Embed Size (px)
Citation preview
19
BAB II
TINJAUAN PUSTAKA
2.1 Proses Kerja Pembuatan Trompong
Proses pembuatan instrumen gamelan tergantung pada jenis instrumen yang
akan dibuat. Instrumen gamelan gong pada umumnya terbagi dalam dua jenis yaitu
instrumen gamelan berbentuk bilah dan instrumen gamelan berbentuk pencon
(moncol). Proses pembuatan instrumen gamelan yang berbentuk pencon seperti
reong, trompong, kempul dan lainnya sedikit berbeda dengan proses pembuatan
instrumen gamelan yang berbentuk bilah. Pada proses pembuatan instrumen
gamelan yang berbentuk pencon sedikit lebih rumit dimana pada proses nguwad
biasanya dikerjakan oleh lima orang perajin. Sedangkan untuk proses nguwad
instrumen gamelan yang berbentuk bilah dapat dikerjakan oleh satu orang perajin.
Proses pembuatan trompong terdiri dari beberapa tahap yaitu: (1) Proses
peleburan bahan baku berupa campuran timah dan tembaga dengan perbandingan
satu bagian timah dicampur dengan tiga bagian tembaga. Proses ini biasanya
disebut dengan nglebur (bahasa Bali). Campuran timah dan tembaga dimasukkan
ke dalam priuk peleburan yang disebut musa (bahasa Bali) atau kowi (bahasa Jawa),
kemudian dipanaskan dengan cara dibakar dalam tungku selama sekitar dua jam
sampai bahan tersebut mencair. Selanjutnya bahan yang sudah cair tersebut dicetak
ke dalam cetakan yang terbuat dari batu padas dan didinginkan pada ruang terbuka
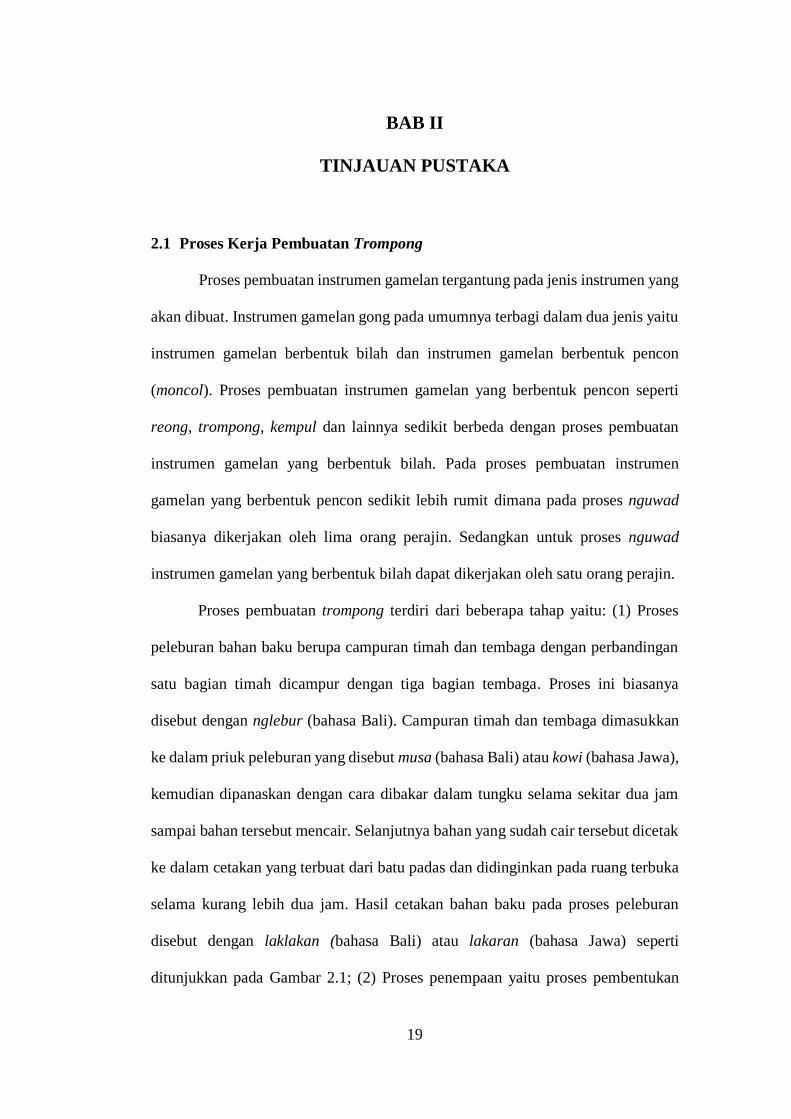
selama kurang lebih dua jam. Hasil cetakan bahan baku pada proses peleburan
disebut dengan laklakan (bahasa Bali) atau lakaran (bahasa Jawa) seperti
ditunjukkan pada Gambar 2.1; (2) Proses penempaan yaitu proses pembentukan
20
laklakan untuk dapat menjadi trompong setengah jadi yang disebut cobekan
(bahasa Bali) atau ricikan gamelan (bahasa Jawa) seperti Gambar 2.2; (3) Proses
pembentukan sudut tepi antara muka dengan pencon. Proses ini dilakukan dengan
cara memanaskan dan memukul bagian kaki trompong atau lambe (bahasa Bali)
hingga terbentuk sudut antara tepi dengan muka trompong atau pejungut (bahasa
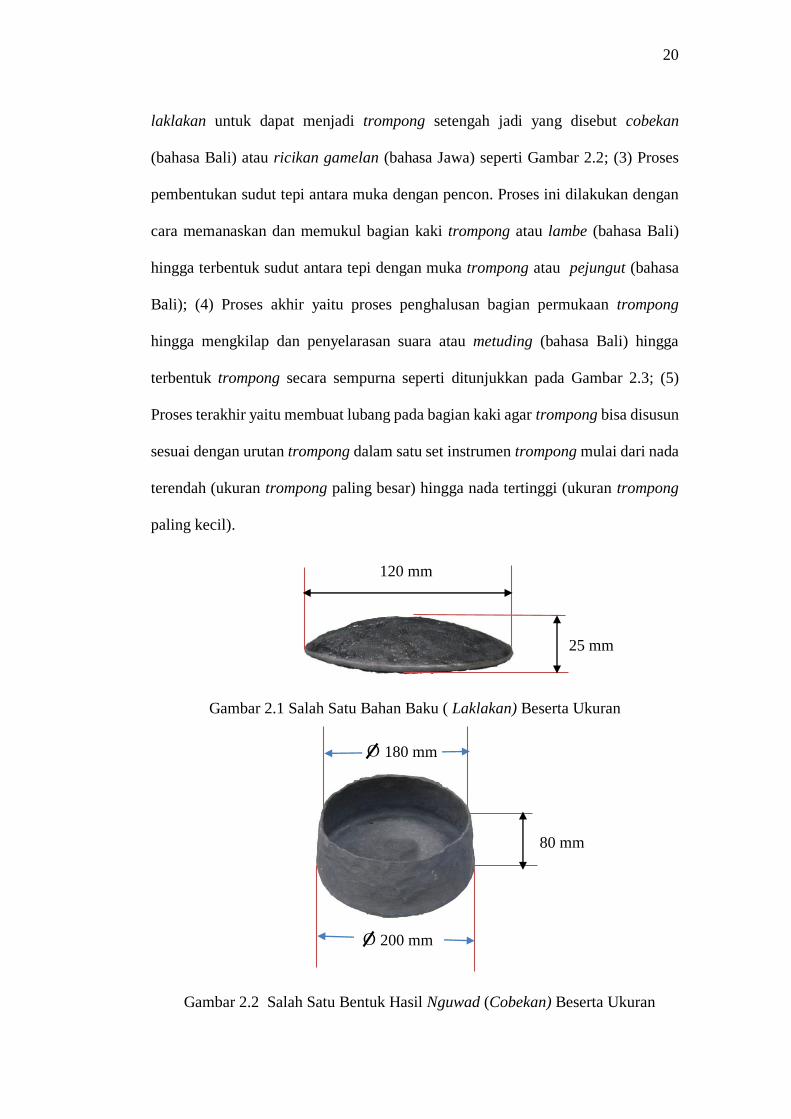
Bali); (4) Proses akhir yaitu proses penghalusan bagian permukaan trompong
hingga mengkilap dan penyelarasan suara atau metuding (bahasa Bali) hingga
terbentuk trompong secara sempurna seperti ditunjukkan pada Gambar 2.3; (5)
Proses terakhir yaitu membuat lubang pada bagian kaki agar trompong bisa disusun
sesuai dengan urutan trompong dalam satu set instrumen trompong mulai dari nada
terendah (ukuran trompong paling besar) hingga nada tertinggi (ukuran trompong
paling kecil).
Gambar 2.1 Salah Satu Bahan Baku ( Laklakan) Beserta Ukuran
Gambar 2.2 Salah Satu Bentuk Hasil Nguwad (Cobekan) Beserta Ukuran
120 mm
25 mm
O 200 mm
O 180 mm
80 mm
21
Keterangan:
a: Pencon
b: Muka Trompong
c: Pejungut
d: Lambe
Gambar 2.3 Bentuk Trompong dan Bagian Utama
Proses nguwad dimulai dari memanaskan laklakan oleh tukang perapen
selama 20 hingga 35 detik dengan cara membakar laklakan dan membolak-balikan
agar panas secara merata dengan bantuan alat kerja yang disebut culik (bahasa Bali),
seperti Gambar 2.4.
Gambar 2.4 Proses Memanaskan Laklakan
d
c
a
b
22
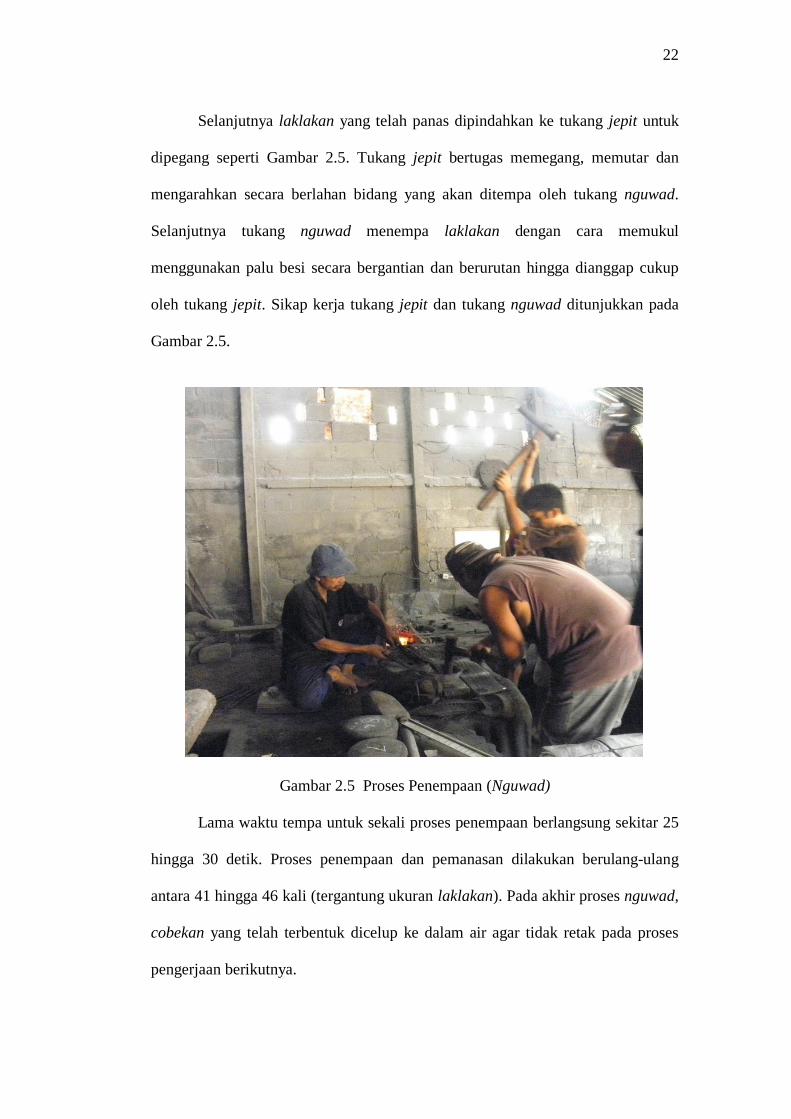
Selanjutnya laklakan yang telah panas dipindahkan ke tukang jepit untuk
dipegang seperti Gambar 2.5. Tukang jepit bertugas memegang, memutar dan
mengarahkan secara berlahan bidang yang akan ditempa oleh tukang nguwad.
Selanjutnya tukang nguwad menempa laklakan dengan cara memukul
menggunakan palu besi secara bergantian dan berurutan hingga dianggap cukup
oleh tukang jepit. Sikap kerja tukang jepit dan tukang nguwad ditunjukkan pada
Gambar 2.5.
Gambar 2.5 Proses Penempaan (Nguwad)
Lama waktu tempa untuk sekali proses penempaan berlangsung sekitar 25
hingga 30 detik. Proses penempaan dan pemanasan dilakukan berulang-ulang
antara 41 hingga 46 kali (tergantung ukuran laklakan). Pada akhir proses nguwad,
cobekan yang telah terbentuk dicelup ke dalam air agar tidak retak pada proses
pengerjaan berikutnya.
23
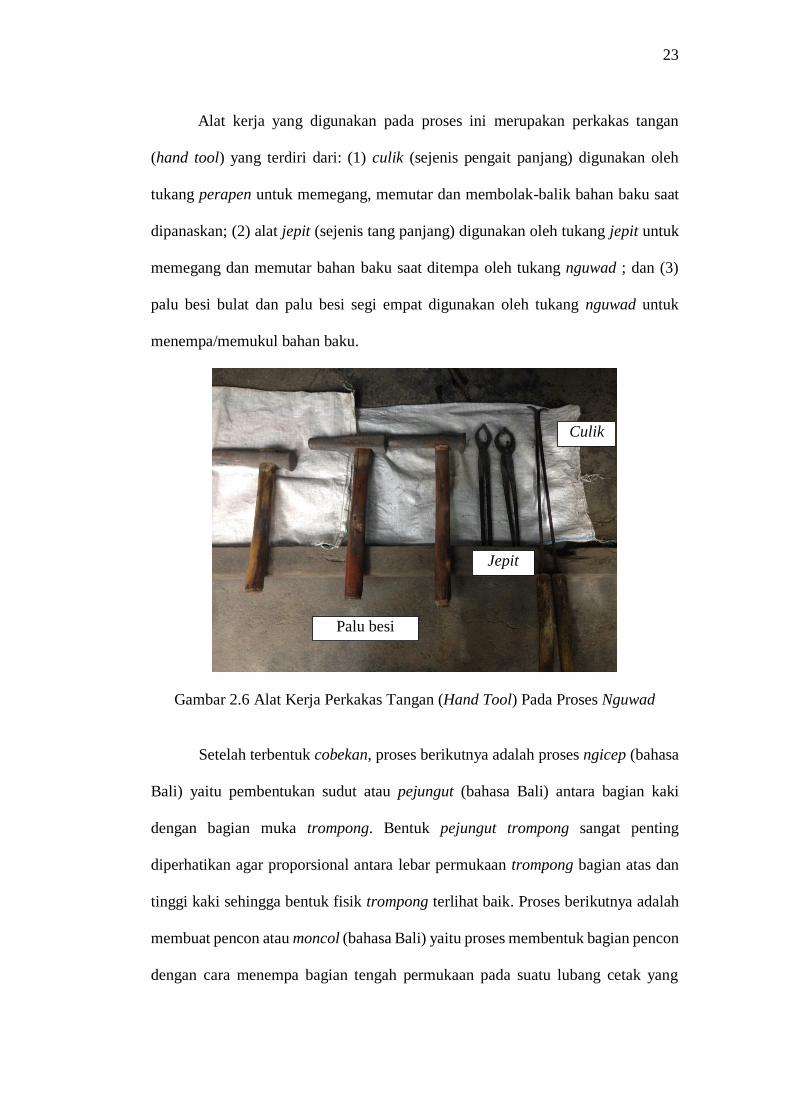
Alat kerja yang digunakan pada proses ini merupakan perkakas tangan
(hand tool) yang terdiri dari: (1) culik (sejenis pengait panjang) digunakan oleh
tukang perapen untuk memegang, memutar dan membolak-balik bahan baku saat
dipanaskan; (2) alat jepit (sejenis tang panjang) digunakan oleh tukang jepit untuk
memegang dan memutar bahan baku saat ditempa oleh tukang nguwad ; dan (3)
palu besi bulat dan palu besi segi empat digunakan oleh tukang nguwad untuk
menempa/memukul bahan baku.
Gambar 2.6 Alat Kerja Perkakas Tangan (Hand Tool) Pada Proses Nguwad
Setelah terbentuk cobekan, proses berikutnya adalah proses ngicep (bahasa
Bali) yaitu pembentukan sudut atau pejungut (bahasa Bali) antara bagian kaki
dengan bagian muka trompong. Bentuk pejungut trompong sangat penting
diperhatikan agar proporsional antara lebar permukaan trompong bagian atas dan
tinggi kaki sehingga bentuk fisik trompong terlihat baik. Proses berikutnya adalah
membuat pencon atau moncol (bahasa Bali) yaitu proses membentuk bagian pencon
dengan cara menempa bagian tengah permukaan pada suatu lubang cetak yang
Palu besi
Culik
Jepit
24
sesuai dengan diameter dan tinggi pencon. Proses penempaan ini dilakukan
berulang-ulang hingga terbentuk pencon secara sempurna. Proses berikutnya
adalah menyempurnakan bagian sudut muka trompong agar terbentuk muka
trompong yang sempurna. Proses ini dilakukan dengan menempa bagian tertentu
yang dianggap belum terbentuk dengan sempurna.
Proses berikutnya adalah proses di luar perapen yaitu proses penghalusan
dengan cara menggerinda atau mengikir bagian yang dianggap belum rata. Proses
ini disebut manggur (bahasa Bali) yaitu proses penghalusan bagian permukaan
trompong hingga permukaan menjadi rata dan halus. Selanjutnya bagian kaki
trompong dilubangi sebanyak empat lubang yaitu pada kiri, kanan, depan dan
belakang agar trompong bisa disuluh (dimasukkan tali pengikat untuk bisa
ditempatkan pada dudukan trompong). Proses terakhir adalah metuding yaitu
menyelaraskan suara trompong menurut ukuran dan letak trompong dalam satu set
gamelan. Pada proses ini suara trompong disesuaikan dengan patokan suara yang
menggunakan tiga bilah bambu dengan nada suara yang berbeda dan trompong
disusun sesuai dengan ukuran mulai trompong paling besar dengan nada paling
rendah hingga trompong paling kecil dengan nada paling tinggi.
2.2 Kualitas Produk
Pengertian kualitas sangat beraneka ragam. Menurut Boetsh dan Denis
dalam Tjiptono (2000), kualitas merupakan suatu kondisi dinamis yang
berhubungan dengan produk barang maupun jasa serta proses dan lingkungan yang
memenuhi atau melebihi harapan. Pendapat di atas dapat dimaksudkan bahwa
seberapa besar kualitas yang diberikan yang berhubungan dengan produk barang
beserta faktor pendukungnya memenuhi harapan penggunanya. Dapat diartikan
25
bahwa semakin memenuhi harapan konsumen, produk tersebut semakin
berkualitas. Clark (2000), juga mendefinisikan kualitas sebagai seberapa konsisten
produk atau jasa yang dihasilkan dapat memenuhi pengharapan dan kebutuhan
internal dan eksternal pelanggan. Sedangkan Stevenson (2005), mendefinisikan
kualitas sebagai kemampuan dari suatu produk atau jasa untuk memenuhi atau
melebihi harapan pelanggan. Dengan demikian, meskipun menurut produsennya,
barang yang dihasilkannya sudah melalui prosedur kerja yang cukup baik, namun
jika tetap belum mampu memenuhi standar yang dipersyaratkan oleh konsumen,
maka kualitas barang atau jasa yang dihasilkan oleh produsen tersebut tetap dinilai
sebagai suatu yang memiliki kualitas yang rendah. Disamping harus mampu
memenuhi standar yang dipersyaratkan oleh konsumen, baik buruknya kualitas
barang yang dihasilkan juga dapat dilihat dari konsistensi keterpenuhan harapan
dan kebutuhan masyarakat. Menurut Stevenson (2005), dimensi kualitas produk
meliputi :
1. Performance, hal ini berkaitan dengan aspek fungsional suatu barang dan
merupakan karakteristik utama yang dipertimbangkan pelanggan dalam
membeli barang tersebut.
2. Aesthetics, merupakan karakteristik yang bersifat subjektif mengenai nilai-nilai
estetika yang berkaitan dengan pertimbangan pribadi dan refleksi dari preferensi
individual.
3. Special features, yaitu aspek performansi yang berguna untuk menambah fungsi
dasar, berkaitan dengan pilihan-pilihan produk dan pengembangannya.
4. Conformance, hal ini berkaitan dengan tingkat kesesuaian terhadap spesifikasi
yang ditetapkan sebelumnya berdasarkan keinginan pelanggan.
26
5. Reliability, hal ini yang berkaitan dengan probabilitas atau kemungkinan suatu
barang berhasil menjalankan fungsinya setiap kali digunakan dalam periode
waktu tertentu dan dalam kondisi tertentu pula.
6. Durability, yaitu suatu refleksi umur ekonomis berupa ukuran daya tahan atau
masa pakai barang.
7. Perceived Quality, berkaitan dengan perasaan pelanggan mengenai keberadaan
produk tersebut sebagai produk yang berkualitas.
8. Service ability, berkaitan dengan penanganan pelayanan purna jual, seperti
penanganan keluhan yang ditujukan oleh pelanggan.
Menurut Tjiptono (2000), kualitas suatu produk baik berupa barang atau
jasa ditentukan melalui dimensi-dimensinya antara lain: (1). Performance
(kinerja), berhubungan dengan karakteristik operasi dasar dari sebuah produk; (2).
Durability (daya tahan), yang berarti berapa lama atau umur produk yang
bersangkutan bertahan sebelum produk tersebut harus diganti. Semakin besar
frekuensi pemakaian konsumen terhadap produk maka semakin besar pula daya
produk; (3). Conformance to specifications (kesesuaian dengan spesifikasi), yaitu
sejauh mana karakteristik operasi dasar dari sebuah produk memenuhi spesifikasi
tertentu dari konsumen atau tidak ditemukannya cacat pada produk; (4). Features
(fitur), adalah karakteristik produk yang dirancang untuk menyempurnakan fungsi
produk atau menambah ketertarikan konsumen terhadap produk; (5). Reliability
(reliabilitas), adalah probabilitas bahwa produk akan bekerja dengan memuaskan
atau tidak dalam periode waktu tertentu. Semakin kecil kemungkinan terjadinya
kerusakan maka produk tersebut dapat diandalkan; (6). Aesthetics (estetika),
berhubungan dengan bagaimana penampilan produk; (7). Perceived quality (kesan
kualitas), sering dibilang merupakan hasil dari penggunaan pengukuran yang
27
dilakukan secara tidak langsung karena terdapat kemungkinan bahwa konsumen
tidak mengerti atau kekurangan informasi atas produk yang bersangkutan; dan (8).
Serviceability, meliputi kecepatan dan kemudahan untuk direparasi, serta
kompetensi dan keramahtamahan staf layanan.
Gamelan merupakan salah satu produk kerajinan yang digunakan sebagai
sarana alat musik tradisional, kualitas produksinya sangat tergantung kepada
campuran bahan baku, proses pembuatan dan proses finishingnya, sehingga mampu
menghasilkan bunyi-bunyian seperti yang diinginkan. Menurut hasil wawancara
dengan perajin gamelan di Desa Tihingan (Bapak Dendi), dalam pembuatan
gamelan khusunya trompong, kualitas ini sangat berkaitan dengan keutuhan
produk, kesesuaian ukuran, ketebalan, campuran bahan baku, dan proses
pembuatannya.
Bahan baku yang baik adalah campuran tiga bagian tembaga dan satu bagian
timah yang berasal dari logam bermutu baik yang dilebur secara sempurna dan tidak
tercampur kotoran saat proses peleburan. Proses penempaan yang tepat sehingga
ketebalan produk merata, dimensi fisik sesuai dengan ukuran yang diminta, tidak
ada cacat apalagi retak. Dengan demikian kualitas hasil nguwad trompong adalah
kesesuaian dimensi fisik trompong meliputi diameter permukaan, diameter bagian
kaki, ketebalan, dan lebar/tinggi lambe sesuai dengan yang disyaratkan dan tidak
ada keretakan baik skala kecil maupun besar. Jika terjadi keretakan maka produk
dinyatakan gagal dan harus dilebur kembali.
2.3 Pengendalian Kualitas Produk
Kualitas produk gamelan yang dihasilkan oleh perajin di Desa Tihingan
sangat berpengaruh terhadap pemasaran produknya mengingat saat ini industri
28
kerajinan gamelan Bali sudah tersebar hampir di setiap kabupaten/kota di Bali.
Persaingan yang semakin ketat menyebabkan perajin harus benar-benar mampu
mempertahankan kualitas produknya agar tetap dapat bersaing dengan produk luar
Desa Tihingan. Salah satu upaya yang dilakukan adalah memperhatikan
pengendalian kualitas.
Usaha pengendalian kualitas merupakan usaha preverentive (pencegahan)
dan dilaksanakan sebelum kesalahan kualitas produk atau jasa tersebut terjadi,
melainkan mengarahkan agar kesalahan kualitas tersebut tidak terjadi di dalam
industri yang bersangkutan. Persoalan pengendalian kualitas pada kerajinan
gamelan di Desa Tihingan adalah bagaimana menjaga dan mengarahkan agar
produk gamelan dari perajin yang bersangkutan tersebut dapat memenuhi kualitas
sebagaimana yang telah disyaratkan oleh pemesan atau sesuai dengan standar
umum gamelan Desa Tihingan. Pengendalian kualitas produk sangat penting dan
berguna bagi industri agar produknya tetap terjamin dan memenuhi keinginan
pasar. Pengendalian kualitas kerajinan gamelan biasanya dilakukan oleh pimpinan
kelompok perajin. Pimpinan kelompok dapat mengambil tindakan dan kebijakan,
menyusun rencana yang baik untuk masa yang akan datang, serta memperbaiki
sistem pengendalian atau pengawasan terhadap produk yang sudah dilakukan
dengan baik.
Pengendalian kualitas adalah suatu aktivitas (manajemen perusahaaan)
untuk menjaga dan mengarahkan agar kualitas produk dan jasa perusahaan dapat
dipertahankan sebagaimana yang telah direncanakan. Menurut Ahyari (1985),
pengendalian kualitas merupakan usaha preventive dan dilaksanakan sebelum
kualitas produk mengalami kerusakan. Pengendalian berhubungan dengan
29
beberapa unsur yang mempengaruhi kualitas itu sendiri. Secara garis besar
pengendalian kualitas produk gamelan di Desa Tihingan dikelompokkan menjadi:
a. Pengendalian kualitas sebelum pengolahan atau proses yaitu pengendalian
kualitas yang berkenaan dengan proses yang berurutan dan teratur termasuk
bahan-bahan yang akan diproses. Dalam hal ini bahan baku yang dapat
digunakan untuk trompong dipilih yang tidak adanya cacat retak pada laklakan.
b. Pengendalian kualitas terhadap produk jadi yaitu pengendalian yang dilakukan
terhadap barang hasil produksi untuk menjamin supaya produk jadi tidak
mengalami kerusakan atau tingkat kerusakan produk sedikit (Assauri, 2004).
Pengendalian kualitas terhadap produk jadi ini meliputi pengendalian kualitas
pada proses produksi dan pengendalian kualitas pada pasca produksi. Pada
proses nguwad, pengendalian kualitas dilakukan pada ketelitian pada proses
penempaan agar tidak retak dan pengendalian kualitas produk hasil nguwad.
Produk cobekan yang dapat diterima adalah cobekan yang sesuai dengan
ukuran meliputi diameter muka dan kaki, ketebalan, tinggi lambe dan tidak
adanya cacat.
2.4 Cara Pengendalian Kualitas Produk
Salah satu teknik yang digunakan dalam pengendalian kualitas diantaranya
dengan metode control chart. Metode ini digunakan untuk mengetahui rata rata
kerusakan produk dan besarnya penyimpangan-penyimpangan yang terjadi. Tujuan
pengendalian kualitas menurut Ahyari (1985), adalah:
a. Untuk meningkatkan kepuasan konsumen.
b. Mengusahakan agar penggunaan biaya serendah mungkin.
c. Agar dapat memproduksi selesai tepat pada waktunya.
30
Metode control chart menurut Reksohadiprojo (1984), meliputi: rata-rata
kerusakan, standar deviasi/penyimpangan, dan batas atas dan batas bawah
pengawasan kualitas produk.
1) Mencari rata-rata kerusakan
Dimana:
P= rata-rata kerusakan produk
X = jumlah rusak
n = jumlah diobservasi
2) Menentukan standar deviasi/penyimpangan:
Dimana:
P = rata-rata kerusakan
Sp = standar deviasi/penyimpangan
n = jumlah diobservasi
3) Menentukan batasan pengawasan.
- Batasan pengawasan atas (Upper Control Limit = UCL)
UCL= P+ 3 Sp
- Batasan pengawasan bawah (Lower Control Limit = LCL)
LCL = P – 3 Sp
................................... (2)
................................... (1)
................................... (3)
................................... (4)
31
Hubungan pengendalian kualits dengan nilai UCL dan LCL
1. Pengendalian kualitas akan berjalan baik jika kerusakan produk
masih dalam batas normal yaitu terletak antara batasan pengawasan
atas (UCL) dan batasan pengawasan bawah (LCL).
2. Apabila kerusakan produk di atas garis UCL maka perusahaan akan
mengalami kerugian yang dikarenakan jumlah kerusakan produk
tinggi dan jika jumlah kerusakan produk di bawah LCL maka
perusahaan akan memperoleh keuntungan/laba besar yang
dikarenakan jumlah kerusakan produknya sedikit.
2.5 Perpindahan Panas Pada Manusia
Menurut Silverthorn (2010), perpindahan panas pada manusia dari kulit ke
lingkungan atau sebaliknya dapat terjadi melalui mekanisme sebagai berikut:
a. Radiasi
Radiasi menyebabkan perpindahan panas dalam bentuk berkas inframerah.
Perpindahan panas ini disebabkan karena semua benda bersuhu diatas nol
mutlak akan mengeluarkan gelombang inframerah ke segala arah. Sekitar
60% panas tubuh keluar melalui radiasi.
b. Konduksi
Pengeluaran panas secara konduksi terjadi melalui kontak langsung antara
kulit dengan suatu benda. Besarnya perpindahan panas mencapai 3% akibat
kontak dengan benda lain dan 15% akibat kontak dengan udara.
32
c. Konveksi
d. Pengeluaran panas secara konveksi terjadi karena gerakan udara. Udara
yang telah dipanaskan secara konduksi oleh kulit akan naik ke atas dan
digantikan oleh lapisan udara baru yang belum dihangatkan.
e. Penguapan atau evaporasi
Perpindahan panas secara penguapan terjadi dengan menguapnya air akibat
panas yang berasal dari suhu tubuh. Sekitar 0,58 kalori panas tubuh hilang
untuk setiap gram air yang menguap (Guyton dan Hall, 2007). Pengeluaran
panas secara evaporasi dapat terjadi secara pasif (insensible perspiration)
dan aktif yaitu dalam bentuk berkeringat yang dirangsang oleh sistem saraf
simpatis. Pengeluaran panas melalui penguapan sangat penting bila suhu
lingkungan mendekati atau sama dengan suhu tubuh karena saat itu
pengeluaran melalui radiasi jauh berkurang.
Perpindahan panas yang terjadi pada perapen perajin gamelan pada proses
kerja nguwad adalah adanya perpindahan panas radiasi dari tungku pembakaran
yang memapar perajin. Selain itu juga terjadi perpindahan panas secara konduksi
dengan adanya kontak langsung antara perkakas tangan dengan logam panas
(laklakan) dan secara konveksi karena adanya gerakan udara.
2.6 Beban Kerja
Beban kerja pada menurut Adiputra (1998), secara umum dibedakan
menjadi dua kelompok yaitu:
1) Beban kerja eksternal (stressor) adalah beban kerja yang berasal dari
pekerjaan yang sedang dilakukan. Beban eksternal meliputi task,
organisasi dan lingkungan.
33
2) Beban kerja internal adalah beban kerja yang ditimbulkan oleh faktor
individual pekerja yang bersifat somatis (jenis kelamin, umur, ukuran
tubuh, kondisi kesehatan dan status gizi) dan yang bersifat psikis
(motivasi, persepsi, keinginan dan lainnya).
Semakin tinggi aktivitas tubuh menyebabkan metabolisme tubuh semakin
meningkat berdampak pada kebutuhan O2 yang semakin besar pula dan frekuensi
denyut nadi akan meningkat (Adiputra, 2002). Keluhan fisiologis merupakan
mekanisme adaptasi tubuh untuk tetap berada pada kondisi homeostasis (Pinel,
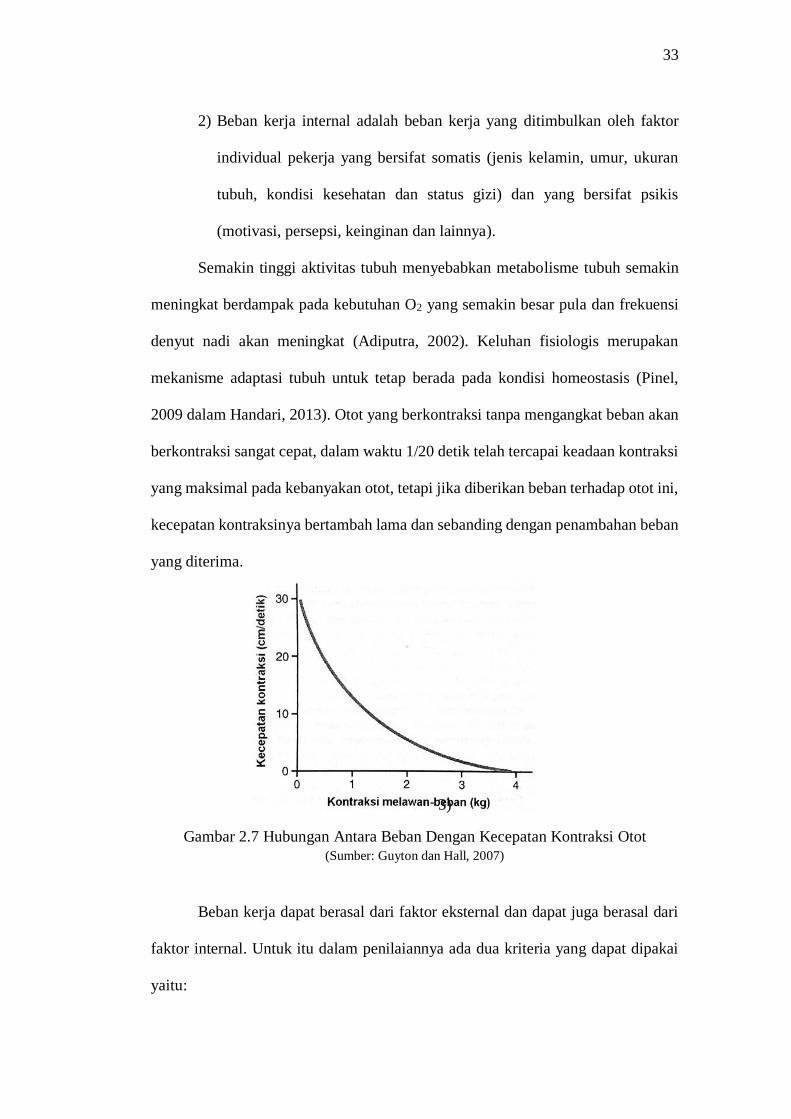
2009 dalam Handari, 2013). Otot yang berkontraksi tanpa mengangkat beban akan
berkontraksi sangat cepat, dalam waktu 1/20 detik telah tercapai keadaan kontraksi
yang maksimal pada kebanyakan otot, tetapi jika diberikan beban terhadap otot ini,
kecepatan kontraksinya bertambah lama dan sebanding dengan penambahan beban
yang diterima.
3)
Gambar 2.7 Hubungan Antara Beban Dengan Kecepatan Kontraksi Otot
(Sumber: Guyton dan Hall, 2007)
Beban kerja dapat berasal dari faktor eksternal dan dapat juga berasal dari
faktor internal. Untuk itu dalam penilaiannya ada dua kriteria yang dapat dipakai
yaitu:
34
a. Kriteria objektif, yang dapat diukur dan dilakukan oleh pihak lain yang
meliputi: reaksi fisiologis, reaksi psikologis/ perubahan prilaku.
b. Kriteria subjektif yang dilakukan oleh orang yang bersangkutan sebagai
pengalaman pribadi, misalnya beban kerja yang dirasakan sebagai
kelelahan yang menggangu, rasa sakit atau pengalaman lain yang
dirasakan.
Beban kerja utama pada proses nguwad trompong berasal dari aktivitas
kerja memanaskan bahan baku oleh tukang perapen, aktivitas memegang dan
memutar benda kerja oleh tukang jepit dan aktivitas menempa oleh tukang nguwad.
Beban kerja tambahan yang dialami oleh perajin pada proses kerja nguwad dapat
berasal dari: (1) kondisi lingkungan kerja paparan suhu panas hasil pembakaran
bahan bakar dalam tungku dan paparan debu sisa pembakaran; (2) kondisi tuntutan
tugas (task) yaitu adanya sikap kerja belum alamiah akibat stasiun kerja yang
belum ergonomis; (3) kondisi organisasi kerja yaitu tidak adanya rotasi kerja, tidak
tersedia air minum di tempat kerja dan tidak adanya istirahat pendek.
Penilaian beban kerja pada proses kerja nguwad trompong dapat dilakukan
secara objektif dan subjektif. Metode penilaian beban kerja yang paling mudah dan
murah, secara kuantitatif dapat dipercaya akurasinya adalah pengukuran frekuensi
denyut nadi. Frekuensi nadi kerja dari seluruh jam kerja, selanjutnya dipakai dasar
penilaian beban kerja fisik, karena perubahan rerata denyut nadi berhubungan linier
dengan pengambilan oksigen (Rodahl, 2005). Hal ini merupakan refleksi dari
proses reaksi (strain) terhadap stressor yang diberikan oleh tubuh, dimana biasanya
besar strain berbanding lurus dengan stress.
Penilaian beban kerja dengan mengukur peningkatan denyut nadi
dilaksanakan saat bekerja atau segera setelah selesai bekerja. Oleh karena itu, yang
35
paling baik diukur dengan menggunakan alat pencatat yang ditempelkan di dada
atau di lengan saat bekerja, kemudian hasilnya dicatat setelah selesai bekerja. Akan
tetapi, juga bisa dengan mengukur denyut nadi selama bekerja, untuk menilai
cardiovasculair strain dengan metode 10 denyut (Kilbon, 1992), dimana dengan
metode ini dapat dihitung denyut nadi kerja sebagai berikut:
Denyut Nadi (Denyut
Menit) =
10 Denyut
Waktu Perhitungan (Detik) x 60…….……(5)
Mengukur peningkatan denyut nadi dengan metode sepuluh denyut adalah
mengukur denyut nadi secara palpasi dengan menghitung waktu dalam detik untuk
sepuluh denyut nadi (stopwatch ditekan start saat denyutan satu dan ditekan stop
pada denyutan kesebelas).
Penilaian beban kerja secara subjektif dapat dilakukan dengan
menggunakan kuesioner, dengan kuesioner tersebut akan terlihat tanda-tanda yang
menyatakan adanya suatu kelelahan yang dialami orang akibat beban kerja yang
membebaninya, oleh karena interaksi pekerja dengan jenis pekerjaan, tempat kerja,
organisasi/cara kerja, peralatan kerja dan lingkungannya (Bridger, 2005). Penilaian
beban kerja pada proses kerja penggunaan stasiun kerja perapen yang ergonomis
dengan sistem nyala api tertutup dapat juga dilihat dari beberapa variabel seperti
pemakaian O2 dan denyut nadi. Salah satu cara untuk mengetahui derajat beban
kerja adalah dengan penghitungan denyut nadi kerja, yaitu rerata denyut nadi
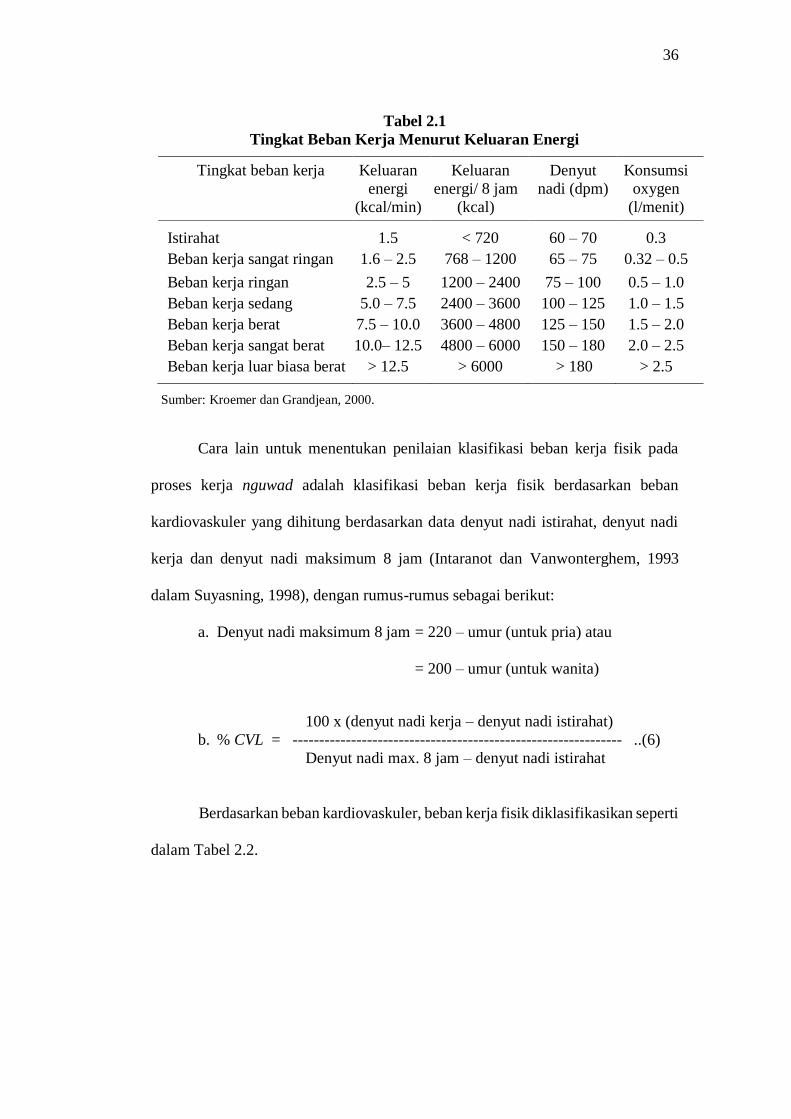
selama bekerja. Berdasarkan pemakaian O2, konsumsi kalori, dan denyut nadi,
tingkat beban kerja dibedakan dalam beberapa kategori sebagaimana disajikan pada
Tabel 2.1 (Kroemer dan Grandjean, 2000).
36
Tabel 2.1
Tingkat Beban Kerja Menurut Keluaran Energi
Tingkat beban kerja Keluaran
energi
(kcal/min)
Keluaran
energi/ 8 jam
(kcal)
Denyut
nadi (dpm)
Konsumsi
oxygen
(l/menit)
Istirahat 1.5 < 720 60 – 70 0.3
Beban kerja sangat ringan 1.6 – 2.5 768 – 1200 65 – 75 0.32 – 0.5
Beban kerja ringan 2.5 – 5 1200 – 2400 75 – 100 0.5 – 1.0
Beban kerja sedang 5.0 – 7.5 2400 – 3600 100 – 125 1.0 – 1.5
Beban kerja berat 7.5 – 10.0 3600 – 4800 125 – 150 1.5 – 2.0
Beban kerja sangat berat 10.0– 12.5 4800 – 6000 150 – 180 2.0 – 2.5
Beban kerja luar biasa berat > 12.5 > 6000 > 180 > 2.5
Sumber: Kroemer dan Grandjean, 2000.
Cara lain untuk menentukan penilaian klasifikasi beban kerja fisik pada
proses kerja nguwad adalah klasifikasi beban kerja fisik berdasarkan beban
kardiovaskuler yang dihitung berdasarkan data denyut nadi istirahat, denyut nadi
kerja dan denyut nadi maksimum 8 jam (Intaranot dan Vanwonterghem, 1993
dalam Suyasning, 1998), dengan rumus-rumus sebagai berikut:
a. Denyut nadi maksimum 8 jam = 220 – umur (untuk pria) atau
= 200 – umur (untuk wanita)
100 x (denyut nadi kerja – denyut nadi istirahat)
b. % CVL = -------------------------------------------------------------- ..(6)
Denyut nadi max. 8 jam – denyut nadi istirahat
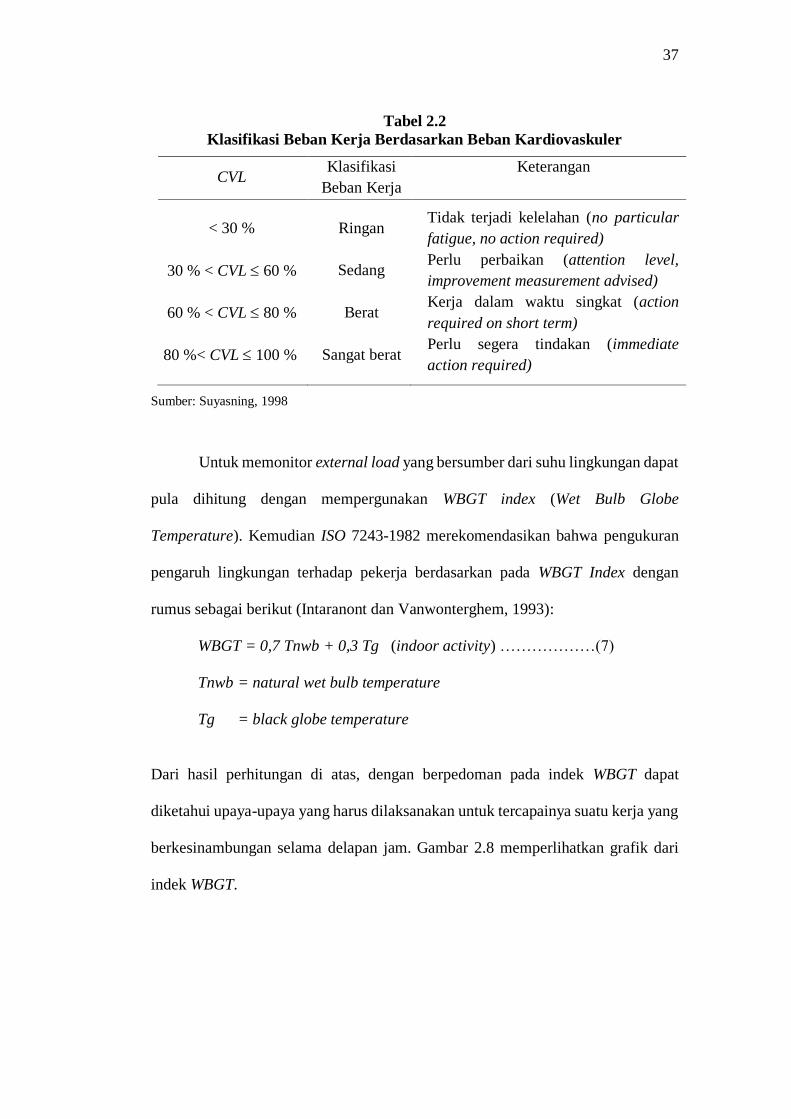
Berdasarkan beban kardiovaskuler, beban kerja fisik diklasifikasikan seperti
dalam Tabel 2.2.
37
Tabel 2.2
Klasifikasi Beban Kerja Berdasarkan Beban Kardiovaskuler
CVL Klasifikasi
Beban Kerja
Keterangan
< 30 % Ringan Tidak terjadi kelelahan (no particular
fatigue, no action required)
30 % < CVL 60 % Sedang Perlu perbaikan (attention level,
improvement measurement advised)
60 % < CVL 80 % Berat Kerja dalam waktu singkat (action
required on short term)
80 %< CVL 100 % Sangat berat Perlu segera tindakan (immediate
action required)
Sumber: Suyasning, 1998
Untuk memonitor external load yang bersumber dari suhu lingkungan dapat
pula dihitung dengan mempergunakan WBGT index (Wet Bulb Globe
Temperature). Kemudian ISO 7243-1982 merekomendasikan bahwa pengukuran
pengaruh lingkungan terhadap pekerja berdasarkan pada WBGT Index dengan
rumus sebagai berikut (Intaranont dan Vanwonterghem, 1993):
WBGT = 0,7 Tnwb + 0,3 Tg (indoor activity) ………………(7)
Tnwb = natural wet bulb temperature
Tg = black globe temperature
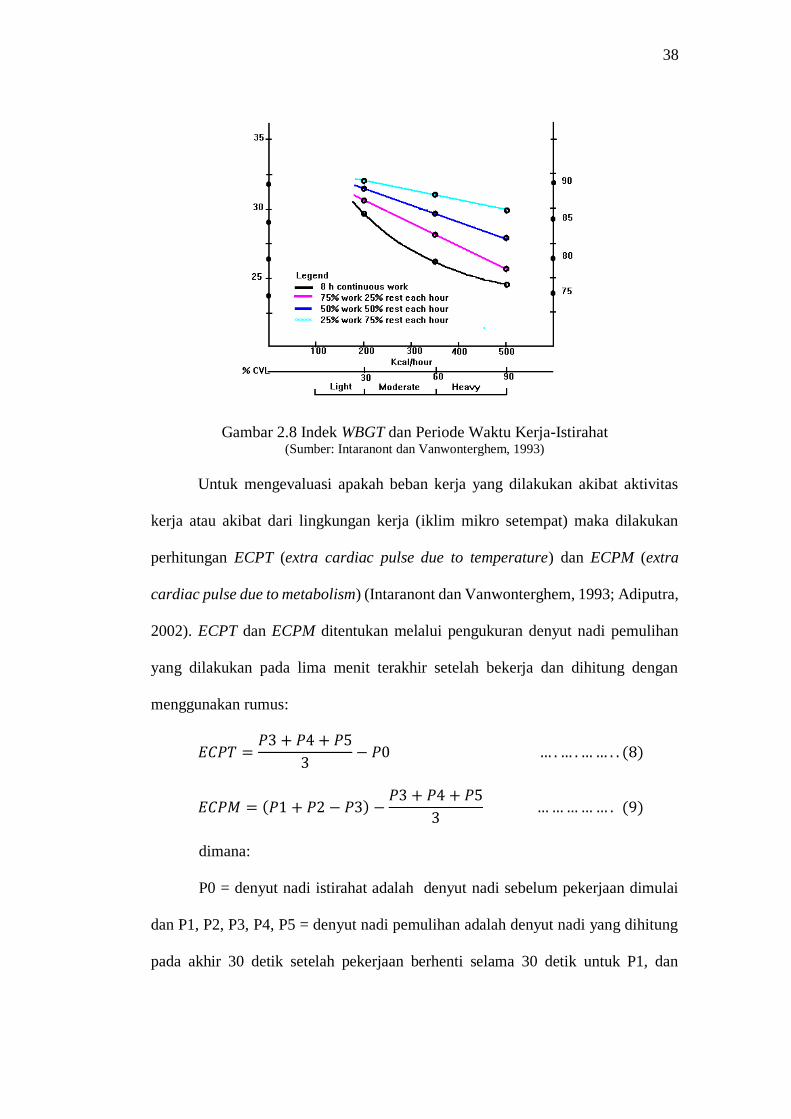
Dari hasil perhitungan di atas, dengan berpedoman pada indek WBGT dapat
diketahui upaya-upaya yang harus dilaksanakan untuk tercapainya suatu kerja yang
berkesinambungan selama delapan jam. Gambar 2.8 memperlihatkan grafik dari
indek WBGT.
38
Gambar 2.8 Indek WBGT dan Periode Waktu Kerja-Istirahat (Sumber: Intaranont dan Vanwonterghem, 1993)
Untuk mengevaluasi apakah beban kerja yang dilakukan akibat aktivitas
kerja atau akibat dari lingkungan kerja (iklim mikro setempat) maka dilakukan
perhitungan ECPT (extra cardiac pulse due to temperature) dan ECPM (extra
cardiac pulse due to metabolism) (Intaranont dan Vanwonterghem, 1993; Adiputra,
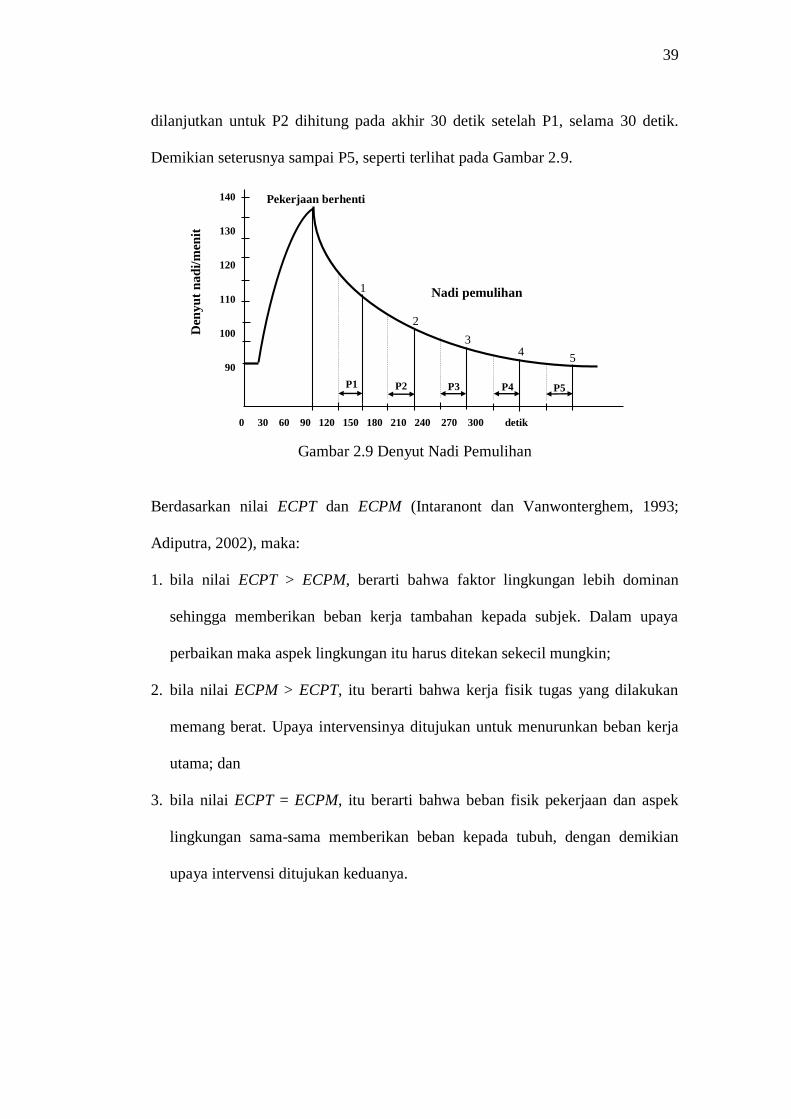
2002). ECPT dan ECPM ditentukan melalui pengukuran denyut nadi pemulihan
yang dilakukan pada lima menit terakhir setelah bekerja dan dihitung dengan
menggunakan rumus:
𝐸𝐶𝑃𝑇 =𝑃3 + 𝑃4 + 𝑃5
3− 𝑃0 … … … … … … … … … … … . … . … … . . (8)
𝐸𝐶𝑃𝑀 = (𝑃1 + 𝑃2 − 𝑃3) −𝑃3 + 𝑃4 + 𝑃5
3… … … … … … … … . . (9)
dimana:
P0 = denyut nadi istirahat adalah denyut nadi sebelum pekerjaan dimulai
dan P1, P2, P3, P4, P5 = denyut nadi pemulihan adalah denyut nadi yang dihitung
pada akhir 30 detik setelah pekerjaan berhenti selama 30 detik untuk P1, dan
39
dilanjutkan untuk P2 dihitung pada akhir 30 detik setelah P1, selama 30 detik.
Demikian seterusnya sampai P5, seperti terlihat pada Gambar 2.9.
Gambar 2.9 Denyut Nadi Pemulihan
Berdasarkan nilai ECPT dan ECPM (Intaranont dan Vanwonterghem, 1993;
Adiputra, 2002), maka:
1. bila nilai ECPT > ECPM, berarti bahwa faktor lingkungan lebih dominan
sehingga memberikan beban kerja tambahan kepada subjek. Dalam upaya
perbaikan maka aspek lingkungan itu harus ditekan sekecil mungkin;
2. bila nilai ECPM > ECPT, itu berarti bahwa kerja fisik tugas yang dilakukan
memang berat. Upaya intervensinya ditujukan untuk menurunkan beban kerja
utama; dan
3. bila nilai ECPT = ECPM, itu berarti bahwa beban fisik pekerjaan dan aspek
lingkungan sama-sama memberikan beban kepada tubuh, dengan demikian
upaya intervensi ditujukan keduanya.
140
130
120
110
100
90
0 30 60 90 120 150 180 210 240 270 300 detik
1
2
3 4
5
Pekerjaan berhenti
P1 P2 P3 P4 P5
Den
yu
t n
ad
i/m
enit
Nadi pemulihan
40
2.7 Kelelahan
Kelelahan sesungguhnya merupakan suatu mekanisme perlindungan tubuh
agar terhindar dari kerusakan lebih lanjut atau dapat dikatakan sebagai alarm tubuh
yang mengisyaratkan seseorang untuk segera beristirahat. Mekanisme ini diatur
oleh sistem saraf pusat yang dapat mempercepat impuls yang terjadi di sistem
aktivasi oleh sistem saraf simpatis dan memperlambat impuls yang terjadi di sistem
inhibisi oleh saraf parasimpatis. Kelelahan menunjukkan keadaan yang berbeda-
beda, tetapi semuanya berakibat kepada pengurangan kapasistas kerja dan
ketahanan tubuh (Suma’mur, 2009). Menurunnya kemampuan dan ketahanan tubuh
akan mengakibatkan menurunnya efisiensi dan kapasitas kerja. Seandainya kondisi
seperti ini dibiarkan berlanjut tentunya akan mempengaruhi produktivitas
seseorang. Sedarmayanti (1996), menyatakan kelelahan yang berlanjut dapat
menyebabkan kelelahan kronis dengan gejala seperti (1) terjadinya penurunan
stabilitas fisik, (2) kebugaran berkurang, (3) gerakan lamban dan cenderung diam,
(4) malas bekerja atau beraktivitas, dan (5) adanya rasa sakit yang semakin
meningkat. Secara fisiologi terdapat dua macam kelelahan yaitu:
1) Kelelahan otot adalah suatu keadaan dimana otot mengalami kelelahan
akibat ketegangan yang berlebihan, terlihat dari beberapa gejala tremor
pada otot atau perasan nyeri yang terdapat pada otot, penurunan tenaga,
gerakan otot yang lebih lambat dan juga koordinasi otot menurun
(Suma’mur, 2009). Penyebab terjadinya kelelahan otot dimungkinkan
karena sikap kerja pada proses kerja nguwad cenderung statis tanpa
adanya kesempatan untuk pemulihan yang cukup, sehingga aliran darah
menuju ke otot terhambat, suplai oksigen dan glukose menurun, terjadi
41
penumpukan sisa metabolisme dan akhirnya timbul nyeri/sakit pada otot-
tubuh (Grandjean, 1998; Guyton dan Hall, 2007).
2) Kelelahan umum adalah suatu keadaan yang terlihat dari gejala
perubahan psikologis berupa kelambanan aktivitas motoris, respirasi,
perasaan sakit dan berat pada bola mata, sehingga akan mempengaruhi
kerja fisik maupun kerja mental (Grandjean, 1998; Sedarmayanti, 1996).
Kelelahan yang berlanjut dapat menimbulkan efek psikologi yang ditandai
dengan gejala-gejala berikut: (1) meningkatnya kejengkelan (tidak toleran, bersikap
anti sosial), (2) kecenderungan ke arah depresi (kebingungan yang tidak bermotif),
dan (kelemahan umum dalam perjuangan dan malas akan pekerjaan). Di samping
efek fisiologi dan psikologi, kelelahan juga menyebabkan gangguan psikomatik
yang ditandai dengan sering sakit kepala, terengah-engah, tidak ada nafsu makan,
mual, berdebar-debar, insomnia (sukar tidur) dan sebagainya. Faktor penyebab
terjadinya kelelahan sangat bervariasi dan sangat kompleks. Beberapa faktor yang
perlu diperhatikan untuk menghindari atau mengurangi kelelahan di antaranya
faktor aktivitas kerja fisik, aktivitas kerja manual, stasiun kerja tidak ergonomis,
sikap paksa, kerja statis, lingkungan kerja ekstrim, beban psikologis, kebutuhan
kalori kurang, waktu kerja-istirahat tidak tepat.
Kelelahan yang terjadi pada proses kerja nguwad trompong diakibatkan
oleh proses kerja berulang-ulang dalam jangka waktu cukup lama dengan aktivitas
kerja statis. Pada umumnya kelelahan yang diakibatkan oleh aktivitas kerja statis
dipandang mempunyai pengaruh yang lebih besar dibandingkan dengan aktivitas
kerja dinamis. Pada kondisi yang hampir sama, kerja otot statis mempunyai
konsumsi energi yang lebih tinggi, denyut nadi meningkat dan diperlukan waktu
istirahat yang lebih lama. Dalam suasana kerja dengan otot statis kontraksi otot
42
bersifat isometrik yaitu sementara, tegangan otot bertambah, ukuran panjangnya
praktis tidak berubah. Pada kerja otot statis tidak terjadi perpindahan beban akibat
bekerjanya suatu gaya sehingga aliran darah agak menurun sehingga asam laktat
terakumulasi dan mengakibatkan kelelahan otot lokal. Suma’mur (2009),
menyatakan bahwa kerja otot statis merupakan kerja berat (strenous). Pada kerja
otot statis, dengan pengerahan tenaga 50% dari kekuatan maksimum otot hanya
dapat bekerja selama satu menit, sedangkan pada pengerahan tenaga < 20% kerja
fisik dapat berlangsung cukup lama. Akan tetapi, pengerahan otot statis sebesar
15−20% akan menyebabkan kelelahan dan nyeri jika pembenahan berlangsung
sepanjang hari.
Pada kerja dinamis, kontraksi otot bersifat isotonik yaitu ukuran panjang
otot berubah, sementara tegangan tetap. Kontraksi otot yang menghasilkan
perpindahan gerak badan dinamis biasanya bersifat ritmik, sehingga waktu kerja
dapat berlangsung lama. Kontraksi dan relaksasi otot yang bergantian maka aliran
darah tidak cepat terganggu, sehingga rasa sakit pada otot yang bersangkutan tidak
cepat timbul.
Pembebanan otot secara statis (static muscular loading) dalam jangka waktu
cukup lama dan dilakukan berulang-ulang akan mengakibatkan RSI (Repetitif
Strain Injuries) yaitu nyeri otot, tulang, tendon dan lain-lain. Namun, jenis
pekerjaan yang mengandung pembebanan otot statis ini sulit dihindarkan terutama
dalam kondisi jika otot yang bersesuaian merupakan otot pokok untuk menjaga
suatu postur. Upaya untuk mengurangi kelelahan dapat dilakukan dengan cara
melakukan perubahan dari sikap kerja statis menjadi sikap kerja yang dinamis atau
lebih bervariasi, agar sirkulasi darah dan oksigen dapat berjalan normal ke anggota
tubuh
43
Ketika manusia melakukan kerja fisik yang memerlukan energi sebagai
sumber tenaganya maka akan mengakibatkan adanya perubahan fungsi pada alat-
alat tubuhnya. Gejala-gejala perubahan menurut Wignjosoebroto (1995), dapat
dideteksi melalui: (1) laju denyut jantung (heart rate), (2) tekanan darah (blood
pressure), (3) temperatur badan (body temperature), (4) laju pengeluaran keringat
(swatting rate), (5) konsumsi oksigen yang dihirup (oxygen consumption), dan (6)
kandungan kimiawi dalam darah (lactic acid content).
Pada waktu manusia melakukan aktivitas akan mengakibatkan pengeluaran
energi sangat erat terkait dengan konsumsi energi. Konsumsi energi pada waktu
kerja biasanya ditentukan dengan cara tidak langsung yaitu dengan pengukuran (a)
kecepatan denyut jantung dan (b) konsumsi oksigen (Pulat, 1992). Menurut Pulat
(1992), konsumsi energi diukur secara tidak langsung melalui konsumsi oksigen.
Namun pengukuran sendiri memerlukan suatu alat khusus yang dipasang pada
punggung subjek yang diamati. Banyaknya oksigen yang dikonsumsi dapat
diketahui dengan memakai cara perbandingan konsumsi oksigen itu dengan
menghitung denyut nadi lalu memadankan denyut nadi itu dengan konsumsi
oksigen. Jadi, proses untuk mengetahui pengeluaran energi tersebut dapat dilakukan
dengan: (1) menghitung denyut nadi atau denyut jantung, (2) memadankan
(ekivalen) angka denyut dengan konsumsi oksigen, (3) dan memadankan konsumsi
oksigen dengan perubahan energi.
Menurut Stanton (1996), pemadanan konsumsi oksigen dengan denyut
jantung dalam suatu aktivitas kerja antara lain adalah sebagai berikut.
1. Operator pria bekerja dengan denyut nadi 75 denyut/menit sepadan dengan
konsumsi oksigen 0,5 liter/menit atau sepadan dengan pengeluaran energi 2,5
kkal/menit.
44
2. Orang istirahat dengan denyut nadi 62 denyut/menit, sepadan dengan konsumsi
oksigen 250 ml/menit dan sepadan dengan pengeluaran energi 1,25 kkal/menit.
Denyut jantung wanita pada umumnya lebih cepat daripada pria, dalam
keadaan yang sama denyut jantung wanita akan 10 denyut/menit lebih tinggi dari
denyut jantung pria. Pada waktu istirahat orang akan mengeluarkan energi secara
konstan, yang besarnya ditentukan oleh berat badan, tinggi badan, dan jenis
kelamin. Proses terjadinya kelelahan otot menurut teori kimia akibat berkurangnnya
cadangan energi dan meningkatnya sisa metabolisme sebagai penyebab hilangnya
efesiensi otot. Setiap hari manusia selalu terlibat dengan kegiatan-kegiatan, baik itu
bekerja bergerak yang memerlukan energi. Tubuh manusia dianggap sebagai
sebuah mesin yang dalam melaksanakan tugasnya dibatasi oleh hukum-hukum
alam. Kemampuan manusia untuk melakukan berbagai macam kegiatan tersebut
tergantung pada struktur fisik tubuh yang terdiri dari stuktur tulang manusia dan
sistem otot. Untuk melaksanakan kegiatan-kegiatan tersebut diperlukan energi yang
diperoleh dari proses metabolisme dalam otot, yaitu proses-proses kimia yang
mengubah sari-sari makanan menjadi dua bentuk yaitu kerja mekanis dan panas.
Metabolisme merupakan salah satu proses penting dalam tubuh manusia.
Salah satu proses yang paling penting di dalam tubuh adalah berubahnya energi
kimia dari makanan menjadi tenaga mekanik dan panas. Jadi, sumber kalori adalah
pembakaran zat makanan dalam jaringan tubuh yang berubah menjadi panas dan
kerja mekanik yang disebut metabolisme. Lewat proses metabolisme akan
dihasilkan panas dan energi yang diperlukan untuk kerja fisik (mekanis) lewat
sistem otot manusia. Di sini zat-zat makanan akan bersenyawa dengan oksigen (O2)
yang dihirup, terbakar dan menghasilkan panas serta energi mekanik.
45
Dalam sistem pernapasan (respiration) oksigen diserap oleh pembuluh
darah paru-paru dan menghasilkan panas, tenaga, dan asam laktat. Bila jumlah
oksigen yang masuk melalui pernapasan lebih kecil daripada tingkat kebutuhan,
berarti oksigen dalam tubuh akan mengurangi asam laktat untuk diubah menjadi air
(H2O) dan karbondioksida (CO2) yang bisa dikeluarkan dari tubuh dan menjadi
tidak seimbang dengan pembentukan asam laktat sendiri. Dengan demikian, terjadi
penimbunan asam laktat dalam jaringan otot yang mengganggu kegiatan otot
selanjutnya mengakibatkan adanya kelelahan. Gas CO2 sebagai hasil pembakaran
di dalam sel-sel tubuh ini mencerminkan jumlah oksigen yang digunakan untuk
proses metabolisme di dalam sel tubuh.
Karbohidrat yang diperoleh dari makanan diubah menjadi glukosa dan
disimpan di hati dalam bentuk glikogen. Dalam otot terjadi kontraksi otot yang
diikuti dengan terjadinya reaksi kimia (oksidasi glukosa) yang mengubah glikogen
tersebut menjadi tenaga, panas, dan asam laktat. Dalam tubuh dikenal fase
pemulihan yaitu suatu proses untuk mengubah asam laktat menjadi glikogen
kembali dengan adanya oksigen dari pernafasan, sehingga memungkinkan otot
bergerak secara kontinyu.
Pada teori syaraf pusat dijelaskan bahwa perubahan kimia hanya merupakan
penunjang proses. Perubahan kimia yang terjadi mengakibatkan diantarkannya
rangsangan syaraf melalui syaraf sensoris ke otak yang disadari sebagai kelelahan
otot. Selanjutnya aferen ini menghambat pusat-pusat otak dalam mengendalikan
gerakan sehingga frekuensi potensial kegiatan pada sel syaraf menjadi berkurang.
Berkurangnya frekuensi tersebut akan menurunkan kekuatan dan kecepatan
kontraksi otot dan gerakan atas perintah kemauan menjadi lambat (Stanton, 1996).
46
2.8 Keluhan Muskuloskeletal
Aktivitas perajin gamelan pada proses kerja nguwad lebih banyak
melibatkan otot statis, sehingga terjadi pembebanan yang berlebih pada otot dengan
durasi pembebanan yang panjang dan berulang-ulang sehingga sirkulasi darah ke
otot berkurang, suplai oksigen menurun, proses metabolisme terhambat dan terjadi
penimbunan asam laktat sehingga menimbulkan nyeri/sakit pada muskuloskeletal
(Grandjean, 1998; Suma’mur, 2009). Keluhan yang sering dirasakan perajin setelah
kerja umumnya sakit pada punggung, lengan atas, tangan, pinggang, lutut dan betis.
Maka metode subjektif untuk menilai keluhan muskuloskeletal ini adalah keluhan
pada sistem muskuloskeletal. Corlett (1992), menggunakan penilaian keluhan
muskuloskeletal dengan menggunakan nordic body map baik rating maupun
rangking. Prosedur menggunakan mapping untuk menilai keluhan muskuloskeletal
tersebut dapat dilakukan pada interval selama keseluruhan jam kerja. Subjek
ditanya pada bagian-bagian anggota tubuh yang mengalami kenyerian maupun sakit
atau ketidaknyamanan pada 4 skala Likert.
Keluhan otot yang terjadi pada organ tubuh tertentu dapat ditelusuri dengan
menggunakan beberapa alat ukur ergonomi mulai dari alat yang sederhana hingga
menggunakan peralatan komputer. Beberapa alat ukur ergonomi yang sering
digunakan antara lain adalah sebagai berikut:
1. Electromyography (EMG). Alat ini digunakan untuk mengevaluasi dan mencatat
aktivasi otot. Analisis ergonomi sering menggunakan EMG untuk
membandingkan tegangan muskuloskeletal dengan berbagai variasi posisi kerja,
posture, atau kegiatan untuk validasi prinsip ergonomi (Marras, 1992). EMG
adalah alat yang sangat penting dalam ergonomi, dan telah digunakan secara luas
dalam penelitian kelelahan otot (Kumashiro, 2005; Kumar dan Mital, 1996);
47
2. Pendekatan biomekanik otot menerapkan hukum mekanika dan konsep teknik
untuk menggambarkan gerakan berbagai segmen tubuh dan gaya yang bekerja
padanya (Ayoub dan Mital, 1989). Chaffin et al. (1999), mengembangkan model
biomekanik yang menerapkan konsep mekanika teknik pada fungsi tubuh untuk
mengetahui reaksi otot yang terjadi akibat tekanan beban kerja. Dari model
biomekanik ini dikembangkan software Three Dimensional Static Strength
Prediction Program (3DSSPP) yang dapat mengestimasi beban pada sendi
tertentu akibat gaya pada tangan terutama saat mengangkat. Pedoman NIOSH
berdasarkan penelitian biomekanik dan epidemiologi industri menetapkan Back
Compression Design Limit (BCDL) sama dengan 770 lbs atau setara dengan
3400 Newtons.
3. Metode observasional termasuk OWAS, RULA, REBA, dan lain-lain. OWAS
(Ovako Working Posture Analysis System) adalah sebuah teknik untuk
mengevaluasi postur selama bekerja. Metode ini dapat diterapkan untuk
perbaikan tempat kerja, merancang tempat kerja baru, dan survei ergonomi
(Corlett, 2005). Rapid Upper Limb Assessment (RULA), dipergunakan untuk
menilai posture, gaya/beban, dan aktivitas otot, yang diketahui berkontribusi
terhadap upper limb disorders (Corlett, 2005). Analisis lebih detail
menggunakan Rapid Entire Body Assessment (REBA). Untuk mendapatkan data
yang akurat perlu menggunakan video recording, lalu dicocokkan dengan
diagram yang ada pada RULA dan REBA untuk mendapatkan skor akhir. Teknik
OWAS, RULA, dan REBA digunakan secara luas dalam bidang pertanian,
kontruksi, industri logam, pemeliharaan kapal, dan lain-lain (Kee dan
Karwowski, 2007; Gilkey et al., 2007; Kumashiro et al., 2007).
4. Tabel psikofisik merupakan penilaian berdasarkan pada ilmu psikologi yang
digunakan untuk mengevaluasi pemindahan material secara manual tentang
48
berapa banyak kapasitas pekerja dalam mengangkat, menurunkan, mendorong,
menarik dan membawa beban (Snook, 2005).
5. Model fisik merupakan suatu metode mengetahui sumber keluhan otot dapat
dilakukan secara tidak langsung dengan mengukur tingkat beban kerja. Tingkat
beban kerja dapat diketahui melalui indikator denyut nadi, konsumsi oksigen,
dan kapasitas paru. Melalui indikator tingkat beban kerja dapat diketahui tingkat
resiko terjadinya keluhan muskuloskeletal (Christensen, 1991).
6. Pengukuran subjektif yaitu cara pengumpulan data menggunakan catatan
harian, wawancara, dan kuesioner (David, 2005). Untuk menilai keluhan
muskuloskeletal pada pekerja digunakan kuesioner Nordic Body Map.
Kuesioner ini sudah biasa dipergunakan dalam penelitian ergonomi karena biaya
rendah, ada keterlibatan pekerja, dan mudah dalam pengumpulan data (Ercan
dan Erdinc, 2006; David, 2005).
2.9 Produktivitas Kerja
Produktivitas kerja seringkali dikaitkan dengan efektivitas dan efisiensi dari
kerja atau dikaitkan dengan masalah rasio hasil kerja (keluaran) dan berbagai
sumber yang diperlukan untuk tercapainya hasil kerja tersebut (masukan). Rasio
keluaran dan masukan ini dapat juga dipakai untuk mengetahui usaha yang
dilakukan oleh manusia. Produktivitas secara umum dapat diformulasikan sebagai
berikut (Manuaba, 2000):
Output
Produktivitas = --------------------- .......................... (10)
Input x Waktu
Produktivitas kerja pada proses kerja nguwad trompong dapat diukur dari
perbandingan output yaitu jumlah produk (cobekan) dengan kualitas baik yang
49
dihasilkan oleh perajin dalam jangka waktu tertentu dengan input yaitu beban kerja
perajin. Produktivitas kerja dapat ditingkatkan dengan cara meningkatkan jumlah
produk yang dihasilkan dan menurunkan beban kerja perajin serta mengurangi
waktu kerja untuk menyelesaikan produk cobekan. Untuk dapat meningkatkan
produktivitas kerja maka diperlukan usaha-usaha menserasikan berbagai faktor
antara lain: alat, cara dan lingkungan kerja dengan kemampuan, kebolehan dan
keterbatasan manusia pekerja (Manuaba, 2000). Shinde dan Jadhav (2012),
menyatakan bahwa produktivitas pekerja sangat tergantung pada desain ergonomis
dan dengan ergonomi dalam mendesain stasiun kerja menunjukkan interaksi yang
lebih baik antara sistem manusia mesin. Usaha peningkatan produktivitas kerja
menurut Manuaba (1998), dapat dilakukan melalui pendekatan ergonomi yaitu:
a. Status nutrisi, dimana ada nutrisi yang memadai sebagai sumber
energi seseorang untuk mampu menyelesaikan pekerjaannya.
b. Aplikasi tenaga otot secara optimal dan efisien melalui desain
pekerjaan yang efisien dan latihan yang memenuhi persyaratan
untuk menekan stress pada seseorang sebagai batas minimum.
c. Menghindari sikap tubuh yng salah/tidak alamiah sewaktu kerja.
d. Kondisi lingkungan yang sesuai agar pekerja dapat bekerja dengan
nyaman dan aman dan tidak memberikan beban tambahan bagi
pekerja.
e. Kondisi waktu yang berkaitan dengan waktu istirahat, kerja bergilir,
kerja malam harus mampu menekan kelelahan dan pengaruh
kesehatan terhadap pekerja.
50
f. Kondisi sosial, yaitu perlu adanya penghargaan, kualitas interaksi
sosial antar pekerja perlu sering dikaji akibat perubahan teknologi.
g. Kondisi informasi berupa jumlah dan kualitas informasi yang
diperlukan pekerja dapat menunjukkan penampilan secara puas
perlu dievaluasi.
h. Interaksi manusia – mesin berkaitan dengan analisis yang tepat apa
yang harus dikerjakan oleh manusia dan mesin.
2.10 Lingkungan Kerja
2.10.1 Mikroklimat
Mikroklimat merupakan faktor yang penting diperhatikan dalam lingkungan
kerja pada proses nguwad karena dapat bertindak sebagai stressor yang dapat
menyebabkan strain pada pekerja apabila tidak dikendalikan dengan baik.
Mikroklimat dalam lingkungan kerja terdiri dari unsur; a) suhu udara, b) panas
radiasi, c) kelembaban, dan d) gerakan udara (Grandjean, 1998; Manuaba, 2000).
Untuk negara dengan empat musim, rekomendasi untuk comfort zone pada musim
dingin adalah suhu ideal berkisar antara 19-23 oC dengan kecepatan udara antara
0,1- 0,2 m/det dan pada musim panas suhu ideal antara 22-24 oC dengan kecepatan
udara antara 0,15 - 0,4 m/det serta kelembaban antara 40-60% sepanjang tahun
(Grandjean, 1998; Manuaba 2000). Sedangkan untuk negara dengan dua musim
seperti Indonesia, rekomendasi tersebut perlu mendapat koreksi. Kaitannya dengan
suhu panas lingkungan kerja, Grandjean (1998), memberikan batas toleransi suhu
tinggi sebesar 35 - 40 oC; kecepatan udara 0,2 m/det; kelembaban udara 40 - 50%;
perbedaan suhu permukaan < 4 oC.
51
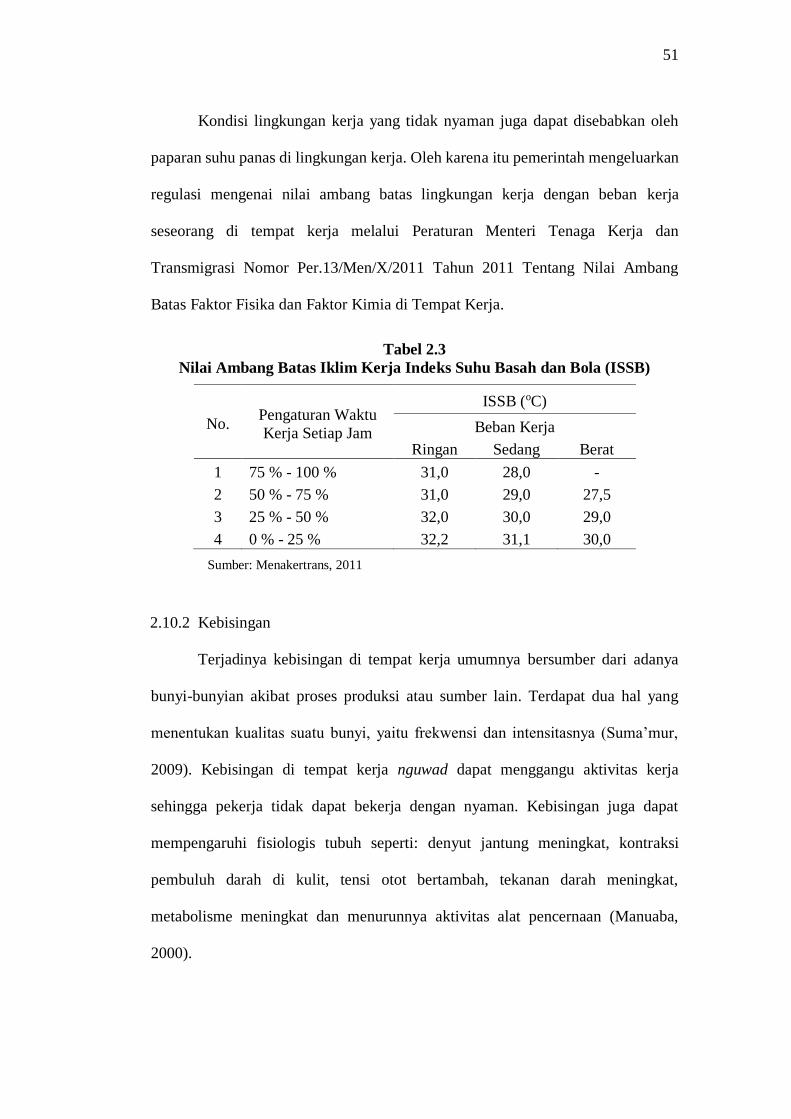
Kondisi lingkungan kerja yang tidak nyaman juga dapat disebabkan oleh
paparan suhu panas di lingkungan kerja. Oleh karena itu pemerintah mengeluarkan
regulasi mengenai nilai ambang batas lingkungan kerja dengan beban kerja
seseorang di tempat kerja melalui Peraturan Menteri Tenaga Kerja dan
Transmigrasi Nomor Per.13/Men/X/2011 Tahun 2011 Tentang Nilai Ambang
Batas Faktor Fisika dan Faktor Kimia di Tempat Kerja.
Tabel 2.3
Nilai Ambang Batas Iklim Kerja Indeks Suhu Basah dan Bola (ISSB)
No. Pengaturan Waktu
Kerja Setiap Jam
ISSB (oC)
Beban Kerja
Ringan Sedang Berat
1 75 % - 100 % 31,0 28,0 -
2 50 % - 75 % 31,0 29,0 27,5
3 25 % - 50 % 32,0 30,0 29,0
4 0 % - 25 % 32,2 31,1 30,0
Sumber: Menakertrans, 2011
2.10.2 Kebisingan
Terjadinya kebisingan di tempat kerja umumnya bersumber dari adanya
bunyi-bunyian akibat proses produksi atau sumber lain. Terdapat dua hal yang
menentukan kualitas suatu bunyi, yaitu frekwensi dan intensitasnya (Suma’mur,
2009). Kebisingan di tempat kerja nguwad dapat menggangu aktivitas kerja
sehingga pekerja tidak dapat bekerja dengan nyaman. Kebisingan juga dapat
mempengaruhi fisiologis tubuh seperti: denyut jantung meningkat, kontraksi
pembuluh darah di kulit, tensi otot bertambah, tekanan darah meningkat,
metabolisme meningkat dan menurunnya aktivitas alat pencernaan (Manuaba,
2000).
52
2.11 Organisasi Kerja
Organisasi kerja menurut Suma’mur (2009), terutama menyangkut waktu
kerja; saat-saat istirahat; dan waktu makan. Ketiga-tiganya menentukan tingkat
kesehatan dan effisiensi tenaga kerja. Waktu kerja menyangkut aspek-aspek: 1)
lamanya waktu kerja; 2) istirahat; dan 3) aspek periode waktu. Menurut Manuaba
(2000), bahwa jam kerja berlebihan, jam kerja lembur diluar batas kemampuan akan
dapat mempercepat munculnya kelelahan, menurunkan ketepatan, kecepatan dan
ketelitian kerja. Oleh karena setiap fungsi tubuh memerlukan keseimbangan yang
ritmis antara asupan energi dan penggantian energi (kerja-istirahat), maka
diperlukan adanya waktu istirahat pendek dengan sedikit kudapan untuk
mempertahankan performasi dan efisiensi kerja.
2.11.1 Istirahat
Menurut Suma’mur (2009), terdapat empat jenis istirahat yaitu: istirahat
secara spontan, istirahat curian, istirahat karena ada pertalian dengan proses kerja,
dan istirahat yang ditetapkan. Istirahat spontan adalah istirahat pendek yang segera
setelah pembebanan. Istirahat curian terjadi karena beban kerja tidak seimbang
dengan kemampuan kerja. Istirahat oleh karena proses kerja tergantung dari beban
mesin, peralatan, atau prosedur-prosedur kerja. Istirahat yang ditetapkan adalah
istirahat yang diatur misalnya istirahat paling sedikit 45 s.d 60 menit setelah empat
jam kerja berturut-turut (Grandjean, 1998).
2.11.2 Gizi kerja
Gizi kerja berarti nutrisi yang diperlukan oleh pekerja untuk memenuhi
kebutuhan kalori sesuai dengan beban kerjanya. Gizi kerja ditujukan untuk
meningkatkan daya kerja dan kesehatan tenaga kerja yang setinggi-tingginya.
Tubuh memerlukan zat-zat dari makanan untuk pemeliharaan tubuh, perbaikan
53
kerusakan-kerusakan dari sel dan jaringan dan untuk pertumbuhan. Kebutuhan
kalori seseorang ditentukan oleh jenis kelamin, umur, berat badan dan jenis
kegiatan (Suma’mur, 2009; Roedjito, 1998; Almatsier, 2001). Penetapan kebutuhan
kalori dapat dilakukan dengan perhitungan perkiraan rerata kalori yang diperlukan
dalam sehari (24 jam) yang terdiri dari jumlah jam kerja sehari, jumlah jam istirahat,
jumlah jam tidur dan jumlah jam kegiatan rumah dalam sehari. Sementara
penetapan input kalori dapat dilakukan melalui food model berdasarkan konsumsi
makanan dalam sehari (Suma’mur, 2009). Kebutuhan kalori seorang sehari ditaksir
dari kebutuhan energi/kalori untuk komponen-komponen sebagai berikut
(Suma’mur, 2009; Muhilal, et al., 1998; Almatsier, 2001): (a). Metabolisme basal;
(b). Pengaruh makanan atas kegiatan tubuh dan (c).Kerja otot/aktivitas kerja.
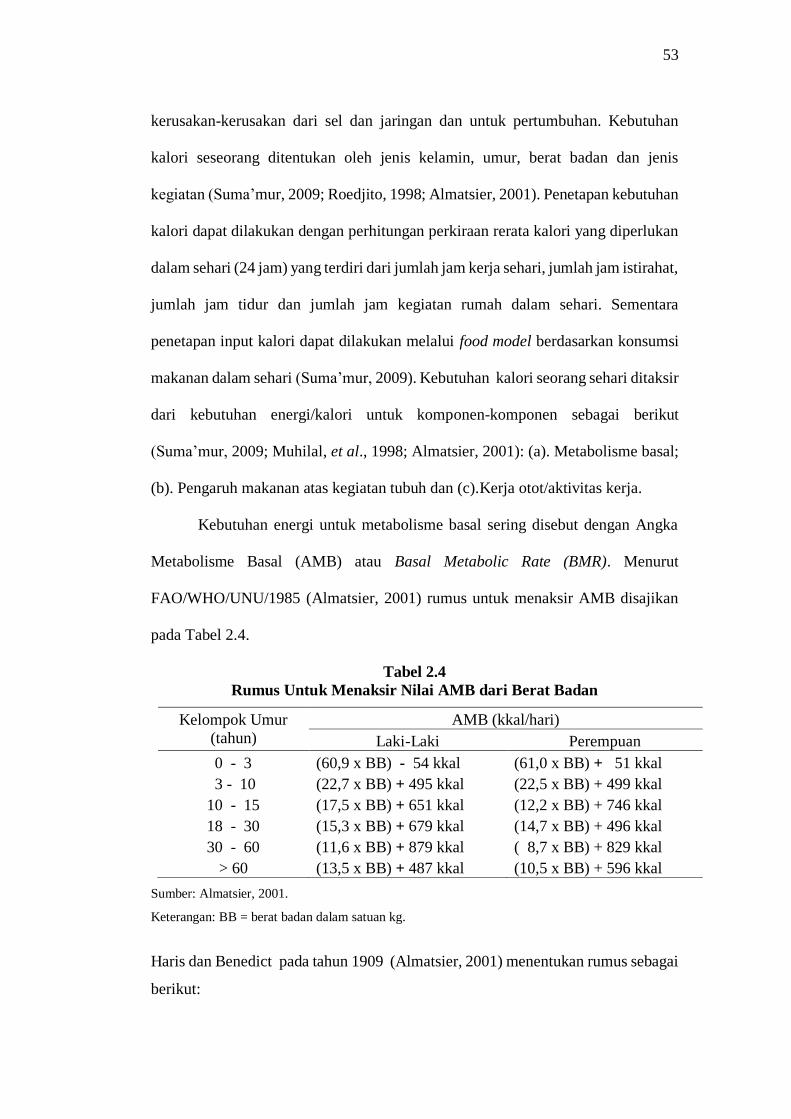
Kebutuhan energi untuk metabolisme basal sering disebut dengan Angka
Metabolisme Basal (AMB) atau Basal Metabolic Rate (BMR). Menurut
FAO/WHO/UNU/1985 (Almatsier, 2001) rumus untuk menaksir AMB disajikan
pada Tabel 2.4.
Tabel 2.4
Rumus Untuk Menaksir Nilai AMB dari Berat Badan
Kelompok Umur
(tahun)
AMB (kkal/hari)
Laki-Laki Perempuan
0 - 3 (60,9 x BB) - 54 kkal (61,0 x BB) + 51 kkal
3 - 10 (22,7 x BB) + 495 kkal (22,5 x BB) + 499 kkal
10 - 15 (17,5 x BB) + 651 kkal (12,2 x BB) + 746 kkal
18 - 30 (15,3 x BB) + 679 kkal (14,7 x BB) + 496 kkal
30 - 60 (11,6 x BB) + 879 kkal ( 8,7 x BB) + 829 kkal
> 60 (13,5 x BB) + 487 kkal (10,5 x BB) + 596 kkal
Sumber: Almatsier, 2001.
Keterangan: BB = berat badan dalam satuan kg.
Haris dan Benedict pada tahun 1909 (Almatsier, 2001) menentukan rumus sebagai
berikut:
54
AMB = 66,5 + [13,5 x BB (kg)] +[5,0 x TB(cm)] +[6,75 x umur(th)]
Keterangan:
BB: Berat Badan; TB: Tinggi Badan
2.12 Penerapan Ergonomi Total
Tantangan pengembangan industri termasuk industri kecil dan menengah
saat ini adalah mulai masuknya era golabisasi baik dalam pemasaran produk
maupun dalam penyediaan bahan baku dan tenaga kerja, sehingga setiap industri
saat ini harus mampu bersaing dalam produksi dengan produk yang semakin
berkualitas dan dengan harga yang lebih murah serta pemanfaatan bahan baku yang
ramah lingkungan. Dengan demikian industri harus mampu meningkatkan
produktivitas kerjanya guna menghasilkan produk yang mampu berdaya saing
dipasar global. Menurut Manuaba (2000), tantangan di era globalisasi ini meliputi
3 C yaitu: Complexity, Competition, dan Change. Dalam upaya menghadapi
tantangan tersebut, penerapan ergonomi secara total mempunyai peranan yang
sangat penting mulai dari tingkat perencanaan sampai pada tingkat pelaksanaan di
perusahaan atau di industri.
Menurut Manuaba (2006), beberapa masalah sebagai tantangan ergonomi
dan keselamatan dan kesehatan kerja yang harus dipertimbangkan dan perlu
perhatian serius jika kita ingin mengatasi masalah pasar global dan isu-isu global
saat ini meliputi: (1). Masih terjadinya kecelakaan kerja, bahkan juga terjadi di
tempat kerja yang sudah dilengkapi dengan undang-undang dan peraturan serta
langkah-langkah keamanan seperti perangkat pelindung diri; (2). Adanya gap
antara pengetahuan sistem manajemen dan ergonomi dengan penerapan dalam
sistem kerja dan gap antara reseacrh dengan aplikasi di lapangan; (3). Upaya
55
penyelesaian masalah seringkali tidak bersifat berkelanjutan; (4). adanya
keterbatasan horison pemahaman pemilik usaha terhadap pengembangan usaha
maupun dalam penerapan sistem manajemen; dan (5). Adanya tuntutan di era
global, industri harus mampu bersaing dengan adanya sistem kerja yang
berkelanjutan.
Penerapan ergonomi total menurut, Fam et al. (2007), merupakan model
penerapan ergonomi yang menggabungkan antara faktor-faktor ergonomi yang
konvensional dengan faktor-faktor manajemen dan faktor-faktor organisasi. Hal ini
membutuhkan adanya team work antara operator dan manajemen pada semua
tingkatan. Penerapan ergonomi total dalam sistem kerja dimulai dengan
mempertimbangkan desain yang berpusat pada manusia (Human Center Design)
yang menserasikan pemahaman tentang karakteristik pekerja dan tuntutan tugas-
tugasnya. Faktor manusia desain biasanya melibatkan total sistem, yang terdiri dari
bagimana pekerja berinteraksi dengan perangkatnya untuk melakukan tugas-
tugasnya pada stasiun kerja di bawah lingkungan tertentu. Tujuannya adalah untuk
memastikan seluruh sistem: pekerjaan, produk, interaksi antar pekerja dan
lingkungan yang dirancang sesuai dengan kemampuan fisik dan mental pengguna,
dan juga sesuai dengan keterbatasan pekerjanya (Lim dan Chui, 2001).
Beberapa tahapan dalam penerapan ergonomi total pada industri menurut
Azadeh, (2002), terdiri dari tujuh langkah antara lain:
1. Mendefinisikan sasaran dari penerapan ergonomi total yang diharapkan,
hal ini dapat dimulai dengan melakukan kaji ulang terhadap sistem
operasi, proses kerja dan prosedur yang diterapkan selama ini.
2. Melakukan wawancara dan mempersiapkan cek list.
56
3. Merancang desain survei ergonomi total yang meliputi sistem
manajemen, team work, dan berbagai informasi lainnya.
4. Melakukan analisis informasi pada setiap departemen.
5. Melakukan survey pengukuran data antropometri.
6. Melakukan kesesuaian data antropometri dengan standar kerja
ergonomi.
7. Finalisasi terhadap data kualitatif dan kuantitatif audit dan membuat
rekomendasi untuk perbaikan desain dan rancangan penerapannya.
Pendekatan ergonomi dapat dilakukan dalam upaya penyelesaian
problematik kerja yang sering dialami manusia seperti kelelahan mata, sakit kepala,
dan keluhan muskuloskeletal (Wignjosoebroto, 2011). Pendekatan ergonomi yang
bertujuan untuk merealisasikan konsep tentang efektivitas, efisiensi, kenyamanan,
keselamatan, dan kesehatan bagi pekerja serta produktivitas kerja adalah
merupakan solusi yang sangat relevan dan signifikan untuk merespon setiap
tantangan dan tuntutan globalisasi yang sedang terjadi (Tarwaka, 2011).
Qutubuddin, et al., (2012), juga menyatakan bahwa dengan ergonomi dapat
mengurangi potensi kesehatan yang buruk di tempat kerja yaitu MSDs seperti rasa
sakit dan nyeri pergelangan tangan, siku, bahu, dan punggung. Pendekatan
ergonomi total dalam intervensi ergonomi menekankan cara berpikir dan bertindak
dalam melakukan perbaikan dengan menggunakan pendekatan sistemik, holistik,
interdisiplin dan partisipasi serta memilih teknologi tepat guna (TTG). Menurut
Manuaba (2003, 2006), pendekatan ergonomi total terdiri dari: (1) penerapan
Teknologi Tepat Guna (TTG); dan (2) pendekatan SHIP yaitu Systemics, Holistics,
Interdisiplinary, Partisipatory. Penerapan teknologi tepat guna perlu dikaji secara
57
komprehensif melalui enam kriteria yaitu: (1) teknis; (2) ekonomis; (3) sosial
budaya; (4) ergonomis; (5) hemat energi; dan (6) ramah lingkungan serta berbasis
kearifan lokal yang sesuai dengan kondisi lingkungan dan karakteristik pengguna
teknologi tersebut (Manuaba, 2004), dan ditambah satu kriteria lagi yaitu (7) trend
(Sutjana, 2011). Para ahli telah menerapkan konsep pendekatan ergonomi total di
berbagai bidang kegiatan dengan hasil yang bermakna. Model pendekatan
ergonomi total mendorong adanya peran serta dan partisipasi aktif semua pihak
mulai dari perajin, pengusaha, konsumen, pakar, masyarakat dan pihak lainnya
dalam setiap pengambilan keputusan. Keputusan diperoleh melalui suatu
pertemuan atau diskusi kelompok yang terarah dengan dipandu seorang fasilitator.
Kepada karyawan dan pengusaha serta pihak lain diberikan ceramah singkat
mengenai peranan ergonomi untuk memperbaiki kondisi kerja industri kecil.
Teknologi yang akan diterapkan harus dikaji dan didiskusikan melalui pendekatan
SHIP (Manuaba, 2006). Dalam hal ini diperlukan adanya berbagai pengalaman,
urun pendapat, langkah sistematis dan partisipasi semua pihak dalam merumuskan
teknologi yang akan dipilih. Langkah langkah yang harus dilaksanakan adalah
penyuluhan ergonomi dan dilanjutkan dengan diskusi kelompok. Selama diskusi
dipandu seorang fasilitator untuk melakukan identifikasi masalah, analisis SWOT,
membuat rencana aksi, penerapan dan evaluasi. Penerapan model pendekatan
ergonomi total selalu berdasarkan pada delapan masalah ergonomi yang sering
dihadapi yaitu penggunaan otot, pengaturan gizi, sikap kerja, kondisi waktu,
kondisi lingkungan, kondisi informasi, kondisi sosial budaya dan interaksi
manusia-mesin. Perbaikan yang dilakukan selalu berdasarkan teori yang ada yaitu:
58
data antropometri karyawan, kondisi lingkungan kerja karyawan, kondisi stasiun
kerja dan lain sebagainya.
Pendekatan ergonomi total merupakan pendekatan konseptual dalam upaya
memecahkan permasalahan yang berkaitan dengan kerja atau aktivitas lainnya yang
dilakukan manusia dalam memenuhi kebutuhan hidupnya yang menekankan
penggunaan pendekatan sistemik, holistik, interdisipliner dan partisipasi dalam
analisis masalah ergonomi dan merumuskan rencana kerja serta memilih intervensi
melalui penerapan teknologi tepat guna (Manuaba, 2006). Fam et al.(2007), dengan
menerapkan integrated ergonomics pada pembangkit listrik berhasil
mengoptimalkan kinerja karyawan dan meningkatkan model pendekatan ergonomi
total jauh lebih menguntungkan dari pendekatan konvensional.
Para ahli juga telah menerapkan ergonomi partisipatori yang merupakan
salah satu komponen dari konsep ergonomi total berbagai bidang kegiatan dengan
hasil yang memuaskan. Kumashiro (2005), menyatakan hasil yang sangat penting
dari penerapan ergonomi partisipasi pada usaha kecil dan menengah dalam bidang
industri otomotif dimana pekerja dapat meyakinkan pemilik mampu berkontribusi
pada peningkatan produktivitas perusahaan. Kogi, et al. (1988), menyatakan
metode partisipasi sangat efektif untuk memperbaiki tempat kerja (workplace),
walaupun sering dimodifikasi sesuai dengan situasi lokal, namun tetap berfokus
pada low-costimprovement. Selanjutnya Limerick, et al. (2007),
mengimplementasikan ergonomi partisipasi untuk pekerjaan manual (manual task)
pada pekerja tambang bawah tanah, hasilnya dapat meningkatkan kemampuan
untuk mengatasi masalah dan menurunnya beban kerja fisik pekerja di dapur.
59
Penerapan ergonomi total pada proses nguwad trompong adalah meliputi
penerapan teknologi tepat guna berupa penerapan sistem pembuangan debu dan
udara panas ke luar perapen dan debu ditampung dalam wadah bak air sehingga
menjadi lumpur. Demikian juga berupa pemanfaatan data antropometri perajin
dalam perancangan lubang kaki tukang jepit, tukang perapen, dan tukang nguwad
sehingga sikap kerjanya menjadi lebih alamiah. Penerapan perbaikan perapen
dilakukan dengan pendekatan SHIP.
2.12.1 Kajian SHIP
Pendekatan SHIP atau SHIP approach adalah pendekatan terpadu yang
terdiri dari empat unsur yaitu: sistemik, holistik, interdisipliner, dan partisipatori.
Kajian SHIP pada perbaikan kondisi dan lingkungan kerja perajin gamelan adalah
sebagai berikut.
1. Sistemik
Konsep pendekatan sistem mulanya digunakan dalam bidang teknik untuk
mendesain sistem elektronik, mekanik dan militer. Dalam hal ini pendekatan sistem
melibatkan sistem manusia dan mesin dan selanjutnya dilaksanakan dalam bidang
keorganisasian dan manajemen. Pada akhir tahun 1950 dan awal 1960-an
pendekatan sistem mulai digunakan dalam bidang latihan dan pendidikan
(merumuskan masalah), analisis kebutuhan dengan maksud
mentransformasikannya menjadi tujuan-tujuan (analisis masalah), desain metode
dan materi intruksional (pengembangan suatu pemecahan masalah), pelaksanaan
secara eksperimental, dan akhirnya menilai dan merevisi (Oemar, 2003).
Pendekatan sistemik dalam upaya penyelesaian suatu masalah dapat
dimodelkan dalam suatu pemikiran sistemik ke dalam input, system, dan output.
60
Input di sini adalah masalah sedangkan output -nya adalah penyelesaian masalah.
Di dalam system informasi dari input akan diproses, untuk kemudian disesuaikan
agar diperoleh output yang diinginkan. Artinya sebelum memulai penyelesaian
masalah harus didefinisikan terlebih dahulu input dan output-nya. Dengan demikian
akan diperoleh gambaran jelas tentang permasalahannya dan bisa membayangkan
hasil akhirnya. Barulah kemudian mendesain sebuah sistem untuk mencapai hasil
akhir yang diinginkan.
Sistemik dalam pendekatan SHIP diartikan sebagai semua faktor yang
diasumsikan mempengaruhi proses perancangan sistem kerja dan diperkirakan
dapat menimbulkan masalah harus diperhitungkan dengan cara memasukkan
kaidah ergonomi dalam setiap tahap perancangan. Kondisi kesehatan dan
keselamatan kerja perajin gamelan dilihat dari beban kerja, keluhan
muskuloskeletal, kelelahan, dan produktivitas kerja, beserta faktor lain yang
mempengaruhinya merupakan suatu sistem. Oleh karena itu, semua unsur yang
mempengaruhi kesehatan dan keselamatan perajin harus dipahami sebagai suatu
sistem. Adapun sistem kerja pada proses nguwad dapat diuraikan berikut ini.
a. Dalam perancangan stasiun kerja perajin gamelan pada proses nguwad
yang perlu dipertimbangkan adalah layout kerja, ketinggian bidang
tempa, alat tempa yang digunakan, dan sikap kerja perajin.
b. Dengan menggunakan stasiun kerja perapen yang ergonomis akan
mengubah sistem kerja, cara kerja, waktu kerja dan terutama terhadap
sikap kerja yang lebih baik/ergonomis dan pengurangan paparan panas
dan debu.
61
c. Sistem kerja dengan kerja monoton ke sistem rotasi akan meningkatkan
gairah kerja dimana tukang nguwad dirotasi posisinya secara bergilir.
d. Tempat kerja dari perapen nyala api terbuka diganti dengan perapen
yang dilengkapi dinding api dan sistem pembuangan debu dan gas
panas hasil pembakaran bahan bakar, sehingga paparan panas dan debu
yang memapar perajin dapat dikurangi.
e. Sikap kerja, dari sikap yang membungkuk saat nempa menjadi sikap
kerja alamiah saat menempa dan dapat duduk dengan alamih saat tidak
sedang menempa.
f. Waktu kerja lebih cepat, produktivitas meningkat, kualitas produk lebih
baik dan penghasilan bertambah.
g. Kesehatan perajin terjaga dengan penyediaan air minum yang
terjangkau di tempat kerja.
2. Holistik
Istilah holistik merupakan sebuah peristilahan yang berasal dari bahasa
Inggris dari akar kata “whole” yang berarti keseluruhan (Noah, 1980). Konsep
berpikir holistik dapat diartikan berpikir secara utuh, tidak terlepas-lepas dalam
kapsul egoisme (kebenaran) sekoral yang sempit.
Model berpikir yang menggunakan model holistik adalah berpikir secara
divergen dan konvergen secara bertahap ditambah kemampuan “melihat” hubungan
antara ide-ide atau informasi-informasi yang sebelumnya tidak terhubung. Dalam
pelaksanaannya, menurut Latifah (2008), berpikir holistik berpijak pada tiga
prinsip, yaitu:
62
a. Connectedness adalah konsep interkoneksi yang berasal dari filosofi
holisme yang kemudian berkembang menjadi konsep ekologi, fisika
kuantum dan teori sistem.
b. Wholeness. Keseluruhan (wholeness) bukan sekedar penjumlahan dari
setiap bagiannya. Sistem wholeness bersifat dinamis sehingga tidak bisa
dideduksi hanya dengan mempelajari setiap komponennya.
c. Being. Menjadi (being) adalah tentang merasakan sepenuhnya kekinian.
Hal ini berkaitan dengan kedalaman jiwa, kebijaksanaan (wisdom),
wawasan (insight), kejujuran, dan keotentikan.
Pemecahan masalah dilakukan secara holistik yang menekankan bahwa
semua faktor yang terkait atau diperkirakan terkait dengan masalah yang ada harus
dipecahkan secara proaktif dan menyeluruh. Holistik diartikan bahwa sistem terdiri
dari subsistem yang saling terkait dan harus dipertimbangkan. Subsistem yang
terkait dalam kajian kesehatan, keselamatan, dan produktivitas pekerja ada
beberapa faktor berikut ini.
a. Faktor lingkungan kerja yang perlu dipertimbangkan dalam aktivitas
kerja perajin gamelan pada proses nguwad adalah: suhu, kelembaban,
dan gerakan udara, serta debu.
b. Faktor internal adalah usia, jenis kelamin, tinggi badan, berat badan,
pengalaman kerja, dan keterampilan.
c. Faktor eksternal, hal yang perlu dipertimbangkan adalah sistem
pemberian penghargaan dan sanksi, kepemimpinan, dan hubungan
kerja baik horizontal maupun vertikal.
63
Pada proses kerja nguwad pemecahan permasalahan dengan pendekatan holistik
dilakukan melalui upaya perbaikan sikap kerja dengan perbaikan stasiun kerja,
perbaikan lingkungan kerja dengan menggunakan perapen yang dilengkapi dengan
sistem pembuangan debu dan udara panas sisa pembakaran ke luar ruangan serta
perbaikan organisasi kerja meliputi pemberian istirahat pendek setelah nguwad dan
menyediakan air minum.
3. Interdisipliner
Pendekatan interdisipliner menekankan bahwa proses pemecahan masalah
dalam suatu sistem dibutuhkan para ahli dari berbagai disiplin ilmu. Disiplin ilmu
yang terkait dalam perbaikan kondisi dan lingkungan kerja perapen antara lain: (a)
ahli ergonomi akan melihat permasalahan dari keterkaitan antara manusia dengan
pekerjaannya, (b) ahli teknik berperan dalam tahap proses seleksi untuk
menentukan teknologi yang layak secara teknis yang akan dipakai, (c) ahli kualitas
meyakinkan setiap proses yang lebih baik dalam rangka menghasilkan barang atau
jasa, (d) ahli ekonomi dibutuhkan untuk menganalisis pembiayaan, dan dalam
menunjang keberhasilan secara komersial, (e) ahli fisiologi mempelajari peranan
dan fungsi organ-organ tubuh manusia saat sedang bekerja.
Para ahli membentuk suatu tim guna merumuskan perbaikan kondisi dan
lingkungan kerja baru dengan pertimbangan berbagai segi. Peran para ahli untuk
meyakinkan bahwa perbaikan kondisi dan lingkungan kerja baru merupakan hal
yang realistis.
4. Partisipatori
Partisipatori diartikan sebagai keterlibatan semua pihak yang
berkepentingan. Pihak yang terkait dan perlu dilibatkan adalah perajin, pengusaha,
64
peneliti, tukang, masyarakat dan instansi terkait. Dalam perancangan stasiun kerja
perapen yang ergonomis, keterlibatan perajin gamelan diperlukan untuk diminta
masukannya tentang kesesuaian peralatan yang akan digunakan. Perajin diminta
memberikan masukan terhadap perancangan stasiun kerja dan perancangan sistem
pembuangan debu agar nyaman digunakan oleh perajin. Proses partisipasi
dilakukan mulai dari perencanaan dengan mengukur data antropometri perajin dan
meminta perajin untuk mencoba dan memberikan masukan hal hal yang harus
diperhatikan dalam perancangan stasiun kerja tersebut. Nagamachi (1995),
menyatakan bahwa ergonomi partisipasi adalah pekerja aktif terlibat dalam
mengimplementasikan pengetahuan dan prosedur ergonomi di tempat kerja. Pada
bagian lain Wilson dan Haines (1998), mengatakan ergonomi partisipatori adalah
proses perencanaan dan pengendalian dari sejumlah aktivitas yang melibatkan
operator dengan pengetahuan dan kemampuan yang memadai dalam
mempengaruhi proses dan hasil untuk mencapai tujuan tertentu. Manuaba (2006),
menyatakan bahwa ergonomi partisipasi adalah semua yang akan terlibat terhadap
pemecahan masalah atau terlaksananya satu gagasan harus dilibatkan sedini
mungkin.
2.12.2 Kajian teknologi tepat guna
Teknologi tepat guna adalah teknologi yang cocok dengan kebutuhan
masyarakat sehingga bisa dimanfaatkan. Biasanya dipakai sebagai istilah untuk
teknologi yang sederhana, tidak perlu perawatan yang rumit, terkait dengan budaya
lokal, memanfaatkan sumber daya alam dan manusia setempat, untuk mengatasi
permasalahan, serta berdayaguna tinggi bagi masyarakat setempat (Nala, 1990,
Munaf, et al., 2008). Menurut Manuaba (2006), teknologi tepat guna harus
memenuhi enam kriteria berikut ini.
65
1. Teknis
Perancangan stasiun kerja perapen yang ergonomis dapat menghasilkan
perapen yang lebih baik, dengan sistem nyala api tertutup bertujuan untuk
mempertahankan suhu pembakaran sehingga pembakaran lebih sempurna,
mempermudah dan mempercepat pekerjaan. Perapen dibuat sederhana dengan
komponennya mudah didapat dan handal, kualitas terjamin serta perawatannya
sangat murah dan mudah, aman dipakai.
2. Ekonomi
Perancangan stasiun kerja perapen yang ergonomis seoptimal mungkin
memanfaatkan bahan yang umum ada di pasaran, mudah didapat dengan harga
relatif murah agar terjangkau dari segi biaya. Pembuatannya relatif mudah, dan
umur pakai relatif lama sampai 5 tahun, sehingga akan memberikan keuntungan
lebih yang cukup besar.
3. Ergonomis
Perancangan stasiun kerja perapen yang ergonomis bertujuan untuk
meningkatkan kesehatan secara fisik dan mental, untuk kehidupan yang lebih baik.
Stasiun kerja perapen yang ergonomis dengan sistem nyala api tertutup harus
memenuhi syarat-syarat kenyamanan saat digunakan, seperti tinggi alat, panjang
jangkauan, kapasitas dan kekuatan konstruksi. Sikap kerja yang fisiologis, sedikit
memanfaatkan otot, sehingga perajin merasa sehat, aman, nyaman dan produktif.
4. Sosial budaya
Perancangan stasiun kerja perapen yang ergonomis dengan sistem nyala api
tertutup memperhatikan sikap perajin terhadap organisasi kerja, dinamika
kelompok, kebiasaan kerja, norma, tata nilai, keinginan, dan kepercayaan dari
66
perajin dan masyarakat sekitarnya. Semua unsur diselaraskan dengan kemampuan
dan keterbatasan manusia baik secara fisik maupun mental. Dengan demikian
perbaikan dapat diterima, tidak menimbulkan masalah baru, dan tidak
menimbulkan dampak sosial lainnya.
5. Hemat energi
Teknologi yang digunakan adalah teknologi sederhana. Sisa pembakaran
pada proses pembakaran bahan trompong berupa udara panas yang mengandung
karbon monoksida dan debu dibuang dengan bantuan exhaust fan ke luar tempat
kerja dan ditampung dalam kantong. Exhaust fan dirancang menggunakan
penggerak motor listrik dengan kapasitas yang memadai dan menggunakan daya
listrik yang rendah (120 watt) sehingga hemat akan energi.
6. Ramah lingkungan
Teknologi yang digunakan tidak menimbulkan polusi/pencemaran,
kebisingan atau polutan lainnya yang berdampak negatif bagi lingkungan. Dalam
perancangan suatu alat harus mengacu dan selalu menjaga keserasian dan
keseimbangan dengan lingkungan. Dalam perancangan sistem pembuangan debu
ini, debu ditampung dalam bak air sehingga debu menjadi lumpur dan tidak
mencemari lingkungan.
2.13 Prosedur Penerapan Ergonomi Total
Dalam penelitian ini, penerapan ergonomi total dilakukan dengan cara: (1)
mengidentifikasi masalah yang bertentangan dengan kaidah-kaidah ergonomi
(delapan masalah ergonomi); (2) dari indentifikasi masalah yang ada, tingkat
penyelesaian masalah akan diselesaikan sesuai skala prioritas; (3) memperbaiki
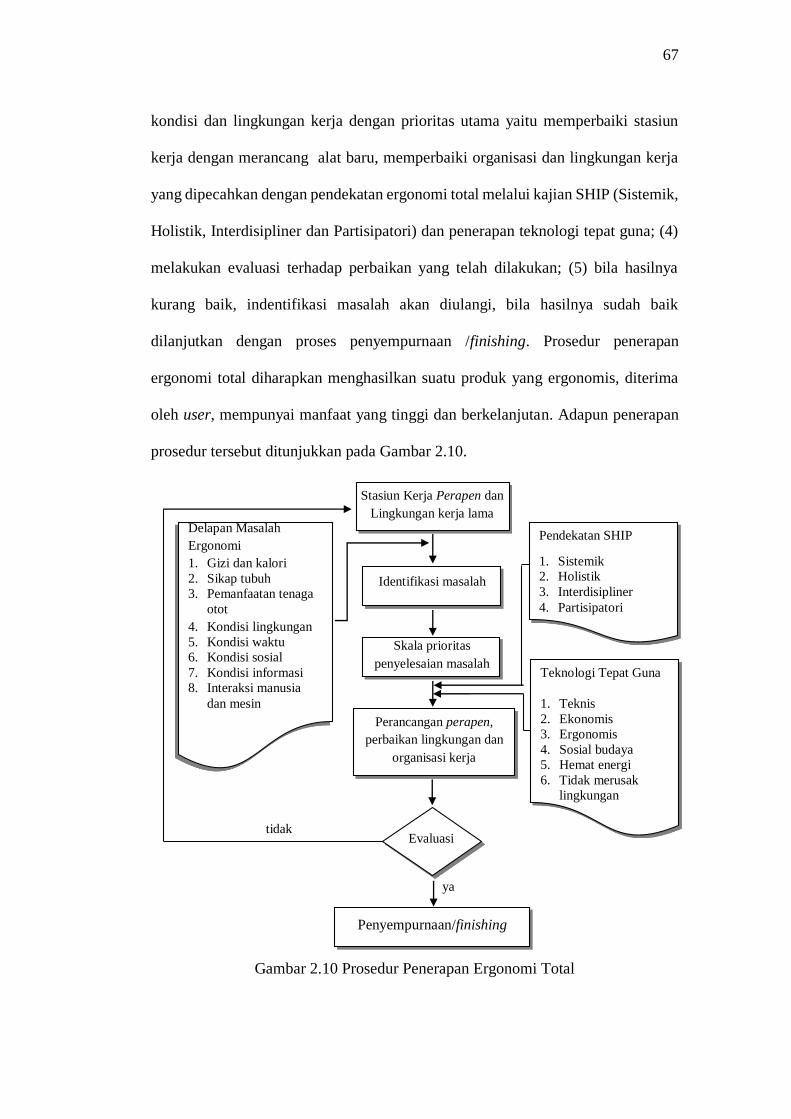
67
kondisi dan lingkungan kerja dengan prioritas utama yaitu memperbaiki stasiun
kerja dengan merancang alat baru, memperbaiki organisasi dan lingkungan kerja
yang dipecahkan dengan pendekatan ergonomi total melalui kajian SHIP (Sistemik,
Holistik, Interdisipliner dan Partisipatori) dan penerapan teknologi tepat guna; (4)
melakukan evaluasi terhadap perbaikan yang telah dilakukan; (5) bila hasilnya
kurang baik, indentifikasi masalah akan diulangi, bila hasilnya sudah baik
dilanjutkan dengan proses penyempurnaan /finishing. Prosedur penerapan
ergonomi total diharapkan menghasilkan suatu produk yang ergonomis, diterima
oleh user, mempunyai manfaat yang tinggi dan berkelanjutan. Adapun penerapan
prosedur tersebut ditunjukkan pada Gambar 2.10.
Gambar 2.10 Prosedur Penerapan Ergonomi Total
ya
Delapan Masalah
Ergonomi
1. Gizi dan kalori
2. Sikap tubuh
3. Pemanfaatan tenaga
otot
4. Kondisi lingkungan
5. Kondisi waktu
6. Kondisi sosial
7. Kondisi informasi
8. Interaksi manusia
dan mesin
Skala prioritas
penyelesaian masalah
Evaluasi
Teknologi Tepat Guna
1. Teknis
2. Ekonomis
3. Ergonomis
4. Sosial budaya
5. Hemat energi
6. Tidak merusak
lingkungan
Identifikasi masalah
tidak
Stasiun Kerja Perapen dan
Lingkungan kerja lama
Pendekatan SHIP
1. Sistemik
2. Holistik
3. Interdisipliner
4. Partisipatori
Perancangan perapen,
perbaikan lingkungan dan
organisasi kerja
Penyempurnaan/finishing
68
2.14 Perancangan Stasiun Kerja
Perancangan tempat kerja sangat penting diperhatikan dalam proses
produksi agar semua faktor yang terlibat dalam proses produksi berada dalam satu
garis koordinasi sesuai dengan karakter manusia, kapasitas dan keterbatasan
terhadap desain pekerjaan, mesin, sistem dan ruangan serta lingkungan kerja.
Dengan demikian diharapkan pekerja dapat bekerja dengan aman, nyaman, sehat
dan efisien (Manuaba, 2000). Dalam kaiatan dengan faktor ergonomi yang perlu
diperhatikan dalam desain stasiun kerja sehingga tercapai efisiensi, kenyamanan
dan keselamatan kerja maka desain stasiun kerja harus mempertimbangkan faktor-
faktor reliabilitas, kenyamanan, lama kerja, kemudahan pemakai, efisiensi pemakai
sehingga stasiun kerja tidak menyebabkan beban tambahan terhadap pekerja (Pulat,
1992; Sutalaksana,1999). Untuk hal tersebut maka aspek yang perlu diperhatikan
dalam desain stasiun kerja adalah aplikasi data antropometri dari pekerjanya.
Menurut Nurmianto (2008), beberapa aspek yang penting perlu diperhatikan dalam
desain stasiun kerja adalah: (a) Daerah kerja horizontal/ vertikal; (b) Layout dalam
daerah kerja; dan (c) Ketinggian bidang kerja.
Aspek-aspek ergonomi dalam suatu proses perancangan stasiun kerja adalah
merupakan suatu faktor penting dalam menunjang peningkatan pelayanan jasa
produksi (Nurmianto, 2008). Stasiun kerja yang dirancang tidak ergonomis akan
menimbulkan dampak negatif bagi pekerja yang menggunakannya baik dalam
jangka pendek maupun jangka panjang seperti nyeri dan kelelahan. Prinsip
ergonomi secara umum yang diterapkan pada stasiun kerja mengarah kepada
pekerjaan dinamis maupun statis, mengoptimalkan tinggi permukaan lantai
terhadap pekerjaan, menghindari pembebanan pada otot yang berlebih,
menghindari postur kerja yang tidak alami, dan melatih operator yang
69
menggunakan stasiun kerja dan peralatan dengan tepat (Fernandez, 1998).
Berdasarkan penelitian Shikdar (2004), kemampuan operator pada fasilitas kerja
yang dirancang secara ergonomis 27% lebih tinggi dibandingkan dengan fasilitas
kerja yang dirancang tidak secara ergonomis. Nilai kepuasan kerja juga meningkat
menjadi 41% pada kondisi yang demikian. Fasilitas kerja yang sudah dirancang
secara ergonomis untuk pekerjaan yang bersifat repetitif memiliki dampak positif
yang signifikan pada kemampuan dan kepuasan pekerja. Fasilitas kerja usulan yang
dirancang secara ergonomis tersebut terdiri atas meja kerja dan kursi kerja yang
adjustable, peralatan manual yang dirancang secara ergonomis dan tata letak
sistematis dari komponen-komponen fasilitas kerja.
Stasiun kerja yang dirancang secara benar akan mampu memberikan
keselamatan dan kenyamanan kerja bagi operator yang selanjutnya akan
berpengaruh secara signifikan didalam menentukan kinerjanya. Dalam hal ini ada
hubungan yang erat antara kenyamanan dan produktivitas kerja yang mampu
dicapai oleh seorang pekerja; meskipun masih banyak orang yang berasumsi bahwa
produktivitas dan kualitas kerja (quality of work life) merupakan fungsi linier dari
tingkatan upah maupun insentif yang bisa diberikan pada pekerja. Ketidak-
nyamanan kerja yang dirasakan oleh pekerja dapat diakibatkan kesalahan-
kesalahan dalam perancangan fasilitas kerja yang harus dioperasikan maupun
stasiun kerja dimana operator akan menghabiskan sebagian besar waktunya dalam
area kerja (work envelope) yang sempit dan terbatas. Ketidak-nyamanan kerja bisa
juga disebabkan oleh posisi kerja yang tidak benar (misalkan terlalu lama berdiri)
dan mengakibatkan diperlukannya energi tambahan yang akhirnya mempercepat
datangnya kelelahan, penurunan kinerja dan produktivitas.
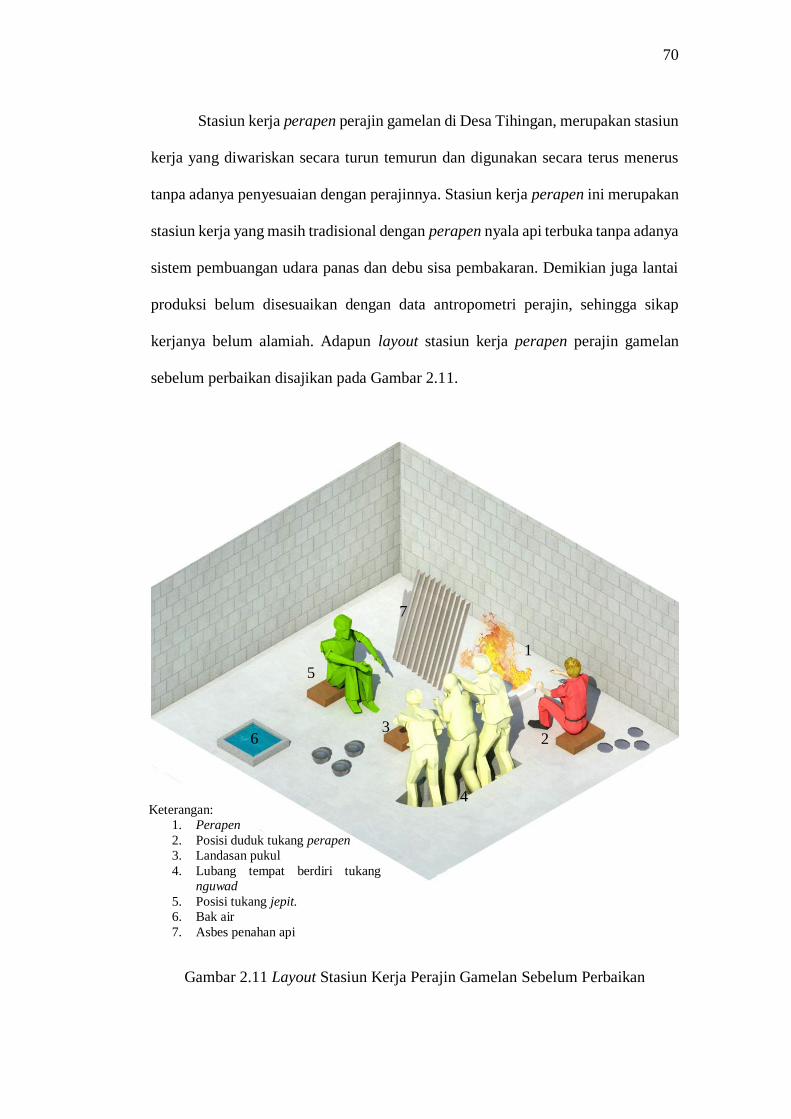
70
Stasiun kerja perapen perajin gamelan di Desa Tihingan, merupakan stasiun
kerja yang diwariskan secara turun temurun dan digunakan secara terus menerus
tanpa adanya penyesuaian dengan perajinnya. Stasiun kerja perapen ini merupakan
stasiun kerja yang masih tradisional dengan perapen nyala api terbuka tanpa adanya
sistem pembuangan udara panas dan debu sisa pembakaran. Demikian juga lantai
produksi belum disesuaikan dengan data antropometri perajin, sehingga sikap
kerjanya belum alamiah. Adapun layout stasiun kerja perapen perajin gamelan
sebelum perbaikan disajikan pada Gambar 2.11.
Gambar 2.11 Layout Stasiun Kerja Perajin Gamelan Sebelum Perbaikan
1
2 3
4
5
6
7
Keterangan: 1. Perapen
2. Posisi duduk tukang perapen
3. Landasan pukul
4. Lubang tempat berdiri tukang
nguwad
5. Posisi tukang jepit.
6. Bak air
7. Asbes penahan api
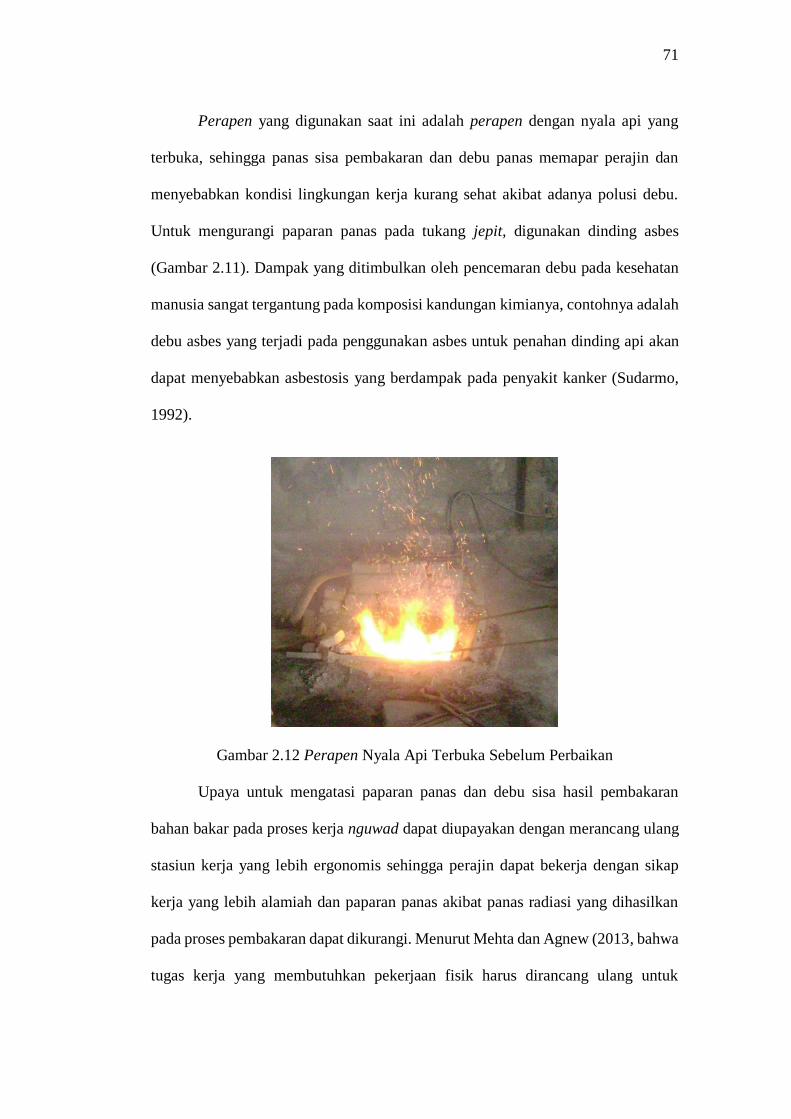
71
Perapen yang digunakan saat ini adalah perapen dengan nyala api yang
terbuka, sehingga panas sisa pembakaran dan debu panas memapar perajin dan
menyebabkan kondisi lingkungan kerja kurang sehat akibat adanya polusi debu.
Untuk mengurangi paparan panas pada tukang jepit, digunakan dinding asbes
(Gambar 2.11). Dampak yang ditimbulkan oleh pencemaran debu pada kesehatan
manusia sangat tergantung pada komposisi kandungan kimianya, contohnya adalah
debu asbes yang terjadi pada penggunakan asbes untuk penahan dinding api akan
dapat menyebabkan asbestosis yang berdampak pada penyakit kanker (Sudarmo,
1992).
Gambar 2.12 Perapen Nyala Api Terbuka Sebelum Perbaikan
Upaya untuk mengatasi paparan panas dan debu sisa hasil pembakaran
bahan bakar pada proses kerja nguwad dapat diupayakan dengan merancang ulang
stasiun kerja yang lebih ergonomis sehingga perajin dapat bekerja dengan sikap
kerja yang lebih alamiah dan paparan panas akibat panas radiasi yang dihasilkan
pada proses pembakaran dapat dikurangi. Menurut Mehta dan Agnew (2013, bahwa
tugas kerja yang membutuhkan pekerjaan fisik harus dirancang ulang untuk
72
mengurangi beban statis dengan mengubah fostur, karena kerja statis
mempengaruhi aktivitas otot dan merupakan faktor resiko pekerjaan yang dapat
menimbulkan cedera serta menghambat kinerja pekerja.
Untuk itu dilakukan perbaikan secara ergonomi pada layout stasiun kerja
dengan memberi dinding pada tungku (perapen) dan membuang asap dan debu sisa
pembakaran melalui sistem pembuangan asap dan debu serta perbaikan sikap kerja
perajin dengan membuat lubang pijakan kaki pada tukang perapen dan tukang jepit
serta memperbaiki lubang kaki tukang nguwad agar sesuai dengan data
antropometrinya. Perbaikan organisasi kerjanya dengan memberi istirahat pendek
dan pengaturan rotasi kerja tukang nguwad.
2.15 Data Antropometri dalam Perancangan Stasiun Kerja
Data antropometri banyak terkait dengan teknik pengukuran dan data
ukuran tentang dimensi tubuh manusia (tinggi badan, panjang lengan/kaki, lebar
bahu, dan lainnya) serta karakteristik fisik lain dari tubuh manusia seperti berat,
massa, volume, pusat gravitasi, kekuatan otot, dan sebagainya. Pengukuran
antropometri merupakan satu hal yang penting dan merupakan elemen kritis dalam
proses perancangan produk, fasilitas kerja maupun area stasiun kerja. Data
antropometri dapat diklasifikasikan menurut besaran persentil 5, 10, 50, 90, dan 95.
Dalam pemakaian data antropometri, satu hal yang penting dan harus selalu diingat
adalah segmen populasi (group of people) yang mana yang ingin untuk
direkomendasikan dalam penetapan dimensi ukuran dari produk rancangan.
Untuk penentuan dimensi ukuran yang akan menggunakan data
antropometri, maka harga rata-rata (mean) dari ukuran bagian anggota tubuh (tinggi
badan, panjang lengan, dan lainnya) merupakan data terpenting yang harus
73
diketahui dan diukur. Pengukuran akan ekivalen dengan ukuran persentil 50.
Dengan demikian variabilitas dari ukuran fisik manusia yang ada dalam populasi
akan bisa dijelaskan melalui perhitungan statistik dengan memakai parameter harga
rata-rata, standar deviasi atau koefisien variasi yang ada. Variabilitas absolut dari
populasi akan ditentukan melalui perhitungan standard deviasi, sedangkan untuk
variabilitas relatif dari populasi akan diberikan melalui koefisien variasi. Nilai
persentil ini akan menunjukkan seberapa besar persentase populasi yang memiliki
ukuran tubuh (antropometri) di atas atau di bawah sebuah ukuran tertentu.
Dimensi jarak ruangan (clearance dimensions), yaitu dimensi yang
diperlukan untuk menentukan minimum ruang (space) yang diperlukan orang untuk
dengan leluasa melaksanakan aktivitas dalam sebuah stasiun kerja baik pada saat
mengoperasikan maupun harus melakukan perawatan dari fasilitas kerja (mesin dan
peralatan) yang ada. Jarak ruangan (clearance) dalam hal ini dirancang dengan
menetapkan dimensi ukuran tubuh yang terbesar (upper persentil) dari populasi
pemakai yang diharapkan. Sebagai contoh pada saat kita merancang ukuran lebar
jalan keluar-masuk (personal aisle) ke sebuah areal kerja, maka disini dimensi
ukuran lebar jalan akan ditentukan berdasarkan data antropometri (lebar badan)
dengan persentil terbesar 95 atau persentil 97,5 dari populasi.
Dimensi jarak jangkauan (reach dimension), yaitu dimensi yang diperlukan
untuk menentukan maksimum ukuran yang harus ditetapkan agar mayoritas
populasi akan mampu menjangkau dan mengoperasikan peralatan kerja (tombol
kendali, keyboard, dan sebagainya) secara mudah dan tidak memerlukan usaha
(effort) yang terlalu memaksa. Disini jarak jangkauan akan ditetapkan berdasarkan
ukuran tubuh terkecil dari populasi pemakai yang diharapkan dan biasanya
memakai ukuran persentil 2,5 atau 5.
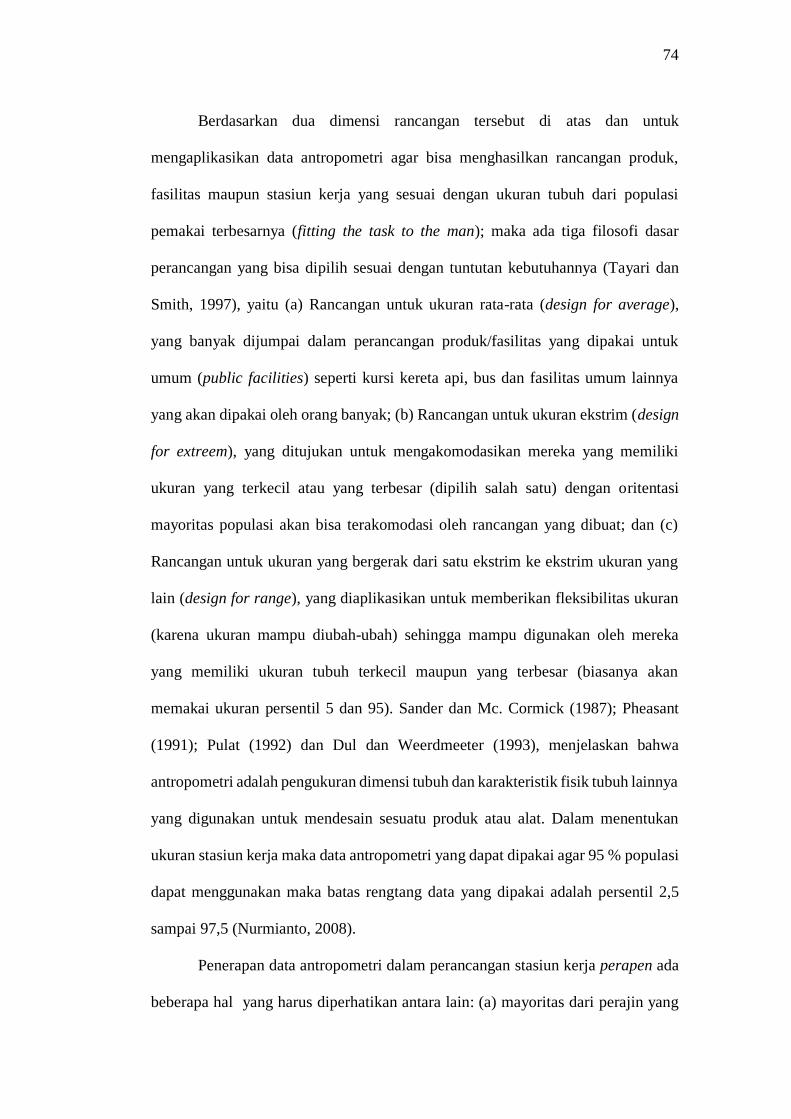
74
Berdasarkan dua dimensi rancangan tersebut di atas dan untuk
mengaplikasikan data antropometri agar bisa menghasilkan rancangan produk,
fasilitas maupun stasiun kerja yang sesuai dengan ukuran tubuh dari populasi
pemakai terbesarnya (fitting the task to the man); maka ada tiga filosofi dasar
perancangan yang bisa dipilih sesuai dengan tuntutan kebutuhannya (Tayari dan
Smith, 1997), yaitu (a) Rancangan untuk ukuran rata-rata (design for average),
yang banyak dijumpai dalam perancangan produk/fasilitas yang dipakai untuk
umum (public facilities) seperti kursi kereta api, bus dan fasilitas umum lainnya
yang akan dipakai oleh orang banyak; (b) Rancangan untuk ukuran ekstrim (design
for extreem), yang ditujukan untuk mengakomodasikan mereka yang memiliki
ukuran yang terkecil atau yang terbesar (dipilih salah satu) dengan oritentasi
mayoritas populasi akan bisa terakomodasi oleh rancangan yang dibuat; dan (c)
Rancangan untuk ukuran yang bergerak dari satu ekstrim ke ekstrim ukuran yang
lain (design for range), yang diaplikasikan untuk memberikan fleksibilitas ukuran
(karena ukuran mampu diubah-ubah) sehingga mampu digunakan oleh mereka
yang memiliki ukuran tubuh terkecil maupun yang terbesar (biasanya akan
memakai ukuran persentil 5 dan 95). Sander dan Mc. Cormick (1987); Pheasant
(1991); Pulat (1992) dan Dul dan Weerdmeeter (1993), menjelaskan bahwa
antropometri adalah pengukuran dimensi tubuh dan karakteristik fisik tubuh lainnya
yang digunakan untuk mendesain sesuatu produk atau alat. Dalam menentukan
ukuran stasiun kerja maka data antropometri yang dapat dipakai agar 95 % populasi
dapat menggunakan maka batas rengtang data yang dipakai adalah persentil 2,5
sampai 97,5 (Nurmianto, 2008).
Penerapan data antropometri dalam perancangan stasiun kerja perapen ada
beberapa hal yang harus diperhatikan antara lain: (a) mayoritas dari perajin yang
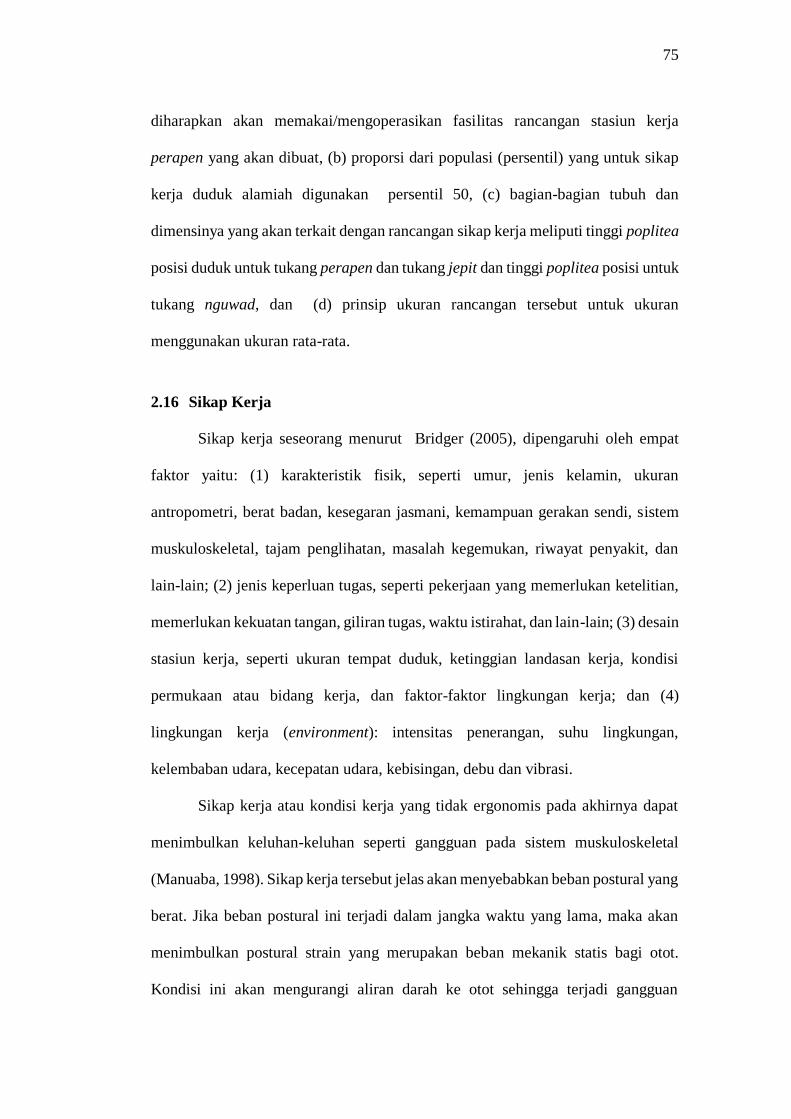
75
diharapkan akan memakai/mengoperasikan fasilitas rancangan stasiun kerja
perapen yang akan dibuat, (b) proporsi dari populasi (persentil) yang untuk sikap
kerja duduk alamiah digunakan persentil 50, (c) bagian-bagian tubuh dan
dimensinya yang akan terkait dengan rancangan sikap kerja meliputi tinggi poplitea
posisi duduk untuk tukang perapen dan tukang jepit dan tinggi poplitea posisi untuk
tukang nguwad, dan (d) prinsip ukuran rancangan tersebut untuk ukuran
menggunakan ukuran rata-rata.
2.16 Sikap Kerja
Sikap kerja seseorang menurut Bridger (2005), dipengaruhi oleh empat
faktor yaitu: (1) karakteristik fisik, seperti umur, jenis kelamin, ukuran
antropometri, berat badan, kesegaran jasmani, kemampuan gerakan sendi, sistem
muskuloskeletal, tajam penglihatan, masalah kegemukan, riwayat penyakit, dan
lain-lain; (2) jenis keperluan tugas, seperti pekerjaan yang memerlukan ketelitian,
memerlukan kekuatan tangan, giliran tugas, waktu istirahat, dan lain-lain; (3) desain
stasiun kerja, seperti ukuran tempat duduk, ketinggian landasan kerja, kondisi
permukaan atau bidang kerja, dan faktor-faktor lingkungan kerja; dan (4)
lingkungan kerja (environment): intensitas penerangan, suhu lingkungan,
kelembaban udara, kecepatan udara, kebisingan, debu dan vibrasi.
Sikap kerja atau kondisi kerja yang tidak ergonomis pada akhirnya dapat
menimbulkan keluhan-keluhan seperti gangguan pada sistem muskuloskeletal
(Manuaba, 1998). Sikap kerja tersebut jelas akan menyebabkan beban postural yang
berat. Jika beban postural ini terjadi dalam jangka waktu yang lama, maka akan
menimbulkan postural strain yang merupakan beban mekanik statis bagi otot.
Kondisi ini akan mengurangi aliran darah ke otot sehingga terjadi gangguan
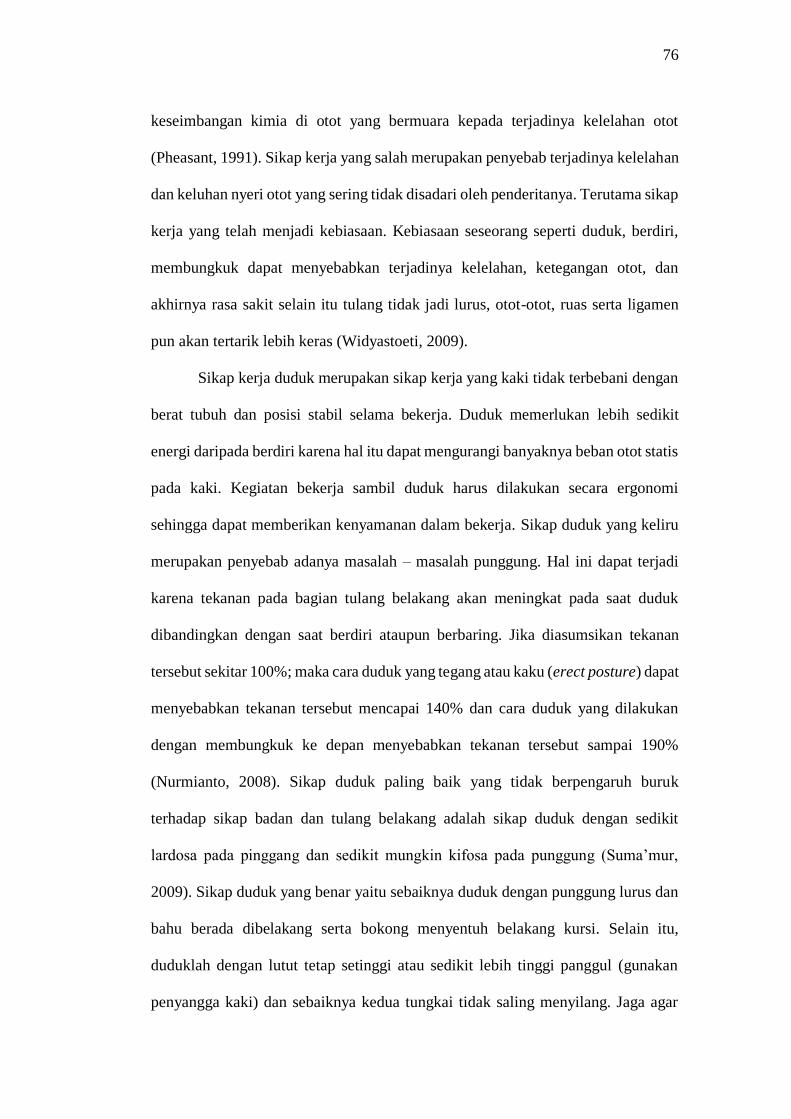
76
keseimbangan kimia di otot yang bermuara kepada terjadinya kelelahan otot
(Pheasant, 1991). Sikap kerja yang salah merupakan penyebab terjadinya kelelahan
dan keluhan nyeri otot yang sering tidak disadari oleh penderitanya. Terutama sikap
kerja yang telah menjadi kebiasaan. Kebiasaan seseorang seperti duduk, berdiri,
membungkuk dapat menyebabkan terjadinya kelelahan, ketegangan otot, dan
akhirnya rasa sakit selain itu tulang tidak jadi lurus, otot-otot, ruas serta ligamen
pun akan tertarik lebih keras (Widyastoeti, 2009).
Sikap kerja duduk merupakan sikap kerja yang kaki tidak terbebani dengan
berat tubuh dan posisi stabil selama bekerja. Duduk memerlukan lebih sedikit
energi daripada berdiri karena hal itu dapat mengurangi banyaknya beban otot statis
pada kaki. Kegiatan bekerja sambil duduk harus dilakukan secara ergonomi
sehingga dapat memberikan kenyamanan dalam bekerja. Sikap duduk yang keliru
merupakan penyebab adanya masalah – masalah punggung. Hal ini dapat terjadi
karena tekanan pada bagian tulang belakang akan meningkat pada saat duduk
dibandingkan dengan saat berdiri ataupun berbaring. Jika diasumsikan tekanan
tersebut sekitar 100%; maka cara duduk yang tegang atau kaku (erect posture) dapat
menyebabkan tekanan tersebut mencapai 140% dan cara duduk yang dilakukan
dengan membungkuk ke depan menyebabkan tekanan tersebut sampai 190%
(Nurmianto, 2008). Sikap duduk paling baik yang tidak berpengaruh buruk
terhadap sikap badan dan tulang belakang adalah sikap duduk dengan sedikit
lardosa pada pinggang dan sedikit mungkin kifosa pada punggung (Suma’mur,
2009). Sikap duduk yang benar yaitu sebaiknya duduk dengan punggung lurus dan
bahu berada dibelakang serta bokong menyentuh belakang kursi. Selain itu,
duduklah dengan lutut tetap setinggi atau sedikit lebih tinggi panggul (gunakan
penyangga kaki) dan sebaiknya kedua tungkai tidak saling menyilang. Jaga agar
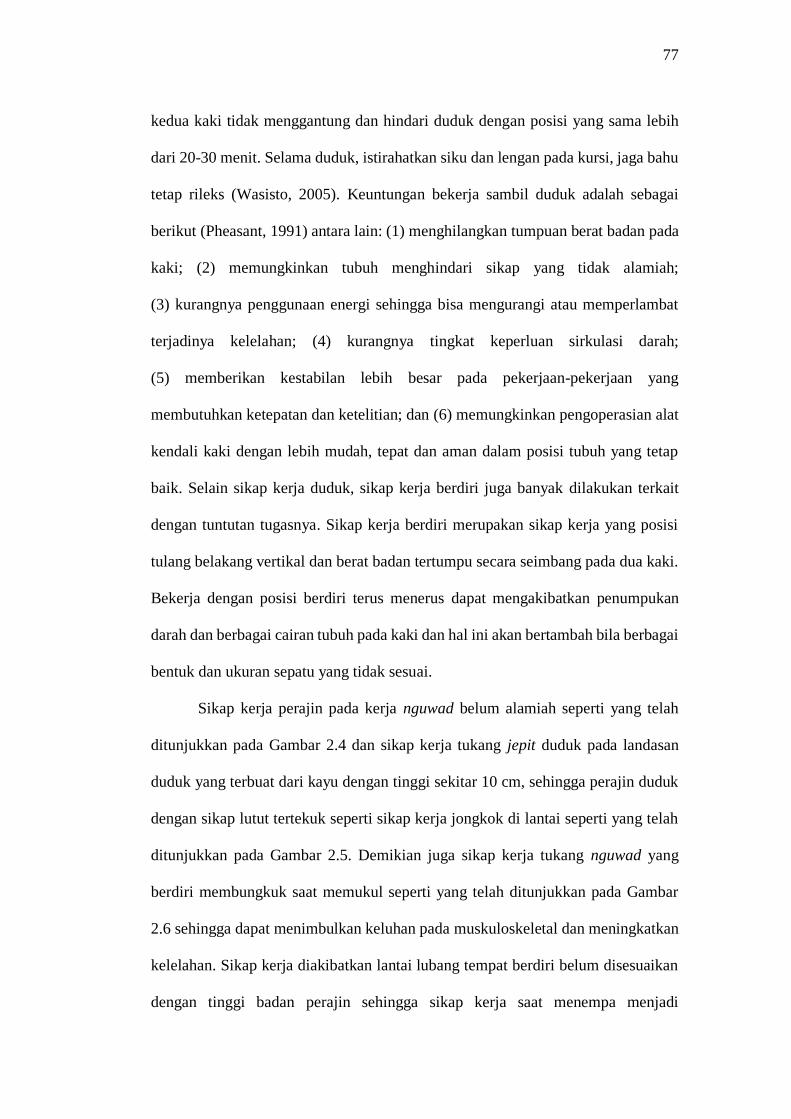
77
kedua kaki tidak menggantung dan hindari duduk dengan posisi yang sama lebih
dari 20-30 menit. Selama duduk, istirahatkan siku dan lengan pada kursi, jaga bahu
tetap rileks (Wasisto, 2005). Keuntungan bekerja sambil duduk adalah sebagai
berikut (Pheasant, 1991) antara lain: (1) menghilangkan tumpuan berat badan pada
kaki; (2) memungkinkan tubuh menghindari sikap yang tidak alamiah;
(3) kurangnya penggunaan energi sehingga bisa mengurangi atau memperlambat
terjadinya kelelahan; (4) kurangnya tingkat keperluan sirkulasi darah;
(5) memberikan kestabilan lebih besar pada pekerjaan-pekerjaan yang
membutuhkan ketepatan dan ketelitian; dan (6) memungkinkan pengoperasian alat
kendali kaki dengan lebih mudah, tepat dan aman dalam posisi tubuh yang tetap
baik. Selain sikap kerja duduk, sikap kerja berdiri juga banyak dilakukan terkait
dengan tuntutan tugasnya. Sikap kerja berdiri merupakan sikap kerja yang posisi
tulang belakang vertikal dan berat badan tertumpu secara seimbang pada dua kaki.
Bekerja dengan posisi berdiri terus menerus dapat mengakibatkan penumpukan
darah dan berbagai cairan tubuh pada kaki dan hal ini akan bertambah bila berbagai
bentuk dan ukuran sepatu yang tidak sesuai.
Sikap kerja perajin pada kerja nguwad belum alamiah seperti yang telah
ditunjukkan pada Gambar 2.4 dan sikap kerja tukang jepit duduk pada landasan
duduk yang terbuat dari kayu dengan tinggi sekitar 10 cm, sehingga perajin duduk
dengan sikap lutut tertekuk seperti sikap kerja jongkok di lantai seperti yang telah
ditunjukkan pada Gambar 2.5. Demikian juga sikap kerja tukang nguwad yang
berdiri membungkuk saat memukul seperti yang telah ditunjukkan pada Gambar
2.6 sehingga dapat menimbulkan keluhan pada muskuloskeletal dan meningkatkan
kelelahan. Sikap kerja diakibatkan lantai lubang tempat berdiri belum disesuaikan
dengan tinggi badan perajin sehingga sikap kerja saat menempa menjadi
78
membungkuk. Adapun perbaikan kedalaman lubang lantai posisi tukang nguwad
ini direncanakan sekitar 55 cm sesuai data antropometri perajin.
2.17 Sistem Pembuangan Asap/ Udara Panas
Area stasiun kerja perajin gamelan banyak terdapat asap, debu dan udara
panas sisa hasil pembakaran bahan bakar, oleh karena itu diperlukan sebuah sistem
pembuangan yang sering disebut dengan instalasi exhaust. Sistem pembuangan ini
dilengkapai dengan exhaust hood berbahan dasar stainless yang dipasang di atas
tungku pembakaran untuk menangkap asap dan dilengkapi dengan filter untuk
memisahkan asap/udara panas sisa pembakaran dengan partikel debu. Posisi lubang
hood harus berada tepat di atas tungku dan disalurkan ke luar ruangan. Exhaust
hood dihubungkan ke exhaust fan melalui instalasi saluran pembuangan yang
disebut ducting berbahan plat yang dilapisi galvanis sehingga tahan karat dan tahan
perubahan suhu. Aliran udara panas dan debu sisa pembakaran maupun asap di
dalam instalasi ducting harus bergerak dengan cepat agar tidak terjadi pengendapan
atau hambatan angin di dalam instalasi ducting, memilih jalur pembuangan yang
tidak terdapat banyak tikungan dapat membantu udara bergerak dengan lebih cepat.
Instalasi ducting sering juga disebut sistim cerobong asap atau cerobong
pembuangan udara kotor, berfungsi sebagai pembuangan udara kotor untuk
menghindari deposit CO2 atau udara kotor lainnya yang bila dibiarkan akan sangat
berbahaya pada lingkungan disekitar. Udara kotor bisa dihasilkan dari hasil
pembakaran, reactor, proses biokimia, ruang pengecatan, ruang produksi, tempat
lainnya. Sistem pembuangan asap/udara dirancang sesuai dengan kondisi
kebutuhan dan tata letak ruang yang akan di kondisikan agar ruangan terhindar dari
79
tumpukan gas CO2, zat kimia beracun, berkembang biaknya bakteri dan lain lain,
yang dapat mengganggu kesehatan.
Menurut lampiran II Peraturan Menteri Negara Lingkungan Hidup Nomor
20 Tahun 2008 Tentang Petunjuk Teknis Standar Pelayanan Minimal Bidang
Lingkungan Hidup Daerah Kabupaten/Kota, menyebutkan pencegahan
pencemaran udara dapat dilakukan dengan mengurangi atau mencegah terjadinya
pencemaran udara. Upaya yang dilakukan oleh pihak industri untuk mengendalikan
pencemaran udara dengan cara tiga tahap dalam industri itu sendiri, yang meliputi:
(1). Tahap pertama, pada input dengan cara menggunakan bahan bakar yang ramah
lingkungan seperti bahan bakar gas, batubara yang mengandung kadar sulfur
rendah, atau baggase yang telah dikeringkan (bila industri tersebut menggunakan
bahan bakar bio mass); (2). Tahap kedua, menggunakan proses produksi yang
ramah lingkungan seperti proses gasifikasi, pirolisis atau exhaustgas recirculation;
(3). Tahap ketiga, merupakan teknologi tahap akhir berupa pemasangan peralatan
penyaring polutan debu dan gas-gas seperti bag house, EP (Elektrostatik
Precipitator), Cyclon untuk polutan debu dan De-Nox untuk mengurangi kadar
NOx dan FGD (Flue Gas Desulfurisasi) untuk mengurangi kadar SO2.
Sistem pembuangan asap/udara panas dan debu sisa pembakaran pada
perapen dirancang dengan memberi dinding pada sisi samping dan belakang guna
mengurangi nyala api terbuka dan debu sisa pembakaran ke luar dari perapen. Pada
bagian atas dari perapen dilengkapi kanopi (exhaust hood) dan saluran pembuangan
asap/udara panas dan debu sisa pembakaran sehingga tidak memapar perajin saat
proses kerja. Asap/udara panas dan debu sisa pembakaran ini dibuang dengan cara
paksa menggunakan exhaust fan yang digerakkan oleh motor listrik. Sistem
pembuangan debu dilengkapi dengan saringan, sehingga debu akan turun dan
80
ditampung pada wadah, sedangkan udara panas dialirkan pada cerobong asap
selanjutnya dibuang ke lingkungan.
Adapun dimensi dinding tungku pembakaran direncanakan berukuran 120
x 120 cm dengan tinggi 160 cm. Pada bagian sisi tukang perapen dan tukang jepit
dibuatkan lubang pembakaran dengan ukuran lebar 60 dan tinggi 65 cm yang
disesuaikan dengan kebutuhan sehingga tidak mengganggu proses kerja saat
membakar benda kerja. Bahan utama dinding dibuat dari pasangan bata merah
dengan perekat semen. Pemilihan bata merah ini sesuai dengan kepercayaan perajin
gamelan di Desa Tihingan, bahwa unsur bata merah mewakili sifat-sifat api sebagai
pelebur. Selain itu keuntungan dari penggunaan batu bata ini adalah batu bata lebih
tahan bakar, oleh sebab itu lebih baik dipakai pasangan batu bata jika membuat
struktur tahan api, tembok batu bata lebih mudah dibuat tinggi, karena bata lebih
ringan, bahan batu bata mudah didapat, sehingga ongkosnya lebih murah (Dian R,
2010).
Pada bagian atas dari perapen dipasang kanopi dan saluran pembuangan
debu sisa pembakaran sehingga debu tidak memapar perajin saat proses kerja. Debu
ini dibuang dengan cara paksa menggunakan blower penyedot debu yang
digerakkan oleh motor listrik dengan kekuatan 120 watt sehingga hemat energi.
Adapun perhitungan dimensi kanopi dari saluran buang pada ruang produksi
gamelan mengacu pada rekomendasi dari HVCA (2005):
1. Menentukan laju aliran udara buang
Laju aliran udara yang dibutuhkan (Vu) untuk mampu membuang asap dan
debu dari perapian ditentukan dengan menggunakan metode konveksi
termal (Thermal Convection Method). Metode ini memperhitungkan
beberapa paramater yaitu:
81
a. Koefisien konveksi termal (Thermal convection coefficient) (hV) yang
merupakan laju volume udara yang harus dibuang per luas perapian
(m3/s per m2).
b. Luas penampang perapian (A) (appliance surface area) (m2)
c. Faktor kanopi (canopy factor) (cf)
Laju aliran udara(Vu) dapat dihitung dengan rumus (HVCA, 2005.):
Vu = cf. A . hV (m3/s) ………………………(11)
Asumsi yang diperlukan:
a) Perapian diasumsikan sebagai chargrill, sebuah peralatan dapur
dengan temperatur permukaan 350oC dan dengan koefisien
konveksi termal (hV) = 0.95 (m3/s per m2).
b) Tipe kanopi yang digunakan adalah jenis overhead single island
canopy dengan canopy factor (cf) = 1.5.
c) Luas permukaan perapian, A = 0.6 m x 0.6 m = 0.36 (m2).
2. Pemilihan fan
Pertimbangan yang digunakan untuk menentukan dan memilih jenis fan
yang digunakan antara lain:
a. Fan harus cukup kuat dengan range kerja yang cukup lebar.
b. Mudah dilepas dan dipasang kembali untuk perawatan dan
pembersihan.
c. Harganya relatif lebih ekonomis.
d. Cukup mampu menahan temperatur yang relatif tinggi.
Jenis fan yang cocok untuk kebutuhan ini adalah axial fan dengan impeller
logam.
82
3. Konstruksi kanopi dan saluran udara
Kanopi dibuat dengan konstruksi sederhana karena fungsi utama adalah
untuk menyalurkan udara pada kecepatan yang dianggap cukup untuk dapat
membuang asap dan debu perapian. Kanopi tidak dilengkapi dengan filter,
tetapi filter untuk menyaring debu agar udara yang dibuang relatif bersih
dari debu dipasang pada saluran buang (ducting) lengkap dengan saluran
pembuangan debu. Karena asap tidak akan mengandung minyak maka
kanopi tidak dilengkapi dengan filter minyak. Bahan kanopi adalah pelat
baja yang dilapisi galvanis sehingga punya kemampuan untuk menahan
karat. Ketebalan pelat mimimum 0,4 mm. Saluran udara buang yang
menghubungkan kanopi dengan ruang tempat membuang asap merupakan
saluran udara (ducting) dengan tekanan rendah (maksimum static pressure
500 Pa). Sehingga saluran udara ini cukup kuat dibuat dari pelat galvanis
dengan ketebalan minimum 0,4 mm. Untuk mempermudah proses produksi
dipilih saluran dengan penampang segi empat.
4. Dimensi saluran buang (ducting):
Menurut HVCA (2005), kecepatan udara pada ducting utama saluran buang
dianjurkan berada dalam rentang 6-9 m/s. Bentuk saluran ducting dapat
dibuat segi empat (bujur sangkar) dengan luas penampang ducting (Ad)
dapat ditentukan:
Ad = Vu/vu (m2) ................................(12)