Embed Size (px)
Citation preview

This white paper is brought to you by:
IN INSTRUMENTATION AND HOW TO AVOID THEM
ctllp05044Mistakes.qxd 4/18/2005 11:29 AM Page 1

THE FOUR BIGGEST MISTAKES IN INSTRUMENTATION ... A
1Despite ongoing advancements in measure-
ment and communications technology, instru-
menting a process for feedback control
remains a technical challenge. Today’s sensors
are certainly more sophisticated than ever
before, and fieldbus technology has simplified
many installation issues considerably.
Nonetheless, much can still go wrong with an
instrumentation project.
The problem lies in the straightforward nature
of instrumentation projects: each variable to be
measured must be matched with the most
appropriate sensor; the sensor must be
installed, calibrated, and interfaced to the con-
troller; and the information generated by the
sensor must be filtered, factored, and filed in
order to give the controller an accurate picture
of what’s going on in the process. This appar-
ent simplicity is what often leads to a false
sense of security and missteps in a minefield
of potential problems.
With that in mind, here are four circumstances
you definitely want to avoid.
>> Mistake #1: Selecting the wrong
sensor
TTeecchhnnoollooggyy mmiissmmaattcchhAlthough it’s generally obviouswhat quantity needs to be meas-ured in a flow, temperature, orpressure control application, it’s notalways obvious what kind of flowmeter, temperature sensor, or pres-sure gauge is best suited to thejob. A mismatch between the sens-ing technology and the material tobe sensed can lead to skewedmeasurements and severelydegraded control.
This is especially true whenmeasuring flow rates. All flowmeters are designed to measure
the rate at which a gas or liquidhas been passing through a partic-ular section of pipe, but not all flowmeters can measure all flows. Amagnetic flow meter or magmeter,for example, can only detect theflow of electrically conductivematerials by means of magneticinduction. Non-conductive fluidslike pure water will pass through amagmeter undetected.
Magmeters also have troubledistinguishing air bubbles from thefluid in the pipe. As a result, amagmeter will always yield an artifi-cially high reading when bubblespass through because it cannotsense the decrease in fluid volumecaused by the presence of thebubbles. In a feedback loop, this
occurrrence would cause the con-troller to throttle back the flow ratemore than necessary, preventingthe required volume of fluid fromreaching the downstream process.
The problem gets even worse ifthe pipe is so full of air that it isonly partially filled with liquid, acondition known as open channel.Although recent technological inno-vations allow certain magmeters towork in such a challenging environ-ment, mechanical sensors such asturbines yield artificially high read-ings, since a trickle of fluid willmove the meter’s mechanism justas much as a full-pipe flow travel-ing at the same speed. On theother hand, mechanical sensorsare not affected by the conductivity
ctllp05044Mistakes.qxd 4/18/2005 11:29 AM Page 2

N ... AND HOW TO AVOID THEM 3
1 2of the fluid, so they will sometimeswork where magmeters fail.
An even more challenging appli-cation is the measurement of pH ina caustic liquid such as the slurriesfound in paper mills. A general-pur-pose pH probe made of corrodiblematerials might not only generateinaccurate data, it might die alto-gether, sometimes within a matterof days. Some probes, such asthose offered by ABB, are specifi-cally designed for such tough envi-ronments. They can double, triple,and even quadruple probe life inmany applications.
The trick is to find the right tech-nology for the application, or tochoose instruments that span abroader range of solutions. Forexample, new digital technologiesallow some flow meters to solvemany more flow problems thantheir predecessors.
Instrumentation vendors can beof help in avoiding the technologymismatch mistake. The best ven-dors train their sales people toassist with sensor selection andprovide clients with easy-to-useselection guides. Some even offerextensive look-up tables based onproduct number, application, andserial numbers of past installations—an especially useful service whenreplacing older products.
Finding all the right parts canalso be a challenge. Some instru-ments require specific housings,mounting hardware, and transmit-ters to forward the sensor’s data tothe controller. The right vendor canmake all the difference by provid-ing the entire assembly under asingle catalog number. When it
comes to temperature instrumenta-tion, for example, training costsand purchasing effort are reducedwhen then vendor offers compati-ble probes and transmitters togeth-er as a package.
PPaayyiinngg ttoooo mmuucchh ((oorr ttoooo lliittttllee))Correct sensor selection is also amatter of balancing cost againstperformance. When there’s achoice of equally effective tech-nologies, the right choice is gener-ally the cheapest one that gets thejob done.
Temperature instrumentation is aclassic example. The two dominanttechnologies are resistance tem-perature detectors (RTDs) andthermocouples. An RTD consists ofa metal plate or rod through whicha current is passed. The resistancethat the current encounters varieswith the temperature of the metal. Athermocouple consists of two dis-similar metal wires joined togetherat one end. The voltage betweenthe unjoined ends varies with thetemperature of the joint. Both yieldvoltages that can be electronicallyinterpreted to indicate the tempera-ture of the surroundings.
Thermocouples are generallycheaper, though less accurate thanRTDs. If the application does notrequire particularly tight tempera-ture control, an inexpensive thermo-couple and a well-tuned PID loopshould do the trick. But for process-es that will only work correctly atvery specific temperatures, it wouldbe a mistake not to pay for thegreater accuracy that an RTDaffords. The cost of scrapping abatch of under-cooked or scorched
products would eventually dwarfany savings in equipment costs.
A fast sensor can also be worththe extra cost. If the processrequires a rapid succession ofheating and cooling cycles, thetemperature sensor must be ableto generate a reading before it’s toolate to be of any use. Despite theircheaper pedigree, thermocouplestend to respond faster than RTDs—so if speed is the only importantperformance issue, choose a thermocouple.
>> Mistake #2: Installing sensors
incorrectly
PPllaacceemmeennttThe best sensor can yield disap-pointing results if not installed cor-rectly. Magmeters, for example,tend to generate noisy signals if theflow they’re measuring is turbulent.Bends, junctions, and valves in apipe can all cause turbulence, thusmagmeters work best wheninstalled in sections of straightpipe.
Temperature sensors are alsosensitive to placement. Even ahighly accurate RTD tucked in thecorner of a mixing chamber willonly be able to detect the tempera-ture of its immediate vicinity. If themixing of the material in the cham-ber is incomplete, that local tem-perature may or may not representthe temperature of the materialelsewhere in the chamber.
Local temperature issues arethe classic mistake that home heat-ing contractors often make wheninstalling household thermostats. A
ctllp05044Mistakes.qxd 4/18/2005 11:29 AM Page 3

THE FOUR BIGGEST MISTAKES IN INSTRUMENTATION ... A
mounting location closest to thefurnace may be convenient forwiring purposes, but if that spothappens to be in a hallway or otherdead air space, the thermostat willnot be able to determine the aver-age temperature elsewhere in thehouse. It will only be able to main-tain the desired temperature in itsimmediate vicinity. The rest of thehouse may end up roasting orfreezing.
CCoonnttrroolllleerr ppeerrffoorrmmaanncceePoor control also results when asensor is installed too far awayfrom the associated actuator. A dis-tant sensor may not be able tomeasure the effects of the actua-tor’s last move in time for the con-troller to make an educated deci-sion about what to do next.
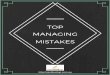
For example, consider theprocess of flattening hot steel intouniform sheets by means of two
opposing rollers (see Figure 1). Athickness sensor downstream fromthe rollers gauges the sheet andcauses the controller to applyeither more or less pressure tocompensate for any out-of-specthickness.
Ideally, the thickness sensorshould be located adjacent to therollers to minimize the timebetween a change in roller pres-sure and the resulting change inthe thickness measurement.Otherwise, the controller will not beable to detect any mistakes it mayhave been making soon enough toprevent even more of the sheetfrom turning out too thick or thin.
Worse still, an appreciable deadtime between the controller’sactions and the resulting effects onthe steel can cause the controllerto become impatient. It will see noresults from an initial control move,so it will make another and another
until some change begins toappear in the measurementsreported by the sensor. By thattime, the controller’s cumulativeefforts will have already overcom-pensated for the original error,causing an error in the oppositedirection. The result will be a con-stant series of up and down swingsin the roller pressure and a lot ofsteel ruined by lateral corrugations.
Of course, overall process per-formance considerations aren’t lim-ited to how well the sensor feedsdata to the controller during opera-tion. Other factors to considerinclude ease of installation andtime spent on the selectionprocess, set up routines, and anylabor-intensive maintenance.Fortunately, some instrumentationvendors design their sensors toaccommodate such challenges,thereby improving performancebefore the system even goes on-line. ABB, for instance, offers aswirl flowmeter that significantlyreduces the need to install specialupstream and downstream devicesto accurately measure the flowthrough a pipe.
PPrrootteeccttiioonnA steel mill is also a classic exam-ple of a harsh environment that candestroy inadequately protectedsensors. Fortunately, the hazardsposed by a manufacturing processare generally obvious and can oftenbe overcome by installing a shieldor choosing a rugged instrument.
Often overlooked, however, arethe effects of weather. Outdoorinstruments can take quite a beat-ing from rain, snow, hail, and falling
CONTROLLER
D
PISTON
ADJUSTABLEROLLER
FIXEDROLLER
OPTICALTHICKNESSGAUGE
FIGURE 1. POOR SENSOR PLACEMENT
In this steel rolling example, D is the distance between the steel rollers and the thickness
gauge downstream. If D is too large, the controller will take too long to correct thickness
errors and may even make matters worse by becoming impatient.
ctllp05044Mistakes.qxd 4/18/2005 11:29 AM Page 4

N ... AND HOW TO AVOID THEM 5
Instruments must be
grounded to provide
a reference voltage
for the data signals
they generate.
Relying on earth
ground is risky since
not all of the earth
shares the same
electrical potential.
The resulting currents
will interfere with the
sensors’ signals.
ice. Over time, outdoor instrumentscan fail slowly unless enclosed inappropriate housings.
But even the housings them-selves can cause problems for theenclosed instruments, particularlytemperature sensors. If an RTD orthermocouple is mounted on thesame piece of metal that supportsthe housing, the housing will worklike a heat sink when the ambienttemperature drops low enough. Itwill tend to draw heat out of thesensor and artificially lower itsreading. The heat-sink effect willalso tend to reduce the benefits ofany internal heat that has beenapplied to prevent an instrumentfrom freezing.
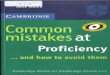
Conversely, if a housing isequipped with fins intended todraw heat out of the enclosed sen-sor during warm weather, the finsmust be mounted vertically.Otherwise, the warm air around thefins will not be able to rise awayfrom the housing (see Figure 2).
GGrroouunndd llooooppssWhile it’s generally a good practiceto insulate a sensor from the ther-modynamic effects of its surround-
ings, it’s absolutely critical to estab-lish electrical isolation. The mostcommon electrical problems due topoor installation are ground loops.
Ground loops occur when anextraneous current flows throughthe instrumentation wiring betweentwo points that are supposed to beat the same voltage, but aren’t (seeFigure 3). The resulting electrical
interference can cause randomfluctuations in the sensors’ outputand may even damage the sensorsthemselves.
As the name implies, groundloops most often occur when instru-ments and their cables are ground-ed improperly or not at all.Interestingly, the best way to isolatea plant’s instruments from groundloop currents is to connect themtogether at one master groundingpoint.
If that’s not possible, a grid ofgrounding points must be spreadthroughout the plant, making surethat all points on the grid are atthe same electrical potential.Insecure connections and inade-quate wires can cause a voltageimbalance in the grid and groundloops between the instrumentsconnected to it.
Even the orientation of an instrument can affect its performance. Here, the sensor
is enclosed in a housing designed to dissipate the heat it generates. The fins must
be mounted vertically to allow warm air to escape.
FIGURE 2. POOR MOUNTING
}Data signalsto I/O panel
}Earth grounds atunequal voltages
}Instruments
Ground loop currents
FIGURE 3. POOR GROUNDING
ctllp05044Mistakes.qxd 4/18/2005 11:29 AM Page 5

3
THE FOUR BIGGEST MISTAKES IN INSTRUMENTATION ... A
4>> Mistake #3: Generating gibberish
NNooiisseeGround loops are not the onlysource of noise that can distort asensor’s readings. Radio frequencyinterference (RFI) is even morecommon in plants that use walkie-talkies, pagers, and wireless net-works extensively. RFI also resultswhenever a current changes, suchas when an electromechanical con-tact or a static discharge generatesa spark.
The sources of RFI noise mustbe eliminated or at least kept awayfrom the plant’s instrumentation if atall possible. Replacing electro-mechanical equipment with solid-state devices will eliminate arc-gen-erated RFI. Or, it may be sufficientto simply relocate switch boxesand relays to instrument-free areasof the plant. If all else fails, it maybe possible to passively shield thesource of the interference or theinstruments being subjected to it.
Ignoring the problem is not anoption, especially when the sourceof the noise is ordinary house cur-rent. At 60 Hz, house current oscil-lates slowly enough to have anappreciable effect on someprocesses.
Consider the steel rolling appli-cation again. A 60 Hz noise super-imposed on the output of the thick-ness gauge will pass through thecontroller and induce a 60 Hz oscil-lation in the roller pressure. If thesheet exits the rollers with a veloci-ty of six feet per second, thoseoscillations will appear as bumps inthe sheet appearing every tenth of
an inch. Whether those flaws areappreciable or not will depend onthe amplitude of the original noisesignal, the inertia of the rollers, andthe tuning of the controller.
PID controllers tuned to provideappreciable derivative action areparticularly susceptible to theeffects of measurement noise. Theytend to react aggressively to everyblip in the measurement signal toquickly suppress deviations fromthe setpoint. If a blip turns out tobe nothing but noise, the controllerwill take unwarranted correctiveactions and make matters worse.
FFiilltteerriinnggUnfortunately, it is not always pos-sible to eliminate noise sourcesaltogether. It is often necessary tofilter the raw sensor data by aver-aging several samples together orby ignoring any changes less thansome small percentage. Many digi-tal instruments, like ABB’s FSM4000 flowmeter, come equippedwith built-in filters.
However, it is a mistake to thinkthat number crunching alone canfix all measurement noise prob-lems. Filtering tends to increase thetime required to detect a change inthe measured value and can evenintroduce spurious information intothe signal. Worse still, it can maskthe actual behavior of the processif it is overdone.
It is generally more cost-effec-tive in the long run to install sen-sors correctly and minimize thesources of interference than to relystrictly on mathematics to separatethe data from the noise. When con-structing a control loop, data filters
should be applied in the finalstages of the project, just beforeloop tuning.
Mistake #4: Quitting too soon
Even when the data filters are inplace and the last loop has beentuned, the project isn’t over. Thereare some commonly neglectedchores that should continue aslong as the instrumentation systemis in place.
CCaalliibbrraattiioonnMost instrumentation engineersknow that a sensor must be cali-brated in order to associate anumerical value with the electricalsignal coming out of the transmitter.Yet all too often, the instruments arecalibrated just once during installa-tion then left to operate unattendedfor years.
The result is an insidious prob-lem known as drift. A sensor’s out-put tends to creep higher and high-er (or lower and lower), even if themeasured variable hasn’t changed.Deposition on the sensing sur-faces, corrosion in the wiring, andlong term wear on moving partscan all cause an instrument tobegin generating artificially high (orlow) readings. As a result, the con-troller will gradually increase ordecrease its control efforts to com-pensate for a non-existent error.
Analog instruments are particu-larly susceptible to drift, much likeold FM radios. The slightest nudgeon the dial could cause the radio tolose its signal. With modern digitalradios, the one true frequency foreach station is digitally encoded at
ctllp05044Mistakes.qxd 4/18/2005 11:29 AM Page 6

N ... AND HOW TO AVOID THEM
a fixed value. Similarly, moderninstruments that employ digital sig-nal processing can’t be “nudged.”They maintain the same calibrationin the field as in the lab.
Drift can also be reduced by thechoice of sensing technology.Temperature sensors with mineralinsolated cables, for example, areless prone to drift. Drift due to wearcan be eliminated entirely bychoosing instruments with no mov-ing parts, like ABB’s swirl and vor-tex meters.
And even when drift cannot beeliminated, recalibrating every sen-sor in the plant at intervals recom-mended by their manufacturerscan accommodate it. Unfortunately,project engineers are often so anx-ious to finish a job and get on withoperating the process that theyneglect such basic maintenance.
Arguably the most challengingsources of drift are those that varyover time. Deteriorating probes andmoving parts beginning to wear outcan slowly change an instrument’saccuracy. So maintenance calibra-tion is required periodically even ifthere are no known issues with theinstrument.
Some manufacturers are recog-nizing the time and efforts involvedin traditional recalibration exercisesand are designing instrumentationproducts to simplify matters. Forexample, the CalMaster portablecalibrator from ABB provides in-situcalibration verification and certifica-tion of ABB’s MagMaster electro-magnetic flowmeters without requir-ing access to the flowmeter oropening the pipe.
Instead, the operator simply
connects a CalMaster to theflowmeter’s transmitter and a PC. AWindows interface guides the oper-ator through a series of tests toevaluate the status of the transmit-ter, sensor, and interconnectingcables. The tests are complex, butso automated that the whole cali-bration routine can be accom-plished in 20 minutes.
Once the tests are complete,CalMaster will evaluate the meas-urements taken. If all satisfy the cali-bration requirements, then a calibra-tion certificate can be printed eitherat that time or later. These certifi-cates can then be catalogued inorder to meet auditing and regulato-ry requirements such as ISO 9001.
An added benefit of CalMasteris that it can be used as a diag-nostic and condition monitoringtool. It automatically stores allmeasured values and calibrationinformation in its own databasefiles for each meter, thus maintain-ing a calibration history log andmaking it easier to undertake long-term trend analysis. Detailedobservation can give early warningof possible system failure,enabling the maintenance engi-neer to anticipate problems andtake proactive remedial action.
Such automated systems makeroutine verification of flowmeter cal-ibration and the traceability of infor-mation much less cumbersomeand costly than in the past. In thewater industry, for example, suchtasks formerly entailed mechanicalexcavation of the flowmeter result-ing in a disruption of the water sup-ply and a substantial investment inmanpower and equipment.
Planning for the road
ahead
All too often, an expansion proj-ect begins with weeks of wonder-ing why the existing instrumenta-tion system was constructed theway it was and why it doesn’tmatch the project’s original plans.To avoid this, future planningshould be a part of your imple-mentation process and alsoinclude thorough documentationof what’s been done before.Someone will eventually want toexpand the project and will needto know exactly which instru-ments have been placed where,what the instruments were sup-posed to be accomplishing, andhow they were installed and con-figured.
Even if the instrumentation sys-tem is never expanded, it will even-tually have to be repaired. Wiresbreak and sensors wear out. Agood inventory of the system com-ponents will indicate what needs tobe replaced, but that’s only half thebattle. Replacement parts must beacquired along with the technicalspecs necessary to install themcorrectly.
An ongoing replacement partsprogram is a must. Either the origi-nal vendor must make provisionsfor stocking replacements (orupgrades) for all the instrumentsthey’ve provided to date, or theproject engineers must continue tomonitor their suppliers to makesure that spare parts remain avail-able. For hard-to-find instruments, itmay even be necessary to maintainan in-house supply of replacementparts, just in case.
7
4ctllp05044Mistakes.qxd 4/18/2005 11:30 AM Page 7