Embed Size (px)
Citation preview

BAB II
LANDASAN TEORI
2.1 Kualitas
Dengan semakin meningkatnya persaingan secara global pada bidang
perindustrian,mengakibatkan semakin besarnya kesadaran perusahaan akan
kualitas. Faktor utama yang menentukan performansi suatu perusahaan adalah
mutu barang yang dihasilkan. Produk yang bermutu adalah produk yang
sesuai dengan apa yang diinginkan oleh konsumen dan kualitas merupakan
salah satu modal utama yang mempengaruhi keberhasilan maupun kegagalan
dalam melakukan kegiatan usaha dan merupakan salah satu dasar pemilihan
produk oleh konsumen. Mutu memerlukan suatu proses perbaikan yang terus-
menerus dengan individual yang dapat diukur, dan tujuan performan nasional.
Dukungan manajemen, karyawan untuk perbaikan mutu adalah penting untuk
kompetisi yang efektif di pasar global. Di samping itu istilah kualitas sangat
penting bagi suatu organisasi atau perusahaan, karena : (Ariani, Dorothea
Wahyu, 1999:4)
• Penurunan biaya
Dalam paradigma lama, untuk menghasilkan produk bermutu selalu
membawa dampak pada peningkatan biaya, karena produk yang
bermutu selalu identik dengan harga mahal. Sementara paradigma baru

23
mengatakan bahwa untuk menghasilkan produk atau jasa yang
bermutu perusahaan atau organisasi tidak perlu mengeluarkan biaya
yang tinggi. Hal ini disebabkan perusahaan atau organisasi tersebut
berorientasi pada customer satisfaction, yaitu dengan mendasarkan
jenis tipe, waktu, dan jumlah produk yang dihasilkan sesuai dengan
kebutuhan dan harapan pelanggan. Sehingga tidak terjadi pemborosan
yang harus dibayar mahal oleh perusahaan atau organisasi tersebut.
Dengan demikian pendapat bahwa” quality has not cost” dapat dicapai
dengan tidak menghasilkan produk atau jasa yang tidak dibutuhkan
konsumen.
• Reputasi perusahaan
Perusahaan atau organisasi akan mendapatkan predikat yang baik
sebagai organisasi yang mengutamakan mutu di kalangan masyarakat
luas sehingga dapat dipercaya.
• Pertanggungjawaban produk
Dengan semakin meningkatnya mutu produk atau jasa yang
dihasilkan, maka organisasi atau perusahaan perlu semakin
bertanggungjawab terhadap desain, proses, dan pendistribusian produk
tersebut untuk memenuhi kebutuhan dan harapan pelanggan. Selain
itu, pihak perusahaan tidak perlu lagi mengeluarkan biaya yang begitu

24
besar hanya untuk memberikan jaminan terhadap produk yang
ditawarkan
• Peningkatan pangsa pasar
Pangsa pasar akan meningkat bila minimasi biaya tercapai, sehingga
harga dapat ditekan walau mutu tetap menjadi yang terutama. Hal-hal
inilah yang mendorong konsumen untuk membeli dan membeli lagi
produk atau jasa tersebut sehingga pangsa pasar meningkat.
• Dampak internasional
Bila perusahaan mampu menawarkan produk yang berkualitas, maka
selain dikenal di pasar lokal, maka produk yang ditawarkan juga akan
dikenal dan diterima di pasar internasional. Hal ini menimbulkan
kesan yang baik terhadap perusahaan yang menghasilkan produk yang
berkualitas tersebut.
• Penampilan produk
Mutu akan membuat produk dikenal, dan hal ini akan membuat
perusahaan atau organisasi yang menghasilkan produk juga dikenal
dan dipercaya masyarakat luas. Dengan demikian tingkat kepercayaan
pelanggan dan masyarakat umumnya akan bertambah dan organisasi
atau perusahaan akan lebih dihargai. Hal ini akan menimbulkan
fanatisme tertentu dari konsumen terhadap produk yang ditawarkan
oleh perusahaan atau organisasi.

25
• Mutu yang dirasakan
Persaingan yang saat ini bukan lagi masalah harga melainkan mutu
produk. Hal ini yang mendorong konsumen untuk mau membeli
produk atau barang denga harga tinggi namun bermutu tinggi. tetapi,
mutu mempunyai banyak dimensi yang bersifat subyektif. Sebagai
produsen, dituntut untuk mampu memenuhi kebutuhan dan harapan
pelanggan dan mampu menterjemahkan apa yang menjadi kebutuhan
dan harapan pelanggan.
Oleh sebab itu mutu suatu produk dipengaruhi oleh:
• Mutu bahan baku
• Proses produksi dalam mengolah bahan baku, pengawasan secara
teliti, dan standarisasi yang terjamin.
2.1.1 Sejarah Perkembangan Mutu
Mutu telah dikenal sejak empat ribu tahun yang lalu, ketika bangsa mesir
kuno mengukur dimensi batu-batu yang digunakan untuk membangun
piramida. Pada jaman modern fungsi mutu berkembang melalui beberapa
tahap (Ariani, Dorothea Wahyu., 1999:10) yaitu:
• Inspeksi (Inspection)
Konsep mutu modern dimulai pada tahun 1920-an. Kelompok mutu
yang utama adalah bagian inspeksi. Selama produksi, para inspektor

26
mengukur hasil produksi berdasarkan spesifikasi. Bagian inspeksi
tidak independen, biasa mereka lapor ke pabrik. Hal ini menyebabkan
perbedaan kepentingan. Seandainya inspeksi menolak hasil satu alur
produksi yang tidak sesuai maka bagian pabrik berusaha
meloloskannya tanpa mempedulikan mutu.
Pada masa ini ada beberapa orang ahli di bidang statistik antara lain
walter e. Sewhart (1924) yang menemukan konsep statistik untuk
pengendalian variabel-variabel produk, seperti panjang, lebar, berat,
tinggi. Sedang H.F Dodge dan H.G. Romig merupakan pelopor dalam
pengambilan sampel untuk mwnguji penerimaan produk.
• Pemastian Mutu (Quality Assurance)
Rekomendasi yang dihasilkan dari teknik-teknik statistik seing kali
tidak dapat dilayani oleh struktur pengambilan keputusan yang ada.
Pengendalian mutu (quality control) berkembang menjadi pemastian
mutu (quality assurance). Bagian pemastian mutu difokuskan untuk
memastikan proses dan mutu produk melalui pelaksanaan audit
operasi, pelatihan, analisis kinerja teknis, dan petunjuk operasi untuk
peningkatan mutu. Pemastian mutu bekerja sama dengan bagian-
bagian yang lain yang bertanggung jawab penuh terhadap mutu kinerja
masing-masing bagian.

27
• Pengendalian Mutu (Quality Control)
Pada tahun 1940-an, kelompok inspeksi berkembang menjadi bagian
pengendalian mutu. Adanya perang dunia II, mengharuskan produk
militer yang bebas cacat. Mutu produk militer menjadi salah satu
faktor yang menentukan kemenangan dalam peperangan. Hal ini harus
dapat diantisipasi melalui pengendalian yang dilakukan selama proses
produksi. Tanggung jawab mutu dialihkan ke bagian quality control
yang independen. Bagian ini memiliki otonomi penuh dan terpisah di
bagian pabrik. Pada pemeriksa mutu dibekali dengan perangkat
statistika seperti diagram kendali, dan penarikan sampel.
Pada tahap ini dikenal seorang tokoh yaitu feigenbaum (1983) yang
merupakan pelopor total quality control (1960). Sedang pada tahun
1970 feigenbaum memperkenalkan konsep total quality control
organizationwide. Namun pada tahun 1989 feigenbaum mengenalkan
konsep total quality system.
• Manajemen Mutu (Quality Management)
Pemastian mutu bekerja berdasarkan status quo, sehingga upaya yang
dilakukan hanyalah memastikan pelaksanaan pengendalian mutu, tapi
sangat sedikit pengaruh untuk meningkatnya. Karena untuk itu
mengantisipasi persaingan, aspek mutu perlu selalu dievaluasi dan

28
direncanakan perbaikannya melalui penerapan fungsi-fungsi
manajemen mutu.
• Manajemen Mutu Terpadu (Total Quality Management)
Dalam perkembangan manajemen mutu, ternyata bukan hasil fungsi
produksi yang mempengaruhi kepuasan pelanggan terhadap mutu.
Dalam hal ini tanggung jawab terhadap mutu tidak cukup hanya
dibebankan kepada suatu bagian tertentu, tetapi sudah menjadi
tanggung jawab seluruh individu di perusahaan. Pola inilah yang
disebut Total Quality Management.
2.1.2 Pengertian Kualitas
Mutu atau kualitas memiliki banyak definisi yang berbeda-beda karena
mutu atau kualitas tersebut dapat diterapkan pada berbagai dimensi
kebutuhan. Sehingga mengakibatkan perbedaan persepsi atau pandangan yang
dapat menimbulkan pengertian kualitas atau mutu bervariasi.
Banyak ahli yang mendefinisikan mutu yang secara garis besar
orientasinya adalah kepuasan pelanggan yang merupakan tujuan perusahaan
atau organisasi yang berorientasi pada mutu. (Ariani, Dorothea
Wahyu.,1999:5), antara lain:
• H.L. Gilmore : mutu adalah suatu kondisi di mana produk sesuai
dengan desain atau spesifikasi tertentu.
29
• William W. Scherkenbach : mutu ditentukan oleh pelanggan;
pelanggan ingin produk dan jasa, dalam seluruh kehidupannya,
terpenuhi kebutuhan dan harapannya, pada suatu harga tertentu yang
menunjukkan nilai produk tersebut.
• J.M. Juran : mutu adalah sesuai untuk digunakan.
• Ross Johnson & William O. Winchell : mutu adalah keseluruhan ciri
dan karakteristik produk atau jasa yang berkaitan dengan kemampuan
memenuhi kebutuhan atau kepuasan.
• Philip B. Crosby : mutu adalah kesesuaian dengan kebutuhan.
Dari beberapa definisi tersebut dapat dikatakan secara garis besar bahwa
mutu adalah keseluruhan ciri atau karakteristik produk atau jasa dalam tujuan
untuk memenuhi kebutuhan dan harapan pelanggan.
2.1.3 Pengertian Pengendalian Kualitas
Pengendalian kualitas merupakan suatu usaha untuk mempertahankan
kualitas dari produk yang dihasilkan supaya sesuai dengan standar kualitas
yang telah ditetapkan. Proses pengendalian kualitas terdiri dari langkah-
langkah sebagai berikut :
• Mengevaluasi kinerja kualitas aktual.
• Membandingkan kinerja aktual tersebut dengan tujuan kualitas.
• Mengambil tindakan terhadap penyimpangan.

30
Pengendalian kualitas yang dilakukan baru dapat dikatakan efektif bila
dapat menekankan produksi cacatsampai batas minimum terjadinya
penyimpangan dalam suatu standar yang telah ditetapkan yang boleh terjadi.
2.1.4 Pengendalian Proses Statistik (Statistical Process Control)
Statistik adalah seni pengambilan keputusan tentang suatu proses atau
populasi berdasarkan suatu analisis informasi yang terkandung didalam suatu
sampel dari populasi itu. Metode statistik memainkan peranan penting dalam
jaminan kualitas. Metode statistik itu memberikan cara – cara pokok dalam
pengambilan sampel produk, pengujian serta evaluasinya dan informasi
didalam data itu digunakan untuk mengendalikan dan meningkatkan proses
pembuatan. Lagipula statistik adalah bahasa yang digunakan oleh insinyur
pengembangan, pembuatan, pengusahaan, manajemen, dan komponen–
komponen fungsional bisnis yang lain untuk berkomunikasi tentang kualitas.
(Montgomery, 2002)
Untuk menjamin proses produksi dalam kondisi baik dan stabil atau
produk yang dihasilkan selalu dalam daerah standar, perlu dilakukan
pemeriksaan terhadap titik origin dan hal-hal yang berhubungan, dalam
rangka menjaga dan memperbaiki kualitas produk sesuai dengan harapan. Hal
ini disebut Statistical Process Control (SPC).

31
Dalam pengendalian proses statistik dikenal adanya “seven tools”. Seven
tools dari pengendalian proses statistik ini adalah metode grafik paling
sederhana untuk menyelesaikan masalah. Seven tools tersebut adalah:
Lembar pengamatan (check sheet)
Lembar pengamatan adalah lembar yang digunakan untuk
mencatat data produk termasuk juga waktu pengamatan,
permasalahan yang dicari dan jumlah cacat pada setiap
permasalahan.
Stratifikasi (run chart)
Stratifikasi adalah suatu upaya untuk mengurai atau
mengklasifikasi persoalan menjadi kelompok atau golongan
sejenis yang lebih kecil atau menjadi unsur-unsur tunggal dari
persoalan.
Histogram
Histogram adalah diagram batang yang menunjukkan tabulasi dari
data yang diatur berdasarkan ukurannya. Tabulasi data ini
umumnya dikenal sebagai distribusi frekuensi. Histogram
menunjukkan karakteristik-karakteristik dari data yang dibagi-bagi
menjadi kelas-kelas. Pada histogram frekuensi, sumbu x
menunjukkan nilai pengamatan dari tiap kelas. Histogram dapat
berbentuk “normal” atau berbentuk seperti lonceng yang
menunjukkan bahwa banyak data yang terdapat pada nilai rata-
32
ratanya. Bentuk histogram yang miring atau tidak simetris
menunjukkan bahwa banyak data yang tidak berada pada nilai rata-
ratanya tetapi kebanyakan datanya berada pada batas atas atau
bawah. Fungsi dari histogram adalah sebagai berikut:
Menentukan apakah suatu produk dapat diterima atau tidak.
Menentukan apakah proses produk sudah sesuai atau
belum.
Menentukan apakah diperlukan langkah-langkah
perbaikan.
Grafik kendali (control chart)
Grafik pengendali adalah suatu alat yang secara grafis digunakan
untuk memonitor apakah suatu aktivitas dapat diterima sebagai
proses yang terkendali. Grafik pengendali terkadang disebut
dengan Shewhart control charts karena grafik ini pertama kali
dibuat oleh Walter A. Shewhart. Nilai dari karekterisik kualitas
yang dimonitor, digambarkan sepanjang sumbu y, sedangkan
sumbu x menggambarkan sampel atau subgroup dari karakteristik
kualitas tersebut. Sebagai contoh karakteristik kualitas adalah
panjang rata-rata, diameter rata-rata, dan waktu pelayanan rata-
rata. Semua karakteristik tersebut dinamakan variabel dimana nilai
numeriknya dapat diketahui. Sedangkan atribut adalah
karakteristik kualitas yang ditunjukkan dengan jumlah produk

33
cacat, jumlah ketidaksesuaian dalam satu unit, serta jumlah cacat
per unit. Terdapat tiga garis pada grafik pengendali. Center line
atau garis tengah adalah garis yang menunjukkan nilai rata-rata
dari karakteristik kualitas yang diplot pada grafik. Upper limit
control atau batas pengendali atas dan lower limit control atau
batas pengendali bawah digunakan untuk membuat keputusan
mengenai proses. Jika terdapat data yang berada di luar batas
pengendali atas dan batas pengendali bawah serta pada pola data
tidak acak atau random maka dapat diambil kesimpulan bahwa
data berada di luar kendali statistik.
Peta kendali dikelompokkan menjadi 2 tipe yaitu :
• Peta kendali untuk data variabel, dan
• Peta kendali untuk data atribut
Peta kendali untuk data variabel dapat dikelompokkan menjadi
(Gaspersz 1998, 107)
Peta kendali X-bar
Peta kontrol X-bar menjelaskan tentang perubahan-
perubahan yang telah terjadi dalam ukuran titik pusat atau
rata-rata dari suatu proses. Faktor-faktor yang
menyebabkan perubahan yaitu: peralatan yang dipakai,
34
peningkatan temperatur, perbedaan metode yang digunakan
dalam shift kedua, material baru, tenaga kerja yang baru.
Peta kendali R
Peta kendali R menjelaskan perubahan-perubahan yang
terjadi dalam ukuran variasi, yang berkaitan dengan
perubahan homogenitas produk yang dihasilkan melalui
suatu proses. Faktor yang menyebabkan perubahan
homogenitas produk yaitu : bagian peralatan yang hilang,
minyak pelumas mesin yang tidak mengalir dengan baik,
kelelahan para pekerja.
Peta kendali untuk data atribut dapat dikelompokkan
menjadi: (Gaspersz 1998, 147)
Peta kendali p
Peta kendali p digunakan untuk mengukur proporsi
ketidaksesuaian ( penyimpangan atau sering disebut cacat)
dari item-item dalam kelompok yang sering diinspeksi.
Dengan demikian peta kendali p digunakan untuk
mengendalikan proporsi dari item-item yang tidak
memenuhi syarat spesifikasi kualitas atau proporsi dari
produk yang cacat yang dihasilkan alam suatu proses.
Proporsi yang tidak memenuhi syarat didefinisikan sebagai

35
rasio banyaknya item yang tidak memenuhi syarat dalam
suatu kelompok terhadap total banyaknya item dalam
kelompok tersebut. Item-item dapat mempunyai beberapa
karakteristik kualitas yang diperiksa atau diuji secara
simultan oleh pemeriksa. Jika item-item tidak memenuhi
standard pada satu atau lebih karakteristik kualitas yang
diperiksa, item-item digolongkan sebagai tidak memenuhi
syarat spesifikasi atau cacat.
Rumus yang digunakan pada peta kendali p (ariani 1993,
134) adalah
g.n
xpCL
n
1ii∑
===
( )n
pp −+=
13pUCL
( )n
pp −−=
13pLCL
Peta kendali np
Pada dasarnya peta kendali np serupa dengan peta kendali
p, kecuali bahwa dalam peta kendali np terjadi perubahan

36
skala pengukuran. Peta kendali np menggunakan ukuran
banyaknya item yang tidak memenuhi spesifikasi atau
banyaknya item yang tidak sesuai dalam suatu
pemeriksaan.
Rumus yang digunakan pada peta kendali np (ariani 1993,
135) adalah
g
xnpCL
n
1ii∑
===
( )pnp −+= 13npUCL
( )pnp −−= 13npLCL
Peta kendali c
Suatu item yang tidak memenuhi syarat atau yang cacat
dalam proses pengendalian kualitas didefinisikan sebagai
tidak memenuhi satu atau lebih spesifikasi untuk item. Bila
ada titik spesifik yang tidak memenuhi spesifikasi yang
ditentukan untuk item itu, item tersebut digolongkan
sebagai cacat atau tidak memenuhi syarat. Akibatnya setiap
item yang tidak memenuhi syarat akan mengandung paling
sedikit satu spesifik yang tidak memenuhi syarat.

37
Penggolongan produk yang cacat berdasarkan kriteria
untuk jenis produk yang dianggap kurang, karena bisa saja
suatu produk masih dapat berfungsi dengan baik, meskipun
mengandung satu atau lebih titik spesifik yang tidak
memenuhi spesifikasi.
Peta kendali p dan np didasarkan pada unit produk yang
cacat, dimana pengendalian kualitas didasarkan pada unit
produk secara keseluruhan. Dalam hal seperti ini suatu
produk dinyatakan cacat apabila mengandung paling
sedikit satu titik spesifik yang tidak memenuhi syarat.
Sedangkan peta kendali c didasarkan pada titik spesifik
yang tidak memenuhi syarat dalam produk tersebut,
sehingga suatu produk dapat saja dianggap memenuhi
syarat meskipun mengandung satu atau beberapa titik
spesifik yang cacat.
Rumus yang digunakan pada peta kendali c (ariani 1993,
152) adalah
g
CCCL
n
1ii∑
===
c3cUCL +=

38
c3cLCL −=
Peta kendali u
Peta kendali u mengukur banyaknya ketidaksesuaian per
unit. Peta kendali u serupa dengan peta kendali c, kecuali
bahwa banyaknya ketidaksesuaian dinyatakan dasar per
unit item. Peta kendali u dan c sesuai untuk beberapa
kondisi. Peta kendali u dapat dipergunakan apabila ukuran
contoh lebih dari satu unit, dan mungkin bervariasi dari
waktu ke wakut.
Rumus yang digunakan pada peta kendali u (ariani 1993,
153) adalah
n.g
CUCL
n
1ii∑
===
nu3uUCL +=
nu3uLCL −=

39
Diagram pareto
Diagram pareto pertama kali diperkenalkan oleh Alfredo Pareto
dan digunakan pertama kali oleh Joseph Juran. Fungsi diagram
pareto adalah untuk mengidentifikasi atau menyeleksi masalah
utama untuk peningkatan kualitas. Diagram ini menunjukkan
seberapa besar frekuensi berbagai macam tipe permasalahan yang
terjadi dengan daftar masalah pada sumbu x dan jumlah/frekuensi
kejadian pada sumbu y. Kategori masalah diidentifikasikan sebagai
masalah utama dan masalah yang tidak penting. Prinsip Pareto
adalah 80 % masalah (ketidaksesuaian atau cacat) disebabkan oleh
20 % penyebab. Prinsip Pareto ini sangat penting karena prinsip ini
mengidentifikasi kontribusi terbesar dari variasi proses yang
menyebabkan performansi yang jelek seperti cacat. Pada akhirnya,
diagram pareto membantu pihak manajemen untuk secara cepat
menemukan permasalahan yang kritis dan membutuhkan perhatian
secepatnya sehingga dapat segera diambil kebijakan untuk
mengatasinya.
Diagram sebab akibat (cause and effect diagram)
Diagram sebab akibat juga disebut Ishikawa Diagram karena
diagram ini diperkenalkan oleh Dr. Kaoru Ishikawa pada tahun
1943. Diagram ini terdiri dari sebuah panah horizontal yang
panjang dengan deskripsi masalah. Penyebab-penyebab masalah

40
digambarkan dengan garis radial dari garis panah yang
menunjukan masalah. Kegunaan dari diagram sebab akibat adalah:
Menganalisis sebab dan akibat suatu masalah.
Menentukan penyebab permasalahan.
Menyediakan tampilan yang jelas untuk mengetahui
sumber-sumber variasi.
Diagram sebar (scatter diagram)
Scatter diagram adalah grafik yang menampilkan hubungan antara
dua variabel apakah hubungan antara dua variabel tersebut kuat
atau tidak yaitu antara faktor proses yang mempengaruhi proses
dengan kualitas produk. Pada sumbu x terdapat nilai dari variabel
independen, sedangkan pada sumbu y menunjukkan nilai dari
variabel dependen.
2.1.5 Konsep Mutu Pada Industri Manufaktur
Secara umum dapat dikatakan bahwa mutu produk atau jasa dapat
diwujudkan bila orientasi seluruh kegiatan perusahaan atau organisasi tersebut
berorientasi pada kepuasan pelanggan (customer satisfaction). Apabila
diutarakan secara rinci, mutu memiliki dua perspektif, yaitu perspektif
produsen dan perspektif konsumen, di mana bila kedua hal tersebut disatukan
maka akan dapat tercapai kesesuaian antara kedua sisi tersebut yang dikenal

41
sebagai kesesuaian untuk digunakan oleh konsumen. Menurut Roberta Russell
(1999), hal ini dapat digambarkan seperti di bawah ini :
Gambar 2.1 Dua Perspektif Mutu
Sumber Gambar : Dorethea Wahyu, Pengendalian Kualitas Mutu, 1999 : 7
Apabila diperhatikan pada gambar 2.1. di atas, maka kedua perspektif
tersebut akan bertemu pada satu kata “Fitness For Consumer Use”.
Kesesuaian untuk digunakan tersebut merupakan kesesuaian antara konsumen
dengan produsen. Sehingga dapat membuat suatu standar yang disepakati
bersama dan dapat memenuhi kebutuhan dan harapan kedua belah pihak.
Yang dimaksud dimensi mutu dalam uraian di atas. David A. Garvin telah
menguraikan dimensi mutu untuk industri manufaktur yaitu : (Ariani,
Dorothea Wahyu, 1999 : 7)
Performance, yaitu kesesuaian produk dengan fungsi utama produk itu
sendiri atau karakteristik operasi dari suatu produk

42
Feature, yaitu ciri khas produk yang membedakan dari produk lain
yang merupakan karakteristik pelengkap dan mampu menimbulkan
kesan yang baik bagi pelanggan
Reliability, yaitu kepercayaan pelanggan terhadap produk karena
kehandalannya atau karena kemungkinan rusaknya rendah
Conformance, yaitu kesesuaian produk dengan syarat atau ukuran
tertentu atau sejauh mana karakteristik desain dan operasi memenuhi
standar yang telah ditetapkan
Durability, yaitu tingkat keawetan produk atau lama umur produk
Serviceability, yaitu kemudahan produk itu bila akan diperbaiki atau
kemudahan memperoleh komponen produk tersebut.
Aesthetic, yaitu keindahan atau daya tarik produk tersebut
Perception, fanatisme konsumen akan merek suatu produk tertentu
karena citra atau reputasi produk itu sendiri
Mutu pada industri manufaktur selain menekankan pada produk yang
dihasilkan, juga perlu diperhatikan mutu pada proses produksi. Bahkan, yang
terbaik adalah apabila perhatian pada mutu bukan pada produk akhir,
melainkan proses produksinya atau produk yang masih ada dalam proses
(work in process), sehingga bisa diketahui ada cacat atau kesalahan masih
dapat diperbaiki. Dengan demikian, produk akhir yang dihasilkan adalah
produk yang bebas cacat dan tidak ada lagi pemborosan yang harus dibayar
mahal karena produk tersebut harus dibuang atau dilakukan pengerjaan ulang.

43
2.2 Six Sigma
2.2.1 Sejarah Six Sigma (Pande, Peter S., 2003:7)
Saat ini, setiap keberadaan dan sukses pemimpin elektronik Motorola
terikat pada Six Sigma. Motorola adalah perusahaan yang menanamkan
konsep yang telah menyebar ke dalam sistem manajemen komprehensif.
Pada tahun 1980-an dan 1990-an, Motorola merupakan salah satu dari
banyak korporat AS dan Eropa di mana produk yang mereka luncurkan
(bersama-sama dengan makanan dan snack lain) dimakan oleh para pesaing
Jepang. Para pemimpin atas Motorola mengakui bahwa kualitas produknya
mengerikan. Mereka berada (mengutip seorang veteran Six Sigma Motorola) ,
”Dalam area luka.” Seperti banyak perusahaan pada saat itu, Motorola tidak
mempunyai sebuah program ”kualitas”, Motorola mempunyai beberapa
program. Tetapi pada tahun 1987, keluar sebuah pendekatan baru dari Sektor
Komunikasi Motorola - pada saat itu dikepalai oleh George Fisher, yang
kemudian menjadi top executive di kodak. Konsep perbaikan inovatif itu
disebut ”Six Sigma.”
Sebagaimana Six Sigma menyebar ke seluruh perusahaan – dengan
dukungan kuat dari chairman Motorola, Bob Galvin – Six Sigma memberikan
”otot” ekstra kepada Motorola untuk mencapai tujuan-tujuan yang pada saat
itu sepertinya tidak mungkin: target awal pada awal tahun 1980-an sebear 10
kali peningkatan (catatan: 10X, dieja ”ten-ex”) pada lima tahun, diperkecil
menjadi tujuan 10 kali peningkatan setiap dua tahun – atau 100 kali dalam

44
empat tahun. Meskipun sasaran ”Six Sigma” penting, tetapi perhatian lebih
banyak diberikan kepada rata-rata peningkatan dalam proses dan produk.
2.2.2 Definisi Six Sigma
Six Sigma merupakan suatu filosofi peningkatan kualitas dramatik yang
diterapkan motorola sejak tahun 1986. saat ini, six sigma banyak
dikembangkan dan diterima secara luas oleh dunia industri karena six sigma
mampu melakukan peningkatan kualitas secara dramatik menuju tingkat
kegagalan nol (zero defect). Six sigma adalah suatu cara pintar untuk
mengelola suatu bisnis atau departemen. Six sigma mengedepankan
pelanggan dan menggunakan fakta serta data untuk mendapatkan solusi-solusi
yang lebih baik.
Six Sigma dapat diartikan dalam 2 cara :
• Six Sigma adalah filosofi manajemen yang berorientasi pada
pelanggan dan menganggap cacat sebagai sesuatu yang mahal. Six
Sigma adalah filosofi mengenai bagaimana semakin kecilnya tingkat
cacat akan semakin kecilnya biaya. Peningkatan loyalitas pelanggan
dan semakin kompetitifnya produk dalam mencapai hasil bisnis yang
strategis.

45
• Six Sigma sebagai sistem pengukuran.
Six Sigma sesuai dengan arti sigma, yaitu distribusi atau penyebaran
(variasi) dari rata-rata (mean) suatu proses atau prosedur. Six sigma
diterapkan untuk memperkecil variasi (sigma). Six sigma sebagai
sistem pengukuran menggunakan Defect Per Million Oppurtunities
(DPMO) sebagai satuan pengukuran. DPMO merupakan ukuran yang
baik bagi kualitas produk ataupun proses, sebab berkorelasi langsung
dengan cacat, biaya, dan waktu yang terbuang. Dengan menggunakan
tabel konversi ppm dan sigma pada lampiran, akan dapat diketahui
tingkat sigma. Gambar berikut adalah tabel konversi ppm untuk setiap
level sigma adalah sebagai berikut:
Tabel 2.1 Hubungan Sigma Dan DPMO
Sigma Parts per Million6 Sigma 3,4 defects per million 5 Sigma 233 defects per million 4 Sigma 6.210 defects per million 3 Sigma 66.807 defects per million 2 Sigma 308.537 defects per million 1 Sigma 690.000 defects per million
Sumber : Pande, Peter. 2000.
Beberapa ahli juga telah mencoba untuk membuat satu kesimpulan
atas apa itu Six Sigma, antara lain:

46
• Greg Brue (Brue, Greg., 2002:2)
Six Sigma adalah konsep statistik yang mengukur suatu proses yang
berkaitan dengan cacat pada level 6 (six) sigma, hanya ada 3.4 cacat
dari sejuta peluang. Six Sigma juga merupakan falsafah Management
yang berfokus untuk menghapus cacat dengan cara menekankan
pemahaman, pengukuran, dan perbaikan proses.
• Prof. Dr. Vincent Gaspersz DSc CFPIM , CIQA (Gaspersz, Vincent.,
2002:9)
Six Sigma merupakan ukuran target kinerja industri tentang bagaimana
baiknya suatu proses transaksi produk antara pemasok dan pasar. Six
Sigma juga dapat dipandang sebagai pengendalian proses produksi
yang berfokus pada pelanggan melalui penekanan kepabilitas proses.
• Six Sigma Institute (http://www.iSixSigma.com)
Six Sigma berarti pengukuran kualitas untuk mencapai kesempurnaan.
Six Sigma adalah sebuah pendekatan berbasis data dan merupakan
metodologi untuk mengeliminasi cacat (menuju rentang 6 sigma antara
spesifikasi atas dan bawahnya) di semua proses mulai dari manufaktur
sampai transaksional dan dari produk sampai jasa.
• Adam’s Six Sigma
(http://www.adamssixsigma.com/six_sigma_approach.htm)

47
Six Sigma adalah aplikasi terstruktur atas alat dan teknik pengendalian
kualitas menyeluruh yang diterapkan atas basis proyek-proyek dan
digunakan untuk mencapai hasil bisnis yang strategis.
2.2.3 Keunggulan Six Sigma
Six Sigma sebagai program kualitas juga sebagai tool untuk pemecahan
masalah. Six sigma menekankan aplikasi tool ini secara metodis dan
sistematis yang akan dapat menghasilkan terobosan dalam peningkatan
kualitas. Metodologi yang sistematis ini bersifat generik sehingga dapat
diterapkan baik dalam industri manufaktur maupun jasa.
Six Sigma juga dikatakan sebagai metode yang berfokus pada proses dan
pencegahan cacat (defect) (Snee, 1999). Pencegahan cacat dilakukan dengan
cara mengurangi variasi yang ada di dalam setiap proses dengan
menggunakan teknik-teknik statistik yang sudah dikenal secara umum.
Keuntungan dari penerapan Six Sigma berbeda untuk tiap perusahaan yang
bersangkutan, tergantung pada usaha yang dijalankannya. Biasanya Six Sigma
membawa perbaikan pada hal-hal berikut ini (Pande, Peter. 2000):
Pengurangan biaya
Perbaikan produktivitas
Pertumbuhan pangsa pasar
Retensi pelanggan
Pengurangan waktu siklus

48
Pengurangan cacat
Pengembangan produk / jasa
Kelebihan-kelebihan yang dimiliki Six Sigma dibanding metode lain
adalah:
Six Sigma jauh lebih rinci daripada metode analisis berdasarkan
statistik. Six Sigma dapat diterapkan di bidang usaha apa saja
mulai dari perencanaan strategi sampai operasional hingga
pelayanan pelanggan dan maksimalisasi motivasi atas usaha.
Six Sigma sangat berpotensi diterapkan pada bidang jasa atau non
manufaktur disamping lingkungan teknikal, misalnya seperti
bidang manajemen, keuangan, pelayanan pelanggan, pemasaran,
logistik, teknologi informasi dan sebagainya.
Dengan Six Sigma dapat dipahami sistem dan variabel mana yang
dapat dimonitor dan direspon balik dengan cepat.
Six Sigma sifatnya tidak statis. Bila kebutuhan pelanggan berubah,
kinerja sigma akan berubah.
Salah satu kunci keberhasilan Six Sigma adalah kerja tim dan khususnya
Black Belt yang dilatih, juga alat-alat yang digunakan dapat memberikan
kekuatan pada proses usaha perbaikan dan usaha pembelajaran. Metode atau
alat-alat tersebut antara lain:
SPC (Statistical Process Control) atau pengendalian proses secara
statistik, berguna untuk mengidentifikasi permasalahan.

49
Pengujian tingkat signifikan statistik (Chi-Square, T-Test dan
ANOVA), untuk mendefinisikan masalah dan analisa akar penyebab
permasalahan,
Korelasi dan Regresi, berguna untuk menganalisa akar penyebab
masalah dan memprediksi hasilnya.
Design Eksperimen, untuk menganalisa solusi optimal dan validasi
hasil.
FMEA (Failure Modes and Effect Analysis), berguna untuk mencari
prioritas masalah dan pencegahannya.
Mistake – Proofing, berguna untuk pencegahan cacat dan perbaikan
proses.
QFD (Quality Function Deployment), untuk mendesain produk, proses
dan jasa
2.2.4 Beberapa Istilah Dalam Konsep Six Sigma
Beberapa istilah dalam konsep six sigma yang akan digunakan agar lebih
mudah dipahami adalah:
• Critical To Quality (CTQ) merupakan atributo-atribut yang sangat
penting untuk diperhatikan karena berkaitan langsung dengan
kebutuhan dan kepuasan pelanggan. CTQ merupakan elemen dari

50
suatu produk, proses, atau praktek-praktek yang berdampak langsung
terhadap kepuasan pelanggan.
• Defect merupakan kegagalan untuk memberikan apa yang diinginkan
oleh pelanggan
• Defect Per Miliion Opportunities (DPMO) merupakan ukuran
kegagalan dalam peningkatan program kualitas. Six Sigma, yang
menunjukkan kegagalan per sejuta kesempatan. Target sebesar 3,4
DPMO seharusnya tidak diinterpretasikan sebagai 3,4 unit output yang
cacat dari sejuta unit output yang diproduksi, tetapi diinterpretasikan
sebagai dalam satu unit produk tunggal terdapat rata-rata kesempatan
untuk gagal dari suatu karakteristik CTQ adalah hanya 3,4 kegagalan
per satu juta kesempatan.
• Variation merupakan sesuatu yang dirasakan dan dilihat oleh
pelanggan. Six sigma berfoku untuk mengetahui apa penyebab variasi
dan mencegah terjadinya variasi itu, sehingga dapat meningkatkan
kapabilitas dari proses.
• Stable Operation merupakan menjaga konsistensi dari proses yang
telah diprediksi sehingga dapat meningkatkan kapabilitas proses.
• Design For Six Sigma (DFSS) merupakan suatu desain untuk
memenuhi kebutuhan pelanggan dan kemampuan proses.

51
• DMAIC merupakan proses untuk peningkatan terus menerus menuju
six sigma.
2.2.5 Pihak-Pihak Pelaksana
Brue (2002) mencatat pihak-pihak yang harus bertanggung jawab terhadap
pelaksanaan six sigma di dalam perusahaan. Pihak-pihak tersebut meliputi:
Executive leaders
Pimpinan puncak perusahaan yang komit untuk mewujudkan
six sigma, memulai dan memasyarakatkannya di seluruh
bagian, divisi, departemen dan cabang-cabang perusahaan.
Champions
Yaitu orang-orang yang sangat menentukan keberhasilan atau
kegagalan proyek six sigma. Mereka merupakan pendukung
utama yang berjuang demi terbentuknya black belts dan
berupaya meniadakan berbagai rintangan/hambatan baik yang
bersifat fungsional, finansial, ataupun pribadi agar black belts
berfungsi sebagaimana mestinya. Bisa dikatakan Champions
menyatu dengan proses pelaksanaan proyek, para anggotanya
berasal dari kalangan direktur dan manajer, bertanggung jawab
terhadap aktivitas proyek sehari-hari, wajib melaporkan
perkembangan hasil kepada executive leaders sembari
mendukung tim pelaksana. Sedangkan tugas-tugas lainnya

52
meliputi memilih calon-calon anggota black belt,
mengidentifikasi wilayah kerja proyek, menegaskan sasaran
yang dikehendaki, menjamin terlaksananya proyek sesuai
dengan jadwal, dan memastikan bahwa tim pelaksana telah
memahami maksud/tujuan proyek.
Master Black Belt
Orang-orang yang bertindak sebagai pelatih, penasehat
(mentor) dan pemandu. Master black belt adalah orang-orang
yang sangat menguasai alat-alat dan taktik six sigma, dan
merupakan sumber daya yang secara teknis sangat berharga.
Mereka memusatkan seluruh perhatian dan kemampuannya
pada penyempurnaan proses. Aspek-aspek kunci dari peranan
master black belt terletak pada kepiawaiannya untuk
memfasilitasi penyelesaian masalah tanpa mengambil alih
proyek/tugas/pekerjaan.
Black Belts
Dipandang sebagai tulang punggung budaya dan pusat
keberhasilan six sigma, mengingat mereka adalah orang-orang
yang: memimpin proyek perbaikan kinerja perusahaan; dilatih
untuk menemukan masalah, penyebab beserta
penyelesaiannya; bertugas mengubah teori ke dalam tindakan;
wajib memilah-milah data, opini dengan fakta, dan secara

53
kuantitatif menunjukkan faktor-faktor potensial yang
menimbulkan masalah produktivitas serta profitabilitas;
bertanggung jawab mewujudnyatakan six sigma. Para calon
anggota black belts wajib memenuhi syarat-syarat seperti:
memiliki disiplin pribadi; cakap memimpin; menguasai
ketrampilan teknis tertentu; mengenal prinsip-prinsip statistika;
mampu berkomunikasi dengan jelas; mempunyai motivasi
kerja yang memadai.
Green Belts
Adalah orang-orang yang membantu black belts di wilayah
fungsionalnya. Pada umumnya green belts bertugas: secara
paruh waktu di bidang yang terbatas; mengaplikasikan alat-alat
six sigma untuk menguji dan menyelesaikan problema-problem
kronis; mengumpulkan/menganalisis data, dan melaksanakan
percobaan-percobaan; menanamkan budaya six sigma dari atas
ke bawah.
2.2.6 Metodologi Six Sigma
Strategi penerapan six sigma yang diciptakan oleh DR. Mikel Harry dan
Richard Schroeder disebut sebagai The Six Sigma Breakthrough Strategy.
Strategi ini merupakan metode sistematis yang menggunakan pengumpulan
data dan analisis statistik untuk menentukan sumber-sumber variasi dan cara-
cara untuk menghilangkannya (Harry dan Scroeder, 2000).

54
Proyek six sigma mempunyai impact besar terhadap kepuasan konsumen
dan impact yang signifikan pada bottom-line terpilih. Manajemen puncak
mempunyai peranan penting selama seleksi proyek dan sebagai leader. Proyek
didefinisikan secara jelas dalam hal expected key deliverables, yaitu DPMO
level atau sigma quality levels, RTY, Quality Cost dsb. Dalam pendekatan
keseluruhan, masalah nyata dibalik kedalam masalah satistik. Hal ini
dilakukan dengan mapping proses, yaitu mendefinisikan variable-variabel
kunci input proses (key process input variables KPIVs or ‘ x’s) dan variable-
variabel kunci output proses (key process output variables KPOVs or ‘ y’s).
kekuatan statistical tools digunakan untuk menentukan statistical solution.
Ada lima tahap atau langkah dasar dalam menerapkan strategi Six Sigma
ini yaitu Define-Measure–Analyze-Improve-Control (DMAIC), dimana
tahapannya merupakan tahapan yang berulang atau membentuk siklus
peningkatan kualitas dengan Six Sigma. Siklus DMAIC dapat digambarkan
sebagai berikut:

55
Gambar 2.2 Siklus DMAIC
Sumber : Pande, Peter. 2000
2.2.7 Alat-Alat Bantu Yang Digunakan Untuk Menerapkan Program Six
Sigma
Beberapa alat bantu yang dapat digunakan untuk membantu suatu
perusahaan dalam menjalankan program Six Sigma adalah Pareto Chart,
Fishbone Diagram, Brainstroming, dan Check Sheet.
Pareto Chart
Diagram pareto adalah diagram yang dapat menunjukkan
probabilitas besarnya cacat untuk setiap jenis cacat yang
diamati. Dari diagram ini, dapat diketahuijenis kecacatan yang
mana yang sering terjadi sehingga dapat dilakukan langkah
perbaikan untuk mengatasi kecacatan utama. Jadi, pareto chart

56
merupakan metode untuk menentukan masalah mana yang
harus dikerjakan lebih dahulu. Langkah-langkah untuk
pembuatan diagram pareto (pydek, Thomas., 2002:246) adalah:
• tentukan klasifikasi untuk grafik. Jika informasi yang
diinginkan tidak ada, dapatkan dengan merancang
lembaran pemeriksaan dan lembaran buku harian
• pilih suatu interval waktu untuk dianalisis
• tentukan kejadian total (misalnya : biaya, jumlah
kerusakan). Lalu tentukan total keseluruhan . Jika ada
beberapa kategori yang menyebabkan hanya bagian
kecil dari total, kelompokkan ini ke dalam kategori
yang disebut lain-lain
• hitung persentase untuk setiap kategori dengan
membagi kategori total dengan keseluruhan total dan
kalikan dengan 100
• urutkan peringkat dari kejadian total terbesar sampai
terkecil.
• hitung ”persentase kumulatif” dengan menambah
persentase untuk setiap kategori pada beberapa kategori
terdahulu.

57
• buat bagan dengan sumbu vertikal kiri berskala dari 0
sampai sedikitnya total keseluruhan. Berikan nama
yang cocok pada sumbu. Ukur sumbu vertikal kanan
dari 0 sampai 100%, dengan 100% pada sisi kana sama
tingginya dengan total keseluruhan pada sisi kiri
• beri label sumbu horizontal dengan nama kategori.
Kategori paling kiri harus terbesar, kedua terbesar
berikutnya, dan seterusnya
• gambar dalam batang yang mewakili jumlah setiap
kategori. Tinggi batang ditentukan oleh sumbu vertikal
kiri.
• gambar satu garis yang menunjukkan kolom persentase
kumulatif dari tabel analisis pareto. Garis persentase
kumulatif ditentukan dengan sumbu vertikal kanan.
Fishbone Diagram
Fishbone diagram merupakan suatu diagram yang dapat
menunjukkan penyebab-penyebab dari kecacatan utama yang
terjadi. Penyebab-penyebab biasanya ditinjau dari beberapa
faktor yaitu man, machine, material, method, measurement,
dan environment. Faktor-faktor tersebut akan dianalisa
sehingga dapat diketahui apakah faktor-faktor tersebut akan

58
mempengaruhi atau menyebabkan kecacatan utama yang
terjadi atau tidak. Diagram sebab akibat terdiri dari dua macam
bagian yaitu:
• Kepala ikan (akibat)
Bagian kepala ikan akan berada di sebelah kanan.
Bagian ini memuat suatu persoalan , yaitu akibat yang
terjadi
• Tulang ikan (penyebab)
Duri-duri tulang ikan terdiri dari faktor-faktor penyebab
dimana duri-duri tersebut akan bercabang-cabang
sesuai jumlah penyebabyang ditemukan. Setiap ujung
dari tulang ikan akan berupa anak panah yang menuju
ke kepala ikan dimana hal ini akan membuktikan
bahwa faktor penyebab berhubungan dengan akibat.
Fungsi dasar dari diagram sebab akibat hádala untuk
mengidentifikasi dan mengorganisasi penyebab-
penyebab yang mungkin timbal dari suatu efek spesifik
dan kemudian memisahkan akar penyebab.
Brainstroming
Brainstroming dikenal juga dengan nama sumbang saran.
Brainstroming ini merupakan cara yang sangat efektif untuk

59
mengumpulkan ide atau pendapat denga partisipasidari seluruh
peserta yang terlibat. Pada metode ini diharapkan agar peserta
menjalankan pola berpikir kreatif, yaitu upaya untuk
menghubung-hubungkan berbagai hal yang pada mulanya
kelihatan tidak berkaitan dengan topik yang sedang dibahas.
Metode Brainstroming biasanya berfungsi sebagai sarana yang
efektif dalam menemukan persoalan-persoalan yang dihadapi,
juga saat mencoba mengetahui penyebab-penyebab yang
mendominasi persoalan. Selain itu juga, bermanfaat untuk
mencetuskan ide-ide yang orisinil dalam membuat rencana
perbaikan yang akan dilakukan sehingga dapat melahirkan
inovasi-inovasi baru. Brainstroming dapat merangsang
timbulnya pemikiran baru dan berguna untuk mendapatkan ide
cemerlang dalam waktu yang minimum.
Check sheet
Check Sheet merupakan tool yang paling sederhana dari seven
tools. Check sheet adalah cara yang sistematik untuk
mengumpulkan dan mengecek data, baik data masa lalu
maupun dari pengamatan saat ini. Informasi yang diperoleh
dari check sheet dapat menyatakan pola yang terjadi. Check
sheet merupakan bentuk yang sederhana, yang dirancang untuk

60
memungkinkan pengguna mencatat data khusus dan dapat
diobservasi mengenai satu atau beberapa variabel.
2.2.8 Manfaat-Manfaat Six Sigma
Ada beberapa manfaat Six Sigma yang dapat menarik perusahaan-perusahaan,
yaitu: (Pande,Peter S., 2003:11)
• Menghasilkan sukses berkelanjutan
Six Sigma menciptakan keahlian untuk terus menerus bangkit kembali.
• Mengatur tujuan kinerja bagi setiap orang
Six Sigma menggunakan kerangka kerja bisnis bersama – proses dan
pelanggan – untuk menciptakan tujuan yang konsisten.
• Memperkuat nilai kepada pelanggan
Di sini memfokuskan pada pelanggan dimana pada inti Six Sigma
berarti mempelajari nilai apa yang berarti bagi para pelanggan dan
merencanakan bagaimana mengirimkannya kepada mereka secara
profitable.
• Mempercepat tingkat perbaikan
Seperti tujuan Motorola, ”Peningkatan 100 kali dalam empat tahun”
dengan menggunakan alat-alat dan ide-ide dari banyak disiplin ilmu,
Six Sigma membantu sebuah perusahaan untuk tidak hanya
meningkatkan kinerja, tapi juga meningkatkan perbaikan.

61
• Mempromosikan pembelajaran
Six Sigma sebagai alat pembelajaran untuk meningkatkan dan
mempercepat pengembangan serta penyebaran ide-ide baru di sebuah
organisasi.
• Melakukan perubahan strategik
Dengan meluncurkan kerjasama baru dan melakukan aktivitas-
aktivitas bisnis yang dulu hanya kadang-kadang saja dilakukan tetapi
sekarang merupakan peristiwa harian di perusahaan serta memahami
dengan lebih baik proses dan prosedur perusahaan sehingga akan
memberikan kemampuan yang lebih besar untuk melakukan
penyesuaian-penyesuaian kecil maupun besar.
Selain itu juga manfaat/keuntungan yang dapat diperoleh dari Six
Sigma adalah: (S.T,Miranda.,2002:16)
• Dimulai dari pihak pelanggan. Six Sigma mengukur permintaan dalam
arti yang sebenarnya dari apa yang dibutuhkan pelanggan.
• Menyediakan pengukuran yang sifatnya konsisten. Dengan berfokus
pada cacat atau kemungkinan terjadinya cacat, pengukuran six sigma
dapat digunakan untuk mengukur.
• Menyatukan tujuan yang penuh ambisi

62
2.2.9 Six Sigma Vs Three Sigma
Berikut ini adalah keterangan mengenai perbedaan penerapan Three Sigma
dan Six Sigma.
Tabel 2.2 Six Sigma Vs Three Sigma
Six Sigma Vs Three Sigma
Six Sigma Three Sigma
Diterapkan pada semua proses bisnis
penting
Diterapkan pada proses perbaikan
Three Sigma mensyaratkan standar
deviasi tidak lebih dari 1/12 total
penyebaran yang diijinkan
Three Sigma mensyaratkan standar
deviasi tidak lebih dari 1/6 total
penyebaran yang diijinkan
Sumber : The Six Sigma Handbook, 2002:119
2.2.10 Six Sigma Secara Statistik
Kata Sigma adalah suatu istilah statistic untuk menunjukkan
penyimpangan standar (standar deviation), suatu indikator dari tingkat variasi
dalam seperangkat pengukuran atau proses.(Brue,Greg.,2002:2).
Secara statistik, Six Sigma ditandai dengan nilai 3,4 DPMO. Karena pada
dasarnya pelanggan akan puas apabila mereka menerima nilai sebagaimana
yang mereka harapkan. Perusahaan boleh mengharapkan 3,4 kegagalan per
sejuta kesempatan (DPMO) atau mengharapkan bahwa 99,99966% dari apa
yang diharapkan pelanggan ada dalam produk itu. Sehingga six sigma dapat

63
dijadikan ukuran target kinerja sistem industri tentang bagaimana baiknya
suatu proses transaksi produk antara pemasok dan pelanggan. Semakin tinggi
target sigma yang dicapai, kinerja sistem industri akan semakin baik.
Sehingga 6-sigma secara otomatis lebih baik daripada 4- sigma, 4-sigma lebih
baik dari 3-sigma (Gaspersz, Vincent., 2002:9)
Di berbagai organisasi six sigma secara sederhana berarti sebuah ukuran
dari kualitas yang berusaha untuk mendekati kesempurnaan. Ini adalah sebuah
metodologi yang berakar matematik dan statistik. Secara objektif kualitas six
sigma adalah mengurangi output proses yang bervariasi yang akan
menghasilkan kesempatan cacat tidak lebih dari 3,4 parts per million (ppm)
atau 3,4 defects per million opportunities (DPMO)
Beberapa proses cemderung terpengaruh oleh penyebab khusus dan/atau
yang diberikan yang mempengaruhi hasil seluruhnya dari proses yang
berhubungan dengan spesifikasi konsumen. Seperti digambarkan, pergeseran
Z atau σ dengan nilai pergeserannya adalah 1,5. Peranan Six Sigma adalah
menjadikan hasil proses berkualitas dengan berdasarkan pada proses yang
benar serta pergeseran proses, sehingga dapat meraih hasil yang diinginkan.
Sebagai proses, sigma nilai bertambah dari nol hingga enam, variasi dari
proses berarti mengurangi nilai. Dengan nilai yang tinggi dari proses sigma,
proses mendekati nol variasi sehingga dikenal sebagai ”zero defects.”
(www.iSixSigma.com)

64
2.3. Srategi Penerapan Six Sigma
Srategi penerapan Six Sigma yang diciptakan oleh DR. Mikel Harry dan
Richard Schroeder disebut sebagai The Six Sigma Breakthrough Strategy.
Strategi ini merupakan metode sistematis yang menggunakan pengumpulan
data dan analisis statistik untuk menentukan sumber-sumber variasi dan cara-
cara untuk menghilangkannya (Pande,2002:41).
Terdapat beberapa tahap atau langkah dasar dalam menerapkan strategi Six
Sigma ini yaitu:
1. Identifikasi (Identification)
2. Definisi (Define)
3. Pengukuran (Measure)
4. Analisis (Analyze)
5. Perbaikan (Improve)
6. Kontrol (Control)
7. Standarisasi (Standarlize)
Yang menjadi inti dari strategi ini adalah tahap Pengukuran-Analisis-
Perbaikan-Kontrol. Namun seringkali dalam proyek-proyek Six Sigma tahap
Definisi dimasukkan ke dalam inti strategi Six Sigma sehingga tahapannya
menjadi Definisi-Pengukuran-Pengukuran-Analisis-Perbaikan-Kontrol atau
dalam bahasa inggris disebut Define-Measure-Analyze-Improve-Control

65
(DMAIC). Tahapan ini merupakan tahapan yang berulang atau membentuk
siklus peningkatan kualitas dengan Six Sigma.
2.3.1. Tahap Definisi (Define)
Tahap Define adalah tahap pertama dari proses DMAIC, tahap ini
bertujuan untuk menyatukan pendapat dari tim dan sponsor mengenai proyek
yang akan dilakukan, baik itu ruang lingkup, tujuan, biaya dan target dari
proyek yang akan dilakukan. Tahapan dalam Define :
1. Pemilihan proyek oleh sponsor dan tim
Pemilihan proyek biasanya dilihat dari faktor-faktor penting dalam
bisnis (biaya, keuntungan) dan ada juga yang didapat dari ide dari
berbagai sumber (data proses, informasi penjualan dan pelanggan,
opini pekerja). Proyek yang akan dipilih untuk diimplementasikan
dilihat dari seberapa besar pentingnya proyek terhadap perusahaan
dan pelanggan.
2. Pembuatan proposal proyek dan pembentukan tim
Proposal proyek yang berisi tujuan proyek, batas waktu dan tim
yang terbentuk.
3. Menentukan ruang lingkup proyek
Ruang lingkup proyek digunakan untuk mengidentifikasi pihak-
pihak yang terkait dengan proyek dan akan merasakan dampak dari
proyek tersebut. Untuk mengetahui ruang lingkup proyek
digunakan diagram SIPOC.

66
4. Mengumpulkan data mengenai VOC (Voice of Customers)
Pengumpulan data VOC (Voice of Customers) atau keinginan
pelanggan terhadap produk yang dihasilkan.
5. Peninjauan ulang tahap Define
Tools yang digunakan dalam tahapan Define:
2.3.1.1 Brainstorming
Suatu tools yang digunakan untuk menghasilkan ide dalam jangka waktu
yang pendek, brainstorming juga merangsang kreativitas dalam berpikir tetapi
tetap mempertimbangkan semua ide yang telah didapat.
2.3.1.2 Diagram SIPOC (Supplier, Input, Process, Output, Costumer)
SIPOC (Supplier, Input, Process, Output, Costumer) digunakan untuk
menunjukkan aktivitas mayor, atau subproses dalam sebuah proses bisnis,
bersama-sama dengan kerangka kerja dari proses, yang disajikan dalam
Supplier, Input, Process, Output, Costumer. Dalam mendefinisikan proses-
proses kunci beserta pelanggan yang terlibat dalam suatu proses yang
dievaluasi dapat didekati dengan model SIPOC (supplier-Inputs- Process-
Output-Costumer). Model SIPOC adalah paling banyak digunakan
manajemen dalam peningkatan proses. Nama SIPOC merupakan akronim dari
lima elemen utama dalam sistem kualitas, yaitu: (Gaspersz,Vincent.,2002:47)
• Suppliers

67
Merupakan orang atau kelompok orang yang memberikan informasi
kunci, material, atau sumber daya lain kepada proses. Jika suatu proses
terdiri dari beberapa sub-proses, maka sub-proses sebelumnya dapat
dianggap sebagai pemasok internal. (internal suppliers)
• Inputs
Segala sesuatu yang diberikan oleh pemasok (suppliers) kepada
proses.
• Processes
Merupakan sekumpulan langkah yang mentransformasi dan secara
ideal, menambah nilai kepada inputs. Suatu proses biasanya terdiri
dari beberapa sub-proses.
• Outputs
Merupakan produk (barang dan/atau jasa) dari suatu proses.Dalam
industri manufaktur outputs dapat berupa barang setengah jadi maupun
barang jadi (Final Product)
• Customers
Merupakan orang atau kelompok, sub-proses yang menerima outputs.
Jika suatu proses terdiri dari beberapa sub-proses, maka sub-proses
berikutnya dapat dianggap sebagai pelanggan internal (internal
customers). Contoh format diagram SIPOC:

68
Gambar 2.3 Diagram SIPOC
Sumber Gambar : Pedoman Implementasi Six Sigma ,2002
Ada dua pendekatan yang mungkin pada tool SIPOC. Pendekatan
pertama adalah untuk memperoleh semua item dalam setiap kolom
tanpa memperhatikan tugas mereka dalam proses aktual. Ini adalah
brainstorming tool untuk digunakan tim pada level proses makro.
Metode lain adalah untuk mendapatkan setiap langkah sub proses, satu
detiap waktu, dan menerapkan SIPOC pada level mikro. Tujuan dari
pendekatan ini adalah sama untuk kedua metode. Tim desain memulai
pada kolom “proses”, menanyakan “input” apa yang dibutuhkan, dan
menanyakan siapa “supplier” untuk inputnya. Pada saat ini, mereka
juga menaksir apa karakteristik input yang dibutuhkan proses. Hal ini
biasanya dikerjakan dalam kerangka waktu, kualitas, atau biaya.
Langkah berikutnya adalah menaksir apa “output” dari proses, siapa
“customer”, dan apa karakteristik yang dibutuhkan output bagi
customer. Gambar 2.4 mengilustrasikan metodologi SIPOC secara
umum.

69
Gambar 2.4 Tabel Metodologi SIPOC Umum
Sumber Gambar : Pedoman Implementasi Six Sigma ,2002
2.3.2. Tahap Pengukuran (Measure)
Measure merupakan langkah operasional kedua dalam program
peningkatan kualitas Six Sigma. Terdapat dua hal pokok yang harus dilakukan dalam
tahapan ini, yaitu:
1. Menentukan output dan input dari proses
Pada tahap ini input dan output proses diidentifikasi secara jelas. Hal ini
diperlukan untuk mempermudah dalam pembuatan value stream map.
2. Membuat value stream mapping
Pembuatan value stream map, yaitu peta yang memperlihatkan proses nyata
secara lebih rinci, mengandung informasi yang lengkap seperti tahapan
proses, lead time, antrian
3. Menentukan ukuran performansi yang dipakai
Pada tahap ini dilakukan penentuan ukuran performansi yang akan dipakai
dalam melakukan analisa proses. Ukuran performansi ini akan digunakan

70
untuk memperlihatkan performa sistem baik sistem sebelum perbaikan
maupun setelah perbaikan.
4. Melakukan pengumpulan data untuk perhitungan
Pengumpulan semua data yang akan dibutuhkan untuk melakukan
perhitungan pada tahap measure
5. Peninjauan ulang tahap Measure (baseline)
Menurut Gaspersz (1998) variasi proses merupakan ketidakseragaman
dalam system produksi atau operasional sehingga perbedaan dalam kualitas pada
output (barang dan/atau jasa yang dihasilkan). Ia juga menjelaskan lebih lanjut
bahwa ada dua sumber timbulnya variasi. Di bawah ini merupakan tabel
pengertian mengenai penyebab khusus dan penyebab umum.
Tabel 2.3. Pengertian Penyebab Khusus dan Umum
Penyebab Khusus Penyebab Umum
Gaspersz
(1998)
Kejadian-kejadian di luar sistem
yang mempengaruhi variasi dalam
sistem yang bersumber dari manusia,
peralatan, material, lingkungan,
metode kerja,dan lain-lain. Dalam arti
pengendalian proses statistikal
menggunakan peta-peta kendali
(control charts), jenis variasi ini
Faktor-faktor di dalam sistem atau yang
melekat pada proses yang menyebabkan
timbulnya variasi dalam sistem serta
hasil-hasilnya. Dalam arti pengendalian
proses statistikal dengan menggunakan
peta-peta kendali, jenis variasi ini sering
ditandai dengan titik- titik pengamatan
yang berada dalam batas-batas

71
Penyebab Umum
sering ditandai dengan titik-titik
pengamatan yang melewati atau ke
luar dari batas-batas pengendalian
yang didefinisikan
Penyebab Khusus
pengendalian yang didefinisikan
Dale,B.G.
(1994)
Change in raw material, change in
machine setting, broken tool or die or
pattern, failure to clean equipment,
equipment malfunction, keying in
incorrect data
Badly maintained machines, poor
lighting, poor workstation layout, poor
instruction, poor supervision, materials
and equipment not suited to the
requirements.
Ermer
(1997)
Kesalahan yang bersifat lokal dimana
biasanya dapat diperbaiki pada proses
oleh operator atau supervisor.
Kesalahan sistem yang perhatian dan
campur tangan pihak manajemen
(operator tidak berdaya dalam
menyelesaikan penyebab umum) dan
Merupakan 85% dari masalah
Sumber: Six Sigma Handbook, 2002:330
72
• Pengendalian Proses Dengan Peta Kontrol
Pengendalian proses dapat dilakukan dengan penggunaan peta kontrol.
Namun untuk penggunaan peta kontrol atau peta kendali ini bergantung dari
jenis/tipe data yang digunakan.
Menurut Gaspersz (1998) dalam konteks pengendalian proses statistikal
dikenal dua jenis data, yaitu: (Praktikum Pengendalian Kualitas Trisakti, 2000:15)
1. Data Variabel (Variables Data), merupakan data kuantitatif yang diukur
untuk keperluan analisis.
Contoh dari data variabel karakteristik kualitas adalah:
Diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong,
ukuran-ukuran (berat, panjang, lebar, tinggi, diameter, volume), dan lain-
lain.
2. Data Atribut (Attributes Data), merupakan data kualitatif yang dapat
dihitung untuk pencatatan dan analisis.
Contoh dari data atribut karakteristik kualitas adalah:
Ketiadaan label pada kemasan produk, kesalahan proses administrasi,
banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat
karena corelap, dan lain-lain. Data atribut biasanya diperoleh dalam bentuk unit-
unit nonconforms atau ketidaksesuaian dengan spesifikasi atribut yang
ditetapkan.
Berdasarkan kedua jenis/tipe data tersebut, maka jenis-jenis peta
kendali terbagi atas peta kendali untuk data variabel (peta kendali X bar dan

73
R, serta peta kendali individual X dan MR) dan peta kendali untuk data atribut
(peta kendali p, peta kendali np, peta kendali c dan peta kendali u). Menurut
Gaspersz (1998) pada prinsipnya setiap peta kendali mempunyai:
1. Garis Tengah (Central Line), yang biasanya dinotasikan CL.
2. Sepasang batas kendali (Control Limits), dimana satu batas kendali
ditempatkan di atas garis tengah yang dikenal sebagai batas kendali atas (Upper
Control Limit), biasanya dinotasikan UCL, dan yang satu lagi ditempatkan di
bawah garis tengah yang dikenal sebagai batas kendali bawah (Lower Control
Limit), biasanya dinotasikan sebagai LCL.
3. Tebaran nilai-nilai karakteristik kualitas yang menggambarkan keadaaan
dari proses. Jika semua nilai yang ditebarkan (diplot) pada peta itu berada
di dalam batas-batas kendali tanpa memperlihatkan kecenderungan
tertentu, maka proses yang berlangsung dianggap berada dalam kendali
atau terkendali secara statistical. Namun, jika nilai-nilai yang ditebarkan
pada peta itu jatuh atau berada di luar batas-batas kendali atau
memperlihatkan kecenderungan tertentu atau memiliki bentuk yang aneh,
maka proses yang berlangsung dianggap berada di luar kendali (tidak
terkendali) sehingga perlu diambil tindakan korektif untuk memperbaiki
proses yang ada.
Pada dasarnya peta-peta kendali digunakan untuk:
1. Menentukan apakah suatu proses berada dalam pengendalian statistikal?
Dengan demikian peta-peta kontrol digunakan untuk mencapai suatu keadaan

74
terkendali secara statistikal, dimana semua nilai rata-rata dan range dari
subgroup berada dalam batas-batas pengendalian (control limits), oleh karena
itu variasi penyebab khusus menjadi tidak ada lagi di dalam proses.
2. Memantau proses terus-menerus sepanjang waktu agar proses tetap stabil
secara statistikal dan hanya mengandung variasi penyebab umum.
3. Menentukan kemampuan proses (process capability). Setelah proses berada
dalam batas pengendalian statistikal, batas-batas dari variasi proses dapat
ditentukan.
Dalam tugas akhir ini, data yang digunakan adalah data atribut, peta kendali
yang digunakan adalah peta kendali np. Peta kendali np digunakan untuk
mengendalikan proporsi dari item-item yang tidak memenuhi syarat spesifikasi yang
ditetapkan yang berarti dikategorikan cacat. Adapun perhitungan untuk batas kendali
peta kontrol ini adalah:
1. Hitungan Batas Kendali untuk peta kendali np :
n
xnpCL
n
1ii∑
===
k
xp
n
1ii∑
==
( )( )ppnpnUCL −+= 13
75
( )( )ppnpnLCL −−= 13
Dimana :
iX = jumlah produk yang cacat
n = jumlah observasi yang dilakukan
k = jumlah sample yang diambil.
2. Plot data proporsi (presentase) unit cacat dan amati apakah data itu berada
dalam batas pengendalian atau tidak berada dalam batas pengendalian.
• Kinerja Baseline
Berikut ini adalah cara perhitungan kinerja baseline (sigma quality level):
1. Unit (U)
Jumlah part, sub-assy atau sistem yang diukur atau diperiksa.
2. Opportunity (OP)
Karakteristik yang diperiksa atau diukur, dalam hal ini yang digunakan adalah
critical to quality (CTQ). Ada 3 langkah utama dalam menentukan jumlah
opportunity, yaitu (Peter S. Pande,2002:240):
a. Membuat daftar pendahuluan dari jenis defect.
b. Menentukan yang mana defect aktual, kritis bagi konsumen dan spesifik.
c. Periksalah jumlah peluang yang diusulkan terhadap standart.
3. Defect
Segala sesuatu yang membuat customers tidak puas.

76
4. Defective (D)
Semua unit yang berisi sebuah defect.
5. Total Oppurtunity (TOP)
TOP = U x OP
6. Defect Per Opportunity (DPO)
Menunjukkan proporsi defect atas jumlah total peluang dalam sebuah
kelompok.
DPO = D / TOP
7. Defect Per Million Opportunity (DPMO)
Kebanyakan ukuran-ukuran peluang defect diterjemahkan dalam format
DPMO, yang mengidentifikasikan berapa banyak defect akan muncul jika ada
satu juta peluang. Dalam lingkungan pemanufakturan secara khusus, DPMO
sering disebut “PPM (Parts Per Million)”.
DPMO = DPO x 1000000
8. Ukuran Sigma
Menggunakan tabel konversi nilai DPMO
• Cost of Poor Quality (COPQ)
Pada dasarnya biaya kegagalan kualitas (COPQ) merupakan pemborosan
dalam organisasi Six Sigma, sehingga banyak perusahaan kelas dunia yang
menerapkan program Six Sigma menggunakan indikator pengukuran biaya
kualitas sebagai pengukuran kinerja efektivitas keberhasilan dari program Six
77
Sigma yang diterapkan. Lebih spesifiknya, biaya kualitas adalah biaya total yang
terjadi oleh: (Pyzdek, Thomas., 2002:140)
a. Menginvestasikan pencegahan dari ketidaksesuaian dari persyaratan.
b. Menilai suatu produk atau jasa untuk ketidaksesuaian terhadap persyaratan.
c. Kegagalan untuk memenuhi persyaratan.
Perusahaan-perusahaan kelas dunia yang menerapkan program Six Sigma,
menciptakan pengukuran biaya kualitas (quality costs) untuk beberapa alasan
berikut:
1. Mengkuantifikasikan ukuran dari masalah kualitas ke dalam bahasa “uang”,
guna meningkatkan komunikasi di antara manajer menengah dan manajer
puncak dari organisasi Six Sigma itu.
2. Kesempatan utama untuk melakukan reduksi biaya dapat diidentifikasi.
3. Kesempatan untuk mengurangi ketidakpuasan pelanggan dan ancaman-
ancaman yang berkaitan dengan produk yang dipasarkan dapat diidentifikasi.
Beberapa biaya dari kualitas jelek (costs of poor quality) merupakan hasil dari
kegagalan produk setelah penjualan.
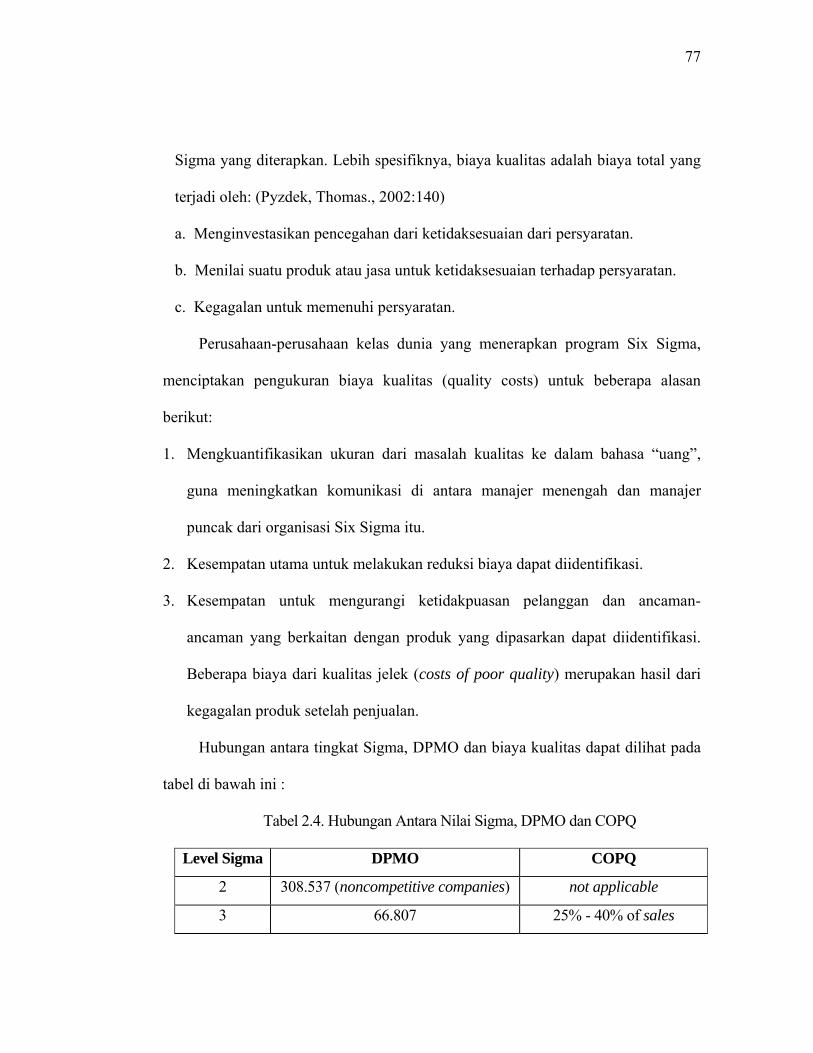
Hubungan antara tingkat Sigma, DPMO dan biaya kualitas dapat dilihat pada
tabel di bawah ini :
Tabel 2.4. Hubungan Antara Nilai Sigma, DPMO dan COPQ
Level Sigma DPMO COPQ
2 308.537 (noncompetitive companies) not applicable
3 66.807 25% - 40% of sales

78
Tabel 2.4. Hubungan Antara Nilai Sigma, DPMO dan COPQ (lanjutan)
Level Sigma DPMO COPQ
4 6.210 (industry average) 15% - 25% of sales
5 233 5% - 15% of sales
6 3,4 (world class) < 5% of sales (sumber : www.6-sigma.com)
2.3.3. Tahap Analisis (Analyze)
Merupakan langkah operasional ketiga dalam program peningkatan
kualitas Six Sigma. Tahap ini mencakup analisis kemampuan proses untuk
menilai apakah proses mampu atau tidak memenuhi target spesifikasi
yang telah ditentukan sehingga dapat dijadikan tolak ukur bagi
perusahaan serta mengidentifikasikan sumber-sumber dan akar penyebab
kecacatan atau kegagalan. Tahapan pada Analyze :
1) Menentukan input kritis
Penentuan letak masalah yang terjadi pada suatu proses
2) Melakukan analisa data dan analisa proses
Pada tahap ini dilakukan analisa mengenai data yang sudah didapat
serta proses yang terjadi dengan lebih terperinci. Tahapan ini bertujuan
untuk mengetahui apa akar penyebab masalah yang sebenarnya.
3) Menentukan akar penyebab masalah
Penentuan akar penyebab masalah yang terjadi dalam proses dilakukan
untuk setiap permasalahan yang terjadi.

79
4) Menyusun prioritas akar penyebab permasalahan
Satu permasalahan bisa mempunyai beberapa penyebab permasalahan.
Pada tahap ini dilakukan pemilihan akar penyebab yang akan menjadi
target perbaikan.
5) Melakukan peninjauan ulang terhadap tahap Analyze
Tools yang digunakan dalam tahapan Analyze dapat dilakukan dengan
berbagai cara :
a) Diagram Sebab Akibat (Fishbone)
Diagram Sebab Akibat sering juga disebut dengan diagram Fishbone
atau diagram Ishikawa. Diagram ini bertujuan untuk memperlihatkan
faktor-faktor yang berpengaruh pada kualitas hasil atau dengan kata lain
diagram ini dipergunakan untuk menunjukkan faktor-faktor penyebab
(sebab) dan karateristik kualitas (akibat) yang disebabkan oleh faktor-
faktor penyebab.Diagram sebab akibat ini menunjukkan 5 faktor yang
disebut sebagai sebab dari suatu akibat, yaitu:
Man (manusia, tenaga kerja)
Berkaitan dengan kekurangan dalam pengetahuan (tidak terlatih, tidak
berpengalaman), kekuangan dalam ketrampilan dasar yang berkaitan
dengan mental dan fisik, kelelahan, stress, ketidakperdulian, dan lain-
lain.
Methods (metode)

80
Berkaitan dengan tidak ada prosedur dan metode kerja yang benar,
tidak jelas, tidak diketahui, tidak terstandarisasi, tidak cocok, dan lain-
lain.
Material (bahan)
Berkaitan dengan ketiadaan spesifikasi kualitas dari bahan baku dan
bahan penolong yang ditetapkan, ketiadaan penanganan yang efektif
terhadap bahan baku dan bahan penolong itu, dan lain-lain.
Machine (mesin)
Berkaitan dengan tidak ada sistem perawatan.
Environment (lingkungan)
Berkaitan dengan tempat/lingkungan dan waktu kerja yang tidak
memperhatikan aspek-aspek kebersihan, kesehatan dan
keselamatan kerja, kebisingan yang berlebihan, ventilasi yang buruk,
kekurangan dalam lampu penerangan, dan lain-lain.
Langkah-langkah pembuatan diagram sebab akibat:
• Tentukan masalah/sesuatu yang akan diamati atau diperbaiki. Gambarkan
panah dengan kotak diujung kanannya dan tulis masalah/sesuatu yang
akan diamati/diperbaiki.
• Cari faktor utama yang berpengaruh atau mempunyai akibat pada
masalah/sesuatu tersebut. Tuliskan dalam kotak yang telah dibuat di atas
dan di bawah panah yang telah dibuat tadi.

81
• Cari lebih lanjut faktor-faktor yang lebih terinci (faktor-faktor sekunder)
yang berpengaruh/mempunyai akibat pada faktor utama tersebut. Tulislah
faktor-faktor sekunder tersebut di dekat/pada panah yang
menghubungkannya dengan penyebab utama.
• Dari diagram yang sudah lengkap, carilah penyebab-penyebab utama
dengan menganalisa data yang ada.
b. FMEA (Failure Mode Effect Analysis)
FMEA adalah suatu prosedur terstruktur untuk mengidentifikasi
dan mencegah sebanyak mungkin mode kegagalan (failure modes).
(Gaspersz,Vincent.,2002:246). FMEA merupakan seperangkat pedoman,
proses dan format untuk mengidentifikasi dan memprioritaskan
masalah penting (kegagalan). (ST,Miranda., 2002:121)
FMEA pertama kali dikembangkan dalam United State Military, yaitu
dalam Procedure MILP-P-1629, dengan judul Procedures for
Performing a Failure Mode, Effects and Criticality Analysis, pada tanggal
9 November 1949 sebagai suatu evaluasi teknik reliabilitas untuk
menentukan akibat dari sistem dan pelengkap kegagalan. Kegagalan
diklasifikasikan berdasarkan dari bentrokan dalam kesuksesan misi dan
keselamatan personel/perlengkapan.(http: // www.fmea.com)
Adapun tipe-tipe FMEA adalah (http: // www.npd-solutions.com):
• Sistem - fokus kepada fungsi sistem global
• Design - fokus kepada komponen dan subsistem
82
• Proses - fokus kepada manufakturing dan proses assembly (perakitan)
• Services - fokus kepada fungsi servis
• Software - fokus kepada fungsi software
FMEA adalah prosedur dan alat yang membantu untuk mendefinisikan
kemungkinkan setiap cara kegagalan dari produk atau proses, untuk
menentukan pengaruh kegagalan di sub-item lain dan fungsi yang diminta
dari produk atau proses. FMEA juga digunakan untuk memberikan
ranking dan prioritas kemungkinan penyebab dari kegagalan sebagai
pengembangan dan pelaksanaan tindakan pencegahan, dengan
tanggungjawab seseorang yang diberikan untuk melaksanakan tindakan
ini.(www.iSixSigma.com)
Langkah-langkah proses FMEA adalah:
1. Mendaftarkan dan mengidentifikasikan masalah-masalah potensial yang dapat
muncul. Masalah-masalah dapat dikelompokkan berdasarkan langkah proses
atau komponen produk/jasa.
2. Mengidentifikasi akibat dari bentuk kegagalan tersebut.
3. Menilai masalah kerumitan (severity) yang kemudian dapat dilakukan dengan
karakteristik yang spesial. Penilaian dengan menggunakan skala 1-10, dimana
masalah yang lebih serius mendapat rating lebih tinggi, untuk lebih jelas dapat
dilihat pada berikut ini.

83
Tabel 2.5 Rating Severity (S)
Ranking Kriteria Verbal
1 Neglible Severity (pengaruh buruk yang dapat diabaikan) Mild
2,3 Severity (pengaruh buruk yang ringan/sedikit)
4,5,6 Moderate Severity (pengaruh buruk yang moderat/cukup serius)
7,8 High Severity (pengaruh buruk yang tinggi)
9,10 Potensial Safety Problem (masalah keselamatan/keamanan potensial)
Sumber: Pedoman Implementasi Six Sigma, 2002:250
4. Mengidentifikasi akar penyebab masalah melalui diagram fishbone.
5. Menilai probabilitas kejadian. Penilaian dilakukan dengan memberikan skor
pada masing-masing faktor untuk setiap masalah potensial. Masalah-masalah
yang lebih serius dan sulit dideteksi mendapatkan rating lebih tinggi.
6. Menghitung criticality untuk menempatkan prioritas dari item-item.
Criticality = Severity x Occurance
Dimana:
Occurance: pemberian rating untuk peluang terjadinya kegagalan yang dapat
dilihat pada tabel berikut ini.

84
Tabel 2.6. Rating Occurance (O)
Ranking Kriteria Verbal
1 Adalah tidak mungkin bahwa penyebab ini yang mengakibatkan mode kegagalan.
2,3 Kegagalan akan jarang terjadi.
4,5,6 Kegagalan agak mungkin terjadi.
7,8 Kegagalan adalah sangat mungkin terjadi.
9,10 Hampir dapat dipastikan bahwa kegagalan akan terjadi.
Sumber: Pedoman Implementasi Six Sigma, 2002:251
7. Menilai detection dengan menggunakan skala 1-10 seperti yang tertera pada
tabel berikut ini.
Table 2.7. Rating Detectability (D) Ranking Kriteria Verbal
1 Metode pencegahan atau deteksi sangat efektif.
2,3 Kemungkinan bahwa penyebab itu terjadi adalah sangat rendah..
4,5,6 Kemungkinan penyebab bersifat moderat (sedang).
7,8 Kemungkinan bahwa penyebab itu masih tinggi
9,10 Kemungkinan bahwa penyebab itu terjadi sangat tinggi. Sumber: Pedoman Implementasi Six Sigma, 2002:254
8. Menghitung “Risk Priority Number” atau RPN dan tindakan-tindakan
prioritas untuk mengetahui masalah yang paling serius.
RPN = Severity x Occurance x Detection
Nilai RPN dari setiap masalah yang ada dijumlahkan, dimana nilai RPN yang
paling tinggi menandakan bahwa masalah tersebut memerlukan penanganan
yang serius. RPN maksimum adalah 1.000.

85
9. Melakukan tindakan-tindakan untuk mengurangi salah satu atau semua faktor
penyebab kegagalan dengan memfokuskan terutama pada masalah yang
memiliki prioritas tertinggi.
Keuntungan yang dapat diperoleh dari penggunaan FMEA mencakup: (http: //
www.npd-solutions.com)
1. Memperbaiki kepercayaan dan kualitas produk/proses.
2. Menambah kepuasan dari konsumen.
3. Identifikasi awal dan pengurangan modus kegagalan potensial dari
produk/proses.
4. Memprioritaskan kekurangan produk/proses.
5. Menarik pengetahuan insinyur/organisasi.
6. Mengutamakan pencegahan masalah.
7. Resiko dokumen dan dilakukan sesuatu untuk mengurangi resiko.
8. Melengkapi fokus untuk memperbaiki percobaan dan pengembangan.
9. Meminimasi perubahan yang terlambat dan biaya yang berkaitan.
10. Berarti untuk kelompok kerja dan pertukaran ide antara fungsi.
c. Brainstorming
Penulis melakukan brainstorming dengan tujuan untuk mengetahui
penyebab-penyebab terjadinya cacat pada proses pembuatan sepatu.
Brainstorming dilakukan dengan pihak-pihak yang terkait pada proses
pembuatan sepatu tersebut.

86
d. Metode 5w2h
Merupakan langkah operasional ketiga dalam peningkatan kualitas Six
Sigma. Pada tahapan ini dilakukan penetapan pengembangan rencana
tindakan untuk melakukan perbaikan terhadap faktor-faktor utama penyebab
variasidan akar penyebab masalah dengan menggunakan metode 5W-2H
serta implementasi tindakan. Metode 5W-2H adalah what (apa), why
(mengapa), where (dimana), when (bilamana), who (siapa), how (bagaimana)
dan howmuch (berapa).Pengembangan rencana tindakan perbaikan atau
peningkatan kualitas Six Sigma dapat menggunakan metode ini. Contoh
penggunaan metode 5W-2H dapat dilihat pada tabel berikut:
Tabel 2.8. Penggunaan Metode 5W-2H Untuk Rencana Tindakan
Jenis 5W2H Deskripsi Tindakan
Tujuan
Utama
What Apakah yang menjadi target utama
dari perbaikan dan peningkatan
kualitas?
Merumuskan target
sesuai kebutuhan
pelanggan
Alasan
Kegunaan
Why
Mengapa rencana tindakan itu
diperlukan?
Penjelasan tentang tindakan yang
bakal dilakukan.
Lokasi Where Dimana rencana tindakan itu akan
dilakukan?
Apakah aktivitas itu harus dikerjakan
disana?

87
Sekuens When Kapan rencana tindakan itu sebaiknya
dilakukan?
Apakah aktivitas itu akan dikerjakan
kemudian?
Mengubah sekuens
(urutan) aktivitas
atau
mengkombinasikan
aktivitas-aktivitas
yang dapat
dilaksanakan
Bersama
Orang Who Siapa yang akan mengerjakan
aktivitas tindakan?
Apakah ada orang lain yang dapat
mengerjakan aktivitas rencana
tindakan itu?
Mengapa orang itu yang ditunjuk
untuk mengerjakan aktivitas itu?
Metode How Bagaimana mengerjakan rencana
aktivitas tindakan itu?
Apakah metode yang digunakan
sekarang, merupakan metode terbaik?
Apakah ada cara lain yang lebih
mudah?
Menyederhanakan
aktivitas-aktivitas
rencana tindakan
yang ada.
Biaya/Manf
aat
How
Much
Berapa biaya yang diperlukan untuk
melaksanakan aktivitas tindakan itu?
Apakah akan memberikan dampak
positif pada pendapatan dan biaya
(meningkatkan efektivitas dan
efisiensi), setelah melaksanakan
rencana tindakan itu?
Memilih rencana
tindakan
yang paling efektif
dan efisien
Sumber: Pedoman Implementasi Six Sigma, 2002:283

88
2.3.4. Tahap Perbaikan (Improve)
2.3.4.1 Metode Desain Eksperimen
Metode design of experiment yang dapat digunakan dalam tahapan
improve. Design of experiment adalah suatu rancangan percobaan (dengan
tiap langkah tindakan yang terdefinisikan) sehingga informasi yang
berhubungan dengan atau diperlukan untuk persoalan yang sedang diteliti
dapat dikumpulkan. Tujuan desain eksperimen adalah memperoleh atau
mengumpulkan informasi sebanyak mungkin untuk melakukan penelitian
pada persoalan yang akan dibahas. Penelitian dilakukan seefisien mungkin
mengingat waktu, biaya, tenaga, dan bahan yang digunakan. Prinsip dasar
dalam desain eksperimen adalah
Perlakuan
Perlakuan diartikan sekumpulan kondisi eksperimen yang akan
digunakan terhadap unit eksperimen dalam ruang lingkup
desain yang dipilih. Perlakuan ini bisa berbentuk tunggal
maupun kombinasi.
Unit eksperimen
Unit eksperimen adalah gabungan beberapa faktor dalam
sebuah replikasi eksperimen dasar

89
Kekeliuran eksperimen
Kekeliuran eksperimen menyatakan kegagalan dari dua unit
eksperimen identik yang dikenai perlakuan untuk memberikan
hasil yang sama.
Meskipun tiap ahli statistika akan menempuh langkah- langkah desain
menurut keadaan persoalan yang di hadapi dan pertimbangannya sendir-
sendiri, tetapi pada dasarnya akan mengandung hal- hal pokok sebagaimana
telah dirumuskan oleh Kempthorne sebagai berikut:
☯ Pernyataan menganai masalah atau persoalan yang di bahas
☯ Perumusan hipotesis
☯ Penentuan teknik dan desainh eksperimen yang diperlukan
☯ Pemeriksaan semua hasil yang mungkin dan latar belakang atau alasan- alasan
agar supaya eksperimen setepat mungkin memberikan informasi yang
diperlukan
☯ Mempertimbangkan semua hasil yang mungkin di tinjau dari prosedur
statistika yang di harapkan berlaku untuk itu, dalam rangka menjamin
dipenuhinya syarat- syarat yang diperlukan dalam prosedur tersebut.
☯ Melakukan eksperimen
☯ Penggunaan teknik statistika terhadap data hasil eksperimen

90
☯ Mengambil kesimpulan dengan jalan menggunakan atau memperhitungkan
derajat kepercayaan yang wajar mengenai satuan- satuan yang dinilai.
☯ Penilaian seluruh penelitian, dibandingkan dengan penelitian- penelitian lain
mengenai masalah yang sama.
Desain Faktorial 2 3
Misalkan eksperimen yang telah dilakukan secara acak sempurna
melibatkan tiga buah faktor A, B, dan C, tiap faktor mempunyai dua buah
taraf. Desain yang diperoleh akan merupakan eksperimen faktorial 2 3 acak
sempurna. Menggunakan notasi yang telah diuraikan, maka didapat delapan
buah kombinasi perlakuan, yaitu : (1), a, b, c, ac, bc, ab, dan abc. Pada desain
faktorial 2 3 nampak bahwa untuk efek A, B, dan C, maka koefisien kontras
yang masing-masing tidak mengandung a, b atau c bertanda (-) sedangkan
yang mengandung a, b atau c bertanda (+).
• Koefisien kontras efek ABC didapat sebagai hasil perkalian koefisien-
koefisien kontras efek A dengan efek BC atau efek B dengan efek AC atau
efek C dengan efek AB.
• Hubungan antara kombinasi perlakuan dan efek yang membentuk kontras
di atas akan mudah tampak bila disusun dalam daftar seperti berikut :

91
Tabel 2.9 Kombinasi Perlakuan Kontras
Kombinasi
Perlakuan
Efek Total A B AB C AC BC ABC
(1) + - - + - + + -
A + + - - - - + +
B + - + - - + - +
Ab + + + + - - - -
C + - - + + - - +
Ac + + - - + + - -
Bc + - + - + - + -
Abc + + + + + + + +
Sumber : Desain dan analisis eksperimen (1991:159)
Jumlah kuadarat tiap-tiap efek yang membentuk kontras dihitung dengan aturan:
JK (efek) = 3
2
2.rkontras
dimana r menyatakan banyak replikasi dalam tiap sel kombinasi perlakuan.
Untuk menghitung kontras dan Jk tiap kombinasi perlakuan dalam eksperimen
factorial 2³, dapat digunakan Metode Yates. Skema perhitungannya dapat dilihat
dalam daftar di bawah ini :

92
Table 2.10 Skema Perhitungan Yates Untuk desain Faktorial 2k untuk 23
Perlakuan Respon Kolom(1) Kolom (2) Kolom (3)= Kontras
(1) (1) (1) + a (1) + a + b + ab Total =
A A b + ab c + ac + bc + abc r. 2².A =
C C c + ac a - (1) + ab - b r. 2².B =
Ab Ab bc + abc ac – c + abc - bc r. 2². AB =
C C a - (1) b + ab - (1) -a r. 2². C =
Ac Ac ab – b bc + abc - c - ac r. 2². AC =
Bc Bc ac – c ab - b - a + (1) r. 2². BC =
Abc Abc abc – bc abc - bc - ac + c r. 2².ABC =
Sumber : Desain dan analisis eksperimen (1991:160)
Desain Faktorial 2 2
Misalkan dalam desain faktorial 2 k acak sempurna eksperimen telah
dilakukan dengan mengadakan replikasi sebanyak r kali dalam tiap sel.
Dengan jalan mengambil jumlah respon hasil replikasi dalam tiap sel, maka
masing-masing harga untuk tiap kombinasi perlakuan dapat ditentukan.
Jumlah dalam tiap sel digunakan untuk menentukan jumlah kuadrat-kuadrat
tiap kontras. .Hubungan antara kombinasi perlakuan dan efek yang
membentuk kontras di atas akan mudah tampak bila disusun dalam daftar
seperti berikut :

93
Untuk menghitung kontras dan Jk tiap kombinasi perlakuan dalam eksperimen
faktorial 2 2 , dapat digunakan Metode Yates. Skema perhitungannya dapat dilihat
dalam daftar di bawah ini :
Table 2.11 Skema Perhitungan Yates Untuk Desain Faktorial 2k untuk 22
Perlakuan Respon Kolom(1) Kolom (2)= Kontras
(1) (1) (1) + a Total = +(1)+a+b+ab
A A B + ab r. 2².A = -(1)+a-b+ab
B B a-(1) r. 2².B = -(1)-a+b+ab
Ab Ab Ab-b r. 2². AB = +(1)-a-b+ab
Sumber : Desain dan analisis eksperimen (1991:157)
Tujuan tahap Improve adalah menemukan solusi yang tepat untuk
mengatasi masalah. Tahapan yang dilakukan pada Improve :
1. Mencari solusi potensial
Mendokumentasikan semua solusi, analisa statistik atau tools lain yang
digunakan untuk mengembangkan solusi, mendaftar semua usulan yang
diberikan oleh partisipan proses, pemilik proses.
2. Memilih dan menyusun prioritas terhadap solusi
Memprioritaskan solusi yang telah didaftar dari tahap sebelumnya,
kemudian memilih solusi yang harus dilaksanakan terlebih dahulu
menurut tingkat kepentingannya.

94
3. Mengaplikasikan praktik Lean six sigma
Mengaplikasikan praktik Lean six sigma antara lain :
a. Penataan tempat kerja
Cara termudah untuk menilai sikap suatu perusahaan terhadap
kegiatan perbaikan adalah dengan mengamati praktek pemeliharaan
tempat kerja di suatu pabrik, dari hal tersebut kita bisa mengetahui kadar
penerapan kegiatan perbaikan dari kebiasaan penyimpanan alat,
penanganan sampah. Pemeliharaan tempat kerja erat hubungannya dengan
penataan tempat kerja yang lebih baik. Bila diamati barang-barang di
tempat kerja ada yang selalu digunakan, barang yang jarang digunakan
dan barang yang tidak akan digunakan sama sekali, tetapi terkadang
semua barang tersebut ditumpuk menjadi 1 sehingga pekerja akan
mengalami kesulitan untuk mencari barang yang sering digunakan.
Sedangkan barang yang sudah tentu tidak akan digunakan lagi masih
disimpan. Hal ini dapat dipandang sebagai pemborosan karen dapat
menghambat produksi, menghabiskan ruang dan menimbulkan biaya
penyimpanan.5S adalah program peningkatan terus-menerus melalui
perbaikan housekeeping untuk menciptakan dan memelihara agar tempat
kerja menjadi teratur, bersih, aman, dan memiliki kinerja tinggi. 5S yang
memungkinkan setiap orang memisahkan kondisi-kondisi normal dan
abnormal, merupakan dasar untuk peningkatan terus-menerus, zero defect,
reduksi biaya dan untuk menciptakan area kerja yang aman dan nyaman.
95
5S merupakan pendekatan sistemetik untuk meningkatkan lingkungan
kerja, proses-proses, dan produk dengan melibatkan karyawan lantai
pabrik atau lini produksi (production line) atau kantor.
b. Pengembangan kecepatan set-up
Mempersingkat waktu set-up akan membuka peluang untuk
mengurangi ukuran lot dan tingkat persediaan, disamping juga
mengurangi waktu lead time. Dampaknya, operasi pabrik menjadi flexibel
dan mampu menanggapi setiap perubahan pasar. Langkah-langkah yang
ditempuh untuk mengurangi waktu set-up :
• Memisahkan pekerjaan set-up yang harus diselesaikan selai mesin
berhenti (internal set-up) terhadap pekerjaan yang dapat dikerjakan
selagi mesin beroperasi (external set-up)
• Mengurangi internal set-up dengan mengerjakan banyak external set-
up (persiapan cetakan, pemindahan cetakan)
• Mengurangi internal set-up dengan mengurangi kegiatan penyesuaian,
penyederhanaan alat bantu dan kegiatan bongkar-pasang, penambahan
personil pembantu.
• Mengurangi total waktu untuk seluruh pekerjaan set-up, baik internal
maupun external.
• Penggunaan set-up performance chart yang bisa digunakan untuk
memntau waktu set-up tiap operator. Hal ini dapat memacu operator

96
untuk melakukan kompetisi yang sehat dalam mempercepat waktu set-
up
• Penggunaan kamera video sangat membantu dalam mmepelajari
kegiatan set-up secara obyektif
• Mendemonstrasikan kegiatan set-up pada orang lain
c. Pengurangan kegiatan transportasi
Pengembangkan suatu proses produksi yang lancar dapat dilakukan
dengan melakukan koordinasi yang baik dari keseluruhan proses di dalam
pabrik. Langkah pertama adalah meneliti tata letak (layout) dan
penggunaan mesin yang ada di pabrik.
Jenis layout dibagi menjadi product layout dan process layout. Pada
process layout, mesin dengan fungsi yang sama dikelompokkan pada
lokasi yang sama. Tetapi untuk layout jenis ini banyak sekali ditemukan
pemborosan antara lain :
Kesulitan koordinasi dan jadwal produksi
Pemborosan trasportasi dan material handling
Akumulasi persediaan dalam proses
Penganganan material berganda
Lead time produksi yang sangat panjang
Kesulitan menemukan penyebab cacat produksi

97
Arus material dan prosedur kerja sulit untuk dibakukan
Sulitnya perbaikan kerja karena tidak ada standar
Hal yang perlu dilakukan adalah mengganti process layout menjadi
product layout. Dengan menggunakan product layout, aktivitas material
handing, transportasi, persediaaan dapat dikurangi. Pada product layout,
mesin yang sejenis dapat diletakkan pada lokasi yang berbeda sesuai dengan
kebutuhan jenis produk. Akibatnya mungkin terjadi pembatasan kapasitas
mesin untuk aliran produk tertentu, kecuali jika ada penambahan mesin pada
aliran tersebut. Dengan menambah mesin maka akan menimbulkan investasi
baru untuk pembelian mesin.
Cara lain untuk mengatasi masalah aliran yaitu dengan menyeimbangkan
volume produksi dari waktu ke waktu dengan keselarasan jadwal. Dengan
jalur produksi untuk 1 jenis produk, puncak volume produksi bisa
diseimbangkan di sepanjang jalur produksi, mulai bahan mentah sampai
bahan jadi.
Dalam filsafat JIT, aliran yang lancar diwujudkan dengan tidak adanya
genangan barang dalam proses sejak saat penerimaaan sampai pengiriman
barang jadi. Beberapa hal yang perlu diperhatikan untuk menghasilkan aliran
produksi lancar yaitu :

98
• Process Layout
• Ketidak seimbangan jalur
• Set-up dan pergantian alat
• Kerusakan mesin
• Masalah kualitas
• Absensi karyawan
d. Pengembangan alat bantu otomatis
Produksi berlebihan pada dasarnya menyembunyikan berbagai masalah,
oleh karena itu sukar sekali menentukan dimana perbaikan harus dilakukan.
Lebih baik jika kita memproduksi secukupnya, sesuai dengan yang diminta
pelanggan. Ketika penjualan naik, tingkat pemanfaatan mesin menjadi naik
begitu pula sebaliknya. Adalah suatu kesalahan besar jika kita memproduksi
barang demi meningkatkan pemanfaatan mesin, karena hal ini akan
menimbulkan persediaan yang menumpuk.
Lebih baik jika kita dapat mencapai 100 % tingkat pemanfaatan
permintaan dibanding dengan 100 % pemanfaatan mesin. Karena tujuan kita
adalah memenuhi permintaan pelanggan bukan memproduksi barang
sebanyak mungkin
.

99
e. Penanganan beberapa proses
Seorang operator dapat menangani 2 mesin sekaligus, hal ini sangatlah
membantu dalam mengefisienkan waktu operator. Seorang operator
seharusnya mempunyai kemampuan menangani beberapa proses sekaligus
baik dalam proses pembentukan, pemotongan maupun perakitan. Dengan
operator yang serba bisa, sistem produksi menjadi semakin tanggap terhadap
perubahan permintaaan pasar. Dalam usaha penambahan kemampuan
operator, tambahan latihan dan rotasi kerja dapat direkomendasikan. Guna
menunjukkan lebih jauh manfaat dan perlunya penanganan beberapa proses
sekaligus, manajemen beserta staf sebaiknya juga menerapkan adanya rotasi
tugas diantara mereka sendiri. Selain mengembangkan ketrampilan operator,
rotasi kerja juga memberikan peluang bagi operator untuk memperoleh variasi
kerja secara berkala, meningkatkan kerjasama antar kelompok, merangsang
daya kreatif pekerja dalam memandang suatu proses, dan mencegah kelelahan
pada operator karena rotasi kerja dalam waktu yang pendek memungkinkan
operator untuk menggunakan anggota tubuhnya dan pengindraan secara
bervariasi.
f. Sinkronisasi proses
Salah satu cara agar masalah cepat terlihat adalah dengan mengkaitkan
berbagai macam proses secara ketat. Dengan menggabungkan konsep aliran
lancar, peningkatan kemampuan operator maka proses dapat menjadi lebih
lancar dan produktivitas menjadi meningkat, sehingga sistem produksi

100
menjadi lebih tahan terhadap berbagai gangguan mendadak, khususnya pada
awal masa perbaikan dimana terdapat banyak perubahan dilakukan.
g. Lot berukuran satu
Penggunaan ukuran lot sama dengan 1 akan mengurangi adanya barang
dalam proses karena tidak akan ada barang yang menunggu barang lain untuk
masuk ke proses selanjutnya. Ukuran lot sama dengan 1 akan memperlancar
aliran proses, setiap barang selesai diproses dari stasiun 1 maka barang akan
langsung dikirim untuk diproses ke stasiun kerja selanjutnya. Sehingga
mengurangi proses penanganan antar stasiun kerja.
h. Konsep Jidoka
Jidoka adalah konsep yang dikembangkan di Jepang untuk melengkapi
mesin dengan kecerdasan dan otonomi untuk melakukan penilaian sendiri.
Tanpa konsep ini, mesin memang dapat bergerak sendiri tapi belum tentu
melakukan pekerjaan sesuai dengan yang diharapkan.
Contoh : Pada suatu alat pemotong logam dilengkapi dengan saklar
pembatas yang dipakai untuk memantau saat yang tepat penambahan
gulungan baja lembaran. Jika gulungan habis maka sebuah lampu peraga
(andon) akan menyala dan sebuah pengeras suara akan berbunyi.

101
Selain jidoka juga ada konsep pemberhentian jalur (line stop). Konsep ini
biasanya terjadi pada suatu lini produksi.
Contoh : suatu proses perakitan menggunakan ban berjalan (conveyor)
untuk pemindahan benda kerja. Bila sesuatu terjadi pada proses produksi
maka segera dilaporkan pada pimpinan sehingga tindakan perbaikan dapat
dilakukan secepatnya. Bila masalah yang terjadi cukup besar dan diperlukan
pembetulan maka seluruh jalur perakitan akan berhenti dan managemen akan
berusaha mencari solusi saat itu juga. Pada umumnya lampu peraga (andon)
digunakan untuk mengisyaratkan adanya kejadian pemberhentian jalur.
Papan kontrol produksi juga digunakan untuk menyampaikan secara
visual kegiatan produksi secara nyata. Tujuan dari papan kontrol ini adalah
untuk membandingkan hasil aktual dengan rencana target. Papan kontrol juga
dilengkapi kolom komentar untuk tindakan perbaikan.
i. Poka Yoke (alat anti kesalahan)
Poka yoke adalah suatu mekanisme alat anti kesalahan. Poka yoke akan
mempermudah kerja operator, terutama dalam mengurangi berbagai macam
masalah mengenai cacat produksi, keselamatan kerja, kesalahan operasi tanpa
memerlukan perhatian yang berlebihan dari operator.

102
j. Menghindari gangguan mesin
Kerusakan mesin dan segala macam gangguan harus dilenyapkan. Mesin
harus dipertahankan untuk mencapai 100 % tingkat permintaan. Pendekatan
yang digunakan untuk mengetahui kerusakan mesin adalah dengan melakukan
konsep Lima ”Mengapa” dan membersihkan mesin setiap selesai digunakan.
Total Productive Maintenance (TPM) adalah konsep pemeliharaan yang
melibatkan semua karyawan. Tujuanya adalah mencapai efektifitas pada
keseluruhan sistem produksi melalui partisipasi dan kegiatan pemeliharaan
yang produktif. Disini operator akan dilatih untuk mencapai kondisi tanpa
gangguan mesin dengan cara belajar cara memelihara mesin, melaksanakan
pedoman penggunaan mesin secara wajar dan mengembangkan kesadaran dan
kewaspadaan terhadap tanda awal penurunan kemampauan mesin.
k. Standarisasi kerja
Peluang perbaikan menjadi sangat terbatas tanpa adanya suatu standar.
Banyak hal yang rancu dan simpang siur bahkan kembali seperti kondisi
sebelumnya. Dengan menerapkan banyak standar, maka semakin sedikit
pekerjaan yang mengalami kerancuan. Bila standar sudah ditetapkan maka
operator harus secara konstan melaksanakan dan melakukan perubahan secara
cepat. Standar kerja harus menyangkut 3 elemen pokok yaitu cycle time,
urutan kerja dan jumlah barang dalam proses. Standar kerja harus

103
dikembangkan agar dapat diikuti oleh semua orang. Biasanya lembar standar
kerja dipasang pada tiap pos kerja sehingga memungkinkan semua orang
untuk mengikuti instruksi tersebut.
4. Melakukan pengujian terhadap solusi
Membuat value stream baru, dan pengujian terhadap solusi. Pada tahap
ini juga dilakukan penghitungan ukuran performansi pada sistem baru
setelah perbaikan. Bila dari perhitungan tersebut dihasilkan nilai yang
lebih baik dari sistem lama maka solusi tersebut layak untuk diterapkan
karena mempunyai dampak positif terhadap proses.
5. Melakukan implementasi solusi
6. Melakukan penjauan ulang terhadap tahapan Improve
2.3.5. Tahap Kontrol (Control)
Merupakan tahap operasional terakhir dalam proyek peningkatan kualitas
Six Sigma. Pada tahapan ini hasil-hasil peningkatan kualitas
didokumentasikan dan disebarluaskan, praktek-praktek terbaik yang sukses
dalam meningkatkan proses distandarisasikan dan disebarluaskan, prosedur-
prosedur didokumentasikan dan dijadikan pedoman kerja standar, serta
tanggung jawab ditransfer dari tim Six Sigma kepada pemilik atau
penanggung jawab proses, yang berarti proyek Six Sigma berakhir pada tahap
ini. (Gaspersz, Vincent., 2002:293) Tahapan pada Control :
Mengadakan pemantauan terhadap hasil implementasi
Mendokumentasikan standard operating procedure baru
104
Membuat rencana pengendalian proses
Membuat peta perjalanan/ histori proyek
Melakukan proses transisi dan pengalihan tanggung jawab pada pemilik
proses
Melakukan peninjauan ulang tahap control
Beberapa hal yang perlu diperhatikan :
o Hasil implementasi secara menyeluruh
Data chart sebelum dan sesudah proyek yang menunjukkan adanya
perbaikan, rencana pengendalian proses lanjutan
o Dokumentasi dan pengukuran untuk mempersiapkan tindakan lanjutan
yang akan diambil
Dokumentasi proses yang telah diperbaiki, prosedur yang digunakan
untuk memonitor proses, prosedur yang akan mempertahankan proses
tetap dalam keadaan yang baik dan dokumenkan peta proses.
o Bukti
Dokumentasi orang-orang yang terlibat dalam proyek, pemilik proses, pelajaran yang
bisa diambil dari proyek, peluang baru yang teridentifikasi dari proyek
(http://qualityengineering.wordpress.com/tag/dmaic/)

105
Standarisasi dimaksudkan untuk mencegah masalah yang sama
atau praktek-praktek lama terulang kembali. Terdapat dua alasan
melakukan standarisasi, yaitu:
Apabila tindakan peningkatan kualitas atau solusi masalah itu
tidak distandarisasikan, terdapat kemungkinan bahwa setelah
periode waktu tertentu, manajemen dan karyawan akan kembali
menggunakan cara-cara kerja lama maka akan muncul masalah
yang sudah lama terselesaikan itu.
Apabila tindakan peningkatan kualitas atau solusi masalah itu
tidak distandarisasikan dan didokumentasikan, maka terdapat
kemungkinanse telah periode waktu tertentu apabila terjadi
pergantian manajemen dan karyawan, orang-orang baru akan
menggunakan cara-cara kerja yang memunculkan kembali
masalah yang sudah pernah diselesaikan oleh manajemen dan
karyawan terdahulu itu.
Berdasarkan uraian di atas, standarisasi sangat diperlukan sebagai
tindakan pencegahan untuk memunculkan kembali masalah kualitas yang
pernah ada dan telah diselesaikan. Hal ini sesuai dengan konsep pengendalian
kualitas berdasarkan sistem manajemen kualitas ISO 9001:2000 yang
berorientasi pada strategi pencegahan (strategy of prevention), bukan pada
strategi pendektesian (strategy of detection) saja.
Pada tahapan ini dapat menggunakan beberapa alat dasar yang meliputi:

106
Formulir status proyek
Grafik metrik
Pengendalian spesifik/rencana-rencana pengesahan
Verifikasi dan perbaikan/hasil dalam metrik dan penyelamatan
uang
Laporan akhir
Selain dengan menggunakan langkah-langkah DMAIC yang telah
disebutkan di atas, six sigma juga menggunakan metodologi DMADV (Define
– Measure – Analyze – Design – Verify). DMAIC digunakan untuk
meningkatkan proses yang sudah ada sebelumnya, sedangkan DMADV
digunakan untuk menghasilkan desain produk atau proses baru untuk kinerja
proses yang dapat diprediksikan dan bebas defect.
DMADV, seperti halnya DMAIC, juga terdiri atas lima langkah yang
harus dilaksanakan, yaitu: http://qualityengineering.wordpress.com/tag/dmaic/
• Define: mendefinisikan tujuan-tujuan dari aktivitas desain yang konsisten
dengan keinginan konsumen dan strategi bisnis perusahaan.
• Measure: mengukur dan mengidentifikasi CTQ (critical to quality),
kapabilitas produk, kapabilitas proses produksi, dan taksiran resiko.

107
• Analyze: menganalisa alternatif-alternatif yang dirancang dan dibangun,
menciptakan rancangan tingkat atas dan mengevaluasi kapabilitas rancangan
untuk memilih rancangan yang terbaik.
• Design: merancang detail, mengoptimalkan rancangan, dan merencanakan
verivikasi rancangan. Fase ini mungkin saja membutuhkan proses simulasi.
• Verify: menguji rancangan dan mengimplementasikan proses produksi dan
menyerahkannya pada pemilik proses.