Embed Size (px)
Citation preview

APLIKÁCIA TRIBOLÓGIE A TRIBOTECHNIKY V PRAXITribológia rieši problémy trenia, opotrebovania a mazania povrchov trúcich sa dvojíc pri ich vzájomnom relatívnom pohybe. Patrí medzi multidisciplinárne vedy a vyu�íva a zovšeobecňuje poznatky mechaniky, fyziky, chémie, matematiky, biológie a ďalších vedných odborov. TEXT/FOTO DR. PAVOL KLUCHO, SSTT BRATISLAVA
Praktické využitie poznatkov triboló-gie vyústilo do vzniku nového odbo-ru – tribotechniky, ktorá sa aplikuje
v priemyselnej a prevádzkovej praxi v rôznych odboroch. Tribotechnika zohráva veľmi dôleži-tú úlohu v údržbe strojového zariadenia vo všetkých odvetviach priemyslu, dopravy, baníc-tva a dá sa povedať, že prakticky všade.Pojem tribológia sa začal používať v roku 1966, keď ho vymyslel a do praxe zaviedol prof. H. Pe-ter JOST, prezident Medzinárodného tribolo-gického výboru (ITC) z Veľkej Británie. Odvtedy sa tento pojem rozšíril do celého sveta.
HLAVNÉ ZAMERANIE TRIBOLÓGIE A TRIBOTECHNIKYÚlohou tribológie a tribotechniky v praxi je znižovanie, resp. odstránenie trenia a opotre-bovania trúcich sa častí v exponovaných uz-loch kontaktu. Riešenie uvedeného problé-mu závisí od viacerých faktorov. Závisí od optimálnej voľby konštrukcie a konštrukčné-ho materiálu strojového zariadenia, motoro-vého agregátu, turbíny, od extrémnosti pra-covných podmienok a pracovného prostredia. Ako vidieť, týchto faktorov je veľmi veľa a kaž-dý z nich môže zohrávať dôležitú úlohu v cel-kovom tribologickom súbore.Veľmi dôležitú úlohu pri znižovaní trenia a opot-rebovania zohráva aplikácia vhodných mazív a ich kompatibilita s materiálmi, či už s kovo-vými, alebo plastickými tesniacimi materiálmi. Musíme mať na pamäti, že mazivo je vlastne konštrukčným prvkom, tak ako ostatné materiá-ly, z ktorých je zariadenie skonštruované.
DRUHY A FUNKČNÉ VLASTNOSTI MAZÍV A ICH APLIKÁCIAVo všeobecnosti platí, že všetky mazivá, ktoré sa majú aplikovať v praxi, musia spĺňať určité kvalitatívne parametre, vrátane tribologických a tribotechnických.Mazivá rozdeľujeme do troch skupín, a to kva-palné, tuhé a plynné, z ktorých najväčší podiel patrí mazivám kvapalným. K nim patria moto-rové, prevodové, ložiskové, hydraulické, turbí-nové, kompresorové oleje a ďalšie. Ku kvapalným mazivám zaraďujeme aj obrába-cie, tzv. chladiaco – mazacie kvapaliny. Zvlášt-nu skupinu funkčných kvapalín tvoria brzdo-vé kvapaliny, chladiace kvapaliny do chladičov motorov, klimatizačných zariadení automobi-lov a budov.
K tuhým mazivám patria plastické mazivá, nazývané aj vazelíny, ďalej mazacie pasty, klzné laky a ochran-né protikorózne fi lmotvorné látky, ktoré vznikli po odparení nosnej kvapaliny, v ktorej boli rozpustené.
PO�IADAVKY NA VÝROBU OLEJOV A ICH APLIKÁCIU V PRAXIV úvode treba uviesť, že výroba a kvalita mazív sa odvíja od niekoľ-kých základných faktorov. V tom-to článku sa venujeme iba motoro-vým a prevodovým olejom.V prvom rade je to východiskový základový olej – ropný alebo syn-tetický, respektíve polosyntetický, zložený z ropného alebo syntetic-kého oleja (kvapaliny).Základový olej musí mať:• vysokú termicko – oxidačnú
stabilitu,• vynikajúce viskozitné vlastnos-
ti,• vysoký viskozitný index (V.I.),• vyhovujúce nízkoteplotné vlastnosti,• požadovaný bod vzplanutia,• nízku odparivosť.
Súčasné moderné strojové zariadenia vyžadujú aplikáciu moderných mazív vyrobených najmo-dernejšími technológiami na báze vyššie uvede-ných základových olejov a vysoko aktívnych prí-sad.
PRÍSADYK najdôležitejším prísadám patria:• zahusťujúce prísady – zvyšujú tiež V.I.,• depresanty – znižujú bod tuhnutia,• antioxidanty – zabraňujú oxidácii mazacie-
ho oleja, tvorbe kyslých a lakových produk-tov,
• detergenty – zmývajú usadeniny a laky z po-hyblivých častí motora, neutralizujú kyslé splodiny z palív a oxidácie oleja,
• disperganty – rozptyľujú a zabraňujú usadzo-vaniu produktov oxidácie mazacieho oleja,
• protioderové a protizadieracie prísady (VT prísady a EP – extreme pressure prísady),
• antifrikčné a mazivostné prísady – modifi -kátory trenia,
• protikorózne prísady,• prísady proti peneniu,
• protihrdzové prísady atď.Bez nich nie je možné vyrobiť vysoko kvalitné mazivá s požadovanými funkčnými vlastnosťa-mi, ako sú:• stály mazací fi lm, zabraňujúci oderu a opot-
rebovaniu trúcich sa súčastí,• stálosť voči oxidácii, najmä pri extrémnych
teplotách,• obmedzenie tvorby karbónu na pieste
a v spaľovacej komore, na ventiloch a kalov v olejovej vani dispergovaním uhlíkatých produktov a detergentných –čistiacich účin-kov mazacieho oleja,
• požadovaná viskozitno – teplotná charakte-ristika oleja, zabezpečujúca pohyb oleja pri nízkych teplotách (umožňuje dobrý štart) a dostatočná viskozita pri pracovnej teplote motora,
• vysoká stabilita proti mechanickej deštruk-cii,
• zabezpečenie vysokotlakových mazacích účinkov,
• efektívna ochrana súčastí agregátov motora proti korózii produktmi oxidácie,
• odstránenie penenia, zhoršujúceho kvalitu mazania,
• nízka odparivosť,• ochrana agregátov pred hrdzavením apod. »
Prístroj na stanovenie vody podľa Fischera
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 9

» MOTOROVÉ A PREVODOVÉ OLEJETieto oleje patria k najzložitejším a najpouží-vanejším mazacím olejom v praxi. Medzi zá-kladné parametre, ktoré musia tieto mazacie oleje spĺňať, patrí viskozitná trieda a výkon-nostná úroveň.Viskozita vyjadruje mieru vnútorného trenia oleja – jeho tekutosť. Viskozita oleja sa klasifi -kuje podľa SAE (Society of Automotive Engi-neers) do niekoľkých skupín tzv. viskozitných tried.Výkonnostná úroveň oleja je druhým dôležitým parametrom pri hodnotení a výbere motoro-vých a prevodových olejov. Na hodnotenie vý-konnostnej úrovne motorového oleja sa apliku-jú kritériá troch inštitúcií, a to API (American Petroleum Institute), ACEA (Association des
Constructeursrs Europeens de ľ Automobiles) a európskych výrobcov automobilov.Súčasné moderné motorové oleje zabezpeču-jú rýchlu a účinnú ochranu motora pri stude-ných štartoch pri extrémne nízkych teplotách. Zároveň šetria motoristom palivo, predlžujú ži-votnosť motora a predlžujú výmenné lehoty. Motorové oleje tiež zabezpečujú stabilný ole-jový fi lm pri všetkých zaťaženiach a teplotách, ochraňujú motor pred koróziou a opotrebova-ním alebo znižujú tvorbu škodlivín vo výfuko-vých plynoch.
PREVODOVÉ OLEJEPrevodové oleje sa zatrieďujú podobne ako mo-torové oleje do dvoch základných tried, a to podľa viskozity (SAE) a podľa výkonnosti (API).
Podobne ako motorové, aj prevodové ole-je sa rozdeľujú na jednostupňové (monograde) a viacstupňové (multigrade). Podľa normy SAE J 306 A sú prevodové oleje rozdelené do dvoch tried – letná trieda 90, 140 a 250, zimná trie-da 75 W, 80 W a 85 W. Podľa výkonnosti sa pre-vodové oleje zatrieďujú podľa API do 6 tried, označených písmenami GL (Gear Lubricant) a čísiel 1 – 6. V praxi sa u nás používajú najmä prevodové oleje triedy GL 3 – GL 5.V súčasnosti vyrábané motorové a prevodo-vé oleje spĺňajú požiadavky aj tých najmoder-nejších automobilov, ktoré sú na našom trhu. Dokazujú to aj testy našich olejov, ktoré prešli prísnymi a tvrdými skúšobnými testami, vyko-nanými v renomovaných domácich a zahranič-ných skúšobniach. •
» MONITORUJEME DIANIE V STROJÁRSTVE
» TÝ�DENNE DORUČÍME DO VAŠEJ SCHRÁNKY
TROJ@RSKYPRAVODAJ @
newslette
r
newslette
rviac na www.engineering.sk
Zisťovanie penenia motorových olejov
Prístroje na meranie viskozity Prístroj na meranie bodu vzplanutia
T R I B O L Ó G I A – T R I B O T E C H N I K A

HIGH-TECH KOMPRESOROVÉ OLEJE Správné mazivo má nedílný podíl na výkonnosti zařízení, přesto mnoho podnikových mana�erů nepova�uje v�dy za nutné investovat čas nebo peníze do programů mazání. Skutečný u�itek v oblasti sní�ení nákladů, který se mnohokrát zprvu nevidí, se však projevuje v mnoha oblastech. Dobrý program mazání má toti� dopad na tři největší polo�ky rozpočtového koláče: na spotřebu energie, na strojní díly (zásoby náhradních dílů) a na pracovní sílu. TEXT/FOTO KLÜBER LUBRICATION CZ
Pokud je používáno správné mazivo, je možné ušetřit čas perso-nálu údržby, protože není nutná častá výměna oleje či není tře-ba tak často domazávat zařízení. Podnikoví manažeři mohou
také ušetřit peníze na zásobách náhradních dílů, protože díly mají delší životnost. Energetická účinnost je zcela určitě důležitá pro každého. Při používání vysoce kvalitních speciálních maziv je možné nejen dosáhnout vyšší účinnosti zařízení, ale je možno také snížit množství energie po-třebné na provoz celého závodu. Snížení množství spotřebované energie současně přináší další benefi t, kterým je zlepšení bilance emisí CO2. Z to-ho je tedy zřejmé, že správný program mazání je z hlediska celkových úspor skutečně velmi důležitý.
PŘÍKLADY Z PRAXE
Sní�ení provozních nákladů a zlepšení bilance CO2 pomocí aplikace
syntetických maziv v nápojovém průmysluNapříklad výroba, skladování a stáčení piva představují vysoké energetic-ké náklady a tím velkou část provozních nákladů pivovaru. Vysoký poten-ciál úspor energie zde můžeme nalézt v provozu chladících kompresorů, kompresorů na stlačování vzduchu a v provozu převodovek, neboť ener-getickou bilanci je v těchto případech možné výrazně zlepšit právě pou-žíváním speciálních maziv. Na příkladu jednoho pivovaru se třemi výrobními linkami je tedy mož-né ozřejmit právě na provozu kompresorů a převodovek vysoký potenciál úspor. Typickým příkladem jsou chladící kompresory s výkonem 200 kW,
kompresory na stlačování vzduchu o výkonu 300 kW a převody s výko-nem 450 kW při provozu. Přechodem na vysoce výkonná maziva je mož-né docílit zvýšení stupně účinnosti o 0,5 až 15 %. Z toho vzniklé energe-tické úspory mohou činit až 224 400 kWh. To odpovídá nákladům na energii více než 400 000 Kč při ceně cca 2 Kč za 1 kWh. Důležitým faktem je, že přechod na speciální maziva je možné zrealizovat bez vysokých ná-kladů a v krátké době. Zejména spotřeba energie u kompresorů předsta-vuje značnou část provozních nákladů. Pokud vycházíme ze snížení tření v kompresoru a zlepšené účinnosti těsnění spár, může syntetický kom-presorový olej přispět jak ke zvýšení objemového stupně účinnosti, tak také ke snížení spotřeby energie. Při provozu kompresoru připadá méně než jedno procento nákladů na kompresorový olej. Syntetické kompreso-rové oleje jsou sice při nákupu dražší než běžné kompresorové oleje, ale při celkovém zvážení přesto představují cenově úsporné řešení.Dalšími faktory, které výrazně ovlivňují provozní náklady a také provoz-ní bezpečnost kompresorů, jsou životnost oleje, jeho sklon k tvorbě zbyt-ků, délka intervalů pro domazávání a obsah par oleje ve vzduchu. Oproti běžným ropným olejům se vysoce kvalitní syntetické kompresorové oleje ,jako například produkty společnosti Klüber Lubrication vyznačují vyso-kou stabilitou proti oxidaci.Kompresorové oleje řady Klüber Summit HySyn FG jsou vyráběné na bá-zi syntetických uhlovodíků. Na základě jejich stability proti oxidaci je vý-razně minimalizována tvorba zbytků. To vedle prodloužených intervalů pro výměnu oleje vede také k delší životnosti olejových fi ltrů a odlučo-vačů oleje, což výrazně snižuje provozní náklady a náklady na údržbu. »
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 11

» Také při provozu chladicích kompresorů mají syntetická maziva svoje silné stránky. Kompresorové oleje řady Klüber Summit R zajišťují na zák-ladě menší tvorby usazenin a malého zanášení oleje do chladícího okru-hu vysoký stupeň účinnosti. Kromě toho rozšiřují oblast použití chladící-ho zařízení, částečně až do teploty výparníku -50 °C.Oleje řady Klüber Summit HySyn FG a řady Klüber Summit R jsou certifi -kovány podle NSF pro kategorii H1 i podle ISO 21469 a mohou tak být po-užívány v potravinářském a farmaceutickém průmyslu. Sníženou spotřebu energie také zajišťují syntetické převodové oleje společnosti Klüber Lubri-cation, které jsou rovněž certifi kované podle NSF pro kategorii H1 a podle ISO 21469. Na základě vynikající stability použitých syntetických základo-vých olejů proti stárnutí a oxidaci v porovnání s běžnými převodovými oleji mají opět omnoho delší životnost a mohou významně zvýšit stupeň účin-nosti převodů. Jejich dobré viskozitně-teplotní vlastnosti v mnoha přípa-dech umožňují používat jednu viskozitní třídu jak za nízkých, tak i za vy-sokých teplot.V případě produktů řady Klüberoil 4 UH1… N se jedná o převodové ole-je pro normální teplotní oblast a normální zatížení a v určitých přípa-dech s nimi lze realizovat dokonce i životnostní mazání. V oblasti vyso-kých teplot a při vysokých zatíženích se doporučuje používat oleje řady Klübersynth UH1 6, u kterých optimální vlastnosti tření polyglykolové-ho základového oleje snižují ztrátový výkon a výrazně zlepšují stupeň účinnosti. Produkt Klübersynth UH1 14-1600 je k dispozici jako tekuté plastické mazivo, které na základě měkké konzistence umožňuje dob-rý přívod maziva na mazací místo. Speciální zpevňovadlo s dobrou ad-hezí a dobrou protikorozní ochranou tak zajišťuje delší životnost kon-strukčních dílů.Kladné účinky se však neomezují pouze na úsporu energie v provozních nákladech. Snížení množství spotřebované energie současně přináší, jak již bylo zmíněno, zlepšení bilance emisí CO2. V závislosti na regionální
kombinaci používaných druhů energií (fosilní paliva, atomová energie a obnovitelné zdroje energie) činí v evropském měřítku emise CO2 při vý-robě 1 MWh energie přibližně 447 kg oxidu uhličitého. To znamená, že při úspoře 224 400 kWh je možné bilanci CO2 u jednoho zmíněného pi-vovaru zlepšit přibližně o 100 tun CO2 ročně.
Sní�ení provozní teploty a prodlou�ení intervalů výměny kompresorových olejů v tě�kém průmyslu a cementárnáchŽivotnost kompresorového oleje, jeho sklon k tvorbě úsad, délka interva-lů domazávání, zbytky olejových par ve vzduchu, to vše jsou faktory, jak již bylo řečeno, které podstatně ovlivňují bezpečnost provozu a provoz-ní náklady kompresorů. Nové kompresorové oleje řady Kluber Summit FG a řady SH mají základ v syntetických uhlovodících. Jsou tedy vysoce odolné proti oxidaci, čímž se tvorba úsad zřetelně minimalizuje. To vede vedle prodloužení interva-lu výměny oleje také k delší životnosti olejových fi ltrů a odlučovačů ole-je. Díky výměně tradičních minerálních olejů za tyto syntetické oleje od společnosti Klüber Lubrication tak dochází k podstatnému poklesu ser-visních a provozních nákladů.Oleje řady Klüber Summit SH byly vyvinuty speciálně k mazání vysoce za-těžovaných vzduchových kompresorů s intervalem výměny oleje až 10 tisíc provozních hodin. Jsou všeobecně snášenlivé s těsněními používanými ve vzduchových kompresorech. Speciální inhibitory pak udržují vnitřní pros-tor kompresoru v čistotě, a tím zamezují vzniku nákladů na čištění a stejně tak eliminují neplánované poruchy zařízení.K usnadnění přechodu od olejů na minerální bázi na nové plně syntetické FG a SH oleje nabízí Klüber Lubrication čistící koncentrát Kluber Sum-mit Varnasolv, který za provozu účinně odstraňuje zalepeniny, úsady la-ků a karbonové usazeniny. Zamezí se tak demontáži zařízení za účelem vyčištění, neboť všechny úsady se v oleji rozpustí a zařízení může být ná-sledně bez problémů naplněno novým olejem.
your global specialist
Dlouhodobý chod a bezproblémový provoz vzduchových kompresorů: to byl úkol pro naše vývojové inženýry.Jejich odpovědí jsou speciální oleje, které vynikají vysokou stabilitou proti oxidaci a stárnutí a taktéž minimální tvorbou úsad.Tyto speciální oleje vám pomohou snížit provozní náklady svou delší životností i sníženou spotřebou elektrické energie vašich kompresorů.Společně tedy docílíme zvýšení spolehlivosti a efektivity vašeho provozu.
Klüber Lubrication: High-tech oleje přímo od výrobce.
Klüber [email protected] / www.klueber.cz
Kompresorové olejepro bezproblémový provoz.
12
T R I B O L Ó G I A – T R I B O T E C H N I K A

Konkrétním příkladem z praxe, kterému se v této sekci budeme věnovat, je tedy nasazení kompresorového oleje Klüber Summit SH 68 po před-chozím vyčištění vnitřního prostoru kompresoru čistícím koncentrátem Klüber Summit Varnasol v cementárenském provozu.Provoz: Šroubový kompresor HAFI / AERZEN 110 kW, max. tlak stlače-ného vzduchu 10 bar, provozní tlak: 7,5 – 8 bar, olejová náplň 60 litrů.Nejprve byl v tomto provozu nasazen produkt Klüber Summit Varnasolv k pročištění systému od předchozího minerálního kompresorového ole-je – ten byl původně měněn každých 3 000 provozních hodin, provozní teploty se tehdy pohybovaly mezi 89 a 91 °C.Posléze byl kompresor naplněn syntetickým kompresorovým olejem KL Summit SH 68. Průběžně je v provozu měřena provozní teplota a kon-trolován stav oleje. V první fázi byla analýza stavu oleje provedena po 330 a 975 provozních hodinách. V této fázi byla provozní teplota 82 °C a do-poručena další kontrola stavu oleje po 4 000 provozních hodinách. Po vyhodnocení následné analýzy, kdy byla opět provozní teplota 82 °C, by-la navržena další kontrola po 2 000 provozních hodinách. Uspokojivé vý-sledky analýz, provozní teplota stále 82 °C a průběžné kontroly doporuče-ny každých 1 000 provozních hodin. V současné době je již „naběháno“ cca 9 000 provozních hodin, stabilní provozní teplota je 82 °C a olej je vhod-ný pro další použití. Z výše uvedeného je patrná úspora, a to minimálně dvou výměn oleje (ná-klady na minimálně 120 litrů minerálního oleje), dalšími prokazatelnými úsporami jsou náklady na servis 2 x, úspory za dvě výměny olejových fi l-trů a odlučovačů oleje a rovněž úspory za dvě odstávky – tedy čas nutný pro provedení výměny oleje.Z tohoto je zcela jistě zřejmá celková úspora provozních nákladů při použi-tí kvalitních syntetických kompresorových olejů, které jsou sice při nákupu dražší než běžné minerální kompresorové oleje, ale při celkovém zvážení představují cenově úsporné řešení. Chcete-li se dozvědět více o naší pro-duktové řadě, školeních či další podpoře našeho týmu technických porad-ců (opravné mazání, analýzy maziv atd.), navštivte naše stránky www.klu-ber.com/cz/spravnemazani. •
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 13

UDELENIE JUBILEJNEJ WPQR Pred niekoľkými tý�dňami Výskumný ústav zváračský – Priemyselný inštitút Slovenskej republiky (ďalej len VÚZ – PI SR) udelil jubilejnú dvetisícu WPQR (Welding Procedure Qualification Record). Certifikát získala v energetike dostatočne známa a renomovaná firma SAG Elektrovod, a. s., Bratislava. TEXT JÁN MINÁR FOTO ARCHÍV MARIAN BARTOŠ
Číslo 2 000 a najmä možnosť stretnúť rozhľadeného človeka v odbore – Ing. Mariana Bartoša, IWE, špecialistu pre
kooperáciu, výrobu a zváranie z Divízie elektric-kých vedení tejto bratislavskej fi rmy, sú dosta-točným dôvodom na to, aby sme aj širšej strojár-skej verejnosti priblížili jeho inšpiratívne názory týkajúce sa kvality zvárania, hodnotenia zvarov, požiadaviek na kvalitu výroby oceľových kon-štrukcií v energetike v súlade s EUROKÓDMI a nadväznými národnými normami. Ing. Bartoš nám objasnil postavenie WPQR v nich, ich praktický význam v každodennej vý-robnej praxi, ako aj súčasné požiadavky na trie-dy vykonania v EXC3.
Pán Bartoš, ako hodnotíte spoluprácu me-dzi VÚZ – PI SR a SAG Elektrovod, a. s., Bratislava a význam tried zhotovenia v zmysle EUROKÓDOV, konkrétne EXC3 z hľadiska praxe?
— Hodnotenie je vždy spojené s rekapitulá-ciou, alebo, inak povedané, obzretím sa za mi-nulosťou, kde sa vzal motív tejto spolupráce, jej užitočnosť, a dnes už aj potreba. Preto uvá-dzam krátku rekapituláciu, užitočnú najmä pre nových ľudí z mladej generácie, aby sa nestra-tila kontinuita pôvodu vedomostí. Lebo, ako
povedal jeden z najväčších a najúspešnejších guru v našich nedávnych dejinách, pán Tomáš Baťa: „Informace nejsou vědomosti!!!“ Toto tvr-denie netreba komentovať hlavne dnes, vo zá-plavách nevyžiadaných informácií, alebo „tren-dovo“ povedané, „Informačného smogu“.Spolupráca týchto podnikov sa datuje od ich vzni-ku ako reprezentantov kľúčových odborov. Voj-nou bol poškodený priemysel a energetika krajiny. Tento fakt si pri obnove a rekonštrukciách vyžia-dal nové prístupy a riešenia. Doznievala éra nito-vania a v zbrojárskom priemysle už existovalo po-merne slušne rozvinuté zváranie. A ako to už býva, každý vojenský konfl ikt akceleruje výskum a roz-voj nových technológií. Nebolo to inak ani v tom-to prípade. Nositelia týchto nových, pre okolitý svet prevratných, vedomostí a technológií sa za podpory jednotlivcov i štátu koncentrovali, kde inde, ako v inštitúte na to zriadenom, ktorým bol Výskumný ústav zváračský.V tom čase, z dôvodu nevyhnutnej obnovy zni-čenej energetiky v povojnovom českosloven-skom štáte vznikol i štátny podnik Elektrovod s tromi odštepnými závodmi, ktoré svojou vý-robou prakticky prakticky všetky potreby tejto úlohy. Od výroby stožiarov NN, VN a VVN hlav-ných a pomocných oceľových konštrukcií roz-vodných staníc, cez odliatky, výkovky, žiarové, ale aj galvanické zinkovanie, vrátane pasivácie fosfátovaním atď. V prípade vzniku VÚZ to bola ideálna základ-ňa a koncentrácia vedomostí, ktoré predbehli dobu. Boli získané a prinesené technickými ce-lebritami priamo z veľmocí techniky, medzi ni-mi aj z USA, prof. Ing. Jozefom Čabelkom, rie-šiteľom a človekom oceneným vládou USA za vyriešenie kardinálneho problému praskania zvarov celozváraných trupov nákladných lo-dí triedy LIBERTY! Až ich masovým nasade-ním sa začala prevažovať miska váh medzi re-kordmi potopenej brutto registrovanej tonáže
Spojeneckých konvojov v Atlantiku ponorkami Kriegs marine a jej náhradou novými celozvára-nými transportnými loďami (obr. 1). Práve zváranie pomohlo vyhrať tieto preteky s časom a ovplyvniť osudový vývoj vojnových udalostí. Tam sa prvýkrát v tak veľkej vážnosti ukázal dodnes pretrvávajúci večný boj s vnútor-ným pnutím zvyškových napätí od prirodzenej zmraštivosti objemu tavného kúpeľa, precho-dovej teploty použitej ocele v nadväznosti na krehkolomové vlastnosti pri nízkych teplotách pri plavbe lodí v severnom atlantiku. Samozrej-me, k tomu sa pripája rad ďalších súvisiacich problémov, ktoré vyžadujú hĺbkovú znalosť fy-zikálno-metalurgických procesov cez všetky krivky v FeC a ďalších nadväzných diagramoch.Ďalším zdrojom svetovo významných vedo-mostí prameniacich v problematike celozvá-raných pancierov korieb tankov T-34 cez zvá-ranie špeciálnych zliatin spaľovacích komôr leteckých motorov Ivčenko, Mikulin, Kuzne-cov a končiac ťažkými vesmírnymi nosičmi trie-dy SOJUZ, prameniacich z družby a spolupráce s Patonovým výskumným ústavom zváračským v Kyjeve v bývalej ZSSR. A do tretice spolupráca s českými elitami zo Škodovky, Vítkovíc, POL-DY Kladno, ČKD, Aero Vodochody atď. Tam boli založené zárodky napríklad aj dnes rein-karnovaných technológií zvárania výbuchom a trecím miešacím zváraním.Súčasná doba je iracionálne rýchla, plošne vše-objímajúca, samozrejme, na úkor hĺbky čoho-koľvek, od citov až po znalosti, a preto vítam každý motív, či už je to význam WPQR alebo fenomén Eurokódov na odkrytie hlbšieho výz-namu, prínosu, ako aj technologickej disciplí-ny a s ňou spojenou výslednou kvalitou výro-by oceľovej konštrukcie pre energetiku. Malé ohliadnutie do histórie určite nezaškodí, veď odkiaľ by mala čerpať istotu, znalosti a sebave-domie Googlom vychovaná generácia, ak nie z principiálnej znalosti procesov a fyzikálnej hĺbkovej znalosti podstaty dejov, počnúc zárod-kami, vznikom a rastom dendridov a končiac termomechanickým spracovaním zušľachte-ných ocelí. Tu je predpoklad začiatku úspechu riešenia nových problémov.Na jednej z konferencií zameranej na výstav-bu a rozširovanie jadrových elektrární rôznymi medzinadnárodnými konzorciami v tomto ro-ku v Prahe zaznela jedna z kľúčových myšlienok ako výstrel do ticha: „Ale pánové, vždyť tohle js-me my už jednou uměli…!“ Niekto bol týmto faktom otrasený, niekto nereagoval vôbec. Ale tak je to už od čias, keď „Veľký dizajnér“ rozdal celosvetovú menu.
Obr. 1 Loď triedy LIBERTY
Mar
ian
Bart
oš
ENGINEERING.SK24
Z V Á R A N I E

Dnes v nestenčenej miere pokračuje spoluprá-ca pri spájaní potrieb energetickej praxe a od-borných znalostí s VÚZ – PI SR, a to v rôznych rovinách, či už pedagogickej alebo praktic-kej, zväčša vyústenej do témy nášho rozhovo-ru, teda WPQR ako vybrúseného briliantu. SAG Elektrovod, a. s., vlastní celý rad všeobecnejších i veľmi špecifi ckých WPQR-iek. Najmä tie os-tatné, určené pre špeciálne zliatiny a materiá-ly používané v silovej energetike, sú pomerne zložité nielen v kombinácii parametrov zvára-nia, ale aj v striedavo použitých zváracích me-tódach. Vypilovať ich za aktívnej spolupráce, a najmä banky znalostí VÚZ – PI SR nebolo ani časovo ani intelektuálne jednoduché. Preto má úspešne dotiahnutá WPQR pre výrobcu cenu know-how.
V procese výstavby energetiky sú rozší-rené aj kooperácie, na ktorých sa podie-ľa množstvo subdodávateľov. Pri výbere dodávateľov zaznamenávame roztváranie nožníc kvality. Čím je to dané?
— Jedni len prežívajú, neinvestujú do techno-lógií, nedopĺňajú odborné znalosti podľa súčas-ných požiadaviek prameniacich hlavne v Eu-rokódoch; inak povedané, zaostávajú. Druhí aj keď majú len malé zisky, investujú do intelektu-álneho rastu svojich zamestnancov formou ško-lení, seminárov, pravidelných konferencií u nás aj v ČR, ale najmä nákupom strojov, zodpove-dajúcich súčasným požiadavkám triedou pres-ností aj kvalitou obrobených povrchov. Vôbec nie je pravda, že táto inovácia strojov je neznesiteľne drahá. Existuje prekypujúci trh s použitými, repasovanými a garantovanými strojmi, ktorých je kvôli úpadku strojárskej vý-roby nadbytok. Preto racionálne uvažujúci vý-robcovia s ambíciou spĺňať technické kritériá v tendrových podmienkach s technicko-inte-lektuálnou úrovňou zodpovedajúcou požiadav-kám Eurokódov a nadväzujúcich národných noriem, úspešne držia krok s požiadavkami in-vestičných akcií európskej energetiky. Samozrejme, aj tu môže zohrať rolu ľudský fak-tor, subdodávateľské zlyhanie, najmä v kvalite zinkovania oceľových konštrukcií a spájacieho
materiálu, za ktorý sú plne zodpovední s dô-sledkami voči investorovi. Preto je úloha šéfi n-žinieringu, technického dozoru pri výrobe, preberacieho konania oceľových konštrukcií, navýsosť dôležitá pre obe strany, pre výrob-cu, aj pre investora. To si však vyžaduje vycho-vať špecialistov s dôkladnou znalosťou všet-kých technológií použitých v procese výroby, jej postupov, jednotlivých operácií, zvárania, odstraňovania geometrických deformácií spô-sobených pnutím zvyškových napätí, lasero-vej metrológie a povrchovej úpravy, či už zin-kovaním, šopovaním alebo pasiváciou. Dnes, so vstupom medzinárodných energetických spo-ločností, či už ako majiteľov alebo investorov, no vždy významných hráčov, treba ovládať všet-ko. Či už operatívne, kontrolou rázovej energie použitých ocelí, spektrálnej analýzy chemické-ho zloženia, dokladovaním vrubovej húževna-tosti za nízkych teplôt, najmä pre naše zákazky SAG Elektrovod, a. s., realizované za polárnym kruhom. Svet zotrel hranice nielen na mape, ale aj vo vedomostiach.
Nepovažuje to výrobca len za akúsi admi-nistratívnu prekážku, ktorá ho zbytočne zaťaží ako sa to vnímalo v minulosti v sú-vislosti s inými predpismi, napr. systémom kvality?
— Tak mohli uvažovať administratívne zalo-žení ľudia, ale ja som väčšinu svojho času strá-vil vo výrobných dielňach a bol som priamo účastný pri zváracích procesoch; čiže prakti-ci vedia oceniť prínos WPS-ky a najmä fakt, že je to veľké uľahčenie pre zvárača. WPQR je ne-zastupiteľná hlavne pre opakovateľnú kvali-tu. Opakovateľná kvalita sa rodí každé ráno na operatívnych či výrobných poradách a realizu-je sa vo výrobných halách pod dohľadom zod-povedných vedúcich, majstrov, či vyškolených zváračov. Tam sa už len udržiava technologic-ká disciplína. Technologická disciplína vyústi do úspešne prebranej zákazky, a tam má WPQR pretavená do WPS nezastupiteľnú cenu. Kto nedodrží predpísanú WPS-ku, je v podsta-te sabotér, lebo, samozrejme, nastane kolísa-nie kvality zvarov a dnes, keď má ultrazvuková
kontrola kvality čoraz väčšie percentuálne za-stúpenie, je opakovateľná kvalita alfou i ome-gou úspechu. Preto, keď chodím dozorovať a preberať oceľové konštrukcie po závodoch, kladiem dôraz predovšetkým na kontinuálnu kvalitu. To znamená, že kontrolujem aj aktuál-ne použitie WPS. Pokiaľ má zvárač na svojom pracovisku „prišpendlenú“ WPS-ku a na digitál-nom displeji jeho zváračky sú stanovené para-metre, je to z tohto pohľadu v poriadku (obr. 2). Opakom je, keď improvizuje po pamäti a skĺzne do rutiny.Zváranie je nezastupiteľné, no treba povedať, že drvivá väčšina stožiarov v energetike je skrutko-vaných, ale má i množstvo zváraných detailov. Konkrétne sú to špice alebo silové uzly. Obja-vuje sa však aj nový fenomén, ktorý sa vyskytu-je najmä v ČR, kde ide o rekonštrukcie rozvod-ných staníc a prenosových ciest z patinujúcich ocelí typu Atmofi x alebo Corten, čo v dnešnom označení zodpovedá triede 15 217. Pre časť verejnosti treba povedať, že tieto kon-štrukcie neboli žiarovo zinkované, ale na do-siahnutiu ich životnosti bola použitá vtedajšia novinka (60. roky minulého storočia), a to pa-tinujúce ocele uvedených typov. Dá sa pove-dať, že rozvodné stanice a prenosové cesty VN a VVN z týchto materiálov boli preferované naj-mä v ČR, kde bola motívom ich použitia úspo-ra nákladov na povrchovú ochranu žiarovým zinkovaním, úspora za nátery počas životnos-ti daná protikoróznou stabilitou novovytvore-nej patinujúcej vrstvy s nepatrným koróznym úbytkom. Ako sa ukázalo z hľadiska dnešných skúseností, tento predpoklad reálne platí na jednoduchých plochách, ale v silových uzloch a detailoch, kde sa trvalo kumuluje a udržiava vlhkosť, korózne úbyt-ky prevyšujú ostatné plochy, a preto sa pristupuje k ich rekonštrukciám. Ich množstvo predstavuje určitú perspektívu v aplikácii zvárania.Ďalšie úlohy zvárania spočívajú v perspektíve použitia ohraňovaných stožiarov u nás a naj-mä v zahraničí, kde sa používajú v rámci potre-by zvýšenia odolnosti liniek prenosových ciest kvôli nezadržateľne postupujúcim klimatic-kým zmenám. Tie sa prejavujú v podobe pory-vových vetrov, vyšších hodnôt špičkových na-máhaní na vodičoch i na driekoch stožiarov. Na túto tému zaznievajú alarmujúce prednášky na pôde ČEPS-u, ČVUT i oceliarskych konferenci-ách a po tornádach a smrštiach, ktorých husto-ta sa na našich územiach zväčšuje, určite budú mať rastúci trend. Súbežne s nimi je rozpraco-vávaný vplyv „black outu“ na obyvateľstvo a ďal-ší chod krajiny.
Investori začínajú tvrdo presadzovať po-žiadavku vyhotovenia oceľových kon-štrukcií v kvalite EXC3. Ako to vidíte z tohto hľadiska?
— Trieda kvality vyhotovenia v EXC3 prame-ní z eurokódov. Čo sa týka Eurokódu Zása-dy navrhovania konštrukcií, zavedeného v slo-venskej verzii európskej normy EN 1990 do STN EN 1990/A1/NA ako národnej prílohy »
Obr. 2 Zvárač na svojom pracovisku musí mať WPS-ku
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 25
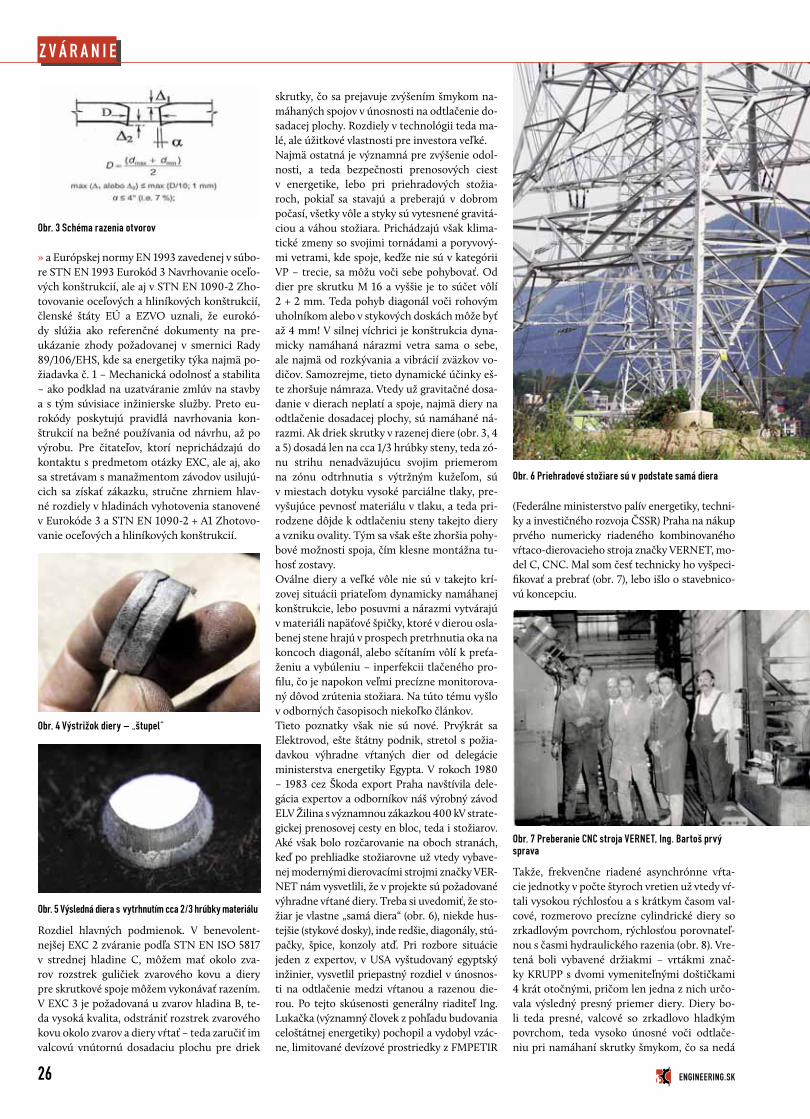
» a Európskej normy EN 1993 zavedenej v súbo-re STN EN 1993 Eurokód 3 Navrhovanie oceľo-vých konštrukcií, ale aj v STN EN 1090-2 Zho-tovovanie oceľových a hliníkových konštrukcií, členské štáty EÚ a EZVO uznali, že eurokó-dy slúžia ako referenčné dokumenty na pre-ukázanie zhody požadovanej v smernici Rady 89/106/EHS, kde sa energetiky týka najmä po-žiadavka č. 1 – Mechanická odolnosť a stabilita – ako podklad na uzatváranie zmlúv na stavby a s tým súvisiace inžinierske služby. Preto eu-rokódy poskytujú pravidlá navrhovania kon-štrukcií na bežné používania od návrhu, až po výrobu. Pre čitateľov, ktorí neprichádzajú do kontaktu s predmetom otázky EXC, ale aj, ako sa stretávam s manažmentom závodov usilujú-cich sa získať zákazku, stručne zhrniem hlav-né rozdiely v hladinách vyhotovenia stanovené v Eurokóde 3 a STN EN 1090-2 + A1 Zhotovo-vanie oceľových a hliníkových konštrukcií.
Rozdiel hlavných podmienok. V benevolent-nejšej EXC 2 zváranie podľa STN EN ISO 5817 v strednej hladine C, môžem mať okolo zva-rov rozstrek guličiek zvarového kovu a diery pre skrutkové spoje môžem vykonávať razením. V EXC 3 je požadovaná u zvarov hladina B, te-da vysoká kvalita, odstrániť rozstrek zvarového kovu okolo zvarov a diery vŕtať – teda zaručiť im valcovú vnútornú dosadaciu plochu pre driek
skrutky, čo sa prejavuje zvýšením šmykom na-máhaných spojov v únosnosti na odtlačenie do-sadacej plochy. Rozdiely v technológii teda ma-lé, ale úžitkové vlastnosti pre investora veľké. Najmä ostatná je významná pre zvýšenie odol-nosti, a teda bezpečnosti prenosových ciest v energetike, lebo pri priehradových stožia-roch, pokiaľ sa stavajú a preberajú v dobrom počasí, všetky vôle a styky sú vytesnené gravitá-ciou a váhou stožiara. Prichádzajú však klima-tické zmeny so svojimi tornádami a poryvový-mi vetrami, kde spoje, keďže nie sú v kategórii VP – trecie, sa môžu voči sebe pohybovať. Od dier pre skrutku M 16 a vyššie je to súčet vôlí 2 + 2 mm. Teda pohyb diagonál voči rohovým uholníkom alebo v stykových doskách môže byť až 4 mm! V silnej víchrici je konštrukcia dyna-micky namáhaná nárazmi vetra sama o sebe, ale najmä od rozkývania a vibrácií zväzkov vo-dičov. Samozrejme, tieto dynamické účinky eš-te zhoršuje námraza. Vtedy už gravitačné dosa-danie v dierach neplatí a spoje, najmä diery na odtlačenie dosadacej plochy, sú namáhané ná-razmi. Ak driek skrutky v razenej diere (obr. 3, 4 a 5) dosadá len na cca 1/3 hrúbky steny, teda zó-nu strihu nenadväzujúcu svojim priemerom na zónu odtrhnutia s výtržným kužeľom, sú v miestach dotyku vysoké parciálne tlaky, pre-vyšujúce pevnosť materiálu v tlaku, a teda pri-rodzene dôjde k odtlačeniu steny takejto diery a vzniku ovality. Tým sa však ešte zhoršia pohy-bové možnosti spoja, čím klesne montážna tu-hosť zostavy. Oválne diery a veľké vôle nie sú v takejto krí-zovej situácii priateľom dynamicky namáhanej konštrukcie, lebo posuvmi a nárazmi vytvárajú v materiáli napäťové špičky, ktoré v dierou osla-benej stene hrajú v prospech pretrhnutia oka na koncoch diagonál, alebo sčítaním vôlí k preťa-ženiu a vybúleniu – inperfekcii tlačeného pro-fi lu, čo je napokon veľmi precízne monitorova-ný dôvod zrútenia stožiara. Na túto tému vyšlo v odborných časopisoch niekoľko článkov. Tieto poznatky však nie sú nové. Prvýkrát sa Elektrovod, ešte štátny podnik, stretol s požia-davkou výhradne vŕtaných dier od delegácie ministerstva energetiky Egypta. V rokoch 1980 – 1983 cez Škoda export Praha navštívila dele-gácia expertov a odborníkov náš výrobný závod ELV Žilina s významnou zákazkou 400 kV strate-gickej prenosovej cesty en bloc, teda i stožiarov. Aké však bolo rozčarovanie na oboch stranách, keď po prehliadke stožiarovne už vtedy vybave-nej modernými dierovacími strojmi značky VER-NET nám vysvetlili, že v projekte sú požadované výhradne vŕtané diery. Treba si uvedomiť, že sto-žiar je vlastne „samá diera“ (obr. 6), niekde hus-tejšie (stykové dosky), inde redšie, diagonály, stú-pačky, špice, konzoly atď. Pri rozbore situácie jeden z expertov, v USA vyštudovaný egyptský inžinier, vysvetlil priepastný rozdiel v únosnos-ti na odtlačenie medzi vŕtanou a razenou die-rou. Po tejto skúsenosti generálny riaditeľ Ing. Lukačka (významný človek z pohľadu budovania celoštátnej energetiky) pochopil a vydobyl vzác-ne, limitované devízové prostriedky z FMPETIR
(Federálne ministerstvo palív energetiky, techni-ky a investičného rozvoja ČSSR) Praha na nákup prvého numericky riadeného kombinovaného vŕtaco-dierovacieho stroja značky VERNET, mo-del C, CNC. Mal som česť technicky ho vyšpeci-fi kovať a prebrať (obr. 7), lebo išlo o stavebnico-vú koncepciu.
Takže, frekvenčne riadené asynchrónne vŕta-cie jednotky v počte štyroch vretien už vtedy vŕ-tali vysokou rýchlosťou a s krátkym časom val-cové, rozmerovo precízne cylindrické diery so zrkadlovým povrchom, rýchlosťou porovnateľ-nou s časmi hydraulického razenia (obr. 8). Vre-tená boli vybavené držiakmi – vrtákmi znač-ky KRUPP s dvomi vymeniteľnými doštičkami 4 krát otočnými, pričom len jedna z nich určo-vala výsledný presný priemer diery. Diery bo-li teda presné, valcové so zrkadlovo hladkým povrchom, teda vysoko únosné voči odtlače-niu pri namáhaní skrutky šmykom, čo sa nedá
Obr. 3 Schéma razenia otvorov
Obr. 4 Výstri�ok diery – „štupel“
Obr. 5 Výsledná diera s vytrhnutím cca 2/3 hrúbky materiálu
Obr. 6 Priehradové sto�iare sú v podstate samá diera
Obr. 7 Preberanie CNC stroja VERNET, Ing. Bartoš prvý sprava
ENGINEERING.SK26
Z V Á R A N I E

povedať o dierach razených strižníkom, kde vzniká 1/3 hrúbky strih a 2/3 hrúbky materiá-lu ako zóna odtrhnutia s charakteristickým ku-žeľom a vytrhanými stenami plochy s vyčerpa-nou elasticitou a veľkou plasticitou, vplyvom hlbokej drsnosti a sieťou trhlín. Toľko v krát-kosti o rozdiele medzi razenou a vŕtanou die-rou (obr. 8).
V súvislosti s rešpektovaním požiadaviek ob-siahnutých v EXC3 sa nastoľuje otázka, prečo by cena konštrukcie mala byť vyššia? Veď predsa oškrabať okolie zvarov od rozstreku a vyhotoviť ich s prípustnými chybami v hladine B, prevŕtať cylindrické diery a sledovať identitu materiálu v toku výroby, nie sú požiadavky v ničom výni-močné dnes, ale ani dávno predtým. Vo svete energetiky je táto úroveň kvality vý-roby bežná, v čom máme skúsenosti z výstavby a šéfi nžinieringu nami realizovaných zákaziek na Islande (obr. 9), Švédsku, Fínsku (obr. 10) a Grónsku (obr. 11), kde dodal oceľové konštruk-cie jeden z významných svetových výrobcov. Naštudovaním už uvedených Eurokódov a no-riem musím pod tlakom reálnych argumentov, najmä z praxe výroby konštatovať, že od čias druhej svetovej vojny bolo skutočne nutné za-viesť potrebnú opakovateľnú technologickú disciplínu do Európskou úniou zjednoteného
priemyslu. Lokálne – regionálne náhľady na po-stačujúcu kvalitu sa totiž diametrálne líšia, čo môžem pozorovať pri šéfi nžinieringu, dohľa-de výroby a preberaní oceľových konštrukcií. Názory výrobcov sú vždy motivované prianím zľahčovať zistené nedostatky – nezhody s vý-kresovou dokumentáciou a historicky opakova-nou známou hrou „vadí-nevadí“. Preto pravidlá a mantinely vopred známe výrobcovi aj dozoru zjednodušujú túto hru. A to platilo a platí v ató-movom priemysle aj v energetike, prosto vša-de, kde sa očakáva hladina úrovne vedomostí, technického intelektu, fortieľu, presnosti, pre-cíznosti, ktoré nám vo výrobe poskytujú súčas-né NC riadené strojové zariadenia s tolerancia-mi úmernými roku 2013.Z citovaných dokumentov jasne vyplýva, že sta-novenie triedy vyhotovenia v škále EXC3 je vý-sostne vecou zodpovednosti projektanta a stra-tegického poňatia projektu zo strany investora. Spochybňovanie zatriedenia z pohľadu relatív-ne malej cenovej rozdielnosti nerefl ektuje glo-bálno-strategický pohľad na zodpovednosť vo-či energetickej bezpečnosti, dnes už v rámci EÚ previazanej energetickej siete. A to je zaväzujú-ce! Samozrejme, že existujú a vždy budú existo-vať aj iné pohľady a názory, najmä individuál-ne motivované.
Aké významné investičné akcie realizoval Elektrovod v minulosti?
— Elektrovod ešte pred transformáciou na SAG Elektrovod, a. s., upútal zahraničných in-vestorov tým, že sa presadil svojimi dlhoroč-nými skúsenosťami a odbornými vedomosťa-mi aj v zahraničí. Ešte za predchádzajúceho spoločenského zriadenia okrem obnovy a vý-stavby československej energetiky v obdo-bí priemyselnej expanzie svojimi aktivitami na Blízkom východe, či už v oblasti výstavby tepelných elektrární, napr. V Homse, ako aj
výstavbou nových prenosových ciest v hladine úrovne napätí VVN. Po transformácii, opäť pri súbežných aktivitách v Českej a Slovenskej re-publike, ale i v Slovinsku, išlo o technicky ná-ročné akcie vo Fínsku, Grónsku a na Islande. Z pohľadu zvárania práve investičná akcia re-alizovaná na Islande bola odborne i technolo-gicky veľmi poučná. Išlo tam o prepojenie pod-zemnej vodnej elektrárne s novovybudovaným veľkým priemyselným podnikom na výrobu a spracovanie hliníka. Tam boli prvýkrát použité tvarovo komplikova-né a rozmerovo obrovské, ale hlavne určite naj-odolnejšie ohraňované stožiare na zemeguli. Nemožno sa čudovať, lebo išlo o stavbu za po-lárnym kruhom, kde je klimatické namáhanie stožiarov najvyššie, a preto investor ani projek-tant nešli do rizika v klimaticky exponovaných úsekoch s veľkým výškovým prevýšením (a s ri-zikom lavín a nárazových vetrov), klasickými priehradovými konštrukciami, ale stavili na is-totu a použili ohraňované (tubulárne) stožiare s prírubami. Ako sa ukázalo, skúsenosť s tými-to ohraňovanými stožiarmi je veľmi užitočná, le-bo v Európe sa teraz „rozsypalo vrece“ s klima-tickými zmenami od poryvových vetrov a smrští až po skutočné tornáda, s tvrdými dôsledkami pre energetiku. Minulý, ale i tento rok na Slo-vensku, v Čechách, Poľsku a v Maďarsko zazna-menali niekoľko ničivých tornád. Vždy je vecou náhody a šťastia ako je nasmerovaná trasa a os tornáda s jeho devastujúcimi účinkami. Denne nás o tom presviedčajú zábery koridorov s polá-manými statnými stromami a odtrhnutými stre-chami či zrútenými kostolnými vežami. Databá-za dominovým efektom zničených prenosových ciest s počtom 64 spadnutých stožiarov, 17 sto-žiarov a ďalšie menšie počty spadnutých sto-žiarov prenosových ciest motivuje zodpoved-ných k zvýšeniu odolnosti prenosových ciest. »
Obr. 8 Porovnanie povrchu diery – vŕtaná diera
Obr. 9 Výstavba prenosovej cesty na Islande Obr. 10 Výstavba prenosovej cesty vo FínskuObr. 11 Výstavba prenosovej cesty v Grónsku vrtuľníkom s pomocou automatických stykových uzlov
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 27

» Nielen z nášho pohľadu, ale aj z pohľadu za-hraničných skúseností (obr. 12), vedie cesta k zvýšeniu odolnosti prenosových ciest k použi-tiu koncepčne iných, odolnejších ohraňovaných stožiarov s mimoriadnymi mechanicko-fyzikál-nymi vlastnosťami. Tie sú predmetom pred-nášok na konferenciách ČEPS-u, ale aj záujmu vedenia SEPS-u – Slovenskej energetickej pre-nosovej sústavy, kde je zváranie týchto stožiarov alfou i omegoa. Treba poznamenať, že inšpirá-cia k týmto typom stožiarov prišla z Francúzka v 70. rokoch a v našom podniku sa uskutočnil elementárny vývoj i praktické testy. Potom na-stal relatívne dlhodobý útlm, ale príchod kli-matických zmien znova naštartoval aktuálnosť tejto témy. V skúšobni Elektrovodu Žilina, a. s., úspešne otestovali ohraňované stožiare novej generácie (obr. 13 a 14).
Dnes je vybudovaná nová trasa v náročnom kop-covitom teréne pri Ružomberku s použitím naj-modernejších ohraňovaných stožiarov (obr. 15). Ohraňované stožiare, kde zváranie a s ním súvi-siace WPQR a WPS-ky majú nezastupiteľnú hod-notu, lebo dá sa povedať, že sú to celozvárané sto-žiare, aj keď diely sú na seba len nasunuté. Ani to však nemusí byť pravda, lebo na Islande sme použili technológiu spájania dielov na príruby (obr. 16), a tam sú príruby veľmi kruto a tvrdo skú-šané na kvalitu zvarov práve z dôvodu namáhania. Čiže možno zhrnúť, že ďalší vývoj tejto civi-lizácie je odkázaný už len na kvalitu zvára-nia. Žiadna iná technológia ju nevie zastúpiť, až do nástupu antihmoty, ako naznačujú vý-sledky LHC (Large Hadron Colidor) a vedci z CERN-u. Bolo by možné poukázať na mno-hé ďalšie príklady… •
Obr. 12 Námraza spôsobuje nielen pretrhnutie elektrických vodičov, ale hlavne pád sto�iarov dominovým efektom
Obr. 16 Príruby na spájanie sto�iarov mô�u mať veľké rozmery
Obr. 15 Nová trasa s pou�itím ohraňovaných sto�iarov pri Ru�omberku
Obr. 14 Uká�ka jednej z vlastností ohraňovaného sto�iara – elastická deformácia celého sto�iara pri skúšobnom zaťa�ení bez trvalého poškodenia
Obr. 13 Skúšobňa firmy Elektrovod �ilina a. s.
ENGINEERING.SK28
Z V Á R A N I E

ÚDR�BA STROJNÍHO ZAŘÍZENÍ PODLE STAVU – PŘECHOD NA KONCEPCI PŘÍPUSTNÉHO POŠKOZENÍKoncepce typu „bezpečný �ivot“ prokazuje �ivotnost stroje s konzervativními výsledky. Aplikace přístupu „přípustné poškození“ přináší výhody při návrhu nové konstruk ce i při provozu stárnoucích. Vy�adována je analýza konstrukce a identifikována jsou kritická místa. Po popsání lokálních podmínek zatí�ení a vlastností materiálu je navr�en systém periodických defektoskopických kontrol. TEXT/FOTO JIŘÍ BĚHAL, ČKD KOMPRESORY, A. S.
Pro prohlídky jsou používány pros-tředky nedestruktivního zkoušení. Ilustrována je případová studie návr-
hu nápravných opatření pro obnovení průkazu provozní spolehlivosti pístového kompresoru.
MOTIVACEStrojní zařízení v průmyslových technologiích bývají dimenzována pro provoz v řádu několi-ka let až desetiletí. Zatěžování během provozu vedou k degradaci integrity konstrukčních ma-teriálů, v naprosté většině kovových. Po nějaké době vzniká v kritickém průřezu namáhaného dílu únavová trhlina. Při pokračujícím provo-zu se trhlina šíří tělem dílu a vede k tzv. úna-vovému lomu. Pokud je zatížení přenášeno více cestami, může být dále přenášeno paralelními prvky, které jsou však po porušení prvního již
přetěžované a i jejich životnost je brzy vyčerpá-na. Následuje havárie zařízení.Tradičním opatřením bezpečného provozu je vyjmout konstrukci z provozu dříve, než za-čne narůstat riziko havárie v důsledku stárnutí konstrukce. Takový systém vede ke značně kon-zervativním výsledkům a značná část kapacity konstrukce zůstává nevyužita. S rozvojem tech-nologií kontroly a měření je moderní hodnotit konstrukci podle skutečného stavu a provozo-vat ji až do okamihu výskytu varovného stavu, který těsně předchází havárii.
METODIKANa dané konstrukci je třeba vytipovat kritická místa, která budou spadat pod hodnocení pří-pustného poškození. Typicky se jedná o oblas-ti koncentrace mechanického napětí, jako jsou
např. Vruby, nebo náhlé změny nosného průře-zu. V těchto vybraných místech je předpoklá-dán výskyt poruchy; typicky se jedná o únavo-vou trhlinu, a stanovena je rychlost jejího šíření během provozu. Mnoho případů lze s dosta-tečnou přesností a přiměřenými náklady řešit analyticky modelem o náhradním průřezu; pro obecné případy je rozpracována metoda koneč-ných prvků. Uvažovány jsou různé módy lokál-ního zatížení, obr. 2, 3. Rychlost šíření trhliny je odvozena od lokální hodnoty faktoru inten-zity napětí
(1)
kde je mechanické napětí v kritickém místě, a je délka trhliny a Y je korekční funkce zohledňující konečné geometrické rozměry tělesa. Pokud nej-sou hodnoty korekční funkce Y známy z publikova-ných příkladů a typických úloh, je pro určení hod-noty faktoru intenzity napětí metodou konečných prvků vhodnější alternativa hodnocení tzv. J-integ-rálu, který je s K-faktorem svázán vztahem
(2)
kde E a jsou materiálové konstanty a indexy I až III odkazují příslušný mód zatěžování trh-liny. »
fáze únavového života přístup návrhu situace v provozu
iniciace trhliny bezpečný život únavové poškození materiálu je vyloučeno
šíření trhliny přípustné poškozeníšířící se trhlinapoškození primární konstrukcedefektoskopické prohlídky
lom bezpečný při porušepřenos zatížení několika cestamiprohlídky při údržbě
Obr. 1 Průmyslový kompresor pístového typu
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 31
Ú D R � B A

» Problematice modelování únavových trhlin se věnuje např. [1], [2], [3].Konstrukční materiál je reprezentován růsto-vou křivkou, která popisuje závislost rychlosti šíření trhliny na hodnotě rozkmitu faktoru in-tenzity napětí. Materiálová data je nejlepší na-měřit přímo na zkušebních tělesech z daného materiálu, nebo lze použít již publikované kni-hovny. Křivka se často zjednodušuje do podoby tzv. Parisova vztahu
(3)
kde da je přírůstek délky trhliny po dN apliko-vaných cyklech zatížení, které v místě trhliny vytvářely hodnotu faktoru intenzity napětí K, resp. jeho rozkmitu ΔK. Parametry C a n jsou materiálové konstanty. Popis oblasti tzv. krát-kých trhlin je nejistý, avšak v praxi se často na-chází mimo oblast inženýrských délek trhliny a není je třeba blíže řešit. Naopak, zrychlování růstu trhliny v oblasti vysokých hodnot K-fak-toru lze zjednodušit do prostého omezení kri-tickou hodnotou faktoru intenzity napětí KC, neboť tato fáze růstu trhliny je z pohledu doby života poměrně krátká a její vliv na stanovení periody prohlídek je malý. Principy lomové me-chaniky názorně popisuje např. [4].
Interval defektoskopických prohlídek se určuje jako část z vypočítaného období, kdy je trhlina již detekovatelná, ale ještě nedosáhla kritické-ho stavu. Velikost detekovatelné trhliny závisí na zvolené metodě nedestruktivního zkoušení, běžně se pohybuje v řádech desetin až jedno-tek mm.Systém periodických prohlídek se u nových konstrukcí spouští překročením určitého pra-hu, většinou vztaženého k plánované době pro-vozu a předpokládanému dosažení detekovatel-né velikosti defektu v daném kritickém místě. Pokud je práh vyhodnocen příliš vysoko, jsou vybrané konstrukce prohlíženy již dříve, obr. 5.
Obr. 5 Pokrytí prohlídkami
DEFEKTOSKOPICKÉ PROHLÍDKYDefektoskopických metod vhodných k detekci únavové trhliny je k dispozici celá řada. Z tradičních se často volí např.:– ultrazvuk (objemová metoda),– vířivé proudy,– kapilární zkouška,– magnetická prášková,– vizuální,z pokrokových např.– termokamera, nebo– akustická emise.
Výběr defektoskopické metody je dán rozborem nákladů a přínosů. Náklady jsou tvořeny zejmé-na jednorázovou položkou při zavedení metody:– přístrojové vybavení,– kvalifi kace personálu,– vyvinutí specifi cké procedury/instrukce.a následně při každé z opakovaných prohlídek:– odstavení zařízení z provozu,– příprava pro prohlídku,– vlastní inspekce,– znovuuvedení zařízení do provozu.
Přínosy lze vyjádřit pravděpo-dobností detekce trhliny určité velikosti. Levnější a jednodušší NDT metody zpravidla vedou k nižší spolehlivosti detekce a potřebě častého opakování prohlídek. Někdy je účelná aplikace prohlídek v několika úrovních s kombinací více me-tod. Kromě velikosti existují-cí trhliny a metody samotné je pravděpodobnost detekce vý-znamně ovlivněna i pracovní-mi podmínkami v místě pro-vozu. Zde je třeba zohlednit výkon personálu v mnohdy stísněných podmínkách, stav
povrchu zkoušeného objektu již dlouhodobě provozovaného apod. Snaha o vykazování pří-liš vysoké pravděpodobnosti detekce přináší i nežádoucí výskyt chyby tzv. druhého druhu, tedy možnost falešného alarmu.
APLIKACEVýhody přechodu na koncepci přípustného po-škození lze ilustrovat na příkladu prodloužení života pístového kompresoru. Analýzou havá-rie stroje, který byl provozován daleko za svým návrhovým životem, se kritickým místem uká-zalo malé oko ojnice. Protože provozovatel měl zájem v co nejkratší době prokázat bezpečnost provozu dalších zařízení stejného typu a po-kračovat ve své produkci, provedlo se nejdříve rychlé hodnocení situace empirickými vztahy a analytickými nástroji. Určená perioda prohlí-dek byla následně upřesněna podrobnějším rozborem s využitím numerických metod.
Obr. 6 Model ojnice pístového kompresoru
Obr. 7 Únavová trhlina simulovaná v malém oku ojnice
Obr. 2 Lom dilu po vyčerpání skutečné �ivotnosti strojního zařízení
Obr. 3 Zjednodušené modely lokálního zatí�ení v oblasti trhliny
PREDICTIVE MAINTENANCE OF INDUSTRIAL EQUIPMENT – APPLICATION OF DAMAGE TOLERANCE APPROACHA “safe life” design proves an operation safety with a conservative result. Application of “damage tolerance” approach brings a benefi t in both new structure design as well as an aged one operation. A thorough structure analysis is demanded and critical areas are identifi ed. After local condition understanding and feature investigation, a system of periodical inspections is submitted. The inspections use methods of non-destructive testing. A case study of a reciprocating compressor reliability re-establishment is illustrated. •
Obr. 4 Určení intervalu prohlídek
ENGINEERING.SK32
Ú D R � B A
Obr. 8 Odhadované růstové křivky únavové trhliny
» Zavedením hodnocení podle skutečného sta-vu se podařilo prokázat bezpečnost pokračující-ho provozu zařízení za přijatelně zvýšených ná-kladů na periodické defektoskopické prohlídky kritického místa. Zbývající stroje byly opět uve-deny do provozu v řádech týdnů od havárie prv-ního kusu. Simulace šíření trhliny je popsána v [5], aplikace přístupu přípustného poškození byla prezentována na [6].
ZÁVĚRAplikací moderních postupů průkazu spolehli-vosti lze provozovat strojní zařízení podstatně déle, než bylo stanoveno dřívějšími konzerva-tivními přístupy. Atraktivní je i prodlužování života stárnoucích konstrukcí, kdy lze dočas-ně nebo někdy i trvale řešit vzdálený termín pro výrobu a dodání nového zařízení.Program údržby podle stavu je plánován s uvá-žením faktorů:
– kritické místo,– mechanizmus poškozování,– rychlost rozvoje poškození (růst trhliny),– detekovatelnost poškození.Pro dané zařízení je třeba určit:– prohlížené oblasti,– výběr defektoskopické metody,– počátek periodických prohlídek,– interval prohlídek.Praktická aplikace je charakteristická následu-jícími kroky:– určení kritické oblasti konstrukce,– stanovení provozních zatížení a namáhání
materiálu,– výpočet pevnostních a lomových charakte-
ristik,– doba do iniciace,– rychlost šíření defektu,– kritická velikost trhliny,– výběr vhodné defektoskopické metody– detekovatelná velikost defektu,– náklady na prohlídku,– plánování systému provozních prohlídek.Prezentovaný postup představuje snadnou ces-tu ke zvýšení užitné hodnoty mnoha strojních zařízení tím, že budou provozována podstatně delší dobu, než bylo prokázáno původním kon-zervativním návrhem. Při aplikaci je samozřej-mě potřeba jisté opatrnosti, zejména při sesta-vování modelů a interpretaci dat. Značný rozdíl může být mezi modely, vycházejícími z kon-strukčních podkladů a reálným stavem zařízení
provozovaného několik desítek let. Rovněž po-užití výpočetní techniky by mělo být jen pro úsporu času a zvýšení kapacity, implementova-ným fyzikálním i matematickým vztahům musí inženýr dobře rozumět a být schopen kterouko-liv část zautomatizovaného řešení kontrolovat. Spolehnutí se na výsledky asistovaných analýz může snadno vést ke zcela nereálným výsled-kům a ve svém důsledku i k značným škodám. •
LITERATURA:[1] Bist, S.; Kannusamy, R.: Predicting 3-D
Fatigue Cracks without a Crystal Ball. ANSYS Advantage Vol.III, Iss.1, 2009
[2] Brooks, C.; Honeycutt, K.; Domasky, S. P.: Implementing Models and Libraries. Report No.AFRL-VA-WP-TR-2006-3043, AP/ES Inc., 2006
[3] Fatigue Crack Propagation Analysis in ANSYS. CAE Associates 2011
[4] Kunz, J.: Základy lomové mechaniky, ČVUT 2000
[5] Běhal, J.: Crack Growth Simulation in the course of Industrial Equipment Life Extension, 20th SVSFEM ANSYS Users‘ Group Meeting and Conference 2012, ISBN 978-80-260-2722-5
[6] Běhal, J.: Prodlužování života strojních zařízení aplikací periodických defektoskopických prohlídek, Prevádzková spoľahlivosť výrobných zariadení v chemickom priemysle a energetike, ISBN 978-80-227-3806-4
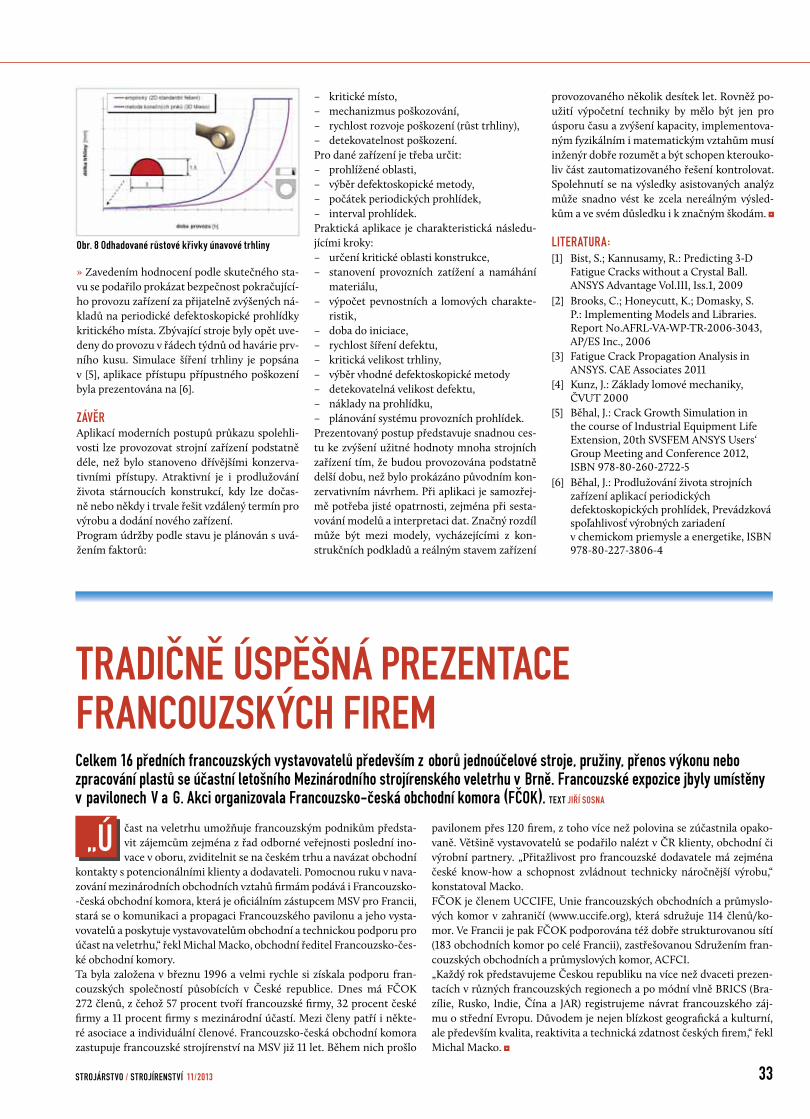
TRADIČNĚ ÚSPĚŠNÁ PREZENTACE FRANCOUZSKÝCH FIREMCelkem 16 předních francouzských vystavovatelů především z oborů jednoúčelové stroje, pru�iny, přenos výkonu nebo zpracování plastů se účastní letošního Mezinárodního strojírenského veletrhu v Brně. Francouzské expozice jbyly umístěny v pavilonech V a G. Akci organizovala Francouzsko-česká obchodní komora (FČOK). TEXT JIŘÍ SOSNA
„Účast na veletrhu umožňuje francouzským podnikům předsta-vit zájemcům zejména z řad odborné veřejnosti poslední ino-vace v oboru, zviditelnit se na českém trhu a navázat obchodní
kontakty s potencionálními klienty a dodavateli. Pomocnou ruku v nava-zování mezinárodních obchodních vztahů fi rmám podává i Francouzsko--česká obchodní komora, která je ofi ciálním zástupcem MSV pro Francii, stará se o komunikaci a propagaci Francouzského pavilonu a jeho vysta-vovatelů a poskytuje vystavovatelům obchodní a technickou podporu pro účast na veletrhu,“ řekl Michal Macko, obchodní ředitel Francouzsko-čes-ké obchodní komory. Ta byla založena v březnu 1996 a velmi rychle si získala podporu fran-couzských společností působících v České republice. Dnes má FČOK 272 členů, z čehož 57 procent tvoří francouzské fi rmy, 32 procent české fi rmy a 11 procent fi rmy s mezinárodní účastí. Mezi členy patří i někte-ré asociace a individuální členové. Francouzsko-česká obchodní komora zastupuje francouzské strojírenství na MSV již 11 let. Během nich prošlo
pavilonem přes 120 fi rem, z toho více než polovina se zúčastnila opako-vaně. Většině vystavovatelů se podařilo nalézt v ČR klienty, obchodní či výrobní partnery. „Přitažlivost pro francouzské dodavatele má zejména české know-how a schopnost zvládnout technicky náročnější výrobu,“ konstatoval Macko.FČOK je členem UCCIFE, Unie francouzských obchodních a průmyslo-vých komor v zahraničí (www.uccife.org), která sdružuje 114 členů/ko-mor. Ve Francii je pak FČOK podporována též dobře strukturovanou sítí (183 obchodních komor po celé Francii), zastřešovanou Sdružením fran-couzských obchodních a průmyslových komor, ACFCI.„Každý rok představujeme Českou republiku na více než dvaceti prezen-tacích v různých francouzských regionech a po módní vlně BRICS (Bra-zílie, Rusko, Indie, Čína a JAR) registrujeme návrat francouzského záj-mu o střední Evropu. Důvodem je nejen blízkost geografi cká a kulturní, ale především kvalita, reaktivita a technická zdatnost českých fi rem,“ řekl Michal Macko. •
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 33
OPTIMALIZÁCIA NOSNÍKOV NA MOTORICKOM OHÝBACOM STROJIV praxi sa musí konštruktér veľmi často vysporiadať s návrhom zariadenia alebo konštrukcie aby spĺňalo istú funkciu. Takáto úloha má málokedy len jediné riešenie a preto existuje aj mo�nosť výberu. Pri trende úspory materiálu a tým aj hmotnosti navrhovaného zariadenia je nutné vybrať si také riešenia, aby sa financie, pracovné sily, suroviny a energie vyu�ívali čo najracionálnejšie a aby sa zároveň dosiahla čo najvyššia kvalita vyrábaného produktu. TEXT/FOTO TOMÁŠ HORVÁT, SLAVKO PAVLENKO, JOZEF HAĽKO, FAKULTA VÝROBNÝCH TECHNOLÓGIÍ TU V KOŠICIACH SO SÍDLOM V PREŠOVE
Usilujeme sa preto vybrať si optimálnu možnosť z tých, ktoré sú dostupné v rámci ohraničenia obmedzujúcimi podmienkami (napríklad mechanické napätie nemôže prekročiť určitú hod-
notu). Optimálne riešenie úlohy pritom nemusí byť vždy také jednoznač-né, lebo sledovaných parametrov može byť viac. Pri hľadaní optimálneho riešenia sa často postupuje tak, že sa prepočíta niekoľko variantov úlohy a ich porovnaním sa vyberie ten, ktorý má najlepšie výsledky. Tento spô-sob práce síce poskytne najlepšie riešenie spomedzi zvolených ale nedáva záruku, že vybraný variant je skutočne najvhodnejší. Prácne prepočítavanie v skutočnosti predstavuje mrhanie časovým fon-dom konštruktéra a jeho tvorivý potenciál nie je využitý efektívne. Ak sa chceme takémuto postupu vyhnúť, je potrebné siahnuť po matematic-kých metódach, ktoré dokážu systematicky a úsporne hľadať optimálne riešenie zvolenej úlohy. Optimalizačné metódy sú bohato zastúpené pre riešenie problémov bez ohľadu na ich fyzikálnu podstatu, dajú sa väčši-nou jednoznačne matematicky formulovať a neustále sa vyvíjajú.
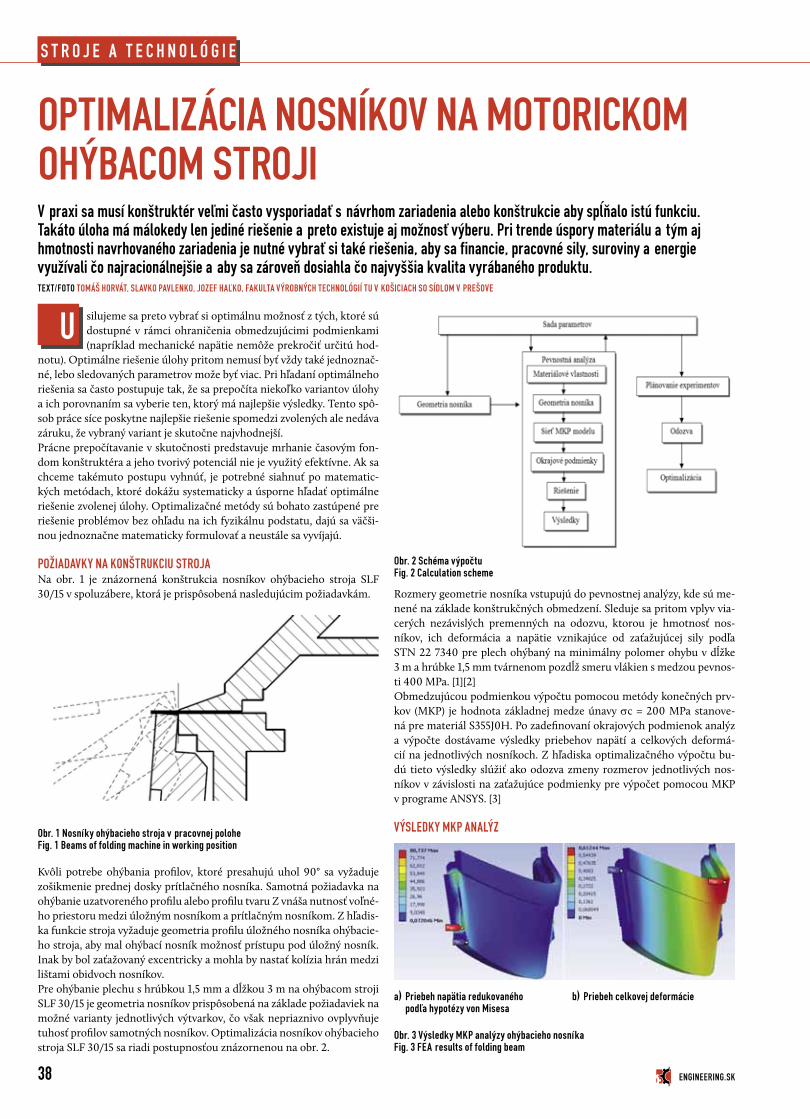
PO�IADAVKY NA KONŠTRUKCIU STROJANa obr. 1 je znázornená konštrukcia nosníkov ohýbacieho stroja SLF 30/15 v spoluzábere, ktorá je prispôsobená nasledujúcim požiadavkám.
Obr. 1 Nosníky ohýbacieho stroja v pracovnej poloheFig. 1 Beams of folding machine in working position
Kvôli potrebe ohýbania profi lov, ktoré presahujú uhol 90° sa vyžaduje zošikmenie prednej dosky prítlačného nosníka. Samotná požiadavka na ohýbanie uzatvoreného profi lu alebo profi lu tvaru Z vnáša nutnosť voľné-ho priestoru medzi úložným nosníkom a prítlačným nosníkom. Z hľadis-ka funkcie stroja vyžaduje geometria profi lu úložného nosníka ohýbacie-ho stroja, aby mal ohýbací nosník možnosť prístupu pod úložný nosník. Inak by bol zaťažovaný excentricky a mohla by nastať kolízia hrán medzi lištami obidvoch nosníkov. Pre ohýbanie plechu s hrúbkou 1,5 mm a dĺžkou 3 m na ohýbacom stroji SLF 30/15 je geometria nosníkov prispôsobená na základe požiadaviek na možné varianty jednotlivých výtvarkov, čo však nepriaznivo ovplyvňuje tuhosť profi lov samotných nosníkov. Optimalizácia nosníkov ohýbacieho stroja SLF 30/15 sa riadi postupnosťou znázornenou na obr. 2.
Obr. 2 Schéma výpočtuFig. 2 Calculation scheme
Rozmery geometrie nosníka vstupujú do pevnostnej analýzy, kde sú me-nené na základe konštrukčných obmedzení. Sleduje sa pritom vplyv via-cerých nezávislých premenných na odozvu, ktorou je hmotnosť nos-níkov, ich deformácia a napätie vznikajúce od zaťažujúcej sily podľa STN 22 7340 pre plech ohýbaný na minimálny polomer ohybu v dĺžke 3 m a hrúbke 1,5 mm tvárnenom pozdĺž smeru vlákien s medzou pevnos-ti 400 MPa. [1][2]Obmedzujúcou podmienkou výpočtu pomocou metódy konečných prv-kov (MKP) je hodnota základnej medze únavy c = 200 MPa stanove-ná pre materiál S355J0H. Po zadefi novaní okrajových podmienok analýz a výpočte dostávame výsledky priebehov napätí a celkových deformá-cií na jednotlivých nosníkoch. Z hľadiska optimalizačného výpočtu bu-dú tieto výsledky slúžiť ako odozva zmeny rozmerov jednotlivých nos-níkov v závislosti na zaťažujúce podmienky pre výpočet pomocou MKP v programe ANSYS. [3]
VÝSLEDKY MKP ANALÝZ
Obr. 3 Výsledky MKP analýzy ohýbacieho nosníkaFig. 3 FEA results of folding beam
a) Priebeh napätia redukovaného podľa hypotézy von Misesa
b) Priebeh celkovej deformácie
ENGINEERING.SK38
S T R O J E A T E C H N O L Ó G I E
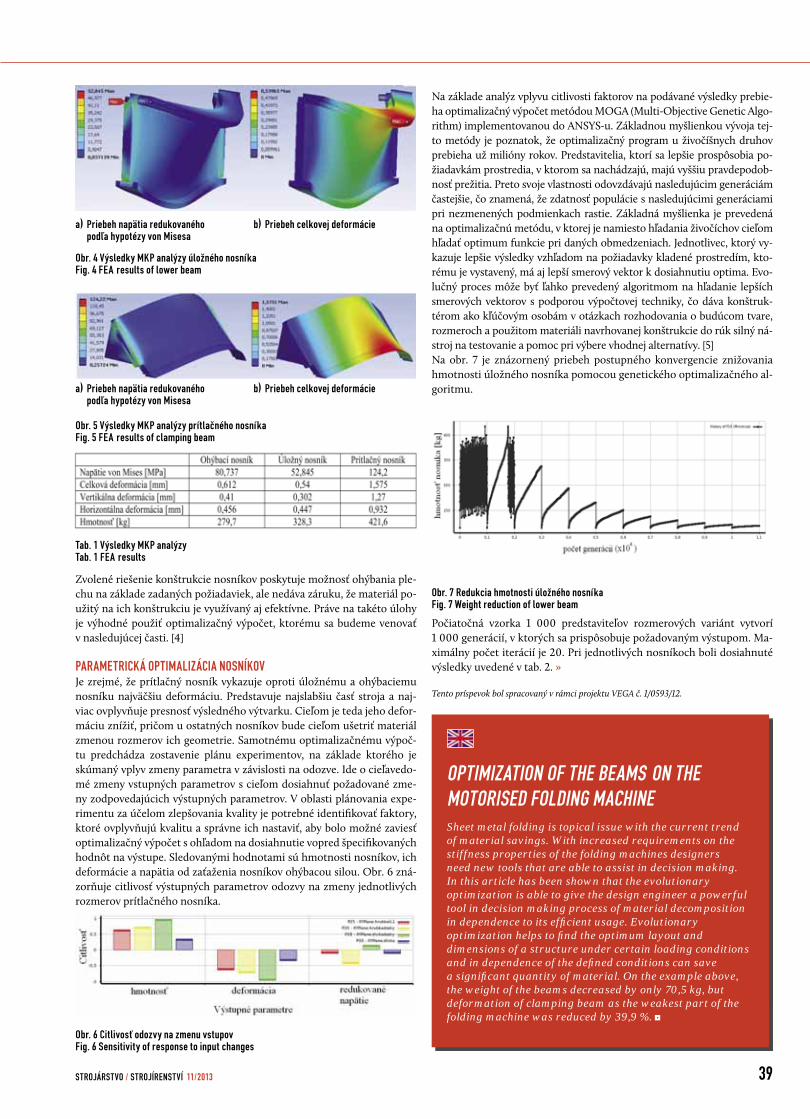
Obr. 4 Výsledky MKP analýzy úlo�ného nosníkaFig. 4 FEA results of lower beam
Obr. 5 Výsledky MKP analýzy prítlačného nosníkaFig. 5 FEA results of clamping beam
Tab. 1 Výsledky MKP analýzyTab. 1 FEA results
Zvolené riešenie konštrukcie nosníkov poskytuje možnosť ohýbania ple-chu na základe zadaných požiadaviek, ale nedáva záruku, že materiál po-užitý na ich konštrukciu je využívaný aj efektívne. Práve na takéto úlohy je výhodné použiť optimalizačný výpočet, ktorému sa budeme venovať v nasledujúcej časti. [4]
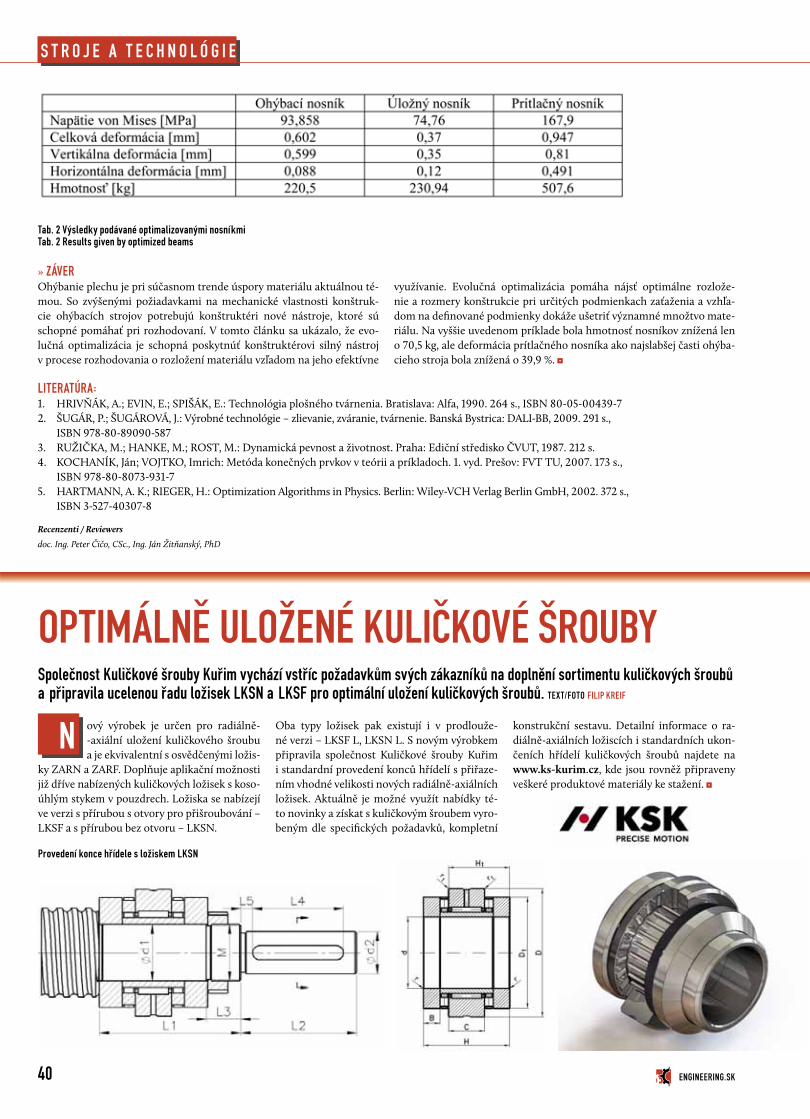
PARAMETRICKÁ OPTIMALIZÁCIA NOSNÍKOVJe zrejmé, že prítlačný nosník vykazuje oproti úložnému a ohýbaciemu nosníku najväčšiu deformáciu. Predstavuje najslabšiu časť stroja a naj-viac ovplyvňuje presnosť výsledného výtvarku. Cieľom je teda jeho defor-máciu znížiť, pričom u ostatných nosníkov bude cieľom ušetriť materiál zmenou rozmerov ich geometrie. Samotnému optimalizačnému výpoč-tu predchádza zostavenie plánu experimentov, na základe ktorého je skúmaný vplyv zmeny parametra v závislosti na odozve. Ide o cieľavedo-mé zmeny vstupných parametrov s cieľom dosiahnuť požadované zme-ny zodpovedajúcich výstupných parametrov. V oblasti plánovania expe-rimentu za účelom zlepšovania kvality je potrebné identifi kovať faktory, ktoré ovplyvňujú kvalitu a správne ich nastaviť, aby bolo možné zaviesť optimalizačný výpočet s ohľadom na dosiahnutie vopred špecifi kovaných hodnôt na výstupe. Sledovanými hodnotami sú hmotnosti nosníkov, ich deformácie a napätia od zaťaženia nosníkov ohýbacou silou. Obr. 6 zná-zorňuje citlivosť výstupných parametrov odozvy na zmeny jednotlivých rozmerov prítlačného nosníka.
Obr. 6 Citlivosť odozvy na zmenu vstupovFig. 6 Sensitivity of response to input changes
Na základe analýz vplyvu citlivosti faktorov na podávané výsledky prebie-ha optimalizačný výpočet metódou MOGA (Multi-Objective Genetic Algo-rithm) implementovanou do ANSYS-u. Základnou myšlienkou vývoja tej-to metódy je poznatok, že optimalizačný program u živočíšnych druhov prebieha už milióny rokov. Predstavitelia, ktorí sa lepšie prospôsobia po-žiadavkám prostredia, v ktorom sa nachádzajú, majú vyššiu pravdepodob-nosť prežitia. Preto svoje vlastnosti odovzdávajú nasledujúcim generáciám častejšie, čo znamená, že zdatnosť populácie s nasledujúcimi generáciami pri nezmenených podmienkach rastie. Základná myšlienka je prevedená na optimalizačnú metódu, v ktorej je namiesto hľadania živočíchov cieľom hľadať optimum funkcie pri daných obmedzeniach. Jednotlivec, ktorý vy-kazuje lepšie výsledky vzhľadom na požiadavky kladené prostredím, kto-rému je vystavený, má aj lepší smerový vektor k dosiahnutiu optima. Evo-lučný proces môže byť ľahko prevedený algoritmom na hľadanie lepších smerových vektorov s podporou výpočtovej techniky, čo dáva konštruk-térom ako kľúčovým osobám v otázkach rozhodovania o budúcom tvare, rozmeroch a použitom materiáli navrhovanej konštrukcie do rúk silný ná-stroj na testovanie a pomoc pri výbere vhodnej alternatívy. [5]Na obr. 7 je znázornený priebeh postupného konvergencie znižovania hmotnosti úložného nosníka pomocou genetického optimalizačného al-goritmu.
Obr. 7 Redukcia hmotnosti úlo�ného nosníkaFig. 7 Weight reduction of lower beam
Počiatočná vzorka 1 000 predstaviteľov rozmerových variánt vytvorí 1 000 generácií, v ktorých sa prispôsobuje požadovaným výstupom. Ma-ximálny počet iterácií je 20. Pri jednotlivých nosníkoch boli dosiahnuté výsledky uvedené v tab. 2. »
Tento príspevok bol spracovaný v rámci projektu VEGA č. 1/0593/12.
OPTIMIZATION OF THE BEAMS ON THE MOTORISED FOLDING MACHINESheet metal folding is topical issue with the current trend of material savings. With increased requirements on the stiffness properties of the folding machines designers need new tools that are able to assist in decision making. In this article has been shown that the evolutionary optimization is able to give the design engineer a powerful tool in decision making process of material decomposition in dependence to its effi cient usage. Evolutionary optimization helps to fi nd the optimum layout and dimensions of a structure under certain loading conditions and in dependence of the defi ned conditions can save a signifi cant quantity of material. On the example above, the weight of the beams decreased by only 70,5 kg, but deformation of clamping beam as the weakest part of the folding machine was reduced by 39,9 %. •
a) Priebeh napätia redukovaného podľa hypotézy von Misesa
b) Priebeh celkovej deformácie
a) Priebeh napätia redukovaného podľa hypotézy von Misesa
b) Priebeh celkovej deformácie
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 39
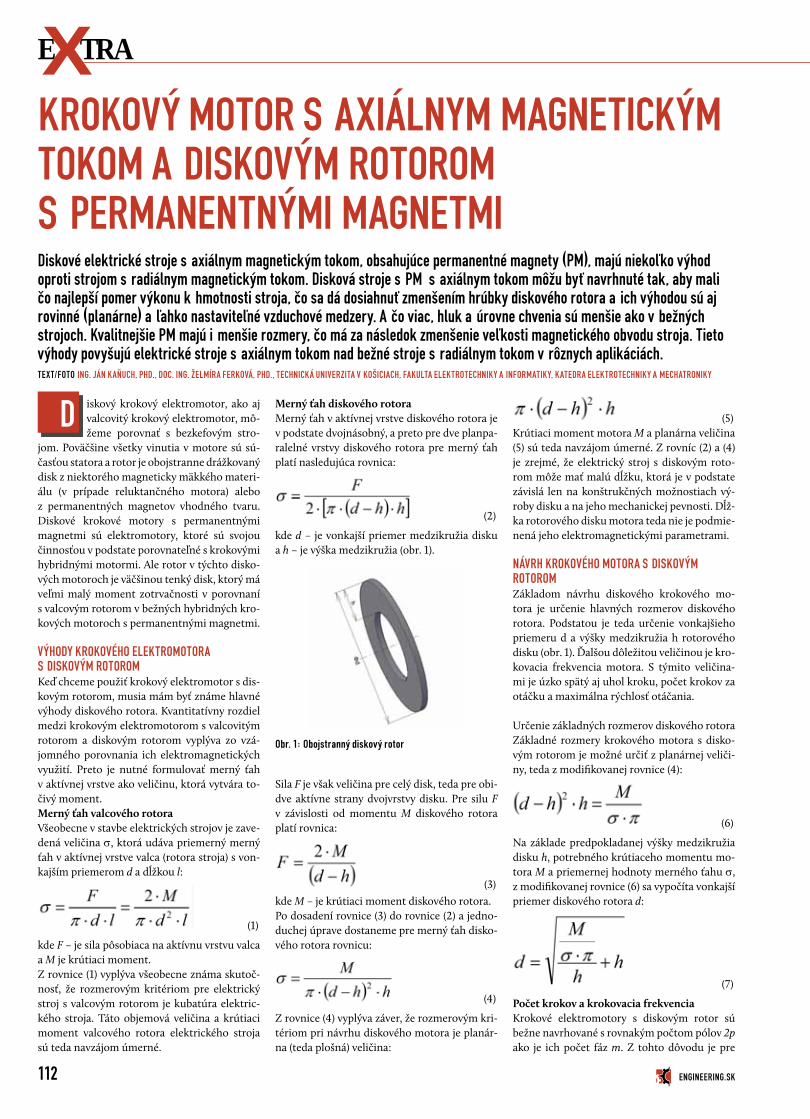
Tab. 2 Výsledky podávané optimalizovanými nosníkmiTab. 2 Results given by optimized beams
» ZÁVEROhýbanie plechu je pri súčasnom trende úspory materiálu aktuálnou té-mou. So zvýšenými požiadavkami na mechanické vlastnosti konštruk-cie ohýbacích strojov potrebujú konštruktéri nové nástroje, ktoré sú schopné pomáhať pri rozhodovaní. V tomto článku sa ukázalo, že evo-lučná optimalizácia je schopná poskytnúť konštruktérovi silný nástroj v procese rozhodovania o rozložení materiálu vzľadom na jeho efektívne
využívanie. Evolučná optimalizácia pomáha nájsť optimálne rozlože-nie a rozmery konštrukcie pri určitých podmienkach zaťaženia a vzhľa-dom na defi nované podmienky dokáže ušetriť významné množtvo mate-riálu. Na vyššie uvedenom príklade bola hmotnosť nosníkov znížená len o 70,5 kg, ale deformácia prítlačného nosníka ako najslabšej časti ohýba-cieho stroja bola znížená o 39,9 %. •
LITERATÚRA:1. HRIVŇÁK, A.; EVIN, E.; SPIŠÁK, E.: Technológia plošného tvárnenia. Bratislava: Alfa, 1990. 264 s., ISBN 80-05-00439-72. ŠUGÁR, P.; ŠUGÁROVÁ, J.: Výrobné technológie – zlievanie, zváranie, tvárnenie. Banská Bystrica: DALI-BB, 2009. 291 s.,
ISBN 978-80-89090-5873. RUŽIČKA, M.; HANKE, M.; ROST, M.: Dynamická pevnost a životnost. Praha: Ediční středisko ČVUT, 1987. 212 s.4. KOCHANÍK, Ján; VOJTKO, Imrich: Metóda konečných prvkov v teórii a príkladoch. 1. vyd. Prešov: FVT TU, 2007. 173 s.,
ISBN 978-80-8073-931-75. HARTMANN, A. K.; RIEGER, H.: Optimization Algorithms in Physics. Berlin: Wiley-VCH Verlag Berlin GmbH, 2002. 372 s.,
ISBN 3-527-40307-8
Recenzenti / Reviewers
doc. Ing. Peter Čičo, CSc., Ing. Ján Žitňanský, PhD
OPTIMÁLNĚ ULO�ENÉ KULIČKOVÉ ŠROUBYSpolečnost Kuličkové šrouby Kuřim vychází vstříc po�adavkům svých zákazníků na doplnění sortimentu kuličkových šroubů a připravila ucelenou řadu lo�isek LKSN a LKSF pro optimální ulo�ení kuličkových šroubů. TEXT/FOTO FILIP KREIF
Nový výrobek je určen pro radiálně--axiální uložení kuličkového šroubu a je ekvivalentní s osvědčenými ložis-
ky ZARN a ZARF. Doplňuje aplikační možnosti již dříve nabízených kuličkových ložisek s koso-úhlým stykem v pouzdrech. Ložiska se nabízejí ve verzi s přírubou s otvory pro přišroubování – LKSF a s přírubou bez otvoru – LKSN.
Oba typy ložisek pak existují i v prodlouže-né verzi – LKSF L, LKSN L. S novým výrobkem připravila společnost Kuličkové šrouby Kuřim i standardní provedení konců hřídelí s přiřaze-ním vhodné velikosti nových radiálně-axiálních ložisek. Aktuálně je možné využít nabídky té-to novinky a získat s kuličkovým šroubem vyro-beným dle specifi ckých požadavků, kompletní
konstrukční sestavu. Detailní informace o ra-diálně-axiálních ložiscích i standardních ukon-čeních hřídelí kuličkových šroubů najdete na www.ks-kurim.cz, kde jsou rovněž připraveny veškeré produktové materiály ke stažení. •
Provedení konce hřídele s lo�iskem LKSN
ENGINEERING.SK40
S T R O J E A T E C H N O L Ó G I E

A-Z strojárskych firieme-katalóg na www.strojarstvo.sk
Bezplatná registrácia
Nové kontakty a zákazky
Prezentácia produktov
Cielená reklama
Video a foto prezentácie
Reklamné bannery
Vyu�ite výhody prvého
strojárskeho servera!
KROKOVÝ MOTOR S AXIÁLNYM MAGNETICKÝM TOKOM A DISKOVÝM ROTOROM S PERMANENTNÝMI MAGNETMI Diskové elektrické stroje s axiálnym magnetickým tokom, obsahujúce permanentné magnety (PM), majú niekoľko výhod oproti strojom s radiálnym magnetickým tokom. Disková stroje s PM s axiálnym tokom mô�u byť navrhnuté tak, aby mali čo najlepší pomer výkonu k hmotnosti stroja, čo sa dá dosiahnuť zmenšením hrúbky diskového rotora a ich výhodou sú aj rovinné (planárne) a ľahko nastaviteľné vzduchové medzery. A čo viac, hluk a úrovne chvenia sú menšie ako v be�ných strojoch. Kvalitnejšie PM majú i menšie rozmery, čo má za následok zmenšenie veľkosti magnetického obvodu stroja. Tieto výhody povyšujú elektrické stroje s axiálnym tokom nad be�né stroje s radiálnym tokom v rôznych aplikáciách. TEXT/FOTO ING. JÁN KAŇUCH, PHD., DOC. ING. �ELMÍRA FERKOVÁ, PHD., TECHNICKÁ UNIVERZITA V KOŠICIACH, FAKULTA ELEKTROTECHNIKY A INFORMATIKY, KATEDRA ELEKTROTECHNIKY A MECHATRONIKY
Diskový krokový elektromotor, ako aj valcovitý krokový elektromotor, mô-žeme porovnať s bezkefovým stro-
jom. Poväčšine všetky vinutia v motore sú sú-časťou statora a rotor je obojstranne drážkovaný disk z niektorého magneticky mäkkého materi-álu (v prípade reluktančného motora) alebo z permanentných magnetov vhodného tvaru. Diskové krokové motory s permanentnými magnetmi sú elektromotory, ktoré sú svojou činnosťou v podstate porovnateľné s krokovými hybridnými motormi. Ale rotor v týchto disko-vých motoroch je väčšinou tenký disk, ktorý má veľmi malý moment zotrvačnosti v porovnaní s valcovým rotorom v bežných hybridných kro-kových motoroch s permanentnými magnetmi.
VÝHODY KROKOVÉHO ELEKTROMOTORA S DISKOVÝM ROTOROM Keď chceme použiť krokový elektromotor s dis-kovým rotorom, musia mám byť známe hlavné výhody diskového rotora. Kvantitatívny rozdiel medzi krokovým elektromotorom s valcovitým rotorom a diskovým rotorom vyplýva zo vzá-jomného porovnania ich elektromagnetických využití. Preto je nutné formulovať merný ťah v aktívnej vrstve ako veličinu, ktorá vytvára to-čivý moment.Merný ťah valcového rotoraVšeobecne v stavbe elektrických strojov je zave-dená veličina , ktorá udáva priemerný merný ťah v aktívnej vrstve valca (rotora stroja) s von-kajším priemerom d a dĺžkou l:
(1)
kde F – je sila pôsobiaca na aktívnu vrstvu valca a M je krútiaci moment.Z rovnice (1) vyplýva všeobecne známa skutoč-nosť, že rozmerovým kritériom pre elektrický stroj s valcovým rotorom je kubatúra elektric-kého stroja. Táto objemová veličina a krútiaci moment valcového rotora elektrického stroja sú teda navzájom úmerné.
Merný ťah diskového rotoraMerný ťah v aktívnej vrstve diskového rotora je v podstate dvojnásobný, a preto pre dve planpa-ralelné vrstvy diskového rotora pre merný ťah platí nasledujúca rovnica:
(2)
kde d – je vonkajší priemer medzikružia disku a h – je výška medzikružia (obr. 1).
Obr. 1: Obojstranný diskový rotor
Sila F je však veličina pre celý disk, teda pre obi-dve aktívne strany dvojvrstvy disku. Pre silu F v závislosti od momentu M diskového rotora platí rovnica:
(3)kde M – je krútiaci moment diskového rotora.Po dosadení rovnice (3) do rovnice (2) a jedno-duchej úprave dostaneme pre merný ťah disko-vého rotora rovnicu:
(4)
Z rovnice (4) vyplýva záver, že rozmerovým kri-tériom pri návrhu diskového motora je planár-na (teda plošná) veličina:
(5)Krútiaci moment motora M a planárna veličina (5) sú teda navzájom úmerné. Z rovníc (2) a (4) je zrejmé, že elektrický stroj s diskovým roto-rom môže mať malú dĺžku, ktorá je v podstate závislá len na konštrukčných možnostiach vý-roby disku a na jeho mechanickej pevnosti. Dĺž-ka rotorového disku motora teda nie je podmie-nená jeho elektromagnetickými parametrami.
NÁVRH KROKOVÉHO MOTORA S DISKOVÝM ROTOROMZákladom návrhu diskového krokového mo-tora je určenie hlavných rozmerov diskového rotora. Podstatou je teda určenie vonkajšieho priemeru d a výšky medzikružia h rotorového disku (obr. 1). Ďalšou dôležitou veličinou je kro-kovacia frekvencia motora. S týmito veličina-mi je úzko spätý aj uhol kroku, počet krokov za otáčku a maximálna rýchlosť otáčania.
Určenie základných rozmerov diskového rotoraZákladné rozmery krokového motora s disko-vým rotorom je možné určiť z planárnej veliči-ny, teda z modifi kovanej rovnice (4):
(6)
Na základe predpokladanej výšky medzikružia disku h, potrebného krútiaceho momentu mo-tora M a priemernej hodnoty merného ťahu , z modifi kovanej rovnice (6) sa vypočíta vonkajší priemer diskového rotora d:
(7)
Počet krokov a krokovacia frekvenciaKrokové elektromotory s diskovým rotor sú bežne navrhované s rovnakým počtom pólov 2p ako je ich počet fáz m. Z tohto dôvodu je pre
ENGINEERING.SK112
E TRA X
STEPPER MOTOR WITH AXIAL FLUX AND DISC ROTOR WITH PERMANENT MAGNETSThis paper presents the design and the electromagnetic fi eld simulation of axial-fl ux permanent-magnet step-per motor with the disc type rotor. The stepper motor with disc type perma-nent magnet rotor shows the advan-tages of higher torque at high speed, low moment of inertia, high torque to weight ratio, low power consumption and ironless rotor having minimum iron loss using permanent magnets in laminate disk. This paper describes a design of four phase microstepping motor with the disc type rotor. The FEM modeling and the 3D electromagnetic fi eld sim-ulation of the disk stepper motor with permanent magnets is being subject of the article, too. •
krokový elektromotor s diskovým rotorom vý-hodné používať ako charakteristickú veličinu počet fáz, a nie počet pólov.Počet krokov na otáčku K diskového rotora je:
(8)
kde Q2 je počet drážok na rotore (zubov).Krokovacia frekvencia fs, ktorá je ďalšou sledo-vanou veličinou, je úmerná elektrickej frekven-cii fe na výstupe napájacej jednotky krokového motora. Pre jeden mechanický krok je potrebný jeden elektrický impulz jednej fázy, takže v dô-sledku toho po 2m krokoch sa opakuje elek-trický impulz v tej istej fáze. Medzi mechanic-kou, teda krokovacou frekvenciou a elektrickou frekvenciou platí rovnica:
(9)
Elektrická frekvencia fe podľa rovnice (9) je teda relatívne nízka (čím vyšší je počet fáz motora) v porovnaní s mechanickou krokovacou frek-venciou fs. Ak by sme teda vybrali pomerne vy-sokú mechanickú krokovaciu frekvenciu, napr. fs = 15 000 Hz, pre štvorfázový krokový elektro-motor, teda pre 2m = 8, je elektrická frekvencia fe = 1 875 Hz, čo je hodnota prijateľná pre stavbu napájacej jednotky krokového motora.Ak by sme teda porovnali motory s rovnakým výkonom, pre štandardne vyrábané kroko-vé motory s valcovým rotorom je mechanická krokovacia frekvencia napr. fs = 5 000 Hz a k to-mu prislúchajúca elektrická frekvencia je fe = 1 250 Hz.Z uvedeného porovnania je zrejmé, že kroko-vý elektromotor s valcovým rotorom má asi tretinovú mechanickú krokovaciu frekven-ciu a elektrická frekvencia diskového krokové-ho elektromotora je približne o 50 % vyššia ako v prípade krokového motora s valcovým roto-rom.Otáčky krokového motora s diskovým rotoromRýchlosť otáčania krokového elektromotora s valcovým aj diskovým rotorom sa vypočítajú zo všeobecne známej rovnice:
[ot./min.]
(10)kde K je počet krokov na otáčku.Pre krokový elektromotor s diskovým rotor je však vhodné vyjadriť rýchlosť otáčania z modi-fi kovanej rovnice (10) s použitím rovníc (8) a (9) rovnicou:
(11)
Krokový elektromotor s diskovým rotorom pre K = 200 krokov na otáčku a mechanickej kroko-vacej frekvencii fs = 15 000 Hz má otáčky vypo-čítané z rovnice (10) n = 4 500 ot./min.
Z tohto je zrejmé, že diskový krokový elektro-motor má viac než dvojnásobnú rýchlosť ako krokový elektromotor s valcovým rotorom.
NÁVRH ELEKTROMAGNETICKÉHO OBVODU DISKOVÉHO KROKOVÉHO MOTORA S PERMANENTÝMI MAGNETMIZákladné rozmery elektromagnetického obvo-du diskového krokového motora boli navrhnu-té pomocou rovníc, ktoré sú uvedené v pred-chádzajúcich kapitolách.Hlavné parametre navrhovaného stroja sú uve-dené v tabuľke 1.
Tab. 1 Hlavné parametre diskového krokového motora
Parameter Hodnota
Nominálne napätie 64 VNominálny prúd 5 ANominálny moment 4 NmPočet fáz motora 4Počet krokov na otáčku 200Uhol kroku 1,8 ºPočet magnetov na rotore 50Počet drážkovaných statorových pólov na fázu 4Celkový počet statorových pólov 16Počet zubov na statorovom póle 3Počet závitov jednej fázy (4 cievky v sérii) 196
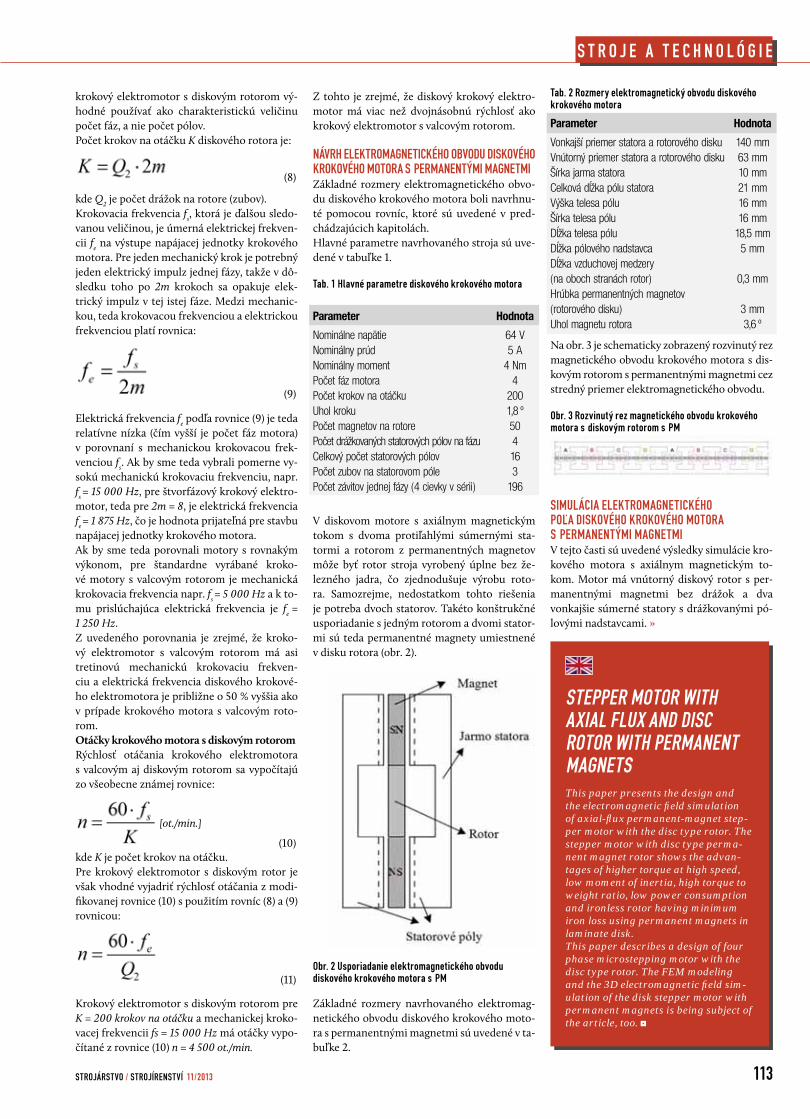
V diskovom motore s axiálnym magnetickým tokom s dvoma protiľahlými súmernými sta-tormi a rotorom z permanentných magnetov môže byť rotor stroja vyrobený úplne bez že-lezného jadra, čo zjednodušuje výrobu roto-ra. Samozrejme, nedostatkom tohto riešenia je potreba dvoch statorov. Takéto konštrukčné usporiadanie s jedným rotorom a dvomi stator-mi sú teda permanentné magnety umiestnené v disku rotora (obr. 2).
Obr. 2 Usporiadanie elektromagnetického obvodu diskového krokového motora s PM
Základné rozmery navrhovaného elektromag-netického obvodu diskového krokového moto-ra s permanentnými magnetmi sú uvedené v ta-buľke 2.
Tab. 2 Rozmery elektromagnetický obvodu diskového krokového motora
Parameter Hodnota
Vonkajší priemer statora a rotorového disku 140 mmVnútorný priemer statora a rotorového disku 63 mmŠírka jarma statora 10 mmCelková dĺžka pólu statora 21 mmVýška telesa pólu 16 mmŠírka telesa pólu 16 mmDĺžka telesa pólu 18,5 mmDĺžka pólového nadstavca 5 mmDĺžka vzduchovej medzery (na oboch stranách rotor) 0,3 mmHrúbka permanentných magnetov (rotorového disku) 3 mmUhol magnetu rotora 3,6 º
Na obr. 3 je schematicky zobrazený rozvinutý rez magnetického obvodu krokového motora s dis-kovým rotorom s permanentnými magnetmi cez stredný priemer elektromagnetického obvodu.
Obr. 3 Rozvinutý rez magnetického obvodu krokového motora s diskovým rotorom s PM
SIMULÁCIA ELEKTROMAGNETICKÉHO POĽA DISKOVÉHO KROKOVÉHO MOTORA S PERMANENTÝMI MAGNETMIV tejto časti sú uvedené výsledky simulácie kro-kového motora s axiálnym magnetickým to-kom. Motor má vnútorný diskový rotor s per-manentnými magnetmi bez drážok a dva vonkajšie súmerné statory s drážkovanými pó-lovými nadstavcami. »
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 113
S T R O J E A T E C H N O L Ó G I E
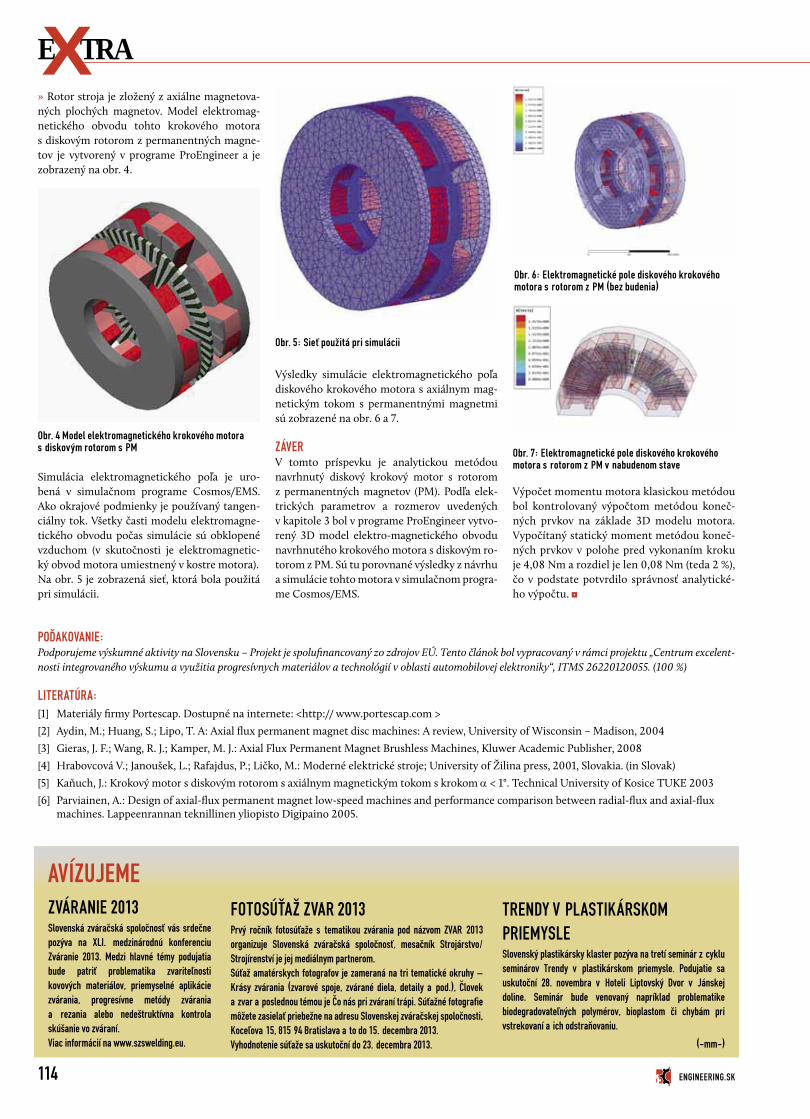
» Rotor stroja je zložený z axiálne magnetova-ných plochých magnetov. Model elektromag-netického obvodu tohto krokového motora s diskovým rotorom z permanentných magne-tov je vytvorený v programe ProEngineer a je zobrazený na obr. 4.
Obr. 4 Model elektromagnetického krokového motora s diskovým rotorom s PM
Simulácia elektromagnetického poľa je uro-bená v simulačnom programe Cosmos/EMS. Ako okrajové podmienky je používaný tangen-ciálny tok. Všetky časti modelu elektromagne-tického obvodu počas simulácie sú obklopené vzduchom (v skutočnosti je elektromagnetic-ký obvod motora umiestnený v kostre motora). Na obr. 5 je zobrazená sieť, ktorá bola použitá pri simulácii.
Obr. 5: Sieť pou�itá pri simulácii
Výsledky simulácie elektromagnetického poľa diskového krokového motora s axiálnym mag-netickým tokom s permanentnými magnetmi sú zobrazené na obr. 6 a 7.
ZÁVERV tomto príspevku je analytickou metódou navrhnutý diskový krokový motor s rotorom z permanentných magnetov (PM). Podľa elek-trických parametrov a rozmerov uvedených v kapitole 3 bol v programe ProEngineer vytvo-rený 3D model elektro-magnetického obvodu navrhnutého krokového motora s diskovým ro-torom z PM. Sú tu porovnané výsledky z návrhu a simulácie tohto motora v simulačnom progra-me Cosmos/EMS.
Výpočet momentu motora klasickou metódou bol kontrolovaný výpočtom metódou koneč-ných prvkov na základe 3D modelu motora. Vypočítaný statický moment metódou koneč-ných prvkov v polohe pred vykonaním kroku je 4,08 Nm a rozdiel je len 0,08 Nm (teda 2 %), čo v podstate potvrdilo správnosť analytické-ho výpočtu. •
Obr. 6: Elektromagnetické pole diskového krokového motora s rotorom z PM (bez budenia)
Obr. 7: Elektromagnetické pole diskového krokového motora s rotorom z PM v nabudenom stave
POĎAKOVANIE:Podporujeme výskumné aktivity na Slovensku – Projekt je spolufi nancovaný zo zdrojov EÚ. Tento článok bol vypracovaný v rámci projektu „Centrum excelent-nosti integrovaného výskumu a využitia progresívnych materiálov a technológií v oblasti automobilovej elektroniky“, ITMS 26220120055. (100 %)
LITERATÚRA:
[1] Materiály fi rmy Portescap. Dostupné na internete: <http:// www.portescap.com >
[2] Aydin, M.; Huang, S.; Lipo, T. A: Axial fl ux permanent magnet disc machines: A review, University of Wisconsin – Madison, 2004
[3] Gieras, J. F.; Wang, R. J.; Kamper, M. J.: Axial Flux Permanent Magnet Brushless Machines, Kluwer Academic Publisher, 2008
[4] Hrabovcová V.; Janoušek, L.; Rafajdus, P.; Ličko, M.: Moderné elektrické stroje; University of Žilina press, 2001, Slovakia. (in Slovak)
[5] Kaňuch, J.: Krokový motor s diskovým rotorom s axiálnym magnetickým tokom s krokom < 1°. Technical University of Kosice TUKE 2003
[6] Parviainen, A.: Design of axial-fl ux permanent magnet low-speed machines and performance comparison between radial-fl ux and axial-fl ux machines. Lappeenrannan teknillinen yliopisto Digipaino 2005.
FOTOSÚŤA� ZVAR 2013Prvý ročník fotosúťa�e s tematikou zvárania pod názvom ZVAR 2013
organizuje Slovenská zváračská spoločnosť, mesačník Strojárstvo/
Strojírenství je jej mediálnym partnerom.
Súťa� amatérskych fotografov je zameraná na tri tematické okruhy –
Krásy zvárania (zvarové spoje, zvárané diela, detaily a pod.), Človek
a zvar a poslednou témou je Čo nás pri zváraní trápi. Súťa�né fotografie
mô�ete zasielať priebe�ne na adresu Slovenskej zváračskej spoločnosti,
Koceľova 15, 815 94 Bratislava a to do 15. decembra 2013.
Vyhodnotenie súťa�e sa uskutoční do 23. decembra 2013.
TRENDY V PLASTIKÁRSKOM
PRIEMYSLESlovenský plastikársky klaster pozýva na tretí seminár z cyklu
seminárov Trendy v plastikárskom priemysle. Podujatie sa
uskutoční 28. novembra v Hoteli Liptovský Dvor v Jánskej
doline. Seminár bude venovaný napríklad problematike
biodegradovateľných polymérov, bioplastom či chybám pri
vstrekovaní a ich odstraňovaniu.
(-mm-)
AVÍZUJEMEZVÁRANIE 2013Slovenská zváračská spoločnosť vás srdečne
pozýva na XLI. medzinárodnú konferenciu
Zváranie 2013. Medzi hlavné témy podujatia
bude patriť problematika zvariteľnosti
kovových materiálov, priemyselné aplikácie
zvárania, progresívne metódy zvárania
a rezania alebo nedeštruktívna kontrola
skúšanie vo zváraní.
Viac informácií na www.szswelding.eu.
ENGINEERING.SK114
E TRA X
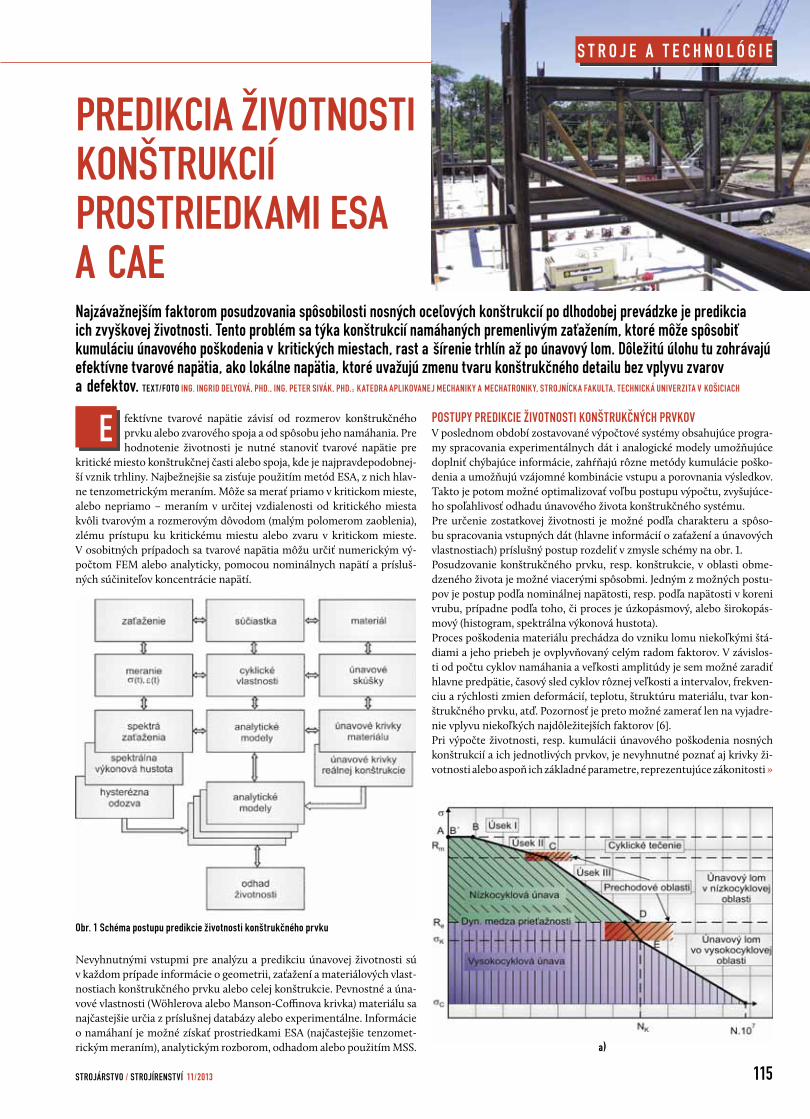
Najzáva�nejším faktorom posudzovania spôsobilosti nosných oceľových konštrukcií po dlhodobej prevádzke je predikcia ich zvyškovej �ivotnosti. Tento problém sa týka konštrukcií namáhaných premenlivým zaťa�ením, ktoré mô�e spôsobiť kumuláciu únavového poškodenia v kritických miestach, rast a šírenie trhlín a� po únavový lom. Dôle�itú úlohu tu zohrávajú efektívne tvarové napätia, ako lokálne napätia, ktoré uva�ujú zmenu tvaru konštrukčného detailu bez vplyvu zvarov a defektov. TEXT/FOTO ING. INGRID DELYOVÁ, PHD., ING. PETER SIVÁK, PHD.; KATEDRA APLIKOVANEJ MECHANIKY A MECHATRONIKY, STROJNÍCKA FAKULTA, TECHNICKÁ UNIVERZITA V KOŠICIACH
Efektívne tvarové napätie závisí od rozmerov konštrukčného prvku alebo zvarového spoja a od spôsobu jeho namáhania. Pre hodnotenie životnosti je nutné stanoviť tvarové napätie pre
kritické miesto konštrukčnej časti alebo spoja, kde je najpravdepodobnej-ší vznik trhliny. Najbežnejšie sa zisťuje použitím metód ESA, z nich hlav-ne tenzometrickým meraním. Môže sa merať priamo v kritickom mieste, alebo nepriamo – meraním v určitej vzdialenosti od kritického miesta kvôli tvarovým a rozmerovým dôvodom (malým polomerom zaoblenia), zlému prístupu ku kritickému miestu alebo zvaru v kritickom mieste. V osobitných prípadoch sa tvarové napätia môžu určiť numerickým vý-počtom FEM alebo analyticky, pomocou nominálnych napätí a prísluš-ných súčiniteľov koncentrácie napätí.
Obr. 1 Schéma postupu predikcie �ivotnosti konštrukčného prvku
Nevyhnutnými vstupmi pre analýzu a predikciu únavovej životnosti sú v každom prípade informácie o geometrii, zaťažení a materiálových vlast-nostiach konštrukčného prvku alebo celej konštrukcie. Pevnostné a úna-vové vlastnosti (Wöhlerova alebo Manson-Coffi nova krivka) materiálu sa najčastejšie určia z príslušnej databázy alebo experimentálne. Informácie o namáhaní je možné získať prostriedkami ESA (najčastejšie tenzomet-rickým meraním), analytickým rozborom, odhadom alebo použitím MSS.
POSTUPY PREDIKCIE �IVOTNOSTI KONŠTRUKČNÝCH PRVKOVV poslednom období zostavované výpočtové systémy obsahujúce progra-my spracovania experimentálnych dát i analogické modely umožňujúce doplniť chýbajúce informácie, zahŕňajú rôzne metódy kumulácie poško-denia a umožňujú vzájomné kombinácie vstupu a porovnania výsledkov. Takto je potom možné optimalizovať voľbu postupu výpočtu, zvyšujúce-ho spoľahlivosť odhadu únavového života konštrukčného systému.Pre určenie zostatkovej životnosti je možné podľa charakteru a spôso-bu spracovania vstupných dát (hlavne informácií o zaťažení a únavových vlastnostiach) príslušný postup rozdeliť v zmysle schémy na obr. 1.Posudzovanie konštrukčného prvku, resp. konštrukcie, v oblasti obme-dzeného života je možné viacerými spôsobmi. Jedným z možných postu-pov je postup podľa nominálnej napätosti, resp. podľa napätosti v koreni vrubu, prípadne podľa toho, či proces je úzkopásmový, alebo širokopás-mový (histogram, spektrálna výkonová hustota).Proces poškodenia materiálu prechádza do vzniku lomu niekoľkými štá-diami a jeho priebeh je ovplyvňovaný celým radom faktorov. V závislos-ti od počtu cyklov namáhania a veľkosti amplitúdy je sem možné zaradiť hlavne predpätie, časový sled cyklov rôznej veľkosti a intervalov, frekven-ciu a rýchlosti zmien deformácií, teplotu, štruktúru materiálu, tvar kon-štrukčného prvku, atď. Pozornosť je preto možné zamerať len na vyjadre-nie vplyvu niekoľkých najdôležitejších faktorov [6]. Pri výpočte životnosti, resp. kumulácii únavového poškodenia nosných konštrukcií a ich jednotlivých prvkov, je nevyhnutné poznať aj krivky ži-votnosti alebo aspoň ich základné parametre, reprezentujúce zákonitosti »
PREDIKCIA �IVOTNOSTI KONŠTRUKCIÍ PROSTRIEDKAMI ESA A CAE
a)
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 115
S T R O J E A T E C H N O L Ó G I E

» zložitého procesu únavy pri mechanickom cyklickom namáhaní. Naj-častejšie používanou krivkou je únavová krivka, získaná únavovými skúškami so stálou amplitúdou napätia, známa ako Wöhlerova kriv-ka (obr. 2). Ide tu o vyjadrenie závislosti harmonickej amplitúdy napä-tia (niekedy horného napätia) pri riadenej sile, od počtu cyklov do lomu.
PRÍKLADY UPLATNENIA POSTUPOV PREDIKCIE ÚNAVOVEJ �IVOTNOSTIČastým dôvodom uplatnenia výsledkov výpočtu kumulácie únavového poškodenia je odhalenie príčin vzniku prevádzkovej poruchy, potreba úpravy hlavného charakteristického parametra zariadenia, napr. nosnos-ti a nakoniec predikcia zvyškovej životnosti, determinujúca ďalšiu explo-atáciu príslušného zariadenia alebo konštrukcie.Vo všeobecnosti je možné konštatovať, že analýze životnosti je nutné podrobiť tie tzv. kritické prvky, konštrukčné uzly a kritické miesta v nich, pre ktoré sa vyjadrí stupeň kumulácie únavového poškodenia, u ktorých je možné očakávať, že budú rozhodovať o životnosti celej konštrukcie. Osobitne to platí pre tie konštrukčné prvky, v ktorých prípadné zlyhanie môže determinovať zlyhanie konštrukcie ako celku a v ktorých je nutné vylúčiť únavové zlyhanie, ohrozujúce bezpečnosť, alebo ktoré môže mať katastrofálny následok. Uvedené rozhodnutia sú vykonané v prípravnej fáze merania. Skúmané miesta a prvky sú vyberané aj v súčinnosti s ana-lytickým alebo numerickým rozborom (FEM), prípadne meranie sa vyko-ná v miestach, resp. v blízkosti miest, kde sú identifi kované prevádzkové poruchy alebo v blízkosti miest s vrubovým prípadom. V odôvodnených prípadoch sa vykoná aj predbežné tenzometrické meranie.Časová závislosť skutočného náhodného procesu namáhania, teda defor-mačná a napäťová odozva konštrukcie, je na povrchu vybraných miest určená tenzometrickými meraniami pomocou elektrických odporových tenzometrov. Na zber, ukladanie, triedenie, spracovanie a vyhodnocova-nie získaných dát meraných veličín je možné použiť interaktívny softwé-rový produkt INMES. Ten prostredníctvom svojho zásuvného modulu umožňuje získaný časový priebeh spracovať do charakteristickej funkcie – napäťového kolektívu (spektra), reprezentujúceho početnosti prísluš-ných nameraných amplitúd, alebo rozkmitov napätí. Táto schematizácia sa pritom vykoná metódou stekajúceho dažďa (Rain-fl ow), tzn. jednou z triediacich metód, založených na početnosti charakteristických para-metrov. V prípade použitia programového produktu Catman pre mera-nie, zber a ukladanie nameraných údajov, je pre ich následné spracovanie použitý programový produkt Microsoft Excel.Príslušné Wöhlerove krivky (spravidla pre materiály triedy 37 a 52) nie sú vytvorené, ale prebrané v závislosti na vyšetrovaných prvkoch a ich vzájomných spojeniach (skrutkových, nitových a zvarových). V použi-tých príkladoch pritom dominujú zvarové spoje a pre stanovenie (prira-denie) ich Wöhlerových kriviek sú využívané normové Wöhlerove kriv-ky. Uvedené krivky sú pri vyhodnocovaní náhodného procesu namáhania zohľadnené pomocou svojich charakteristických znakov, t.j. medze úna-vy, počtu cyklov na medzi únavy a sklonu Wöhlerovej krivky.
Statické hodnoty napätí sú v prípade nutnosti pri analýzach životnosti započítavané ako zvyškové napätia. Tieto sa zisťujú opäť metódami ESA – konkrétne tenzometrickou metódou odvrtávania, buď systémom RS 200 alebo SINT-MTS 3000, vždy v zmysle metodiky podľa normy ASTM E837-01 [1]. V niektorých prípadoch spracovania náhodných procesov sú statické hodnoty napätí, vzhľadom na charakter spracovania, väčšinou dôležité len pre posúdenie pevnosti a stability nosných prvkov. Ich vplyv na životnosť nosnej konštrukcie sa potom vyhodnotí ako nepodstatný.Pre konečné stanovenie zvyškovej životnosti sú použité teórie kumulácie únavového poškodenia podľa Palmgrena-Minera, Cortena-Dolana a Ha-ibacha.
POSÚDENIE LIACEHO STOJANA KVÔLI MO�NOSTI ZVÝŠENIA ZAŤA�ENIALiace stojany predstavujú masívne konštrukčné zariadenia určené na ma-nipuláciu s tekutým roztaveným kovom pri realizácii jednotlivých tech-nologických procesov pri odlievaní kovov. Typicky sa vyznačujú vyso-kou nosnosťou na úrovni 250 000 kg a sú nasadzované predovšetkým v ťažkých hutníckych prevádzkach. Vzhľadom na charakter namáhania je u nich možné predpokladať vznik prevádzkovej poruchy zapríčinenej únavovým poškodením.V tab. 1 sú uvedené výsledky kumulácie únavového poškodenia vo vybra-ných prvkoch liaceho stojana pre zaťaženie hmotnosťou panvy s tekutým kovom 28.104 kg. Tieto výsledky boli získané na základe uplatnenia me-tód ESA a CAE. Kumulácie poškodenia boli počítané pre jeden pracov-ný cyklus a s použitím teórií Palmgren-Miner (P-M), Corten-Dolan (C-D) a Haibach (Ha), pričom uvedené sú len najnepriaznivejšie výsledky urče-né z troch teórií kumulácie únavového poškodenia. Na základe uvede-nej experimentálnej analýzy bolo možné vysloviť závery, že nosné prv-ky liaceho stojana pri zaťažení panvou s tekutým kovom s hmotnosťou 28.104 kg z hľadiska kumulácie únavového poškodenia, teda i zostatkovej životnosti so zreteľom na dynamické účinky, vyhovujú a rezerva zostat-kovej životnosti je postačujúca.
Tab. 1: Výsledky analýzy kumulácie únavového poškodenia na otočnom liacom stojane
Nosný prvok
Použitá teória Kumulácia (stupeň)
únavového poškodenia
Životnosť[pracovné
cykly]
Odpracovaná doba
[pracovné cykly]
Zostatková životnosť[pracovné
cykly]
Traverza P-M, C-D, Ha 1,1 . 10-6 909 091 82 729 826 362
Rameno Ha 0,6 . 10-6 1 650 165 82 729 1 567436
Podpera P-M, C-D, Ha 1,9 . 10-6 526 315 82 729 443 586
b)
Obr. 2 Wöhlerova krivka; a) všeobecný tvar krivky, b) modifikované tvary krivky
PREDICTION OF THE CONSTRUCTION DURABILITY BY ESA AND CAE DEVICESThe fatigue damage to the structural components, structural knots and even whole structures subjected to random loading can initiate the accumulation of fatigue damage in critical points of the structure, growth and spreading of fatigue cracks and, eventually, fatigue fracture. This paper offers a few examples of how the process of fatigue life prediction can practically be applied. Nowadays, for the purposes of fatigue life evaluation CAE (Computer Aided Experiment) systems enable the combination and the interaction of various methods altogether: ESA (Experimental Stress Analysis), FEM (Finite Element Method) and MSS (Mechanisms System Simulation). •
ENGINEERING.SK116
E TRA X

PREDIKCIA ZVYŠKOVEJ �IVOTNOSTI KOMPRESOROVEJ STANICEPotrubné systémy a kompresorové stanice sú súčasťou technologických zariadení pre transport a distribúciu plynu. Typicky sú zaťažené pulzá-ciou tlaku, chvením a inými nestacionárnymi javmi. K časovo premenli-vému namáhaniu dochádza aj z ďalších dôvodov, akými sú napr. odstave-nie, resp. uvedenie systému do prevádzky, zmeny tlaku z prevádzkových príčin a pod. Tým sa pri dlhodobom účinku môžu spolupodieľať na vy-čerpaní životnosti a vzniku medzného stavu únavy. Príslušné výsled-ky boli získané a spracované, podobne ako v predošlom prípade, uplat-nením metód ESA a CAE. Na základe nameraných hodnôt pomerných deformácií boli určené priebehy integrovaných vnútorných silových ve-ličín v kritických myslených rezoch. Zo získaných hodnôt napätí sa ur-čili redukované napätia, ktoré predstavovali rozkmit napätia v zmysle normového výpočtového predpisu podľa v čase realizácie analýzy plat-nej normy STN 73 1401. Pre zvary potrubia sa postupovalo podľa prílo-hy K uvedeného predpisu, s uvažovaným číslom detailu ČD = 302 a ka-tegóriou detailu KD = 125 pre parameter únavovej krivky m = 3. V zmysle uvedenej prílohy bol týmto klasifi kovaný tupý spoj zvarový z dvoch strán, zhotovený zváraním. Pre uvedenú kategóriu detailu rozkmity na-
pätí boli:
Pri posúdení na únavu podľa spomínanej normy pre namáhanie konštrukčného detailu s konštantným rozkmitom napätia platilo:
a pre .
Tým bola splnená nerovnosť . Vzhľadom na to by podľa normového predpisu v potrubiach nemal nastať medzný stav únavy. V rámci posúdenia zostatkovej životnosti kompresorovej stanice
na základe analýzy relatívne obmedzeného rozsahu meraní bolo možné konštatovať, že po úprave uloženia potrubia, t.j. po uplatnení vibroizolač-ných prvkov nebolo nutné pristúpiť ku ďalšej kontrole na únavu, pretože rozkmity napätí nedosahovali hodnotu prípustných rozkmitov v zmysle platnej normy [2], [6].
ZÁVERPre získanie náhodných procesov namáhania, charakterizovaného napr. priebehom napätí, boli použité metódy, technické a programo-vé prostriedky ESA a CAE. Vo väčšine prípadov išlo o spôsob spra-covania náhodného procesu namáhania ako diskrétnej náhodnej ve-ličiny a spracovanie náhodného procesu namáhania normatívnym spôsobom, prednostne v súčinnosti s normovými výpočtovými pred-pismi. V mnohých prípadoch bola z hľadiska kumulácie únavového poškodenia dokázaná spôsobilosť prvkov a celých konštrukcií po dl-hodobej prevádzke pre ďalšiu exploatáciu bez väčších zásahov. V nie-ktorých prípadoch nebola ich spôsobilosť potvrdená a konštruk-cie boli následne navrhnuté na vyradenie z prevádzky bez pokusu o opravné či rekonštrukčné práce. V ďalších prípadoch boli pre do-časné alebo núdzové využitie konštrukcií navrhnuté a uskutočnené ich opravy a úpravy, ktoré sa vyznačujú svojou originálnosťou a špe-cifickosťou. V určitých prípadoch v súčinnosti s normovým výpočto-vým predpisom, vzhľadom na nízke hladiny rozkmitov napätí nebola preukázaná nutnosť ďalšieho posudzovania na únavu a konštrukcie sa tak za splnenia určitých podmienok javili ako konštrukcie s „ne-obmedzenou“ životnosťou, teda u ktorých sa nepredpokladal vznik medzného stavu únavy. •
POĎAKOVANIETento článok bol vytvorený v rámci projektov VEGA 1/0937/12, VE-GA 1/0289/11, APPV-0091-11.
LITERATÚRA:
[1] TREBUŇA, F.; ŠARGA, P., 2011. Using of Program MEZVYNA for Measurement of Residual Stresses to Solving Practical Problems, Acta Mechanica Slovaca, 15, No. 2, p. 14. ISSN 1335-2393.
[2] TREBUŇA, F.; BOCKO, J.; DELYOVÁ, I.; SIVÁK, P., 2011. Application of computational methods and methods of experimental stress analysis for determination of lifespan of pipe yards, Acta Mechanica Slovaca, 15, No. 4. ISSN 1335-2393.
[3] ŠIMČÁK, F.; BERINŠTET, V.; ŠTAMBORSKÁ, M.; 2010. Some Possibilities of Determination of Yield Conditions for Cold Rolled Streel Sheets, Acta Mechanica Slovaca, 14, No. 4, p. 28. ISSN 1335-2393.
[4] OSTERTAG, O.; SIVÁK, P.; 2010. Degradačné procesy a predikcia životnosti. 1. vydanie. TU SjF Košice, Slovakia. p. 225. ISBN 978-80-553-0486-1.
[5] TREBUŇA, F.; BURŠÁK, M.; 2002. Medzné stavy, lomy. 1. vydanie. ManaCon Prešov. p. 348. ISBN 80-7165-362-4.
[6] DELYOVÁ, I.; 2005. Application of the experimental stress analysis in the assessment of residual lifetime for carrging elements and structures, Dissertation thesis, Košice.
www.engineering.skwwwwww.e
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 117
S T R O J E A T E C H N O L Ó G I E
ALGEBRAICKÝ PŘÍSTUP K ŘÍZENÍ SYSTÉMŮ SE ZPO�DĚNÍM Analýza a řízení systémů se zpo�děními patří ji� dlouhou dobu k zajímavým, atraktivním a důle�itým oblastem moderní teorie automatického řízení. Objevují se stále nové přístupy a metody řízení. Tento příspěvek se pokusí o pohled do filosofie algebraického přístupu, který je zalo�en na teorii okruhu a řešení lineárních rovnic v mno�ině speciálních racionálních funkcí, nebo tzv. kvazipolynomů. Pro srovnání je uveden i návrh regulátoru s vyu�itím klasických polynomů. TEXT/FOTO ROMAN PROKOP, LIBOR PEKAŘ, FAKULTA APLIKOVANÉ INFORMATIKY, UNIVERZITA TOMÁŠE BATI VE ZLÍNĚ
Zpoždění je v mnoha technologických procesech a systémech neodstranitelný jev, způsobený např. přenosem tepla a hmoty nebo dálkovým ovládáním objektů, a který se podstatně uplat-
ňuje v dynamice celé řady procesů. Klasicky byl pojem dopravního zpož-dění chápán jako zpoždění výstupní veličiny vůči vstupní veličině, tedy zpoždění se vyskytuje pouze v pravé části diferenciální nebo diferenční rovnice. Zpoždění se však může uplatňovat i v levé části rovnice, ve vnitř-ních zpětných vazbách. V tomto případě se hovoří o obecnější množině tzv. systémů se zpožděním. Tento příspěvek se zabývá pouze tradičními systémy s dopravním zpožděním, nicméně i v nich lze využít přístup vy-tvořený pro obecnější množinu systémů se zpožděním podle [1 – 2]. Obecně je známo, že zpoždění způsobují při řízení ve zpětné vazbě jenom problémy. V důsledku frekvenčních vlastností a Nyquistova kritéria „tlačí“ doprav-ní zpoždění frekvenční charakteristiku ke kritickému bodu (-1, 0) a tím ke zhoršení kvality regulace a nestabilitě. Existuje několik způsobů, jak ře-šit řízení systémů s dopravním zpoždění. V posledním období dominu-jí tři hlavní skupiny:Přístupy založené na Smithově prediktoru, resp. jeho modifi kaci. Tyto me-todiky obsahují ve zpětnovazební regulační části i model řízeného objek-tu, náleží tedy do skupiny IMC (internal model controllers), např. [3 – 5].Metody vycházející z prediktivního principu a hledající vhodný matema-tický model pro prediktor, např. [7].Moderní metody založené na algebraických metodách. Tímto přístupem se článek zabývá, i když lze ukázat souvislost s předchozí skupinou, na-př. [1, 6].
SYSTÉMY SE ZPO�DĚNÍMJednorozměrný systém s dopravním zpožděním popsaný lineárním mo-delem lze vyjádřit lineární diferenciální rovnicí s posunutím časového
argumentu u vstupní veličiny, tedy odpovídající přenos systému má v La-placeově transformaci tvar
(1)
a A(s), B(s) jsou polynomy. Tradičním způsobem, jak ve zpětné vazbě eliminovat dopravní zpoždění, je Smithův prediktor podle obr. 1. Toto sofi stikované zapojení v minulosti vyvolalo bouřlivé diskuse mezi přívrženci i nadšenci. Je zřetelné, že regu-látor R(s) „hledí“ na řízený objekt jako na G(s), tedy bez zpožďujícího čle-nu. Ale i nedostatků tohoto zapojení je několik. Předně použití samotné struktury Smithova prediktoru nedává návod, jak zvolit zpětnovazební regulátor R(s). Dále je známo, že obvod funguje při splnění , při řízení nestabilního procesu způsobí porucha nekonečný růst výstup-ní veličiny a v případě astatické (integrační) řízené soustavy pak zanechá-vá trvalou regulační odchylku. Obě tyto nemilé vlastnosti lze při algebra-ickém návrhu eliminovat.
Obr. 1: Smithův prediktor – kompenzace dopravního zpo�dění
Alternativním a starším způsobem je algebraický návrh pomocí diofan-tické rovnice v okruhu polynomů nebo racionálních funkcí RPS. V obou »
ENGINEERING.SK118
E TRA X
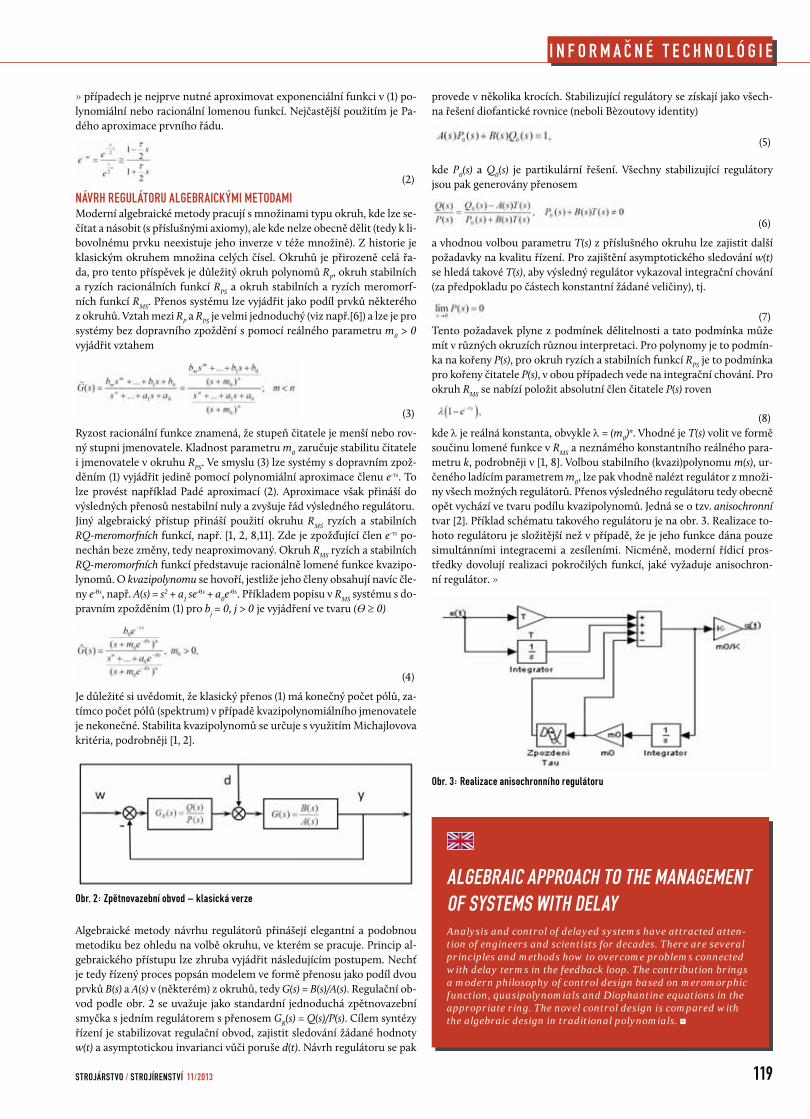
ALGEBRAIC APPROACH TO THE MANAGEMENT OF SYSTEMS WITH DELAYAnalysis and control of delayed systems have attracted atten-tion of engineers and scientists for decades. There are several principles and methods how to overcome problems connected with delay terms in the feedback loop. The contribution brings a modern philosophy of control design based on meromorphic function, quasipolynomials and Diophantine equations in the appropriate ring. The novel control design is compared with the algebraic design in traditional polynomials. •
» případech je nejprve nutné aproximovat exponenciální funkci v (1) po-lynomiální nebo racionální lomenou funkcí. Nejčastější použitím je Pa-dého aproximace prvního řádu.
(2)
NÁVRH REGULÁTORU ALGEBRAICKÝMI METODAMIModerní algebraické metody pracují s množinami typu okruh, kde lze se-čítat a násobit (s příslušnými axiomy), ale kde nelze obecně dělit (tedy k li-bovolnému prvku neexistuje jeho inverze v téže množině). Z historie je klasickým okruhem množina celých čísel. Okruhů je přirozeně celá řa-da, pro tento příspěvek je důležitý okruh polynomů RP, okruh stabilních a ryzích racionálních funkcí RPS a okruh stabilních a ryzích meromorf-ních funkcí RMS. Přenos systému lze vyjádřit jako podíl prvků některého z okruhů. Vztah mezi RP a RPS je velmi jednoduchý (viz např.[6]) a lze je pro systémy bez dopravního zpoždění s pomocí reálného parametru m0 > 0 vyjádřit vztahem
(3)
Ryzost racionální funkce znamená, že stupeň čitatele je menší nebo rov-ný stupni jmenovatele. Kladnost parametru m0 zaručuje stabilitu čitatele i jmenovatele v okruhu RPS. Ve smyslu (3) lze systémy s dopravním zpož-děním (1) vyjádřit jedině pomocí polynomiální aproximace členu e-s. To lze provést například Padé aproximací (2). Aproximace však přináší do výsledných přenosů nestabilní nuly a zvyšuje řád výsledného regulátoru.Jiný algebraický přístup přináší použití okruhu RMS ryzích a stabilních RQ-meromorfních funkcí, např. [1, 2, 8,11]. Zde je zpožďující člen e-s po-nechán beze změny, tedy neaproximovaný. Okruh RMS ryzích a stabilních RQ-meromorfních funkcí představuje racionálně lomené funkce kvazipo-lynomů. O kvazipolynomu se hovoří, jestliže jeho členy obsahují navíc čle-ny e-s, např. A(s) = s2 + a1 se-s + a0e-s. Příkladem popisu v RMS systému s do-pravním zpožděním (1) pro bj = 0, j > 0 je vyjádření ve tvaru (Ɵ 0)
(4)
Je důležité si uvědomit, že klasický přenos (1) má konečný počet pólů, za-tímco počet pólů (spektrum) v případě kvazipolynomiálního jmenovatele je nekonečné. Stabilita kvazipolynomů se určuje s využitím Michajlovova kritéria, podrobněji [1, 2].
Obr. 2: Zpětnovazební obvod – klasická verze
Algebraické metody návrhu regulátorů přinášejí elegantní a podobnou metodiku bez ohledu na volbě okruhu, ve kterém se pracuje. Princip al-gebraického přístupu lze zhruba vyjádřit následujícím postupem. Nechť je tedy řízený proces popsán modelem ve formě přenosu jako podíl dvou prvků B(s) a A(s) v (některém) z okruhů, tedy G(s) = B(s)/A(s). Regulační ob-vod podle obr. 2 se uvažuje jako standardní jednoduchá zpětnovazební smyčka s jedním regulátorem s přenosem GR(s) = Q(s)/P(s). Cílem syntézy řízení je stabilizovat regulační obvod, zajistit sledování žádané hodnoty w(t) a asymptotickou invarianci vůči poruše d(t). Návrh regulátoru se pak
provede v několika krocích. Stabilizující regulátory se získají jako všech-na řešení diofantické rovnice (neboli Bèzoutovy identity)
(5)
kde P0(s) a Q0(s) je partikulární řešení. Všechny stabilizující regulátory jsou pak generovány přenosem
(6)
a vhodnou volbou parametru T(s) z příslušného okruhu lze zajistit další požadavky na kvalitu řízení. Pro zajištění asymptotického sledování w(t) se hledá takové T(s), aby výsledný regulátor vykazoval integrační chování (za předpokladu po částech konstantní žádané veličiny), tj.
(7)Tento požadavek plyne z podmínek dělitelnosti a tato podmínka může mít v různých okruzích různou interpretaci. Pro polynomy je to podmín-ka na kořeny P(s), pro okruh ryzích a stabilních funkcí RPS je to podmínka pro kořeny čitatele P(s), v obou případech vede na integrační chování. Pro okruh RMS se nabízí položit absolutní člen čitatele P(s) roven
(8)kde je reálná konstanta, obvykle = (m0)
n. Vhodné je T(s) volit ve formě součinu lomené funkce v RMS a neznámého konstantního reálného para-metru k, podrobněji v [1, 8]. Volbou stabilního (kvazi)polynomu m(s), ur-čeného ladícím parametrem m0, lze pak vhodně nalézt regulátor z množi-ny všech možných regulátorů. Přenos výsledného regulátoru tedy obecně opět vychází ve tvaru podílu kvazipolynomů. Jedná se o tzv. anisochronní tvar [2]. Příklad schématu takového regulátoru je na obr. 3. Realizace to-hoto regulátoru je složitější než v případě, že je jeho funkce dána pouze simultánními integracemi a zesíleními. Nicméně, moderní řídicí pros-tředky dovolují realizaci pokročilých funkcí, jaké vyžaduje anisochron-ní regulátor. »
Obr. 3: Realizace anisochronního regulátoru
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 119
I N F O R M A Č N É T E C H N O L Ó G I E

» ILUSTRATIVNÍ PŘÍKLAD A POROVNÁNÍZpůsob návrhu regulátoru v okruzích RPS a RMS bude ilustrován pro říze-ný systém identifi kovaný modelem prvního řádu s dopravním zpožděním
(9)
Postup dle metodiky v části 2 výpočtu spočívá v prvé řadě ve vyjádření v okruhu RMS
(10)
přičemž volba parametru m0 > 0 nakonec ovlivňuje výsledné chování re-
gulačního obvodu. Lehce lze ověřit, že je partikulární řešení rovnice (5) a všechna stabilizující řešení udává (6).
Pro P(s) v co nejjednodušší formě lze T(s) volit ve tvaru , kde
pro splnění podmínky (7) je nutné brát . Dosazením do (6) se získá fi nální stabilizující regulátor, zajišťující asymptotické sledování w(t) i kompenzaci poruchy na vstupu d(t) ve tvaru
(11)Jako ladící parametr zůstává skalární kladné reálné číslo m0, které ovlivňuje vlastnosti a kvalitu regulační odezvy jako robustnost nebo rychlost odezvy regulačního obvodu. Dosud neexistuje jednoznačný názor, jak tento para-metr volit. Pro hledání m0 lze s výhodou použít standardních simulačních prostředků např. Matlab-Simulink. Je zřetelné, že regulátor (11) se chová ja-ko PI regulátor zejména pro nízké frekvence [(1 – e-3s) 0]. Ze známého vztahu je pak přenos řízení popsán vztahem v jednoduchém tvaru
(12)Vliv parametru m0 > 0 na kvalitu zřetelný. Vhodná odezva pro tento pří-klad byla získána pro hodnotu m0 = 0,25. Srovnáním získaného výsled-ku (11) se známým Smithovým prediktorem lze snadno ukázat, že ten-to výsledek ve struktuře podle Obr. 1 odpovídá PI regulátoru s přenosem
(13)
Alternativním a starším způsobem je algebraický návrh pomocí diofan-tické rovnice v okruhu RPS. Hlavní rozdíl je v tom, že je nutné pracovat pouze s klasickými polynomy, tedy nejprve je nutné aproximovat expo-nenciální funkci racionální lomenou funkcí. Pro přenos (9) lze použít (2) a aproximovaný přenos má tvar
(14)Volbou stabilního polynomu m(s) = (s + m0)
2 se převede model (15) do okruhu RPS podle (3). Při řešení stabilizující rovnice (5) se nejdříve určí stupně čitatelů v P0(s) a Q0(s) a metodou neurčitých koefi cientů se obdrží partikulární řešení ve tvaru
(15)
Ze všech stabilizujících regulátorů (5) se vybere takový, kde platí, že abso-lutní člen v P(s) je nulový, což odpovídá požadované dělitelnosti, jmeno-vatel FW(s) dělí jmenovatele P(s) v okruhu RPS. Při volbě konstantního T = t0 se toho docílí, jestliže
(16)
Zpětným dosazením do (6) se již obdrží regulátor, zajišťující stabilitu, sle-dování skokové žádané hodnoty a to ve tvaru reálného PID regulátoru
(17)
kde určení pi , qi je rutinním algebraickým výpočtem. Skalární reálný pa-rametr m0 je opět ladícím prostředkem pro ovlivňování regulačních vlast-ností a v koefi cientech regulátoru se vyskytuje v nelineárním vyjádření podobně jako v (15), (16). Simulačně nalezené „vhodné“ m0 = 0.4 generu-je přenos regulátoru
(18)
Získaný fi nální PID regulátor je snadno realizovatelný simultánními in-tegracemi. Pro řešení diofantických rovnic a práci s polynomy lze opět vy-užít programový prostředek Polynomial Toolbox vytvořený pro prostředí Matlab-Simulink. Porovnání regulačních pochodů při stejné změně žáda-né veličiny a působící poruše je uveden na obr. 4.
Obr. 4: Simulace řízení systému se zpo�děním regulátory navr�enými v okruzích RPS
a RMS
ZÁVĚRPříspěvek se zabývá návrhem regulátorů pro jednorozměrné systémy s dopravním zpožděním. Klasický způsob návrhu v algebraickém přístu-pu využívá okruh polynomů nebo stabilních racionálních funkcí RPS. V obou případech lze člen dopravního zpoždění pouze polynomiálně aproximovat (Taylorova řada, Pade aproximace). Zavedení okruhu sta-bilních RQ-meromorfních funkcí RMS umožňuje syntézu regulátorů bez jakékoliv aproximace. Množina stabilizujících regulátorů je dána vše-mi řešeními diofantické rovnice v tomto okruhu. Další požadavky na regulační obvod jsou zajištěny podmínkami dělitelnosti v tomto okru-hu. Uvedená metodika poskytuje navíc skalární kladný parametr, po-mocí kterého lze ladit parametry regulátoru i regulační pochody. Vyu-žití okruhu RMS generuje regulátory ve struktuře Smithových predátorů. Prezentovaná metodika je vhodná i pro obecnější třídu systémů se zpožděním a poskytuje elegantní a konsistentní způsob návrhu regulá-torů, který lze využít v samočinném ladění regulátorů (autotuning) ne-bo v adaptivním řízení.
PODĚKOVÁNÍTato práce byla podpořena Evropským fondem regionálního rozvoje (ERDF) v rámci projektu CEBIA-Tech s č. CZ.1.05/2.1.00/03.0089.
ENGINEERING.SK120
E TRA X
LITERATURA
[1] Zítek, P.; Kučera, V.: Algebraic design of anisochronic controllers for time delay systems. International Journal of Control, 2003, Vol. 76, No. 16, 905-921
[2] Zítek, P.; Víteček, A.: Návrh řízení podsystémů se zpožděními a nelinearitami. Nakladatelství ČVUT. Praha 1999
[3] Smith, O. J. M.: Closer Control of Loops with Death Time. Chem. Eng. Prog. 53, 1957, p. 217
[4] Kaya, I.; Atherton, D. P.: A new PI-PD Smith predictor for control of processes with long death time. IFAC 14th Triennial World Congress, 1999, pp. 283 – 287.
[5] Zhong, Q.CH.: Robust Control of Time-delay Systems. Springer Verlag. London. 2006. 232 s. ISBN 1-84628-264-0.
[6] Prokop, R.; Corriou, J. P.: Design and analysis of simple robust controllers. International Journal of Control, 1997, Vol. 66, No. 6, pp. 905 – 921
[7] Fliess, M.; Marques, R.; Mounier, H.: An extension of predictive control, PID regulators and Smith predictors to some linear delay systems. International Journal of Control, 2002, vol. 75, No. 10, pp. 728 – 743
[8] Prokop, R.; Pekař, L.: Využití meromorfních funkcí při řízení systémů s dopravním zpožděním. Automa, 2007, No.7, s. 2 – 5
[9] Pekař, L.; Prokop, R.: Some observations about the RMS ring for delayed systems. In Proc. 17th Int. Conf. on Process Control ’09, Štrbské Pleso , 2009 Slovakia, s. 28 – 36.
[10] Kučera, V. (1993): Diophantine equations in control – a survey, Automatica, 29, 1 361 – 1 375
[11] Vidyasagar, M.: 1987. Control system synthesis: a factorization approach. MIT Press, Cambridge, M. A.
[12] Zítek, P.; Vyhlídal T.: Low order time delay approximation of conventional linear model. In: Proceedings of 4th MathMod conference. Vienna. 2003. •
ST R OJ Á R O M S T R OJ Á R S K YK A L E N DÁ R
Už dn� žiadajte na svoj � ôl
tel.: +421 41 5640 370fax: +421 41 5640 371
215x146 inzerat.indd 3 25. 10. 2013 13:32:24STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 121
I N F O R M A Č N É T E C H N O L Ó G I E

OVERENIE A POROVNANIE DVOCH ŠTANDARDNÝCH METÓD NA MERANIE CELKOVÉHO ČÍSLA KYSLOSTI V OPOTREBOVANÝCH OLEJOCH Príspevok sa zaoberá porovnaním a overením dvoch štandardných metód na meranie celkového čísla kyslosti opotrebovaných olejov. Sú porovnávané dve metódy na meranie leteckých motorových a izolačných olejov. Porovnáva sa postup metód od prípravy titračných roztokov, rozpúšťadiel, cez navá�ky vzoriek a pou�itie elektród a� po presnosť merania na konkrétnych vzorkách olejov. TEXT/FOTO RNDR. JANKA MIHALČOVÁ, PHD., FAKULTA VÝROBNÝCH TECHNOLÓGIÍ, TECHNICKÁ UNIVERZITA V KOŠICIACH
Zmeraní vzoriek je vypočítaná presnosť a správnosť obidvoch metód s využi-tím štatistického spracovania výsled-
kov meraní. Na to je využitá interná kontrola meraní pomocou vnútorného štandardu a tiež medzilaboratórne porovnanie výsledkov meraní.Meranie množstva látok kyslého charakteru, ktoré vznikajú oxidáciou uhľovodíkového reťaz-ca v oleji počas jeho používania sa zabezpečuje viacerými štandardnými metódami. Množstvo týchto kyslých látok v oleji priamo určuje stu-peň degradácie oleja a vyjadruje sa zvyčajne cel-kovým číslom kyslosti. ASTM D 664 stanovuje číslo kyslosti v ropných látkach potenciomet-rickou titráciou, STN 65 6070 stanovuje kyslosť a číslo kyslosti v ropných látkach a STN 65 0347 stanovuje kyslosť a zásaditosť organických che-mických produktov. V izolačných olejoch sa na stanovenie čísla kyslosti potenciometrickou tit-ráciou v yužíva metóda STN EN 62 0121-1. Po-mocou týchto metód je možné stanoviť TAN
(Total Acide Number = celkové číslo kyslosti) ale-bo TBN (Total Base Number = celkové číslo zá-saditosti). V prípade STN 65 0347 ide o stanove-nie týchto látok v svetlých i v tmavých ropných produktoch, pričom je možná vizuálna alebo po-tenciometrická indikácia ekvivalentného bodu. STN 14 0104 umožňuje stanoviť číslo kyslos-ti metyl-esterov mastných kyselín v derivátoch tukov a olejov; tieto látky sa sledujú v opotre-bovaných olejoch z dôvodu ich výskytu v auto-mobilových palivách. Hodnoty TAN sú zvyčajne určené pre každý produkt a sú uvedené v tech-nickom liste, napríklad pre čistý motorový letec-ký olej ASTO-555 je maximálna hodnota 0,5 mg KOH/g, pre čistý hydraulický olej ASF-41 je to 0,2 mg KOH/g. Avšak limitné hodnoty olejov v prevádzke je nutné stanoviť empiricky.
EXPERIMENTÁLNA ČASŤAnalýzy boli vykonávané na poloautomatic-kom potenciometrickom titrátore 702 SM
TITRINO s dávkovanou byretou s objemom 20 ml s použitím alkoholického roztoku KOH ako titračného činidla za automatického mie-šania vzorky. Na stanovenie titra titračného činidla bol po-užitý hydrogenftalan draselný (C8H5KO4) čis-toty p.a. Použité chemikálie a elektródy v jed-notlivých metódach sú pre porovnanie uvedené v tab. 1.Platinová elektróda sa využíva ako pomocná elektróda na odstránenie šumu, ktorý vzniká pôsobením statického náboja v nevodných roz-púšťadlách, ktoré sú v tomto prípade použité. Pred skúškou sa meraná vzorka v obidvoch me-tódach premieša dvojminútovým pretrepáva-ním. Navážka meranej vzorky sa pri stanove-ní TAN v motorových olejoch určí podľa STN 65 6070 (tab. 2). Navážka vzorky pri stanovení TAN v izolačných olejoch je 5 ± 0,1 g minerál-neho oleja s presnosťou 0,01 g na 20 ± 0,1 ml rozpúšťadla.
ENGINEERING.SK122
E TRA X
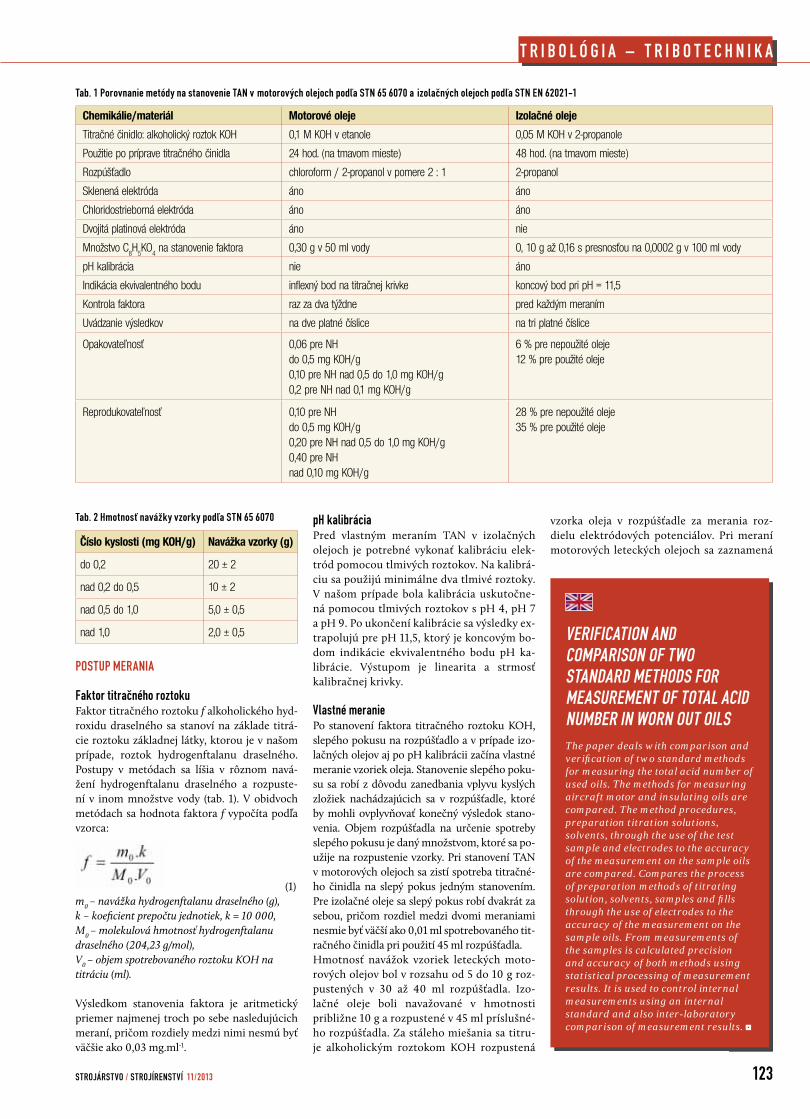
Tab. 1 Porovnanie metódy na stanovenie TAN v motorových olejoch podľa STN 65 6070 a izolačných olejoch podľa STN EN 62021-1
Chemikálie/materiál Motorové oleje Izolačné oleje
Titračné činidlo: alkoholický roztok KOH 0,1 M KOH v etanole 0,05 M KOH v 2-propanole
Použitie po príprave titračného činidla 24 hod. (na tmavom mieste) 48 hod. (na tmavom mieste)
Rozpúšťadlo c hloroform / 2-propanol v pomere 2 : 1 2-propanol
Sklenená elektróda áno áno
Chloridostrieborná elektróda áno áno
Dvojitá platinová elektróda áno nie
Množstvo C8H
5KO
4 na stanovenie faktora 0,30 g v 50 ml vody 0, 10 g až 0,16 s presnosťou na 0,0002 g v 100 ml vody
pH kalibrácia nie áno
Indikácia ekvivalentného bodu infl exný bod na titračnej krivke koncový bod pri pH = 11,5
Kontrola faktora raz za dva týždne pred každým meraním
Uvádzanie výsledkov na dve platné číslice na tri platné číslice
Opakovateľnosť 0,06 pre NH do 0,5 mg KOH/g 0,10 pre NH nad 0,5 do 1,0 mg KOH/g0,2 pre NH nad 0,1 mg KOH/g
6 % pre nepoužité oleje12 % pre použité oleje
Reprodukovateľnosť 0,10 pre NH do 0,5 mg KOH/g 0,20 pre NH nad 0,5 do 1,0 mg KOH/g0,40 pre NH nad 0,10 mg KOH/g
28 % pre nepoužité oleje35 % pre použité oleje
Tab. 2 Hmotnosť navá�ky vzorky podľa STN 65 6070
Číslo kyslosti (mg KOH/g) Navážka vzorky (g)
do 0,2 20 ± 2
nad 0,2 do 0,5 10 ± 2
nad 0,5 do 1,0 5,0 ± 0,5
nad 1,0 2,0 ± 0,5
POSTUP MERANIA
Faktor titračného roztokuFaktor titračného roztoku f alkoholického hyd-roxidu draselného sa stanoví na základe titrá-cie roztoku základnej látky, ktorou je v našom prípade, roztok hydrogenftalanu draselného. Postupy v metódach sa líšia v rôznom navá-žení hydrogenftalanu draselného a rozpuste-ní v inom množstve vody (tab. 1). V obidvoch metódach sa hodnota faktora f vypočíta podľa vzorca:
(1)m0 – navážka hydrogenftalanu draselného (g),k – koefi cient prepočtu jednotiek, k = 10 000,M0 – molekulová hmotnosť hydrogenftalanu draselného (204,23 g/mol),V0 – objem spotrebovaného roztoku KOH na titráciu (ml).
Výsledkom stanovenia faktora je aritmetický priemer najmenej troch po sebe nasledujúcich meraní, pričom rozdiely medzi nimi nesmú byť väčšie ako 0,03 mg.ml-1.
pH kalibráciaPred vlastným meraním TAN v izolačných olejoch je potrebné vykonať kalibráciu elek-tród pomocou tlmivých roztokov. Na kalibrá-ciu sa použijú minimálne dva tlmivé roztoky. V našom prípade bola kalibrácia uskutočne-ná pomocou tlmivých roztokov s pH 4, pH 7 a pH 9. Po ukončení kalibrácie sa výsledky ex-trapolujú pre pH 11,5, ktorý je koncovým bo-dom indikácie ekvivalentného bodu pH ka-librácie. Výstupom je linearita a strmosť kalibračnej krivky.
Vlastné meraniePo stanovení faktora titračného roztoku KOH, slepého pokusu na rozpúšťadlo a v prípade izo-lačných olejov aj po pH kalibrácii začína vlastné meranie vzoriek oleja. Stanovenie slepého poku-su sa robí z dôvodu zanedbania vplyvu kyslých zložiek nachádzajúcich sa v rozpúšťadle, ktoré by mohli ovplyvňovať konečný výsledok stano-venia. Objem rozpúšťadla na určenie spotreby slepého pokusu je daný množstvom, ktoré sa po-užije na rozpustenie vzorky. Pri stanovení TAN v motorových olejoch sa zistí spotreba titračné-ho činidla na slepý pokus jedným stanovením. Pre izolačné oleje sa slepý pokus robí dvakrát za sebou, pričom rozdiel medzi dvomi meraniami nesmie byť väčší ako 0,01 ml spotrebovaného tit-račného činidla pri použití 45 ml rozpúšťadla.Hmotnosť navážok vzoriek leteckých moto-rových olejov bol v rozsahu od 5 do 10 g roz-pustených v 30 až 40 ml rozpúšťadla. Izo-lačné oleje boli navažované v hmotnosti približne 10 g a rozpustené v 45 ml príslušné-ho rozpúšťadla. Za stáleho miešania sa titru-je alkoholickým roztokom KOH rozpustená
vzorka oleja v rozpúšťadle za merania roz-dielu elektródových potenciálov. Pri meraní motorových leteckých olejoch sa zaznamená
VERIFICATION AND COMPARISON OF TWO STANDARD METHODS FOR MEASUREMENT OF TOTAL ACID NUMBER IN WORN OUT OILS
The paper deals with comparison and verifi cation of two standard methods for measuring the total acid number of used oils. The methods for measuring aircraft motor and insulating oils are compared. The method procedures, preparation titration solutions, solvents, through the use of the test sample and electrodes to the accuracy of the measurement on the sample oils are compared. Compares the process of preparation methods of titrating solution, solvents, samples and fi lls through the use of electrodes to the accuracy of the measurement on the sample oils. From measurements of the samples is calculated precision and accuracy of both methods using statistical processing of measurement results. It is used to control internal measurements using an internal standard and also inter-laboratory comparison of measurement results. •
STROJÁRSTVO / STROJÍRENSTVÍ 11/2013 123
T R I B O L Ó G I A – T R I B O T E C H N I K A
množstvo spotrebovaného titračného činidla v ekvivalentnom bode titračnej krivky, keď nastáva prudká zmena potenciálu indikačnej elektródy. Pri meraní izolačných olejov sa na výpočet čísla kyslosti využije množstvo KOH spotrebovaného pri dosiahnutí hodnoty pH = 11,5 roztoku. Na základe objemu spotrebo-vaného činidla KOH sa vypočíta hodnota cel-kového čísla kyslosti pomocou nasledujúce-ho vzorca:
(2)
V1 – objem roztoku KOH spotrebovaného na titráciu vzorky (ml),V2 – objem roztoku KOH (delený dvoma) spotrebovaného na slepý pokus (ml),fKOH – titračný faktor roztoku KOH (mg/ml),M – molekulová hmotnosť KOH (56,1 g/mol),m – hmotnosť navážky vzorky (g).
Číselný údaj výsledku je v jednotkách mg KOH/g vzorky. Výsledkom skúšky je aritmetic-ký priemer dvoch za sebou nasledujúcich vý-sledkov meraní.Opakovateľnosť a reprodukovateľnosť stanove-nia TAN v motorových olejoch a tiež v izolač-ných olejoch nesmú byť horšie ako uvádzajú príslušné normy, pozri tab. 1, hore.
VÝSLEDKY MERANIAVypočítaná správnosť a presnosť merania TAN je porovnaná navzájom pre obidve metódy a aj s údajmi uvedenými v príslušných normách. Pre zabezpečenie správnosti merania pomo-cou automatického titrátora je každoročne vy-konávaná kontrola správnej funkčnosti prí-stroja autorizovaným servisným pracovníkom. Uskutočňuje sa kalibrácia elektronických sú-častí pomocou etalónov. Kalibračný certifi kát je výstupom z kontroly, kde je uvedený príspe-vok neistoty elektronických častí zariadenia a objemu dávkovacej byrety. Správnosť mera-nia v motorových leteckých olejoch a správna funkčnosť titrátora je zabezpečená meraním vnútorného štandardu na začiatku dňa pred meraním vzoriek. Presnosť metódy je z hľadis-ka opakovateľnosti vypočítaná z troch vzoriek olejov získaných z prevádzky. Na výpočet re-produkovateľnosti sú použité výsledky z medzi-laboratórneho porovnania s akreditovaným la-boratóriom. Pre izolačné oleje sú na stanovenie správnosti aj presnosti využité výsledky z účasti na medzilaboratórnom porovnaní organizova-nom Slovenskými elektrárňami.Keďže nie je dostupný certifi kovaný referenčný materiál, ani referenčný materiál na stanove-nie TAN, bol laboratóriom pripravený vnútorný štandard. Pravidelné meranie tohto štandardu pred každým meraním v deň merania vzoriek je znázornené vo forme regulačného diagra-mu (obr. 1). Jeho referenčná hodnota bola urče-ná z viacnásobných meraní v priebehu niekoľ-kých dní a súčasne bola overená jeho hodnota meraním v akreditovanom laboratóriu, ktoré
je spôsobilé stanoviť TAN v olejoch. Kontro-la správnosti sa určuje vyhodnotením výsledku merania vnútorného štandardu podľa vzťahu:
(3)
x – priemerná hodnota stanovenia,x0 – referenčná hodnota vnútorného štandardu,s – smerodajná odchýlka stanovenia.
Ak táto podmienka nie je splnená, teda name-raná hodnota je väčšia ako 0,63 mg KOH/ g vzorky alebo menšia ako 0,49 mg KOH/g vzor-ky (obr. 1), metóda je zaťažená systematickou chybou, ktorá môže byť spôsobená samotnou metódou alebo spôsobom používania metódy, prípadne prostredím, v ktorom sa meranie re-alizuje alebo poruchou prístroja. Je potrebné ju odstrániť a opakovane preveriť správnosť metó-dy. Referenčná hodnota pripraveného vnútor-ného štandardu bola vypočítaná na hodnotu 0,56 mg KOH/g vzorky. Vypočítala sa relatívna hodnota opakovateľ-nosti meraním troch vzoriek olejov pokrýva-júcich celý koncentračný rozsah, v ktorom je deklarovaná spôsobilosť merania (tab. 3). Rela-tívna hodnota reprodukovateľnosti sa vypočí-tala z medzilaboratórneho porovnania s iným akreditovaným laboratóriom rovnako na tých-to troch vzorkách (tab. 3).
Presnosť a správnosť merania TAN v izolač-ných olejoch vychádza z medzilaboratórneho porovnania troch vzoriek použitých izolačných olejov. Presnosť, s akou boli stanovené hodno-ty TAN v laboratóriu je vyjadrená hodnotou
smerodajnej odchýlky aj relatívnej smerodaj-nej odchýlky opakovateľnosti (tab. 4). Hodnoty namerané v laboratóriu boli porovnané s prija-tou referenčnou hodnotou, ktorá bola vypočíta-ná ako stredná hodnota základného súboru me-raní po vylúčení odľahlých hodnôt. Správnosť stanovenia bola určená dovolenými hraničný-mi hodnotami stanovenými komisiou v súlade s STN ISO 5725, (tab. 5). Hranica opakovateľ-nosti rst bola vypočítaná vynásobením prijatej referenčnej hodnoty hodnotou 0,3. Hranica reprodukovateľnosti Rst bola vypočítaná vyná-sobením druhej mocniny prijatej referenčnej hodnoty hodnotou 195. Odchýlky priemeru merania každej vzorky od prijatej referenčnej hodnoty sú vyjadrené ako vychýlenosť labora-tória, (tab.6). Tieto hodnoty vychýlenosti labo-ratória boli porovnané s kritickým rozdielom, ktorý bol vypočítaný pre každú vzorku podľa STN ISO 5725.
DISKUSIAZ výsledkov meraní správnosti TAN v motoro-vých olejoch je zrejmé, že namerané výsledky sú zhodné. Rozdiely priemernej hodnoty stanove-nia a referenčnej hodnoty vnútorného štandar-du sú menšie ako trojnásobok smerodajnej od-chýlky reprodukovateľnosti.
–
Tab. 4 Presnosť merania TAN (mg KOH/g) v izolačných olejoch
Číslo vzorky 1. meranie 2. meranie sop (mg KOH/g) Relatívna sop (%)
1. 0,067 0,063 0,02828 4,35
2. 0,029 0,028 0,00071 2,48
3. 0,048 0,049 0,00071 1,46
Tab. 3 Porovnanie opakovateľnosti a reprodukovateľnosti metódy pre stanovenie TAN v motorových olejoch
Číslovzorky
Priemerná hodnota nášho stanovenia
(mg KOH/g)
Relatívna sop (%)
Priemerná hodnota stanovenia v inom laboratóriu
(mg KOH/g)
Relatívna srep (%)
1. 0,045 1,6 0,043 3,2
2. 0,460 2,2 0,460 0
3. 1,530 1,3 1,570 1,8
Poznámka: Vo vzorke č. 2 bola stanovená rovnaká priemerná hodnota TAN v obidvoch laboratóriách, preto je hodnota odchýlky nulová.
Tab. 5 Porovnanie správnosti stanovenia TAN (mg KOH/g) v izolačných olejoch
Číslo vzorky Priemerná hodnota nášho stanovenia rst Rst Prijatá referenčná hodnota
1. 0,065 0,099 0,0848 0,0905
2. 0,029 0,053 0,0536 0,0391
3. 0,049 0,033 0,0792 0,0856
Tab. 6 Porovnanie vychýlenosti laboratória s kritickým rozdielom
Číslo vzorky Vychýlenosť Kritický rozdiel
1. – 0,0255 0,0624
2. – 0,0106 0,0383
3. – 0,0371 0,0614
ENGINEERING.SK124
E TRA X

Štatistické výpočty potvrdzujú, že podmien-ka správnosti je splnená, metóda nie je zaťa-žená systematickou chybou. Z výsledkov me-raní presnosti TAN v troch vzorkách olejov pokrývajúcich celý koncentračný rozsah bo-li štatisticky vypočítané smerodajné odchýlky opakovateľnosti a reprodukovateľnosti. Ich relatívne hodnoty dosahujú maximálne 3,2 % z aritmetického priemeru stanovenia. Preto môžeme potvrdiť, že metóda na stanovenie TAN v motorových olejoch je presná a vyho-vuje presnosti, ktorá je deklarovaná v norme STN65 6070.Účasťou laboratória na medzilaboratórnom po-rovnaní organizovanom Slovenskými elektrár-ňami bola okrem iných skúšok zisťovaná pres-nosť a správnosť stanovenia TAN v izolačných olejoch. Výsledky boli získané po štatistickom spracovaní skúšok jednotlivých laboratórií v sú-lade s normou STN ISO 5725 „Presnosť (správ-nosť a zhodnosť) metód a výsledkov merania“ pomocou metódy analýzy rozptylu (ANOVA).
Laboratórium bolo komisiou pre organizova-nie a vyhodnotenie porovnania uznané za spô-sobilé na vykonávanie skúšky ak minimálne pre dve z troch vzoriek vychýlenosť stanovenia ne-presahovala hraničné hodnoty. Z výsledkov me-dzilaboratórneho porovnania, ktoré sú uvedené v tab. 5 a 6 je potvrdené, že laboratórium je spô-sobilé vykonávať danú skúšku.
ZÁVERV príspevku sú podrobne popísané postupy skúšky na stanovenie TAN v motorových a v izolačných olejoch, ktorých hodnota je dô-ležitou informáciou pre zistenie oxidačnej de-gradácie oleja v prevádzke. Dôraz sa kladie na poukázanie rozdielov v jednotlivých postu-poch, a to od prípravy titračného činidla, ty-pu a použitia rozpúšťadiel, elektród až po na-vážky jednotlivých vzoriek olejov podľa toho, o ktorý druh oleja ide. V obidvoch prípadoch sú vzorky získané z prevádzky, čiže ide o ana-lýzy opotrebovaných olejov. Zisťovaná presnosť
a správnosť stanovenia TAN bola porovna-ná pre obidve metódy s využitím štatistické-ho spracovania výsledkov meraní. Zistilo sa, že presnosť stanovenia TAN v motorových olejoch nadobúda hodnoty opakovateľnosti 2,5 % a re-produkovateľnosti 3,5 %. V izolačných olejoch je vypočítaná opakovateľnosť na 5 % a reprodu-kovateľnosť na 9 %. Namerané hodnoty spĺňa-jú dostatočnú správnosť a majú lepšiu presnosť stanovenia, ako predpisujú príslušné normy. •
POZNÁMKA:Príspevok bol pripravený s podporou Štrukturál-nych fondov Európskej únie, operačný program Výskum a vývoj, opatrenie 2.2 Prenos poznatkov a technológií získaných výskumom a vývojom do praxe, projekt „Výskum a vývoj inteligentných ne-konvenčných aktuátorov na báze umelých svalov“, ITMS projektu 26220220103.
Podporujeme výskumné aktivity na Slovensku.Projekt je spolufi nancovaný zo zdrojov ES.
LITERATÚRA:
[1] Mihalčová, J.: Diagnostika mazacích kvapalín: Štúdia. SLI-188/2006, 35 s., SLI, a. s., Košice, november 2006
[2] MUSIL, S.; ĎURIŠ, S.: Metrológia a kvalita. SMU Bratislava. 2002. 150 str. ISBN 80-89112-00-5
[3] Interný predpis: Stanovenie čísla kyslosti mazacích olejov, Slovenský letecký inštitút, a. s., 2005. Tribotechnické laboratórium, Košice
[4] Interný predpis: Stanovenie čísla kyslosti izolačných olejov, Slovenský letecký inštitút, a. s., 2007. Tribotechnické laboratórium, Košice
[5] Hanzel, A.; Hudec, M.; Palenčár, R.: Správa o medzilaboratórnom porovnaní skúšok izolačných olejov v roku 2007. Bratislava
[6] STN 65 6070: 1984: Stanovenie kyslosti a čísla kyslosti v ropných látkach.
[7] STN EN 62021-1: 2004: Izolačné kvapaliny. Určovanie čísla kyslosti. Časť 1: Automatická potenciometrická titrácia.
T R I B O L Ó G I A – T R I B O T E C H N I K A