Embed Size (px)
Citation preview

PENDAHULUAN
1. Pendahuluan
Teknik Industri adalah suatu bidang ilmu yang mempelajari desain, analisa
desain dan produk, dan juga perbaikan baik sistem ataupun desain yang berkaitan
dengan pelayanan dan produksi dari suatu barang atau jasa. Dalam melakukan
analisa, disain dari suatu sistem yang terintegrasi, demi tercapainya analisa dan
perbaikan ini teknik industri didukung oleh pengetahuan dan keahlian khusus di
bidang teknik, manajemen, matematika, ergonomi dan ilmu pengetahuan lainnya.
Kurikulum yang disampaikan di jurusan Teknik Industri Universitas Bina
Nusantara dirancang khusus untuk mempersiapkan agar calon lulusan siap dan
lebih mantap dalam melangkah ke dunia kerja dewasa ini. Untuk mencapai hal
tersebut maka mahasiswa harus menyelesaikan tugas akhir dengan melakukan
riset di dalam perusahaan sehingga mahasiswa mendapatkan data yang aktual
untuk dipelajari dan menyusunnya dalam bentuk skripsi.
1.1 Latar Belakang Masalah
Setiap perusahaan tentu menginginkan keuntungan sebesar-besarnya dari
produk yang dijualnya kepada konsumen, dengan pengeluaran biaya yang
sekecil-kecilnya perusahaan meraih keuntungan sebesar-besarnya. Hal ini juga
berlaku pada perusahaan manufaktur seperti PT Indogravure. PT Indogravure
memproduksi produk kemasan fleksible (Flexible Packaging) dan merupakan
perusahaan pertama yang memproduksi Laminated Alumunium Foil,
Polycellonium, Polycello, Polypanium foil berikut pencetakannya. Penulis
melakukan pengamatan pada semua bagian produksi percetakan dan bagian
kualitas produk perusahaan. Penulis juga melakukan pengambilan data secara
langsung agar memperoleh data aktual yang digunakan untuk membantu PT
Indogravure untuk mencari solusi dari permasalahan yang terjadi.

Bagi perusahaan manufaktur, proses produksi merupakan suatu proses yang
paling banyak dilakukan. Hal ini akan menyangkut pada biaya yang dikeluarkan
oleh perusahaan untuk melakukan proses manufaktur. Biaya yang besar tentu
akan merugikan perusahaan karena itu biaya sedapat mungkin ditekan agar tidak
mengakibatkan kerugian yang berdampak buruk dengan perusahaan, tetapi proses
penekanan biaya ini sebaiknya tidak merugikan kesejahteraan karyawan pabrik,
maka itu penekanan biaya dapat dilakukan dengan mengurangi produk yang
gagal. Pengurangan banyaknya tingkat produk yang gagal akan berdampak besar
bagi perusahaan, karena perusahaan tidak perlu mengeluarkan biaya yang tidak
berguna akibat dari kegagalan produksi, sedangkan perusahaan yang tingkat
kegagalan produksinya tinggi akan mengalami banyak kerugian selain hanya dari
segi biaya, konsumen pun akan merasa dikecewakan oleh hasil produk yang gagal
dan menuntut untuk ganti kerugian produksi pada perusahaan yang bersangkutan.
Bagi perusahaan secara umum mengetahui apabila terjadi suatu kerugian di
dalam persuhaan tersebut, dengan mengetahui titik-titik tempat terjadinya
kesalahan proses produksi maka hal ini dapat berguna untuk melakukan tindak
pencegahan agar kegagalan ditengah-tengah produksi tidak terus berlanjut. Dalam
hal ini PT Indogravure telah melakukan pencegahan terhadap produk gagal
dengan memberikan biaya tambahan kepada konsumen untuk menutupi biaya
kegagalan produksi yang telah dilakukan. Perbaikan sistem produksi akan
diusulkan apabila masih terjadi kegagalan pada produk yang dihasilkan.
1.2 Identifikasi dan Perumusan Masalah
Dari pengamatan penulis pada PT Indogravure di seluruh proses produksi,
penulis mendapatkan beberapa masalah yang ingin dicari pemecahannya. Di
bagian proses slitting ditemukan banyak produk yang gagal. Hal ini terbukti
dengan terjadinya penumpukan produk yang dihasilkan tetapi tidak dapat dikirim
ke konsumen atau dikembalikan oleh perusahaan yang memesan produk tersebut.
Selain itu penumpukan produk gagal juga terjadi di gudang. Maka berdasarkan
2

masalah yang terjadi penulis ingin menganalisis dan mencari jalan keluar terbaik
yang sebaiknya dilakukan oleh perusahaan dengan menggunakan Quality cost
system untuk mengurangi biaya akibat produk gagal yang dihasilkan perusahaan.
Hal ini bertujuan untuk mengidentifikasi daerah-daerah yang harus diprioritaskan
untuk pengembangan proses, dan memonitor perubahan-perubahan dalam quality
cost dan juga membantu untuk mengidentfikasikan tempat dimana keuntungan
besar dapat diperoleh.
1.3 Ruang Lingkup
Ruang lingkup yang dipelajari oaleh penulis dititik beratkan pada lantai
produksi, karena disini adalah inti dari perusahaan manufaktur untuk
mendapatkan hasil produksi yang memiliki kualitas bersaing dengan perusahaan
lain.
1.3.1 Proses Produksi
Ruang lingkup observasi yang dilakukan pada saat kegiatan kerja praktek
adalah production plant. Pada proses produksi kemasan Extra Joss di PT.
Indogravure ini memiliki beberapa tahapan proses yang dilakukan satu persatu
dengan menggunakan mesin-mesin yang berbeda dan memiliki fungsinya
masing-masing untuk memproses bahan baku menjadi bahan jadi, pengamatan
dilakukan pada setiap jenis tahapan proses secara teliti. Proses produksi pada
PT.Indogravure ini menggunakan proses silinder berputar dengan kecepatan
tertentu tergantung pada jenis bahan bakunya.
3

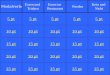
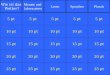
Gambar 1.1 Proses Produksi Kemasan Extra Joss
Gambar diatas menjelaskan tahapan-tahapan proses produksi kemasan
Extra Joss yang terdiri dari proses printing, proses laminating, proses drying,
proses slitting dan yang terakhir adalah packaging. Hampir semua jenis proses
produksinya dilakukan dengan menggunakan proses silinder kecuali pada proses
packaging.
1.3.2 Proses Printing
Tahapan proses yang dilakukan pertama adalah proses Printing, proses
printing ini adalah proses pencetakan gambar desain dengan cat pada plastik
polos PET (Poly Ester), proses printing ini berjalan dengan sangat cepat dan
harus diamati secara terus menerus dengan menggunakan strobo (lampu kedip)
agar mempermudah dalam proses pemeriksaannya. Mesin printing disini mampu
menggunakan 7 buah silinder yang berbeda yang berarti memliki warna yang
berbeda pula, sehingga apabila proses produksi menggunakan mesin dengan
kemampuan maksimal, maka hasil dari printing dapat mencetak 7 jenis warna
yang berbeda. Tahap awal pada proses printing ini adalah pemilihan desain oleh
customer, atau bisa juga customer sudah memiliki desain yang diinginkan
sehingga pihak pabrik hanya perlu membuat silindernya saja, setelah tahapan
pemilihan desain beserta warna, pihak pabrik akan membuat silinder sesuai
desain dan warna yang diinginkan oleh customer, pembuatan silinder pada
awalnya dibuat oleh pihak pabrik tetapi terjadi perubahan karena menyebabkan
4

tingkat polusi yang tinggi sehingga PT. Indogravure memesan silinder tersebut
pada pabrik lain, setelah silinder siap, proses produksi diawali dengan membuat 3
jenis cetakan prototype dengan warna yang berbeda, produk cetakan kemasan
tersebut kepada customer untuk disetujui, yaitu darken, middle, lighten, setelah
mendapat kesepakatan warna dengan customer proses pencetakan baru dimulai.
Pada proses pencetakan ini harus dilakukan pemeriksaan pada tahap
awalnya, pemeriksaan yang dilakukan adalah pemeriksaan warna, apakah terjadi
ketidaksamaan warna antara prototype dengan warna yang akan dipakai untuk
pencetakan, lalu yang kedua adalah pembuatan sampel untuk dijadikan
perbandingan.
5

Gambar 1.2 Proses Printing
6

1.3.3 Proses Extrude Laminasi
Setelah proses Printing dilakukan proses Extrude Laminasi atau biasa
disebut dengan proses laminating adalah proses pelapisan plastik polos atau PET
(Poly Ester) dengan Alumunium Foil Surlin, bentuknya seperti alumunium
dengan warna dove, pelapisan ini berfungsi untuk menjaga produk yang akan
dikemas oleh customer tidak rusak, proses laminating ini dilakukan dengan
menggunakan silinder berputar, pada proses laminating PET direkatkan dengan
menggunakan bahan adesive atau perekat yaitu PE yang berbentuk biji plastik
atau lembaran plastik lalu dipanaskan dengan suhu kira-kira 200 derajat celcius
agar mencair, setalah pemanasan bahan adesive atau PE, perekatan alumunium
foil dengan PET dilakukan dengan cara memasukan PE diantara PET dan
alumunium foil lalu dipanaskan agar merekat.
Gambar 1.3 Proses Masuk PE
7

Gambar 1.4 Proses Extrude Laminasi
8

1.3.4 Proses Dry Laminasi
Setelah Extrude Laminasi dilanjutkan dengan proses Dry Laminasi atau
biasa disebut dengan proses Drying yang berarti proses pengeringan, proses
pengeringan ini memiliki dua fungsi yaitu mengeringkan adesive yang dimasukan
pada proses laminating dan pelapisan alumunium foil dengan menggunakan
sejenis plastik bening yaitu LDPE (Low Density Polyethelen) pelapisan dengan
menggunakan LDPE ini berfungsi untuk menjaga kondisi produk yang akan
dimasukan oleh customer agar tidak mudah rusak dan terkontaminasi dengan
alumunium foil, proses drying disini juga menggunakan silinder berputar,
pelapisan LDPE dilakukan dengan perekat yang dicairkan menggunakan suhu
sekitar 200 derajat celcius, sistem perekatan yang dilakukan disini hampir sama
dengan sistem laminating hanya saja bahan adesive sudah berbentuk cair dan
memiliki tempat untuk memasukan bahan perekat tersebut.
Pada proses Drying ini pemeriksaan dilakukan lebih ketat dibandingkan
dengan proses-proses lainnya, karena setelah proses pengeringan akan berlanjut
kepada proses slitting yang berfungsi juga untuk melakukan sortir produk jadi.
Pemeriksaan pada proses pengeringan ini dilakukan selama proses berjalan
dengan bantuan strobo untuk melihat hasilnya baik atau tidak, bila ada bagian
cetakan yang tidak baik maka akan diberi tanda defect dengan menggunakan
potongan kertas berwarna merah yang diselipkan pada gulungan cetakan, dengan
begitu pemeriksaan bagian yang defect dapat dilakukan dengan mudah tanpa
harus mencari di bagian mana lagi yang hasilnya tidak baik.
9

Gambar 1.5 Proses Dry Laminasi
10

1.3.5 Proses Slitting
Proses terakhir yang dilakukan adalah Slitting, yaitu pemotongan,
pemotongan pada bahan jadi dilakukan secara terpisah, mesin slitting tidak
digabung dengan mesin printing, laminating, dan juga drying, tetapi dilakukan di
ruangan yang steril, hal ini dilakukan agar kemasan yang sudah jadi tidak terkena
kotoran atau debu, atau mungkin bahan kimia dan sejenisnya karena kemasan ini
akan langsung digunakan untuk bubuk minuman Extra Joss yang akan
dikonsumsi sehingga tingkat kebersihan dan kesterilan harus sangat dijaga dan
diutamakan. Kembali ke proses slitting, pemotongan juga dilakukan dengan
proses silinder, proses pemotongan memiliki dua macam fungsi, yang pertama
adalah untuk memeriksa atau mensortir kemasan tersebut agar produk reject tidak
sampai pada pelanggan, proses sortir ini dilakukan dengan menggunakan strobo
untuk mempermudah proses sorting, tetapi pada prakteknya proses sorting
dilakukan dengan menggunakan tangan yaitu dengan dirasakan atau diraba
dengan telapak tangan pada saat silinder berputar menggulung cetakan kemasan.
Fungsi yang kedua adalah memotong gulungan cetakan menjadi beberapa bagian
sesuai dengan permintaan pelanggan, setelah proses pemotongan gulungan
kemasan menjadi beberapa bagian lalu gulungan yang sudah dipotong tersebut
dibungkus dengan rapat agar tetap steril pada saat dibawa kepada pelanggan.
Setelah proses pembungkusan dilakukan maka barang jadi akan masuk ke
gudang penyimpanan barang jadi untuk dikemas kedalam kardus yang siap
dikirim kepada customer.
11

Gamabar 1.6 Proses Slitting
12

Di bawah ini adalah proses pemeriksaan yang dilakukan pada saat proses
berjalan dengan melakukan pemeriksaan pada setiap prosesnya maka produk-
produk yang rusak dapat dengan ketat diawasi agar tidak sampai pada pelanggan,
selain itu pemeriksaan pada setiap proses ini berguna agar bagian-bagian yang
tidak sesuai atau defect tidak terus ikut dalam jalannya proses produksi
Gambar 1.7 Proses Pemeriksaan
13

Gambar 1.8 OPC Extra Joss
14

1.4 Tujuan dan Manfaat
Tujuan yang ingin dicapai oleh penulis dari observasi di PT Indogravure
adalah sebagai berikut :
1. Memberikan pandangan yang lebih jelas kepada PT Indogravure
tentang permasalahan yang dihadapi.
2. Mengetahui daerah-daerah yang harus diprioritaskan untuk
pengembangan proses serta memonitor perubahan-perubahan dalam
quality cost.
3. Mengetahui penyebab kegagalan produksi yang mengakibatkan
kerugian pada PT Indogravure.
Sedangkan manfaat dari penelitian ini adalah :
1. Dapat menjadi bahan pertimbangan bagi PT Indogravure dalam
mengambil langkah perbaikan proses produksi pada daerah-daerah
tertentu yang rawan terhadap kegagalan produksi.
2. Dapat mengetahui tindak perbaikan yang harus dilakukan agar tidak
terjadi kegagalan dalam proses produksi baik dari segi pekerja dan
bahan yang digunakan.
3. Dapat menjadi pertimbangan bagi PT Indogravure dalam menerapkan
sistem baru pada proses produksinya dalam mencegah terjadinya produk
gagal.
1.4 Metode Penelitian
Dalam menyusun skripsi ini penulis melakukan pengolahan data dengan
metode quality improvement program, yaitu suatu metode yang mengamati serta
mencatat berbagai permasalahan yang terjadi di dalam proses manufaktur untuk
dianalisis dan mencari jalan keluar berupa langkah-langkah yang harus dilakukan
oleh perusahaan serta biaya yang dikeluarkan untuk melakukan perbaikan dengan
menggunakan metode yang tepat agar kualitas dapat terjaga.
15

Langkah pertama yang dilakukan adalah identifikasi masalah yang terjadi
pada seluruh proses produksi, dalam proses ini penulis akan meneliti setiap
permasalahan yang terjadi pada proses produksi.
Langkah kedua adalah meneliti dengan tabel input, proses, output dan
quality acceptance criterium, dalam tahap ini dilakukan penetuan kriteria dari
mesin, bahan, tenaga kerja, dan lingkungan lantai produksi, disini penulis
menetukan kriteria seperti apa yang dapat diterima agar proses produksi dapat
berjalan dengan lancar.
Langkah ketiga adalah menggunakan tabel proses dan quality process
control, dalam tahap ini penulis melakukan pengujian dengan alat uji yang
digunakan oleh perusahaan untuk menentukan apakah mesin, bahan, tenaga kerja,
dan lingkungan berjalan sesuai dengan standar yang sudah ditentukan.
Langkah keempat adalah mengidentifikasi masalah utama dan penyebab
utama, dalam tahap ini penulis akan menganalisis lebih dalam menggunakan
bantuan flow process chart, histogram, pareto, fish bone diagram, bagan kendali,
dan scatter diagram.
Langkah kelima adalah menentukan quality improvement program mana
yang sesuai dengan keadaan perusahaan, sehingga penulis dapat mengambil
langkah-langkah yang tepat untuk melakukan perbaikan pada permasalahan yang
terjadi.
Langkah keenam adalah melakukan manajemen perubahan dan biaya,
dalam tahap ini penulis menentukan metode yang dilakukan untuk melakukan
perubahan serta seberapa besar biaya yang dibutuhkan untuk melakukan
perubahan tersebut.
16

1.5 Sistematika Penulisan
Secara garis besar pembahasan skripsi ini memuat antara lain :
BAB 1 PENDAHULUAN
Dalam bab ini penulis mengemukakan latar belakang penelitian,
perumusan masalah, tujuan dan manfaat, serta sistematika penulisan. Dalam
bab ini juga berisi penjelasan secara umum mengenai PT Indogravure.
Pertama akan ditinjau sejarah singkat berdirinya perusahaan tersebut, visi
misi perusahaan, kegiatan dan prospek usaha perusahaan kemudian
diuraikan juga tentang struktur organisasi, uraian tugas dan tanggung jawab.
BAB 2 LANDASAN TEORI
Dalam bab ini penulis menguraikan dasar-dasar ilmu yang digunakan
dalam mengerjakan skripsi ini. Pada bab ini juga dijelaskan metode yang
digunakan dalam menganalisa data secara teori-teori yang mendukung.
BAB 3 METODOLOGI PENELITIAN
Pada bagian ini dibahas mengenai langkah-langkah dalam melakukan
observasi mulai dari pengumpulan data, analisis data sampai hasil yang
diperoleh dari analisa yang dilakukan.
BAB 4 PENGUMPULAN DAN ANALISIS DATA
Pada bagian ini dibahas mengenai pengolahan data yang diperoleh
dari observasi, dimana data hasil observasi akan mendapatkan beberapa
perlakuan sebelum dipergunakan pada metode yang telah disiapkan untuk
memberikan solusi terhadap permasalahan yang terjadi. Penggunaan
metode yang terdapat pada landasan teori merupakan langkah berikutnya
dalam memberikan alternatif solusi. Hasil dari analisi ini nantinya dapat
diterapkan guna memperbaiki masalah yang dihadapi.
17

BAB 5 KESIMPULAN DAN SARAN
Dalam bab ini akan disimpulkan secara singkat mengenai hasil
analisis data yang sudah dilakukan. Selain itu penulis juga mencoba untuk
memberikan saran-saran yang diharapkan dapat membantu dan bermanfaat
bagi perusahaan yang bersangkutan.
18

DAFTAR PUSTAKA
Wayne, C.T, Joe, H.M, Kenneth, E.C, Jhon, W.N (1993). Pengantar Teknik dan
Sistem Industri. Guna Widya dan Pearson Education Asia, Indonesia.
Nasution, M.N (2001). Manajemen Mutu Terpadu. Ghalia Indonesia
19