Embed Size (px)
Citation preview

I
II
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
CARRERA DE INGENIERÍA EN ALIMENTOS
TESIS DE GRADO PREVIA LA OBTENCIÓN DEL TÍTULO DE INGENIERA
EN ALIMENTOS.
TEMA:
DISEÑO DE UN SISTEMA DE BUENAS PRÁCTICAS DE MANUFACTURA
PARA LA EMPRESA DE CARNES Y EMBUTIDOS “LA RANCHERITA”.
Autora:
MARÍA GABRIELA VERA DÁVILA
Director de Tesis:
ING. JAIME GUAMIALAMÁ MARTÍNEZ
Quito, Octubre del 2010.
III
DECLARACIÓN.
Del contenido de la presente Tesis Yo, María Gabriela Vera Dávila, con cédula de
identidad 172079673-7 me responsabilizo y declaro que esta propuesta es mi propio
trabajo y hasta donde yo sé y creo, no contiene material previamente publicado o escrito
por otra persona, ni material que haya sido aceptado para el otorgamiento de premios de
cualquier otro grado o diploma de la Universidad u otro Instituto de Enseñanza
Superior.
ATT.
María Gabriela Vera Dávila
-------------------------------------
C.I. 172079673-7
IV
INFORME DEL DIRECTOR DE TESIS.
Señor Ingeniero
JORGE VITERI MOYA, MSc.
DECANO DE LA FACULTAD DE CIENCIAS DE LA INGENIERIA.
Presente.
INFORME
Por medio del presente, como DIRECTOR DE TESIS, cuyo tema es "DISENO DE
UN SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA PARA LA
EMPRESA DE EMBUTIDOS LA RANCHERITA" de la señorita: VERA DAVILA
GABRIELA, me permito informar a usted que la mencionada señorita ha finalizado su
proyecto de tesis cumpliendo con todos los requisitos correspondientes previo a la
obtención del título de INGENIERA EN ALIMENTOS.
Por la atención que se digne dar a la presente, le anticipo mi reconocimiento.
Atentamente,
Ing. Jaime Guamialamá Martínez.
DOCENTE DE LA UTE.
V
CARTA DE LA EMPRESA.
Quito, 9 de Febrero del 2010
Señor Ingeniero:
Jorge Viteri Moya, MSC.
Decano de la Facultad de Ciencias de la Ingeniería.
Presente:
Yo José Arsenio Hinojosa Cando gerente propietario de la empresa "Fábrica de
Embutidos LA RANCHERITA" certifico que la señorita María Gabriela Vera Dávila
con cedula 172079673-7, estudiante de Ingeniería de Alimentos de la Universidad
Tecnológica Equinoccial, realizó en mi empresa el trabajo de tesis bajo el tema de
"Elaboración de una Guía de Buenas Prácticas de Manufactura en la empresa Fabrica de
Embutidos LA RANCHERITA" en la ciudad de Quito Parroquia de Tumbaco 2009, desde
Mayo hasta Noviembre del 2009, tiempo en el cual ha demostrado ser una persona capaz,
dinámica y responsable en todos sus cargos encomendados en la empresa en el tiempo antes
mencionado de sus pasantías.
Es todo lo que puedo certificar
Atentamente,
VI
DEDICATORIA.
Mi Carrera Universitaria y mi Proyecto de Tesis está dedicado primero a Dios por
darme la responsabilidad y fuerza para seguir adelante, a mis padres por ser mi luz, mi
apoyo incondicional y sobre todo el sostén y el camino que me ha formado, a mi
hermana por no solo ser eso, sino una amiga incondicional con la que sé que puedo
contar y a todos mis amigos y amigas que de una manera u otra, siempre estuvieron en
los momentos buenos y malos para darme ánimos o para ayudarme.
VII
AGRADECIMIENTO.
Culminando una etapa más de mi vida, agradezco este proyecto y toda mi carrera
universitaria a Dios por ser quien ha estado a mi lado en todo momento dándome las
fuerzas necesarias para continuar luchando día tras día y seguir adelante en todas las
metas que me he propuesto.
Agradezco a mi mamá Myriam Dávila y a mi papá Pedro Vera, ya que gracias a ellos
soy quien soy hoy en día.
Ellos que con su sincera entrega, me han brindado todo lo que a su alcance han tenido,
ellos los que han velado por mi bienestar y han llenado mis días de amor y felicidad.
Gracias a ellos que me han enseñado grandes valores como el amor, la amistad, la
generosidad, la honradez y especialmente la sencillez.
Gracias también a mi hermanita Daniela, con la que he compartido mis mejores
momentos, estando siempre a mi lado compartiendo todo aquello que solo se vive entre
hermanas.
También les agradezco a mis amigos y amigas más cercanos; a esos amigos que siempre
me han acompañado y con los cuales siempre he contado desde el día en que los conocí.
Gracias a la Universidad Tecnológica Equinoccial y a mis profesores, Ingeniero Jorge
Viteri, Ingeniero Bolívar Haro, Ingeniero Jaime Guamialamá y a todos que despiertan
en mí el orgullo y la satisfacción de haber aprendido sus conocimientos y también sus
enseñanzas.
VIII
RESUMEN.
Mi trabajo de tesis fue realizado en la Empresa de Cárnicos y Embutidos “La
Rancherita”, en la cual, se realizaron evaluaciones para observar cómo se encontraba la
misma en el tema de Buenas Prácticas de Manufactura ya que el propietario está
interesado en realizar cambios en la empresa para mejorar la calidad de productos,
mejorar sus conocimientos y los de sus trabajadores.
Según las hojas de evaluación del Ministerio de Salud Publica basado en el Registro
Oficial, la empresa tiene un cumplimiento del 36.1% teniendo deficiencias en puntos
importantes como las Instalaciones Sanitarias, recepción de materia prima,
aseguramiento de calidad entre otras.
Después de la elaboración del Manual de Buenas Prácticas de Manufactura,
capacitaciones al personal, cambios de detergentes y desinfectantes para maquinarias,
instalaciones, utensilios y forma de usarlos, entre otros, se realizó una segunda
evaluación de la empresa donde se pudo constatar que las mejoras crecían frente a las
deficiencias en algunos puntos, por lo cual, el cumplimento tuvo un aumento del 36.1%
al 42.4%.
Los resultados que se obtuvieron fueron satisfactorios ya que se mejoró la higiene en la
que se realiza los productos, se economizó en materiales que no eran aptos para el
mantenimiento de las instalaciones y sobre todo la satisfacción del propietario al saber
que produce embutidos de calidad y del cliente por adquirirlos.
IX
SUMMARY.
My thesis work was made in the factory Carnes y Embutidos “La Rancherita" where for
the evaluations, were made to look as it was the same on the issue of GMP because the
owner is interested in making changes the company to improve product quality,
improve their knowledge and their employees.
According to the evaluation sheets of the Ministerio de Salud Pública based on the
Registro Oficial, the company has a compliance of 36.1% have a deficiency in
important points such as health facilities, receipt of raw materials, quality assurance,
among others.
After the made of the Manual of Good Manufacturing Practices, staff training, changes
of detergents and disinfectants for machinery, equipment, utensils and how to use them,
among others, was performed a second evaluation of the company where it was found
that improvements grew address shortcomings in some areas, thus, compliance was up
36.1% to 42.4%.
The results obtained were satisfactory as it improved hygiene which makes the products
had been reduced in materials that were not suitable for the maintenance of the facilities
and especially the owner's satisfaction in knowing that quality produce and
meats Customer to acquire them.
X
ÍNDICE GENERAL.
DECLARACIÓN. III
INFORME DEL DIRECTOR DE TESIS. IV
CARTA DE LA EMPRESA V
DEDICATORIA VI
AGRADECIMIENTO VII
RESUMEN VIII
SUMMARY IX
ÍNDICE GENERAL X
ÍNDICE DE CONTENIDOS XI
ÍNDICE DE POES XIV
ÍNDICE DE ANEXO XVI
ÍNDICE DE TABLAS XVIII
XI
ÍNDICE DE CONTENIDOS.
CAPÍTULO I. Págs.
1. INTRODUCCIÓN.
1.1) Planteamiento del Problema. 1
1.2) Antecedentes. 2
1.3) Justificación. 2
1.4) Delimitación de tema. 3
1.5) Hipótesis. 3
1.6) Objetivos de la investigación. 3
1.7) Metodología de la Investigación. 4
CAPÍTULO II.
2. MARCO DE REFERENCIA
2.1) Marco Teórico 6
2.1.1) Buenas Prácticas de Manufactura. 6
2.1.2) Seguridad Alimentaria 10
2.1.3) Historia de los Embutidos. 10
2.1.4) Historia de las Buenas Prácticas de Manufactura. 11
2.1.5) Buenas Prácticas de Manufactura en el Ecuador 12
XII
2.1.6) Contaminación de los alimentos y tipos de contaminación. 12
2.1.7) Tipos de Contaminación. 13
2.1.8) Alimentos potencialmente peligrosos 14
2.1.9) Enfermedades de tipo alimentario especifico de la carne y embutidos 15
2.1.10) Procesos Operativos Estandarizados de Saneamiento para la Empresa
“La Rancherita”. 18
2.2) Marco Conceptual. 20
CAPÍTULO III.
INFORME EMPRESA “LA RANCHERITA”.
3.1) Historia de la Planta. 23
3.2) Visión 23
3.3) Misión. 24
3.4) Ubicación 24
3.5) Productos de La Rancherita. 24
3.6) Proceso de Elaboración de los Productos. 25
3.7) Diagnostico de la Planta 36
3.8) Inspección de la planta 36
3.9) Informe y análisis. 36
XIII
3.10) Evaluación. 39
3.10.1) Conclusiones. 61
3.10.2) Recomendaciones. 61
3.11) Mejoras para la Empresa La Rancherita. 62
CAPÍTULO IV.
4. PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE
SANEAMIENTO PARA “LA RANCHERITA”.
4.1) Objetivos de los POES. 74
4.2) Importancia de los POES. 74
4.3) Implementación de POES para la empresa. 75
4.4) Descripción de los productos a utilizar. 77
4.5) Modo de Limpieza. 79
4.6) Asignación de áreas. 80
4.7) Objetivo general de fichas POES 80
4.8) Alcance general de fichas POES 80
4.9) Diluciones de productos a utilizar 81
XIV
ÍNDICE DE POES.
1) POE de Recepción de Materia Prima. 82
2) POE molinos. 83
3) POE cúter. 85
4) POE embutidora 87
5) POE porcionadora 89
6) POE cortadora. 91
7) POE marmitas 93
8) POE empacadora al vacio 95
9) POE mesas, coches para masa y coches de transporte. 97
10) POE pisos, paredes, puertas, techos, ventanas. 99
11) POE instalaciones sanitarias. 101
12) POE gavetas plásticas y basureros. 103
13) POE vehículos isotérmicos 104
14) POE piscina de enfriamiento. 105
15) POE cámara de frio y congelación 106

XV
CAPÍTULO VI.
5. CONCLUSIONES Y RECOMENDACIONES.
5.1) Conclusiones 107
5.2) Recomendaciones. 109
5.3) Bibliografía. 111
XVI
ÍNDICE DE ANEXOS.
1) Estado actual de la empresa. 114
2) Formulario del Sistema oficial de alimentos del Ministerio de salud. 116
3) Manual de BPM para la empresa “La Rancherita”. 117
4) Propuesta de distribución de la empresa “La Rancherita” representativa. 118
5) Propuesta de distribución de la empresa “La Rancherita” a escala. 119
6) Hoja de especificación de proveedores. 121
7) Ficha técnica de recepción de materia prima. 122
8) Ficha técnica análisis organoléptica (carne). 123
9) Ficha técnica de limpieza de maquinaria. 124
10) Ficha técnica limpieza de instalaciones. 125
11) Ficha técnica limpieza de instalaciones sanitarias. 126
12) Ficha técnica para control de POES 127
13) Ficha técnica de control de higiene del personal. 128
14) Hoja de registro de devoluciones de producto terminado 129
15) Hoja de registro de T° ambiental y humedad relativa. 130
16) Hoja de registro de fechas de caducidad producto terminado 131
17) Hoja de registro de calibraciones. 132
18) Etiquetas de identificación para materia prima A o R 133
19) Norma INEN 440:1984 Colores de identificación de tuberías 134
20) Disolución cloro liquido 141
21) Fichas técnicas de producto de limpieza Metaquat 142
22) Fichas técnicas de producto de limpieza Inspector Choice 145
23) Fichas técnicas de producto de limpieza Chlorinated 149
XVII
24) Fichas técnicas de jabón liquido para manos. 152
25) Fichas técnicas de almidón de trigo. 155
26) Fichas técnicas de proteína de soya. 156
27) Fichas técnicas de empaque y embalaje para producto. 157
28) Fichas técnicas de grasa no toxica para lubricación de maquinaria. 158
29) Fichas técnicas de aceite para lubricación de maquinaria grado alimenticio 159
30) Presupuesto de mejoras inmediatas para la empresa “La Rancherita”. 160
31) Presupuesto de mejoras a corto plazo para la empresa “La Rancherita”. 161
32) Presupuesto de mejoras a mediano plazo para la empresa “La Rancherita”. 162
33) Presupuesto económico general de la implementación del manual BPM
para la empresa “La Rancherita”. 163
34) Capacitación escrita de BPM 166
35) Capacitación escrita de Aplicación de POES y diluciones de Detergentes. 172
36) Hoja de encuesta para los operarios de “La Rancherita”. 177
37) Fotos de la Empresa. 178
XVIII
ÍNDICE DE TABLAS
1) Uso de BPM en las áreas. 7
2) Cuadro de Información de Enfermedades Alimentarias. 16
3) Simbología de Diagramas de Proceso. 25
4) Porcentaje de cumplimiento inicial de la empresa 38
5) Porcentaje de cumplimiento de la situación y condiciones de “La Rancherita” 39
6) Porcentaje de cumplimiento de Equipos y utensilios para “La Rancherita”. 47
7) Porcentaje de cumplimiento del personal de “La Rancherita”. 49
8) Porcentaje de cumplimiento de materia prima e insumos de “La Rancherita” 51
9) Porcentaje de cumplimiento de las operaciones de producción de “La
Rancherita” 53
10) Porcentaje de cumplimiento del envasado, etiquetado y empaquetado de “La
Rancherita” 55
11) Porcentaje de cumplimiento del almacenamiento, distribución y transporte
de la empresa “La Rancherita”. 57
12) Porcentaje de cumplimiento del aseguramiento y control de calidad
de la empresa “La Rancherita”. 59
13) Mejoras del aseguramiento y control de calidad 62
14) Mejora del almacenamiento, distribución y transporte. 63
15) Mejora de Operaciones de producción. 64
16) Mejora del Personal. 65
17) Mejora situación y condiciones de la empresa 67
18) Mejora de envase, etiquetado y empaquetado. 70
XIX
19) Mejoras materias primas e insumos. 71
20) Mejoras de equipos y utensilios. 72
21) Mejoras General de la empresa La Rancherita. 73
22) Productos de limpieza implementada en la empresa. 75
1
CAPÍTULO I.
1. INTRODUCCIÓN.
A partir del 2008, en el Ecuador rige el Reglamento de Buenas Prácticas de
Manufactura para alimentos procesados, el cual garantiza seguridad alimentaria,
condiciones higiénicas sanitarias adecuadas y disminución de los riesgos de
contaminación durante la producción en los alimentos.
1.1 PLANTEAMIENTO DEL PROBLEMA.
En la actualidad, una empresa alimenticia que aspire a competir en el mercado, deberá
tener como objetivo primordial la aplicación de normas que garanticen la seguridad e
inocuidad sanitaria de sus productos, ya que es un requerimiento a nivel mundial.
La gestión de calidad de una empresa está basada en primer lugar, en las Buenas
Prácticas de Manufactura (BPM), que son el punto de partida para la implementación
de otros sistemas de aseguramiento de calidad, como el sistema de Análisis de Riesgos
y Control de Puntos Críticos (ARCPC ó HACCP) y las Normas de la Serie ISO 9000,
como modelos para el aseguramiento de la calidad.
Por esta razón se ve la necesidad de la implementación de registros de calidad, para la
eliminación de todo tipo de contaminaciones y peligros, garantizando productos sanos
e inocuos y cumpliendo con las exigencias de los clientes.
2
1.2 ANTECEDENTES.
Gracias a las experiencias de sus anteriores trabajos, el señor José Hinojosa tuvo la idea
de formar una empresa de embutidos que en un futuro sea reconocida por la calidad de
sus productos y apetecibles por el mercado nacional.
La empresa nació el 19 de marzo del 2001 con una producción de 300 kg al día, pero
actualmente la producción a tenido un incremento de 2000 kg al día, razón por lo cual,
se ha propuesto la implementación de una Guía de Buenas Prácticas de Manufactura,
para la satisfacción de las necesidades de los clientes y mejora de los productos en
calidad e inocuidad.
1.3 JUSTIFICACIÓN.
Las exigencias que demandan las leyes de alimentación tanto nacionales como
internacionales son una razón básica para la elaboración de una Guía de Buenas
Prácticas de Manufactura, ya que son de gran importancia porque benefician a la
sociedad en general, tanto a consumidores como a empresarios con la elaboración de
productos de calidad.
Es importante tener alimentos sanos e inocuos porque evitamos toda clase de
enfermedades a los clientes así como impedimos la formación de complicaciones por
demandas y problemas que pueden causar dificultades en la empresa como pérdida de
dinero y mal prestigio.
El diseño de una Guía de Buenas Prácticas de Manufactura permite el mejor desarrollo
y la eficiencia de la empresa en la calidad de productos, por lo cual, se incrementará la
ganancia y se garantizara productos saludables, razón por la cual la Empresa de
Cárnicos y Embutidos “La Rancherita” está interesada en realizarla.
3
1.4 DELIMITACIÓN DEL TEMA
El diseño de la Guía de Buenas Prácticas de Manufactura y los Procesos Operativos
Estandarizados de Sanitización, se realizará en la empresa de carnes y embutidos “La
Rancherita” ubicada en la Parroquia de Tumbaco en la ciudad de Quito – Ecuador.
1.5 HIPÓTESIS.
La empresa de cárnicos y embutidos la Rancherita, no dispone de una Guía de Buenas
Prácticas de Manufactura por lo que sus productos no tienen garantía para la salud del
consumidor pero mediante el diseño y posterior aplicación de la misma, se podrá
obtener productos confiables, de calidad y competitivos.
1.6 OBJETIVOS DE LA INVESTIGACIÓN.
Objetivo General.
Elaborar una Guía de Buenas Prácticas de Manufactura para la Empresa “La
Rancherita” en el año 2010.
Objetivos Específicos.
- Realizar un diagnóstico del cumplimiento de BPM en la empresa.
- Conocer y determinar las condiciones actuales del personal.
- Analizar la distribución física de la planta alimenticia y el orden de la misma para
buscar mejoras.
- Elaborar los Procesos Operativos Estandarizados de Sanitización.
4
1.7 METODOLOGÍA DE LA INVESTIGACIÓN.
MÉTODO DESCRIPTIVO.
Las visitas realizadas a “La Rancherita”, fueron frecuentes durante 3 meses para poder
evaluar las deficiencias que esta presenta. Durante este tiempo se realizó un estudio
descriptivo para determinar la situación actual de la empresa y con esto poder
determinar los cambios necesarios para cumplir con los objetivos propuestos.
La metodología fue el trabajo junto con el gerente y los obreros de la empresa,
conociendo como es el manejo de la materia prima, la higiene personal de los
trabajadores, forma de limpieza de las áreas, maquinarias, utensilios y materia prima,
haciendo un seguimiento basado en las leyes como el Registro Oficial.
TÉCNICA DE EVALUACIÓN.
Las técnicas que utilicé para la evaluación de la empresa fueron las hojas de registro del
Ministerio de Salud en lo que se refiere a leyes y reglamentos.
Para poder completar mi trabajo de investigación, acudí a un estudio y búsqueda de
información en bibliotecas, prácticas realizadas anteriormente, libros, artículos, internet,
personas especializadas en BPM, tesis de temas similares, los que me permitieron tener
un conocimiento más claro sobre todo lo que engloba el tema de Buenas Prácticas de
Manufactura.
5
OBSERVACIÓN INDIRECTA.
Para el diseño de un sistema de Buenas Prácticas de Manufactura para la empresa de
carnes y embutidos “La Rancherita” se hizo uso de una observación indirecta durante 4
días a la semana por 3 meses, mediante la cual, se distinguieron cada una de las
variables en las diferentes áreas pero sin manejo físico en un principio.
6
CAPÍTULO II.
2. MARCO DE REFERENCIA.
El marco de referencia se divide en marco teórico y marco conceptual.
2.1 Marco teórico.
2.1.1 BUENAS PRÁCTICAS DE MANUFACTURA
Las Buenas Prácticas de Manufactura (BPM), están conformadas por un conjunto de
normas aplicables a plantas donde se preparan y procesan alimentos. Los contenidos
correspondientes, también son aplicables al caso de almacenes de alimentos. Las
Buenas Prácticas de Manufactura son una herramienta básica para la obtención de
productos seguros para el consumo humano, que se basan en la higiene y forma de
manipulación de los alimentos.
- Son útiles para el diseño y funcionamiento de los establecimientos y para el desarrollo
de procesos y productos relacionados con la alimentación
- Contribuye a un aseguramiento de una producción de alimentos saludables e inocuos
para el consumo humano.
- Se asocian con el Control a través de inspecciones del establecimiento.
En la siguiente tabla resumimos las Buenas Prácticas de Manufactura.
7
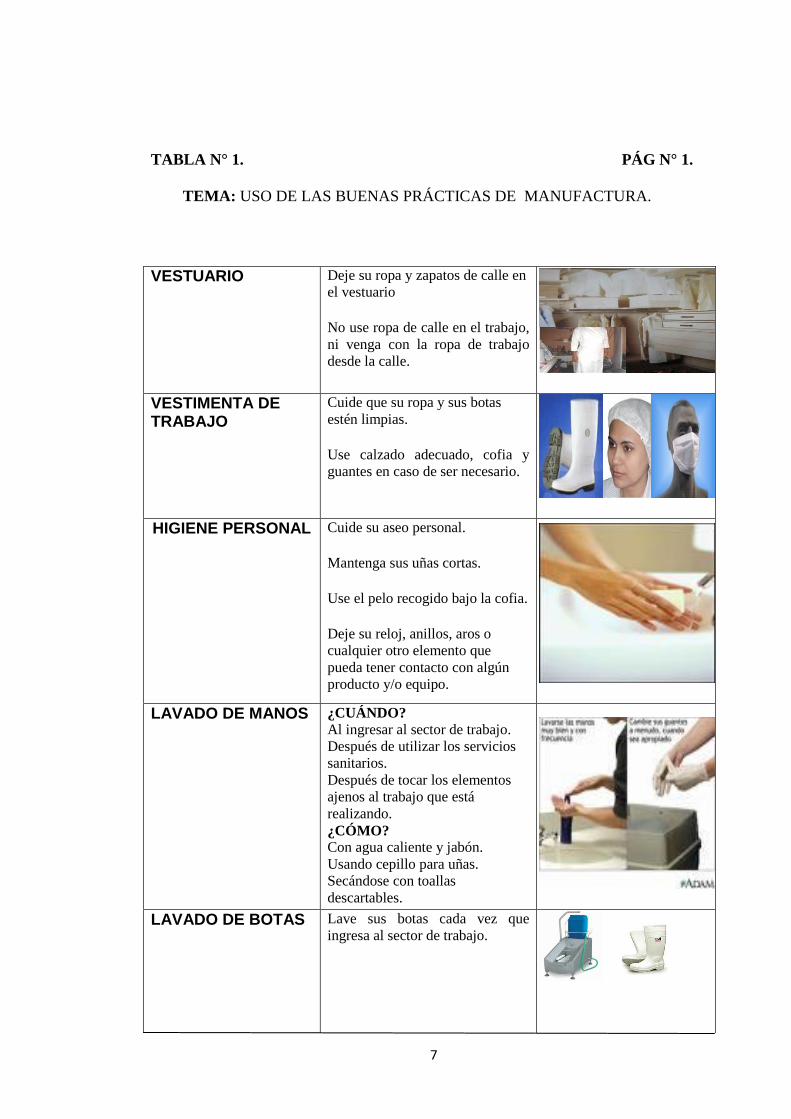
TABLA N° 1. PÁG N° 1.
TEMA: USO DE LAS BUENAS PRÁCTICAS DE MANUFACTURA.
VESTUARIO Deje su ropa y zapatos de calle en
el vestuario
No use ropa de calle en el trabajo,
ni venga con la ropa de trabajo
desde la calle.
VESTIMENTA DE TRABAJO
Cuide que su ropa y sus botas
estén limpias.
Use calzado adecuado, cofia y
guantes en caso de ser necesario.
HIGIENE PERSONAL
Cuide su aseo personal.
Mantenga sus uñas cortas.
Use el pelo recogido bajo la cofia.
Deje su reloj, anillos, aros o
cualquier otro elemento que
pueda tener contacto con algún
producto y/o equipo.
LAVADO DE MANOS
¿CUÁNDO?
Al ingresar al sector de trabajo.
Después de utilizar los servicios
sanitarios.
Después de tocar los elementos
ajenos al trabajo que está
realizando.
¿CÓMO?
Con agua caliente y jabón.
Usando cepillo para uñas.
Secándose con toallas
descartables. LAVADO DE BOTAS
Lave sus botas cada vez que
ingresa al sector de trabajo.
8
TABLA N° 1. PÁG N° 2.
TEMA: USO DE LAS BUENAS PRÁCTICAS DE MANUFACTURA.
ESTADO DE SALUD
Evite, el contacto con alimentos si
padece afecciones de piel,
heridas, resfríos, diarrea, o
intoxicaciones.
Evite toser o estornudar sobre los
alimentos y equipos de trabajo.
CUIDAR LAS HERIDAS
En caso de tener pequeñas
heridas, cubrir las mismas con
vendajes y envoltura
impermeable.
RESPONSABILIDAD
Realice cada tarea de acuerdo a
las instrucciones recibidas.
Lea con cuidado y atención
las señales y carteles indicadores.
ATENCIÓN CON LAS INSTALACIONES
CUIDE SU SECTOR
Mantenga sus utensilios de
trabajo limpios.
Arroje los residuos en el cesto
correspondiente.
9
Fuente: MSc. Ing. Pablo F. Pólit Corral – Buenas Prácticas de Manufactura.
Elaborado por: María Gabriela Vera Dávila.
TABLA Nº 1. PÁG N° 3
TEMA: USO DE LAS BUENAS PRÁCTICAS DE MANUFACTURA.
RESPETE LOS "NO" DEL SECTOR Y VER SIEMPRE LAS SEÑALES.
NO fumar.
NO beber.
NO comer.
NO salivar.
LIMPIEZA FÁCIL -Para facilitar las tareas de
limpieza se recomienda:
- Pisos impermeables y lavables.
- Paredes claras, lisas y sin
grietas.
- Rincones redondeados.
ATENCIÓN CON EL PRODUCTO
CUIDADO CON EL
ALIMENTO
-Evite la contaminación cruzada
- Almacene en lugares separados
al producto y la materia prima.
- Evite circular desde un sector
sucio a un sector limpio.
10
2.1.2 SEGURIDAD ALIMENTARIA.
La seguridad alimentaria se define como el acceso de todas las personas en todo
momento a los alimentos necesarios para llevar una vida sana y activa. La FAO la
define, que existe seguridad alimentaria si: "Todas las personas tienen en todo momento
acceso físico y económico a suficientes alimentos inocuos y nutritivos para satisfacer
sus necesidades alimentarias".
2.1.3 HISTORIA DE LOS EMBUTIDOS. 1
La historia de los embutidos comenzó a partir del descubrimiento de la sal en el año
3000 a. de C., cuando en el comercio se vendían alimentos cárnicos sazonados como la
carne y el pescado.
En la prehistoria el hombre conservaba la carne cortándola en tiras y dejándola secar al
sol, pero posteriormente con el descubrimiento del fuego, las posibilidades de
conservación aumentaban, pudiendo beneficiarse del uso del humo y la cocción.
En el siglo XV, el ganado se criaba fuera de las ciudades, se mataba a los animales en
salas de despiece, y se vendían las piezas a las carnicerías. Pero con los cerdos era
diferente, el cerdo seguía criándose en las villas, se mataba en las calles y el embutido
era elaborado por la familia. Los embutidos se realizaban de forma casera usando
especies naturales como hierbas secas que daban sabor a los alimentos, los mismos que
se envolvían en tripas naturales y se ahumaban o eran curados con vinos.
11
2.1.4 HISTORIA DE LAS BUENAS PRÁCTICAS DE MANUFACTURA.
Las Buenas Prácticas de Manufactura se originaron por acontecimientos graves y
enfermedades a causa de la poca higiene en los alimentos. En el año de 1906 se
presentaron las primeras complicaciones en Estados Unidos y todo esto se relacionó
con el conocimiento de varios casos de enfermedades e intoxicaciones de adultos y
niños, por alimentos y medicamentos en pésimas condiciones de elaboración y mal
estado en lo que se refiere a higiene.
Estos sucesos hicieron que se tome la decisión de publicar el acta sobre alimentos,
drogas y cosméticos en el cual por primera vez aparece el concepto de inocuidad en el
año de 1938.
En el año de 1962 se produce un acto decisivo, cuando aparece la noticia de los efectos
producidos por la Talidomida, que es un medicamento muy eficaz pero con terribles
efectos secundarios para las mujeres en estado de gestación.
Esto impulsó al surgimiento de la primera Guía de Buenas Prácticas de Manufactura la
cual ha tenido varias modificaciones y actualizaciones hasta llegar al actual Guía de
BPM para la producción, envasado, almacenamiento, transporte y distribución de
productos alimenticios.
En 1969 la F.A.O inicia la publicación de una serie de normas que incluían principios
generales de higiene alimentaria que posteriormente se transformaron en el Codex
Alimentarius publicado en su versión completa, en 1989 que incluye las Buenas
Prácticas de Manufactura.
12
2.1.5 BUENAS PRÁCTICAS DE MANUFACTURA EN EL ECUADOR.
Las Buenas Prácticas de Manufactura en Ecuador tienen su origen en el año 2002 por
decreto ejecutivo Nº 3253 del Registro Oficial 696 en el cual se publicó el Reglamento
de Buenas Prácticas de Manufactura para alimentos procesados donde se argumenta
también que es importante que el país cuente con una Normativa actualizada para que la
industria alimenticia elabore alimentos, sujetándose a normas de buenas prácticas de
manufactura, las que facilitarán a lo largo, el control de toda la cadena de producción,
distribución y comercialización, así como el comercio internacional, acorde a los
avances científicos y tecnológicos, a la integración de los mercados y a la globalización
de la economía.
2.1.6 CONTAMINACIÓN DE LOS ALIMENTOS Y TIPOS DE
CONTAMINACIÓN.
Contaminación de los alimentos.
La contaminación de los alimentos depende de los tipos y formas de producción pero en
general la producción de alimentos libres de contaminantes, no solo depende del lugar
de su producción sino también de los procesos de elaboración y de las personas que
manipulan en forma inadecuada, iniciándose en el uso de semillas e inseminaciones,
cosechas y faenamiento, hasta la preparación, servicio y consumo de alimentos. Se dice
que un alimento está contaminado cuando existen sustancias o agentes extraños
causando alteración a los alimentos y transmitiendo enfermedades y hasta la muerte del
consumidor.23
1bvs.sld.cu/revistas/ali/vol9_1_95/ali10195.htm.
2www.fqcode.com.ar/esp-cont/glosario.asp
13
2.1.7 TIPOS DE CONTAMINACIÓN.
- Contaminación Química.
Es producida cuando el alimento se pone en contacto con cualquier tipo de sustancias
químicas. Esta contaminación se puede dar durante los procesos de producción,
elaboración industrial y/o casera, almacenamiento, envasado, transporte.
Las sustancias implicadas en la contaminación pueden ser productos de limpieza o
residuos de las mismas en especial en los lugares donde se realizan los alimentos,
plaguicidas, aditivos que se coloquen en los alimentos de forma excesiva, envases no
adecuados para el tipo de producto, restos de medicamentos de uso veterinario como
antibióticos u hormonas, utensilios en mal estado, etc.
- Contaminación Física.
La contaminación física se da por la presencia de cuerpos extraños en los productos que
casi siempre son accidentalmente mezclados en el proceso de elaboración por descuido
del manipulador.
Los elementos que pueden formar una contaminación física son: vidrio, metales, polvo,
piedras, fibras, pelos, joyas, hilachas, plástico, sangre, etc.
- Contaminación Microbiológica.
La contaminación microbiológica es la presencia de microorganismos en los alimentos
tales como bacterias, hongos, mohos, levaduras, parásitos y virus.
Los microorganismos deterioran la calidad del producto, ocasionan enfermedades y
hasta la muerte de las personas que lo consumen.
14
Los microorganismos son seres vivos que no son visibles para el ojo humano y su
peligro radica en que generalmente no altera de manera perceptible al alimento. La
contaminación por bacterias patógenas es la causa más común de intoxicación
alimentaria. La fuente más común de bacterias es el hombre, pero también podemos
encontrar bacterias en el agua contaminada, aire, instalaciones físicas, insectos,
roedores, equipos, utensilios, maquinarias, etc.
- Contaminación Radiactiva.
La contaminación Radioactiva en los alimentos es por la presencia de radiaciones
producto de las descargas radioactivas de ensayos nucleares efectuados por países
desarrollados en áreas de países subdesarrollados muy en especial en sectores marítimos
afectando a la alimentación acuática.
2.1.8 ALIMENTOS POTENCIALMENTE PELIGROSOS.
Los alimentos potencialmente peligrosos (APP) son aquellos que en razón de su
composición o sus características físicas, químicas o biológicas pueden favorecer el
crecimiento de microorganismos y la formación de las toxinas, que representan un
riesgo para la salud del mundo.
Los Alimentos Potencialmente Peligrosos requieren condiciones especiales de
conservación, almacenamiento, transporte, preparación y servicio para prevenir los
riesgos sanitarios; se identifican los productos cárnicos, lácteos, peces, alimentos
preparados, agua y hielo.
15
El análisis de los brotes de enfermedades trasmitidas por alimentos de origen biológico
identifican a Salmonella SPP, Vibrio choleare y al Staphilococus Áureos como los más
frecuentes en productos hechos en base a carne de ave, res, cerdo, ovino y caprino,
pescados y mariscos, quesos y derivados lácteos.
El principal indicador microbiológico de agua y hielo, coliformes totales, nos señala
malas prácticas de higiene durante el proceso de elaboración y envasado.
2.1.9 ENFERMEDADES DE TIPO ALIMENTARIO ESPECÍFICO DE LA
CARNE Y EMBUTIDOS.
¿Qué es una enfermedad producida por alimentos?
Es una enfermedad causada por la ingestión de alimentos o bebidas contaminados por
microbios, productos químicos o toxinas. Estas enfermedades son peligrosas para todo
el mundo, pero especialmente para niños pequeños, mujeres embarazadas, ancianos,
personas con enfermedades del hígado o con un sistema inmunológico débil.
4
3 A Casp y J. Abril – Proceso de conservación de alimentos.
4 http://www.sabor-artesano.com/embutidos-historia.htm
5http://www.guerrero.gob.mx/?P=programasgobierno&prg=330
6http://www.ucsfchildcarehealth.org/pdfs/factsheets/FoodBornIllSP012406.pdf
16
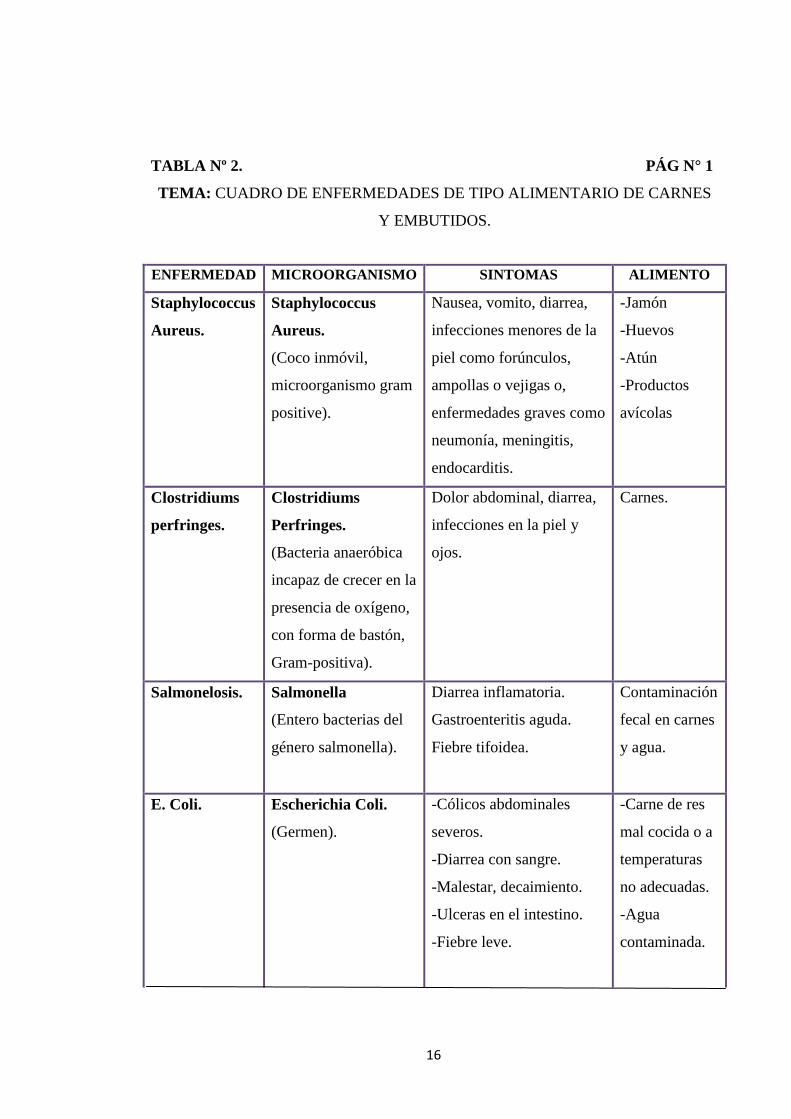
TABLA Nº 2. PÁG N° 1
TEMA: CUADRO DE ENFERMEDADES DE TIPO ALIMENTARIO DE CARNES
Y EMBUTIDOS.
ENFERMEDAD MICROORGANISMO SINTOMAS ALIMENTO
Staphylococcus
Aureus.
Staphylococcus
Aureus.
(Coco inmóvil,
microorganismo gram
positive).
Nausea, vomito, diarrea,
infecciones menores de la
piel como forúnculos,
ampollas o vejigas o,
enfermedades graves como
neumonía, meningitis,
endocarditis.
-Jamón
-Huevos
-Atún
-Productos
avícolas
Clostridiums
perfringes.
Clostridiums
Perfringes.
(Bacteria anaeróbica
incapaz de crecer en la
presencia de oxígeno,
con forma de bastón,
Gram-positiva).
Dolor abdominal, diarrea,
infecciones en la piel y
ojos.
Carnes.
Salmonelosis. Salmonella
(Entero bacterias del
género salmonella).
Diarrea inflamatoria.
Gastroenteritis aguda.
Fiebre tifoidea.
Contaminación
fecal en carnes
y agua.
E. Coli.
Escherichia Coli.
(Germen).
-Cólicos abdominales
severos.
-Diarrea con sangre.
-Malestar, decaimiento.
-Ulceras en el intestino.
-Fiebre leve.
-Carne de res
mal cocida o a
temperaturas
no adecuadas.
-Agua
contaminada.
17
Fuente: Ing. Germania Cárdenas - Cuaderno de Microbiología.
Elaborado por: María Gabriela Vera Dávila
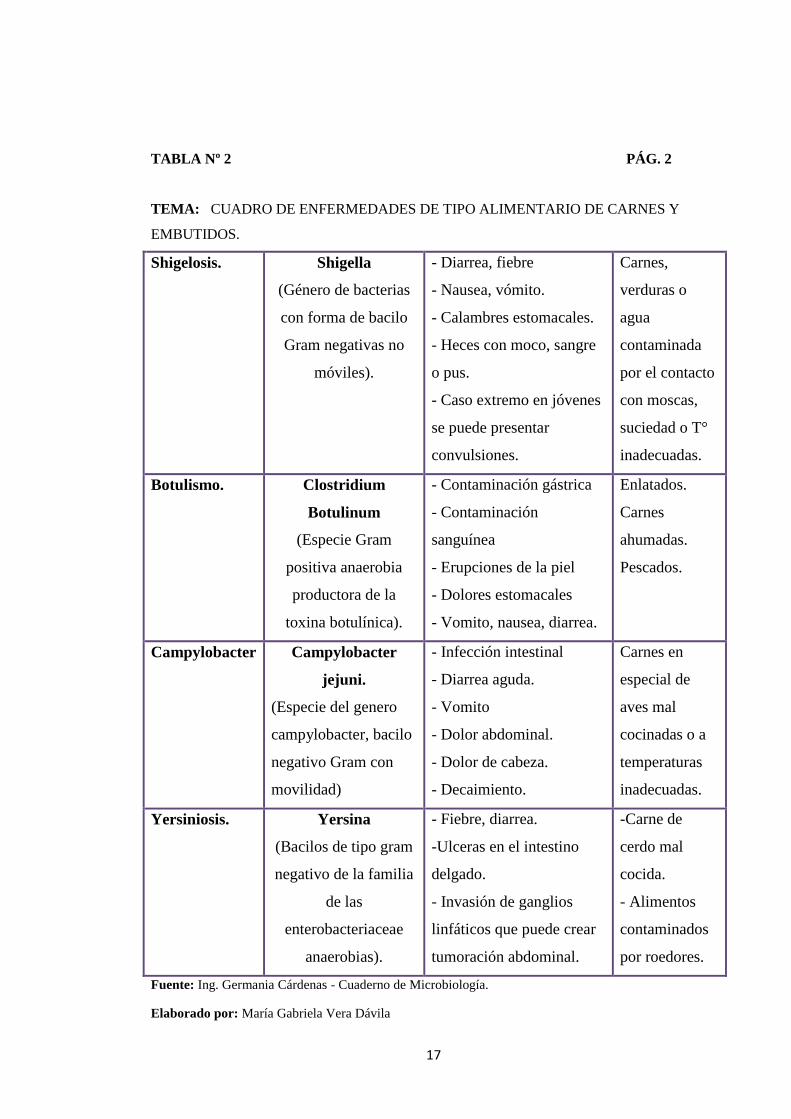
TABLA Nº 2 PÁG. 2
TEMA: CUADRO DE ENFERMEDADES DE TIPO ALIMENTARIO DE CARNES Y
EMBUTIDOS.
Shigelosis.
Shigella
(Género de bacterias
con forma de bacilo
Gram negativas no
móviles).
- Diarrea, fiebre
- Nausea, vómito.
- Calambres estomacales.
- Heces con moco, sangre
o pus.
- Caso extremo en jóvenes
se puede presentar
convulsiones.
Carnes,
verduras o
agua
contaminada
por el contacto
con moscas,
suciedad o T°
inadecuadas.
Botulismo. Clostridium
Botulinum
(Especie Gram
positiva anaerobia
productora de la
toxina botulínica).
- Contaminación gástrica
- Contaminación
sanguínea
- Erupciones de la piel
- Dolores estomacales
- Vomito, nausea, diarrea.
Enlatados.
Carnes
ahumadas.
Pescados.
Campylobacter Campylobacter
jejuni.
(Especie del genero
campylobacter, bacilo
negativo Gram con
movilidad)
- Infección intestinal
- Diarrea aguda.
- Vomito
- Dolor abdominal.
- Dolor de cabeza.
- Decaimiento.
Carnes en
especial de
aves mal
cocinadas o a
temperaturas
inadecuadas.
Yersiniosis. Yersina
(Bacilos de tipo gram
negativo de la familia
de las
enterobacteriaceae
anaerobias).
- Fiebre, diarrea.
-Ulceras en el intestino
delgado.
- Invasión de ganglios
linfáticos que puede crear
tumoración abdominal.
-Carne de
cerdo mal
cocida.
- Alimentos
contaminados
por roedores.
18
2.1.10 PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE
SANEAMIENTO PARA LA EMPRESA “LA RANCHERITA”.
Los POES aplicados a la Empresa La Rancherita especifican como, quien, donde,
cuando, para que, y porque se debe realizar la limpieza de las áreas, maquinarias,
instalaciones y utensilios.
Los Procedimientos Operativos Estandarizados de Saneamiento son medios necesarios
por los cuales se describen los cuidados de higiene que se deben aplicar antes, durante
y después de las operaciones de producción de cárnicos y embutidos.
Esto incluye la definición de los procedimientos de sanidad y la asignación de
responsables.
Los POES no solo garantizan la calidad, sino también la consistencia y uniformidad de
los distintos procesos.
La empresa La ´´Rancherita´´ debe aplicar POES, para proteger a los alimentos de
contaminaciones por equipos, utensilios e instalaciones mal lavadas o sin desinfección.
Es importante lavar y desinfectar apropiadamente las superficies en contacto con los
alimentos ya que éstas pueden estar visiblemente limpias pero no son aceptadas
microbiológicamente lo cual sigue siendo un peligro potencial para la elaboración de
productos.
El sistema POES se divide en dos procesos diferentes que interactúan entre sí:
19
- La limpieza que consiste en la eliminación de toda materia objetable como polvo,
tierra, residuos diversos.
- La desinfección que consiste en la reducción de microorganismos a niveles que no
constituyan riesgo de contaminación en el proceso productivo de los alimentos.
Los POES deben cumplir con la rutina que garantice la efectividad del proceso en sí
mismo y se compone de los siguientes pasos:
- Procedimientos de limpieza y desinfección que se ejecutará antes, durante y después
de la elaboración de alimentos.
- Frecuencia de ejecución y verificación de los responsables de las tareas.
- Vigilancia periódica del cumplimiento de los procesos de limpieza y desinfección de
los equipos, utensilios y maquinarias así como de pisos, paredes, mesas, entre otros.
20
2.2 Marco conceptual.
Definición de términos conceptuales.
(BPM) Buenas Prácticas de Manufactura: Las Buenas Prácticas de
Manufactura es un conjunto de normas que se aplican a todos los procesos de
manipulación de alimentos y los cuales son una herramienta fundamental para la
obtención de un proceso inocuo, saludable y sano garantizando la salud del consumidor.
Enfermedades de transmisión alimentaria:
Según la FAO (Food and Agriculture Organization of the United Nations), las
enfermedades de transmisión alimentaria provocadas por comida o agua contaminada,
constituyen el mayor peligro actual para la salud a nivel mundial. Se las llama así
porque el alimento actúa como vehículo de transmisión de organismos dañinos y
sustancias tóxicas.
Calidad: La calidad de un producto o servicio es la percepción que el cliente
tiene del mismo, es una fijación mental del consumidor que asume conformidad con
dicho producto o servicio y la capacidad del mismo para satisfacer sus necesidades.
Contaminación cruzada: Es contaminación cruzada al paso de organismos
nocivos para la salud de un alimento a otro, estos agentes infecciosos se encuentran en
los productos crudos y son eliminados por medio de la cocción o un buen lavado.
Contaminación directa: Sucede cuando un alimento contaminado infecta a uno
que no lo está debido al contacto entre ambos, ocurre cuando se mezclan productos
cocidos y crudos ya sea en el refrigerador, en la preparación de los mismos o en los
platos listos para consumo.
Contaminación indirecta: Acontece cuando se trasmiten los contaminantes por
medio de las manos, utensilios, equipos de cocina, mesadas, tablas de cortar, etc.
21
Razón por la cual la higiene de los mismos luego de haber estado en contacto con
alimentos crudos es indispensable.
Embutido: Es un pedazo, generalmente de carne picada y condimentada con
hierbas aromáticas y diferentes especies o una masa homogénea de carne de res o cerdo,
que es introducida o embutida en la piel de tripas de cerdo que son de tipo natural u
otras que son embutidas en tripas artificiales.
Hazard Analisis and Critical Control Point – (HACCP): es un enfoque
sistemático que con base científica nos permite identificar riesgos específicos y medidas
de control con el fin de asegurar la inocuidad de los alimentos. HACCP es un
instrumento para evaluar riesgos y establecer sistemas de control que se orientan hacia
la prevención en lugar de basarse en el análisis del producto final.
Inocuidad: Es la condición de los alimentos que garantiza que no causaran daño
al consumidor cuando se preparen y /o consuman de acuerdo con el uso al que se
destinan.
Inspección: En términos generales la inspección es acreditar, examinar y valorar
la adecuación y aplicación de las medidas para alguna cosa que lo necesite de acuerdo a
normas o leyes.
Partes por millón; o más conocidas como (PPM), que es la medida de
sustancias utilizadas para la sanitizacion.
Presión: se mide en una unidad derivada que se denomina pascal (Pa) que es
equivalente a una fuerza total de un newton actuando uniformemente en un m2.
Riesgo: es la contingencia de un daño. A su vez contingencia significa que el
daño en cualquier momento puede materializarse o no hacerlo nunca.
22
Sanitización: control de limpieza en todos los utensilios, maquinaria, suelos,
paredes y mesas dónde se realiza el alimento.
Temperatura: medida del calor o energía térmica de las partículas en una
sustancia. Como lo que medimos en su movimiento medio, la temperatura no depende
del número de partículas en un objeto y por lo tanto no depende de su tamaño. Por
ejemplo, la temperatura de un cazo de agua hirviendo es la misma que la temperatura de
una olla de agua hirviendo, a pesar de que la olla sea mucho más grande y tenga
millones y millones de moléculas de agua más que el cazo.
Tiempo: es la magnitud física que mide la duración o separación de las cosas
sujetas a cambio, de los sistemas sujetos a observación.
23
CAPÍTULO III.
3.1 HISTORIA DE LA PLANTA.
“La Rancherita” es una empresa de productos cárnicos y embutidos de todo tipo que
nació el 19 de Marzo del 2001. En su inicio “La Rancherita” comenzó con 3 operarios
y poca maquinaria produciendo como máximo en el día 300 kg de productos de
consumo popular, pero con el tiempo y la constancia fue cambiando y se pudo obtener
maquinaria tecnificada acrecentando con esto la calidad - variedad de los productos y
la producción. Meses atrás se producían 3200 kg al día y se trabajaba con 18 operarios
para la realización de los productos, pero la crisis económica del país hizo que la
empresa tuviera una baja en producción y operarios. Actualmente se trabaja con 12
operarios y se producen alrededor de 1800 a 2000 kg por día. La Rancherita tiene dos
clases de productos, popular y especial; los productos populares son los de mayor
demanda. De una producción de 2000 kg/día, 1300 kg corresponden a popular (65%).
Los productos de mayor aceptación en el mercado, son: mortadela, embutidos para
parrillada, salchicha vienesa popular y chuletas ahumadas.
Se ha considerado la posibilidad a corto plazo de implementar nuevas estrategias para el
incremento de la producción como ventas directas, visitas al cliente, promociones y la
realización de una página web.
3.2 VISIÓN:
La visión de la empresa “La Rancherita”, es ser una empresa líder en calidad y
efectividad alimenticia en todo el Ecuador conservando el medio ambiente y
preservando la salud de todos los consumidores.
24
3.3 MISIÓN:
La misión de “La Rancherita” es elaborar y comercializar productos de alta calidad e
inocuidad, con la utilización de materia prima seleccionada, para preservar la salud del
consumidor y que sean accesibles para toda clase social.
3.4 UBICACIÓN.
País: Ecuador Ciudad: Quito.
Provincia: Pichincha Cantón: Quito
Parroquia: Tumbaco. EL Centro, Calderón 1490 y Pizarro.
3.5 PRODUCTOS.
PRODUCTOS DE LA RANCHERITA
La Rancherita tiene una amplia variedad de productos embutidos y carnes preparadas en
la cuales encontramos:
- Mortadela de Pollo grande y pequeña. - Jamonada.
- Mortadela especial grande y pequeña. - Salchicha Franfoar.
- Longaniza. - Salchicha con queso
- Salchicha popular. - Chorizo Argentino.
- Rancherito Ahumado. - Tacos pollo y carne
- Picada. - Salchichas de coctel
- Chuleta Ahumada. - Mortadela Boloña.
- Tocino. - Salchicha de Pollo.
- Longaniza Praga. - Salchicha Especial.
- Chorizo Ambateño. - Bodón de Chancho.
- Chorizo Paisa. - Morcilla
- Salchicha Comercial. - Chorizo Español.
- Salchicha Roja. - Salami.
25
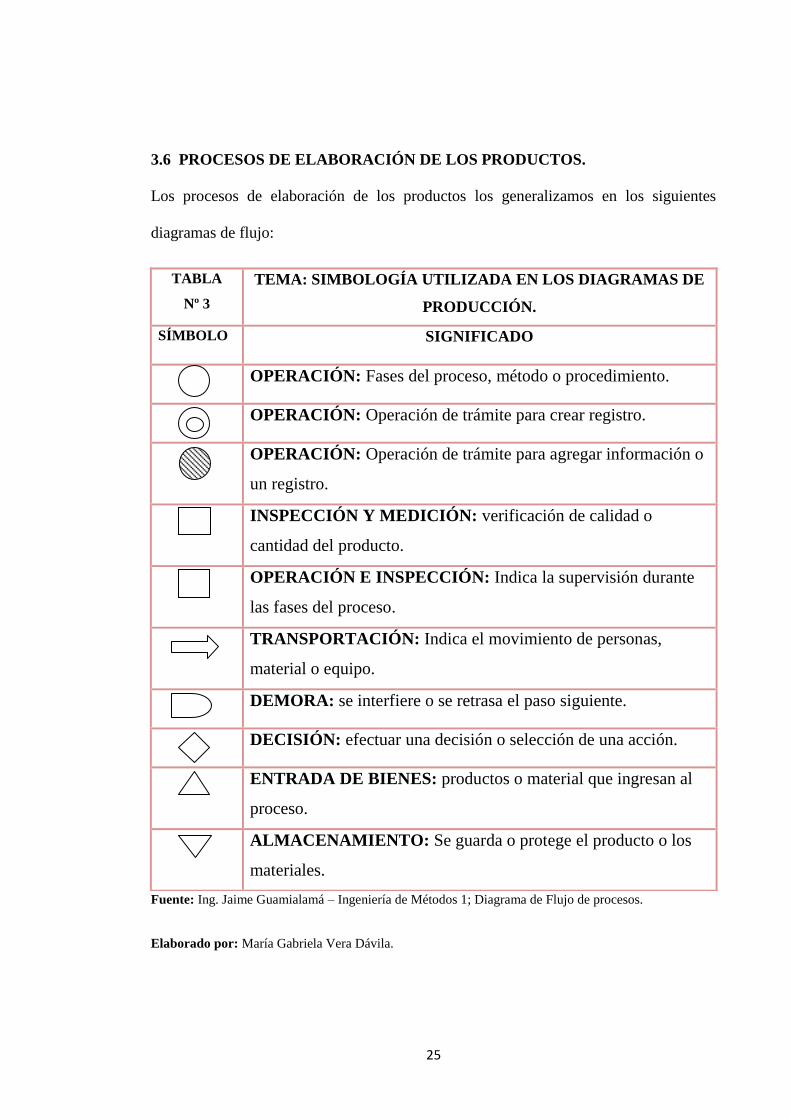
3.6 PROCESOS DE ELABORACIÓN DE LOS PRODUCTOS.
Los procesos de elaboración de los productos los generalizamos en los siguientes
diagramas de flujo:
Fuente: Ing. Jaime Guamialamá – Ingeniería de Métodos 1; Diagrama de Flujo de procesos.
Elaborado por: María Gabriela Vera Dávila.
TABLA
Nº 3
TEMA: SIMBOLOGÍA UTILIZADA EN LOS DIAGRAMAS DE
PRODUCCIÓN.
SÍMBOLO SIGNIFICADO
OPERACIÓN: Fases del proceso, método o procedimiento.
OPERACIÓN: Operación de trámite para crear registro.
OPERACIÓN: Operación de trámite para agregar información o
un registro.
INSPECCIÓN Y MEDICIÓN: verificación de calidad o
cantidad del producto.
OPERACIÓN E INSPECCIÓN: Indica la supervisión durante
las fases del proceso.
TRANSPORTACIÓN: Indica el movimiento de personas,
material o equipo.
DEMORA: se interfiere o se retrasa el paso siguiente.
DECISIÓN: efectuar una decisión o selección de una acción.
ENTRADA DE BIENES: productos o material que ingresan al
proceso.
ALMACENAMIENTO: Se guarda o protege el producto o los
materiales.
26
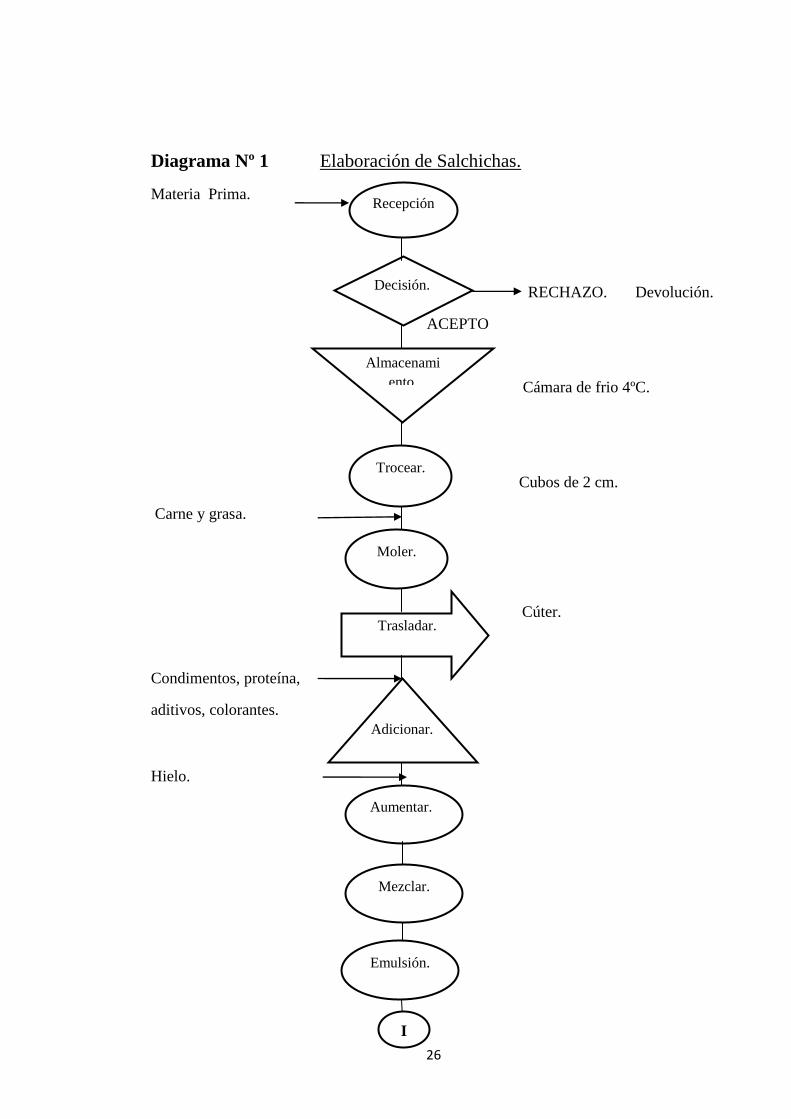
Diagrama Nº 1 Elaboración de Salchichas.
Materia Prima.
RECHAZO. Devolución.
ACEPTO
Cámara de frio 4ºC.
Cubos de 2 cm.
Carne y grasa.
Cúter.
Condimentos, proteína,
aditivos, colorantes.
Hielo.
Decisión.
Trasladar.
Recepción
Almacenami
ento.
Trocear.
Moler.
Adicionar.
Aumentar.
Mezclar.
Emulsión.
I
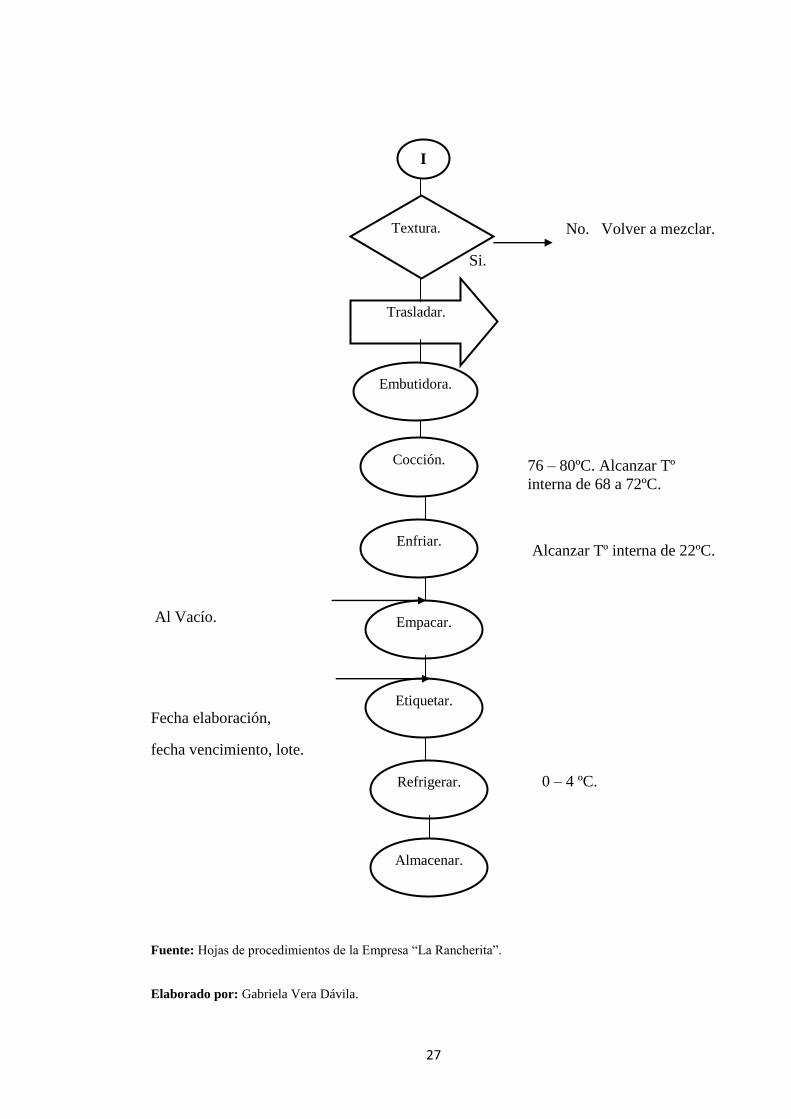
27
No. Volver a mezclar.
Si.
76 – 80ºC. Alcanzar Tº
interna de 68 a 72ºC.
Alcanzar Tº interna de 22ºC.
Al Vacío.
Fecha elaboración,
fecha vencimiento, lote.
0 – 4 ºC.
Fuente: Hojas de procedimientos de la Empresa “La Rancherita”.
Elaborado por: Gabriela Vera Dávila.
Trasladar.
Cocción.
Enfriar.
Empacar.
Etiquetar.
Refrigerar.
Almacenar.
I
Textura.
Embutidora.
28
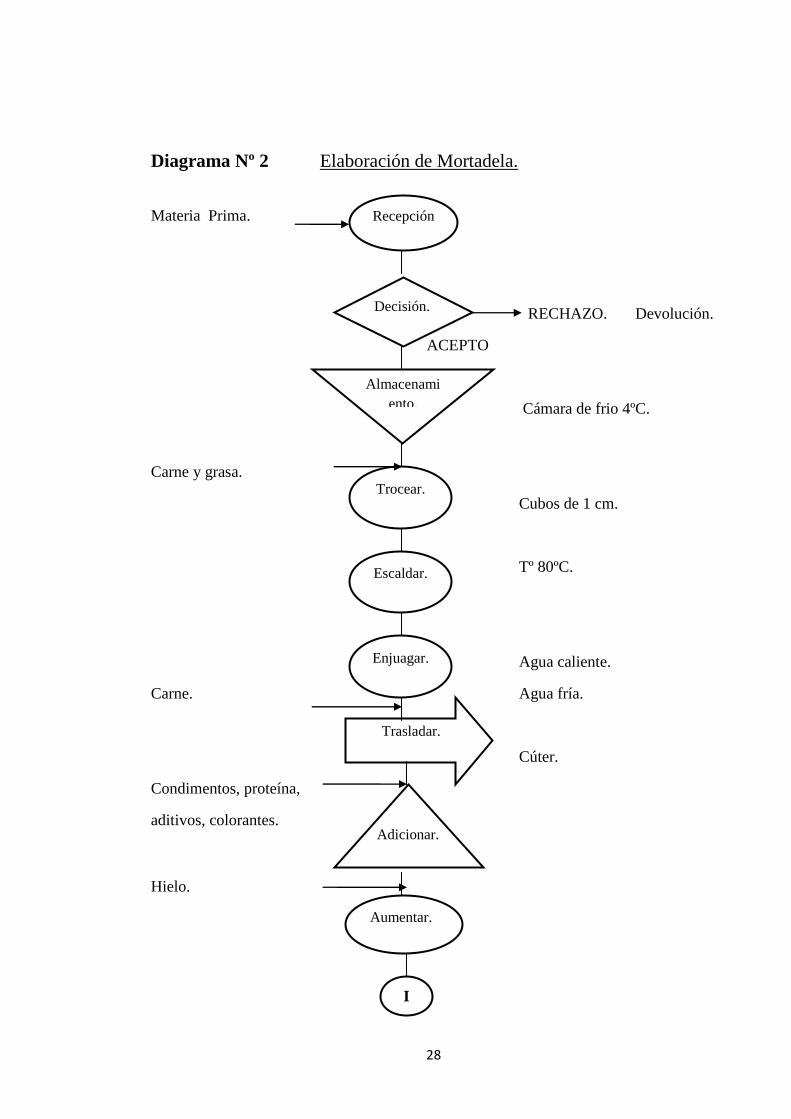
Diagrama Nº 2 Elaboración de Mortadela.
Materia Prima.
RECHAZO. Devolución.
ACEPTO
Cámara de frio 4ºC.
Carne y grasa.
Cubos de 1 cm.
Tº 80ºC.
Agua caliente.
Carne. Agua fría.
Cúter.
Condimentos, proteína,
aditivos, colorantes.
Hielo.
Decisión.
Trasladar.
Recepción
Almacenami
ento.
Trocear.
Adicionar.
Aumentar.
I
Escaldar.
Enjuagar.
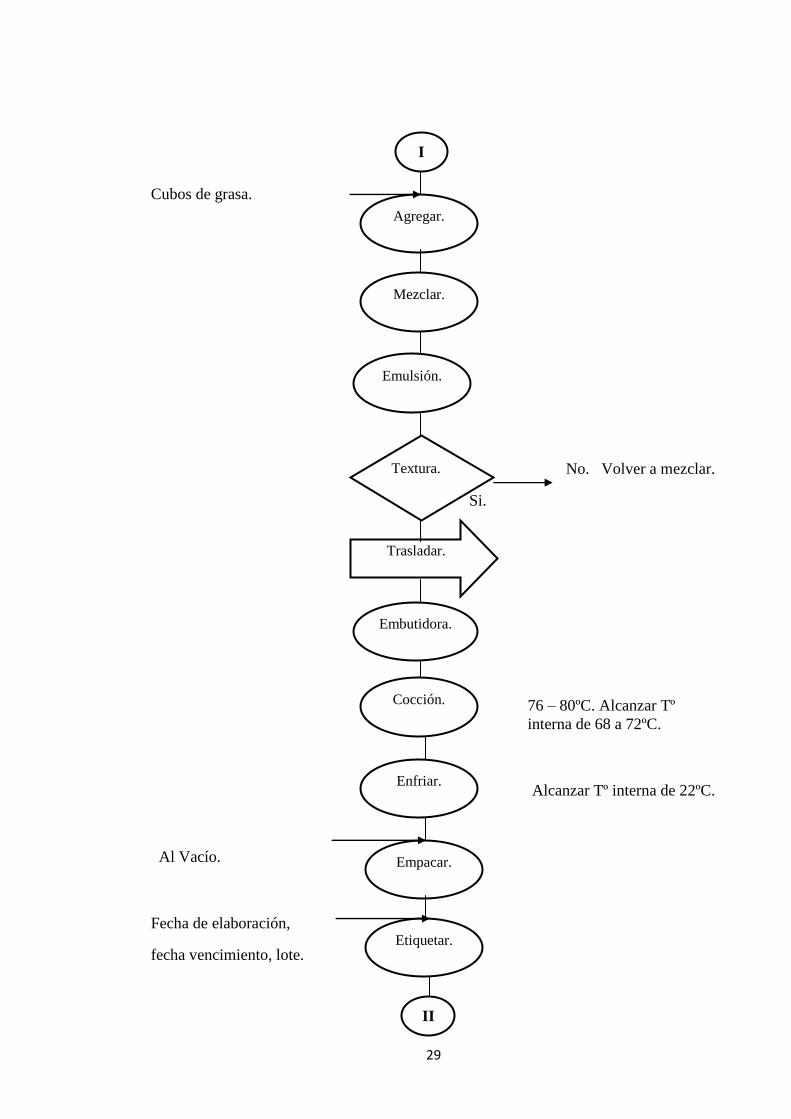
29
Cubos de grasa.
No. Volver a mezclar.
Si.
76 – 80ºC. Alcanzar Tº
interna de 68 a 72ºC.
Alcanzar Tº interna de 22ºC.
Al Vacío.
Fecha de elaboración,
fecha vencimiento, lote.
Mezclar.
Trasladar.
Cocción.
Enfriar.
Emulsión.
Empacar.
Etiquetar.
I
Textura.
Embutidora.
Agregar.
II
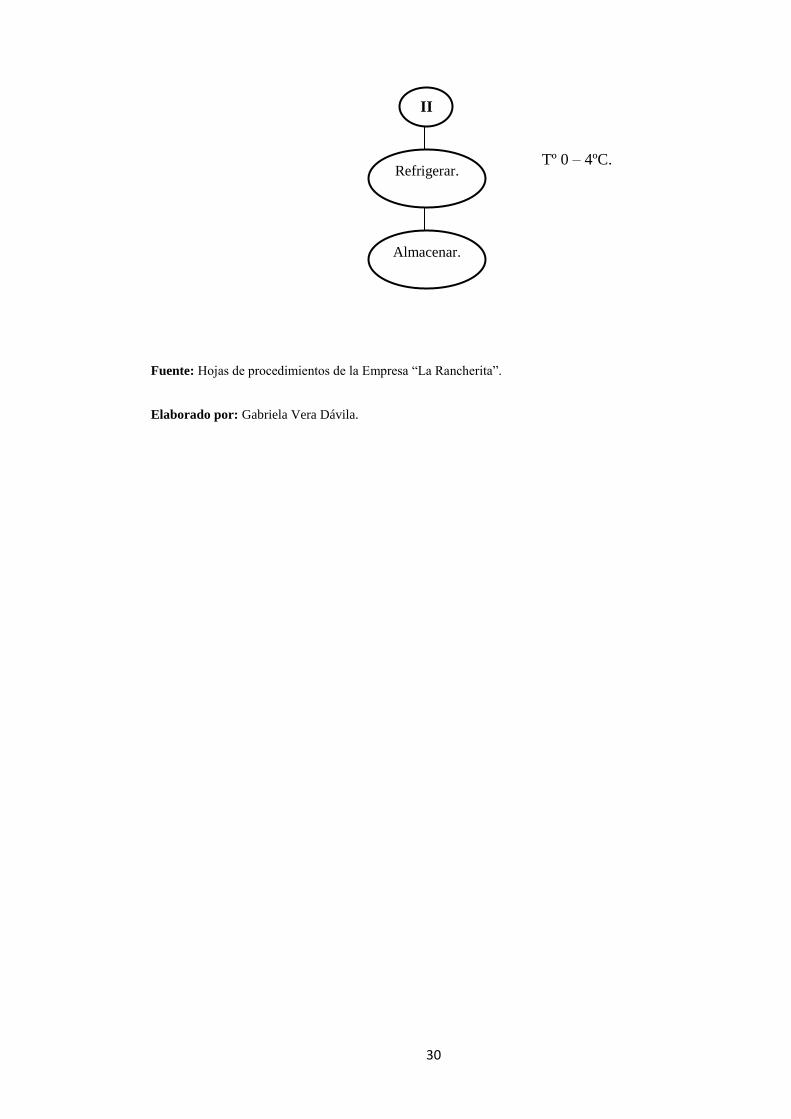
30
Tº 0 – 4ºC.
Fuente: Hojas de procedimientos de la Empresa “La Rancherita”.
Elaborado por: Gabriela Vera Dávila.
Refrigerar.
Almacenar.
II
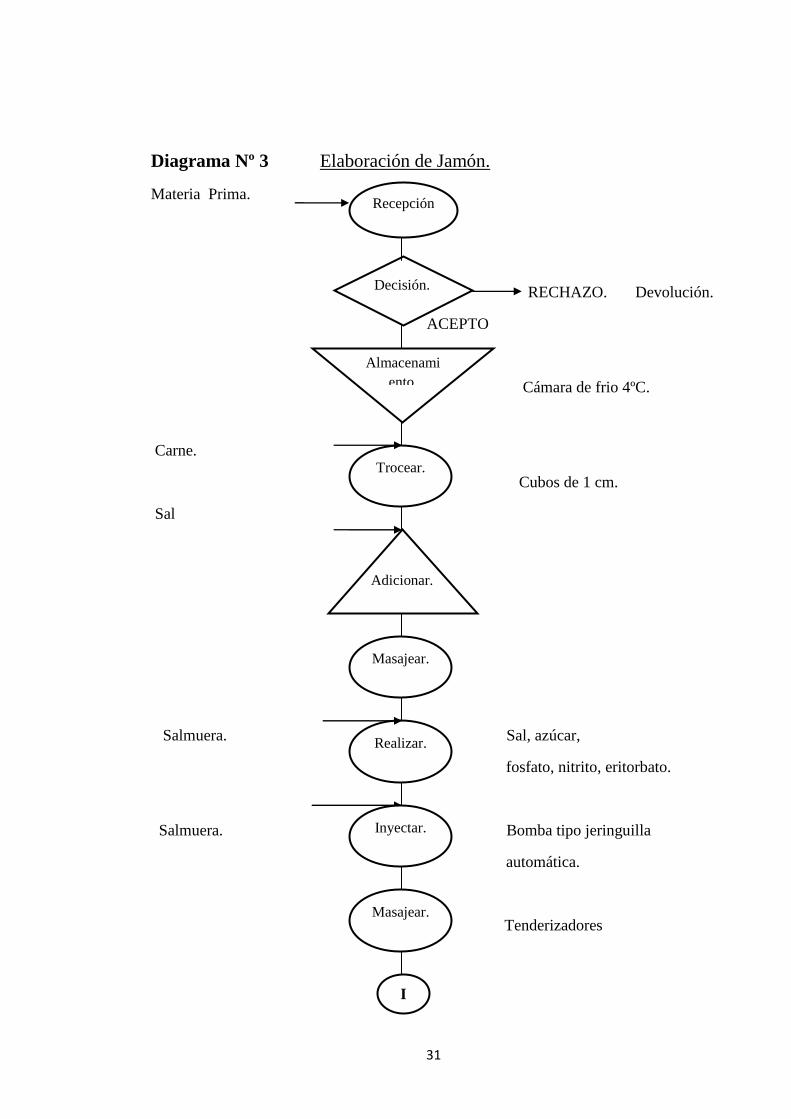
31
Diagrama Nº 3 Elaboración de Jamón.
Materia Prima.
RECHAZO. Devolución.
ACEPTO
Cámara de frio 4ºC.
Carne.
Cubos de 1 cm.
Sal
Salmuera. Sal, azúcar,
fosfato, nitrito, eritorbato.
Salmuera. Bomba tipo jeringuilla
automática.
Tenderizadores
Decisión.
Recepción
Almacenami
ento.
Trocear.
I
Masajear.
Realizar.
Adicionar.
Inyectar.
Masajear.
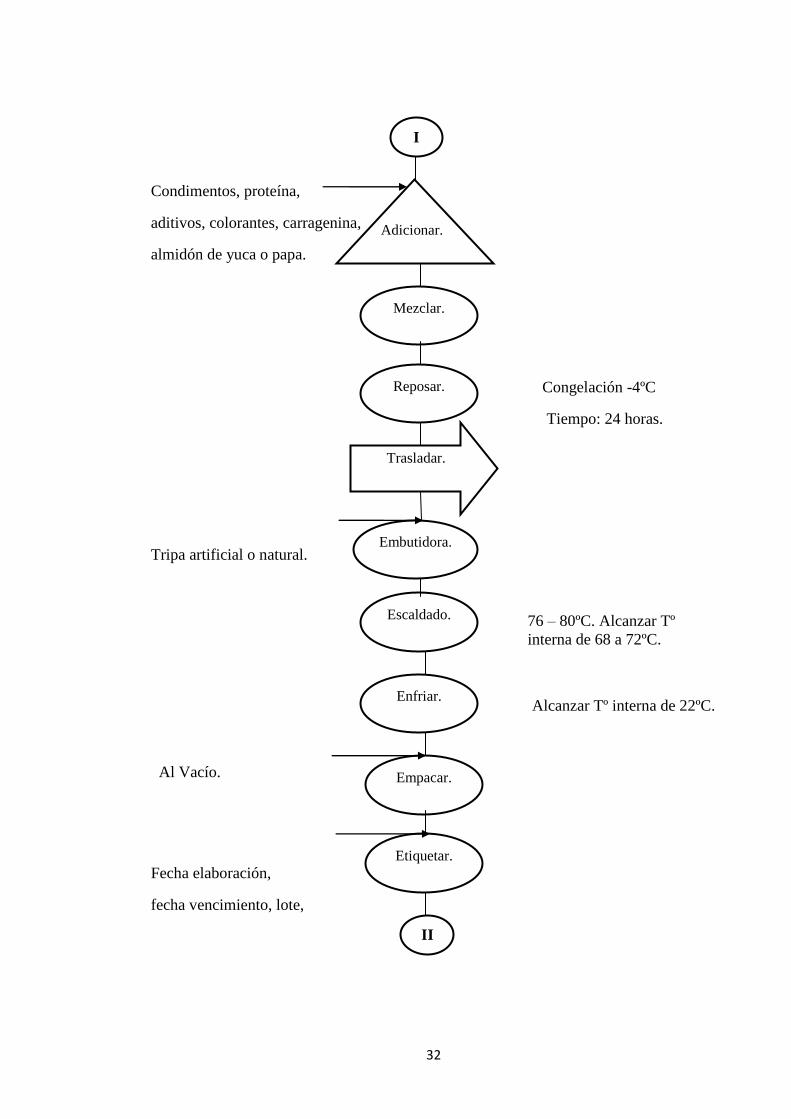
32
Condimentos, proteína,
aditivos, colorantes, carragenina,
almidón de yuca o papa.
Congelación -4ºC
Tiempo: 24 horas.
Tripa artificial o natural.
76 – 80ºC. Alcanzar Tº
interna de 68 a 72ºC.
Alcanzar Tº interna de 22ºC.
Al Vacío.
Fecha elaboración,
fecha vencimiento, lote,
Adicionar.
Reposar.
Trasladar.
Escaldado.
Enfriar.
Empacar.
Etiquetar.
I
Embutidora.
Mezclar.
II
33
Tº 0 – 4ºC.
Fuente: Hojas de procedimientos de la Empresa “La Rancherita”.
Elaborado por: Gabriela Vera Dávila.
Refrigerar.
Almacenar.
II
34
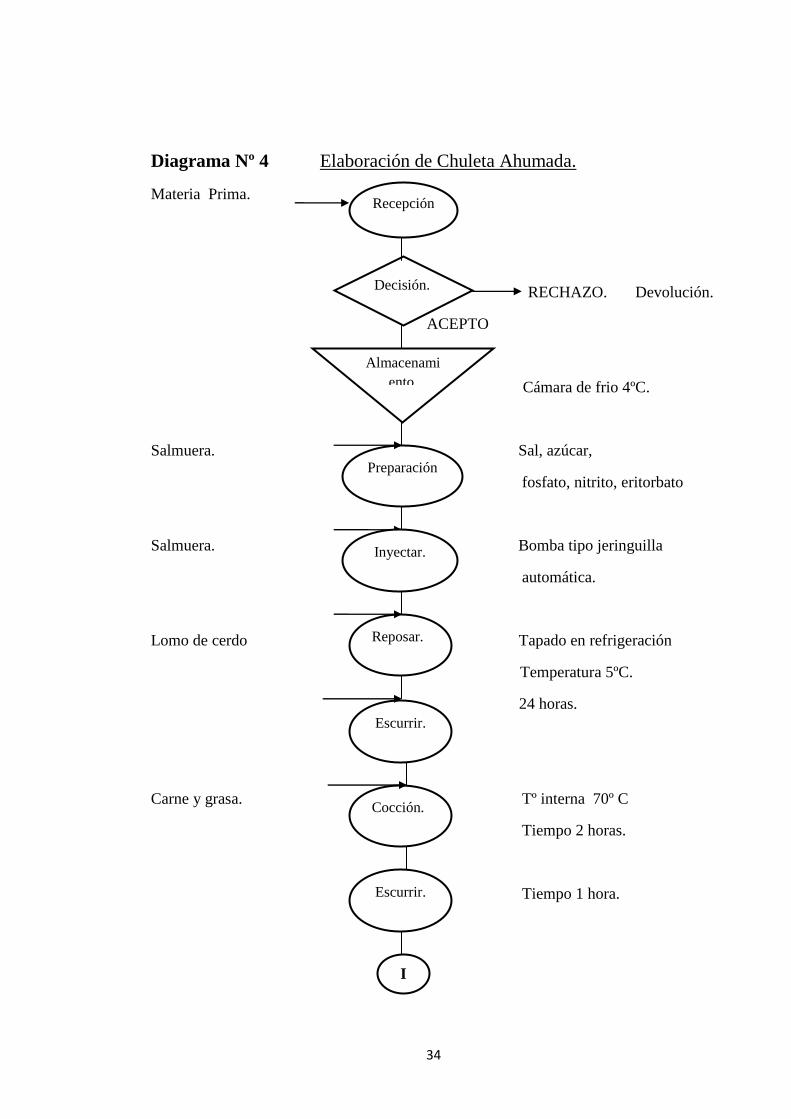
Diagrama Nº 4 Elaboración de Chuleta Ahumada.
Materia Prima.
RECHAZO. Devolución.
ACEPTO
Cámara de frio 4ºC.
Salmuera. Sal, azúcar,
fosfato, nitrito, eritorbato
Salmuera. Bomba tipo jeringuilla
automática.
Lomo de cerdo Tapado en refrigeración
Temperatura 5ºC.
24 horas.
Carne y grasa. Tº interna 70º C
Tiempo 2 horas.
Tiempo 1 hora.
Decisión.
Recepción
Almacenami
ento.
Preparación
I
Reposar.
Escurrir.
Cocción.
Inyectar.
Escurrir.
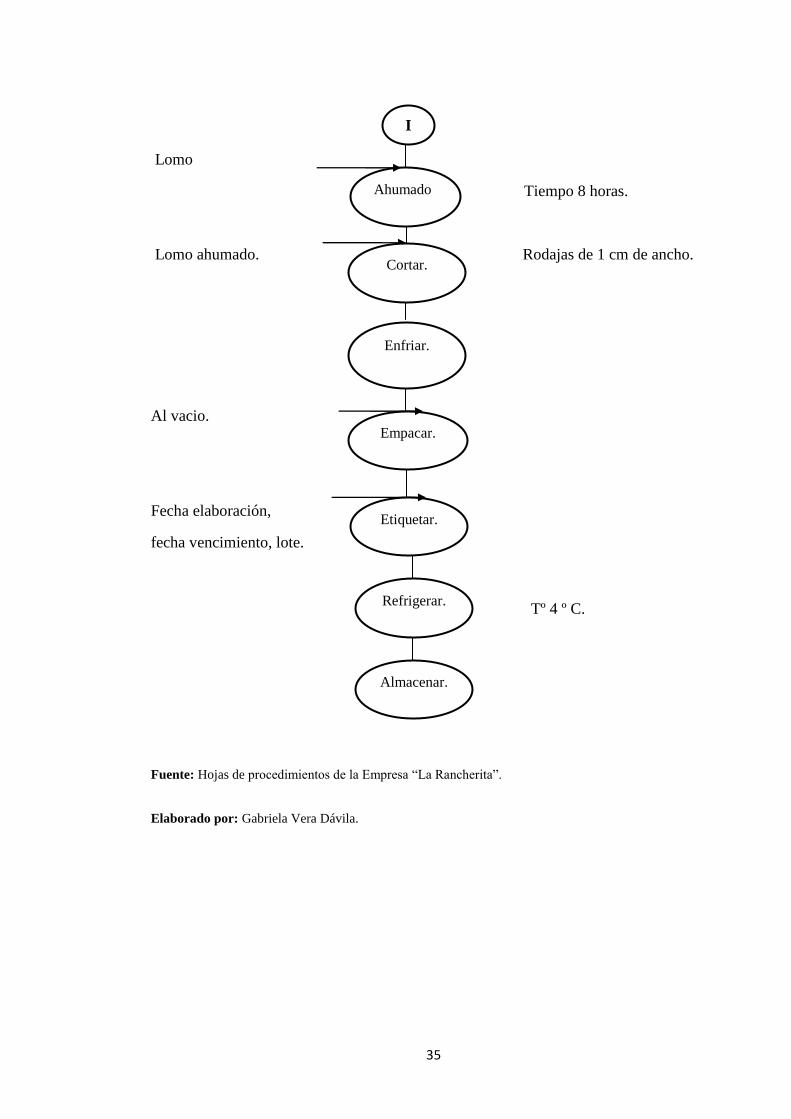
35
Lomo
Tiempo 8 horas.
Lomo ahumado. Rodajas de 1 cm de ancho.
Al vacio.
Fecha elaboración,
fecha vencimiento, lote.
Tº 4 º C.
Fuente: Hojas de procedimientos de la Empresa “La Rancherita”.
Elaborado por: Gabriela Vera Dávila.
Enfriar.
I
Etiquetar.
Refrigerar.
Empacar.
Ahumado
Almacenar.
Cortar.
36
3.7 DIAGNÓSTICO DE LA PLANTA Y MEJORAS.
La inspección fue realizada en la Planta tomando en cuenta cada uno de los procesos de
elaboración de los productos y realizando una observación de la infraestructura,
maquinaria, materiales y utensilios utilizados en la empresa.
3.8 INSPECCIÓN DE LA PLANTA.
Se realizó la inspección de la planta en la empresa “La Rancherita” con el formulario
del Sistema Oficial de Alimentos otorgado por el Ministerio de Salud Publica.
Se observó parámetros fundamentales como la temperatura, recepción de materia
prima, almacenamiento, proceso de elaboración y transporte.
Se pudo inspeccionar la higiene tanto del manipulador como de las instalaciones.
3.9 INFORME Y ANÁLISIS.
Informe de diagnóstico de la planta mediante el Sistema Oficial de Alimentos
otorgado por el Ministerio de Salud.
La Empresa “La Rancherita” fue evaluada mediante el Sistema Oficial de Alimentos
otorgado por el Ministerio de Salud elaborado en base al Reglamento de Buenas
Prácticas para Alimentos Procesados (Registro Oficial). (Ver Anexo Nº 2).
37
La inspección fue realizada durante el primer mes de trabajo en la Empresa “La
Rancherita” donde se pudo concluir que el cumplimiento de las Buenas Prácticas de
Manufactura en los diferentes aspectos es de:
- Situación y condiciones de las instalaciones. 36.2%
- Equipos y utensilios. 63.7%
- Personal. 35.8%
- Materias primas e insumos. 37.1%
- Operaciones de producción. 35%
- Envasado, etiquetado y empacado. 36.2%
- Almacenamiento. 33.3%
- Aseguramiento y control de calidad. 11.5%
- PROMEDIO DE CUMPLIMIENTO TOTAL: 36.1%
En general el cumplimiento de las Buenas Prácticas de Manufactura es del 36.1 %.
38
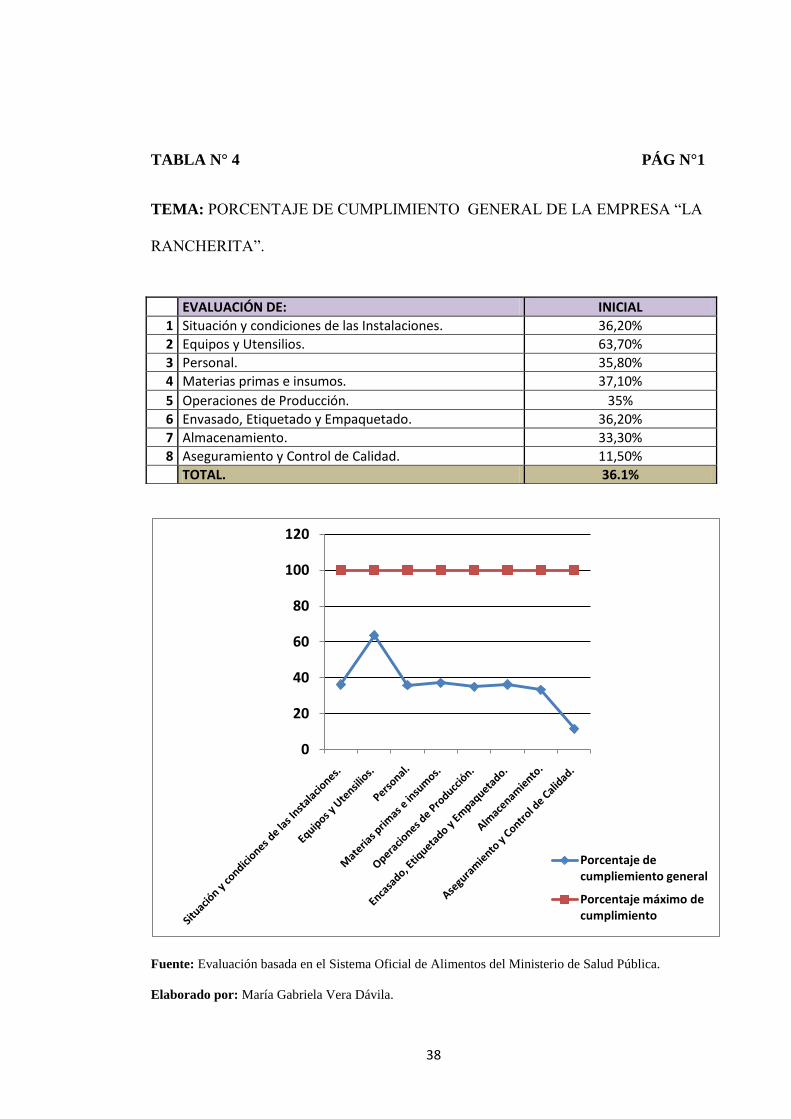
TABLA N° 4 PÁG N°1
TEMA: PORCENTAJE DE CUMPLIMIENTO GENERAL DE LA EMPRESA “LA
RANCHERITA”.
Fuente: Evaluación basada en el Sistema Oficial de Alimentos del Ministerio de Salud Pública.
Elaborado por: María Gabriela Vera Dávila.
0
20
40
60
80
100
120
Porcentaje de cumpliemiento general
Porcentaje máximo de cumplimiento
EVALUACIÓN DE: INICIAL
1 Situación y condiciones de las Instalaciones. 36,20%
2 Equipos y Utensilios. 63,70%
3 Personal. 35,80%
4 Materias primas e insumos. 37,10%
5 Operaciones de Producción. 35%
6 Envasado, Etiquetado y Empaquetado. 36,20%
7 Almacenamiento. 33,30%
8 Aseguramiento y Control de Calidad. 11,50%
TOTAL. 36.1%
39
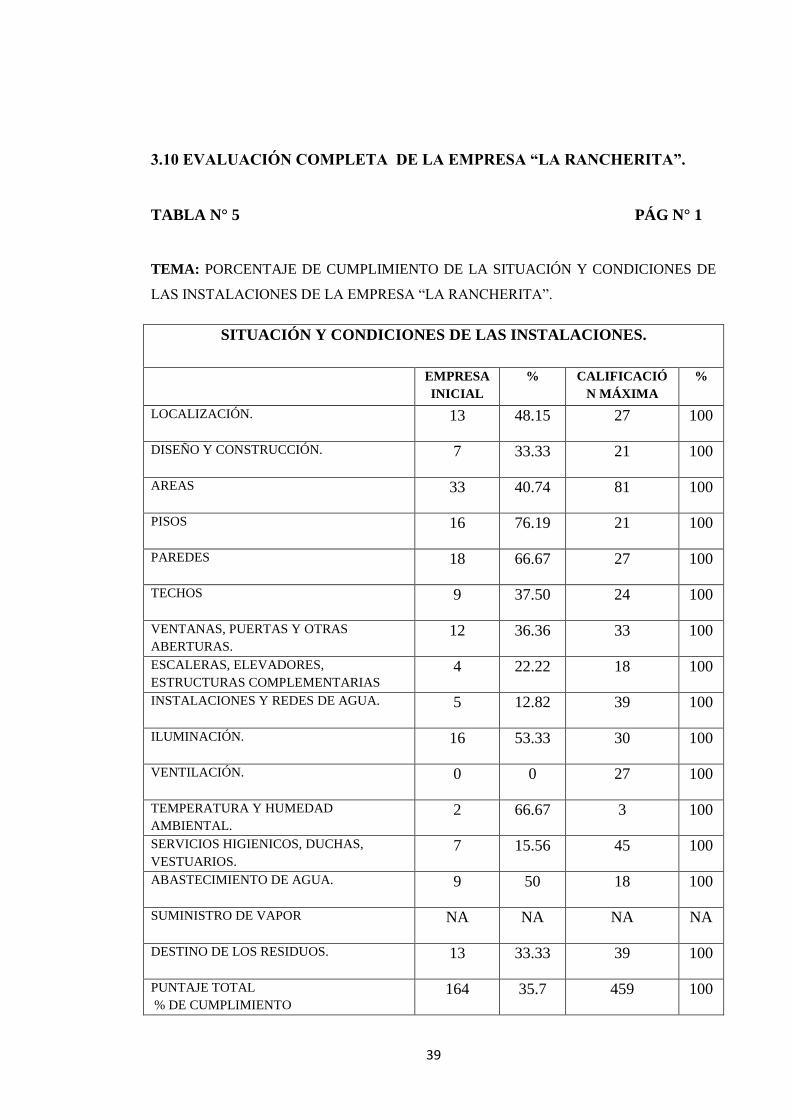
3.10 EVALUACIÓN COMPLETA DE LA EMPRESA “LA RANCHERITA”.
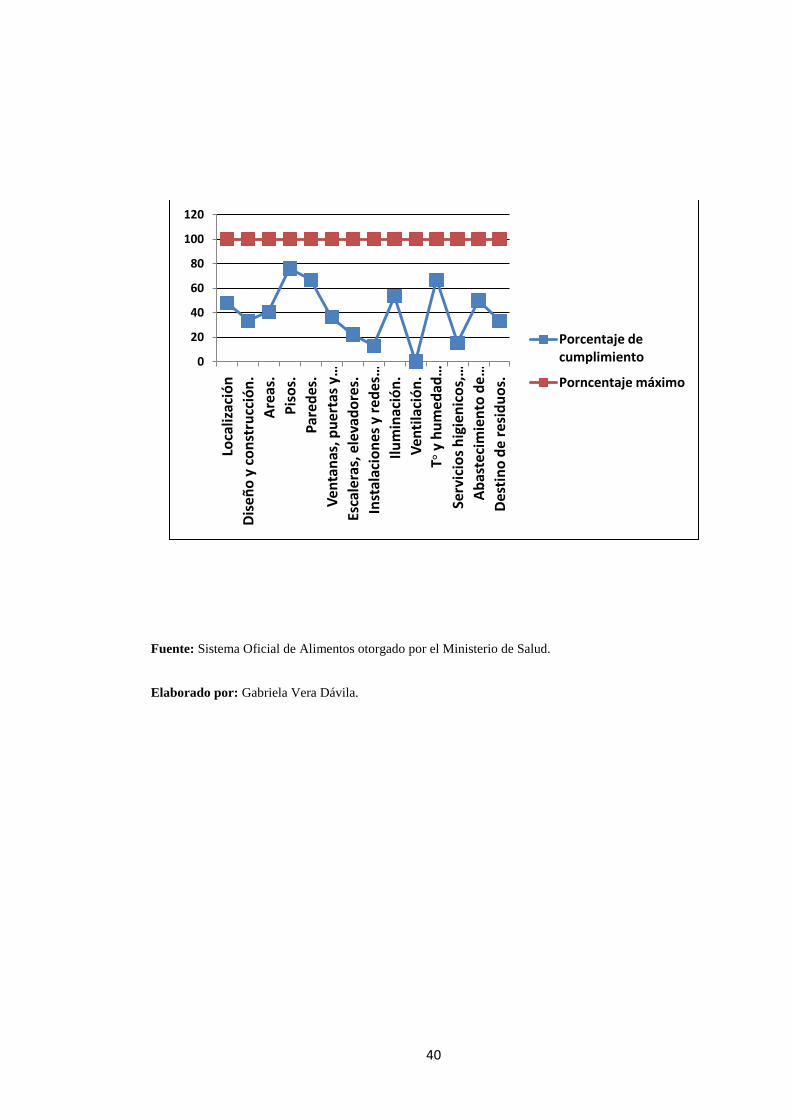
TABLA N° 5 PÁG N° 1
TEMA: PORCENTAJE DE CUMPLIMIENTO DE LA SITUACIÓN Y CONDICIONES DE
LAS INSTALACIONES DE LA EMPRESA “LA RANCHERITA”.
SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES.
EMPRESA
INICIAL
% CALIFICACIÓ
N MÁXIMA
%
LOCALIZACIÓN.
13 48.15 27 100
DISEÑO Y CONSTRUCCIÓN.
7 33.33 21 100
AREAS
33 40.74 81 100
PISOS
16 76.19 21 100
PAREDES
18 66.67 27 100
TECHOS
9 37.50 24 100
VENTANAS, PUERTAS Y OTRAS
ABERTURAS.
12 36.36 33 100
ESCALERAS, ELEVADORES,
ESTRUCTURAS COMPLEMENTARIAS
4 22.22 18 100
INSTALACIONES Y REDES DE AGUA.
5 12.82 39 100
ILUMINACIÓN.
16 53.33 30 100
VENTILACIÓN.
0 0 27 100
TEMPERATURA Y HUMEDAD
AMBIENTAL.
2 66.67 3 100
SERVICIOS HIGIENICOS, DUCHAS,
VESTUARIOS.
7 15.56 45 100
ABASTECIMIENTO DE AGUA.
9 50 18 100
SUMINISTRO DE VAPOR
NA NA NA NA
DESTINO DE LOS RESIDUOS.
13 33.33 39 100
PUNTAJE TOTAL
% DE CUMPLIMIENTO
164 35.7 459 100
40
Fuente: Sistema Oficial de Alimentos otorgado por el Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
0
20
40
60
80
100
120Lo
caliz
ació
n
Dis
eñ
o y
co
nst
rucc
ión
.
Are
as.
Pis
os.
Par
edes
.
Ven
tan
as, p
uer
tas
y …
Esca
lera
s, e
leva
do
res.
Inst
alac
ion
es y
red
es …
Ilu
min
ació
n.
Ven
tila
ció
n.
T°y
hu
med
ad …
Serv
icio
s h
igie
nic
os,
…
Ab
aste
cim
ien
to d
e …
Des
tin
o d
e re
sid
uo
s.
Porcentaje de cumplimiento
Porncentaje máximo
41
EVALUACIÓN DE SITUACIÓN Y CONDICIONES DE INSTALACIONES.
De las instalaciones.
En la empresa “La Rancherita”, el diseño y distribución de la planta tiene algunas
deficiencias las cuales pueden crear contaminaciones cruzadas por espacios muy
extensos entre las maquinarias, cámaras de frio o ahumadores entre otros lugares donde
se trasladan los productos. Esta distribución hace que la limpieza sea complicada en
ciertas zonas las cuales pueden ser puntos potencialmente peligrosos para
contaminación o para la introducción de plagas.
La empresa no cuenta con un control de plagas especifico si no esporádico por lo cual
no presenta constancia.
Diseño y Construcción.
La empresa está construida en la planta baja de un edificio de cuatro piso en los cuales,
el primer piso ocupan las oficinas de la misma y en los dos pisos restantes son viviendas
del propietario de la Rancherita.
Su espacio es limitado ya que las maquinarias son extensas y no están en un orden
adecuado por lo cual se dificulta el paso para el personal, traslado de productos o para el
mantenimiento de las mismas.
Los trabajadores cuentan con un servicio higiénico para hombres y mujeres el cual no
está en óptimas condiciones de higiene ya que no presenta desinfectante de manos,
jabón, toallas desechables y papel higiénico.
42
Distribución Áreas:
a) La distribución de las áreas no está bien definida ya que esta no sigue el flujo normal
sino en desorden, comenzando con la recepción de materia prima en el garaje, el
área de codificación de los productos, el área de empaque, los ahumadores, las
cámaras de refrigeración y congelación y la planta en general, donde se realizan los
productos.
b) En las áreas críticas se mantiene el mismo control de higiene y limpieza que en las
áreas normales, en las cuales existe contaminaciones cruzadas por las corrientes de
aire que penetran desde la calle al garaje y de este a la planta de producción. Se
utiliza elementos inflamables como el gas pero estos están en la parte de afuera de la
planta.
Pisos, Paredes, Techos y Drenajes:
Los pisos y paredes son de azulejo de color blanco que facilita la limpieza pero las
uniones de las paredes no son cóncavas lo que provoca un espacio de pared que se está
descascarando lo que puede producir una contaminación si este material llegaría a caer
en alguna maquinaria o en la materia prima.
La paredes tampoco están unidas totalmente al techo lo que provoca depósitos de polvo
que también pueden ser foco de contaminaciones.
Los drenajes tienen una buena estructura ya que son amplios y seguros para facilitar la
limpieza pero estos no presentan trampas de grasas y sólidos ni sellos hidráulicos. Las
43
trampas de grasa y sólidos ya están compradas pero todavía no se las acondiciona a los
drenajes.
Una parte del techo es de losa y la otra son techos falsos lo cual permite una
contaminación por las sustancias que se desprenden de los mismos y por las
acumulaciones de polvo.
Ventanas, puertas y otras aberturas:
Las ventanas están en la parte superior de la planta alrededor de la misma, estas son de
vidrio y no presentan una película protectora en caso de ruptura. Sus marcos son de
madera y las repisas internas no están en forma de pendiente sino recta lo que produce
estantes. Las ventanas tienen comunicación con el exterior pero no presentan mallas
protectoras ni sistemas de protección para polvo, insectos, roedores, aves, etc.
En cada una de las áreas de la planta como empaque o almacenamiento tienen bandas
plásticas en reemplazo de puerta pero no están expuestas al exterior, las puertas que
están expuestas son de madera y no tienen doble servicio o protección contra animales o
insectos.
Solo las cámaras de frio y refrigeración tienen puertas automáticas con brazos
mecánicos y protección contra insectos y animales.
Instalaciones eléctricas y redes de agua:
Las instalaciones eléctricas estas en las partes superiores de las paredes pero no están
adosados perfectamente, por que alguno de ellos están colgados y cerca de maquinarias
44
altas o que utilizan agua. Aparte de esto, los cables están demasiado sucios y no tienen
algún tipo de identificación.
Las redes de agua (tuberías de agua potable, no potable, vapor, gas, combustible, aguas
de desecho, etc.) permanecen juntas y no están identificadas con colores o con alguna
distintiva.
Iluminación:
La empresa no cuenta con mucha luz natural ya que sus ventanas son muy pequeñas y
altas. Para esto utilizan luz artificial que en el centro de la planta es una lámpara
industrial con luz blanca, las otras áreas son boquillas con focos normales (ahorradores)
y ninguna de las luces artificiales presenta protección en caso de ruptura.
Calidad de aire y ventilación:
La ventilación en la empresa no está controlada ya que en la planta de producción solo
existen tres ventiladores comunes o caseros y de estos solo están encendidos dos.
La ventilación de los ahumadores que se encuentran en la planta de producción tiene
ventilación externa.
Las cámaras de frio y refrigeración tienen una ventilación propia de cada una las cuales
no permiten contaminación alguna del aire externo.
Control de temperatura y humedad ambiental:
45
En la planta de producción, en las cámaras de refrigeración y congelación, en el
almacenamiento y en todas las áreas de la empresa existen termómetros digitales donde
se puede medir la humedad y la temperatura para un control y aseguramiento del
alimento.
Instalaciones Sanitarias:
No existe facilidad sanitaria en la empresa ya que se cuenta con un solo servicio
higiénico que es para el uso de hombres y mujeres, el mismo que está cerca de la zona
de almacenamiento del los alimentos y que no está dotado con los implementos
necesarios de aseo como jabón, papel higiénico, desinfectante de manos, toallas de
papel, secador de manos, y tachos de basura cerrados. Tampoco tienen los avisos
necesarios cerca a los lavamanos de que antes y después de usar el servicio higiénico se
debe lavar las manos.
Separado del servicio higiénico hay dos duchas y casilleros para el uso en general sin
especificaciones, y se encuentran en la parte superior de la planta de producción.
Las instalaciones sanitarias no tienen la debida limpieza ni desinfección e incluso el
servicio higiénico produce mal olor por que no tiene ningún tipo de ventilación.
En las zonas de acceso criticas, no existe ningún tipo de dosificadores para desinfección
de manos el mismo que no sea perjudicial para la salud del trabajador ni para el
alimento que se va a manipular.
Servicios de planta – facilidades.
46
Suministros de Agua:
La empresa siempre usa para todo proceso el agua potable, mediante tuberías edificadas
en la parte superior de las paredes y estas se encuentran cerca de todo procedimiento
que requiera de la misma.
Al igual que para generar vapor o para emergencias como un incendio también se usa
este tipo de agua.
El problema es que las tuberías según el uso de agua no tienen ningún tipo de
identificación.
Disposición de desechos líquidos:
La empresa no tiene una disposición de líquidos, si no estás van directas a los desagües.
Disposición de desechos sólidos (basura):
Los desechos sólidos como basura, son recogidas al final del día de todos los basureros
que hay en la planta y esta va directamente al recolector de basura.
47
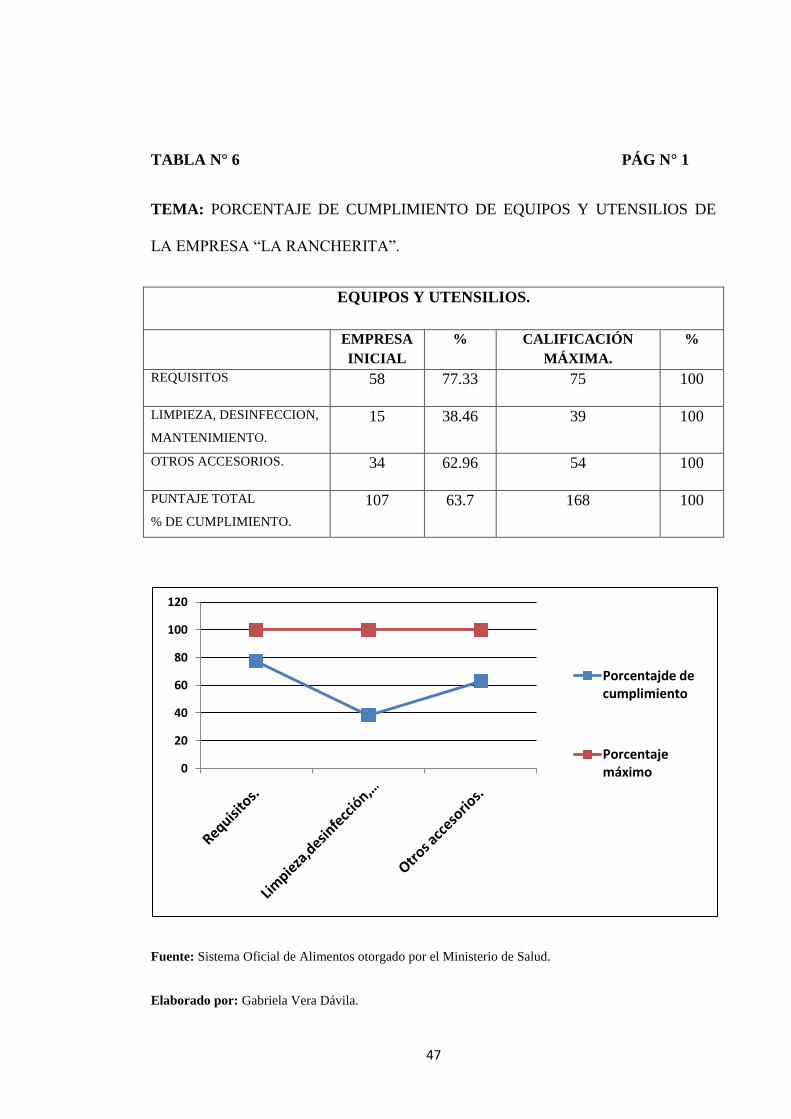
TABLA N° 6 PÁG N° 1
TEMA: PORCENTAJE DE CUMPLIMIENTO DE EQUIPOS Y UTENSILIOS DE
LA EMPRESA “LA RANCHERITA”.
EQUIPOS Y UTENSILIOS.
EMPRESA
INICIAL
% CALIFICACIÓN
MÁXIMA.
%
REQUISITOS 58 77.33 75 100
LIMPIEZA, DESINFECCION,
MANTENIMIENTO.
15 38.46 39 100
OTROS ACCESORIOS. 34 62.96 54 100
PUNTAJE TOTAL
% DE CUMPLIMIENTO.
107 63.7 168 100
Fuente: Sistema Oficial de Alimentos otorgado por el Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
0
20
40
60
80
100
120
Porcentajde de cumplimiento
Porcentaje máximo
48
EVALUACIÓN EQUIPOS Y UTENSILIOS:
- Las maquinarias que se encuentran en el área de producción de la empresa, están
acorde a las operaciones que se realiza en la misma, pero no comprenden el orden
que se requiere para la realización de productos alimenticios.
- En las marmitas, para taparlas se utiliza madera lo que esto puede tener
consecuencias de una contaminación del agua, también se utiliza madera en la parte
donde los embutidos son colgados para distribuirlos o ir a cocción.
Algunos condimentos naturales como ajo, cebolla, pimiento, etc. son picados en
tablas de madera.
- Las características técnicas de cada maquinaria permite la limpieza, inspección y
desinfección de estas, pero no se utilizan productos como lubricantes, sellantes,
refrigerantes y desinfectantes que sean de grado alimenticio sino los de tipo normal,
los mismos que pueden crear contaminaciones graves en los productos alimenticios.
- Los equipos no están instalados de forma que permitan el flujo continuo y racional
del material y del personal lo que incrementa la confusión y la contaminación.
- Los utensilios que están en contacto directo con los alimentos no están en constante
desinfección, solo se los lava con agua común.
Monitoreo de los Equipos - Sistemas de calibración
El sistema de calibración de las balanzas se realiza en la empresa cada tres meses por la
empresa Tecnipeso. (Ver Anexo N° 17).
49
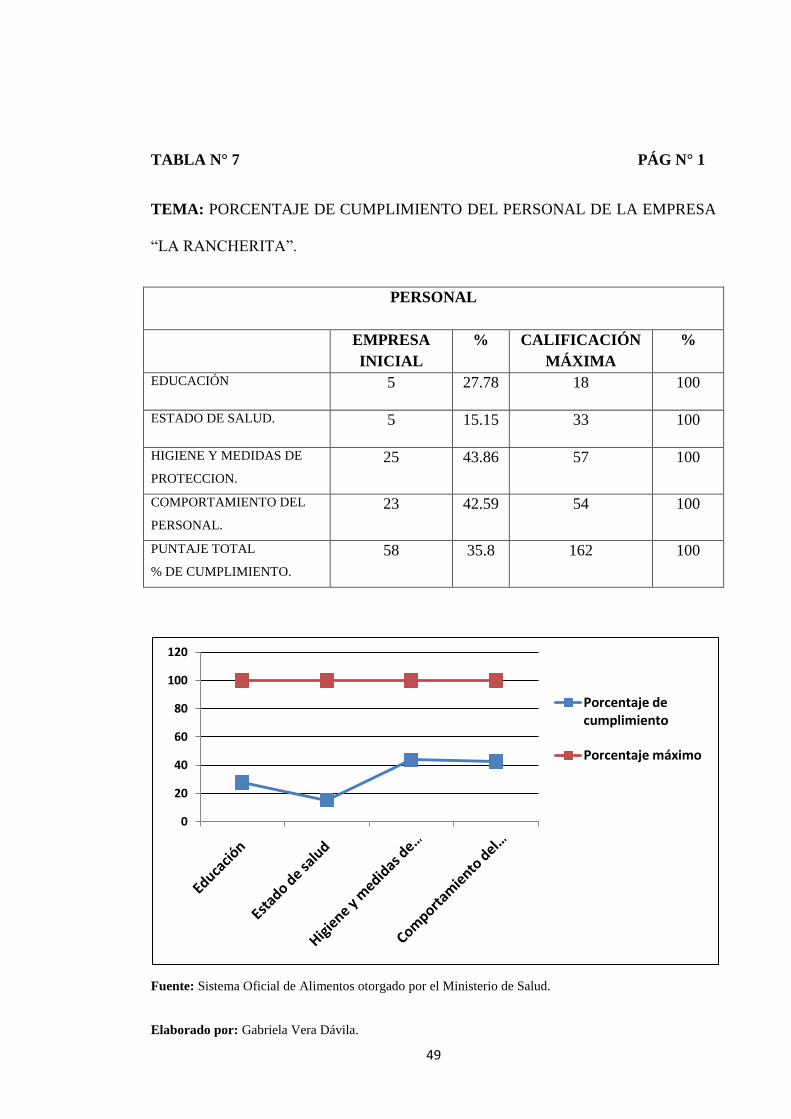
TABLA N° 7 PÁG N° 1
TEMA: PORCENTAJE DE CUMPLIMIENTO DEL PERSONAL DE LA EMPRESA
“LA RANCHERITA”.
PERSONAL
EMPRESA
INICIAL
% CALIFICACIÓN
MÁXIMA
%
EDUCACIÓN 5 27.78 18 100
ESTADO DE SALUD. 5 15.15 33 100
HIGIENE Y MEDIDAS DE
PROTECCION.
25 43.86 57 100
COMPORTAMIENTO DEL
PERSONAL.
23 42.59 54 100
PUNTAJE TOTAL
% DE CUMPLIMIENTO.
58 35.8 162 100
Fuente: Sistema Oficial de Alimentos otorgado por el Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
0
20
40
60
80
100
120
Porcentaje de cumplimiento
Porcentaje máximo
50
EVALUACIÓN DEL PERSONAL:
Educación y Capacitación: La empresa no cuenta con planes de capacitación de
ningún tipo para los trabajadores los cuales no están al tanto de los temas sobre Buenas
Prácticas de Manufactura, la higiene o la debida manipulación de los alimentos o
productos procesados. Según las encuestas realizadas, muchos de los trabajadores no
tuvieron un entrenamiento al ingresar a la empresa.
Estado de salud: El estado de salud de los trabajadores solo es controlado cuando ellos
ingresan por primera vez a la empresa ya que el dueño de la misma pide un certificado
de algún centro de salud, después de esto los trabajadores no tienen controles médicos
frecuentes y cuando alguno/a se enferma solo se le confiere tres días de descanso
presentando certificado médico. No hay ningún control para que los trabajadores
manipulen el alimento si presentan algún tipo d enfermedad.
Higiene y Medidas de Protección: Los trabajadores no realizan continuamente el
lavado de manos y tampoco la desinfección de las mismas ya que no cuentan con
dispensadores sanitizadores.
Comportamiento del personal: No existe en la planta algún mecanismo que impida el
acceso de personas extrañas a las áreas de procesamiento y las cuales acceden sin la
debida protección ni precaución. El personal administrativo de la planta tampoco
cumple con las normas de acceso a la planta de producción. Existen escasas
señalizaciones en la empresa y solo tres extintores lo cual puede ser peligroso en caso
de algún accidente.
51
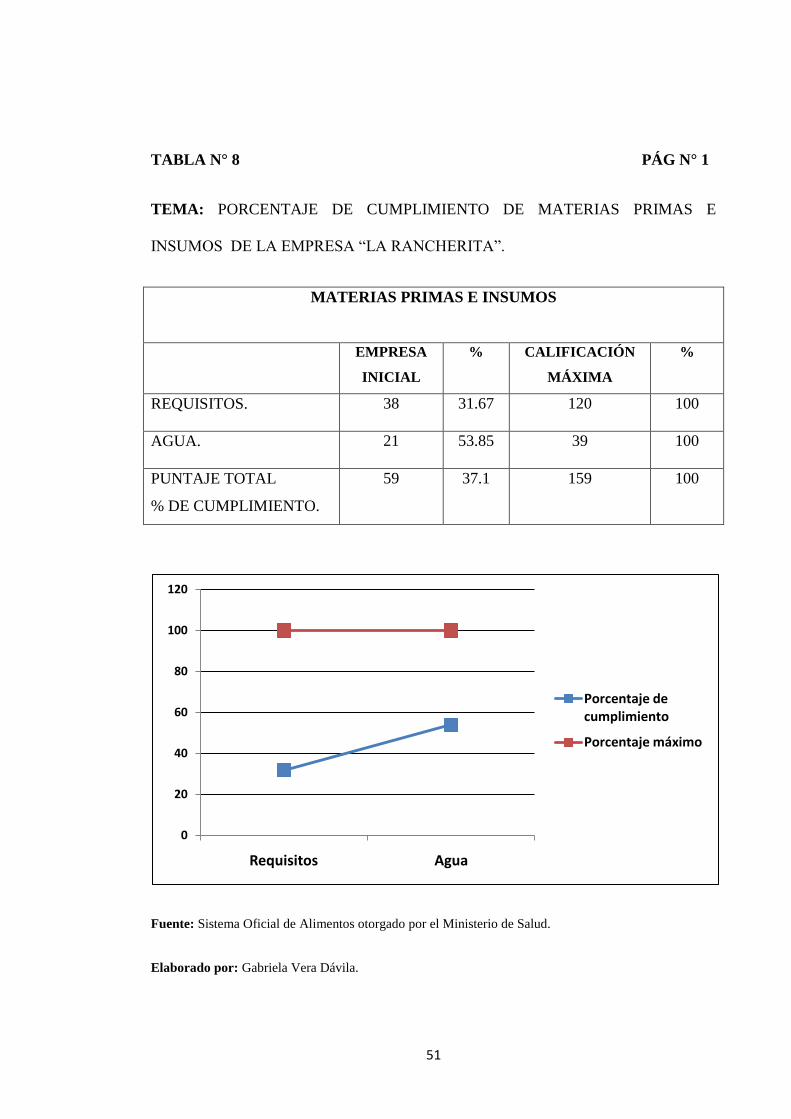
TABLA N° 8 PÁG N° 1
TEMA: PORCENTAJE DE CUMPLIMIENTO DE MATERIAS PRIMAS E
INSUMOS DE LA EMPRESA “LA RANCHERITA”.
MATERIAS PRIMAS E INSUMOS
EMPRESA
INICIAL
% CALIFICACIÓN
MÁXIMA
%
REQUISITOS. 38 31.67 120 100
AGUA. 21 53.85 39 100
PUNTAJE TOTAL
% DE CUMPLIMIENTO.
59 37.1 159 100
Fuente: Sistema Oficial de Alimentos otorgado por el Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
0
20
40
60
80
100
120
Requisitos Agua
Porcentaje de cumplimiento
Porcentaje máximo
52
EVALUACIÓN DE MATERIAS PRIMAS E INSUMOS:
- Las materias primas que ingresan a la empresa, son controladas ocasionalmente,
mediante el laboratorio de la Universidad San Francisco de Quito que es externo de
la empresa. Esta no cuenta con su propio laboratorio de microbiología.
- La materia prima no tiene un control inmediato antes de ser fabricada y tampoco
cuenta con hojas de especificaciones que indiquen los niveles aceptables de calidad
para su uso en los procesos.
- La recepción de la materia prima no está en las debidas condiciones para evitar
contaminación ya que esta se recepta en canastas plásticas sin desinfectar y la zona
de recibimiento esta junto con la zona de almacenaje de productos ya terminados lo
cual puede provocar contaminación cruzada.
- Las materias primas se almacenan en la cámara de congelación pero no se realiza el
proceso de una rotación periódica.
- Los recipientes y contenedores de las materias primas son canastillas plásticas con
fundas plásticas abiertas en su interior, que no están debidamente desinfectadas y las
cuales son puestas en el suelo.
- La empresa no cuenta con procedimientos que preserven la inocuidad de los
alimentos al ingresar ingredientes en la producción en áreas susceptibles de
contaminación.
- Las materias primas congeladas, para ser descongeladas, se pasan a la cámara de
refrigeración pero no tienen un con trol exacto de temperatura, tiempo entre otros.
AGUA: Para todos los procesos que se realizan tanto alimenticios como la limpieza y
procesamiento de hielo se realiza con agua potabilizada.
53
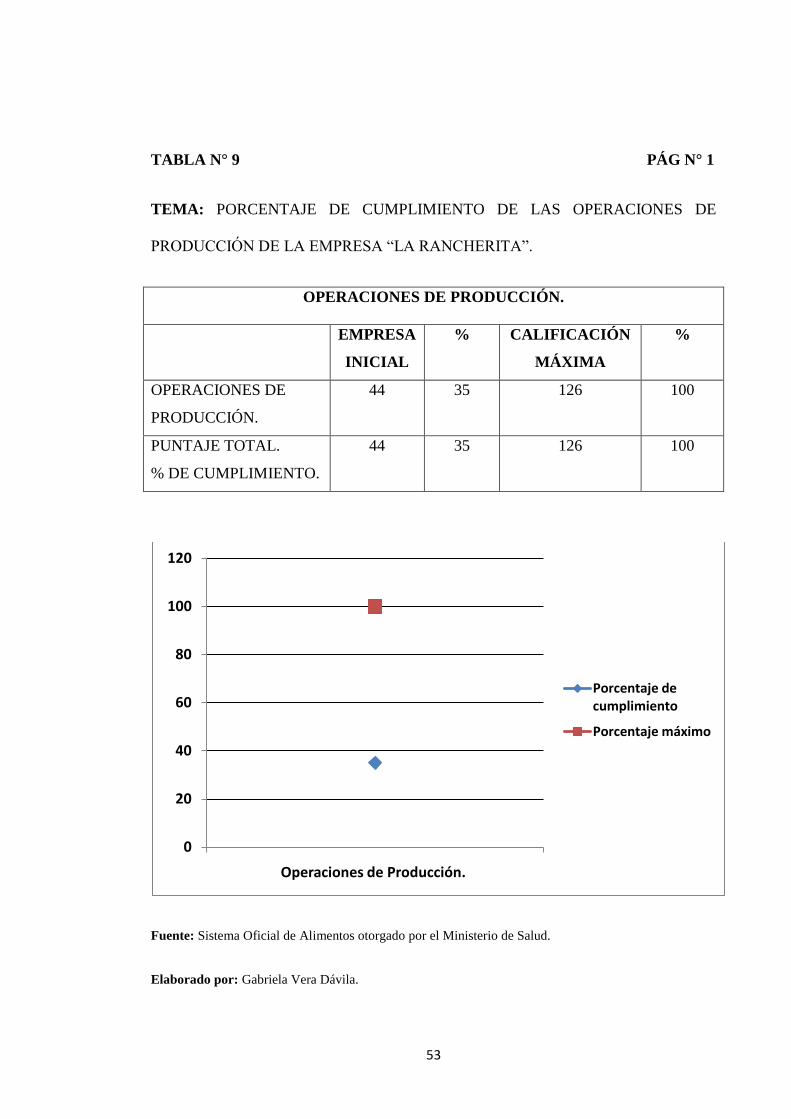
TABLA N° 9 PÁG N° 1
TEMA: PORCENTAJE DE CUMPLIMIENTO DE LAS OPERACIONES DE
PRODUCCIÓN DE LA EMPRESA “LA RANCHERITA”.
OPERACIONES DE PRODUCCIÓN.
EMPRESA
INICIAL
% CALIFICACIÓN
MÁXIMA
%
OPERACIONES DE
PRODUCCIÓN.
44 35 126 100
PUNTAJE TOTAL.
% DE CUMPLIMIENTO.
44 35 126 100
Fuente: Sistema Oficial de Alimentos otorgado por el Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
0
20
40
60
80
100
120
Operaciones de Producción.
Porcentaje de cumplimiento
Porcentaje máximo
54
EVALUACIÓN OPERACIONES DE PRODUCCIÓN:
- La empresa no cuenta con una completa organización para la realización de los
productos lo cual los trabajadores pueden tener confusiones o errores al realizarlos.
- La empresa aparentemente cuenta con un local apropiado para la realización de los
productos, con áreas y equipos limpios pero no presenta algún documento de
fabricación donde se registren operaciones efectuadas, incluidos puntos críticos de
control u observaciones y advertencias.
- La empresa siempre tiene la limpieza como punto primordial pero no se utilizan las
debidas substancias aprobadas para el uso en áreas, utensilios y equipos donde se
procesen alimentos destinados al consumo humano.
- Calibración de equipos y balanzas.
- Se realiza la calibración de la maquinaria cada 3 meses por la empresa Tecnipeso.
- Durante la producción de los alimentos, estos no tienen ningún tipo de identificación
como nombre o el numero del lote, sino hasta que el producto terminado llega a la
maquina codificadora que es al final del proceso.
- La empresa presenta documentos con los pasos a seguir para cada tipo de producto
pero estos no tienen los parámetros y limistes específicos para los mismos.
- No se da énfasis en el control de operaciones para evitar el crecimiento potencial de
microorganismos tales como tiempo, temperatura, humedad, actividad acuosa, pH,
presión y otras como congelación, refrigeración, deshidratación, etc.
- No se presentan métodos para impedir contaminaciones de metal como mallas,
imanes, detectores de metal, etc.
55
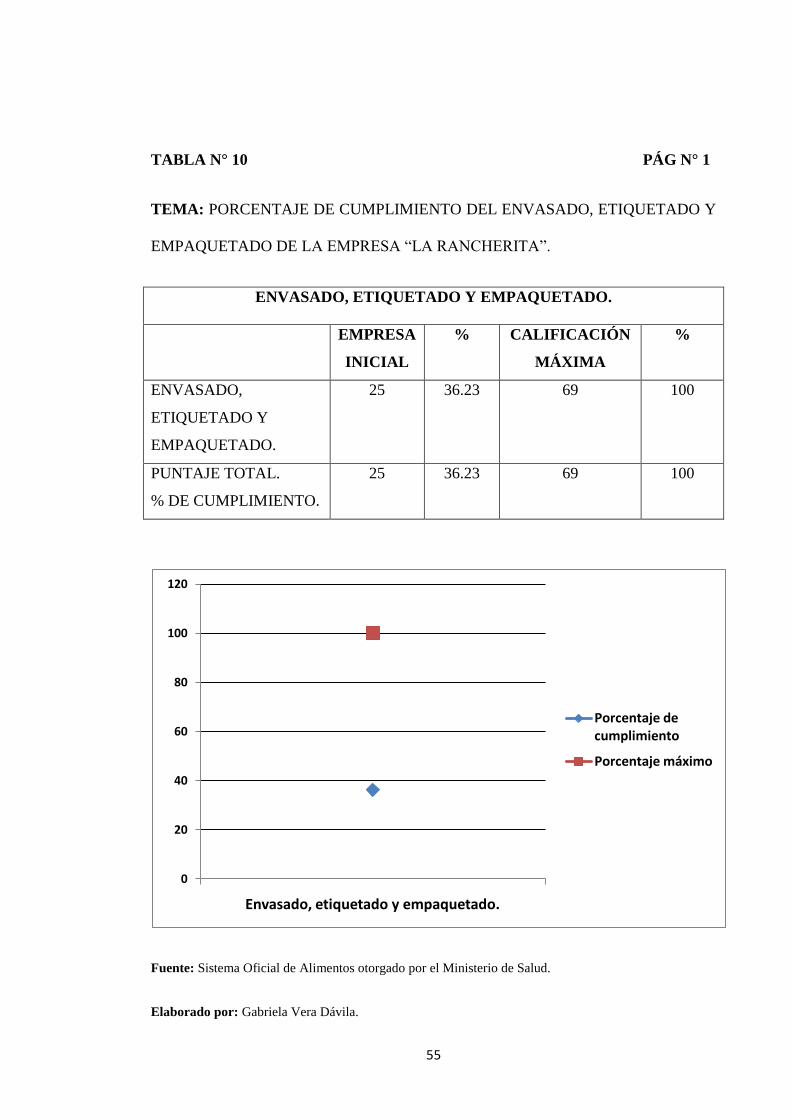
TABLA N° 10 PÁG N° 1
TEMA: PORCENTAJE DE CUMPLIMIENTO DEL ENVASADO, ETIQUETADO Y
EMPAQUETADO DE LA EMPRESA “LA RANCHERITA”.
ENVASADO, ETIQUETADO Y EMPAQUETADO.
EMPRESA
INICIAL
% CALIFICACIÓN
MÁXIMA
%
ENVASADO,
ETIQUETADO Y
EMPAQUETADO.
25 36.23 69 100
PUNTAJE TOTAL.
% DE CUMPLIMIENTO.
25 36.23 69 100
Fuente: Sistema Oficial de Alimentos otorgado por el Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
0
20
40
60
80
100
120
Envasado, etiquetado y empaquetado.
Porcentaje de cumplimiento
Porcentaje máximo
56
EVALUACIÓN ENVASADO, ETIQUETADO Y EMPAQUETADO:
Los productos no tienen un área específica para el empaquetado, el cual se produce en la
misma planta de producción.
La pasta de carne es introducida en tripas artificiales que se someten a un remojo en
salmuera para la realización de los embutidos, después pasan por la maquina
codificadora para colocar la debida información como el nombre de la empresa
productora, el lote, fecha de elaboración y vencimiento pero el problema es que la banda
de la máquina de códigos presenta tinta liquida que se encuentra derramada lo cual
puede producir contaminaciones para el consumidor final.
Los productos terminados para la distribución, no son debidamente empacados ya que
solo se los cuelga en carros metálicos y se introducen a la cámara de refrigeración.
Cuando se los distribuye, usan cajas de cartón o fundas de yute para la transportación.
El personal no está debidamente informado sobre los riesgos de errores inherentes a las
operaciones de empaque ni al cuidado para las operaciones de llenado y la disminución
de una contaminación.
57
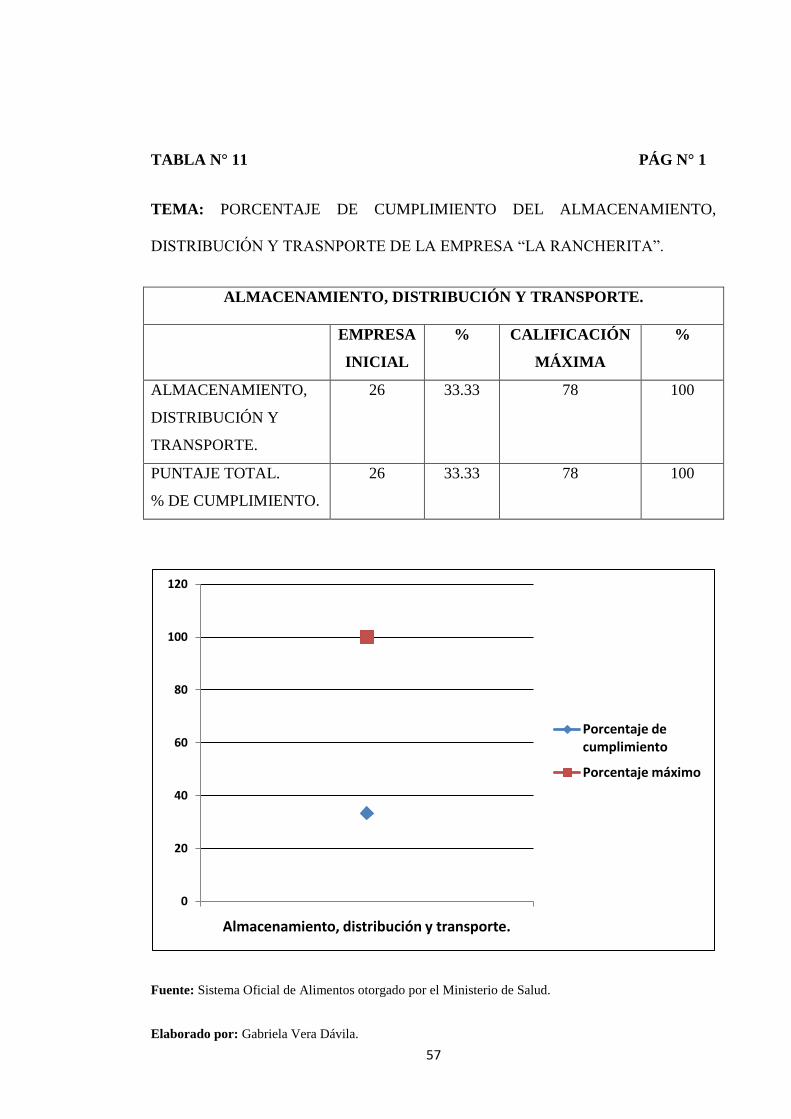
TABLA N° 11 PÁG N° 1
TEMA: PORCENTAJE DE CUMPLIMIENTO DEL ALMACENAMIENTO,
DISTRIBUCIÓN Y TRASNPORTE DE LA EMPRESA “LA RANCHERITA”.
ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE.
EMPRESA
INICIAL
% CALIFICACIÓN
MÁXIMA
%
ALMACENAMIENTO,
DISTRIBUCIÓN Y
TRANSPORTE.
26 33.33 78 100
PUNTAJE TOTAL.
% DE CUMPLIMIENTO.
26 33.33 78 100
Fuente: Sistema Oficial de Alimentos otorgado por el Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
0
20
40
60
80
100
120
Almacenamiento, distribución y transporte.
Porcentaje de cumplimiento
Porcentaje máximo
58
EVALUACIÓN ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE:
La empresa posee cuatro cámaras de congelación y refrigeración de las cuales dos, están
debidamente equipadas con métodos para la identificación de la temperatura y humedad
mientras que las otras dos no contienen dichos métodos.
Cada cámara posee repisas bien ubicadas donde se colocan algunos productos pero los
embutidos como jamones, mortadelas, salchichas y chorizos son colgados en carros
metálicos en los cuales algunos productos topan el suelo.
Las cámaras de refrigeración están demasiado copadas el acceso del personal es casi
nulo por lo cual el personal debe pasar por debajo de los alimentos o saltando.
Las cámaras de refrigeración y congelación no tienen la debida información de los
productos terminados ni están separados por lotes lo cual esto permite una confusión en
los trabajadores y puede haber una contaminación por un producto ya caducado o no lo
suficientemente refrigerado (cuarentena).
La empresa no posee un programa sanitario que contenga un plan de limpieza y
tampoco posee un adecuado plan de control de plagas.
La comercialización de los embutidos y carnes no es a ciencia cierta investigada, es
decir, no se sabe a dónde va el producto y si los clientes tienen los equipos necesarios
para el almacenamiento de los productos.
59
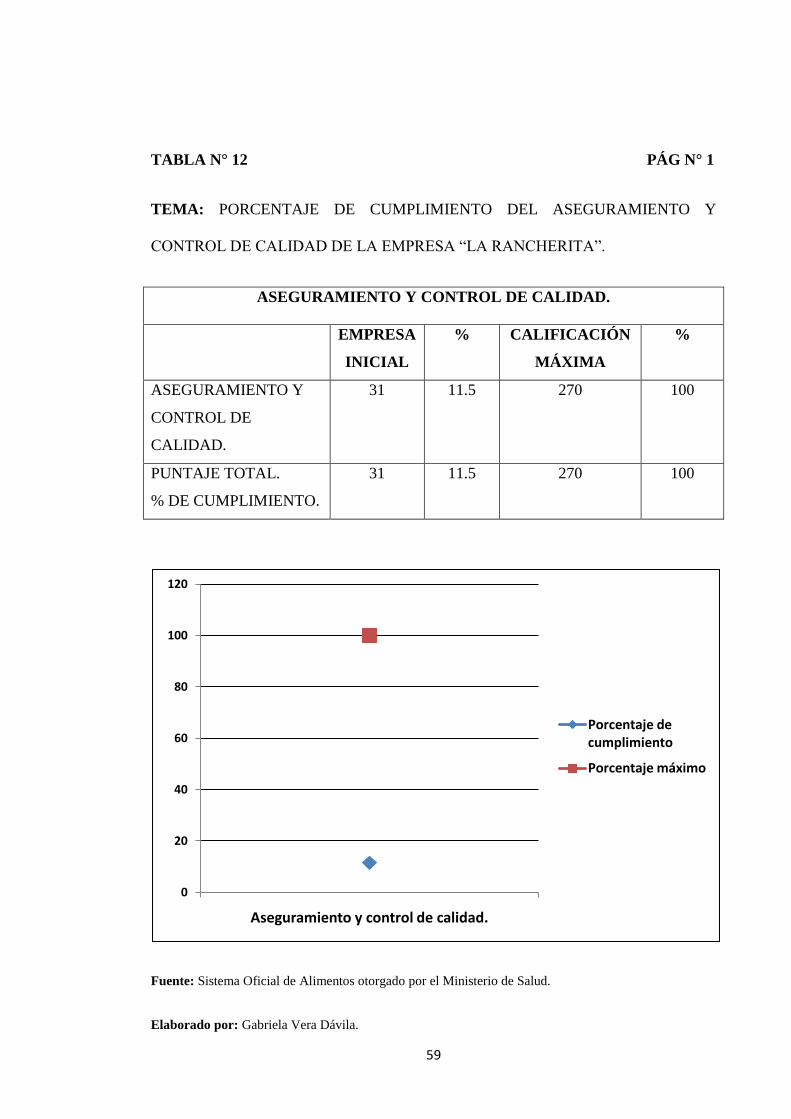
TABLA N° 12 PÁG N° 1
TEMA: PORCENTAJE DE CUMPLIMIENTO DEL ASEGURAMIENTO Y
CONTROL DE CALIDAD DE LA EMPRESA “LA RANCHERITA”.
ASEGURAMIENTO Y CONTROL DE CALIDAD.
EMPRESA
INICIAL
% CALIFICACIÓN
MÁXIMA
%
ASEGURAMIENTO Y
CONTROL DE
CALIDAD.
31 11.5 270 100
PUNTAJE TOTAL.
% DE CUMPLIMIENTO.
31 11.5 270 100
Fuente: Sistema Oficial de Alimentos otorgado por el Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
0
20
40
60
80
100
120
Aseguramiento y control de calidad.
Porcentaje de cumplimiento
Porcentaje máximo
60
EVALUACIÓN ASEGURAMIENTO Y CONTROL DE CALIDAD:
La mayoría de las áreas de la empresa La Rancherita no están sujetos a controles de
calidad ya sea por infraestructura o por falta de higiene en la cual no se reduce los
defectos naturales o inevitables que ponen en riesgo la salud del consumidor.
La empresa La Rancherita no cuenta con un control de Aseguramiento de la Inocuidad
que cubra las etapas de procesamiento desde la recepción de materia prima hasta la
distribución de alimentos terminados.
El sistema de aseguramiento de calidad contiene:
- Especificaciones sobre las materias primas y alimentos terminados.
Las únicas especificaciones que la empresa presenta en algunas de sus materias
primas son las de quien las produce, fecha de elaboración y fecha de caducidad.
- Documentación sobre la planta, equipos y procesos.
Solo presenta documentación de procedimientos de los productos y un listado de la
maquinaria que está en funcionamiento.
- En los planes de muestreo y laboratorio, los productos terminados y la materia prima
como carne y agua se los analiza en la Universidad San Francisco cada 3 meses.
La empresa no presenta un propio laboratorio.
- La empresa tiene registros de calibración por la empresa Tecnipeso que se lo realiza
cada 3 meses. No presenta planes de higiene ni limpieza ni registro sobre métodos
predictivos para equipos e instrumentos.
- La empresa no presenta un registro o documentación para un plan de limpieza según
la naturaleza o para el proceso de desinfección de los instrumentos.
61
3.10.1 CONCLUSIONES.
Podemos concluir que con las deficiencias que la empresa presenta actualmente, se
necesita un seguimiento y una Guía de Buenas Prácticas de Manufactura para dar
solución a los problemas.
3.10.2 RECOMENDACIONES.
Es necesario poner en práctica las Guía de BPM para que la empresa pueda ser líder en
calidad de los productos que está ofreciendo.
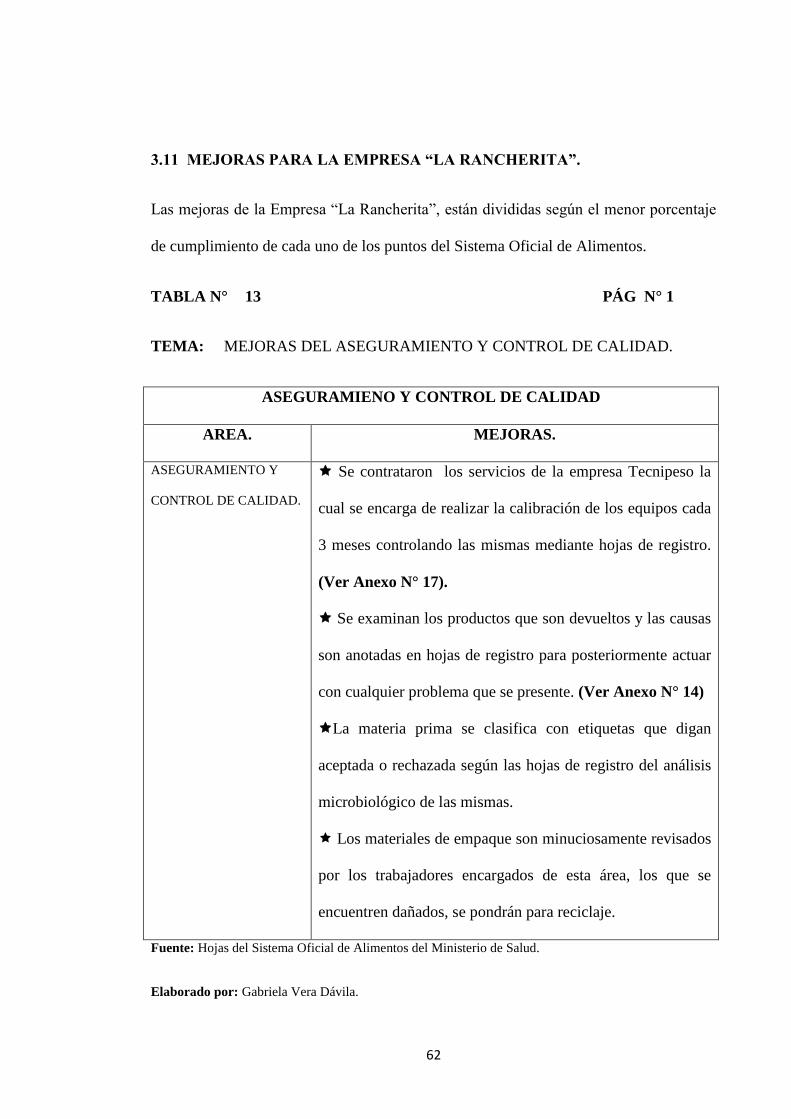
62
3.11 MEJORAS PARA LA EMPRESA “LA RANCHERITA”.
Las mejoras de la Empresa “La Rancherita”, están divididas según el menor porcentaje
de cumplimiento de cada uno de los puntos del Sistema Oficial de Alimentos.
TABLA N° 13 PÁG N° 1
TEMA: MEJORAS DEL ASEGURAMIENTO Y CONTROL DE CALIDAD.
ASEGURAMIENO Y CONTROL DE CALIDAD
AREA. MEJORAS.
ASEGURAMIENTO Y
CONTROL DE CALIDAD.
Se contrataron los servicios de la empresa Tecnipeso la
cual se encarga de realizar la calibración de los equipos cada
3 meses controlando las mismas mediante hojas de registro.
(Ver Anexo N° 17).
Se examinan los productos que son devueltos y las causas
son anotadas en hojas de registro para posteriormente actuar
con cualquier problema que se presente. (Ver Anexo N° 14)
La materia prima se clasifica con etiquetas que digan
aceptada o rechazada según las hojas de registro del análisis
microbiológico de las mismas.
Los materiales de empaque son minuciosamente revisados
por los trabajadores encargados de esta área, los que se
encuentren dañados, se pondrán para reciclaje.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
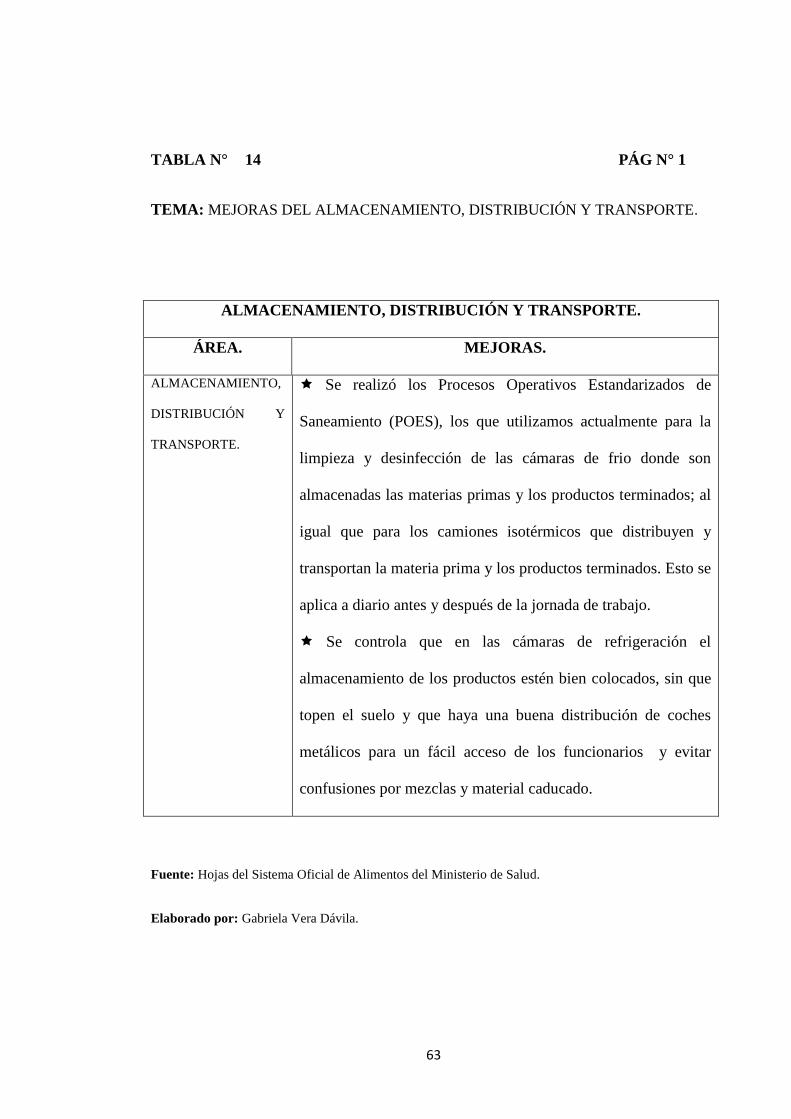
63
TABLA N° 14 PÁG N° 1
TEMA: MEJORAS DEL ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE.
ALMACENAMIENTO, DISTRIBUCIÓN Y TRANSPORTE.
ÁREA. MEJORAS.
ALMACENAMIENTO,
DISTRIBUCIÓN Y
TRANSPORTE.
Se realizó los Procesos Operativos Estandarizados de
Saneamiento (POES), los que utilizamos actualmente para la
limpieza y desinfección de las cámaras de frio donde son
almacenadas las materias primas y los productos terminados; al
igual que para los camiones isotérmicos que distribuyen y
transportan la materia prima y los productos terminados. Esto se
aplica a diario antes y después de la jornada de trabajo.
Se controla que en las cámaras de refrigeración el
almacenamiento de los productos estén bien colocados, sin que
topen el suelo y que haya una buena distribución de coches
metálicos para un fácil acceso de los funcionarios y evitar
confusiones por mezclas y material caducado.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
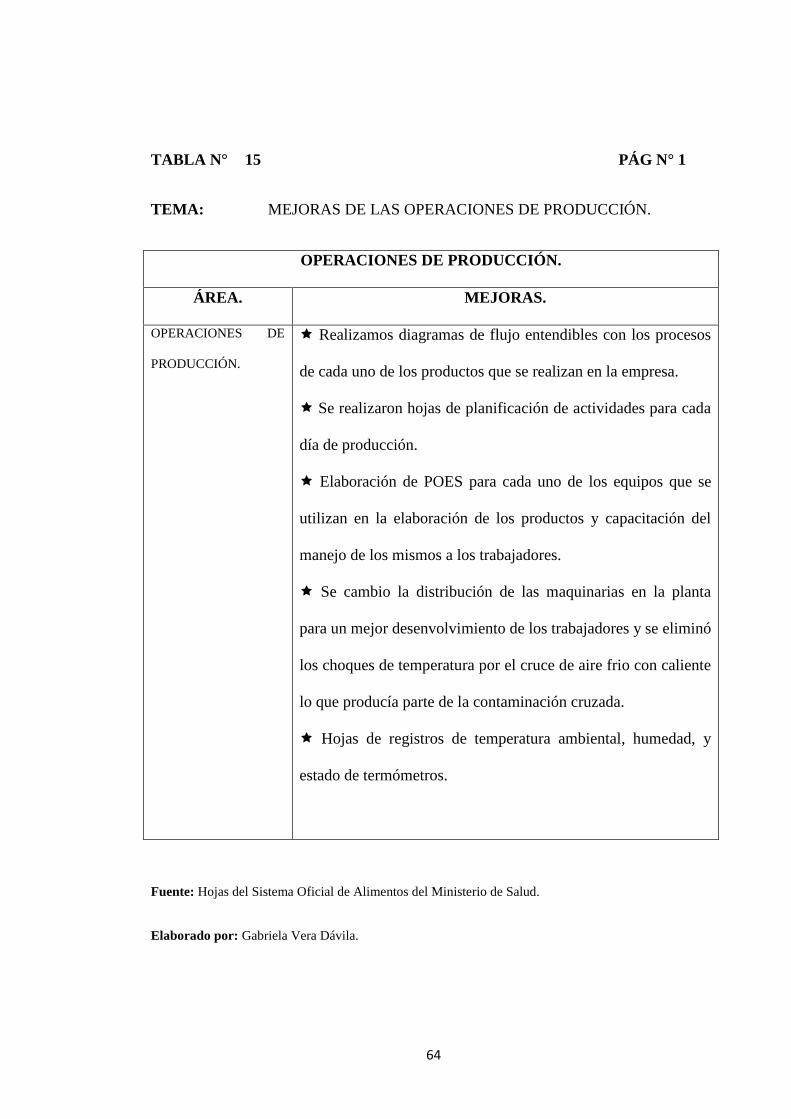
64
TABLA N° 15 PÁG N° 1
TEMA: MEJORAS DE LAS OPERACIONES DE PRODUCCIÓN.
OPERACIONES DE PRODUCCIÓN.
ÁREA. MEJORAS.
OPERACIONES DE
PRODUCCIÓN.
Realizamos diagramas de flujo entendibles con los procesos
de cada uno de los productos que se realizan en la empresa.
Se realizaron hojas de planificación de actividades para cada
día de producción.
Elaboración de POES para cada uno de los equipos que se
utilizan en la elaboración de los productos y capacitación del
manejo de los mismos a los trabajadores.
Se cambio la distribución de las maquinarias en la planta
para un mejor desenvolvimiento de los trabajadores y se eliminó
los choques de temperatura por el cruce de aire frio con caliente
lo que producía parte de la contaminación cruzada.
Hojas de registros de temperatura ambiental, humedad, y
estado de termómetros.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
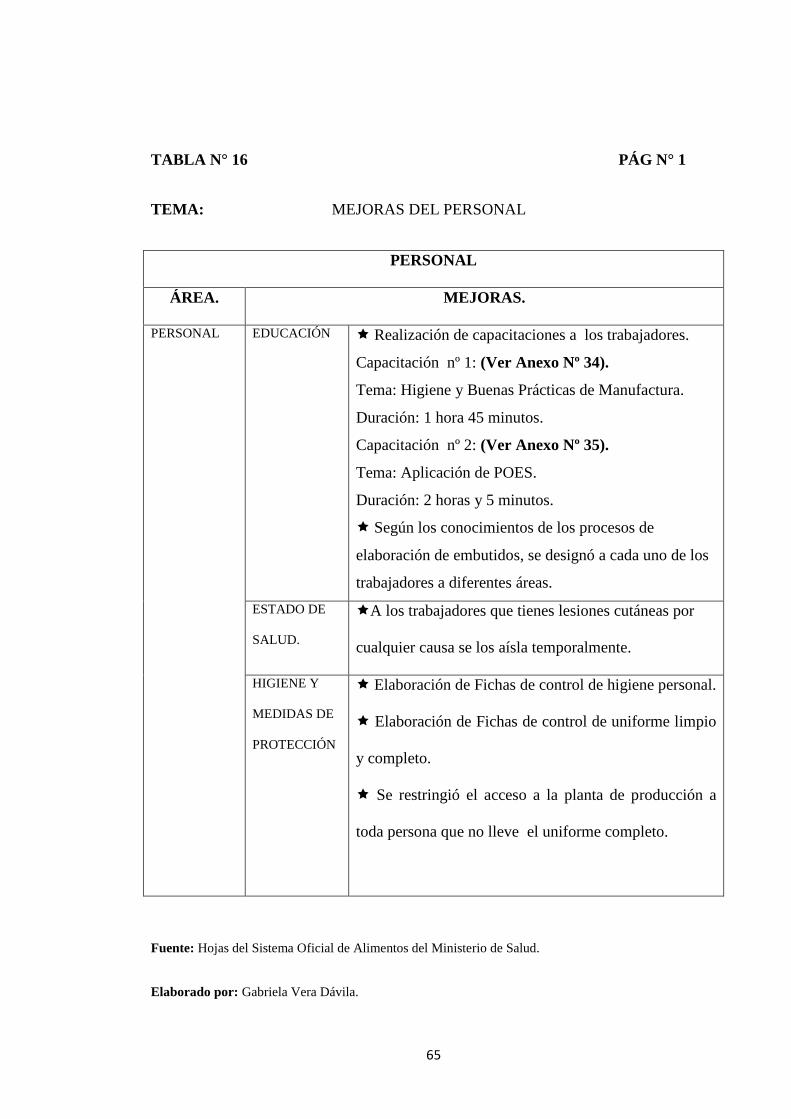
65
TABLA N° 16 PÁG N° 1
TEMA: MEJORAS DEL PERSONAL
PERSONAL
ÁREA. MEJORAS.
PERSONAL EDUCACIÓN Realización de capacitaciones a los trabajadores.
Capacitación nº 1: (Ver Anexo Nº 34).
Tema: Higiene y Buenas Prácticas de Manufactura.
Duración: 1 hora 45 minutos.
Capacitación nº 2: (Ver Anexo Nº 35).
Tema: Aplicación de POES.
Duración: 2 horas y 5 minutos.
Según los conocimientos de los procesos de
elaboración de embutidos, se designó a cada uno de los
trabajadores a diferentes áreas.
ESTADO DE
SALUD.
A los trabajadores que tienes lesiones cutáneas por
cualquier causa se los aísla temporalmente.
HIGIENE Y
MEDIDAS DE
PROTECCIÓN
Elaboración de Fichas de control de higiene personal.
Elaboración de Fichas de control de uniforme limpio
y completo.
Se restringió el acceso a la planta de producción a
toda persona que no lleve el uniforme completo.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
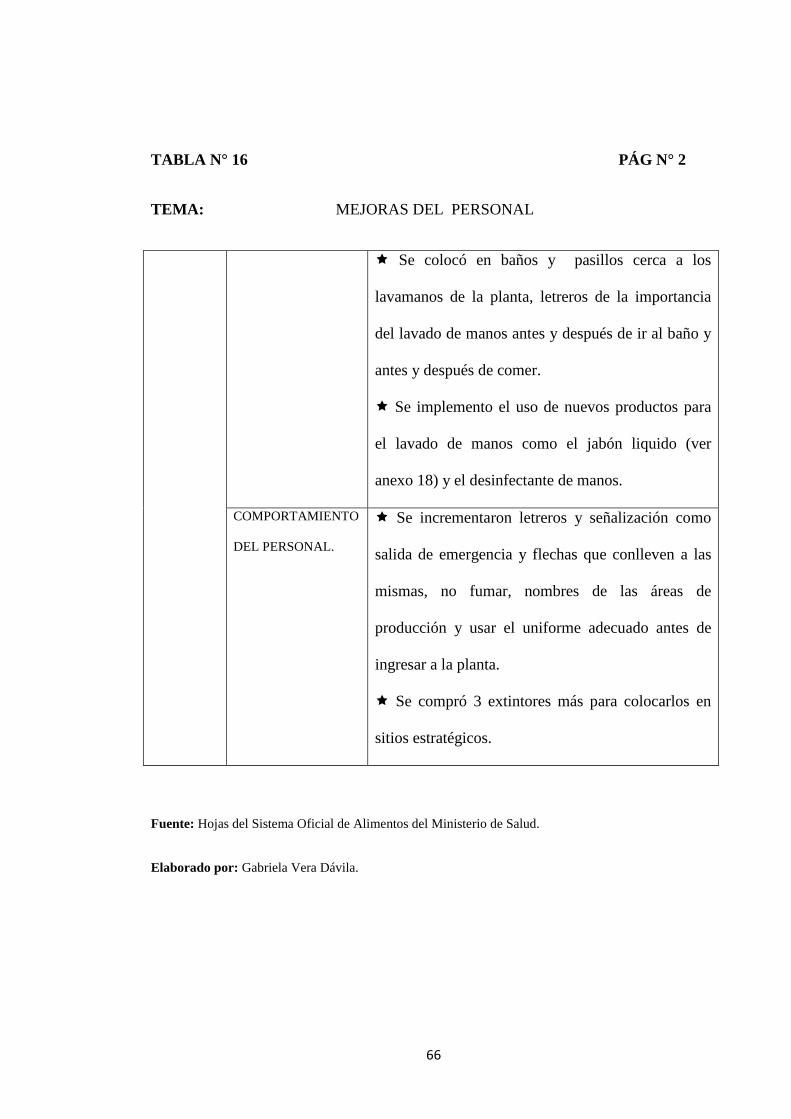
66
TABLA N° 16 PÁG N° 2
TEMA: MEJORAS DEL PERSONAL
Se colocó en baños y pasillos cerca a los
lavamanos de la planta, letreros de la importancia
del lavado de manos antes y después de ir al baño y
antes y después de comer.
Se implemento el uso de nuevos productos para
el lavado de manos como el jabón liquido (ver
anexo 18) y el desinfectante de manos.
COMPORTAMIENTO
DEL PERSONAL.
Se incrementaron letreros y señalización como
salida de emergencia y flechas que conlleven a las
mismas, no fumar, nombres de las áreas de
producción y usar el uniforme adecuado antes de
ingresar a la planta.
Se compró 3 extintores más para colocarlos en
sitios estratégicos.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
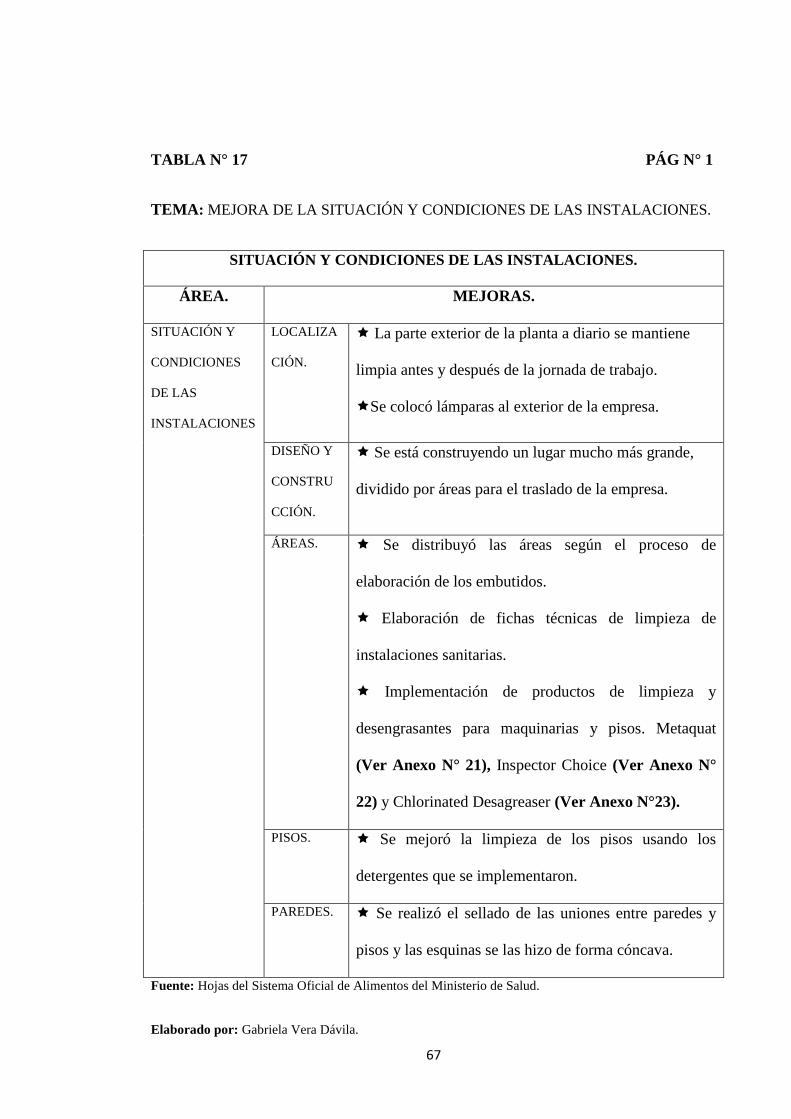
67
TABLA N° 17 PÁG N° 1
TEMA: MEJORA DE LA SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES.
SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES.
ÁREA. MEJORAS.
SITUACIÓN Y
CONDICIONES
DE LAS
INSTALACIONES
LOCALIZA
CIÓN.
La parte exterior de la planta a diario se mantiene
limpia antes y después de la jornada de trabajo.
Se colocó lámparas al exterior de la empresa.
DISEÑO Y
CONSTRU
CCIÓN.
Se está construyendo un lugar mucho más grande,
dividido por áreas para el traslado de la empresa.
ÁREAS. Se distribuyó las áreas según el proceso de
elaboración de los embutidos.
Elaboración de fichas técnicas de limpieza de
instalaciones sanitarias.
Implementación de productos de limpieza y
desengrasantes para maquinarias y pisos. Metaquat
(Ver Anexo N° 21), Inspector Choice (Ver Anexo N°
22) y Chlorinated Desagreaser (Ver Anexo N°23).
PISOS. Se mejoró la limpieza de los pisos usando los
detergentes que se implementaron.
PAREDES. Se realizó el sellado de las uniones entre paredes y
pisos y las esquinas se las hizo de forma cóncava.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
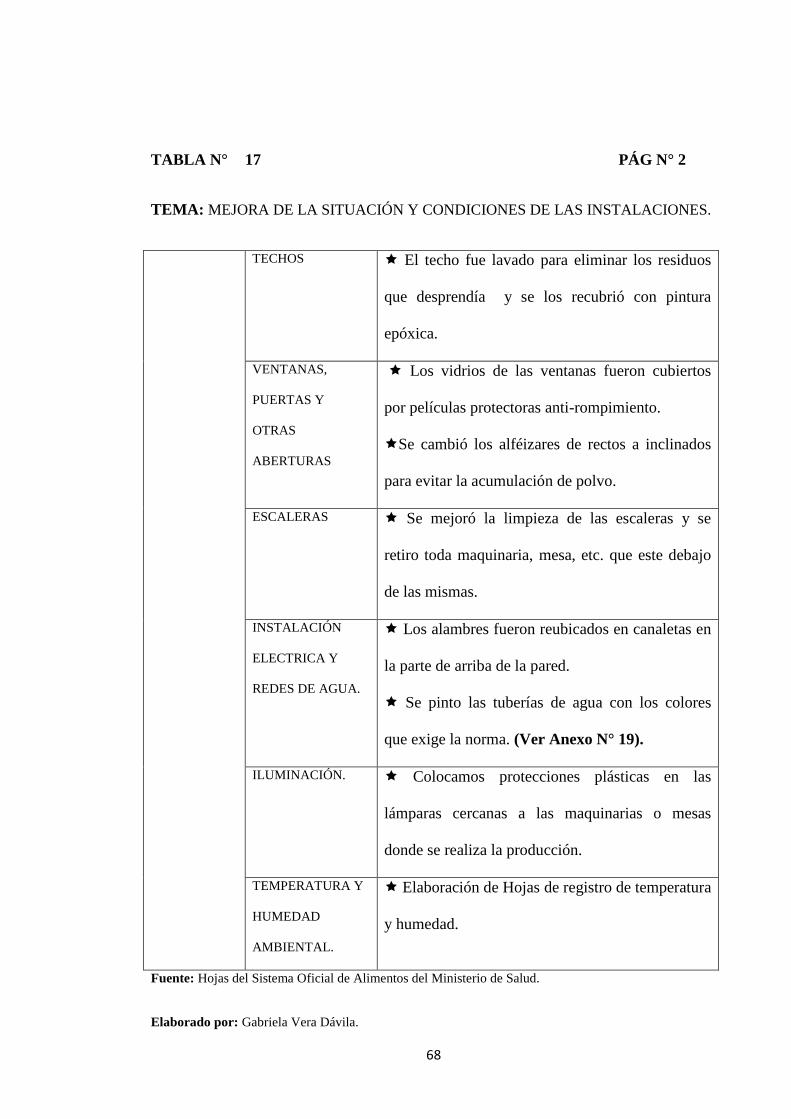
68
TABLA N° 17 PÁG N° 2
TEMA: MEJORA DE LA SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES.
TECHOS El techo fue lavado para eliminar los residuos
que desprendía y se los recubrió con pintura
epóxica.
VENTANAS,
PUERTAS Y
OTRAS
ABERTURAS
Los vidrios de las ventanas fueron cubiertos
por películas protectoras anti-rompimiento.
Se cambió los alféizares de rectos a inclinados
para evitar la acumulación de polvo.
ESCALERAS Se mejoró la limpieza de las escaleras y se
retiro toda maquinaria, mesa, etc. que este debajo
de las mismas.
INSTALACIÓN
ELECTRICA Y
REDES DE AGUA.
Los alambres fueron reubicados en canaletas en
la parte de arriba de la pared.
Se pinto las tuberías de agua con los colores
que exige la norma. (Ver Anexo N° 19).
ILUMINACIÓN. Colocamos protecciones plásticas en las
lámparas cercanas a las maquinarias o mesas
donde se realiza la producción.
TEMPERATURA Y
HUMEDAD
AMBIENTAL.
Elaboración de Hojas de registro de temperatura
y humedad.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
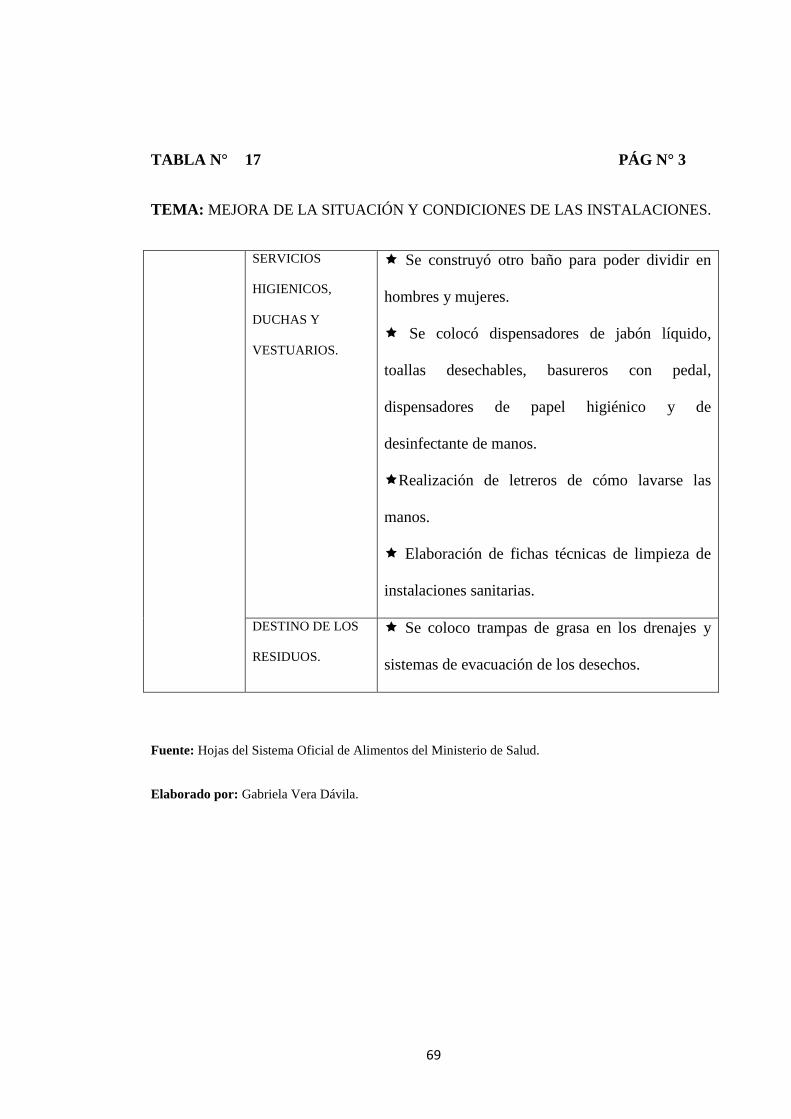
69
TABLA N° 17 PÁG N° 3
TEMA: MEJORA DE LA SITUACIÓN Y CONDICIONES DE LAS INSTALACIONES.
SERVICIOS
HIGIENICOS,
DUCHAS Y
VESTUARIOS.
Se construyó otro baño para poder dividir en
hombres y mujeres.
Se colocó dispensadores de jabón líquido,
toallas desechables, basureros con pedal,
dispensadores de papel higiénico y de
desinfectante de manos.
Realización de letreros de cómo lavarse las
manos.
Elaboración de fichas técnicas de limpieza de
instalaciones sanitarias.
DESTINO DE LOS
RESIDUOS.
Se coloco trampas de grasa en los drenajes y
sistemas de evacuación de los desechos.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
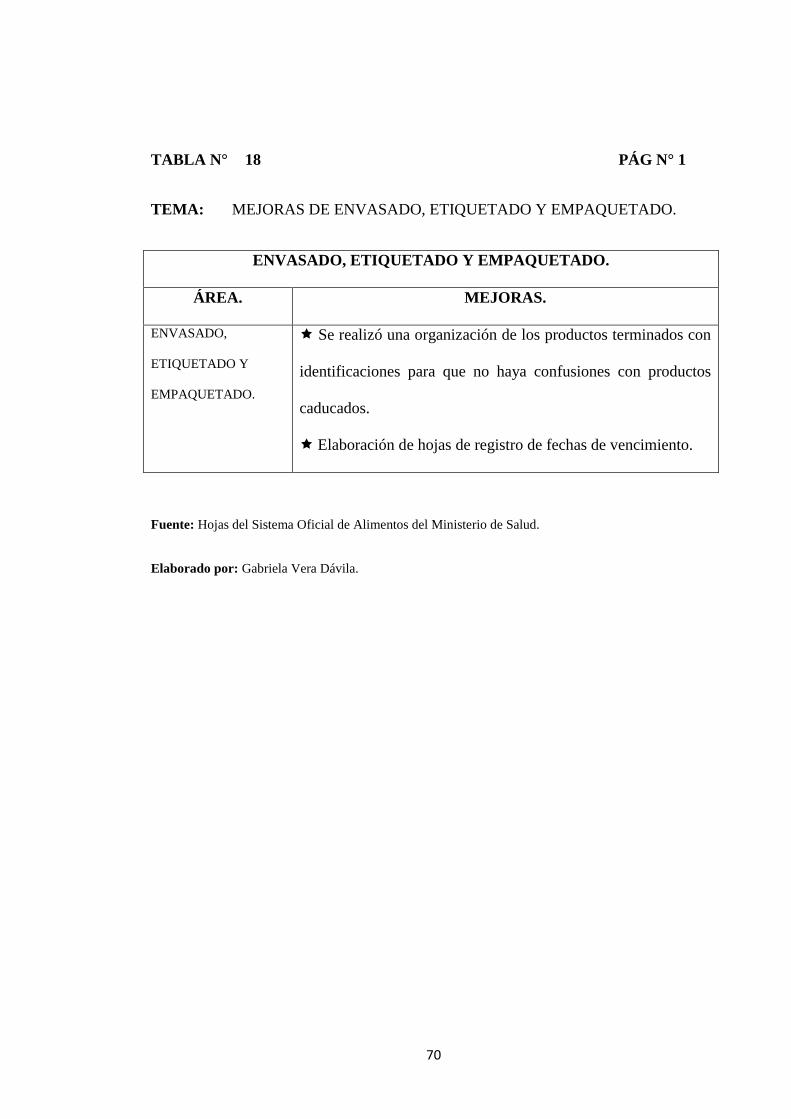
70
TABLA N° 18 PÁG N° 1
TEMA: MEJORAS DE ENVASADO, ETIQUETADO Y EMPAQUETADO.
ENVASADO, ETIQUETADO Y EMPAQUETADO.
ÁREA. MEJORAS.
ENVASADO,
ETIQUETADO Y
EMPAQUETADO.
Se realizó una organización de los productos terminados con
identificaciones para que no haya confusiones con productos
caducados.
Elaboración de hojas de registro de fechas de vencimiento.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
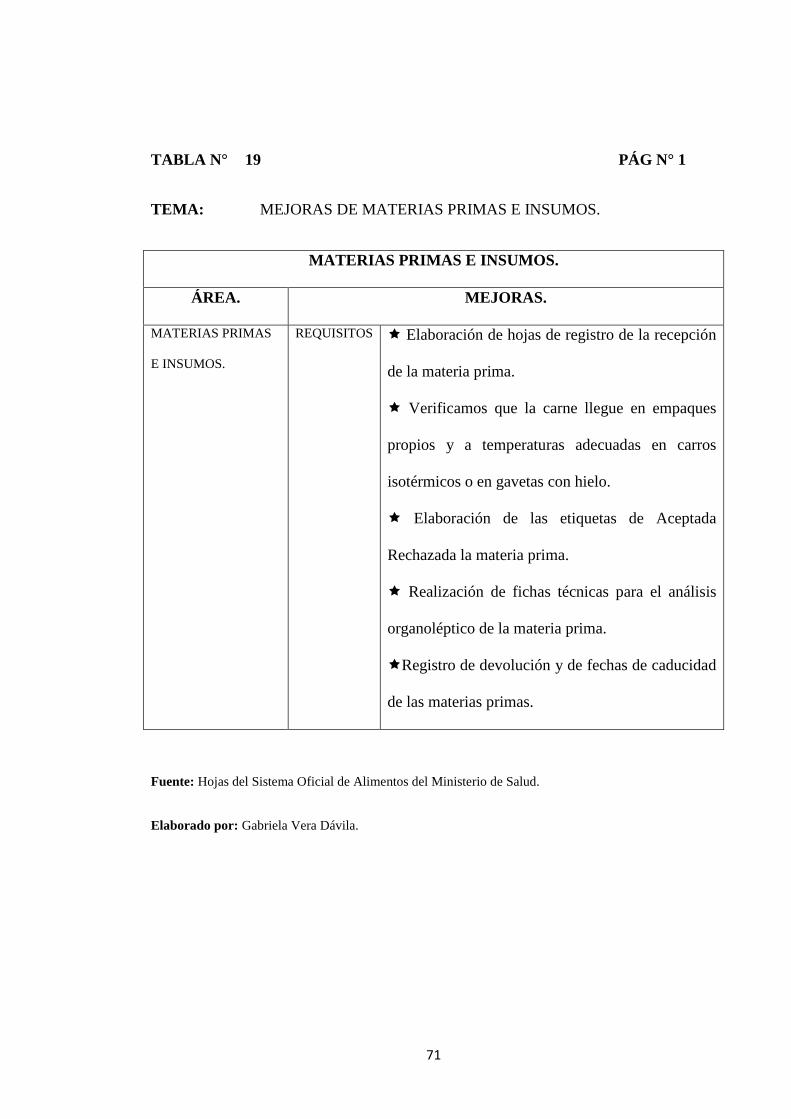
71
TABLA N° 19 PÁG N° 1
TEMA: MEJORAS DE MATERIAS PRIMAS E INSUMOS.
MATERIAS PRIMAS E INSUMOS.
ÁREA. MEJORAS.
MATERIAS PRIMAS
E INSUMOS.
REQUISITOS Elaboración de hojas de registro de la recepción
de la materia prima.
Verificamos que la carne llegue en empaques
propios y a temperaturas adecuadas en carros
isotérmicos o en gavetas con hielo.
Elaboración de las etiquetas de Aceptada
Rechazada la materia prima.
Realización de fichas técnicas para el análisis
organoléptico de la materia prima.
Registro de devolución y de fechas de caducidad
de las materias primas.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
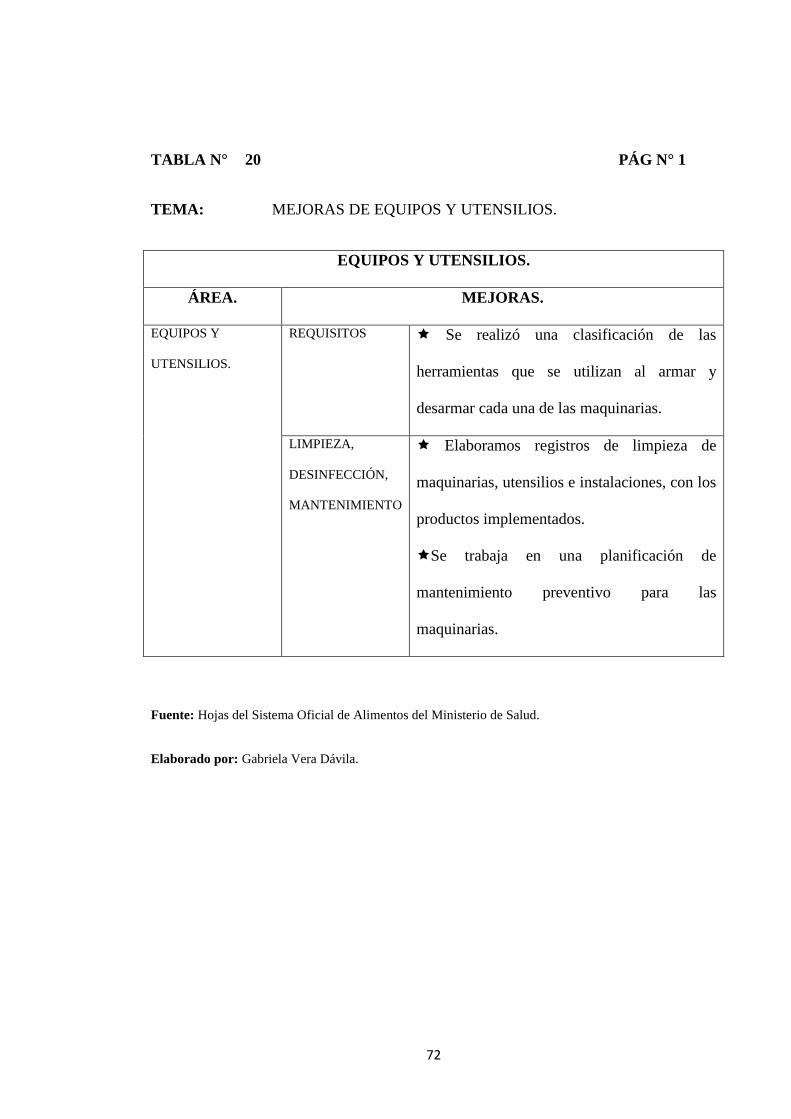
72
TABLA N° 20 PÁG N° 1
TEMA: MEJORAS DE EQUIPOS Y UTENSILIOS.
EQUIPOS Y UTENSILIOS.
ÁREA. MEJORAS.
EQUIPOS Y
UTENSILIOS.
REQUISITOS Se realizó una clasificación de las
herramientas que se utilizan al armar y
desarmar cada una de las maquinarias.
LIMPIEZA,
DESINFECCIÓN,
MANTENIMIENTO
Elaboramos registros de limpieza de
maquinarias, utensilios e instalaciones, con los
productos implementados.
Se trabaja en una planificación de
mantenimiento preventivo para las
maquinarias.
Fuente: Hojas del Sistema Oficial de Alimentos del Ministerio de Salud.
Elaborado por: Gabriela Vera Dávila.
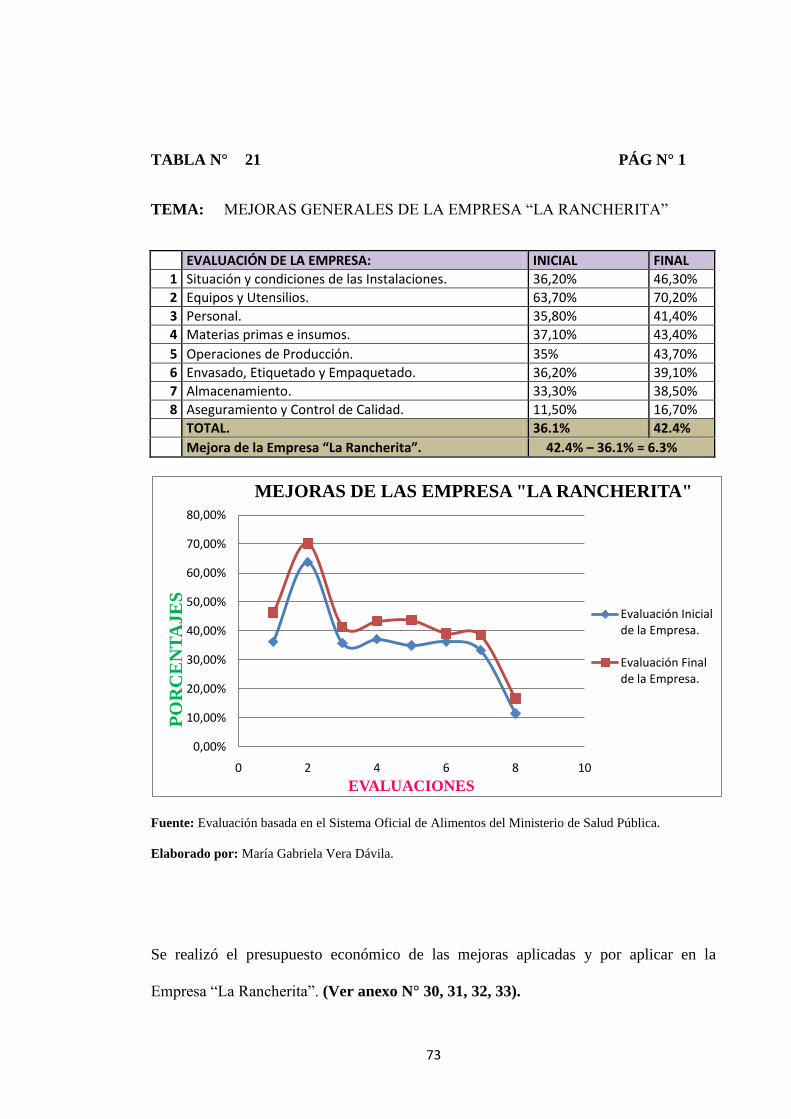
73
TABLA N° 21 PÁG N° 1
TEMA: MEJORAS GENERALES DE LA EMPRESA “LA RANCHERITA”
EVALUACIÓN DE LA EMPRESA: INICIAL FINAL
1 Situación y condiciones de las Instalaciones. 36,20% 46,30%
2 Equipos y Utensilios. 63,70% 70,20%
3 Personal. 35,80% 41,40%
4 Materias primas e insumos. 37,10% 43,40%
5 Operaciones de Producción. 35% 43,70%
6 Envasado, Etiquetado y Empaquetado. 36,20% 39,10%
7 Almacenamiento. 33,30% 38,50%
8 Aseguramiento y Control de Calidad. 11,50% 16,70%
TOTAL. 36.1% 42.4%
Mejora de la Empresa “La Rancherita”. 42.4% – 36.1% = 6.3%
Fuente: Evaluación basada en el Sistema Oficial de Alimentos del Ministerio de Salud Pública.
Elaborado por: María Gabriela Vera Dávila.
Se realizó el presupuesto económico de las mejoras aplicadas y por aplicar en la
Empresa “La Rancherita”. (Ver anexo N° 30, 31, 32, 33).
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
0 2 4 6 8 10
PO
RC
EN
TA
JE
S
EVALUACIONES
MEJORAS DE LAS EMPRESA "LA RANCHERITA"
Evaluación Inicial de la Empresa.
Evaluación Final de la Empresa.
74
CAPÍTULO IV.
4. PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE
SANEAMIENTO PARA LA EMPRESA “LA RANCHERITA”.
4.1 OBJETIVO DE LOS POES.
El objetivo de la implementación del sistema POES es el mantenimiento de la higiene
en una planta procesadora de alimentos la cual es una condición esencial para asegurar
la inocuidad de los productos que allí se elaboren.
Con esto podremos proporcionar al consumidor productos con una garantía de calidad
sanitaria que permita alargar la vida útil de los alimentos y proveer seguridad
alimentaria.
4.2 IMPORTANCIA DE LOS PROCEDIMIENTOS OPERATIVOS
ESTANDARIZADOS DE SANAMIENTO EN LA EMPRESA “LA
RANCHERITA”.
Las Buenas Prácticas de Manufactura enfatizan que en el establecimiento debe haber
procedimientos de operación que garanticen la elaboración de productos de calidad e
inocuidad así como también el propósito principal de los POES es implementar sistemas
de higienización en todas las instalaciones, maquinarias, utensilios y diversas áreas para
evitar contaminaciones potencialmente peligrosas hacia el alimento y para mejorar la
seguridad alimentaria del consumidor.
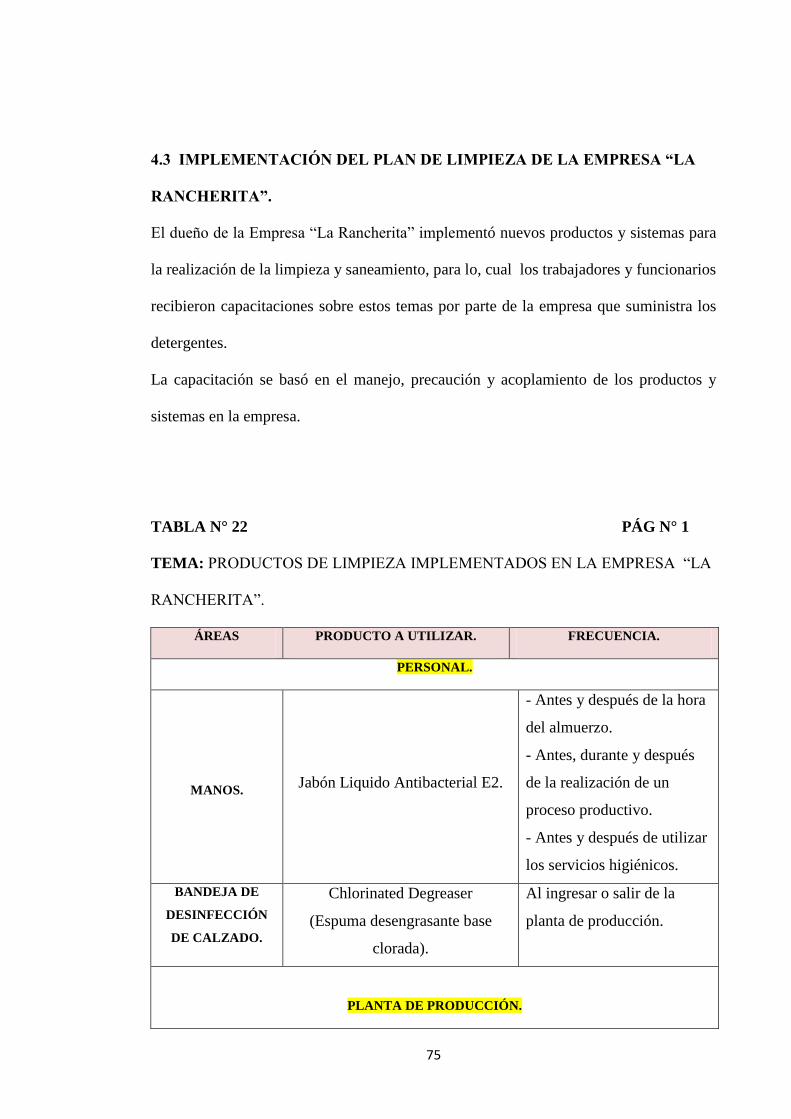
75
4.3 IMPLEMENTACIÓN DEL PLAN DE LIMPIEZA DE LA EMPRESA “LA
RANCHERITA”.
El dueño de la Empresa “La Rancherita” implementó nuevos productos y sistemas para
la realización de la limpieza y saneamiento, para lo, cual los trabajadores y funcionarios
recibieron capacitaciones sobre estos temas por parte de la empresa que suministra los
detergentes.
La capacitación se basó en el manejo, precaución y acoplamiento de los productos y
sistemas en la empresa.
TABLA N° 22 PÁG N° 1
TEMA: PRODUCTOS DE LIMPIEZA IMPLEMENTADOS EN LA EMPRESA “LA
RANCHERITA”.
ÁREAS PRODUCTO A UTILIZAR. FRECUENCIA.
PERSONAL.
MANOS.
Jabón Liquido Antibacterial E2.
- Antes y después de la hora
del almuerzo.
- Antes, durante y después
de la realización de un
proceso productivo.
- Antes y después de utilizar
los servicios higiénicos.
BANDEJA DE
DESINFECCIÓN
DE CALZADO.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
Al ingresar o salir de la
planta de producción.
PLANTA DE PRODUCCIÓN.
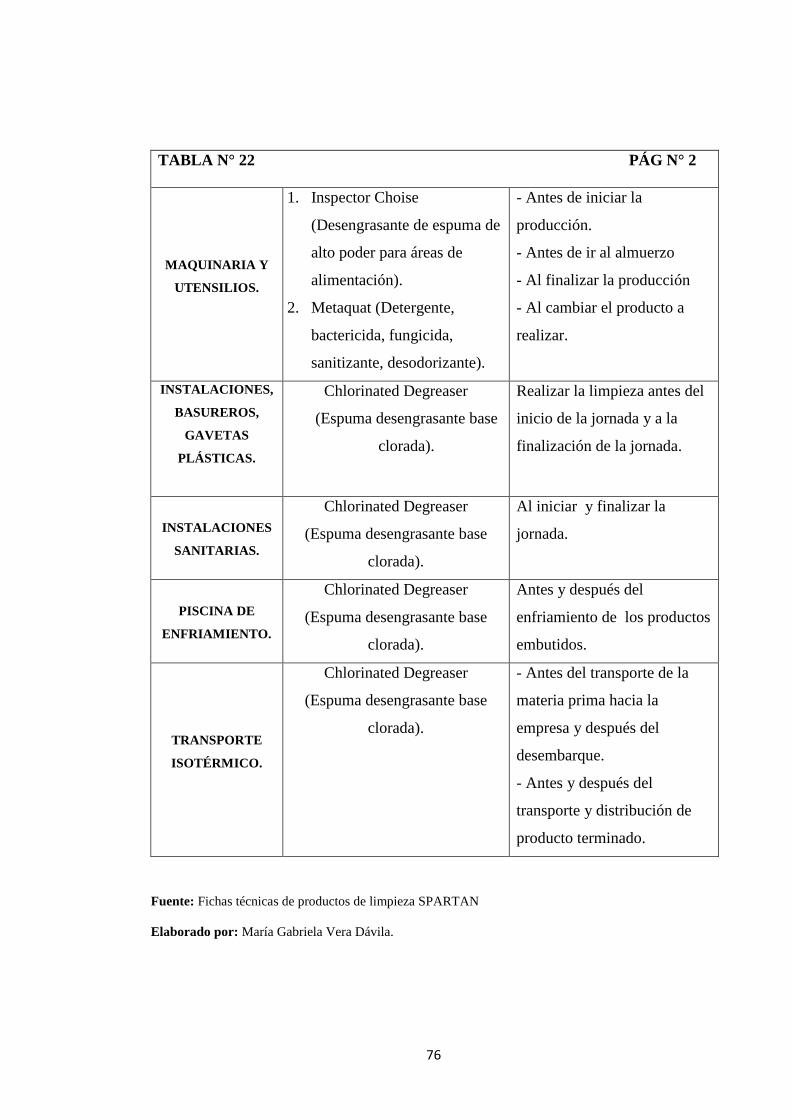
76
TABLA N° 22 PÁG N° 2
MAQUINARIA Y
UTENSILIOS.
1. Inspector Choise
(Desengrasante de espuma de
alto poder para áreas de
alimentación).
2. Metaquat (Detergente,
bactericida, fungicida,
sanitizante, desodorizante).
- Antes de iniciar la
producción.
- Antes de ir al almuerzo
- Al finalizar la producción
- Al cambiar el producto a
realizar.
INSTALACIONES,
BASUREROS,
GAVETAS
PLÁSTICAS.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
Realizar la limpieza antes del
inicio de la jornada y a la
finalización de la jornada.
INSTALACIONES
SANITARIAS.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
Al iniciar y finalizar la
jornada.
PISCINA DE
ENFRIAMIENTO.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
Antes y después del
enfriamiento de los productos
embutidos.
TRANSPORTE
ISOTÉRMICO.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
- Antes del transporte de la
materia prima hacia la
empresa y después del
desembarque.
- Antes y después del
transporte y distribución de
producto terminado.
Fuente: Fichas técnicas de productos de limpieza SPARTAN
Elaborado por: María Gabriela Vera Dávila.
77
4.4 DESCRIPCIÓN DE LOS PRODUCTOS A UTILIZAR.
Detergentes, Desinfectantes, Desengrasantes y Desodorizantes.
-Metaquat (Detergente, bactericida, fungicida, sanitizante y desodorizante).
Es un detergente de grado alimenticio que equilibra perfectamente el olor germicida y la
acción de la limpieza. Sanitiza superficies en contacto con alimentos gracias a su nivel
de amonio cuaternario activo.
Es un desodorizante ya que no solamente elimina el olor de origen bacteriano sino que
neutraliza el olor que producen los elementos químicos.
Es un activo fungicida que elimina una gran variedad de bacterias y hongos.
Totalmente soluble en agua.
(Ver anexo ficha técnica N°21)
-Inspector Choice (Desengrasante de espuma de alto poder para áreas de
alimentación).
Es un detergente sintético concentrado de grado alimenticio, formulado para penetrar,
emulsionar y eliminar la grasa animal y vegetal, aceite, sangre y otros tipos de
suciedades difíciles de limpiar gracias a su alta alcalinidad.
Totalmente soluble en agua.
(Ver anexo ficha técnica N° 22)
78
-Chlorinated Degreaser (Espuma detergente - desengrasante base clorada).
Es una concentración formulada con agentes blanqueadores y una elevada alcalinidad
para aumentar el poder de limpieza para superficies de maquinaria alimenticia e
instalaciones.
Está compuesto a base de hipoclorito de sodio e inhibidores de corrosión. Contiene
surfactantes biodegradables y es seguro para usarlo en superficies de acero inoxidable.
(Ver anexo ficha técnica N° 23)
Jabón Líquido Antibacterial E2.
El jabón líquido antibacterial para manos y piel con acción dual, es decir, limpiador y
sanitizante en un solo paso, está especialmente diseñado para reducir potencialmente las
enfermedades causadas por bacterias y prevenir contaminación cruzada por contacto
con las manos. Está diseñado especialmente para la industria alimenticia y hospitalaria.
Este jabón tiene pruebas contra Staphylococcus Aureus y Salmonella Typhi.
Contiene detergentes que son suaves para la piel y no deja las manos agrietadas a pesar
de usarlo frecuentemente.
Accesorios.
Los sistemas de saneamiento necesitan de accesorios que ayuden a facilitar el trabajo de
limpieza en las áreas de producción.
En el caso de la empresa ¨La Rancherita¨ toma en cuenta lo siguiente:
Guantes de látex
Escobillas blandas y duras
Esponjas abrasivas
79
Cepillos manuales.
Esponjas o paños.
Escobas de pluma delgada.
Palas de mango largo.
Precauciones para el uso de los productos de limpieza.
Todos los desinfectantes, desengrasantes, detergentes deberán estar totalmente
identificados mediante etiquetas que contengan el nombre del producto, la composición
química, los peligros y soluciones por ingestión, contacto ocular, o contacto dérmico,
fecha de elaboración y de vencimiento.
Estos deben ser almacenados en un área externa y apropiada a la planta de producción.
Para el manejo de los productos se debe usar guantes de látex o plástico, o en su defecto
y si es necesario el uso de lentes o gafas para protección de ojos y nariz.
El uso de desengrasantes en el piso puede ser peligroso por lo que se recomienda el uso
de botas plásticas y una limpieza inmediata de los mismos.
(Ver anexo Ficha Técnica N° 24)
4.5 MODO DE LIMPIEZA.
El modo de limpieza que vamos a utilizar en la empresa “La Rancherita” se divide en
dos partes: limpieza preventiva y la limpieza manual.
La limpieza preventiva es una pre- limpieza, en la cual se hace una inspección visual de
superficies en contacto con alimentos como maquinarias, utensilios y mesas; e
instalaciones como pisos, paredes donde se realiza un recogimiento de residuos o
80
desechos para evitar la adherencia de estos dificultando el sistema de saneamiento y
aumentando el tiempo.
La limpieza manual es la utilización de los productos detergentes en las áreas de
producción, equipos y utensilios e instalaciones con la ayuda de accesorios eliminando
la suciedad por medios de refregado.
4.6 ASIGNACIÓN DE ÁREAS.
La empresa “La Rancherita” se caracteriza por tener obreros multifuncionales, es decir
que todos los trabajadores están aptos para realizar cualquier tipo de proceso, pero cada
uno tiene un área asignada, por lo cual, cada operario será responsable de la limpieza de
su asignación y para la limpieza de la planta de producción en sí incluyendo
instalaciones, se realizará un cronograma para que todos los días, tres operarios
diferentes realicen esta actividad y dos más se encarguen de lo que es instalaciones
sanitarias.
4.7 OBJETIVO GENERAL DE FICHAS POES.
Describir el procedimiento de la limpieza de utensilios, maquinarias, transporte e
instalaciones, para realizar un producto inocuo y de calidad, garantizando la seguridad
alimentaria del consumidor.
4.8 ALCANCE GENERAL DE FICHAS POES.
Realizar la correcta limpieza y desinfección de utensilios, maquinarias, transporte e
instalaciones con procesos aptos y prácticos de implementar para los trabajadores.
81
4.9 DILUSIONES DE PRODUCTOS A UTILIZAR.
Inspector Choice (Desengrasante de espuma de alto poder).
La dilución del Inspector Choice, se realiza tomando un recipiente plástico en el cual se
coloca 8 litros de agua fría, (4 litros para cada molino), y se adiciona 0.2 litros del
desengrasante, se mezcla y se obtiene una espuma blanquecina.
Este cálculo se pudo realizar a partir de la dilución real del desengrasante ya que ésta es
1:40 lo que quiere decir que, en 40 litros de agua se adiciona 1 litro de Inspector Choice.
Metaquat (detergente, bactericida, fungicida, sanitizante, desodorizante).
La dilución del Metaquat, se realiza tomando un recipiente plástico en el cual se coloca
8 litros de agua fría, (4 litros para cada molino), y se adiciona 0.125 litros del
desengrasante, se mezcla y se obtiene una espuma blanquecina.
Este cálculo se puedo realizar a partir de la dilución real del desengrasante ya que ésta
es 1:64 lo que quiere decir que, en 64 litros de agua se adiciona 1 litro de Metaquat.
Chlorinated Degreaser - Espuma desengrasante base clorada.
Para la realización de la dilución del Chlorinated Degreaser tomamos un recipiente
plástico donde colocamos 1 litro del cloro en 50 litros de agua fría.
Mezcle bien durante algunos segundos hasta que aparezca una espuma blanquecina, y
déjela reposar durante 5 minutos y esta lista para utilizar.
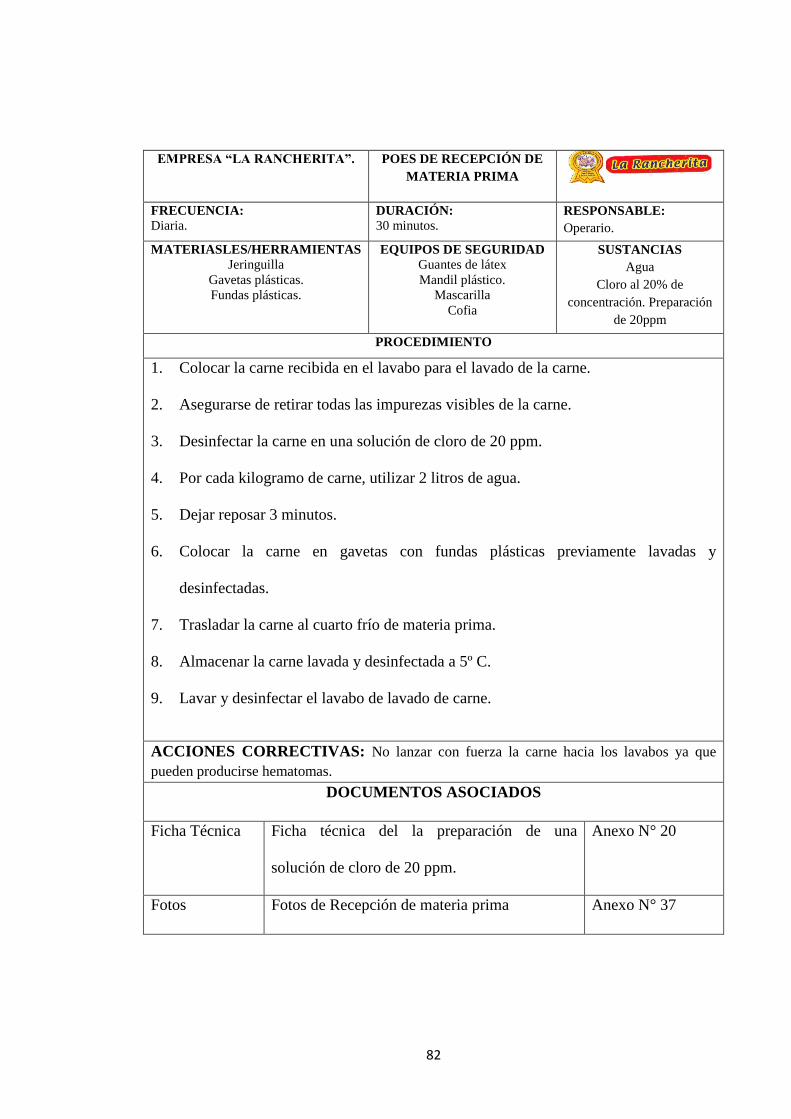
82
EMPRESA “LA RANCHERITA”. POES DE RECEPCIÓN DE
MATERIA PRIMA
FRECUENCIA:
Diaria. DURACIÓN:
30 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Jeringuilla
Gavetas plásticas.
Fundas plásticas.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
Agua
Cloro al 20% de
concentración. Preparación
de 20ppm
PROCEDIMIENTO
1. Colocar la carne recibida en el lavabo para el lavado de la carne.
2. Asegurarse de retirar todas las impurezas visibles de la carne.
3. Desinfectar la carne en una solución de cloro de 20 ppm.
4. Por cada kilogramo de carne, utilizar 2 litros de agua.
5. Dejar reposar 3 minutos.
6. Colocar la carne en gavetas con fundas plásticas previamente lavadas y
desinfectadas.
7. Trasladar la carne al cuarto frío de materia prima.
8. Almacenar la carne lavada y desinfectada a 5º C.
9. Lavar y desinfectar el lavabo de lavado de carne.
ACCIONES CORRECTIVAS: No lanzar con fuerza la carne hacia los lavabos ya que
pueden producirse hematomas.
DOCUMENTOS ASOCIADOS
Ficha Técnica Ficha técnica del la preparación de una
solución de cloro de 20 ppm.
Anexo N° 20
Fotos Fotos de Recepción de materia prima Anexo N° 37
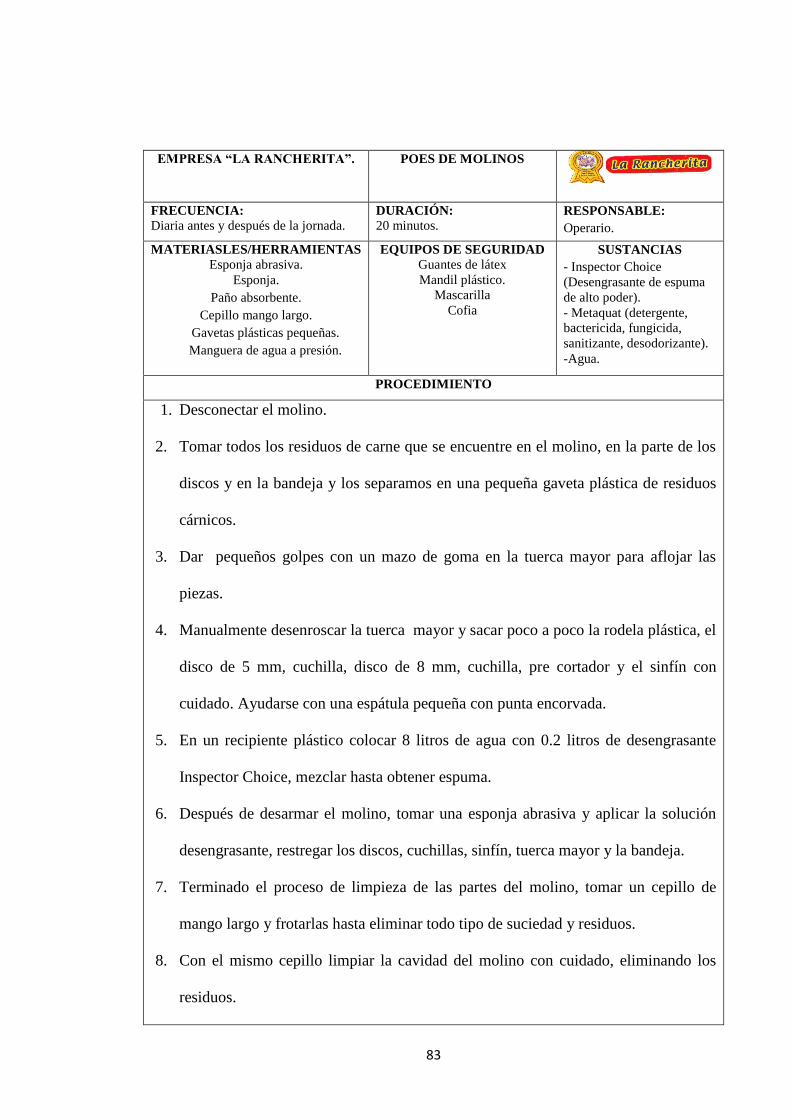
83
EMPRESA “LA RANCHERITA”. POES DE MOLINOS
FRECUENCIA:
Diaria antes y después de la jornada. DURACIÓN:
20 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Esponja abrasiva.
Esponja.
Paño absorbente.
Cepillo mango largo.
Gavetas plásticas pequeñas. Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
- Inspector Choice
(Desengrasante de espuma
de alto poder).
- Metaquat (detergente,
bactericida, fungicida,
sanitizante, desodorizante).
-Agua.
PROCEDIMIENTO
1. Desconectar el molino.
2. Tomar todos los residuos de carne que se encuentre en el molino, en la parte de los
discos y en la bandeja y los separamos en una pequeña gaveta plástica de residuos
cárnicos.
3. Dar pequeños golpes con un mazo de goma en la tuerca mayor para aflojar las
piezas.
4. Manualmente desenroscar la tuerca mayor y sacar poco a poco la rodela plástica, el
disco de 5 mm, cuchilla, disco de 8 mm, cuchilla, pre cortador y el sinfín con
cuidado. Ayudarse con una espátula pequeña con punta encorvada.
5. En un recipiente plástico colocar 8 litros de agua con 0.2 litros de desengrasante
Inspector Choice, mezclar hasta obtener espuma.
6. Después de desarmar el molino, tomar una esponja abrasiva y aplicar la solución
desengrasante, restregar los discos, cuchillas, sinfín, tuerca mayor y la bandeja.
7. Terminado el proceso de limpieza de las partes del molino, tomar un cepillo de
mango largo y frotarlas hasta eliminar todo tipo de suciedad y residuos.
8. Con el mismo cepillo limpiar la cavidad del molino con cuidado, eliminando los
residuos.
84
9. Tomar una manguera de agua a presión y enjuagar todo el molino incluida sus
partes asegurándose que los orificios pequeños de las piezas queden completamente
limpios.
10. Tomar otro recipiente plástico y agregar 0.125 litros de Metaquat en 8 litros de
agua. Mezclar hasta obtener una espuma blanquecina.
11. Aplicar en una esponja, la solución de Metacuart.
12. Pasar la esponja por todas las partes del molino como discos, sinfín, tornillos,
cuchillas, cavidades y bandeja.
13. Enjuagar todas las partes del molino y dejar secar al aire libre.
14. Volver a armar el molino comenzando por el sinfín, pre cortador, cuchilla, disco de
8 mm, cuchilla 2, disco de 5 mm, rodela plástica y la tuerca mayor.
15. Desinfectar las herramientas utilizadas para el desarme del molino y guardarlas con
una identificación.
ACCIONES CORRECTIVAS: A presión mediante el agua cerciorarse de sacar todos
los residuos de los discos.
DOCUMENTOS ASOCIADOS.
Ficha Técnica -Ficha técnica de Inspector Choice (Desengrasante
de espuma de alto poder).
Anexo N° 22
-Ficha técnica de Metaquat (detergente, bactericida,
fungicida, sanitizante, desodorizante).
Anexo N° 21
85
EMPRESA “LA RANCHERITA”. POES DE CUTER
FRECUENCIA:
Diaria antes y después de la jornada. DURACIÓN:
30 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Esponja abrasiva.
Esponja.
Paño absorbente.
Cepillo mango largo.
Gavetas plásticas pequeñas. Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
- Inspector Choice
(Desengrasante de espuma
de alto poder).
- Metaquat (detergente,
bactericida, fungicida,
sanitizante, desodorizante).
-Agua.
PROCEDIMIENTO
1. Apagar el cúter presionando el botón rojo ubicado en la parte inferior del panel.
2. Desconectar el cúter.
3. Bajar el brazo metálico que tiene la tapa del cúter para abrirla.
4. Usando un guante de látex, recogemos toda la pasta de carne que ha quedado en la
parte de las cuchillas, tolva y tapa. Tener mucho cuidado cuando se recolecta los
residuos de las cuchillas, hacerlo con suavidad y concentración.
5. Colocar los residuos en la pequeña gaveta plástica.
6. Retirar los residuos que no podemos alcanzar con agua a presión con manguera.
7. Tómanos la llave numero 70 y con presión manual aflojamos de derecha a
izquierda la tuerca de sujeción.
8. Sacamos el tornillo de sujeción y las cuchillas con mucho cuidado, evitando
cogerlas de los filos si no de las terminaciones que son más gruesas.
9. El afilado de las cuchillas se debe realizar antes de lavarlas en el caso de que estas
desprendan limallas.
10. En un recipiente plástico colocar 8 litros de agua con 0.2 litros de desengrasante
Inspector Choice, mezclar hasta obtener espuma.
11. Tomar una esponja abrasiva y restregar las partes del cúter asegurándose que no
86
queden residuos.
12. Con el cepillo de mango largo, refregar el interior de la tolva.
13. Con la manguera de agua a presión, lavar la tolva con cuidando de que el agua
pueda perjudicar al panel de control. También enjuagar las piezas del cúter.
14. Con una llave numero 19, destornillar la plataforma de recepción del cúter,
restregar con la esponja empapada de la solución del inspector Choice y separar
junto con sus tornillos.
15. Tomar otro recipiente plástico y agregar 0.125 litros de Detergente-desinfectante
Metaquat en 8 litros de agua. Mezclar hasta obtener una espuma blanquecina.
16. Introducir una esponja normal a la solución y frotar las partes del cúter, la tolva y la
plataforma suavemente hasta que se genere espuma.
17. Lavar la tolva con la manguera de agua a presión asegurándose que no queden
residuos de detergente. Desaloje el agua en su totalidad.
18. Lavar las piezas del cúter y dejar secar al aire libre.
19. Con un paño absorbente, seque la tolva y todos sus alrededores.
20. Vuelva a armar el cúter, la plataforma con la llave numero 19 ajustando los
tornillos y después las cuchillas con la tuerca de sujeción ayudado con la llave
numero 70 de izquierda a derecha.
21. Desinfectar las herramientas utilizadas para el desarme del cúter y guardarlas con
una identificación.
ACCIONES CORRECTIVAS: Usar escobillas o esponjas abrasivas para lavar las cuchillas del cúter.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Inspector Choice (Desengrasante
de espuma de alto poder).
Anexo N° 22
-Ficha técnica de Metaquat (detergente, bactericida,
fungicida, sanitizante, desodorizante).
Anexo N° 21
87
EMPRESA “LA RANCHERITA”. POES DE EMBUTIDORA
FRECUENCIA:
Diaria antes y después de la jornada. DURACIÓN:
20 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Esponja abrasiva.
Esponja.
Paño absorbente.
Cepillo mango largo.
Gavetas plásticas pequeñas. Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
- Inspector Choice
(Desengrasante de espuma
de alto poder).
- Metaquat (detergente,
bactericida, fungicida,
sanitizante, desodorizante).
- Agua.
PROCEDIMIENTO
1. Apagar la embutidora presionando el botón rojo ubicado en la parte inferior del
panel de control.
2. Desconectar la embutidora.
3. Levantamos las seguridades tipo palanca que tiene en cada extremo la embutidora,
y hacemos para atrás la tolva.
4. Usar un guante de látex y recoger toda la pasta de carne que ha quedado en la tolva,
la paleta, el sinfín, los filtros, las tapas de vacío y el tubo embutidor.
5. Colocar los residuos en la pequeña gaveta plástica.
6. Con la ayuda de una llave numero 19, destornillamos la paleta que se encuentra
dentro de la tolva, manualmente viramos de derecha a izquierda el sinfín interior
para sacarlo y con la espátula de punta encorvada hacemos presión externamente
para obtener las tapas de vacío, el sinfín exterior y los filtros.
7. Retirar los residuos que no podemos alcanzar, con agua a presión utilizando la
manguera.
8. En un recipiente plástico colocar 8 litros de agua con 0.2 litros de desengrasante
Inspector Choice, mezclar hasta obtener espuma.
9. Tomar una esponja abrasiva y restregar las partes de la embutidora asegurándose
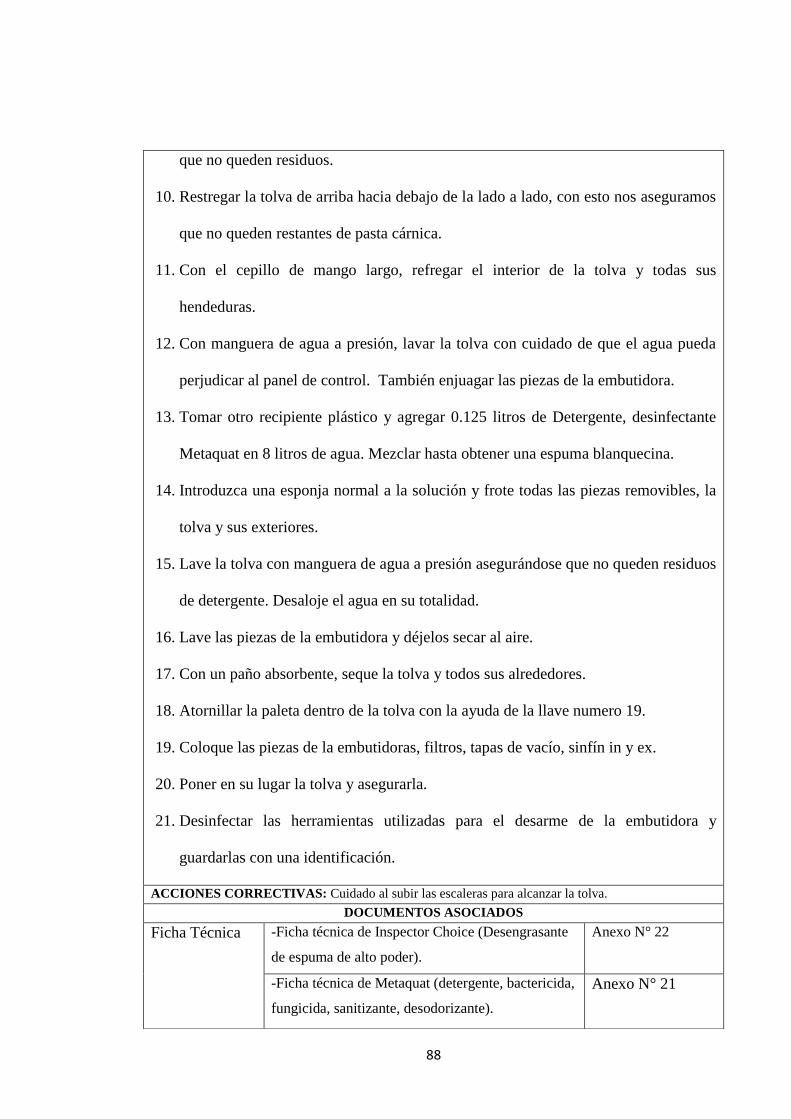
88
que no queden residuos.
10. Restregar la tolva de arriba hacia debajo de la lado a lado, con esto nos aseguramos
que no queden restantes de pasta cárnica.
11. Con el cepillo de mango largo, refregar el interior de la tolva y todas sus
hendeduras.
12. Con manguera de agua a presión, lavar la tolva con cuidado de que el agua pueda
perjudicar al panel de control. También enjuagar las piezas de la embutidora.
13. Tomar otro recipiente plástico y agregar 0.125 litros de Detergente, desinfectante
Metaquat en 8 litros de agua. Mezclar hasta obtener una espuma blanquecina.
14. Introduzca una esponja normal a la solución y frote todas las piezas removibles, la
tolva y sus exteriores.
15. Lave la tolva con manguera de agua a presión asegurándose que no queden residuos
de detergente. Desaloje el agua en su totalidad.
16. Lave las piezas de la embutidora y déjelos secar al aire.
17. Con un paño absorbente, seque la tolva y todos sus alrededores.
18. Atornillar la paleta dentro de la tolva con la ayuda de la llave numero 19.
19. Coloque las piezas de la embutidoras, filtros, tapas de vacío, sinfín in y ex.
20. Poner en su lugar la tolva y asegurarla.
21. Desinfectar las herramientas utilizadas para el desarme de la embutidora y
guardarlas con una identificación.
ACCIONES CORRECTIVAS: Cuidado al subir las escaleras para alcanzar la tolva.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Inspector Choice (Desengrasante
de espuma de alto poder).
Anexo N° 22
-Ficha técnica de Metaquat (detergente, bactericida,
fungicida, sanitizante, desodorizante).
Anexo N° 21
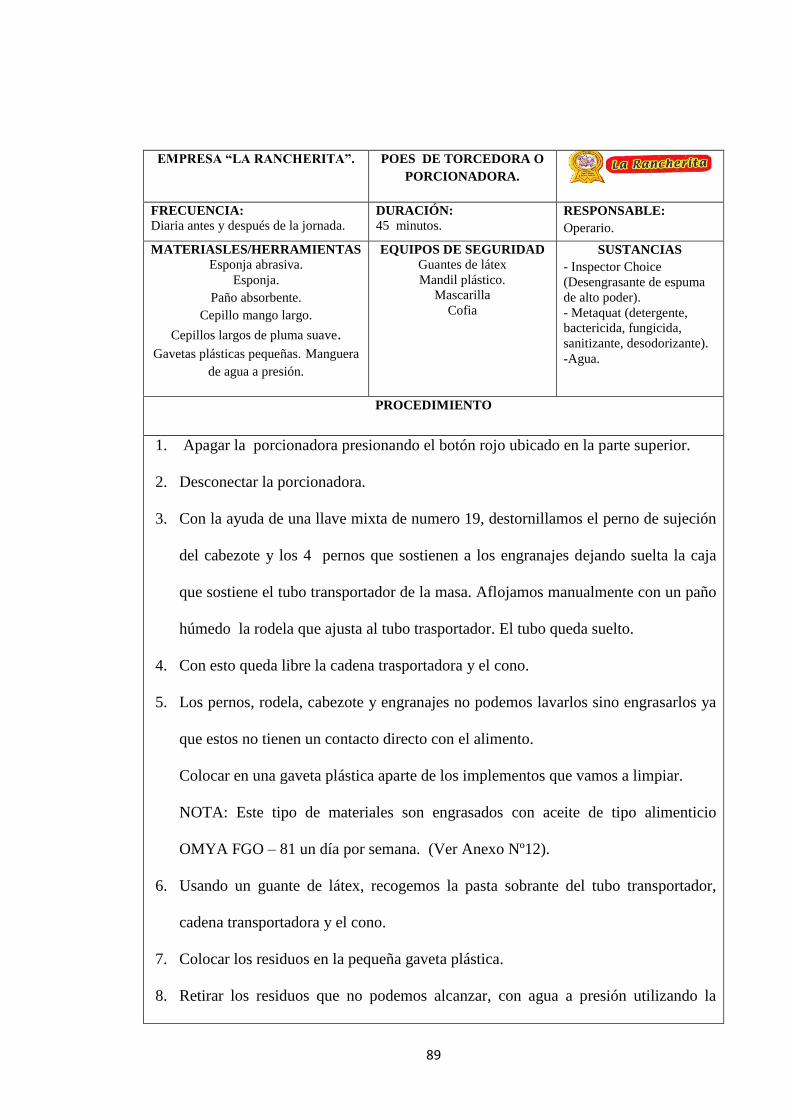
89
EMPRESA “LA RANCHERITA”. POES DE TORCEDORA O
PORCIONADORA.
FRECUENCIA:
Diaria antes y después de la jornada. DURACIÓN:
45 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Esponja abrasiva.
Esponja.
Paño absorbente.
Cepillo mango largo.
Cepillos largos de pluma suave.
Gavetas plásticas pequeñas. Manguera
de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
- Inspector Choice
(Desengrasante de espuma
de alto poder).
- Metaquat (detergente,
bactericida, fungicida,
sanitizante, desodorizante).
-Agua.
PROCEDIMIENTO
1. Apagar la porcionadora presionando el botón rojo ubicado en la parte superior.
2. Desconectar la porcionadora.
3. Con la ayuda de una llave mixta de numero 19, destornillamos el perno de sujeción
del cabezote y los 4 pernos que sostienen a los engranajes dejando suelta la caja
que sostiene el tubo transportador de la masa. Aflojamos manualmente con un paño
húmedo la rodela que ajusta al tubo trasportador. El tubo queda suelto.
4. Con esto queda libre la cadena trasportadora y el cono.
5. Los pernos, rodela, cabezote y engranajes no podemos lavarlos sino engrasarlos ya
que estos no tienen un contacto directo con el alimento.
Colocar en una gaveta plástica aparte de los implementos que vamos a limpiar.
NOTA: Este tipo de materiales son engrasados con aceite de tipo alimenticio
OMYA FGO – 81 un día por semana. (Ver Anexo Nº12).
6. Usando un guante de látex, recogemos la pasta sobrante del tubo transportador,
cadena transportadora y el cono.
7. Colocar los residuos en la pequeña gaveta plástica.
8. Retirar los residuos que no podemos alcanzar, con agua a presión utilizando la
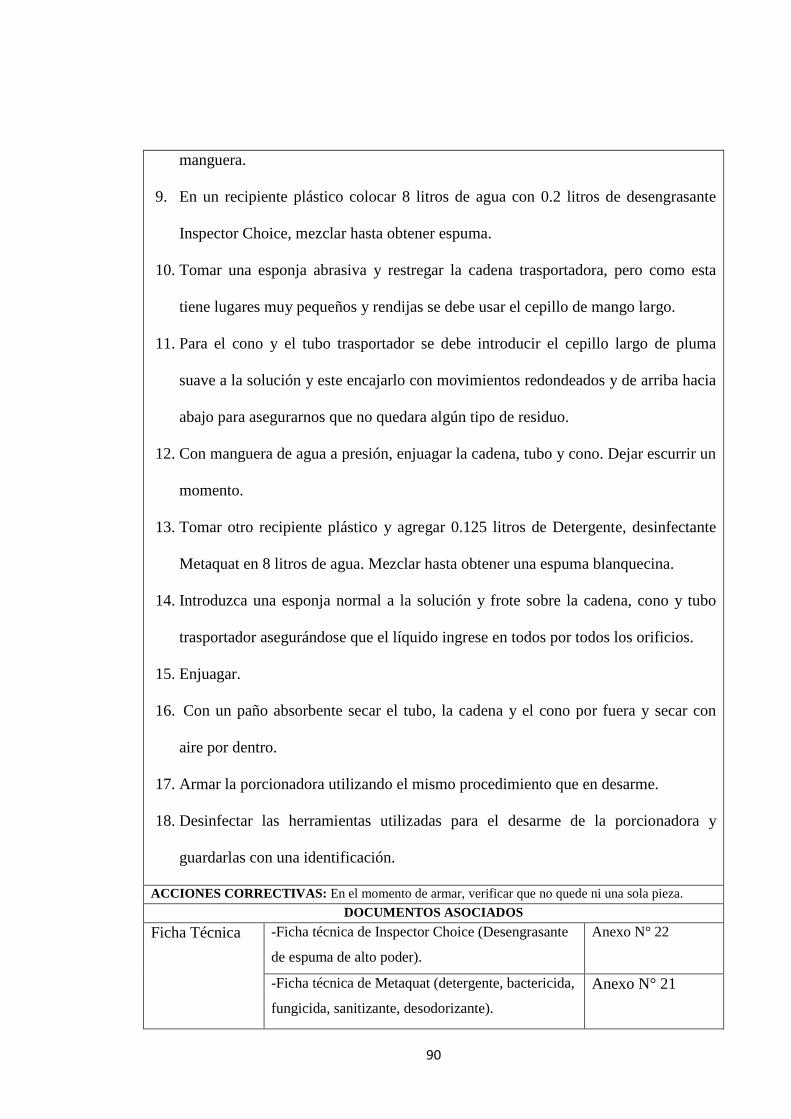
90
manguera.
9. En un recipiente plástico colocar 8 litros de agua con 0.2 litros de desengrasante
Inspector Choice, mezclar hasta obtener espuma.
10. Tomar una esponja abrasiva y restregar la cadena trasportadora, pero como esta
tiene lugares muy pequeños y rendijas se debe usar el cepillo de mango largo.
11. Para el cono y el tubo trasportador se debe introducir el cepillo largo de pluma
suave a la solución y este encajarlo con movimientos redondeados y de arriba hacia
abajo para asegurarnos que no quedara algún tipo de residuo.
12. Con manguera de agua a presión, enjuagar la cadena, tubo y cono. Dejar escurrir un
momento.
13. Tomar otro recipiente plástico y agregar 0.125 litros de Detergente, desinfectante
Metaquat en 8 litros de agua. Mezclar hasta obtener una espuma blanquecina.
14. Introduzca una esponja normal a la solución y frote sobre la cadena, cono y tubo
trasportador asegurándose que el líquido ingrese en todos por todos los orificios.
15. Enjuagar.
16. Con un paño absorbente secar el tubo, la cadena y el cono por fuera y secar con
aire por dentro.
17. Armar la porcionadora utilizando el mismo procedimiento que en desarme.
18. Desinfectar las herramientas utilizadas para el desarme de la porcionadora y
guardarlas con una identificación.
ACCIONES CORRECTIVAS: En el momento de armar, verificar que no quede ni una sola pieza.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Inspector Choice (Desengrasante
de espuma de alto poder).
Anexo N° 22
-Ficha técnica de Metaquat (detergente, bactericida,
fungicida, sanitizante, desodorizante).
Anexo N° 21
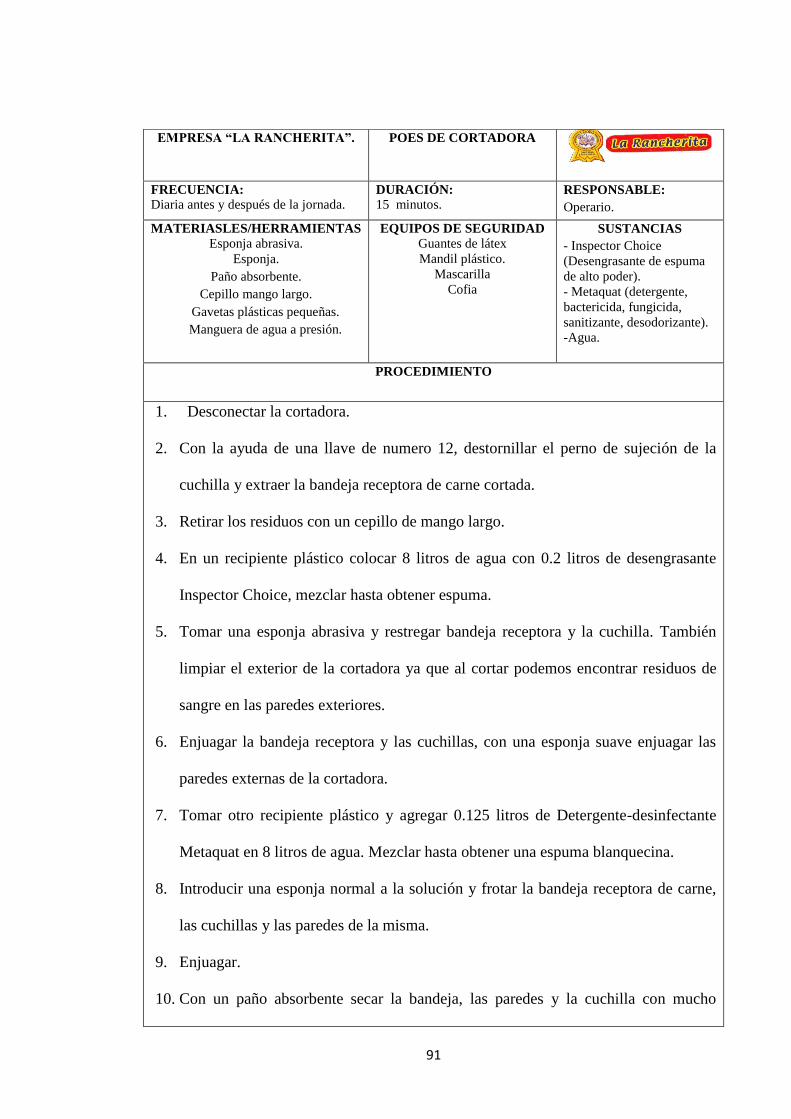
91
EMPRESA “LA RANCHERITA”. POES DE CORTADORA
FRECUENCIA:
Diaria antes y después de la jornada. DURACIÓN:
15 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Esponja abrasiva.
Esponja.
Paño absorbente.
Cepillo mango largo.
Gavetas plásticas pequeñas. Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
- Inspector Choice
(Desengrasante de espuma
de alto poder).
- Metaquat (detergente,
bactericida, fungicida,
sanitizante, desodorizante).
-Agua.
PROCEDIMIENTO
1. Desconectar la cortadora.
2. Con la ayuda de una llave de numero 12, destornillar el perno de sujeción de la
cuchilla y extraer la bandeja receptora de carne cortada.
3. Retirar los residuos con un cepillo de mango largo.
4. En un recipiente plástico colocar 8 litros de agua con 0.2 litros de desengrasante
Inspector Choice, mezclar hasta obtener espuma.
5. Tomar una esponja abrasiva y restregar bandeja receptora y la cuchilla. También
limpiar el exterior de la cortadora ya que al cortar podemos encontrar residuos de
sangre en las paredes exteriores.
6. Enjuagar la bandeja receptora y las cuchillas, con una esponja suave enjuagar las
paredes externas de la cortadora.
7. Tomar otro recipiente plástico y agregar 0.125 litros de Detergente-desinfectante
Metaquat en 8 litros de agua. Mezclar hasta obtener una espuma blanquecina.
8. Introducir una esponja normal a la solución y frotar la bandeja receptora de carne,
las cuchillas y las paredes de la misma.
9. Enjuagar.
10. Con un paño absorbente secar la bandeja, las paredes y la cuchilla con mucho
92
cuidado, tomándola de los extremos.
11. Armar la cortadora.
12. Desinfectar las herramientas utilizadas para el desarme de la cortadora y guardar
con una identificación.
ACCIONES CORRECTIVAS: no utilizar cuchillas sin filo.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Inspector Choice (Desengrasante
de espuma de alto poder).
Anexo N° 22
-Ficha técnica de Metaquat (detergente, bactericida,
fungicida, sanitizante, desodorizante).
Anexo N° 21
93
EMPRESA “LA RANCHERITA”. POES DE MARMITAS
FRECUENCIA:
Diaria antes y después de la jornada. DURACIÓN:
25 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Esponja abrasiva.
Esponja.
Paño absorbente.
Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
- Inspector Choice
(Desengrasante de espuma
de alto poder).
- Metaquat (detergente,
bactericida, fungicida,
sanitizante, desodorizante).
-Agua.
PROCEDIMIENTO
1. Desconectar las marmitas.
2. Extraer el agua de las marmitas.
3. Dejar enfriar las marmitas hasta una temperatura ambiente.
4. En un recipiente plástico colocar 8 litros de agua con 0.2 litros de desengrasante
Inspector Choice, mezclar hasta obtener espuma.
5. Tomar una esponja abrasiva y restregar las partes interiores y exteriores de la
marmita asegurándose de pasar la solución por todas las hendiduras, también
limpiar el conducto de vapor.
6. Enjuagar las marmitas externa e internamente con la manguera de agua a presión,
procurar que no quede ningún residuo de jabón.
7. Tomar otro recipiente plástico y agregar 0.125 litros de Detergente-desinfectante
Metaquat en 8 litros de agua. Mezclar hasta obtener una espuma blanquecina.
8. Introducir una esponja normal a la solución y frotar la marmita en el interior como
el exterior.
9. Enjuagar.
10. Con un paño absorbente secar las marmitas y conducto de vapor
11. Desinfectar las herramientas utilizadas para la limpieza de las marmitas y guardar
94
con una identificación.
ACCIONES CORRECTIVAS: No tapar con madera las marmitas.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Inspector Choice (Desengrasante
de espuma de alto poder).
Anexo N° 22
-Ficha técnica de Metaquat (detergente, bactericida,
fungicida, sanitizante, desodorizante).
Anexo N° 21
95
EMPRESA “LA RANCHERITA”. POES DE EMPACADORA
AL VACIO
FRECUENCIA:
Diaria antes y después de la jornada. DURACIÓN:
10 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Esponja abrasiva.
Esponja.
Paño absorbente.
Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
- Inspector Choice
(Desengrasante de espuma
de alto poder).
- Metaquat (detergente,
bactericida, fungicida,
sanitizante, desodorizante).
-Agua.
PROCEDIMIENTO
1. Desconectar la empacadora al vacío.
2. Extraer las láminas plásticas de la empacadora al vacío para iniciar la limpieza.
3. En un recipiente plástico colocar 8 litros de agua con 0.2 litros de desengrasante
Inspector Choice, mezclar hasta obtener espuma.
4. Con una esponja normal ligeramente humedecida con la solución, frotar el interior
de la empacadora.
5. Utilizar una esponja abrasiva, restregar las láminas plásticas y eliminar todo tipo de
residuos.
6. Enjuagar las láminas plásticas.
7. Con otra esponja normal enjuagar la parte interna de la empacadora al vacio.
8. Tomar otro recipiente plástico y agregar 0.125 litros de Detergente-desinfectante
Metaquat en 8 litros de agua. Mezclar hasta obtener una espuma blanquecina.
9. Con una esponja normal frotar las láminas de plástico y el interior de la
empacadora.
10. Enjuagar.
11. Con un paño absorbente secar el interior de la empacadora al vacio y las láminas
plásticas.
96
12. Desinfectar las herramientas utilizadas para la limpieza de la empacadora al vacío y
guardar con una identificación.
ACCIONES CORRECTIVAS: Quitar los residuos del plástico para que no emane malos olores.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Inspector Choice (Desengrasante
de espuma de alto poder).
Anexo N° 22
-Ficha técnica de Metaquat (detergente, bactericida,
fungicida, sanitizante, desodorizante).
Anexo N° 21
Fotos Fotos de la empacadora al vacio Anexo N° 37
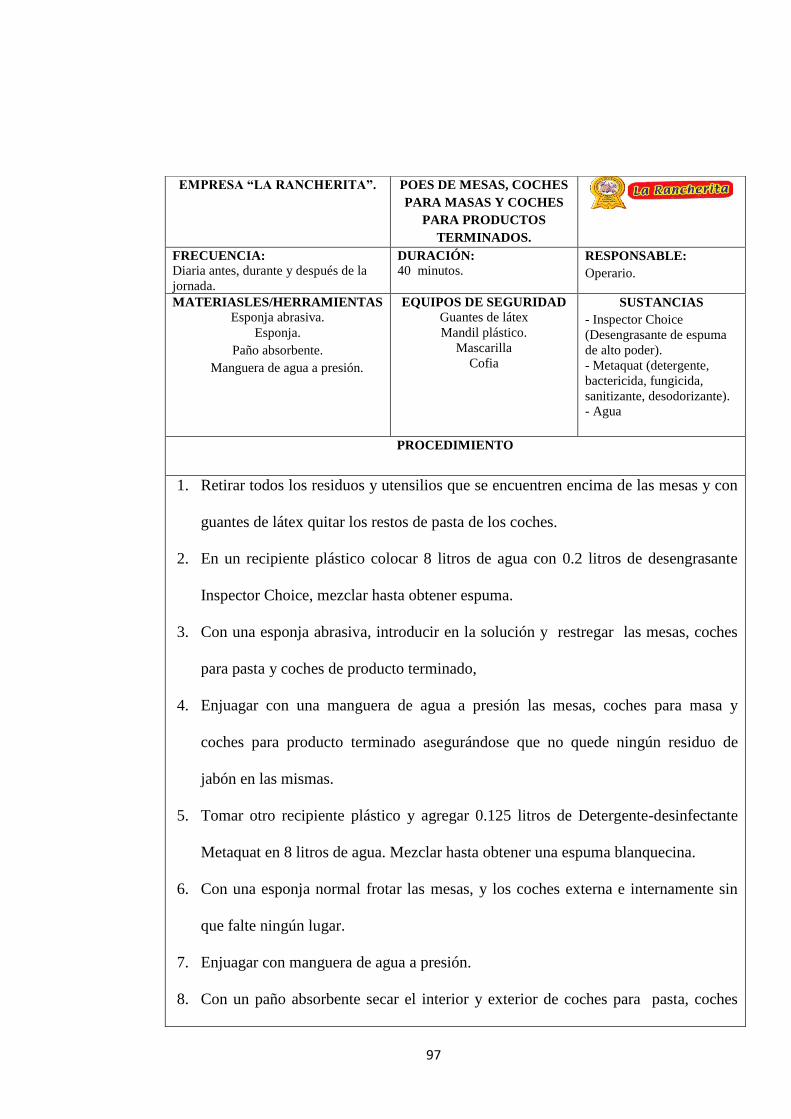
97
EMPRESA “LA RANCHERITA”. POES DE MESAS, COCHES
PARA MASAS Y COCHES
PARA PRODUCTOS
TERMINADOS.
FRECUENCIA:
Diaria antes, durante y después de la
jornada.
DURACIÓN:
40 minutos. RESPONSABLE:
Operario.
MATERIASLES/HERRAMIENTAS
Esponja abrasiva.
Esponja.
Paño absorbente.
Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
- Inspector Choice
(Desengrasante de espuma
de alto poder).
- Metaquat (detergente,
bactericida, fungicida,
sanitizante, desodorizante).
- Agua
PROCEDIMIENTO
1. Retirar todos los residuos y utensilios que se encuentren encima de las mesas y con
guantes de látex quitar los restos de pasta de los coches.
2. En un recipiente plástico colocar 8 litros de agua con 0.2 litros de desengrasante
Inspector Choice, mezclar hasta obtener espuma.
3. Con una esponja abrasiva, introducir en la solución y restregar las mesas, coches
para pasta y coches de producto terminado,
4. Enjuagar con una manguera de agua a presión las mesas, coches para masa y
coches para producto terminado asegurándose que no quede ningún residuo de
jabón en las mismas.
5. Tomar otro recipiente plástico y agregar 0.125 litros de Detergente-desinfectante
Metaquat en 8 litros de agua. Mezclar hasta obtener una espuma blanquecina.
6. Con una esponja normal frotar las mesas, y los coches externa e internamente sin
que falte ningún lugar.
7. Enjuagar con manguera de agua a presión.
8. Con un paño absorbente secar el interior y exterior de coches para pasta, coches
98
para producto terminado y mesas.
ACCIONES CORRECTIVAS: Moldear las puntas esquineras de las mesas y de los coches.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Inspector Choice (Desengrasante
de espuma de alto poder).
Anexo N° 22
-Ficha técnica de Metaquat (detergente, bactericida,
fungicida, sanitizante, desodorizante).
Anexo N° 21
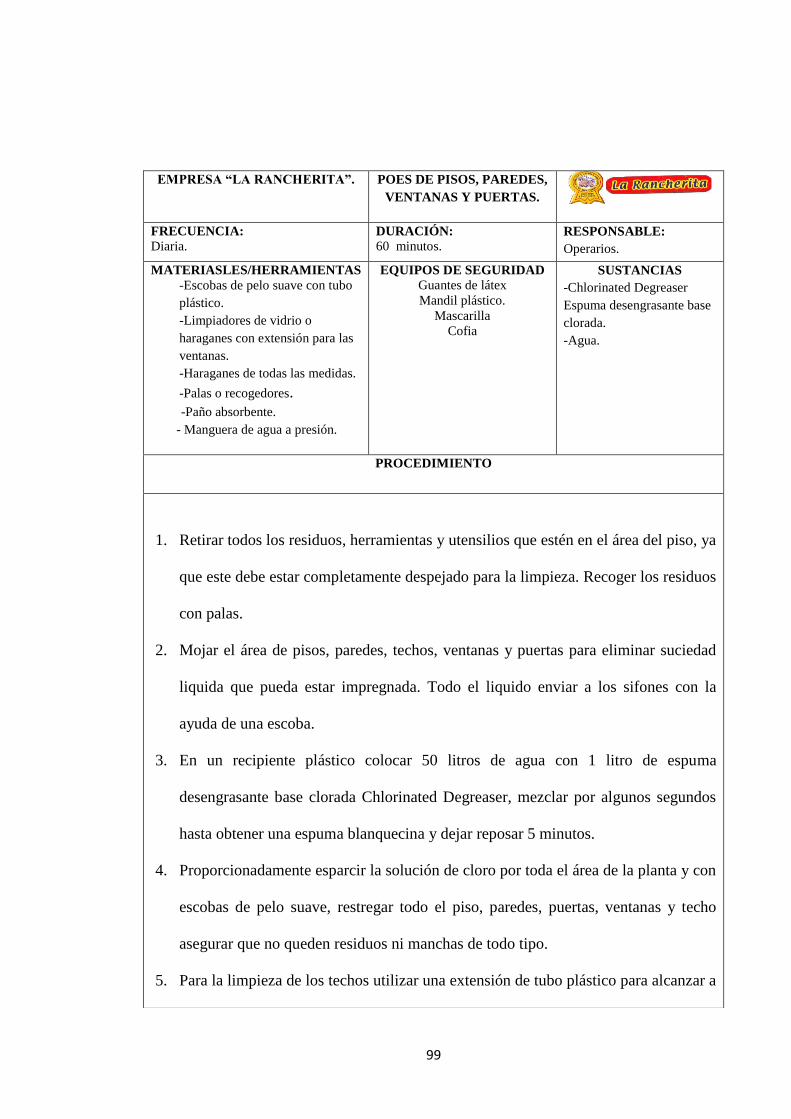
99
EMPRESA “LA RANCHERITA”. POES DE PISOS, PAREDES,
VENTANAS Y PUERTAS.
FRECUENCIA:
Diaria. DURACIÓN:
60 minutos. RESPONSABLE:
Operarios.
MATERIASLES/HERRAMIENTAS
-Escobas de pelo suave con tubo
plástico.
-Limpiadores de vidrio o
haraganes con extensión para las
ventanas.
-Haraganes de todas las medidas.
-Palas o recogedores.
-Paño absorbente.
- Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
-Chlorinated Degreaser
Espuma desengrasante base
clorada.
-Agua.
PROCEDIMIENTO
1. Retirar todos los residuos, herramientas y utensilios que estén en el área del piso, ya
que este debe estar completamente despejado para la limpieza. Recoger los residuos
con palas.
2. Mojar el área de pisos, paredes, techos, ventanas y puertas para eliminar suciedad
liquida que pueda estar impregnada. Todo el liquido enviar a los sifones con la
ayuda de una escoba.
3. En un recipiente plástico colocar 50 litros de agua con 1 litro de espuma
desengrasante base clorada Chlorinated Degreaser, mezclar por algunos segundos
hasta obtener una espuma blanquecina y dejar reposar 5 minutos.
4. Proporcionadamente esparcir la solución de cloro por toda el área de la planta y con
escobas de pelo suave, restregar todo el piso, paredes, puertas, ventanas y techo
asegurar que no queden residuos ni manchas de todo tipo.
5. Para la limpieza de los techos utilizar una extensión de tubo plástico para alcanzar a
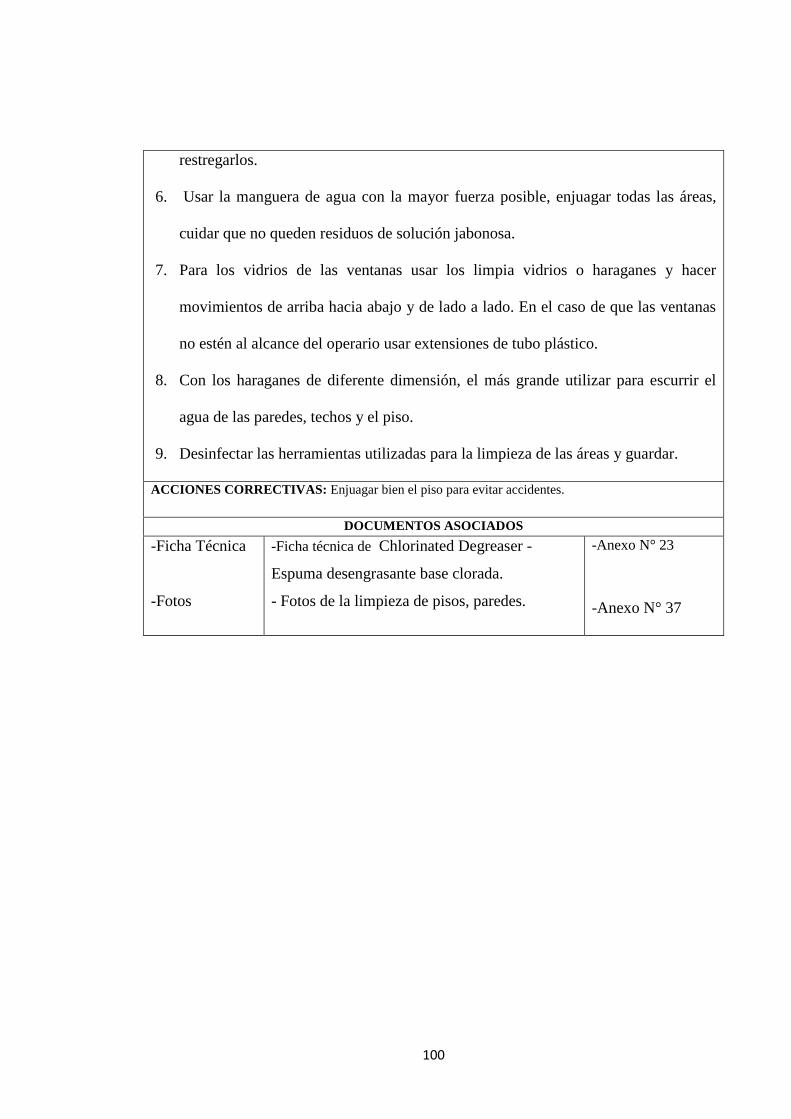
100
restregarlos.
6. Usar la manguera de agua con la mayor fuerza posible, enjuagar todas las áreas,
cuidar que no queden residuos de solución jabonosa.
7. Para los vidrios de las ventanas usar los limpia vidrios o haraganes y hacer
movimientos de arriba hacia abajo y de lado a lado. En el caso de que las ventanas
no estén al alcance del operario usar extensiones de tubo plástico.
8. Con los haraganes de diferente dimensión, el más grande utilizar para escurrir el
agua de las paredes, techos y el piso.
9. Desinfectar las herramientas utilizadas para la limpieza de las áreas y guardar.
ACCIONES CORRECTIVAS: Enjuagar bien el piso para evitar accidentes.
DOCUMENTOS ASOCIADOS
-Ficha Técnica
-Fotos
-Ficha técnica de Chlorinated Degreaser -
Espuma desengrasante base clorada.
- Fotos de la limpieza de pisos, paredes.
-Anexo N° 23
-Anexo N° 37
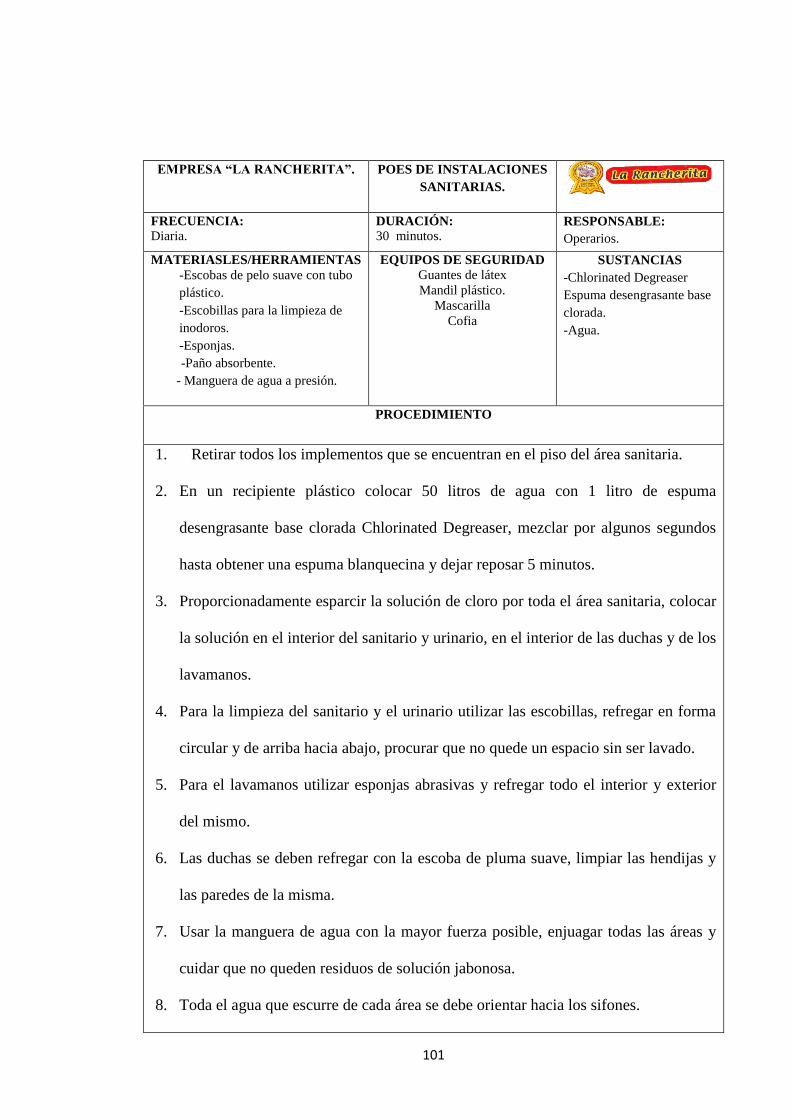
101
EMPRESA “LA RANCHERITA”. POES DE INSTALACIONES
SANITARIAS.
FRECUENCIA:
Diaria. DURACIÓN:
30 minutos. RESPONSABLE:
Operarios.
MATERIASLES/HERRAMIENTAS
-Escobas de pelo suave con tubo
plástico.
-Escobillas para la limpieza de
inodoros.
-Esponjas.
-Paño absorbente.
- Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
-Chlorinated Degreaser
Espuma desengrasante base
clorada.
-Agua.
PROCEDIMIENTO
1. Retirar todos los implementos que se encuentran en el piso del área sanitaria.
2. En un recipiente plástico colocar 50 litros de agua con 1 litro de espuma
desengrasante base clorada Chlorinated Degreaser, mezclar por algunos segundos
hasta obtener una espuma blanquecina y dejar reposar 5 minutos.
3. Proporcionadamente esparcir la solución de cloro por toda el área sanitaria, colocar
la solución en el interior del sanitario y urinario, en el interior de las duchas y de los
lavamanos.
4. Para la limpieza del sanitario y el urinario utilizar las escobillas, refregar en forma
circular y de arriba hacia abajo, procurar que no quede un espacio sin ser lavado.
5. Para el lavamanos utilizar esponjas abrasivas y refregar todo el interior y exterior
del mismo.
6. Las duchas se deben refregar con la escoba de pluma suave, limpiar las hendijas y
las paredes de la misma.
7. Usar la manguera de agua con la mayor fuerza posible, enjuagar todas las áreas y
cuidar que no queden residuos de solución jabonosa.
8. Toda el agua que escurre de cada área se debe orientar hacia los sifones.
102
NOTA: DEBEMOS ESTAR PENDIENTES DE QUE LAS ÁREAS SANITARIAS
TENGAN LOS IMPLEMNTOS NECESARIOS O REPONER LO QUE YA SE
HAYA ACABADO COMO PAPEL HIGIÉNICO, TOALLAS DESECHABLES,
ENTRE OTROS.
9. Desinfectar las herramientas utilizadas para la limpieza de las áreas y guardarlas
con una identificación.
ACCIONES CORRECTIVAS: Mantener siempre secos los pisos.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Chlorinated Degreaser -
Espuma desengrasante base clorada.
Anexo N° 23
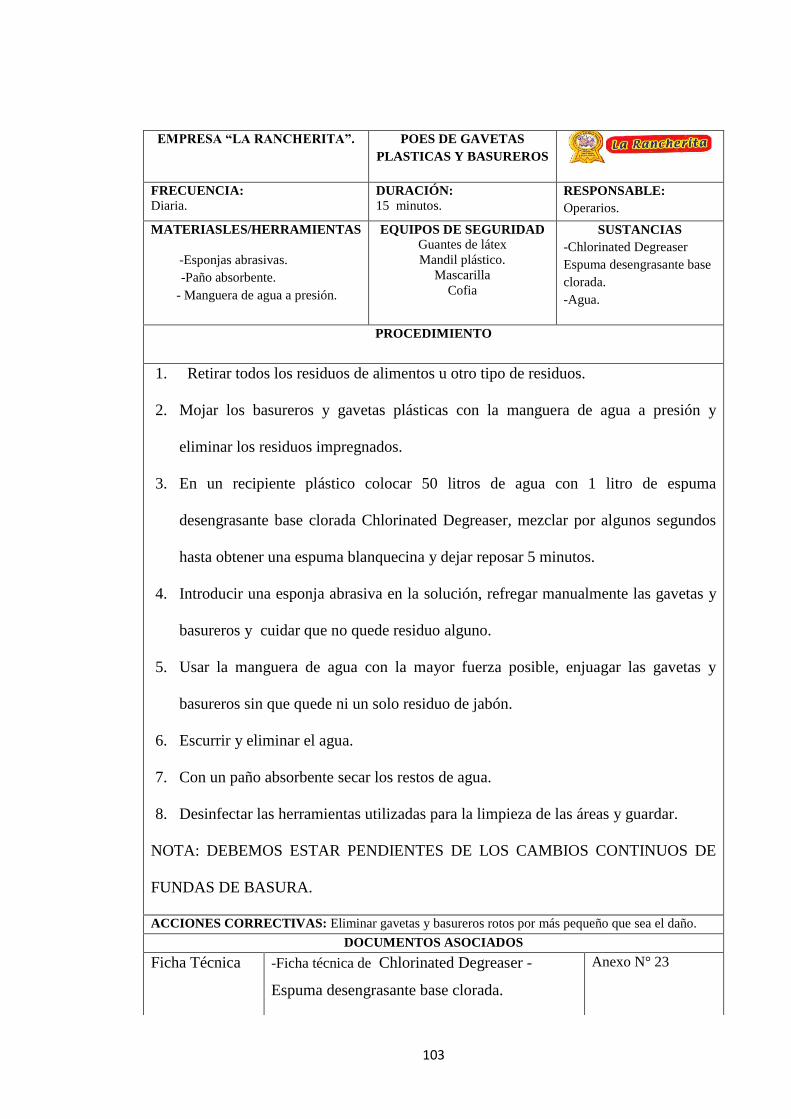
103
EMPRESA “LA RANCHERITA”. POES DE GAVETAS
PLASTICAS Y BASUREROS
FRECUENCIA:
Diaria. DURACIÓN:
15 minutos. RESPONSABLE:
Operarios.
MATERIASLES/HERRAMIENTAS
-Esponjas abrasivas.
-Paño absorbente.
- Manguera de agua a presión.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
-Chlorinated Degreaser
Espuma desengrasante base
clorada.
-Agua.
PROCEDIMIENTO
1. Retirar todos los residuos de alimentos u otro tipo de residuos.
2. Mojar los basureros y gavetas plásticas con la manguera de agua a presión y
eliminar los residuos impregnados.
3. En un recipiente plástico colocar 50 litros de agua con 1 litro de espuma
desengrasante base clorada Chlorinated Degreaser, mezclar por algunos segundos
hasta obtener una espuma blanquecina y dejar reposar 5 minutos.
4. Introducir una esponja abrasiva en la solución, refregar manualmente las gavetas y
basureros y cuidar que no quede residuo alguno.
5. Usar la manguera de agua con la mayor fuerza posible, enjuagar las gavetas y
basureros sin que quede ni un solo residuo de jabón.
6. Escurrir y eliminar el agua.
7. Con un paño absorbente secar los restos de agua.
8. Desinfectar las herramientas utilizadas para la limpieza de las áreas y guardar.
NOTA: DEBEMOS ESTAR PENDIENTES DE LOS CAMBIOS CONTINUOS DE
FUNDAS DE BASURA.
ACCIONES CORRECTIVAS: Eliminar gavetas y basureros rotos por más pequeño que sea el daño.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Chlorinated Degreaser -
Espuma desengrasante base clorada.
Anexo N° 23
104
EMPRESA “LA RANCHERITA”. POES VEHÍCULOS
ISOTÉRMICOS
FRECUENCIA:
Diaria. DURACIÓN:
25 minutos. RESPONSABLE:
Operarios.
MATERIASLES/HERRAMIENTAS
- Escobas pluma dura.
- Manguera de agua a presión.
- Palas o recogedores.
- Haragán de máxima dimensión
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
-Chlorinated Degreaser
Espuma desengrasante base
clorada.
-Agua.
PROCEDIMIENTO
1. Retirar todos los residuos de alimentos u otro tipo de residuos con la ayuda de la
escoba de pluma dura y una pala o recogedor.
2. Mojar el área de almacenamiento con la manguera de agua a presión, para eliminar
residuos impregnados.
3. En un recipiente plástico colocar 50 litros de agua con 1 litro de espuma
desengrasante base clorada Chlorinated Degreaser, mezclar por algunos segundos
hasta obtener una espuma blanquecina y dejar reposar 5 minutos.
4. Regar por toda el área de almacenamiento la solución de cloro y con la ayuda de la
escoba de pluma dura restregar el piso, paredes y puertas.
5. Usar la manguera de agua con la mayor fuerza posible, enjuagar sin que queden
residuos de jabón.
6. Con el haragán de máxima dimensión, liberar la mayor cantidad de agua hacia el
exterior.
7. Desinfectar las herramientas utilizadas para la limpieza de las áreas y guardar.
ACCIONES CORRECTIVAS: Asegurar las tarimas y gavetas antes de que salga el transporte.
DOCUMENTOS ASOCIADOS
Ficha Técnica -Ficha técnica de Chlorinated Degreaser -
Espuma desengrasante base clorada.
Anexo N° 23
105
EMPRESA “LA RANCHERITA”. POES PISCINA DE
ENFRIAMIENTO.
FRECUENCIA:
Diaria. DURACIÓN:
10 minutos. RESPONSABLE:
Operarios.
MATERIASLES/HERRAMIENTAS
- Escobas pluma dura.
- Manguera de agua a presión.
- Esponjas abrasivas.
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
-Chlorinated Degreaser
Espuma desengrasante base
clorada.
-Agua.
PROCEDIMIENTO
1. Retirar toda el agua de la piscina de enfriamiento.
2. En un recipiente plástico colocar 50 litros de agua con 1 litro de espuma
desengrasante base clorada Chlorinated Degreaser, mezclar por algunos segundos
hasta obtener una espuma blanquecina y dejar reposar 5 minutos.
3. Regar por toda el área de la piscina de enfriamiento la solución de cloro y con la
ayuda de la escoba de pluma dura restregar el piso y paredes.
4. Introducir la esponja abrasiva en la solución de cloro y restregar las superficies de
los muros de la piscina de enfriamiento.
5. Usar la manguera de agua con la mayor fuerza posible, enjuagar sin que queden
residuos de jabón.
6. Evacuar el agua jabonosa.
7. Desinfectar las herramientas utilizadas para la limpieza de las áreas y guardar.
ACCIONES CORRECTIVAS: Cambio frecuente de agua.
DOCUMENTOS ASOCIADOS
-Ficha Técnica
- Fotos
-Ficha técnica de Chlorinated Degreaser -
Espuma desengrasante base clorada.
-Fotos limpieza de la piscina de enfriamiento.
-Anexo N° 23
-Anexo N° 37
106
EMPRESA “LA RANCHERITA”. POES CAMARAS DE FRÍO
Y CONGELACIÓN.
FRECUENCIA:
Diaria. DURACIÓN:
15 minutos. RESPONSABLE:
Operarios.
MATERIASLES/HERRAMIENTAS
- Escobas pluma dura.
- Manguera de agua a presión.
- Palas o recogedores.
- Haragán de máxima dimensión
EQUIPOS DE SEGURIDAD
Guantes de látex
Mandil plástico.
Mascarilla
Cofia
SUSTANCIAS
-Chlorinated Degreaser
Espuma desengrasante base
clorada.
-Agua.
PROCEDIMIENTO
1. Retirar todos los residuos de alimentos u otro tipo de residuos con la ayuda de la
escoba de pluma dura y una pala o recogedor.
2. Mojar el área de las cámaras de frío y congelación con la manguera de agua a
presión y eliminar residuos impregnados.
3. En un recipiente plástico colocar 50 litros de agua con 1 litro de espuma
desengrasante base clorada Chlorinated Degreaser, mezclar por algunos segundos
hasta obtener una espuma blanquecina y dejar reposar 5 minutos.
4. Regar por toda el área de las cámaras de frío y congelación la solución de cloro y
con la ayuda de la escoba de pluma dura, restregar el piso, paredes y puertas.
5. Usar la manguera de agua con la mayor fuerza posible, enjuagar sin que queden
residuos de jabón.
6. Con el haragán de máxima dimensión, liberar la mayor cantidad de agua hacia el
exterior.
7. Desinfectar las herramientas utilizadas para la limpieza de las áreas y guardar.
ACCIONES CORRECTIVAS: Revisión continua de termómetros.
DOCUMENTOS ASOCIADOS
-Ficha Técnica
-Fotos
-Ficha técnica de Chlorinated Degreaser -
Espuma desengrasante base clorada.
- Fotos de limpieza cámaras de frio.
-Anexo N° 23
-Anexo N° 37
107
CAPÍTULO V
5.1 CONCLUSIONES.
- Podemos concluir que con la implementación del Manual de Buenas Prácticas de
Manufactura, la empresa mejoró un 6.3 % basados en diferentes áreas que se
encuentran en el Registro Oficial. (Ver Tabla N° 21).
- Empresa fue diagnosticada con el formulario del Sistema Oficial de Alimentos del
Ministerio de Salud Publica dando como resultado inicial un 36.1%, con la mayor
deficiencia en Aseguramiento y control de calidad.
- La capacitación constante permite que el personal se adapte fácilmente y tome
conciencia de la importancia de la aplicación de las Buenas Prácticas de
Manufactura.
- La mayoría de los productos se contaminan debido a una deficiente práctica de
higiene personal, por esta razón es importante concientizar continuamente a los
manipuladores de alimentos para que se adapten a los hábitos sanitarios.
- Aplicando buenos programas de limpieza y desinfección de instalaciones, equipos y
utensilios, materia prima y personal, previene la contaminación de los alimentos,
disminuyendo el deterioro prematuro de los productos y por esto rechazo de los
mismos y pérdidas económicas.
108
- Al desinfectar la carne en soluciones de cloro y evitando abuso de tiempo y
temperatura en la elaboración de embutidos, la vida útil de los embutidos a granel
se incrementa un 25%, es decir de 6 a 8 días en cámaras de frío de 5ºC o menos.
- Con la implementación de la Guía de Buenas Prácticas de Manufactura, la empresa
podrá mejorar sus condiciones en todos los aspectos y cumplir con los artículos
determinados en el Registro Oficial del Reglamento de Buenas Prácticas de
Manufactura para Alimentos procesados.
109
5.2 RECOMENDACIONES.
- La implementación y aplicación inmediata de la Guía de Buenas Prácticas de
Manufactura para garantizar productos inocuos y de calidad asegurando así la salud
del consumidor.
- Todos los operarios y trabajadores de la empresa “La Rancherita” deberán tener
conocimiento de la Guía de Buenas Prácticas de Manufactura y estar obligados a
cumplirlo a cabalidad.
- Realizar auditorías internas frecuentemente, para identificar las mejoras y las
falencias que afecten a la elaboración de productos de calidad.
- Capitación al personal por parte de un experto, luego de una inspección y
evaluación de necesidades, con temas como Seguridad Industrial, Buenas Prácticas
de Manufactura, Plan de limpieza de la empresa, Lavado de manos y el correcto
uniforme.
- Archivos de fichas técnicas de los productos que ingresan a la empresa con sus
respectivos proveedores, instructivos del mantenimiento de maquinaria y manera de
utilizarlos.
- Aplicación de las fichas de control adjuntas como recepción de materia prima,
hojas específicas de proveedores, análisis organoléptico de materia prima, revisión
de POES, entre otras.
110
- Ningún tipo de materia prima que no esté en condiciones aptas para el uso, podrá
ingresar si no cumple con los requisitos establecidos en la ficha técnica
correspondiente.
- En el caso de que los productos ya hayan salido de la empresa para transporte y
distribución, estos no podrán ser reprocesados, así se evitará la contaminación de
los alimentos.
- El mantenimiento preventivo en las maquinarias y equipos es fundamental para
realizar alimentos confiables, evitando contaminaciones físicas, químicas o
microbiológicas e incluso accidentes de los operarios. Si se realiza un
mantenimiento correctivo, la empresa puede tener grandes pérdidas económicas por
paros de producción.
111
5.3. BIBLIOGRAFIA.
A CASP Y J. ABRIL, - PROCESOS DE CONSERVACIÓN DE ALIMENTOS
Tecnología de alimentos. Ediciones Mundi – Prensa, segunda edición, 2003.
MINISTERIO DE SALUD PUBLICA, Formulario de Sistema Oficial de
Alimentos, 2009.
FUELTALA Patricio, ELABORACIÓN DE UNA GUÍA DE BUENAS
PRÁCTICAS DE MANUFACTURA PARA LA EMPRESA EMPACALI -
COMPAÑÍA LIMITADA - Tesis Universidad Tecnológica Equinoccial, 2008.
FICHAS TECNICAS, Productos de Limpieza – Spartan Ecuador.
NARVÁEZ RUEDA, Diana Consuelo; DISEÑO DE UN SISTEMA DE
BUENAS PRACTICAS DE MANUFACTURA PARA LA EMPRESA
“EMBUTIDOS LA MADRILEÑA”; Tesis de grado previa la obtención del
Título de Ingeniería en Alimentos, Quito, 2009.
MARRIOT, Norman G, Principios de Higiene Alimentaria, Editorial Acribia,
Primera Edición, Zaragoza España, 1999.
GUAMIALAMÁ, Jaime, CÓDIGO DE PRÁCTICAS PARA
MANIPULACIÓN DE ALIMENTOS - Universidad de las Américas.
GUIA DE PROVEEDORES DE PRODUCTOS, INSUMOS Y SERVICIOS
DEL SECTOR ALIMENTICIO Y BEBIDAS DEL ECUADOR –
ALIMNETARYA
http://www.alimentosecuador.com/
Fechas de consulta: 9, 15, 17, 18 de diciembre del 2009.
4, 7, 12, 19 de enero del 2010.
INSTITUTO ECUATORIANO DE NORMALIZACION, Código de Practica
para Manipulación de Alimentos, Quito, 1979.
INSTITUTO ECUATORIANO DE NORMALIZACION, Norma Técnica
Ecuatoriana 440:1948, “Colores de Identificación de Tuberías”, Quito, 1984.
112
POLIT Pablo, BUENAS PRÁCTICAS DE MANUFACTURA - Departamento
de Ciencias de Alimentos y Biotecnología.
REVISTA ALIMENTAYA, Numero 4, Editorial pulso publicidad, Año 4 2009-
2010.
Enciclopedia libre
www.wikipedia.org
http://es.wikipedia.org/wiki/Carne
Fechas de consulta: 3 de junio del 2009.
www.sagarpa.gov.mx
http://www.sagarpa.gob.mx/ganaderia/Publicaciones/Lists/Manuales%20de%20
Buenas%20Prcticas/Attachments/5/manual_embutido.pdf
Fecha de consulta: 23 de septiembre del 2009.
www.mspas.gob.gt
http://portal.mspas.gob.gt/images/files//docs_dgrvcs/DRCA/servicios/licencia%
20sanitaria/normaticas/Norma%20002-2003.pdf
Fecha de consulta: 3 de Octubre del 2009.
www.anmat.gov.ar
http://www.anmat.gov.ar/BoletinesBromatologicos/gacetilla8_alimentosseguros
_impr.pdf
Fecha de consulta: 19 de octubre del 2009.
www.alimentosargentinos.gov.ar
http://www.alimentosargentinos.gov.ar/0-3/revistas/r_19/64_Manejando.htm
Fecha de consulta: 3 de diciembre del 2009.
www.entolux.com.ar
http://www.entolux.com.ar/page.php?id=64
Fecha de consulta: 20 de diciembre del 2009.
113
www.javeriana.edu.co
http://www.javeriana.edu.co/biblos/tesis/ciencias/tesis33.pdf
Fecha de consulta: 3 de enero del 2010.
www.zamorano.edu
http://zamo-oti-02.zamorano.edu/tesis_infolib/2005/T2109.pdf
Fecha de consulta: 12 de julio del 2010.
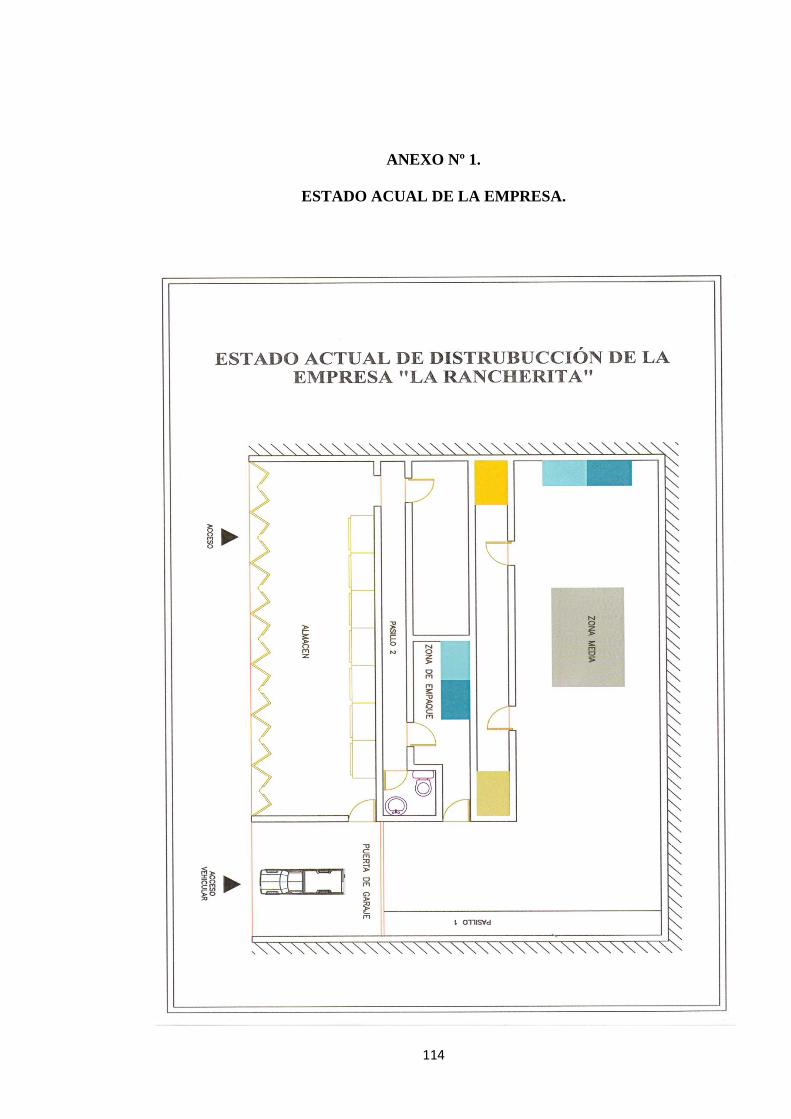
114
ANEXO Nº 1.
ESTADO ACUAL DE LA EMPRESA.
115
La empresa “La Rancherita” contiene la siguiente infraestructura dividida por zonas:
Podemos observar una puerta de garaje y en el primer pasillo encontramos una maquina de
codificación para los productos y un coche que contiene a los productos que ya se encuentran
listos para la distribución o consumo.
Después de pasar el primer pasillo hallamos un galpón de forma cuadrangular divida en zonas
de colores.
Zona Roja: dos ahumadores que funcionan a base de leña seguidos de un troceador de carne,
un molino de carne, un cúter industrial y un anaquel con sustancias que se supone son los
condimentos que se utilizan en el proceso de los embutidos.
Zona Verde: Mesa rectangular de acero inoxidable, un cúter más pequeño y a su lado otra mesa
rectangular de menor medida.
Zona Amarilla: Mesa rectangular de acero inoxidable, cámara de frio, maquina productora de
hielo.
Zona Rosada: Tenemos una mesa rectangular grande de acero inoxidable, perchas con ganchos
para la ubicación de canales de reses o carnes grandes y una piscina formada de azulejos con
agua potable para enfriar los productos que salen con alta temperatura después de la cocción.
Zona Media: Encontramos un cúter industrial, un torcedor de salchichas y varios coches de
diferente tamaño o canastillas de plástico para la transportación de la carne de un lado a otro.
Zona anaranjada: en esta zona se encuentra el único caldero de la planta y un calefón para el
calentamiento de agua potable.
Zona Gris: se localizan 4 marmitas para la cocción de productos embutidos, otro calefón y
tuberías de agua potable y gas.
Zona de Empaque: encontramos dos mesas rectangulares de acero inoxidable, una balanza y
dos maquinas selladoras al vacio. En esta zona se localiza una cámara de frio con termómetro
electrónico por fuera y un manual por dentro.
Pasillo 2: almacenamiento momentáneo de producto terminado y listo para la codificación y
distribución.
Zona de distribución: se realiza en el garaje de la empresa.
Almacén: en el almacén encontramos tres frigoríficos donde está en conservación la carne o
embutidos para la venta al consumidor. En el mismo encontramos una cámara de frio y una
cámara de congelación con termómetros electrónicos dentro y fuera de estos donde son
almacenados todas las carnes y embutidos para el uso propio del almacén.

116
ANEXO Nº 2
FORMULARIO DE SISTEMA OFICIAL DE ALIMENTOS OTORGADO POR
EL MINISTERIO DE SALUD.
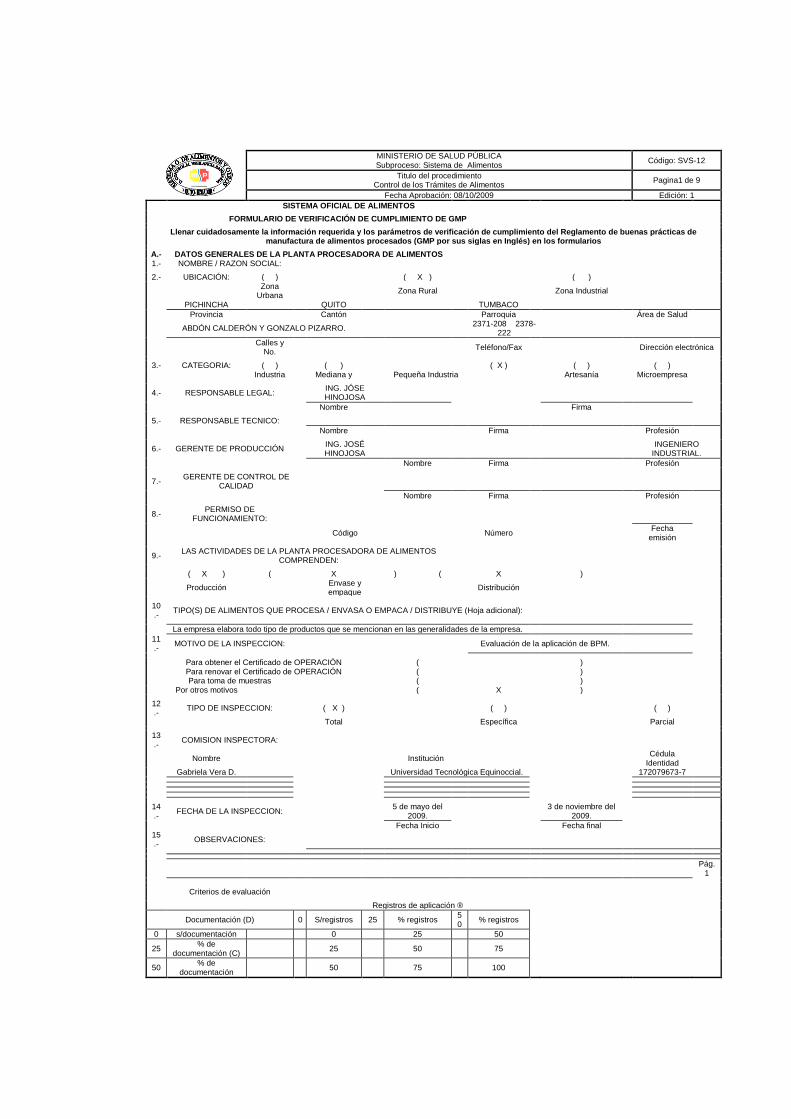
MINISTERIO DE SALUD PÚBLICA Subproceso: Sistema de Alimentos
Código: SVS-12
Titulo del procedimiento Control de los Trámites de Alimentos
Pagina1 de 9
Fecha Aprobación: 08/10/2009 Edición: 1
SISTEMA OFICIAL DE ALIMENTOS
FORMULARIO DE VERIFICACIÓN DE CUMPLIMIENTO DE GMP
Llenar cuidadosamente la información requerida y los parámetros de verificación de cumplimiento del Reglamento de buenas prácticas de manufactura de alimentos procesados (GMP por sus siglas en Inglés) en los formularios
A.- DATOS GENERALES DE LA PLANTA PROCESADORA DE ALIMENTOS
1.- NOMBRE / RAZON SOCIAL:
2.- UBICACIÓN: ( )
( X )
( )
Zona
Urbana Zona Rural
Zona Industrial
PICHINCHA
QUITO
TUMBACO
Provincia
Cantón
Parroquia
Área de Salud
ABDÓN CALDERÓN Y GONZALO PIZARRO.
2371-208 2378-
222
Calles y
No. Teléfono/Fax
Dirección electrónica
3.- CATEGORIA: ( )
( )
( X )
( )
( )
Industria
Mediana y
Pequeña Industria
Artesanía
Microempresa
4.- RESPONSABLE LEGAL:
ING. JÓSE HINOJOSA
Nombre
Firma
5.- RESPONSABLE TECNICO:
Nombre
Firma
Profesión
6.- GERENTE DE PRODUCCIÓN
ING. JOSÉ HINOJOSA
INGENIERO INDUSTRIAL.
Nombre
Firma
Profesión
7.- GERENTE DE CONTROL DE
CALIDAD
Nombre
Firma
Profesión
8.- PERMISO DE
FUNCIONAMIENTO:
Código
Número
Fecha
emisión
9.-
LAS ACTIVIDADES DE LA PLANTA PROCESADORA DE ALIMENTOS COMPRENDEN:
( X ) (
X
) (
X
)
Producción
Envase y empaque
Distribución
10.-
TIPO(S) DE ALIMENTOS QUE PROCESA / ENVASA O EMPACA / DISTRIBUYE (Hoja adicional):
La empresa elabora todo tipo de productos que se mencionan en las generalidades de la empresa.
11.-
MOTIVO DE LA INSPECCION:
Evaluación de la aplicación de BPM.
Para obtener el Certificado de OPERACIÓN
(
)
Para renovar el Certificado de OPERACIÓN
(
)
Para toma de muestras
(
)
Por otros motivos
(
X
)
12
.- TIPO DE INSPECCION:
( X )
( )
( )
Total
Específica
Parcial
13
.- COMISION INSPECTORA:
Nombre
Institución
Cédula
Identidad
Gabriela Vera D.
Universidad Tecnológica Equinoccial.
172079673-7
14
.- FECHA DE LA INSPECCION:
5 de mayo del
2009. 3 de noviembre del
2009.
Fecha Inicio
Fecha final
15.-
OBSERVACIONES:
Pág.
1
Criterios de evaluación
Registros de aplicación ®
Documentación (D) 0 S/registros 25 % registros 50
% registros
0 s/documentación
0
25
50
25 % de
documentación (C) 25
50
75
50 % de
documentación 50
75
100
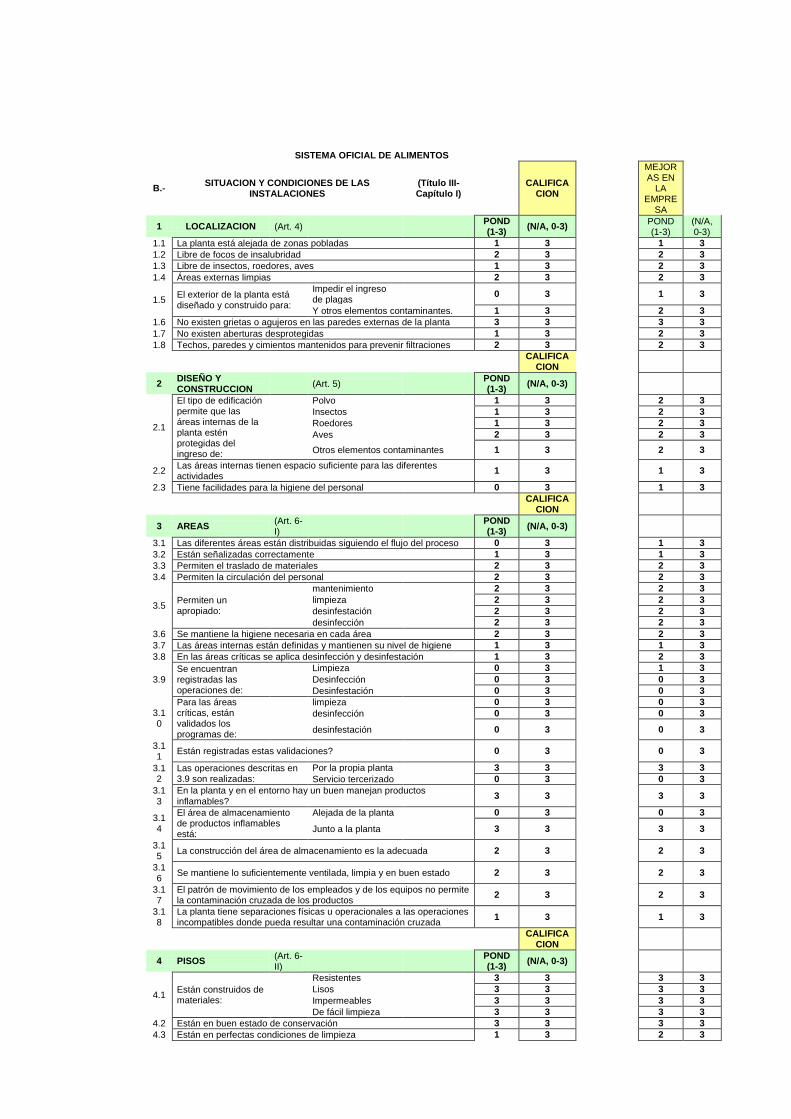
SISTEMA OFICIAL DE ALIMENTOS
B.- SITUACION Y CONDICIONES DE LAS
INSTALACIONES (Título III-Capítulo I)
CALIFICACION
MEJORAS EN
LA EMPRE
SA
1 LOCALIZACION (Art. 4)
POND (1-3)
(N/A, 0-3)
POND (1-3)
(N/A, 0-3)
1.1 La planta está alejada de zonas pobladas 1 3
1 3
1.2 Libre de focos de insalubridad 2 3
2 3
1.3 Libre de insectos, roedores, aves 1 3
2 3
1.4 Áreas externas limpias 2 3
2 3
1.5 El exterior de la planta está diseñado y construido para:
Impedir el ingreso de plagas
0 3
1 3
Y otros elementos contaminantes. 1 3
2 3
1.6 No existen grietas o agujeros en las paredes externas de la planta 3 3
3 3
1.7 No existen aberturas desprotegidas 1 3
2 3
1.8 Techos, paredes y cimientos mantenidos para prevenir filtraciones 2 3
2 3
CALIFICA
CION
2 DISEÑO Y CONSTRUCCION
(Art. 5)
POND (1-3)
(N/A, 0-3)
2.1
El tipo de edificación permite que las áreas internas de la planta estén protegidas del ingreso de:
Polvo
1 3
2 3
Insectos
1 3
2 3
Roedores
1 3
2 3
Aves
2 3
2 3
Otros elementos contaminantes 1 3
2 3
2.2 Las áreas internas tienen espacio suficiente para las diferentes actividades
1 3
1 3
2.3 Tiene facilidades para la higiene del personal 0 3
1 3
CALIFICA
CION
3 AREAS (Art. 6-I)
POND (1-3)
(N/A, 0-3)
3.1 Las diferentes áreas están distribuidas siguiendo el flujo del proceso 0 3
1 3
3.2 Están señalizadas correctamente 1 3
1 3
3.3 Permiten el traslado de materiales 2 3
2 3
3.4 Permiten la circulación del personal 2 3
2 3
3.5 Permiten un apropiado:
mantenimiento
2 3
2 3
limpieza
2 3
2 3
desinfestación
2 3
2 3
desinfección
2 3
2 3
3.6 Se mantiene la higiene necesaria en cada área 2 3
2 3
3.7 Las áreas internas están definidas y mantienen su nivel de higiene 1 3
1 3
3.8 En las áreas críticas se aplica desinfección y desinfestación 1 3
2 3
3.9 Se encuentran registradas las operaciones de:
Limpieza
0 3
1 3
Desinfección
0 3
0 3
Desinfestación
0 3
0 3
3.10
Para las áreas críticas, están validados los programas de:
limpieza
0 3
0 3
desinfección
0 3
0 3
desinfestación
0 3
0 3
3.11
Están registradas estas validaciones? 0 3
0 3
3.12
Las operaciones descritas en 3.9 son realizadas:
Por la propia planta
3 3
3 3
Servicio tercerizado
0 3
0 3
3.13
En la planta y en el entorno hay un buen manejan productos inflamables?
3 3
3 3
3.14
El área de almacenamiento de productos inflamables está:
Alejada de la planta
0 3
0 3
Junto a la planta
3 3
3 3
3.15
La construcción del área de almacenamiento es la adecuada 2 3
2 3
3.16
Se mantiene lo suficientemente ventilada, limpia y en buen estado 2 3
2 3
3.17
El patrón de movimiento de los empleados y de los equipos no permite la contaminación cruzada de los productos
2 3
2 3
3.18
La planta tiene separaciones físicas u operacionales a las operaciones incompatibles donde pueda resultar una contaminación cruzada
1 3
1 3
CALIFICA
CION
4 PISOS (Art. 6-II)
POND (1-3)
(N/A, 0-3)
4.1 Están construidos de materiales:
Resistentes
3 3
3 3
Lisos
3 3
3 3
Impermeables
3 3
3 3
De fácil limpieza
3 3
3 3
4.2 Están en buen estado de conservación 3 3
3 3
4.3 Están en perfectas condiciones de limpieza 1 3
2 3
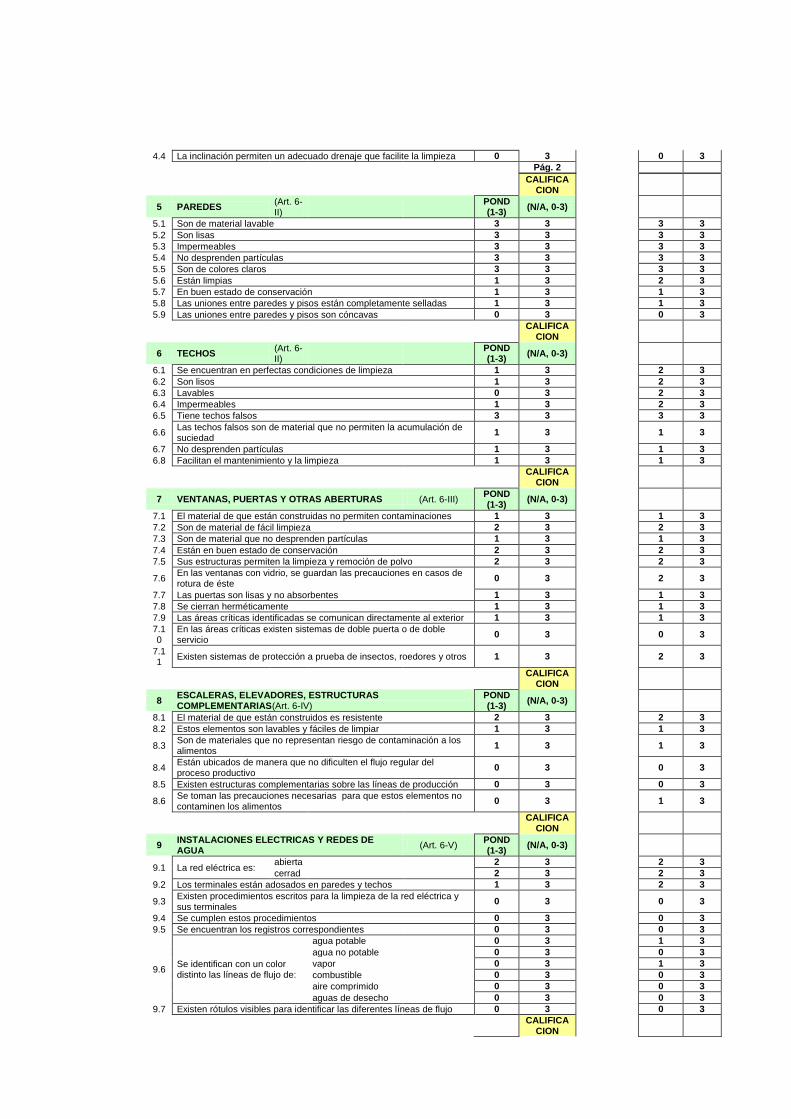
4.4 La inclinación permiten un adecuado drenaje que facilite la limpieza 0 3
0 3
Pág. 2
CALIFICA
CION
5 PAREDES (Art. 6-II)
POND (1-3)
(N/A, 0-3)
5.1 Son de material lavable 3 3
3 3
5.2 Son lisas 3 3
3 3
5.3 Impermeables 3 3
3 3
5.4 No desprenden partículas 3 3
3 3
5.5 Son de colores claros 3 3
3 3
5.6 Están limpias 1 3
2 3
5.7 En buen estado de conservación 1 3
1 3
5.8 Las uniones entre paredes y pisos están completamente selladas 1 3
1 3
5.9 Las uniones entre paredes y pisos son cóncavas 0 3
0 3
CALIFICA
CION
6 TECHOS (Art. 6-II)
POND (1-3)
(N/A, 0-3)
6.1 Se encuentran en perfectas condiciones de limpieza 1 3
2 3
6.2 Son lisos 1 3
2 3
6.3 Lavables 0 3
2 3
6.4 Impermeables 1 3
2 3
6.5 Tiene techos falsos 3 3
3 3
6.6 Las techos falsos son de material que no permiten la acumulación de suciedad
1 3
1 3
6.7 No desprenden partículas 1 3
1 3
6.8 Facilitan el mantenimiento y la limpieza 1 3
1 3
CALIFICA
CION
7 VENTANAS, PUERTAS Y OTRAS ABERTURAS (Art. 6-III) POND (1-3)
(N/A, 0-3)
7.1 El material de que están construidas no permiten contaminaciones 1 3
1 3
7.2 Son de material de fácil limpieza 2 3
2 3
7.3 Son de material que no desprenden partículas 1 3
1 3
7.4 Están en buen estado de conservación 2 3
2 3
7.5 Sus estructuras permiten la limpieza y remoción de polvo 2 3
2 3
7.6 En las ventanas con vidrio, se guardan las precauciones en casos de rotura de éste
0 3
2 3
7.7 Las puertas son lisas y no absorbentes 1 3
1 3
7.8 Se cierran herméticamente 1 3
1 3
7.9 Las áreas críticas identificadas se comunican directamente al exterior 1 3
1 3
7.10
En las áreas críticas existen sistemas de doble puerta o de doble servicio
0 3
0 3
7.11
Existen sistemas de protección a prueba de insectos, roedores y otros 1 3
2 3
CALIFICA
CION
8 ESCALERAS, ELEVADORES, ESTRUCTURAS COMPLEMENTARIAS(Art. 6-IV)
POND (1-3)
(N/A, 0-3)
8.1 El material de que están construidos es resistente 2 3
2 3
8.2 Estos elementos son lavables y fáciles de limpiar 1 3
1 3
8.3 Son de materiales que no representan riesgo de contaminación a los alimentos
1 3
1 3
8.4 Están ubicados de manera que no dificulten el flujo regular del proceso productivo
0 3
0 3
8.5 Existen estructuras complementarias sobre las líneas de producción 0 3
0 3
8.6 Se toman las precauciones necesarias para que estos elementos no contaminen los alimentos
0 3
1 3
CALIFICA
CION
9 INSTALACIONES ELECTRICAS Y REDES DE AGUA
(Art. 6-V) POND (1-3)
(N/A, 0-3)
9.1 La red eléctrica es: abierta
2 3
2 3
cerrad
2 3
2 3
9.2 Los terminales están adosados en paredes y techos 1 3
2 3
9.3 Existen procedimientos escritos para la limpieza de la red eléctrica y sus terminales
0 3
0 3
9.4 Se cumplen estos procedimientos 0 3
0 3
9.5 Se encuentran los registros correspondientes 0 3
0 3
9.6 Se identifican con un color distinto las líneas de flujo de:
agua potable
0 3
1 3
agua no potable
0 3
0 3
vapor
0 3
1 3
combustible
0 3
0 3
aire comprimido
0 3
0 3
aguas de desecho
0 3
0 3
9.7 Existen rótulos visibles para identificar las diferentes líneas de flujo 0 3
0 3
CALIFICA
CION
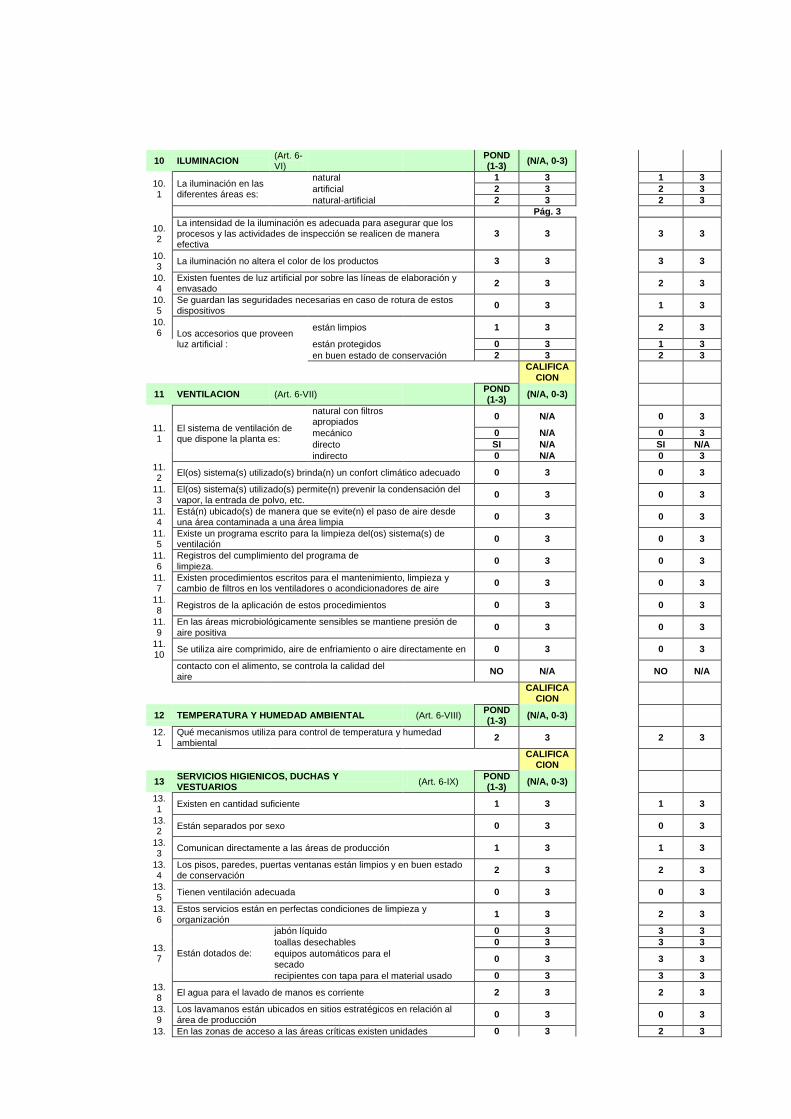
10 ILUMINACION (Art. 6-VI)
POND (1-3)
(N/A, 0-3)
10.1
La iluminación en las diferentes áreas es:
natural
1 3
1 3
artificial
2 3
2 3
natural-artificial
2 3
2 3
Pág. 3
10.2
La intensidad de la iluminación es adecuada para asegurar que los procesos y las actividades de inspección se realicen de manera efectiva
3 3
3 3
10.3
La iluminación no altera el color de los productos 3 3
3 3
10.4
Existen fuentes de luz artificial por sobre las líneas de elaboración y envasado
2 3
2 3
10.5
Se guardan las seguridades necesarias en caso de rotura de estos dispositivos
0 3
1 3
10.6 Los accesorios que proveen
luz artificial :
están limpios
1 3
2 3
están protegidos
0 3
1 3
en buen estado de conservación 2 3
2 3
CALIFICA
CION
11 VENTILACION (Art. 6-VII)
POND (1-3)
(N/A, 0-3)
11.1
El sistema de ventilación de que dispone la planta es:
natural con filtros apropiados
0 N/A
0 3
mecánico
0 N/A
0 3
directo
SI N/A
SI N/A
indirecto
0 N/A
0 3
11.2
El(os) sistema(s) utilizado(s) brinda(n) un confort climático adecuado 0 3
0 3
11.3
El(os) sistema(s) utilizado(s) permite(n) prevenir la condensación del vapor, la entrada de polvo, etc.
0 3
0 3
11.4
Está(n) ubicado(s) de manera que se evite(n) el paso de aire desde una área contaminada a una área limpia
0 3
0 3
11.5
Existe un programa escrito para la limpieza del(os) sistema(s) de ventilación
0 3
0 3
11.6
Registros del cumplimiento del programa de limpieza.
0 3
0 3
11.7
Existen procedimientos escritos para el mantenimiento, limpieza y cambio de filtros en los ventiladores o acondicionadores de aire
0 3
0 3
11.8
Registros de la aplicación de estos procedimientos
0 3
0 3
11.9
En las áreas microbiológicamente sensibles se mantiene presión de aire positiva
0 3
0 3
11.10
Se utiliza aire comprimido, aire de enfriamiento o aire directamente en 0 3
0 3
contacto con el alimento, se controla la calidad del aire
NO N/A
NO N/A
CALIFICA
CION
12 TEMPERATURA Y HUMEDAD AMBIENTAL (Art. 6-VIII) POND (1-3)
(N/A, 0-3)
12.1
Qué mecanismos utiliza para control de temperatura y humedad ambiental
2 3
2 3
CALIFICA
CION
13 SERVICIOS HIGIENICOS, DUCHAS Y VESTUARIOS
(Art. 6-IX) POND (1-3)
(N/A, 0-3)
13.1
Existen en cantidad suficiente 1 3
1 3
13.2
Están separados por sexo 0 3
0 3
13.3
Comunican directamente a las áreas de producción 1 3
1 3
13.4
Los pisos, paredes, puertas ventanas están limpios y en buen estado de conservación
2 3
2 3
13.5
Tienen ventilación adecuada 0 3
0 3
13.6
Estos servicios están en perfectas condiciones de limpieza y organización
1 3
2 3
13.7
Están dotados de:
jabón líquido
0 3
3 3
toallas desechables
0 3
3 3
equipos automáticos para el secado
0 3
3 3
recipientes con tapa para el material usado 0 3
3 3
13.8
El agua para el lavado de manos es corriente 2 3
2 3
13.9
Los lavamanos están ubicados en sitios estratégicos en relación al área de producción
0 3
0 3
13. En las zonas de acceso a las áreas críticas existen unidades 0 3
2 3
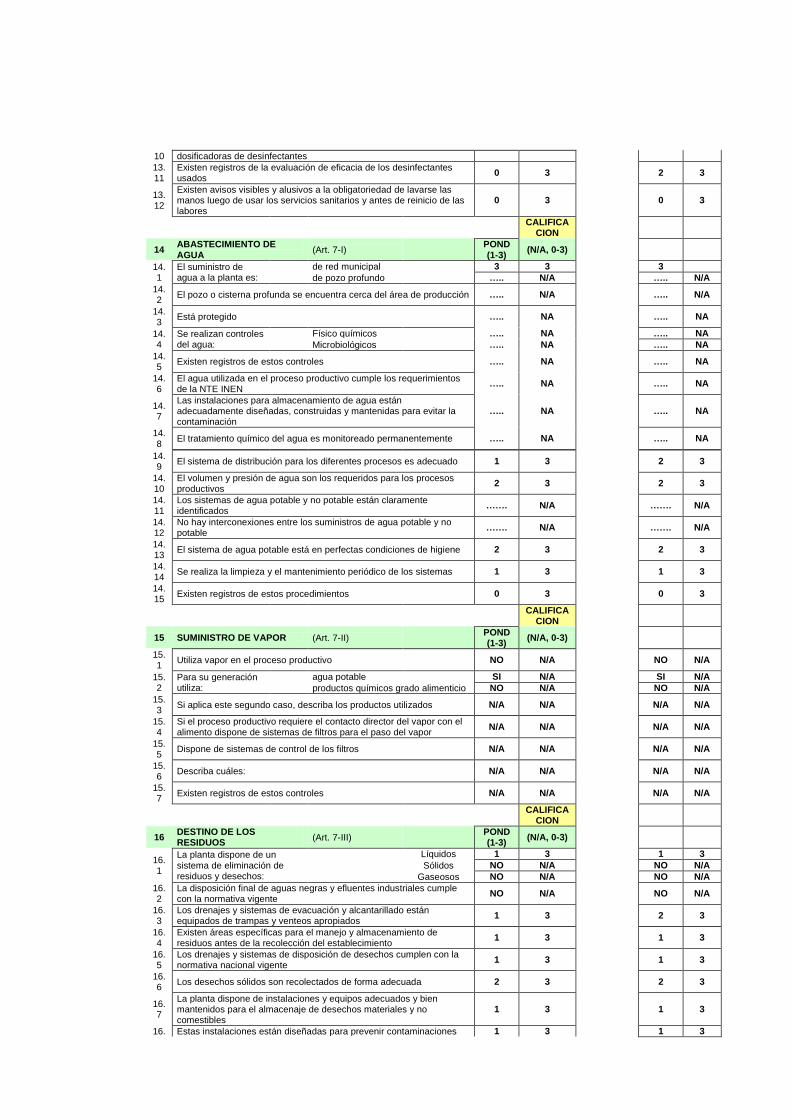
10 dosificadoras de desinfectantes
13.11
Existen registros de la evaluación de eficacia de los desinfectantes usados
0 3
2 3
13.12
Existen avisos visibles y alusivos a la obligatoriedad de lavarse las manos luego de usar los servicios sanitarios y antes de reinicio de las labores
0 3
0 3
CALIFICA
CION
14 ABASTECIMIENTO DE AGUA
(Art. 7-I)
POND (1-3)
(N/A, 0-3)
14.1
El suministro de agua a la planta es:
de red municipal
3 3
3
de pozo profundo
….. N/A
….. N/A
14.2
El pozo o cisterna profunda se encuentra cerca del área de producción ….. N/A
….. N/A
14.3
Está protegido ….. NA
….. NA
14.4
Se realizan controles del agua:
Físico químicos
….. NA
….. NA
Microbiológicos
….. NA
….. NA
14.5
Existen registros de estos controles ….. NA
….. NA
14.6
El agua utilizada en el proceso productivo cumple los requerimientos de la NTE INEN
….. NA
….. NA
14.7
Las instalaciones para almacenamiento de agua están adecuadamente diseñadas, construidas y mantenidas para evitar la contaminación
….. NA
….. NA
14.8
El tratamiento químico del agua es monitoreado permanentemente ….. NA
….. NA
14.9
El sistema de distribución para los diferentes procesos es adecuado 1 3
2 3
14.10
El volumen y presión de agua son los requeridos para los procesos productivos
2 3
2 3
14.11
Los sistemas de agua potable y no potable están claramente identificados
……. N/A
……. N/A
14.12
No hay interconexiones entre los suministros de agua potable y no potable
……. N/A
……. N/A
14.13
El sistema de agua potable está en perfectas condiciones de higiene 2 3
2 3
14.14
Se realiza la limpieza y el mantenimiento periódico de los sistemas 1 3
1 3
14.15
Existen registros de estos procedimientos 0 3
0 3
CALIFICA
CION
15 SUMINISTRO DE VAPOR (Art. 7-II)
POND (1-3)
(N/A, 0-3)
15.1
Utiliza vapor en el proceso productivo NO N/A
NO N/A
15.2
Para su generación utiliza:
agua potable
SI N/A
SI N/A
productos químicos grado alimenticio NO N/A
NO N/A
15.3
Si aplica este segundo caso, describa los productos utilizados N/A N/A
N/A N/A
15.4
Si el proceso productivo requiere el contacto director del vapor con el alimento dispone de sistemas de filtros para el paso del vapor
N/A N/A
N/A N/A
15.5
Dispone de sistemas de control de los filtros N/A N/A
N/A N/A
15.6
Describa cuáles: N/A N/A
N/A N/A
15.7
Existen registros de estos controles N/A N/A
N/A N/A
CALIFICA
CION
16 DESTINO DE LOS RESIDUOS
(Art. 7-III)
POND (1-3)
(N/A, 0-3)
16.1
La planta dispone de un sistema de eliminación de residuos y desechos:
Líquidos 1 3
1 3
Sólidos NO N/A
NO N/A
Gaseosos NO N/A
NO N/A
16.2
La disposición final de aguas negras y efluentes industriales cumple con la normativa vigente
NO N/A
NO N/A
16.3
Los drenajes y sistemas de evacuación y alcantarillado están equipados de trampas y venteos apropiados
1 3
2 3
16.4
Existen áreas específicas para el manejo y almacenamiento de residuos antes de la recolección del establecimiento
1 3
1 3
16.5
Los drenajes y sistemas de disposición de desechos cumplen con la normativa nacional vigente
1 3
1 3
16.6
Los desechos sólidos son recolectados de forma adecuada 2 3
2 3
16.7
La planta dispone de instalaciones y equipos adecuados y bien mantenidos para el almacenaje de desechos materiales y no comestibles
1 3
1 3
16. Estas instalaciones están diseñadas para prevenir contaminaciones 1 3
1 3
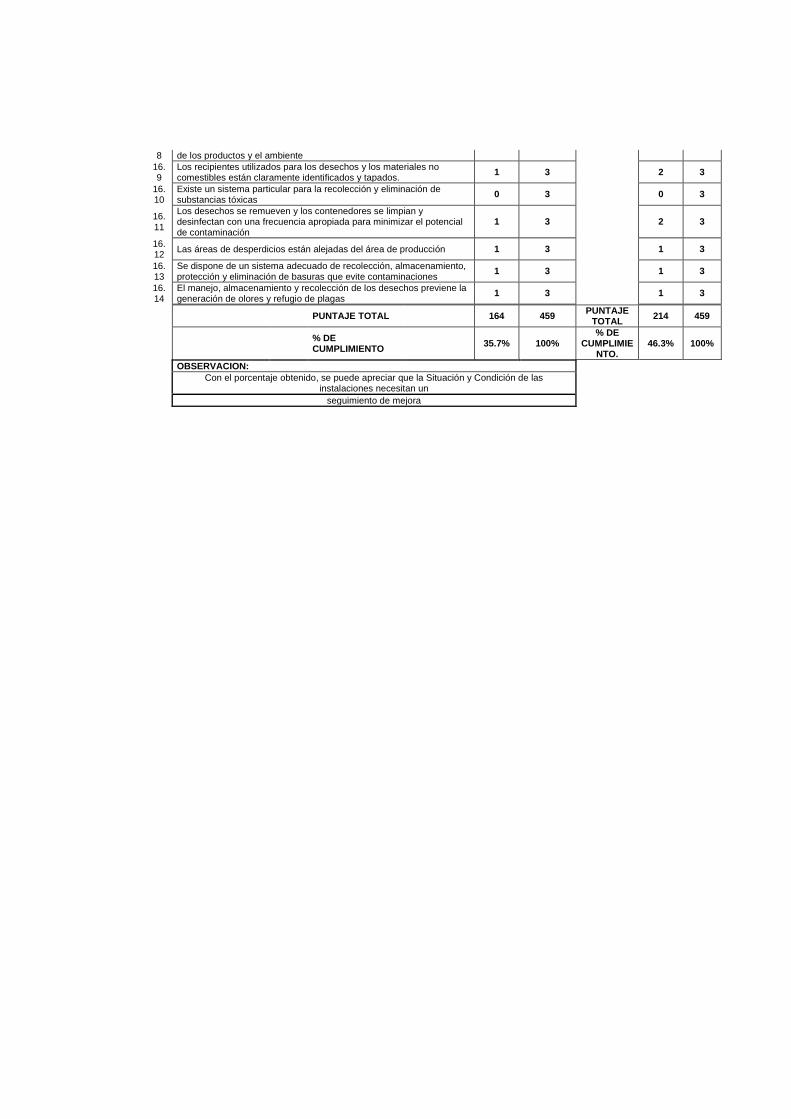
8 de los productos y el ambiente
16.9
Los recipientes utilizados para los desechos y los materiales no comestibles están claramente identificados y tapados.
1 3
2 3
16.10
Existe un sistema particular para la recolección y eliminación de substancias tóxicas
0 3
0 3
16.11
Los desechos se remueven y los contenedores se limpian y desinfectan con una frecuencia apropiada para minimizar el potencial de contaminación
1 3
2 3
16.12
Las áreas de desperdicios están alejadas del área de producción 1 3
1 3
16.13
Se dispone de un sistema adecuado de recolección, almacenamiento, protección y eliminación de basuras que evite contaminaciones
1 3
1 3
16.14
El manejo, almacenamiento y recolección de los desechos previene la generación de olores y refugio de plagas
1 3
1 3
PUNTAJE TOTAL
164 459
PUNTAJE TOTAL
214 459
% DE CUMPLIMIENTO
35.7% 100% % DE
CUMPLIMIENTO.
46.3% 100%
OBSERVACION:
Con el porcentaje obtenido, se puede apreciar que la Situación y Condición de las
instalaciones necesitan un
seguimiento de mejora
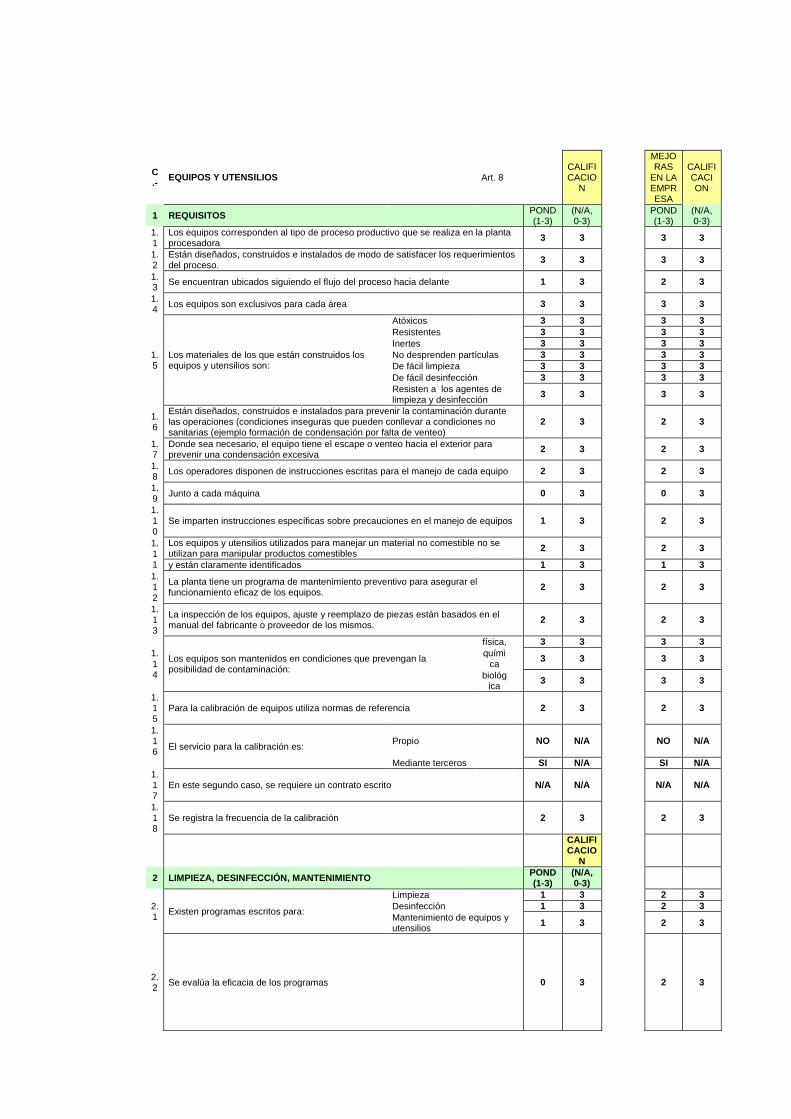
C.-
EQUIPOS Y UTENSILIOS Art. 8
CALIFICACIO
N
MEJORAS
EN LA EMPRESA
CALIFICACION
1 REQUISITOS
POND (1-3)
(N/A, 0-3)
POND (1-3)
(N/A, 0-3)
1.1
Los equipos corresponden al tipo de proceso productivo que se realiza en la planta procesadora
3 3
3 3
1.2
Están diseñados, construidos e instalados de modo de satisfacer los requerimientos del proceso.
3 3
3 3
1.3
Se encuentran ubicados siguiendo el flujo del proceso hacia delante 1 3
2 3
1.4
Los equipos son exclusivos para cada área
3 3
3 3
1.5
Los materiales de los que están construidos los equipos y utensilios son:
Atóxicos
3 3
3 3
Resistentes
3 3
3 3
Inertes
3 3
3 3
No desprenden partículas 3 3
3 3
De fácil limpieza
3 3
3 3
De fácil desinfección
3 3
3 3
Resisten a los agentes de limpieza y desinfección
3 3
3 3
1.6
Están diseñados, construidos e instalados para prevenir la contaminación durante las operaciones (condiciones inseguras que pueden conllevar a condiciones no sanitarias (ejemplo formación de condensación por falta de venteo)
2 3
2 3
1.7
Donde sea necesario, el equipo tiene el escape o venteo hacia el exterior para prevenir una condensación excesiva
2 3
2 3
1.8
Los operadores disponen de instrucciones escritas para el manejo de cada equipo 2 3
2 3
1.9
Junto a cada máquina 0 3
0 3
1.
10
Se imparten instrucciones específicas sobre precauciones en el manejo de equipos 1 3
2 3
1.11
Los equipos y utensilios utilizados para manejar un material no comestible no se utilizan para manipular productos comestibles
2 3
2 3
y están claramente identificados
1 3
1 3
1.12
La planta tiene un programa de mantenimiento preventivo para asegurar el funcionamiento eficaz de los equipos.
2 3
2 3
1.13
La inspección de los equipos, ajuste y reemplazo de piezas están basados en el manual del fabricante o proveedor de los mismos.
2 3
2 3
1.14
Los equipos son mantenidos en condiciones que prevengan la posibilidad de contaminación:
física,
3 3
3 3
química
3 3
3 3
biológica
3 3
3 3
1.15
Para la calibración de equipos utiliza normas de referencia 2 3
2 3
1.16
El servicio para la calibración es: Propio
NO N/A
NO N/A
Mediante terceros
SI N/A
SI N/A
1.17
En este segundo caso, se requiere un contrato escrito N/A N/A
N/A N/A
1.18
Se registra la frecuencia de la calibración 2 3
2 3
CALIFICACIO
N
2 LIMPIEZA, DESINFECCIÓN, MANTENIMIENTO
POND (1-3)
(N/A, 0-3)
2.1
Existen programas escritos para:
Limpieza
1 3
2 3
Desinfección
1 3
2 3
Mantenimiento de equipos y utensilios
1 3
2 3
2.2
Se evalúa la eficacia de los programas
0 3
2 3
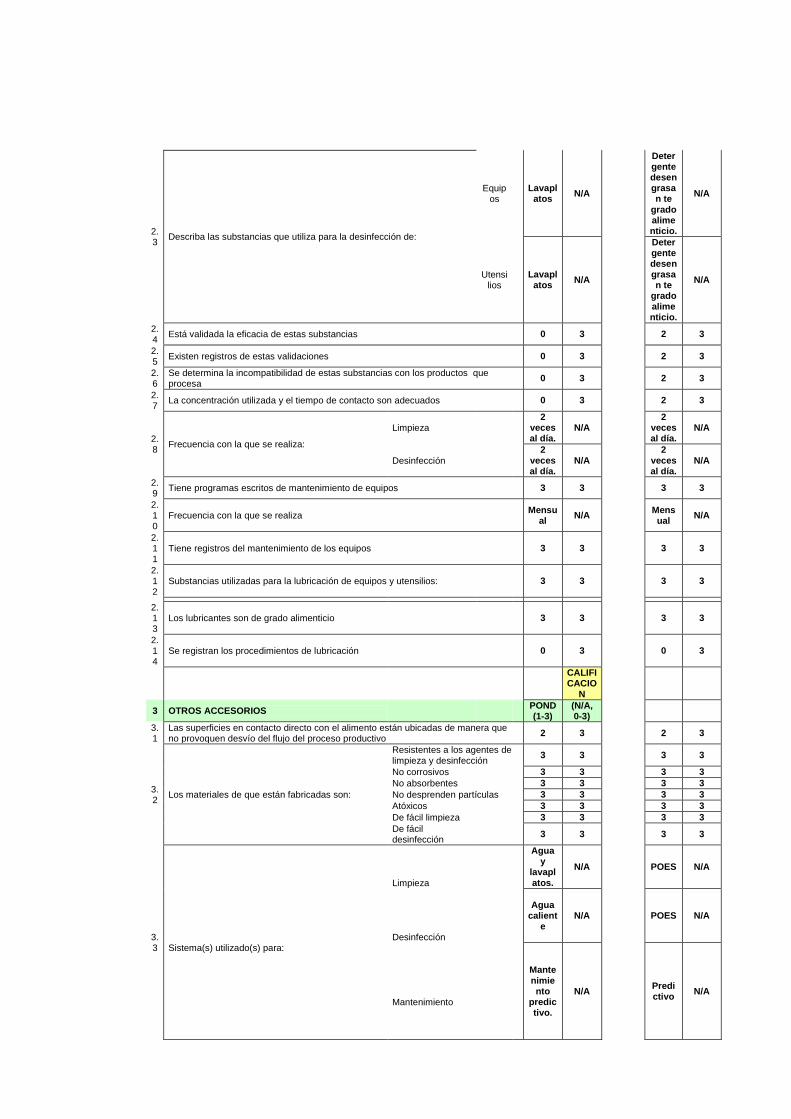
2.3
Describa las substancias que utiliza para la desinfección de:
Equipos
Lavaplatos
N/A
Detergente desengrasan te
grado alimenticio.
N/A
Utensilios
Lavaplatos
N/A
Detergente desengrasan te
grado alimenticio.
N/A
2.4
Está validada la eficacia de estas substancias 0 3
2 3
2.5
Existen registros de estas validaciones 0 3
2 3
2.6
Se determina la incompatibilidad de estas substancias con los productos que procesa
0 3
2 3
2.7
La concentración utilizada y el tiempo de contacto son adecuados 0 3
2 3
2.8
Frecuencia con la que se realiza:
Limpieza
2 veces al día.
N/A
2 veces al día.
N/A
Desinfección
2 veces al día.
N/A
2 veces al día.
N/A
2.9
Tiene programas escritos de mantenimiento de equipos 3 3
3 3
2.10
Frecuencia con la que se realiza Mensu
al N/A
Mensual
N/A
2.11
Tiene registros del mantenimiento de los equipos 3 3
3 3
2.12
Substancias utilizadas para la lubricación de equipos y utensilios: 3 3
3 3
2.13
Los lubricantes son de grado alimenticio 3 3
3 3
2.14
Se registran los procedimientos de lubricación 0 3
0 3
CALIFICACIO
N
3 OTROS ACCESORIOS
POND (1-3)
(N/A, 0-3)
3.1
Las superficies en contacto directo con el alimento están ubicadas de manera que no provoquen desvío del flujo del proceso productivo
2 3
2 3
3.2
Los materiales de que están fabricadas son:
Resistentes a los agentes de limpieza y desinfección
3 3
3 3
No corrosivos
3 3
3 3
No absorbentes
3 3
3 3
No desprenden partículas 3 3
3 3
Atóxicos
3 3
3 3
De fácil limpieza
3 3
3 3
De fácil desinfección
3 3
3 3
3.3
Sistema(s) utilizado(s) para:
Limpieza
Agua y
lavaplatos.
N/A
POES N/A
Desinfección
Agua calient
e N/A
POES N/A
Mantenimiento
Mantenimiento
predictivo.
N/A
Predictivo
N/A
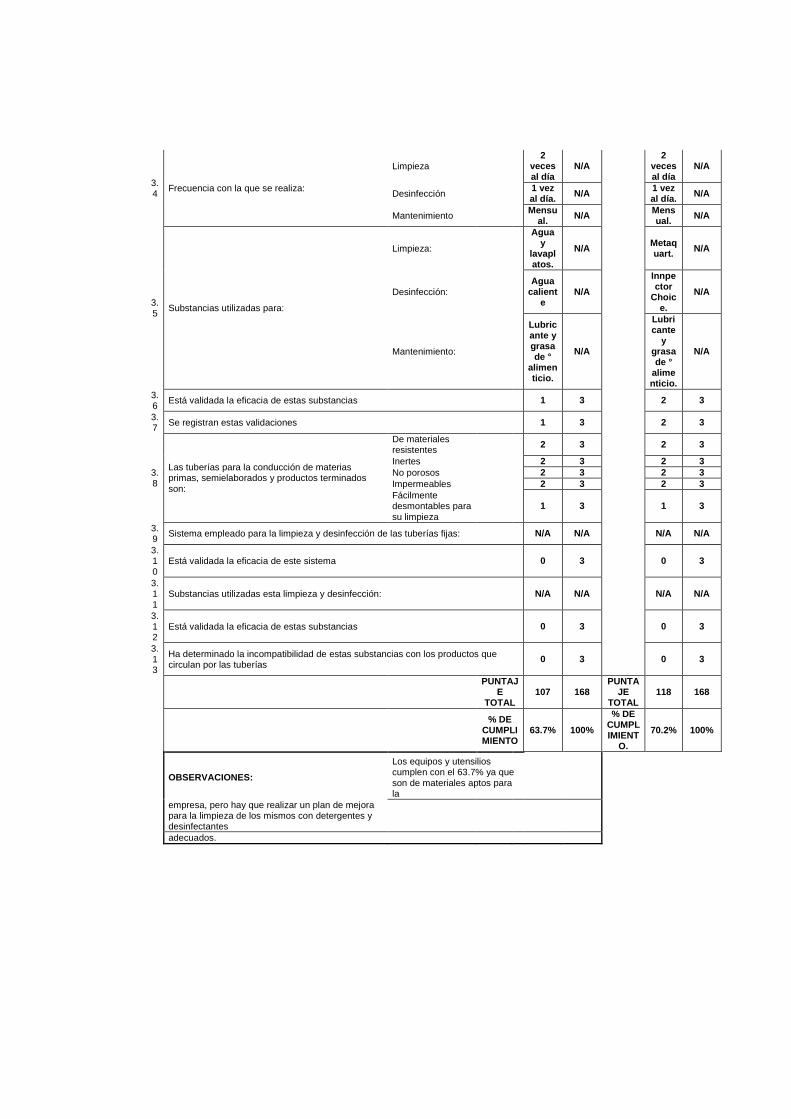
3.4
Frecuencia con la que se realiza:
Limpieza
2 veces al día
N/A
2 veces al día
N/A
Desinfección
1 vez al día.
N/A
1 vez al día.
N/A
Mantenimiento
Mensual.
N/A
Mensual.
N/A
3.5
Substancias utilizadas para:
Limpieza:
Agua y
lavaplatos.
N/A
Metaquart.
N/A
Desinfección:
Agua calient
e N/A
Innpector
Choice.
N/A
Mantenimiento:
Lubricante y grasa de °
alimenticio.
N/A
Lubricante
y grasa de °
alimenticio.
N/A
3.6
Está validada la eficacia de estas substancias 1 3
2 3
3.7
Se registran estas validaciones 1 3
2 3
3.8
Las tuberías para la conducción de materias primas, semielaborados y productos terminados son:
De materiales resistentes
2 3
2 3
Inertes
2 3
2 3
No porosos
2 3
2 3
Impermeables
2 3
2 3
Fácilmente desmontables para
su limpieza
1 3
1 3
3.9
Sistema empleado para la limpieza y desinfección de las tuberías fijas: N/A N/A
N/A N/A
3.10
Está validada la eficacia de este sistema 0 3
0 3
3.11
Substancias utilizadas esta limpieza y desinfección: N/A N/A
N/A N/A
3.12
Está validada la eficacia de estas substancias 0 3
0 3
3.13
Ha determinado la incompatibilidad de estas substancias con los productos que circulan por las tuberías
0 3
0 3
PUNTAJE
TOTAL 107 168
PUNTAJE
TOTAL 118 168
% DE CUMPLIMIENTO
63.7% 100%
% DE CUMPLIMIENT
O.
70.2% 100%
OBSERVACIONES:
Los equipos y utensilios cumplen con el 63.7% ya que son de materiales aptos para la
empresa, pero hay que realizar un plan de mejora para la limpieza de los mismos con detergentes y desinfectantes
adecuados.
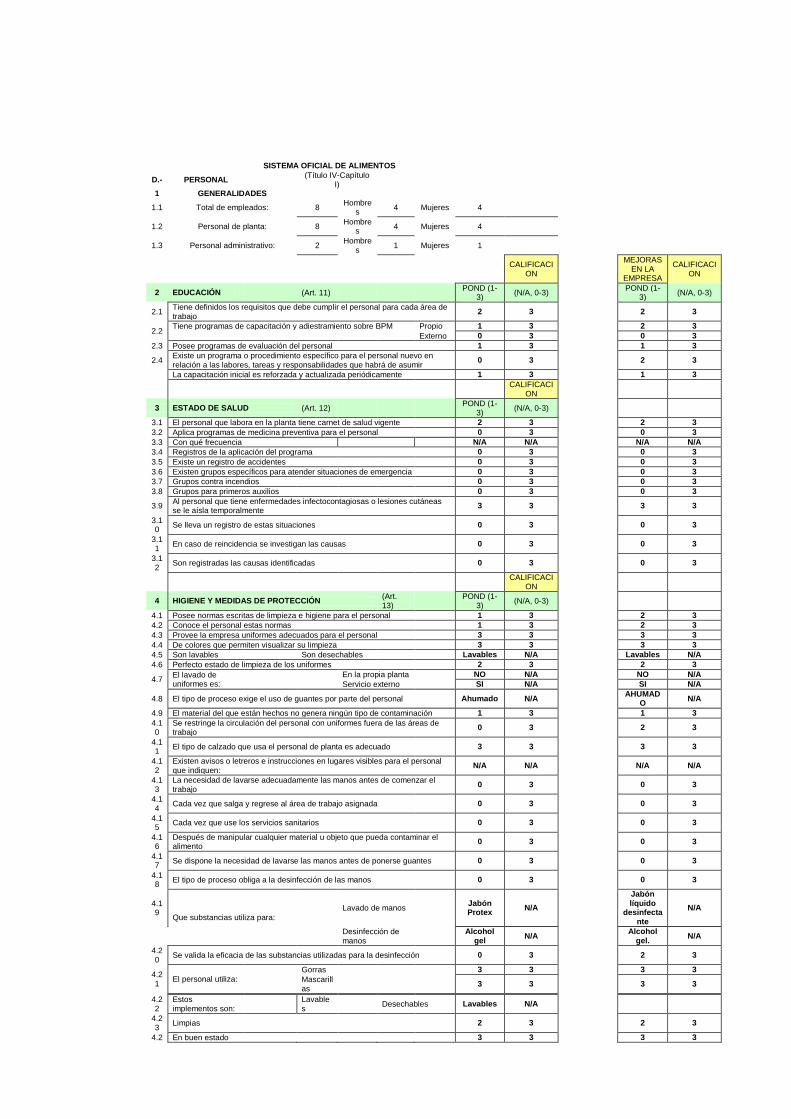
SISTEMA OFICIAL DE ALIMENTOS
D.- PERSONAL
(Título IV-Capítulo I)
1 GENERALIDADES
1.1 Total de empleados: 8 Hombre
s 4 Mujeres 4
1.2 Personal de planta: 8 Hombre
s 4 Mujeres 4
1.3 Personal administrativo: 2 Hombre
s 1 Mujeres 1
CALIFICACI
ON
MEJORAS EN LA
EMPRESA
CALIFICACION
2 EDUCACIÓN
(Art. 11)
POND (1-3)
(N/A, 0-3)
POND (1-3)
(N/A, 0-3)
2.1 Tiene definidos los requisitos que debe cumplir el personal para cada área de trabajo
2 3
2 3
2.2 Tiene programas de capacitación y adiestramiento sobre BPM Propio 1 3
2 3
Externo 0 3
0 3
2.3 Posee programas de evaluación del personal 1 3
1 3
2.4 Existe un programa o procedimiento específico para el personal nuevo en relación a las labores, tareas y responsabilidades que habrá de asumir
0 3
2 3
La capacitación inicial es reforzada y actualizada periódicamente 1 3
1 3
CALIFICACI
ON
3 ESTADO DE SALUD (Art. 12)
POND (1-3)
(N/A, 0-3)
3.1 El personal que labora en la planta tiene carnet de salud vigente
2 3
2 3
3.2 Aplica programas de medicina preventiva para el personal
0 3
0 3
3.3 Con qué frecuencia
N/A N/A
N/A N/A
3.4 Registros de la aplicación del programa
0 3
0 3
3.5 Existe un registro de accidentes
0 3
0 3
3.6 Existen grupos específicos para atender situaciones de emergencia 0 3
0 3
3.7 Grupos contra incendios
0 3
0 3
3.8 Grupos para primeros auxilios
0 3
0 3
3.9 Al personal que tiene enfermedades infectocontagiosas o lesiones cutáneas se le aísla temporalmente
3 3
3 3
3.10
Se lleva un registro de estas situaciones 0 3
0 3
3.11
En caso de reincidencia se investigan las causas 0 3
0 3
3.12
Son registradas las causas identificadas 0 3
0 3
CALIFICACI
ON
4 HIGIENE Y MEDIDAS DE PROTECCIÓN (Art. 13)
POND (1-3)
(N/A, 0-3)
4.1 Posee normas escritas de limpieza e higiene para el personal
1 3
2 3
4.2 Conoce el personal estas normas
1 3
2 3
4.3 Provee la empresa uniformes adecuados para el personal
3 3
3 3
4.4 De colores que permiten visualizar su limpieza
3 3
3 3
4.5 Son lavables
Son desechables
Lavables N/A
Lavables N/A
4.6 Perfecto estado de limpieza de los uniformes
2 3
2 3
4.7 El lavado de uniformes es:
En la propia planta
NO N/A
NO N/A
Servicio externo
SI N/A
SI N/A
4.8 El tipo de proceso exige el uso de guantes por parte del personal Ahumado N/A
AHUMADO
N/A
4.9 El material del que están hechos no genera ningún tipo de contaminación 1 3
1 3
4.10
Se restringe la circulación del personal con uniformes fuera de las áreas de trabajo
0 3
2 3
4.11
El tipo de calzado que usa el personal de planta es adecuado
3 3
3 3
4.12
Existen avisos o letreros e instrucciones en lugares visibles para el personal que indiquen:
N/A N/A
N/A N/A
4.13
La necesidad de lavarse adecuadamente las manos antes de comenzar el trabajo
0 3
0 3
4.14
Cada vez que salga y regrese al área de trabajo asignada
0 3
0 3
4.15
Cada vez que use los servicios sanitarios 0 3
0 3
4.16
Después de manipular cualquier material u objeto que pueda contaminar el alimento
0 3
0 3
4.17
Se dispone la necesidad de lavarse las manos antes de ponerse guantes 0 3
0 3
4.18
El tipo de proceso obliga a la desinfección de las manos 0 3
0 3
4.19
Que substancias utiliza para:
Lavado de manos
Jabón Protex
N/A
Jabón líquido
desinfectante
N/A
Desinfección de manos
Alcohol gel
N/A
Alcohol gel.
N/A
4.20
Se valida la eficacia de las substancias utilizadas para la desinfección 0 3
2 3
4.21
El personal utiliza:
Gorras
3 3
3 3
Mascarillas
3 3
3 3
4.22
Estos implementos son:
Lavables
Desechables Lavables N/A
4.23
Limpias
2 3
2 3
4.2 En buen estado
3 3
3 3
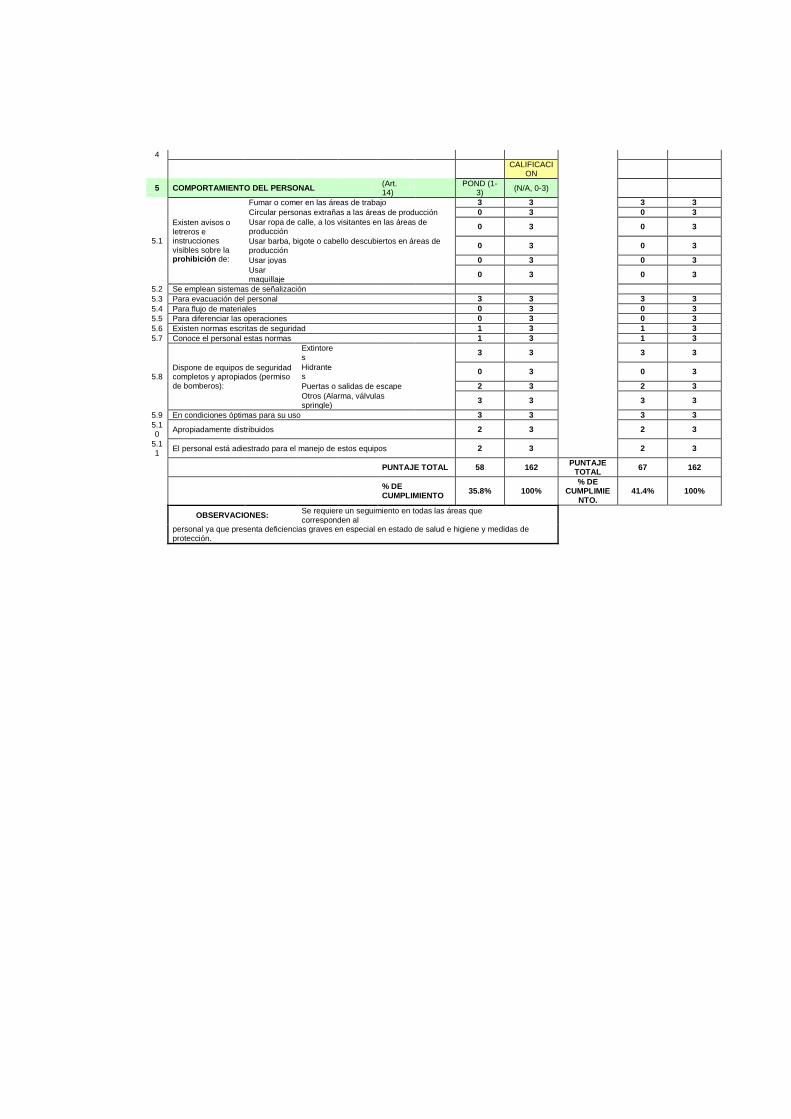
4
CALIFICACI
ON
5 COMPORTAMIENTO DEL PERSONAL (Art. 14)
POND (1-3)
(N/A, 0-3)
5.1
Existen avisos o letreros e instrucciones visibles sobre la prohibición de:
Fumar o comer en las áreas de trabajo
3 3
3 3
Circular personas extrañas a las áreas de producción 0 3
0 3
Usar ropa de calle, a los visitantes en las áreas de producción
0 3
0 3
Usar barba, bigote o cabello descubiertos en áreas de producción
0 3
0 3
Usar joyas
0 3
0 3
Usar maquillaje
0 3
0 3
5.2 Se emplean sistemas de señalización
5.3 Para evacuación del personal 3 3
3 3
5.4 Para flujo de materiales 0 3
0 3
5.5 Para diferenciar las operaciones 0 3
0 3
5.6 Existen normas escritas de seguridad 1 3
1 3
5.7 Conoce el personal estas normas 1 3
1 3
5.8 Dispone de equipos de seguridad completos y apropiados (permiso de bomberos):
Extintores
3 3
3 3
Hidrantes
0 3
0 3
Puertas o salidas de escape
2 3
2 3
Otros (Alarma, válvulas springle)
3 3
3 3
5.9 En condiciones óptimas para su uso 3 3
3 3
5.10
Apropiadamente distribuidos 2 3
2 3
5.11
El personal está adiestrado para el manejo de estos equipos 2 3
2 3
PUNTAJE TOTAL 58 162
PUNTAJE TOTAL
67 162
% DE CUMPLIMIENTO
35.8% 100% % DE
CUMPLIMIENTO.
41.4% 100%
OBSERVACIONES:
Se requiere un seguimiento en todas las áreas que corresponden al
personal ya que presenta deficiencias graves en especial en estado de salud e higiene y medidas de protección.
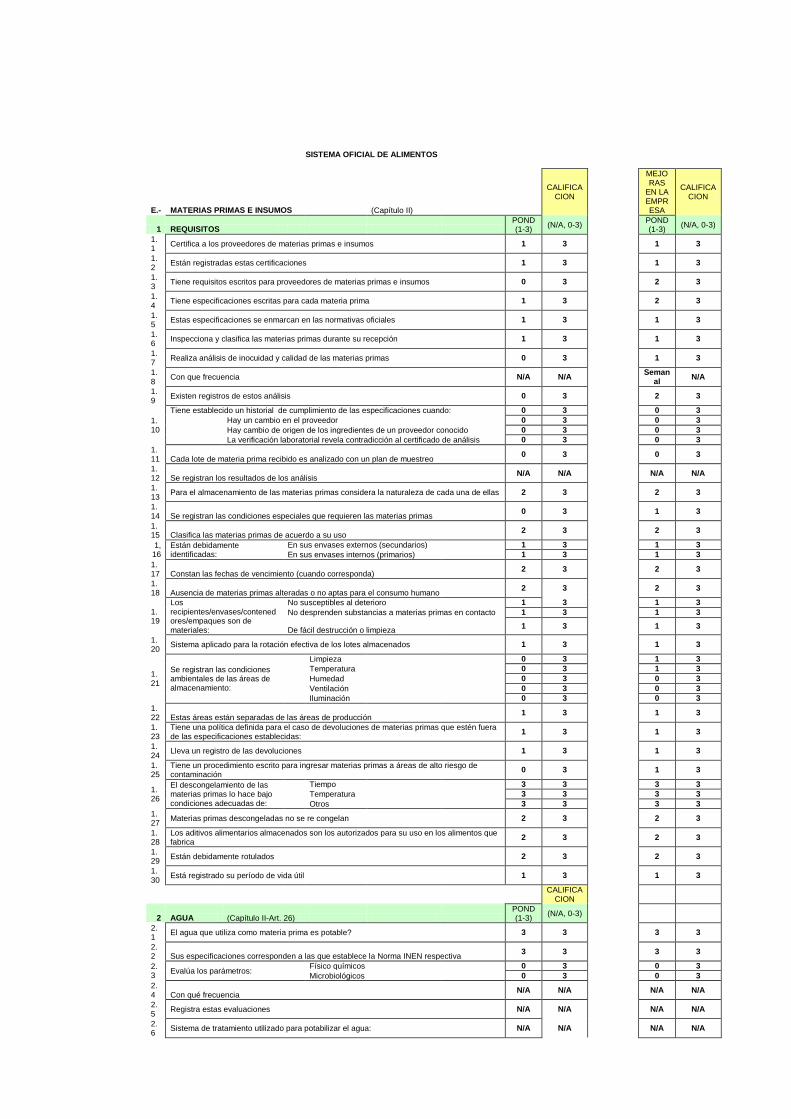
SISTEMA OFICIAL DE ALIMENTOS
E.- MATERIAS PRIMAS E INSUMOS (Capítulo II)
CALIFICA
CION
MEJORAS
EN LA EMPRESA
CALIFICACION
1 REQUISITOS POND (1-3)
(N/A, 0-3)
POND (1-3)
(N/A, 0-3)
1.1
Certifica a los proveedores de materias primas e insumos 1 3
1 3
1.2
Están registradas estas certificaciones 1 3
1 3
1.3
Tiene requisitos escritos para proveedores de materias primas e insumos 0 3
2 3
1.4
Tiene especificaciones escritas para cada materia prima 1 3
2 3
1.5
Estas especificaciones se enmarcan en las normativas oficiales 1 3
1 3
1.6
Inspecciona y clasifica las materias primas durante su recepción 1 3
1 3
1.7
Realiza análisis de inocuidad y calidad de las materias primas 0 3
1 3
1.8
Con que frecuencia N/A N/A
Semanal
N/A
1.9
Existen registros de estos análisis 0 3
2 3
1.10
Tiene establecido un historial de cumplimiento de las especificaciones cuando: 0 3
0 3
Hay un cambio en el proveedor 0 3
0 3
Hay cambio de origen de los ingredientes de un proveedor conocido 0 3
0 3
La verificación laboratorial revela contradicción al certificado de análisis 0 3
0 3
1.11 Cada lote de materia prima recibido es analizado con un plan de muestreo
0 3
0 3
1.12 Se registran los resultados de los análisis
N/A N/A
N/A N/A
1.13
Para el almacenamiento de las materias primas considera la naturaleza de cada una de ellas 2 3
2 3
1.14 Se registran las condiciones especiales que requieren las materias primas
0 3
1 3
1.15 Clasifica las materias primas de acuerdo a su uso
2 3
2 3
1,16
Están debidamente identificadas:
En sus envases externos (secundarios) 1 3
1 3
En sus envases internos (primarios) 1 3
1 3
1.17 Constan las fechas de vencimiento (cuando corresponda)
2 3
2 3
1.18 Ausencia de materias primas alteradas o no aptas para el consumo humano
2 3
2 3
1.19
Los recipientes/envases/contenedores/empaques son de materiales:
No susceptibles al deterioro 1 3
1 3
No desprenden substancias a materias primas en contacto 1 3
1 3
De fácil destrucción o limpieza 1 3
1 3
1.20
Sistema aplicado para la rotación efectiva de los lotes almacenados 1 3
1 3
1.21
Se registran las condiciones ambientales de las áreas de almacenamiento:
Limpieza 0 3
1 3
Temperatura 0 3
1 3
Humedad 0 3
0 3
Ventilación 0 3
0 3
Iluminación 0 3
0 3
1.22 Estas áreas están separadas de las áreas de producción
1 3
1 3
1.23
Tiene una política definida para el caso de devoluciones de materias primas que estén fuera de las especificaciones establecidas:
1 3
1 3
1.24
Lleva un registro de las devoluciones 1 3
1 3
1.25
Tiene un procedimiento escrito para ingresar materias primas a áreas de alto riesgo de contaminación
0 3
1 3
1.26
El descongelamiento de las materias primas lo hace bajo condiciones adecuadas de:
Tiempo 3 3
3 3
Temperatura 3 3
3 3
Otros 3 3
3 3
1.27
Materias primas descongeladas no se re congelan 2 3
2 3
1.28
Los aditivos alimentarios almacenados son los autorizados para su uso en los alimentos que fabrica
2 3
2 3
1.29
Están debidamente rotulados 2 3
2 3
1.30
Está registrado su período de vida útil 1 3
1 3
CALIFICA
CION
2 AGUA (Capítulo II-Art. 26) POND (1-3)
(N/A, 0-3)
2.1
El agua que utiliza como materia prima es potable? 3 3
3 3
2.2 Sus especificaciones corresponden a las que establece la Norma INEN respectiva
3 3
3 3
2.3
Evalúa los parámetros: Físico químicos 0 3
0 3
Microbiológicos 0 3
0 3
2.4 Con qué frecuencia
N/A N/A
N/A N/A
2.5
Registra estas evaluaciones N/A N/A
N/A N/A
2.6
Sistema de tratamiento utilizado para potabilizar el agua: N/A N/A
N/A N/A
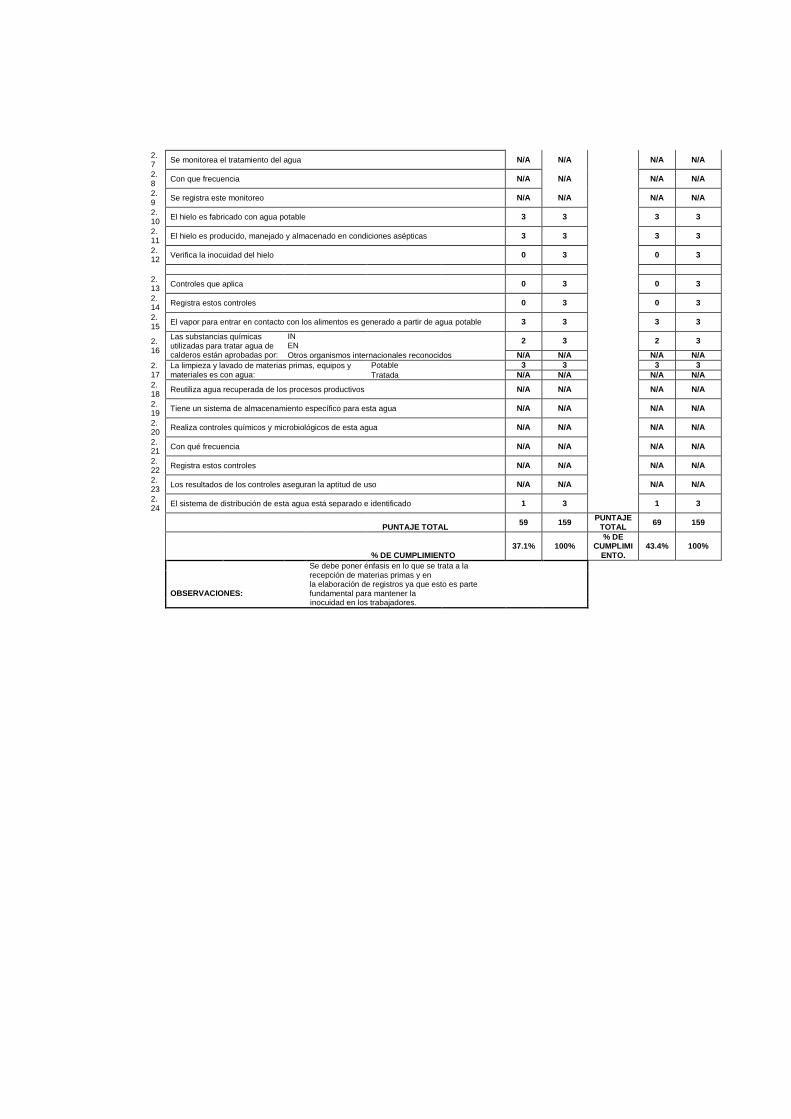
2.7
Se monitorea el tratamiento del agua N/A N/A
N/A N/A
2.8
Con que frecuencia N/A N/A
N/A N/A
2.9
Se registra este monitoreo N/A N/A
N/A N/A
2.10
El hielo es fabricado con agua potable 3 3
3 3
2.11
El hielo es producido, manejado y almacenado en condiciones asépticas 3 3
3 3
2.12
Verifica la inocuidad del hielo 0 3
0 3
2.13
Controles que aplica 0 3
0 3
2.14
Registra estos controles 0 3
0 3
2.15
El vapor para entrar en contacto con los alimentos es generado a partir de agua potable 3 3
3 3
2.16
Las substancias químicas utilizadas para tratar agua de calderos están aprobadas por:
INEN
2 3
2 3
Otros organismos internacionales reconocidos N/A N/A
N/A N/A
2.17
La limpieza y lavado de materias primas, equipos y materiales es con agua:
Potable 3 3
3 3
Tratada N/A N/A
N/A N/A
2.18
Reutiliza agua recuperada de los procesos productivos N/A N/A
N/A N/A
2.19
Tiene un sistema de almacenamiento específico para esta agua N/A N/A
N/A N/A
2.20
Realiza controles químicos y microbiológicos de esta agua N/A N/A
N/A N/A
2.21
Con qué frecuencia N/A N/A
N/A N/A
2.22
Registra estos controles N/A N/A
N/A N/A
2.23
Los resultados de los controles aseguran la aptitud de uso N/A N/A
N/A N/A
2.24
El sistema de distribución de esta agua está separado e identificado 1 3
1 3
PUNTAJE TOTAL 59 159
PUNTAJE TOTAL
69 159
% DE CUMPLIMIENTO 37.1% 100%
% DE CUMPLIMI
ENTO. 43.4% 100%
Se debe poner énfasis en lo que se trata a la recepción de materias primas y en la elaboración de registros ya que esto es parte fundamental para mantener la
OBSERVACIONES:
inocuidad en los trabajadores.
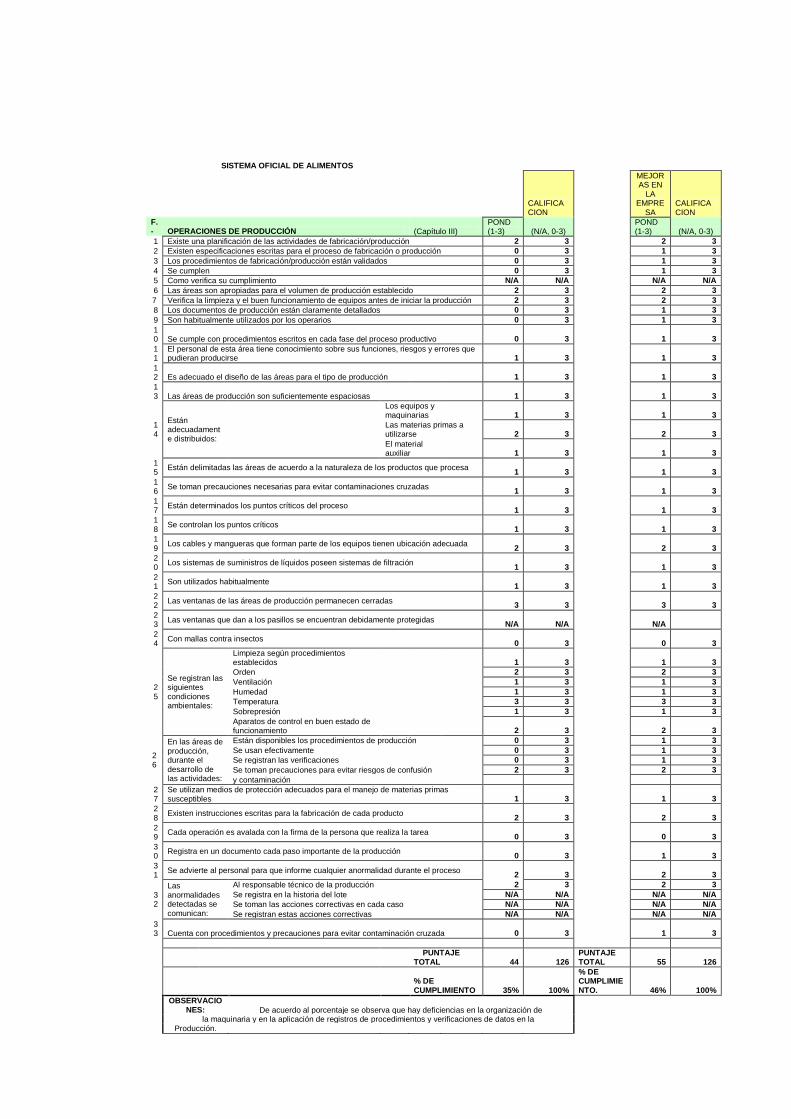
SISTEMA OFICIAL DE ALIMENTOS
CALIFICACION
MEJORAS EN
LA EMPRE
SA CALIFICACION
F.- OPERACIONES DE PRODUCCIÓN (Capítulo III)
POND (1-3) (N/A, 0-3)
POND (1-3) (N/A, 0-3)
1 Existe una planificación de las actividades de fabricación/producción 2 3
2 3
2 Existen especificaciones escritas para el proceso de fabricación o producción 0 3
1 3
3 Los procedimientos de fabricación/producción están validados 0 3
1 3
4 Se cumplen 0 3
1 3
5 Como verifica su cumplimiento N/A N/A
N/A N/A
6 Las áreas son apropiadas para el volumen de producción establecido 2 3
2 3
7 Verifica la limpieza y el buen funcionamiento de equipos antes de iniciar la producción 2 3
2 3
8 Los documentos de producción están claramente detallados 0 3
1 3
9 Son habitualmente utilizados por los operarios 0 3
1 3
10 Se cumple con procedimientos escritos en cada fase del proceso productivo 0 3
1 3
11
El personal de esta área tiene conocimiento sobre sus funciones, riesgos y errores que pudieran producirse 1 3
1 3
12 Es adecuado el diseño de las áreas para el tipo de producción 1 3
1 3
13 Las áreas de producción son suficientemente espaciosas 1 3
1 3
14
Están adecuadamente distribuidos:
Los equipos y maquinarias 1 3
1 3
Las materias primas a utilizarse 2 3
2 3
El material auxiliar 1 3
1 3
15
Están delimitadas las áreas de acuerdo a la naturaleza de los productos que procesa 1 3
1 3
16
Se toman precauciones necesarias para evitar contaminaciones cruzadas 1 3
1 3
17
Están determinados los puntos críticos del proceso 1 3
1 3
18
Se controlan los puntos críticos 1 3
1 3
19
Los cables y mangueras que forman parte de los equipos tienen ubicación adecuada 2 3
2 3
20
Los sistemas de suministros de líquidos poseen sistemas de filtración 1 3
1 3
21
Son utilizados habitualmente 1 3
1 3
22
Las ventanas de las áreas de producción permanecen cerradas 3 3
3 3
23
Las ventanas que dan a los pasillos se encuentran debidamente protegidas N/A N/A
N/A
24
Con mallas contra insectos 0 3
0 3
25
Se registran las siguientes condiciones ambientales:
Limpieza según procedimientos establecidos 1 3
1 3
Orden
2 3
2 3
Ventilación
1 3
1 3
Humedad
1 3
1 3
Temperatura
3 3
3 3
Sobrepresión
1 3
1 3
Aparatos de control en buen estado de funcionamiento
2 3
2 3
26
En las áreas de producción, durante el desarrollo de las actividades:
Están disponibles los procedimientos de producción 0 3
1 3
Se usan efectivamente
0 3
1 3
Se registran las verificaciones
0 3
1 3
Se toman precauciones para evitar riesgos de confusión 2 3
2 3
y contaminación
27
Se utilizan medios de protección adecuados para el manejo de materias primas susceptibles 1 3
1 3
28
Existen instrucciones escritas para la fabricación de cada producto 2 3
2 3
29
Cada operación es avalada con la firma de la persona que realiza la tarea 0 3
0 3
30
Registra en un documento cada paso importante de la producción 0 3
1 3
31
Se advierte al personal para que informe cualquier anormalidad durante el proceso 2 3
2 3
32
Las anormalidades detectadas se comunican:
Al responsable técnico de la producción 2 3
2 3
Se registra en la historia del lote
N/A N/A
N/A N/A
Se toman las acciones correctivas en cada caso N/A N/A
N/A N/A
Se registran estas acciones correctivas N/A N/A
N/A N/A
33 Cuenta con procedimientos y precauciones para evitar contaminación cruzada 0 3
1 3
PUNTAJE TOTAL 44 126
PUNTAJE TOTAL 55 126
% DE CUMPLIMIENTO 35% 100%
% DE CUMPLIMIENTO. 46% 100%
OBSERVACIONES: De acuerdo al porcentaje se observa que hay deficiencias en la organización de
la maquinaria y en la aplicación de registros de procedimientos y verificaciones de datos en la
Producción.
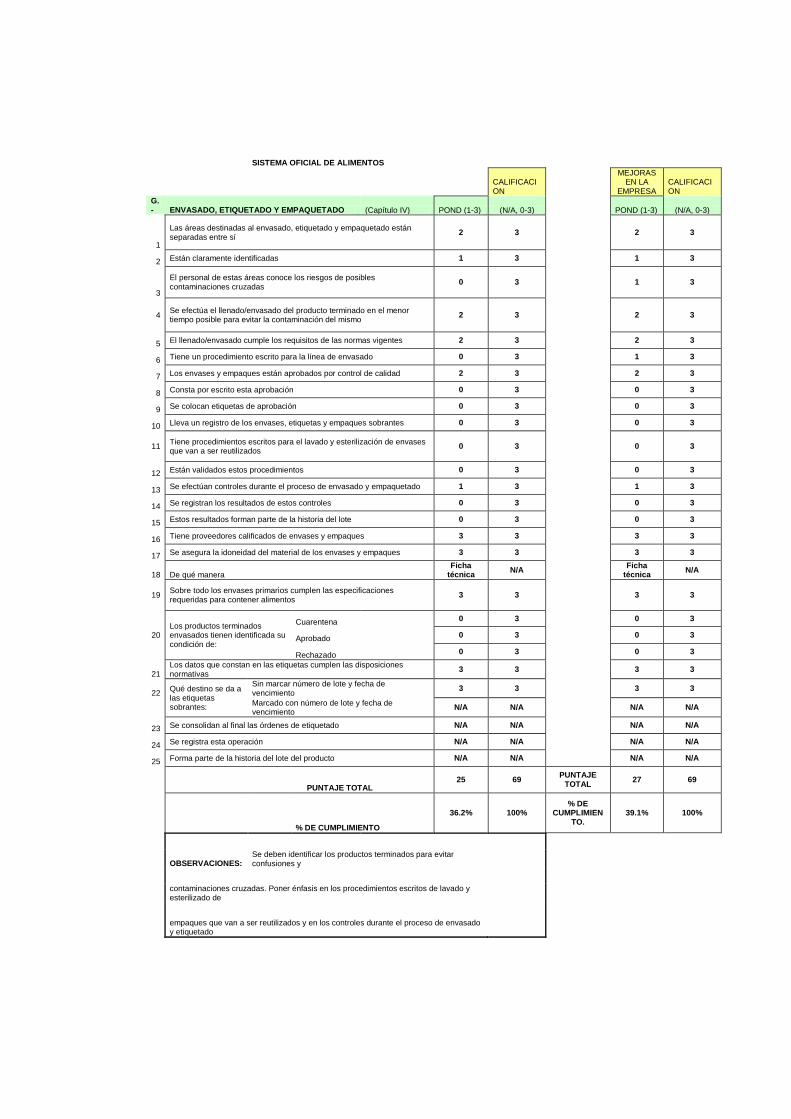
SISTEMA OFICIAL DE ALIMENTOS
CALIFICACION
MEJORAS EN LA
EMPRESA CALIFICACION
G.- ENVASADO, ETIQUETADO Y EMPAQUETADO (Capítulo IV) POND (1-3) (N/A, 0-3)
POND (1-3) (N/A, 0-3)
1
Las áreas destinadas al envasado, etiquetado y empaquetado están separadas entre sí
2 3
2 3
2 Están claramente identificadas 1 3
1 3
3
El personal de estas áreas conoce los riesgos de posibles contaminaciones cruzadas
0 3
1 3
4 Se efectúa el llenado/envasado del producto terminado en el menor tiempo posible para evitar la contaminación del mismo
2 3
2 3
5 El llenado/envasado cumple los requisitos de las normas vigentes 2 3
2 3
6 Tiene un procedimiento escrito para la línea de envasado 0 3
1 3
7 Los envases y empaques están aprobados por control de calidad 2 3
2 3
8 Consta por escrito esta aprobación 0 3
0 3
9 Se colocan etiquetas de aprobación 0 3
0 3
10 Lleva un registro de los envases, etiquetas y empaques sobrantes 0 3
0 3
11 Tiene procedimientos escritos para el lavado y esterilización de envases que van a ser reutilizados
0 3
0 3
12 Están validados estos procedimientos 0 3
0 3
13 Se efectúan controles durante el proceso de envasado y empaquetado 1 3
1 3
14 Se registran los resultados de estos controles 0 3
0 3
15 Estos resultados forman parte de la historia del lote 0 3
0 3
16 Tiene proveedores calificados de envases y empaques 3 3
3 3
17 Se asegura la idoneidad del material de los envases y empaques 3 3
3 3
18 De qué manera Ficha
técnica N/A
Ficha
técnica N/A
19 Sobre todo los envases primarios cumplen las especificaciones requeridas para contener alimentos
3 3
3 3
20 Los productos terminados envasados tienen identificada su condición de:
Cuarentena 0 3
0 3
Aprobado 0 3
0 3
Rechazado 0 3
0 3
21 Los datos que constan en las etiquetas cumplen las disposiciones normativas
3 3
3 3
22 Qué destino se da a las etiquetas sobrantes:
Sin marcar número de lote y fecha de vencimiento
3 3
3 3
Marcado con número de lote y fecha de vencimiento
N/A N/A
N/A N/A
23 Se consolidan al final las órdenes de etiquetado N/A N/A
N/A N/A
24 Se registra esta operación N/A N/A
N/A N/A
25 Forma parte de la historia del lote del producto N/A N/A
N/A N/A
PUNTAJE TOTAL
25 69 PUNTAJE
TOTAL 27 69
% DE CUMPLIMIENTO
36.2% 100% % DE
CUMPLIMIENTO.
39.1% 100%
OBSERVACIONES:
Se deben identificar los productos terminados para evitar confusiones y
contaminaciones cruzadas. Poner énfasis en los procedimientos escritos de lavado y esterilizado de
empaques que van a ser reutilizados y en los controles durante el proceso de envasado y etiquetado
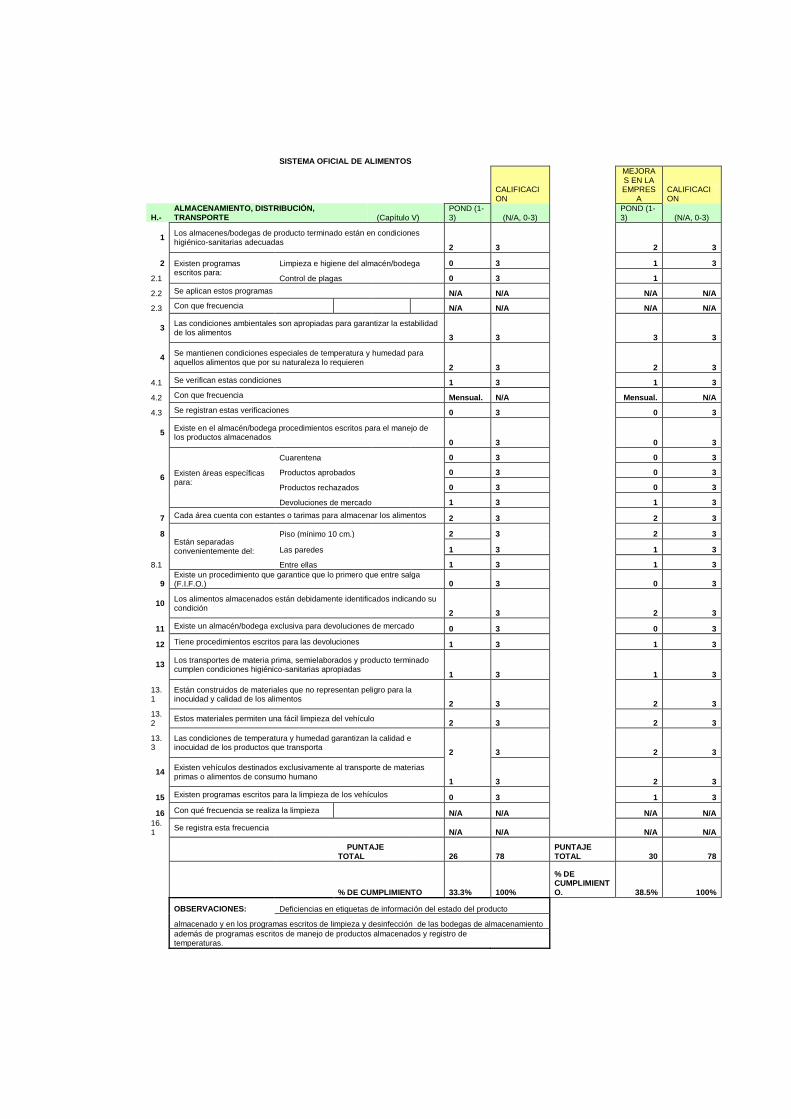
SISTEMA OFICIAL DE ALIMENTOS
CALIFICACION
MEJORAS EN LA EMPRES
A CALIFICACION
H.- ALMACENAMIENTO, DISTRIBUCIÓN, TRANSPORTE (Capítulo V)
POND (1-3) (N/A, 0-3)
POND (1-3) (N/A, 0-3)
1 Los almacenes/bodegas de producto terminado están en condiciones higiénico-sanitarias adecuadas
2 3
2 3
2 Existen programas escritos para:
Limpieza e higiene del almacén/bodega 0 3
1 3
2.1 Control de plagas
0 3
1
2.2 Se aplican estos programas N/A N/A
N/A N/A
2.3 Con que frecuencia N/A N/A
N/A N/A
3 Las condiciones ambientales son apropiadas para garantizar la estabilidad de los alimentos
3 3
3 3
4 Se mantienen condiciones especiales de temperatura y humedad para aquellos alimentos que por su naturaleza lo requieren
2 3
2 3
4.1 Se verifican estas condiciones 1 3
1 3
4.2 Con que frecuencia Mensual. N/A
Mensual. N/A
4.3 Se registran estas verificaciones 0 3
0 3
5 Existe en el almacén/bodega procedimientos escritos para el manejo de los productos almacenados
0 3
0 3
6 Existen áreas específicas para:
Cuarentena
0 3
0 3
Productos aprobados
0 3
0 3
Productos rechazados
0 3
0 3
Devoluciones de mercado
1 3
1 3
7 Cada área cuenta con estantes o tarimas para almacenar los alimentos 2 3
2 3
8 Están separadas convenientemente del:
Piso (mínimo 10 cm.)
2 3
2 3
Las paredes
1 3
1 3
8.1 Entre ellas
1 3
1 3
9 Existe un procedimiento que garantice que lo primero que entre salga (F.I.F.O.) 0 3
0 3
10 Los alimentos almacenados están debidamente identificados indicando su condición
2 3
2 3
11 Existe un almacén/bodega exclusiva para devoluciones de mercado 0 3
0 3
12 Tiene procedimientos escritos para las devoluciones 1 3
1 3
13 Los transportes de materia prima, semielaborados y producto terminado cumplen condiciones higiénico-sanitarias apropiadas
1 3
1 3
13.1
Están construidos de materiales que no representan peligro para la inocuidad y calidad de los alimentos
2 3
2 3
13.2
Estos materiales permiten una fácil limpieza del vehículo 2 3
2 3
13.3
Las condiciones de temperatura y humedad garantizan la calidad e inocuidad de los productos que transporta
2 3
2 3
14 Existen vehículos destinados exclusivamente al transporte de materias primas o alimentos de consumo humano
1 3
2 3
15 Existen programas escritos para la limpieza de los vehículos 0 3
1 3
16 Con qué frecuencia se realiza la limpieza N/A N/A
N/A N/A
16.1
Se registra esta frecuencia N/A N/A
N/A N/A
PUNTAJE TOTAL 26 78
PUNTAJE TOTAL 30 78
% DE CUMPLIMIENTO 33.3% 100%
% DE CUMPLIMIENTO. 38.5% 100%
OBSERVACIONES: Deficiencias en etiquetas de información del estado del producto
almacenado y en los programas escritos de limpieza y desinfección de las bodegas de almacenamiento
además de programas escritos de manejo de productos almacenados y registro de temperaturas.
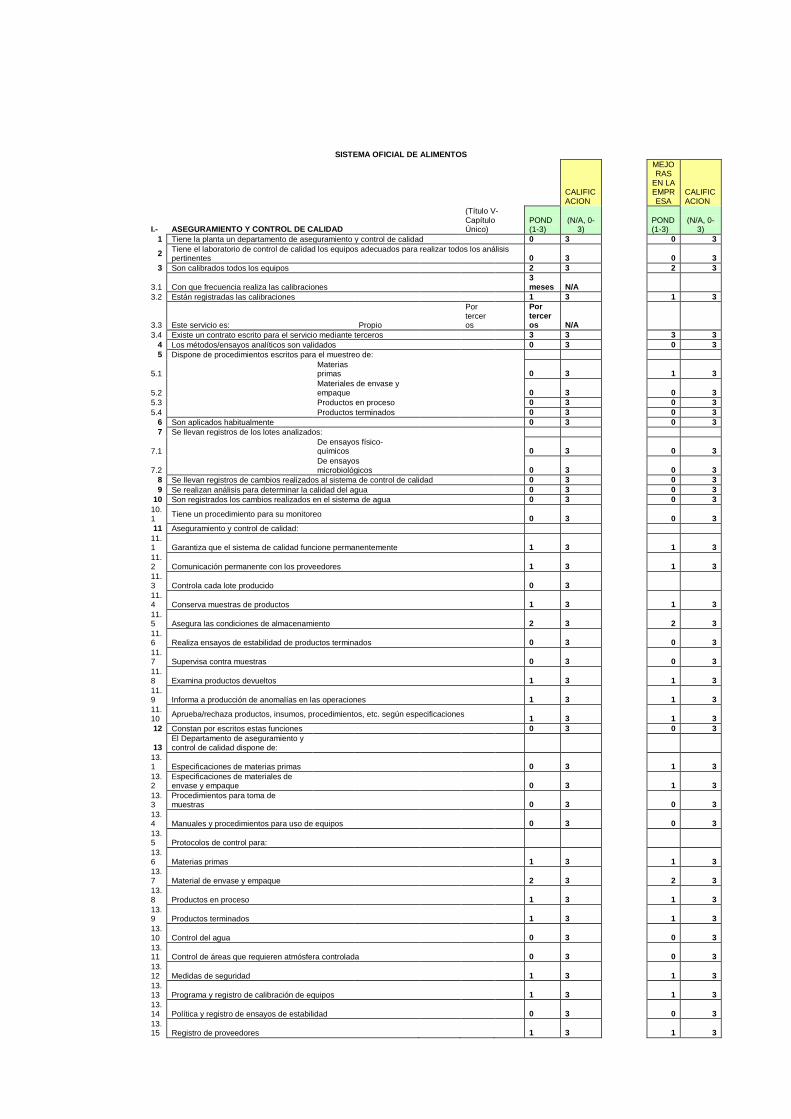
SISTEMA OFICIAL DE ALIMENTOS
CALIFICACION
MEJORAS
EN LA EMPRESA
CALIFICACION
I.- ASEGURAMIENTO Y CONTROL DE CALIDAD
(Título V-Capítulo Único)
POND (1-3)
(N/A, 0-3)
POND (1-3)
(N/A, 0-3)
1 Tiene la planta un departamento de aseguramiento y control de calidad 0 3
0 3
2 Tiene el laboratorio de control de calidad los equipos adecuados para realizar todos los análisis pertinentes 0 3
0 3
3 Son calibrados todos los equipos 2 3
2 3
3.1 Con que frecuencia realiza las calibraciones
3 meses N/A
3.2 Están registradas las calibraciones 1 3
1 3
3.3 Este servicio es: Propio
Por terceros
Por terceros N/A
3.4 Existe un contrato escrito para el servicio mediante terceros 3 3
3 3
4 Los métodos/ensayos analíticos son validados 0 3
0 3
5 Dispone de procedimientos escritos para el muestreo de:
5.1 Materias primas 0 3
1 3
5.2 Materiales de envase y empaque 0 3
0 3
5.3 Productos en proceso 0 3
0 3
5.4 Productos terminados 0 3
0 3
6 Son aplicados habitualmente 0 3
0 3
7 Se llevan registros de los lotes analizados:
7.1 De ensayos físico-químicos 0 3
0 3
7.2 De ensayos microbiológicos 0 3
0 3
8 Se llevan registros de cambios realizados al sistema de control de calidad 0 3
0 3
9 Se realizan análisis para determinar la calidad del agua 0 3
0 3
10 Son registrados los cambios realizados en el sistema de agua 0 3
0 3
10.1
Tiene un procedimiento para su monitoreo 0 3
0 3
11 Aseguramiento y control de calidad:
11.1 Garantiza que el sistema de calidad funcione permanentemente 1 3
1 3
11.2 Comunicación permanente con los proveedores 1 3
1 3
11.3 Controla cada lote producido 0 3
11.4 Conserva muestras de productos 1 3
1 3
11.5 Asegura las condiciones de almacenamiento 2 3
2 3
11.6 Realiza ensayos de estabilidad de productos terminados 0 3
0 3
11.7 Supervisa contra muestras 0 3
0 3
11.8 Examina productos devueltos 1 3
1 3
11.9 Informa a producción de anomalías en las operaciones 1 3
1 3
11.10
Aprueba/rechaza productos, insumos, procedimientos, etc. según especificaciones 1 3
1 3
12 Constan por escritos estas funciones 0 3
0 3
13 El Departamento de aseguramiento y control de calidad dispone de:
13.1 Especificaciones de materias primas 0 3
1 3
13.2
Especificaciones de materiales de envase y empaque 0 3
1 3
13.3
Procedimientos para toma de muestras 0 3
0 3
13.4 Manuales y procedimientos para uso de equipos 0 3
0 3
13.5 Protocolos de control para:
13.6 Materias primas 1 3
1 3
13.7 Material de envase y empaque 2 3
2 3
13.8 Productos en proceso 1 3
1 3
13.9 Productos terminados 1 3
1 3
13.10 Control del agua 0 3
0 3
13.11 Control de áreas que requieren atmósfera controlada 0 3
0 3
13.12 Medidas de seguridad 1 3
1 3
13.13 Programa y registro de calibración de equipos 1 3
1 3
13.14 Política y registro de ensayos de estabilidad 0 3
0 3
13.15 Registro de proveedores 1 3
1 3
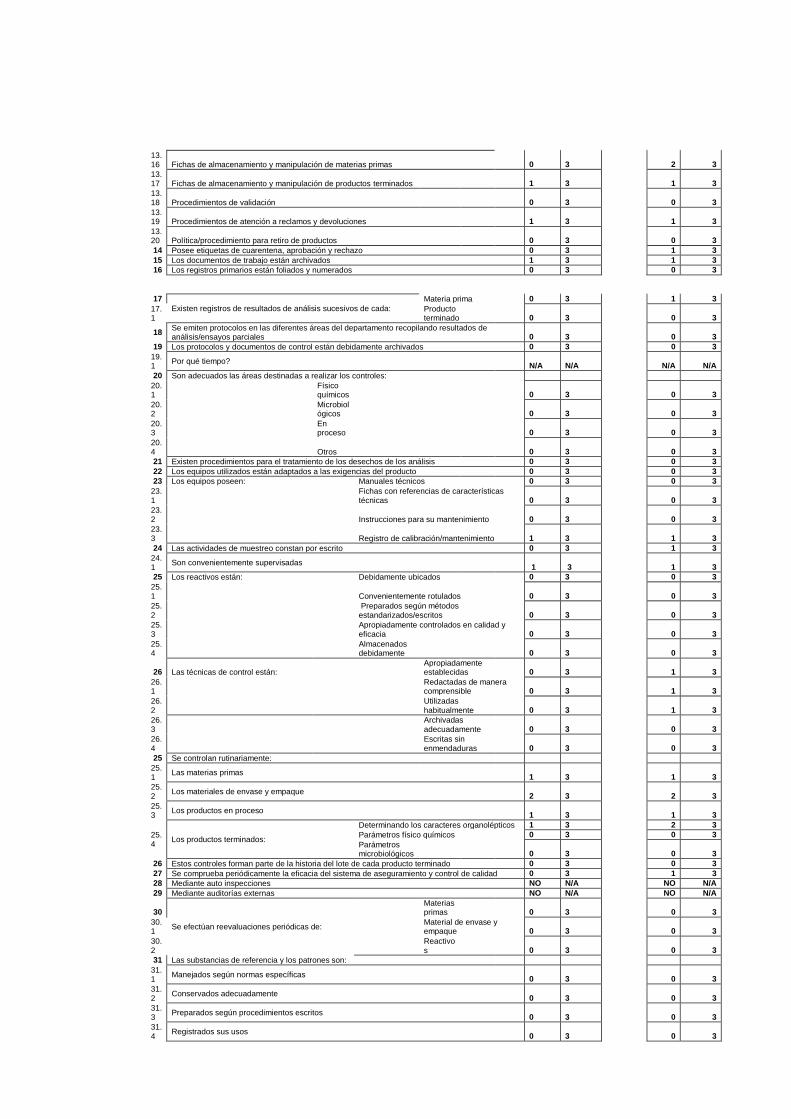
13.16 Fichas de almacenamiento y manipulación de materias primas 0 3
2 3
13.17 Fichas de almacenamiento y manipulación de productos terminados 1 3
1 3
13.18 Procedimientos de validación 0 3
0 3
13.19 Procedimientos de atención a reclamos y devoluciones 1 3
1 3
13.20 Política/procedimiento para retiro de productos 0 3
0 3
14 Posee etiquetas de cuarentena, aprobación y rechazo 0 3
1 3
15 Los documentos de trabajo están archivados 1 3
1 3
16 Los registros primarios están foliados y numerados 0 3
0 3
17
Existen registros de resultados de análisis sucesivos de cada:
Materia prima 0 3
1 3
17.1
Producto terminado 0 3
0 3
18 Se emiten protocolos en las diferentes áreas del departamento recopilando resultados de análisis/ensayos parciales 0 3
0 3
19 Los protocolos y documentos de control están debidamente archivados 0 3
0 3
19.1
Por qué tiempo? N/A N/A
N/A N/A
20 Son adecuados las áreas destinadas a realizar los controles:
20.1
Físico químicos 0 3
0 3
20.2
Microbiológicos 0 3
0 3
20.3
En proceso 0 3
0 3
20.4 Otros
0 3
0 3
21 Existen procedimientos para el tratamiento de los desechos de los análisis 0 3
0 3
22 Los equipos utilizados están adaptados a las exigencias del producto 0 3
0 3
23 Los equipos poseen: Manuales técnicos 0 3
0 3
23.1
Fichas con referencias de características técnicas 0 3
0 3
23.2 Instrucciones para su mantenimiento 0 3
0 3
23.3 Registro de calibración/mantenimiento 1 3
1 3
24 Las actividades de muestreo constan por escrito 0 3
1 3
24.1
Son convenientemente supervisadas 1 3
1 3
25 Los reactivos están: Debidamente ubicados 0 3
0 3
25.1 Convenientemente rotulados 0 3
0 3
25.2
Preparados según métodos estandarizados/escritos 0 3
0 3
25.3
Apropiadamente controlados en calidad y eficacia 0 3
0 3
25.4
Almacenados debidamente 0 3
0 3
26 Las técnicas de control están: Apropiadamente establecidas 0 3
1 3
26.1
Redactadas de manera comprensible 0 3
1 3
26.2
Utilizadas habitualmente 0 3
1 3
26.3
Archivadas adecuadamente 0 3
0 3
26.4
Escritas sin enmendaduras 0 3
0 3
25 Se controlan rutinariamente:
25.1
Las materias primas 1 3
1 3
25.2
Los materiales de envase y empaque 2 3
2 3
25.3
Los productos en proceso 1 3
1 3
25.4
Los productos terminados:
Determinando los caracteres organolépticos 1 3
2 3
Parámetros físico químicos 0 3
0 3
Parámetros microbiológicos 0 3
0 3
26 Estos controles forman parte de la historia del lote de cada producto terminado 0 3
0 3
27 Se comprueba periódicamente la eficacia del sistema de aseguramiento y control de calidad 0 3
1 3
28 Mediante auto inspecciones NO N/A
NO N/A
29 Mediante auditorías externas NO N/A
NO N/A
30
Se efectúan reevaluaciones periódicas de:
Materias primas 0 3
0 3
30.1
Material de envase y empaque 0 3
0 3
30.2
Reactivos 0 3
0 3
31 Las substancias de referencia y los patrones son:
31.1
Manejados según normas específicas 0 3
0 3
31.2
Conservados adecuadamente 0 3
0 3
31.3
Preparados según procedimientos escritos 0 3
0 3
31.4
Registrados sus usos 0 3
0 3
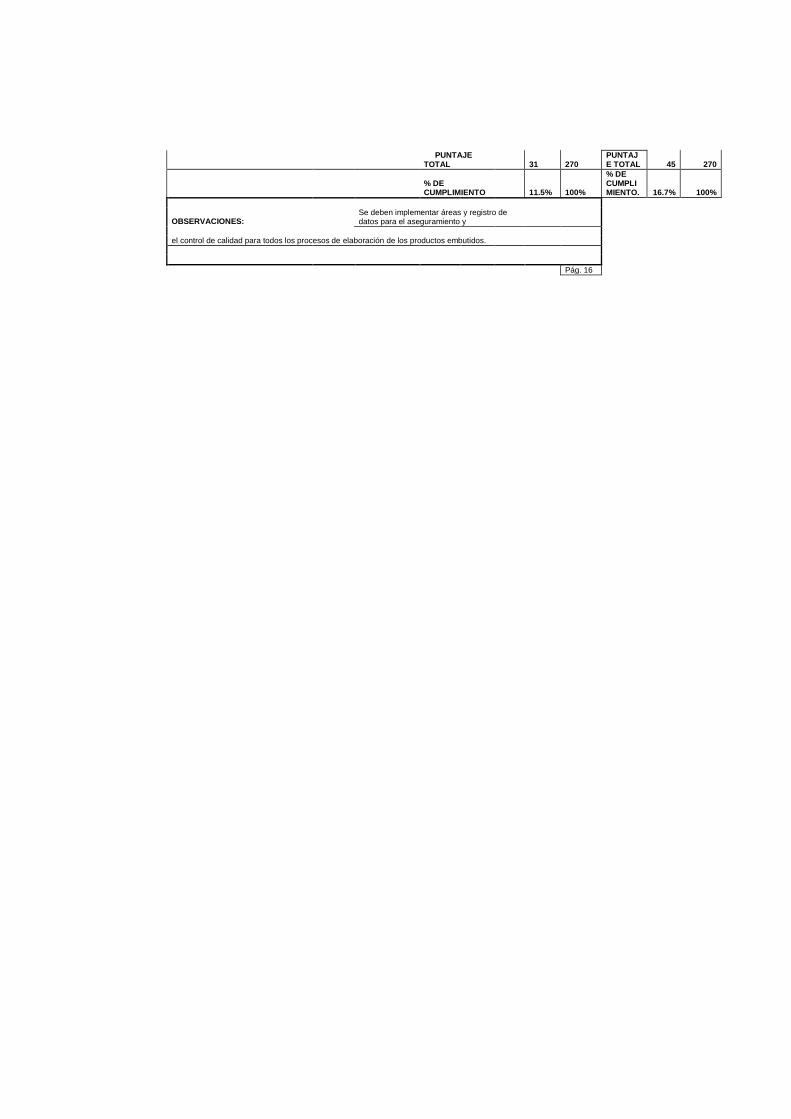
PUNTAJE TOTAL 31 270
PUNTAJE TOTAL 45 270
% DE CUMPLIMIENTO 11.5% 100%
% DE CUMPLIMIENTO. 16.7% 100%
OBSERVACIONES: Se deben implementar áreas y registro de datos para el aseguramiento y
el control de calidad para todos los procesos de elaboración de los productos embutidos.
Pág. 16

117
ANEXO N° 3.
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA PARA LA
EMPRESA “LA RANCHERITA”.
1M
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA PARA LA
EMPRESA “LA RANCHERITA”.
ÍNDICE GENERAL.
PAG
1. ÍNDICE. 1M
2. INTRODUCCIÓN. 4M
3. OBJETIVO 4M
4. ALCANCE 4M
5. CONCEPTOS GENERALES 5M
6. ELABORACIÓN DEL MANUAL DE BUENAS PRÁCTICAS
DE MANUFACTURA DE LA EMPRESA “LA RANCHERITA”. 9M
6.1. CAPÍTULO 1 – INSTALACIONES. 9M
6.1.1 Diseño y construcción. 9M
6.1.2 Pisos. 11M
6.1.3 Paredes. 11M
6.1.4 Techos. 12M
6.1.5 Las puertas. 12M
6.1.6 Las ventanas. 12M
6.1.7 Escaleras 13M
6.1.8 Instalación eléctrica. 13M
2M
6.1.9 Redes de agua. 14M
6.1.10 Iluminación 14M
6.1.11 Ventilación 15M
6.1.12 Control de temperatura. 15M
6.1.13 Instalaciones Sanitarias. 15M
6.2. CAPÍTULO 2 – SERVICIO DE PLANTA (FACILIDADES) 16M
6.2.1 Suministro de agua. 16M
6.2.2 Suministro de vapor. 17M
6.2.3 Disposición de desechos líquidos. 17M
6.2.4 Disposición de desechos sólidos. 17M
6.3 CAPÍTULO 3 – EQUIPOS Y UTENSILIOS 18M
6.3.1 Equipos y utensilios. 18M
6.3.2 Monitoreo de equipos. 18M
6.4 CAPÍTULO 4 – PERSONAL. 19M
6.4.1 Capacitación. 19M
6.4.2 Estado de salud. 19M
6.4.3 Comportamiento e Higiene Personal. 19M
6.5 CAPÍTULO 5 – MATERIAS PRIMAS E INSUMOS. 23M
6.5.1 Recepción de carne y grasa. 23M
6.5.2 Descongelación correcta de la materia prima (carne). 24M
3M
6.5.3 Recepción de productos secos. 25M
6.6 CAPÍTULO 6 – OPERACIONES DE PRODUCCIÓN 25M
6.7 CAPÍTULO 7 – CONTROL DE PLAGAS. 30M
6.7.1 Consideraciones Generales 30M
6.7.2 Como ingresan las plagas a una planta alimenticia. 31M
6.7.3 Métodos para control de plagas. 31M
7. CONCLUSIONES 34M
8. RECOMENDACIONES. 34M
9. BIBLIOGRAFIA. 35M
10. ANEXOS. 36M
Hoja de Especificaciones de Proveedores.
Ficha Técnica de Recepción de Materia Prima.
Ficha Técnica de Análisis Organoléptico de Materia Prima.
Ficha Técnica de Limpieza de Maquinarias.
Ficha Técnica de Limpieza de Instalaciones.
Ficha Técnica de Limpieza de Instalaciones Sanitarias.
Ficha Técnica de Control de Higiene Personal.
Hoja de Registro de Calibraciones.
Hoja de Registro de Devoluciones de Producto Terminado.
Hoja de Registro de Temperatura ambiental y humedad relativa.
Hojas de Registro de fechas de caducidad del producto terminado.
4M
2.- INTRODUCCIÓN.
El manual de Buenas Prácticas de Manufactura es aquel que selecciona todos los
requisitos que la empresa “La Rancherita” debe cumplir para garantizar la elaboración
de productos sanos, aptos para el consumo humano, libres de adulteración y
contaminación alguna los mismos que proporcionen seguridad alimentaria, logrando
así, la satisfacción del cliente y de esta manera cumplir con el Registro Oficial.
3.-OBJETIVO.
Proporcionar las pautas para la aplicación de Buenas Prácticas de Manufactura en la
elaboración de productos cárnicos y reducir el riesgo de enfermedades de tipo
alimentario además de mejorar la imagen del producto en el mercado.
4.-ALCANCE.
La Guía de Buenas Prácticas de Manufactura de la Empresa de Carnes y Embutidos “La
Rancherita”, incluye los procedimientos necesarios para mejorar la calidad y seguridad
de todos los productos. Contiene recomendaciones generales que se deben aplicar en la
planta procesadora relacionada con la recepción de materia prima, acondicionamiento,
elaboración, envasado, conservación, almacenamiento, distribución, manipulación y
transporte del producto terminado así como en la materia prima y aditivos utilizados
para la elaboración de los productos.
5M
5.-CONCEPTOS GENERALES.
- ALIMENTO.
Significa comida que incluyen frutas, verduras, pescado, productos lácteos, huevos,
mercancías agrícolas crudas que se usan como alimentos o como componentes de
alimentos, alimentos y aditivos de alimentación, suplementos dietéticos e ingredientes
dietéticos, productos de panadería, alimentos tomados como colación, dulces y
alimentos enlatados.
- ALIMENTOS POTENCIALMENTE PELIGROSOS.
El control inadecuado de temperaturas de alimentos es el factor más común que
contribuye a las epidemias de enfermedades producidas por los alimentos, los cuales al
ingerirlos pueden ser dañinos para quien los consuma.
- ÁREA EXTERNA.
Se refiere a las carreteras, jardines, patios, paredes, ventanas y alero del techo de la
planta.
- BACTERIAS.
Son organismos vivos tan pequeños que son invisibles al ojo. Algunas clases pueden
causar intoxicaciones alimentarias si se permite que se multipliquen y crezcan sin
control. (También son llamados microbios o gérmenes).
6M
- BUENAS PRÁCTICAS DE MANUFACTURA
Son una herramienta básica para la obtención de productos seguros para el consumo
humanos, que se centralizan en la higiene y forma de manipulación.
- CALIDAD
La calidad es una cualidad y propiedad inherente de las cosas, que permite que éstas
sean comparadas con otras de su misma especie.
- CALIBRACIÓN.
Es el ajuste de una máquina o aparato de pruebas para poder hacer mediciones exactas.
- COMPROBACIÓN.
Acción documentada que demuestra que un procedimiento, proceso, equipo, material,
actividad, o sistema conduce a los resultados previstos.
- CONTAMINACIÓN CRUZADA.
Es el proceso por el que las bacterias de un área son trasladadas, generalmente por un
manipulador alimentario, a otra área antes limpia, de manera que infecta alimentos o
superficies
- CONTROL.
Dirigir las condiciones de una operación para mantener el cumplimiento de los criterios
establecidos, situación en la que se siguen los procedimientos correctos y se cumplen
los criterios establecidos.
7M
- CONTROL DURANTE EL PROCESO.
Controles efectuados durante la producción con el fin de vigilar y si fuese necesario,
ajustar el proceso para asegurar que el producto se conforme a las especificaciones.
- INOCUIDAD DE ALIMENTOS.
La garantía de que los alimentos no causarán daño al consumidor cuando lo consuma.
- INSTALACIONES.
Significa los edificios y otras estructuras físicas que se utilicen para el recibo,
almacenamiento, operaciones de producción, empaque, distribución de materias primas
y productos terminados.
- INTOXICACIÓN ALIMENTARIA.
Es una enfermedad muy desagradable y a veces muy peligrosa causada por ingestión de
alimentos contaminados.
- PLAN DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL
(APPCC).
Documento escrito basado en los principios APPCC que describe los procedimientos a
seguir para asegurar el control de un procedimiento o proceso específico.
8M
- PRODUCTO TERMINADO.
Producto que ha sido sometido a todas las etapas de producción, incluyendo el envasado
en el contenedor final y etiquetado.
- REPROCESAR.
Significa alimentos limpios y no adulterados que se han retirado del proceso por razones
diferentes a condiciones no sanitarias o que han sido reacondicionados de tal forma que
son adecuados para uso como alimento.
- SEGURIDAD ALIMENTARIA.
Se dice que existe seguridad alimentaria cuando todas las personas tienen en todo
momento acceso físico, social y económico a los alimentos suficientes, inocuos y
nutritivos que satisfagan sus necesidades energéticas diarias y preferencias alimentarias
para llevar una vida sana y activa.
9M
6.- ELABORACIÓN DEL MANUAL DE BUENAS PRÁCTICAS DE
MANUFACTURA DE LA EMPRESA “LA RANCHERITA”.
La elaboración del Manual de BPM de la Empresa “La Rancherita” está basado en cada
uno de los puntos que contiene el Registro Oficial aplicados a la empresa de manera que
este sea entendible para el personal de la misma.
6.1.- CAPÍTULO 1 - INSTALACIONES.
6.1.1 Diseño y Construcción.
Los accesos y alrededores de la Empresa de Carnes y Embutidos “La Rancherita”,
deben mantenerse en orden, libres de escombros, basura o materiales que puedan crear
un ambiente insalubre y perjudicial para los productos que en ella se elaboran, deben
permanecer bien iluminados.
En el interior de la planta, facilitaremos todas las operaciones de instalación,
elaboración, mantenimiento, flujo de materiales y flujo de personal, manteniendo el
orden de las maquinarias con los espacios requeridos entre ellas.
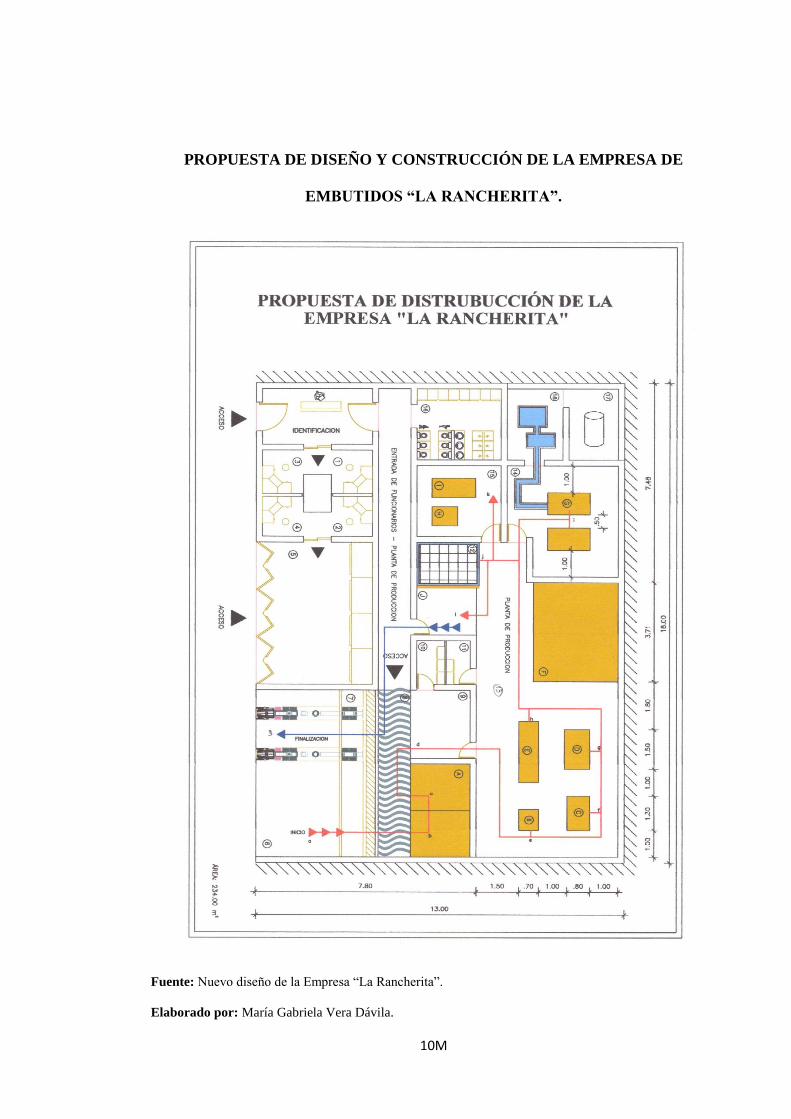
10M
PROPUESTA DE DISEÑO Y CONSTRUCCIÓN DE LA EMPRESA DE
EMBUTIDOS “LA RANCHERITA”.
Fuente: Nuevo diseño de la Empresa “La Rancherita”.
Elaborado por: María Gabriela Vera Dávila.
11M
6.1.2 Pisos.
Los pisos de la empresa deben estar intactos, sin posibles deterioros, no deben ser
absorbentes, impermeables, antideslizantes, no tóxicos, sin porosidades, fácilmente
lavables y de color claro, las uniones entre pisos y paredes deben ser redondeadas para
evitar la acumulación de basura, polvo y facilitar la limpieza.
Los pisos deben tener una inclinación del 2% en función a los desagües, los mismos que
permanentemente estarán con rejillas, para evitar taponamientos. Las rejillas deben estar
bien adosadas al piso, sin elevaciones, las uniones deben ser cóncavas y se debe revisar
que la conexión sea de vasos comunicantes para evitar reflujos.
La limpieza de los pisos debe realizarse diariamente, antes y después de la producción.
6.1.3 Paredes.
Las paredes de la empresa serán de azulejo color claro, sin porosidades, no absorbentes,
fácilmente lavables, intactos, sin deterioros visibles y sin grietas. Los ángulos entre las
paredes y pisos y paredes y techos, serán redondeados y sellados para facilitar la
limpieza, evitar el ingreso y anidamiento de plagas o polvo que contamine los
alimentos.
Para el desprendimiento de las paredes, se usará sustancias que eliminen hongos,
humedad y se recubrirá con pintura epóxica de color blanca.
Se debe limpiar las paredes dos veces por semana.
12M
6.1.4 Techos.
Los techos serán recubiertos con pintura epóxica para facilitar la limpieza, los mismos
que deben permanecer lisos y sin grietas para evitar la acumulación de polvo y el
desprendimiento de escamas.
6.1.5 Las puertas.
Las puertas internas de la empresa deben ser de superficies lisas, no astillables y de fácil
limpieza, debe tener la distancia de 1 cm desde el piso hasta la parte inferior de la
misma para evitar la intromisión de roedores o insectos.
En las áreas de recepción de materia prima, empaque y despacho se debe habilitar
puertas de doble servicio o mecanismos de cierres automáticos o brazos mecánicos.
Se colocarán cortinas de plástico detrás de las puertas para mantener la inocuidad e
individualidad de cada una de las áreas.
6.1.6 Las ventanas.
Las ventanas de la empresa deben ser de vidrio templado y se colocarán películas
protectoras que evite la proyección de las partículas hacia los alimentos o maquinarias
en caso de ruptura.
Los alféizares deben tener una inclinación para que no exista acumulación de polvo o
sean estantes de insectos.

13M
6.1.7 Escaleras.
Las escaleras deben ser de material resistente, que no se oxide, de fácil limpieza las
mismas que se colocarán en sitios estratégicos para que no dificulten el flujo regular del
proceso de producción y la limpieza de la planta de tal forma que no contamine el
alimento.
6.1.8 Instalación Eléctrica.
Las instalaciones eléctricas deben ser abiertas y todo lo que se refiera a cables o
sistemas, estarán adosados en paredes o techos, nunca en los pisos o cerca de estos ya
que en las industrias se usa agua como elemento principal de limpieza.
En el caso de que no sea una instalación abierta se debe evitar cables colgantes en el
área de producción de los alimentos.
Los cables de preferencia deberán estar ocultos en canaletas y se debe mantener un
control de limpieza para los mismos evitando la acumulación de polvo o insectos.
6.1.9 Redes de Agua.
Según las Normas INEN 440:1984 las tuberías deben cumplir con las identificaciones
adecuadas.
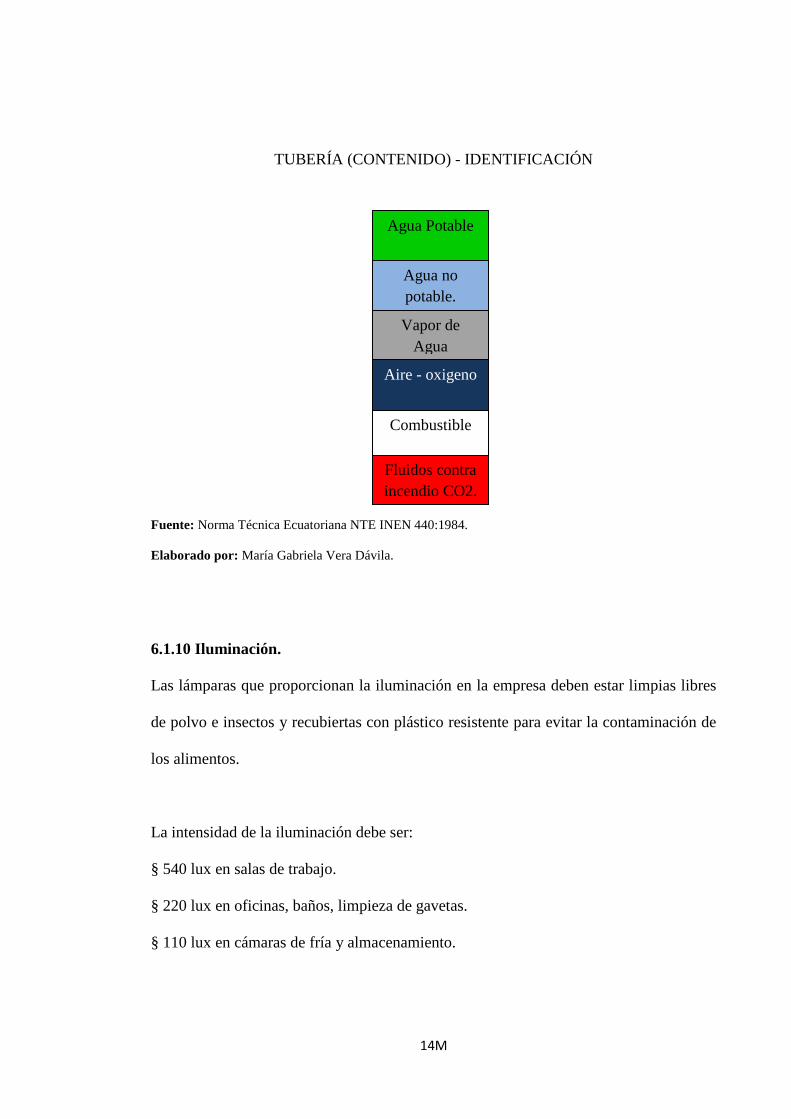
14M
TUBERÍA (CONTENIDO) - IDENTIFICACIÓN
Fuente: Norma Técnica Ecuatoriana NTE INEN 440:1984.
Elaborado por: María Gabriela Vera Dávila.
6.1.10 Iluminación.
Las lámparas que proporcionan la iluminación en la empresa deben estar limpias libres
de polvo e insectos y recubiertas con plástico resistente para evitar la contaminación de
los alimentos.
La intensidad de la iluminación debe ser:
§ 540 lux en salas de trabajo.
§ 220 lux en oficinas, baños, limpieza de gavetas.
§ 110 lux en cámaras de fría y almacenamiento.
Agua Potable
Agua no
potable.
Aire - oxigeno
Vapor de
Agua
Combustible
Fluidos contra
incendio CO2.
15M
6.1.11 Ventilación.
Los ventiladores deberán tener filtros que proporcionen la seguridad del aire y estos
deberán ser cambiados cada tres meses. La ventilación natural está proporcionada por
las ventanas en donde se debe instalar mallas metálicas protectoras y de fácil de
limpieza.
6.1.12 Control de Temperatura.
Se pondrá termómetros electrónicos que midan la temperatura en todas las áreas de la
empresa y serán registradas en hojas para el control de las mismas diariamente.
6.1.13 Instalaciones Sanitarias.
En la empresa se dispondrá de vestidores con duchas y casilleros, así como baños con
lavamanos, inodoros y urinarios adecuados, uno para hombres y otro para mujeres, con
todos los implementos necesarios como papel higiénico, desinfectante de manos, toallas
desechables, basureros con fundas plásticas y mecanismos automáticos para abrirlos.
Los basureros serán vaciados frecuentemente en el día. Se contará con una ducha y un
inodoro por cada 15 personas.
Estarán bien iluminados y ventilados; claramente identificados y sin acceso directo a las
zonas de tratamiento, envasado o manejo del agua.
16M
Los lavamanos serán provistos de productos y medios adecuados para lavarse y secarse
las manos, situados en los cuartos de baño y dispuestos de tal manera que el personal no
pueda volver a la zona de proceso sin pasar junto a ellos.
Para el agua caliente y fría, instalar grifos que permitan mezclar el agua
mecánicamente.
Las instalaciones deben estar provistas de tuberías debidamente sifonadas que lleven las
aguas residuales a los desagües.
Serán colocados rótulos en los que se indique al personal que deben lavarse las manos
después de usar los servicios higiénicos.
Serán registrados los días de limpieza de Instalaciones Sanitarias y turnos con fichas de
control.
(Ver Anexo N° 6).
6.2.- CAPÍTULO 2 – SERVICIOS DE PLANTA (FACILIDADES).
6.2.1 Suministro de Agua.
La empresa debe usar el agua potable que es suministrada por tuberías pintadas y con
reguladores para el aumento o disminución de la presión.
17M
6.2.2 Suministro de vapor.
El caldero de la empresa, genera vapor el cual es utilizado para el calentamiento de las
marmitas para la cocción de embutidos y para la limpieza de la planta en conjunto con
el agua a presión.
6.2.3 Disposición de desechos líquidos.
La empresa contará con dos tuberías diferentes, de material resistente, 8 pulgadas de
diámetro como mínimo y pintadas para identificación, para los desechos de agua fría y
caliente evitando que vapores produzcan contaminaciones cruzadas.
6.2.4 Disposición de Desechos Sólidos.
Para la recolección de los desechos sólidos o basura, los tachos de basura dispondrán de
fundas plásticas internas, estarán cubiertos y totalmente cerrados. Serán evacuados
continuamente y se limpiarán y desinfectarán diariamente.
Todos los residuos de la planta u otras áreas serán removidos continuamente para evitar
la contaminación, malos olores o refugios de plagas.
Estas fundas serán evacuadas frecuentemente para ubicarlas en un sitio adecuado para la
basura que esté completamente alejado de la empresa.
Todo el material reciclable será ubicado en un espacio protegido de la misma planta
pero alejado.
18M
6.3.- CAPÍTULO 3 – EQUIPOS Y UTENSILIOS.
6.3.1 Equipos y Utensilios.
Los equipos y utensilios que intervienen en el proceso de elaboración de alimentos,
serán construidos de acero inoxidable, de fácil limpieza, que resistan la corrosión y el
lavado continuo las cuales no contaminen a los mismos.
No usar materiales que sean difíciles de lavar o desinfectarse adecuadamente como
madera.
Debe evitarse la contaminación de los alimentos por lubricantes, refrigerantes o
sellantes, que se deban aplicar a maquinarias para el funcionamiento de las mismas.
Estos productos deberán ser de grado alimenticio.
Todas las superficies que se encuentren en contacto con los alimentos no deben ser
recubiertas con ningún tipo de pintura o sustancias desprendibles.
Las maquinarias y equipos serán instalados y organizados según el flujo continuo del
material y del personal con el objetivo que no exista confusiones ni contaminaciones.
Serán registradas las limpiezas de las maquinarias en fichas de control. (Ver Anexo
N°4)
6.3.2 Monitoreo de los Equipos.
Todas las maquinarias deben instalarse tomando en cuenta las seguridades necesarias
para prevenir accidentes y contaminaciones.
Todos los equipos deben tener disponibles un Manual de Operación, Ficha Técnica y su
Programa de Mantenimiento Predictivo.
19M
6.4.- CAPÍTULO 4 - PERSONAL.
6.4.1 Capacitación.
Realización de un plan de capacitación para los trabajadores en la empresa, con temas
como Buenas Prácticas de Manufactura, Higiene, Precauciones, Normas y Seguridad
Industrial efectuadas por personas naturales o jurídicas competentes.
6.4.2 Estado de Salud.
Todo trabajador nuevo o antiguo que forme parte de la empresa “La Rancherita”, que
esté en contacto con los alimentos, debe haber pasado por un examen médico antes de
ser asignado a un área, debe actualizar el certificado de salud cada año con un médico
aprobado que forme parte de la empresa o en un centro de salud, o cuando se considere
necesario por razones clínicas y epidemiológicas, especialmente después de la ausencia
de un operario, originada por una infección que pudiera dejar secuelas que provoquen
contaminaciones en los alimentos que se manipulan.
La empresa debe tomar las medidas para evitar que manipule alimentos el personal que
tenga una enfermedad infecciosa, o que presente heridas infectadas o irritaciones
cutáneas.
6.4.3 Comportamiento e Higiene Personal.
La higiene personal es la base fundamental para la aplicación de las Buenas Prácticas de
Manufactura por lo que todas las personas que estén en contacto con materias primas,
20M
productos en proceso, productos terminados, equipos y utensilios deben seguir las
siguientes recomendaciones:
Baño diario antes y después de la jornada de trabajo para mantener la seguridad de
los alimentos. La empresa debe promover este hábito dotando las instalaciones
sanitarias con duchas, jabón, toallas. No se permitirá trabajar al personal si no se
encuentra aseado.
La higiene oral debe ser impecable y será realizada después de cada comida.
El uniforme y calzado del personal de la empresa que trabaje específicamente en el
área de producción y sus áreas relacionadas debe llevar el uniforme adecuado y
limpio para mantener la inocuidad y la higiene.
Lavado de manos:
- Mójese las manos y los antebrazos bajo el agua corriente, colocándolo por encima
del nivel de los codos para que el agua corra desde la punta de los dedos hasta los
codos. Las manos se limpian más que los codos. El agua debe correr de la zona
menos contaminada a la más contaminada.
- Aplique de 2 a 4 ml de jabón liquido en las manos.
- Haga movimientos firmes, de fricción, circulares para lavarse las palmas y la parte
posterior de las manos, las muñecas y los antebrazos. Entrelace los dedos y los
pulgares y mueva las manos hacia adelante y hacia atrás. Continúe esta actividad de
veinte 20 a veinticinco 25 segundos. Los movimientos circulares limpian más
eficazmente y la fricción asegura una acción mecánica profunda.
- Use un cepillo y jabón para restregar las uñas.
21M
- Mantener nuevamente las manos debajo del agua y seguir frotando circularmente.
- Usar una toalla para secarse bien una mano, desde los dedos al codo. Hacer
movimientos rotatorios. Emplear una nueva toalla para la otra mano de la misma
forma.
- Arroje cada toalla al tacho de la basura.
- Cierre el agua. Si el grifo tiene control manual emplee el codo si es posible: del
mismo modo use una toalla de papel cuando toque el mango.
- Colóquese una solución desinfectante y déjelas secar al aire.
- Se debe repetir este procedimiento tantas veces como sea necesario en la planta,
antes y después de ir al baño, antes y después de comer, antes y después de hacer
alguna operación, etc.
La uñas deben estar cortas, limpias y libres de esmalte.
No usar cosméticos ni maquillajes de ningún tipo en la jornada de trabajo.
No usar joyas, adornos, pasadores, pinzas, aretes, anillos, pulseras, collares, relojes,
piercings o cualquier objeto que pueda caer y contaminar el alimento o provocar
accidentes graves por atascamiento en las maquinarias.
No utilizar perfumes ni lociones penetrantes.
El cabello, barba y bigote deben ser cubiertos en su totalidad. El cabello será
cubierto con cofia desechable mientras que el bigote y la barba deben cubrirse con
mascarillas desechables.
No fumar, comer, beber, masticar chicle, no escupir o estornudar encima de
materias primas, productos en proceso o productos terminados.
22M
No ubicar lápices, termómetros, peines o vinchas en el bolsillo de la parte superior
del mandil o detrás de la oreja.
Las heridas leves serán controladas con material sanitario como alcohol, gasa o
curitas. Si el trabajador presenta heridas graves e infectadas, no podrá continuar con
el trabajo hasta que esté curado, así mismo, si presenta diarrea o enfermedades
infecciosas.
No deben entrar personas extrañas al área de procesamiento sin la debida
protección ni precauciones, por lo cual deben existir mecanismos que impidan las
entradas.
La empresa instalará en sitios visibles, sistemas de señalización y normas de
seguridad para conocimiento de los operadores de la planta y personas extrañas a
ésta en el caso de una emergencia.
Los visitantes, personal administrativo o personal común, deben ingresar a la planta
de producción con ropa adecuada y protectora.
Antes de que un trabajador ingrese al baño, debe colgar el mandil con el fin de
evitar la contaminación de éste.
Es prohibido que los trabajadores lleguen o salgan de la empresa con el mandil o
uniforme puesto.
El desayuno, almuerzo y lunch serán servidos única y exclusivamente en la
cafetería. No se permite que los trabajadores guarden restos de comida o fruta
dentro del mandil.
23M
6.5.- CAPÍTULO 5 - MATERIAS PRIMAS E INSUMOS.
6.5.1 Recepción Carne y grasa:
La materia prima será inspeccionada y manejada como sea necesario para asegurar su
limpieza y que sea apta para ser procesada. (Ver anexo N° 2).
La materia prima será almacenada bajo condiciones de refrigeración o congelación para
evitar cualquier contaminación que contribuya a su deterioro. El agua utilizada para
lavar y desinfectar la materia prima, será segura y de una calidad sanitaria adecuada.
Las gavetas de la materia prima serán inspeccionadas al recibirse, para asegurar que sus
condiciones no contribuyan a la contaminación y deterioro de ésta.
La materia prima será inspeccionada con un análisis organoléptico, (olor, color, textura
y frescura), libre de materia extraña. (Ver anexo N° 3).
Después del análisis organoléptico de la materia prima, será identificada con etiquetas,
como aceptadas o rechazadas.
a) Aceptado. La materia prima aceptada se identificará con la fecha de ingreso y de
empaque para poder ingresar al almacén de acuerdo al principio de primeras entradas y
primeras salidas (P.E.P.S.).
b) Retenido. En caso de que la materia prima resulte sospechosa para su procesamiento,
deberá identificarse con una etiqueta que diga RETENIDO, para así realizar los
exámenes pertinentes y que aseguren el destino del producto en cuestión. Si el producto
resulta apto para proceso, se liberará el producto mediante una etiqueta que diga
ACEPTADO, colocándose encima de la etiqueta de retenido, para que posteriormente
se le dé el proceso para el cual fue adquirido.
24M
En caso contrario se elimina la etiqueta de retenido colocando después la de
RECHAZADO, aplicando el criterio de producto rechazado.
c) Rechazado. En caso de que un producto no reúna las condiciones sanitarias
especificadas para su proceso, se procederá a realizar un rechazo aplicando la etiqueta
de RECHAZADO, para decidir el destino final del producto en cuestión.
Una vez que la materia prima cumplió con los requisitos y especificaciones de calidad
de la empresa, se deben almacenar en cámaras de refrigeración o congelación, según sea
el caso. La carne antes de ser almacenada será clasificada, pesada, lavada y desinfectada
para luego conducirla a las cámaras de frío, todos estos procesos serán realizados en el
menor tiempo posible para evitar deterioro o contaminación de la misma.
(Ver POE recepción de materia prima de carne).
6.5.2 DESCONGELACIÓN CORRECTA DE LA MATERIA PRIMA. (CARNE).
La materia prima que se encuentre congelada, será descongelada bajo condiciones
adecuadas de tiempo y temperatura para evitar el crecimiento de microorganismos.
La mejor forma de descongelar la materias primas es trasportándola desde la cámara de
congelación a la cámara de refrigeración y ahí hacer uso de la misma. Cuando exista
riesgo microbiológico, las materias primas e insumos descongelados podrán ser
recongelados para un control riguroso y determinar la APROBACIÓN o RECHAZO.
(Laboratorio certificado – informe).
25M
6.5.3 RECEPCIÓN DE PRODUCTOS SECOS (ADITIVOS, COLORANTES,
SAL).
La materia prima que ingresa a la empresa La Rancherita es:
-Almidón de trigo.
-Proteína de soya.
-Almidón de yuca.
-Sal
-Colorante alimenticio.
Los productos secos que ingresan a la empresa deben llegar en transportes limpios,
libres de polvo, plagas y sobre todo humedad. Cada materia prima seca debe ingresar a
la empresa en su empaque original, ya sea de yute o plásticos generalmente. Para el
ingreso de la materia prima seca, los productos serán registrados en Hojas de
Especificaciones de Proveedores.
La materia prima seca, debe almacenarse en un área libre de humedad, limpio, con
temperatura adecuada y sobre todo libre de plagas.
Estas deben apilarse en columnas, con una clasificación clara según las Hojas de
Especificaciones de Proveedores, las mismas que deben estar actualizadas.
Se debe usar pallets para almacenar este tipo de materia prima.
6.6.-CAPÍTULO 6 - OPERACIONES DE PRODUCCIÓN.
La limpieza y el orden deben ser los primeros factores importantes que se lleven a cabo
en la empresa durante todo el proceso de producción.
26M
Todos los productos que se usen para la limpieza y desinfección deberán ser aislados de
áreas donde se realicen alimentos así como productos tóxicos y combustibles para los
cuales se debe tener un manejo cuidadoso.
Las superficies en contacto con alimentos deberán ser lisas, material impermeable,
inoxidable, fácil de limpiar y el caso de las mesas con bordes redondeados.
La empresa “La Rancherita”, debe seguir la organización de la producción como:
Recepción de Materia Prima, Selección, Análisis Organoléptico, Molino, Cúter,
Embutidora, Porcionadora, Ahumado, Cocción, Enfriamiento, Empaque,
Almacenamiento, Transporte, Distribución.
- Recepción de Materia Prima.
La materia prima será almacenada bajo condiciones de refrigeración o congelación para
evitar cualquier contaminación que contribuya a su deterioro. El agua utilizada para
lavar y desinfectar la materia prima, será segura y de una calidad sanitaria adecuada.
Las gavetas de la materia prima serán inspeccionadas al recibirse, para asegurar que sus
condiciones no contribuyan a la contaminación y deterioro de esta.
La materia prima será inspeccionada con un análisis organoléptico, (olor, color, textura
y frescura), libre de materia extraña
Si la materia prima llega vía canal, las descargas de medias canales o cuartos de canal
serán por medio de rieles manuales. Si la materia prima llega en trozos, estos se
transportan en carros o bandejas. En ningún caso se permite el transporte al hombro.
27M
- Análisis Organoléptico y Microbiológico.
La carne o grasa antes de ser utilizada pasará por un análisis organoléptico previo en el
cual se distinga el color, olor, sabor y pH, estos datos se anotarán en fichas adecuadas
para esto.
Para el análisis Microbiológico se deberá implementar un laboratorio para la realización
de pruebas de parásitos o algún tipo de microorganismo o en el caso de no poseerlo, se
tomarán muestras para analizarlas en laboratorios exteriores a la empresa.
En el caso de que la carne o grasa no sean aptas para la utilización en los procesos,
serán identificadas con fichas adhesivas que indican si es rechazada.
Después de dichos análisis la carne aceptada será troceada y almacenada en las cámaras
de frio para mantener su inocuidad.
- Molino, Cúter, Embutidora y Porcionadora.
Para estas operaciones, la maquinaria debe estar en condiciones aptas, lavado y
desinfectado. Estas deben ser revisadas cada cierto tiempo como un mantenimiento
predictivo para evitar paros de producción o contaminaciones por lubricantes o grasa.
- Ahumado.
El ahumado debe cumplir con los requerimientos específicos de temperatura y tiempo
para asegurar que cualquier posible bacteria patógena sea eliminada.
Los ahumadores deben tener una limpieza frecuente, en especial las paredes de los
mismos ya que estos pueden emanar sustancias tóxicas que perjudiquen el producto.
28M
- Cocción.
La empresa “La Rancherita”, posee cuatro marmitas las cuales deben estar totalmente
limpias y desinfectadas para iniciar el proceso de cocción.
- Enfriamiento.
Para este proceso se usa una piscina de aproximadamente 5.52 m3
la cual debe ser
lavada y desinfectada asegurándose que ésta sea de un material no corrosivo, fácil de
limpiar y con bordes redondeados.
El agua usada deberá estar a una temperatura ambiente pero se debe cuidar que ésta no
se caliente en al caso del enfriamiento de varios embutidos. Debe haber un cambio de
agua cada 2 horas o cuando se cambie de tipo de embutido para evitar un choque
térmico y así una proliferación de microorganismos.
- Empaque y Envase.
El material de empaque y envase será de grado alimenticio y se lo almacenará en
condiciones tales que estén protegidas del polvo, plagas o cualquier otra contaminación.
El material de los envases no debe transmitir al producto sustancias, olores o colores que
lo alteren o los haga riesgoso para la salud, y debe tener una protección adecuada contra
la contaminación.
29M
Los envases y empaque deben revisarse antes de su uso, para tener la seguridad de que se
encuentran en buen estado, limpios y desinfectados.
- Almacenamiento, Distribución y Transporte.
La empresa “La Rancherita”, divide sus funciones de comercialización. Una parte se
hace por pedido para supermercados, restaurantes entre otros y la segunda parte es para
el delicatesen que se encuentra en el exterior de la empresa.
Dependiendo del producto terminado, se deberá almacenar en áreas donde existan
mecanismos para control de temperatura y humedad que asegure la conservación de los
mismos los cuales pueden ser cámaras de frio y que cumplan con un plan de limpieza y
control de plagas.
La ubicación de los alimentos almacenados debe ser por medio de estibas ubicadas a
una altura de 15 cm del piso y debe estar separado de las paredes mínimo 20 cm., para
facilitar el flujo del aire y la inspección; los pasillos deben ser lo suficientemente
anchos, para facilitar el flujo de personas.
Serán identificadas las estibas, para facilitar la rotación de los productos y aplicar el
Sistema PEPS (primero en entrar, primero en salir).
La colocación de los productos, se hará en forma tal que el aire frio circule alrededor de
las estibas, que no se obstruya la salida de los difusores y que no queden puntos ciegos.
El transporte de los productos terminados debe tener las siguientes condiciones:
30M
Los vehículos que transporten los alimentos deben mantener la limpieza y desinfección,
que estén libres de manchas o derrames contaminantes y que no transporten materiales
distintos a los productos autorizados.
Si el transporte es refrigerado, el vehículo será previamente enfriado antes de empezar a
cargar. Si el vehículo transportador es isotérmico, estará provisto con un sistema de
termografía para garantizar el control de temperaturas durante todo el viaje. Si se usa
hielo en contacto con los productos, éste será fabricado con agua potable.
Las cargas se ajustarán, para evitar golpes entre sí o con las paredes del vehículo. Si se
requiere sujetar la carga, ésta debe protegerse con esquineros para evitar el deterioro del
empaque.
6.7.- CAPÍTULO 7 - CONTROL DE PLAGAS.
6.7.1 CONSIDERACIONES GENERALES.
Las plagas son una seria amenaza en las empresas alimenticias, ya que son focos de
infecciones, consumen y destruyen todo lo que encuentran a su paso.
Generalmente las plagas llevan adheridas en su cuerpo suciedad, orina, heces fecales o
saliva que a su paso dejan contaminación. No debe permitirse en la planta ningún tipo
de animal como insectos rastreros (cucarachas u hormigas), insectos voladores (moscas
y mosquitos), roedores (ratas y ratones) y taladores (gorgojos y termitas), animales
domésticos (gatos, perros, y pájaros), para que no provoquen la contaminación de los
alimentos. Serán tomadas medidas efectivas para excluir a las plagas de las áreas de
31M
elaboración y con esto, proteger a los alimentos de la contaminación. El uso de
insecticidas y raticidas está permitido bajo condiciones que eviten la contaminación de
los alimentos, materiales, superficies en contacto, utensilios, materiales de empaque y
otros. Cada planta debe tener un plan de control y exterminio de plagas.
6.7.2 CÓMO INGRESAN LAS PLAGAS A UNA PLANTA ALIMENTICIA.
Las empresas alimenticias tienen condiciones favorables para que las plagas
permanezcan en ellas, como agua, comida y albergue.
Las formas de ingreso de las plagas son por fundas, bolsas, cajas de verduras, harinas y
granos, en contenedores, dentro y sobre las materias primas, o a través de las hendijas
de puertas, ventanas, techos, tuberías, sifones o ductos.
6.7.3 MÉTODOS PARA CONTROL DE PLAGAS.
Método preventivo 1: En las afueras de la empresa debe estar limpio, libre de
acumulación de basura, maleza, charcos de agua entre otros.
Instalar mallas anti insectos en ductos de ventilación, ventanas, puertas y otras aberturas
que pueden ser ingreso de plagas.
Colocar laminas anti ratas en los bordes inferiores de las puertas, lo importante es que el
espacio comprendido entre la puerta y el piso no supere 1 cm de alto.
32M
Instalar rejillas anti ratas en desagües, sifones y conductos que comuniquen la planta
con el exterior.
Colocar trampas anti insectos.
Instalar cortinas de aire a presión en puertas.
Instalar puertas que abran hacia el exterior dotadas con el mecanismo de cierre
automático.
Método preventivo 2: para evitar que las plagas tengan refugio y alimento, hay que
mantener un plan de saneamiento el que consiste en:
Realizar un plan de mantenimiento sellando fisuras, grietas y otros lugares que puedan
servir como guarida.
Conservar limpia y protegida la bodega de almacenamiento de desechos en especial los
orgánicos.
Inspeccionar la sanidad de los empaques que van a entrar a la planta y no almacenar en
las bodegas los que sean sospechosos. Preferiblemente colocar las materias primas en
envases propios y excluir los externos. Mantener limpios y tapados todos los recipientes
que se usan para recolectar residuos en la planta y las redes de recolección de residuos
líquidos.
Mantener un programa activo de limpieza y desinfección del entorno, la planta,
maquinaria y utensilios.
33M
Método curativo: Se refiere a la eliminación de las plagas para lo cual se tendrá un plan
activo con el fin de asegurarse que cualquier tipo de plaga que ingrese, pueda ser
destruida.
Para este método utilizamos plaguicidas que tengan condiciones adecuadas para una
planta alimenticia como, registro sanitario certificado por las autoridades de salud. Se
debe utilizar productos anticontaminantes y para el control de insectos las piretrinas.
La eliminación de plagas debe ser realizada por empresas o personas calificadas y
certificadas por las autoridades de salud.
El tratamiento químico que se realice debe garantizar la no contaminación de los
productos. No se permite el uso de insecticidas residuales dentro de una empresa
alimenticia.
34M
7.- CONCLUSIONES.
- Con la implementación inicial del Manual de BPM, la empresa pudo mejorar sus
condiciones en varios aspectos y cumplir con los artículos determinados en el Registro
Oficial.
- Se espera la implementación del manual en un 100% para que la empresa y sus
productos sean de alta calidad y asegure la salud del consumidor.
8.- RECOMENDACIONES.
- El Manual de Buenas Prácticas de Manufactura debe ser conocido por todo el personal
que trabaja en la planta de “La Rancherita”, los mismos que deben comprometerse a
seguirla para elaborar productos sanos, seguros y de alta calidad.
- Se recomienda realizar análisis microbiológicos periódicos del producto terminado
para conocer los avances logrados con la aplicación del Manual de Buenas Prácticas de
Manufactura.
35M
9.- BIBLIOGRAFIA.
INSTITUTO DE ECUATORIANO DE NORMALIZACION, Código de
Práctica para Manipulación de Alimentos, Quito, 1979.
MIISTERIO DE SALUD PUBLICA, Formulario de Sistema Oficial de
Alimentos, 2009.
FUELTALA Patricio, ELABORACIÓN DE UNA GUÍA DE BUENAS
PRÁCTICAS DE MANUFACTURA PARA LA EMPRESA EMPACALI -
COMPAÑÍA LIMITADA - Tesis Universidad Tecnológica Equinoccial, 2008.
NARVÁEZ RUEDA, Diana Consuelo; DISEÑO DE UN SISTEMA DE
BUENAS PRACTICAS DE MANUFACTURA PARA LA EMPRESA
“EMBUTIDOS LA MADRILEÑA”; Tesis de grado previa la obtención del
Título de Ingeniería en Alimentos, Quito, 2009.
www.alimentosargentinos.gov.ar
http://www.alimentosargentinos.gov.ar/0-3/revistas/r_19/64_Manejando.htm
Fecha de consulta: 3 de diciembre del 2009.
www.javeriana.edu.co
http://www.javeriana.edu.co/biblos/tesis/ciencias/tesis33.pdf
Fecha de consulta: 3 de enero del 2010.
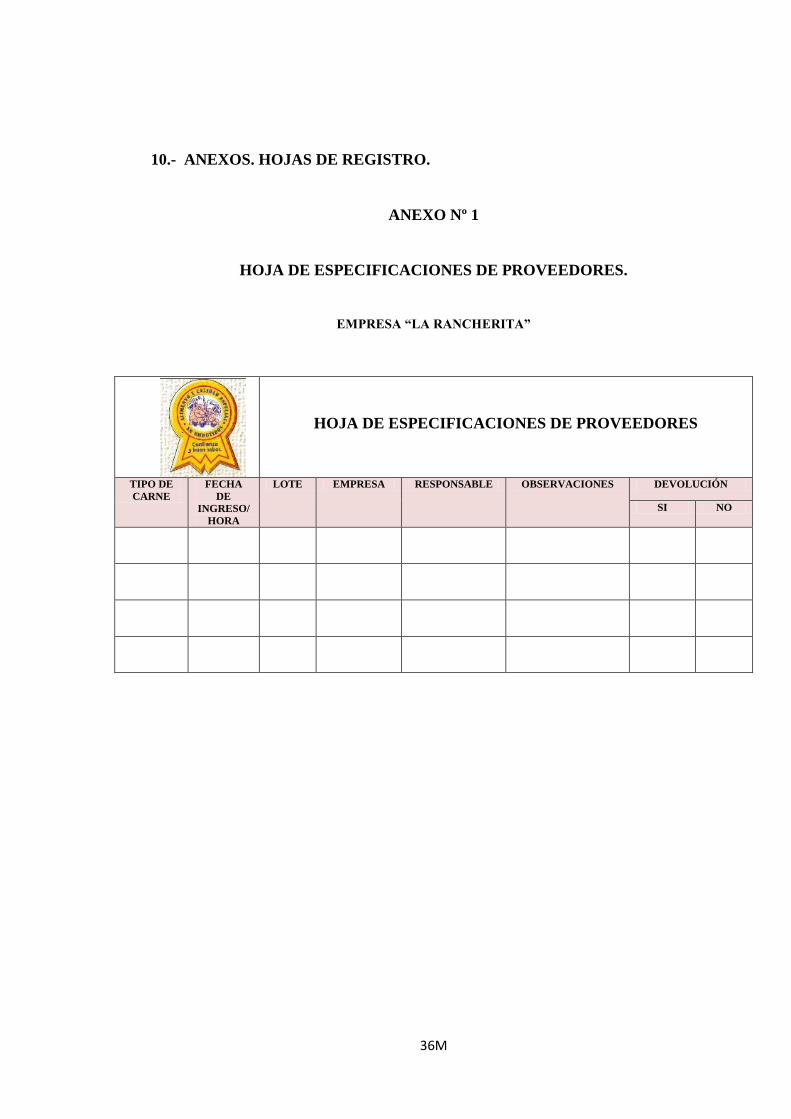
36M
10.- ANEXOS. HOJAS DE REGISTRO.
ANEXO Nº 1
HOJA DE ESPECIFICACIONES DE PROVEEDORES.
EMPRESA “LA RANCHERITA”
HOJA DE ESPECIFICACIONES DE PROVEEDORES
TIPO DE
CARNE
FECHA
DE
INGRESO/
HORA
LOTE EMPRESA RESPONSABLE OBSERVACIONES DEVOLUCIÓN
SI NO
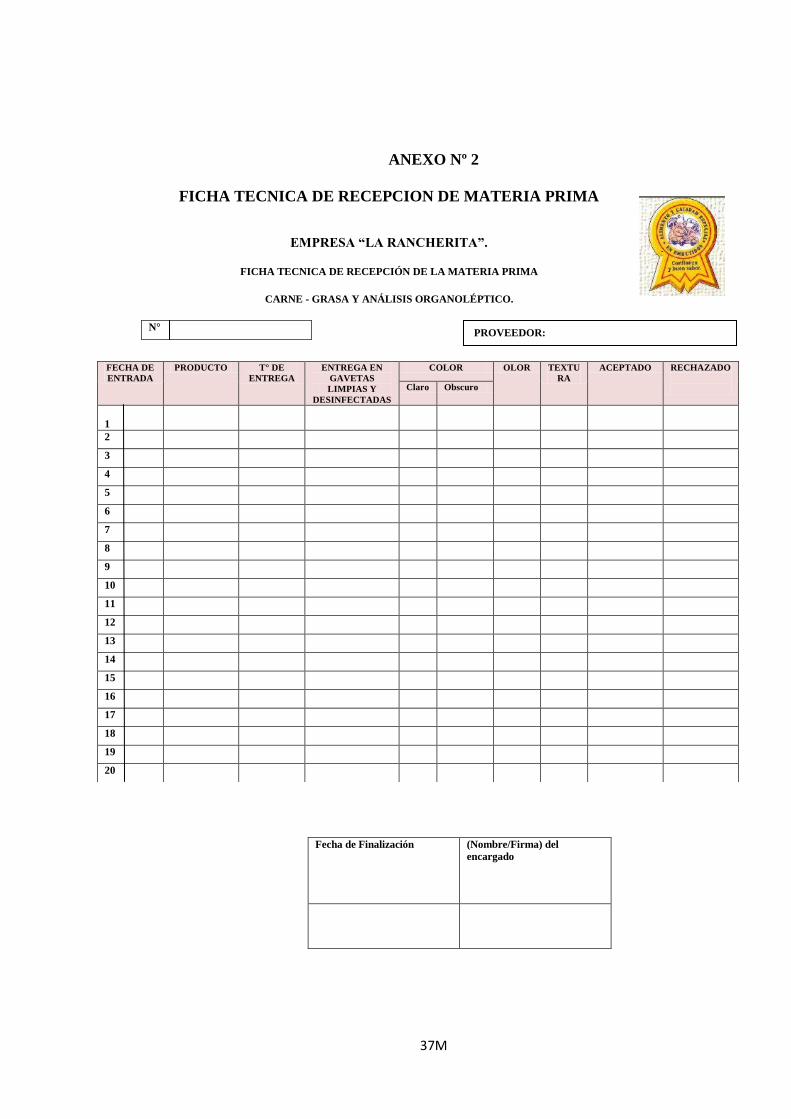
37M
ANEXO Nº 2
FICHA TECNICA DE RECEPCION DE MATERIA PRIMA
EMPRESA “LA RANCHERITA”.
FICHA TECNICA DE RECEPCIÓN DE LA MATERIA PRIMA
CARNE - GRASA Y ANÁLISIS ORGANOLÉPTICO.
N°
Fecha de Finalización (Nombre/Firma) del
encargado
FECHA DE
ENTRADA
PRODUCTO T° DE
ENTREGA
ENTREGA EN
GAVETAS
LIMPIAS Y
DESINFECTADAS
COLOR OLOR TEXTU
RA
ACEPTADO RECHAZADO
Claro Obscuro
1
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
PROVEEDOR:
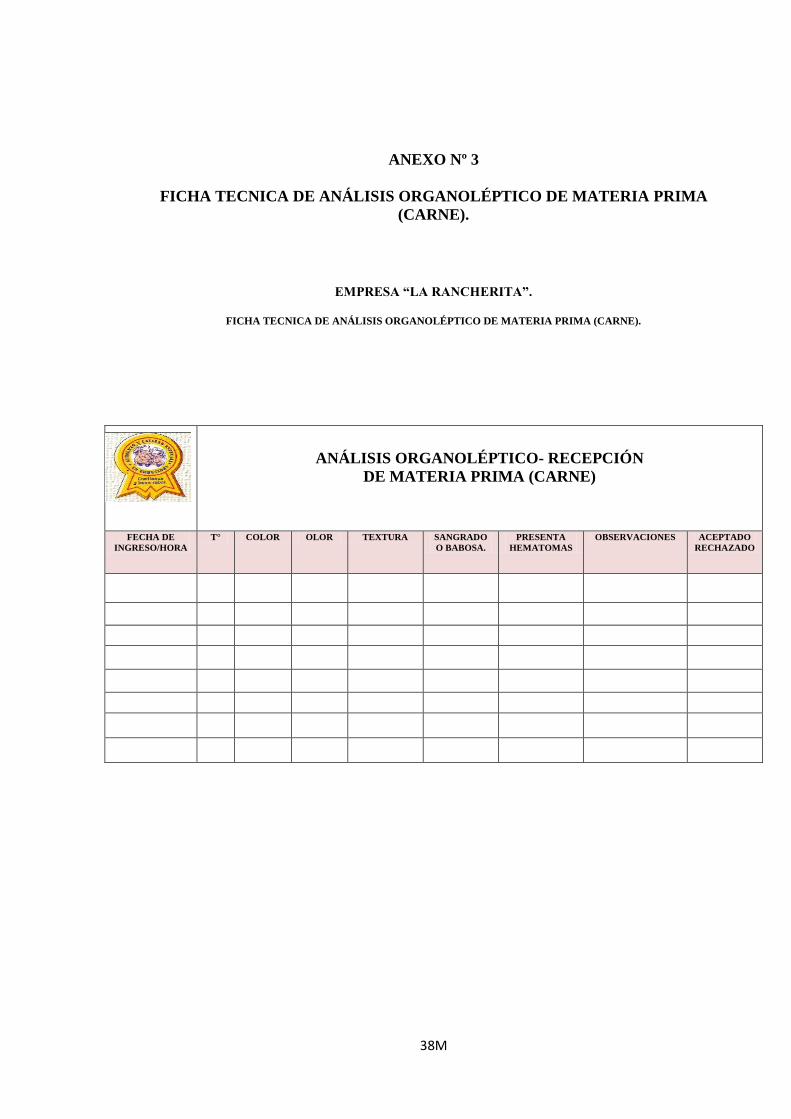
38M
ANEXO Nº 3
FICHA TECNICA DE ANÁLISIS ORGANOLÉPTICO DE MATERIA PRIMA
(CARNE).
EMPRESA “LA RANCHERITA”.
FICHA TECNICA DE ANÁLISIS ORGANOLÉPTICO DE MATERIA PRIMA (CARNE).
ANÁLISIS ORGANOLÉPTICO- RECEPCIÓN
DE MATERIA PRIMA (CARNE)
FECHA DE
INGRESO/HORA
T° COLOR OLOR TEXTURA SANGRADO
O BABOSA.
PRESENTA
HEMATOMAS
OBSERVACIONES ACEPTADO
RECHAZADO
39M
ANEXO Nº 4
FICHA TECNICA DE LIMPIEZA DE MAQUINARIA.
Fecha: ……………………. Responsable:………………
EMPRESA “LA RANCHERITA”.
FICHA TÉCNICA DE DESINFECCIÓN DE MAQUINARIA
NOMBRE DE
MAQUINARIA
INICIO FINALIZACIÓN RESPONSABLE
DEL CONTROL
PRODUCTO DE
LIMPIEZA
OBSERVACIONES
40M
ANEXO Nº 5
FICHA TECNICA DE LIMPIEZA DE INSTALACIONES.
Fecha: ……………………. Responsable:………………
EMPRESA “LA RANCHERITA”.
FICHA TÉCNICA DE LIMPIEZA DE INSTALACIONES.
NOMBRE DE
MAQUINARIA
INICIO FINALIZACIÓN RESPONSABLE
DEL CONTROL
PRODUCTO DE
LIMPIEZA
OBSERVACIONES
41M
ANEXO Nº 6
FICHA TECNICA DE LIMPIEZA DE INSTALACIONES SANITARIAS.
EMPRESA “LA RANCHERITA”.
FICHA TÉCNICA DE INSTALACIONES SANITARIAS.
L LIMPIEZA JL JABÓN LÍQUIDO
D DESINFECCIÓN SH SHAMPOO
PH PAPEL HIGIÉNICO BL BASUREROS LIMPIOS
TD TOALLAS DESECHABLES.
FECHA
L D B
L
P
H
J
B
S
H
T
D
HORA
DE
INICIO
HORA
DE FIN
RESPONSABLE
DE LIMPIEZA
RESPONSABLE
DE CONTROL
OBSERVACIONES
42M
ANEXO Nº 7
EMPRESA “LA RANCHERITA”
FICHA TECNICA DE CONTROL DE LA HIGIENE DE PERSONAL.
FECHA:
NOTA: Esta ficha deberá ser revisada diariamente por el dueño de la empresa, en el caso de no cumplirse
con las especificaciones dadas, se tomarán acciones correctivas con el personal.
ACTIVIDAD
/EQUIPO
FRECUENCIA RESPONSABLE SUPERVISOR ACEPTA RECHAZA ACCIONES
CORRECTIVAS
FIRMA
Aseo
personal
Diario Operador Encargado
Corte de
pelo
Mensual Operador Encargado
Sanitización
de manos
Antes, durante
y después de la
producción. Después de ir al
baño y luego
del almuerzo.
Operador
Encargado
Lavado de
botas
Diario Operador Encargado
Revisión
uniforme
Diario Operador Encargado
43M
ANEXO N° 8
HOJA DE REGISTRO DE CALIBRACIÓNES.
REVISIÓN Nº 0
FECHA dd de mes de aaaa
ELABORADO Técnico/Responsable de Área
REVISADO Responsable de Área
APROBADO Director del Laboratorio XXX
APDO. Modificaciones realizadas respecto a la revisión anterior
44M
ANEXO N° 9
HOJA DE REGISTRO DE DEVOLUCIONES DE PRODUCTO TERMINADO.
FECHA N° DE
DEVOLUCIONES
TIPO DE
PRODUCTO
CAUSA DE
DEVOLUCION
FECHA DE
CADUCIDAD
DEL
PRODUCTO
OBSERVACIONES
ENCARGADO:
EMPRESA “LA RANCHERITA”
HOJA DE REGISTRO DE DEVOLUCIONES DE PRODUCTO
TERMINADO.
45M
ANEXO N° 10
HOJA DE REGISTRO DE TEMPERATURA AMBIENTAL Y HUMEDAD
RELATIVA.
FECHA T° INICIAL HUMEDAD
INICIAL
T° FINAL HUMEDAD
FINAL
OBSERVACIONES
ENCARGADO:
EMPRESA “LA RENCHERITA”
HOJA DE REGISTRO DE TEMPREATURA Y HUMEDAD
AMBIENTAL.
46M
ANEXO N° 11
HOJA DE REGISTRO DE FECHAS DE CADUCIDAD DEL PRODUCTO
TERMINADO.
EMPRESA “LA RANCHERITA”
HOJA DE REGISTRO DE FICHAS DE CADUCIDAD DEL
PRODUCTO TERMINADO.
FECHA TIPO DE
PRODUCTO
FECHA DE
CADUCIDAD
ESTADO
DEL
EMPAQUE
OBSERVACIONES
ENCARGADO:
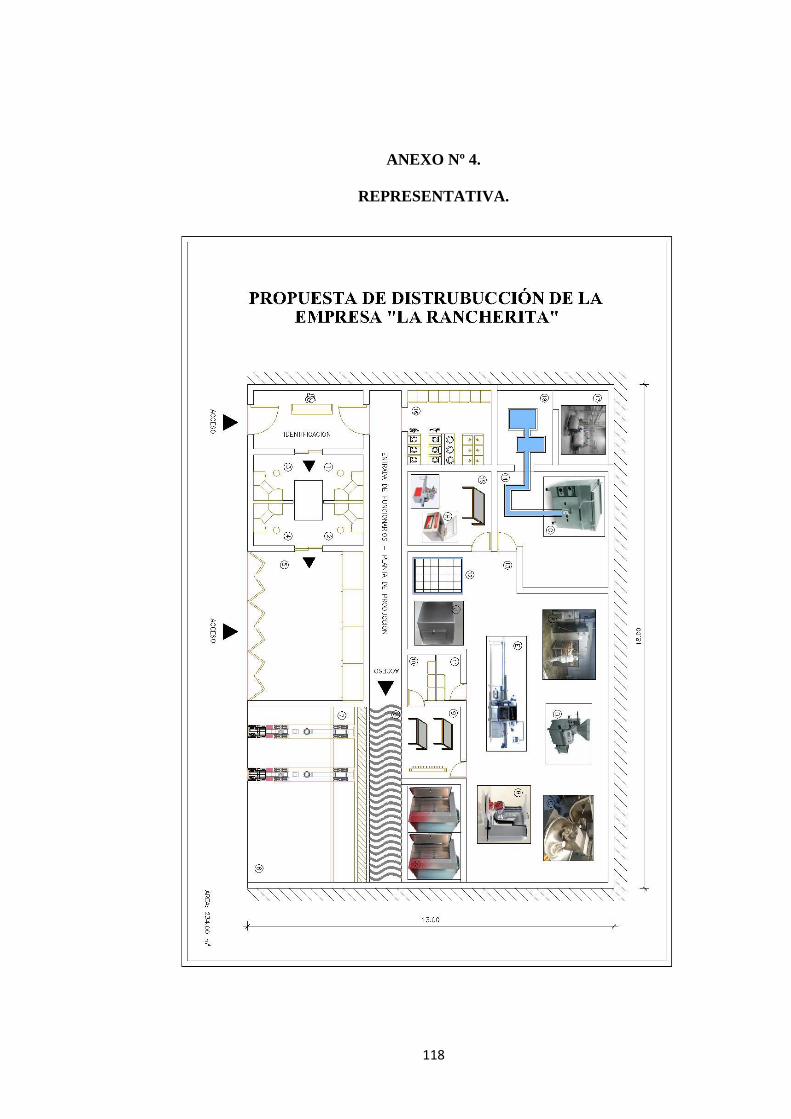
118
ANEXO Nº 4.
REPRESENTATIVA.
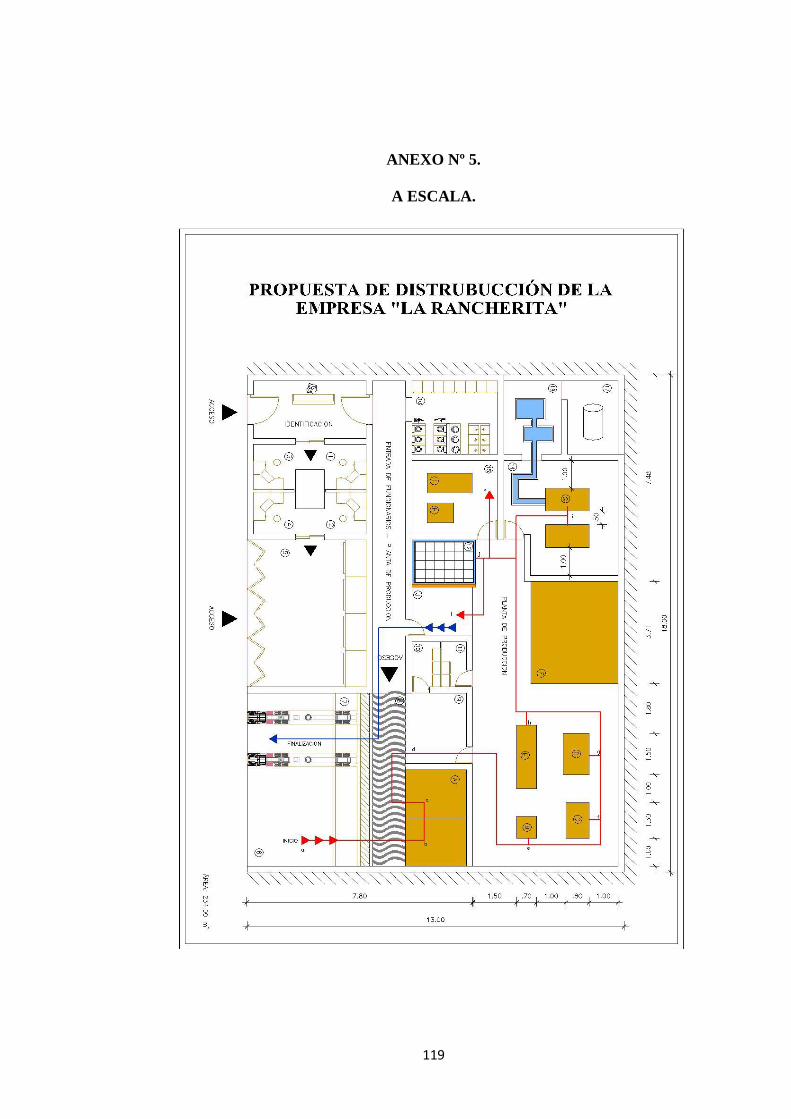
119
ANEXO Nº 5.
A ESCALA.
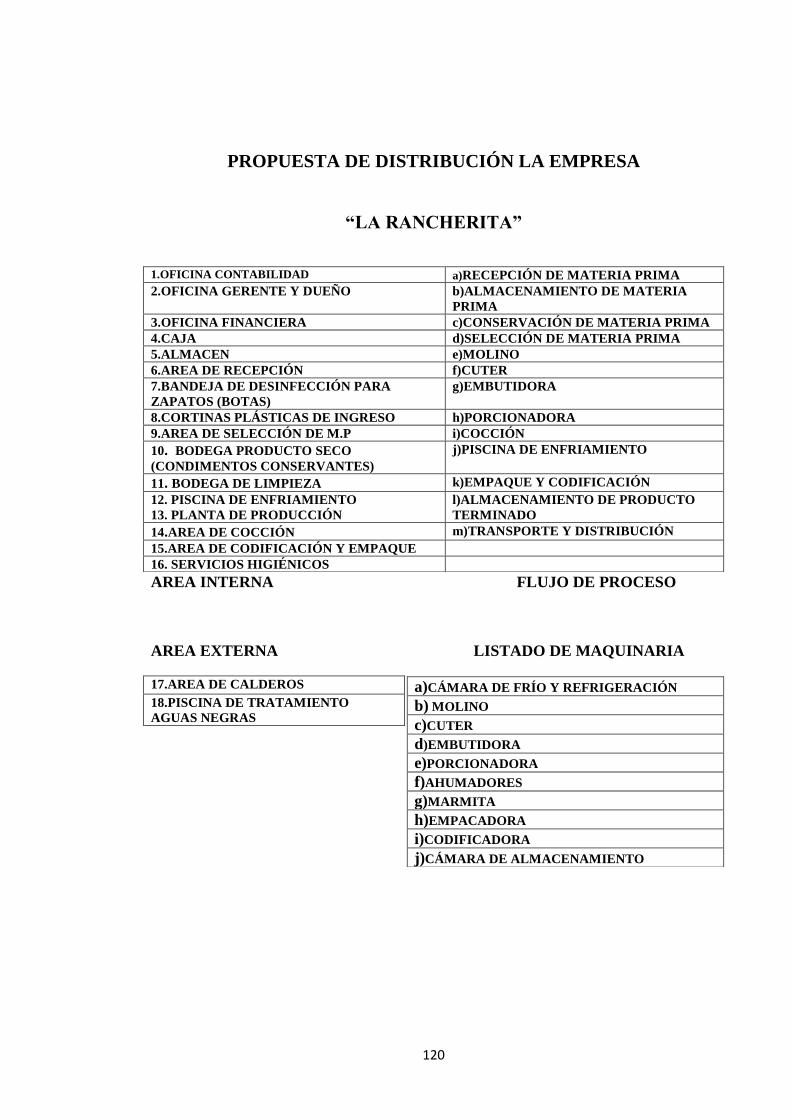
120
PROPUESTA DE DISTRIBUCIÓN LA EMPRESA
“LA RANCHERITA”
AREA INTERNA FLUJO DE PROCESO
AREA EXTERNA LISTADO DE MAQUINARIA
17.AREA DE CALDEROS
18.PISCINA DE TRATAMIENTO
AGUAS NEGRAS
1.OFICINA CONTABILIDAD a)RECEPCIÓN DE MATERIA PRIMA
2.OFICINA GERENTE Y DUEÑO b)ALMACENAMIENTO DE MATERIA
PRIMA
3.OFICINA FINANCIERA c)CONSERVACIÓN DE MATERIA PRIMA
4.CAJA d)SELECCIÓN DE MATERIA PRIMA
5.ALMACEN e)MOLINO
6.AREA DE RECEPCIÓN f)CUTER
7.BANDEJA DE DESINFECCIÓN PARA
ZAPATOS (BOTAS)
g)EMBUTIDORA
8.CORTINAS PLÁSTICAS DE INGRESO h)PORCIONADORA
9.AREA DE SELECCIÓN DE M.P i)COCCIÓN
10. BODEGA PRODUCTO SECO
(CONDIMENTOS CONSERVANTES)
j)PISCINA DE ENFRIAMIENTO
11. BODEGA DE LIMPIEZA k)EMPAQUE Y CODIFICACIÓN
12. PISCINA DE ENFRIAMIENTO
13. PLANTA DE PRODUCCIÓN
l)ALMACENAMIENTO DE PRODUCTO
TERMINADO
14.AREA DE COCCIÓN m)TRANSPORTE Y DISTRIBUCIÓN
15.AREA DE CODIFICACIÓN Y EMPAQUE
16. SERVICIOS HIGIÉNICOS
a)CÁMARA DE FRÍO Y REFRIGERACIÓN
b) MOLINO
c)CUTER
d)EMBUTIDORA
e)PORCIONADORA
f)AHUMADORES
g)MARMITA
h)EMPACADORA
i)CODIFICADORA
j)CÁMARA DE ALMACENAMIENTO
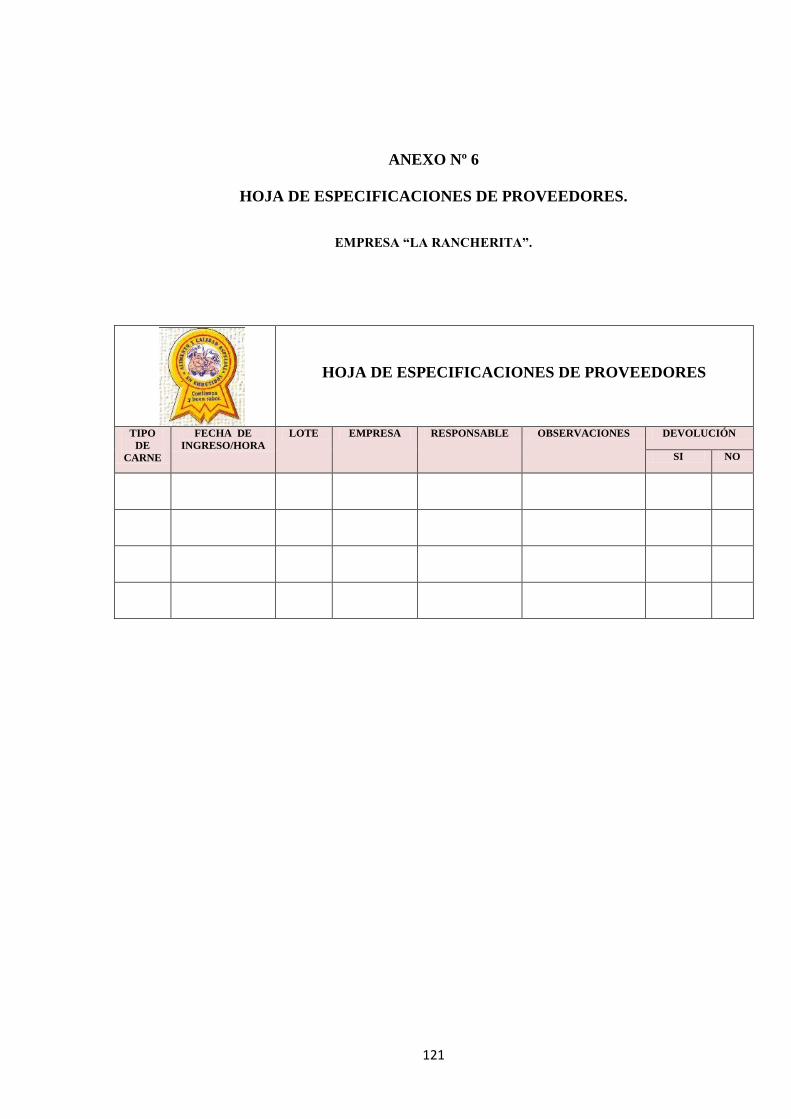
121
ANEXO Nº 6
HOJA DE ESPECIFICACIONES DE PROVEEDORES.
EMPRESA “LA RANCHERITA”.
HOJA DE ESPECIFICACIONES DE PROVEEDORES
TIPO
DE
CARNE
FECHA DE
INGRESO/HORA
LOTE EMPRESA RESPONSABLE OBSERVACIONES DEVOLUCIÓN
SI NO
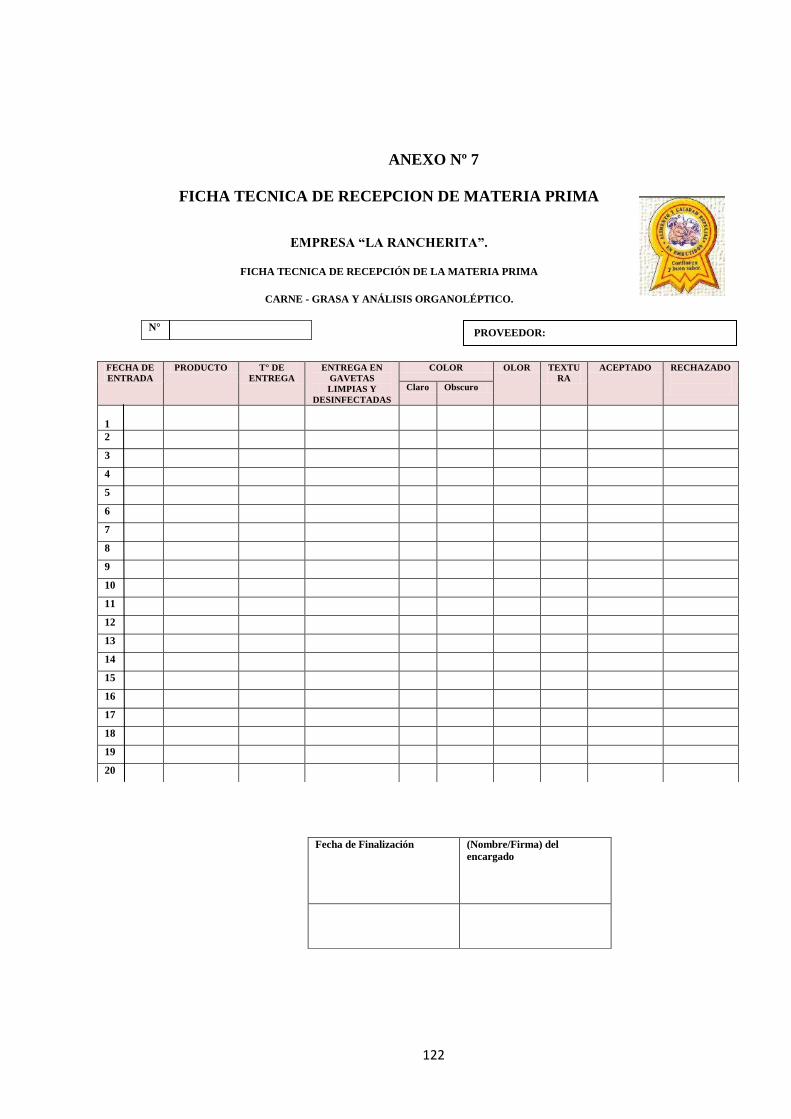
122
ANEXO Nº 7
FICHA TECNICA DE RECEPCION DE MATERIA PRIMA
EMPRESA “LA RANCHERITA”.
FICHA TECNICA DE RECEPCIÓN DE LA MATERIA PRIMA
CARNE - GRASA Y ANÁLISIS ORGANOLÉPTICO.
N°
Fecha de Finalización (Nombre/Firma) del
encargado
FECHA DE
ENTRADA
PRODUCTO T° DE
ENTREGA
ENTREGA EN
GAVETAS
LIMPIAS Y
DESINFECTADAS
COLOR OLOR TEXTU
RA
ACEPTADO RECHAZADO
Claro Obscuro
1
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
PROVEEDOR:
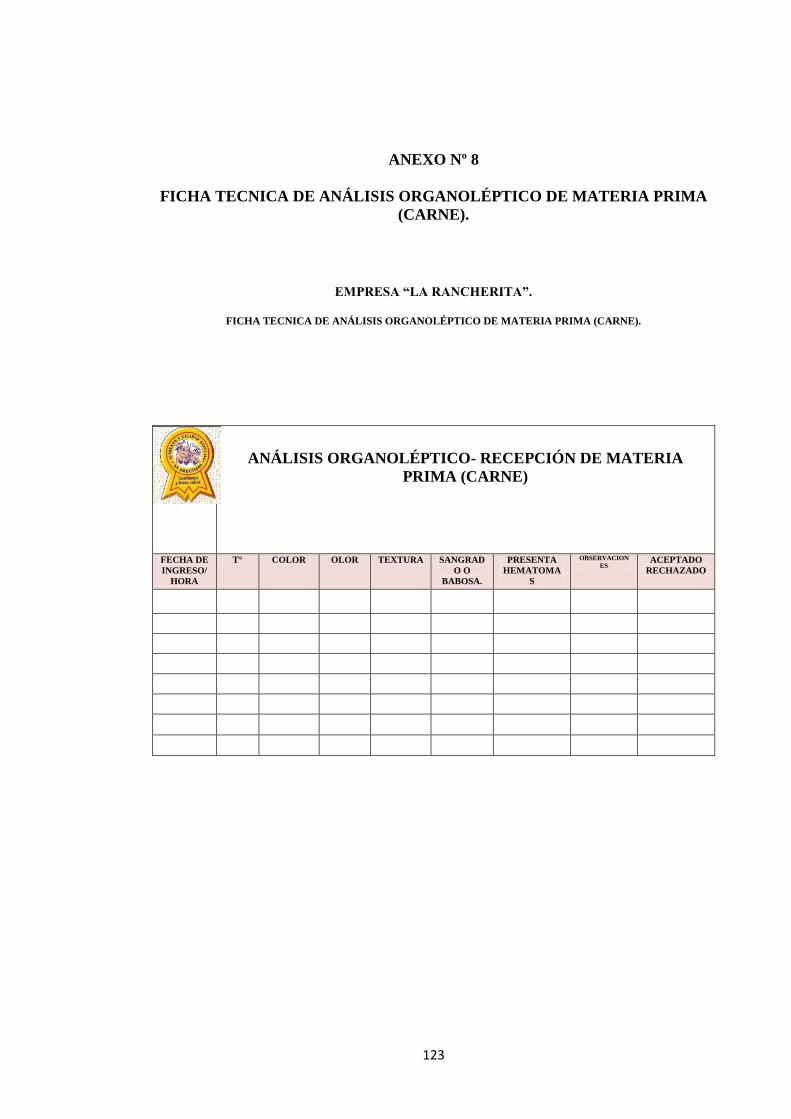
123
ANEXO Nº 8
FICHA TECNICA DE ANÁLISIS ORGANOLÉPTICO DE MATERIA PRIMA
(CARNE).
EMPRESA “LA RANCHERITA”.
FICHA TECNICA DE ANÁLISIS ORGANOLÉPTICO DE MATERIA PRIMA (CARNE).
ANÁLISIS ORGANOLÉPTICO- RECEPCIÓN DE MATERIA
PRIMA (CARNE)
FECHA DE
INGRESO/
HORA
T° COLOR OLOR TEXTURA SANGRAD
O O
BABOSA.
PRESENTA
HEMATOMA
S
OBSERVACION
ES ACEPTADO
RECHAZADO
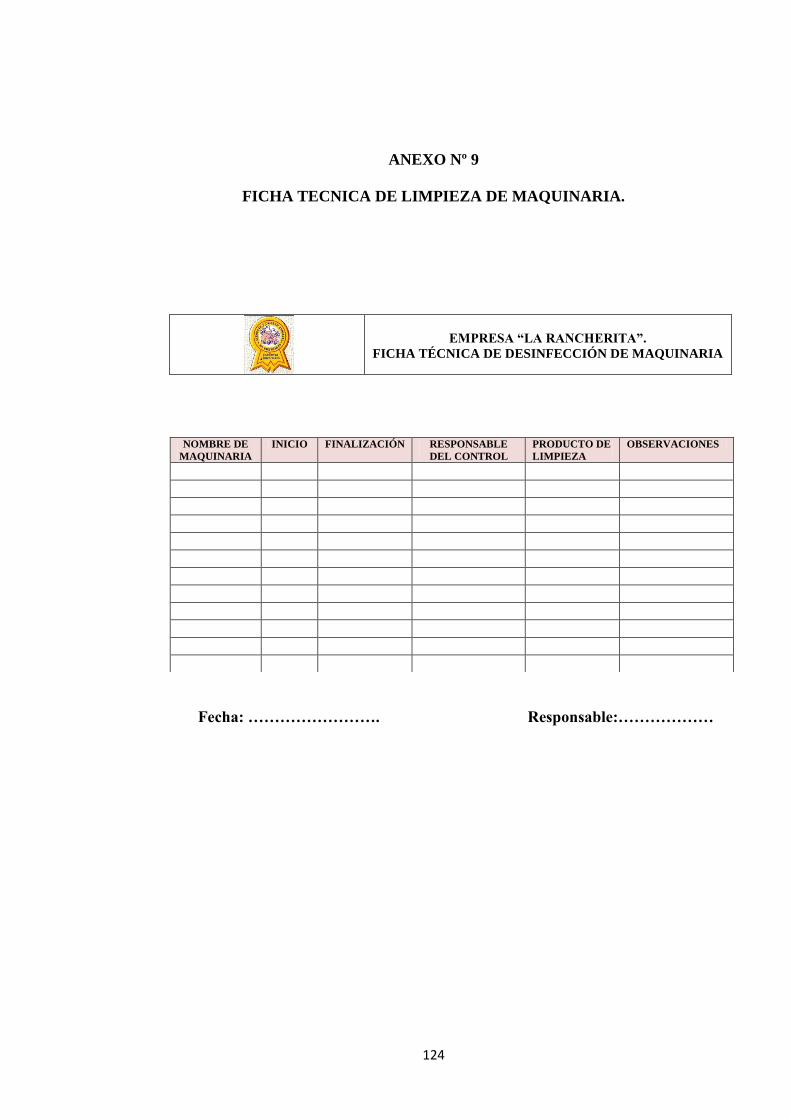
124
ANEXO Nº 9
FICHA TECNICA DE LIMPIEZA DE MAQUINARIA.
Fecha: ……………………. Responsable:………………
EMPRESA “LA RANCHERITA”.
FICHA TÉCNICA DE DESINFECCIÓN DE MAQUINARIA
NOMBRE DE
MAQUINARIA
INICIO FINALIZACIÓN RESPONSABLE
DEL CONTROL
PRODUCTO DE
LIMPIEZA
OBSERVACIONES
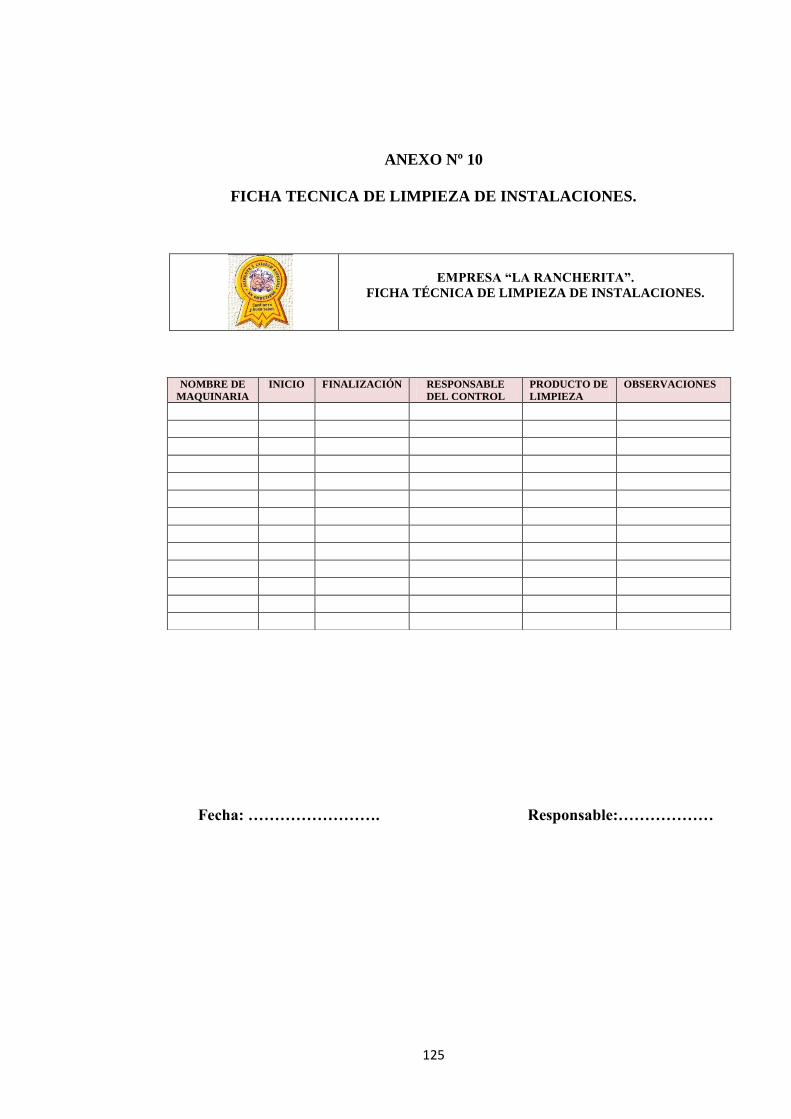
125
ANEXO Nº 10
FICHA TECNICA DE LIMPIEZA DE INSTALACIONES.
Fecha: ……………………. Responsable:………………
EMPRESA “LA RANCHERITA”.
FICHA TÉCNICA DE LIMPIEZA DE INSTALACIONES.
NOMBRE DE
MAQUINARIA
INICIO FINALIZACIÓN RESPONSABLE
DEL CONTROL
PRODUCTO DE
LIMPIEZA
OBSERVACIONES
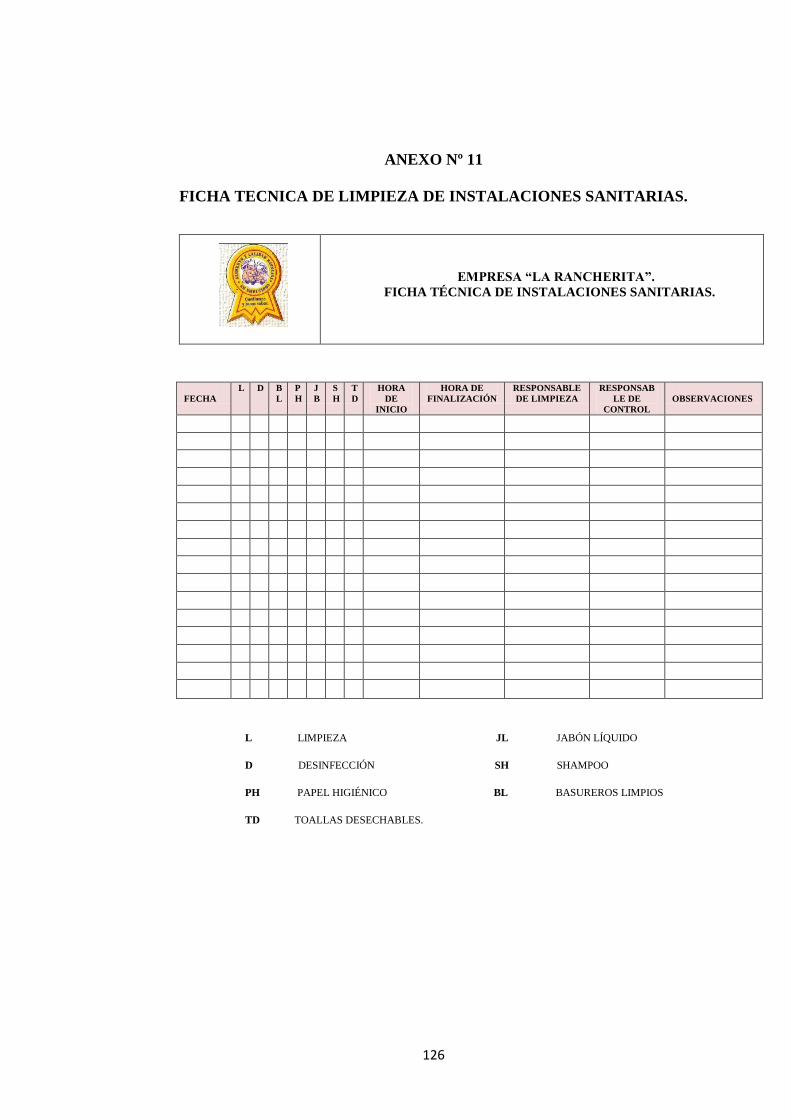
126
ANEXO Nº 11
FICHA TECNICA DE LIMPIEZA DE INSTALACIONES SANITARIAS.
EMPRESA “LA RANCHERITA”.
FICHA TÉCNICA DE INSTALACIONES SANITARIAS.
L LIMPIEZA JL JABÓN LÍQUIDO
D DESINFECCIÓN SH SHAMPOO
PH PAPEL HIGIÉNICO BL BASUREROS LIMPIOS
TD TOALLAS DESECHABLES.
FECHA
L D B
L
P
H
J
B
S
H
T
D
HORA
DE
INICIO
HORA DE
FINALIZACIÓN
RESPONSABLE
DE LIMPIEZA
RESPONSAB
LE DE
CONTROL
OBSERVACIONES
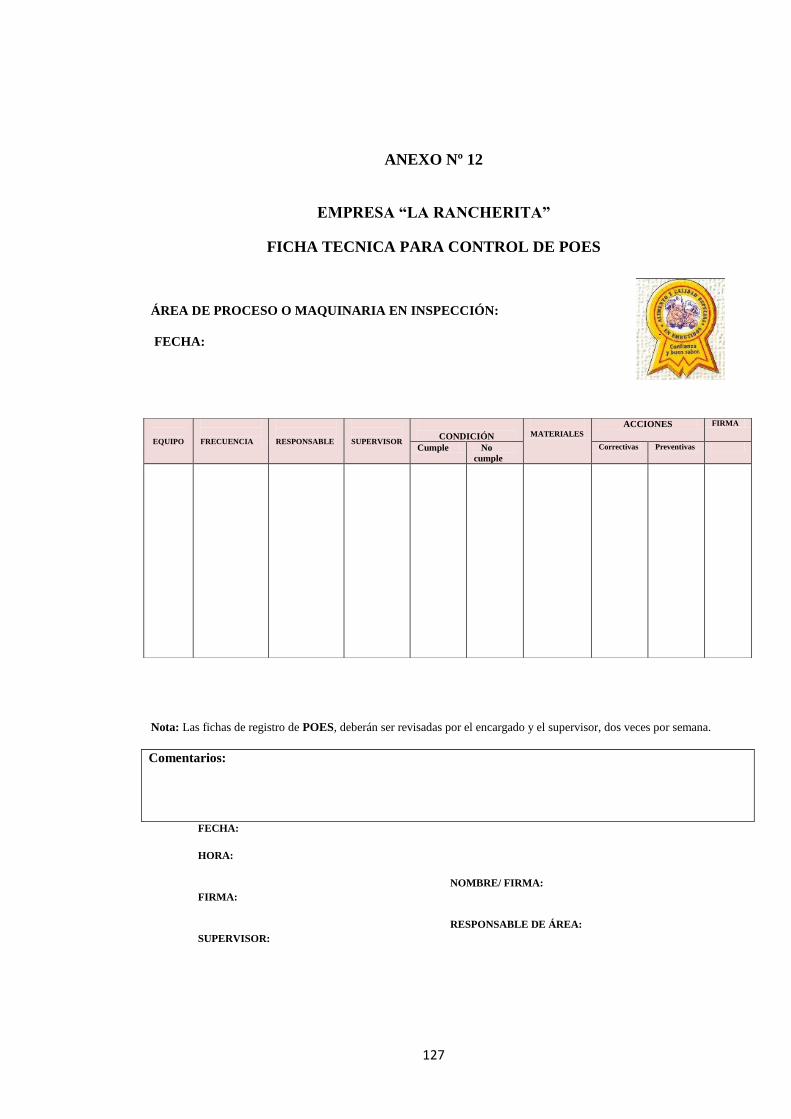
127
ANEXO Nº 12
EMPRESA “LA RANCHERITA”
FICHA TECNICA PARA CONTROL DE POES
ÁREA DE PROCESO O MAQUINARIA EN INSPECCIÓN:
FECHA:
Nota: Las fichas de registro de POES, deberán ser revisadas por el encargado y el supervisor, dos veces por semana.
Comentarios:
FECHA:
HORA:
NOMBRE/ FIRMA:
FIRMA:
RESPONSABLE DE ÁREA:
SUPERVISOR:
EQUIPO
FRECUENCIA
RESPONSABLE
SUPERVISOR
CONDICIÓN
MATERIALES
ACCIONES FIRMA
Cumple No
cumple
Correctivas Preventivas
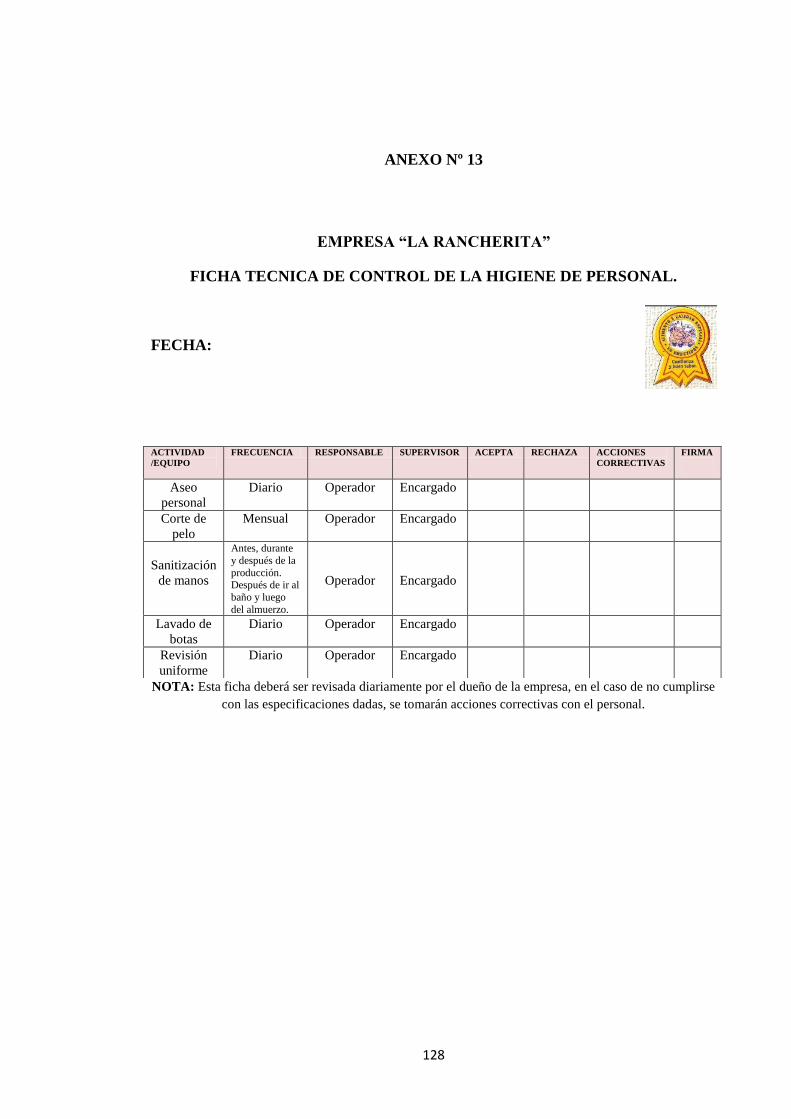
128
ANEXO Nº 13
EMPRESA “LA RANCHERITA”
FICHA TECNICA DE CONTROL DE LA HIGIENE DE PERSONAL.
FECHA:
NOTA: Esta ficha deberá ser revisada diariamente por el dueño de la empresa, en el caso de no cumplirse
con las especificaciones dadas, se tomarán acciones correctivas con el personal.
ACTIVIDAD
/EQUIPO
FRECUENCIA RESPONSABLE SUPERVISOR ACEPTA RECHAZA ACCIONES
CORRECTIVAS
FIRMA
Aseo
personal
Diario Operador Encargado
Corte de
pelo
Mensual Operador Encargado
Sanitización
de manos
Antes, durante
y después de la
producción. Después de ir al
baño y luego
del almuerzo.
Operador
Encargado
Lavado de
botas
Diario Operador Encargado
Revisión
uniforme
Diario Operador Encargado
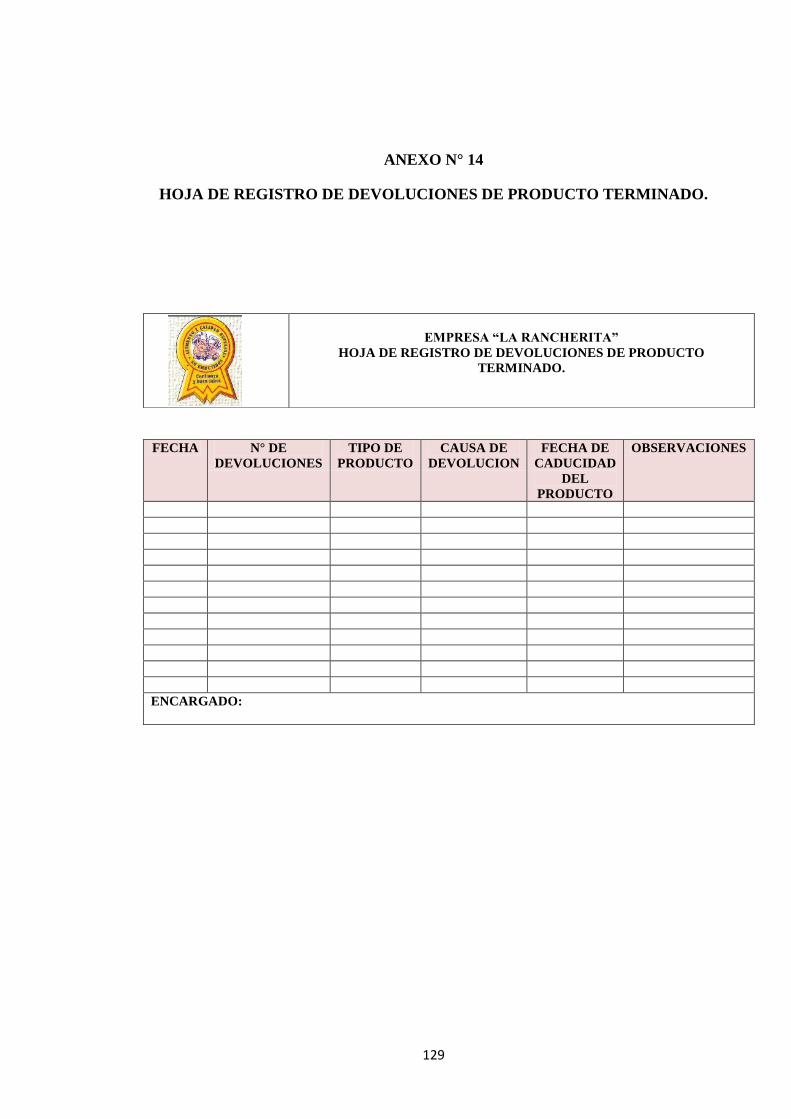
129
ANEXO N° 14
HOJA DE REGISTRO DE DEVOLUCIONES DE PRODUCTO TERMINADO.
FECHA N° DE
DEVOLUCIONES
TIPO DE
PRODUCTO
CAUSA DE
DEVOLUCION
FECHA DE
CADUCIDAD
DEL
PRODUCTO
OBSERVACIONES
ENCARGADO:
EMPRESA “LA RANCHERITA”
HOJA DE REGISTRO DE DEVOLUCIONES DE PRODUCTO
TERMINADO.
130
ANEXO N° 15
HOJA DE REGISTRO DE TEMPERATURA AMBIENTAL Y HUMEDAD
RELATIVA.
FECHA T° INICIAL HUMEDAD
INICIAL
T° FINAL HUMEDAD
FINAL
OBSERVACIONES
ENCARGADO:
EMPRESA “LA RENCHERITA”
HOJA DE REGISTRO DE TEMPREATURA Y HUMEDAD
AMBIENTAL.
131
ANEXO N° 16
HOJA DE REGISTRO DE FECHAS DE CADUCIDAD DEL PRODUCTO
TERMINADO.
EMPRESA “LA RANCHERITA”
HOJA DE REGISTRO DE FICHAS DE CADUCIDAD DEL
PRODUCTO TERMINADO.
FECHA TIPO DE
PRODUCTO
FECHA DE
CADUCIDAD
ESTADO
DEL
EMPAQUE
OBSERVACIONES
ENCARGADO:
132
ANEXO Nº 17
HOJA DE REGISTRO DE CALIBRACIÓNES.
REVISIÓN Nº 0
FECHA dd de mes de aaaa
ELABORADO Técnico/Responsable de Área
REVISADO Responsable de Área
APROBADO Director del Laboratorio XXX
APDO.
Modificaciones realizadas respecto a la revisión anterior
133
ANEXO N° 18
ETIQUETAS DE IDENTIFICACION DE MATERIA PRIMA ACEPTADA O
RECHAZADA.
134
ANEXO Nº 19
NORMA INEN 440:1984 COLORES DE IDENTIFICACION DE TUBERIAS.
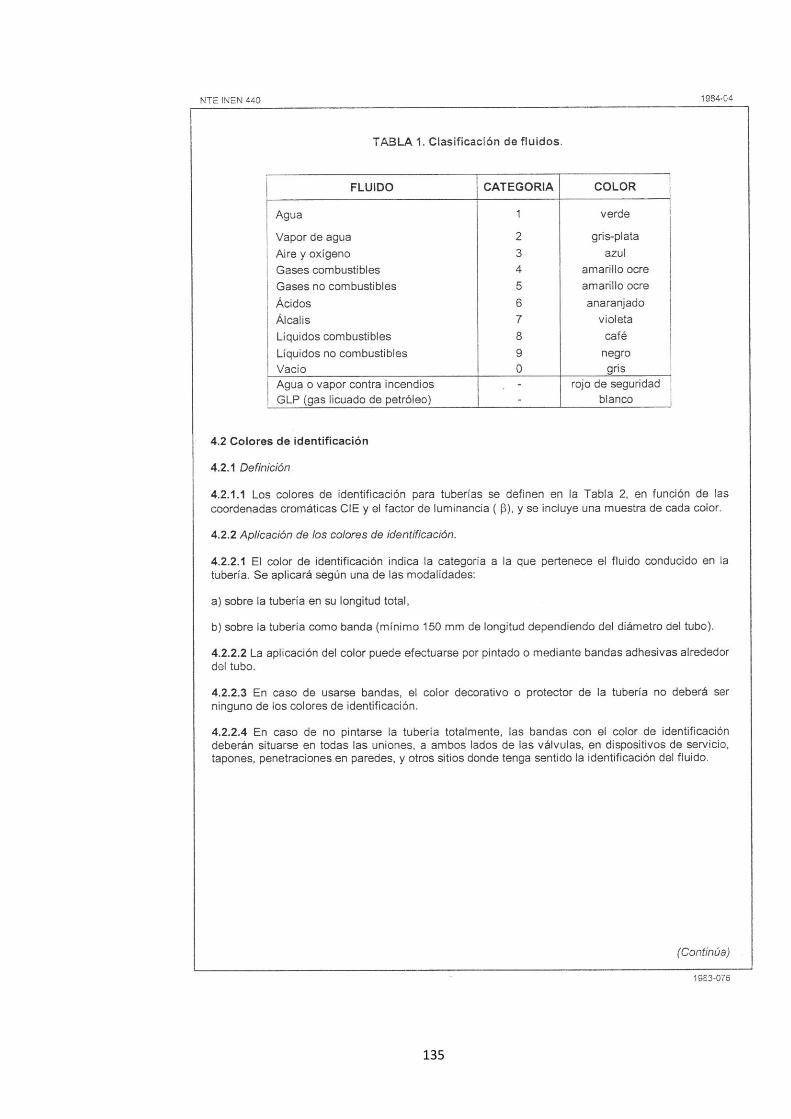
135
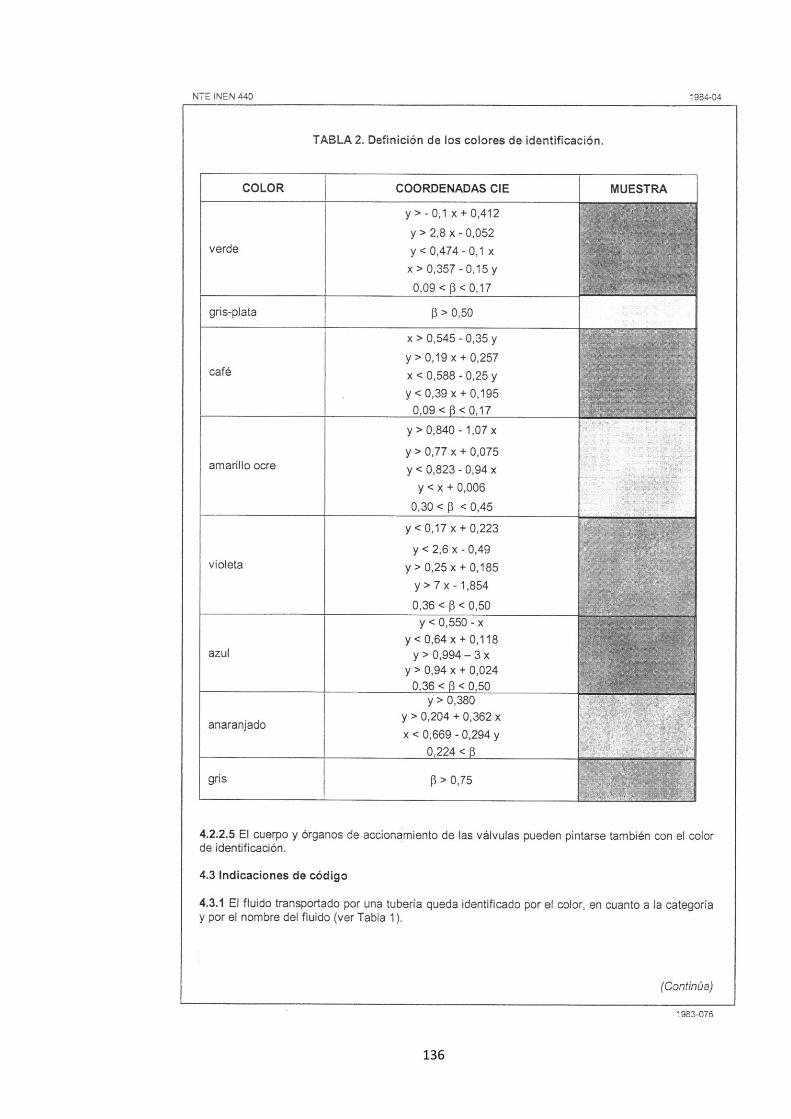
136
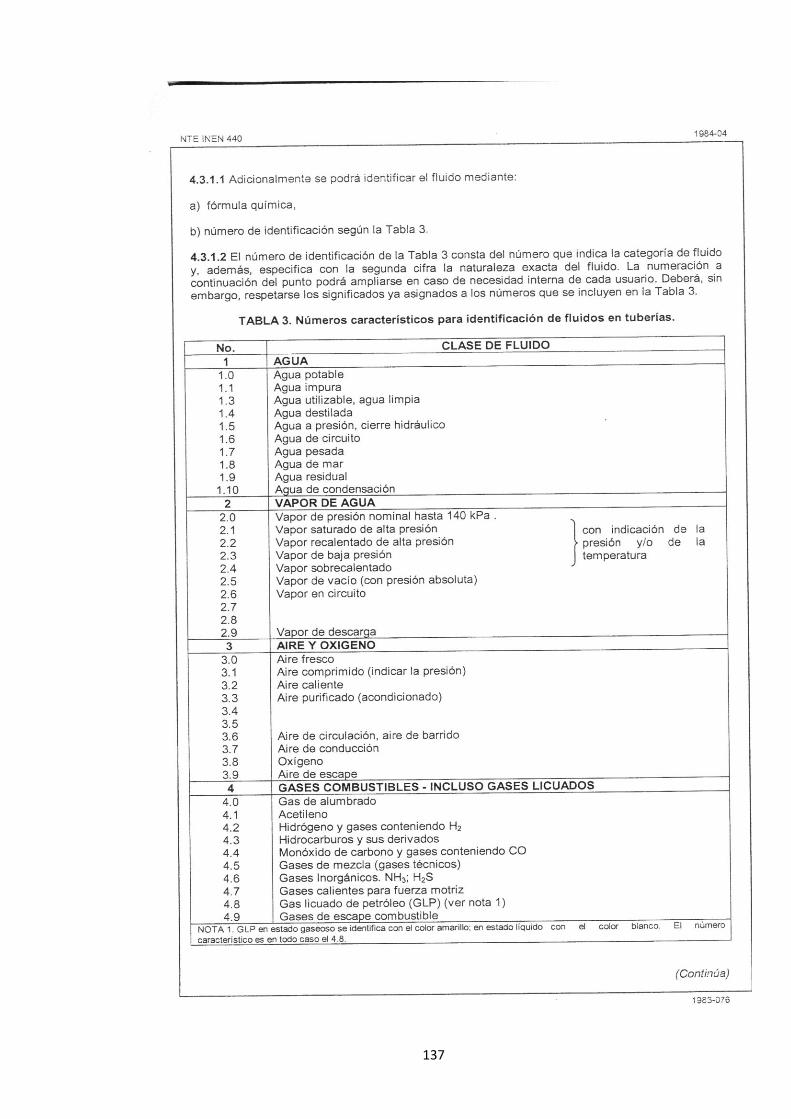
137
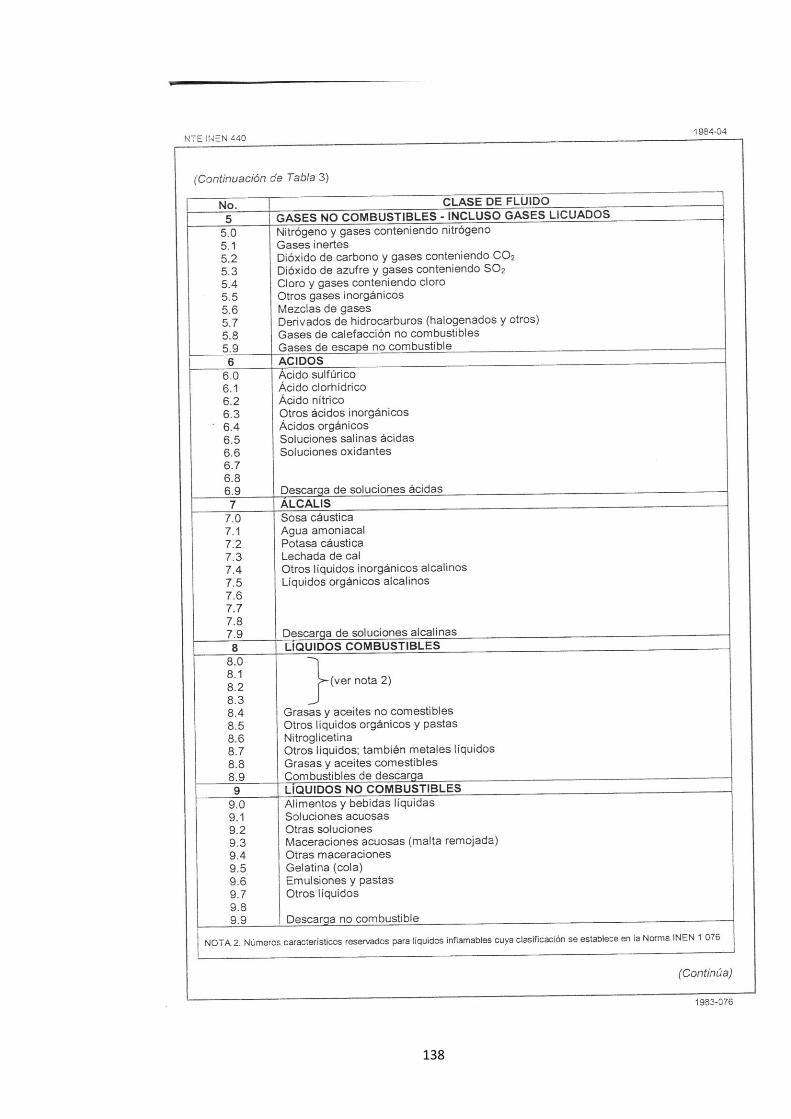
138
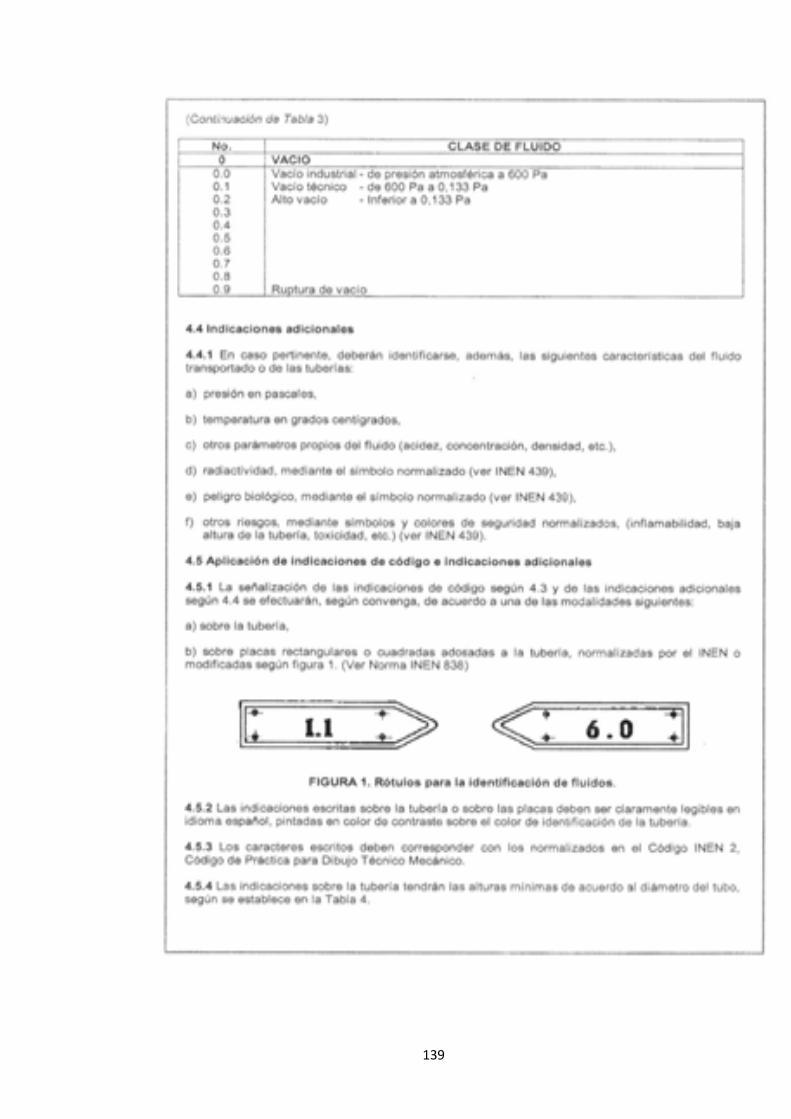
139
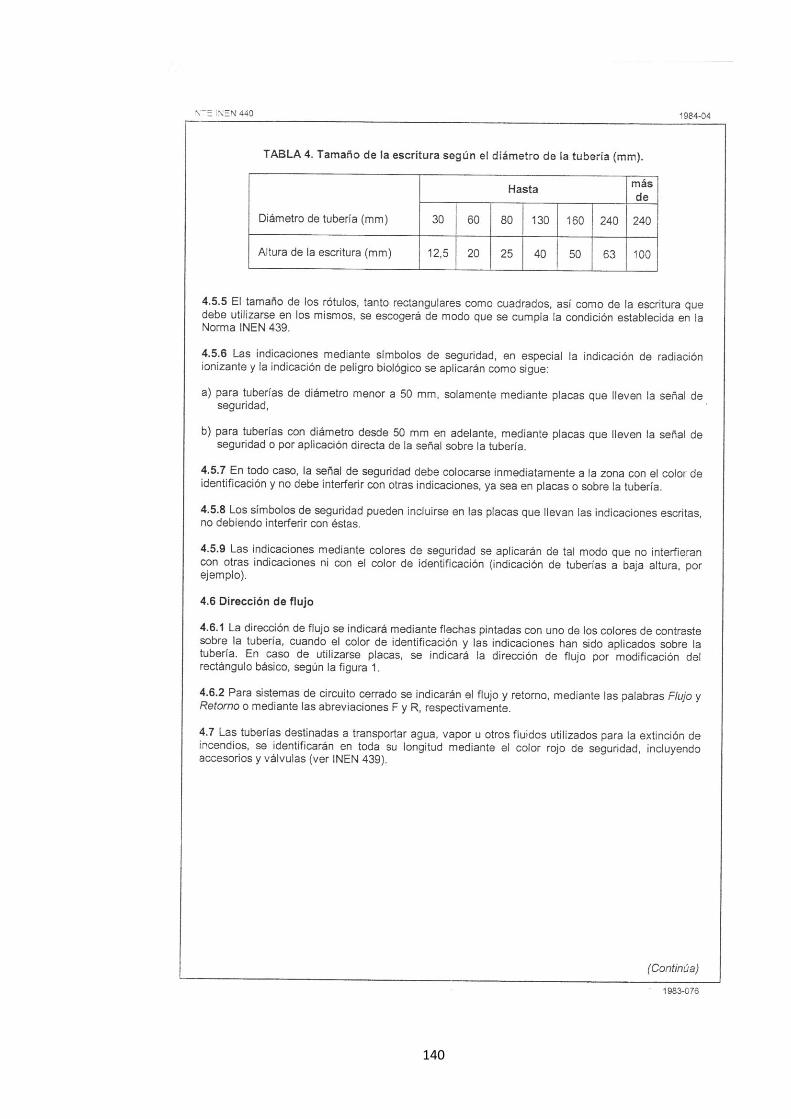
140
141
ANEXO N° 20
PREPARACIÓN DE UNA
SOLUCIÓN DE CLORO DE 20PPM.
1ppm: 10 g Hipoclorito (10%) / 1000 de agua.
1ppm: 0.01 g Hipoclorito (10%) / 1 litro de agua.
20 ppm: 0.2 g Hipoclorito (10%) / 1 litro de agua.
20 ppm: 2g Hipoclorito (10%) / 10 litros de agua.
20 ppm: 10g Hipoclorito (10%) / 50 litros de agua.
Colocar 2 gotas de cloro líquido del 10% en un litro de agua.
142
ANEXO Nº 21
FICHAS TECNICAS DE PRODUCTO DE LIMPIEZA
METAQUAT (LIMPIADOR – BACTERICIDA- FUNGICIDA – SANITIZANTE
- DESODORIZANTE.
METAQUAT
LIMPIADOR-BACTERICIDA-FUNGICIDA
SANITIZANTE-DESODORISANTE
METAQUAT: Equilibra perfectamente el poder germicida y la acción de limpieza.
Combina estas dos propiedades en una dilución de 1:64 partes de agua.
METAQUAT: Sanitiza superficies en contacto con alimentos a un nivel de 250p.p.m.
de Amonio Cuaternario activo en dilución 1:120.
METAQUAT: Es un desodorizante, no solamente mata el olor de origen bacterial, sino
que neutraliza el olor que producen los elementos químicos.
METAQUAT: Está formulado para limpiar y desinfectar superficies tales como pisos,
paredes, maderas, baldosas, azulejos y otras tipos similares de superficies duras.
METAQUAT: En cuanto a su formulación representa los últimos avances tecnológicos
en limpieza y desinfección ambiental.
METAQUAT: Es un activo fungicida en diluciones de 1:70 de agua, eliminando una
gran variedad de Hongos, entre los cuales podemos citar el Trichophyton Interdigitale,
causante del “pie de atleta” (dejar el Metaquat durante 10 minutos).
METAQUAT: No tiene olor, lo cual hace que sea el producto ideal para ser utilizado
en industrias alimenticias.
INSTRUCCIONES DE USO:
DESINFECCIÓN: Para limpiar y desinfectar paredes, suelos y otros tipos de
superficies, aplique METAQUAT, en una dilución de 1:64 de agua, aplique esta
solución sobre la superficie a limpiar.
Deje actuar durante un tiempo prudencial (5 a10 minutos) y luego enjuague con
abundante agua.
143
SANITIZACIÓN: Para reducir el nivel bacteriano a niveles seguros en superficies que
deben estar en contacto con los alimentos. Primero limpie el área con una solución de
METAQUAT de 1:64 de agua.
Posteriormente y para mantener esta zona sanitizada, aplique una solución de 1:120 de
agua. Luego enjuague.
DESODORIZACIÓN: Al utilizar METAQUAT como se ha indicado anteriormente
con fines de desinfección (dilución 1:64) METAQUAT eliminará eficazmente los olores
nocivos. METAQUAT no altera la resistencia eléctrica de los pisos conductivos de
quirófanos, etc.
METAQUAT es un excelente bactericida de uso hospitalario, en su dilución de 1:64,
comprobado en Test de dilución con Gram (+) y de Gram (-). Es efectivo contra
Estafilococo Aureo, Salmonelas y Pseudomona Aeruginosa.
METAQUAT, en dilución 1:64 es un efectivo fungicida en aplicación por 15 minutos.
ESPECIFICACIONES TÉCNICAS:
1.- Bactericida N: Alquil- dimetol- bencil- cloruro de amonio (superquats).
2.- Presentación: Líquida.
3.- Color: Azul.
4.- Olor: Característico Amonio Cuaternario.
5.- Peso específico: 0.98 1.00g/cc 23°C.
6.- PH (concentrado):12.5 13.0
7.- Materia Activa: 12.0 130.
8.- % Amonio Cuaternario: 2.8 3.5%
9.- Solventes (Aromáticos o Alifáticos): Ninguno.
10.- Temperatura de inflamación: Ninguna.
11.- Viscosidad: Como el agua.
12:- Miscibilidad: Completamente soluble en toda proporción con agua caliente o fría.
13.- Estabilidad de Almacenamiento: Normal. Mínimo 1 año.
14.-No reduce la efectividad de suelos conductores.
144
15.- Toxicidad: La dosis letal para ratas albinas es de 5.01ml/kg.
16.- Biodegradable:
PRECAUCIONES:
METAQUAT puro es alcalino y puede dañar los ojos y la piel. Se recomienda el uso de
guantes de goma y anteojos protectores al manipularlo puro. No contaminar alimentos.
Si es ingerido accidentalmente, dar gelatina, clara de huevo o agua en abundancia y
llamar al médico.
GARANTÍA:
Métodos modernos de producción y un riguroso control de laboratorio aseguran siempre
una calidad uniforme.
De esta forma, todos los productos manufacturados por SPARTAN DEL ECUADOR
S.A. están incondicionalmente garantizados para dar una completa satisfacción al
usuario.
METAQUAT tiene una excelente acción detergente y al usar Superquats como
bactericida, asegura alta tolerancia a las aguas duras (hasta 1.200ppm) elevada residuos
aniónicos (jabones 20 veces más antiguos quats) y acepta 10 veces más residuos
proteicos (sangre, etc.) de acuerdo al registro americano EPA 6836-67. Registro
Sanitario N° 5.803.
145
ANEXO Nº 22
FICHAS TECNICAS DE PRODUCTO DE LIMPIEZA
INSPECTOR`S CHOICE (DESENGRASANTE DE ESPUMA ALTO PODER
PARA AREAS DE ALIMENTACION).
Acción rápida para eliminar la grasa.
Inspectos-r Choice, es un detergente sintético concentrado formulado para penetrar,
emulsionar y eliminar, la grasa animal y vegetal, el aceite, la sangre y otras suciedades
difíciles de limpiar.
Formulado especialmente para ser utilizado en carnicerías, supermercados, plantas
procesadoras de alimentos (aves, carnes), mataderos, salas de trozados, mesas de
trozado, máquinas cortadoras, utensilios y partes de equipos.
Se usa en conjunto con el Selct-O Matic o el dispensador Foam Gum de Spartan o
cualquier otro equipo formado de espuma.
Mayor tiempo de contacto.
L espuma generada con el equipo Foam Gum de Spartan y/o Select-O Matic, permite
que el producto se adhiera por un mayor tiempo en las superficies verticales tales como
paredes, logrando una acción eficaz del producto. También mejora el tiempo de
contacto en aquellas superficies donde se escurren lo líquidos.
Preocupado de no alterar el medio ambiente.
Inspector-s Choice no contienen ingredientes que dañen el medio ambiente, es libre de
fosfatos y biodegradable.
Versátil.
Inspector-s Choice, trabaja bien con agua caliente o fría, dura o blanda. Contiene un
ingrediente especial” reforzador” que ablanda las aguas demasiado duras.
Seguro sobre superficies.
Seguro al ser usado sobres superficies que son lavables, Inspector-s Choice contiene un
inhibidor de corrosión para proteger el metal. No remueve las pinturas ni adhesivos.
Autorizado por USDA.
Inspector-s Choice está clasificado “Al” por el U.S Departament of Agriculture USDA,
para ser usado sobre todas las superficies en plantas faenadoras de pollos y carnes,
inspeccionados federalmente.
146
Use Inspector-s Choice efectivamente en las siguientes áreas:
Frigoríficos, Desposte, Embalaje de carnes, Carnicerías, Mataderos, Panaderías,
Productores de leche y quesos, Plantas procesadoras de aves, Procesadoras de cereales,
Procesadoras de pescados, Cervecerías, Conserveras, Cías, Embotelladoras, Camiones
refrigerados, Banqueteros, Cafeterías, Locales de comida rápida, Restaurantes, etc.
Instrucciones de uso con Foam Gum o Select- O- Matic:
1.- Elimine los restos de alimentos sólidos.
2.- Asegúrese que el piso esté seco.
3.- Retire o cubra todos los alimentos.
4.- Retire o raspe las capas gruesas de suciedad de las superficies y equipos.
5.- Llene la botella de Foam Gum con Inspector-s Choice. Inserte la válvula
dosificadora para tener una dilusión de 1:40. Atornille la boquilla a la tapa. Conecte la
manguera de Foam Gum al agua caliente o fría. En caso de usar Select- O- Mátic,
introduzca la manguera dosificadora en el envase de Inspctor-s Choice, así está listo
para lavar.
6.- Aplique Inspector-s Choice sobre todas las superficies lavables y déjelo actuar por 5
minutos. Restriegue con escobilla si es necesario. No deje que la espuma se seque.
7.- Enjuague usando agua caliente o fría a presión o manguera normal.
8.- Deje que la superficie se seque con el aire. Elimine el exceso de agua de las mesas y
otros equipos movibles.
Uso general:
1. Elimine los restos de sólidos.
2. Diluya Inspector-s Choice 1:40 en agua caliente o fría.
3. Aplique a la superficie usando copa, spray, esponja o paño.
4. Restriegue con esponja abrasiva o cepillo para remover las acumulaciones
pesadas de aceite vegetal, grasa animal, sangre, etc.
5. Enjuague la superficie limpiada.
Para limpiar utensilios, filtros, partes de equipos:
1.- Diluya Inspector-s Choice 1:20 en agua caliente o fría en un balde.
2.- Cepille o restriegue con esponja abrasiva.
147
3.- Enjuague.
Una vez utilizado Inspector-s Choice, se recomienda la segunda etapa del programa de
limpieza, consistente en la sanitización de las áreas tratadas con los productos
específicos tales como Clorospar 62, Sani-T-10, Yodospar 0.3, de acuerdo a las
necesidades específicas y recomendación de nuestro representante de venta.
PRIMEROS AUXILIOS:
OJOS: En caso de CONTACTO OCULAR, lavar con abundante agua por 15 minutos.
Consulte al médico.
PIEL: En caso de CONTACTO DÉRMICO lave con bastante agua. Si existe la
irritación, consulte al médico.
EN CASO DE INGESTIÓN: No induzca vómitos. De a beber abundante cantidad de
agua o leche, consulte a un médico inmediatamente.
ESPECIFICACIONES TÉCNICAS:
Ingredientes activos: 13.0-15.0%
Gravedad específica a 24°C: 1.05-1.07%
PH (concentrado): 12.8- 13.5%
Alcalinidad: 2.0- 3.0%
Punto de inflamación (ASTMD-92): No tiene
Solventes: No tiene
Solubilidad: Totalmente soluble en agua
fría o caliente.
Estabilidad de almacenamiento: a) normal (a 24°C): mínimo
1 año
b) acelerada(a 49°C) mínimo
3 meses
Biodegradabilidad: Biodegradable
Contenido de butiglicol: No contiene
148
Libre de fosfatos: Si
Autorizado su uso por el USDA: Si
MANTENGA FUERA DEL ALCANCE DE LOS NIÑOS.
MANTENGA EL ENVASE ORIGINAL CERRADO.
GARANTÍA:
Métodos modernos de producción y un riguroso control de laboratorio aseguran siempre
una calidad uniforme. De esta forma, todos los productos manufacturados por Spartan,
están incondicionalmente garantizados para dar completa satisfacción al usuario.
149
ANEXO Nº 23
FICHAS TECNICAS DE PRODUCTO DE LIMPIEZA
CHLORINATED DEGREASER (ESPUMA DESENGRASANTE BASE
CLORADA).
CHLORINATED DEGREASER
ESPUMA DESENGRASANTE BASE CLORADA
DESCRIPCIÓN:
Líquido concentrado para trabajos pesados, formulado con agentes blanqueadores y una
elevada alcalinidad para aumentar el poder de limpieza y remover rápidamente manchas
de aceites, grasas proteinadas, carbón, manchas de sangre, etc., de pisos, paredes y
equipos de proceso en plantas procesadoras de alimentos.
COMPOSICIÓN:
CHLORINATED DEGREASER, está compuesto a base de hipoclorito de sodio,
estabilizadores de cloro, inhibidores de corrosión, Silicatos para mayor protección de
superficies metálicas, agentes alcalinizantes. No contiene butil, colorantes, perfume, no
es inflamable, no contiene VOC (compuestos orgánicos volátiles), no contiene
ingredientes perjudiciales para el medio ambiente. Contiene Surfactantes
biodegradables. Es seguro para ser usado en superficies de acero galvanizado, aluminio
y acero inoxidable.
ESPECIFICACIONES TÉCNICAS:
Aspecto físico: Líquido transparente
Color: Amarillento
Olor: Clorado
Total Ingredientes Activos: 17.0-19.0%
Gravedad específica: 1.08-1.10 a 24°C.
PH concentrado: 13.0- 13.8
% Cloro disponible: 4.55.5%
Inflamable: No
150
Solventes: Ninguno.
Miscibilidad: En toda proporción de agua fría o caliente.
Estabilidad: Normal a 24°C Mínimo 1 año.
INSTRUCCIONES DE USO:
Mezcle 1 parte del producto en 20 0 50 partes de agua, según el caso, dejarlo actuar por
lo menos 5 minutos, luego enjuague a presión. Para sanitizar utilice ACID SANITIZER
o SANI-T-10.
APLICACIONES:
Empacadoras de camarón Empacadoras de pollo
Empacadoras de pescado Empacadoras de carne
Procesadoras de queso y Cervecerías, etc.
leche y huevos.
VERSÁTIL:
CHLORINATED DEGREASER, es seguro para ser utilizado en aluminio, acero,
bandas plásticas con incisiones, etc. El producto trabaja bien en agua fría o caliente,
blanda o dura, ya que contiene un ingrediente especial de elevada potencia que
neutraliza hasta el agua más dura.
PRIMEROS AUXILIOS:
En caso de contacto ocular: Lavar con abundante agua por 15 minutos.
Si la irritación persiste, consulte inmediatamente al especialista.
En caso de contacto dérmico: Enjuagar con abundante agua. Si hay irritación
consultar al médico.
En caso de ingestión: No inducir al vómito. Dar a beber gran cantidad de agua.
Consultar con el médico.
PRECAUCIONES:
*Mantener fuera del alcance de los niños.
151
*Mantener en lugar seco y fresco.
*Mantener los envases bien cerrados e identificados.
GARANTÍA:
Métodos modernos de producción y un riguroso control de laboratorio aseguran siempre
una calidad uniforme.
De esta forma todos los productos manufacturados por SPARTAN DEL ECUADOR,
están incondicionalmente garantizados para dar completa satisfacción al usuario.
152
ANEXO Nº 24
FICHAS TECNICAS DE PRODUCTO DE LIMPIEZA
JABON LÍQUIDO ANTIBACTERIAL.
Jabón líquido para manos y piel con acción dual, es decir, limpiador y sanitizante en un
solo paso. Especialmente diseñado para reducir potencialmente las enfermedades
causadas por bacterias y prevenir contaminación cruzada por contacto con las manos. Es
usada para la industria alimenticia, hospitalaria, áreas de servicios de alimentos y para
manipulación de los mismos.
Los emolientes que contienen en su formulación contribuyen para la protección,
suavidad y humectación de la piel. Libre de fragancia.
EFICACIA:
JABÓN LÍQUIDO ANTIBACTERIAL ayuda a prevenir el desarrollo de gérmenes e
infecciones cruzadas, la cual es extremadamente importante en industrias alimenticias y
hospitalarias. Para impedir el desarrollo de las bacterias, esta fórmula sanitizante
incluye ingredientes potentes contra gérmenes. Ha sido autorizado por USDA como
“E2” para sanitizante de manos.
JABÓN LÍQUIDO ANTIBACTERIAL tiene algunas pruebas contra Staphylococcus
aureus y Salmonella Typhi acorde a los métodos da la “AOAC de Cloro (disponible) y
de las concentraciones equivalentes a Desinfectantes Germicidas”.
JABÓN LÍQUIDO ANTIBACTERIAL contiene detergentes que son suaves para la piel
y no deja las manos agrietadas a pesar de haberlo usado repetidas veces.
APLICACIONES:
. Plantas procesadoras de alimentos.
. Plantas procesadoras de carnes y aves.
. Restaurantes.
.Cafeterías.
.Hospitales.
. Laboratorios.
153
RECOMENDACIONES DE USO:
. Humedecer las manos y antebrazos con agua.
. Aplicar el limpiador en la palma de la mano más o menos 5ml. Aproximadamente.
. Restregar las manos (inclusive cutículas, dedos y muñecas), vigorosamente por 60
segundos.
.Enjuagar las manos con abundante agua para remover todo el limpiador.
. Repetir la operación al entran nuevamente a la zona de producción.
. Secar completamente. (Si el secado es insuficiente, puede producirse agrietamiento de
la piel).
Este producto puede colocarse en jaboneras, dispensar para una apropiada dosificación.
Deben ser ubicados a la entrada de las áreas de producción, distante de las mesas o áreas
de procesamiento para evitar la contaminación causal de la producción.
INGRADIENTES ACTIVOS:
. Cloruro de alquil dimetil bencil amonio 1,25%.
. Cloruro de alquil dimetil etilbencil amonio 1,25%.
. Desinfectantes y Antisépticos 1,49%.
. Agua, detergentes, emolientes y suavizantes 93,51%.
ESPECIFICACIONES TÉCNICAS:
. Aspecto : Líquido Viscoso.
.Color : Incoloro.
. Olor : Característico a Amonio Cuaternario.
. PH (concentrado) : 6.0- 7.0.
. Gravedad Específica : 0,99- 1,00.
. % Brix : 10.0-12.0
154
. Enjuagabilidad : Excelente con agua.
. Estabilidad : Normal a 24°C: 2 años.
Acelerada a 24°C: 2 meses mínimo.
. Libre de fosfatos.
PRECAUCIONES:
. Causa irritación a los ojos. En caso de contacto con los ojos, lave inmediatamente con
agua durante 10 a 15 minutos. Remueva las lentillas de contacto.
. Es dañino si es ingerido, tome inmediatamente grandes cantidades de agua.
Llamar al médico inmediatamente.
. No permita que el producto tenga contacto con los alimentos.
. En caso que caiga en la ropa, remueva y lave antes de usarla de nuevo.
. Deje de usar si aparecen síntomas de irritación o erupción de la piel.
GARANTÍA:
Métodos modernos de producción y un riguroso control de laboratorio aseguran siempre
una calidad uniforme. De esta forma todos los productos manufacturados por SPARTN
DEL ECUADOR, están incondicionalmente garantizados para dar completa satisfacción
al usuario.
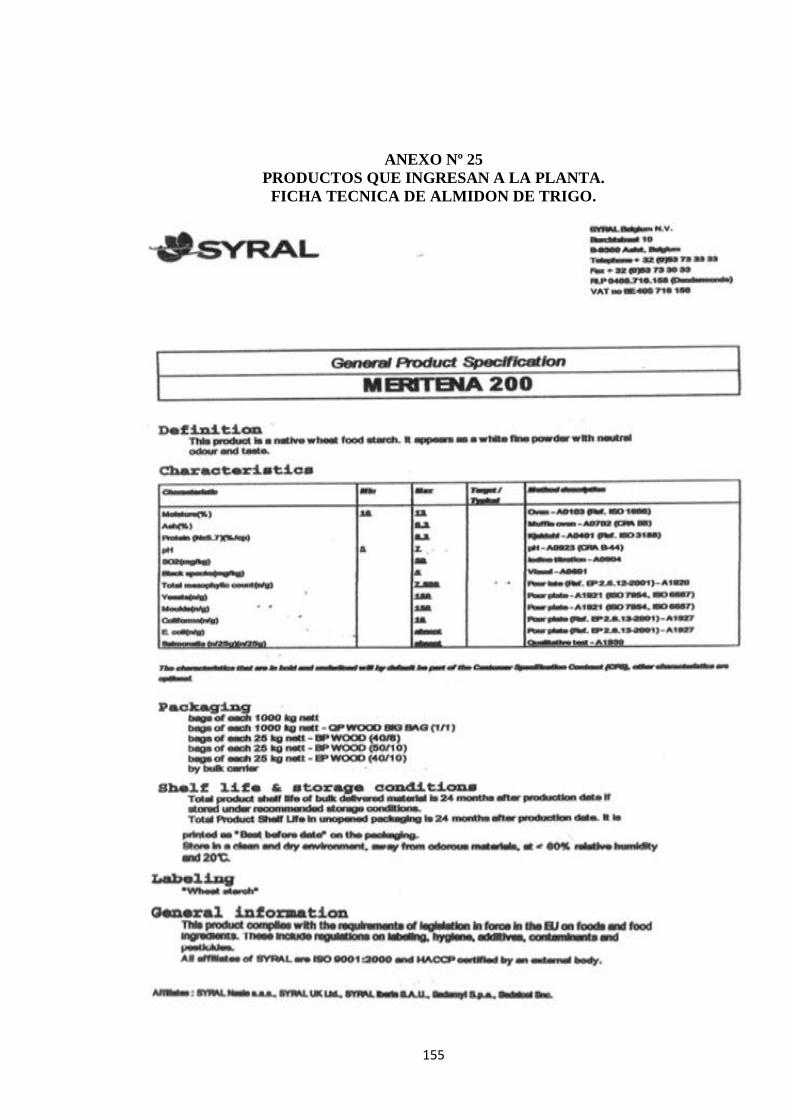
155
ANEXO Nº 25
PRODUCTOS QUE INGRESAN A LA PLANTA.
FICHA TECNICA DE ALMIDON DE TRIGO.
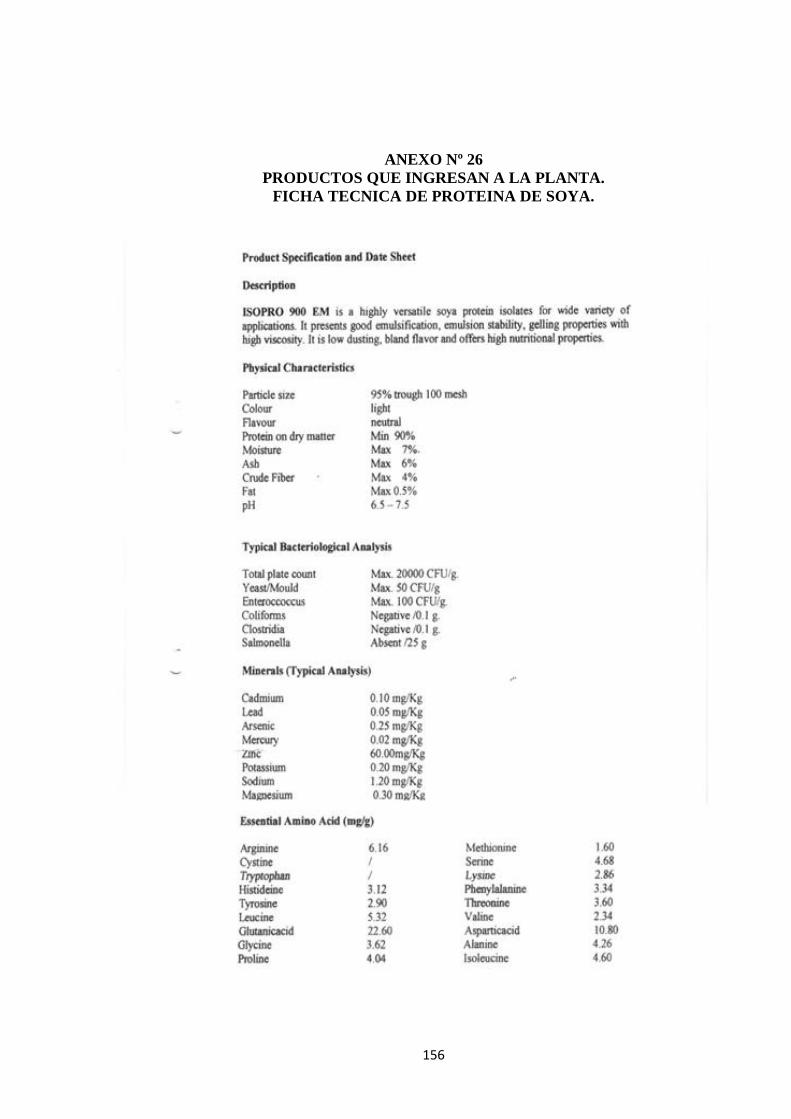
156
ANEXO Nº 26
PRODUCTOS QUE INGRESAN A LA PLANTA.
FICHA TECNICA DE PROTEINA DE SOYA.
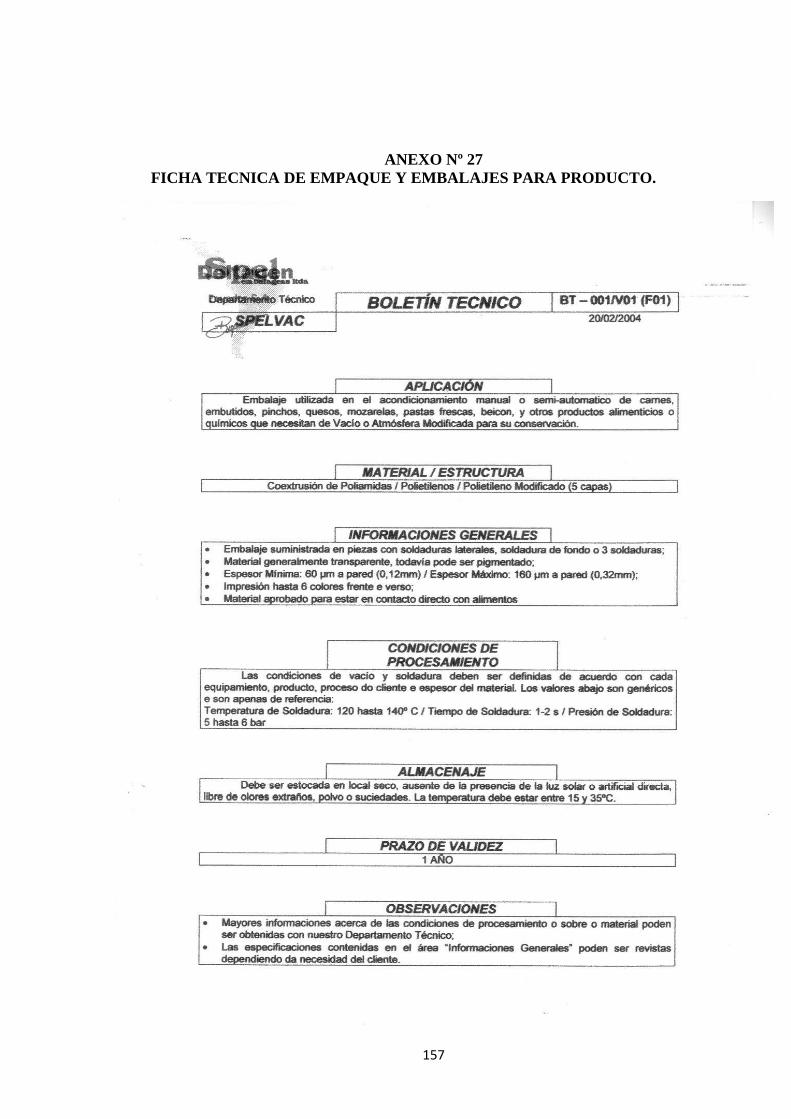
157
ANEXO Nº 27 FICHA TECNICA DE EMPAQUE Y EMBALAJES PARA PRODUCTO.
158
ANEXO Nº 28 FICHA TECNICA DE GRASA NO TOXICA PARA LUBRICACION DE
MAQUINARIA.
159
ANEXO Nº 29
FICHA TECNICA DE ACEITE PARA LUBRICACION DE MAQUINARIA
TIPO GRADO ALIMENTICIO.
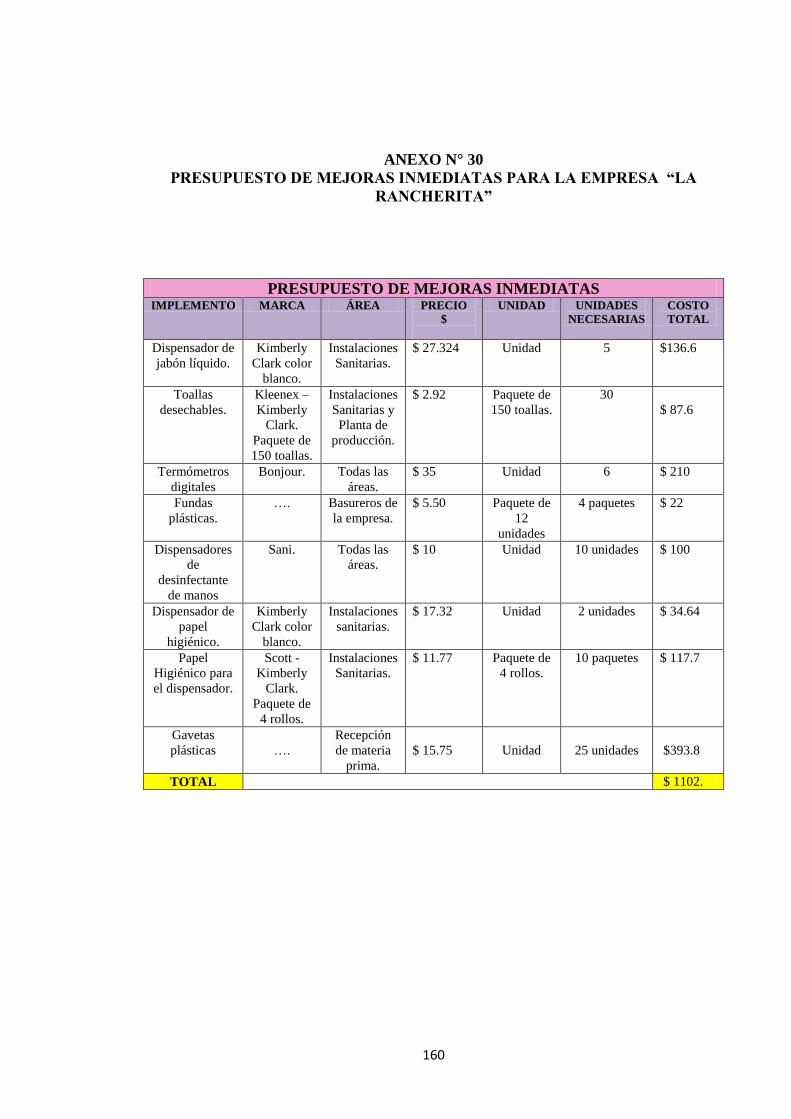
160
ANEXO N° 30 PRESUPUESTO DE MEJORAS INMEDIATAS PARA LA EMPRESA “LA
RANCHERITA”
PRESUPUESTO DE MEJORAS INMEDIATAS IMPLEMENTO MARCA ÁREA PRECIO
$
UNIDAD UNIDADES
NECESARIAS
COSTO
TOTAL
Dispensador de
jabón líquido.
Kimberly
Clark color
blanco.
Instalaciones
Sanitarias.
$ 27.324 Unidad 5 $136.6
Toallas
desechables.
Kleenex –
Kimberly
Clark.
Paquete de
150 toallas.
Instalaciones
Sanitarias y
Planta de
producción.
$ 2.92 Paquete de
150 toallas.
30
$ 87.6
Termómetros
digitales
Bonjour. Todas las
áreas.
$ 35 Unidad 6 $ 210
Fundas
plásticas.
…. Basureros de
la empresa.
$ 5.50 Paquete de
12
unidades
4 paquetes $ 22
Dispensadores
de
desinfectante
de manos
Sani. Todas las
áreas.
$ 10 Unidad 10 unidades $ 100
Dispensador de
papel
higiénico.
Kimberly
Clark color
blanco.
Instalaciones
sanitarias.
$ 17.32 Unidad 2 unidades $ 34.64
Papel
Higiénico para
el dispensador.
Scott -
Kimberly
Clark.
Paquete de
4 rollos.
Instalaciones
Sanitarias.
$ 11.77 Paquete de
4 rollos.
10 paquetes $ 117.7
Gavetas
plásticas
….
Recepción
de materia
prima.
$ 15.75
Unidad
25 unidades
$393.8
TOTAL $ 1102.
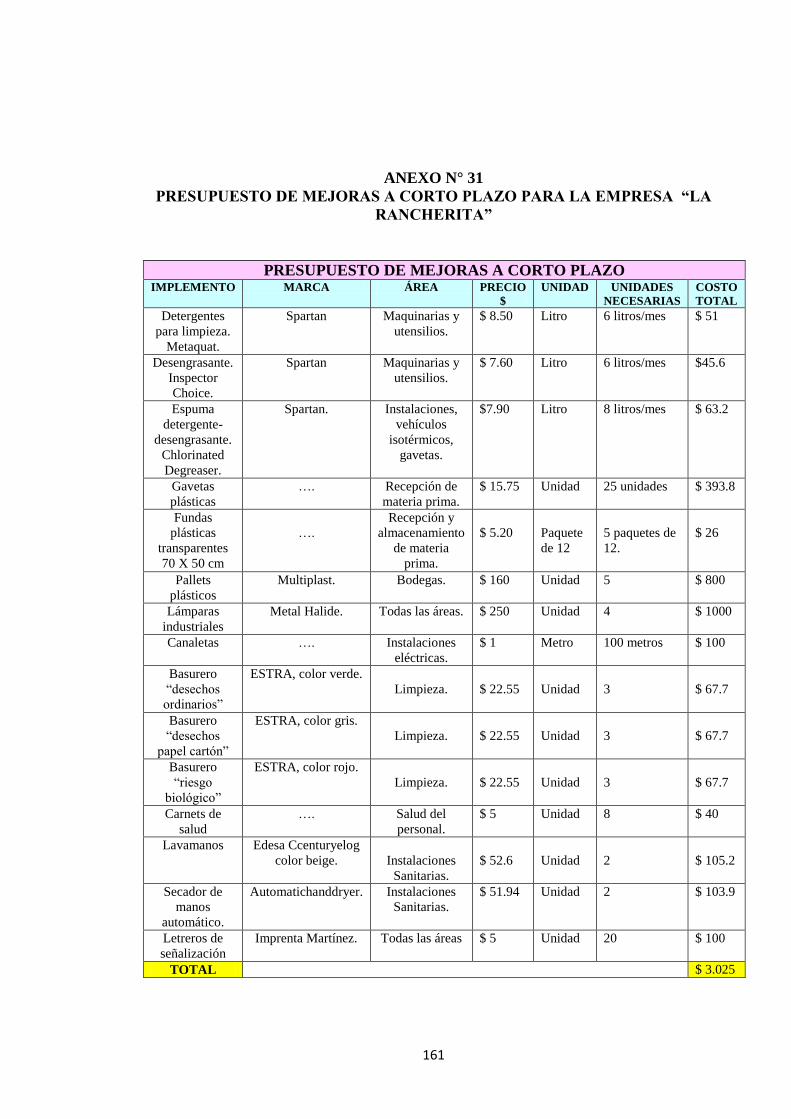
161
ANEXO N° 31
PRESUPUESTO DE MEJORAS A CORTO PLAZO PARA LA EMPRESA “LA
RANCHERITA”
PRESUPUESTO DE MEJORAS A CORTO PLAZO IMPLEMENTO MARCA ÁREA PRECIO
$
UNIDAD UNIDADES
NECESARIAS
COSTO
TOTAL
Detergentes
para limpieza.
Metaquat.
Spartan Maquinarias y
utensilios.
$ 8.50 Litro 6 litros/mes $ 51
Desengrasante.
Inspector
Choice.
Spartan Maquinarias y
utensilios.
$ 7.60 Litro 6 litros/mes $45.6
Espuma
detergente-
desengrasante.
Chlorinated
Degreaser.
Spartan. Instalaciones,
vehículos
isotérmicos,
gavetas.
$7.90 Litro 8 litros/mes $ 63.2
Gavetas
plásticas
…. Recepción de
materia prima.
$ 15.75 Unidad 25 unidades $ 393.8
Fundas
plásticas
transparentes
70 X 50 cm
….
Recepción y
almacenamiento
de materia
prima.
$ 5.20
Paquete
de 12
5 paquetes de
12.
$ 26
Pallets
plásticos
Multiplast. Bodegas. $ 160 Unidad 5 $ 800
Lámparas
industriales
Metal Halide. Todas las áreas. $ 250 Unidad 4 $ 1000
Canaletas …. Instalaciones
eléctricas.
$ 1 Metro 100 metros $ 100
Basurero
“desechos
ordinarios”
ESTRA, color verde.
Limpieza.
$ 22.55
Unidad
3
$ 67.7
Basurero
“desechos
papel cartón”
ESTRA, color gris.
Limpieza.
$ 22.55
Unidad
3
$ 67.7
Basurero
“riesgo
biológico”
ESTRA, color rojo.
Limpieza.
$ 22.55
Unidad
3
$ 67.7
Carnets de
salud
…. Salud del
personal.
$ 5 Unidad 8 $ 40
Lavamanos Edesa Ccenturyelog
color beige.
Instalaciones
Sanitarias.
$ 52.6
Unidad
2
$ 105.2
Secador de
manos
automático.
Automatichanddryer. Instalaciones
Sanitarias.
$ 51.94 Unidad 2 $ 103.9
Letreros de
señalización
Imprenta Martínez. Todas las áreas $ 5 Unidad 20 $ 100
TOTAL $ 3.025
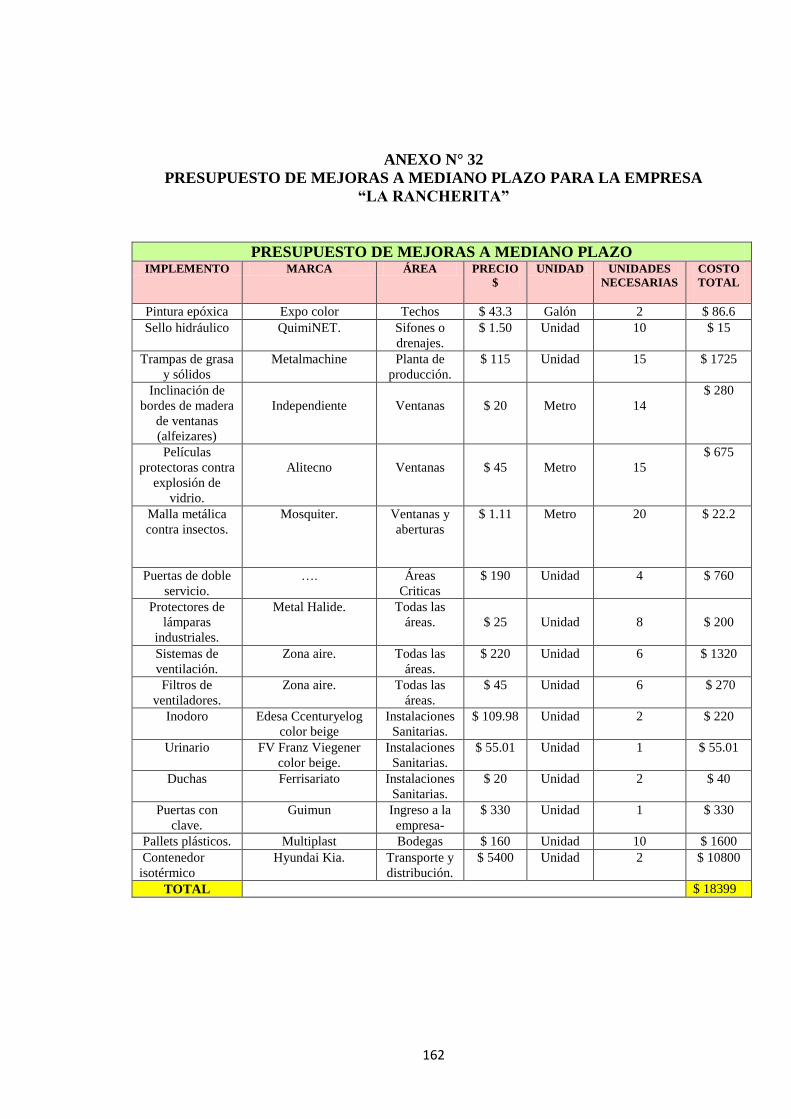
162
ANEXO N° 32
PRESUPUESTO DE MEJORAS A MEDIANO PLAZO PARA LA EMPRESA
“LA RANCHERITA”
PRESUPUESTO DE MEJORAS A MEDIANO PLAZO IMPLEMENTO MARCA ÁREA PRECIO
$
UNIDAD UNIDADES
NECESARIAS
COSTO
TOTAL
Pintura epóxica Expo color Techos $ 43.3 Galón 2 $ 86.6
Sello hidráulico QuimiNET. Sifones o
drenajes.
$ 1.50 Unidad 10 $ 15
Trampas de grasa
y sólidos
Metalmachine Planta de
producción.
$ 115 Unidad 15 $ 1725
Inclinación de
bordes de madera
de ventanas
(alfeizares)
Independiente
Ventanas
$ 20
Metro
14
$ 280
Películas
protectoras contra
explosión de
vidrio.
Alitecno
Ventanas
$ 45
Metro
15
$ 675
Malla metálica
contra insectos.
Mosquiter. Ventanas y
aberturas
$ 1.11 Metro 20 $ 22.2
Puertas de doble
servicio.
…. Áreas
Criticas
$ 190 Unidad 4 $ 760
Protectores de
lámparas
industriales.
Metal Halide. Todas las
áreas.
$ 25
Unidad
8
$ 200
Sistemas de
ventilación.
Zona aire. Todas las
áreas.
$ 220 Unidad 6 $ 1320
Filtros de
ventiladores.
Zona aire. Todas las
áreas.
$ 45 Unidad 6 $ 270
Inodoro Edesa Ccenturyelog
color beige
Instalaciones
Sanitarias.
$ 109.98 Unidad 2 $ 220
Urinario FV Franz Viegener
color beige.
Instalaciones
Sanitarias.
$ 55.01 Unidad 1 $ 55.01
Duchas Ferrisariato Instalaciones
Sanitarias.
$ 20 Unidad 2 $ 40
Puertas con
clave.
Guimun Ingreso a la
empresa-
$ 330 Unidad 1 $ 330
Pallets plásticos. Multiplast Bodegas $ 160 Unidad 10 $ 1600
Contenedor
isotérmico
Hyundai Kia. Transporte y
distribución.
$ 5400 Unidad 2 $ 10800
TOTAL $ 18399
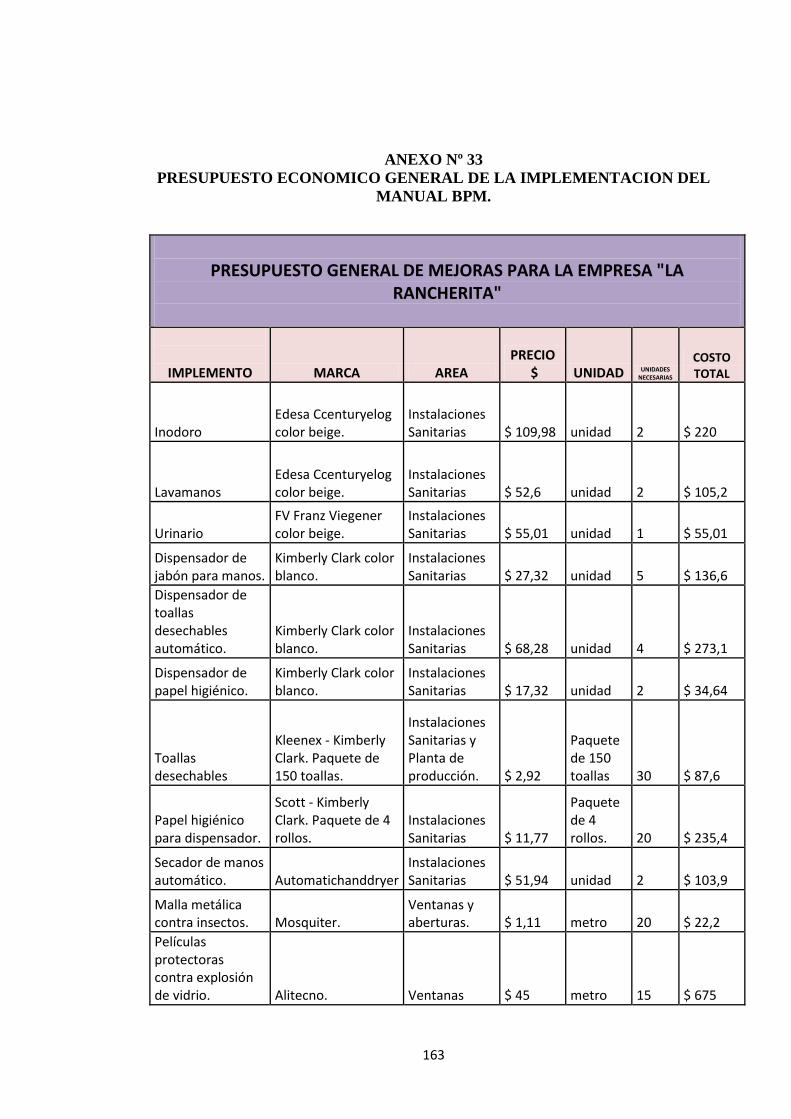
163
ANEXO Nº 33
PRESUPUESTO ECONOMICO GENERAL DE LA IMPLEMENTACION DEL
MANUAL BPM.
PRESUPUESTO GENERAL DE MEJORAS PARA LA EMPRESA "LA RANCHERITA"
IMPLEMENTO MARCA AREA PRECIO
$ UNIDAD UNIDADES NECESARIAS
COSTO TOTAL
Inodoro Edesa Ccenturyelog color beige.
Instalaciones Sanitarias $ 109,98 unidad 2 $ 220
Lavamanos Edesa Ccenturyelog color beige.
Instalaciones Sanitarias $ 52,6 unidad 2 $ 105,2
Urinario FV Franz Viegener color beige.
Instalaciones Sanitarias $ 55,01 unidad 1 $ 55,01
Dispensador de jabón para manos.
Kimberly Clark color blanco.
Instalaciones Sanitarias $ 27,32 unidad 5 $ 136,6
Dispensador de toallas desechables automático.
Kimberly Clark color blanco.
Instalaciones Sanitarias $ 68,28 unidad 4 $ 273,1
Dispensador de papel higiénico.
Kimberly Clark color blanco.
Instalaciones Sanitarias $ 17,32 unidad 2 $ 34,64
Toallas desechables
Kleenex - Kimberly Clark. Paquete de 150 toallas.
Instalaciones Sanitarias y Planta de producción. $ 2,92
Paquete de 150 toallas 30 $ 87,6
Papel higiénico para dispensador.
Scott - Kimberly Clark. Paquete de 4 rollos.
Instalaciones Sanitarias $ 11,77
Paquete de 4 rollos. 20 $ 235,4
Secador de manos automático. Automatichanddryer
Instalaciones Sanitarias $ 51,94 unidad 2 $ 103,9
Malla metálica contra insectos. Mosquiter.
Ventanas y aberturas. $ 1,11 metro 20 $ 22,2
Películas protectoras contra explosión de vidrio. Alitecno. Ventanas $ 45 metro 15 $ 675
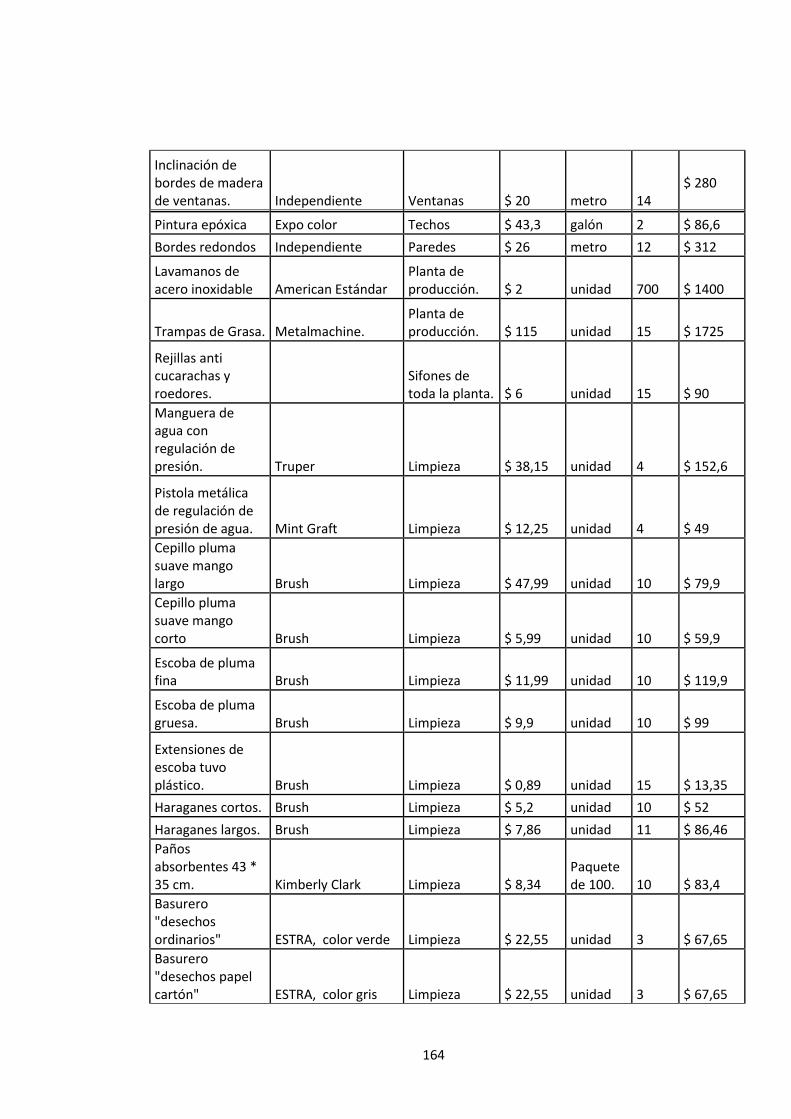
164
Inclinación de bordes de madera de ventanas. Independiente Ventanas $ 20 metro 14
$ 280
Pintura epóxica Expo color Techos $ 43,3 galón 2 $ 86,6
Bordes redondos Independiente Paredes $ 26 metro 12 $ 312
Lavamanos de acero inoxidable American Estándar
Planta de producción. $ 2 unidad 700 $ 1400
Trampas de Grasa. Metalmachine. Planta de producción. $ 115 unidad 15 $ 1725
Rejillas anti cucarachas y roedores.
Sifones de toda la planta. $ 6 unidad 15 $ 90
Manguera de agua con regulación de presión. Truper Limpieza $ 38,15 unidad 4 $ 152,6
Pistola metálica de regulación de presión de agua. Mint Graft Limpieza $ 12,25 unidad 4 $ 49
Cepillo pluma suave mango largo Brush Limpieza
$ 47,99 unidad 10 $ 79,9
Cepillo pluma suave mango corto Brush Limpieza $ 5,99 unidad 10 $ 59,9
Escoba de pluma fina Brush Limpieza $ 11,99 unidad 10 $ 119,9
Escoba de pluma gruesa. Brush Limpieza $ 9,9 unidad 10 $ 99
Extensiones de escoba tuvo plástico. Brush Limpieza $ 0,89 unidad 15 $ 13,35
Haraganes cortos. Brush Limpieza $ 5,2 unidad 10 $ 52
Haraganes largos. Brush Limpieza $ 7,86 unidad 11 $ 86,46
Paños absorbentes 43 * 35 cm. Kimberly Clark Limpieza $ 8,34
Paquete de 100. 10 $ 83,4
Basurero "desechos ordinarios" ESTRA, color verde Limpieza $ 22,55 unidad 3 $ 67,65
Basurero "desechos papel cartón" ESTRA, color gris Limpieza $ 22,55 unidad 3 $ 67,65
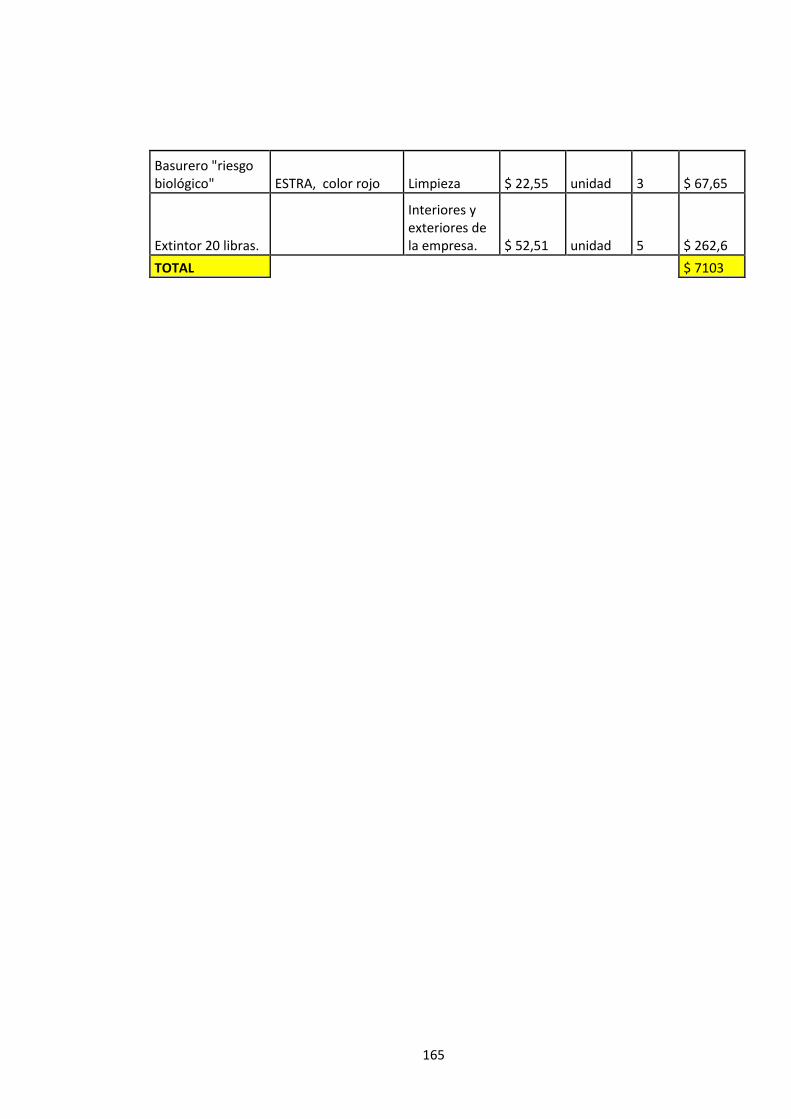
165
Basurero "riesgo biológico" ESTRA, color rojo Limpieza $ 22,55 unidad 3
$ 67,65
Extintor 20 libras.
Interiores y exteriores de la empresa. $ 52,51 unidad 5 $ 262,6
TOTAL
$ 7103
166
ANEXO N° 34
CAPACITACION ESCRITA DE BUENAS PRÁCTICAS DE MANUFACTURA
PARA LA EMPRESA “LA RANCHERITA”.
BUENAS PRÁCTICAS DE MANUFACTURA
“La calidad de los alimentos y la salud del consumidor
está en sus manos”
CONCEPTO.
Buenas Prácticas de Manufactura (BPM): Las Buenas Prácticas de Manufactura, son
aplicadas para establecimientos elaboradores de alimentos que comercializan sus
productos en el País.
Las BPM son una herramienta básica para la obtención de productos seguros para el
consumo humano, que se centralizan en la higiene y forma de manipulación.
IMPORTANCIA.
La implementación de las BPM es de carácter obligatorio para todo establecimiento
encargado de procesar alimentos y representa para la empresa una ventaja competitiva,
ya que se mejora notablemente la calidad final de los productos aumentando la
productividad y reduciendo el desperdicio.
167
Necesitamos adquirir conocimientos concretos y específicos acerca del manejo
higiénico de los alimentos, siendo éstos, necesarios como requisitos básicos para la
certificación en BPM y garantizar el mantenimiento de la inocuidad de los alimentos.
Usamos BPM, para:
Hábitos higiénicos, limpieza y desinfección, control de plagas, almacenamiento;
incluyendo todos los aspectos técnicos relevantes que contribuyan al logro y
mantenimiento de la calidad y sanidad del producto final.
Todas las personas que han de realizar actividades de manipulación de alimentos, deben
tener educación sanitaria, con el fin que puedan adoptar las precauciones necesarias
para evitar la contaminación de alimentos y reunir los requisitos exigidos para la
certificación en BPM.
Puede decirse que en las manos de los procesadores de alimentos está la calidad de éstos
y la salud de gran número de personas. Una indebida manipulación de los alimentos
puede ocasionar problemas de salud en los que intervienen directamente tres grandes
causas como:
Los microorganismos, la presencia de sustancias químicas o materiales extraños como
factores de contaminación.
Por ello es importante que las industrias de alimentos y servicios de alimentación se
preocupen por la aplicación del sistema de aseguramiento de calidad sanitaria BPM,
para asegurar la inocuidad de los productos y detectar riesgos en el proceso productivo.
APLICACIÓN EN LA EMPRESA
168
También es conveniente que la empresa facilite la ropa de trabajo para el personal y que
se encargue de la limpieza de la misma al final de cada jornada. En cuanto
al personal, lo esperable es un cambio de actitud como consecuencia de haber
comprendido el por qué de los cuidados que es necesario tener para garantizar la calidad
alimentaria.
Estos son algunos de los puntos sobre los que se deberá trabajar en la
capacitación:
El personal no debe ser un foco de contaminación durante la elaboración.
El personal debe realizar sus tareas de acuerdo con las instrucciones recibidas.
La ropa debe depositarse en un lugar separado del área de manipulación.
Los empleados deben lavar sus manos ante cada cambio de actividad, sobre todo
al salir y volver a entrar al área de manipulación.
Se debe usar la vestimenta de trabajo adecuada.
No hay que fumar, salivar ni comer en las áreas de manipulación de alimentos.
El personal que está en contacto con materias primas o semi elaboradas no debe
tratar con el producto final a menos que se tomen las medidas higiénicas
correspondientes.
Se deben tomar medidas similares para evitar que los visitantes se conviertan en
un foco de contaminación: vestimenta adecuada, no ingerir alimentos durante el
recorrido, etc.
PARA EL PERSONAL
Quítese pulseras, cadenas, y todo adorno antes de comenzar a trabajar.
Deje la ropa de calle en los vestuarios.
Use ropa de trabajo adecuada: cofia, calzado antideslizante, guantes de colores
claros.
Si usa guantes no olvide cambiarlos o limpiarlos como si se tratara de sus
propias manos.
No fume, no coma ni salive en su puesto de trabajo.
En caso de tener alguna herida cúbrala con material impermeable.
Lave sus manos a conciencia cada vez que entre al sector de trabajo.
Realice el lavado de sus manos con agua caliente y jabón.
Si tocó materia prima lávese las manos antes de tocar producto semi elaborado o
terminado.
169
CONCEPTO DE INOCUIDAD.
Es la condición de los alimentos que garantiza que no causaran daño al consumidor
cuando se preparen y /o consuman de acuerdo con el uso al que se destinan.
La inocuidad es uno de los cuatro grupos básicos de características que junto con las
nutricionales, las organolépticas, y las comerciales componen la calidad de los
alimentos.
CONCEPTO DE HIGIENE.
Todos los utensilios, los equipos y los edificios deben mantenerse en
buen estado higiénico, de conservación y de funcionamiento.
Para la limpieza y la desinfección es necesario utilizar productos que no tengan olor ya
que pueden producir contaminaciones además de enmascarar otros olores.
Para organizar estas tareas, es recomendable aplicar los POES (Procedimientos
Operativos Estandarizados de Saneamiento) que describen que, como, cuando y donde
limpiar y desinfectar, así como los registros y advertencias que deben llevarse a cabo.
Con respecto al personal, se aconseja que todas las personas que manipulen alimentos
reciban capacitación sobre "Hábitos y Manipulación Higiénica". Esta es responsabilidad
de la empresa y debe ser adecuada y continua.
Debe controlarse el estado de salud y la aparición de posible enfermedades contagiosas
entre los manipuladores.
Por esto, las personas que están en contacto con los alimentos, deben someterse a
exámenes médicos, no solo previamente al ingreso como también periódicamente.
Todo el personal que manipule alimentos debe mantener la higiene personal, debe llevar
ropa protectora, calzado adecuado y cubre cabeza. Todos deben ser lavables o
descartables. No debe trabajarse con anillos, colgantes, relojes y pulseras durante la
manipulación de materias primas y alimentos.
La higiene también involucra conductas que puedan dar lugar a la contaminación, como
comer, fumar, salivar u otras prácticas antihigiénicas. Se recomienda no dejar la ropa en
el sector de producción ya que las prendas son fuertes contaminantes.
Referido a la higiene en la elaboración de un alimento, hay que tener en cuenta varios
aspectos.
Las materias primas utilizadas no deben contener parásitos, microorganismos o
sustancias toxicas, descompuestas o extrañas. Todas deben ser inspeccionadas antes de
utilizarlas.
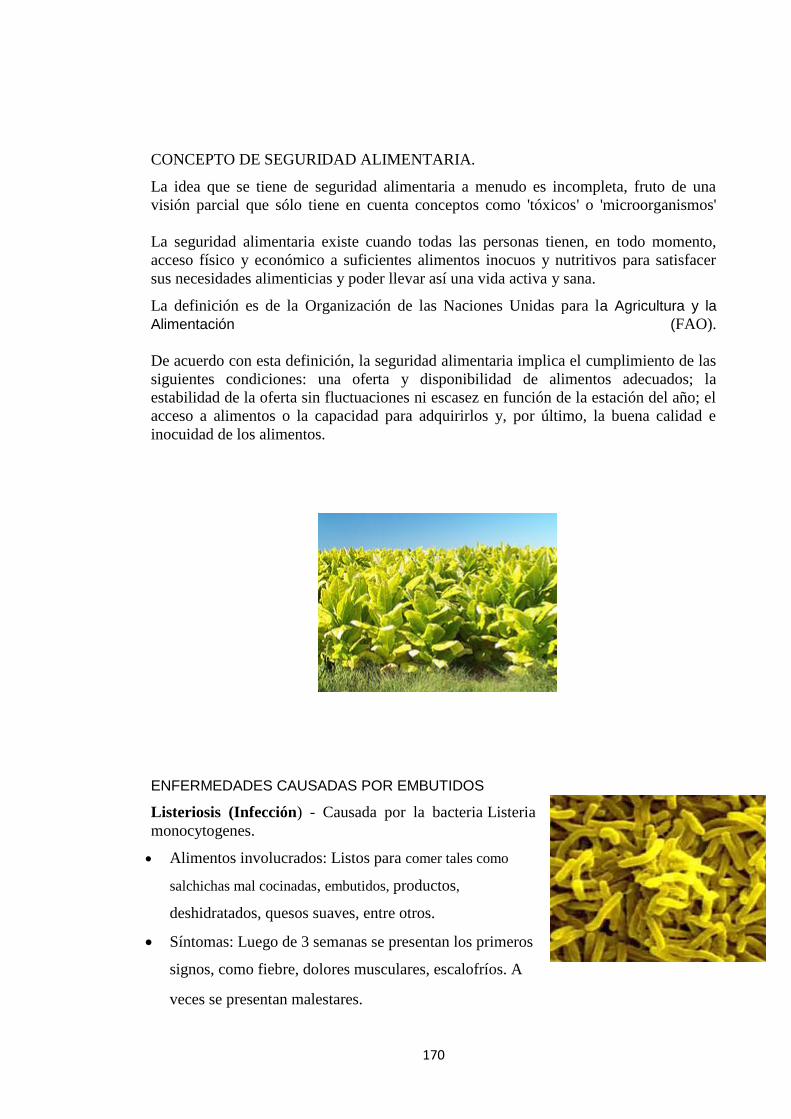
170
CONCEPTO DE SEGURIDAD ALIMENTARIA.
La idea que se tiene de seguridad alimentaria a menudo es incompleta, fruto de una
visión parcial que sólo tiene en cuenta conceptos como 'tóxicos' o 'microorganismos'
La seguridad alimentaria existe cuando todas las personas tienen, en todo momento,
acceso físico y económico a suficientes alimentos inocuos y nutritivos para satisfacer
sus necesidades alimenticias y poder llevar así una vida activa y sana.
La definición es de la Organización de las Naciones Unidas para la Agricultura y la
Alimentación (FAO).
De acuerdo con esta definición, la seguridad alimentaria implica el cumplimiento de las
siguientes condiciones: una oferta y disponibilidad de alimentos adecuados; la
estabilidad de la oferta sin fluctuaciones ni escasez en función de la estación del año; el
acceso a alimentos o la capacidad para adquirirlos y, por último, la buena calidad e
inocuidad de los alimentos.
ENFERMEDADES CAUSADAS POR EMBUTIDOS
Listeriosis (Infección) - Causada por la bacteria Listeria
monocytogenes.
Alimentos involucrados: Listos para comer tales como
salchichas mal cocinadas, embutidos, productos,
deshidratados, quesos suaves, entre otros.
Síntomas: Luego de 3 semanas se presentan los primeros
signos, como fiebre, dolores musculares, escalofríos. A
veces se presentan malestares.
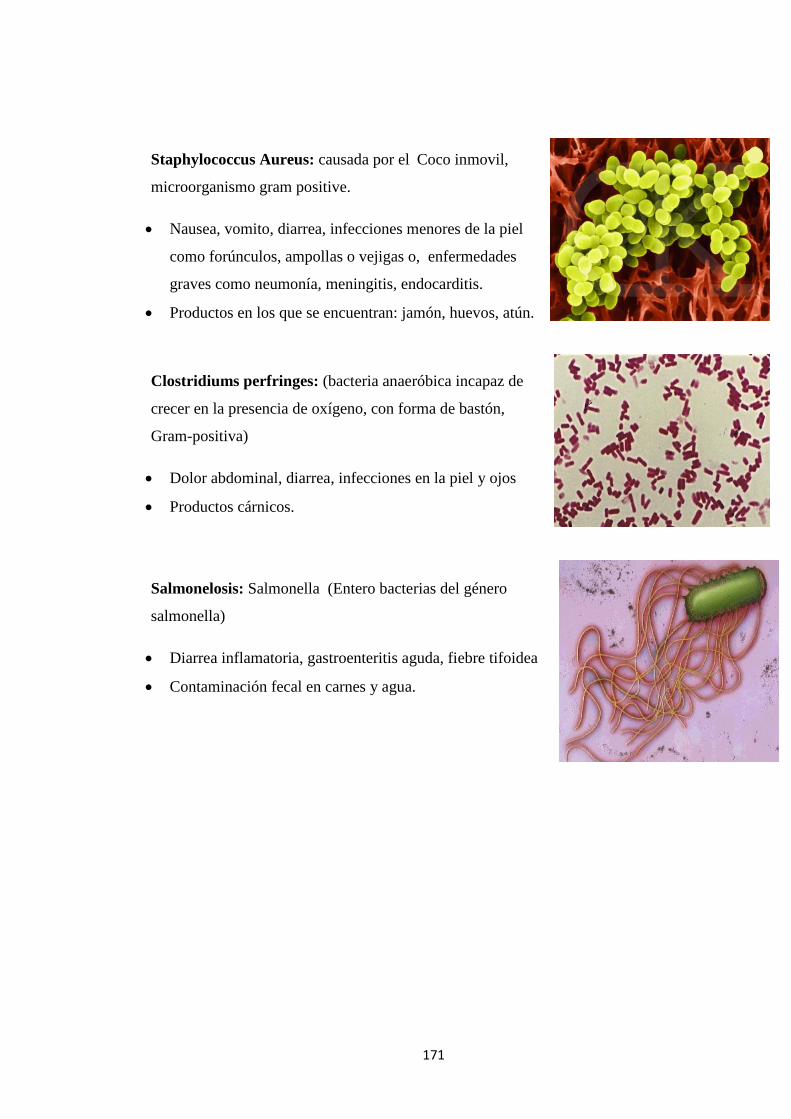
171
Staphylococcus Aureus: causada por el Coco inmovil,
microorganismo gram positive.
Nausea, vomito, diarrea, infecciones menores de la piel
como forúnculos, ampollas o vejigas o, enfermedades
graves como neumonía, meningitis, endocarditis.
Productos en los que se encuentran: jamón, huevos, atún.
Clostridiums perfringes: (bacteria anaeróbica incapaz de
crecer en la presencia de oxígeno, con forma de bastón,
Gram-positiva)
Dolor abdominal, diarrea, infecciones en la piel y ojos
Productos cárnicos.
Salmonelosis: Salmonella (Entero bacterias del género
salmonella)
Diarrea inflamatoria, gastroenteritis aguda, fiebre tifoidea
Contaminación fecal en carnes y agua.
172
ANEXO N° 35
CAPACITACION N°2 DE APLICACIÓN DE POES Y DILUCIONES DE
DETERGENTES.
QUE SON LOS PROCEDIMIENTOS OPERACIONALES ESTANDARIZADOS DE
SANEAMIENTO?
Son procedimientos escritos que describen y explican cómo realizar las tareas de
limpieza y desinfección, de la mejor manera posible, antes y durante la elaboración de
alimentos.
PASOS COMUNES.
Primero, asegurarse que nada quede afuera del POES, ya que en toda cocina no existe
ningún sector o equipo que no necesite ser limpiado y desinfectado alguna vez. Con este
paso se logra identificar “qué” limpiar y desinfectar.
El segundo paso es determinar con qué frecuencia se lo limpiará y desinfectará. Esto
sería “cuándo” limpiar y desinfectar.
El tercer paso es definir “cómo” limpiar y desinfectar. Para esto deben describirse todas
las acciones a seguir para lograr la limpieza y desinfección correcta, incluso, en el caso
de los equipos, cómo se deben desarmar para limpiar y desinfectar.
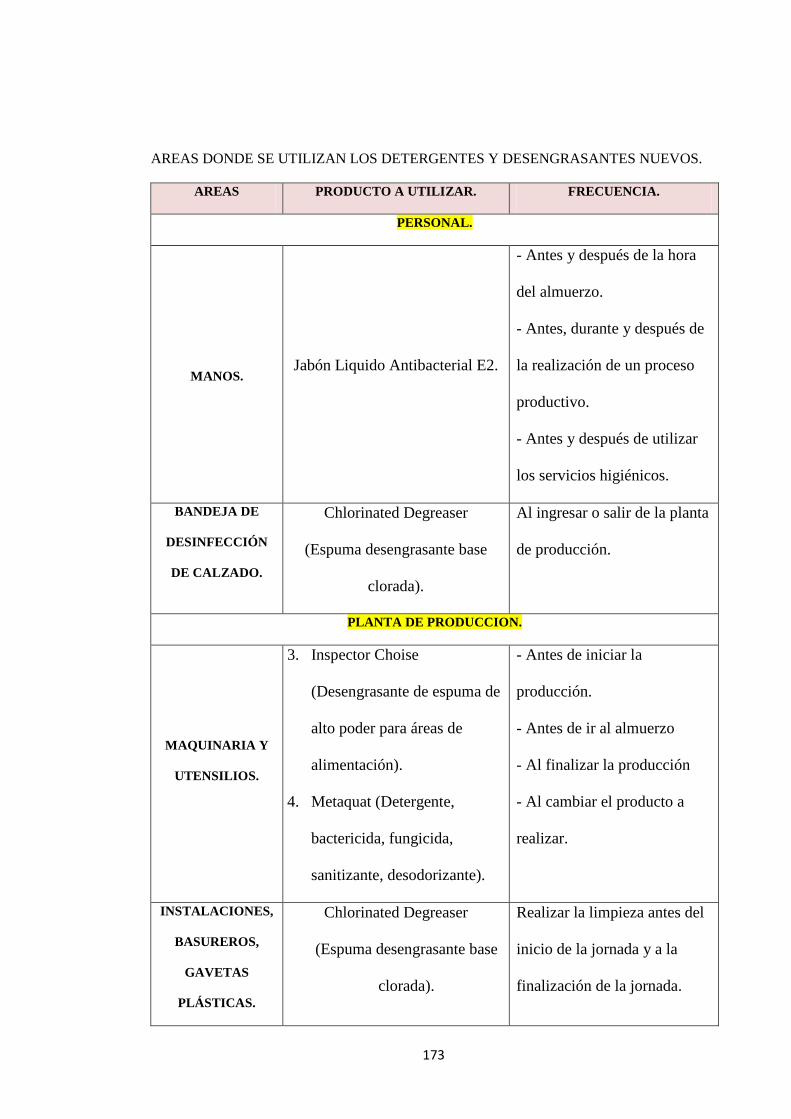
173
AREAS DONDE SE UTILIZAN LOS DETERGENTES Y DESENGRASANTES NUEVOS.
AREAS PRODUCTO A UTILIZAR. FRECUENCIA.
PERSONAL.
MANOS.
Jabón Liquido Antibacterial E2.
- Antes y después de la hora
del almuerzo.
- Antes, durante y después de
la realización de un proceso
productivo.
- Antes y después de utilizar
los servicios higiénicos.
BANDEJA DE
DESINFECCIÓN
DE CALZADO.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
Al ingresar o salir de la planta
de producción.
PLANTA DE PRODUCCION.
MAQUINARIA Y
UTENSILIOS.
3. Inspector Choise
(Desengrasante de espuma de
alto poder para áreas de
alimentación).
4. Metaquat (Detergente,
bactericida, fungicida,
sanitizante, desodorizante).
- Antes de iniciar la
producción.
- Antes de ir al almuerzo
- Al finalizar la producción
- Al cambiar el producto a
realizar.
INSTALACIONES,
BASUREROS,
GAVETAS
PLÁSTICAS.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
Realizar la limpieza antes del
inicio de la jornada y a la
finalización de la jornada.
174
INSTALACIONES
SANITARIAS.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
Al iniciar y finalizar la
jornada.
PISCINA DE
ENFRIAMIENTO.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
Antes y después del
enfriamiento del los productos
embutidos.
TRANSPORTE
ISOTÉRMICO.
Chlorinated Degreaser
(Espuma desengrasante base
clorada).
- Antes del transporte de la
materia prima hacia la
empresa y después del
desembarque.
- Antes y después del
transporte y distribución de
producto terminado.
Se realiza una dilución de los detergentes para ser utilizados en la cual nos muestra
cómo debemos prepararlos.
DILUSIONES DE PRODUCTOS A UTILIZAR.
Inspector Choice (Desengrasante de espuma de alto poder).
La dilución del Inspector Choice, se realiza tomando un recipiente plástico en el cual se
coloca 8 litros de agua fría, (4 litros para cada molino), y se adiciona 0.2 litros del
desengrasante, se mezcla y se obtiene una espuma blanquecina.
175
Este cálculo se puedo realizar a partir de la dilución real del desengrasante ya que esta
es 1:40 lo que quiere decir que en 40 litros de agua se adiciona 1 litro de Inspector
Choice.
Metaquat (detergente, bactericida, fungicida, sanitizante, desodorizante).
La dilución del Metaquat, se realiza tomando un recipiente plástico en el cual se coloca
8 litros de agua fría, (4 litros para cada molino), y se adiciona 0.125 litros del
desengrasante, se mezcla y se obtiene una espuma blanquecina.
Este cálculo se puedo realizar a partir de la dilución real del desengrasante ya que esta
es 1:64 lo que quiere decir que en 64 litros de agua se adiciona 1 litro de Metaquat.
Chlorinated Degreaser - Espuma desengrasante base clorada.
Para la realización de la dilución del Chlorinated Degreaser tomamos un recipiente
plástico donde colocamos 1 litro del cloro en 50 litros de agua fría.
Mezcle bien durante algunos segundos hasta que aparezca una espuma blanquecina, y
déjela reposar durante 5 minutos y esta lista para utilizar.
Dilución de cloro al 10%.
Colocar 20 ppm de cloro líquido al 10% en el agua. Por cada litro de agua utilizado
colocar 0,20 ml de cloro al 10%.
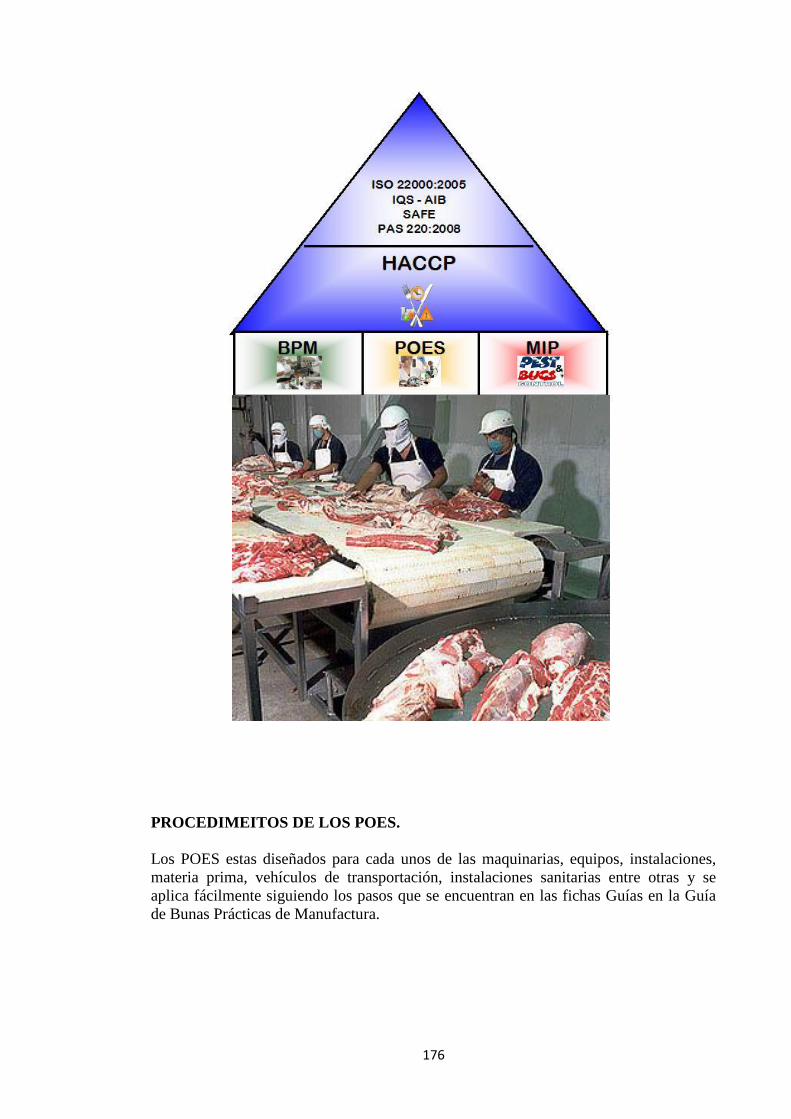
176
PROCEDIMEITOS DE LOS POES.
Los POES estas diseñados para cada unos de las maquinarias, equipos, instalaciones,
materia prima, vehículos de transportación, instalaciones sanitarias entre otras y se
aplica fácilmente siguiendo los pasos que se encuentran en las fichas Guías en la Guía
de Bunas Prácticas de Manufactura.
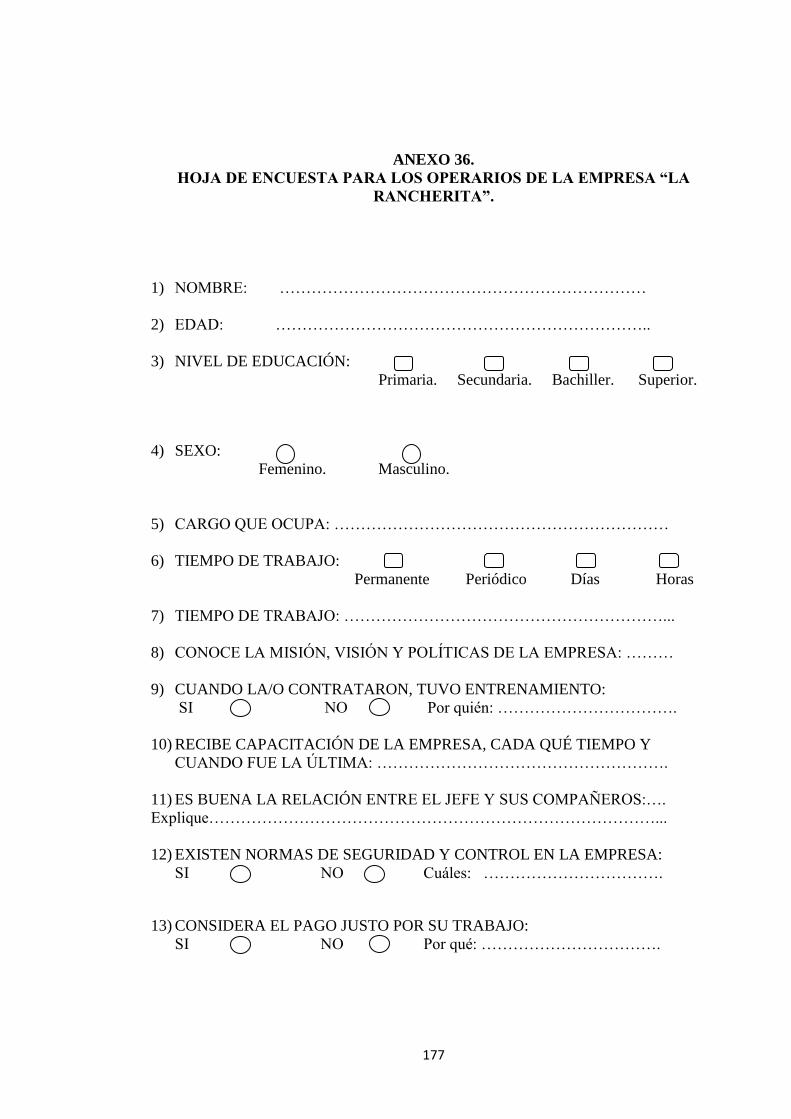
177
ANEXO 36.
HOJA DE ENCUESTA PARA LOS OPERARIOS DE LA EMPRESA “LA
RANCHERITA”.
1) NOMBRE: ……………………………………………………………
2) EDAD: ……………………………………………………………..
3) NIVEL DE EDUCACIÓN:
Primaria. Secundaria. Bachiller. Superior.
4) SEXO:
Femenino. Masculino.
5) CARGO QUE OCUPA: ………………………………………………………
6) TIEMPO DE TRABAJO:
Permanente Periódico Días Horas
7) TIEMPO DE TRABAJO: ……………………………………………………...
8) CONOCE LA MISIÓN, VISIÓN Y POLÍTICAS DE LA EMPRESA: ………
9) CUANDO LA/O CONTRATARON, TUVO ENTRENAMIENTO:
SI NO Por quién: …………………………….
10) RECIBE CAPACITACIÓN DE LA EMPRESA, CADA QUÉ TIEMPO Y
CUANDO FUE LA ÚLTIMA: ……………………………………………….
11) ES BUENA LA RELACIÓN ENTRE EL JEFE Y SUS COMPAÑEROS:….
Explique…………………………………………………………………………...
12) EXISTEN NORMAS DE SEGURIDAD Y CONTROL EN LA EMPRESA:
SI NO Cuáles: …………………………….
13) CONSIDERA EL PAGO JUSTO POR SU TRABAJO:
SI NO Por qué: …………………………….
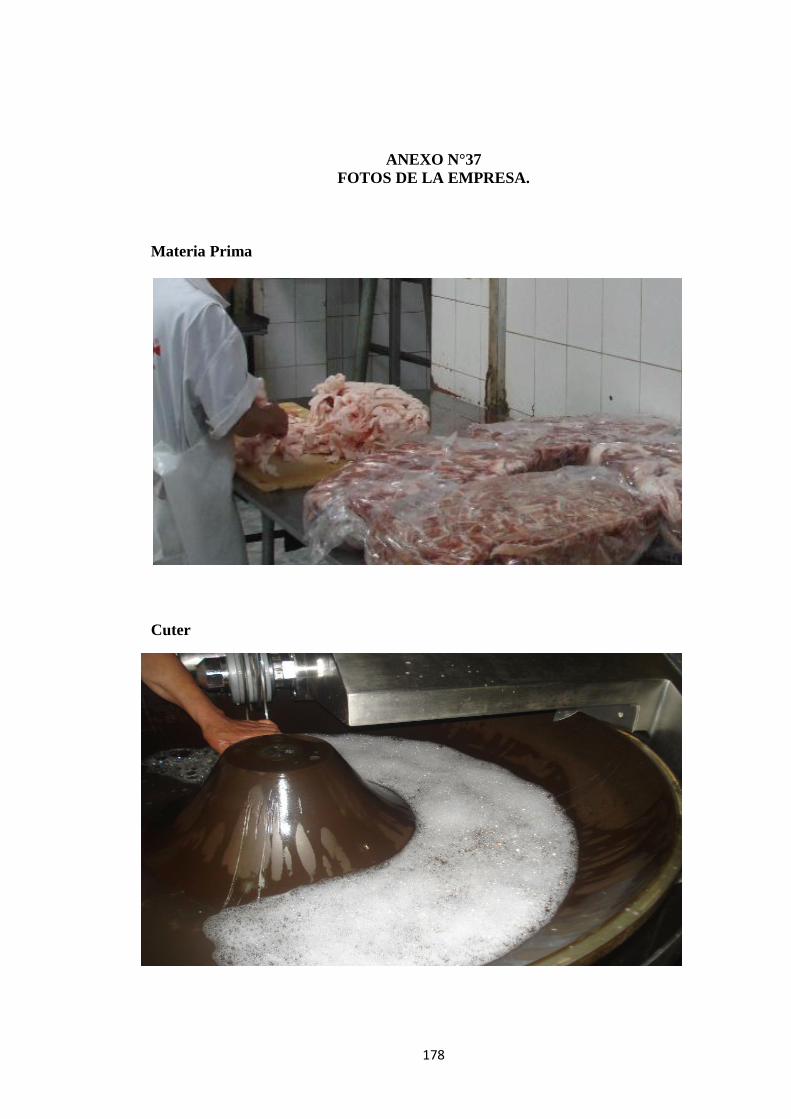
178
ANEXO N°37
FOTOS DE LA EMPRESA.
Materia Prima
Cuter
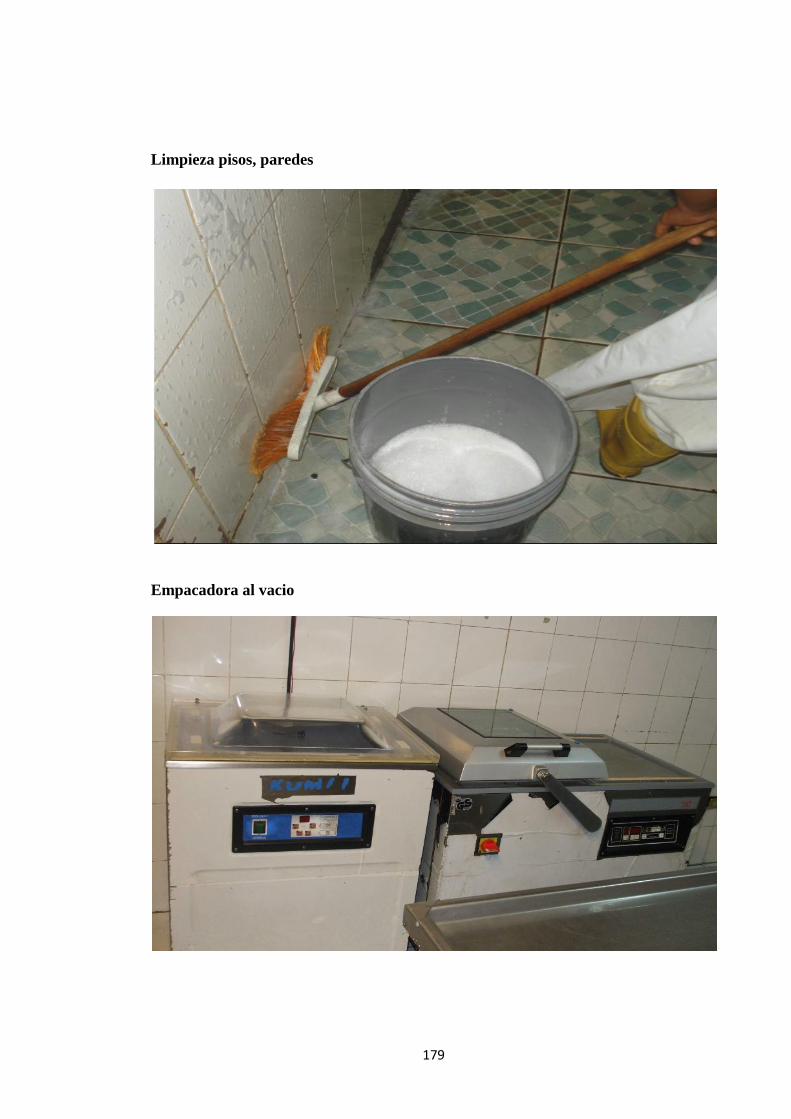
179
Limpieza pisos, paredes
Empacadora al vacio
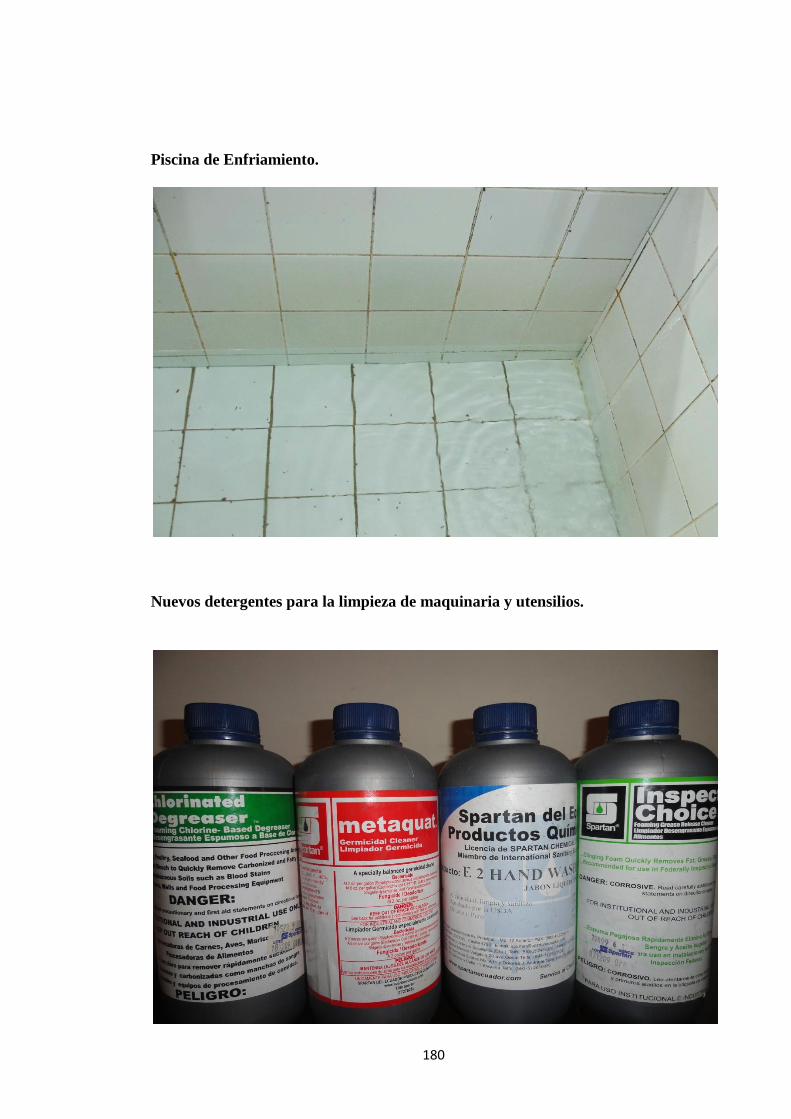
180
Piscina de Enfriamiento.
Nuevos detergentes para la limpieza de maquinaria y utensilios.





























