Embed Size (px)
DESCRIPTION
section ix
Citation preview
ASME BPVC SEC IX WLEDING_TRAINING What is ASME BPVC Section IX? From the description of the code it is....Welding and Brazing Qualifications It is in two part: 1) Welding (with all the reference starting with QW) 2) Brazing (With all the reference starting with QB) Now in the section of Welding (QW) there are 5 articles Article 1 - Welding General Requirements Article 2 - Welding Procedure Qualifications Article 3 - Welding Perfomance Qualifications Article 4 - Welding Data Article 5 - Standard Welding Procedure Specifications If it is PQR/WPS related query you have to refer to Article 2, if it is welder qualification related query you have to refer Article 3. Article 1: Welder qualification related radiography testing acceptance criteria Article 2: How to make a WPS and PQR. Essential, Non essential and supplementary essential variables - for different process Manufacturer/contractor responsibility Article 3: Welder Qualification procedure and criteria's. Essential, Non essential and supplementary essential variables - for different process Manufacturer/contractor responsibility Article 4: All the above 3 articles refer this article for related references. This article should be read only for that reference clause only, the clause reference mentioned in any of the articles 1 to 3. Article 4: If you are a beginner, no need to refer to this portion. These are welding procedures that we commonly use and approved by ASME. Each organisation has to purchase this procedure (from ASME) for making use of it. Finding the P Number for the base material We normally use Carbon Steel,Stainless Steel, Alloysteel material etc. ASTM is having nomenclature system and all these materials are haivng 'names' as per ASTM. In carbon steel there are SA106 Gr A, SA106 Gr B etc. In Stainless Steel there are SA312 TP304, SA312 TP16 etc. In Alloy Steel there are SA335 Gr P11, SA335 Gr P22 etc. Refer QW-420, Page No:74 in ASME Sec IX 2010 ed. P-Numbers are assigned to base
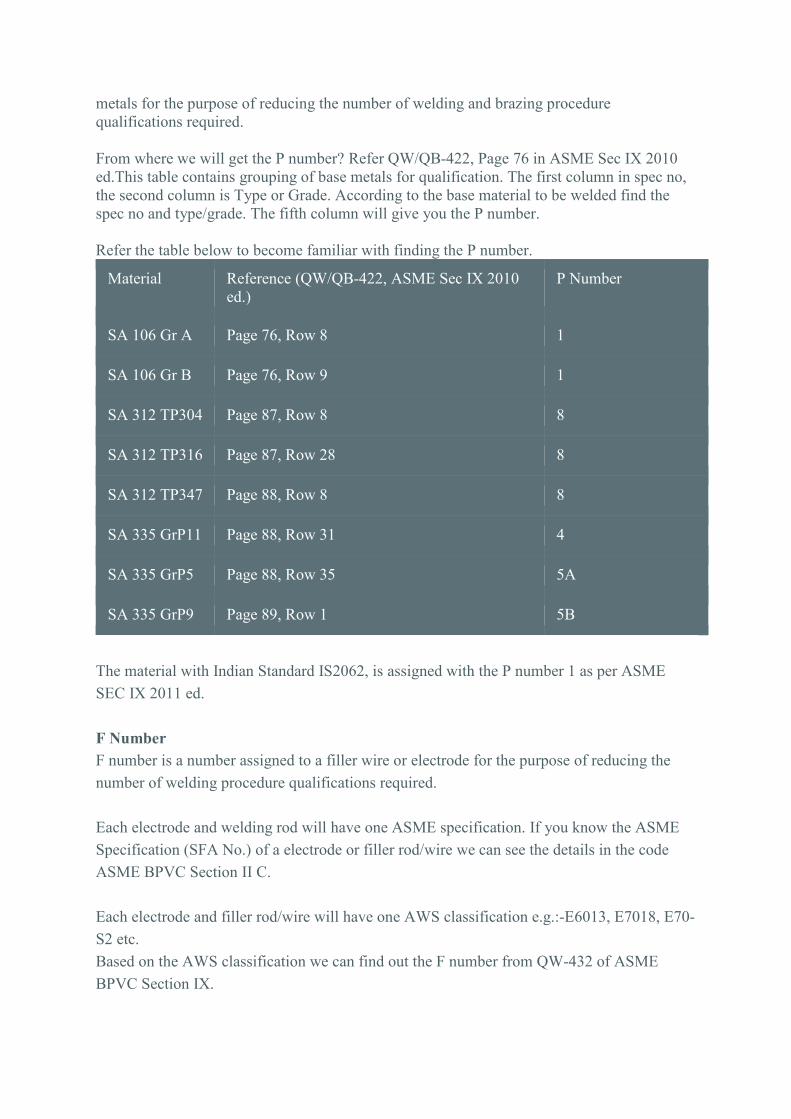
metals for the purpose of reducing the number of welding and brazing procedure qualifications required. From where we will get the P number? Refer QW/QB-422, Page 76 in ASME Sec IX 2010 ed.This table contains grouping of base metals for qualification. The first column in spec no, the second column is Type or Grade. According to the base material to be welded find the spec no and type/grade. The fifth column will give you the P number. Refer the table below to become familiar with finding the P number.
Material Reference (QW/QB-422, ASME Sec IX 2010 ed.)
P Number
SA 106 Gr A Page 76, Row 8 1
SA 106 Gr B Page 76, Row 9 1
SA 312 TP304 Page 87, Row 8 8
SA 312 TP316 Page 87, Row 28 8
SA 312 TP347 Page 88, Row 8 8
SA 335 GrP11 Page 88, Row 31 4
SA 335 GrP5 Page 88, Row 35 5A
SA 335 GrP9 Page 89, Row 1 5B
The material with Indian Standard IS2062, is assigned with the P number 1 as per ASME
SEC IX 2011 ed.
F Number
F number is a number assigned to a filler wire or electrode for the purpose of reducing the
number of welding procedure qualifications required.
Each electrode and welding rod will have one ASME specification. If you know the ASME
Specification (SFA No.) of a electrode or filler rod/wire we can see the details in the code
ASME BPVC Section II C.
Each electrode and filler rod/wire will have one AWS classification e.g.:-E6013, E7018, E70-
S2 etc.
Based on the AWS classification we can find out the F number from QW-432 of ASME
BPVC Section IX.
Refer edition 2010 of the code for page numbers referred in this section.
Refer page number 134 for QW-432
Below are some examples of how to find the F number.
Q ) Find the F number of E6013.
Answer: Refer page number 134 of QW-432, Row 10, under the column of AWS
classification it shows EXX13, This shows that electrodes of any tensile strength but having
the same characteristics which designate EXX13 will come under this F number.
Refer the first column F-No, in the Row.No 10, F no is 2 and under the column heading
ASME specification SFA 5.1
Q) Find the F number of E6010
Answer: Refer row 14
SFA 5.1 & F No: 3
Find the F number of E 7018
Refer row no:20
F No:4 SFA no: 5.1
Q) Find the F number of E70-S2
Answer: For this you should know the SFA no.(You will get SFA number from ASME
BPVC Section II C, the manufactures catalogue and the electrode/filler wire packet will also
contain the SFA number.) SFA number of this filler wire is SFA 5.2, refer row 35 , F No: 6
This way F number can be obtained.
'A' Number
This is related to the weld metal chemical composition that is the composition weld metal is
having when it is welded to the base metal of similar properties.
'A' number can be found out from the table QW-442. Refer page number 143 (Of 2010 ed).
The weld metal composition can be found out from ASME BPVC Sec II C or from the
catalog of the electrode/filler wire/rod. Get the chemical composition from any one of the
methods and match with the chemical composition given in QW-442. The corresponding
column in the left most side of the table will give you the 'A' number.
Some common 'A' number's which are easy to remember
'A' number = 1 for E6010, E6013, E7018, E70S-2
'A' number = 8 for E316, E308
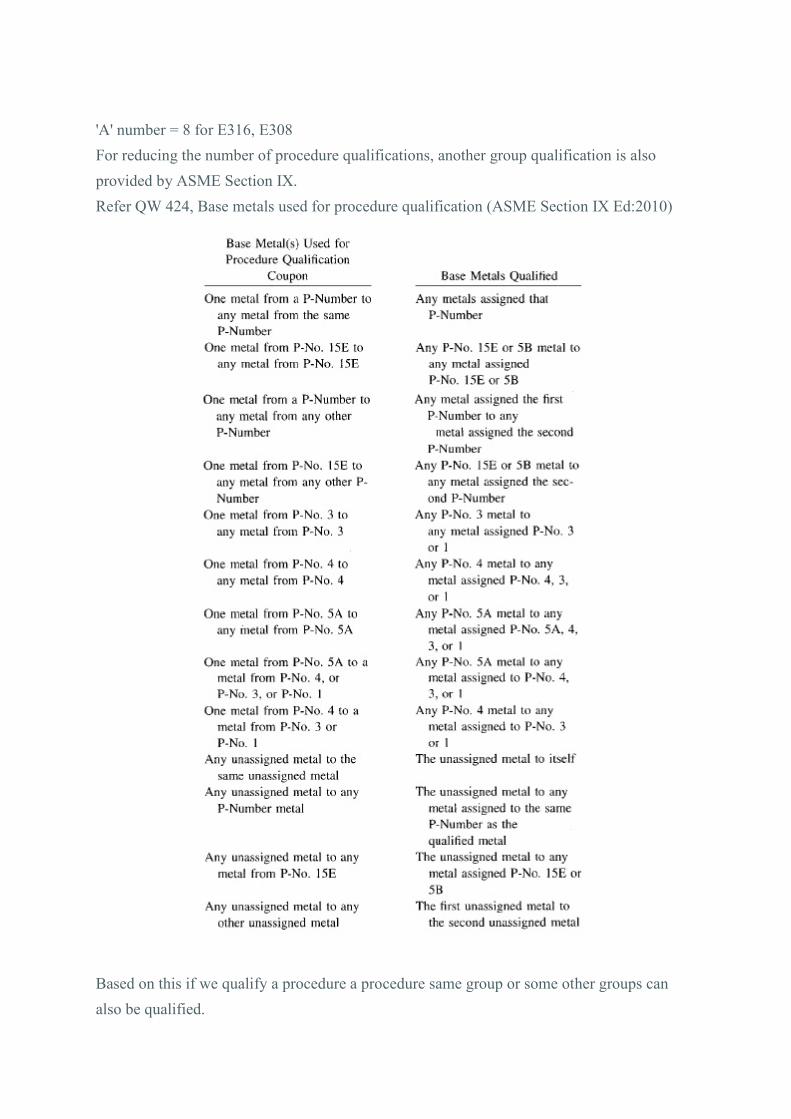
For reducing the number of procedure qualifications, another group qualification is also
provided by ASME Section IX.
Refer QW 424, Base metals used for procedure qualification (ASME Section IX Ed:2010)
Based on this if we qualify a procedure a procedure same group or some other groups can
also be qualified.
Example:
Please refer row 6 on the above table.
P No 4 to P No 4 will qualify P No 4 To P No 4, P No 4 to 3 and P No 4 to P No 1
Please refer row 7 on the above table.
P No 5A to P No 5A will qualify P No 5A To P No 5A, P No 5A to 4, P No 5A to P No 3
and P No 5A to P No 1
That means if we have a procedure qualification of P No 5A to P No 5A, we can make a
WPS for P No 5A To P No 5A, P No 5A to 4, P No 5A to P No 3 and P No 5A to P No 1
without further qualifications.
In the process of PQR preparation we should know about, 1. Material to be welded with its P number
2. Filler wire or electrode to be used and its F number
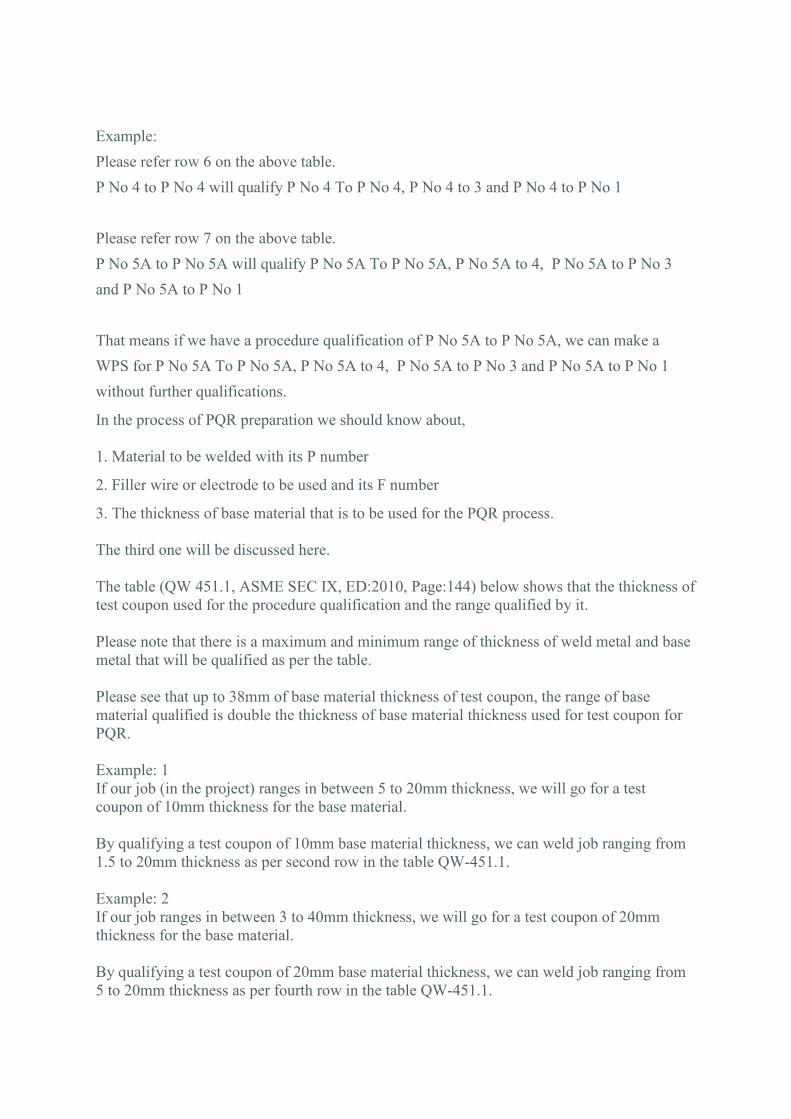
3. The thickness of base material that is to be used for the PQR process. The third one will be discussed here. The table (QW 451.1, ASME SEC IX, ED:2010, Page:144) below shows that the thickness of test coupon used for the procedure qualification and the range qualified by it. Please note that there is a maximum and minimum range of thickness of weld metal and base metal that will be qualified as per the table. Please see that up to 38mm of base material thickness of test coupon, the range of base material qualified is double the thickness of base material thickness used for test coupon for PQR. Example: 1 If our job (in the project) ranges in between 5 to 20mm thickness, we will go for a test coupon of 10mm thickness for the base material. By qualifying a test coupon of 10mm base material thickness, we can weld job ranging from 1.5 to 20mm thickness as per second row in the table QW-451.1. Example: 2 If our job ranges in between 3 to 40mm thickness, we will go for a test coupon of 20mm thickness for the base material. By qualifying a test coupon of 20mm base material thickness, we can weld job ranging from 5 to 20mm thickness as per fourth row in the table QW-451.1.
So in this case to qualify the range from 3mm to 5mm we need to do another test coupon having thickness less than or equal to 10mm as per second row in the table QW-451.1.
We have discussed about the thickness of base material qualified, now we will see the case of
qualified weld metal thickness.
Please see that up to 38mm of base material thickness of test coupon, the range of weld
material qualified is double the thickness of the deposited weld material thickness used in the
test coupon for PQR.
Suppose in a 10mm test coupon, if we weld 5mm with GTAW welding process and the next
5mm with SMAW welding process, as per the code, the qualified range of 20mm of the base
material coupon can be welded with 10mm of GTAW welding process and the other 10mm
with SMAW welding process.
This way we can select the test coupon thickness for PQR based on the range of base material
thickness (and based on the weld metal thickness) that will be qualified by the qualification
of the test coupon and the range of base material thickness is assessed by the thickness of the
work pieces/job that are to be welded in the project.
How to decide the PQR requirements in a project?
The decision is done considering the thickness, process, electrode/filler wire and the material
used in the project.
Material
The first step for the decision of PQR starts with the listing of materials in that project. This
can be obtained from drawings, Line index chart (In case of piping), project documents etc.
Thickness
The second step for the decision of PQR requires the highest and lowest thickness of each
material in that project. This can be decided by the review of drawings, Line schedule
chart/line index chart (In case of piping), project documents etc.
Based on the lowest and highest thickness, by referring QW 451.1. The thickness range
qualified by PQR decides what are the thickness of test coupo are to be made for a particular
metal for qualifying the entire thickness range.
Process
The third step for the decision of PQR requires the decision of which welding process is to be
adopted.
For a small thickness joint normally GTAW welding is preferred. (Not necessary but this
gives a good defect free joint in most cases.) This decision is also done based on the material
being welded. Suppose the material is Stainless Steel (SS) or Alloy Steel (AS) GTAW is
done and if it is Carbon Steel (CS) SMAW welding is done. (These are normal cases and
does not contain any rules)
For thicker joints SMAW welding will be done. In this case also if, more productivity is
needed FCAW/GMAW etc will be used
For very higher thickness joints SAW/FCAW/GMAW welding will be preferred as those
process are highly productive.
Electrode/Filler Wire
The fourth and final step for the decision of PQR requires the decision of which welding
electrode/filler wire to be used.
There are many cases where there are options in choosing a electrode/filler wire for a
particular process.
Example: For the welding of a CS material we can use E6013 or E7018 in SMAW welding.
If these all are decided we can start the process of making a weld coupon for PQR.
Please see example in the below tables in which how can we come to a conclusion of the
number of PQR tests required.
In a project we collected the details (for deciding the PQR requirements) as below.
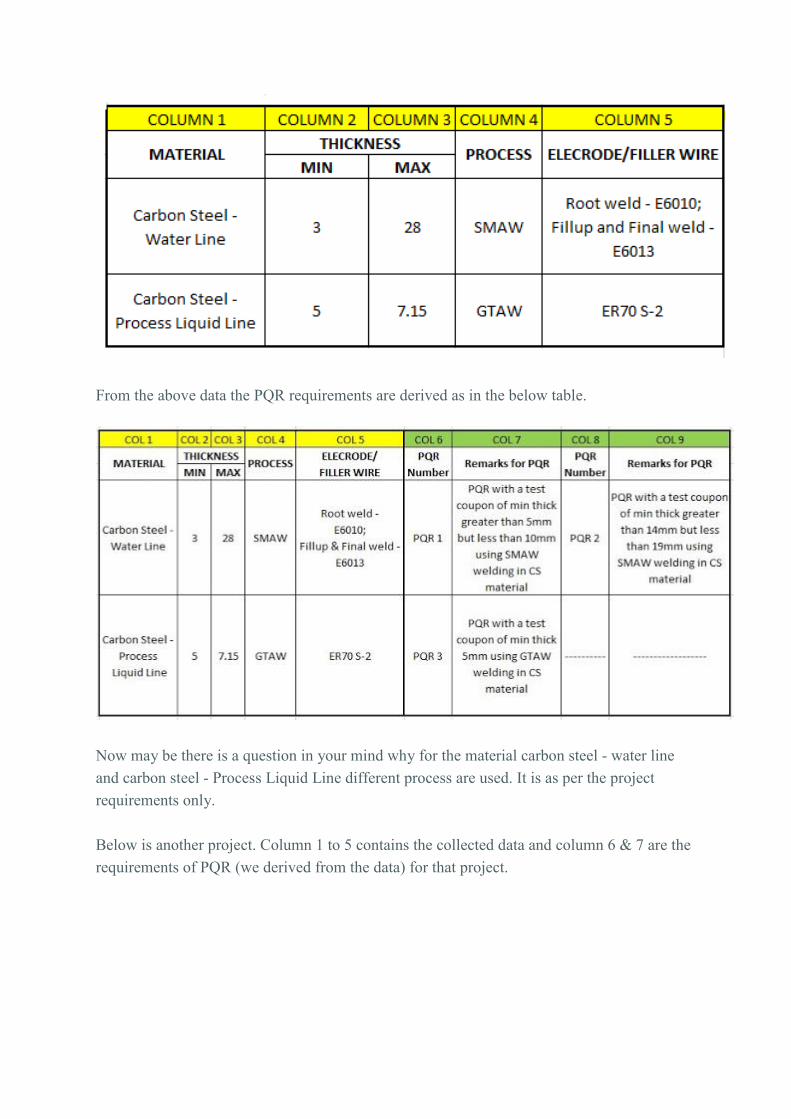
From the above data the PQR requirements are derived as in the below table.
Now may be there is a question in your mind why for the material carbon steel - water line
and carbon steel - Process Liquid Line different process are used. It is as per the project
requirements only.
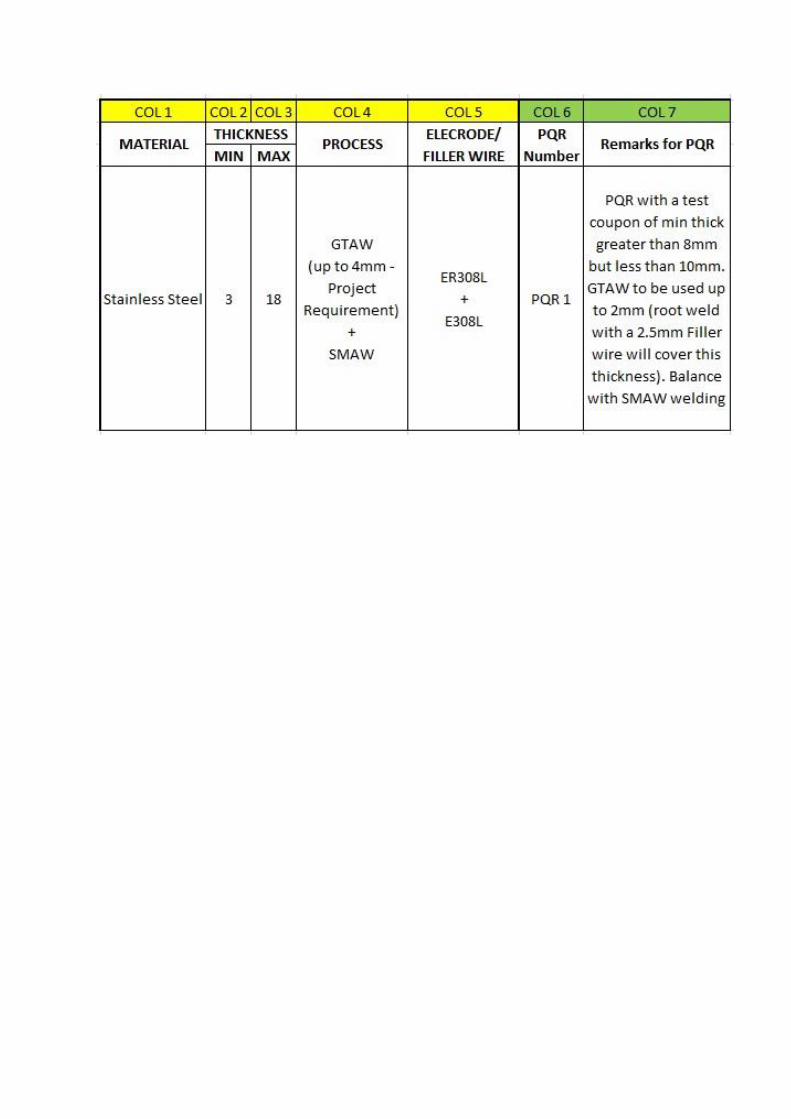
Below is another project. Column 1 to 5 contains the collected data and column 6 & 7 are the
requirements of PQR (we derived from the data) for that project.

How to Prepare a pWPS?
We will discuss to prepare the pWPS (Proposed Welding Procedure Specification) based on
the following situation:
We have to weld a pipe to pipe joint using GTAW welding. The material of the pipe is SA106
Gr B, 2" X Sch 40. Prepare the pWPS (Proposed Welding Procedure Specification) for the
same.
As we discussed we will find out the P number of SA106 Gr B. P number is 1 We will find out
the suitable filler wire for Welding the said material. From electrode manufacturers data sheet
we found it as ER70S-2 and from ASME Sec IX we found that the F number is 6
As the thickness is 3.9mm (Thickness of Sch 40 pipe), it is decided to use 2.4mm of filler wise.
Now from the filler wire manufacturers data sheet, find the current and voltage for using the
same.
From the manufacturers data sheet the voltage required is 16-18V and the current required is
100-160A
Now we have obtained the basic data of, the material to be welded, the filler wire to be used
and the current and voltage required.
As we discussed the pWPS will be made and based on the test piece that is welded. The actuals
that are happened at the time of welding and testing are recorded and PQR will be prepared.
Based on the PQR, WPS will be made.
There will be similarity, in most of the cases, between a pWPS and the WPS. But the WPS
may also contain some other requirements(which will be in line with essential parameters, but
changes such as different joint preparation requirements, some special instructions etc will be
added as per job requirements.)
Example situation for filling pWPS. CASE 1
We have to weld a pipe to pipe joint using GTAW welding. The material of the pipe is SA106
Gr B, 2" X Sch 40. Prepare the pWPS (Proposed Welding Procedure Specification) for the
same.
Now please see the format below for WPS which is available with ASME Sec IX. The format
is same for pWPS and WPS.
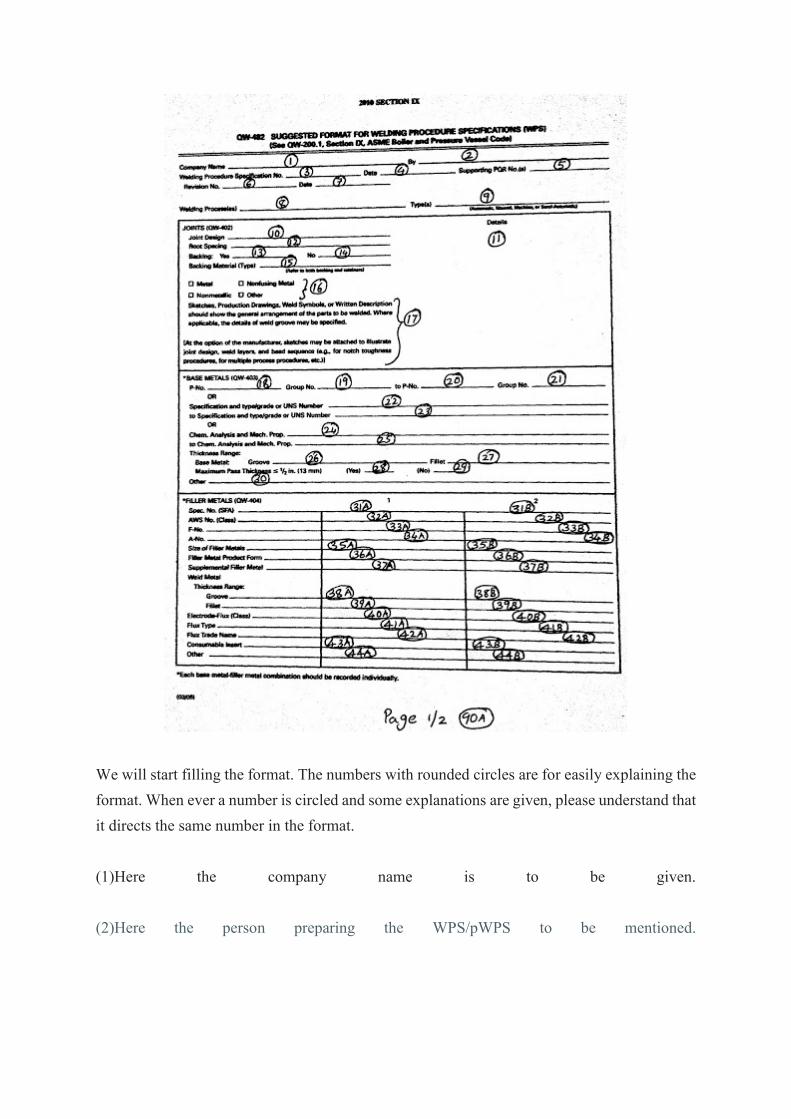
We will start filling the format. The numbers with rounded circles are for easily explaining the
format. When ever a number is circled and some explanations are given, please understand that
it directs the same number in the format.
(1)Here the company name is to be given.
(2)Here the person preparing the WPS/pWPS to be mentioned.
(3) WPS number , a numbering system inline with your companies numbering system can be
followed eg.WPS/001 or WPS/P1-P1-GTAW/001 etc.
(4)Here the date of preparation of pWPS to be given.
(5)In CASE 1, this is a pWPS, so we will write here as 'To be Established'
(6) Revision number is to be given. Revision 0 (zero) at the time of preparation of pWPS.
Revision 1 if any changes done for the first time, Revision 2 if any changes done for the second
time and so on.
(7)The date of revision is to be given
(8)Welding process used in the pWPS to be mentioned.
In this case it is to be written as GTAW
(9)Type of process used. In CASE 1, it is manual.
Please see the terms given in the bracket below. The types are manual (eg:-manual GTAW,
SMAW), Automatic (eg:-Orbit welding), semi automatic (eg:-SAW) and Machine (eg:-ESW)
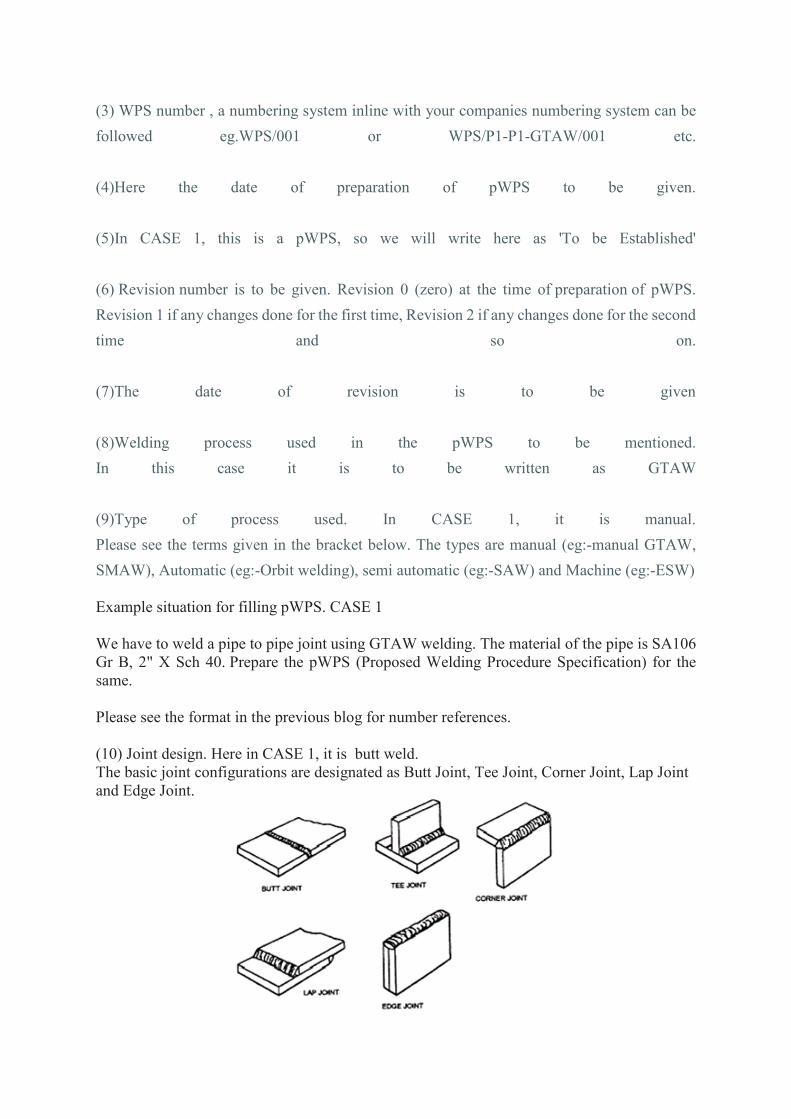
Example situation for filling pWPS. CASE 1 We have to weld a pipe to pipe joint using GTAW welding. The material of the pipe is SA106 Gr B, 2" X Sch 40. Prepare the pWPS (Proposed Welding Procedure Specification) for the same. Please see the format in the previous blog for number references. (10) Joint design. Here in CASE 1, it is butt weld. The basic joint configurations are designated as Butt Joint, Tee Joint, Corner Joint, Lap Joint and Edge Joint.
There are many design variations in the basic joint configurations. For example, in the Butt Joint configuration there are square butt joint, Single 'V' & Double 'V' butt joint, Single Bevel & Double bevel, Single 'J' and Double 'J' and Single 'U' & Double 'U'. Similarly there are variations in Tee, corner, lap and edge joints. (11) Details. In this area we can draw the weld configuration and can write other special requirements in joint design and other details. In CASE 1, we can draw a Butt weld with a single 'V' configuration. (12) Root Spacing: Root spacing here in CASE 1 is, 2.4mm, as we decided to use 2.4mm filler wire for root welding. (13) & (14) Backing. This means that, is root is free standing or made on the top of anything like backing strip, back chip welding etc. In case one it is free standing and we will mark it on (14) (15) Backing Material type: As explained the backing can be backing strip, back chip welding, base metal etc. In Case 1 this will be NA (Not Applicable) (16) We have to tick the type of backing material, In CASE 1, as this is not applicable, there is no need to tick anything. (17) This need not be written in the actual case of a WPS or pWPS. Here it is written for explanation purpose only.
WELDING ACTIVITY AUDIT
Welding activity audit is done to ensure that all welding related activities are taking place in
the required manner. Audit is done for ensuring qualified welders, qualified welding
procedures , compliance of proper electrode handling and related methods and good
engineering practices are adhered in the welding production process.
The audit is to be done by a team of welding engineers, site engineers and welding
supervisors.
Necessary remedial action to be taken, if any failures are there in those activities and proper
system to be implemented to avoid the repetition of the same.
The points that are inspected in the welding audit process are,
1. Identity card availability with welders.
2. Certificate of welders.
3. Whether the welder doing the job is having the Qualifications ,Based on thickness, based
on the position of the job, based on material to be welded, based on electrode/filler to be
used.
4.Proper weaving is done.
5. Cleaning after welding is done.
6. Small pits if any due to the removal if tacks are properly filled and grinded.
7. Whether all the portable ovens are having proper valid calibration certificate.
8. Whether all the mother ovens and holding ovens are having valid calibration certificate.
9. Whether all the potable ovens are properly electrically connected.
10. Check the temperature inside the portable oven. If not proper send for repair.
11. Check for electrode mix in the portable oven.
12. Check whether all the electrodes/ filler wires are returning to the electrode storage area
after a days work.
13. Check whether the baking register records are properly maintained.
14. Check whether re-baking is done, if so check the condition of the electrode .
15. Check whether all the filler wires are properly stored in the electrode storage area.
16. Check whether the electrode storage area is properly protected from weather conditions.
17. Knowledge of welders and welding helpers regarding welding, cleaning of the job, baking
of electrodes etc. If not tool box talk is to be conducted.
18. Check whether the welder is having the knowledge of different materials and welding
electrodes.
19. Check whether the welder and welding helper is familiar with the electrode issue process.
20. Check whether the welder is aware about the safety aspects.








![2014 KEPIC-Week 발표자료(김종해) · PDF fileasme sec. Ⅱ asme sec. Ⅴ asme ptc ... [mpt-30.1] • 공랭식 ... 전자식변압기및유도기의시험[ee-2 : ieee 389-2007](https://img.pdfslide.tips/doc/110x75/5aac75367f8b9a693f8d1892/2014-kepic-week-sec-asme-sec-asme-ptc-mpt-301.jpg)