Embed Size (px)
Citation preview

BAB II
LANDASAN TEORI
2.1 Pengertian From To Chart (FTC)
Menurut Apple, 1990 menjelaskan From to chart (FTC) merupakan
penggambaran tentang berapa total OMH dari suatu bagian aktivitas dalam pabrik
menuju aktivitas dalam pabrik lainnya, sehingga dari peta ini dapat dilihat total
OMH secara keseluruhan mulai dari gudang bahan baku receiving menuju
fabrikasi, assembling sampai terakhir menuju gudang barang jadi (shipping). FTC
biasanya berguna apabila barang yang mengalir pada suatu wilayah berjumlah
banyak, seperti pada bengkel, kantor atau fasilitas lainnya. Hal ini berguna jika
terjadi keterkaitan antara beberapa kegiatan dan jika diinginkan adanya
penyusunan kegiatan yang optimum.
FTC atau peta dari ke-, secara umum mempunyai beberapa keuntungan
dalam hal-hal sebagai berikut antara lain; Menganalisis perpindahan bahan.
Perencanaan pola aliran. Penentuan lokasi kegiatan. Pembanding pola aliran atau
tata letak pengganti. Pengukuran efisiensi pola aliran. Menunjukkan
ketergantungan antara satu kegiatan dengan kegiatan yang lain. Menunjukkan
volume perpindahan antar kegiatan. Menunjukkan keterkaitan lintas produksi.
Perencanaan keterkaitan antara beberapa produk, komponen, barang jadi dan
bahan, dan lain-lain. Menunjukkan hubungan kuantitatif antara kegiatan dan
perpindahannya. Minimalisasi jarak perpindahan bahan.
FTC memiliki beberapa kegunaan yang dapat membantu terciptanya
kegiatan proses produksi menjadi lebih baik. Adapun kegunaan dari peta dari ke-
(FTC) asebagai berikut; Menganalisa perpindahan bahan. Perencanaan pola aliran.
Mengukur effesiensi pola aliran. Menunjukkan ketergantungan suatu aktivitas
dengan aktivitas lainnya. Merencanakan hubungan antara sejumlah produk,
bagian, item dan lainnya. Menggambarkan jumlah hubungan antara aktivitas dan
pergerakkan diantaranya. Memperpendek jarak perjalanan dalam suatu proses.

Menurut Sritomo, 2000 menjelaskan perhitungan untuk mencari tabel
FTC in-flow dan out-flow dilakukan menggunakan rumus tersendiri. Rumus
keduanya berbeda antara satu dengan lainnya. Adapun rumus-rumus yang
digunakan untuk perhitungan FTC adalah sebagai berikut:
1) Cara mencari nilai pada tabel FTC In-flow
2) Cara mencari nilai pada tabel FTC Out-flow
Berdasarkan rumus yang telah disebutkan di atas, maka dilakukan
perhitungan FTC untuk in-flow dan out-flow. Berikut ini merupakan FTC yang
diperoleh berdasarkan perhitungan OMH yang telah dilakukan.
Tabel 2.1 From To Chart (FTC)
From/To R F001 F002 F003 F004 A001 A002 S Jumlah
R
F001
F002
F003
F004
A001
A002
S
Jumlah
Agar lebih jelas cara memperoleh hasil di atas, maka dibuatlah contoh
perhitungan biaya OMH dari receiving ke meja fabrikasi. Perhitungannya
dilakukan dengan cara mengalokasikan nilai OMH pada masing-masing
departemen. Nilai OMH pada receiving sama dengan nilai OMH pada meja
fabrikasi, karena nilai tersebut menunjukkan biaya yang dikeluarkan untuk satu
kali melakukan perpindahan barang mulai dari receiving menuju meja fabrikasi,
sehingga biaya OMH yang dikeluarkan.
2.1.1 In Flow – Out Flow (IF - OF)

From To Chart dibedakan menjadi dua, yaitu FTC Inflow yang digunakan
untuk mencari koefisien ongkos yang masuk ke suatu departemen dari departemen
lainnya dan FTC Outflow yang digunakan untuk mencari koefisien ongkos yang
keluar dari suatu departemen ke departemen lainnya. Rumus yang digunakan
dalam perhitungan FTC Inflow dan tabel FTC Inflow, yaitu:
Tabel 2.2 FTC Inflow
From/To R F001 F002 F003 F004 A001 A002 S
R
F001
F002
F003
F004
A001
A002
S
Agar lebih jelas cara memperoleh hasil di atas, maka dibuatlah contoh
perhitungan biaya OMH dari receiving ke meja fabrikasi. Perhitungannya yaitu
nilai OMH pada receiving dibagi dengan nilai OMH pada receiving,-, sehingga
hasilnya sebesar data jumlah.
Perhitungan FTC in-flow sedah dilaksanakan, selanjutnya melakukan
perhitungan untuk FTC out-flow. Berikut ini merupakan tabel out-flow yang
dihitung berdasarkan tabel FTC yang telah diperoleh.
Tabel 2.3 FTC Outflow
From/To R F001 F002 F003 F004 A001 A002 S
R
F001
F002
F003
F004
A001
A002 ~
S
III-6

Agar lebih jelas cara memperoleh hasil di atas, maka dibuatlah contoh
perhitungan biaya OMH dari receiving ke meja fabrikasi. Perhitungannya yaitu
nilai OMH pada receiving dibagi dengan nilai OMH pada meja fabrikasi,
sehingga hasilnya ~.
Berdasarkan nilai yang terdapat pada tabel in-flow dan out-flow, maka
tabel in-flow yang dipilih. Hal tersebut disesuaikan dengan ketentuan, bahwa
dimana terdapat nilai yang terkecil, maka tabel tersebutlah yang digunakan pada
penentuan prioritas. Nilai terkecil terdapat pada tabel in-flow, sehingga tabel in-
flow yang akan digunakan dalam penentuan prioritas.
2.2 Tabel Skala Prioritas (TSP)
Tabel Skala Prioritas (TSP) adalah suatu tabel yang menggambarkan
urutan prioritas antara departemen/mesin dalam suatu lintas/layout produksi. TSP
dibuat berdasarkan FTC Inflow atau FTC Outflow yang dipilih dari nilai FTC
terkecil di antara keduanya. Tabel Skala Prioritas (TSP) dapat dilihat pada tabel
berikut ini.
Tabel 2.4 Tabel Skala Prioritas (TSP)
Departemen/MesinPrioritas
I III III
R A002 A001 F001
F001 F002
F002 F003
F003 F004
F004 A001
A001 A002
A002 S
S
2.3 Allocation Relationship Diagram (ARD)
Menurut Francis, 1974 menjelaskan Allocation Relationship Diagram
berdasarkan tingkat prioritas kedekatan, sehingga diharapkan ongkos handling
minimum. Dasar untuk membuat ARD yaitu TSP, jadi yang menempati prioritas
III-6

pertama pada TSP harus didekatkan letaknya lalu diikuti prioritas berikutnya.
Berikut ini adalah skema untuk melihat hubungan dari setiap prioritas.
Tabel 2.5 Skema Allocation Relationship Diagram (ARD)
IV III IV
IV II I II IV
III I M I III
IV II I II IV
IV III IV
a. Mesin M harus diikuti oleh prioritas I, II, III dan seterusnya.
b. Untuk prioritas yang besar (III) bisa menempati prioritas yang lebih kecil (II
atau I) < untuk kondisi selanjutnya.
Area pada ARD diasumsikan sama, baru pada revisi disesuaikan
berdasarkan ARD lini dan areanya sesuai dengan luas masing-masing aktivitas
yang diperkecil dengan skala tertentu. Adapun keuntungan pembuatan ARD ini
antara lain; Pembagian wilayah kegiatan yang sistematis. Memudahkan proses
tata letak. Meminimumkan ruangan yang tidak terpakai. Menterjemahkan
perkiraan area ke dalam suatu peraturan pendahuluan dalam bentuk yang dapat
dilihat. Memberikan perkiraan luas letak. Menjamin ruangan yang cukup. Dasar
bagi perencanaan selanjutnya. Pembuatan ARD dilakukan berdasarkan tabel skala
prioritas yang ada, dengan tujuan utama adalah meminimasi jarak perpindahan
dan ongkos pemindahan bahan. Allocation Relationship Diagram (ARD)
merupakan hubungan antaran aktivitas (departemen/mesin) berdasarkan tingkat
prioritas kedekatan. Biasanya melihat waktu tekecil antara FTC Outflow atau FTC
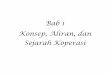
Inflow serta tabel TSP. Berikut ini adalah gambar diagram dari ARD kotak
penyimpanan.

R S
A002
F001 A001
F002
F004
F003
Gambar 2.1 ARD Kotak Penyimpanan

DAFTAR PUSTAKA
Tataletak pabrik dan pemindahan bahan/James M.Apple;terjemahan
Nurhayati M. T. Mardiono. – Bandung: Penerbit ITB, 1990.
Francis. R.L. and White, J.A., Facility Layout and Location: An
Analytical Approach. Englewood Cliffs. N.J.:Prentice-Hall, Inc., 1974.
Tataletak pabrik dan pemindahan bahan/Sritomo Wignjosoebroto,
M.S.c – Surabaya, 2000