Embed Size (px)
Citation preview

Assembly Manual
SYSTEMA Co.
SYSTEMA PROFESSIONAL CHALLENGE KIT
SYSTEMA PROFESSIONAL CHALLENGE KIT
組み立て説明書
1. アッパーレシーバーの組み立て
1. ダストカバーの組み込み
2. フォワードアシスト・ノブの組み込み
3. チャージング・ハンドルの組み立てと組み込み
4. フラッシュハイダーの組み込み
5. アウターバレルの組み込み
6. フロントサイトポスト回りの組み立て
7. ハンドガードの組み込み
<チェック>
<ワンポイント / フロントサイトの調整>
目 次
<ワンポイント / P.T.W.に搭載されている HOP 構造について>
S.A.C.S. システマ・アキュラシー・コントロール・システム
1. HOP システムとは
2. 弾道に及ぼす影響
3. 私どもが考える理想的な弾道 パワーと飛距離
4. 極めて弱い HOP を確実にかけるには
5. 「時間」という概念
2. シリンダーユニットの組み立て
1. ピストン・アッセンブリーの組み立て
2. ピストンとシリンダーヘッドの組み込み
3. メインスプリングとスプリングガイドの組み込み
4. インナーバレル・アッセンブリーの組み込み
5. チャージングハンドル・アッセンブリーの組み込み
6. シリンダーユニットの組み込み
<ワンポイント / SYSTEMA D.P.L.S. ダイレクト・プル・ローディング・システム>
1. テイクダウンが可能なことの効用
2. 私どもが求める「性能」とは

6. そして実射
3. ギア BOX の組み立て
1. プラネタリーギアの組み込み
ⅰベアリング挿入の確認
ⅱシムの組み込み
ⅲグリスアップ
2. トリガーロックの組み込み
3. インターナル・セクターギアの組み込み
4. ベアリングプレートの組み込み
5. ベベルギアの組み立て
ⅰシム調整
ⅱベベルギアの組み込み
ⅲグリスアップ
6. トリガーの組み込み
7. ヘリカル/サンギアの組み込み
8. サンギアシャフトの組み込み
9. ギアの回転調整とギアケーススクリューの組み込み
10. セレクターラックの組み込み
<チェック>
<チェック>
<ワンポイント / プラネタリーギア BOX>
1. 逆転の発想
2. 各部の勘合寸法
3. モジュールとは
4. 転位歯車の応用
5. 材質の選定
6. 焼きいれ調質
7. ベアリングプレート
8. ギアレシオ(減速比の選定)
4. ロアーレシーバーの組み立て 1. トリガーガード・アッセンブリーの組み込み
2. マガジンキャッチの組み込み
3. ダミーピンの接着
4. セレクターキャップの接着
5. ピボットピンの組み込み
6. ギア BOX の組み込み

7. セレクターレバーの組み込み
8. ボルトストップの組み込み
9. モーターの組み込み
<チェック モーター取り付け部の仕上げ>
<チェック ギア BOX を取り外す場合>
5. スライドストックの組み立て 1. ストックチューブの組み込み
2. ストックチューブキャップの調整
3. スライドストックの組み立て
4. ストックの組み込み
5. スポンジシートの貼り付け
6. スイッチ・ディバイスの組み込み 1. コードの取りまわしと検知基板の組み込み
ⅰゴム手袋の装着
ⅱセレクタースイッチ基板の接続
ⅲコントロールケーブルの接続
ⅳ検知基板の組み込み
2. スイッチ・ディバイスの組み込み
3. ストックチューブキャップの組み込み
4. 配線の確認
5. モーターコードのはんだ付け
6. グリップとグリップエンドの組み込み
<チェック モーターブラシ及びブラシスプリングの分解>
<チェック はんだ付け>
7.動作の確認
1. アッパーレシーバーとロアーレシーバーの合体
2. シリンダーユニットの組み込み
3. 機関部動作の確認
4. テイクダウンの「固さ」の調整
5. HOP の調整
8.各種工具のご紹介
1. ピンポンチ
2. ハンマー
3. アッパーレシーバー用クランプ
4. P.T.W.用専用レンチ
5. テフロン口金付きプライヤー
6. 接着剤
7. グリス
9.終わりに
1. 勝手と段取り
2. メンテナンス
3. 故障が起きた場合には
SYSTEMA Co.
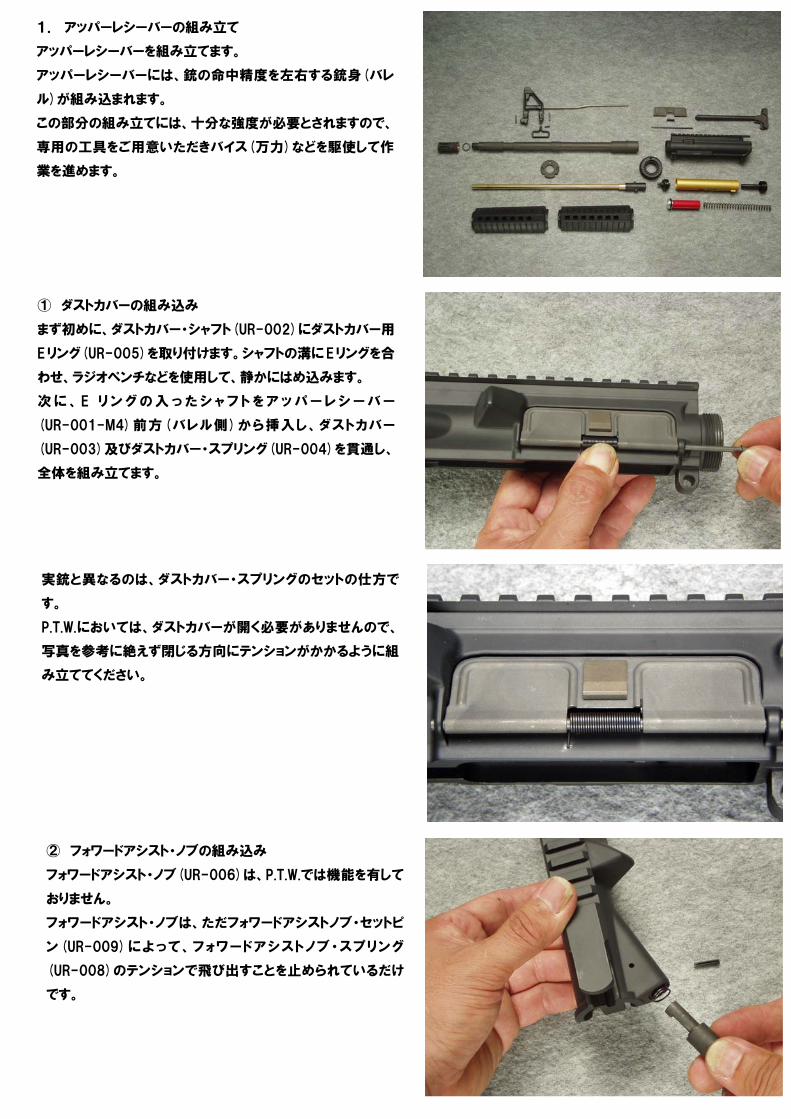
1. アッパーレシーバーの組み立て
アッパーレシーバーを組み立てます。
アッパーレシーバーには、銃の命中精度を左右する銃身(バレ
ル)が組み込まれます。
この部分の組み立てには、十分な強度が必要とされますので、
専用の工具をご用意いただきバイス(万力)などを駆使して作
業を進めます。
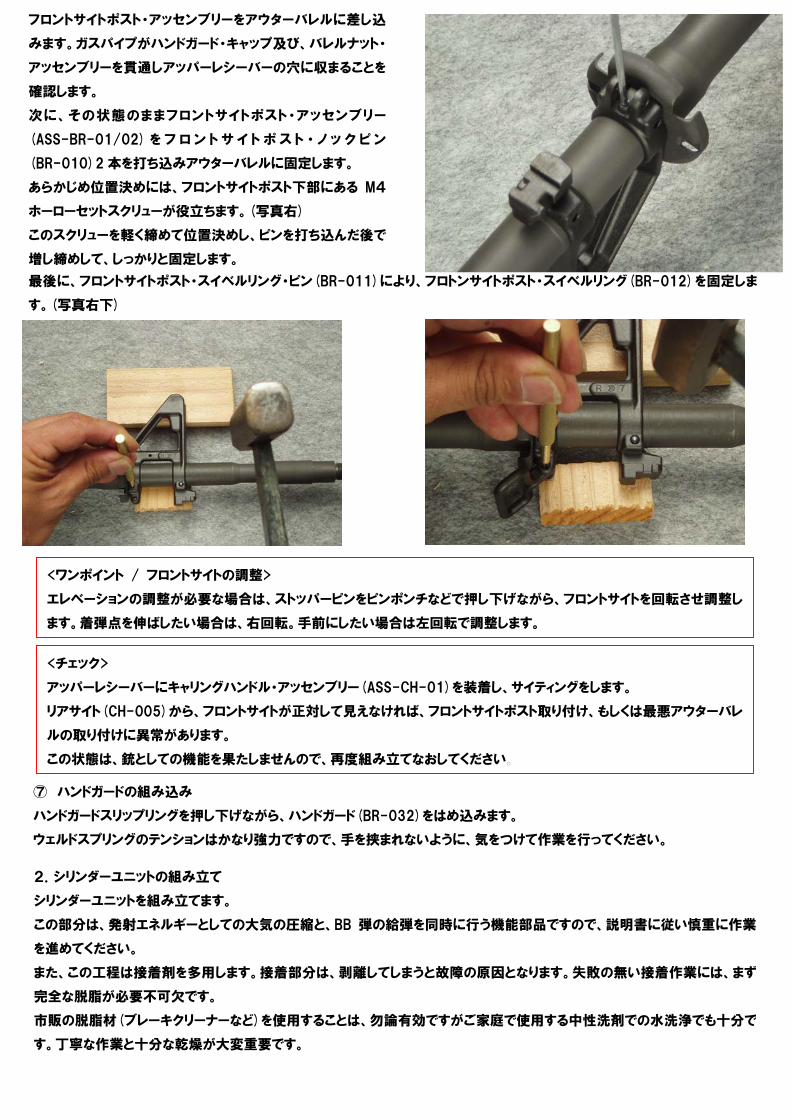
① ダストカバーの組み込み
まず初めに、ダストカバー・シャフト(UR-002)にダストカバー用
Eリング(UR-005)を取り付けます。シャフトの溝にEリングを合
わせ、ラジオペンチなどを使用して、静かにはめ込みます。
次 に 、 E リ ン グ の 入 っ た シ ャ フ ト を ア ッ パ ー レ シ ー バ ー
(UR-001-M4)前方(バレル側)から挿入し、ダストカバー
(UR-003)及びダストカバー・スプリング(UR-004)を貫通し、
全体を組み立てます。
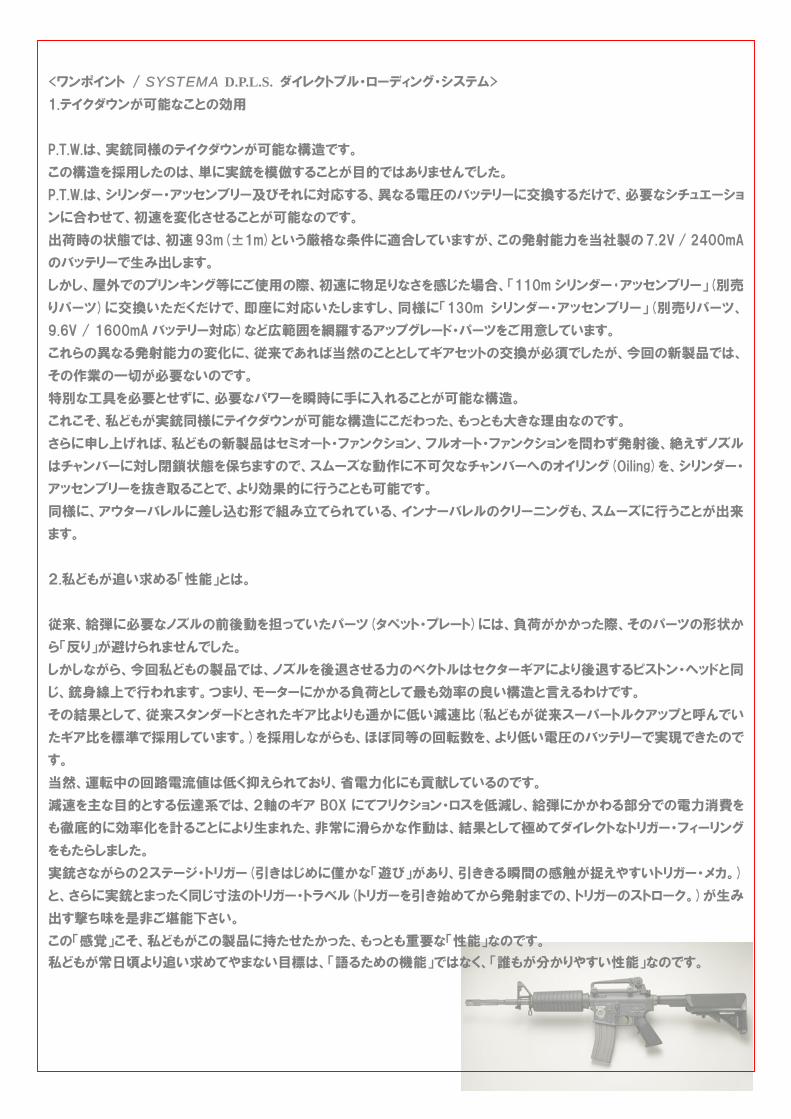
実銃と異なるのは、ダストカバー・スプリングのセットの仕方で
す。
P.T.W.においては、ダストカバーが開く必要がありませんので、
写真を参考に絶えず閉じる方向にテンションがかかるように組
み立ててください。
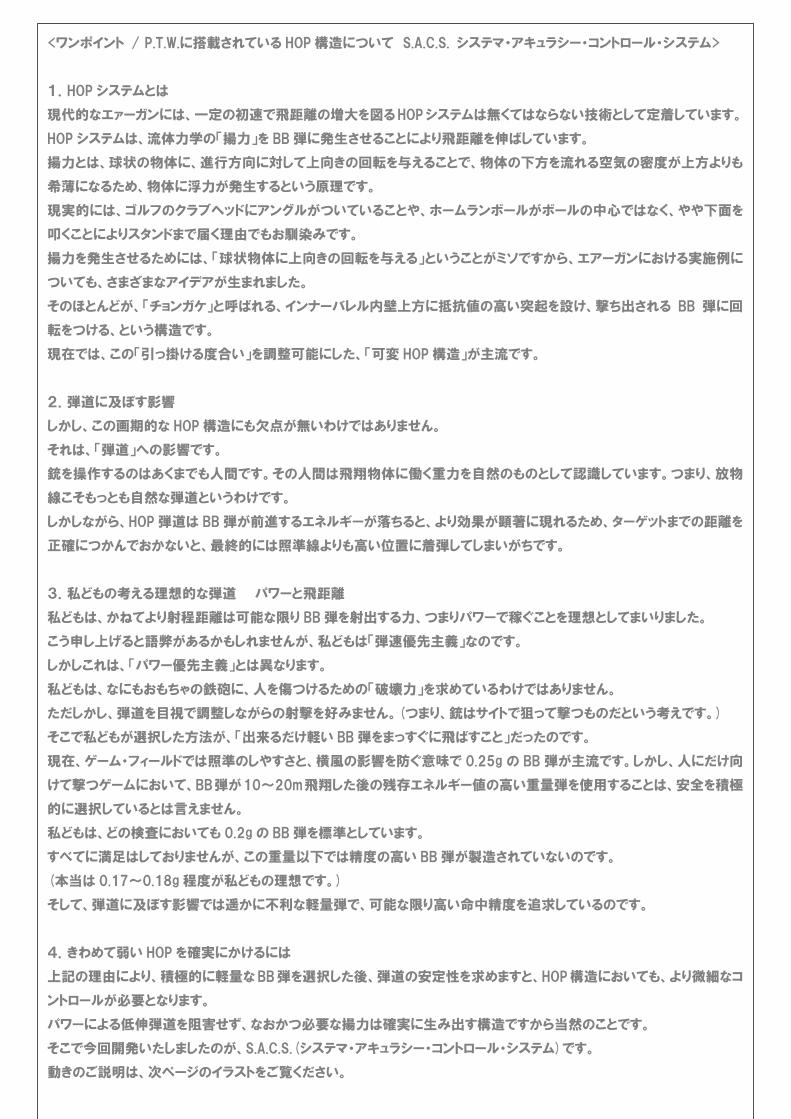
② フォワードアシスト・ノブの組み込み
フォワードアシスト・ノブ(UR-006)は、P.T.W.では機能を有して
おりません。
フォワードアシスト・ノブは、ただフォワードアシストノブ・セットピ
ン(UR-009)によって、フォワードアシストノブ・スプリング
(UR-008)のテンションで飛び出すことを止められているだけ
です。
1

従って、フォワードアシスト・ノブの溝部をセットピンの穴の方向
に合わせ、ピンを差し込むことで組み立てます。 ピンの挿入には、ピンポンチを使用し、レシーバーの裏側から
打ち込みますとレシーバーが安定し作業が楽に行えます。
③ チャージング・ハンドルの組み立てと組み込み
チャージング・ハンドルを組み立てます。
チャージング・ハンドル(UR-010)にチャージングハンドル・スト
ップラッチ・スプリング(UR-012)を挿入し、チャージングハンド
ル・ストップラッチ(UR-011)でスプリングを押さえながら、ピン
穴の位置を合わせチャージングハンドル・ストップラッチ・セットピ
ン(UR-013)を圧入します。
ピンの圧入にはピンポンチも使用出来ますが、写真のようにテ
フロン製の口のついたプライヤーを利用すると作業が楽に行え
ます。
⑤ アウターバレルの組み込み
ア ウ タ ー バ レ ル に 、 ア ウ タ ー バ レ ル 回 り 止 め ノ ッ ク ピ ン
(BR-019)を挿入します。(写真下) その後、アウターバレル
をアッパーレシーバーに
差し込みます。 (写真右)
④ フラッシュハイダーの組み込み
アウターバレル(BR-020-M4)の先端のネジ部分に、フラッシ
ュハイダー・リング(BR-002)を挿入し、フラッシュハイダー・カラ
ー(BR-003)をねじ込むことで固定します。
次に、フラッシュハイダー(BR-001)をカラーにはめ込み、フラ
ッシュハイダー・スクリュー(BR-004)で固定します。
フラッシュハイダーには、組み込む際方向性があります。上部に
きりかきが位置するように組み込みます。
フラッシュハイダーを、きりかきが真上に来る極僅か手前でカラ
ーにスクリューで固定し、その後全体をレンチでしっかりと固定
しますと緩みを防ぐことが出来ます。 この部分の組み立てに
は、接着剤の使用はお勧めできません。

右の写真を御覧下さい。この写真は、別売りのアッパーレシー
バー・クランプに全体をセットしたものです。 このクランプは、実銃用の製品で、これを使用せずに直にアッ
パーレシーバーをバイスなどにはさみ作業を行いますと、アッパ
ーレシーバーを破損する場合が往々にしてあります。 ぜひご購入をお勧めします。 アッパーレシーバー・クランプに挟んだアッパーレシーバーをバイ
スに固定し、バレルナットを専用レンチで締め上げます。
この作業のコツは、この作業後バレルナット(BR-015)、ハンド
ガードスリップリング(BR-016)バレルナット・ウェルドスプリング
(BR-017)及びスリップリング用 E リング(BR-018)のそれぞ
れのきりかきの部分をそろえる必要があるため(写真右)、初め
に仮締めを行い、おおよその位置を決めてから、本締めを行う
ことです。
いきなり力いっぱい締めてしまいますと、緩めるためには、それ
以上の力が必要となりますので、3~4 回にほどに分けて少し
ずつ力をかけて締めてください。(写真左下)
最後に、バレルナット・アッセンブリーのすべてのパーツのきりか
きが揃うように調整します。(写真右)
⑥ フロントサイトポスト回りの組み立て
まず初めにフロントサイトポスト(BR-005)にガスパイプ
(BR-014-M4)を組み込みます。
穴位置を合わせ、ガスパイプ・リテイニングピン(BR-009)を圧
入します。
フロントサイトポストをアウターバレルに挿入する前に、忘れず
にハンドガード・キャップ(BR-013-M4)をアウターバレルには
めておきます。
フロントサイトポストには、あらかじめフロントサイト(BR-006)
フロントサイト・ストッパーピン(BR-007)及びフロントサイト・ス
トッパーピン・スプリング(BR-008)が組み込んであります。
フロントサイトポスト・アッセンブリーをアウターバレルに差し込
みます。ガスパイプがハンドガード・キャップ及び、バレルナット・
アッセンブリーを貫通しアッパーレシーバーの穴に収まることを
確認します。
次に、その状態のままフロントサイトポスト・アッセンブリー
(ASS-BR-01/02) を フ ロ ン ト サ イ ト ポ ス ト ・ ノ ッ ク ピ ン
(BR-010)2 本を打ち込みアウターバレルに固定します。
あらかじめ位置決めには、フロントサイトポスト下部にある M4
ホーローセットスクリューが役立ちます。(写真右)
このスクリューを軽く締めて位置決めし、ピンを打ち込んだ後で
増し締めして、しっかりと固定します。
最後に、フロントサイトポスト・スイベルリング・ピン(BR-011)により、フロトンサイトポスト・スイベルリング(BR-012)を固定しま
す。(写真右下)
<ワンポイント / フロントサイトの調整>
エレベーションの調整が必要な場合は、ストッパーピンをピンポンチなどで押し下げながら、フロントサイトを回転させ調整し
ます。着弾点を伸ばしたい場合は、右回転。手前にしたい場合は左回転で調整します。
<チェック>
アッパーレシーバーにキャリングハンドル・アッセンブリー(ASS-CH-01)を装着し、サイティングをします。
リアサイト(CH-005)から、フロントサイトが正対して見えなければ、フロントサイトポスト取り付け、もしくは最悪アウターバレ
ルの取り付けに異常があります。
この状態は、銃としての機能を果たしませんので、再度組み立てなおしてください。
⑦ ハンドガードの組み込み
ハンドガードスリップリングを押し下げながら、ハンドガード(BR-032)をはめ込みます。
ウェルドスプリングのテンションはかなり強力ですので、手を挟まれないように、気をつけて作業を行ってください。
2.シリンダーユニットの組み立て
シリンダーユニットを組み立てます。
この部分は、発射エネルギーとしての大気の圧縮と、BB 弾の給弾を同時に行う機能部品ですので、説明書に従い慎重に作業
を進めてください。
また、この工程は接着剤を多用します。接着部分は、剥離してしまうと故障の原因となります。失敗の無い接着作業には、まず
完全な脱脂が必要不可欠です。
市販の脱脂材(ブレーキクリーナーなど)を使用することは、勿論有効ですがご家庭で使用する中性洗剤での水洗浄でも十分で
す。丁寧な作業と十分な乾燥が大変重要です。
<ワンポイント / SYSTEMA D.P.L.S. ダイレクトプル・ローディング・システム>
1.テイクダウンが可能なことの効用
P.T.W.は、実銃同様のテイクダウンが可能な構造です。
この構造を採用したのは、単に実銃を模倣することが目的ではありませんでした。
P.T.W.は、シリンダー・アッセンブリー及びそれに対応する、異なる電圧のバッテリーに交換するだけで、必要なシチュエーショ
ンに合わせて、初速を変化させることが可能なのです。
出荷時の状態では、初速93m(±1m)という厳格な条件に適合していますが、この発射能力を当社製の7.2V / 2400mA
のバッテリーで生み出します。
しかし、屋外でのプリンキング等にご使用の際、初速に物足りなさを感じた場合、「110m シリンダー・アッセンブリー」(別売
りパーツ)に交換いただくだけで、即座に対応いたしますし、同様に「130m シリンダー・アッセンブリー」(別売りパーツ、
9.6V / 1600mA バッテリー対応)など広範囲を網羅するアップグレード・パーツをご用意しています。
これらの異なる発射能力の変化に、従来であれば当然のこととしてギアセットの交換が必須でしたが、今回の新製品では、
その作業の一切が必要ないのです。
特別な工具を必要とせずに、必要なパワーを瞬時に手に入れることが可能な構造。
これこそ、私どもが実銃同様にテイクダウンが可能な構造にこだわった、もっとも大きな理由なのです。
さらに申し上げれば、私どもの新製品はセミオート・ファンクション、フルオート・ファンクションを問わず発射後、絶えずノズル
はチャンバーに対し閉鎖状態を保ちますので、スムーズな動作に不可欠なチャンバーへのオイリング(Oiling)を、シリンダー・
アッセンブリーを抜き取ることで、より効果的に行うことも可能です。
同様に、アウターバレルに差し込む形で組み立てられている、インナーバレルのクリーニングも、スムーズに行うことが出来
ます。
2.私どもが追い求める「性能」とは。
従来、給弾に必要なノズルの前後動を担っていたパーツ(タペット・プレート)には、負荷がかかった際、そのパーツの形状か
ら「反り」が避けられませんでした。
しかしながら、今回私どもの製品では、ノズルを後退させる力のベクトルはセクターギアにより後退するピストン・ヘッドと同
じ、銃身線上で行われます。つまり、モーターにかかる負荷として最も効率の良い構造と言えるわけです。
その結果として、従来スタンダードとされたギア比よりも遥かに低い減速比(私どもが従来スーパートルクアップと呼んでい
たギア比を標準で採用しています。)を採用しながらも、ほぼ同等の回転数を、より低い電圧のバッテリーで実現できたので
す。
当然、運転中の回路電流値は低く抑えられており、省電力化にも貢献しているのです。
減速を主な目的とする伝達系では、2軸のギア BOX にてフリクション・ロスを低減し、給弾にかかわる部分での電力消費を
も徹底的に効率化を計ることにより生まれた、非常に滑らかな作動は、結果として極めてダイレクトなトリガー・フィーリング
をもたらしました。
実銃さながらの2ステージ・トリガー(引きはじめに僅かな「遊び」があり、引ききる瞬間の感触が捉えやすいトリガー・メカ。)
と、さらに実銃とまったく同じ寸法のトリガー・トラベル(トリガーを引き始めてから発射までの、トリガーのストローク。)が生み
出す撃ち味を是非ご堪能下さい。
この「感覚」こそ、私どもがこの製品に持たせたかった、もっとも重要な「性能」なのです。 私どもが常日頃より追い求めてやまない目標は、「語るための機能」ではなく、「誰もが分かりやすい性能」なのです。

チャンバーノズル
シリンダー
ノズルスプリングBB弾
セクターギア
各部の名称
ピストン
ピストンヘッドスプリングシリンダーヘッド ピストンヘッド
ピストンラックギア
初期セット位置 (図1)
ピストンは図示されていませんが、ピストンヘッドとともにメインスプリングによりシリンダーヘッド後端部に押し付けられるよう位置しています。ノズルはノズルスプリングにより前方に位置し、マガジン(弾倉)からのBB弾の上昇を防いでいます。図では、ピストンラックとセクターギアがセクターギアの回転により連結し始めたことを表しています。
ノズル後退・給弾 (図2)
セクターギアの回転によりピストン全体が後退を始めます。ピストンヘッド内部のOリングの内径は、ノズル後端部の外径よりも小さいために、ノズルを開放することなく、ノズルスプリング圧縮させつつノズルを後退させます。BB弾はマガジン(弾倉)内部のスプリングにより絶えず押し上げられているため、ノズルが後退したために生まれるスペースに上昇し、銃身線上に一発だけ位置します。
ノズルスプリングおよびピストンヘッドスプリング全密着 (図3)
さらに、セクターギアは回転しメインスプリングを圧縮します。この状態においても、ピストンヘッド内部のOリングはノズルを開放しません。そのため、ノズルスプリングよりもテンションの強い、ピストンヘッドスプリングをも圧縮します。図は、この二つのスプリングが全密着の状態を示したものです。
ノズル開放・ピストンリリース直前 (図4)
ノズルスプリングおよびピストンヘッドスプリング双方が全密着に達し、セクターギアがさらに回転することにより、ピストンが後退すると、ここで初めてピストンヘッド内部のOリングはノズルを開放します。するとノズルはノズルスプリングによって前進し、チャンバー内部にBB弾を一発だけ装填します。また、ピストンヘッドはピストンヘッドスプリングのテンションによりピストンと密着します。図は、セクターギアがピストンラックを開放する直前の位置を示しています。
この後、セクターギアがピストンラックとの連結を絶つと、ピストンはメインスプリングのテンションでシリンダー内部の大気を圧縮しつつ前進し復座します。この動作によりBB弾は発射されます。またこの際、ピストンの前進する力により、ピストンヘッド内部のOリングは再びノズル後端部と連結します。ピストンヘッド内部の形状はテーパー形状になっており、この形状によりピストンヘッドの内部のOリングは、ノズルを開放しにくく、かつ連結しやすくなっています。
射手が単発射撃を選択した場合は、この動作を一回行って終了します。連発射撃を選択した場合は、この一連の動作を繰り返し行います。
図1
図2
図3
図4

① ピストン・アッセンブリーの組み立て
ⅰラックギアの組み込み
ピストン(CU-012)にピストン・ラックギア(CU-011)を圧入します。
ピストンのラックギアがはまる部分に、瞬間接着剤(シアノン722推奨)を塗布後、圧入
作業を行います。(写真右) 圧入は、ラックギアをできる限り垂直に維持して行い
ます。(写真左)
ⅱ ピストンヘッドの組み込み
次に、ピストンヘッド(CU-007)にピストンヘッドバン
パー(CU-008)を接着します。
瞬間接着剤を使用します。
ピストンヘッド O リング大(CU-010)小(CU-009)を
ピストンヘッドに組み込みます。(写真右)
O リング小がはまる部分には、当社製シリンダーグリ
スを少々多めに塗布します。(写真左)
ピストンヘッド・ガイドにピストンヘッドガイド・スプリン
グを被せ、ピストンヘッドガイド・スクリューにてピスト
ンの内側から貫通させます。(写真右)
ピストンヘッドガイド・スクリューの先端ネジ部に接着
剤を塗布しピストンヘッドを固定します。(写真左)
② ピストンとシリンダーヘッドの組み込み
シリンダーケース(CU-016)の先端部(回転防止用
の爪が無いほう)から、完成したピストン・アッセンブ
リーを挿入します。(写真左下、右) レールの位置合わせにてこずるかもしれませんが、小
径ドライバーの柄の部分を利用して挿入します。
シリンダーケースの内面にシリンダーグリスを塗布し
ます。
最 後 に シ リ ン ダ ー ヘ ッ ド ・ ア ッ セ ン ブ リ ー
(ASS-CU-01)をねじ込み、専用レンチで締め込
みます。
③ メインスプリングとスプリングガイドの組み込み
シリンダーケースの後端部からメインスプリング
(CU-017)を挿入し、スプリングを圧縮しながらスプ
リングガイド・アッセンブリー(ASS-CU-06/07)をね
じ込みます。(写真左)
この部分も緩みやすいので、専用レンチにてしっかり
固定します。
シリンダーユニットの完成です。

④ インナーバレル・アッセンブリーの組み込み
インナーバレル・アッセンブリー(ASS-BR-04/05)をアッパーレシーバーに挿入します。
⑤ チャージングハンドル・アッセンブリーの組み込み
チャージングハンドル・アッセンブリー(ASS-UR-01)をアッパーレシーバーに組み込みます。
⑥ シリンダーユニットの組み込み 完成した、シリンダーユニットをアッパーレシーバーに組み込みます。 初めは少々硬いかもしれませんが、徐々に馴染みますので心配は要りません。
位置関係に注意
アッパーレシーバーの完成です。
<ワンポイント / P.T.W.に搭載されている HOP 構造について S.A.C.S. システマ・アキュラシー・コントロール・システム>
1.HOP システムとは
現代的なエァーガンには、一定の初速で飛距離の増大を図るHOPシステムは無くてはならない技術として定着しています。
HOP システムは、流体力学の「揚力」を BB 弾に発生させることにより飛距離を伸ばしています。
揚力とは、球状の物体に、進行方向に対して上向きの回転を与えることで、物体の下方を流れる空気の密度が上方よりも
希薄になるため、物体に浮力が発生するという原理です。
現実的には、ゴルフのクラブヘッドにアングルがついていることや、ホームランボールがボールの中心ではなく、やや下面を
叩くことによりスタンドまで届く理由でもお馴染みです。
揚力を発生させるためには、「球状物体に上向きの回転を与える」ということがミソですから、エアーガンにおける実施例に
ついても、さまざまなアイデアが生まれました。
そのほとんどが、「チョンガケ」と呼ばれる、インナーバレル内壁上方に抵抗値の高い突起を設け、撃ち出される BB 弾に回
転をつける、という構造です。
現在では、この「引っ掛ける度合い」を調整可能にした、「可変 HOP 構造」が主流です。
2.弾道に及ぼす影響
しかし、この画期的な HOP 構造にも欠点が無いわけではありません。
それは、「弾道」への影響です。
銃を操作するのはあくまでも人間です。その人間は飛翔物体に働く重力を自然のものとして認識しています。つまり、放物
線こそもっとも自然な弾道というわけです。
しかしながら、HOP 弾道は BB 弾が前進するエネルギーが落ちると、より効果が顕著に現れるため、ターゲットまでの距離を
正確につかんでおかないと、最終的には照準線よりも高い位置に着弾してしまいがちです。
3.私どもの考える理想的な弾道 パワーと飛距離
私どもは、かねてより射程距離は可能な限り BB 弾を射出する力、つまりパワーで稼ぐことを理想としてまいりました。
こう申し上げると語弊があるかもしれませんが、私どもは「弾速優先主義」なのです。
しかしこれは、「パワー優先主義」とは異なります。
私どもは、なにもおもちゃの鉄砲に、人を傷つけるための「破壊力」を求めているわけではありません。
ただしかし、弾道を目視で調整しながらの射撃を好みません。(つまり、銃はサイトで狙って撃つものだという考えです。)
そこで私どもが選択した方法が、「出来るだけ軽い BB 弾をまっすぐに飛ばすこと」だったのです。
現在、ゲーム・フィールドでは照準のしやすさと、横風の影響を防ぐ意味で 0.25g の BB 弾が主流です。しかし、人にだけ向
けて撃つゲームにおいて、BB弾が10~20m飛翔した後の残存エネルギー値の高い重量弾を使用することは、安全を積極
的に選択しているとは言えません。
私どもは、どの検査においても 0.2g の BB 弾を標準としています。
すべてに満足はしておりませんが、この重量以下では精度の高い BB 弾が製造されていないのです。
(本当は 0.17~0.18g 程度が私どもの理想です。)
そして、弾道に及ぼす影響では遥かに不利な軽量弾で、可能な限り高い命中精度を追求しているのです。
4.きわめて弱い HOP を確実にかけるには
上記の理由により、積極的に軽量なBB 弾を選択した後、弾道の安定性を求めますと、HOP 構造においても、より微細なコ
ントロールが必要となります。
パワーによる低伸弾道を阻害せず、なおかつ必要な揚力は確実に生み出す構造ですから当然のことです。
そこで今回開発いたしましたのが、S.A.C.S.(システマ・アキュラシー・コントロール・システム)です。
動きのご説明は、次ページのイラストをご覧ください。

1.チャンバー
7.エアシールパッキン
7.エアシールパッキン
ノズル2.バレル
2.バレル
5.ローラーパッキン
3.アジャスター
4.アジャスタークッション
6.チャンバーパッキン
4.アジャスタークッション
3.アジャスター
BB弾
5.ローラーパッキン
各部の名称
1.チャンバー
亜鉛ダイキャスト製です。ノズルの摺動部分の勘合寸法には特に気を使った設計となっています。許容値いっぱいまで銃身線に近い部分で給弾するように設計いたしましたので、射撃途中でマガジンを抜いても「弾こぼれ」は一発しかおきません。ブランク(加工用の素材)の外径を加工し、寸法を揃えてアウター・バレルに勘合させていますので、少々ラフにマガジンを挿入したぐらいでは壊れない設計ともなっています。
2.バレル
真鍮製でアウター・バレルとの勘合寸法は僅かに5/100mmです。このほぼ密着状態でのセッティングによりフルオート射撃時にピストンによる打撃のブレを制震する効果があります。よって、グルーピングの飛躍的な向上が可能になりました。内径は6.1mmで設定しています。
3.アジャスター
この構造のもっとも重要なパーツです。横方向から貫通されたシャフトによりローラーパッキンを支持し、このパーツそのものはバレルに対してスムーズに上下動します。さらに、アジャスター・クッションのゴム弾性により絶えず下方向に向けてテンションがかかるようセットされています。
4.アジャスタークッション
アジャスターを常時下方向にセットするための部品です。図で示したように2個同時に使用することにより、アジャスターとそれがセットされるバレルとの横方向の「がたつき」を最小にしています。
5.ローラーパッキン
バレル内部でBB弾と直接接触することでBB弾にHOPをかけます。セットされるアジャスターのシャフトよりも大きい寸法の貫通穴があいている形状となっています。この形状によりBB弾はローラー・パッキンと接触しつつ前進することを余儀なくされるわけです。
6.チャンバーパッキン
チャンバーパッキン・ベースという真鍮製のパーツに装着後チャンバーに挿入されています。これは、一方でノズルとの密着度を増すことと、他方で私ども独自の給弾の機構上、ノズルの衝撃を緩和することを目的としています。リップ部分がかなり肉厚なデザインとなっているため、バレル・クリーナー等を使用する際も過度に気を使う必要はありません。
7.エアシールパッキン
チャンバーとバレルとの隙間から圧縮空気が漏れるのを防ぐためのパッキンです。
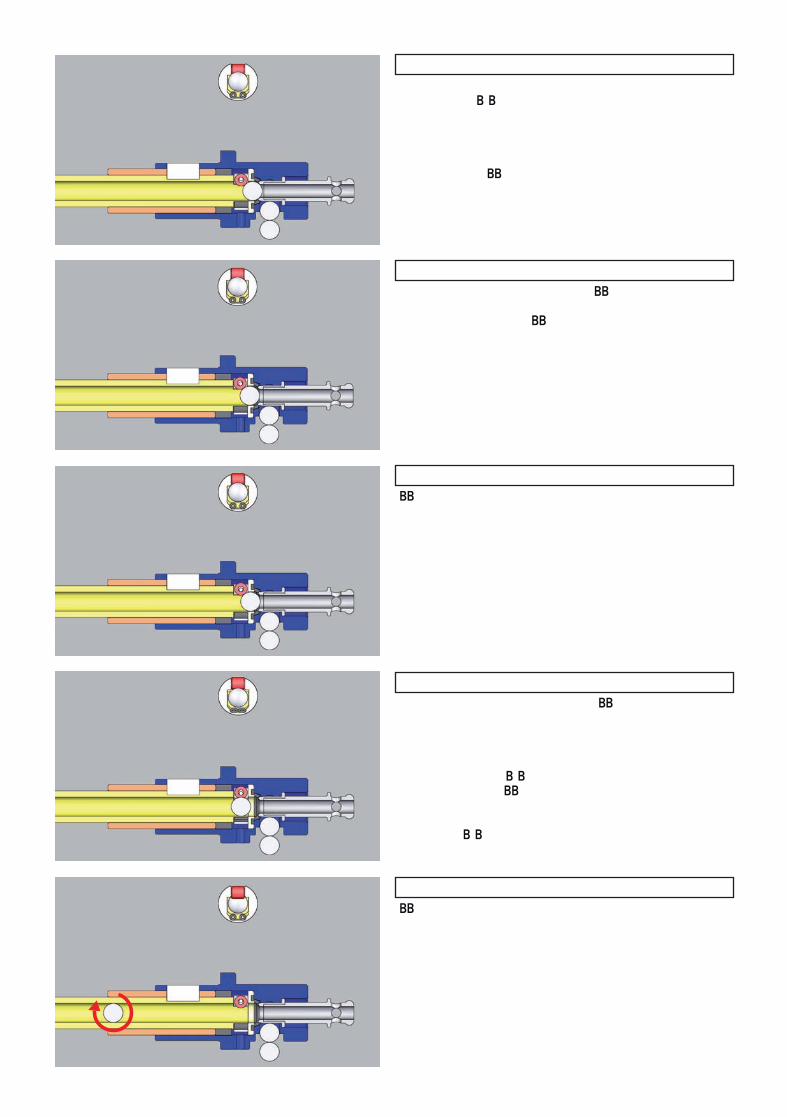
発射1
この図は、後方より圧縮された大気が、BB弾をごく僅か前方に移動させた状態を示しています。後方より圧力を加えられたBB弾は、まず始めにアジャスターにセットされたローラーパッキンを前方に動かします。
発射2
BB弾がさらに前進すると、ローラーパッキンはアジャスターのシャフトとの隙間分だけ回転しながら上方に移動させられます。
発射3
ローラーパッキンの抵抗によりスムーズにBB弾が発射されないため、シリンダー内部の大気圧縮密度は最大となります。この状態で初めてローラー・パッキンはゴム弾性によりごく僅か形状を変化させます。しかし、アジャスターとの間はシャフトとの勘合であるため、ローラー・パッキンの回転によりBB弾には過度の圧迫は加えません。しかし、それだけではBB弾は通過不可能な寸法になっているため、ローラーパッキンよりもよりゴム弾性の劣るアジャスター・クッションの形状を変化させ、アジャスターそのものを上方向へスライドさせます。ここで初めてBB弾は通過可能となるのです。
給弾終了・発射待機位置
図はノズルによりマガジン内部のスプリングにより上方向への移動を遮断されていたBB弾が、ノズルの一回の前後動によりバレル内部に装填され発射準備状態となっていることを示しています。ノズルの前面は、ノズルスプリングのテンションによりチャンバーパッキンと密着し、後方のシリンダーからの圧縮空気の漏れを防いでいます。この状態におけるBB弾は、チャンバーパッキンとアジャスターにセットされたローラーパッキンとの間で静止しています。ローラーパッキンは自重により、アジャスターのシャフトとの隙間分だけ下方に下がっています。
発射4
BB弾は、上向きの回転を与えられつつバレル内で加速し発射されます。
5.「時間」という概念
ご覧のように、BB 弾が発射されると同時に稼動するパーツが 2 つあります。つまり、ローラー・パッキンとアジャスターです。
これは、ローラー・パッキンが BB 弾に出来るだけ確実に接触しながらも、前進するためのエレルギーロスを最小限にするこ
とが目的です。
つまり、接触する力は限りなく弱く、代わりに接触する時間を長く取ること、これがこの構造のもっとも重要な概念です。
また、ローラー・パッキンは BB 弾に回転しながら接触しますので、従来、点もしくは線のみで接触していた構造よりも油分
の影響による「かかりのむら」が低くなることも特徴です。
6.そして実射
勘の良い方ならもうすでにお気づきのように、この方式の HOP の調整は「緩める方向」で行います。つまり、初期セット状態
が「HOP 最大」となります。
具体的には調整作業は、マガジンハウジングの下方から付属の専用六角レンチで行います。
レバー式などの便利な調整方法になれた方には少々物足りなく感じられると思いますが、私どもはこの調整作業そのもの
を、そう頻繁に行なうものとは考えておりませんので、パーツ増加による動作の不安定性を避ける選択をいたしました。
前述のように、この方式は BB 弾とローラーパッキンとの間に若干の余裕がありますので、「かかり具合」はかなり緩やかで
す。 従いまして、少しぐらいアバウトな調整をいたしましても機構そのものの許容値内に十分入ってしまいます。あまり神経質に
はならなくて結構です。
このような選択の根拠は、繰り返し申し上げますが、私どもはこの「HOP」という方式そのものが、弾道補正のための補助
的なものとしか考えていないというのが最大の理由です。
数多の実射テストの結果は、私どもの満足行くものとなりました。
HOP の存在をことさらに感じさせない、きわめてナチュラルな放物線を描き飛翔する BB 弾は、飛距離の延長のみを追及し
た従来例とは明らかに趣を異にします。
ゲームでの使用時に若干の物足りなさを感じるお客様もいらっしゃるかも知れません。
しかし、「銃はサイトで照準し撃つもの」という、私どもの考え方の原点をご理解いただきたいと存じます。
3.ギア BOX の組み立て
ギア BOX の組み立てを行います。
従来の発射方式に慣れていらっしゃるお客様は、肩に力が入るところですが、ご心配は無用です。
P.T.W.に使用されているギアは、それぞれ極限の工作精度で製作されておりますので、従来のようにシムを用いて
調整する必要が無いのです。(ベベルギアを除く)
どなたにでも簡単・確実に組み立てが可能ですので、最新のギア構造の組み立てを楽しみながら進めてください。
<ワンポイント プラネタリーギア BOX>
プラネタリーギア導入の経緯
P.T.W.が実銃とまったく同じ外観寸法を有することに、もっとも大きな貢献を果たしたのが、「プラネタリーギア BOX」です。
日本語では「遊星歯車」と呼ばれるこの歯車形式は、駆動軸と同軸上で減速をすることが可能なため、複数段の連結によ
り、大きな減速比が得られることが最大の特徴であり、電動ドリルのような工具関係で頻繁に用いられます。
P.T.W.のギア BOX は、ただコンパクトにだけ設計されたわけではありません。
まず、特徴的なのがギアを支持するギアシャフトが、2本しかないことです。
一対のギアセットは、それぞれのギアの中心距離を正確に維持できてこそ、計算どおりのスムーズな回転が得られるので
す。そのために、必要な減速比を得られるギアセット全体を、内側に折りたたむようにデザインいたしました。 その結果、それぞれのギアシャフトの距離を短くして精度向上を図るとともに、シャフトの数そのものを減らすことに成功した
のです。
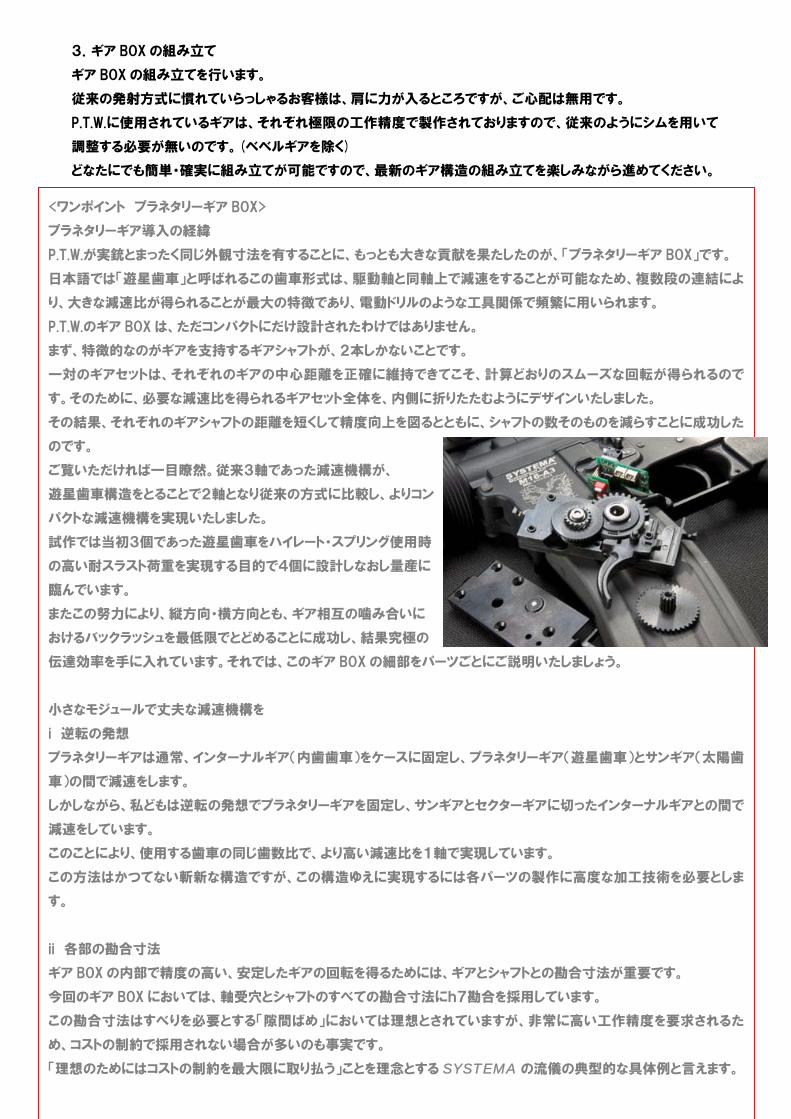
ご覧いただければ一目瞭然。従来3軸であった減速機構が、
遊星歯車構造をとることで2軸となり従来の方式に比較し、よりコン
パクトな減速機構を実現いたしました。
試作では当初3個であった遊星歯車をハイレート・スプリング使用時
の高い耐スラスト荷重を実現する目的で4個に設計しなおし量産に
臨んでいます。
またこの努力により、縦方向・横方向とも、ギア相互の噛み合いに
おけるバックラッシュを最低限でとどめることに成功し、結果究極の
伝達効率を手に入れています。それでは、このギア BOX の細部をパーツごとにご説明いたしましょう。
小さなモジュールで丈夫な減速機構を
i 逆転の発想
プラネタリーギアは通常、インターナルギア(内歯歯車)をケースに固定し、プラネタリーギア(遊星歯車)とサンギア(太陽歯
車)の間で減速をします。
しかしながら、私どもは逆転の発想でプラネタリーギアを固定し、サンギアとセクターギアに切ったインターナルギアとの間で
減速をしています。
このことにより、使用する歯車の同じ歯数比で、より高い減速比を1軸で実現しています。
この方法はかつてない斬新な構造ですが、この構造ゆえに実現するには各パーツの製作に高度な加工技術を必要としま
す。
ii 各部の勘合寸法
ギア BOX の内部で精度の高い、安定したギアの回転を得るためには、ギアとシャフトとの勘合寸法が重要です。
今回のギア BOX においては、軸受穴とシャフトのすべての勘合寸法にh7勘合を採用しています。
この勘合寸法はすべりを必要とする「隙間ばめ」においては理想とされていますが、非常に高い工作精度を要求されるた
め、コストの制約で採用されない場合が多いのも事実です。
「理想のためにはコストの制約を最大限に取り払う」ことを理念とする SYSTEMA の流儀の典型的な具体例と言えます。

iii モジュールとは
モジュールとは「基準ピッチ円を円周率で除した数値」のことです。
簡単に申し上げると、歯車のひとつの歯の大きさをあらわす単位のことです。
この数値が大きければ歯の大きさが大きくなり、より丈夫な歯車となります。
従来、電動ガンに用いられるモジュールは、伝達系は0.8を基本とし、ピストンのラックとセクターギアが1でした。
私どもは、SYSTEMA ギアの製作過程で、よりノイズが少なく、伝達効率の高い歯車を求めてヘリカルギアを採用し、ヘリ
クスアングルを45度とすることで0.5モジュールの高耐久性ギアセットの製作に成功した実績があります。
コンパクトなギア BOX の実現には、より小さなモジュールの歯車セットが必要不可欠です。
今回もヘリカルギアセット製作時のノウハウを全面的に生かし、基本モジュール0.5のギアセットを完成させています。
iv 転移歯車の応用
互いに噛み合う一対の歯車間の間隔(軸間距離)に、必要とする歯数比(減速比)の歯車セットを製作しますと、それが標
準歯車である場合、単一の歯にしばしばアンダーカットと呼ばれる形状ができます。
このアンダーカットは歯の根元付近が細くなる形状のことで、丈夫な歯車を製作する上で大敵となります。
私どもは、同じ軸間距離上で「転位」という製作技術を用いてさまざまな減速比の歯車セットを製作してまいりました。
この技術を用いることで、今回はこのアンダーカットを可能な限り減らし、形状的にも丈夫な歯車を製作し採用しています。
v 材質の選定
歯車を製作するにあたり理想とされる材質は、間違いなくクロームモリブデン鋼です。
この材質は、表面は固く組織内部は大変に「ねばる」特徴を有していますので、磨耗を減じ欠損を防ぐ必要のある歯車には
非常に適しています。 反面、欠点は、前述の特徴のため切削加工の難易度が非常に高い
ことと、やはりコストです。
私どもが理想とするのは「決して壊れないギア BOX」です。
セクターギアが、ピストンのラックギアとの接続を断続的に切る構造をとる以上、タイミングの
ずれは避けては通れません。しかし、そのトラブルが引き起こすギア BOX 全体の破損に起因
する「使用不能状態」は、「トレーニング・ウェポン・システム」を標榜する私どもの製品には
あってはならないことなのです。そこで私どもは万が一トラブルが起きた際、破損する部分をシリンダーセット内のピストン・
ラックに限定し、すばやい交換が可能である構造を採用いたしました。
ゆえに、ギア BOX 内部には可能な限り剛性の高い構造を必要としたのです。
この場合においても、コストの問題は二の次。理想とされる材料を躊躇無く選択したことは言うまでもありません。
vi 焼きいれ調質
金属に熱を加え組成を変化させることにより、必要な強度を得る「焼き入れ処理」は、電動ガンパーツを製作する当社のノ
ウハウのひとつです。
特に、前述のクロームモリブデン鋼のように、浸炭焼入れが不可能というような材質を用いる場合などはなおさらです。
ここでは実際の焼きいれ指定温度について言及することはできませんが、数多くのトライアンドエラーの後決定された数値
は厳格に管理され、製作ロットによる偏差を極小にするための努力の数々も筆舌に尽くしがたいものがあります。
一見すると何の変哲もないパーツ一つ一つにも、SYSTEMA パーツ製作により積み上げられたノウハウが息づいている
のです。
vii ベアリングプレート
今回のギア BOX では前述のように、逆転の発想によりプラネタリーギアを固定しています。
しかし、ここで問題となるのがこの固定用のシャフトが通常のデザインではいわゆる「片持ち」と呼ばれる、どちらか片方のみ
を固定する設計を余儀なくされることです。

そこで、当社はサンギアの外周つまり歯先円を厳格に寸法管理することで、この部分にラジアルベアリングを挿入し、さら
にこのベアリングの外周にプラネタリーギアを支持するシャフトを固定するパーツをデザインいたしました。 このベアリングを支持するパーツが、「ベアリングプレート」です。
このパーツを加えることで、4個のプラネタリーギアは、ギア BOX とベアリングプレート双方で支持され、結果としてセクタ
―ギアにかかるスラスト荷重を、その他のギア部全体で受け止めているのです。
デザインとして秀逸であっても、それを製品に反映させるための工作技術が伴わなければそれこそ「絵に描いた餅」です。
このパーツは90度4分割のシャフト穴といい、ベアリング圧入用のセンター穴といい各部の寸法管理が極めて困難な設計
となっています。しかも、使用する材質は強度も必要とされる難削材ですから、完成するために必要な切削加工の技
術はまさに「神業」と呼べるものです。
またこのパーツの加工があまりに難易度が高いため、月産の数量に制限があるほどです。
私どもの製品は既知の技術にとらわれない斬新な発想と、それを実現するための類まれなる加工技術のコラボレーショ
ンにより、初めて皆様のお手元に届けることが可能になるのです。
ⅷ ギアレシオ(減速比の選定)
今回のギア BOX は、あえて一種類のギアレシオしか製作しておりません。
気になる減速比は、従来当社のギアセットの「呼び」のうち、スーパート
ルクアップよりもわずかに低いもので、必要とされる安全マージンは十二
分といえます。
結果として、ギアセット固有の回転は限りなく実銃に近く、しかし玩具銃
として考えられている一般的な回転数確保のめ、7.2V バッテリーの使
用を標準としています。
ギアレシオを単一とすることで、煩雑なギアの交換作業から開放される
メリットを重要視いたしました。
また、この BOX には従来 SYSTEMA パーツをインストールする上でもっともご質問の多かった、シム調整作業を必要とし
ておりません。
インターナルギアを採用し、プラネタリーギア内部をコンシールド構造(覆い隠す構造)とすることで、グリスの交換サイクルを
も延長しています。
回転の初めにはグリスの粘調に硬さを残しますので、一定の「慣らし」が必要ですが、インターナルギア内部で攪拌され潤
滑材として機関内部に調和してからは、従来味わうことができなかった低い減速比でありながら非常にスムーズな回転を
ご堪能いただけます。
このスムーズさは、立ち上がりの感触が重要な「セミオート・ファンクション」時に特に感じることができます。
高精度ギアの製作で認められた SYSTEMA が、オリジナルユニットとして始めて世に問うギア BOX の完成度はいかがで
しょう。
私どもは、皆様にご満足いただけるものと確信しています。

<チェック>
プラネタリーギアシャフトは、非常に厳しい工程管理で圧入されています。
この部分の個人での加工は精度維持が難しいため、決してシャフトを引き抜くことはしないで下さい。
また、ある程度使用した後のギア BOX を分解いたしますと、プラネタリーギアシャフトが抜け落ちる場合がございますが、こ
れは馴染んだ後ですので、ベアリングを利用して、もとの穴に戻していただければ影響はございません。
① プラネタリーギアの組み込み
ⅰベアリング挿入の確認
BOX の左側(GB-002)にはあらかじめプラネタリーギアシャフト(4本セット GB-010)が圧入されています。
プラネタリーギアシャフトの内側には、それぞれ D カットが施されていますので、この部分にサンギア・ベアリング(GB-006)
がしっくりと納まることを確認します。
ⅱシムの組み込み
右写真のようにインターナル・セクターギア用シム(GB0-11)を組み込みます。
このシムの役割は、インターナル・セクターギア内で攪拌されたグリスが飛散
して、制御基盤等に悪影響を及ぼすことを防ぐことです。
ⅲグリスアップ
プラネタリーギアシャフトにプラネタリーギアをセットします。
その際、シャフトの表面全体とプラネタリーギアの穴の入り口に極少なくしか
も均一にグリスを塗布します。
グリスは、当社製「ギアグリス」を強く推奨します。
この部分には、1 個だけ異なる種類のプラネタリーギア(GB-008-L)を
セットします。
その他の 3 箇所には焼結製のギア(GB-008-S)を組み込んでください。
(写真右下)
<チェック>
ギアのセットアップで重要なことは、「潤滑」です。
しかし、一般的にはグリスの塗布量は多すぎることが目立ちます。
良好な回転を望む上で、気持ちは理解できるのですが、必要以上のグ
リスは悪い結果しかもたらしません。
潤滑は必要にして十分な塗布量に留め、一定期間で全量交換、が基
本です。

② トリガーロックの組み込み
右写真を参考にトリガーロック(GB-016 赤い矢印のパーツ)及びト
リガーロック・スプリング(GB-017)のセットを組み込みます。
トリガーロックのギア BOX と接触する部分には、薄くグリスを塗布して
ください。
③ インターナル・セクターギアの組み込み
右写真を参考に、インターナル・セクターギア(GB-007)を組み込み
ます。
ギアには、方向性があり穴がたくさん空いている方が、手前になるよ
うにセットします。
ギアの内側には、極薄くグリスを塗布します。
グリスの量は刷毛や綿棒でなでる程度でよく、決して塗りすぎないで
下さい。
④ ベアリングプレートの組み込み
ベアリングプレート(GB-009)及びサンギア・ベアリング(GB-006)を
組み込みます。
まず初めにサンギア・ベアリングのみをセットし(右写真)、続いてベア
リングプレートをセットします。
この作業は工具を使用しません。ベアリングプレートはきりかきのある
部分が、ベベルギアに向くようにセットします。右写真を参考にしてく
ださい。
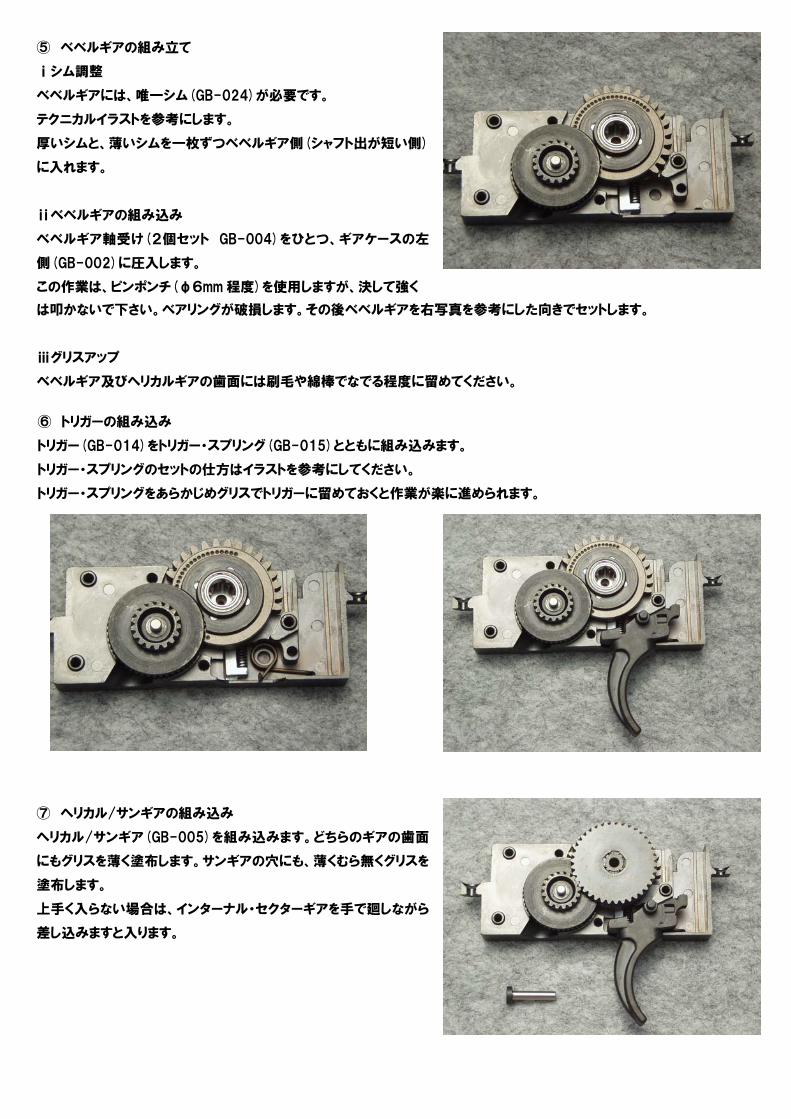
⑤ ベベルギアの組み立て
ⅰシム調整
ベベルギアには、唯一シム(GB-024)が必要です。
テクニカルイラストを参考にします。
厚いシムと、薄いシムを一枚ずつベベルギア側(シャフト出が短い側)
に入れます。
ⅱベベルギアの組み込み
ベベルギア軸受け(2個セット GB-004)をひとつ、ギアケースの左
側(GB-002)に圧入します。
この作業は、ピンポンチ(φ6mm 程度)を使用しますが、決して強く
⑥ トリガーの組み込み
トリガー(GB-014)をトリガー・スプリング(GB-015)とともに組み込みます。
トリガー・スプリングのセットの仕方はイラストを参考にしてください。
トリガー・スプリングをあらかじめグリスでトリガーに留めておくと作業が楽に進められます。
は叩かないで下さい。ベアリングが破損します。その後ベベルギアを右写真を参考にした向きでセットします。
ⅲグリスアップ
ベベルギア及びヘリカルギアの歯面には刷毛や綿棒でなでる程度に留めてください。
⑦ ヘリカル/サンギアの組み込み
ヘリカル/サンギア(GB-005)を組み込みます。どちらのギアの歯面
にもグリスを薄く塗布します。サンギアの穴にも、薄くむら無くグリスを
塗布します。
上手く入らない場合は、インターナル・セクターギアを手で廻しながら
差し込みますと入ります。

⑧ サンギア・シャフトの組み込み
サンギア・シャフト(GB-012)とサンギア・シャフト軸受け(GB-013)
はあらかじめ圧入されています。
まず初めに、シャフト全体に極薄くグリスを塗布します。ギアケース右
側(GB-001)をギアケース左側(GB-002)と合わせた状態で、サン
ギア・シャフトをプラスティック・ハンマーなど、シャフトを傷つけないハ
ンマーを使用し打ち込みます。できるだけケースに対し垂直に打ち込
んでください。
この作業で、ギアの回転はかなり違います。
慌てずに、少しずつ、慎重に打ち込んでください。
⑨ ギアの回転の調整とギアケース・スクリューの組み込み
ケースを手にとって、ヘリカル/サンギアを手で回転させます。スムーズ
に回転するようであれば、⑩に進みます。
そうでない場合は、右写真を参考にケース右側の前方下部を、プラ
スティックハンマー等で極軽くたたきます。
ケースを叩いては、ギアの回転をチェックします。
スムーズな回転が得られるまで、5~6回この作業を繰り返します。
それでもスムーズな回転が得られない場合は、下記の作業を行います。
今度はインターナル・セクターギアを手で回転させます。
回転中、引っ掛かりが感じられる場合は、一度ケースを引き離します。
正確に組み立てられている場合は、ケース右側にサンギア・シャフトが
圧入されたまま分解されます。
ヘリカル/サンギアを一度引き抜き、今一度別の場所で差し込みます。
再度全体を組み立て、回転をチェックします。調子が取れるまで、この作業
を繰り返します。
どの場所にも引っかかりのない、スムーズな回転が得られる場所が必ずあ
りますので、根気良く作業を繰り返してください。
ギアの回転がスムーズになったところで、ギアケース・スクリュー(GB-023 5 本セット)をそれぞれ均一に締め込みます。
⑩ セレクターラックの組み込み
セレクターラック(GB-022)をギア BOX 左側にはめ込み
ます。
この部分には潤滑は必要ありません。
セレクターラックは、溝の一番左側に位置させます。
この位置が、セレクターでは、「セーフティ」の位置になります。
以上でギア BOX の組み立ては完成です。

4. ロアーレシーバーの組み立て
ロアーレシーバーを組み立てます。
当社でも、ロアーレシーバーが組めれば一人前という難所です。
ロアーレシーバーの組み立ては、ギア BOX やモーター、トリガーガード・アッセンブリーなど、いくつかのアッセンブリーを組み
込むことが多いので、組み立て手順を守ることが一番重要です。
組み立てる順番を間違えますと、再度やり直しが必要になり、仕上がりに悪影響を及ぼします。
ぜひ、説明書に従い、手順を守って作業を進めてください。
① トリガーガード・アッセンブリーの組み込み
写真左下を参考に、まず初めにトリガーガード・アッセンブリー(ASS-LR-01)の、トリガーガード・ストッパーピ(LR-015)をロ
アーレシーバーにはめ込みます。
つぎに、トリガーガード・セットピン(LR-018)を写真のようにテフロンの口金付きのプライヤーで圧入します。(写真右下)
② マガジンキャッチの組み込み
マガジンキャッチを組み込みます。
まず初めにマガジンキャッチ(LR-008)をロアーレシーバー左側から
取り付けます。
次に、反対側からマガジンキャッチ・スプリング(LR-010)を、マガジ
ンキャッチのシャフトに通します。
最後に、マガジンキャッチ・ボタン(LR-009)をマガジンキャッチのシャ
フトにねじ込みます。
ある程度ねじ込みましたら、マガジンキャッチ・ボタンをロアーレシーバ
ー右側から強く押し込み、左側に飛び出した、マガジンキャッチを廻し
て締めこみます。
③ ダミーピンの接着
トリガー・ダミーピン(LR-019)、ハンマー・ダミーピン(LR-019)及び
フルオートシア・ダミーピン(LR-020)の3種類、合計6個を接着しま
す。 接着には、ロックタイト403を推奨します。
他社製でもかまいませんが、硬化時に白くならない「白濁防止」と、
記載されている ものを選択してください。
接着剤は、爪楊枝などの先端のとがったもので極僅かすくい取り、ロ
アーレシーバーの穴の中心部分に乗せて(写真右)、それぞれのダミ
ーピンを乗せてプラスティック・ハンマーでたたきます。
くれぐれも接着剤は少なめに。

④ セレクターキャップの接着
セレクターキャップ(LR-021)を接着します。この部品の接着にも、ロックタイト403を推奨します。
接着剤は、セレクターキャップの段差の部分にだけ極少量塗布することがコツです。
ロアーレシーバーにキャップをはめた後は、プラスティック・ハンマーで軽く叩いて終了です。
⑤ ピボットピンの組み付け
ピボットピン(LR-002)を、ピボットピン・ストッパーピン(LR-003)、ピ
ボットピン・ストッパーピン・スプリング(LR-004)とともに、組み込み
ます。
まず、ロアーレシーバーの取り付け穴に、ピボットピン・ストッパーピン・
スプリングを挿入します。
次に、ピボットピン・ストッパーピンを挿入します。
メンテナンスのために、ピボットピンのストッパーピンがかかる溝の部
分に、少量のギア・グリスを塗布しておくことをお勧めします。
最後に、ピボットピン・ストッパーピンを押さえるようにして挿入しま
す。
⑥ ギア BOX の組み込み
前項で完成したギア BOX を組み込みます。左下写真を参考に、セレクター基板をはめ込みます。
ギア BOX の外側の溝に合わせ、セレクター基板のコードを配線します。
セレクターラックはギア BOX の一番左側に位置していることを確認します。
ギア BOX の組み込みは、できるだけ工具を使わずに行います。ギア BOX の平行を維持しながら静かに挿入します。(写真
左下)塗装の膜厚で、うまく入らない場合に限って、ギア部以外の部分をプラスティック・ハンマー等で静かに叩いて挿入し
ます。ギア BOX スクリュー(2 本セット GB-025)を締めこんで終了です。(写真右下)
<チェック ギア BOX を取り外す場合>
メンテナンス等で、ギア BOX を取り外す場合には、以下の要領にて
行います。 右の写真を御覧下さい。
ロアーレシーバーのストックチューブ取り付け用ネジ部の上部を、
プラスティック・ハンマー等で何回か叩きます。何回か叩きますと、
ギア BOX は浮き上がってきます。
決して、力をかけずに静かに叩いてください。
その他の方法は、一切お勧めできません。

⑦ セレクターレバーの組み込み
セレクターレバー(GB-018)を、セレクター・クリックボール・スクリュー(GB-019)、セレクター・クリックボール・スプリング
(GB-020)、セレクター・クリックボール(GB-021)とともに組み込みます。
まず組み立てをはじめる前に、セレクターレバー取り付け穴から見えるセレクターラック(GB-022)を爪楊枝など利用して、
一番左側の位置まで移動させます。(写真左上)
次に、ギア BOX 左側側面の取り付け穴に、セレクターレバーをセーフティの位置(セレクターレバーの矢印が左側を向く位
置)に維持しながら、シャフト部分を挿入します。
事前にシャフト部分には、ギア・グリスを塗布しておきます。
次に、ギアBOX上部の取り付け穴に、セレクター・クリックボール、セレクター・クリックボール・スプリングの順に挿入します。
(写真左下)
セレクター・クリックボールにも事前にギア・グリスを塗布します。
最後に、セレクター・クリックボール・スクリューを、セレクターレバーを左右にゆっくりと回転させながら、ねじ込みます。
⑧ ボルトストップの組み込み
ボルトストップ(LR-011)を、ボルトストップ・スプリング(LR-012)、ボルトストップ・セットピン(LR-013)とともに組み込み
ます。
ロアーレシーバーの取り付け穴に、ボルトストップ・スプリングを挿入します。
スプリングの上にボルトストップを被せるようにセットします。
最後に、ボルトストップ・セットピンを圧入して終了です。セットピンの圧入には、ピンポンチを使用します。
ボルトストップがスムーズに動くかを確認します。

⑨ モーターの組み込み
モーターを組み込みます。
モーターは、必ずモーターのプラス端子(赤い印がある方)が、前方(マズル側)に来るように組み込みます。
左下写真を参考に、モーターを90°横にしてからロアーレシーバーに差し込み、回転させてセットします。少し硬い場合
は、モーターの上部及びロアーレシーバーのモーターとの勘合部分にグリスを少量塗布すると作業が楽に行えます。 モーターをセットした後、モーターセットピン(2本セット LR-023)を組み込みます。
ピンポンチを使用して圧入します。(写真右下)
この作業において重要なことは、ピンを圧入するモーターの裏側に必ず敷板をしいて作業をすることです。
このことを怠りますと、ロアーレシーバーの方が高さが高いため、モーター自身に無理な力が加わり最悪変形してしまいま
す。
必ず、敷板をしいて作業をしてください。
5.スライドストックの組み立て スライドストックをストックチューブと一緒に組み立てます。 ストックには、銃の操作時にとても大きな力がかかりますので、しっかりと組み
立てることに注力してください。 力を入れて工具を使用するときは、力をかける方向だけでなく、工具が外れな
いように工具と部品をしっかりと支えることが大切です。 怪我をしないように十分注意して作業してください。
<チェック モーターの取り付け部の仕上げ>
P.T.W.では、モーターを構造体の一部として利用しています。そのため、一定以上の取り付け強度を確保するため、組み込
みはしっかりと行う必要があります。
ロアーレシーバーのモーター取り付け部分は、塗装仕上げを施す際、モーターベース(モーターを構成する、取り付け部分の
部品)を組み込んで、マスキングしています。
① ストックチューブの組み込み
ⅰストックチューブ(SST-011)をストックチューブナット(SST-012)
及びストックセットプレート(SST-013)にて、
ロアーレシーバーに組み込みます。
ⅱ次に、ストックセットプレートをストックチューブのネジ部に被せます。
ⅲ次に、テイクダウンピン(LR-005)をロアーレシーバーに差し込みま
す。

テイクダウンピン・ストッパーピン(LR-006)及びテイクダウンピンスト
ッパーピン・スプリング(LR-007)をロアーレシーバー後方から取り付
け穴に挿入します。
ⅳストックチューブは、ロアーレシーバーから先端がはみ出さないよう
に注意しながら、なおかつ四角い出っ張りが下にくる位置で止めま
す。この位置を正確に維持しながら、ストックチューブナットを専用レ
ンチで締め上げます。(右写真) この部分は、非常にネジが緩みやすいので、レンチを正確にあてがい
しっかりと閉めます。
② ストックチューブキャップの調整
テイク・ダウンを行う際、シリンダーユニット内のスプリングガイドに組
み込まれた、スプリングガイド・クリックボールがはまるのが、このストッ
クチューブキャップ(SST-015)です。
ストックチューブは、ネジで組み立てられていますので、前後の位置が
一定ではありません。 ですから、このストックチューブキャップは組み込みの際、専用シムを
はめて前後の位置を調整する必要があります。
右下の写真を参考にしていただき、ストックチューブキャップの先端が
ロアーレシーバーからはみ出さない位置に調整してください。 調整は、Oリングをはめずに行い最後にOリングをはめることがコツで
す。
また、ストックチューブ内にはスイッチ・ディバイスを組み込みますの
で、この段階では調整のみを行います。

③ スライドストックの組み立て
M4スライドストック・アッセンブリー(ASS-SST-01)を組み立てま
す。
M4スライドストックにスライドロックピン(SST-002)、スライドロック
ピンスプリング(SST-003)、スライドロック(SST-004)を順に通し、
最後にスライドロックナット(SST-005)でスライドロックピンのネジを
締めます。
スライドロックナットは、右写真の程度まで締め込み、スライドロックナ
ット固定ピン(SST-006)を圧入します。
ピンは、プライヤーによって作業をおこなうことをお勧めします。
右写真を参考にバッテリーストッパーキャップ(SST-008-7.2 2個セ
ット)に O リングを取り付け、スライドストックに回転させながらはめ込
みます。
④ ストックの組み込み スライドロック全体を下方に引っ張り、ストックをストックチューブに滑
り込ませます。
⑤ スポンジシートの貼り付け
スポンジシート R(SST-007-R)及び L(SST-007-L)を貼り付けま
す。
決してシートを引っ張らずに、端から静かに張り込んでいくことが良い
仕上がりにつながります。
6.スイッチ・ディバイスの組み込み スイッチ・ディバイスを中心とした、電装系の組み立てを行います。 まず、この作業中は、いかなる場合でも付属のゴム手袋をはずさない
で下さい。 弱電部品は、静電気にとても弱いからです。(右写真) また、はんだごても使用しますので、やけどをしないような注意も必要
です。 ① コードの取りまわしと検知基板の組み込み
ⅰゴム手袋の装着
基板を手で触れる際は必ず付属のゴム手袋を装着してください。
弱電基板は、静電気に非常に弱いので、基板を破損する危険性が
あるからです。
ⅱセレクタースイッチ基板の接続
S.E.C.U.検知基板(EL-001)には、二つのコードソケットがあります。
そのうち、上側に位置するソケットにセレクタースイッチ基板
(EL-002)のソケットを挿入します。

ⅲコントロールケーブルの接続
スイッチ・ディバイス(EL-003-M4)に接続されている、カプラー付き
の細い3本線(コントロールケーブル EL-004-M4)を下側のソケット
に挿入します。
ⅳ検知基板の組み込み
配線の終わった検知基板をギア BOX に組み込みます。 この作業
は、配線の取り回しが重要です。
基板だけですと、スムーズにギア BOX に納まりますが、配線が終わっ
た後では、コードが引っかかって上手く収まりません。
あらかじめコードにある程度のくせをつけ、ゆっくりと丁寧に作業を行ってください。
御覧のように、セレクタースイッチ基板からのコードが、コントロールケーブルの上にかぶるように配線します。
コードのソケットはそれほど丈夫ではありませんので、コードを接続したまま強く引っ張りますと、ソケットが破損してしまいま
すので、十分に気をつけてください。
同様に、検知基板をギア BOX に挿入する際も、コードソケットに無理な力がかからないように、慎重に挿入してください。
右の写真は、コードを上手く外に出した状態です。ご参考ください。
② スイッチ・ディバイスの組み込み 左下の写真を御覧下さい。 コントロールケーブルの接続が終わったスイッチ・ディバイスを、スイッチ・ディバイスに接続され
たカールコードからストックチューブの中に押し込みます。 コードを傷つけないように注意しながら作業を行ってください。 スイッチ・ディバイスに接続されている 2 本の太い線(モーターコード)は右の写真のようにロアーレシーバーの穴からグリップ
の方向に導き出します。コードがねじれないように配線することが大切です。 左の写真は、上から見たものです。この作業では、この写真を十分に参考にしてテイクダウンピンでコードを傷つけないよう
に配線してください。

③ ストックチューブキャップの組み込み
ストックの項でシム調整が終了した、ストックチューブキャップに O リン
グを取り付けストックチューブにはめ込みます。
④ 配線の確認 ストックチューブキャップをはめ込むことで、コードの浮き上がりを防止
します。 前項でもご説明したように、すべての配線が終了した段階で、テイク
ダウンピンの動きでコードが傷つかないように再度確認をします。 最後に、ラインセットプレートを取り付けます。 ⑤ モーターコードのはんだ付け モーターコードをはんだ付けします。
<チェック はんだ付け>
コードの配線をはんだ付けで行うには「予備はんだ」と言う基礎技術がありますので、ご紹介いたします。
まず初めに、はんだ付けするコードの先端にあらかじめ一定の量のはんだをつけておきます。
同様に、はんだ付けする相手材にもはんだを盛ります。
最後にふたつを接合させた状態で、こてで接合部分を加熱し融着させます。
このように作業をしますと、必要以上に加熱することを防げますし、なにより手が 3 本
欲しくなるような状況に陥らずにすみます。
これは、はんだ付けの基礎技術ですので、あらかじめ他の部分で練習をすることをお勧めします。
ぜひこれを機会に習得しましょう。

<チェック モーターブラシ及びブラシスプリングの分解>
モーターコードは、モーターの部品のうちブラシケースと呼ばれる部分にはんだ付けします。
モーターは、回転のたびにローターの中のコミュテーターと呼ばれる部分に、ブラシスプリングで圧迫されたブラシから通電
されています。
このコミュテーターには、極僅かな隙間があり、ブラシはローターが回転する際この隙間を乗り越えなければならないので、
僅かではありますが前後に動きます。
ブラシとブラシスプリングを分解せずにモーターコードのはんだ付け作業を行い、もしもブラシ部分にはんだが流れ込みます
と、このブラシの動きを阻害しますので、モーターには十分な電気が流れず、能力を発揮できなくなります。
ですから、モーターコードのはんだ付け作業の前に、ブラシ及びブラシスプリングを取り外して置くことが必要なのです。
はんだ付け作業が終了しましたら、元通りに組み立てを行ってください。
⑥ グリップとグリップエンドの組み込み
ⅰP.T.W.においては、モーター及びグリップ(LR-022)は、それぞれ構
造体の一部です。ですから、この部分の勘合はかなりきついです。
モーターコードに無理な力がかからないように注意しながら、グリッ
プを取り付けます。
右下の写真は、グリップを取り付けた後のモーターとグリップの位
置関係をグリップエンド側からみたものです。参考にしてください。
ⅱグリップエンド(LR-024)をグリップエンドスクリュー(LR-027 4 本
セット)で取り付けます。
グリップの動きを確認しながら、4本のスクリューを均等の力で締め
ます。
ⅲローターアジャストスクリュー(LR-026)を締めこみます。
このスクリューは強く締める必要はありません。

7.動作の確認 ① アッパーレシーバーとロアーレシーバーの合体 下の写真を参考にピボットピンをピボットピンストッパーピンがかかる位置まで引き抜きます。 アッパーレシーバーをロアーレシーバーに被せ、ピボットピンを押し込みます。 その際、穴位置が正確に合っていないまま、ピボットピンをハンマーでたたきますと、ロアーレシーバーが破損します ので、決して無理には叩き込まないで下さい。 この段階ではまだアッパーレシーバーは閉じないで下さい。
② シリンダーユニットの組み込み シリンダーユニットをアッパーレシーバーに挿入します。
③ 機関部動作の確認
ⅰバッテリーを接続します。
セレクターを「SAFE」ポジションから「SEMI」ポジションに切り替えま
す。 トリガーを引きますと、セクターギアが一回転します。
何回かテストしてください。
ⅱ今度は、セレクターを「AUTO」もしくは「BURST」ポジションに切り替
えます。
トリガーを引いている間、セクターギアは回転し、毎回一定の位置で
停止することを確認してください。
ⅲアッパーレシーバーを閉じます。
右の写真を参考にして銃を支えます。
ある程度勢いをつけて、閉じます。
ⅳ前回と同様に、セレクターのそれぞれのポジションでの動作を確認します。
P.T.W.は基本的な耐久テストを「空撃ち」で行っています。
BB 弾がロードされている場合よりも、約 4 倍の衝撃が機関部各部にかかることを想定しての試験です。
ですから、回転のテスト程度では一切の故障は致しませんのでご安心下さい。
④ テイク・ダウンの「固さ」の調整 前項でアッパーレシーバーが閉じなかった場合は、ストックチューブキャップを取り外し、シム調整をやり直します。 当然きつかったのですから、シムの枚数を減らします。

⑤ HOP の調整
P.T.W.には、当社独自の HOP システムである「SYSTEMA アキュラ
シー・コントロール・システム(S.A.C.S)」が採用されています。
通常、当社推奨の 0.2g / BB 弾をご使用いただければ、工場出荷の
状態で調整は必要としません。
その他のBBをご使用いただく場合や、弾道にご満足いただけない場
合は、ロアーレシーバーのマガジンハウジング部のスクリューで調整し
ます。
スクリューは右回転で HOP が緩くなり、左回転で HOP のかかりが強く
なります。調整には、付属のレンチをご使用ください。
すべての作業は終了です。
8.各種工具のご紹介 本説明書内に記載されている、当社が実際の製品組み立てに使用
している工具をご紹介いたします。 どの工具も長年の経験から、選択されたものですので、きっと参考に
していただけると思います。
① ピンポンチ 通常のピンポンチです。 特に細い径のものは消耗が激しいので、バラで購入しやすいことが
重要です。
これは、少々特殊なポンチです。 御覧のように先端がテーパー形状ですので、穴に挿入されたテイクダ
ウンピンなどを叩く際、一定の深さで止まりますので、部品の破損を
防ぐと言う意味で重宝します。
② ハンマー ハンマー3種類です。 ピンを初めとする部品を叩く作業においては、ハンマーの打撃力をコ
ントロールすることがことさら重要です。 そのような際、ハンマーヘッドを数種類から選択することで、確実なコ
ントロールが可能になります。 部品を傷つけないためだけでなく、打撃力のコントロールのための準
備なのです。

③ アッパーレシーバー用クランプ これは、本文中でもご紹介いたしましたクランプです。 バレルのインストールの際、これを使用しますと躊躇無く力がかけられ る優れ物です。 ぜひご購入をお勧めします。
④ P.T.W.専用レンチ 米国実銃メーカーのブッシュマスター社製です。 ブッシュマスター社製のレンチを輸入し、さらに一箇所シリンダーヘッ
ドを締め込む部分を当社で追加加工したものです。加工部分は仕上
げが出来ませんでしたが、実用上はなんの問題ありません。 本キットの組み立てには、ぜひとも揃えておきたい工具です。
シリンダーヘッドレンチ
バレルナットレンチ
スプリングガイド レンチ
ストックチューブナットレンチ
⑤ テフロン口金付きプライヤー これは、当社でも頻繁に使用する工具です。 ロールピンなどを圧入する際は、片方の口がねを取り外して使用しま
す。 そのため、ちょっと贅沢ですが、2本持っているとかなり便利です。
⑥ 接着剤 接着剤の選択は重要です。 その中でも、長年問題を起こさない高い信頼性を確認している、製
品をご紹介します。 「シアノン722」「ロックタイト403」「ロックタイト406」
⑦ グリス(シリンダー・グリス / ギアグリス) 言わずと知れた、SYSTEMA ベストセラーパーツです。
この二つで大抵の状況に対応が可能です。
9.終わりに
① 勝手と段取り
これは、本来最初に書くべき事柄ですが、紙面の都合上最後になってしまいました。
当社でも、組み立てのベテランはその机の上を見ればすぐに分かります。
何事にも言えることですが、整理整頓は作業の基本です。
さらに実際の作業を進める上では、右手で使うものは右側に、左手で使うものはその逆にと配置します。
これを職人さんは「勝手」と呼びます。
単純なことです。右利きの人が、はんだ付け作業をする際、はんだごてのコードが左側から来ていれば、作業にはかなりの
制約が加わることになリます。
さらに、ひとつの作業をするときには、必要の無いものはできるだけ片付けておくこと、つまり段取りを確実にとっておくこと
は、作業の先が読めているわけですから、当然その作業に失敗は少なくなるわけです。
「勝手」と「段取り」職人さんから学ぶことは、何も技だけではないのです。
② メンテナンス
P.T.W.のすべてを組み立てた貴殿ですから、どの部分をメンテナンスすればよいかはもうお分かりのことと思いますが、最後
に確認として記します。
ⅰグリス塗布部分はすべてのグリスをふき取った後、全量交換。
継ぎ足しは厳禁です。
ⅱバレルクリーニングはまめに行ってください。
P.T.W.のチャンバーパッキンは通常よりも肉厚で設計されていますので、少々のことではへこたれませんが、やはりゴム部
分は慎重に作業してください。
ⅲP.T.W.には実銃との重量及びバランスを等しくするために、相当量の鉄製パーツを使用しております。
この鉄製の部品は、ほとんどの場合、パーカーライジング(燐酸マンガン処理)で仕上げられております。
これらの部品の表面には、CRC-556 などの防錆油を塗布してください。
ⅳチャンバー部分へのシリコンオイルの塗布
300発に一回程度、市販のシリコンスプレーをチャンバー部分にのみ塗布していただけると、快調な作動を維持できま
す。
ⅴモーターのカーボンブラシ及びモーター本体は消耗品です。
目安として、20000 発の発射後は交換していただくと、快適な作動が維持できます。
③故障が起きた場合には
組み立てキットと言えども、当社の製品であることに変わりはございません。
作業の説明が分かりにくかったり、組み立て後どうしても作動しない場合などは、どうぞ当社までご連絡下さい。
ただし、本キットは確実な作動を保証するものではございませんので、作動までにかかる工賃及び必要な部品などは、有償
にての対応となりますことをあらかじめご了承ください。
以上。

SYSTEMA P.T.W. Optional Accessories
Item# 商品名 詳細 価格
NM16-M4A1 Training Weapon NM16M4-A1 ¥120,000
NM16-M4A1-S Training Weapon NM16M4-A1 (semi-version) Semi-auto version ¥120,000
NM16-M4A1-O Training Weapon NM16M4-A1 (orange-Flash-hider) Orange colored Flash-hider ¥120,000
NM16-A2 Training Weapon NM16A2 ¥120,000
NM16-A2-S Training Weapon NM16A2 (semi-version) Semi-auto version ¥120,000
NM16-A2-O Training Weapon NM16A2 (orange-Flash-hider) Orange colored Flash-hider ¥120,000
NM16-A3 Training Weapon NM16A3 ¥120,000
NM16-A3-S Training Weapon NM16A3 (semi-version) Semi-auto version ¥120,000
NM16-A3-O Training Weapon NM16A3 (orange-Flash-hider) Orange colored Flash-hider ¥120,000
NM16-AC001 30 連マガジン for M16 ¥4,000
NM16-AC002 120 連マガジン for M16 ¥4,000
NM16-AC003 バッテリー for A2/A3 7.2V / 2400mA ¥4,900
NM16-AC004 バッテリー for M4A1 7.2V / 2400mA ¥5,238
NM16-AC005 バッテリー for M4A1 M130 9.6V / 1600mA ¥5,500
NM16-AC007 バッテリー for A2/A3 M130 9.6V / 2400mA ¥7,850
NM16-CU90M4 シリンダーユニット (M90Spring) for M4A1 ¥16,500
NM16-CU100M4 シリンダーユニット (M110Spring) for M4A1 ¥16,500
NM16-CU130M4 シリンダーユニット (M130Spring) for M4A1 ¥16,500
NM16-CU90A2 シリンダーユニット (M90Spring) for A2/A3 ¥16,500
NM16-CU100A2 シリンダーユニット (M110Spring) for A2/A3 ¥16,500
NM16-CU130A2 シリンダーユニット (M130Spring) for A2/A3 ¥16,500
BB-1 BB 弾 (120,000pcs) ¥38,000
BB-2 BB 弾 1 ケース (3,000 発入り、30 袋) ¥30,000
BB-3 BB 弾 (3,000 発) ¥1,000

http://www.systema-engineering.com
SYSTEMA Co.