajo se especifican número deoperación para denotar el punto final de uso de la parte. Esto se hace para cada partedentro del sistema.
21) La mano de obra necesaria para realizar el ensamble de las partes en la línea se calculaen el software Maynard diseñado para ello. La información de esta mano de obra estransferida a Baan diariamente mediante un proceso automático entre ambos.
22) Las instalaciones de ensamble ó FAV´s que enlazan las diferentes partes a serensambladas, deben ser procesados en Baan (session tiitm0101mn01) inmediatamentedespués de agregar su mano de obra en Maynard, en esta pantalla el signal code delFAV pasa de “TS” a “FIM”, que envía el mismo al departamento de finanzas para elcálculo del costo de la mano de obra del mismo.
23) Los nuevos FAV´s procesados deben ser identificados mediante un código para suseguimiento posterior por otros departamentos tales como PBA y Nuevos Proyectos, a)para FAV´s de pilotos, se utiliza PILTxx, donde xx es la inicial del área de ensambleafectada, b) para FAV´s de bajo volúmen, se utiliza LVIxx., y c) otros FAV´s quetengan impacto en la línea de ensamble, se utiliza NEWxxF donde xx son las inicialesdel ingeniero de planeación.
24) Se debe identificar si el release esta agregando un nuevo feature code, este identifica auna combinación de características específicas de la unidad, por ejemplo el feature code
41
de llantas, agrupa todo lo relacionado con ellas, rines, válvulas, colores, etc, el featurecode de ejes, agrupa las diferentes combinaciones de capacidad, accesorios, etc
25) La descripción del feature code debe ser traducida de ingles a español en Baan (sessionView description).
26) Se debe identificar si el release afecta al área de ensamble de cabinas y pintura.
27) Si el release afecta al área de cabinas y pintura, la información del mismo es enviada alresponsable de esta área para la revisión, aprobación y procesamiento del mismo dentrode Baan. Una vez realizado esto debe informar al ingeniero de planeación para que estecontinue el proceso siguiente del release.
28) Se debe identificar si las piezas que agrega el release son consideradas como códigoMP7, este código se especifica para piezas consideradas menores ó hardware talescomo tornillería, clamps, clips, etc. Todas las piezas de este tipo son asignadas a unsolo proveedor identificado como RBW.
29) Existe una base de datos en Acces donde estas piezas deben ser dadas de alta, seespecifica la cantidad a ser utilizada, y la ubicación final donde se usará. El proveedorRBW tiene acceso a esta base de datos para suministrar y colocar las piezas en la líneade ensamble.
30) Se debe identificar si el release afecta los procesos actuales ya establecidos.
31) Si el release afecta los procesos, estos deben ser revisados y ajustados haciendo loscambios necesarios a la secuencia de ensamble establecida.
32) La nueva secuencia de ensamble debe ser mostrada al personal de la línea de ensamblepara su explicación y capacitación hasta su completo entendimiento.
33) Se debe identificar si debido a la inclusión del nuevo release es necesario adquiriralguna herramienta ó dispositivo nuevo para poder realizar el ensamble de las piezasque este agrega.
34) Se identifica la nueva herramienta necesaria mediante un análisis de las partes que elrelease agrega, esta puede ser herramienta manual, neumática ó algún dispositivoespecial.
35) Una vez identificada la herramienta ó dispositivo, esta debe ser cotizada con diferentesproveedores para tener varias opciones de compra de las mismas.
36) La herramienta o dispositivo es adquirida mediante una orden de compra la cual debeser autorizada por el coordinador y gerente del área, además se debe llevar un registrode estas ordenes de compra, el costo de la misma debe ser cargado al número delproyecto ó programa relacionado con el release.
42
37) Si el release procesado es identificado como SE (special equipment), este debe seguirun proceso diferente.
38) Se realiza una búsqueda de órdenes (unidades) que utilicen el mismo feature code conel fin de identificarlas para su rastreo posterior.
39) La hoja impresa de los resultados de la búsqueda de órdenes con este feature code seanexa al fólder del release para su posterior seguimiento.
40) Según el resultado de la revisión del release y la información relacionada con el mismo,se debe asignar una prioridad para su procesamiento posterior, este puede ser, a)Urgente: cuando el release corrigue una situación presente en la línea y no tiene partesnuevas afectadas, b)normal: de acuerdo a los tiempos normales establecidos.
41) El ingeniero de planeación debe informar acerca de las nuevas instalaciones y suimpacto a los diferentes departamentos relacionados con la línea de ensamble(Manufactura, calidad, producción, ingeniería, materiales, etc).
42) El release es procesado en Baan (session tibom8299m100), donde se registra la fechafinal en la que este fue procesado totalmente, esta fecha se registra en el folder de cadarelease.
43) El fólder del release es enviado de regreso al archivero de PBA para sus procesosposteriores.
44) El departamento de PBA establece una fecha de efectividad del release, esta fecha deefectividad indica cuando este entrara a producción en la línea de ensamble.
43
Order Analysis Process
45) La información de los nuevos FAV´s para las próximas 4 semanas es obtenida de Baan,esta información es necesaria para conocer con anticipación los próximos ensambles ypartes que entrarán en efectividad en la línea de ensamble.
46) La lista de los nuevos FAV´s es enviada al equipo de trabajo de cada área de ensamblepara su información y acciones correspondientes, este equipo esta formado por losrepresentantes de los departamentos de: manufactura, calidad, ingeniería y producción.
47) Se obtiene el reporte de PPR de Baan, este reporte (Proyect Problem Report) enumeralos procesos pendientes por procesar dentro del sistema en las diferentes órdenes deproducción por ser fabricadas en las próximas semanas. Estos pendientes pertenecen alos diferentes departamentos tales como Planeación, compras, finanzas, etc. En estaparte como lo que interesa tiene que ver con el área de planeación se realiza unabúsqueda dentro de este reporte para identificar solo los pendientes de estedepartamento (Partes pendientes por rutear, partes con signal code TS, FAV´spendientes sin mano de obra, FAV´s con signal code TS).
48) Si la pieza es “nueva” el identificador “TS” denominado “signal code” se procesadentro de la pantalla de Baan (session tiitm0101mn01), si la pieza es comprada secoloca un signal code “PUR”, este envía la parte al departamento de compras para suprocesamiento. Si la pieza es componente de una pieza mayor a ser subensambladadentro de la planta, se coloca un signal code “FIM” que envía la parte al departamentode finanzas para el costeo de la parte subensamblada. Si la pieza es componente de unapieza mayor a ser comprada, se coloca un signal code “POP”, que identifica la piezacomo una parte componente que no debe ser considerada. Además en la pantalla deBaan (session znitm8199mn02) se traduce la descripción de la parte nueva de inglés aespañol.
49) Las piezas deben ser ruteadas dentro del sistema Baan (session tibom1110m000) paraespecificar su punto de uso en la línea de ensamble, la cual esta dividida en centros detrabajo (Workcenters), dentro de cada centro de trabajo se especifican un número deoperación para denotar el punto final de uso de la parte. Esto se hace para cada partedentro del sistema.
50) La mano de obra necesaria para realizar el ensamble de las partes en la línea se calculaen el software Maynard diseñado para ello. La información de esta mano de obra estransferida a Baan diariamente mediante un proceso automático entre ambos. La manode obra se calcula para cada FAV dentro del sistema.
51) Las instalaciones de ensamble ó FAV´s que enlazan las diferentes partes a serensambladas, deben ser procesados en Baan (session tiitm0101mn01) inmediatamentedespués de agregar su mano de obra en Maynard, en esta pantalla el signal code delFAV pasa de “TS” a “FIM”, que envía el mismo al departamento de finanzas para elcálculo del costo de la mano de obra del mismo.
44
52) Analizar el impacto en los procesos actuales debido a los nuevos FAV´s para asegurarque este pueda ser cubierto en cuanto a la secuencia de ensamble, la mano de obra,fondos, herramientas, etc.
53) Se debe identificar si la información pendiente por procesar del reporte PPR afecta alárea de ensamble de cabinas y pintura.
54) Si la información afecta al área de cabinas y pintura, esta es enviada al responsable deesta área para la revisión, aprobación y procesamiento del mismo dentro de Baan.
55) Se debe identificar si las piezas pendientes por rutear son consideradas como códigoMP7, este código se especifica para piezas consideradas menores ó hardware talescomo tornillería, clamps, clips, etc. Todas las piezas de este tipo son asignadas a unsolo proveedor identificado como RBW.
56) Existe una base de datos en Acces donde estas piezas deben ser dadas de alta, seespecifica la cantidad a ser utilizada, y la ubicación final donde se usará. El proveedorRBW tiene acceso a esta base de datos para suministrar y colocar las piezas en la líneade ensamble.
57) Se debe identificar si la información pendiente por procesar del reporte PPR afecta losprocesos actuales ya establecidos.
58) Si la información afecta los procesos, esta debe ser revisada y ajustada haciendo loscambios necesarios a la secuencia de ensamble establecida.
59) La nueva secuencia de ensamble deben ser mostrada al personal de la línea de ensamblepara su explicación y capacitación hasta su completo entendimiento.
60) Se debe identificar si debido a la información del reporte PPR, es necesario adquiriralguna herramienta ó dispositivo nuevo para poder realizar el ensamble de las piezas óFAV´s que este agrega.
61) Se identifica la nueva herramienta necesaria mediante un análisis de las partes ó FAV´s,esta puede ser herramienta manual, neumática ó algún dispositivo especial.
62) Una vez identificada la herramienta ó dispositivo, esta debe ser cotizada con diferentesproveedores para tener varias opciones de compra de las mismas.
63) La herramienta o dispositivo es adquirida mediante una orden de compra la cual debeser autorizada por el coordinador y gerente del área, además se debe llevar un registrode estas ordenes de compra, el costo de la misma debe ser cargado al número delproyecto ó programa relacionado.
45
64) Se realiza una búsqueda en Baan de forma semanal de las próximas órdenes deproducción que llaman a nuevos FAV´s ó nuevos números de parte que fueronidentificados previamente con los “códigos de nuevo producto” (NPC) New productcode.
65) Se realiza una búsqueda en Baan de forma semanal de las próximas órdenes deproducción que llaman a nuevos FAV´s ó nuevos números de parte que fueronidentificados previamente para su seguimiento en un proyecto ó programa especifico.
66) El ingeniero de planeación debe informar acerca de las nuevas instalaciones y suimpacto a los diferentes departamentos relacionados con la línea de ensamble(Manufactura, calidad, producción, ingeniería, materiales, etc).
67) El flujo de actividades continúa con el proceso descrito para el seguimiento de pilotos(Pilot Process).
68) El departamento de PBA es responsable de obtener un listado de manera mensual delsistema Baan de las partes nuevas a ser efectivas para producción. Este listado esenviado a los diferentes departamentos relacionados tales como: materiales, compras,planeación, manufactura, producción, ingeniería, etc.
69) El departamento de PBA es responsable de dar seguimiento a este listado con losdepartamentos de materiales y compras para confirmar y asegurar que las piezas estarándisponibles para la fecha de efectividad establecida, de lo contrario debe realizar losajustes necesarios en el sistema e informar de estos cambios a los involucrados.
70) El departamento de PBA es responsable de obtener un listado de manera mensual delsistema Baan de las partes que serán expiradas y pasaran a ser obsoletas para su uso enproducción. Este listado es enviado a los diferentes departamentos relacionados talescomo: materiales, ingeniería, compras, planeación, manufactura, producción,ingeniería, etc. Además es responsable de dar seguimiento a este listado para confirmary asegurar su fecha de expiración establecida, de lo contrario hacer los ajustesnecesarios en el sistema e informar de estos cambios a los involucrados.
71) El departamento de PBA envía un listado de forma semanal del sistema Baan de laspartes nuevas a ser efectivas para producción. Este listado es enviado a los diferentesdepartamentos relacionados: materiales, compras, planeación, manufactura, producción,ingeniería, etc.
72) El departamento de planeación recibe el listado de partes nuevas a ser efectivas en lasemana, esta información es analizada para evaluar el impacto de las nuevas piezas enla línea de ensamble. Esta información es presentada en una junta semanal a losdepartamentos involucrados directamente con la línea de ensamble tales como;producción, manufactura, ingeniería para su información y acción correspondiente.
46
73) El departamento de planeación es responsable de validar que la pieza este disponible ensu punto de uso para asegurar su ensamble en la unidad especificada.
74) El departamento de planeación es responsable de confirmar que las nuevas piezaspuedan ser instaladas de acuerdo al diseño de ingeniería por los operarios en la línea deensamble.
75) El departamento de planeación es responsable de asegurar la completa implementaciónde las nuevas piezas en la línea de ensamble, capacitar a los operarios para su correctainstalación y confirmar que estos cuentan con la herramienta y dispositivos necesariospara poder instalar las piezas sin problemas.
47
Pilot Process
76) Se deben seleccionar la cantidad y los números de las unidades a ser consideradas paraser piloteadas. Estas unidades pueden ser seleccionadas de la lista de unidades yaprogramadas para producción en los próximos meses, ó pueden ser insertadas dentro dela producción si es que ya existe una identificación previa de los números de unidades apilotear.
77) Los departamentos de PBA, planeación e ingeniería deben identificar plenamente lalista de “Releases” que están relacionados con las unidades a pilotear, estos releasesdeben incluir todos los aspectos previamente considerados a pilotear físicamente en lasunidades por parte de los departamentos de ingeniería, planeación y manufactura.
78) El flujo de actividades continúa con el proceso descrito para el seguimiento de releases(Release Process).
79) Una vez realizado el proceso previo de “Releases”, el departamento de ingeniería deEstados Unidos es responsable de dar seguimiento a la codificación de la ingenieríapara establecer los BOM´s de las unidades consideradas a pilotear. Ingeniería revisacada unidad hasta confirmar que esta completamente codificada.
80) El departamento de planeación realiza un análisis y revisión de los FAV´s que formancada unidad a ser piloteada, para confirmar que la información esta correcta y completa.
81) Posterior al análisis de los releases de cada unidad piloto, se debe confirmar si losFAV´s son los correctos.
82) Si la información de los FAV´s resulta incorrecta ó incompleta se informa aldepartamento de ingeniería, estos son responsables de generar el documento (SOR)para hacer las correcciones y ajustes necesarios a las unidades consideradas a pilotear.Este documento es enviado a los diferentes departamentos involucrados (manufactura,materiales, compras, planeación, etc) para su información y acción correspondiente.
83) Si la información de los FAV´s resulta ser correcta y completa, el flujo de actividadescontinúa con el proceso descrito para el análisis de órdenes (Order Analysis Process).
84) El departamento de PBA es responsable de aplicar los releases identificados para lasunidades consideradas como pilotos, esto lo realiza dando fecha de efectividad aaquellos releases de acuerdo a la disponibilidad de partes y componentes por parte delos proveedores.
85) Los diferentes departamentos (planeación, PBA, manufactura, calidad, ingeniería, etc)son responsables de dar seguimiento a las nuevas partes a ser utilizadas en los pilotos,cada uno en los aspectos relacionados con las actividades respectivas al lanzamiento delos pilotos en sus áreas.
48
86) El departamento de planeación es responsable de correr los pilotos en la línea deproducción, implementar los nuevos procesos, equipos, y herramientas necesarias paraello, así como dar la capacitación necesaria al los operarios.
87) El departamento de planeación es responsable de documentar todos los detallesdetectados durante la corrida de pilotos mediante un reporte final posterior a losmismos. Además es responsable de capturar los detalles encontrados de formaindividual en el software de DCR´s de registro y control de issues en la Web de lacompañía. El DCR es un documento elaborado de forma individual para para detalleencontrado donde se brinda una descripción detallada del mismo, el área afectada, seasigna un responsable para su seguimiento, se menciona la acción temporal tomadapara su solución, etc. El seguimiento posterior a los DCR´s es realizado por parte delresponsable del proyecto ó programa hasta su completa resolución.
88) El departamento de planeación es responsable de hacer los ajustes necesarios a losprocesos, equipos y herramientas, esto en caso de ser necesario en preparación para lasiguiente corrida de pilotos.
89) Los diferentes departamentos son invitados a una revisión final de los pilotos una vezque estos han sido construidos. En esta se mencionan los diferentes detallesencontrados, se listan las acciones para realizar las correcciones necesarias y se asignanresponsables para cada una. Los responsables deben realizar y coordinar lascorrecciones para poder considerar cada unidad como liberable para ser enviada a sudestino, este puede ser un cliente ya determinado, ó los departamentos de ingeniería óventas.
49
Major Programs and Projects Process
90) La información relacionada con los nuevos programas y proyectos es enviada delProduct Center de Ingeniería en Estados Unidos directamente al departamento deplaneación ó el propio departamento de Nuevos Proyectos. El Product Center envía undocumento (PCBL) en donde se estipula la razón del proyecto, los modelos afectados, yla estimación de los costos de ingeniería, del producto, herramental y misceláneos.
91) El departamento de planeación elabora un plan de trabajo (WBS-Work BrakeStructure), así como una hoja de registro de métricos ó Scorecard. En ellos sedespliegan las actividades a desarrollar, los tiempos de ejecución y los métricos a sermedidos.
92) El departamento de planeación en conjunto con el equipo de CME (Centro deExcelencia de la Manufactura) en Estados Unidos establecen las estrategias demanufactura a seguir para el lanzamiento del nuevo proyecto. Estas estrategiasestablecen las consideraciones generales en cuanto al proceso, partes, componentes,operaciones, herramientas y equipos a implementar para el nuevo proyecto.
93) El departamento de planeación realiza un análisis de los nuevos features codes listadosen el índice de modelo (Model Index), así como de las hojas de concepto. El ModelIndex lista todos los features codes considerados a ofrecer al cliente para el nuevoproyecto, estos mencionan los atributos que podría tener el producto según la eleccióndel mismo. Las hojas de concepto (Concept sheets), muestran los dibujosrepresentativos de los nuevos diseños para el proyecto en su etapa de desarrollo que seconsideran factibles para su fabricación.
94) El departamento de planeación una vez de haber hecho el análisis debe hacer unacomparación contra las estrategias de manufactura previamente establecidas y debeidentificar si los diseños concuerdan con estas.
95) En caso que los diseños no vayan de acuerdo a las estrategias de manufacturaestablecidas, estos son rechazados y devueltos al Product Center en Estados Unidospara solicitar su revisión y rediseño hasta buscar que se cumpla con ellas.
96) En caso que los diseños estén de acuerdo con las estrategias de manufactura, eldepartamento de planeación procede a obtener un listado de los FAV´s relacionadoscon el proyecto. Esto se realiza en el sistema de ingeniería Pharos donde mediante unquery se ingresa cada Feature code relacionado con el proyecto y se obtienen los FAV´spara su análisis.
97) El departamento de planeación realiza un análisis previo de los FAV´s para el proyecto,de esta forma se confirma que la ingeniería para el proyecto esta acorde a las estrategiasconsideradas.
50
98) Los departamentos de planeación e ingeniería se reúnen para definir a partir del “ModelIndex” una lista de los Features Codes considerados de mayor valor ó interés para serpiloteados. Para esta selección se consideran con mayor peso aquellos features codes enlos que se estiman tendrán mayor demanda (volúmen).
99) El departamento de planeación con base en el análisis de los FAV´s debe determinar unlista de las nuevas herramientas, equipos y aditamentos necesarios para el lanzamientodel nuevo proyecto.
100) El departamento de planeación elabora un diagrama de flujo de proceso donde sedetalla en forma preliminar y conceptual el mismo. Este diagrama integra los nuevosprocesos y se busca estandarizar con aquellos ya establecidos.
101) El departamento de planeación elabora la Hojas de Proceso, estas muestran de formadetallada las diferentes operaciones a realizar en cada centro de trabajo, los números departe de las piezas a ensamblar, los FAV´s relacionados con cada número de parte, lacantidad a utilizar de cada número de parte, su localización física, así como lasherramientas y equipos a utilizar.
102) El departamento de planeación elabora una lista preliminar de las nuevasInstrucciones de Operación consideradas como necesarias para el lanzamiento delnuevo proyecto.
103) El departamento de planeación envía/entrega: a)El diagrama de flujo de proceso,b)Las hojas de proceso y c)La lista de Instrucciones de Operación, a los departamentosde Manufactura y Calidad para su información, análisis y acciones correspondientes asus actividades respectivas.
104) El departamento de planeación desarrolla un plan/programa de capacitación para losoperarios en la línea de ensamble. El plan detalla las operaciones y actividades arealizar, así como los tiempos a utilizar.
105) El departamento de planeación en conjunto con los departamentos de manufactura ycalidad elaboran los AMEF´s (PFMEA´s) de proceso considerados como necesariospara el lanzamiento del nuevo proyecto. Esto se realiza en equipos de trabajo con unrepresentante de cada departamento para cada área de ensamble.
* Para Cada Fase de Lanzamiento del Proyecto/Programa*
106) El departamento de PBA identifica los releases considerados a hacerse efectivos en elsistema Baan para cada fase del lanzamiento del Proyecto. La efectividad de losreleases depende de la disponibilidad de los materiales por parte de los proveedores, asícomo de las opciones consideradas a pilotear en cada unidad.
107) El flujo de actividades continúa con el proceso descrito para el procesamiento dereleases (Release Process).
51
108) El departamento de planeación revisa y actualiza la información de las Hojas deproceso con los cambios y ajustes derivados de la adición/revisión de los nuevosreleases y procesos en cada fase del lanzamiento del proyecto.
109) El flujo de actividades continúa con el proceso descrito para el Análisis de Ordenes(Order Analysis Process).
110) El departamento de planeación es responsable de dar la capacitación necesaria a losoperarios en la línea de ensamble durante cada fase del lanzamiento del proyecto paraasegurar el completo aprendizaje de las operaciones.
111) El departamento de planeación es responsable de conseguir e implementar los nuevosequipos, herramientas y aditamentos durante cada fase del lanzamiento del proyecto.
112) El flujo de actividades continúa con el proceso descrito para el seguimiento de pilotos(Pilot Process).
52
Capítulo 9. Análisis del Método – Proceso Actual
a) Técnica de manufactura esbelta a aplicar para el análisis de los ProcesosActuales.
Para el análisis de cada uno de los procesos actuales se utilizó la técnica identificadacomo “Q Q D C C” (¿Qué?, ¿Quién?, ¿Dónde?, ¿Cómo?, ¿Cuándo? Y ¿Por qué?).
La decisión para utilizar este método se basó en las siguientes consideraciones:
-Debido al tipo de preguntas que involucra se logra cuestionar con mayor detalle yprofundidad cada una de las actividades.
-Cada pregunta sigue una secuencia que permite ir desglosando los elementos que seinterrelacionan en la ejecución de cada actividad, elementos tales como: personal,tiempo, equipos, software, etc.
-El formato utilizado permite visualizar de una manera más ágil cada una de lasrespuestas a las preguntas, lo cual facilita el identificar aquellas actividades que sonfactibles de ser mejoradas, integradas ó eliminadas.
El formato utilizado para el análisis de cada proceso esta formado por 11columnas cada una identificada como sigue:
1) Item: Se agrega un número consecutivo para identificar a cada una de lasactividades en los diferentes procesos, a cada actividad corresponde un número deítem específico.
2) Actividad: El nombre que describe a cada una de estas en el diagrama que muestraa cada proceso.
3) ¿Qué se hace?: Describe de forma específica y detallada lo que se hace en cadaactividad.
4) ¿Quién lo hace?: Describe la persona, grupo, departamento, área; que es ó son responsables de realizar la actividad mencionada.
5) ¿Dónde se hace?: Describe en que lugar ocurre la actividad, este puede ser un lugar físico tal como: oficinas, departamento, país, planta; ó un lugar no físico tal como:un sistema de computo ó software.
6) ¿Cómo se hace?: Describe la forma ó medios en que se lleva a cabo la actividad.
7) ¿Cuándo se hace?: Describe en que momento en el tiempo se realiza ó lleva a cabola actividad, también puede mencionar con que frecuencia ocurre.
53
8) ¿Porqué se hace?: Describe las razones ó causas por la cual se realiza estaactividad.
9) Comentarios: Se utiliza para agregar notas relevantes, aclaratorias, sugerencias,propuestas, etc que se puedan ir generando al estar realizando el análisis de cadaactividad, esto con el fin de evitar que alguna idea se pierda ó se omita en elmomento.
10) Tiempo Actual: Se utiliza para mostrar el tiempo promedio estimado que seincurre para realizar alguna actividad. En el caso de este análisis la mayoría de lasactividades son mostradas en día ó semanas debido a que estas no ocurren en untiempo inmediato. También en muchos casos los tiempos de un grupo deactividades se incluyen al final de una actividad específica, esto debido a que estassiguen una secuencia que concluye cuando esta última termina.
11) Tiempo Ajustado: Se utiliza para mostrar aquellos tiempos en las actividades quesufren una mejora ó eliminación en su ejecución debido a los ajustes ó propuestasdetectadas ó generadas durante el análisis de cada actividad.
El formato para el análisis QQDCC se muestra en el Anexo # 1
54
b) Aplicación de una Técnica de manufactura esbelta en el análisis de losProcesos Actuales
A continuación se detalla el análisis realizado a cada uno de los procesos utilizando latécnica mencionada QQDCC.
ReleaseAnálisis de órdenesPilotosProgramas y Proyectos mayores
Los colores utilizados en cada uno de los formatos del análisis QQDCC, son:
a) El color azul para identificar aquellas actividades que se consideran factiblesde ser mejoradas ó modificadas y en donde se presenta una reducción en eltiempo actual.
b) El color rosa para identificar aquellas actividades que se consideran factiblesde ser eliminadas y en donde también se considera eliminar el tiempo actualque se utiliza.
c) El color amarillo solo para denotar el tiempo total actual y el tiempo totalajustado que se propone alcanzar.
55
Capítulo 10. Resultados de la Aplicación – Propuestas
a) Consulta de propuestas con los expertos
Los resultados y propuestas derivados del análisis realizado a las actividades de cadauno de los procesos fueron consultados con las personas directamente involucradas pararecabar su opinión, conocer sus limitantes y comentarios al respecto.
Con respecto a los diferentes procesos, las actividades que involucran mayor tiemposon aquellas realizadas con soporte de personal fuera de la planta, es decir en Estados Unidos,estas actividades fueron las principalmente cuestionadas y analizadas con los involucradoslocal y externamente para establecer las propuestas que se describen más adelante.
Adicional a esto, las propuestas de nuevos formatos y controles par algunas de lasactividades del mismo modo fueron revisadas con los involucrados, esto con el fin deestablecer elementos acordes a la realidad y de verdadera utilidad para los usuarios.
Para cada uno de los procesos se indica la actividad específica que se considera aajustar y/o modificar y las consideraciones necesarias para poderlo realizar.
Los departamentos que fueron consultados para este análisis son: ingeniería en laplanta, ingeniería en Estados Unidos, planeación y PBA.
b) Descripción de resultados del Análisis QQDCC a los Procesos
Proceso de Releases:
Resultado del análisis del proceso de Releases se identifican las siguientes actividadescomo factibles de ser modificadas ó eliminadas:
Actividad Item # 2. Releases revisados y elaborados por ingeniería de EstadosUnidos son enviados a todas las plantas de la compañía:En este punto se revisó directamente con personal de ingeniería sobre la propuesta deestablecer un centro de elaboración, revisión y aprobación de releases en la planta, deesta forma los releases serán revisados y aprobados en la planta, ya no será necesarioenviarlos a Estados Unidos para este paso, el tiempo de 2 semanas que actualmente serequiere se elimina, por lo cual esta actividad ya no ocurriría.
Recursos y actividades necesarias:
-Grupo de ingenieros de Producto asignados para realizar esta actividad-Capacitación y práctica en Estados Unidos en los diferentes softwares utilizados yprocesos realizados actualmente-Asignación de equipo de computo y software necesario para realizar esta actividad-Definir los procesos, controles y métricos a seguir para realizar esta actividad
Actividad Item # 7. El release es rechazado y enviado al diseñador ó al encargadode control y aprobación de releases en Estados Unidos:
56
Este punto esta relacionado con la actividad ítem #2, resultado de tener el centro delelaboración, revisión y aprobación de releases en la planta, esta actividad queanteriormente se realizaba por el diseñador en Estados Unidos se realizará en la planta,lo cual plantea una reducción en el tiempo de 1 semana a 2 días.
Actividad Item # 8. El release es aprobado, se informa al encargado de control yaprobación de releases en Estados Unidos, el release pasa a estatus "E"(aprobado):Este punto también relacionado con la actividad ítem #2, resultado de tener el centro delelaboración, revisión y aprobación de releases en la planta, esta actividad queanteriormente se realizaba por el encargado de control y aprobación de releases enEstados Unidos se realizará en la planta, lo cual plantea una reducción en el tiempo de 2días a 1 día.
Actividad Item # 34, 35 & 36. Identificación de herramienta/equipo nuevo,cotización y compra de los mismos: En este punto no existen una definición de tiempo para realizar estas actividades ya queestas solo se realizan actualmente antes de que la herramienta ó equipo se requiera en lalínea de ensamble, en algunos casos se trabaja contra tiempo debido a que estasactividades no se realiza en un momento específico bien definido. Como resultado delanálisis se propone establecer un procedimiento y formato para el control de estasactividades.
Este formato se propone nombrarlo como: Registro y Control de Herramientas, Equipoy Dispositivos, y deberá ser llenado por el ingeniero de planeación cada vez que revisey procese un nuevo release e identifique la necesidad de una nueva herramienta óequipo.
En este formato el ingeniero de planeación deberá llenar las siguientes columnas:
a)El número del releaseb)La fecha del releasec)El número de proyecto ó programad)El área afectadae)La descripción de la herramienta ó dispositivof)La operación a realizar con dicha herramienta ó dispositivog)La fecha en que la orden de compra de la herramienta ó dispositivo se envió acomprasi)La fecha promesa en que se espera que la herramienta ó dispositivo este disponiblej)La fecha de piloto en que la herramienta ó dispositivo se utilizará en la línea.k)Se verifica si existe hoja de aprobación de herramienta ó equipo
La propuesta considera establecer que una vez que un release sea procesado sedisponga de un tiempo máximo de 2 semanas a partir de esta fecha para solicitar lascotizaciones de herramienta y dispositivos necesarias a los proveedores y una semana
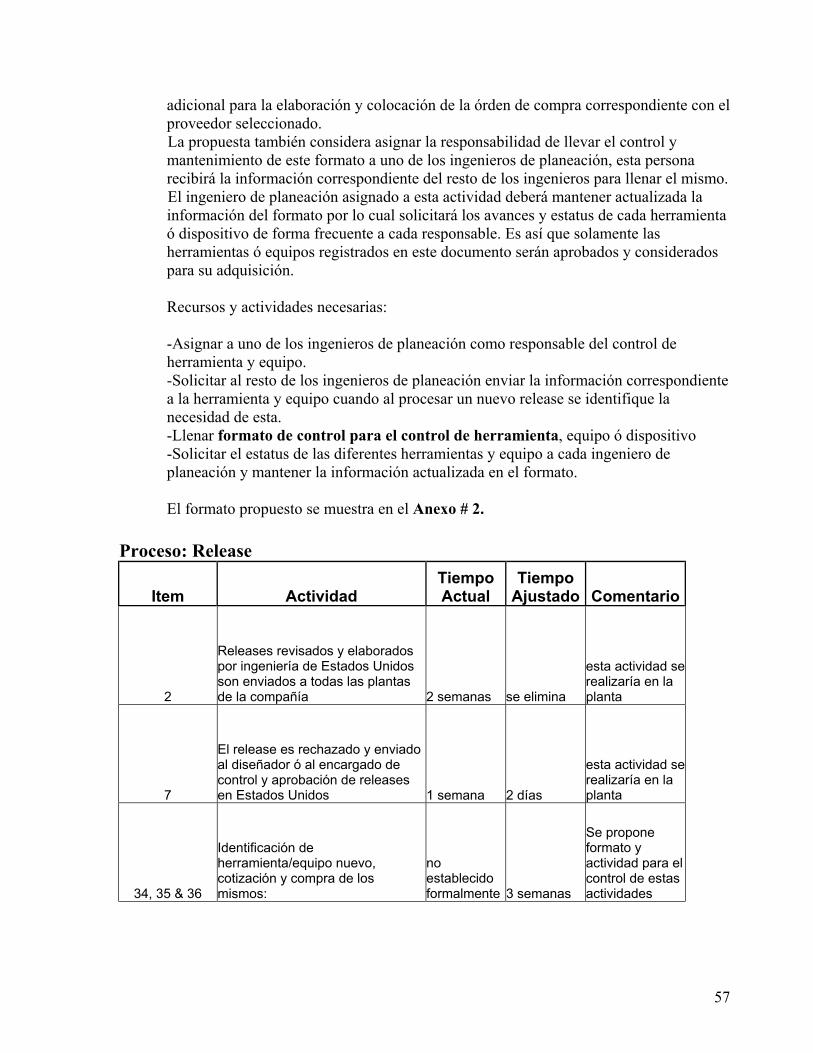
57
adicional para la elaboración y colocación de la órden de compra correspondiente con elproveedor seleccionado.La propuesta también considera asignar la responsabilidad de llevar el control ymantenimiento de este formato a uno de los ingenieros de planeación, esta personarecibirá la información correspondiente del resto de los ingenieros para llenar el mismo.El ingeniero de planeación asignado a esta actividad deberá mantener actualizada lainformación del formato por lo cual solicitará los avances y estatus de cada herramientaó dispositivo de forma frecuente a cada responsable. Es así que solamente lasherramientas ó equipos registrados en este documento serán aprobados y consideradospara su adquisición.
Recursos y actividades necesarias:
-Asignar a uno de los ingenieros de planeación como responsable del control deherramienta y equipo.-Solicitar al resto de los ingenieros de planeación enviar la información correspondientea la herramienta y equipo cuando al procesar un nuevo release se identifique lanecesidad de esta.-Llenar formato de control para el control de herramienta, equipo ó dispositivo-Solicitar el estatus de las diferentes herramientas y equipo a cada ingeniero deplaneación y mantener la información actualizada en el formato.
El formato propuesto se muestra en el Anexo # 2.
Proceso: Release
Item ActividadTiempoActual
TiempoAjustado Comentario
2
Releases revisados y elaboradospor ingeniería de Estados Unidosson enviados a todas las plantasde la compañía 2 semanas se elimina
esta actividad serealizaría en laplanta
7
El release es rechazado y enviadoal diseñador ó al encargado decontrol y aprobación de releasesen Estados Unidos 1 semana 2 días
esta actividad serealizaría en laplanta
34, 35 & 36
Identificación deherramienta/equipo nuevo,cotización y compra de losmismos:
noestablecidoformalmente 3 semanas
Se proponeformato yactividad para elcontrol de estasactividades
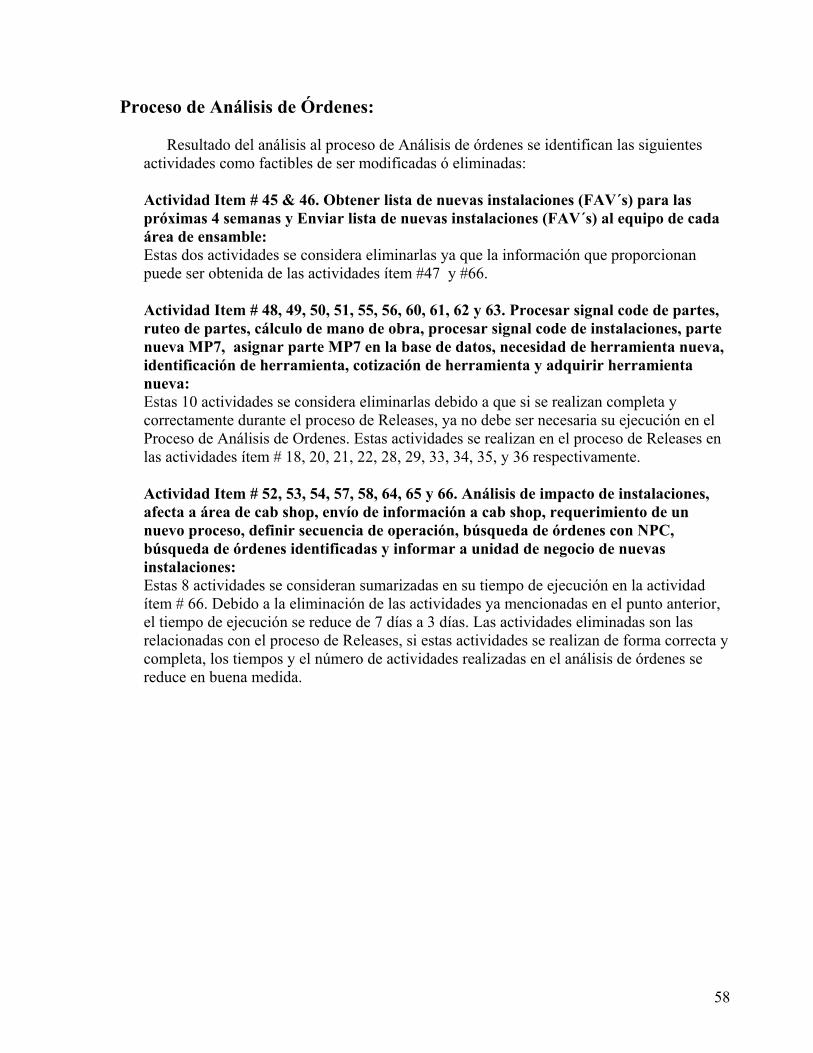
58
Proceso de Análisis de Órdenes:
Resultado del análisis al proceso de Análisis de órdenes se identifican las siguientesactividades como factibles de ser modificadas ó eliminadas:
Actividad Item # 45 & 46. Obtener lista de nuevas instalaciones (FAV´s) para laspróximas 4 semanas y Enviar lista de nuevas instalaciones (FAV´s) al equipo de cadaárea de ensamble:Estas dos actividades se considera eliminarlas ya que la información que proporcionanpuede ser obtenida de las actividades ítem #47 y #66.
Actividad Item # 48, 49, 50, 51, 55, 56, 60, 61, 62 y 63. Procesar signal code de partes,ruteo de partes, cálculo de mano de obra, procesar signal code de instalaciones, partenueva MP7, asignar parte MP7 en la base de datos, necesidad de herramienta nueva,identificación de herramienta, cotización de herramienta y adquirir herramientanueva:Estas 10 actividades se considera eliminarlas debido a que si se realizan completa ycorrectamente durante el proceso de Releases, ya no debe ser necesaria su ejecución en elProceso de Análisis de Ordenes. Estas actividades se realizan en el proceso de Releases enlas actividades ítem # 18, 20, 21, 22, 28, 29, 33, 34, 35, y 36 respectivamente.
Actividad Item # 52, 53, 54, 57, 58, 64, 65 y 66. Análisis de impacto de instalaciones,afecta a área de cab shop, envío de información a cab shop, requerimiento de unnuevo proceso, definir secuencia de operación, búsqueda de órdenes con NPC,búsqueda de órdenes identificadas y informar a unidad de negocio de nuevasinstalaciones:Estas 8 actividades se consideran sumarizadas en su tiempo de ejecución en la actividadítem # 66. Debido a la eliminación de las actividades ya mencionadas en el punto anterior,el tiempo de ejecución se reduce de 7 días a 3 días. Las actividades eliminadas son lasrelacionadas con el proceso de Releases, si estas actividades se realizan de forma correcta ycompleta, los tiempos y el número de actividades realizadas en el análisis de órdenes sereduce en buena medida.
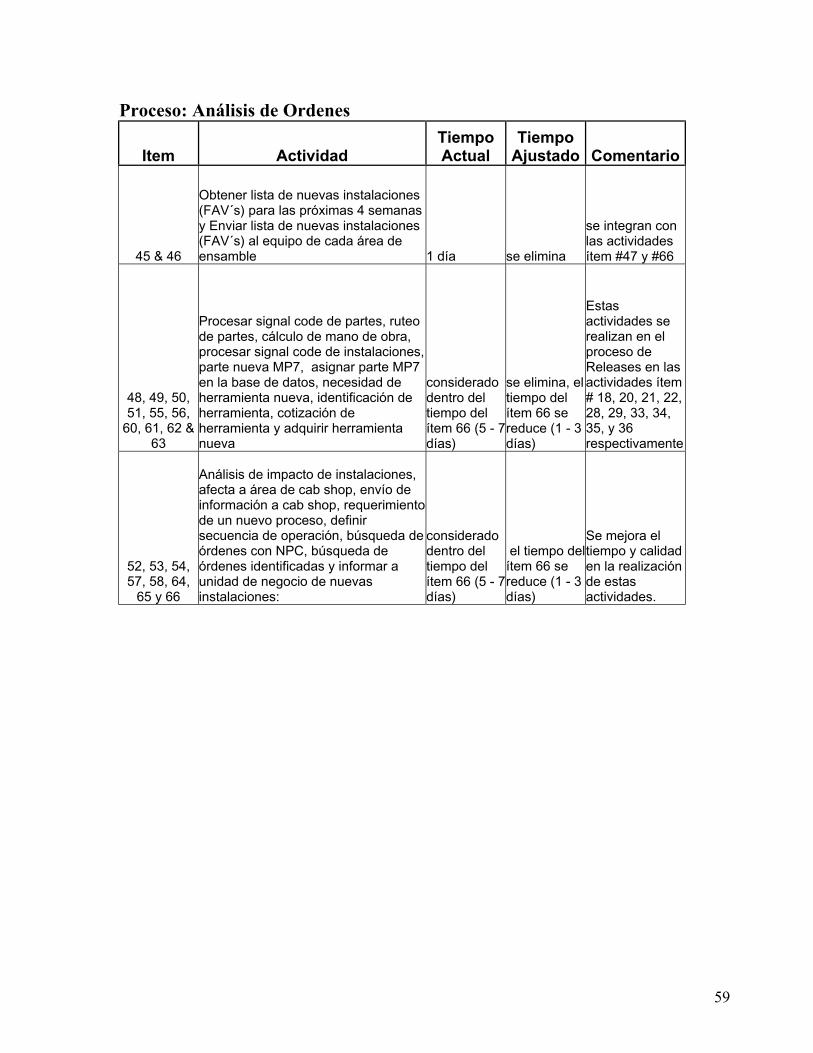
59
Proceso: Análisis de Ordenes
Item ActividadTiempoActual
TiempoAjustado Comentario
45 & 46
Obtener lista de nuevas instalaciones(FAV´s) para las próximas 4 semanasy Enviar lista de nuevas instalaciones(FAV´s) al equipo de cada área deensamble 1 día se elimina
se integran conlas actividadesítem #47 y #66
48, 49, 50,51, 55, 56,
60, 61, 62 &63
Procesar signal code de partes, ruteode partes, cálculo de mano de obra,procesar signal code de instalaciones,parte nueva MP7, asignar parte MP7en la base de datos, necesidad deherramienta nueva, identificación deherramienta, cotización deherramienta y adquirir herramientanueva
consideradodentro deltiempo delítem 66 (5 - 7días)
se elimina, eltiempo delítem 66 sereduce (1 - 3días)
Estasactividades serealizan en elproceso deReleases en lasactividades ítem# 18, 20, 21, 22,28, 29, 33, 34,35, y 36respectivamente
52, 53, 54,57, 58, 64,
65 y 66
Análisis de impacto de instalaciones,afecta a área de cab shop, envío deinformación a cab shop, requerimientode un nuevo proceso, definirsecuencia de operación, búsqueda deórdenes con NPC, búsqueda deórdenes identificadas y informar aunidad de negocio de nuevasinstalaciones:
consideradodentro deltiempo delítem 66 (5 - 7días)
el tiempo delítem 66 sereduce (1 - 3días)
Se mejora eltiempo y calidaden la realizaciónde estasactividades.
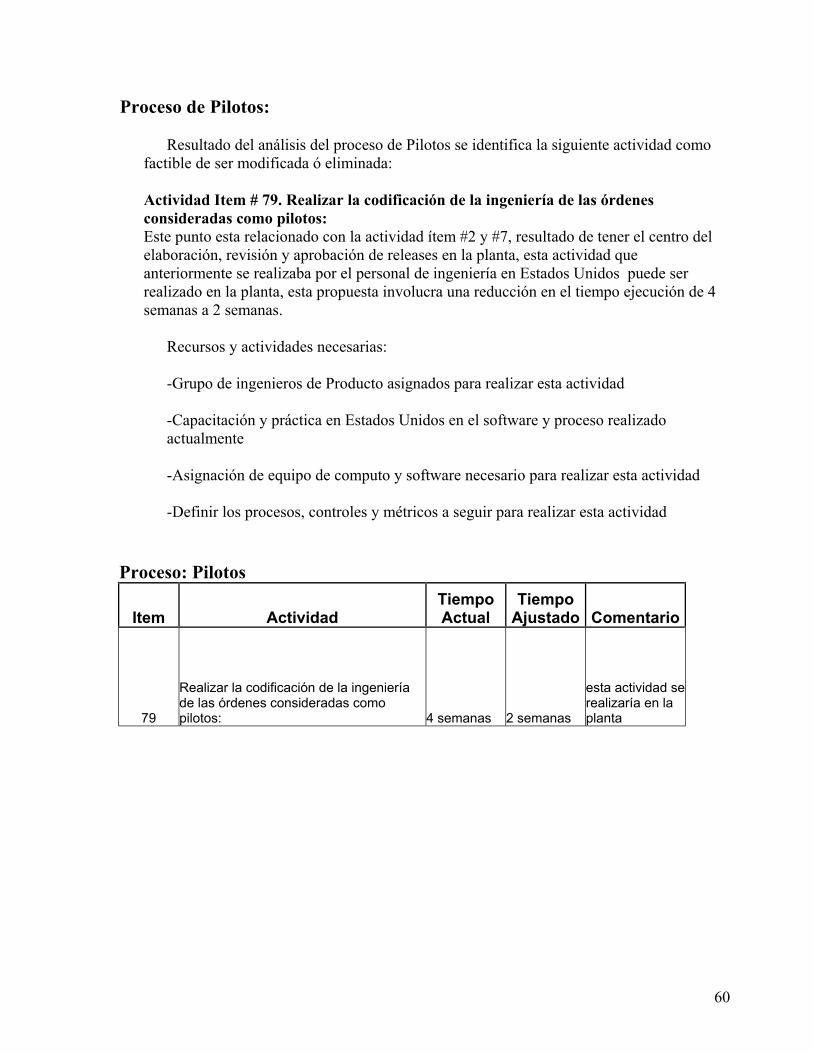
60
Proceso de Pilotos:
Resultado del análisis del proceso de Pilotos se identifica la siguiente actividad comofactible de ser modificada ó eliminada:
Actividad Item # 79. Realizar la codificación de la ingeniería de las órdenesconsideradas como pilotos:Este punto esta relacionado con la actividad ítem #2 y #7, resultado de tener el centro delelaboración, revisión y aprobación de releases en la planta, esta actividad queanteriormente se realizaba por el personal de ingeniería en Estados Unidos puede serrealizado en la planta, esta propuesta involucra una reducción en el tiempo ejecución de 4semanas a 2 semanas.
Recursos y actividades necesarias:
-Grupo de ingenieros de Producto asignados para realizar esta actividad
-Capacitación y práctica en Estados Unidos en el software y proceso realizadoactualmente
-Asignación de equipo de computo y software necesario para realizar esta actividad
-Definir los procesos, controles y métricos a seguir para realizar esta actividad
Proceso: Pilotos
Item ActividadTiempoActual
TiempoAjustado Comentario
79
Realizar la codificación de la ingenieríade las órdenes consideradas comopilotos: 4 semanas 2 semanas
esta actividad serealizaría en laplanta
61
Proceso de Programas y Proyectos Mayores:
Resultado del análisis del proceso de Programas y Proyectos Mayores se identifican lassiguientes actividades como factibles de ser modificadas ó eliminadas:
Actividad Item # 95. Rechazar el diseño y solicitar al Centro de Producto lamodificación del mismo:Este punto esta relacionado con la actividad ítem #2, 7 y 79, resultado de tener el centro delelaboración, revisión y aprobación de releases en la planta, esta actividad queanteriormente se realizaba por el personal de ingeniería en Estados Unidos puede serrealizado en la planta, la opción es realizar el diseño en conjunto con personal de ingenieríade la planta, esta propuesta involucra una reducción en el tiempo ejecución de 4 semanas a2 semanas.
Recursos y actividades necesarias:
-Grupo de ingenieros de Producto asignados para realizar esta actividad
-Capacitación y práctica en Estados Unidos en los diferentes softwares utilizados y procesos realizados actualmente
-Asignación de equipo de computo y software necesario para realizar esta actividad
-Definir los procesos, controles y métricos a seguir para realizar esta actividad
Actividad Item # 106, 107, 108, 109, 110, 111 y 112. Identificación de releases paracada fase del proyecto, Proceso de releases, actualizar hojas de proceso, Proceso deanálisis de órdenes, capacitación para operarios, conseguir/instalar nuevosequipos/herramientas y Proceso de pilotos:Estas 7 actividades se consideran sumarizadas en su tiempo de ejecución en la actividadítem # 112. Debido a la interrelación con los procesos de Releases, Análisis de órdenes yPilotos, y a las mejoras consideradas y descritas previamente para estos procesos, seplantea una reducción en el tiempo de ejecución de 7 a 4 semanas. Estas 7 actividades semantienen en un ciclo constante durante la ejecución de cada fase del lanzamiento de unproyecto ó programa hasta su conclusión.
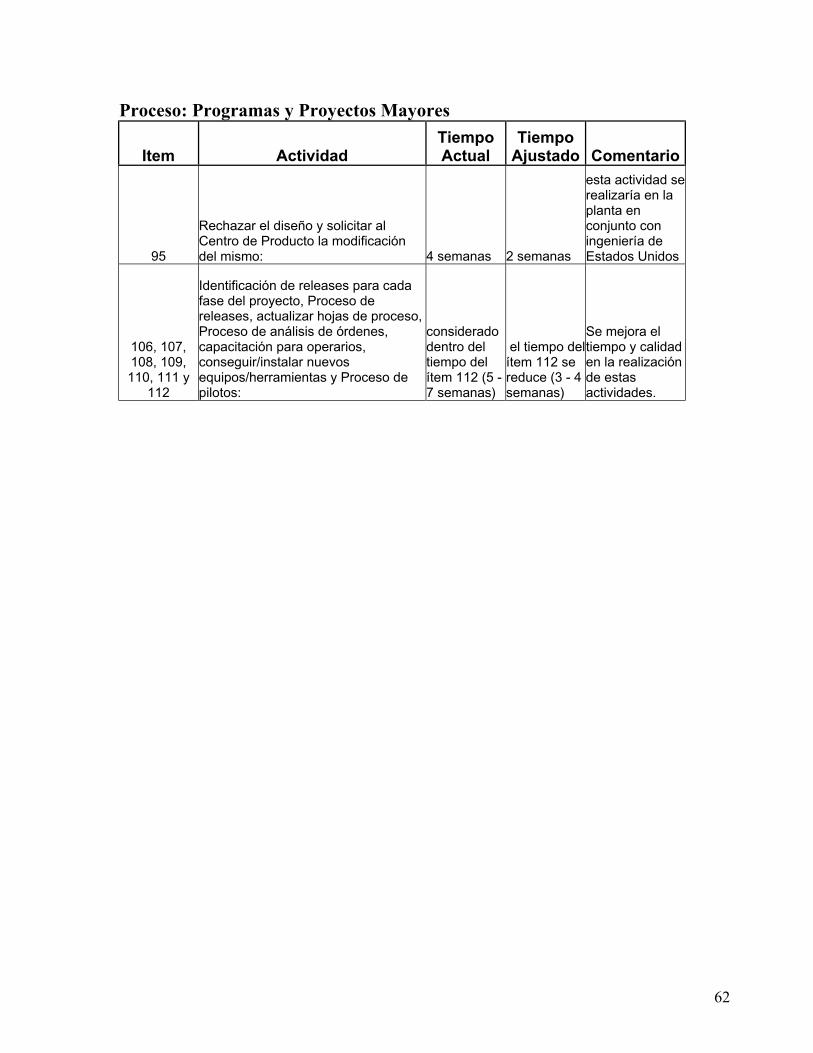
62
Proceso: Programas y Proyectos Mayores
Item ActividadTiempoActual
TiempoAjustado Comentario
95
Rechazar el diseño y solicitar alCentro de Producto la modificacióndel mismo: 4 semanas 2 semanas
esta actividad serealizaría en laplanta enconjunto coningeniería deEstados Unidos
106, 107,108, 109,110, 111 y
112
Identificación de releases para cadafase del proyecto, Proceso dereleases, actualizar hojas de proceso,Proceso de análisis de órdenes,capacitación para operarios,conseguir/instalar nuevosequipos/herramientas y Proceso depilotos:
consideradodentro deltiempo delítem 112 (5 -7 semanas)
el tiempo delítem 112 sereduce (3 - 4semanas)
Se mejora eltiempo y calidaden la realizaciónde estasactividades.
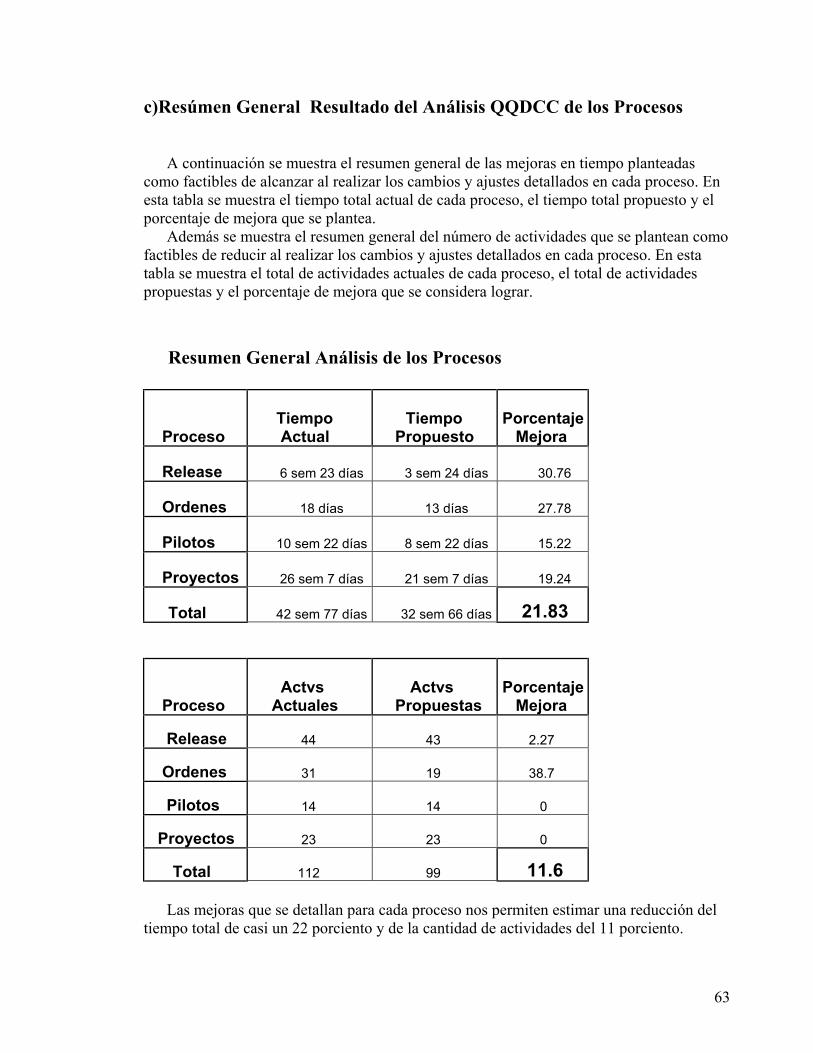
63
c)Resúmen General Resultado del Análisis QQDCC de los Procesos
A continuación se muestra el resumen general de las mejoras en tiempo planteadascomo factibles de alcanzar al realizar los cambios y ajustes detallados en cada proceso. Enesta tabla se muestra el tiempo total actual de cada proceso, el tiempo total propuesto y elporcentaje de mejora que se plantea.
Además se muestra el resumen general del número de actividades que se plantean comofactibles de reducir al realizar los cambios y ajustes detallados en cada proceso. En estatabla se muestra el total de actividades actuales de cada proceso, el total de actividadespropuestas y el porcentaje de mejora que se considera lograr.
Resumen General Análisis de los Procesos
Proceso Tiempo Actual
Tiempo Propuesto
Porcentaje Mejora
Release 6 sem 23 días 3 sem 24 días 30.76
Ordenes 18 días 13 días 27.78
Pilotos 10 sem 22 días 8 sem 22 días 15.22
Proyectos 26 sem 7 días 21 sem 7 días 19.24
Total 42 sem 77 días 32 sem 66 días 21.83
Proceso ActvsActuales
Actvs Propuestas
Porcentaje Mejora
Release 44 43 2.27
Ordenes 31 19 38.7
Pilotos 14 14 0
Proyectos 23 23 0
Total 112 99 11.6
Las mejoras que se detallan para cada proceso nos permiten estimar una reducción deltiempo total de casi un 22 porciento y de la cantidad de actividades del 11 porciento.
64
d) Diagrama de secuencia de actividades de los procesos indicando loscambios y ajustes propuestos.
En este diagrama se muestra la secuencia de actividades, identificando con loscolores previamente mencionados en el apartado que explica la técnica de análisisQQDCC
a) El color azul para identificar aquellas actividades que se consideran factibles deser mejoradas ó modificadas y en donde se presenta una reducción en el tiempoactual.b)El color rosa para identificar aquellas actividades que se consideran factibles deser eliminadas y en donde también se considera eliminar el tiempo actual que seutiliza.
65
Capítulo 11. Conclusiones – Contribuciones
a)Ventajas/desventajas del análisis QQDCC
Posterior a la utilización de la técnica QQDCC para realizar el análisis de los diferentesprocesos relacionados con el lanzamiento de nuevos productos se consideran lossiguientes puntos como ventajas a su favor,
-Fué posible el análisis a detalle de cada una de las actividades de cada uno delos procesos, esto debido a tipo de preguntas muy especificas que sustentan esta técnica.Estas preguntas nos permiten desglosar cada actividad en los diferentes elementos queconvergen para su ejecución con el fin de conocer y entender su función para cuestionarrealmente su necesidad ó la forma en que esta se realiza actualmente.
-La propia identificación de los elementos que intervienen puede resultarproblemática si no se cuenta con este tipo de análisis, los elementos tales como:personal, departamentos, responsables, funciones, software, áreas, lugares, tiempos,frecuencias, etc, resultan más fáciles de ubicar y visualizar debido a la forma en que lainformación es desplegada.
-Una vez que se tiene la información de cada pregunta completada, es posibleen ese momento empezar a generar y crear las diferentes propuestas que surgen delanálisis para registrarse en la columna de comentarios.
-Las columnas de tiempo actual y tiempo propuesto permiten desplegar estainformación para cada actividad para tener una estimación de las mejoras y reduccionesen tiempo que es posible lograr.
-El empleo de colores en el formato de QQDCC facilita su compresión y laubicación de una mejora ó eliminación de una actividad.
-Finalmente permite la posibilidad de mostrar el total de los tiemposacumulados a lo largo de cada proceso y su comparación contra el tiempo acumuladopropuesto a lograr con las mejoras, reducciones y eliminación de actividades.
En cuanto a desventajas se podrían mencionar las siguientes:
-Puede resultar un poco tedioso al iniciar al análisis debido a la cantidad deinformación que es necesario llenar, pero esta situación se ve reducida al ir avanzandoen la revisión de más actividades hasta lograr una mayor habilidad y efectividad.
-Al llenar cada una de las preguntas se debe de estar concentrado para buscarobtener una respuesta centrada, no rebuscada y efectiva para realmente obtener un valordel análisis.
66
-El tamaño del formato en una hoja tamaño carta puede resultar un pococomplicado debido a la cantidad de columnas que ocupan las preguntas, pero no es nadaque no se pueda ajustar, se recomienda mantenerlo de esta forma para visualizar lainformación de cada actividad de forma rápida.
b)Factibilidad de la realización de los cambios propuestos
-cambios inmediatos
Los cambios que pueden ser implementados de forma inmediata y sin necesidadde alguna inversión de capital ó de una decisión a nivel planta son las siguientes:
a) En el proceso de análisis de órdenes la actividad de generar y enviar una listade las instalaciones (FAV´s) al equipo de cada área puede integrarse a laactividad que ya se realiza de generar el reporte de PPR, este reporte contieneparte de esta información por lo cual es posible su realización inmediata.
b) En el proceso de releases la propuesta de implementar implementar el formatode Registro y Control de Herramienta, Equipos y Dispositivos cada vez que seidentifica un release con esta necesidad, es factible de ser implementadadebido a que solo se requiere tomar la decisión de asignar a uno de losingenieros de planeación con responsable de su seguimiento.
-cambios a mediano plazo
Los cambios que requieren una inversión menor ó que requieren una toma dedecisión a un nivel de supervisor ó gerencia son las siguientes:
a) La eliminación de varias actividades del proceso de Análisis de órdenes, lascuales resultan un tanto repetitivas con las realizadas en el proceso deReleases.Estas requieren una mayor aplicación del personal del área de planeacióncuando se realiza el procesamiento de los nuevos releases en el sistema Baandela planta. Esto requiere de una etapa de mediano plazo de entre 8 a 12meses para su implementación y monitoreo hasta asegurar su completaasimilación como un proceso estándar, esto debido a que este cambio altera laforma en que se venía realizando este proceso en los últimos 6 años desde queinició operaciones la planta. Es necesario establecer una serie de métricos paramedir y controlar que la actividad de procesamiento de releases pueda serrealizada correctamente y completamente.
67
-cambios a largo plazo
Los cambios que se considera requieren una mayor inversión y una toma dedecisión a un nivel corporativo en la compañía son las siguientes:
a) La propuesta de establecer un grupo de ingeniería capaz de soportar larevisión, aprobación y elaboración de releases sin tener que estar sujeto a lasupervisión del centro de ingeniería de la corporación requiere de unainversión mayor en rubros como capacitación, equipos, software, etc y encuanto la toma de decisión de descentralizar el desarrollo y aprobación de laingeniería en las diferentes plantas de la compañía.
Esta propuesta esta relacionada con las mencionadas en los procesos dePilotos y de Programa/Proyectos Mayores, en estos es requerida también ladecisión de disponer de un grupo de ingeniería capaz de tomar decisiones encuanto a la codificación de órdenes y el desarrollo de diseño. Esta propuestarequiere una evaluación y justificación a nivel corporativo para llevarse a cabopero que en este momento resulta muy factible de ser aprobada debido a laexperiencia que ha adquirido la planta desde su arranque y debido también alos volúmenes de producción y la cantidad de nuevos proyectos que se estánconsideran para los próximos años.
c)Contribuciones
- A otros departamentos dentro de la planta
Los departamentos que se ven afectados de forma positiva debido a este análisisson los siguientes:
Ingeniería de Producto en la planta:Esto debido a que dispondrá de un mayor y mejor control de aquellas
actividades de las cuales actualmente tiene una dependencia en Estados Unidos.Aunque también se debe mencionar que adquiere una mayor responsabilidad encuanto al desarrollo y aprobación del diseño de ingeniería. De la misma maneraocurre en el caso de la codificación de órdenes, ya que también se adquiere unamayor independencia de Estados Unidos pero la responsabilidad también esmayor.
Compras/Materiales:Debido a la agilización de los procesos por las mejoras consideradas,
estos departamentos se ven beneficiados ya que debido al procesamientocorrecto y completo de los releases les permite recibir la información que lescorresponde trabajar de forma oportuna y sin tener que estar realizando susactividades contra tiempo. Esto reditúa en ahorros en tiempo y costo en laadquisición de partes y componentes.
68
Producción:Se beneficia al poder recibir procesos y productos más robustos en
cuanto a su diseño, lo cual le reditúa en menores paros de línea debido aproblemas con herramientas, equipos, ensamble de partes, errores de operacióndebido a capacitación, etc. Además le permite subir rápidamente de volúmenesde producción en caso de que el mercado lo requiera.
- A otras plantas de la corporación
Debido a que en cada planta de la compañía se realizan procesossimilares en cuanto al lanzamiento de nuevos productos es posible laincorporación de estas propuestas como parte de las mejores prácticas de nuestraplanta para su exposición, revisión y análisis. Al final de cada año fiscal en lacorporación existe esta reunión para mostrar las mejores acciones que seproponen en cada planta, esta es una buena oportunidad para mostrarse y ver suinterés.
En el lanzamiento de muchos de los proyectos y programas se cuenta conla participación de coordinadores y gerentes responsables del mismo a nivelcorporativo, estos se ven beneficiados por las mejoras propuestas al poderestablecer las fases del lanzamiento del proyecto en intervalos de tiempo máscortos, lo cual permite su producción al mercado en un mejor tiempo.
- A compañías externas
Las compañías que pueden resultar beneficiadas serían las de lacompetencia del ramo de fabricación de camiones ó autobuses. En cuanto a lasautomotrices es factible que en algunas de las actividades que resulten comunessea posible que se vislumbren beneficios, estas actividades pueden ser:
a)las mejoras en las fases de lanzamientob)los controles en cuanto al procesamiento de los cambios de ingenieríac)los controles en cuanto a la adquisición de equipos
d)Beneficios al lograr con los cambios propuestos
a) Reducción en los tiempos de ejecución de los diferentes procesosb) Se eliminan actividades repetitivas realizadas actualmentec) Establecer un control en cuanto al registro y adquisición de herramientas y
equiposd) Mejora en los tiempos de programación de cada fase de lanzamiento del
producto por lo que el producto estará en el mercado según lo planeado.e) Los departamentos relacionados con los procesos mencionados podrán
realizar sus actividades de una mejor manera y en el tiempo adecuado, sintener que esperar para hacerlo.
69
Capítulo 12. Recomendaciones para estudios posteriores
a) Areas y Procesos por analizar
- Procesos SQ y SE
Es necesario hacer un análisis QQDCC semejante a los procesos de EquipoEspecial y Cotización Especial, estos aunque ocupan un porcentaje bajo del volúmenpueden llegar a ser bastante buen complemento de la producción actual si es que uncliente satisfecho con sus primeros productos de este tipo responde con una solicitud deórdenes para una volúmen alto.
Los procesos SQ y SE pueden ser la clave en un futuro donde el cliente generarásolicitudes de producto muy cambiante para satisfacer sus necesidades por lo cual seránecesario tener estos procesos para que operen de forma ágil y rápida con el fin de estaralerta estas necesidades cambiantes del mercado, principalmente en el área decamiones donde actualmente se ofrece una base de producto relativamente no muycompleja pero que se espera que esto cambie definitivamente en los próximos añoscomo ha ocurrido en el sector automotriz.
- Procesos del área de compras, ingeniería, materiales
Los procesos desarrollados en estas áreas son factibles de realizar un análisisQQDCC, estos se encuentran también estrechamente relacionados con el sistema Baany sistemas de computo exclusivos, por lo cual realmente existe un área de oportunidaden ellas para buscar mejorar su desempeño.
En este documento solamente se hace mención a aquellos procesos que de estasáreas soportan el lanzamiento de productos, pero si se busca llegar más al detalle en surevisión y análisis es definitivo que mediante un análisis de este tipo los beneficiosserían mayores.
En el área de ingeniería: los procesos de desarrollo de diseño, y creación del releaseEn el área de compras: los procesos de selección y desarrollo de proveedoresEn el área de materiales: los procesos de aprobación de partes (PPAP) y manejo demateriales.
b) Respecto al análisis realizado
- Utilizar otro método de análisis
Se sugiere utilizar otro tipo de análisis tal como el de los 5 ¿Porqué? ó Cadena deValor, para establecer un comparativo de aquello identificado con el análisis deQQDCC, esto con el fin de evaluar sus resultados. Este tipo de análisis nos podría
70
arrojar nuevas ideas, evidencia de otros puntos no detectados y que puedan ser factiblesde mejorar ó eliminar. Además también puede surgir como complemento ya que puedeestablecerse como:
a) una opción alterna posterior a la utilización del QQDCCb) una opción alterna para aplicarlo al resultado obtenido del análisis QQDCCc) una opción simultanea para utilizarlo en conjunto al ir realizando el QQDCC
- Implementar propuestas, evaluar y repetir análisis QQDCC
Posterior a la implementación de las propuestas es necesario establecer la formapara poder medir su correcta aplicación y hacer los ajustes necesarios hasta asegurarque estas se mantengan. Posterior a la implementación se sugiere volver a repetir elejercicio de análisis QQDCC en los procesos ya conocidos con el fin de buscar unamejora continua en ellos.
- Determinar controles específicos para cada actividad.
Identificar los puntos dentro del proceso de planeación, que impulsan realmente laejecución de las actividades. Estos puntos podemos llamarlos como de “impulso” yaque nos permitirán dirigir una mejora hacia donde tendrá un mejor resultado. En esteestudio se establecen controles en varias actividades al reducir los tiempos de ejecuciónde las mismas y/o integrar ó eliminar algunas otras, lo cual mejora el tiempo global delproyecto, además se establecen formatos de segumiento para algunas actividades que seencontraban ambiguas en cuanto al manejo de la información y el tiempo para llevarlasa cabo, tal es el caso del formato para el control de herramientas.
- Estudios a realizar en el futuro
Definir un medio formal de medir los avances y desempeño en la ejecución.Estableciendo una forma conveniente de escalas de evaluación de avance y desempeñoque estén relacionadas con las variables involucradas en la ejecución de las actividadesde planeación, estas variables tal como son mencionadas en las hipótesis.
Es necesario determinar controles específicos eficaces y sencillos para asegurar laejecución y conocer el desempeño de las actividades, es así que se requiere medir laejecución en cuanto a: el tiempo, el presupuesto utilizado y el retraso, además derelacionar estas con las mediciones globales de los proyectos.
Además se requiere determinar una forma de mostrar la medición del avance ydesempeño de las actividades en un reporte donde se pueda visualizar fácilmente elestatus de las mismas para permitir tomar decisiones cuando se considere necesario.
71
Capítulo 13. Bibliografía
Womack, J., Jones D. and Roos D. (1991). The Machine that changed the world: the story oflean production. (1st Edition) New York, NY, USA. First Harper-Perennial Press.
Namakforoosh, M. N., (1998). Metodología de la Investigación. (10ª Reimpresión) México:Editorial Limusa Noriega.
Umble M. M. And Srikanth M.L. (1997). Manufactura Sincrónica: Principios para lograr unaexcelencia de categoría mundial. (1ª Reimpresión). México: Editorial Continental, S.A. deC.V.
Hernandez S. R., Fernández C.C. y Baptista L.P. (2003). Metodología de la Investigación. (3ª.Edición). México: Editorial Mc Graw Hill Interamericana.
Womack, J. and Jones D. (1996). Lean Thinking: Banish waste and create wealth in yourcorporation. New York, NY, USA. Simon & Schuster Inc.
Kimmons R.L. (1990). Project Management Basics: A step by step approach. New York, NY,USA. Marcel Dekker Inc.
Newbold R.C. (1998). Project Management in the Fast Lane: Applying the theory ofconstraints. Boca Ratón, Fla, USA. CRC Press LLC.
Hales H. L. and Anderson B. (2002). Planning Manufacturing Cells. Dearborn, MI, USA.Richard Muther & Associates Society of manufacturing Engineers.
Goldratt M. E. (2002). Cadena Critica. New Heaven, CT, USA. Primera Edición, EditorialCastillo S.A. de C.V.
Goldratt M. E. (1999). La Meta. New Heaven, CT, USA. Octava Edición, Editorial CastilloS.A. de C.V.
Chan Meng Khoong (1999). Reengineering In Action. London SW7 2BT. Imperial CollegePress.
Henry J. Johansson and Patrick McHugh. (1995). Reingeniería de Procesos de Negocios.México, D.F. Segunda Reimpresión, Editorial Limusa, S.A. de C.V. Grupo Noriega Editores.
James Champy (1995). Reingeniería en la Gerencia. (3ª. Edición). Bogotá Colombia: GrupoEditorial Norma S.A.
A. Richard Shores. (1994). Reengineering The Factory: A primer for World-ClassManufacturing. East Wisconsin Avenue, Milwaukee, USA. ASQC Quality Press.
72
Capítulo 14. Glosario y Anexos
Actividad: Cualquier elemento del trabajo necesario con el fin de completar un proyecto.
Actividades de planeación de proceso: el conjunto de actividades desarrolladas por cadaresponsable de una área de ensamble previa al lanzamiento de un producto a la línea deensamble
AMEF: (PFMA) (Análisis de Modo y Efecto de la Falla) Métodología utilizada para elanálisis y detección de las fallas posibles de ocurrir durante el ensamble del producto en lalínea de ensamble.
Área de ensamble: Son cada una de las diferentes divisiones que tiene la línea de ensamblesegún los componentes que se ensamblen al camión. Las áreas son: chasis, motores, cabinas,mangueras/líneas hidráulicas y ensamble final.
Baan: Sistema Integral de Información (ERP) utilizado por la planta empresa para administrarlos diferentes procesos internos.
Bill of Material (BOM): List de partes involucradas en el ensamble del producto.
Brake date: (Fecha de quiebre) es la fecha en la cual el área de PBA decide cuando algunaparte/ensamble nuevo ó mejorado debe ser utilizado en el producto en la línea de ensamble.
Buffer: es tiempo colocado en una programación sistemática con el fin de proteger contraretrasos no anticipados, y también para permitir iniciar con anticipación.
Bussines unit: (Unidad de negocio) identifica a cada línea de ensamble, a)camiones pesados,b) camiones medianos, que forman la planta.
Cabshop: se refiere al área de ensamble de cabinas y pinturas, esta es independiente del laslíneas de ensamble, esta área opera como proveedor de ambas líneas de ensamble.
Cadena crítica: es el grupo de actividades que determinan la duración total de una proyecto.Normalmente requiere tomar en cuenta la capacidad de los recursos.
CPM: (Critical Path Method), es una técnica para analizar proyectos mediante ladeterminación de la secuencia más larga de actividades a través de una red de un proyecto. Seusa típicamente como medio para determinar a cuales actividades se debe concentrar laatención.
DCP: (DEC-Digital Equipment Company-Configurator Platform) Sistema donde se contienetoda la información de partes y ensambles requeridas para conformar el producto.
73
DCR: Documento generado para solicitar la corrección de un problema detectado en elensamble de cierto componente, parte ó instalación en la línea de ensamble. Effective Date: (Fecha de efectividad) Fecha en la cual el sistema Baan empieza a solicitarrequerimientos de un número de parte específico para su utilización en la línea de ensamble.
Ensamble: Concepto aplicabe a una operación o conjunto de operaciones necesarias para laconstrucción del producto.
EOFF: (Electronic Order File Folder) Sistema electrónico utilizado por todas las plantas de laempresa para administrar las órdenes de venta: recepción, cambios y ediciones.
FAV: (Feature Assembly Variation), describe la forma en la que se integran los componentes(partes) que forman el producto. Cada producto esta formado por una lista de fav´s, debajo delos cuales se listan las partes. Un FAV se compone de 14 dígitos, los primeros 10 representanel número de la instalación y los últimos 4 representan la variación que agrupa partesespecíficas.
Feature code: Es una familia de componentes que tienen una serie de atributos en común,resultando en una reducción de datos que comprenden desde el componente padre hasta elcomponente hijo. Permite la distinción de una característica deseada por el cliente en elsistema.
FIM : Identificador que notifica que una parte o ensamble debe ser trabajado por elDepartamento de Finanzas como partes ó instalaciones manufacturadas.
Flujo de una sola pieza: La situación cuando un producto fluye en una pieza a la vez, a travésde varias operaciones, en el diseño, toma de orden y producción, sin interrupciones, retornos, odesperdicio.
Flujo: El logro progresivo de actividades a lo largo de la cadena de valor, de tal forma que elproducto continúe desde el diseño al lanzamiento, la orden a la entrega, desde la materia primahasta las manos del cliente sin detenerse, sin desperdicios o retornos.
Hojas de Concepto: (Concept Sheets), Son dibujos preliminares en concepto de ciertosdiseños generados como propuestos para un nuevo proyecto ó programa. Estos se generan poradelantado para su revisión y aprobación previa de las diferentes plantas de la empresa.
Hoja de Proceso: Documento donde se describe el proceso de ensamble a desarrollarpara fabricar el producto, esta incluye una descripción de la operación, el centro de trabajo, elnúmero de operación, el número de parte de pieza, la cantidad de material a utilizar de cadapieza, el fav (instalación) relacionado, la herramienta a utilizar, comentarios de la operación ylas indicaciones de calidad a utilizar en el ensamble (torques, etc)
Integrador: Compañía externa asignada a la realización de ciertas actividades del proyecto,coordinar proveedores, realizar cotizaciones, presentar propuestas, etc.
74
Issues: Problemas ó detalles detectados durante la realización de cierto proceso, actividad, etc,
Job : Representa un producto ó unidad dentro de una órden.
Línea de ensamble: Área de trabajo en el piso de la planta donde se realiza el ensamble de losdiferentes componentes al camión.
Manufacturing strategie: (Estrategia de Manufactura). Se refiere a las estrategias establecidasprevio al lanzamiento de un nuevo proyecto ó programa, en estas se busca mantener unaestandarización acorde a los productos fabricados actualmente y/o establecer aquellas quegeneren un mayor beneficio para el producto y la planta. Ejemplo son: recibir ciertoscomponentes como módulos, componentes pintados por el proveedor, etc.
Maynard: Sistema para desarrollo de tiempos predeterminados, utilizado para calcular lamano de obra para realizar los ensambles y subensambles en las diferentes áreas deproducción.
Model Index: Listado de los diferentes features codes disponibles u ofrecidos como opcionesde ingeniería para la fabricación de un cierto modelo de unidad.
MP7 part: (Parte MP7) Identifica las partes consideradas como hardware menor, es decir todala tornillería necesaria para ensamblar los componentes mayores, estas piezas sonsuministradas por un solo proveedor (RBW), para lo cual se cuenta con una base de datos enAcces donde se administra su ubicación y surtido a las líneas de ensamble.
NPC: (New product Code), Es el número que se asigna a las partes ó FAV´s (instalaciones)que formarán parte de un nuevo ó programa, de manera que sea posible su identificación yrastreo.
Operación: Cada Centro de trabajo se encuentra dividido en operaciones para identificardonde se utiliza físicamente cada parte.
Orden: (Order) Documento electrónico (EOFF) generado por el área comercial de la empresacomo medio de solicitud a cada planta del requerimiento de fabricación de una ó variasunidades con las mismas características.
PBA engineering: Ingeniería de PBA (Production Brake Authorization), área responsable decoordinar las fechas de expiración y de efectividad de las piezas en la línea de ensamble debidoa los cambios de ingeniería (Releases).
PCBL: (Product Change Background Letter), es la carta de antecedentes del cambio en elproducto, en esta se estipula la razón del programa ó proyecto, los modelos afectados y laestimación de los costos de ingeniería del producto, herramentales y misceláneos.
Perfección: La completa eliminación de desperdicio, de tal forma que todas las actividades enla cadena creen valor.
75
PERT: (Program Evaluation and Review Technique). Diagrama quedescribe cada actividad, su duración y dependencia deinformación.
Pharos: Sistema donde se incluye el detalle de toda la ingeniería del producto de la compañía.
Piloto: Aquél producto ó serie de productos que solicitan una opción que nunca se ha fabricadoantes en la planta ó que su construcción se realiza antes de la fecha de efectividad del cambiode ingeniería para monitorear su desarrollo debido a cambios significativos en el producto y/oproceso.
PPR: (Proyect Problem Report), es un reporte generado por un query en el sistema Baan,donde se identifican los procesos pendientes de trabajar dentro del mismo sistema en losdiferentes departamentos (planeación, compras, finanzas, etc), para las futuras órdenes ha serconstruidas en las próximas semanas. Estos procesos deben ser completados para poder dar debaja cada unidad como producida.
Precedencia dependencia: La precedencia o dependencia entre dos actividades es elrequerimiento de que una actividad debe ser completada antes de comenzar a trabajar en lasiguiente.
PUR : Identificador que notifica que una parte o ensamble debe ser trabajador por elDepartamento de Compras.
Query: Secuencia de actividad programada para realizarse automáticamente dentro del sistemaBaan de la planta.
RBW: Proveedor de las partes MP7 ( tornillería, clamps, etc). Se encuentra directamente en laplanta para el suministro de este tipo de partes
Release: documento oficial donde se notifica la actualización o introducción de partes oensambles que afectan al producto. Por medio de éste se hacen altas, bajas o cambios en lasestructuras de materiales del sistema Baan y DCP de la planta
Restricción: de acuerdo a la teoría de restricciones es cualquier cosa que limita el desempeñorelativo al logro del objetivo.
Routing of parts: (ruteo de partes) Asignar en una pantalla del sistema Baan una localizaciónespecífica para la realización del ensamble de una parte, cada parte debe ser ruteada a unaoperación y workcenter específico para que pueda ser surtida a tiempo para su ensamble.
Score Card: (hoja de registro de métricos), en esta hoja se registran los métricos de controlpara medir los avances en el lanzamiento de cada nuevo proyecto ó programa.
76
SE release: se identifican así a los releases que incluyen cambios a las unidades solicitados porlos clientes como algo especial que el común de las unidades no lleva. Estos tienen siempreasignados una órden específica.
SE: (Special Equipment) se refiere a todas aquellas partes que se agregan alensamble del producto y que no son partes de uso común.
Secuencia de ensamble: Conjunto de operaciones realizadas de forma lógica para el ensamblede piezas al producto.
Shop Floor Paper (SFP): También conocido como hoja de piso, es el documento que seimprime en la línea de ensamble para cada unidad a fabricar, este documento se obtienedirectamente del sistema Baan con base a la información de ruteo de partes realizada, laefectividad de partes y el tipo de unidad. En este documento se muestra el número de parte dela pieza, una descripción corta en español, el fav (instalación) relacionada, la cantidad de cadapieza. En este documento la información es desplegada en forma separada para cada centro detrabajo, de tal forma que cada operario puede verificar que es lo que le corresponde ensamblara la unidad en su lugar de trabajo y debe posteriormente firmar para confirmar que se realizó laoperación.
Signal code: Código maestro de artículos del sistema Baan que indica cual es el estado actualde un número de parte o ensamble en el sistema. Es un conjunto de banderas (flags) que debenser procesadas según corresponda a la etapa que se este llevando a cabo, e identifica que hasido realizado ó no algún proceso por cierto departamento. Ejemplo: el signal code TS indicaque debe ser procesado por Planeación, el signal code PUR indica que debe ser procesado porCompras, etc.
SOR: (Sales Order Revision) Se refiere a la Revisión a la Orden de Venta y aplica a lasórdenes ya codificadas que necesitan ser revisadas y ajustadas, el departamento de ingeniería loutiliza para agregar FAV´s, partes, ensambles, etc que hayan sido omitidos por algún error yque se requieren para construir la unidad.
SQ: (Special Quotation) se refiere al análisis de aquellas solicitudes especiales por parte de losclientes de opciones poco comunes en el producto.
Status E: (Estatus E) Etapa en la que se representa que él release esta terminado por eldepartamento de ingeniería del producto.
Status W: (Estatus W) Etapa en la que se representa que él release esta en proceso deelaboración por parte del departamento de ingeniería del producto.
TDR: (Teoría de restricciones), filosofía de administración desarrollada inicialmente por el Dr.Eliyahu Goldratt. Esta provee herramientas y conceptos que pueden ayudar a hacer a la gente ylas organizaciones más productivos de acuerdo a sus objetivos.
77
Tiempo de proceso: Tiempo calculado para la realización de una operación en la línea deproducción de acuerdo a la demanda solicitada.
TS : Identificador que notifica que una parte o ensamble debe ser trabajado por eldepartamento de Planeación.
TS complete date: (Fecha completa de TS) es una bandera en una pantalla del sistema Baandonde se registra cuando un release ha sido procesado completamente por parte deldepartamento de planeación y es este puede ser enviado de regreso al área de PBA.
Valor: La capacidad que se provee al cliente en el momento justo y al precio apropiado, comofue definido en cada caso por el mismo cliente.
WBS: (Work Brake Structure), Documento que despliega las diferentes actividades a realizarpor los diferentes departamentos en un período de tiempo determinado hasta completar laimplementación de un nuevo proyecto ó programa.
Wharehouse: (Almacén) Indica físicamente el área donde se localiza un número de parte. Unalmacén esta formado por cierto número de centros de trabajo.
WIP: (Work in process). Se refiere al trabajo ú actividad en un sistema que se encuentra enespera de ser finalizado. En los proyectos el WIP puede ser información almacenada oinventario físico.
Workcenter: (Centro de Trabajo) Lugar físico donde se realizan las operaciones de ensambledel producto. Un centro de trabajo esta formado por cierto número de operaciones.
78
ANEXO # 1
Formato para el análisis QQDCC utilizado en cada uno delos procesos.
ANEXO # 2
Formato para el Registro y Control de Herramientas, Equipo y Dispositivos.
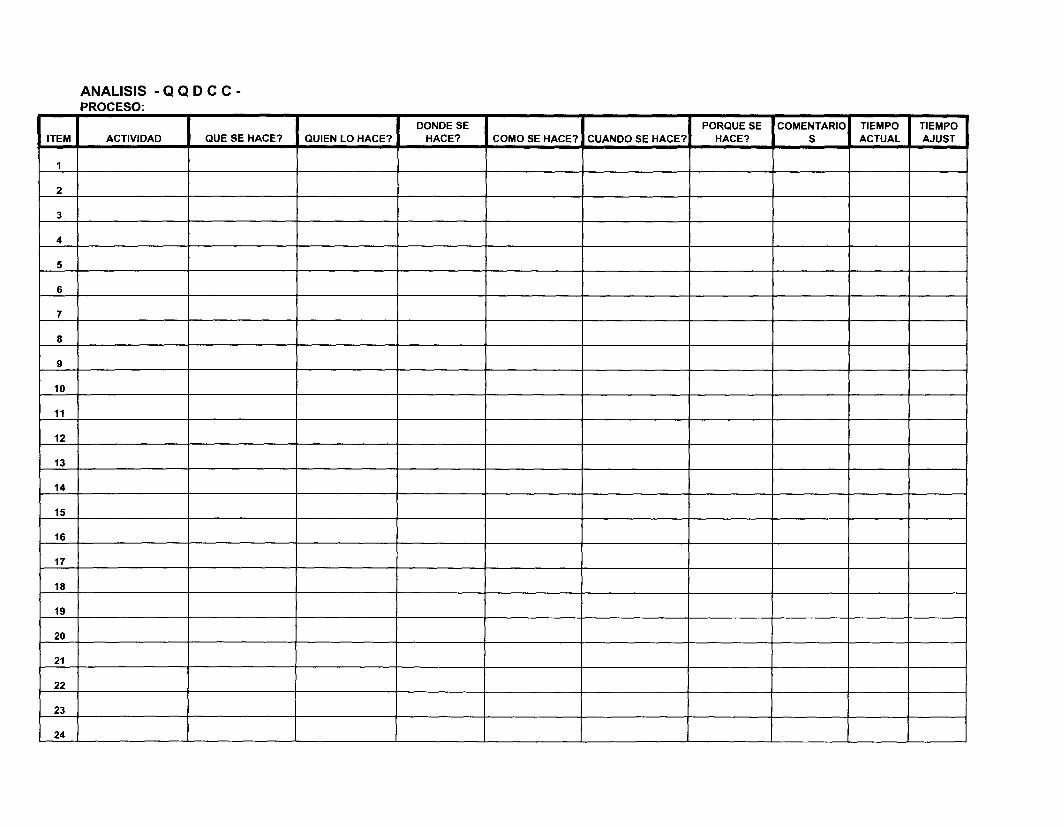
ANÁLISIS - Q Q D C C -PROCESO:
ÍTEM
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
ACTIVIDAD QUE SE HACE? QUIEN LO HACE?DONDE SE
HACE? COMO SE HACE? CUANDO SE HACE?PORQUE SE (COMENTARIO
HACE? | STIEMPOACTUAL
TIEMPOAJUST
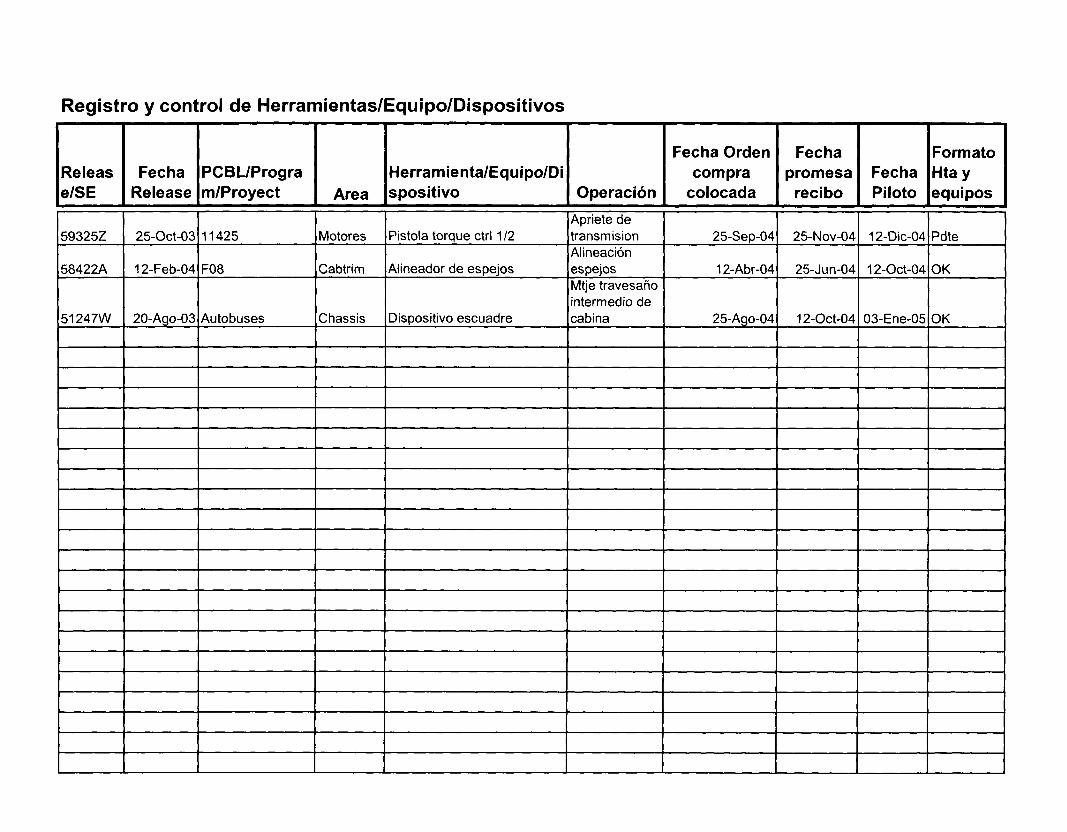
Registro y control de Herramientas/Equipo/Dispositivos
Release/SE
59325Z
58422A
51247W
FechaReléase
25-Oct-03
12-Feb-04
20-Ago-03
PCBL/Program/Proyect
11425
F08
Autobuses
Área
Motores
Cabtrim
Chassis
Herramienta/Equipo/Dispositivo
Pistola torque ctrl 1/2
Alineador de espejos
Dispositivo escuadre
Operación
Apriete detransmisiónAlineaciónespejosMtje travesanointermedio decabina
Fecha Ordencompra
colocada
25-Sep-04
12-Abr-04
25-Ago-04
Fechapromesarecibo
25-Nov-04
25-Jun-04
12-Oct-04
FechaPiloto
12-DÍC-04
12-Oct-04
03-Ene-05
FormatoHtayequipos
Pdte
OK
OK














