Embed Size (px)
Citation preview
ISSN 0361�5219, Solid Fuel Chemistry, 2012, Vol. 46, No. 3, pp. 174–178. © Allerton Press, Inc., 2012.Original Russian Text © A.S. Maloletnev, V.V. Zamanov, O.A. Mazneva, L.V. Glukhova, 2012, published in Khimiya Tverdogo Topliva, 2012, No. 3, pp. 37–41.
174
The constantly growing demand for light petro�leum products, which cause environmental pollutionto a lesser degree, and high�quality chemical productsis responsible for the further development of processesfor the deep conversion of high�molecular�weighthydrocarbon raw materials of petroleum and coal ori�gin. The more rigid requirements imposed on thequality of the obtained products lead to significantchanges in process flow charts and to the developmentof new processes for the conversion of the above rawmaterials.
By now, new processes for the hydrocracking ofcrude oil (including residual oil) under a pressure of15.0 MPa and also for the refining of distillate frac�tions under a pressure of 5.0 MPa with the use of sta�tionary or circulating catalysts have been developed inRussia [1, 2]. As for the catalytic cracking of vacuumgas oils and the refining of gasoline and diesel fractionswith respect to paraffin and aromatic hydrocarbonswith the use of finely dispersed catalysts, almost nocorresponding analogs are available abroad or in Rus�sia, although advertising articles on the developmentof such catalysts for single�stage processes by foreigncompanies have been published recently [3–6].
A set of research and experimental works orientedto the development of new catalysts and their opera�tion conditions for the hydrofining and hydrocrackingof distillate petroleum products of primary and sec�ondary origins for improving the quality of productsand performance characteristics have been performedin Russia in recent years [7]. The development of newstationary catalysts (GK�8 zeolite�containing catalyst
and GK�60 nickel–molybdenum catalyst based onnickel hydrosilicate) at the All�Russia ScientificResearch Institute of Petroleum and Gas Processingand the Production of Synthetic Liquid Fuel (VNIINP)made it possible to perform the process of hydrocrack�ing in a single step. Upon the hydrocracking of vac�uum gas oil on these catalysts at 15 MPa and 405–410°C, diesel fuel was obtained in 50–53% yield perpass or from 70 to 72% with recycling the residue atgasoline yields of 16–20 and 27–30%, respectively.The effectiveness of the use of zeolite�containing cat�alysts (KD�3P, KTs�31, etc.) for the hydrofining andhydrocracking of petroleum gasoline from high�boil�ing distillates of secondary origin was demonstrated[8, 9]. The scientific and technical fundamentals ofthe synthesis and application of new catalysts havebeen considered in detail in monographs [10, 11].
Katakhim developed new catalysts (RK�440, RK�438, and RK�720) for the hydrofining (light hydroc�racking) of vacuum gas oil distillates at a pressure to5.0 MPa, a temperature to 400°C, and a feed spacevelocity of 0.7–1.0 h–1 [12]. The catalysts contained4.5–5.3% nickel oxide and 12–14% molybdenum tri�oxide. In the presence of these catalysts, the sulfurcontent of diesel petroleum fractions (the yield of thefractions was about 45% on a vacuum gas oil basis) at360°C was decreased to 0.04%.
The RK�242Ni and RK�231Co catalysts were used inthe L�16�1 production unit at OAO Salavatnefteorgsintezfor the hydrofining of vacuum gas oil fractions. The totalvolume of the catalytic system was 72.8 m3, of which the
Application of Suspended Catalyststo the Catalytic Cracking of Vacuum Gas Oil
A. S. Maloletnev, V. V. Zamanov, O. A. Mazneva, and L. V. GlukhovaMoscow State Mining University, Moscow, 119049 Russia
e�mail: Anatoly�[email protected] Tulainzhneftegaz, Tula, Russia
e�mail: [email protected] December 2, 2011
Abstract—The results of experimental studies on the application of finely dispersed catalytic compositionsprepared based on the aqueous solutions of sodium silicate and Al2(SO4)3 and a suspension of zeolite NaY tothe process of the catalytic cracking of the vacuum gas oil fractions of petroleum are given. It was found thatthe degree of conversion of a raw material into a fraction of motor fuels at a temperature of 450°C and a feedspace velocity of 4.0 h–1 varied from 31.8 to 53.6% depending on the catalytic composition used, or it washigher than 90% upon the complete conversion with the recycling of the residue.
DOI: 10.3103/S0361521912030081
SOLID FUEL CHEMISTRY Vol. 46 No. 3 2012
APPLICATION OF SUSPENDED CATALYSTS 175
RK�231Co catalyst occupied 65.79 m3, and RK�242Ni occupied 7.04 m3; that is, the amount of thecobalt�containing catalyst in the composition of thecatalytic system was greater than that of the nickel�containing catalyst by a factor of 9. The results of cat�alyst operations showed that the catalytic system pro�posed possesses high activity in the conversion reac�tions of both sulfur� and nitrogen�containing com�pounds. In the presence of this catalytic system, aproduct with a sulfur content of 0.035% was obtained at atemperature of 330–335°С, a pressure of 3.0–3.5 MPa,a hydrogen�containing gas : raw material ratio of 330–350 m3 (NTP)/m3, a hydrogen concentration of 73–78 vol % in the hydrogen�containing gas, and a feedspace velocity of 1.5–1.9 h–1 . An increase in the pro�cess temperature to 350°C without a change in theremaining technological parameters facilitated adecrease in the sulfur content of the product to 0.015%[13].
For increasing the efficiency of a catalytic system inthe production of diesel fuel with ultralow sulfur con�tent, the RK�438 aluminum–nickel–molybdenumcatalyst was introduced into its composition. Thismade it possible to obtain the product with a sulfurcontent of 0.0001% from analogous raw materialswithout the use of more severe temperature conditionsin the process. In this case, the conversion of nitrogen�containing compounds was 70%. The introduction ofthe RK�720 catalyst for the hydroisomerization of n�paraffin hydrocarbons into the composition of the cat�alytic system made it possible to obtain diesel fractionswith an ultralow sulfur content (0.0001–0.0005%) anda maximum filtration temperature of no higher than –38°C, which meets the requirements of the EN 590standard for winter diesel fuel [14, 15].
New catalysts for the deep hydrofining of petro�leum raw materials to residual sulfur concentrations of0.003 and 0.05% in gasoline and diesel fuel, respec�tively, have been developed and commercializedabroad (California, the United States). These low�sul�fur fuels are manufactured in the presence of new sta�tionary Ni–Mo catalysts [16, 17].
Although the use of heterogeneous catalysts hasbeen undoubtedly successful, these catalysts possessdisadvantages related to their deactivation, mechani�cal strength loss, etc.
Catalysts introduced into a process as finely dis�persed particles, which are uniformly distributed inthe bulk of the raw material, are more effective for theconversion of high�molecular�weight hydrocarbons.The examples of the use of these catalytic systems forthe hydrogenation processing of coal and oil distilla�tion residues are well known. For this purpose, theemulsion of an aqueous solution of ammonium par�
amolybdate [18], catalytic compositions based on thesuspension of zeolite NaY and aqueous solutions ofpotassium silicate (К2SiO3) and sodium silicate (SiO2 ⋅
nNa2O) of different concentrations [19], etc., wereused as starting compounds.
Here, we report the results of studies on the appli�cation of catalytic compositions prepared based on theaqueous solutions of sodium silicate and Al2(SO4)3
and a suspension of zeolite NaY with the additions oftransition elements from the periodic table.
In cooperation with OAO Tulainzhneftegaz, Na–Al–Si, Co–Al–Si, Ni–Al–Si, Zn–Al–Si, and Cr–Al–Si catalytic compositions were synthesized. Thesecatalytic compositions had the following characteris�tics: particle�size distribution (wt %), 0–105 µm, >85;0–80 µm, >65; 0–40 µm, <18; and 0–20 µm, <2/0;bulk weight, >0.75–0.85 g/mm; specific surface area,300 m2/g; total pore volume, <0.3 mL/g; and attritionloss, <0.25%/h. Vacuum gas oil from NPZ OAOLukoil�Nizhegorodnefteorgsintez (Kstovo) was usedas a source material; Table 1 summarizes the charac�teristics of this gas oil.
The catalysts were prepared in the source material bythe addition of an aqueous solution of a catalyst (the cat�alyst : H2O ratio was 1 : 10) in an amount of 0.3 wt % ona source material basis; the resulting mixture was dis�persed in a Pushkin–Khotuntsev plate disperser with a
Table 1. Characteristics of vacuum gas oil from a mixture ofWestern Siberia petroleum
Characteristic Value
Density at 20°C, g/cm3 0.9080
Fraction composition, wt %:
initial boiling point, °С 213
boiled out to 180°С –
180–360°С 7.6
above 360°С 92.4
Iodine number, (g I2)/(100 g fuel) 10.3
Group hydrocarbon composition, wt %:
paraffins + naphthenes 32.8
aromatics 63.5
silica gel tar 3.7
Ultimate analysis, wt %:
C 85.50
H 12.11
S 1.56
N 0.34
О (by difference) 0.49
Conradson coking capacity, wt % 0.6
176
SOLID FUEL CHEMISTRY Vol. 46 No. 3 2012
MALOLETNEV et al.
gap of 1.0 mm between plates at the speed of rotationof a mobile plate of 1420 rpm.
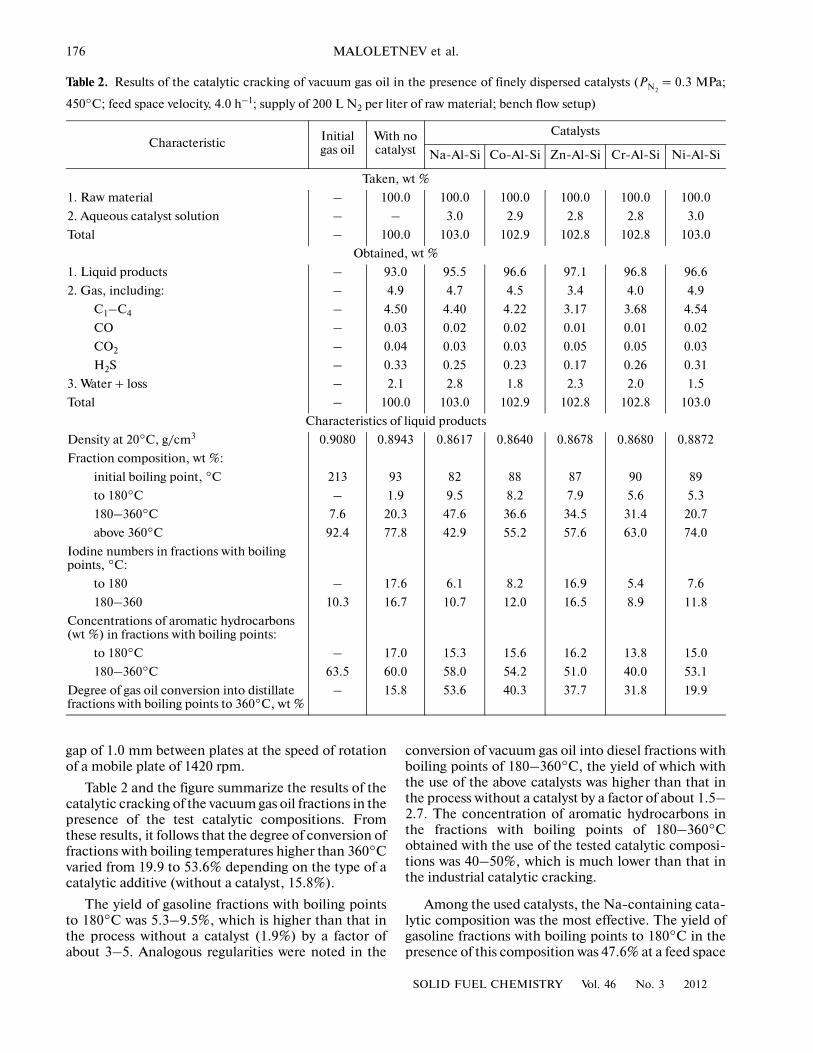
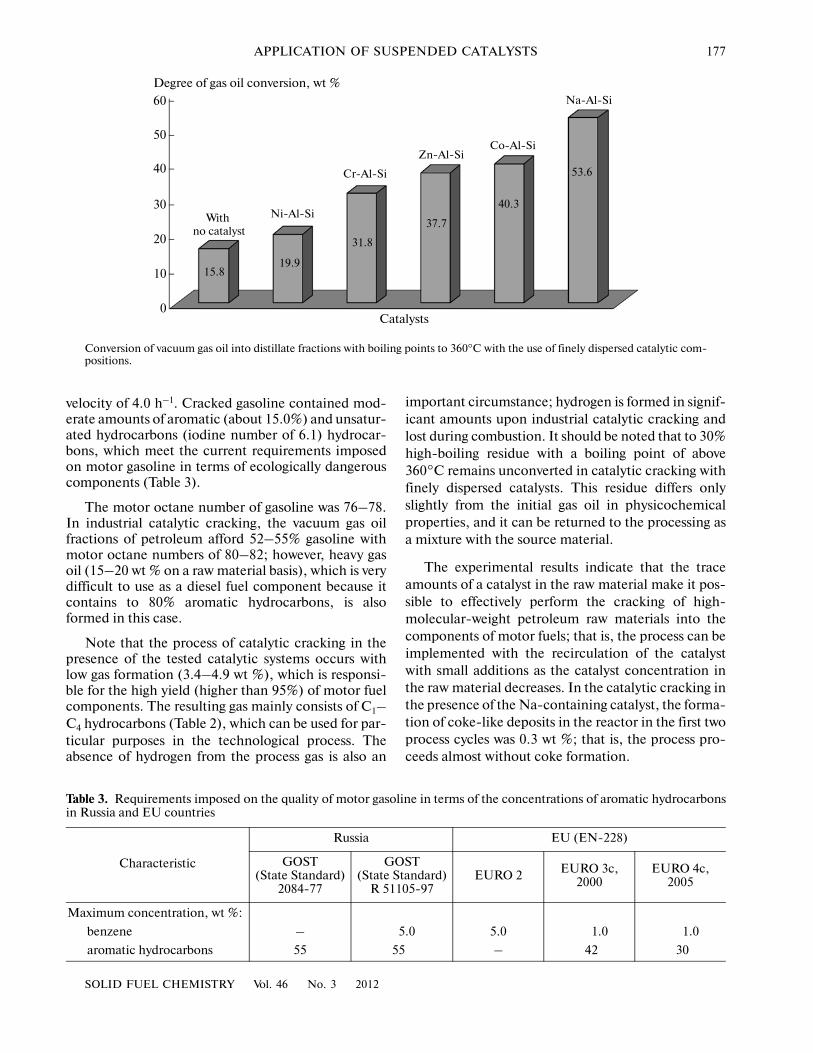
Table 2 and the figure summarize the results of thecatalytic cracking of the vacuum gas oil fractions in thepresence of the test catalytic compositions. Fromthese results, it follows that the degree of conversion offractions with boiling temperatures higher than 360°Сvaried from 19.9 to 53.6% depending on the type of acatalytic additive (without a catalyst, 15.8%).
The yield of gasoline fractions with boiling pointsto 180°С was 5.3–9.5%, which is higher than that inthe process without a catalyst (1.9%) by a factor ofabout 3–5. Analogous regularities were noted in the
conversion of vacuum gas oil into diesel fractions withboiling points of 180–360°С, the yield of which withthe use of the above catalysts was higher than that inthe process without a catalyst by a factor of about 1.5–2.7. The concentration of aromatic hydrocarbons inthe fractions with boiling points of 180–360°Сobtained with the use of the tested catalytic composi�tions was 40–50%, which is much lower than that inthe industrial catalytic cracking.
Among the used catalysts, the Na�containing cata�lytic composition was the most effective. The yield ofgasoline fractions with boiling points to 180°С in thepresence of this composition was 47.6% at a feed space
Table 2. Results of the catalytic cracking of vacuum gas oil in the presence of finely dispersed catalysts ( = 0.3 MPa;
450°C; feed space velocity, 4.0 h–1; supply of 200 L N2 per liter of raw material; bench flow setup)
Characteristic Initialgas oil
With no catalyst
Catalysts
Na�Al�Si Со�Al�Si Zn�Al�Si Cr�Al�Si Ni�Al�Si
Taken, wt %
1. Raw material – 100.0 100.0 100.0 100.0 100.0 100.0
2. Aqueous catalyst solution – – 3.0 2.9 2.8 2.8 3.0
Total – 100.0 103.0 102.9 102.8 102.8 103.0
Obtained, wt %
1. Liquid products – 93.0 95.5 96.6 97.1 96.8 96.6
2. Gas, including: – 4.9 4.7 4.5 3.4 4.0 4.9
C1–C4 – 4.50 4.40 4.22 3.17 3.68 4.54
CO – 0.03 0.02 0.02 0.01 0.01 0.02
CO2 – 0.04 0.03 0.03 0.05 0.05 0.03
H2S – 0.33 0.25 0.23 0.17 0.26 0.31
3. Water + loss – 2.1 2.8 1.8 2.3 2.0 1.5
Total – 100.0 103.0 102.9 102.8 102.8 103.0
Characteristics of liquid products
Density at 20°С, g/cm3 0.9080 0.8943 0.8617 0.8640 0.8678 0.8680 0.8872
Fraction composition, wt %:
initial boiling point, °С 213 93 82 88 87 90 89
to 180°С – 1.9 9.5 8.2 7.9 5.6 5.3
180–360°С 7.6 20.3 47.6 36.6 34.5 31.4 20.7
above 360°С 92.4 77.8 42.9 55.2 57.6 63.0 74.0
Iodine numbers in fractions with boiling points, °С:
to 180 – 17.6 6.1 8.2 16.9 5.4 7.6
180–360 10.3 16.7 10.7 12.0 16.5 8.9 11.8
Concentrations of aromatic hydrocarbons (wt %) in fractions with boiling points:
to 180°С – 17.0 15.3 15.6 16.2 13.8 15.0
180–360°С 63.5 60.0 58.0 54.2 51.0 40.0 53.1
Degree of gas oil conversion into distillate fractions with boiling points to 360°C, wt %
– 15.8 53.6 40.3 37.7 31.8 19.9
PN2
SOLID FUEL CHEMISTRY Vol. 46 No. 3 2012
APPLICATION OF SUSPENDED CATALYSTS 177
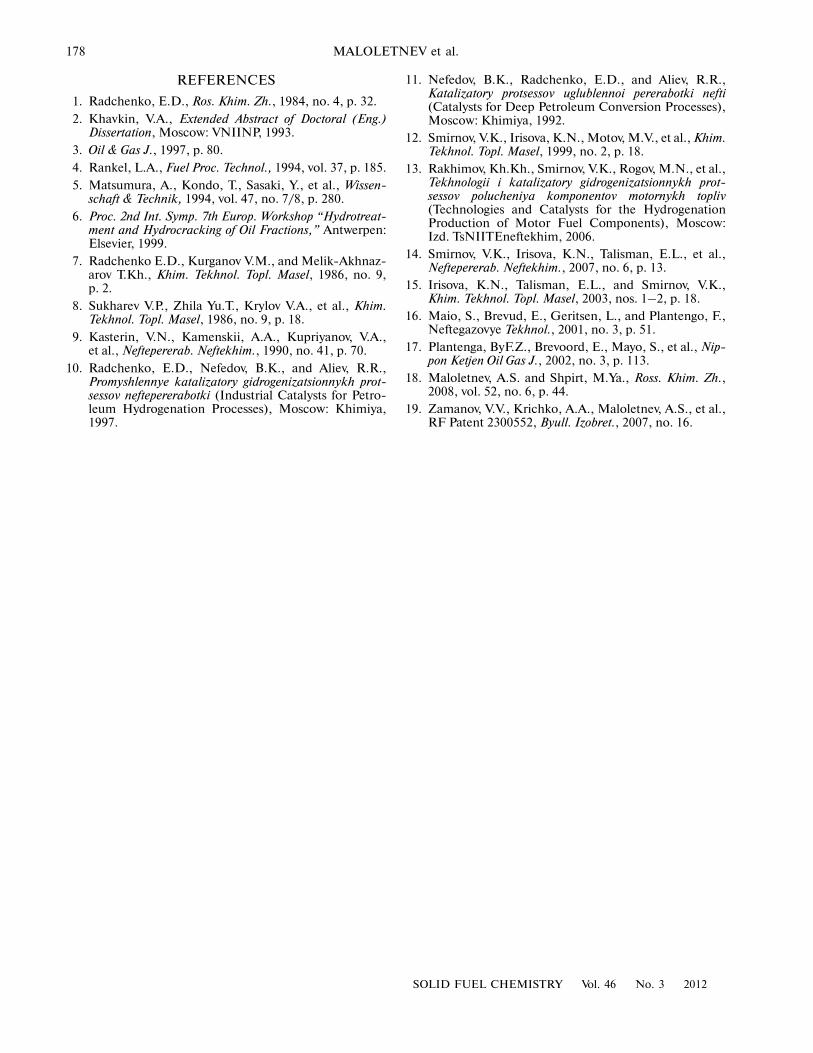
velocity of 4.0 h–1. Cracked gasoline contained mod�erate amounts of aromatic (about 15.0%) and unsatur�ated hydrocarbons (iodine number of 6.1) hydrocar�bons, which meet the current requirements imposedon motor gasoline in terms of ecologically dangerouscomponents (Table 3).
The motor octane number of gasoline was 76–78.In industrial catalytic cracking, the vacuum gas oilfractions of petroleum afford 52–55% gasoline withmotor octane numbers of 80–82; however, heavy gasoil (15–20 wt % on a raw material basis), which is verydifficult to use as a diesel fuel component because itcontains to 80% aromatic hydrocarbons, is alsoformed in this case.
Note that the process of catalytic cracking in thepresence of the tested catalytic systems occurs withlow gas formation (3.4–4.9 wt %), which is responsi�ble for the high yield (higher than 95%) of motor fuelcomponents. The resulting gas mainly consists of С1–С4 hydrocarbons (Table 2), which can be used for par�ticular purposes in the technological process. Theabsence of hydrogen from the process gas is also an
important circumstance; hydrogen is formed in signif�icant amounts upon industrial catalytic cracking andlost during combustion. It should be noted that to 30%high�boiling residue with a boiling point of above360°С remains unconverted in catalytic cracking withfinely dispersed catalysts. This residue differs onlyslightly from the initial gas oil in physicochemicalproperties, and it can be returned to the processing asa mixture with the source material.
The experimental results indicate that the traceamounts of a catalyst in the raw material make it pos�sible to effectively perform the cracking of high�molecular�weight petroleum raw materials into thecomponents of motor fuels; that is, the process can beimplemented with the recirculation of the catalystwith small additions as the catalyst concentration inthe raw material decreases. In the catalytic cracking inthe presence of the Na�containing catalyst, the forma�tion of coke�like deposits in the reactor in the first twoprocess cycles was 0.3 wt %; that is, the process pro�ceeds almost without coke formation.
60
50
40
30
20
10
0
Degree of gas oil conversion, wt %
15.819.9
31.8
37.7
40.3
53.6
Na�Al�Si
Co�Al�SiZn�Al�Si
Cr�Al�Si
Ni�Al�SiWith
Catalysts
no catalyst
Conversion of vacuum gas oil into distillate fractions with boiling points to 360°C with the use of finely dispersed catalytic com�positions.
Table 3. Requirements imposed on the quality of motor gasoline in terms of the concentrations of aromatic hydrocarbonsin Russia and EU countries
Characteristic
Russia EU (EN�228)
GOST(State Standard)
2084�77
GOST(State Standard)
R 51105�97EURO 2 EURO 3c,
2000EURO 4c,
2005
Maximum concentration, wt %:
benzene – 5.0 5.0 1.0 1.0
aromatic hydrocarbons 55 55 – 42 30
178
SOLID FUEL CHEMISTRY Vol. 46 No. 3 2012
MALOLETNEV et al.
REFERENCES
1. Radchenko, E.D., Ros. Khim. Zh., 1984, no. 4, p. 32.
2. Khavkin, V.A., Extended Abstract of Doctoral (Eng.)Dissertation, Moscow: VNIINP, 1993.
3. Oil & Gas J., 1997, p. 80.
4. Rankel, L.A., Fuel Proc. Technol., 1994, vol. 37, p. 185.5. Matsumura, A., Kondo, T., Sasaki, Y., et al., Wissen�
schaft & Technik, 1994, vol. 47, no. 7/8, p. 280.
6. Proc. 2nd Int. Symp. 7th Europ. Workshop “Hydrotreat�ment and Hydrocracking of Oil Fractions,” Antwerpen:Elsevier, 1999.
7. Radchenko E.D., Kurganov V.M., and Melik�Akhnaz�arov T.Kh., Khim. Tekhnol. Topl. Masel, 1986, no. 9,p. 2.
8. Sukharev V.P., Zhila Yu.T., Krylov V.A., et al., Khim.Tekhnol. Topl. Masel, 1986, no. 9, p. 18.
9. Kasterin, V.N., Kamenskii, A.A., Kupriyanov, V.A.,et al., Neftepererab. Neftekhim., 1990, no. 41, p. 70.
10. Radchenko, E.D., Nefedov, B.K., and Aliev, R.R.,Promyshlennye katalizatory gidrogenizatsionnykh prot�sessov neftepererabotki (Industrial Catalysts for Petro�leum Hydrogenation Processes), Moscow: Khimiya,1997.
11. Nefedov, B.K., Radchenko, E.D., and Aliev, R.R.,Katalizatory protsessov uglublennoi pererabotki nefti(Catalysts for Deep Petroleum Conversion Processes),Moscow: Khimiya, 1992.
12. Smirnov, V.K., Irisova, K.N., Motov, M.V., et al., Khim.Tekhnol. Topl. Masel, 1999, no. 2, p. 18.
13. Rakhimov, Kh.Kh., Smirnov, V.K., Rogov, M.N., et al.,Tekhnologii i katalizatory gidrogenizatsionnykh prot�sessov polucheniya komponentov motornykh topliv(Technologies and Catalysts for the HydrogenationProduction of Motor Fuel Components), Moscow:Izd. TsNIITEneftekhim, 2006.
14. Smirnov, V.K., Irisova, K.N., Talisman, E.L., et al.,Neftepererab. Neftekhim., 2007, no. 6, p. 13.
15. Irisova, K.N., Talisman, E.L., and Smirnov, V.K.,Khim. Tekhnol. Topl. Masel, 2003, nos. 1–2, p. 18.
16. Maio, S., Brevud, E., Geritsen, L., and Plantengo, F.,Neftegazovye Tekhnol., 2001, no. 3, p. 51.
17. Plantenga, ByF.Z., Brevoord, E., Mayo, S., et al., Nip�pon Ketjen Oil Gas J., 2002, no. 3, p. 113.
18. Maloletnev, A.S. and Shpirt, M.Ya., Ross. Khim. Zh.,2008, vol. 52, no. 6, p. 44.
19. Zamanov, V.V., Krichko, A.A., Maloletnev, A.S., et al.,RF Patent 2300552, Byull. Izobret., 2007, no. 16.