Embed Size (px)
Citation preview
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 1
CENTRO UNIVERISTÁRIO DE FORMIGA – UNIFOR MG
Notas de aula de ORGANIZAÇÃO E GERENCIAMENTO DA MANUTENÇÃO INDUSTRIAL
2º PARTE
Prof. Marcelo Carvalho Ramos
Formiga - Minas Gerais
2012
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 2
5º CAPÍTULO – METODOLOGIAS DE ORGANIZAÇÃO DA MANUTENÇÃO
As estratégias são as linhas pelas quais se fixarão os rumos do departamento de manutenção da empresa, quanto à organização. Desta forma é de suma importância a colaboração, participação, envolvimento e comprometimento da alta gerência e diretoria técnica da empresa.
As estratégias e políticas descritas abaixo devem envolver as áreas de Projeto, Planejamento, Execução e Engenharia de Manutenção.
ü Padronizar as metodologias nos trabalhos de manutenção;
ü Criar procedimentos, métodos e periodicidade de manutenção;
ü Estabelecer e reavaliar critérios de prioridade de manutenção;
ü Planejar e controlar a manutenção;
ü Analisar o desempenho dos equipamentos e instalações;
ü Estabelecer critérios para definição de recursos para a manutenção;
ü Buscar e estimular o desenvolvimento e o aperfeiçoamento do pessoal de manutenção; e
ü Estabelecer critérios para utilização de recursos externos na manutenção.
TPM – MANUTENÇÃO PRODUTIVA TOTAL
O conceito básico da TPM é a reformulação e a melhoria da estrutura empresarial a partir da reestruturação e melhoria das pessoas e dos equipamentos, com envolvimento de todos os níveis hierárquicos e a mudança da postura organizacional. Em relação aos equipamentos, significa: promover a revolução junto à linha de produção, através da incorporação da “Quebra Zero”, “Defeito Zero” e “Acidente Zero”.
A TPM cria um autogerenciamento no local de trabalho, uma vez que os operadores assumem a propriedade de seu equipamento e passam a ter total responsabilidade sobre o mesmo. Assim, é possível eliminar paradas e falhas criando-se total confiança no processo produtivo.
A definição da TPM estabelece uma nova exposição que engloba a empresa como um todo, que se constitui dos cinco itens:
ü Tendo como o objetivo a constituição de uma nova estrutura empresarial, que busca a máxima eficiência do sistema de produção;
ü Construindo, no próprio local de trabalho, mecanismos para prevenir as diversas perdas, tendo como objetivo o ciclo da vida útil do sistema de produção;
ü Envolvendo todos os departamentos, começando pelo departamento de produção e se estendendo aos setores de manutenção, administração, etc.;
ü Contando com a participação de todos, desde a alta direção até os profissionais operacionais; e
ü Atingindo a perda zero pro meio de atividades desenvolvidas por pequenos grupos.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 3
IMPLEMENTAÇÃO DA MANUTENÇÃO AUTÔNOMA EM 8 PASSOS
A MANUTENÇÃO AUTÔNOMA é implementada gradativamente em 8 passos, os quais incentivam os operadores a descobrir o que deve ser feito para melhorar os seus equipamentos, tomar decisões sobre o que deve ser feito e preservar os seus ganhos.
PASSO 1 – LIMPEZA INICIAL
ü Eliminar toda a sujeira e escombros e prevenir a deterioração;
ü Identificar os problemas ocultos que se tornam aparentes pela limpeza;
ü Familiariza-se com o equipamento e sensibilizar-se com as suas necessidades; e
ü Aprender a debater problemas em grupo, aprender as habilidades da liderança, desenvolver o espírito de equipe.
PASSO 2 – DETERMINAR AS CAUSAS DE SUJEIRA NOS EQUIPAMENTOS
ü Eliminar as causas das sujeiras;
ü Eliminar espalhamento de produtos;
ü Aumentar a confiabilidade do equipamento; e
ü Analisar e definir em grupo as melhorias para eliminar as causas de sujeira.
PASSO 3 – MELHORAR O ACESSO
ü Reduzir ao máximo o tempo necessário para limpeza, lubrificação e inspeção;
ü Melhorar a manutenibilidade através da melhoria da limpeza e da lubrificação; e
ü Tornar a administração e gerenciamento transparente através de simples controles visuais.
PASSO 4 – PADRONIZAR AS ATITUDES DE MANUTENÇÃO AUTÔNOMA
ü Controlar os três fatores chaves da prevenção da deterioração: limpeza, lubrificação e aperto de parafusos;
ü Elaborar procedimentos padronizados para os serviços rotineiros de limpeza, lubrificação e inspeção;
ü Detectar a importância do trabalho de equipe; e
ü Estudar as funções básicas e a estrutura do equipamento.
PASSO 5 – DESENVOLVER HABILIDADES DE INSPEÇÃO GERAL
ü Aprender a identificar as condições de desempenho ótimo dos equipamentos e tornar-se hábil a diagnosticar;
ü Trabalhar conjuntamente com o pessoal de manutenção para desenvolver as habilidades de manutenção e prevenir a deterioração;
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 4
ü Efetuar a inspeção geral do equipamento para detectar as partes danificadas, e assim aumentar a disponibilidade;
ü Modificar o equipamento para facilitar a inspeção e manutenção; e
ü Desenvolver espírito de grupo, aprendendo com as pessoas mais experientes.
PASSO 6 – CONDUZIR A MANUTENÇÃO AUTÔNOMA
ü Utilizar com eficiência os check-lists e os procedimentos padrões;
ü Aumentar a disponibilidade operacional dos equipamentos;
ü Reconhecer a operação correta, as anormalidades e as ações corretivas apropriadas; e
ü Tornar-se autônomo, elaborando os seus próprios check-lists.
PASSO 7 – ORGANIZAR A ADMINISTRAR A ÁREA DE TRABALHO
ü Assegurar a qualidade e a segurança, padronizando os procedimentos de organização e limpeza da área;
ü Padronizar as quantidades e a estocagem das peças em processo, matérias-primas, produtos, peças, ferramentas, dispositivos, etc.;
ü Facilitar a administração e o controle da manutenção implementando sistemas de controles visuais; e
ü Elevar os padrões e assegurar que os mesmos sejam seguidos.
PASSO 8 – EMPENHAR-SE PARA O GERENCIMENTO AUTÔNOMO
ü Dedicar-se às melhorias que permitem alcançar as metas da empresa;
ü Coletar e analisar os dados que permitem visualizar melhorias na disponibilidade, na manutenibilidade e na operacionalidade;
ü Empenhar-se para a melhoria contínua;
ü Aprender a registrar e analisar dados dos equipamentos;
ü Efetuar reparos pequenos e simples; e
ü Sentir satisfação na implementação das melhorias.
RCM – Manutenção Centrada na Confiabilidade (Reliability Centered Maintenance)
A RCM é a metodologia que determina as ações de manutenção dos equipamentos conjuntos e instrumentos baseada em critérios de confiabilidade intrínsecos das funções do equipamento e de seus periféricos na análise das falhas e seus efeitos.
Tem como objetivo a otimização dos custos e da eficiência da manutenção que levam a um alto nível de segurança do processo, dos profissionais, do meio-ambiente e das instalações.
A implantação da RCM e realizada com base no chamado DD (Diagrama de Decisão) e na constituição de grupos de trabalho multidisciplinares e funcionais da produção e manutenção, apoiados por especialistas que fazem a análise dos equipamentos e dispositivos previamente selecionados. Essas análises são
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 5
importantes para a elaboração de programas de manutenção que promove as ações mais adequadas a cada tipo de equipamento.
5.1 MANUTENÇÃO PRODUTIVA TOTAL
A TPM – (Total Productive Maintenance) é uma estratégia de gestão dos equipamentos concebida para alcançar a máxima eficiência através do envolvimento dos seus operadores. Teve sua origem a partir da Manutenção Preventiva, desenvolvida no período pós-guerra nos Estados Unidos, deixando para trás as atividades de Manutenção Corretiva, isto é, apenas depois que o equipamento quebrasse ou falhasse é que a providência (troca ou ajuste do equipamento) era tomada, mas foi como um movimento de busca da qualidade e produtividade que os japoneses desenvolveram e aperfeiçoaram a metodologia de organização da manutenção voltada para a Manutenção Produtiva, que ao longo dos anos vem evoluindo para um completo sistema de gestão empresarial. Sua origem no Japão em meados de 1971 foi adotada inicialmente pela Nippon Denso Co. Ltda do grupo Toyota, pela JIPM.
Nessa mesma época surgiram outras discussões a respeito da importância da manutenibilidade e suas conseqüências para o trabalho de manutenção:
ü Avanço na automação do parque industrial;
ü Busca da melhoria da qualidade e a aplicação do TQC;
ü Aumento da concorrência empresarial e as idéias de globalização;
ü Emprego do sistema “Just in time – JIT” dentre outros;
ü Ampliação da consciência de preservação ambiental e conservação de energia;
ü Dificuldades na seleção de mão-de-obra para trabalhos operacionais considerados pesados; e
ü Aumento da gestão participativa e surgimento do operário polivalente.
Todas essas ocorrências contribuíram para o aparecimento da TPM. A empresa usuária da máquina se preocupava em valorizar e manter o seu patrimônio, pensando em termos de custo de vida da máquina ou equipamento. No mesmo período, surgiram outras teorias com os mesmos objetivos.
A Manutenção Produtiva Total (TPM) tem sua sustentação nos conceitos dos 8 pilares, os quais são as bases sobre as quais é construída a metodologia do programa de TPM, envolvendo toda a empresa em busca de suas metas, tais como: defeito zero, falhas zero, aumento da disponibilidade dos equipamentos, produtividade e lucratividade.
Para o programa ser instalado é necessário o comprometimento de todos os funcionários. Manter todas as máquinas em funcionamento durante o período em que estão programadas para trabalhar, cumprindo com as metas estabelecidas e os padrões de qualidade.
Através da integração do homem com a máquina e com o produto, tende a chegar em “quebra zero” na máquina e “defeito zero” no produto, assim eliminando as perdas e pequenas paradas. O operador é responsável em conservar, reparar e restaurar a máquina.
O conceito de desenvolvimento da TPM é baseado na capacitação do homem, dando ao pessoal de operação a habilidade de monitorar seu equipamento através dos 5 sentidos e realizar pequenas intervenções, assim como dá habilidade ao homem de manutenção em analisar as causas das falhas e garantir a qualidade dos equipamentos.
A idéia da “quebra zero” baseia-se no conceito de que a quebra é a falha visível. A falha visível é causada por uma coleção de falhas invisíveis como um iceberg. Logo, se os operadores e mantenedores estiverem conscientes de que devem evitar as falhas invisíveis, a quebra deixará de ocorrer. As falhas invisíveis
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 6
normalmente deixam de ser detectadas por motivos físicos e psicológicos. Motivos físicos: as falhas não são visíveis por estarem em local de difícil acesso ou encobertas por detritos e sujeiras. Motivos psicológicos: as falhas deixam ser detectadas devido à falta de interesse ou de capacitação dos operadores e mantenedores.
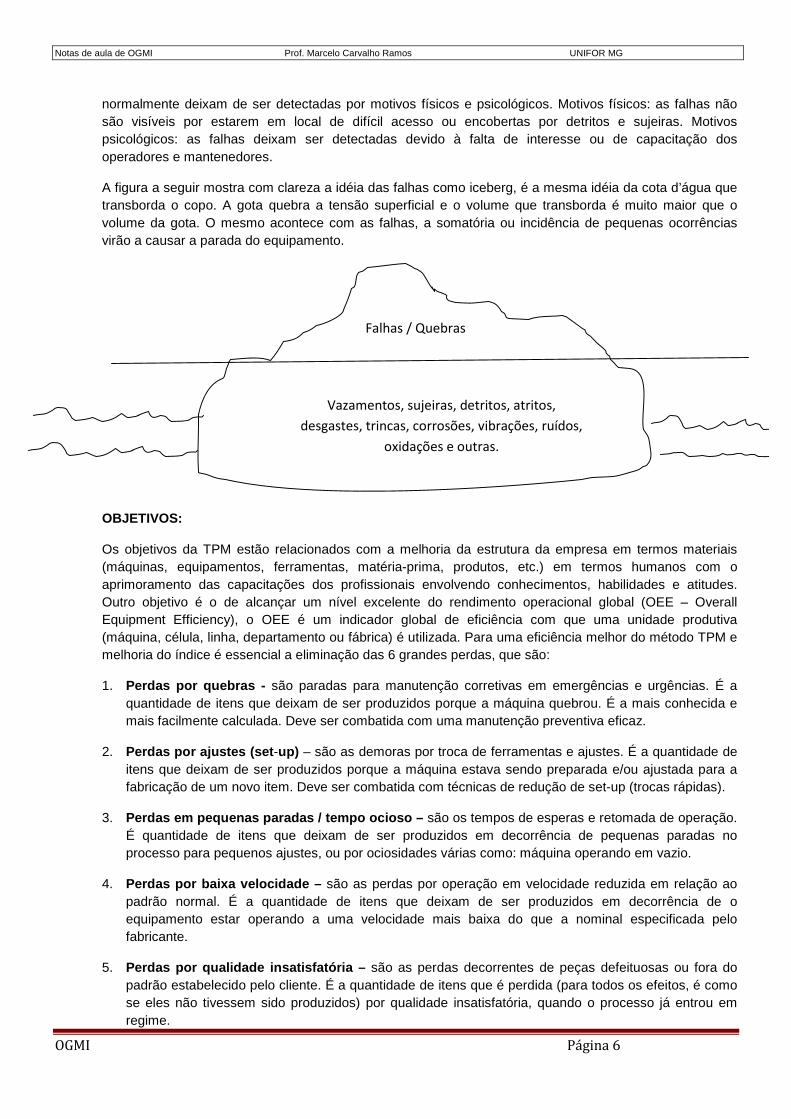
A figura a seguir mostra com clareza a idéia das falhas como iceberg, é a mesma idéia da cota d’água que transborda o copo. A gota quebra a tensão superficial e o volume que transborda é muito maior que o volume da gota. O mesmo acontece com as falhas, a somatória ou incidência de pequenas ocorrências virão a causar a parada do equipamento.
OBJETIVOS:
Os objetivos da TPM estão relacionados com a melhoria da estrutura da empresa em termos materiais (máquinas, equipamentos, ferramentas, matéria-prima, produtos, etc.) em termos humanos com o aprimoramento das capacitações dos profissionais envolvendo conhecimentos, habilidades e atitudes. Outro objetivo é o de alcançar um nível excelente do rendimento operacional global (OEE – Overall Equipment Efficiency), o OEE é um indicador global de eficiência com que uma unidade produtiva (máquina, célula, linha, departamento ou fábrica) é utilizada. Para uma eficiência melhor do método TPM e melhoria do índice é essencial a eliminação das 6 grandes perdas, que são:
1. Perdas por quebras - são paradas para manutenção corretivas em emergências e urgências. É a quantidade de itens que deixam de ser produzidos porque a máquina quebrou. É a mais conhecida e mais facilmente calculada. Deve ser combatida com uma manutenção preventiva eficaz.
2. Perdas por ajustes (set-up) – são as demoras por troca de ferramentas e ajustes. É a quantidade de itens que deixam de ser produzidos porque a máquina estava sendo preparada e/ou ajustada para a fabricação de um novo item. Deve ser combatida com técnicas de redução de set-up (trocas rápidas).
3. Perdas em pequenas paradas / tempo ocioso – são os tempos de esperas e retomada de operação. É quantidade de itens que deixam de ser produzidos em decorrência de pequenas paradas no processo para pequenos ajustes, ou por ociosidades várias como: máquina operando em vazio.
4. Perdas por baixa velocidade – são as perdas por operação em velocidade reduzida em relação ao padrão normal. É a quantidade de itens que deixam de ser produzidos em decorrência de o equipamento estar operando a uma velocidade mais baixa do que a nominal especificada pelo fabricante.
5. Perdas por qualidade insatisfatória – são as perdas decorrentes de peças defeituosas ou fora do padrão estabelecido pelo cliente. É a quantidade de itens que é perdida (para todos os efeitos, é como se eles não tivessem sido produzidos) por qualidade insatisfatória, quando o processo já entrou em regime.
Falhas / Quebras uebras
Vazamentos, sujeiras, detritos, atritos, desgastes, trincas, corrosões, vibrações, ruídos,
oxidações e outras.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 7
6. Perdas com start-up – são as perdas ocorridas no início de operação das máquinas. É a quantidade de itens que é perdida (para todos os efeitos, é como se não tivessem sido produzidos), por qualidade insatisfatória, quando o processo ainda não entrou em regime. No start-up ou partida, o índice de perda é em geral maior.
A implantação da TPM em uma empresa vai auxiliar na melhoria do Índice Operacional Global, para se obter estas melhorias devem ser seguidos os seguintes passos:
ü Capacitar os operadores para conduzir a manutenção de forma voluntária, ou seja, a manutenção espontânea;
ü Capacitar os mantenedores para serem polivalentes, mecânicos com visão para atividades elétricas e eletricistas com visão para atividades mecânicas, isto é, atuarem em equipamentos mecatrônicos;
ü Capacitar engenheiros e técnicos a projetarem equipamentos que dispensem manutenção, isto é, o “ideal” da máquina descartável, com menor custo operacional;
ü Incentivar as melhorias, estudos e sugestões para modificação dos equipamentos existentes, a fim de melhorar seu rendimento global;
ü Constituir uma estrutura empresarial que visa à máxima eficácia do Sistema de Produção;
ü Combater os desperdícios de processo;
ü Todos, desde o operador até a alta direção de todos os departamentos devem estar envolvidos na eficiência global;
ü Criar mecanismos para eliminar as perdas, visando: “Zero Acidente”, “Zero Defeito” e “Zero Quebras”, para alcançar o ciclo total de vida útil do equipamento e do sistema de produção;
ü Atuar nas perdas diretas da produção e também as ocasionadas pelas pessoas, tais como: Reuniões infrutíferas, procura de documentação, desorganização, má administração, etc.;
ü Atingir perda Zero, através das atividades de pequenos grupos;
ü Melhorar qualidade do produto; e
ü Aumentar a confiabilidade e disponibilidade física do equipamento.
Como os conceitos iniciais da metodologia TPM foram originados no Japão, muito da cultura empresarial e dos costumes orientais foram levados em consideração. Um deles é o conceito dos Cinco “S”, uma forma de determinar até que ponto os operários estão envolvidos nos cuidados com os equipamentos que eles próprios manuseiam e seu ambiente de trabalho. A aplicação do Programa 5 S na TPM consiste em conscientizar e treinar os profissionais operacionais da empresa para estes cuidados. São os seguintes elementos do programa:
1. SEIRI = organização, implica em eliminar o supérfluo;
2. SEITON = arrumação, implica em identificar e colocar tudo em ordem;
3. SISO = limpeza, implica em limpar sempre o que sujar;
4. SEIKETSU = padronização, implica manter a arrumação, limpeza e ordem; e
5. SHITSKUKE = disciplina, implica na autodisciplina, para fazer tudo espontaneamente.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 8
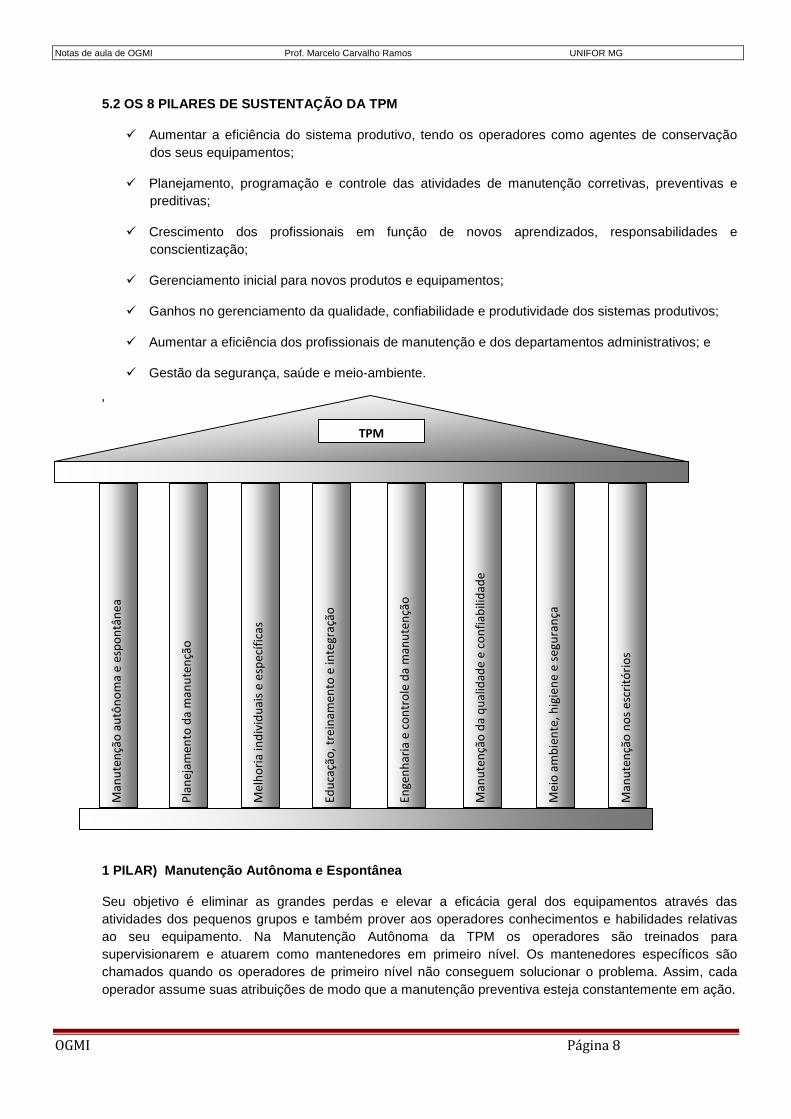
5.2 OS 8 PILARES DE SUSTENTAÇÃO DA TPM
ü Aumentar a eficiência do sistema produtivo, tendo os operadores como agentes de conservação dos seus equipamentos;
ü Planejamento, programação e controle das atividades de manutenção corretivas, preventivas e preditivas;
ü Crescimento dos profissionais em função de novos aprendizados, responsabilidades e conscientização;
ü Gerenciamento inicial para novos produtos e equipamentos;
ü Ganhos no gerenciamento da qualidade, confiabilidade e produtividade dos sistemas produtivos;
ü Aumentar a eficiência dos profissionais de manutenção e dos departamentos administrativos; e
ü Gestão da segurança, saúde e meio-ambiente.
'
1 PILAR) Manutenção Autônoma e Espontânea
Seu objetivo é eliminar as grandes perdas e elevar a eficácia geral dos equipamentos através das atividades dos pequenos grupos e também prover aos operadores conhecimentos e habilidades relativas ao seu equipamento. Na Manutenção Autônoma da TPM os operadores são treinados para supervisionarem e atuarem como mantenedores em primeiro nível. Os mantenedores específicos são chamados quando os operadores de primeiro nível não conseguem solucionar o problema. Assim, cada operador assume suas atribuições de modo que a manutenção preventiva esteja constantemente em ação.
Man
uten
ção
nos
escr
itório
s
Mei
o am
bien
te, h
igie
ne e
seg
uran
ça
Man
uten
ção
da q
ualid
ade
e co
nfia
bilid
ade
Man
uten
ção
autô
nom
a e
espo
ntân
ea
Plan
ejam
ento
da
man
uten
ção
Mel
horia
indi
vidu
ais
e es
pecí
ficas
Educ
ação
, tre
inam
ento
e in
tegr
ação
Enge
nhar
ia e
con
trol
e da
man
uten
ção
TPM
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 9
O departamento responsável é o de Produção e quem executa as tarefas relativas a este pilar são os operadores. Esta etapa é de suma importância, pois é o ponto de partida da implantação efetiva da TPM. Atua diretamente sobre a “pessoa” do operador, mudando toda sua visão sobre o trabalho, conscientizando-o da sua responsabilidade e tornando-o autônomo para controlar e cuidar da produção.
A Manutenção Autônoma não é transferência da manutenção das máquinas para o operador, mas sim, passa a exigir do operador, que ele conserve sua máquina, e que a manutenção conserte e restaure.
As atividades de inspeção promovida na manutenção autônoma, com base nos manuais de inspeção do equipamento são direcionadas à detecção de pequenas falhas, análises dos componentes de qualidade e segurança. As anormalidades são divididas naquelas que o departamento de produção tem condições de realizar e as específicas e mais técnicas, onde somente o departamento de manutenção tem capacidade de exercê-las.
Ao desenvolver um programa de inspeção diária, os operadores de produção devem observar os seguintes pontos:
ü A inspeção deve ser realizada dentro de um período determinado e os itens inspecionados devem ser controlados em relação à carga ou necessidade, com a divisão de um processo sempre que necessário;
ü Devem ser adotadas medidas para permitir que a inspeção seja feita através da visualização e com facilidade;
ü A localização e o número dos itens inspecionados devem ser claramente indicados;
ü A inspeção deve ser feita de forma confiável sem a ajuda de um formulário de verificação.
ü Os operários devem receber um treinamento para que possa executar a inspeção por conta própria; e
ü Os operários devem ter a consciência que a manutenção autônoma é muito importante para a produção.
Atividades na manutenção autônoma
1. Operações corretas;
2. Limpeza;
3. Lubrificação;
4. Aperto;
5. Inspeção diária, periódica e relatórios de anormalidades;
6. Melhorias contra paralisações rápidas e pequenos reparos;
7. Participação e colaboração nas atividades de manutenção;
8. Gerenciamento do estoque de peças sobressalentes e matrizes;
9. Análise da operação e dos registros de manutenção; e
10. Atividades para melhorias.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 10
2 PILAR) Planejamento da Manutenção e Manutenção Planejada
Quanto maior a empresa, mais complexo se torna o sistema de planejamento, programação e controle da manutenção. O dimensionamento de um planejamento depende diretamente do nível que se queira atingir, o número de equipamentos da empresa, o número de profissionais do departamento de manutenção, inclusive, lançando mão do uso de computadores. De qualquer forma, alguns princípios importantes poderão ser observados para organizar o departamento de planejamento, programação e controle da manutenção (PCM).
PLANEJAMENTO
ü Separar os serviços, conforme o prazo ou periodicidade;
ü Análise das tarefas para determinar os melhores métodos e as seqüências das operações;
ü Indicação das funções técnicas necessárias, ferramentas e dos materiais técnicos exigidos;
ü Aproximação do tempo necessário de máquina parada e duração dos serviços; e
ü Atribuições de responsabilidades pelos serviços a serem executados.
PROGRAMAÇÃO
ü Determinação da data de início e término de execução;
ü Aprovisionamento de ferramentas e materiais no momento mais oportuno;
ü Escalação dos especialistas, supervisores ou chefes;
ü Coordenação, supervisão e entendimento com a produção; e
ü Comportamento da execução para que o programa seja cumprido e/ou ajustado.
CONTROLE
ü Confronto do desempenho efetivo com o padrão estabelecido;
ü Cálculo dos desvios em porcentagem ou valor;
ü Estabelecimento de procedimentos para fazer a necessária correção;
ü Providência para serem feitas as correções;
ü Determinações de métodos para verificar o andamento geral;
ü Cálculo de eficiência prevista, utilização e produtividade na manutenção;
ü Colocação destes dados em forma utilizável;
ü Estabelecer sistema de documentação da manutenção feita nos equipamentos e instalações;
ü Registrar o custo de manutenção de cada máquina, equipamento e instalações;
ü Providenciar um método para localizar custos excessivos; e
ü Estabelecer política regulamentando a substituição de equipamentos obsoletos.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 11
ETAPAS PARA IMPLANTAÇÃO DA MANUTENÇÃO PLANEJADA
1. Reconhecimento da necessidade de uma estrutura de manutenção planejada;
2. Definição de objetivos, diretrizes e metas para formação de uma estrutura com funções e papéis definidos dentro da organização (classificação dos equipamentos);
3. Divisão de manutenção planejada em frentes de serviços (pilares):
a. Apoio às atividades de melhoria;
b. Atividades para alcance da falha zero;
c. Estabelecimento de sistema de controle;
d. Controle de lubrificação;
e. Controle de peças sobressalentes;
f. Controle de custos;
g. Pesquisa de técnicas de manutenção preventiva; e
3 PILAR) Melhorias Individuais e Específicas
O objetivo das melhorias individuais é eliminar as grandes perdas e elevar a eficácia geral dos equipamentos. Realizar grandes melhorias, mudanças e métodos para maximizar a eficiência dos equipamentos. O departamento responsável é o de Produção e todos têm responsabilidades neste item.
4 PILAR) Educação, treinamento, integração e reciclagem
Cabe ao pilar de Educação e Treinamento fornecer recursos e subsídios para que as áreas possam desenvolver, qualificar e certificar seus profissionais. Funcionários qualificados são a chave da metodologia TPM, pois eles poderão antever problemas através da inspeção sistêmica. Eles saberão diferenciar uma situação normal de uma anormal, propor melhorias para ganhos de rendimentos e produtividade. Todos têm participação neste pilar. Basta haver necessidade de se treinar alguém, e ele se fará presente. Atividades:
ü Preparar as pessoas na metodologia básica;
ü Auxiliar na elaboração dos treinamentos;
ü Assessorar as áreas na identificação de suas necessidades de treinamento;
ü Realizar auditorias de todos os níveis;
ü Dirimir dúvidas com relação à metodologia TPM; e
ü Interagir com os demais pilares na busca de melhores resultados.
5 PILAR) Engenharia e Controle na Aquisição e Manutenção dos Ativos
Tem como objetivo elaborar a especificação técnica de máquinas e equipamentos, observando requisitos e especificações adotadas pelo TPM, e ser o mediador dos desejos dos demais pilares do programa,
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 12
levando aos nossos fornecedores nossos desejos em termos de especificação de acessórios componentes e melhorias de acesso para limpeza, inspeção e reparos.
Atua principalmente em parceria com o pilar Melhorias Individuais, mas observando sempre os desejos dos responsáveis pelos outros pilares e máquinas TPM
6 PILAR) Manutenção da Qualidade e Confiabilidade
O pilar da qualidade visa dar suporte as áreas, para que possam produzir peças com qualidade em maior número possível, “Quebra Zero” no equipamento e “Zero Defeito” no produto.
A participação deste pilar, não se restringe apenas em colaborar com os demais pilares, mas sim, atuar na área auxiliando na solução de problemas de qualidade dos produtos e processos, a concretização deste pilar se dá com uma aplicação adequada dos estudos de confiabilidade, recomenda-se neste pilar o uso do Diagrama de Decisão.
ü Multiplicar conhecimentos sobre as ferramentas das qualidades;
ü Realizar auditorias de processo e qualidade;
ü Fazer análises sobre os procedimentos formais e os realizados na prática do dia-a-dia;
ü Medir resultados e orientar sobre os padrões de qualidade estabelecidos;
ü Análise na implantação de novos grupos de trabalhos;
ü Avaliar as possibilidades de falha nos componentes e instrumentos;
ü Avaliar os modos e efeitos das falhas; e
ü Interagir com os demais pilares na busca de melhores resultados.
7 PILAR) Meio Ambiente, Higiene e Segurança
O objetivo deste pilar é implementar os princípios de gestão ambiental na fábrica, controlando os aspectos ambientais, minimizando os impactos e promovendo melhorias no Meio Ambiente, eliminando desperdícios.
Também tem o objetivo de realizar a busca através do elo perfeito entre o homem, a máquina e a produção, agregando conhecimentos para obter ganhos de produtividade com acidente Zero.
O pilar da TPM voltado para a segurança, saúde e meio ambiente tem como prioridade a busca de zero acidentes, com danos pessoais, materiais e ambientais, através de equipamentos confiáveis, prevenção de erro humano e processo e equipamentos que não agridam o meio ambiente.
A segurança, a proteção ambiental e o controle da poluição são fundamentais para o gerenciamento da fábrica, catástrofes como incêndio ou explosões podem causar destruição ambiental, devastação em áreas vizinhas, além de arruinar a empresa. As atividades de MP em uma empresa de processamento em larga escala devem enfocar o gerenciamento dessas áreas críticas.
8 PILAR) Manutenção nos Escritórios
A participação deste pilar, não se restringe apenas em colaborar com os demais pilares, mas sim atuar na área auxiliando na solução dos problemas de fluxos e processos administrativos.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 13
Disseminar na fábrica, os conhecimentos necessários para utilização das ferramentas para controle, planejamento de estoque e produção.
Implantação da TPM
A implantação da TPM em uma empresa deve ser feita de forma gradativa, começando por uma área denominada Piloto, na qual todos os problemas e dúvidas devem ser vividos e sanados a contento. O tempo de implantação em uma área piloto não depende do seu tamanho, porém, depende exclusivamente da situação na qual se encontra a empresa, o estado dos equipamentos, a cultura e o comportamento dos profissionais que nela atuam. Esta área deve representar a empresa de forma geral, não deve ser a maior nem a menor, a mais complexa, nem a mais simples, a mais problemática, nem a menos problemática. Deve ser sim, a área mais representativa.
1ª. FASE – PREPARAÇÃO
1ª. Etapa – Decisão da Alta Direção em adotar o TPM
A decisão sobre a introdução do TPM quando comunicada pela alta direção aos funcionários deverá certamente criar uma condição de comprometimento de todos. É uma forma simples, porém decisiva para o sucesso do TPM.
A divulgação através da mídia interna da empresa também ira colaborar muita nesta etapa.
2ª. Etapa – Treinamento Inicial
O treinamento inicial deve ser feito para todos os funcionários do maior ao menor cargo, para que todos tomem conhecimento de como funciona o TPM.
3ª. Etapa – Implantação da Organização do TPM
Criar o comitê diretivo, o comitê de implementação, os comitês de trabalho, os grupos autônomos, enfim criar uma estrutura para implantar o TPM.
4ª. Etapa – Estabelecer Diretrizes
Incorporar o TPM dentro das diretrizes e planejamentos a médios e longos prazos na empresa.
Determinar os índices a monitorar, avaliar os valores existentes dos índices e estabelecer metas.
Obter todos os recursos necessários e suficientes para atingir as metas.
5ª. Etapa – Elaborar um Plano Diretor para implantar a TPM
O plano diretor deve ter a seguinte composição:
O planejamento detalhado de todas as etapas de implementação da TPM. Este planejamento vai até o nível de atividades e deve ser dividido em períodos.
“Da 1ª. a 5ª. etapa observamos um processo de amadurecimento da metodologia TPM, por isso elas estão na fase de preparação e existe um tempo para assimilação e
compreensão do processo”
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 14
2ª. FASE – INTRODUÇÃO
6ª. Etapa – Partida do TPM
Existe um dia em que oficialmente se inicia o TPM. Apenas neste dia ele sai do escritório e vai para o chão de fábrica.
3ª. FASE – IMPLEMENTAÇÃO
7ª. Etapa – Manutenção Autônoma
Promove a absorção do conceito “Da minha máquina cuido EU”.
O controle autônomo do seu equipamento envolve senso de responsabilidade aliado ao incremento de capacitação através dos treinamentos.
A Manutenção Autônoma é composta de 8 passos:
1. Limpeza inicial;
2. Descobrir as fontes de sujeiras e eliminá-las;
3. Melhorar os locais de difícil acesso;
4. Inspeção geral (check-list e procedimentos provisórios);
5. Habilidades para a inspeção geral;
6. Inspeção autônoma (check-list definitivo e visualização);
7. Organização e ordem no local de trabalho; e
8. Administração autônoma.
8ª. Etapa – Melhorias Individuais nos Equipamentos
O incremento do rendimento operacional global do equipamento é a grande ênfase das melhorias. Estas consistem na eliminação das 6 grandes perdas:
1. Perdas por quebra;
2. Perdas por demora na troca de ferramentas e regulagem;
3. Perdas por operação em vazio (espera);
4. Perdas por redução da velocidade em relação ao padrão normal.
5. Perdas por defeitos de produção e processo; e
6. Perdas por queda de rendimento.
9ª. Etapa – Manutenção Planejada
A análise para se determinar uma nova estrutura para o departamento de manutenção em consonância com a metodologia TPM é o primeiro ponto a ser observado.
A ênfase é se estabelecer uma sistemática de manutenção baseada em planejamento, programação e controle de serviços, estabelecendo a era da “manutenção planejada”.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 15
10ª. Etapa – Treinamento Técnico
Todos deverão receber treinamento técnico, aperfeiçoamento e reciclagem do TPM.
Treinamento em técnicas de manutenção e técnicas de produção para operadores e pessoal da manutenção (parafusos e porcas, rolamentos, transmissão, correia, lubrificação, hidráulica, pneumática, etc.).
11ª. Etapa – TPM aplicado à construção de novas máquinas
Projetar e construir equipamentos e instalações que não quebrem é o grande desafio desta etapa.
A constituição de um grupo de trabalho composto pelo pessoal de engenharia, manutenção e produção é o caminho para a implantação do projeto MP (Prevenção da Manutenção) e do LCC ( Custo do Ciclo de Vida) que permitirão estabelecer os critérios de avaliação técnica e econômica necessárias ao sucesso da estrutura.
4ª. FASE – CONSOLIDAÇÃO
12ª. Etapa - Aprimoramento
ü Controle e correção dos desvios do TPM;
ü Implementação de etapas mais complexas; e
ü Melhoramento contínuo.
RESULTADOS ESPERADOS COM A IMPLANTAÇÃO DO TPM
Há três razões principais pelas quais a TPM se difundiu tão rapidamente na indústria japonesa e o mesmo está acontecendo com empresas de todo o mundo.
Garante a eliminação das perdas por toda a empresa, em virtude da aplicação dos princípios básicos da TPM. Os diversos fatores que influem nos resultados empresariais são:
Ø Redução de perdas;
Ø Minimização dos tempos em que os equipamentos operam sem produzir ou com restrição na produção
Ø Redução do número de pequenas paradas;
Ø Diminuição dos defeitos nos produto;
Ø Elevação da produtividade e redução dos custos; e
Ø Redução de estoques e eliminação de acidentes.
Transforma visivelmente os lugares de trabalho, transformando as instalações normalmente sujas e empoeiradas, sujas de óleos lubrificantes e graxas, com objetos em desordem visível e, em muitos dos casos, desnecessários e inadequados ao processo de trabalho, em um ambiente agradável e seguro.
Eleva o nível de conhecimento e capacitação dos trabalhadores de produção e manutenção na medida em que iniciam as atividades de TPM, aumentando a motivação e a integração no trabalho, elevando o número de sugestões espontâneas de melhorias. A maior transformação pode ser observada nos operadores, já que a TPM os ajuda a entender seu equipamento, ampliando as atividades de manutenção que podem operar. Dá-lhes oportunidade de fazer novas descobertas, adquirir conhecimentos e desfrutar de novas experiências.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 16
Cálculo do OEE
Utilizar a TPM (Manutenção Produtiva Total) para o cálculo do Índice Operacional Global, mais do que recorrer a uma metodologia de trabalho de manutenção é recorrer a um Sistema de Gestão de Equipamentos que pretende maximizar a sua Eficiência Operacional Global, ao longo de toda a sua vida útil. O objetivo é a de melhoria do binômio HOMEM – MÁQUINA.
Operador
Maior envolvimento e participação na decisão e responsabilidade pelo equipamento.
ü Identificação de oportunidades de melhoria;
ü Eliminação de pontos fracos do equipamento;
ü Melhoria das condições de trabalho;
ü Eliminação dos riscos para a segurança; e
ü Maior atenção ao meio ambiente.
Máquina
Correção de anomalias e implementação de melhorias de modo a maximizar a eficiência do equipamento produtivo. Redução ou prevenção de perdas:
ü Falhas e quebras;
ü Micro-paradas;
ü Defeitos de qualidade;
ü Quedas de velocidade;
ü Tempos de mudança de produtos; e
ü Perdas de reabastecimento.
ESTRUTURA DA OEE – INDICE OPERACIONAL GLOBAL
(1) TEMPO TOTAL = DIÁRIO + HORAS EXTRAS
(2) TEMPO TOTAL DE OPERAÇÃO (1) - TEMPO NÃO UTILIZADO
Falta de carga Falta de encomenda
(3) TEMPO DE FUNCIONAMENTO (1) - TEMPO NÃO UTILIZADO - PARADAS
Paradas previstas Quebras e falhas
Mudanças de produtos
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 17
(4) TEMPO DE FUNCIONAMENTO À VELOCIDADE PADRÃO
(1) - TEMPO NÃO UTILIZADO - PARADAS – PERDAS DE VELOCIDADE
(5) TEMPO ÚTIL (1) - TEMPO NÃO UTILIZADO - PARADAS – PERDAS DE VELOCIDADE - PERDA DE QUALIDADE
DISPONIBILIDADE = TEMPO TOTAL – PARADAS
TEMPO TOTAL
VELOCIDADE = PRODUÇÃO TOTAL X CICLO PADRÃO
TEMPO DE FUNCIONAMENTO
QUALIDADE = PRODUÇÃO TOTAL – PRODUÇÃO DEFEITUOSA
PRODUÇÃO TOTAL
OU
QUALIDADE = PRODUÇÃO BOA x CICLO PADRÃO
TEMPO DE FUNCIONAMENTO VELOCIDADE PADRÃO
ENTÃO:
OEE = DISPONIBILIDADE X VELOCIDADE X QUALIDADE
COMO MELHORAR O OEE
Conhecer a situação atual:
ü Analisar histórico;
ü Recolher dados na área;
ü Observar equipamentos em operação;
ü Calcular o OEE;
ü Determinar perdas; e
ü Visualizar os indicadores.
Selecionar os temas de melhoria
ü Conhecer a importância relativa das perdas;
ü Identificar temas concretos relacionados com as perdas;
ü Utilizar a matriz de seleção:
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 18
o Prazo de realização;
o Impacto da melhoria; e
o Atender aos custos.
Implementar ações de melhoria
ü Elaborar fichas de melhoria;
ü Consultar e ouvir os colegas;
ü Testar soluções e provocar o problema;
ü Implementar de imediato o que é realizável;
ü Utilizar meios simples; e
ü Não visar a perfeição.
Verificar a eficiência e normalizar
ü Fechar o ciclo PDCA;
ü Medir a melhoria;
ü Tomar medidas corretivas;
ü Prevenir a recorrência;
ü Normalizar;
ü Gestão visual;
ü Normas operacionais;
ü Formação; e
ü Estender as melhorias.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 19
5.3 CONFIABILIDADE
Nos conceitos clássicos de confiabilidade para os equipamentos ou componentes de máquina encontramos a seguinte definição: “Confiabilidade é a probabilidade de que um item exercerá sua função requerida sem falhar, por um dado intervalo de tempo, quando operando corretamente sob condições especificadas”.
A cada dia dependemos mais de máquinas, que, por mais sofisticadas que sejam, também apresentam falhas ou mesmo quebram, deixando de operar. São computadores que “conversam” com outros computadores, são equipamentos composto de milhares de componentes interagindo entre si, que por sua vez estão interligados a outros equipamentos, e assim por diante.
É necessário que tais equipamentos exerçam a função para a qual foram projetados e, na medida do possível, não apresentem falhas, sejam confiáveis pelo menos durante certo período de tempo previamente especificado. A procura de formas de projetos, construção e operação de sistemas que não apresentem falhas, ou que as apresentem de forma previsível, levaram-nos a desenvolver os conceitos de confiabilidade.
Confiabilidade é a probabilidade de que um sistema (equipamento, componente, peça, software, pessoa humana, etc.) dê como resposta aquilo que dele se espera, durante certo período de tempo e sob certas condições. Assim, quando entramos em nosso carro e damos a partida, esperamos que ele pegue. Quanto mais vezes ele pegar, em relação ao número de tentativas, mais confiável ele será (estamos nos referindo somente á partida).
Assim, se em 1000 vezes que damos a partida em nosso carro ele pega 995, dizemos que sua confiabilidade é de 0,995, ou 99,5%.
É fácil perceber que existe uma estreita relação entre qualidade e confiabilidade. Aliás, a confiabilidade é uma das várias dimensões da qualidade, e sua procura tem levado a produtos de qualidade cada vez maior. A fabricação de produtos críticos, isto é, aqueles que direta e indiretamente possam colocar em risco a segurança de pessoas e/ou instalações, é cada vez mais rigorosa, sempre procurando aumentar a sua confiabilidade.
Outro conceito que também será utilizado e que está intimamente ligado ao de confiabilidade é o de razão de falha (FR), isto é, a probabilidade de que um sistema não dê como resposta aquilo que dele se espera.
Seria, em nosso exemplo, o carro não pegar. Sua razão de falha seria de 5 falhas em 1000 tentativas, ou seja: 5/1000 = 0,50%.
Do acima exposto decorre a seguinte relação lógica: ( R ) t + ( FR ) t = 1
ONDE:
(R)t = Confiabilidade do sistema no intervalo de tempo t
(FR)t = Razão de falhas do sistema no mesmo intervalo de tempo t
A razão de falha é usualmente definida de duas maneiras:
(FR%) = Número de falhas ocorridas/Número de tentativas efetuadas
(FR n) = NÚMERO DE FALHAS OCORRIDAS NÚMERO DE HORAS DE OPERAÇÃO FRn = F TTD – TNO ONDE:
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 20
TTD = tempo total disponível
TNO = tempo não operacional
F = número de falhas no tempo total disponível
Exemplo
Uma fábrica de móveis tem, entre seus equipamentos de uso diário, uma serra circular, considerada um equipamento crítico em seu processo produtivo. Quando a serra quebra ou apresenta falhas, se gasta em média um dia para o reparo. No ano de 2007, a fábrica operou 255 dias, e a serra (em condições normais é ligada duas vezes por dia – às 7 horas e às 13 horas) apresentou defeitos 5 vezes. Determinar a confiabilidade e a razão de falhas da serra em 2007.
Número de tentativas de ligar a máquina = (255 x 2) – 5 = 505
(hipótese: se a serra apresentar falha no período da manhã, só ser ligada novamente no período da tarde do dia seguinte).
(FR%) = 5/505 = 0,0099 ou 0,99%
(R) = 1,0000 – 0,0099 = 0,9901 ou 99,01%
Se a empresa trabalha 8 horas/dia, teremos:
TTD = 255 X 8 = 2.040 HORAS
TNO = 5 X 8 = 40 HORAS
FRn = 5 falhas FRn = 5
2.040 – 40 2000
FRn = 0,0025 FALHAS/HORA
Podemos notar quatro pontos importantes envolvidos com o conceito da confiabilidade, considerando a chance do componente não falhar:
ü A confiabilidade tem uma natureza probabilística, existe um modelo estatístico no qual a probabilidade de falha está baseada;
ü A necessidade do estabelecimento da visão binomial que constitui o sucesso ou fracasso no sistema;
ü A função probabilidade de falha ou de confiabilidade deve ser levantada em período de tempo, portanto há uma dependência temporal; e
ü Há a necessidade da especificação das condições de operação (ou uso) dos componentes e equipamentos.
Probabilidade: o conceito de probabilidade pode ser entendido como a chance de algum evento ocorrer e é dada pela razão:
P = NÚMERO DE CASOS FAVORÁVEIS ≤ 1
NÚMERO DE CASOS POSSÍVEIS
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 21
Função requerida = pode ser traduzida como sendo a função para a qual um equipamento é projetado. É de grande importância para a especificação de sua confiabilidade e implica um patamar de admissibilidade abaixo do qual a função não é mais satisfeita. São as funções consideradas necessárias para o equipamento cumprir determinada missão ou fornecer determinado serviço.
Intervalo de Tempo = o período em que a confiabilidade de um equipamento é definida deve ser a variável que melhor representa as alterações físicas que leva um equipamento a falhar. A confiabilidade
para um intervalo de tempo t1 é diferente para um intervalo de tempo t2.
Condições especificadas = representam a que condições operacionais está submetido o equipamento. Isso quer dizer: ambiente em que está instalado, incluindo suas variações e grau de agressividade, solicitações mecânicas, físicas, químicas, etc. o mesmo equipamento sujeito a duas condições diferentes apresentará confiabilidade diferente.
Durante a vida útil do equipamento, caracterizada pela ocorrência de falhas aleatórias e taxa de falha constante, a função que descreve a situação da taxa de falha é a distribuição exponencial. Neste caso, a confiabilidade é expressa por:
R (t) = e ^-λ t
Onde:
R (t) = confiabilidade
λ = taxa de falha (TF)
1. Tempo Médio entre Falhas (TMEF) ou (MTBF)
Outro parâmetro muito usual nos estudos de confiabilidade é o TMEF ( tempo médio entre falhas). Quando a razão de falhas é constante, que acontece durante a vida de operação normal do equipamento, o TMEF é dado pela seguinte expressão:
TMEF = 1
FRn
No exemplo anterior o TMEF é: TMEF = 1
0,0025
TMEF = 400 HORAS OU 50 DIAS
Exemplo:
Um novo eqpto altamente confiável opera em dois turnos de 8 horas/dia, durante 3250 dias por ano. Nos manuais que acompanharam a documentação do torno consta uma afirmação de que a confiabilidade, levantada em estudos efetuados em equipamentos semelhantes, é de 0,9994. Qual o TMEF do equipamento?
(FR%) = 1 – (R) = 1,0000 = 0,9994 = 0,0006
TMEF = 1 TMEF = 1.667
0,0006
Isso significa que o torno apresenta falha, em média, após ser ligado 1.667 vezes. Se, por hipótese, o torno for ligado 4 vezes por dia útil, apresentará em média, um defeito a cada 417 dias, ou 1 ano e 8 meses.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 22
O TMEF é também dado por:
TMEF = TTD – TNO
F
Exemplo:
Um equipamento foi testado durante 2.000 horas apresentando falhas 8 vezes. Qual o TMEF?
TMEF = 2000 TMEF = 250 HORAS
8
2. Lei das Falhas
Basicamente as falhas de um equipamento ou componente podem decorrer do uso ou ser aleatórias.
Todos os componentes se deterioram com o uso, como rolamentos, mancais, engrenagens, etc. É de se esperar que, após certo tempo de uso, mesmo nas condições especificadas, as falhas comecem a surgir.
Falhas aleatórias são decorrentes do acaso, como um pneu furado, a quebra de um componente mecânico ou eletrônico.
Falhas em Função do Tempo
Observamos três tipos de fase:
Ø A primeira é a de função de falha decorrente da partida ou início de operação. É comum ouvirmos dizer que automóvel novo, quando tem de apresentar falhas, os apresenta logo de início, isto é, nos primeiros dias de uso.
Ø A segunda fase é caracterizada por um baixo número de falhas. É a fase mais útil do equipamento. A distribuição exponencial, desde que haja um aumento da FR ao longo do tempo, pode ser usada para descrever essa fase.
Ø A terceira e última fase é aquela em que as falhas ocorrem basicamente devido ao desgaste, decorrente do uso continuado. É descrita pela distribuição normal.
Como, em certas condições, as falhas ocorrem aleatoriamente, a distribuição exponencial é a mais utilizada para descrever o processo, embora existam modelos com a utilização das distribuições: Normal, Weibull, Gama, assim como outras distribuições discretas. Dessa forma, a confiabilidade de um componente é dada em função de seu TMEF pela expressão:
R = e ^ -(t/TMEF)
Onde R = confiabilidade ou a probabilidade de não apresentar falha até o instante t.
Exemplo
Uma furadeira radial tem TMEF de 1.500 horas. Qual sua confiabilidade em um período de 1000 h de
operação? E em 2000 horas de operação?
R = e ^ -(1000/1500) R = e ^ -(0,667) = 0,5134, ou 51,34%
R = e ^ -(2000/1500) R = e –(1,333) = 0,2636 ou 26,36%
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 23
5.4 CONFIABILIDADE DE SISTEMAS
Considerando um sistema como um conjunto de componentes interagindo entre si, cada um com sua
respectiva confiabilidade, pode-se determinar a confiabilidade do sistema como um todo. Os componentes
interagindo como um todo. Os componentes podem estar ligados de três formas:
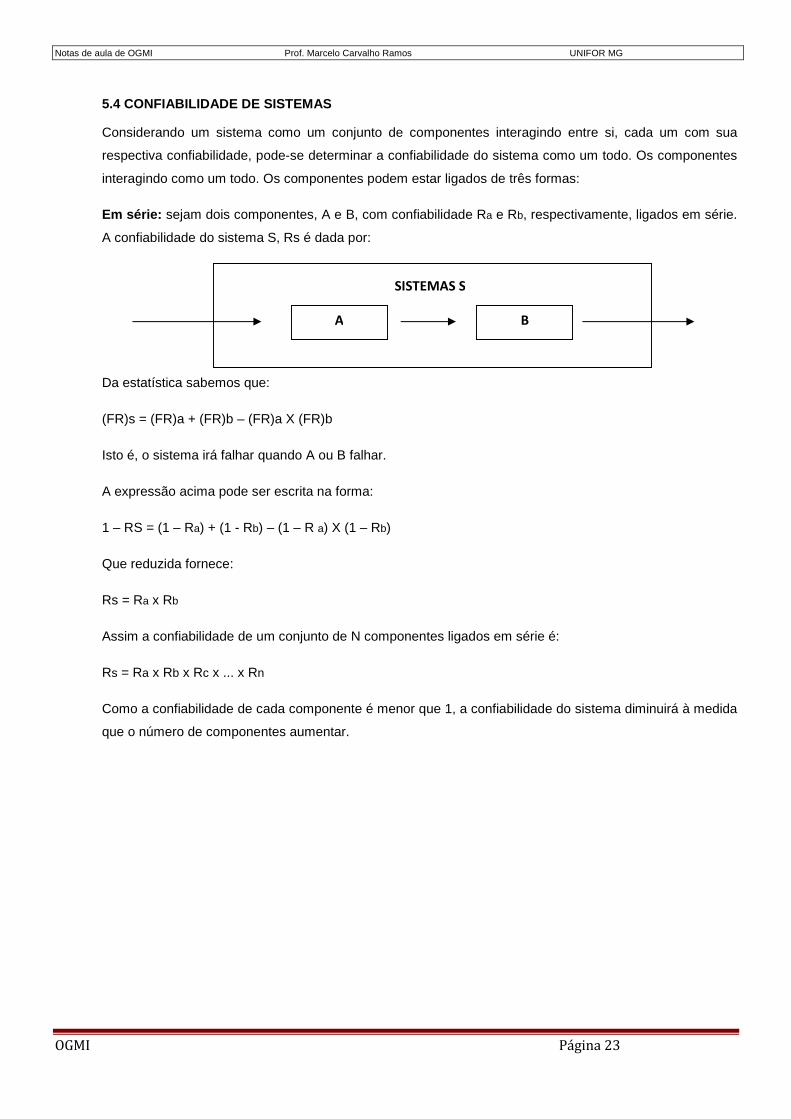
Em série: sejam dois componentes, A e B, com confiabilidade Ra e Rb, respectivamente, ligados em série.
A confiabilidade do sistema S, Rs é dada por:
SISTEMAS S
Da estatística sabemos que:
(FR)s = (FR)a + (FR)b – (FR)a X (FR)b
Isto é, o sistema irá falhar quando A ou B falhar.
A expressão acima pode ser escrita na forma:
1 – RS = (1 – Ra) + (1 - Rb) – (1 – R a) X (1 – Rb)
Que reduzida fornece:
Rs = Ra x Rb
Assim a confiabilidade de um conjunto de N componentes ligados em série é:
Rs = Ra x Rb x Rc x ... x Rn
Como a confiabilidade de cada componente é menor que 1, a confiabilidade do sistema diminuirá à medida
que o número de componentes aumentar.
A B
SISTEMAS S
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 24
Exemplo
Um sistema é composto dos componentes A, B, e C, com confiabilidade, respectivamente: 0,998; 0,985 e
0,991, ligados em série. Qual a confiabilidade do sistema?
Rs = (0,998) x (0,985) x (0,991) = 0,974
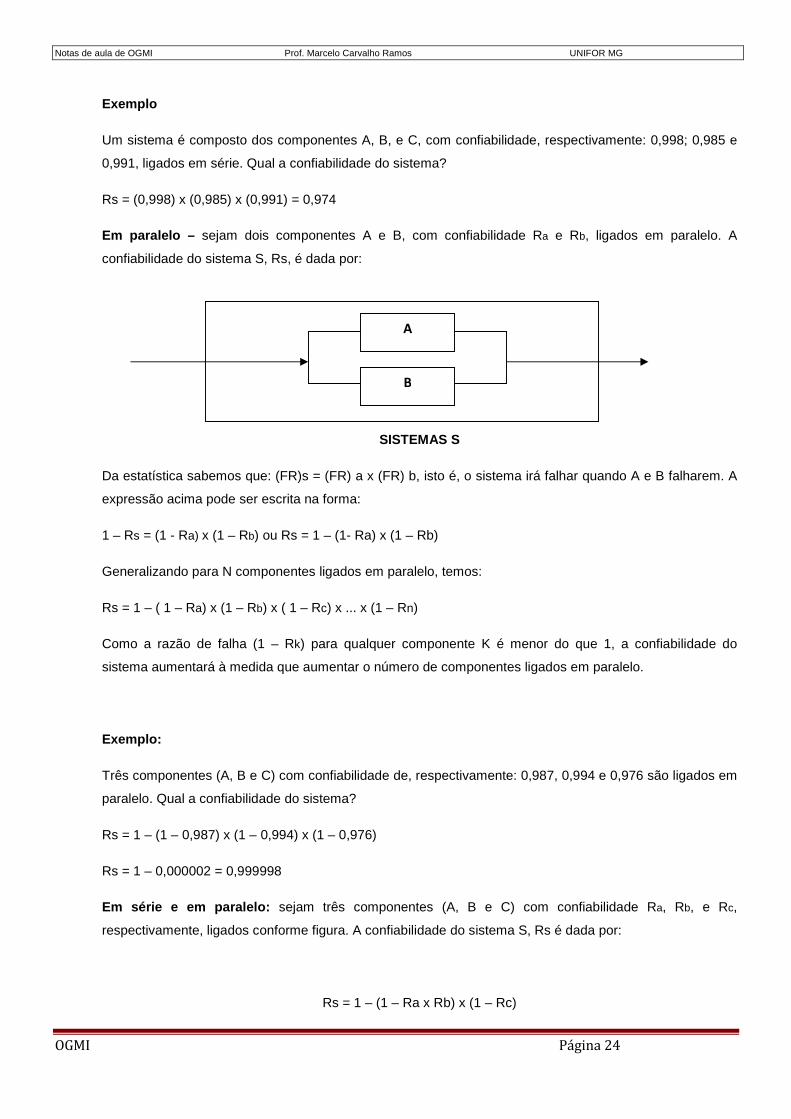
Em paralelo – sejam dois componentes A e B, com confiabilidade Ra e Rb, ligados em paralelo. A
confiabilidade do sistema S, Rs, é dada por:
SISTEMAS S
Da estatística sabemos que: (FR)s = (FR) a x (FR) b, isto é, o sistema irá falhar quando A e B falharem. A
expressão acima pode ser escrita na forma:
1 – Rs = (1 - Ra) x (1 – Rb) ou Rs = 1 – (1- Ra) x (1 – Rb)
Generalizando para N componentes ligados em paralelo, temos:
Rs = 1 – ( 1 – Ra) x (1 – Rb) x ( 1 – Rc) x ... x (1 – Rn)
Como a razão de falha (1 – Rk) para qualquer componente K é menor do que 1, a confiabilidade do
sistema aumentará à medida que aumentar o número de componentes ligados em paralelo.
Exemplo:
Três componentes (A, B e C) com confiabilidade de, respectivamente: 0,987, 0,994 e 0,976 são ligados em
paralelo. Qual a confiabilidade do sistema?
Rs = 1 – (1 – 0,987) x (1 – 0,994) x (1 – 0,976)
Rs = 1 – 0,000002 = 0,999998
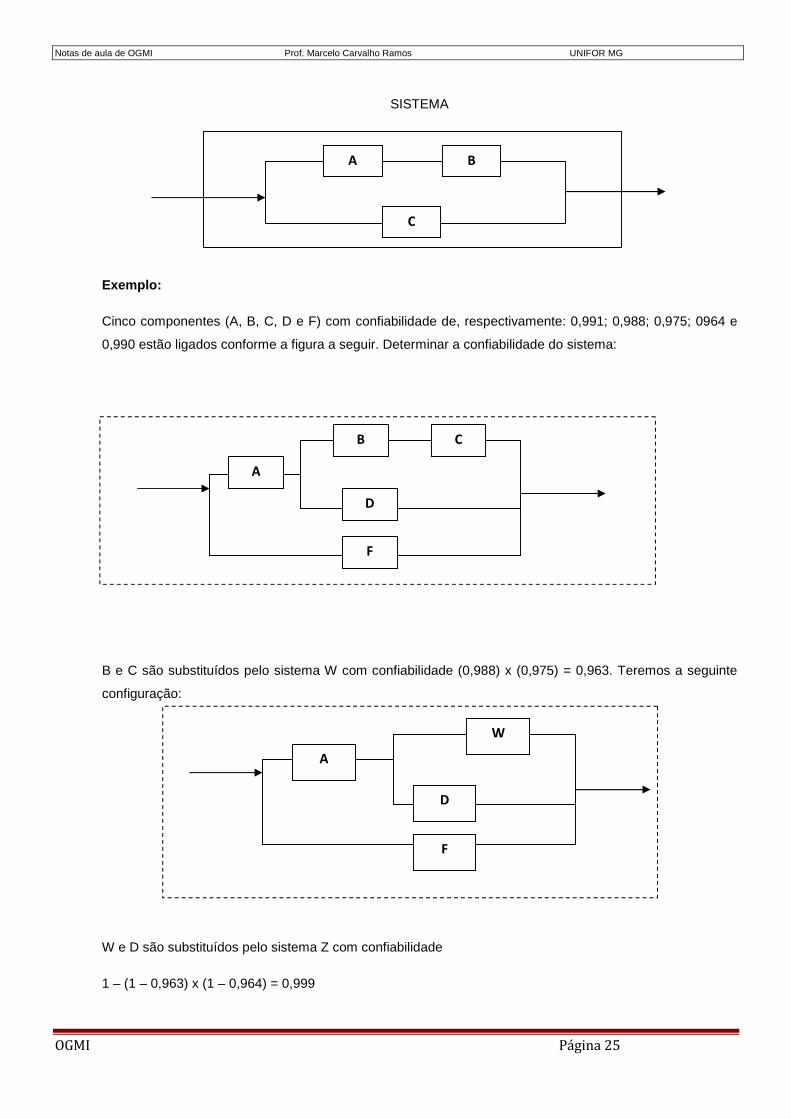
Em série e em paralelo: sejam três componentes (A, B e C) com confiabilidade Ra, Rb, e Rc,
respectivamente, ligados conforme figura. A confiabilidade do sistema S, Rs é dada por:
Rs = 1 – (1 – Ra x Rb) x (1 – Rc)
A
B
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 25
SISTEMA
Exemplo:
Cinco componentes (A, B, C, D e F) com confiabilidade de, respectivamente: 0,991; 0,988; 0,975; 0964 e
0,990 estão ligados conforme a figura a seguir. Determinar a confiabilidade do sistema:
B e C são substituídos pelo sistema W com confiabilidade (0,988) x (0,975) = 0,963. Teremos a seguinte
configuração:
W e D são substituídos pelo sistema Z com confiabilidade
1 – (1 – 0,963) x (1 – 0,964) = 0,999
A B
C
C B
A
D
F
W
A
D
F
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 26
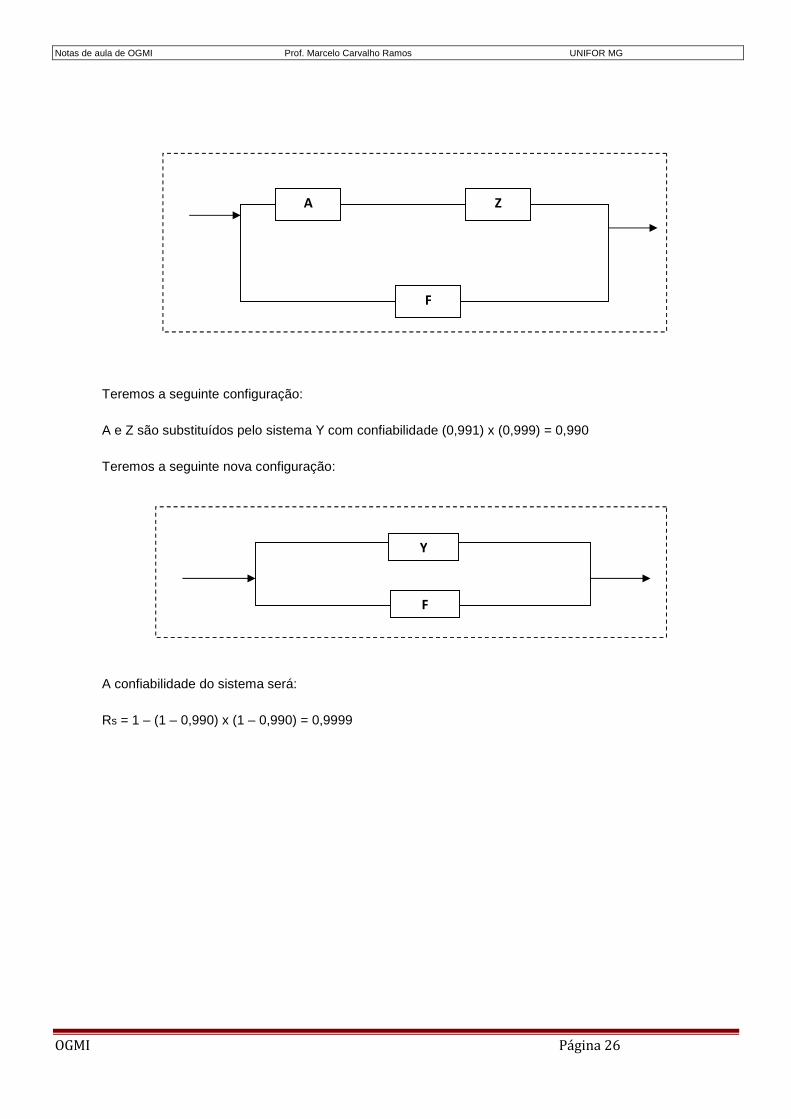
Teremos a seguinte configuração:
A e Z são substituídos pelo sistema Y com confiabilidade (0,991) x (0,999) = 0,990
Teremos a seguinte nova configuração:
A confiabilidade do sistema será:
Rs = 1 – (1 – 0,990) x (1 – 0,990) = 0,9999
A Z
F
Y
F
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 27
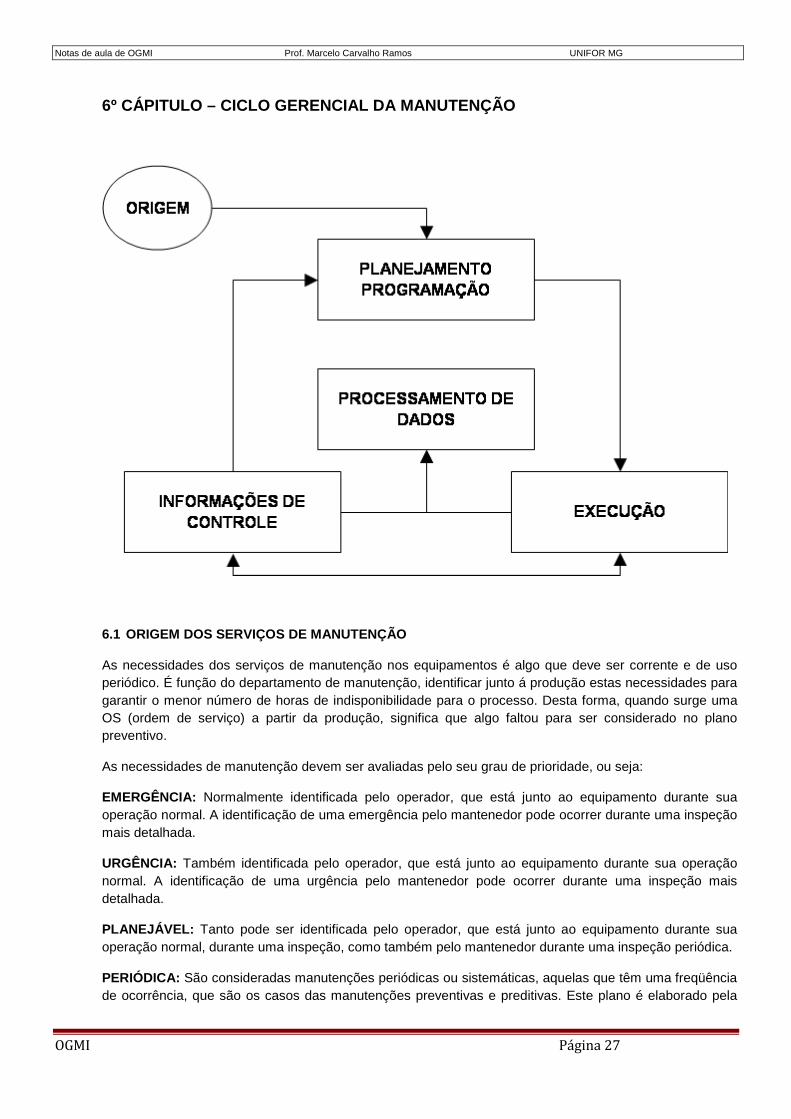
6º CÁPITULO – CICLO GERENCIAL DA MANUTENÇÃO
6.1 ORIGEM DOS SERVIÇOS DE MANUTENÇÃO
As necessidades dos serviços de manutenção nos equipamentos é algo que deve ser corrente e de uso periódico. É função do departamento de manutenção, identificar junto á produção estas necessidades para garantir o menor número de horas de indisponibilidade para o processo. Desta forma, quando surge uma OS (ordem de serviço) a partir da produção, significa que algo faltou para ser considerado no plano preventivo.
As necessidades de manutenção devem ser avaliadas pelo seu grau de prioridade, ou seja:
EMERGÊNCIA: Normalmente identificada pelo operador, que está junto ao equipamento durante sua operação normal. A identificação de uma emergência pelo mantenedor pode ocorrer durante uma inspeção mais detalhada.
URGÊNCIA: Também identificada pelo operador, que está junto ao equipamento durante sua operação normal. A identificação de uma urgência pelo mantenedor pode ocorrer durante uma inspeção mais detalhada.
PLANEJÁVEL: Tanto pode ser identificada pelo operador, que está junto ao equipamento durante sua operação normal, durante uma inspeção, como também pelo mantenedor durante uma inspeção periódica.
PERIÓDICA: São consideradas manutenções periódicas ou sistemáticas, aquelas que têm uma freqüência de ocorrência, que são os casos das manutenções preventivas e preditivas. Este plano é elaborado pela
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 28
Equipe de Manutenção, PCM e Engenharia de Manutenção, e sempre com o acompanhamento da Produção.
PLANEJAMENTO DOS TRABALHOS
É a preparação dos trabalhos com antecedência. Em alguns casos onde há uma criticidade maior, este trabalho merece uma simulação antes de sua execução. Todo serviço de manutenção deve ser planejado, exceto as emergências e urgência, que deve ter percentual próximo a zero.
O planejamento será desenvolvido respondendo as seguintes questões:
Ø O que deve ser feito? O título do serviço ou a visão macro do trabalho.
Ø Como deve ser feito? Detalhamento das atividades ou tarefas.
Ø Mão de obra envolvida? As categorias profissionais envolvidas.
Ø Materiais “peças sobressalentes” Componentes que serão substituídos.
Ø Ferramentas especiais? Ferramentas que não constam na caixa de ferramentas.
Ø Serviços externos envolvidos? Serviços externos ou ferramentas alugadas.
PROGRAMAÇÃO DOS SERVIÇOS PLANEJADOS
Todo serviço programado deve ser planejado anteriormente, mas nem todo serviço planejado será programado, pois a programação é a definição final da data de execução do trabalho. Caso este trabalho não seja viável economicamente ou tecnicamente, a empresa pode optar por não executá-lo.
Na programação dos serviços planejados teremos:
Ø Definição da data de execução.
Ø Definição dos funcionários para o trabalho.
Ø Programação de parada de equipamentos.
Ø Preparação e aprovisionamento de materiais.
Ø Preparação e separação de ferramentas.
Ø Contratação dos serviços ou locação das ferramentas.
EXECUÇÃO DOS TRABALHOS
Para garantir a criação de um histórico confiável, todos os trabalhos deverão ser executados com um registro prévio, isso facilita o planejamento e o estabelecimento de uma seqüência de prioridade.
Ø Nenhum trabalho pode ser executado sem que haja um registro, antes, durante e depois da execução.
Ø Todos os tempos empregados durante a execução do trabalho como horário de início e término, horário de parada do equipamento e retorno serão registrados.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 29
Ø Os trabalhos devem ser executados de acordo com um padrão ou planejamento, em alguns casos deve-se seguir algum procedimento padronizado da empresa ou alguma Norma Específica (ABNT) exigida nos trabalhos em altura, locas confinados, produtos perigosos, cargas, etc.
CONTROLE E ACOMPANHAMENTO DOS SERVIÇOS
Cabe ao supervisor da área ou o técnico responsável pelo serviço, fazer o acompanhamento e orientação aos mantenedores para garantir a qualidade nos serviços e o cumprimento dos prazos estabelecidos pelo planejamento e programação.
Ø Deverão ser geradas e analisadas as informações a respeito de todas as fases do trabalho, caso haja divergência com relação ao planejado, o departamento de PCM deverá ser avisado.
Ø As informações de mão de obra, materiais, ferramentas internas e externas e serviços externos devem ser comparados com os padrões pré-estabelecidos.
Ø Os desvios significativos (acima de 10%) deverão gerar uma decisão corretiva sobre o próximo planejamento, um comentário no histórico do equipamento ou ainda um plano de treinamento ou reciclagem dos mantenedores.
PROCESSAMENTO DOS DADOS
O processamento das informações e a formação do histórico dos equipamentos deve ser mais ou menos detalhado em função do grau de necessidade e exigência de cada equipamento e sua representação na empresa. O histórico deve ser real e confiável, e para garantir a confiabilidade nos dados e facilidade nas pesquisas e análises recomenda-se:
Ø Uma triagem nas informações antes de finalizar os registros.
Ø Garantir a rapidez no acesso às informações.
Ø Possibilidade de análises amplas e cruzadas das informações.
Ø Coleta eletrônica das informações através de coletores de dados.
Ø Registro informatizado dos dados.
6.2 ORIGEM DOS SERVIÇOS DE MANUTENÇÃO – OS
A Ordem de Serviço é o documento que representa a comunicação técnica de uma ocorrência da Operação para a Manutenção, transmite para a área da intervenção técnica a necessidade de realização de um trabalho fornecendo as instruções necessárias para a identificação da causa e sua execução.
Todos os trabalhos de manutenção terão uma entidade responsável pela sua execução, desde o início da intervenção até a entrega do equipamento para a operação. Este fato não impede, porém, que determinado trabalho da responsabilidade, por exemplo, da oficina mecânica, incorpore esforço da oficina de elétrica, de prestadores de serviços externos ou interno.
A Ordem de Serviço é um documento utilizado pelo PCM para a preparação, planejamento, programação e controle das atividades de manutenção que não são caracterizadas como emergências e urgências, isto

Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 30
é, atividades que possam ser executadas com prazo, ainda que seja curto. A fase de planejamento de uma Ordem de Serviço (OS) caracteriza-se pela definição das seguintes informações:
Ø Identificação da tarefa ou título do serviço propriamente dito.
Ø Nome resumido da OS em alguns softwares.
Ø Localização do equipamento de aplicação.
Ø Tipo de serviço (corretiva, preventiva e preditiva)
Ø Centro de custo ou setor envolvido (aplicação e execução)
Ø Modalidade de serviço (elétrica, mecânica, instrumentação, etc.)
Ø Prioridade do serviço.
Ø Evento (parada necessária para que ocorra a atividade de manutenção)
Ø Responsável pelo planejamento.
Ø Nome do planejador e programador.
Ø Unidade organizacional planejadora.
Ø Detalhamento das atividades.
Ø Planejamento de cada atividade.
Ø Duração prevista.
Ø Semana prevista.
Ø Serviços a serem executados na “OS”.
Ø Roteiro de execução (Padrões de Execução ou Instruções Técnicas)
Ø Normas de segurança interna da empresa.
Ø Máquinas pesadas auxiliares envolvidas.
Ø Materiais utilizados e quantidades previstas.
Ø Mão de obra necessária.
Ø Ferramentas necessárias.
A Ordem de Serviço serve também como documento de registro de informações para as atividades operacionais de manutenção como recursos previstos e despendidos (mão de obra, materiais e serviços), e respectivos custos na realização do trabalho. A Ordem de Serviço deverá ainda ser o suporte para o registro de diagnósticos de condição e sugestão de ações futuras.
A Ordem de Serviço pode ser constituída por blocos de informação:
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 31
1º BLOCO - IDENTIFICAÇÃO
Dados relativos ao serviço como descrição sucinta que comportará o título no histórico do serviço, texto
suplementar detalhando a descrição, identificação do equipamento, setor e centro de custo onde está
localizado o equipamento.
2º BLOCO – ELEMENTOS DE CONTROLE
São as informações táticas para o sistema gerencial como datas e horário de parada do equipamento, data
e horário previsto para o retorno, previsão de custo para o serviço.
3º BLOCO – PREPARAÇÃO DOS TRABALHOS
Detalhamento do planejamento do trabalho em atividades e suas seqüências, os profissionais que serão
envolvidos com o trabalho, os materiais e as ferramentas necessárias, e em alguns casos podem-se ter um
detalhamento auxiliados por PERT-CPM.
4º BLOCO – SUPORTE E APONTAMENTO
Este é o bloco de anotações onde a equipe de mantenedores que executarem os serviços fará os
apontamentos de horas trabalhadas, tempos de serviços, materiais empregados e ferramentas utilizadas.
Além destas anotações também são registrados os comentários para compor o histórico do equipamento e
nos casos de emergências e urgências as anotações de sintoma, causa, ação e componente avariado.
5º BLOCO – DESENHO OU FIGURA
Neste bloco, o solicitante, o PCM ou o próprio Departamento de Manutenção pode adicionar uma foto ou
um desenho (croqui) da situação de falha ou posição de identificação da ocorrência.
CLASSIFICAÇÃO BÁSICA DAS ORDENS DE SERVIÇOS POR PRIORIDADE
1º EMERGÊNCIA
As Ordens de Serviços de emergência são emitidas normalmente pelo Departamento de Produção ou Operação quando é identificada uma anomalia no sistema que causa uma parada total do equipamento, risco total à segurança do profissional operador ou ainda quando aparece risco emitente de agressão ao meio ambiente. Estas Ordens de Serviços devem ser encaminhadas diretamente ao Departamento de Manutenção.
2º URGÊNCIA
Da mesma forma que ocorre com a emergência, as Ordens de Serviços de urgência também podem ser emitidas pelo Departamento de Produção ou Operação quando é identificada uma anomalia no sistema que causa uma parada parcial do equipamento, quando pode colocar em risco a segurança operacional do operador ou quando pode aparecer risco de agressão ao meio ambiente. Estas Ordens de Serviços também devem ser encaminhadas diretamente ao Departamento de Manutenção.
3º PLANEJÁVEL
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 32
São Ordens de Serviços emitidas tanto pela operação como a própria manutenção quando se identifica uma falha ou a possibilidade de falha que não se enquadra na posição de emergência nem urgência, estas Ordens de Serviços devem ser encaminhadas diretamente ao PCM para que seja providenciado o seu planejamento.
4º NECESSÁRIO
São Ordens de Serviços normalmente emitidas pela manutenção ou outro departamento quando se identifica uma ocorrência em sistemas que não comprometem a produção ou operação e serviços em equipamentos reserva, estas Ordens de Serviços devem ser encaminhadas diretamente ao PCM para que seja providenciado seu planejamento.
5º PERIÓDICA
São Ordens de Serviços que têm a periodicidade em sua execução. É o caso da manutenção Preventiva e Preditiva. Estas são elaboradas por grupos de trabalhos e as avaliações lideradas pelo PCM com a participação ativa das equipes executantes e das equipes de operação. Todos os trabalhos periódicos devem ser executados rigorosamente nas datas estabelecidas pelo planejamento.
FICHA DE MANUTENÇÃO
O termo ficha de manutenção é, na realidade, um plano de trabalho que nem sempre está associado diretamente a uma Ordem de Serviço, mas sim a um registro no histórico e no planejamento dos trabalhos. Esta ficha é uma tabela de itens do próprio trabalho de manutenção preventiva sistemática, ou seja:
Ø Fichas de Manutenção Preventiva.
Ø Ficha de calibração dos instrumentos.
Ø Rotina de lubrificação.
Ø Rotina de inspeção e check list
Ø Rotina de limpeza
6.3 PLANEJAMENTO DOS TRABALHOS
Planejamento dos trabalhos de manutenção é a preparação de um trabalho para ser executado com eficiência e eficácia, é um dos aspectos mais importantes de uma boa administração da manutenção e contribuirá de forma significativa para se ter uma melhor produtividade da manutenção.
O planejamento leva a manutenção a ser executada como um “concerto” o supervisor tem a função do “maestro” incumbido de dirigir o trabalho de acordo com o planejado. Para tanto, seu papel principal consiste em:
ü Prever a cronologia do desenvolvimento das atividades de manutenção;
ü Otimizar a utilização dos recursos necessários, e torná-los disponíveis;
ü Sincronizar as atividades e seus respectivos profissionais; e
ü Realizar as atividades no momento adequado.
O planejamento das atividades de manutenção começa antes mesmo da instalação e início de operação do equipamento. Baseado nas informações do fabricante do equipamento e experiência dos profissionais de manutenção, defini-se qual a melhor política possível de ser adotada para as manutenções periódicas.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 33
Após a entrada em operação do equipamento, temos que estabelecer meios de acompanhamento e controle de seu funcionamento tais como: indicadores de taxa de falha, disponibilidade e tempo de reparo e custos. Isto possibilitará verificar o acerto da política de manutenção adotada e determinar a correção de rumos.
O primeiro fato importante que devemos levar em conta para a execução do planejamento da manutenção é o programa de produção da empresa. Ambas as áreas têm suas metas e é necessário um esforço conjunto para que a empresa atinja seus objetivos.
A Manutenção tem que planejar e administrar seus recursos (pessoal, sobressalentes e equipamentos) para adequação à carga de trabalho esperada.
Ao Planejamento da Manutenção compete as atividades de manutenções preventivas sistemáticas, não sistemáticas, manutenções preditivas, planejamento das paradas e as corretivas planejáveis, para todas estas modalidades de manutenção temos formas distintas de estabelecimento das questões levantadas pelo planejamento, que são:
ü O que fazer?
ü Onde fazer?
ü Como fazer?
ü Quem deve fazer?
ü Quando fazer?
ü Com que fazer?
Manutenção Preventiva Periódica
As atividades da Manutenção Preventiva Sistemática são definidas pelos Roteiros definidos pelas equipes de produção e de manutenção. Estas atividades devem ser planejadas de forma que tenhamos o envolvimento de todos os profissionais da empresa como agentes de manutenção e conservação.
Aos operadores cabem as inspeções, check- list e atividades de limpeza que são realizadas diariamente.
Aos mantenedores e inspetores de equipamento são relacionadas as atividades que exigem uma habilidade técnica maior e uma visão mais analítica das condições de operação do equipamento. Estas atividades podem ser planejadas para uma periodicidade semanal ou quinzenal.
Nos planos preventivos periódicos, também são envolvidos, os supervisores, gerentes e técnicos especializados, além da possibilidade de alguns serviços terceirizados. Para estes profissionais a periodicidade é maior como mensais, bimestrais, quadrimestrais e até semestrais.
Outras atividades que são planejadas preventivamente de forma periódica são as lubrificações, calibração dos instrumentos de processo e a limpeza dos equipamentos e componentes.
As atividades de troca de componentes periódica de forma preventiva devem ser evitadas ao máximo, pois estas são as atividades planejadas preventivas responsáveis pelo maior custo da manutenção preventiva, podendo chegas até a 80% do custo total. Em um estudo mais detalhado dos custos da manutenção preventiva, podemos concluir que intensificando as atividades de inspeção, lubrificação, calibração e limpeza, as atividades de troca de componentes cairão significativamente.
Manutenção Preventiva Não Periódica
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 34
Esta é uma atividade que deve ser planejada quando for identificada uma degeneração acentuada e atípica de alguns componentes através de uma inspeção ou outra análise qualquer do equipamento. Desta forma não temos a parada do equipamento nem a perda do processo, mas um aumento da probabilidade de falha. Então preventivamente e de forma planejada será providenciada a troca do componente.
O planejamento de uma atividade não sistemática é um pouco mais complexo, mas também passa pela análise das questões antes citadas.
O QUE FAZER? Analisar a probabilidade de ocorrência da falha, verificar se o serviço é necessário e se houve outras ocorrências semelhantes (no histórico) e se o equipamento ou componente deve ser substituído ou não;
COMO FAZER? Detalhar este trabalho em atividades, respeitando uma ordem cronológica. Avaliar as necessidades de reparo ou substituição dos componentes. Descrever sucintamente as principais etapas da atividade. Definir se será necessário o desligamento ou não do equipamento ou unidade. Definir o tempo de execução de cada tarefa.
ONDE FAZER? Em que equipamento, unidade, sistema ou instalação deverá ser executado o trabalho.
QUEM DEVE FAZER? Definir a equipe responsável para cada atividade, quantos homens e qualificação dos mesmos.
COM QUE FAZER? Definir materiais sobressalentes, de consumo e as ferramentas necessárias para cada atividade.
QUANDO FAZER? Definir a prioridade ou o prazo limite para a execução do trabalho.
Depois de definidas tais questões, o serviço é enviado para que seja realizada sua programação.
Tal método possibilita um total domínio, pelo gerente de manutenção e pela equipe, das atividades em andamento, recursos necessários, datas de início e fim das atividades.
Manutenção Preditiva Periódica
Trata-se dos planos de medições e avaliações que devem ser realizados periodicamente para se obter as condições reais de operação e as exigências preditivas do equipamento. Os dados quantitativos resultantes destas medições servem para avaliação através de uma análise de regressão simples como um Controle Preditivo resultando na identificação da data provável da falha. Após a estimativa da data provável de falha, recomenda-se que uma intervenção corretiva planejada seja feita no período próximo a um terço da data de falha para garantir que não haja a parada da máquina por quebra. Algumas medições normalmente realizadas no controle preditivo:
ü Medição de temperatura e pressão;
ü Medição de corrente elétrica;
ü Medição de ruídos;
ü Medição de velocidade de vibração;
ü Medição de luminosidade; e
ü Medição de sulcos de pneus.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 35
Manutenção Preditiva Não Periódica
Estas são atividades normalmente terceirizadas em função do alto custo dos equipamentos, instrumentos, softwares e do grau de conhecimento e habilidade técnica dos profissionais envolvidos e responsáveis pelas análises. O planejamento destes trabalhos deve ser feito em conjunto com as empresas prestadoras de serviço para que se tenha um maior aproveitamento do tempo e disponibilidade destes profissionais dentro da empresa. Algumas atividades de medição e análise normalmente realizadas:
ü Medição e análise de vibrações;
ü Termografia;
ü Ferrografia;
ü Ensaios não destrutivos; e
ü Endoscopia.
Planejamento de Paradas dos Equipamentos
O plano de Paradas Periódicas dos Equipamentos para manutenção é de vital importância para se obter máxima produtividade e eficiência operacional global, sendo ele fruto de uma perfeita integração com as áreas de Produção, visto que a disponibilidade da máquina para o processo deve ser a maior preocupação de ambas as partes.
Quando esta parada é muito grande, é necessário um plano adicional de manutenção preventiva para os equipamentos que tiverem suas manutenções liquidadas, pois estando estes equipamentos parados até a partida do equipamento, uma deterioração se dará início, comprometendo a qualidade do trabalho final.
É recomendado que se faça os registros das ocorrências e motivos das paradas para eventuais estudos de engenharia de manutenção e para uma perfeita identificação de responsabilidades, devendo levar em conta os seguintes aspectos básicos:
ü Localização da ocorrência;
ü Modalidade interveniente (ou responsável);
ü Causa provável da ocorrência ou do sintoma;
ü Mão-de-obra envolvida, data e horário de parada;
ü Ordens de Serviços executadas ou a executar; e
ü Roteiros e padrões de execução.
Durante uma Parada Programada em uma máquina ou linha de produção, há necessidade de se identificar e vincular nesta parada todas as Ordens de Serviço e Inspeções programadas para esta oportunidade ou que possam ser adiantadas em função desta parada, sempre se levando em consideração a disponibilidade de mão-de-obra, materiais, ferramentas e outros recursos. Por outro lado, quando se especifica que uma Ordem de Serviço ou Folha de Inspeção depende de uma Parada, deve-se verificar a existência de uma Parada solicitada no período próximo da semana em que se deseja executar a ação corretiva de manutenção.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 36
Manutenção Corretiva Planejável
A Manutenção Corretiva Planejada em um equipamento tem sua atividade de planejamento e de controle semelhante ao plano de Paradas Periódicas, também é importante para se obter máxima produtividade e eficiência operacional global, sendo ela fruto de uma perfeita integração com as áreas de Produção. A identificação das necessidades destas ações corretivas é observada a partir das inspeções realizadas nos equipamentos ou simplesmente percebidas pelo operador quando este está acompanhando a operação do equipamento.
Também nas corretivas planejadas é recomendado que se façam os registros das ocorrências e motivos das paradas e outras anotações. Os dados observados na ocorrência de qualquer corretiva são de extrema importância para os estudos de engenharia de manutenção, formação do histórico do equipamento e para uma perfeita identificação de responsabilidades, devendo levar em conta os seguintes aspectos básicos:
ü Sintoma ou efeito da falha;
ü Modalidade da intervenção corretiva;
ü Responsabilidade técnica de execução;
ü Responsabilidade técnica de análise;
ü Causa provável da ocorrência ou do sintoma;
ü Mão-de-obra envolvida com trabalhos;
ü Data e horário de parada; e
ü Materiais e ferramentas necessárias para execução.
DETALHAMENTO DO PLANEJAMENTO DO SERVIÇO DE MANUTENÇÃO
1. Desenergização
Para que qualquer atividade de manutenção possa ser feita nos equipamentos é necessário a desenergização de todos os sistemas como a chave principal do mesmo. Após a operação de desligamento, o mantenedor trava com cadeado a chave geral para que ninguém possa acioná-la enquanto a atividade for finalizada. Desta forma, o mantenedor não corre o risco, pois somente ele tem a chave do cadeado. No cadeado ou no painel é fixada uma etiqueta sinalizando que o equipamento está em manutenção e identificando quem é o responsável pelo cadeado.
Da mesma forma é feito para máquinas, lacrando e etiquetando seu painel de acionamento e também para tubulações, lacrando e etiquetando válvulas.
Muitas vezes em equipamentos mais antigos, não é possível lacrar com cadeado, pois não era previsto acionadores com esta possibilidade. Desta maneira, fixa-se apenas a etiqueta, que deverá conter os riscos que o mantenedor ou qualquer outro operador, poderá ocorrer ao acionar o dispositivo ou válvula. Em casos extremos, recomenda-se a instalação de orelhas e anéis que permitam a colocação de cadeados.
2. Desmontagem
A desmontagem deve contemplar todas as atividades de remoção dos componentes para permitir o acesso ao item danificado ou degenerado. A seqüência da desmontagem deve ser registrada para que tenhamos a posterior montagem feita com qualidade e eficiência por qualquer que seja o profissional.
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 37
Algumas atividades típicas da desmontagem:
ü Retirada das proteções e correias;
ü Desmontagem e remoção dos acoplamentos;
ü Drenagem do lubrificante;
ü Desacoplamento dos cabos elétricos;
ü Limpeza interna do equipamento;
ü Inspeção interna do equipamento;
ü Remoção dos retentores; e
ü Remoção das juntas.
3. Montagem
Considerando a seqüência e o registro da desmontagem, a montagem deverá ser feita no sentido inverso, acompanhando o detalhamento definido anteriormente. No procedimento de montagem, devemos proceder a troca dos componentes danificados e os componentes que, na inspeção detectou-se alguma falha. É parte do procedimento de montagem a instalação das correias e proteções, o acoplamento e a ligação dos sistemas de energia, principalmente o sistema elétrico.
4. Ligar e Testar
Este é o momento de liberação do equipamento para a operação, após a execução dos trabalhos, o equipamento deve ser ligado, testado e comparado com o padrão técnico do equipamento ou as normas de produção. A liberação final será feita com a aprovação do solicitante, que “vista” o documento de liberação, indicando que a partir daquele momento o tempo de máquina parada é de responsabilidade total da operação e não mais da manutenção.
5. Limpeza do Local (5S)
O local de trabalho ao final de cada manutenção dever estar organizado e limpo. O planejamento dever estabelecer um plano adequado e básico para cada tipo de equipamento e instalação. Nesta limpeza deve constar a limpeza propriamente dita dos equipamentos, remoção dos resíduos e dos componentes danificados sem esquecer as ferramentas e equipamentos auxiliares que foram utilizados.
RESULTADOS ALCANÇADOS COM O PLANEJAMENTO
Através dos controles e acompanhamentos dos serviços pelos supervisores e coordenadores dos serviços, podemos concluir o fechamento do PCM com algumas melhorias resultantes de um bom planejamento:
ü Diminuição das interrupções e perdas de processo;
ü Redução dos atrasos no cumprimento da produção;
ü Melhor aproveitamento da equipe de manutenção;
ü Diminuição dos deslocamentos dos profissionais para os serviços;
ü Melhor controle de componentes e sobressalentes;
ü Melhor coordenação e controle do trabalho;
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 38
ü Melhoria da qualidade e eficiência do trabalho;
ü Garantia na execução integral dos serviços;
ü Garantia de execução no prazo programado; e
ü Garantia do cumprimento da programação.
6.4 PLANEJAMENTO POR PERT-CPM
Técnicas de seqüenciamento das operações de manutenção ou paradas por PERT-CPM.
O Planejamento, Programação e Controle das atividades de manutenção complexas ou de grande duração exigem a adoção de uma metodologia mais efetiva para concluí-las com sucesso. Geralmente se recorre a gráficos, que são instrumentos de trabalho utilizados para visualizar o programa de trabalho e o andamento das diversas tarefas ou atividades. Entre os gráficos, destacam-se o diagrama de flechas desenvolvido pelo método PERT-CPM.
O profissional da área de Planejamento de Manutenção procura desenvolver os planos operacionais adequados para o desenvolvimento do diagrama e emitir os documentos necessários. Para isso é preciso:
ü Identificar o trabalho necessário;
ü Listar os serviços, atividades ou tarefas a serem executados;
ü Determinar o tempo, especialidades e número de profissionais necessários em cada tarefa;
ü Determinar a seqüência lógica de operações de trabalho para as tarefas;
ü Construir diagrama de PERT-CPM;
ü Construir o diagrama de barras (Cronograma de Gantt), indicando equipes de trabalho; e
ü Emitir as ordens de serviço, a lista de materiais, a relação de serviços por grupos.
PERT – Program Evaluation and Review Technique – Programa de Avaliação e Técnica de Revisão foi desenvolvido pela NASA com o fim de controlar o tempo e a execução de tarefas realizadas pela primeira vez.
CPM – Critical Path Method – Método do Caminho Crítico foi criado na empresa norte americana Du-pont com o objetivo de realizar as paradas de manutenção no menor prazo possível e com o nível constante de utilização.
Estas técnicas, criadas em 1958 são utilizadas para trabalhos de manutenção que envolve diversos grupos em especialidades diferentes e também para programação de cargas de máquinas em trabalhos de oficinas. É necessária para orientação da Programação e na elaboração de cronogramas do qual resultarão os Programas Diários de Cargas. Consiste em estabelecer graficamente a seqüência das operações elementares (em forma de espinha de peixe), e analisando-se as durações mais críticas de seqüência dada, estabelecer o chamado “caminho crítico”. O método se utiliza de construções gráficas simples como flechas, círculos numerados e linhas tracejadas, que constituem respectivamente:
ü O diagrama de flechas;
ü A atividade fantasma; e
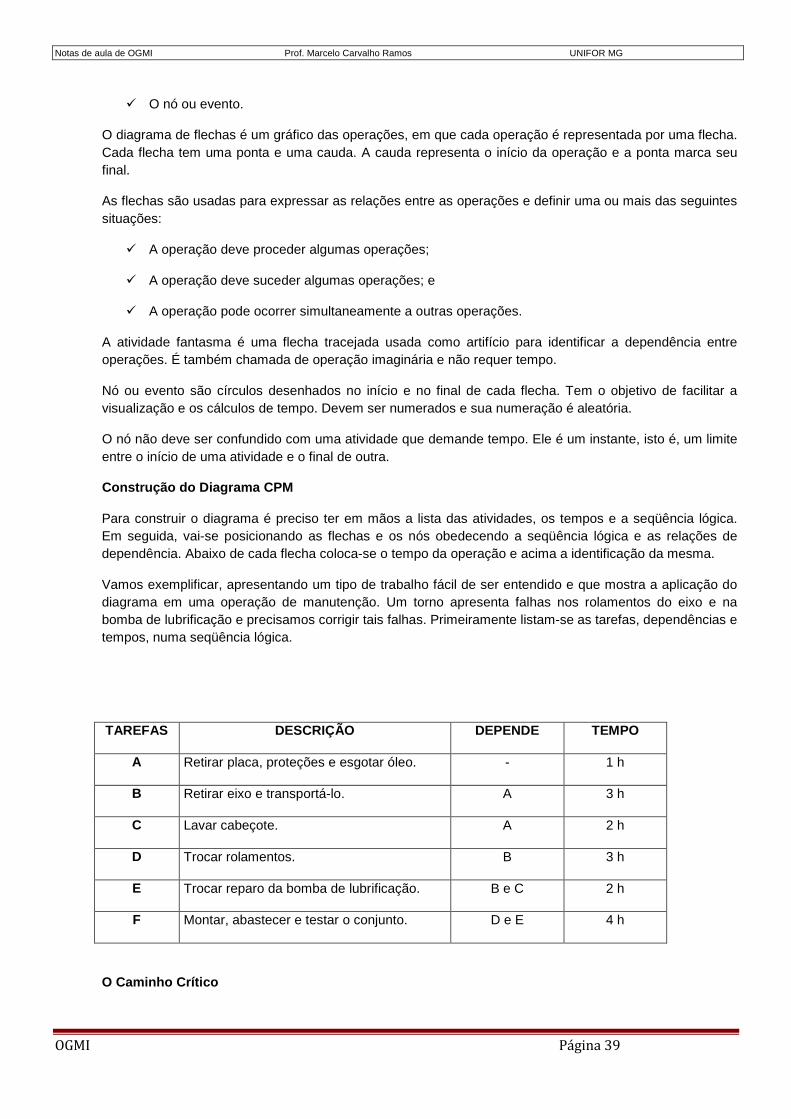
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 39
ü O nó ou evento.
O diagrama de flechas é um gráfico das operações, em que cada operação é representada por uma flecha. Cada flecha tem uma ponta e uma cauda. A cauda representa o início da operação e a ponta marca seu final.
As flechas são usadas para expressar as relações entre as operações e definir uma ou mais das seguintes situações:
ü A operação deve proceder algumas operações;
ü A operação deve suceder algumas operações; e
ü A operação pode ocorrer simultaneamente a outras operações.
A atividade fantasma é uma flecha tracejada usada como artifício para identificar a dependência entre operações. É também chamada de operação imaginária e não requer tempo.
Nó ou evento são círculos desenhados no início e no final de cada flecha. Tem o objetivo de facilitar a visualização e os cálculos de tempo. Devem ser numerados e sua numeração é aleatória.
O nó não deve ser confundido com uma atividade que demande tempo. Ele é um instante, isto é, um limite entre o início de uma atividade e o final de outra.
Construção do Diagrama CPM
Para construir o diagrama é preciso ter em mãos a lista das atividades, os tempos e a seqüência lógica. Em seguida, vai-se posicionando as flechas e os nós obedecendo a seqüência lógica e as relações de dependência. Abaixo de cada flecha coloca-se o tempo da operação e acima a identificação da mesma.
Vamos exemplificar, apresentando um tipo de trabalho fácil de ser entendido e que mostra a aplicação do diagrama em uma operação de manutenção. Um torno apresenta falhas nos rolamentos do eixo e na bomba de lubrificação e precisamos corrigir tais falhas. Primeiramente listam-se as tarefas, dependências e tempos, numa seqüência lógica.
TAREFAS DESCRIÇÃO DEPENDE TEMPO
A Retirar placa, proteções e esgotar óleo. - 1 h
B Retirar eixo e transportá-lo. A 3 h
C Lavar cabeçote. A 2 h
D Trocar rolamentos. B 3 h
E Trocar reparo da bomba de lubrificação. B e C 2 h
F Montar, abastecer e testar o conjunto. D e E 4 h
O Caminho Crítico
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 40
É um caminho percorrido através dos eventos (nós) cujo somatório dos tempos condiciona a duração do trabalho. Por meio do caminho crítico obtém-se a duração total do trabalho e a folga das tarefas que não controlam o término do trabalho.
Há três caminhos de atividades levando o trabalho do evento (0) zero ao evento (5) cinco:
A – B – D – F, com duração de 11 horas.
A – C – E – F, com duração de 9 horas.
A – B – imaginária – E – F, com duração de 10 horas.
Existe, portanto, um caminho com duração superior aos demais que condiciona a duração do serviço ou projeto. Este é o caminho crítico. A importância de se identificar o caminho crítico fundamenta-se nos seguintes parâmetros:
ü Permitir saber de imediato, se será possível ou não cumprir o prazo anteriormente estabelecido para a conclusão do serviço ou projeto;
ü Identificar as atividades críticas que não podem sofrer atrasos, permitindo um controle mais eficaz das tarefas prioritárias;
ü Permitir priorizar as atividades cuja redução terá menor impacto na antecipação da data final de término dos trabalhos, no caso de ser necessária uma redução desta data final;
ü Permitir o estabelecimento da primeira data do término da atividade; e
ü Permitir o estabelecimento da última data do término da atividade.
Freqüentemente o caminho crítico é tão maior que os demais, que basta acelerá-lo para acelerar todo o trabalho. Pelo exemplo simples apresentado, podemos também deduzir que as tarefas C e E do diagrama podem atrasar até duas horas sem comprometer a duração total.
Uma das vantagens da utilização deste método é a possibilidade de balanceamento de recursos, principalmente mão-de-obra e maquinário. Geralmente os contingentes de mão-de-obra são fixos e não é desejável ter um perfil de sua utilização com carência em um momento e ociosidade em outros. Para evitar esses problemas, o planejador joga com o atraso das tarefas com folga e o remanejamento do pessoal envolvido nas tarefas iniciais.
Ex.: Dadas as operações:
Operação 01 – esboçar o conjunto (duração = 2 horas)
Operação 02 – definir o subconjunto principal acrescentando o subconjunto 2 (duração = 2 horas)
Operação 03 – preparar o subconjunto 2 (duração = 3 horas)
Operação 04 – preparar o subconjunto 3 (duração = 3 horas)
Operação 05 – definir o conjunto final, acrescentando-se o subconjunto 3 (duração = 4 horas)
Operação 06 – fantasma
Operação 07 – fantasma
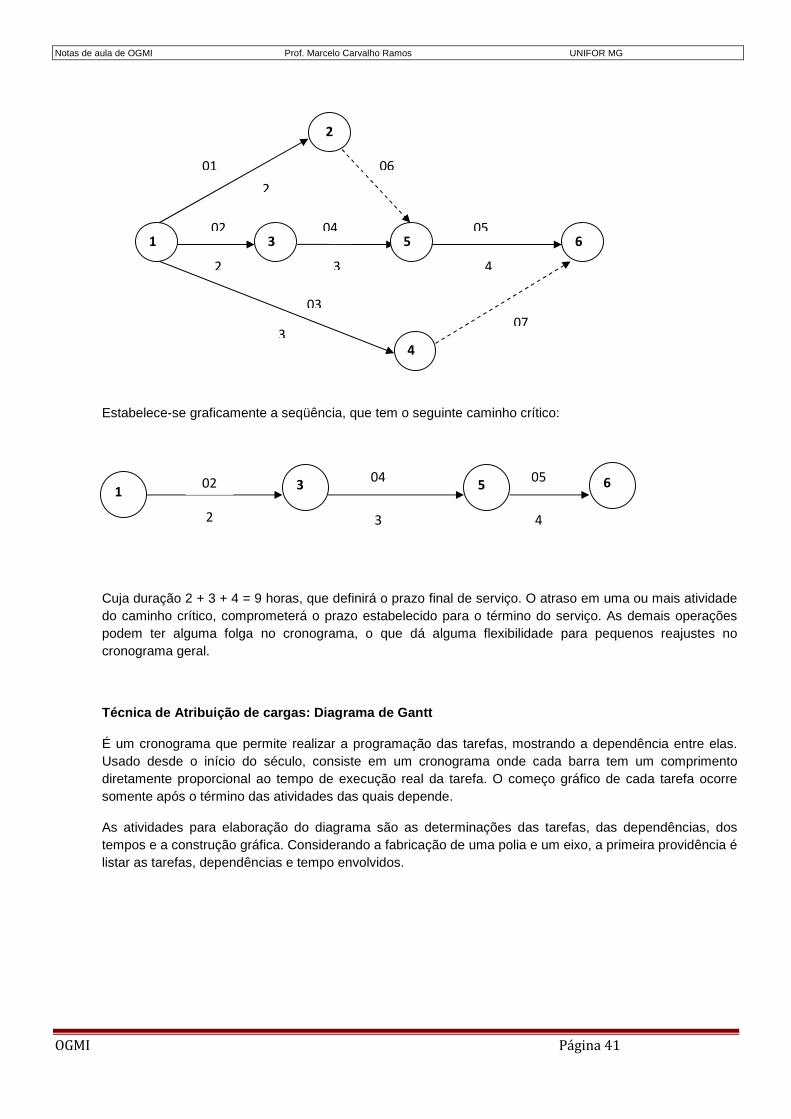
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 41
Estabelece-se graficamente a seqüência, que tem o seguinte caminho crítico:
Cuja duração 2 + 3 + 4 = 9 horas, que definirá o prazo final de serviço. O atraso em uma ou mais atividade do caminho crítico, comprometerá o prazo estabelecido para o término do serviço. As demais operações podem ter alguma folga no cronograma, o que dá alguma flexibilidade para pequenos reajustes no cronograma geral.
Técnica de Atribuição de cargas: Diagrama de Gantt
É um cronograma que permite realizar a programação das tarefas, mostrando a dependência entre elas. Usado desde o início do século, consiste em um cronograma onde cada barra tem um comprimento diretamente proporcional ao tempo de execução real da tarefa. O começo gráfico de cada tarefa ocorre somente após o término das atividades das quais depende.
As atividades para elaboração do diagrama são as determinações das tarefas, das dependências, dos tempos e a construção gráfica. Considerando a fabricação de uma polia e um eixo, a primeira providência é listar as tarefas, dependências e tempo envolvidos.
1
4
2
3 5 6
1 3 5 6
3 2
04 02 05
4
02
2
04
3
05
4
01
2
06
3
03 07
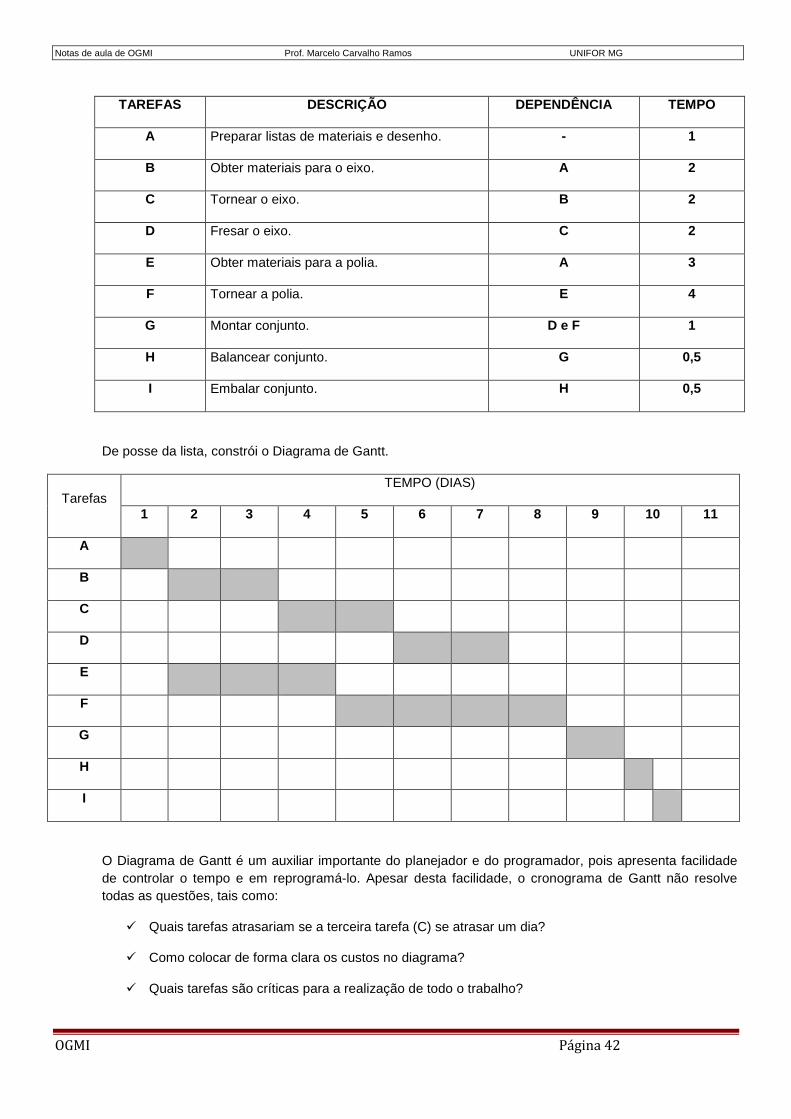
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 42
TAREFAS DESCRIÇÃO DEPENDÊNCIA TEMPO
A Preparar listas de materiais e desenho. - 1
B Obter materiais para o eixo. A 2
C Tornear o eixo. B 2
D Fresar o eixo. C 2
E Obter materiais para a polia. A 3
F Tornear a polia. E 4
G Montar conjunto. D e F 1
H Balancear conjunto. G 0,5
I Embalar conjunto. H 0,5
De posse da lista, constrói o Diagrama de Gantt.
Tarefas TEMPO (DIAS)
1 2 3 4 5 6 7 8 9 10 11
A
B
C
D
E
F
G
H
I
O Diagrama de Gantt é um auxiliar importante do planejador e do programador, pois apresenta facilidade de controlar o tempo e em reprogramá-lo. Apesar desta facilidade, o cronograma de Gantt não resolve todas as questões, tais como:
ü Quais tarefas atrasariam se a terceira tarefa (C) se atrasar um dia?
ü Como colocar de forma clara os custos no diagrama?
ü Quais tarefas são críticas para a realização de todo o trabalho?
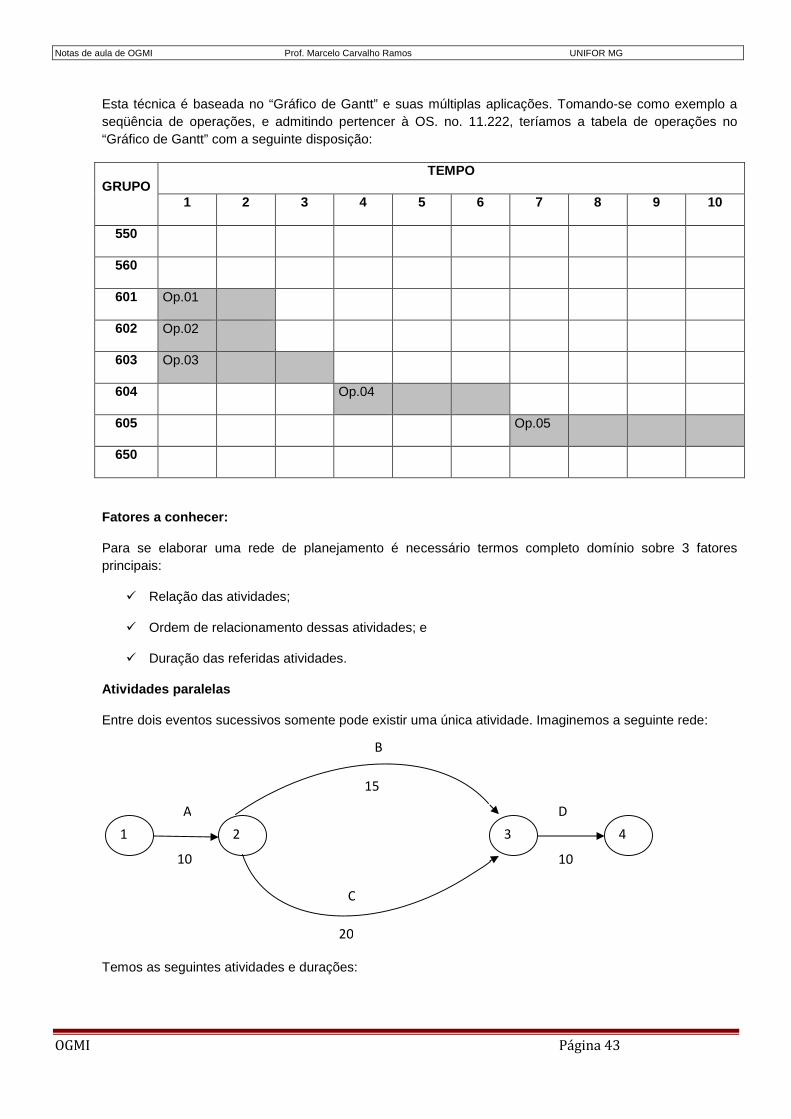
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 43
Esta técnica é baseada no “Gráfico de Gantt” e suas múltiplas aplicações. Tomando-se como exemplo a seqüência de operações, e admitindo pertencer à OS. no. 11.222, teríamos a tabela de operações no “Gráfico de Gantt” com a seguinte disposição:
GRUPO TEMPO
1 2 3 4 5 6 7 8 9 10
550
560
601 Op.01
602 Op.02
603 Op.03
604 Op.04
605 Op.05
650
Fatores a conhecer:
Para se elaborar uma rede de planejamento é necessário termos completo domínio sobre 3 fatores principais:
ü Relação das atividades;
ü Ordem de relacionamento dessas atividades; e
ü Duração das referidas atividades.
Atividades paralelas
Entre dois eventos sucessivos somente pode existir uma única atividade. Imaginemos a seguinte rede:
Temos as seguintes atividades e durações:
20
C
B
15
1 2 4 3
A
10
D
10
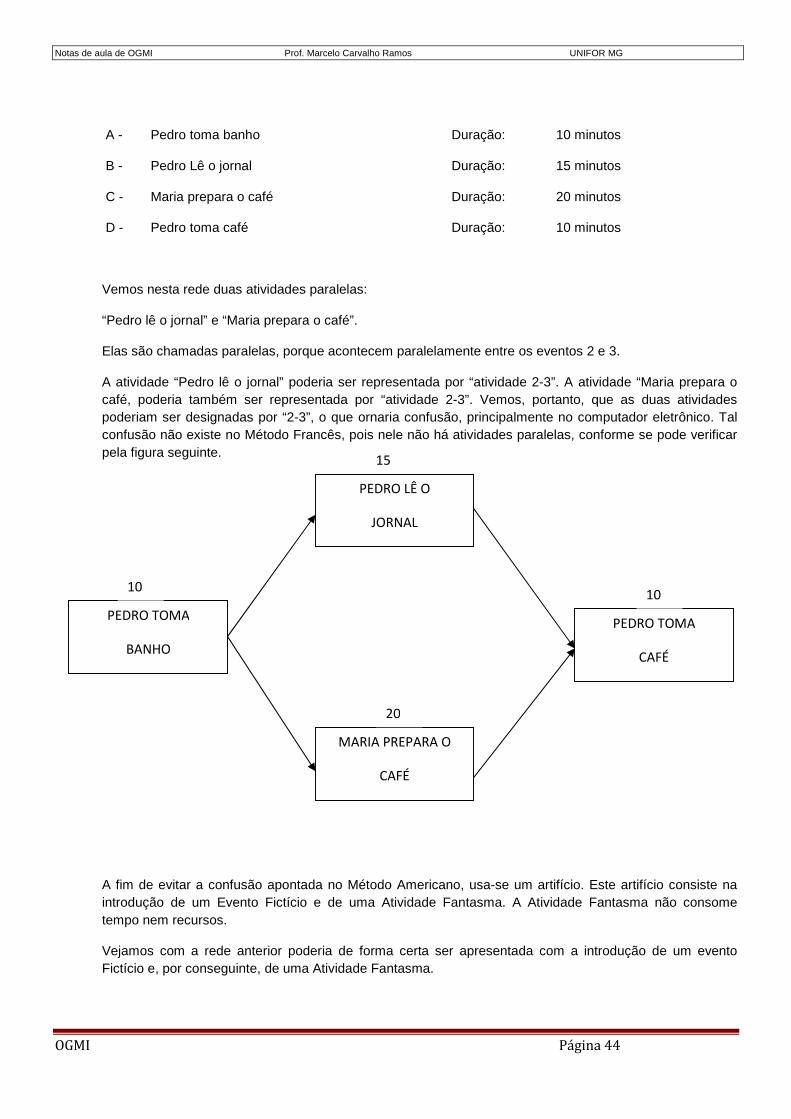
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 44
A - Pedro toma banho Duração: 10 minutos
B - Pedro Lê o jornal Duração: 15 minutos
C - Maria prepara o café Duração: 20 minutos
D - Pedro toma café Duração: 10 minutos
Vemos nesta rede duas atividades paralelas:
“Pedro lê o jornal” e “Maria prepara o café”.
Elas são chamadas paralelas, porque acontecem paralelamente entre os eventos 2 e 3.
A atividade “Pedro lê o jornal” poderia ser representada por “atividade 2-3”. A atividade “Maria prepara o café, poderia também ser representada por “atividade 2-3”. Vemos, portanto, que as duas atividades poderiam ser designadas por “2-3”, o que ornaria confusão, principalmente no computador eletrônico. Tal confusão não existe no Método Francês, pois nele não há atividades paralelas, conforme se pode verificar pela figura seguinte.
A fim de evitar a confusão apontada no Método Americano, usa-se um artifício. Este artifício consiste na introdução de um Evento Fictício e de uma Atividade Fantasma. A Atividade Fantasma não consome tempo nem recursos.
Vejamos com a rede anterior poderia de forma certa ser apresentada com a introdução de um evento Fictício e, por conseguinte, de uma Atividade Fantasma.
PEDRO TOMA
BANHO
MARIA PREPARA O
CAFÉ
PEDRO TOMA
CAFÉ
PEDRO LÊ O
JORNAL
10
20
10
15
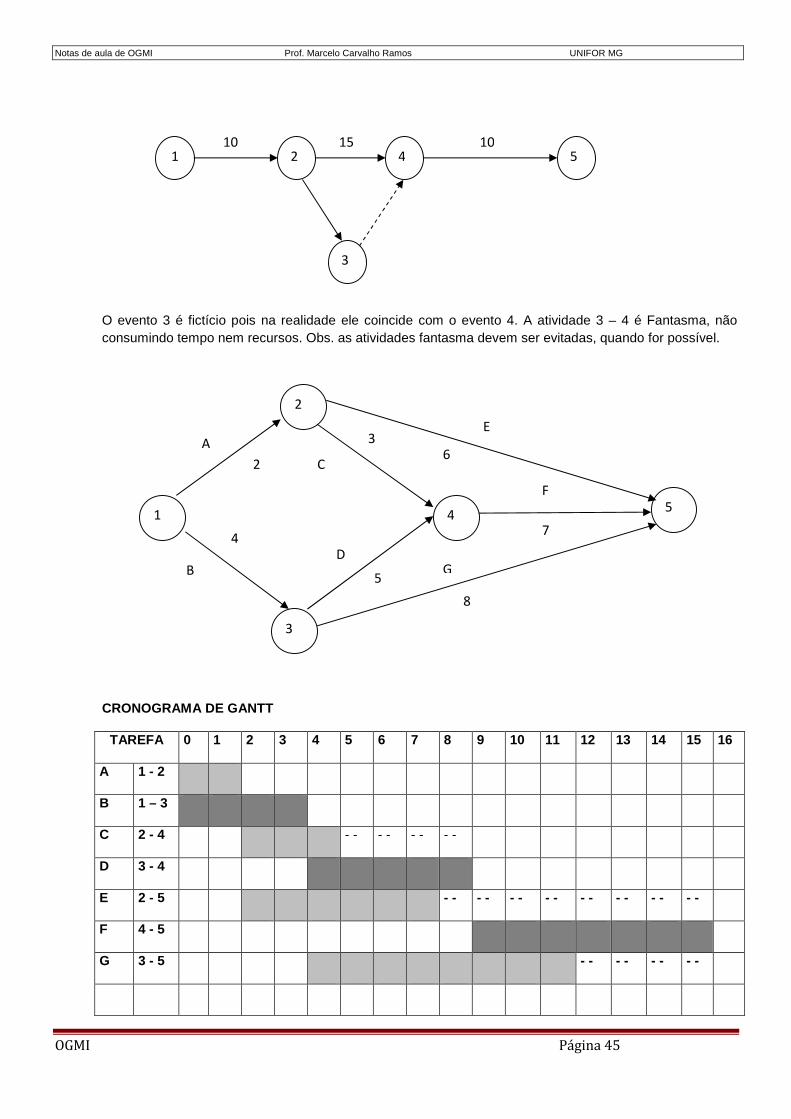
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 45
O evento 3 é fictício pois na realidade ele coincide com o evento 4. A atividade 3 – 4 é Fantasma, não consumindo tempo nem recursos. Obs. as atividades fantasma devem ser evitadas, quando for possível.
CRONOGRAMA DE GANTT
TAREFA 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
A 1 - 2
B 1 – 3
C 2 - 4 - - - - - - - -
D 3 - 4
E 2 - 5 - - - - - - - - - - - - - - - -
F 4 - 5
G 3 - 5 - - - - - - - -
1
3
2 5 4 10
15 10
1
2
4 5
3
A
G
F
E
D
C
B
2
3
4
5
6
7
8
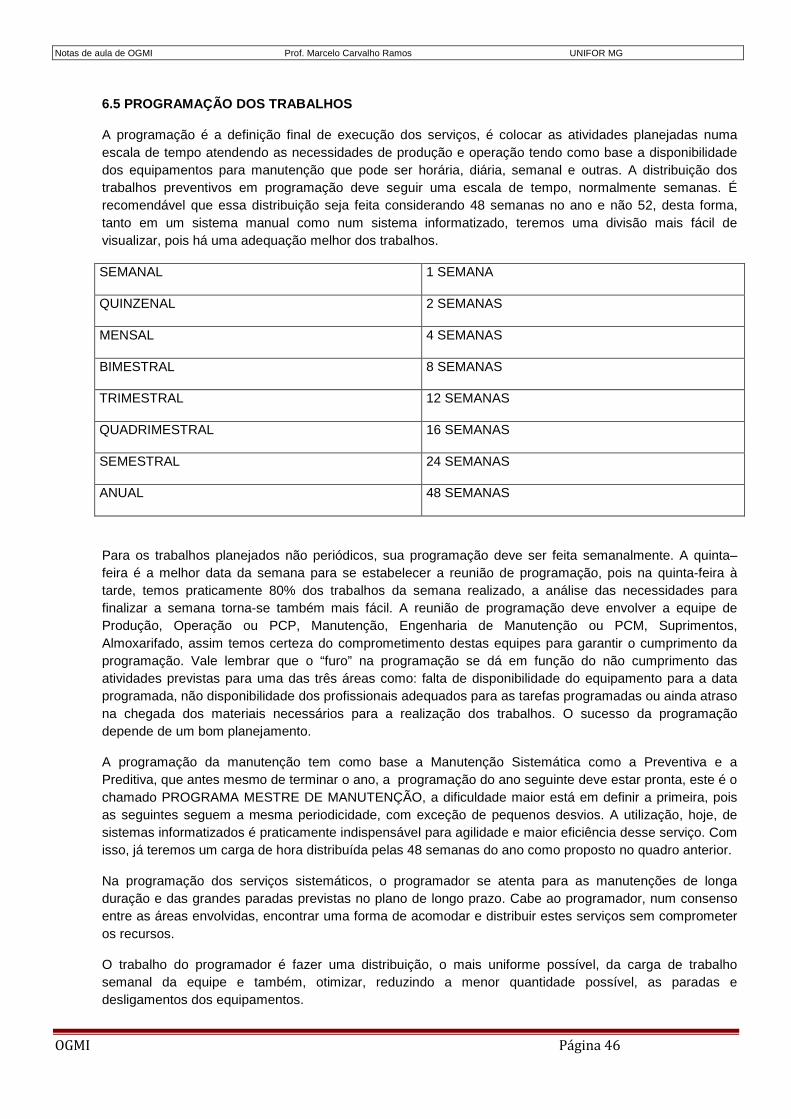
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 46
6.5 PROGRAMAÇÃO DOS TRABALHOS
A programação é a definição final de execução dos serviços, é colocar as atividades planejadas numa escala de tempo atendendo as necessidades de produção e operação tendo como base a disponibilidade dos equipamentos para manutenção que pode ser horária, diária, semanal e outras. A distribuição dos trabalhos preventivos em programação deve seguir uma escala de tempo, normalmente semanas. É recomendável que essa distribuição seja feita considerando 48 semanas no ano e não 52, desta forma, tanto em um sistema manual como num sistema informatizado, teremos uma divisão mais fácil de visualizar, pois há uma adequação melhor dos trabalhos.
SEMANAL 1 SEMANA
QUINZENAL 2 SEMANAS
MENSAL 4 SEMANAS
BIMESTRAL 8 SEMANAS
TRIMESTRAL 12 SEMANAS
QUADRIMESTRAL 16 SEMANAS
SEMESTRAL 24 SEMANAS
ANUAL 48 SEMANAS
Para os trabalhos planejados não periódicos, sua programação deve ser feita semanalmente. A quinta–feira é a melhor data da semana para se estabelecer a reunião de programação, pois na quinta-feira à tarde, temos praticamente 80% dos trabalhos da semana realizado, a análise das necessidades para finalizar a semana torna-se também mais fácil. A reunião de programação deve envolver a equipe de Produção, Operação ou PCP, Manutenção, Engenharia de Manutenção ou PCM, Suprimentos, Almoxarifado, assim temos certeza do comprometimento destas equipes para garantir o cumprimento da programação. Vale lembrar que o “furo” na programação se dá em função do não cumprimento das atividades previstas para uma das três áreas como: falta de disponibilidade do equipamento para a data programada, não disponibilidade dos profissionais adequados para as tarefas programadas ou ainda atraso na chegada dos materiais necessários para a realização dos trabalhos. O sucesso da programação depende de um bom planejamento.
A programação da manutenção tem como base a Manutenção Sistemática como a Preventiva e a Preditiva, que antes mesmo de terminar o ano, a programação do ano seguinte deve estar pronta, este é o chamado PROGRAMA MESTRE DE MANUTENÇÃO, a dificuldade maior está em definir a primeira, pois as seguintes seguem a mesma periodicidade, com exceção de pequenos desvios. A utilização, hoje, de sistemas informatizados é praticamente indispensável para agilidade e maior eficiência desse serviço. Com isso, já teremos um carga de hora distribuída pelas 48 semanas do ano como proposto no quadro anterior.
Na programação dos serviços sistemáticos, o programador se atenta para as manutenções de longa duração e das grandes paradas previstas no plano de longo prazo. Cabe ao programador, num consenso entre as áreas envolvidas, encontrar uma forma de acomodar e distribuir estes serviços sem comprometer os recursos.
O trabalho do programador é fazer uma distribuição, o mais uniforme possível, da carga de trabalho semanal da equipe e também, otimizar, reduzindo a menor quantidade possível, as paradas e desligamentos dos equipamentos.
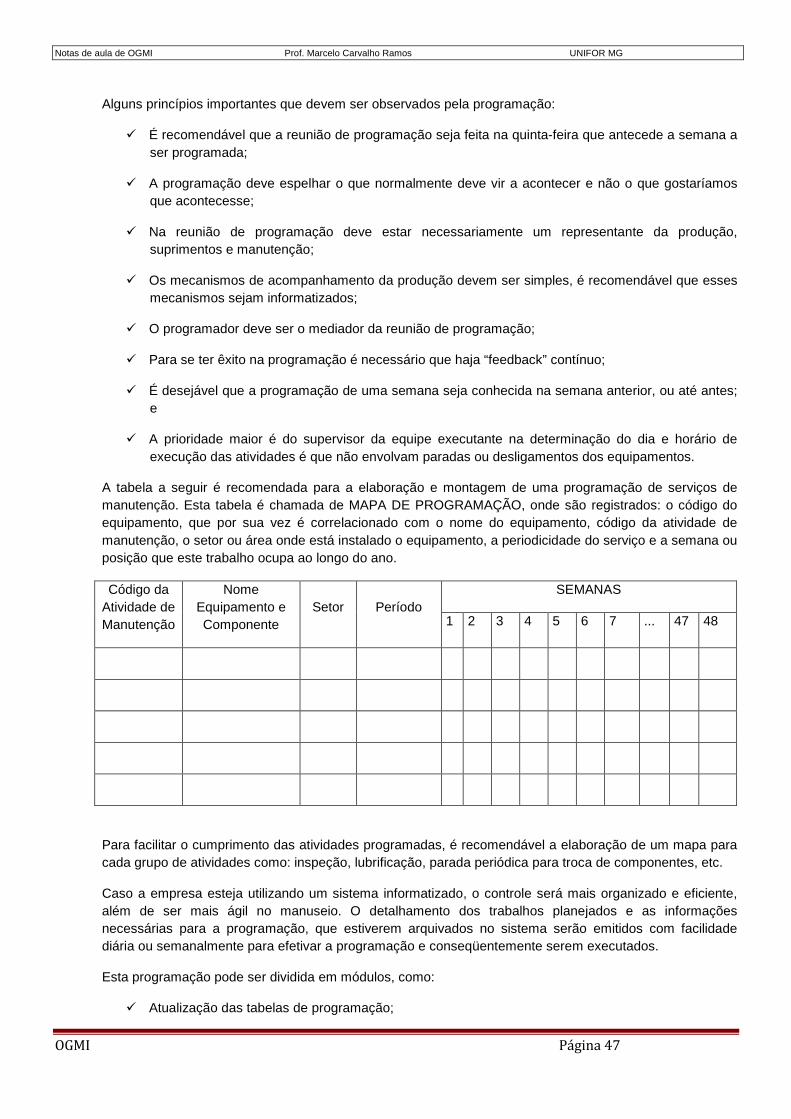
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 47
Alguns princípios importantes que devem ser observados pela programação:
ü É recomendável que a reunião de programação seja feita na quinta-feira que antecede a semana a ser programada;
ü A programação deve espelhar o que normalmente deve vir a acontecer e não o que gostaríamos que acontecesse;
ü Na reunião de programação deve estar necessariamente um representante da produção, suprimentos e manutenção;
ü Os mecanismos de acompanhamento da produção devem ser simples, é recomendável que esses mecanismos sejam informatizados;
ü O programador deve ser o mediador da reunião de programação;
ü Para se ter êxito na programação é necessário que haja “feedback” contínuo;
ü É desejável que a programação de uma semana seja conhecida na semana anterior, ou até antes; e
ü A prioridade maior é do supervisor da equipe executante na determinação do dia e horário de execução das atividades é que não envolvam paradas ou desligamentos dos equipamentos.
A tabela a seguir é recomendada para a elaboração e montagem de uma programação de serviços de manutenção. Esta tabela é chamada de MAPA DE PROGRAMAÇÃO, onde são registrados: o código do equipamento, que por sua vez é correlacionado com o nome do equipamento, código da atividade de manutenção, o setor ou área onde está instalado o equipamento, a periodicidade do serviço e a semana ou posição que este trabalho ocupa ao longo do ano.
Código da Atividade de Manutenção
Nome Equipamento e Componente
Setor Período SEMANAS
1 2 3 4 5 6 7 ... 47 48
Para facilitar o cumprimento das atividades programadas, é recomendável a elaboração de um mapa para cada grupo de atividades como: inspeção, lubrificação, parada periódica para troca de componentes, etc.
Caso a empresa esteja utilizando um sistema informatizado, o controle será mais organizado e eficiente, além de ser mais ágil no manuseio. O detalhamento dos trabalhos planejados e as informações necessárias para a programação, que estiverem arquivados no sistema serão emitidos com facilidade diária ou semanalmente para efetivar a programação e conseqüentemente serem executados.
Esta programação pode ser dividida em módulos, como:
ü Atualização das tabelas de programação;
Notas de aula de OGMI Prof. Marcelo Carvalho Ramos UNIFOR MG
OGMI Página 48
ü Atualização das instruções de manutenção;
ü Atualização do programa mestre de manutenção;
ü Reprogramação dos trabalhos pendentes;
ü Reprogramação de tarefas pendentes dos trabalhos;
ü Emissão de listagens de programação;
ü Emissão de listagens dos materiais necessários;
ü Emissão de ordens de serviço de atividades programadas; e
ü Emissão de ordens de serviço de atividades não programadas.
As listagens dos serviços programados devem ser ordenadas pelos códigos dos equipamentos, mas nos planos de trabalho com sistemas informatizados há uma facilidade muito grande destes agrupamentos de serviços a serem feitos por setor, área, centro de custo e outros. Esta seleção de trabalhos pode ser por ordem alfabética, por ordem de semana ou dias, segundo a determinação do usuário.





























