Embed Size (px)
Citation preview

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 1
ASS. AMBIENTE REGIONE CALABRIA
PROVINCIA DI CATANZARO
COMUNE DI MAIDA
DITTA:
EUROBITUME S.a.s. di Sgromo E. & C. Via Nazionale n° 4
88022 CURINGA (CZ)
PROGETTO TRATTAMENTO E
RECUPERO DI RIFIUTI NON PERICOLOSI IN LOC. S. NICOLA
COMUNE DI MAIDA
RELAZIONE PROGETTUALE LA DITTA IL TECNICO

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 2
INDICE RELAZIONE PROGETTUALE
1. PREMESSA 3
2. DESCRIZIONE GENERALE DEL PROCESSO DI PRODUZIONE 4
3. L’ATTIVITA’ DI RECUPERO RIFIUTI 8
4. TECNOLOGIE DI ABBATTIMENTO EMISSIONI 12
ALLEGATI:
§ Allegato 1: Relazione sulla conformità del progetto alle previsioni in materia urbanistica, ambientale e paesaggistica - Elenco delle autorizzazioni, nulla osta, pareri da acquisire ai fini dell’esercizio dell’opera
§ Allegato 2: Inquadramento Generale in scala 1:10.000 - Stralcio P.R.G. in scala 1:5.000 - Mappa Catastale del sito produttivo – Foto Aerea
§ Allegato 3: Lay-out impianto produttivo e localizzazione rifiuti § Allegato 4: Planimetria approvvigionamenti e scarichi idrici § Allegato 5: Planimetria emissioni in atmosfera § Allegato 6: Schemi dimensionali sistema di abbattimento emissioni in atmosfera § Allegato 7: Planimetria antincendio § Allegato 8: Planimetria punti di rumore § Allegato 9: Report fotografico stato di fatto § Allegato 10: Elenco autorizzazioni presenti
§ RELAZIONE TECNICA AMBIENTALE
Firma del Tecnico

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 3
1. PREMESSA
Con G.U. n. 113 - Serie generale - del 17 maggio 2007, è stato pubblicato il Decreto
del Presidente del Consiglio dei Ministri 7 marzo 2007 - Modifiche al Decreto del Presidente
del Consiglio dei Ministri 3 settembre 1999, recante “Atto di indirizzo e coordinamento per
l'attuazione dell'articolo 40, comma 1, della legge 22 febbraio 1994, n. 146, concernente
disposizioni in materia di valutazione dell’impatto ambientale". In conseguenza di tali
modifiche anche gli impianti di recupero dei rifiuti di cui all’articolo 3, comma 1, lettere i) e l),
del suddetto DPCM, gestiti in procedura semplificata non potranno essere dispensati dalla
procedura di valutazione di impatto ambientale.
Pertanto, relativamente a tali impianti, i competenti Uffici Provinciali che gestiscono le
procedure semplificate ai sensi degli articoli 214 e 216 del D. Lgs. 152/06, devono acquisire
provvedimento positivo di VIA, ovvero la verifica di assoggettabilità a VIA (screening) a
seconda della tipologia dei rifiuti e delle quantità trattate nel caso di rifiuti non pericolosi.
La presente relazione è stata redatta dal sottoscritto ing. Antonio BORRELLO, iscritto
all’Ordine degli Ingegneri della Provincia di Catanzaro n. 1627, per dimostrare che il progetto
presentato non altera in maniera significativa gli aspetti ambientali del territorio circostante. La
presente relazione è stata realizzata in collaborazione con la società INTEGRA S.r.l.
Il sito produttivo della EUROBITUME Sas di Sgromo E. & C. è dedicato alla produzione
di conglomerato bituminoso ed impianto di produzione calcestruzzo.
Con determinazione prot. n. 1391 del 27 febbraio 2004 la Ditta è stata iscritta nel
Registro Provinciale delle Imprese che effettuano l’esercizio delle operazioni di recupero rifiuti
non pericolosi in quanto dalle attività di cantieristica stradale è nata l’esigenza e l’opportunità
di recuperare miscele bituminose derivanti dalle attività di scarnifica manto stradale mediante
fresatura a freddo. Attualmente la Ditta deve ripresentare domanda per nuova iscrizione nel
Registro Provinciale Imprese Recupero Rifiuti al competente Settore Ambiente della Provincia
di Catanzaro.
Con l’entrata in vigore del D. Lgs. 4/2008 che ha introdotto tra gli impianti soggetti alla
verifica di assoggettabilità VIA quelli tipo EUROBITUME Sas di Sgromo E. & C., lett z.b), par.
7 All. IV Parte II D. Lgs. 152/2006 (recupero rifiuti non pericolosi avviati a trattamenti da R1 a
R9 con capacità superiore a 10 t/die), chiede, con la presente e la documentazione allegata,

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 4
una pronuncia da parte dell’Ufficio Nucleo VIA Assessorato Ambiente Regione Calabria.
Si sottolinea che l’organizzazione non intende modificare l’impianto produttivo, ciò che
è illustrato nella presente documentazione è già presente nel sito, fotografa lo stato di fatto e
in tale situazione e per tal motivo è possibile considerare che per il rinnovo dell’attività di
recupero rifiuti non pericolosi non intervengono modifiche sostanziali in riferimento all’attività
svolta fino al febbraio 2009.
In relazione all’individuazione e valutazione degli impatti ambientali dell’opera si
rimanda alla specifica Relazione Tecnica Ambientale associata alla presente Relazione
Progettuale redatta ai fini della fase di verifica della procedura VIA, con la quale si vuole
dimostrare che gli impatti ambientali sono controllati e gli interventi impiantistici succedutisi
nel tempo sono stati finalizzati principalmente all’attenuazione delle emissioni prodotte.
Il presente documento è integrato dagli Allegati 1-2-3-4-5-6-7-8-9-10 come dettagliati
all’Indice di pag. 2. Gli allegati inquadrano da un punto di vista autorizzativo ed urbanistico
l’impianto, sono esplicativi delle attività citate nella presente relazione, dettagliano
maggiormente gli aspetti relativi alle emissioni in atmosfera, rumore generato, scarichi idrici
prodotti, localizzazioni dei rifiuti presenti.
2. DESCRIZIONE GENERALE DEL PROCESSO DI PRODUZIONE
L’Azienda EUROBITUME, costituita nel 2000, opera nel settore della produzione di
inerti, calcestruzzi e conglomerati bituminosi Essa nasce dall’esperienza ventennale della
Ditta Sgromo, già operante sullo stesso sito produttivo (alla quale fa riferimento parte della
documentazione autorizzatoria e concessoria) e le linee di produzione sono così di seguito
elencate:
§ Produzione di inerti
§ Produzione di calcestruzzi
§ Produzione di emulsioni bituminose
§ Produzione di conglomerato bituminoso
Produzione di inerti: La sabbia e il materiale misto sono stoccati prima in esterno e al
bisogno caricati in una tramoggia di carico, dalla quale vengono avviati ad un primo vaglio,
Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 5
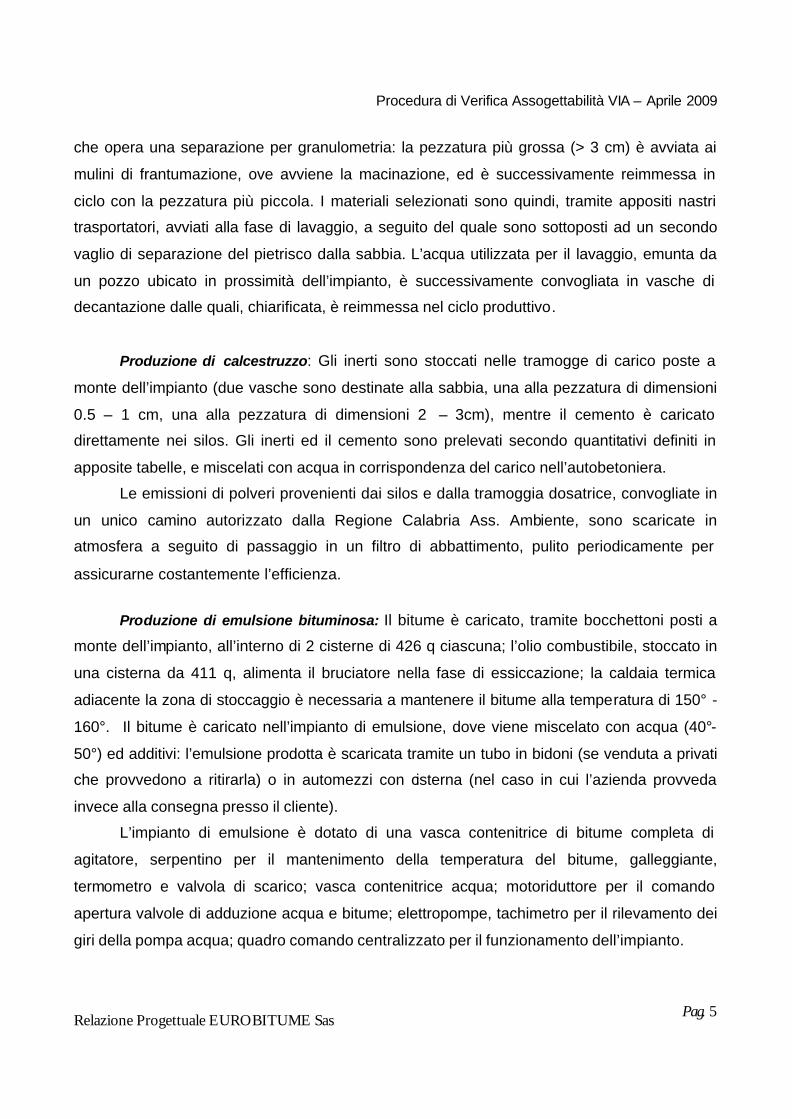
che opera una separazione per granulometria: la pezzatura più grossa (> 3 cm) è avviata ai
mulini di frantumazione, ove avviene la macinazione, ed è successivamente reimmessa in
ciclo con la pezzatura più piccola. I materiali selezionati sono quindi, tramite appositi nastri
trasportatori, avviati alla fase di lavaggio, a seguito del quale sono sottoposti ad un secondo
vaglio di separazione del pietrisco dalla sabbia. L’acqua utilizzata per il lavaggio, emunta da
un pozzo ubicato in prossimità dell’impianto, è successivamente convogliata in vasche di
decantazione dalle quali, chiarificata, è reimmessa nel ciclo produttivo.
Produzione di calcestruzzo: Gli inerti sono stoccati nelle tramogge di carico poste a
monte dell’impianto (due vasche sono destinate alla sabbia, una alla pezzatura di dimensioni
0.5 – 1 cm, una alla pezzatura di dimensioni 2 – 3cm), mentre il cemento è caricato
direttamente nei silos. Gli inerti ed il cemento sono prelevati secondo quantitativi definiti in
apposite tabelle, e miscelati con acqua in corrispondenza del carico nell’autobetoniera.
Le emissioni di polveri provenienti dai silos e dalla tramoggia dosatrice, convogliate in
un unico camino autorizzato dalla Regione Calabria Ass. Ambiente, sono scaricate in
atmosfera a seguito di passaggio in un filtro di abbattimento, pulito periodicamente per
assicurarne costantemente l’efficienza.
Produzione di emulsione bituminosa: Il bitume è caricato, tramite bocchettoni posti a
monte dell’impianto, all’interno di 2 cisterne di 426 q ciascuna; l’olio combustibile, stoccato in
una cisterna da 411 q, alimenta il bruciatore nella fase di essiccazione; la caldaia termica
adiacente la zona di stoccaggio è necessaria a mantenere il bitume alla temperatura di 150° -
160°. Il bitume è caricato nell’impianto di emulsione, dove viene miscelato con acqua (40°-
50°) ed additivi: l’emulsione prodotta è scaricata tramite un tubo in bidoni (se venduta a privati
che provvedono a ritirarla) o in automezzi con cisterna (nel caso in cui l’azienda provveda
invece alla consegna presso il cliente).
L’impianto di emulsione è dotato di una vasca contenitrice di bitume completa di
agitatore, serpentino per il mantenimento della temperatura del bitume, galleggiante,
termometro e valvola di scarico; vasca contenitrice acqua; motoriduttore per il comando
apertura valvole di adduzione acqua e bitume; elettropompe, tachimetro per il rilevamento dei
giri della pompa acqua; quadro comando centralizzato per il funzionamento dell’impianto.

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 6
Produzione di conglomerato bituminoso:
Il presente processo rappresenta il ciclo produttivo sul quale si possono inserire gli
scarti di fresato funzionali all’attività di recupero rifiuti. Nel dettaglio il processo si compone
come segue:
“Con la denominazione conglomerati bituminosi si intendono tutte le miscele di
aggregati litici (pietrisco, sabbia e filler) mescolati nella maggior parte dei casi a caldo con il
bitume che agisce da legante e con fresato d’asfalto a freddo. I prodotti ottenuti sono utili per
la realizzazione di pavimentazione stradale, aeroportuali, impermeabilizzazioni di superfici.
Presentano colore nero, l’odore aromatico tipico del bitume, uno stato viscoso. La
temperatura di produzione di aggira sui 150°C. Una volta posti in opera e debitamente
compattati, i conglomerati bituminosi induriscono a causa del raffreddamento però
mantengono le proprietà di flessibilità del legante costituente.
L’impianto è discontinuo, è del tipo tradizionale a torre. Lungo la linea produtti va, i vari
tipi di inerti sono caricati in tramogge, dalle quali sono successivamente avviati, in quantità
pre-dosate, all’interno dell’essiccatore, alimentato ad olio combustibile. A seguito del
passaggio nell’essiccatore, le polveri sono ricondotte a monte dello stesso e reimmesse in
circolo, mentre i fumi sono espulsi in atmosfera dopo il passaggio in un filtro a maniche
(gruppo di depolverazione), pulito tramite lavaggio in controcorrente azionato da un
temporizzatore automatico. I materiali essiccati, trasportati per elevazione fino ad un
pesatore, sono immessi, secondo quantità predefinite, nel mescolatore, nel quale è
contemporaneamente iniettato il bitume proveniente dalle cisterne di stoccaggio: il prodotto
miscelato così realizzato è infine caricato in una tramoggia, dalla quale è successivamente
scaricato negli automezzi adibiti al trasporto ed alla consegna.
Le caratteristiche del ciclo di lavorazione del conglomerato bituminoso sono le
seguenti:
Gruppo predosatori: n° 6 alimentatori tipo NE/650, portata max 150 t/h, capacità 12
metricubi singola vasca, con indicatori assenza materiale, con cannoni rompiponte
elettropneumatici.
Sistema di alimentazione e cilindro essiccatore: nastro alimentazione dal gruppo pre-
dosatori al cilindro essiccatore con tramoggia di carico di lungh. 10 metri, diametro 2,5 metri.
Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 7
Circuito termico per olio denso: funzionamento con olio combustibile 100 - 1000 cSt
con riscaldamento elettrico dell’ugello del bruciatore e della pompa di alimentazione olio
combustibile. Il riscaldamento del combustibile è adeguato a raggiungere una viscosità (1,8° -
2,0° Engler) tale che ne consenta la polverizzazione. Il processo è regolato da
un’apparecchiatura di controllo automatico. Il combustibile arriva alla pompa di spinta che lo
invia sotto pressione (circa 30 bar) alla lancia di spruzzatura. Il combustibile in uscita dalla
lancia va ad un gruppo modulante per regolare l’intensità di fiamma. Potenza Termica
massima 16.320.000 kcal/h (≈ 19 MWh).
Torre di vagliatura e miscelazione: controllo automatico del dosaggio di inerti, filler e
legante, n° 1 elevatore inerti e n° 1 elevatore filler recupero, tramoggia di carico con portine
per lo scarico nel processo di vagliatura, n° 1 tramoggia di pesatura, unità mescolatore”.
In sintesi il processo è così composto: predosaggio dei materiali, essiccazione-
riscaldamento che avviene nel cilindro rotante opportunamente coibentato e munito di
bruciatore automatico con modulazione di fiamma. La fiamma all’interno del tamburo è libera
senza mai entrare in contatto con il materiale da trattare. Data l’inclinazione del cilindro il
materiale avanza verso la parte più calda mosso da speciali palette sistemate lungo le pareti
interne del cilindro.
Lo scambio termico avviene per conduzione-convezione e irraggiamento. La
temperatura dei fumi in uscita dal forno è compresa tra 120 e 150°C. Temperatura e
pressione sono costantemente monitorati e intervengono appositi sistemi di allarme se i dati
letti si discostano dalle impostazioni convenzionali.
I fumi dato il tipo di processo trasportano nel loro flusso verso il camino le parti più
leggere (filler e sabbie fine). Essi sono opportunamente trattati come descritto nei successivi
paragrafi.
A valle della torre di miscelazione il sistema produttivo si compone di Gruppo di
Depolverizzazione – Gruppo di Recupero Filler – Silos Prodotto Finito – Cabina di Comando.

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 8
3. L’ATTIVITA’ DI RECUPERO RIFIUTI
Il rifiuto che EUROBITUME intende trattare è del tipo solido costituito da bitume ed
inerti derivante dall’attività di scarifica del manto stradale mediante fresatura a freddo. E’ da
sottolineare che il Codice CER di riferimento, attribuito in base alla sola provenienza del
materiale rientra nella macro-classificazione 17 03 00 “Miscele bituminose, catrame di
carbone e prodotti contenenti catrame” e precisamente alle voci:
“17 03 02 miscele bituminose diverse da quelle di cui alla voce 17 03 01”
Potenzialità trattamento: Capacità oraria di 16,5 t/h di fresato – Capacità annuale di
37.577 t – Classe 3 di rifiuti non pericolosi (15.000 < q.tà annua < 60.000 t).
Caratteristiche dell’impianto: Impianto di produzione di conglomerato bituminoso
attraverso processi di essiccamento, vagliatura e miscelazione
Messa in riserva: Alternativamente Piazzale recintato sotto tettoia e impermeabilizzato
con pavimento industriale con capacità massima pari a 375 mc e/o silos di contenimento
fresato per avvio diretto a ciclo di produzione.
Circa la precisa identificazione del rifiuto, si sottolinea come l’asfalto stradale italiano
normalmente impiegato è costituito da bitume derivante dalla lavorazione del petrolio grezzo.
L’impiego di miscele con materiale derivante dalla distillazione distruttiva del carbone
fossile era pratica molto rara in passato, per le pavimentazioni stradali italiane, ad oggi è del
tutto cessato. Ciò avvalora la tesi di considerare ai fini dell’attività di recupero rifiuti,
unicamente l’identificativo 17 03 02, asfalto in assenza di catrame di carbone, non pericoloso
ai sensi della classificazione di cui al D. Lgs. 152/06.
Circa la classificazione del codice CER, l’Azienda ha provveduto comunque ad una
serie di analisi chimico-fisiche e merceologiche, da cui risultato è che il campione è privo di
catrame di carbone (classificabile quindi con codice CER 17 03 02) ed il rifiuto risulta non
pericoloso ai sensi della normativa vigente. Ai sensi dell’Allegato C alla parte IV D. Lgs.
152/06 EUROBITUME intende svolgere attività di recupero R13: messa in riserva; successivo
R5: riciclo/recupero di altre sostanze inorganiche.
In riferimento all’Allegato 1 Sub 1 punto 7 del DM 05.02.1998 “ Rifiuti ceramici ed
inerti”, l’Azienda individua nel sottopunto 7.6 la tipologia di attività da svolgere.

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 9
Difatti dalle lavorazioni di cantiere per le manutenzioni delle pavimentazioni stradali, il
materiale risultante, come detto identificato con CER 17 03 02 come “Miscele bituminose
diverse da quelle di cui alla voce 17 03 01”, è trasportato su idonei mezzi nel sito
EUROBITUME e quindi immesso nel ciclo produttivo per la produzione di conglomerato
bituminoso “vergine” a caldo (vedi punto 7.6.3 comma a)- Allegato 1 Sub-Allegato 1 del DM
05.02.1998). Circa il ciclo di lavorazione nel quale i rifiuti sono destinati ad essere recuperati
si fa riferimento alla linea produttiva CONGLOMERATO BITUMINOSO. La tipologia di rifiuti in
oggetto sarà inserita in una vasca di carico del fresato, quindi passa attraverso il mulino per la
giusta pezzatura del prodotto, entra nel sistema di tramogge di carico materiale inerte e
successivamente in quantità pre-dosate avviata al processo di essiccazione. (vedi
caratteristiche descritte a pagg. 6-7).
Ad ultimo, una volta adeguatamente trattati nel processo di essiccazione, gli inerti sono
condotti nella torre di vagliatura e miscelazione per la formazione del conglomerato
bituminoso attraverso il controllo automatico del dosaggio di inerti, filler e legante (emulsione
bituminosa), n° 1 elevatore inerti e n° 1 elevatore filler recupero, tramoggia di carico con
portine per lo scarico nel processo di vagliatura, n° 1 tramoggia di pesatura, unità
mescolatore.
La quantità massima annuale di rifiuti da recuperare (fresato da scarnifica manto
stradale) è stimata pari a 37.577,25 tonnellate/anno (su 285 giorni di attività di recupero). La
capacità complessiva oraria dell’impianto misurata in termini di produzione del conglomerato
bituminoso è pari a 150 mc/h. In un giorno EUROBITUME può produrre 1.200 mc di
conglomerato ovvero espresso in termini di peso: 2.700 tonnellate/giorno.
Considerando l’aggiunta del 5% in peso di bitume nella miscela per la formazione di
inerti si stima in 2560,0 tonnellate/giorno la quantità globale di inerti (sabbia, filler, ghiaia, altri
inerti e/o fresato) necessari quotidianamente per la produzione di 400 mc di conglomerato.
Considerando che il materiale fresato (rifiuto codice CER 17 02 03) va aggiunto in
sostituzione di altro materiale inerte di simili caratteristiche a circa il 5% in peso rispetto al
quantitativo totale di inerti della miscela, si ricava che l’impiego giornaliero del fresato è 130
tonnellate. La capacità complessiva oraria dell’impianto (al netto delle materie prime
impiegate) e valutata per l’attività di recupero rifiuti è 16,5 tonnellate di fresato. L’impianto

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 10
dichiara una potenzialità teorica di dosaggio fresato fino a 40 t/h che non è mai raggiunta per
rispettare le giuste proporzioni delle miscele di inerti (vergine di pezzatura definita e
recuperato) e ottenere così un conglomerato di qualità. Circa le capacità di stoccaggio, si è
identificata un’area al coperto di dimensioni 15X10X3,5 metri con volume utile di stoccaggio
pari a 375 mc (ipotizzata altezza media di 2,5 metri del cumulo di materiale fresato).
Circa le attività di deposito e messa in riserva, l’Azienda rispetterà le condizioni di cui
all’art. 7 DM 05.02.1998; data la capacità produttiva giornaliera dell’impianto (131,85
tonnellate di fresato ovvero 91 metricubi avviato a recupero), considerato lo stoccaggio
consentito di 375 metricubi nelle aree idoneamente individuate, il materiale fresato
massimamente accumulato può essere inserito in ciclo produttivo ed esaurito nell’arco di 5
giorni lavorativi.
Le tecniche di lavorazione del rifiuto presuppongono il seguente schema di processo:
1. Approvvigionamento del rifiuto derivante da cantiere di manutenzione stradale
e verifiche in ingresso sulla provenienza e sulla tipologia (analisi sui documenti
in possesso al trasportatore e verifiche visive sul materiale approvvigionato)
2. Campionamento a spot sul materiale approvvigionato per accertarsi della non
pericolosità del rifiuto in ingresso condotto da laboratorio chimico-fisico
qualificato.
3. Stoccaggio del materiale in apposita area di impianto per essere immesso nel
ciclo produttivo, previa selezione pezzatura materiale.
4. Caricamento del fresato da area di stoccaggio con mezzi meccanici verso una
delle quattro tramogge di carico a servizio dell’area conglomerato bituminoso.
5. Dosaggio del fresato con sabbia, ghiaia ed altri inerti ed avvio al processo di
essiccazione.
6. Miscelazione degli inerti (sabbia, ghiaia, fresato, altri inerti) con bitume per la
formazione del conglomerato bituminoso.
7. Scarico del prodotto finito in automezzi e trasporto del conglomerato a caldo
nei cantieri stradali.
Il prodotto ottenuto dal processo di recupero è conglomerato bituminoso nelle forme
usualmente commercializzate. Il prodotto è consegnato a Ditte che operano nei cantieri

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 11
stradali. EUROBITUME opera con Sistema di Qualità certificato ISO 9001:2000, per la
produzione del conglomerato bituminoso.
Fig. 1 – Schema a blocchi processo recupero rifiuti
A c c e t t a z i o n e r i f i u t o 1 7 0 2 0 3
S t o c c a g g i o f r e s a t o s o t t o t e t t o i a S t o c c a g g i o b i t u m e
P o m p a g g i ob i t u m eT r a m o g g e c a r i c o
I n e r t i , f r e s a t o , s a b b i a , g h i a i a
T r a s p o r t o c o nn a s t r i a l i m e n t a t o r i
E s s i c c a m e n t o
S c a r i c o s u a u t o m e z z ic o n g l o m e r a t o b i t u m i n o s o
A s p i r a z i o n ee m i s s i o n i c o n v o g l i a t e
T r a t t a m e n t o d i D e p o l v e r a z i o n eP u n t o e m i s s . E 1
- a r t . 6 D P R 2 0 3 / 8 8
V a g l i a t u r a e m e s c o l a z i o n ei n e r t i , f i l l e r , l e g a n t e
C a r i c oc o n g l o m e r a t o b i t u m i n o s o
R i s c a l d a m e n t ob i t u m e
B r u c i a t o r e a d o l i o c o m b u s t i b i l e
P u n t o E m i s s. E 2 - A r t . 5
D P R 2 5 / 7 / 9 1

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 12
4. TECNOLOGIE DI ABBATTIMENTO EMISSIONI
L’impatto ambientale diretto connesso al recupero del rifiuto fresato è costituito dalle
emissioni in atmosfera che vengono generate nei processi di produzione del conglomerato
bituminoso. Gli impianti quali quello presente in EUROBITUME Sas sono concepiti e
progettati per sistemi di recupero di fresato addizionato agli inerti convenzionali.
Il gruppo di depolverizzazione che abbatte le emissioni in uscita dall’impianto
produzione conglomerato bituminoso è così costituito:
§ Filtro a maniche con sgrossatore incorporato con superficie filtrante pari a 756 mq,
maniche in tessuto grammatura 400 gr/mq, sistema di pulizia automatico ad inversione
di flusso, coclea di recupero filler;
§ Aspiratore Centrifugo Fumi 132 kW con compressore 18 kW, pressione operativa 8
bar, Essiccatore Aria;
§ Ciminiera altezza 15,5 mt
§ Coclea da Sgrossatore ad Elevatore Inerti.
Lo schema a blocchi dell’impianto può così riassumersi (Fig. 2):
I gas in uscita dall’essiccatore, così come quelli provenienti dalla zona di vagliatura,
pesatura, miscelazione dotata di pannelli stagni con tenute in gomma anticalore e posta in
depressione, passano in una condotta di aspirazione che termina in un separatore atto a far
precipitare nella tramoggia sottostante tutte le particelle classificate come sabbie secondo le
norme ASTM. Si verifica in questa prima sezione un primo abbattimento delle particelle con
dimensioni superiori a 0,10 mm che vengono recuperate ed immesse mediante una coclea
ASPIRAZIONE FUMI E POLVERI GENERATI
DURANTE LE OPERAZIONI DI
ESSICCAMENTO E MISCELAZIONE
FILTRAZIONE TRAMITE
DEPOLVERATORE
SCARICO IN ATMOSFERA
EMISSIONE E1
POLVERI

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 13
alla base dell’elevatore degli aggregati caldi per essere utilizzate nel ciclo di produzione come
indispensabili elementi fini delle sabbie.
La capacità di recupero del separatore dipende da numerosi fattori: concentrazione e
natura delle polveri, peso specifico delle stesse, velocità di aspirazione, ecc. tuttavia il campo
di efficienza che si assegna al separatore è compreso tra il 75/85% della totalità delle polveri
aspirate (il 98% delle polveri con ∅ > 0,10 mm).
Il gas parzialmente depolverizzato in uscita dal separatore viene aspirato nel corpo
principale del filtro il cui volume è tale da provocare una notevole espansione dei gas con
conseguente caduta di velocità. In queste condizioni le polveri tendono a decantare sul fondo
del filtro.
Le maniche filtranti poste in depressione richiamano i gas ad attraversarle per tutta la
loro superficie e le particelle fini vengono arrestate sulla superficie delle maniche stesse da
dove sono rimosse ciclicamente mediante introduzione di getti d’aria in controcorrente.
La polvere che si stacca dalle maniche cade sul fondo del filtro dove una coclea
provvede alla loro estrazione. I gas filtrati risalgono all’interno per venir aspirati da un
collettore posto sopra la piastra porta maniche .
Le caratteristiche del tessuto delle maniche è il Nomex fibra poliammide che presenta
caratteristiche superiori a quelle di qualsiasi altra fibra presente oggi ed impiegata nei filtri a
secco (superiore resistenza all’abrasione, agli urti, al calore e agli agenti chimici).
Le maniche a base di Nomex possono essere utilizzate per lunghi periodi di tempo con
funzionamento in continuo a temperature fino a 240°C.
Le maniche resistono agli agenti chimici come idrocarburi e solventi organici
tradizionali. Attraverso un collettore l’aria filtrata termina in un aspiratore centrifugo. Alla
mandata dell’aspiratore è collegato il camino il quale è munito dei relativi attacchi per la
verifica della concentrazione polverosa alle emissioni.
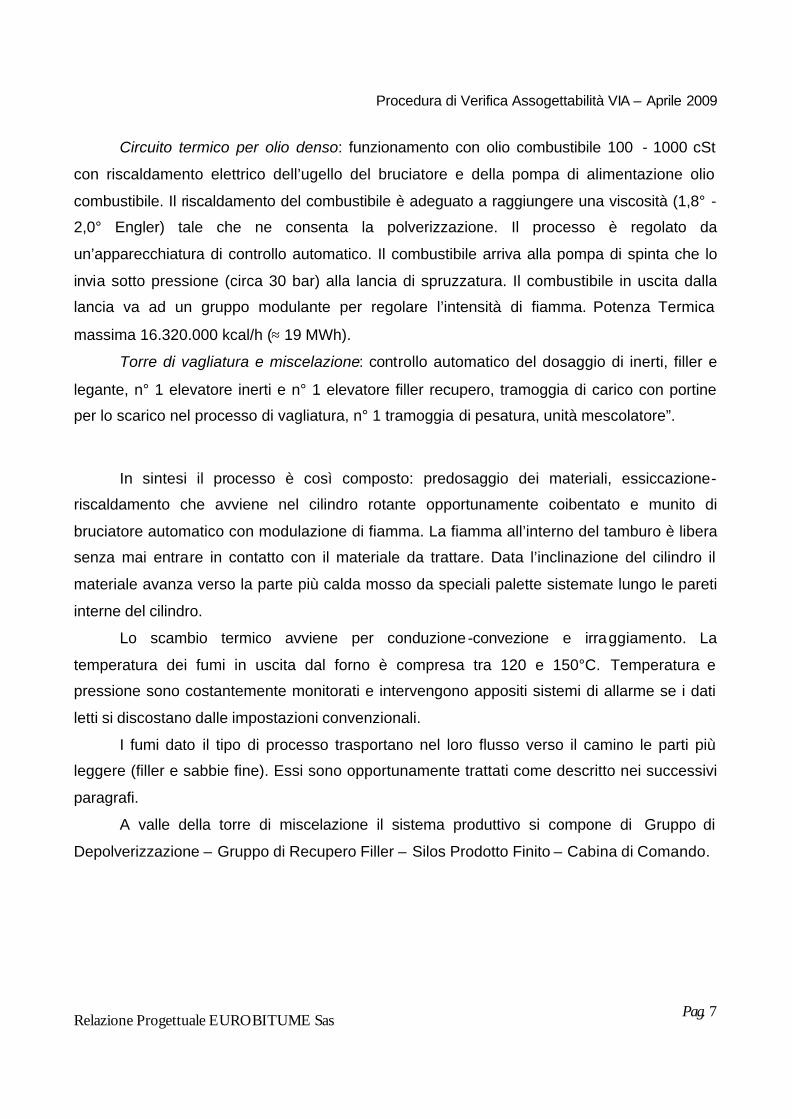
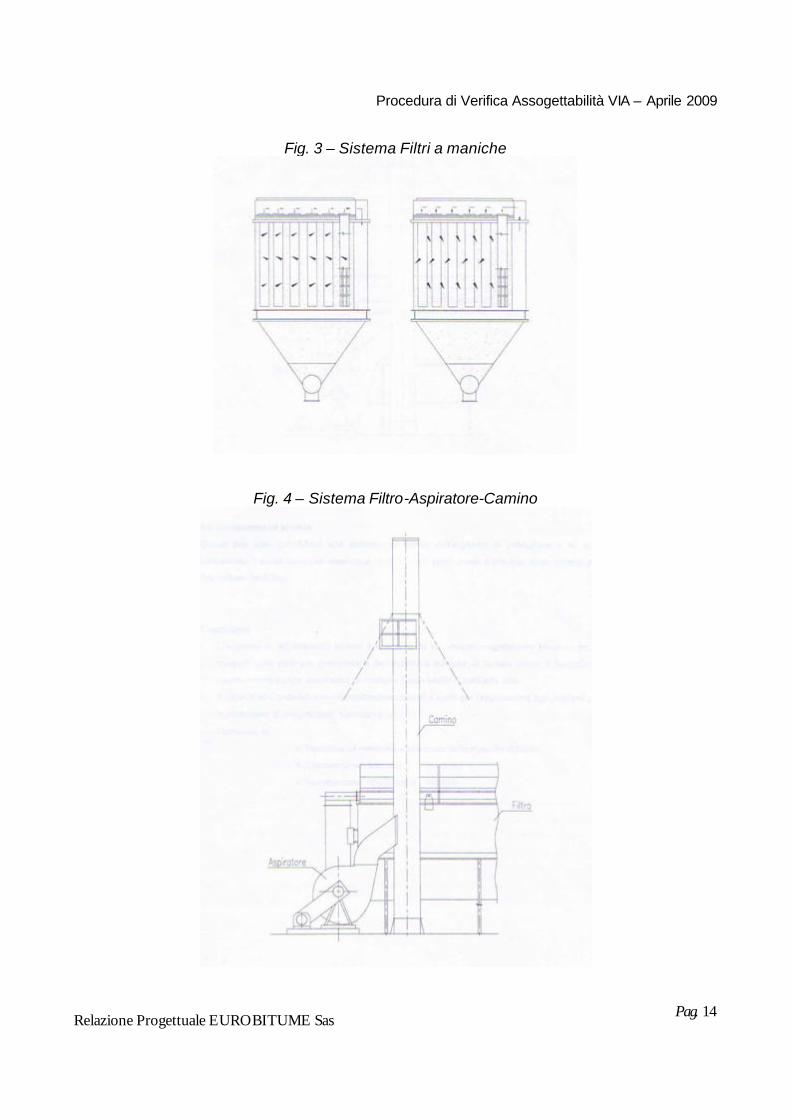
Alle pagine seguenti sono presenti in Fig. 3 e Fig. 4 particolari costruttivi del sistema di
depolverizzazione presente in impianto, in particolare in Fig. 3 è schematizzato il sistema
interno di filtri a maniche, mentre in Fig. 4 è schematizzato il sistema filtro -aspiratore-camino.
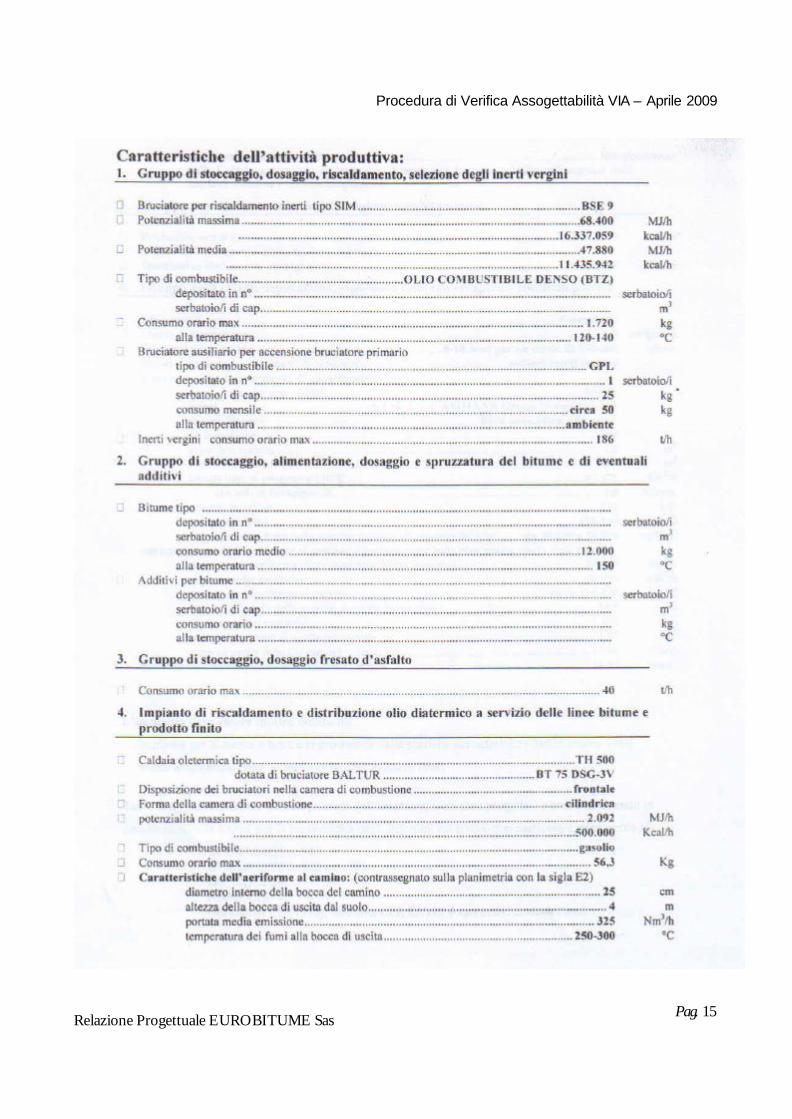
Alle pagg. 15-16 sono tabellate le caratteristiche tecniche dell’intero impianto produzione
conglomerati bituminosi.
Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 14
Fig. 3 – Sistema Filtri a maniche
Fig. 4 – Sistema Filtro-Aspiratore-Camino
Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 15

Procedura di Verifica Assogettabilità VIA – Aprile 2009
Relazione Progettuale EUROBITUME Sas Pag. 16