Embed Size (px)
Citation preview

Ma{instvo 3(1), 103 - 108, (1997) S. Ekinovi}: BOSANSKOHERCEGOVA^KA BAZA PODATAKA...
BOSANSKOHERCEGOVA^KA BAZA PODATAKA O OBRADLJIVOSTI – DA ILI NE ?
Dr Sabahudin Ekinovi}, docent, Ma{inski fakultet u Zenici, Fakultetska br.1. Zenica
REZIME PRETHODNO SAOP]ENJE
U radu se analizira problematika ispitivanja obradljivosti konstrukcionih materijala, zna~aj ispitivanja, te na~ini formiranja baza podataka o obradljivosti. S obzirom na zna~aj baze podataka o obradljivosti, u radu su postavljena neka najva`nija pitanja u vezi organizovanja bosanskohercegova~ke baze podaka o obradljivosti. Kori{tenjem svih pozitivnih svjetskih iskustava u ovoj oblasti, te uzimaju}i u obzir na{e mogu}nosti, predlo`eni su osnovni inicijalni koraci za uspostavljanje bosanskohercegova~ke baze podataka o obradljivosti.
Klju~ne rije~i: obradljivost, baza podataka o obradljivosti
MACHINABILITY DATA CENTER OF BOSNIA AND HERZEGOVINA – YES OR NO ?
Dr.sc. Sabahudin Ekinovi}, assistant professor, Faculty of Mechanical Engineering, Zenica
SUMMARY PRELIMINARY NOTES
Machinability testing of construction materials, its importance and the way of making the machinability data center are analysed here. Taking into the consideration the importance o machinability data center, there a e put some questions about organized machinability data center of Bosnia and Hercegovina. Using the world experiance, and taking into the consideration our possibility too there a e suggested some basic steps with goa to establish machinability data center o Bosnia and Herzegovina
fr
, r lf .
Key words: machinability, machinability data center
1. UVOD Sposobnost obrade metala rezanjem, odnosno obradljivost, predstavlja jedan od najneodre|enijih kategorija u oblasti metala rezanjem. Istovremeno, to je najkomplikovaniji pojam i kao takav je ~esta tema mnogobrojnih istra`ivanja. Ono {to se sa sigurno{}u mo`e re}i je da se obradljivost o~ituje kao izlazna rezultanta kombinacije sljede}ih ulaznih parametara, odnosno faktora procesa obrade metala: materijal obratka, materijal i geometrija alata, sredstvo za hla|enje i podmazivanje, alatna ma{ina, vrsta obrade i to sve skupa u razli~itim kombinacijama elemenata re`ima rezanja (brzina, posmak i dubina rezanja). Prema definiciji obradljivosti, kojom se obuhvataju njeni najva`niji aspekti, najbolje obradljiv materijal je onaj koji dozvoljava najbr`e odno{enje najve}e
koli~ine materijala uz postizanje minimalne hrapavosti obra|ene povr{ine. Naj~e{}e se obradljivost ocjenjuje preko kriterija obradljivosti: postojanost alata, kvalitet obra|ene povr{ine, sile rezanja, temperatura rezanja i oblik nastale strugotine, gdje se zavisnosti pojedinih kriterija, prvenstveno od elemenata re`ima rezanja, dobijaju uglavnom eksperimentalnim putem. Na takav na~in dobivene informacije o obradljivosti za pojedina~ne, konkretne, slu~ajeve i uslove ispitivanja, su osnova za formiranje tzv. baze podataka o obradljivosti. Svaka, iole razvijenija zemlja na svijetu, posjeduje sopstvenu bazu podataka o obradljivosti, jer je to sasvim sigurno, osnova za racionalno i efikasno kori{tenje metaloprera|iva~kih kapaciteta. Prvo ispitivanje obradljivosti je uradio F.W.Taylor u vremenu od 1880. do 1907. godine, pri ~emu je provedeno izme|u 30 i 50 hiljada eksperimenata i pri tome u
- 103 -

Ma{instvo 3(1), 103 - 108, (1997) S. Ekinovi}: BOSANSKOHERCEGOVA^KA BAZA PODATAKA...
strugotinu pretvoreno vi{e od 360 tona materijala, {to je u to vrijeme ko{talo oko 200 hiljada US dolara [1]. Mnogo kasnije, po~inju se podaci o obradljivosti sistematizovati i naravno efikasno koristiti uz pomo} ra~unara. Tako je 1964. godine u SAD formirana prva sistematizovana baza podataka o obradljivosti pod nazivom MDC (Machinability Data Center) [2],[3]. Naime, ameri~ka asocijacija za istra`ivanja u podru~ju proizvodnog ma{instva (Metcut Research Associates Inc.) izdala je te godine prvi priru~nik sa podacima o obradljivosti, {to je kasnije preraslo u Centar podataka o obradljivosti. U svom drugom izdanju priru~nika (Machinability Data Handbook) od 1972. godine [4], navedeno je oko 160 hiljada podataka o preporu~enim vrijednostima za brzine posmake i dubine rezanja, zatim oko 3 hiljade podataka o geometrijskim parametrima reznog alata i oko 3 hiljade podataka o sredstvima za hla|enje i podmazivanje. Sli~ni priru~nici, po obimu ne{to manji, su: Priru~nik za kostruktore alate i tehnologe (Tool and Manufacturing Engineers Handbook) [5], Priru~nik o metalima – obrada (Metals Handbook – Machining) [6], Sistemi podataka o obradljivosti za NC tehnologije (NC Machinability Data Systems) [7], Priru~nik – re`imi rezanja IAMA [8]. Nakon SAD, mnoge zemlje su uspostavile sopstvene baze podataka o obradljivosti. Tako je u V.Britaniji 1966. godine formiran PER centar, u Japanu 1970. godine MIC centar, u Njema~koj 1971. godine INFOS, u Francuskoj 1975. godine CETIM, a u biv{oj Jugoslaviji 1975. godine CePTI centar pri Ma{inskom fakultetu u Beogradu, ali koji nikada nije prerastao u dr`avnu bazu podataka [3]. U sklopu me|unarodne organizacije CIRP sa sjedi{tem u Parizu, formirane su Sekcije i Komiteti za razna podru~ja istra`ivanja na polju proizvodnog ma{instva, u sklopu kojih su i Komiteti za ispitivanje obradljivosti. Putem CIRP-a, a i bilateralno, mnoge dr`ave su me|usobno povezane radi razmjene podataka o obradljivosti, kao i podjele istra`iva~kih projekata.
2. ZNA^AJ BAZE PODATAKA O OBRADLJIVOSTI
Jedan od uslova kvalitetne tehno-ekonomske analize i kalkulacije proizvodnje je, prije svega, upotreba podataka o obradljivosti, jer se odmah nakon zahtjeva za kvalitet proizvoda, javlja drugi zahtjev pred proizvodnjom, a to je cijena izrade. Kori{tenjem odgovaraju}ih optimizacionih metodologija, mo`e se uz kvalitetne podatke o obradljivosti, vrlo brzo do}i do optimalnih uslova obrade i kona~no do optimalne cijene proizvoda. Ovaj postupak se provodi vrlo brzo
primjenom ra~unara i odgovaraju}ih softwar-a. Podaci o obradljivosti se smje{taju u ra~unarske baze podataka, a mnoge svjetske firme razvile su softwar-e do tog nivoa da se svi navedeni zadaci danas obavljaju vrlo brzo i kvalitetno. Na tr`i{tu je vi{e softwar-a koji mogu poslu`iti za formiranje ra~unarske baze podataka o obradljivosti: Visual Object 1.0, Access 2.0, dBASE 5.0 i dr. [3]. Dovoljna hardwar-ska podr{ka je na primjer PC 486 sa minimalno 8 MB RAM memorije i tvrdim diskom od 400 do 500 MB. Ina~e, {to se ti~e razvoja istra`ivanja obradljivosti na podru~ju biv{e Jugoslavije, a time u velikoj mjeri i u Bosni i Hercegovini, na po~etku se do podataka uglavnom dolazilo iskustveno, neposredno u proizvodnji. Tako dobiveni podaci su sistematizovani u obliku tabela, dijagrama, nomograma i sl., da bi se kasnije obradljivost po~ela sistematski ispitivati, naj~e{}e na fakultetima, institutima ili ~ak i u razvojnim odjeljenjima pojedinih firmi. Razmjena tako dobivenih podataka o obradljivosti najve}im dijelom je bila putem publikovanja u ~asopisima, zbornicima radova sa skupova i sl. Nisu rijetki i slu~ajevi kada su se pojedine firme direktno obra}ale fakultetima sa zahtjevima za konkretna ispitivanja obradljivosti. Proizvodne firme, kao krajnji korisnici baze podataka o obradljivosti, svakako su zainteresovani za kvalitetno ure|enom, ali istovremeno i obimnom bazom podataka. Naime, prema autorovim analizama, samo kori{tenjem metodologija eksperimentalne optimizacije re`ima rezanja, mogu}e su u metaloprera|iva~koj industriji Bosne i Hercegovine u{tede, samo u reznom alatu i do 20%. Da se ne govori o mogu}im u{tedama po pitanju odabiranja vrste materijala reznog alata, geometrije reznog dijela alata, sredstva za hla|enje i podmazivanje, kao i optimizacije re`ima obrade te{ko obradljivih materijala. Kao ilustracija, navodi se primjer istra`ivanja optimalne geometrije strugarskog no`a sa lemljenom plo~icom od tvrdog metala kvaliteta P30 pri obradi jedne vrste Ni-Cr-Mo ~elika [9]. Kori{tenjem optimizacionog plana eksperimenta dobivena je optimalna geometrija reznog dijela alata (αo=8°, γo=11° i λo=-1°). Pri ponovljenom uporednom ispitivanju postojanosti alata sa optimalnom i standardnom geometrijom (αs=6°, γs=12° i λs=-4°), pokazalo se da optimalna geometrija daje ~ak za 60% ve}u postojanost alata, pri konstantnim ostalim uslovima obrade. Drugi primer se odnosi na sveobuhvatnu optimizaciju re`ima struganja jedne vrste manganskog ~elika alatom od presvu~enog tvrdog metala (DNMG 150608, GC-415) [10],[11], gdje su posmatrani kriteriji obradljivosti: postojanost alata, hrapavost obra|ene povr{ine i oblik nastale strugotine. S obzirom da se
- 104 -

Ma{instvo 3(1), 103 - 108, (1997) S. Ekinovi}: BOSANSKOHERCEGOVA^KA BAZA PODATAKA...
radi o proizvodnoj operaciji na CNC strugu sa automatskim transportom strugotine, dobiven je dijapazon optimalnih vrijednosti elemenata re`ima rezanja s obzirom na veli~inu nastale strugotine, a zatim isti korigovan s obzirom na maksimalnu postojanost alata i minimalnu hrapavost obra|ene povr{ine. Ovakvih primjera ima na pretek, te se bez ikakve rezerve mo`e re}i da je zna~aj baze poadataka o obradljivosti jedne dr`ave od izuzetne va`nosti za njenu metaloprera|iva~ku industriju.
3. KAKO USPOSTAVITI I ORGANIZO-VATI BOSANSKOHERCEGOVA^KU BAZU PODATAKA O OBRADLJIVOSTI ? Kada se govori o na~inima uspostavljanja i organizovanja baze podataka o obradljivosti Bosne i Hercegovine, onda se treba voditi ra~una o sljede}em: 1. Mogu}nost kori{tenja ve} formiranih baza
podataka drugih zemalja, 2. Iskori{tavanje podataka o obradljivosti dobivenih
u istra`iva~kim projektima fakulteta i instituta na podru~ju biv{e Jugoslavije,
3. Razrada strategije budu}ih ispitivanja obradljivosti u istra`iva~kim institucijama u Bosni i Hercegovini,
4. Mogu}nosti uklju~ivanja Bosne i Hercegovine u me|unarodne institucije i asocijacije proizvodnog ma{instva i
5. Razvojna istra`ivanja u podru~ju tzv. visokobrzinskih obrada (High Speed Machining).
[to se ti~e kori{tenja ve} formiranih i veoma dobro ure|enih, a samim tim za upotrebu jednostavnih baza podataka o obradljivosti drugih zemalja, postoje ograni~enja koja se, prije svega, ti~u oznaka materijala. Za ~eli~ne materijale, na primjer, kori{tenjem uporednih oznaka, hemijskog sastava, kao i mehani~kih i duktilnih osobina, mogu}e je dobiti podatke o obradljivosti samo za neke vrste ~elika. Za neke pak vrste bi bilo potrebno izvr{iti dodatna, kontrolna ispitivanja obradljivosti. Ali, ovdje se mora biti vrlo oprezan, naro~ito s obzirom na uslove ispitivanja. Na primjer, u [2] su navedeni indeksi obradljivosti najva`nijih ameri~kih konstrukcionih materijala, pri ~emu su indeksi obradljivosti formirani s obzirom na postojanost alata. Ovi podaci se me|utim, samo djelimi~no mogu u na{im uslovima primjeniti. Za kori{tenje podataka o obradljivosti koji su dobiveni ispitivanjima na fakultetima i institutima na prostoru biv{e Jugoslavije, situacija je mnogo bolja.
Ovo prije svega, {to }e kod nas jo{ dugo u upotrebi biti ~elici iz proizvodnog programa @eljezare Zenica, kao i slovena~kih `eljezara. Kao primjer sistematizacije podataka o obradljivosti navodi se Priru~nik IAMA – Re`imi rezanja [8]. Ovaj priru~nik je rezultat obimnog sistematskog ispitivanja obradljivosti, gdje su se u laboratorijskim uslovima, eksperimentalnim putem odredili izrazi za pojedine kriterije obradljivosti. Tako su za struganje dobiveni izrazi za brznu rezanja:
,kkkkstT
Cv hakyxm
vκ=
za glavnu silu rezanja:
i 11
1
yxk1 stCF =
za snagu pogonskog elektromotora:
vFP 1 ⋅= ,
gdje je: - T, min, postojanost alata, - t, mm, dubina rezanja, - s, mm/o, posmak, - Cv, m, x, y, Ck1, x1, y1, konstante i eksponenti koji zavise od vrste obra|ivanog materijala i uslova obrade, - kk, popravni koeficijent za stanje povr{ine obratka, - ka, popravni koeficijent za vrstu materijala alata, - kκ, popravni koeficijent za napadni ugao κ, - kh, popravni koeficijent za veli~inu pojasa tro{enja na le|noj povr{ini alata.
U tabeli 1 dat je pregled za koje su vrste materijala u pojedinim vrstama obrada izvr{ena ispitivanja obradljivosti, uz napomenu da je do kraja osamdesetih godina ova sistematizacija sigurno pro{irena. Osim instituta IAMA, na podru~ju biv{e Jugoslavije, organizovanija ispitivanja obradljivosti vr{ena su jo{ na FTN Novi Sad, Fakultetu za strojni{tvo Ljubljana, ali, kako je ve} re~eno, niti jedno od njih nije preraslo u dr`avnu bazu podataka o obradljivosti. Na niz drugih fakulteta na prostoru biv{e Jugoslavije, vr{ena su ispitivanja obradljivosti raznih materijala, na primjer, u Rijeci, Mariboru, Zagrebu, Skoplju, Sarajevu, Zenici, Mostaru, Kragujevcu, ali ta ispitivanja nisu bila sistematska, nego su naj~e{}e bila proizvod `elje za istra`ivanjem pojedinih istra`iva~a, a rje|e i na osnovu zahtjeva od strane proizvodnih firmi.
- 105 -

Ma{instvo 3(1), 103 - 108, (1997) S. Ekinovi}: BOSANSKOHERCEGOVA^KA BAZA PODATAKA...
Tabela 1. Pregled izvr{enih ispitivanja obradljivosti instituta IAMA [8]
V r s t a o b r a d e Struganje Urezivanje navoja Glodanje
Vrsta ureznika Vrsta glodala Bru{enje
Red
ni b
roj
Vrsta materijala
Stanje mate-rijala
Grubo
Zavr{no
Bu{enje
Razvrtanje
N
A
B
C
C15
C35
K T V K
Vr
Gg S Kr U
1 ^.1490 @ + 2 ^.0645 @ + +
@ + + + + + + + + + + + + + + + 3 ^.1730
P + 4 ^.1530 @ + + + + + + + 5 ^.4721 @ + + + + + + +
@ + + + 6 ^.4321
P + 7 ^.4320 @ + + + + + + + + + + + + + + + + 8 ^.4120 @ +
@ + + 9 ^.4720
CK + 10 ^.5420 @ + + +
@ + + + + + + P + 11 ^.5421
CK + @ + +
12 ^.4730 P +
13 ^.3131 @ + + + + @ + + + +
14 ^.4732 P + +
15 ^.4130 @ + + + + @ + + +
16 ^.4733 P + @ + + +
17 ^.5432 P +
18 ^.4734 @ + + + + + + P + +
19 ^.4739 N +
20 ^.5430 @ + + + + + @ + +
21 ^.5431 P +
22 ^.4574 @ + + + + 23 ^.4571 @ + 24 ^.1221 @ + + + 25 ^.1121 @ + + 26 ^.1331 @ + +
@ + + + 27 ^.4131
P + + + 28 SL.18 @ + + + + + 29 SL.26 @ + + + + + + 30 ^.1431 @ + 31 ^.5426 @ + + + 32 ^.4731 @ + + +
@ + 33 ^.4146
K + + 34 ^.7680 K + 35 ^.1220 CK + + 36 ^.4270 @ + 37 ^.4570 @ + 38 ^.3230 @ + 39 ^.4830 @ + Oznake: @ - `aren, P – pobolj{an, C – cementiran, K – kaljen, CK – cementiran i kaljen, N –nitriran, Vrste ureznika: N, A, B, C, C15, C35, K, T, prema standardu JUS K.D6.001 do JUS K.D6.201, Vrste glodala: V – valjkasto, K – koturasto, Vr – vretenasto, Gg – gloda~ka glava, Vrste bru{enja: S – spolja{nje, Kr – kru`no, U – unutra{nje.
- 106 -

Ma{instvo 3(1), 103 - 108, (1997) S. Ekinovi}: BOSANSKOHERCEGOVA^KA BAZA PODATAKA...
[to se ti{e bosanskohercegova~kog iskustva u istra`ivanju obradljivosti mo`e se re}i da ono nije veliko, ali nije ni zanemarljivo. Osnovni nedostatak dosada{njih istra`ivanja obradljivosti u Bosni i Hercegovini je izostanak organizovanog pristupa i udru`ivanja privrede i istra`iva~kih institucija. Osim pojedina~nih primjera istra`ivanja obradljivosti, prije svega na ma{inskim fakultetima u Mostaru, Zenici i Sarajevu, ne mo`e se govoriti o nekom ve}em istra`iva~kom iskustvu i kona~no, istra`iva~koj tradiciji u Bosni i Hercegovini. ^ini se primjerenim, navesti samo neke istra`iva~e koji su se bavili i bave istra`ivanjem obradljivosti: A.Mi{kovi}, M.Kulenovi}, S.Brdarevi}, S.Ekinovi}. Tako|er, navodi se i jedan autorov prijedlog izra`avanja i mjerenja obradljivosti ~eli~nih materijala, prikazan u [2]. S obzirom na trend istra`ivanja u podru~ju tzv. visokobrzinskih obrada, neophodno je zapo~eti ovakva istra`ivanja i kod nas, jer je sasvim sigurno, jedna od glavnih karakteristika prelaska u 21. vijek u podru~ju proizvodnog ma{instva, razvoj i upotreba visokobrzinskih obrada [13],[14],[15], [16]. Ovdje se, prije svega, ima na umu visokobrzinsko glodanje, bru{enje i struganje-glodanje. Organizovana i osmi{ljena istra`ivanja u ovoj oblasti, mogu biti jedinstvena {ansa smanjenja jaza izme|u industrijski razvijenih zemalja i Bosne i Hercegovine. Na osnovu svega navedenog, postavlja se pitanje: kako se u Bosni i Hercegovini trebaju povezati i organizovati zainteresovani subjekti po pitanju formiranja i kori{tenja baze podataka o obradljivosti? Jasno je da }e najve}i »potro{a~i« podataka o obradljivosti biti veliki sistemi iz prostog razloga {to }e finansijski efekti usljed adekvatnog kori{tenja podataka o obradljivosti u tim sistemima biti i najve}i, zbog samog obima proizvodnje, a o~ekivati je da }e i srednja i mala preduze}a sve vi{e tra`iti prave podatke o obradljivosti radi sni`enja tro{kova izrade proizvoda i time pove}ane konkurentne sposobnosti. S akcentom na ovo pitanje, sugeri{e se, da se na nivou dr`ave, na primjer na nivou udru`enja ma{inskih fakulteta, ili pri Zavodu za standardizaciju, mjeriteljstvo i patente Bosne i Hercegovine, formira Sekcija ili Komitet za ispitivanje obradljivosti konstrukcionih materijala. Na taj na~in, mogla bi se definisati strategija budu}ih fundamentalnih istra`ivanja, kao i konkretnih ispitivanja obradljivosti. Povezanost, na primjer Ma{inskog fakulteta u Zenici i @eljezare Zenica, moglo bi uroditi rezultatima
istra`ivanja obradljivosti za koje bi bili zainteresovani proizvo|a~i ~elika, kakav je @eljezara Zenica. Ovdje se, prije svega, misli na tehnolo{ke zahvate u proizvodnji ~elika s ciljem dobijanja istog sa najboljim karakteristikama s obzirom na obradljivost, uz istovremeno zadr`avanje tra`enih eksploatacionih karakteristika ~elika. Tako|er, povezanost Ma{inskog fakulteta u Sarajevu i velikih metaloprera|iva~kih kapaciteta kakvi su Unis i Energoinvest, mo`e isto tako rezultirati podacima o obradljivosti, ovaj put vrijednih i potrebnih prera|iva~ima ~elika. Obostrani interes, i privrede i nau~no-istra`iva~kih institucija, name}e potrebu organizovanja inicijalnog susreta svih zainteresovanih, tipa okruglog stola ili savjetovanja, gdje bi se razmotrile mogu}nosti uspostavljanja jedinstvene bosanskohercegova~ke baze podataka o obradljivosti. Naravno, u sklopu toga je i pitanje izrade potrebnih regulativa i normi u okviru BAS standarda.
4. UMJESTO ZAKLJU^KA Uzimaju}i u obzir ~injenicu da se trenutno u svijetu preko dvije stotine istra`iva~kih institucija bavi istra`ivanjem obradljivosti, mo`e se zaklju~iti da se zaista i mi u Bosni i Hercegovini moramo, u skladu sa na{im mogu}nostima, orjentisati u tom smislu i da u najmanju ruku, pravilno iskoristimo dostupne svjetske rezultate istra`ivanja obradljivosti. Zatim, potrebno je ustanoviti tijelo na nivou dr`ave kojem bi bio zadatak izrada strategije i ciljeva na{ih istra`ivanja obradljivosti, kao i definisanje subjekata koji bi u~estvovali u realizaciji pojedinih zadataka. Mo`da bi u tom smislu najbolje mogli poslu`iti rezultati nekoliko stotina istra`iva~kih programa obradljivosti u svijetu, iz kojih je proiza{ao jedan na~in podjele ispitivanja obradljivosti prema obimu i ciljevima prikazan u tabeli 2. [12]. U sklopu definisanih programa ispitivanja obradljivosti svakako bi bilo mjesta i za dublja i obimnija istra`ivanja kakvo je recimo prikazano u [2]. Tako|er, u sklopu definisanja programa istra`ivanja, posebna pa`nja bi trebala biti usmjerena na istra`ivanja u podru~ju visokobrzinskih obrada. Na taj na~in bi se sigurno i Bosna i Hercegovina uklju~ila u svjetske istra`iva~ke tokove u ovoj oblasti.
- 107 -

Ma{instvo 3(1), 103 - 108, (1997) S. Ekinovi}: BOSANSKOHERCEGOVA^KA BAZA PODATAKA...
- 108 -
Tabela 2. Jedan na~in podjele ispitivanja obradljivosti prema obimu i ciljevima [12]
OBIM (STEPEN POTPUNOSTI)
ISPITIVANJA
CILJ ISPITIVANJA
Gradacija (rangiranje) materijala prema obradljivosti
Prethodno ocjenjivanje (upore|ivanje) tro{kova obrade
Podaci za priru~nike o re`imima rezanja
Polazni podaci za in`enjerske prora~une
Standardno ispitivanje
Kontrola kvaliteta alata, obra|ivanih materijala, sredstava za hla|enje i podmazivanje, alatnih ma{ina
Ispitivanje pri uslovima bliskim proizvodnim
Razrada tehnologije s aspekta alata, obra|ivanih materijala i sredstava za hla|enje i podmazivanje za konkretne uslove
Matemati~ki modeli
Odre|ivanje optimalnih uslova obrade sa ograni~enjima s obzirom na alat, ma{inu, hrapavost obra|ene povr{ine i ta~nost obrade
Ekonomska optimizacija uslova obrade
Odre|ivanje optimalnih uslova obrade s obzirom na postojanost alata, proizvodnost ili s obzirom na podatke o obradljivosti
LITERATURA [10] S.Ekinovi}, S.Brdarevi}, S.Rami}: Istra`ivanje obradljivosti ~elika ^.3108 s aspekta postojanosti alata i kvaliteta obra|ene povr{ine, NSS – Tendencije u razvoju ma{inskih konstrukcija i tehnologija, Ma{inski fakultet, Zenica, 1994.,
[1] E.Kuljani}: Materials Machinability for Computer Integrated Manufacturing, AMST′90, Trento, 1990., [2] S.Ekinovi}: Prilog odre|ivanju mjere obradljivosti ~eli~nih materijala, doktorska disertacija, Ma{inski fakultet, Zenica, 1996.,
[11] S.Brdarevi}, S.Ekinovi}, S.Ja{arevi}: Oblik strugotine – kriterij obradljivosti pri obradi na CNC ma{inama, NSS – Tendencije u razvoju ma{inskih konstrukcija i tehnologija, Ma{inski fakultet, Zenica, 1995.,
[3] D.Miliki}, P.Kova~: Postupci obrade skidanjem materijala – stanje i tendencije razvoja, Zbornik radova – Ma{instvo za XXI vek – monografija, Novi Sad, 1995.,
[12] V.A.Tipins, J.D.Cristopher: Machinability Testing for Industry, Machinability Test. and Util. Mach. Data, International Conference, Oak Brook, 1978.
[4] Machining Data Handbook, Machinability Data Center, Metcut Research Associates Inc., Cincinnati, 1972.,
[13] H.Schultz: Gegenwärtiger Stand und weitere Entwicklungen der Hochgeschwindigkeitbear-beitung, 4th International Conference on Production Engineering, Opatija, 1997.,
[5] Tool and Manufacturing Engineers Handbook, Third Edition, McGraw-Hill, New York, 1976., [6] Metals Handbook, Vol.16., Machining, ASM, International, 1989.,
[14] T.Schmitt: High speed milling machines, 4th International Conference on Production Engineering, Opatija, 1997.,
[7] N.R.Parsons: N/C Machinability Data Systems, Society of Manufacturing Engineers, Dearborn, 1971.,
[15] R.Cebalo, H. Schultz, T.Udiljak: With high speed machining towards 21th century, 4th International Conference on Production Engineering, Opatija, 1997.,
[8] SIO – Sistemsko ispitivanje obradljivosti, Priru~nik IAMA – Re`imi rezanja, Ma{inski fakultet, Beograd, 1975.,
[16] M.Poga~nik, J.Kopa~: New approach to HSC turn-milling and its advantages, 4th International Conference on Production Engineering, Opatija, 1997.
[9] S.Ekinovi}: Istra`ivanje obradljivosti ~elika ^.5432 sa osvrtom na uticaj izrade pripremka slobodnim kovanjem, magistarski rad, Ma{inski fakultet, Zenica, 1994.,

Ma{instvo 3(1), 109-116, (1997) S. Pa{i}: UTICAJ PARAMETARA NAVARIVANJA...
UTICAJ PARAMETARA NAVARIVANJA EPP POSTUPKOM NA PROMJENU KARAKTERISTIKA TVRDOG NAVARA
Mr Sead Pa{i}, dipl.ing., Univerzitet “D`emal Bijedi}”, Ma{inski fakultet - Mostar
REZIME: IZVORNO-NAU^NI RAD
U okviru rada izvr{eno je ispitivanje uticaja osnovnih parametara navarivanja EPP postupkom (struje, napona i brzine) na kvalitet navarene povr{ine, mijenjanjem vrijednosti pomenutih parametara u okviru unaprijed odre|enih intervala variranja, tj. prema potpunom faktorskom planu eksperimenata tipa 23 sa ponavljanjem u centru plana eksperimenata. Ocjenjivanje kvaliteta i pra}enje promjene karakteristika navarene povr{ine vr{eno je na osnovu pore|enja geometrijskih karakteristika navara, ispitivanjem povr{inske tvrdo}e, analizom promjene hemijskog sastava i mikrostrukture na povr{ini troslojnog navara eksperimentalnih uzoraka. Na osnovu izvr{enih mjerenja i matematske obrade rezultata provedena je regresiona i disperziona analiza, te formirani matematski modeli zavisnosti svih mjerenih veli~ina od parametara navarivanja. Podaci su obra|eni na ra~unaru a postavljene zavisnosti prezentovane su grafi~ki i numeri~ki.
Klju~ne rije~i: EPP postupak, navarivanje, parametri, karakteristike navara, faktorni plan eksperimenata
INFLUENCE OF SAW SURFACING PARAMETRES ON CHANGE FEATURES OF HARD METAL DEPOSIT
Sead Pa{i}, Msc, Assistant, Faculty of Mechanical Engineering in Mostar
SUMMARY: ORIGINAL SCIENTIFIC PAPER
In this paper is described an investigation of influence of based parameters SAW surfacing (current, voltage, welding speed) on layer surface quality. The investigations are carried out by changing values of parameters in the range beforehand definite intervals, i.e. according to full factor plan experiment type 23 with repetition in the centre of plan experiment. The quality estimation and attending of changes features metal deposit is carried out by comparison geometry characteristics, hardness test, analysis of chemical composition and microstructure on the three-layer surface experimental samples. On the base results of measuring are carried out analysis regression and analysis variance and mathematics dependence models all measurement values from welding parameters are formed. The data are elaborated with computer and installed dependence are shown graphically and numerically.
Key words:
1. UVOD Kvalitet navarene povr{ine u direktnoj je zavisnosti od kvaliteta osnovnog materijala, kvaliteta dodatnog materijala i stepena mije{anja osnovnog i dodatnog materijala. Ova zavisnost je naro~ito izra`ena kod jednoslojnih navara. Sa pove}anjem broja navarenih slojeva uticaj osnovnog materijala, pa tako i stepena mije{anja, se gubi, a kvalitet navara sve vi{e postaje zavisan od kvaliteta dodatnog materijala.
Kod jednoslojnih, dvoslojnih, pa i kod troslojnih navara osnovni materijal, odnosno, stepen mije{anja ima zna~ajan uticaj na kvalitet navarene povr{ine. • Stepen mije{anja osnovnog i dodatnog materijala, oblik, dimenzije i kvalitet navarene povr{ine, kao i stabilnost samog procesa navarivanja, kod EPP postupka, u ve}oj ili manjoj mjeri zavise od pojedinih parametara navarivanja:
- 109 -

Ma{instvo 3(1), 109-116, (1997) S. Pa{i}: UTICAJ PARAMETARA NAVARIVANJA...
• ja~ine struje, • napona elektri~nog luka, • brzine navarivanja, • vrste struje i polariteta elektrodne `ice, • nagiba `ice u odnosu na radni komad, • du`ine slobodnog kraja elektrodne `ice. Pojedina~ni uticaj ovih parametara navarivanja na odre|ene karakteristike navara je u literaturi detaljno prou~en, me|utim, radi rje{avanja konkretnih problema pri optimiranju tehnologije navarivanja EPP postupkom, u ovom radu je izvr{ena analiza uticaja tri osnovna parametara navarivanja (struja, napon i brzina) na geometrijske, mehani~ke i strukturne karakteristike troslojnih navara, pri ~emu su ostali parametri navarivanja (vrsta struje i polaritet, nagib elektrodne `ice, du`ina slobodnog kraja `ice i na~in polaganja slojeva) tokom ~itavog eksperimenta zadr`avani na konstantnim vrijednostima.
2. PLANIRANJE EKSPERIMENTA U cilju ispitivanja uticaja osnovnih parametra navarivanja (I, U, v) na karakteristike navara, kao najoptimalniji, odabran je potpuni faktorski plan eksperimenata tipa 23 sa ponavljanjem u centru plana, koji omogu}ava rje{avanje datog problema sa zadovoljavaju}om ta~no{}u, i uz minimalne tro{kove dovodi do jednozna~nih zaklju~aka [1]. Poznato je da se zavisnost bilo koje karakteristike navara od parametara navarivanja mo`e izraziti stepenom funkcijom op{teg oblika [2]:
(1) F C fi
k
ipi= ⋅
=Π
1 U konkretnom slu~aju ispitivanja uticaja struje (I), napona (U) i brzine navarivanja (v) na karakteristike navara, dakle za trofaktorni plan eksperimenata, funkcija (1) izra`ena je matemati~kim modelom oblika:
(2) F C I U vP P= ⋅ ⋅ ⋅1 2 P3
Odre|ivanje numeri~kih vrijednosti konstante C i eksponenata p1, p2 i p3 u modelu (2) izvedeno je primjenom matematskostatisti~ke obrade podataka. Za modele ovog oblika naj~e{}e se koriste vi{efaktorni ortogonalni planovi prvog reda oblika 2k, pri ~emu je u ovom slu~aju k = 3. Ovakvoj kompoziciji eksperimentalnih ta~aka pridru`uje se odre|eni broj eksperimenata (no = 4), u centralnoj ta~ki plana, radi statisti~ke ocjene eksperimentalne gre{ke. Ukupan broj eksperimenata prema tome iznosi: N = 2k + no = 23 + 4 = 12 (3)
Prije po~etka izvo|enja eksperimentalnih navarivanja odre|ene su granice intervala variranja faktora u modelu (2). Izbor intervala variranja uticajnih faktora, odnosno, odre|ivanje gornjeg i donjeg nivoa ja~ine struje, napona luka i brzine navarivanja izvr{en je na osnovu prakti~nih saznanja i preliminarnih eksperimenata i iznose za: • ja~inu struje navarivanja (I):
1. donji nivo: Imin = 450 A, 2. gornji nivo: Imax = 550 A,
• napon luka (U): 1. donji nivo: Umin = 30 V, 2. gornji nivo: Umax = 34 V,
• brzinu navarivanja (v): 1. donji nivo: vmin = 30 cm/min, 2. gornji nivo: vmax = 50 cm/min.
Ponavljanje u centru plana eksperimenata vr{eno je sa parametrima koji su odabrani tako da je ispunjen uslov:
I I Isr = ⋅ = ⋅ =max min ,550 450 497 49A
U U Usr = ⋅ = ⋅ =max min ,34 30 31 94V
v v vsr = ⋅ = ⋅ =max min ,50 30 38 73 cm/min Postavljanje ovako precizno izra~unatih parametara i njihovo odr`avanje tokom procesa navarivanja, zbog nepreciznosti mjernih instrumenata, nije mogu}e te su se zbog toga usvojile pribli`ne vrijednosti: Isr = 500 A, Usr = 32 V i vsr = 40 cm/min. Zbog jednostavnijeg pra}enja eksperimentalnih rezultata pri analizi i obradi podataka se uvodi kodiranje vrijednosti posmatranih faktora sa +1, -1 i 0, gdje +1 ozna~ava gornji nivo faktora, -1 donji nivo faktora a 0 centar plana eksperimenata. Jedna~ina transformacije realnih i kodiranih vrijednosti faktora, u op{tem obliku, izgleda:
xf ff fii i
i i
= + ⋅−
−1 2
ln lnln ln
max
max min (4)
Plan-matrica eksperimenta sa realnim i kodiranim vrijednostima faktora prikazan je u tabeli 1. Ostali parametri EPP navarivanja su tokom ~itavog eksperimenta zadr`ani na konstantnim vrijednostima:
- 110 -

Ma{instvo 3(1), 109-116, (1997) S. Pa{i}: UTICAJ PARAMETARA NAVARIVANJA...
• pre~nik elektrodne `ice: φ4 mm, • struja: istosmjerna "+" pol na elektr.`ici, • slobodni kraj elektrodne `ice: 35 - 40 mm, • nagib ice u odnosu na radni komad: 90O°, Navarivanje eksperimentalnih uzoraka izvr{eno je ura|ajem za EPP zavarivanje ESAB - 750 LA,
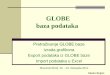
zavariva~ka glava oznake A2, proizvo|a~ ESAB [vedska, na ravnim plo~ama izra|enim iz materijala klase CK 45 dimenzija 300 x 500 x 15 mm, u tri sloja sa ukupno deset prolaza. Polo`aj gorionika, na~in polaganja slojeva i elementi za dimenzionu kontrolu prikazani su na slici 1 [3].
Tabela 1.- Plan matrica eksperimenta sa realnim i kodiranim vrijednostima Oznaka Realne vrijednosti parametara Kodirane vrijednosti Izlazi uzorka I [A] U [V] v [cm/min] X0 X1 X2 X3 Yi 1. 450 30 30 +1 -1 -1 -1 Yi1 2. 450 30 50 +1 -1 -1 +1 Yi2 3. 450 34 30 +1 -1 +1 -1 Yi3 4. 450 34 50 +1 -1 +1 +1 Yi4 5. 550 30 30 +1 +1 -1 -1 Yi5 6. 550 30 50 +1 +1 -1 +1 Yi6 7. 550 34 30 +1 +1 +1 -1 Yi7 8. 550 34 50 +1 +1 +1 +1 Yi8 9. 500 32 40 +1 0 0 0 Yi9 10. 500 32 40 +1 0 0 0 Yi10 11. 500 32 40 +1 0 0 0 Yi11 12. 500 32 40 +1 0 0 0 Yi12
Slika 1.- Izgled uzorka za dimenzionu kontrolu
3. ISPITIVANJE EKSPERIMENTALNIH UZORAKA Za ispitivanje uticaja parametara navarivanja na kvalitet troslojnog navara odabrane su sljede}e metode ispitivanja: • vizuelna i dimenziona kontrola navara, • ispitivanje tvrdo}e navara,
• ispitivanje hemijskog sastava na povr{ini troslojnog navara, • metalografska, mikro i makro, analiza navara. Vizuelna kontrola je izvr{ena golim okom i uz pomo} lupe sa pove}anjem pet puta. Ovom kontrolom je konstatovano da povr{inskih gre{aka tipa poroznosti, pukotina, zareza i nenavarenih mjesta nema, da su navari pravilno preklopljeni i uglavnom ravni i glatki. Dimenziona kontrola navara obuhvatila je mjerenje {irine navara u prvom sloju (b1), {irine navara u tre}em sloju (b3), visine troslojnog navara (h3) i povr{ine popre~nog presjeka navara (A10), slika 1. [irine navara prvog i tre}eg sloja i visina troslojnog navara mjerene su na svakom uzorku na tri mjesta, a veli~ina popre~nog presjeka navarenog depozita na oba kraja izrezanog uzorka. Vrijednosti prikazane u tabeli 2 predstavljaju srednje vrijednosti izmjerenih veli~ina.
Za ispitivanje povr{inske tvrdo}e navara kori{tene su epruvete za ispitivanje tvrdo}e, dimenzija 15 x 25 x 100 mm. Mjerenje tvrdo}æe je vr{eno po metodi Vikers, sa po pet mjerenja na svakoj epruveti, a u tabeli 2. su prikazane srednje vrijednosti izmjernih veli~ina. Nakon izvr{ene dimenzione kontrole i mjerenja povr{inske tvrdo}e isti uzorci su iskori{teni za ispitivanje hemijskog sastava na povr{ini troslojnog
- 111 -

Ma{instvo 3(1), 109-116, (1997) S. Pa{i}: UTICAJ PARAMETARA NAVARIVANJA...
navara. Ispitivanje hemijskog sastava navara izvr{eno je na opti~kom emisionom kvantometru, oznake ARL 34 000, [vajcarska, a sadr`aj glavnih legiraju}ih elemenata (C, Mn, Cr i Mo) prikazani su u tabeli 2. Neposredno prije ispitivanja ure|aj za ispitivanje je prekontrolisan i ba`daren odgovaraju}im etalonima [4]. Obzirom da vizuelna kontrola, ispitivanje tvrdo}e i hemijskog sastava navara mogu da pru`e samo ograni~eni broj informacija, provedena su i metalografska ispitivanja sa ciljem da se dobije dodatni niz podataka o homogenosti navara, obliku i dimenzijama pojedinih prolaza u navaru, {irini zone uticaja toplote i strukturi u pojedinim zonama, na osnovu ~ega je mnogo lak{e donijeti precizan sud o kvalitetu navarene povr{ine. Izbor uzoraka za metalografsku analizu je izvr{en na osnovu pogonske energije, pa su tako izabrane epruvete sa
oznakama 2 (Qmin), 9 (Qsr) i 7 (Qmax):
QI Uv
kJ cmminmin min
max
, /= ⋅⋅
= ⋅⋅
=60 60 450 3050
16 2
, QI Uv
kJ cmsrsr sr
sr
= ⋅⋅
= ⋅⋅
=60 60 500 3240
24 0, /
i Q . I Uv
kJ cmmaxmax max
min
, /= ⋅⋅
= ⋅⋅
=60 60 550 3430
37 4
Odabrani uzorci su pripremljeni po uobi~ajenom postupku. Analiza makro i mikro strukture vr{ena je vizuelno, uz pove}anje od pet puta, odnosno, na metalografskom mikroskopu sa pove}anjem od dvije stotine puta.
Tabela 2.- Rezultati dimenzione kontrole, mjerenja tvrdo}e i hemijskog sastava Oznaka Dimenzije navara u mm Tvrdo}a Sadr`aj glavnih legiraju}ih elemenata u % uzorka h3 b1 b3 A10 HV C Mn Cr Mo 1. 10,5 58,5 46,0 406 512 0,32 1,98 3,43 0,61 2. 7,25 45,5 34,0 210 519 0,33 1,91 3,13 0,56 3. 11,0 58,5 48,0 460 502 0,33 2,03 3,45 0,59 4. 7,50 48,5 36,0 241 502 0,38 1,96 3,17 0,60 5. 11,5 67,0 53,0 489 447 0,33 1,76 2,61 0,48 6. 8,00 48,0 38,0 250 451 0,35 1,52 2,80 0,49 7. 11,5 59,0 48,5 417 520 0,41 1,92 3,18 0,58 8. 8,50 47,0 36,0 260 520 0,40 1,84 2,86 0,53 9. 9,00 47,5 36,5 250 520 0,36 1,85 2,87 0,54 10. 9,50 47,5 37,5 280 500 0,35 1,88 2,98 0,56 11. 9,50 52,0 41,0 307 508 0,38 1,80 2,97 0,55 12. 9,00 50,0 39,0 260 523 0,35 1,90 2,85 0,53
4. OBRADA I ANALIZA REZULTATA
Shodno postavljenom cilju - utvr|ivanje uticaja parametara EPP postupka navarivanja: ja~ine struje (I), napona luka (U) i brzine navarivanja (v) na kvalitet troslojnog navara, rezultati dobiveni eksperimentalnim istra`ivanjem analizirani su na taj na~in što se posmatrao uticaj nazna~enih faktora na ~etiri osnovna elementa navara: geometriju, povr{insku tvrdo}u, strukturu i hemijski sastav, koji su me|usobno usko povezani i ~iji zbirni uticaj odre|uje kvalitet navarene povr{ine. Obrada rezultata analiziranih elemenata izvedena primjenom matematsko statisti~ke obrade podataka, metodom potpunog faktorijalnog eksperimenta, tipa 23, sa ~etiri ponavljanja u centru plana eksperimenta.
Podaci dobiveni obradom eksperimentalnih vrijednosti ispitivanih uzoraka, kao i postavljene zavisnosti, predstavljene su grafi~ki i numeri~ki. Na osnovu matematske obrade rezultata mjerenja provedena je regresiona analiza, koja obuhvata odre|ivanje vrijednosti konstante C i eksponenata p1, p2, p3 u matematskom modelu (2). Pri tome je neophodno da se funkcija definisana jedna~inom (2) transformi{e logaritmirajem u linearni oblik: , (5) ln ln ln ln lnF C p I p U p= + ⋅ + ⋅ + ⋅1 2 3 v
3
odnosno: y b b x b x b x= + ⋅ + ⋅ + ⋅0 1 1 2 2 3 , (6)
- 112 -

Ma{instvo 3(1), 109-116, (1997) S. Pa{i}: UTICAJ PARAMETARA NAVARIVANJA...
gdje su: y = ln F, x1 = ln I, p1 = b1,
b0 = ln C, x2 = ln U, p2 = b2, x3 = ln v, p3 = b3.
Parametri bi (i=0,1,2,3) jedna~ine (6) odre|uju se iz sistema opštih jedna~ina:
bN
x yi i
N
iu u==
11
Σ ⋅ , i = 0, 1, 2, 3. (7)
Za izra~unate parametre bi (i = 1, 2, 3) formira se model u kodiranim koordinatama. Prelaskom sa kodiranih na prirodne koordinate, preko jedna~ina transformacije, model se prevodi u prvobitni oblik (2). Konstanta C i eksponenti pi (i = 1, 2, 3) ovog modela odre|uju se iz izraza:
pbff
ii
i
i
=2
ln max
min
, i = 1, 2, 3, (8)
p b p fi
ii i
i ii
01
3
1 2 3 1
3
1 2 3
= − ⋅= = = =Σ Σ
, ,max
, ,
ln , (9)
C = exp (p0).
Uvr{tavaju}i vrijednosti eksponenata pi i konstante C u modelu (2) dobije se matematski model zavisnosti mjerene veli~ine od parametara navarivanja u punom obliku. Disperziona analiza, odnosno, ocjena signifikantnosti parametara modela bi (i = 0, 1, 2, 3) izvedena je prema F- kriteriju:
F , ss
Frii
Et= >
2
2
gdje su: Fri - ra~unska vrijednost F-kriterija za i-ti parametar, si2- disperzija parametara modela, sE2- disperzija rezultata u nultoj ta~ki, Ft - tabli~na vrijednost F-kriterija, koja za date uslove (fLF = 1 i fE = 3) iznosi Ft = 10,13. Disperzija parametara modela iznosi:
sSfibi
i
2 = ,
gdje je suma kvadrata:
S b x y N bbi iu
N
iu u i i= ⋅ ⋅ = ⋅=1
2Σ , i = 1, 2, 3 (10)
za i = 0 → N = 12, za i = 1, 2, 3, → N = 8, a stepen slobode fi = 1. Disperzija rezultata u nultoj ta~ki je:
sSfEE
E
2 = ,
gdje je suma kvadrata:
( )S y y yn
yEu
n
ou ou
n
ouu
n
ou= − = −
= =1
2
1
2
0 1
20 0 1
Σ Σ Σ=
0
, (11)
a stepen slobode fE = n0 - 1 = 4 - 1 = 3. Na osnovu provedene disperzione analize formiran je matematski model zavisnosti mjerene veli~ine od parametara navarivanja u kona~nom obliku. Provjera adekvatnosti ovako dobijenog matematskog modela izvedena je prema F-kriteriju:
Fr < Ft.
Tabli~na vrijednost F-kriterija za nivo zna~ajnosti α= 0,05 i stepen slobode Flf = N - k - 1 - (n0 - 1) = 5 iznosi F = 9,01. Ra~unska vrijednost F-kriterija za ocjenu adekvatnosti modela se dobije na osnovu obrasca:
FrssLFM
E
=2
2 ,
gdje je sM2 - disperzija razlika izmjerenih vrijednosti (yi ) i ra~unskih ( ), koje se odre|uju iz izraza
(12):
$yi
( )sf f
y y yn
yMR E u
N
u uu
n
ouu
n
ou2
1
2
1
2
0 1
21 10 0
=−
− − − ⋅
= = =Σ Σ Σ$ (12)
- 113 -

Ma{instvo 3(1), 109-116, (1997) S. Pa{i}: UTICAJ PARAMETARA NAVARIVANJA...
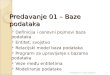
Procedura provo|enja regresione i disperzione analize, kao i provjera adekvatnosti modela, opisani u prethodnom dijelu rada, obra|eni su uz pomo} vlastitog ra~unarskog programa, a rezultati obra|enih podataka, za sve mjerene veli~ine, dati su dijagramski. Analiziranjm rezultata uticaja parametara navarivanja na geometriju navara, i podatke dobivene obradom tih vrijednosti, mo`e se konstatovati da na geometrijske karakteristike navara najve}i uticaj ima brzina navarivanja. Uticaj ja~ine struje i napona luka na visinu troslojnog navara (h3) i {irinu navara u prvom (b1) i tre}em sloju (b3), u okvirima odabranih
intervala variranja parametara, je znatno slabije izra`en. Zavisnost navedenih veli~ina od parametara navarivanja opisana je eksponencijalnim jedna~inama i dijagramski, slika 2. :
(13) b v10 4850306 680= ⋅ −, ,
(14) h I v30 4473 0 69427 320= ⋅ ⋅ −, , ,
(15) b v30 5974362 421= ⋅ −, ,
28 30 32 34 36 38 40 42 44 46 48 50 5230
35
40
45
50
55
60
65
b3
I = 500 AU = 32 V
sirina
nav
ara
u b1
i b3
u m
m
brzina navarivanja u cm/min
b1
I = 450 A
U = 30 V
28 30 32 34 36 38 40 42 44 46 48 50 526
7
8
9
10
11
12
visin
a tro
slojno
g na
vara
u m
m
brzina navarivanja u cm/min
I = 550 A
I = 500 A
U = 32 V
Slika 2.- Uticaj parametara navarivanja na geometrijske karakteristike troslojnog navara
450 460 470 480 490 500 510 520 530 540 550450
460
470
480
490
500
510
520
530
540
550
U = 34 V
U = 32 V
v = 40 cm/min
tvrd
oca
nava
ra u
HV
jacina struje u A
Slika 3.- Uticaj parametara na tvrdo}u troslojnog navara
Uticaj parametara navarivanja na povr{insku tvrdo}u troslojnog navara izra{ena je matematskim modelom:
HV I U= ⋅ ⋅−479 666 0 2587 0 4767, , , (16)
Iz jedna~ine je vidljivo da na promjenu povr{inske tvrdo}e najve}i uticaj ima ja~ina struje. Uticaj napona je izra`en ne{to slabije, dok brzina
navarivanja nije signifikantna. Zavisnost povr{inske tvrdo}e od parametara navarivanja prikazana je dijagramski, slika 3. Promjena hemijskog sastava metala navara, kao posljedica promjene parametara navarivanja, uvjetovana je stepenom mije{anja osnovnog i dodatnog materijala i razli~itim intenzitetom odvijanja metalur{kih reakcija. Sadr`aj pojedinih elemenata u
- 114 -

Ma{instvo 3(1), 109-116, (1997) S. Pa{i}: UTICAJ PARAMETARA NAVARIVANJA...
tre}em sloju navara, u zavisnosti od promjene parametara navarivanja, izra`en je eksponencijalnim jedna~inama i grafi~ki, slika 4.:
(17) C I= ⋅ ⋅0 0005876 0 4843 0 9821, , ,UMn I U v= ⋅ ⋅ ⋅− −11109 0 5794 0 6568 0 1274, , , , (18)
Mo I U= ⋅ ⋅−3 599 0 6408 0 6060, , , (19)
Cr I U v= ⋅ ⋅ ⋅− −69 661 0 7089 0 4739 0 1037, , , , (20)
450 460 470 480 490 500 510 520 530 540 5501,6
1,8
2,0
2,2
2,4
2,6
2,8
3,0
3,2
3,4
U = 34 V
U = 30 V
v = 40 cm/min
sadr
žaj M
n i C
r u %
struja navarivanja u A
450 460 470 480 490 500 510 520 530 540 5500,30
0,35
0,40
0,45
0,50
0,55
0,60
0,65
0,70
v = 40 cm/min
U = 30 V
U = 34 V
U = 34 V
U = 30 V
sadr
zaj C
i Mo
u %
struja navarivanja u A
U = 34 V
U = 30 V
Slika 4.- Promjena sadr`aja C, Mo, Mn i Cr u metalu navara u zavisnosti od promjene parametara
Analiza makrostrukture posmatranih uzoraka pokazuje da je spoj osnovnog i dodatnog materijala uglavnom homogen, bez prisustva pukotina, pora, uklju~aka troske, nespojenih mjesta i drugih gre{aka navarivanja makroskopske veli~ine. Ispitivanje mikrostrukture tre}eg sloja navara izvr{eno je na tri uzorka, odabrana na osnovu razli~ite pogonske energije, oznaka 2. (16,2 kJ/cm), 9. (24,0 kJ/cm) i 7. (37,4 kJ/cm), slika 5.
Sva tri uzorka su me|usobno sli~ni, pa se ne mo`e konstatovati znatniji uticaj pogonske energije na oblikovanje strukture. Usljed razli~ite pogonske energije za o~ekivati je i razli~iti stepen penetracije osnovnog materijala u navar, a što bi rezultiralo i u razli~itoj hemijskoj analizi na povr{ini navara, pogotovo ako se uzme u obzir da pri ve}oj pogonskoj energiji dolazi i do znatnijeg odgora elemenata sa ve}im afinitetom prema kisiku, kao {to su ugljik i krom.
Slika 5.- Mikrostruktura tre}eg sloja navara, pove}anje 200 puta: a) uzorak oznake 2., b) uzorak oznake 9., c) uzorak oznake 7.
- 115 -

Ma{instvo 3(1), 109-116, (1997) S. Pa{i}: UTICAJ PARAMETARA NAVARIVANJA...
Ipak, iz prikazanih mikrostruktura, koje pokazuju izraziti liveni dendritni oblik, mo`e se zaklju~iti da uticaj pogonske energije nije od presudnog zna~aja na formiranje strukture, kao u ostalom ni na promjenu hemijskog sastava na povr{ini navara, ni na mehani~ke karakteristike, prvenstveno povr{insku tvrdo}u [4].
5. ZAKLJU^AK Analizirani rezultati su ukazali da promjena osnovnih parametara navarivanja (struja, napon i brzina), u granicama odabranog intervala variranja, ne uti~u zna~ajnije na promjenu hemijskog sastava i strukture metala navara, pa tako nema ni velikih odstupanja povr{inske tvrdo}e, maksimalno do 10%. Promjena tvrdo}e u nazna~enim granicama je posljedica razli~itog stepena mije{anja osnovnog i dodatnog materijala i razli~itog intenziteta odvijanja metalur{kih reakcija u kupki, tj. vezane su sa geometrijom navara, koja uti~e i na brzinu hla|enja, a time i na strukturu. Ipak, uticaj promjene parametara navarivanja je veoma zna~ajan, a ogleda se upravo na mogu}nostima promjene geometrijskih karakteristika. Pri tome je posebno izra`en uticaj brzine navarivanja, dok je uticaj struje i napona na geometriju navara, u okviru odabranih intervala variranja parametara navarivanja, ne{to slabije izra`en.
Dakle, variranjem osnovnih parametara navarivanja: struje, napona i brzine, u okviru odabranih intervala, uz adekvatan izbor dodatnog materijala (`ica / prah) mo`e se u velikoj mjeri uticati na `eljenu visinu, {irinu i oblik navara, a odre|eni uticaj je mogu}e ostvariti i na hemijski sastav, strukturu i mehani~ke karakteristike navarene povr{ine, prvenstveno, povr{insku tvrdo}u, što je bitan ~inilac u optimiranju tehnologije navarivanja EPP postupkom.
6. LITERATURA [1] P.Y. Adler, E.V. Markova, Y.V. Granovskij: “Planirovanie eksperimenta pri poiske optimaljnih uslovij”, Moskva, 1976 godine, [2] V.A. Deev, V.I. Drozdov, S.V. Ivanov, A.V. Leonov: “ Issledovanie matemati~eskimi metodami vlijanija re`imov naplavki cilindri~eskih detaljej pod fljusom na harakter formoobrazovanija valika”, Svaro~noe proizvodstvo, Moskva 1972 godine, [3] S. Ðuri}, P. Da{i}: “Analiza izbora matemati~kog modela u oblasti zavarivanja EPP postupkom”, Zavariva~, 1/1988 godine, [4] S. Pa{i}: “Optimizacija navarivanja habaju}ih povr{ina na rotiraju}im dijelovima rudarske opreme mehanizovanim EPP postupkom”, magistarski rad, Mostar, 1991 godine
- 116 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
ANALIZA PROCESA SU[ENJA DRVETA METODOM KONA^NIH VOLUMENA
Dr. Dunja Martinovi}, docent, Ma{inski fakultet Sarajevo Mr. Izet Horman, asistent, Ma{inski fakultet Sarajevo
REZIME IZVORNO-NAU^NI RAD
U ovom radu prikazan je metod kona~nih volumena za analizu procesa prenosa toplote i mase u poroznom tijelu. Kao rezultat, dobijena su nestacionarna polja temperature i koncentracije vlage u ~vrstom tijelu (drvetu) za vrijeme su{enja. Rezulta i pro a~una upo e|eni su sa rezulta ima dobijenim drugim numeri~kim metodom, kao i sa eksperimentalnim podacima.
t r r t
f
( r rt
Izvedenim prora~unima pokazano je da opisana metoda mo`e poslu`iti kao e ikasan postupak pri istra`ivanju procesa prenosa toplote i mase u poroznom tijelu.
Klju~ne rije~i: su{enje, numeri~ka analiza, metod kona~nih volumena, temperatura, koncentracija vlage.
FINITE VOLUME METHOD FOR THE ANALYSIS OF TIMBER DRYING
Dunja Martinovi}, Ph.D., Assistant prof., Faculty of Mechanical Engineering in Sarajevo Izet Horman, MSc, Assistant, Faculty of Mechanical Engineering in Sarajevo
SUMMARY ORIGINAL SCIENTIFIC PAPER
A finite volume method for the analysis of heat and mass transfer in porous bodies is presented in this paper. As a result, unsteady temperature and moisture concentration fields in a solid body timber) during drying a e obtained. Computed results a e compared with the calculations obtained by ano her numerical method and experimental data. The calculation performed have shown that the method can be used as an efficient tool for heat and mass flow analysis in the porous body.
Key words: drying, numerical analysis, finite volume method, temperature, moisture concentration.
1. UVOD Su{enje drveta od sirovog ili prosu{enog stanja do stanja koje omogu}uje njegovu kvalitetnu preradu, odnosno upotrebu, va`an je dio proizvodnog procesa. Tokom su{enja, neuniformna distribucija temperature i koncentracije vlage po presjeku drveta uzrokuje pojavu deformacija i napona, a time se stvara mogu}nost nastanka gre{aka u materijalu u vidu deformacije oblika ili promjene strukture materijala (pojava pukotina) prije njegove finalne prerade. Ta pojava posebno je prisutna kod procesa vje{ta~kog su{enja drveta. Da bi se moglo upravljati procesom su{enja, potrebno je poznavati distribuciju temperature i koncentracije vlage u radnom komadu tokom vremena. To je mogu}e ako se rije{e parcijalne diferencijalne jedna~ine prenosa toplote i mase uz po~etne i grani~ne
uslove, kojima su obuhva}eni svi utjecajni faktori. Budu}i da se analiti~ko rje{enje mo`e dobiti samo u specijalnim slu~ajevima [9,10,11], pristupa se njihovom numeri~kom rje{avanju. Pri tome je uglavnom kori{ten metod kona~nih razlika [2,4,5,6,8] i metod kona~nih elemenata [13]. Ve}ina autora ra~una jednodimenzionalno (1D) [2,4,5,8,11] ili dvodimenzionalno (2D) [6] polje koncentracije vlage bez ra~unanja distribucije temperature sa srednjim fizikalnim karakteristikama materijala. Ako rje{avaju obadvije jedna~ine, tada su to (1D) problemi [9,10,13]. U ovom radu prikazan je numeri~ki postupak za prora~un (2D) nestacionarnog polja temperature i koncentracije vlage, baziran na metodu kona~nih volumena (MKV).
- 117 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
U sljede}a dva poglavlja data je matematska formulacija i numeri~ka procedura. Naime, napisane su osnovne jedna~ine uz po~etne i grani~ne uslove, a zatim je opisan postupak diskretiziranja i na~in rje{avanja dobijenog sistema nelinearnih algebarskih jedna~ina. U ~etvrtom poglavlju dati su primjeri prora~una, a da bi se rezultati verificirali oni su upore|eni sa postoje}im analiti~kim i numeri~kim rezultatima i eksperimentalnim podacima.
2. MATEMATSKA FORMULACIJA U ovom dijelu date su diferencijalne jedna~ine bilansa unutra{nje energije i vlage u kapilarnoporoznim koloidnim tijelima uz konstitutivne relacije koje su kori{tene za njihovo zatvaranje. Kao rezultat dobijen je zatvoren sistem parcijalnih diferencijalnih jedna~ina, koje zajedno sa po~etnim i grani~nim uslovima ~ine matematski model procesa su{enja drveta. 2.1. Upravljaju}e jedna~ine Proces zagrijavanja i su{enja drveta opisan je sljede}im jedna~inama: - jedna~ina bilansa toplotne energije
( ) (∂∂
ρ∂∂
ε∂∂
ρt
cTqx
rt
c wj
jw= − + ) (1)
- jedna~ina bilansa vlage
( )∂∂
ρ∂∂
δ∂∂
∂∂t
c wmx x
kTxw
j
j jw
j= − +
.
(2)
U ovim jedna~inama t je vrijeme, xj- Kartesijanske prostorne koordinate ta~ke, - gustina, - specifi~na
toplota, T- temperatura, q
ρ c
w
kw
j- komponenta toplotnog fluksa, - odnos koeficijenta difuzije pare i koeficijenta totalne
difuzije vlage, - toplota isparavanja, - specifi~na
vlaga, - koncentracija vlage, m
εr c
wδ
j- komponenta masenog fluksa, - termogradijentni koeficijent, - koeficijent
provo|enja vlage. 2.2. Konstitutivne relacije Jedna~ine (1) i (2) ~ine otvoren sistem sa 8
nepoznatih . Da bi se ovaj sistem
zatvorio, koriste se sljede}e konstitutivne relacije [7]:
T w q mj j, , ,.
- Fourierov zakon, koji daje vezu izme|u toplotnog fluksa i gradijenta temperature
q kTxj
j= −
∂∂
, (3)
gdje je - koeficijent provo|enja toplote, k -Fickov zakon difuzije, koji daje vezu izme|u masenog fluksa i gradijenta koncentracije vlage
m kwxj w
j
..
= −∂∂
. (4)
2.3. Matematski model Upravljaju}e jedna~ine (1) i (2) zajedno s konstitutivnim relacijama (3) i (4) ~ine zatvoreni sistem od 2 jedna~ine sa 2 nepoznate (T,w), koje predstavljaju matematski model procesa su{enja drveta.
( ) (∂∂
ρ∂∂
∂∂
ε∂∂
ρt
cTx
kTx
rt
c wj j
w=
+ ) (5)
( )∂∂
ρ∂∂
∂∂
δ∂∂
∂∂t
c wx
kwx x
kTxw
jw
j jw
j=
+
(6)
Po{to su fizikalna svojstva materijala promjenljiva, jedna~ine (5) i (6) su nelinearne i spregnute. Da bi se kompletirao matematski model, po~etni i grani~ni uslovi moraju biti specificirani. Kao po~etni uslov, moraju biti zadani temperatura i koncentracija vlage na ~itavom domenu rje{avanja u po~etnom trenutku vremena. Naj~e{}e se uzima uniforman raspored temperature
(7) ( )T x Tj i,0 =i uniforman raspored koncentracije vlage, tj.
, (8) ( )w x wj i,0 =
gdje su T i po~etna temperatura, odnosno
koncentracija vlage. i wi
Grani~ni uslovi moraju biti specificirani na svim grani~nim povr{inama. Oni mogu biti ili Dirichletovog ili Neumannovog tipa, tj. na granici mogu biti zadane vrijednosti zavisno promjenljive ili vrijednosti gradijenata zavisno promjenljive. Za odre|ivanje polja temperature i koncentracije vlage koriste se grani~ni uslovi definirani razmjenom toplote i vlage izme|u radnog komada i okoline.
( ) ( ) ( )kTn
T T r w wa w
∂∂
α ε α+ − + − − =1 0a , (9)
- 118 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
( )kwn
kTn
w ww w w a
∂∂
δ∂∂
α+ + − 0= , (10)
gdje je - temperatura okoline, - vla`nost
okoline, - koeficijent prenosa toplote, -
koeficijent prenosa mase.
Ta
αwa
αw
3. NUMERI^KA PROCEDURA Sistem spregnutih nelinearnih parcijalnih diferencijalnih jedna~ina mije{anog tipa (5) i (6) ne mo`e se rije{iti analiti~ki u zatvorenom obliku. U ovom radu kori{ten je MKV [3,12] za aproksimiranje navedenog sistema jedna~ina sistemom nelinearnih algebarskih jedna~ina s
temperaturom i vla`no{}u kao nepoznatim u diskretnim ~vornim ta~kama ~vrstog tijela. Prikazan je i iterativni postupak, koji je kori{ten za rje{avanje ovih jedna~ina. Zna~ajan korak u prikazanom postupku diskretiziranja je da se obadvije jedna~ine matematskog modela mogu napisati u jedinstvenoj formi (11)
( )∂∂
ρ∂∂
∂ψ∂ψ ψt
Bx x
Sj j
Ψ Γ−
− = 0ψ , (11)
nestacionarni difuzija izvorni ~lan ~lan gdje je ψ - , a koeficijenti
dati su u Tablici 1.
T ili wψBψ ψ,Γ i S
Tablica 1: Difuzioni koeficijenti i izvorni ~lanovi u jedna~ini (11) Table 1: Diffusion coefficients and source terms in equation (11)
ψ Bψ Γψ Sψ
T
c
k ( )ε
∂∂
ρrt
c ww
w
cw
kw δ
∂∂
∂∂x
kTxj
wj
3.1 Diskretiziranje Da bi se rije{ile jedna~ine (5) i (6), vremenski domen je diskretiziran na neodre|en broj vremenskih intervala
, a prostorni domen na N kontrolnih volumena (KV),
koji su ograni~eni sa 4 }elijske stranice povr{ine
ukoliko se razmatra 2D
problem. Prora~unske ta~ke nalaze se u centru svakog KV. δ t
(A k e w n sk = , , , ) (sl.1)
N
Slika 1. Kontrolni volumen i kompasna {ema obilje`avanja Figure 1. Control volume and labeling scheme
Zatim, izvr{i se integriranje transportne jedna~ine (11) po domenu rje{avanja i po vremenu
KV
An
Aw Ae
As
w
n
e
s
W E
S
P y
x
- 119 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
( )10
δ∂∂
ρ∂ψ∂ψ ψ ψt t
B dVx
dA S dV dtj
jVAVt
Ψ Γ−
−
=∫∫∫∫ , (12)
T1 T2 T3 pri ~emu je kori{tena Gaussova teorema za pretvaranje volumnog integrala difuzionog fluksa u povr{inski.
Pojedini ~lanovi u jedna~ini (12) aproksimirani su kako slijedi: Kori{tenjem teoreme o srednjoj vrijednosti integrala, nestacionarni ~lan T1 mo`e se aproksimirati sa:
( ) ( ) (t tB dV dt
tB V B V
P
n
P
o
Vt
11 1
= ≈ −
∫∫δ
∂∂
ρδ
ρ ρψ ψΨ Ψ )ψΨT (13)
Gornji indeksi n ozna~avaju vrijednosti u “novom” i “starom” trenutku vremena, koji su razmaknuti za vremenski interval , a donji indeks
odnosi se na }eliju ~ija je centralna ta~ka .
o i
δ tP PKori{tenjem teoreme o srednjoj vrijednosti integrala i pretpostavljaju}i linearnu varijaciju zavisne varijable ψ izme|u susjednih ~vorova, ~lan T2 mo`e se
aproksimirati sa odnosno
( ) ( )
( ) ( )
TAx
Ax
Ay
Ay
eE P
wP W
nN P
sP S
2≈
− −
− +
− −
−
Γ Γ
Γ Γ
ψ ψ
ψ ψ
δψ ψ
δψ ψ
δψ ψ
δψ ψ ,
(14)
gdje indeksi e w ozna~avaju vrijednosti
difuzionih koeficijenata na odgovaraju}im povr{inama KV, i su rastojanja izme|u ta~aka, a
n s, , ,
δ x δy
ψK K=(E,W,S,N) i su vrijednosti zavisne
varijable
Ψp
ψ u odgovaraju}im }elijskim centrima u
novom trenutku vremena, jer je kori{tena {ema potpuno implicitnog diferenciranja po vremenu . Vrijednosti varijabli na povr{inama KV su dobijene interpoliranjem. Tretman izvornog ~lana T3 zavisi od oblika funkcije
, ali op}enito mo`e se aproksimirati kako slijedi Sψ
Tt
S dVdt S VVt
P P31
= ≈∫∫δ ψ ψ , (15)
gdje ozna~ava vrijednost izvornog ~lana za
prora~unsku ta~ku P, a V
SPψ
p je volumen }elije. Kao posljedica navedenih aproksimiranja, jedna~ina (12) mo`e se na osnovi izraza (13), do (15) napisati u obliku
( )a a b K W E SP P K KK
ψ ψ= + =∑ , , , , N (16)
gdje indeks K ozna~ava sumiranje po sve 4 }elije koje okru`uju }eliju P, a koeficijenti su dati sljede}im izrazima:
aAx
aAx
aAy
aAy
w
w
E
E
s
s
N
n
=
=
=
=
Γ Γ
Γ Γ
ψ ψ
ψ ψ
δ δ
δ δ
,
, ,
a a aP KK
P= +∑ 0 , ( )at
B VP P0 01=δ
ρ Ψ ,
(17)
K=(E,W,N,S) b S V aP P P= +ψ ψ0 0 . Izvorni ~lan za obje jedna~ine napisan je u razvijenom obliku, tj.
(S r ct
w wT w P= ε ρδ1 0 ,)P− (18)
( ) ( ) ( ) ( )SV
kAx
T T kAx
T T kAy
T T kAy
T TW we
E P ww
P w wn
N P ws
P S=
− −
− +
− −
−
δδ δ δ δ
- 120 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
Pri diskretiziranju po prostoru i po vremenu, koeficijenti uvijek su ne-negativni, a to uzrokuje
da je
aK
a a K W E SP KK
≥ =∑ , , , N, . (19)
Kao rezultat upotrijebljenog postupka diskretiziranja, dobijen je sistem od nelinearnih algebarskih jedna~ina oblika (16) s vrijednostima temperature i koncentracije vlage u ~vornim ta~kama kao nepoznatim, a N je broj KV. Ovaj sistem jedna~ina rije{en je iterativnim postupkom.
2xN
3.2. Algoritam rje{avanja Prvo, zavisnim varijablama se daju odgovaraju}e po~etne vrijednosti i upotrijebe se grani~ni uslovi, koji odgovaraju prvom vremenskom koraku i sistemi jedna~ina za obje zavisne varijable se lineariziraju i privremeno dekupluju, tako što se koeficijenti i izvorni ~lanovi ra~unaju pomo}u po~etnih vrijednosti zavisnih varijabli. Na taj na~in dobiju se dva neovisna sistema od N linearnih algebarskih jedna~ina sa N nepoznatih s dijagonalno dominantnom simetri~nom matricom koeficijenata sa 5 nenultih dijagonala. Zatim se ovi sistemi jedna~ina rje{avaju jedan za drugim dok se ne dobije konvergentno rje{enje, tj. dok se ne dobije `eljena ta~nost [1]. Postupak se smatra konvergentnim ako su ispunjeni sljede}i uslovi konvergencije za oba sistema jedna~ina:
a b aK K P PKi
N
ψ ψ+ − ⟨∑∑=1
pR (20)
ψ ψ ψim
im
imq i+ − ⟨ =1 1 2, , ,...., N
gdje su i reda veli~ina 10p q -3, a R je
normaliziraju}i faktor, dok gornji indeksi m i ozna~avaju vrijednosti u dvije uzastopne
iteracije. m +1
U sljede}em vremenskom koraku ~itava procedura se ponavlja, s tim što se po~etne vrijednosti zamijene vrijednostima iz prethodnog (starog) vremenskog koraka. Sistemi linearnih jedna~ina su rije{eni iterativnom metodom, linija po linija, koja koristi tridijagonalni matri~ni algoritam. Ovdje kori{tena {ema potpuno implicitnog diferenciranja po vremenu anulira stabilnost vezanu za ograni~enje vremenskog koraka. Dopu{teno je kori{tenje svake veli~ine vremenskog koraka i u praksi je to limitirano samo zahtijevanom vremenskom ta~no{}u.
4. TESTIRANJE I PRIMJENA METODE Da bi se utvrdila fizikalna realnost i ta~nost dobijenih rezultata, bilo ih je potrebno verificirati pore|enjem s postoje}im analiti~kim i numeri~kim rezultatima i eksperimentalnim podacima. Zatim, da bi se prikazale mogu}nosti primjene ove numeri~ke metode, ura|en je primjer prora~una 2D temperaturnog polja i polja vla`nosti nastalih su{enjem drveta. 4.1. Su{enje beskona~ne plo~e debljine 2l Za 1D slu~aj prikazan na sl. 2 razmatra se distribucija temperature i koncentracije vlage samo du` ose. x
x domen rješavanja (solution
l l
2 h
Slika 2. [ematski prikaz radnog komada Figure 2. Schematic representation of wood specimen
Pretpostavljeno je da su fizikalne karakteristike materijala konstantne i date su u Tablici 2.
- 121 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
Tablica 2: Fizikalne karakteristike drvene plo~e i koeficijenti prenosa toplote i mase Table 2: Physical characteristics of a wood plate and heat and mass transfer coefficients
ρ c k ε r cw kw δ α αw
kg/m3 J/kgK W/mK - J/kg kg/kg°M kg/ms°M °M/K W/m2K kg/m2s°M
370 2500 0,65 0,3 2,5⋅106 0,01 2,2⋅10-8 2 22,5 2,5⋅10-6
Za numeri~ku analizu kori{ten je domen rje{avanja, prikazan na sl. 2., sa grani~nim uslovima x=l:
( ) ( ) ( )kTx
T T r w wa w a
∂∂
α ε α+ − + − − =1 0,
( )kwx
kTx
w ww w w a
∂∂
δ∂∂
α+ + − 0,=
x=0: ∂∂
∂∂
Tx
wx
= =0 0, ,
y=±h: ∂∂
∂∂
Ty= =0 0, .
wy
Parametri okolnog vazduha su
, a koeficijenti prenosa
toplote i mase, α i α
T C wa a= ° = °110 4,
t = 0
M .
M .
v dati su u Tablici 2. Pretpostavljeno je da je u po~etnom trenutku vremena, tj. za uniforman raspored temperature i koncentracije vlage:
t T C wi i= = ° = °0 10 86, ,
Vremenski korak je u prvih 10 minuta iznisio u intervalu od 10 minuta a
od 100 minuta
60 s, 100−6000 s
600 s,1000− .
Rezultati prora~una dati su za l=0,012 m i za mre`u 10x1 i upore|eni su sa eksperimentalnim podacima i rezultatima dobijenim analiti~ki i MKE.
KV
Autor eksperimenta je u prvih 10 minuta mjerio samo temperaturu, a pretpostavio je konstantnu i nepromjenjenu koncentraciju vlage, a nakon 10 minuta mjereni su i temperatura i koncentracija vlage [13]. Numeri~ki prora~un MKE [13] modeliran je na isti na~in. Pri analiti~kom rje{avanju (kori{tenjem funkcije potencijala i razvojem u red) obadvije jedna~ine su rje{avane od po~etka procesa su{enja [9], kao i u prezentiranom radu. Promjena temperature i koncentracije vlage tokom vremena u centru plo~e i na njenoj povr{ini prikazana je na dijagramima na slikama 3-6.
0
20
40
60
80
100
120
1 10 100 1000
vrijeme (min)
tem
pera
tura
( C
)
ExperimentFEMFVMAnalytics
Slika 3. Temperatura na povr{ini uzorka Figure 3. Temperature at surface of specimen
- 122 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
0
20
40
60
80
100
120
1 10 100 1000
vrijeme (min)
tem
pera
tura
( C
)
ExperimentFEMFVMAnalytics
Slika 4. Temperatura u centru uzorka Figure 4. Temperature at center of specimen
0
10
2030
40
50
6070
80
90
1 10 100 1000
vrijeme (min)
konc
entr
acija
vla
ge (%
)
ExperimentFEMFVMAnalytics
Slika 5. Koncentracija vlage na povr{ini uzorka Figure 5. Moisture concentration at surface of specimen
0
10
20
30
4050
60
70
80
90
1 10 100 1000
vrijeme (min)
konc
entr
acija
vla
ge (%
)
ExperimentFEMFVMAnalytics
Slika 6. Koncentracija vlage u centru uzorka Figure 6. Moisture concentration at center of specimen
- 123 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
Sa gornjih slika (3,4,5,6) se vidi da se vremenska distribucija i temperature i koncentracije vlage, dobijena MKV veoma dobro sla`e s analiti~kim rezultatima (odstupanje je od 0-6%, a na najve}em dijelu krive od 0-2%). Tako|er, uo~ava se da je ta~nost rezultata dobijenih MKV ve}a od ta~nosti rezultata dobijenih MKE (analiti~ki rezultati kori{teni su za ocjenjivanje ta~nosti aproksimativnih numeri~kih metoda). Uo~eno neslaganje izme|u numeri~kih rezultata (MKV) i eksperimentalnih podataka mo`e se objasniti time što su u prora~unu kori{tene
konstantne fizikalne karakteristike drveta i pote{ko}ama pri eksperimentalnim mjerenjima [9].
4.2. Su{enje debele plo~e Distribucija temperature i koncentracije vlage pri su{enju plo~a velike debljine (sl.7) posmatra se u pravcu ose, odnosno problem se razmatra
kao 2D.
x i y
Pretpostavljeno je da su fizikalne karakteristike materijala i koeficijenti prenosa toplote i mase isti kao u prethodnom primjeru (Tablica 2).
Slika 7. Debela plo~a izlo`ena struji toplog vazduha Figure 7. Thick plate exposed to flow of hot air
Zbog dvostruke simetrije, samo jedna ~etvrtina plo~e je analizirana. U nultom trenutku uzet je uniforman raspored temperature i koncentracije vlage, kao u prethodnom primjeru, a kori{teni su sljede}i grani~ni uslovi: x=l:
( ) ( ) ( )kTx
T T r w wa w a
∂∂
α ε α+ − + − − =1 0,
( )kwx
kTx
w ww w w a
∂∂
δ∂∂
α+ + − 0,=
x=0: ∂∂
∂∂
Tx
wx
= =0 0, ,
y=h:
( ) ( ) ( )kTy
T T r w wa w a
∂∂
α ε α+ − + − − =1 0,
( )kwy
kTy
w ww w w a
∂∂
δ∂∂
α+ + − 0,=
y=0: ∂∂
∂∂
Ty
wy
= =0 0, .
Rezultati prora~una dati su za l=0,025 m i h=0,025 m i za mre`u 10x10 KV.
y domen rješavanja (solution domain)
x 2h
2 l
- 124 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
0
20
40
60
80
100
120
1 10 100 1000
vrijeme (min)
tem
pera
tura
( C
)
x=0,y=0x=0,01125,y=0.01125x=0,025,y=0x=0.025,y=0,025
Slika 8. Vremenska distribucija temperature u drvetu na razli~itim lokacijama Figure 8. Timber temperature time history at different locations
0
10
20
30
40
50
60
70
80
90
1 10 100 1000
vrijeme (min)
konc
entr
acija
vla
ge (%
)
x=0,y=0x=0,01125,y=0,01125x=0,025,y=0x=0,025,y=0,025
Slika 9. Vremenska distribucija koncentracije vlage u drvetu na razli~itim lokacijama Figure 9. Timber moisture concentration time history at different locations
Na slikama 8 i 9 data je vremenska distribucija temperature i koncentracije vlage u 4 ta~ke. Uo~ava se da je na po~etku procesa zagrijavanja najve}i temperaturni gradijent, a da nakon pribli`no 300 minuta su{enja temperaturno polje po presjeku
plo~e je gotovo uniformno. Koncentracija vlage je, na po~etku procesa su{enja, u unutra{njosti plo~e konstantna, a na povr{ini opada zbog dominantnog konvektivnog prenosa mase. U drugoj fazi su{enja, koncentracija vlage opada u svim ta~kama presjeka.
- 125 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
0
10
20
30
40
50
60
0 0.003 0.005 0.008 0.01 0.013 0.015 0.018 0.02 0.023 0.025
rastojanje od x ose (m)
tem
pera
tura
( C
)
Slika 10. Profil temperature u drvetu u Χ presjeku Figure 10. Profile of timber temperature at an Χ cross section
0
10
20
30
40
50
0 0.003 0.005 0.008 0.01 0.013 0.015 0.018 0.02 0.023 0.025
rastojanje od y ose (m)
tem
pera
tura
( C
)
Slika 11. Profil temperature u drvetu u Υ presjeku Figure 11. Profile of timber temperature at an Υ cross section
0
5
10
15
20
0 0.003 0.005 0.008 0.01 0.013 0.015 0.018 0.02 0.023 0.025
rastojanje od x ose (m)
konc
entr
acija
vla
ge (%
)
Slika 12. Profil koncentracije vlage u drvetu u Χ presjeku Figure 12. Profile of timber moisture concentration at an Χ cross section
- 126 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
0
5
10
15
20
25
30
35
0 0.003 0.005 0.008 0.01 0.013 0.015 0.018 0.02 0.023 0.025
rastojanje od y ose (m)
konc
entr
acija
vla
ge (%
)
Slika 13. Profil koncentracije vlage u drvetu u Υ presjeku Figure 13. Profile of timber moisture concentration at an Υ cross section
Na slikama 10-13 prikazana je distribucija temperature, odnosno koncentracije vlage u jednom
presjeku u nekom trenutku vremena.
Distribucija temperature prikazana je na po~etku procesa su{enja, a vlage mnogo kasnije, kada ta promjena postaje izrazita.
x i y
Sa slika 10 i 11 vidi se da, ukoliko je presjek bli�i ravni simetrije, temperaturni gradijenti su ne{to ve}i. Isto se mo`e re}i i za koncentraciju vlage. Naime, slike 12 i 13 pokazuju da su u presjecima bli`im ravni simetrije ve}i gradijenti vlage. To zna~i da se u tim presjecima mogu o~ekivati i ve}i naponi. Na po~etku su{enja je dominantan utjecaj temperaturne distribucije, a kasnije distribucije vlage.
5. ZAKLJU^AK U radu je prikazan novi numeri~ki metod za analizu rasporeda temperature i koncentracije vlage u poroznom tijelu, baziran na diskretiziranju odgovaraju}ih jedna~ina bilansa unutra{nje energije i vlage kona~nim volumenima, sa temperaturom i koncentracijom vlage kao glavnim promjenljivim.
q
Glavne karakteristike metoda su da je jednostavan, konzervativan, da je prora~unski i u pogledu memorije i CPU vremena efikasan. Zadavanje grani~nih uslova je jednostavno. Verificiranje metoda je izvr{eno na primjeru za koji su postojali pouzdani analiti~ki i eksperimentalni rezultati. Jasno je da pretpostavka o izotropnosti materijala u cijelom podru~ju rje{avanja, u~injena u ovom radu, ne odgovara realnosti. Rad na uklju~ivanju promjenljivih fizikalnih karakteristika materijala je u
toku ali njihovim uklju~ivanjem su{tina metoda se ne}e promjeniti.
6. OZNAKE Ak - granica kontrolnog volumena
( )k e w n s= , , ,a bK ,K E=
- koeficijenti u diskretiziranoj jedna~ini
( )W N S, , ,Bψ - koeficijent
c - specifi~na toplota cw - specifi~na vlaga
k - koeficijent provo|enja toplote kw - koeficijent provo|enja vlage
mj
. - komponenta masenog fluksa
j - komponenta toplotnog fluksa
R - normalizirajuæi faktor r - toplota isparavanja Sψ - izvorni ~lan
T - temperatura t - vrijeme V - kontrolni volumen x j - Kartesijanska prostorna koordinata
w - koncentracija vlage α - koeficijent prelaza toplote
αw - koeficijent prenosa mase
Γψ - difuzioni koeficijent
δ - termogradijentni koeficijent
- 127 -

Ma{instvo 3(1), 117 - 128, (1997) D. Martinovi},...: ANALIZA PROCESA SU[ENJA DRVETA....
δ - prira{taj ε - odnos koeficijenta difuzije pare i koeficijenta totalne difuzije vlage ψ - zavisna varijabla
ρ - gustina
INDEKSI a - ambijent, okolina E W N S, , , - kontrolni volumen isto~no,
zapadno, sjeverno, ju`no od promatranog e w n s, , , - isto`na, zapadna, sjeverna, ju`na
granica kontrolnog volumena FEM - metod kona~nih elemenata FVM - metod kona~nih volumena i - inicijalni, po~etni m - broj iteracije n - novi trenutak vremena o - stari trenutak vremena P - promatrani kontrolni volumen LITERATURA [1] Ames, W.F.: “Numerical Methods for Differential Equations”, Academic Press, 1977; [2] Bui, X., Choong, E.T., Rudd, W.G.: “Numerical Methods for Solving the Equation for Diffusion Thruogh Wood During Drying”, Wood Science 13 (1980) 2, 117-121; [3] Demird�iæ, I., Martinoviæ, D.: “Finite Volume Method for Thermo-Elasto-Plastic Stress Analysis”, Computer Methods in Applied Mechanics and Engineering, 109 (1993), 331-349; [4] Droin-Josserand, A., Taverdet, J.L. and Vergnaud, J.M.: “Modeling the kinetics of moisture adsorption by wood”, Wood Science and Technology, 22 (1988), 11-20;
[5] Droin-Josserand, A., Taverdet, J.L. and Vergnaud, J.M.: “Modeling the absorption and desorption of moisture by wood in an atmosphere of constant and programmed relative humidity”, Wood Science and Technology, 22 (1988), 299-310; [6] Droin-Josserand, A., Taverdet, J.L. and Vergnaud, J.M.: “Modeling of Moisture Absorption within a Section of Parallelepipedic Sample of Wood by Considering Longitudinal and Transversal Diffusion”, Holzforschung, 43 (1989), 297-302; [7] Holman, J.P.: “Heat Transfer”, Mc Graw Hill, 1976; [8] Kouali, M.El.and Vergnaud, J.M.: “Modeling the process of absorption and desorption of water above and below the fiber saturation point”, Wood Science and Technology, 25 (1991), 327-339; [9] Liu, J.Y., Cheng, S.: “Heat and Moisture Transfer in Wood During Drying”, Proceedings, 3d Joint ASCE/ASME Mechanics conference, San Diego, July 9-12 (1989), 79-85; [10] Liu, J.Y.: “Lumber Drying in a Medium with Variable Potentials”, Proceedings of AIAA/ASME Thermophysics and heat transfer conference, Seattle, June 18-20 (1990), 149-156; [11] Malmquist, L.: “Lumber drying as a diffusion process”, Holz als Roh- und Werkstoff, 49 (1991), 161-167; [12] Patankar, S.V.: “Numerical Heat Transfer and Fluid Flow”, Mc Graw Hill, 1980; [13] Thomas, H.R., Lewis, R.W. and Morgan, K.: “An Application of the Finite Element Method to the Drying of Timber”, Wood and Fiber, 11 (1980) 4, 237-243)
- 128 -

Ma{instvo 3(1) 129 – 136, (1997) S. Olevi}: MJERENJE POTEZNIH SILA…
MJERENJE POTEZNIH SILA RADA NA PRE[AMA U ZAVISNOSTI OD POLO@AJA RADNIKA
Dr. Sato Olevi}, v. prof. Ma{inski fakultet u Zenici
REZIME
U radu je predo~ena ocjena te`ine rada na pre{ama, zavisnosti reduciranog momenta, koji nastaje pri razli~itim abdominalnog tlaka. Mo`e se utvrditi : Da je iz mno{tva statisti~kih podataka o tim ispitivanjima do
IAT = 0,068 M+ 1,20
što daje blago ve}e rezultate od onih iz literature. Ovo srezultati " MAIRIAUX"-a i suradnika odnose na skupinu mlana{i ispitanici bili u vremenskom rasponu od 25 do 4ispitanika je dokazan eksperimentalno i o~ito je da serasponu od 28 do 35 godina `ivota.
Klju~ne rije~i : konstrukcija , ergonomija, biomehanika pre{a
THE MEASUREMENT OF PULLING IN THE PRESS WORKER
Sato Olevi}, Ph.D., BSc Mech.Eng. Faculty of Mecha SUMMARY
This paper describes a mark of difficulty of the work on tests of dependence of reduced moment, which is resworkers, and of intra-abdominal pressure. The following canThe great number of statistical information about these tests
IAT = 0,068 M+ 1,20 kPa
This equation gives a slightly increased results than theseexplained by the fact that results from MAIRIAUX and copeople from 19 to 28 years old, while our test workers wePulling capacity of our tested workers was proved experivalues of forces were between age of 28 and 35.
Key words : Construction , Ergonomy , Presses Biomechan
1. UVOD Cilj rada je da se izvr{I mjerenje intraabdominalnog tlaka1 (IAT) pritiska radnika, prilikom rada za presom, po{to se radi o ve}im optere}enjima.
Posebno o razini p
- 129 -
IZVORNO-NAU^NI RAD
dobijena na temelju na{ih istra`ivanja radnim stavovima ispitanika, od intra-
bijena regresijska jednad`ba :
kPa
e pove}anje tuma~i ~injenicom {to se dih ljudi od 19 do 28 godina, dok su 6 godina. Nosivi tj. potezni kapacitet maksimalne vrijednosti sila nalaze u
.
FORCES IN RELATION POSITION
nical Engineering in Zenica
ORIGINAL SCIENTIFIC PAPER
presses, achieved by our experimental ult of different work poses of tested be confirmed: gives following regression equation:
from literature. This increase can be ll. are related on the group of young re in the age of 25 to 46. mentally and it was evident that max.
ics.
stav radnika za pre{om odlu~uje odlu~uje ritiska i optere}enja.

Ma{instvo 3(1) 129 – 136, (1997) S. Olevi}: MJERENJE POTEZNIH SILA…
Rezultati na dijagramima slika 1, 2 i 3 su veli~ine poteznih sila i momenata {to su ih ostvarili radnici pri radu za pre{ama (slika 1). Slika prikazuje zavisnost izme|u lumbalnog momenta i polo`aja tijela ( stoje}i, polupognut i pognut stav ), zavisno od starosti radnika. Iz dijagrama je vidljivo da su vrijednosti momenata najve}i za potpuno nagnuti
stav {to je posljedica najve~ih krakova sila s obzirom na L4/L52. Š[to se pak ti~e veli~ina poteznih sila one su po redoslijedu veli~ina obrnute naspram lubalnih momenata3. Naime, najve}e se sile potezanja mogu ostvariti u stoje}em stavu.
Slika 1. Zavisnost izme|u lumbalnog momenta i polo`aja tijela ( stoje}i, polupognut i pognut stav ) u odnosu na godine starosti.
Slika 2. Zavisnost izme|u sila i polo`aja tijela za stoje}i, polupognut i pognut stav u odnosu na godine starosti.
- 130 -

Ma{instvo 3(1) 129 – 136, (1997) S. Olevi}: MJERENJE POTEZNIH SILA…
Na slici 3. prikazane su usporedbe izme|u uzdu`nih i popre~nih sila u razini L4/L5 , tako|er u zavisnosti od prikazanih stavova ispitanika. Kao {to se i o~ekivalo popre~ne sile Q su najve}e kod potpuno pognutog stava, dok su kod uspravnog gotovo ~etiri puta manje.
Na slici 4 prikazane su vrijednosti izra~unatih intraabdominalnih tlakova zavisno od stava i starosti radnika.
Slika 3. Zavisnost izme|u uzdu`nih i popre~nih sila u razini L4/L5.
- 131 -

Ma{instvo 3(1) 129 – 136, (1997) S. Olevi}: MJERENJE POTEZNIH SILA…
- 132 -
Slika 4. Grafi~ki prikaz zavisnosti veli~ine intraabdominalnog momenta
prema slici 1 i 2 i godinama starosti.
Na temelju rezultata na{ih mjerenja IAT (mjerenje tlaka pri radu) odredili smo koeficijent korelacije izrazom :
( )
( )K
M IA TN
M IA T
MN
M=
⋅ − ⋅
−
Σ Σ
Σ Σ
1
12 2
Σ
Kod nas iznosi K =0,0686. IAT je ovdje vrlo va`an jer se mijenja sa du`inom rada I optere}enja radnika {to zahtijeva ve}e pauze Odavde proisti~e regresijska jedna|ba tlaka trbu{ne {upljine kao funkcija lumbalnog momenta :
IAT = 0,0686 M + 1,2 kPa U na{ih smo ispitanika proveli prora~un tlaka trbu{ne pre{e i utvrdili smo slijede}e rezultate koji su prikazani u Tabeli 1.

Ma{instvo 3(1) 129 – 136, (1997) S. Olevi}: MJERENJE POTEZNIH SILA…
Tabela 1. Izra~unati lumbalni momenti i odgovaraju}i intraabdominalni tlakovi
M IAT f Izra~unati lumb. momenti
(Nm) Izmjereni IAT
(kPa)
(N) M2 M . IAT
83 7,5 1 6889 622,5 84 7,2 1 7056 604,8 85 7,95 2 7225 675,75 86 7,02 1 7396 603,72 87 6,26 1 7569 544,62 90 6,67 1 8100 600,3 94 6,61 1 8836 621,34 98 7,15 2 9604 695,8 100 7,4 3 10000 740 102 9,15 2 10404 933,3 105 7,8 1 11025 819 108 6,95 1 11664 750,6 110 8,1 2 12100 891 114 9,3 1 12996 1060,2 119 9,1 2 14161 1082,9 120 9,62 1 14400 1154,4 121 10,2 3 14641 1234,2
2662 210,63 26 276842 21860,96
2. METODE MJERENJA ABDOMINALNOG TLAKA Metoda se formuliranja komparativnih biomehani~kih modela sastoji od utvr|ivanja veli~ina reduciranih sila i spregova u izabranoj referentnoj ta~ki kralje`nice na razini kralje`nika L4/L5. U tu se svrhu sa~injavaju dva tipi~no razli~ita biomehani~ka modela. Prvi, {to je prikazan na slici 5, predstavlja na{u modifikaciju
"MAIRIAUX"-ova modela [1]. Ovaj je model u na{im istra`ivanjima sa~injen na bazi statisti~kih antropomjera od RUDANA [2], na temelju ~ega su primjenom odre|ene dinami~ke karakteristike, tj. mase dijelova tijela na{ih ispitanika. Na taj na~in je definirana veli~ina reduciranog sprega u ta~ki L4/L5 kao :
( ) (( )
M F c F R a F l b g
F d b hgT N pL4 / L5 = ⋅ ⋅ + ⋅ + ⋅ + ⋅ + ⋅ + ⋅
⋅ + ⋅ + ⋅
cos cos sin cos sin sin
cos sin sin
α α β α β
α β γ
)+γ
gdje su : FgT - te`ina trupa, glave i vrata FN - te`ina nadlaktice Fp - te`ina {ake i tereta koji se di`e Skladno s gore re~enim i pokazanim antropomjera za : - du`ine l i c 18,8 do 14,6 % visine ispitanika - du`ine a,b, g i h - 22,3; 46,3 ; 27,5 ; 53,7 % od du`ine ispru`ene ruke.
Prema istim izvorima imamo da su sile : - FgT - 44,9 % od ukupne te`ine - FN - 5,9 % od ukupne te`ine - Fp - 4,4 % od ukupne te`ine Dvoru~no se je dizanje tereta vr{ilo u dvanaest razli~itih polo`aja ispitanika koji su pokazani na slici 6.
- 133 -

Ma{instvo 3(1) 129 – 136, (1997) S. Olevi}: MJERENJE POTEZNIH SILA…
- 134 -
Slika 5. Shema biomehani~kog modela za mjerenje.
Slika 6. Prikaz mogu}ih mjernih polo`aja ispitanika koji di`e teret. Tereti, koji su se dizali su iznosili 60, 90, 115, 145 i 175 N. Za dizanja kod kojih je zahvat bio na 75, 50 ili 25 % od pune du`ine ispru`enih ruku, veli~ine su se tereta mijenjale proporcionalno sa du`inom kraka sile na taj na~in da se u ramenim zglobovima dobija pribli`no jednaki momenat. Svako je mjerenje bilo popra}eno fotografijom, na temelju kojih su utvr|ene geometrijske veli~ine tog mjerenja. Procedura mjerenja se sastojala od toga da
su ispitanici bili zamoljeni da zadr`e jedno kra}e vrijeme (4-6 sekundi) odabrani teret u `eljenom polo`aju. Svako je mjerenje bilo ponovljeno tri puta za redom i uzimani su samo oni rezultati u kojih su se sva tri puta javile pribli`no iste vrijednosti intraabdominalnog tlaka. Odgovaraju}i su se momenti ra~unali na temelju podataka sa fotografija i masa tabela 2.

Ma{instvo 3(1) 129 – 136, (1997) S. Olevi}: MJERENJE POTEZNIH SILA…
Tabela 2. Izra~unate antropometrijske karakteristike prema podacima od RUDAN-a (du`ine u mm, mase u kg, pol mu{karci )
Veli~ina Procenti Li 5 25 50 70 80
Visina tijela 1592 1620 1646 1724 1801 Nadlaktica 288 303 316 326 341 Podlaktica 241 260 270 278 298 [aka 179 180 181 180 182 Ruka 708 743 767 784 821 Du`ina (a) Sl. 5 129,5 136,3 142,1 146,6 153,4 Du`ina (b) Sl. 5 391 414,1 431,4 448,8 468,4 Du`ina (c) Sl. 5 595 629,5 652,8 670,5 706,1 Du`ina (d) Sl. 5 179 188,5 196,5 202 216 Masa nadlaktice 1,53 1,76 1,96 2,17 2,57 Masa podlaktice 0,913 1,05 1,15 1,295 1,534 Masa {ake 0,35 0,398 0,349 0,492 0,583 Masa ruke 2,793 3,208 3,529 3,957 4,687 Masa gornjeg trupa 9,015 10,355 11,4 12,19 15,16 Masa srednjeg trupa 9,22 10,59 11,67 12,473 15,51 Masa donjeg trupa 6,63 7,25 7,99 8,53 10,61 Masa natkoljenice 7,81 9,05 10,151 11,451 13,751 Masa potkoljenice 2,128 2,358 2,668 2,938 3,68 Masa stopala 0,806 0,85 0,921 1,091 1,201 Masa glave 3,92 4,5 4,96 5,302 6,593 Ukupna masa 56,5 64,9 71,5 80,2 95
Ispitanici su bili zamoljeni da teret di`u i dr`e bez trzaja. Abdominalni je tlak bio mjeren adaptiranim `ivinim ure|ajem za mjerenje krvnog tlaka. Adaptacija se sastojala u produ`enju trake koja se aplicira oko trbuha ispitanika, {to je prikazano na slici 7.
3. ZAKLJU^AK Na temelju u~injenih fotografija se odredio sistem sila segmenata tijela primjenom podataka od
ZACIJORSKI- og [11], koji su izra~unati prema
RUDAN-ovim [2], statisti~kim antropomjerama datim u tabeli 2. Za svaki navedeni polo`aj odre|ene su vrijednosti sila u dinamometrima (slika 7.), a izra~unate su rezultuju}e sile, koje su reducirane u razini L4/L5 ~ime su odre|eni i vanjski momenti optere}enja.
Intraabdominalni je tlak u ovim ispitivanjima odre|en ra~unskim putem prema prethodnim ispitivanjima. Utvr|ene su vrijednosti poteznih sila i momenat u L4/L5 u zavisnosti od stava prikazanim slikama 3 i 4. Upore|ivanjem u odnosu na MAIRAUX - ove ispitanike mo`e se konstatovati da su se na{I ispitanici br`e zamarali jer im je ve}a dob starosti od 25 do 46 godina (kod MAIRAUX - a je to 19-25 godina), te im je efektivno radno vrijeme bilo manje. Efektivno radno vrijeme kod MAIRAUX – a je bilo od 3,5 do 4 sata od 8 radnih sati.
OZNAKE INDEKSA 1 – Intraabdominalni tlak je tlak u trbu{noj {upljini ~ovjeka, 2 – Momenat u odnosu na ta~ke 4 I 5 slike 5, 3 – Lumbalni momenat je momenat u odnosu na sredinu ki~me – peti pr{ljen
- 135 -

Ma{instvo 3(1) 129 – 136, (1997) S. Olevi}: MJERENJE POTEZNIH SILA…
- 136 -
Slika 7. Biomehani~ki model za mjerenje veli~ina poteznih sila i lumbalnog momenta.
LITERATURA [1] MAIRIAUX P. at coll. : Relation between intra-abdominal pressure and lumbar moments when lifting weights in the erect posture, Ergonomics , 1984, Vol. 27, No . 8 / 883-894 [2] RUDAN P. : Dimenzije tijela i tjelesni polo`aji pri radu u medicini rada, Izd. Udru`enje za medicinu rada SFRJ ( 87 - 92 ), Sarajevo, 1978. [3] OLEVI] S.: “Doprinos metodi utvr|ivanja ergonomskih kriterijarada na pre{ama”, Doktorska disertacija , Fakultet strojarstva I brodogradnje, Zagreb, 1988.godine [4] MUFTI] O. i DRA^A K. : Uvod u teoriju mehanizama , Liber, Zagreb, 1974. Godine [5] MUFTI] O. : Biomehani~ki pristup ergonomiji sjede}eg polo`aja, Agrotehni~ar , god. XX br.1/16 -28, Zagreb, 1984.
[6] MUFTI] O. : O mogu~nosti zapisivanja pokreta u ergonomiji, Prakt. biolo{ke antropologije, Ergonomija , Antropolo{. biblioteka 9. Zagreb, 1983. [7] NACHEMSON A. : Lumbar interdiskal pressure, Thesis. Acta orthop. Scand Supplementum 43, 1960. [8] RADOŠ N. , MUFTIÆ O. : Biomechanical explication of the traffic accident injury level in kidney region, Viktimolo{ki kongres, Zagreb, 1985. godine [9] TABORŠAK D. : Studij rada i ergonomija , Praktikum biolo{ke antropologije, Zagreb, 1983. godine [10] ZEDERBAUER E. : Die harmonie im Weltall in der natur und kust, Oreon Verlag ,Wien, 1977.

Ma{instvo 3(1), 137 - 140, (1997) S.Kilali}: KVALITETOM U EVROPU
-- 113377 -
Dana{nje doba je doba apsolutne dominacije kvalite-ta u svim sferama svjetskih reprodukcionih potenci-jala. Kvalitet predstavlja glavni klju~ poslovnog usp-jeha preduze}a, jedini pravi put rasta proizvodnje iprofita i najbolji odgovor konkurenciji. Danas u svi-jetu je op{te prihva}ena ~injenica da jedinokonkurencija kvalitetom mo`e da bude pravi odgov-or novim izazovima i presudno oru|e za mod-ernizaciju industrije i pobolj{anje plasmana proizvo-da i usluga.
Danas oko jedne tre}ine ukupne svjetske proizvod-nje razmjenjuje se me|u pojedinim dr`avama svijeta- izvan nacionalnih granica. Sve ozbiljnjije prognozeukazuju da }e do kraja ovoga vijeka takva razmjenaobuhvatiti blizu polovine ukupne svjetske proizvodnje.U tim uslovima borba za mjesto na svjetskom tr`i{tupredstavlja jedan od osnovnih ciljeva, i to strate{kihciljeva, svake ekonomije. Presudan ~inilac u tojborbi jeste usagla{enost karakteristika proizvoda iusluga sa zahtjevima tr`i{ta.
Evropska zajednica, dokumentima Rezolucija onovom pristupu usagla{avanja tehni~kih propisa istandarda i Globalni pristup atestiranju i ispitivanju,
postavila je temelje za politiku koja vodi uspostavl-janju organizacije zajedni~kog tr`i{ta sa njenimvlastitim nivoom kvaliteta. Rezultat tih stremljenja suniz dokumenata - EN standardi, Direktive EU, vodi}i,uputstva koja su donijeli odgovaraju}i organiEvropske unije sa ciljem obezbje|enja slobodnogprotoka svih vrsta robe, kapitala, ljudi i uslugaizme|u zemalja ~lanica Evropske unije.
Nesmetan pristup robe i usluga evropskom tr`i{tu,ali ne samo evropskom, temelji se na sistemimaakreditiranja i certificiranja koji omogu~avaju uza-jamno priznavanje rezultata ispitivanja i certifici-ranja me|u dr`avama koje su te sistemeuspostavile.
Bosna i Hercegovina u svojoj robnoj i nerobnojrazmjeni sa svijetom bi}e najve~im dijelom vezanaza Evropu i procese koji se u njoj odvijaju. Topodrazumjeva usagla{enost na{e tehni~ke regulativesa regulativom Evropske unije i me|unarodnih orga-nizacija za standardizaciju i mjeriteljstvo, sa jednestrane i po{tivanje te regulative od strane privred-nih i neprivrednih subjekata kod nas, sa druge strane.
KKVVAALLIITTEETTOOMM UU EEVVRROOPPUU
S.Kilali}, Zavod za standardizaciju, mjeriteljstvo i patente Bosne i Hercegovine
REZIME
U ~lanku se analizira stanje standardizacije i kvaliteta u Bosni i Hercegovini nakon njenog stican-ja suvereniteta. Polaze}i od iznesenih konstatacija imaju}i pri tome u vidu u {irem smislu potrebeBiH, a posebno stvaranje uslova za plasman proizvoda i usluga na strana tr`i{ta, u ~lanku se dajusmjernice koje aktivnosti treba poduzeti da bi se ti ciljevi ostvarili.
Klju~ne rije~i: kvalitet, standardizacija, standard, akreditiranje, certificiranje
EENNTTRRAANNCCEE TTOO EEUURROOPPEE WWIITTHH QQUUAALLIITTYY
SS.. KKiillaallii}},, IInnssttiittuuttee ffoorr SSttaannddaarrddiizzaattiioonn,, MMeettrroollooggyy aanndd PPaatteennttss ooff BBoossnniiaa aanndd HHeerrzzeeggoovviinnaa
SUMMARY
In this paper is analysed situation in the field of standardisation and quality in Bosnia andHerzegovina, after acquirement of sovereignty. Considering the facts given in the paper, and Bosniaand Herzegovina’s needs and creating conditions for putting our products and services in the for-eign markets, guidelines are given in the paper on activities which should be done to realisethese aims.
Key words: quality, standardization, standard, accreditation, certification
1. U V O D
PPRREEGGLLEEDDNNII RRAADD
SSUUBBJJEECCTT RREEVVIIEEWWSS

2. SADA[NJE STANJE STANDARDI-ZACIJE I KVALITETA U BIH
Nakon osamostaljenja BiH i strahovitih razaranja dokojih je dovela agresija na na{u zemlju, stanje uoblasti standardizacije i kvaliteta mo`e se u osnoviopisati ovako:
- Naslijedili smo odnosno preuzeli zakone iz biv{eJugoslavije koji, danas, kod nas predstavljajutemeljne akte u oblasti standardizacije, mjeriteljstva ipatenata. Preuzimanjem ovih zakona preuzeti su isvi podzakonski akti me|u koje spadaju JUS stan-dardi, tehi~ki propisi, naredbe o obaveznom atesti-ranju, pravilnici i dr. akti. Na ovaj na~in BiH je ost-varila kontinuitet tehni~ke regulative u zemlji i vannje. Me|utim ovome treba dodati da rje{enja kojasu utvr|ena u ovim zakonima i podzakonskim akti-ma nisu, potpuno, uskla|ena sa rje{enjima u Evropii svijetu.
- U skladu sa gore re~enim u BiH su na snazi ikoriste se JUS standardi. Naslije|eno je blizu 11000JUS standarda a preko 75% od tog broja je saobaveznom primjenom, što zna~i da imaju snagupropisa. To, dalje, zna~i da nisu uskla|eni sa novimkonceptom pripreme i tretmana standarda uEvropskoj uniji i me|unardonim organizacijama zastandardizaciju. JUS standardi nisu redovnouskla|ivani sa izvornim dokumentima pa se, bezneposredne provjere, na njih ne mo`emo osloniti.Pored ovoga odre|ena podru~ja, interesantna zaBiH, nisu uop{te pokrivena JUS standardima.
- Sistem akreditiranja i certificiranja u ex. Jugoslavijinije bio potpuno uspostavljen, imao je niznedore~enosti a rje{enja koja su primjenjena nisubila uskla|ena sa rje{enjima u Evropi. SaradniciZavoda za standardizaciju, mjeriteljstvo i patenteBosne i Hercegovine postavili su sistem akrediti-ranja i certificiranja u BiH tako da su rje{enja kom-patibilna sa rje{enjima u Evropi. Neki elementi ovihsistema ve} su primjenjeni kod laboratorija i organaza certificiranje pri provjeri zadovoljavanja kriterija izEN i ISO standarda.
- U predratnom periodu u BiH akreditiran je vrlo malibroj laboratorija tako da su, u najve}em brojuslu~ajeva, kori{tene usluge laboratorija u republika-ma biv{e Jugoslavije. Danas, zbog posljedica rata,situacija je jo{ nepovoljnija. Uz to treba dodati daje jedan broj laboratorijskih kapaciteta u BiH još uvi-jek prekriven pra{inom i ne koristi se. To je prava{teta za vlasnike tih kapaciteta ali i za dru{tvo ucjelini.
- Zavod je od 1. Januara 1996.godine punopravan~lan me|unarodne organizacije za standardizaciju
ISO sa svim pravima koja iz tog ~lanstva proizilaze,a od 1. marta 1997.god postao je korespodentni~lan Evropskog komiteta za standarde CEN(European Committee for Standardization). Od marta1997. god. Zavod je dopisni ~lan me|unarodneorganizacije za legalnu metrologiju OIML(International Organization of Legal Metrology).Formirana je bosanskohercegova~ka komisija zaelektrotehniku BAKE i podnesen je zahtjev za u~lan-jenje u me|unarodnu organizaciju za standardizacijuu oblasti elektrotehnike IEC (InternationalElectrotechnical Commission). Glasanje o prijemuBAKE u ~lanstvo IEC je u toku i traje do prvepolovine septembra kada o~ekujemo da BAKEpostane ~lan ove za nas zna~ajne me|unarodneorganizacije. Nakon toga o~ekujemo sticanjepridru`enog ~lanstva pri Evropskom komitetu za stan-dardizaciju u oblasti elektrotehnike CENELEC(European Committee for electrotechnicalStandardization).
- Bosna i Hercegovina primljena je u programPHARE koji pru`a pomo} zemljama Isto~ne iCentralne Evrope u pripremi za njihovo uklju~enje u~lanstvo EU. U okviru programa PHARE postoji nizpotprograma me|u kojima je i PRAQIII, koji seodnosi na standardizaciju, akreditiranje, certificiranjei mjeriteljstvo. Ovaj podprogram treba da pru`iosvje`enje i podr{ku na{em Zavodu na uspostavl-janju sistema standardizacije, akreditiranja, certifici-ranja i mjeriteljstva u Bosni i Hercegovini.
- Zavod je nabavio jedan broj baza koje sadr`epodatke o dokumentima sa podru~ja standardizacijei mjeriteljstva. U vezi sa tim treba spomenuti bazu“PERINORM”, koja omogu}ava pretra`ivanje bibli-ografskih podataka o me|unarodnim standardima(ISO, IEC, ETSI), standardima ve~ih zemalja i orga-nizacija Evrope i svijeta (DIN, BSI, AFNOR, ANSI,JIS, ASTM, … standardi za `eljeznice, standardiEvropske unije EN, Direktive EU i dr.). Ova baza jena CD i a`urira se mjese}no.
- U cilju decentralizacije poslova na standardizaciji uBiH formiran je tehni~ki odbor za oblast rudarstva~ije sjedi{te je u Tuzli, pri Rudarskom institutu. Uokviru tehni~kog odbora formiran je jedan brojtehni~kih komiteta i podkomiteta za pripremanje BHstandarda u podru~ju rudarstva. Formiran je,tako|er, tehni~ki komitet za zavarivanje i srodne pos-tupke sa sjedi{tem u Energoinvestu, te tehni~kikomitet za osiguranje kvaliteta za pripremu standar-da ISO serije 9000 ~ije je sjedi{te pri Zavodu.
Potpisani su sporazumi sa Uredom za standardizaci-jo in meroslovje Republike Slovenije o priznavanjurezultata ispitivanja za proizvode sa kojima trgujuproizvodni i trgovinski subjekti Bosne i Hercegovinei Slovenije, sa “KON^AR-PEKS” iz Hrvatske o
Ma{instvo 3(1), 137 - 140, (1997) S.Kilali}: KVALITETOM U EVROPU
- 113388 -

pru`anju usluga laboratorije za ure|aje u ex. izved-bi, sa Slovenski institut za kakovost in meroslovjeo pru`anju usluga laboratorija SIQ za potrebeZavoda, sa Kon~ar – Institut za elektrotehniku opru`anju usluga laboratorija Instituta za potrebeZavoda, kao i sa Institutom za standardizaciju Turske- TSE o tehni~koj saradnji na podru~ju standard-izacije, certifikacije i kontrole kvaliteta proizvoda. Sanjema~kim Institutom za standardizaciju DIN potpisanje ugovor o prevo|enju i preuzimanju DIN standar-da u BAS standarde, a sa izdava~kom ku}om BeuthVerlag potpisan je ugovor o prodaji DIN standarda.
3. KOJIM PUTEM I KAKO DALJE?
Imaju}i u vidu stanje u kojem se sada nalazimo tesve obaveze koje pred nama stoje ako `elimo dasa na{im proizvodima i uslugama iza|emo na tr`i{tavan na{e zemlje, automatski se name}e pitanje kojimputem i kako dalje? U nastupaju}em, ne takodugom, periodu trebalo bi realizirati slijede}eaktivnosti:
- Gore pomenute zakone, koji tretiraju standardizaci-ju i mjeriteljstvo, dvije izuzetno va`ne oblasti zasvaku dr`avu, potrebno je u što kra}em vremenuuskladiti sa rje{enjima i zahtjevima u dokumentimaEvropske unije, me|unarodnih organizacija ~iji je~lan BiH odnosno Zavod i odredbama ratifikovanihkonvencija i sporazuma. Kroz ove zakone izuzetno jeva`no rje{iti pitanje propisa o koje se sada svispoti~emo.
- Stvoriti uslove da Zavod za standardizaciju,mjeriteljstvo i patente Bosne i Hercegovine mo`eodgovoriti zahtjevima i potrebama korisnika svojihusluga. To podrazumijeva, u prvom redu, donijetinovi akt o organizaciji i sistematizaciji Zavoda, Zavodkadrovski oja~ati i obezbijediti sredstva za radstru~njaka van Zavoda na pripremi bosanskoherce-gova~kih standarda.
- Neophodnost stvaranja nove svijesti o kvalitetu kodna{ih gra|ana ukazuje na potrebu revizije i dopuneprograma srednjeg i visokog obrazovanja. U ovomsmislu neophodno je uraditi temeljite pripreme uzkonsultacije sa stru~njacima iz razvijenih zemalja.
- Pristupiti, organizovano, intenzivnom specijalisti~komobrazovanju {irokog kruga ljudi o kvalitetu sa ciljemosposobljavanja istih za razumjevanje, prihvatanje isprovo|enje uputa stru~nih konsultanata na uvo|enjusistema kvaliteta u organizacije prema standardimaISO serije 9000.
- Zavod za standardizaciju, mjeriteljstvo i patenteBosne i Hercegovine treba da pokrene formiranjebosansko-hercegova~kog ISO 9000 Foruma u svrhu
br`eg i lak{eg prenosa znanja i prakti~nih iskusta-va na uspostavljanju i odr`avanju sistema kvaliteta uprivrednim i drugim subjektima. To treba da budesvojevrsna tribina otvorena svim pravnim i fizi~kimsubjektima koji `ele da im se pomogne u razumje-vanju i primjeni standarda ISO serije 9000 u ciljuuspostavljanja sistema kvaliteta i pripremi za certifi-ciranje.
- Imaju}i u vidu gore navedeno te zahtjeve kojiproizilaze iz nove filozofije kvaliteta u Evropi i svije-tu, a po uzoru na neke dr`ave sli~ne po veli~ini istepenu dostignutog razvoja na{oj zemlji, potrebno jeu BiH donijeti Dr`avni program kvaliteta. Ovaj pro-gram treba da sadr`i politiku kvaliteta u BiH, stimu-lativne mjere za uvo|enje odnosno uveden - certifi-ciran sistem kvaliteta, obaveze i odgovornosti organai osoba na niovu BiH i rukovodilaca privrednih idrugih subjekata za kvalitet, oblike masovnog,redovnog i specijalisti~kog obrazovanja i dr.Program bi se realizirao u dugoro~nom periodu uzredovno godi{nje inoviranje u skladu sa razvojem idostignu}ima na podru~ju kvaliteta u Evropi i svije-tu. Krajnji cilj programa bio bi stvaranje na{eg,bosanskog, prepoznatljivog kvaliteta koji bi se za petdo deset godina, nakon po~etka sprovo|enja pro-grama, pribli`io kvalitetu razvijenih zemalja Evrope isvijeta. Iza programa treba da stoji Bosna iHercegovina odnosno najvi{i njen organ. Programtreba da vodi profesionalna institucija. To bi mogaobiti Odbor za kvalitet pri PK BiH ili Institut za kvalitetpri Ma{inskom fakultetu u Sarajevu. Zavod za stan-dardizaciju, mjeriteljstvo i patente treba biti ukju~en u pripremu i sprovo|enje programa.
4. ZAKLJU^AK
Bosna i Hercegovina je mala zemlja sa relativnomalim tr`i{tem i zbog toga njena privreda mora bitiusmjerena na izvoz proizvoda i usluga. Za o~ekivatije da to bude, prvenstveno, evropsko tr`i{te alimnogi proizvodi i usluge bi}e plasirani na tr`i{ta{irom svijeta. Ta tr`i{ta prihvati}e na{e proizvode iusluge samo ako zadovoljavju odgovaraju}i kvalitet ato zna~i da zadovoljavaju zahtjeve iz standarda ipropisa koji su u upotrebi na tim tr`i{tima. Da bi toostvarili na{i stru~njaci moraju biti potpuno i blagov-remeno informirani o zahtjevima utvr|enim u zakoni-ma, tehni~koj regulativi i standardima odre|enihzemalja u Evropi i svijetu. Oni, tako|er, trebaju pri-hvatiti novu filozofiju kvaliteta koja je jednim dijelomugra|ena u standarde ISO serije 9000 i 14000 i bezodlaganja primjeniti te standarde.
Bosna i Hercegovina, s druge strane, treba da {titizdravlje i interese svojih stanovnika, okolinu, vrijednamaterijalna dobra, privredu i dr. kroz pripremu idono{enje vlastitih propisa i standarda, koji }e biti
Ma{instvo 3(1), 137 - 140, (1997) S.Kilali}: KVALITETOM U EVROPU
- 139 -

u skladu sa me|unarodnim i regionalnim i koja }ete propise i standarde bezuslovno primjenjivati. Taregulativa nesmije stvarati barijere pri uvozu stranihproizvoda ali mora obezbjediti da u na{u zemljuulaze proizvodi koje prihvataju i razvijene zemljezapada.
Plasman proizvoda na strana tr`i{ta i obezbje|enjeda u BiH ne ulaze nekvalitetni proizvodi mo`e seobezbijediti ako u na{oj zemlji postoje razvijeni iprimjenjeni sistemi standardizacije, mjeriteljstva,akreditacije i certifikacije koji su kompatibilni sa sis-temima razvijenim od strane me|unarodnih organi-zacija i primjenjeni u razvijenim zapadnim zemljama.Na razvoju i primjeni ovih sistema, pored Zavoda zastandardizaciju, mjeriteljstvo i patente Bosne iHercegovine, trebaju biti uklju~eni brojni stru~njaci izprivrede, nau~no-istra`iva~kih organizacija, fakulteta,strukovnih udru`enja i dr.
5. LITERATURA
[1] I. Bakija, “Osiguranje kvaliteta po ISO 9000”, NIPPrivredni Vijesnik, Zagreb, 1991.,
[2] “…”, “The new approach of Goods in Europe”,CEN/CENELEC, Brussels, 1997.
[3] “…”, “Standards for access to the European mar-ket”, CEN, Brussels, 1995.
[4] “…”, “Europäische Normung”, DIN DeutschesInstitut für Normung e.V.,Berlin 1996.,
[5] “…”, “ISO 9000 for Small Businesses”, ISO CentralSecretariat, Geneve, 1997.
Ma{instvo 3(1), 137 - 140, (1997) S.Kilali}: KVALITETOM U EVROPU
- 114400 -

1. Uvod
Po osnovu me|unarodnog konkursa, potpisnik ovihredova, boravio je u svojstvu gostuju}eg nau~no-istra`iva~kog radnika, na Institutu za alatne ma{inei proizvodno ma{instvo, Ma{inskog fakulteta, Rajnsko-Vestfalskog Tehni~kog Koled`a Aachen (Rheinsch-Westfalische Technische Hochschule Aachen), u peri-odu avgust 1996 - april 1997 godine.
Rade}i na jednom od najve}ih nau~no-istra`iva~kihprojekata "Autonome Produktionszellen"(Samoreguliraju}e proizvodne jedinice), koji se ponarud`bi njema~ke Vlade i preduze}a radi na nau~no-istra`iva~kim institutima u Aachenu, omogu}ena je pri-lika da se pored rada na ovom projektu odnosnodoktorskoj disertaciji autora rada, djelimi~no sagleda ina~in odvijanja nastavnog procesa. Ilustracije radi naovom projektu radilo je 11 instituta a u okviru pro-jekta bilo je definisano 13 doktorskih disertacija.Projektni zadatak je bio definisan na 415 stranica.Nosilac projekta je Institut za alatne ma{ine i proizvod-no ma{instvo iz Aachena. Svoju prakti~nu realizacijuprojektni zadatak treba da do`ivi u Njema~kim tvorni-cama alatnih ma{ina do 2000-te godine u okviru real-izacije projekta proizvodnje ma{ina sa vje{ta~kominteligencijom. Pored autora ovoga rada , na ovomInstitutu su kao gostuju}i istra`iva~i u {kolskoj 1996/97bili anga`ovani dr Jiang, sa Univerziteta u Pekingu idr Bremer sa Univerziteta u Sao Paolu.
U ovom i narednom broju ~asopisa "Ma{instvo" da}ese prikaz na~ina studiranja na ovom presti`nomfakultetu koji omogu}ava ~itaocu komparaciju sana{im nastavnim planovima i programima, uslovimastudiranja i dr. Tekst je pripremljen na osnovu vi{erazli~itih izvora o RWTH i od ta~ke 5 dat je u nje-govom originalnom rukopisu na engleskom kako bise izbjegle sve eventualne nejasno}e, mogu}i nes-porazumi ili pogre{na tuma~enja. Sve tabele sa pre-gledom nastavnih jedinica i brojem sati date su uoriginalnoj formi.
2. Osnovni podaci o Tehni~kom koled`uu Aachenu
Kada je 1858 godine Pruski carski prestolonasljed-nik Fridrih III poklonio 5000 talera za osnivanje
budu}eg univerziteta, krenuo je proces rasta ovognau~no-istra`iva~kog kolosa. Zvani~na ceremonijaotvaranja dogodila se 10.oktobra 1870 godine kadaje ovaj univerzitet krenuo ka svom politehni~komusmjerenju (prvi naziv Polytechnikum) odnosnopostaju}i poslije Kraljevski Tehni~ki Univerzitet (RoyalTechnical University).
Danas je to ne samo tehni~ki koled`, gdje studentipored svih tehni~kih usmjerenja izu~avaju i dru{tvenei prirodne nauke. Broj studenata se kre}e prosje~no35-40 hiljada od ~ega oko 10% ~ine strani studenti.Uz oko 10 hiljada studenata na jo{ dvije uni-verzitetske organizacije u Aachenu to ~ini ukupno oko50 hiljada studenta u gradu sa oko 250 hiljadastanovnika.To ovaj stari carski grad (u Aachenu se nalazi cars-ki prijesto Karla Velikog iz VIII vijeka) ~ini najve}imNjema~kim studentskim gradom.
O ugledu Tehni~kog Koled`a u Aachenu mo`danajbolje svjedo~i ovaj podatak. U posljednjih 15 god-ina, od 130 velikih nau~no-istra`iva~kih projekatakoje je finansirala Njema~ka vlada i privreda, uAachenu je ra|eno 11, {to ovaj Univerzitet dovodina vode}e mjesto u izvanredno razvijenom sistemuvisoko obrazovnih institucija Njema~ke koja danasima vi{e od 300 institucija visokog obrazovanja urangu na{ih univerziteta (univeziteti, koled`i, zajednicevi{ih {kola, vojne akademije, privatni univerziteti i sl.).
3. Ma{inski fakultet u Aachenu
Studij ma{instva u Aachenu star je koliko i ovajUniverzitet/Koled`. U zimskom semestru 1870/71 svojstudij na ovom fakultetu je zapo~eo 31 student. Tajbroj je stalno rastao da bi 1980 godine dostigao svojmaksimum sa vi{e od 7000 studenata. Danas naovom fakultetu studira oko 6500 studenata. Krizabroja kandidata koji upisuju tehni~ke fakultete prisut-na u ~itavoj Evropi, nije, zbog duge tradicije i ugle-da potresla i Ma{inski fakultet u Aachenu, koji potradiciji upisuje 1024 studenta u prvu godinu studija.
Za vrijeme od {kolske 1870/71 kada je studenti-ma na raspolaganju bilo 58 stru~nih i 15 op{tihpredmeta sa 18 nastavnika, do{lo se do dana{nje
Ma{instvo 3(1), 145-149, (1997)
- 114455 -
Studij na Ma{inskom fakultetu u Aachenu, SR Njema~ka
Mr Darko Petkovi}, dipl. in`. ma{., vi{i asistent

brojke sa vi{e od 300 nastavnih predmetima kojise u vrlo razli~itim formama slu{aju u toku osamsemestara, koje je u zimskom semestru 1993/94godine izlagalo 155 profesora.Broj saradnika/asistenata je vrlo te{ko izraziti zbogfleksibilnosti nastavnog procesa u pogledu izborabroja i tematike predmeta te ~injenice da oni dolazesa 17 instituta koji su u sastavu Ma{inskog fakulte-ta. Primjera radi samo sa Instituta za alatne ma{inei proizvodno ma{instvo, koji je najve}i institutMa{inskog fakulteta u Aachenu u nastavnom proce-su u~estvuje u ovoj {kolskoj godini (1996/97 god.)vi{e od 180 asistenata.
Ovdje je bitno ista}i da ovi asistenti pored rada navje`bama sa studentima, vode studentske idiplomske radove (tzv. Studentarbeit i Diplomarbeit)te vrlo aktivno u~estvuju u nau~no-istra`iva~kom radui saradnji sa privrednim subjektima kroz brojneteku}e stru~ne projekte. Ono {to je bitno razli~ito uodnosu na uslove ve}ine univerziteta u srednjoj iisto~noj Evropi je vrlo mali broj ~asova vje`bi ( 4-10 h) koje oni imaju u toku jednog semestra sa stu-dentima ( vje`be ex-catedra). Me|utim, rad sa stu-dentima kroz pomenute radove i projekte te prak-ti~an rad u laboratorijama, je znatno izra`eniji isveobuhvatniji.
4. Institut za alatne ma{ine i prozvod-no ma{instvo u Aachenu(Werkzeugmaschinen Laboratorium derRWTH Aachen)
Najve}i i najreprezentativniji institut u okviru 17 insti-tuta koji egzistiraju u okviru Ma{inskog fakulteta uAachenu je u naslovu pomenuti institut. Osnovnipodaci zna~ajni za ovaj Institut koje u ovom kratkomprikazu treba ista}i su da na njemu radi 185 profe-sora i asistenata, 340 ostalih zaposlenih (laboranti iadministrativno-tehni~ko osoblje) te vi{e od 250saradnika, studenata zavr{nih godina studija (tzv.Hiwi-ji tj. hilfe wisenschaftler). Nau~no-istra`iva~ki radse odvija u nizu laboratorija na ukupnoj povr{ini od6000 m2 na najmodernijoj opremi iz oblasti industri-je alatnih ma{ine, automatike, robotike i informatike.
Ovdje bi trebalo ukratko objasniti ulogu tzv. hiwijakoja je ~itaocu vjerovatno manje jasna i ne mo`e seporediti sa na{im studentima-demonstratorima po{tohiwiji imaju vrlo mali kontakt sa studentima po pitan-ju dr`anja konslutacija ili nekih formi vje`bi. Kako jere~eno hiwiji su uglavnom studenti zavr{nih godina iliapsolventi koji u nau~no-istra`iva~kom radu i projek-
tnim zadacima rade zajedno sa asistentima. Oni suza svoj rad linearno pla}eni po 590 DM mjese~no inalaze se na platnom spisku Fakulteta/Instituta ali imse ovaj rad ne ra~una kao radni sta` niti po tomosnovu ostvaruju zdravstveno osiguranje i sl. U pros-jeku svaki asistent ima 1-2 hiwija-pomo}nika. Od njihse obi~no regrutuju budu}i asistenti.
Po pitanju, zaista vrhunski opremljenih laboratorija,treba ista}i da se najve}i dio vrhunske opreme dobi-ja i koristi neko odre|eno vrijeme od proizvo|a~aiste. Ove, uglavnom CNC alatne ma{ine, mjernaoprema i roboti se nakon odre|enog periodaeksploatacije-istra`ivanja zamjenjuju sa novimma{inama iz proizvodnog programa najpoznatijihsvjetskih proizvo|a~a.
Ovaj institut je {ezdesetih godina bio tvorac program-skog jezika EXAPT koji je uz APT bio kamen temeljacrazvoja kompjuterski upravljanih alatnih ma{ina.
Na kraju treba ista}i da je ovaj Institut ,jedini u svi-jetu ,dva puta nosilac najvi{eg priznanja ameri~kogudru`enja ma{inskih in`enjera (ASME) za institutgodine, nagradu koja se dodjeljuje od 1945 godine. Kao kuriozitet treba ista}i da za vi{e od devedesetgodina postojanja na ~elu Instituta bila su samo tridirektora i to: od 1907 do 1937 godine prof. DrWalihs, od 1937 do 1973 prof.Dr Opitz i od 1973do danas prof.Dr Eversheim.
5.The Study of Mechanical Engineering
5.1. The Pleriminary Studies
1. The Preliminary Studies Examination consists ofeleven examinations, which are divided into BlocksA and B:
Block A: ChemistryPhysicsMechanics AElectrical EngineeringMathematics A
Block B: Mathematics BThermodynamics I, IIMaterial Science I, IIMechanics BMachine Elements I, IIInformatics in Mechan. Engineering I andNumerical Analysis I
Ma{instvo 3(1), 145-149, (1997)
- 114466 -

Ma{instvo 3(1), 145-149, (1997)
- 114477 -
2. The examinations in the courses of the prelimi-nary studies may be taken at the end of the lec-tures and after necessary prerequisities have beenfulfilled.3. The examinations for the courses of Block Bcan only be registred for when at least four of theexaminations from Block A of the preliminary stud-ies have been passed.4. The length of the written examinations is set foreach course.5. The transcript of the successfully completed pre-liminary studies lists the grades of the individualexaminations and a total grade. The total grade isthe arithmetic average of the grades of the individ-ual examinations. The transcript is handed out bythe Examination Board.6. The structure of the preliminary studies and thenumber of semester week hours for the lectures andexercises in the courses are listed in the table 1.
Prerequisities for Examinations
1. Certificates are required for entrance to the fol-lowing tests of the preliminary studies:
*Mathematics B : Mathematics IMathematics IIMathematics III
*Mechanics B :Mechanics I (Statics and Mechanics of Materials)Mechanics II (Mechanics of Materials and Dynamics)Mechanics III (Dynamics)*Machine Elements I, II :
Mechanical Drawing IMechanical Drawing IIMachine Elements IMachine Elements II
In Mathematics I-III and Mechanics I-III, the prerequi-sities for the examinations are weekly exercises andhomework. In the subjects Mechanical Drawing I and
II, design tasks have to be completed. The prerequi-sitie work for the examination in the Machine ElementsI-II consist of design and calculation exercises.2. The certificates for the following lectures and lab-oratories must be obtained before the end of thepreliminary studies:
Introduction to Mechanical EngineeringIntroduction to Computer ProgrammingPhysical Technical LaboratoryNon-Technical elective course
3. A certificate is issued, when 80% of the exer-cises and laboratories has been acknowledged. Foracknowledgement a satisfactory level must be attainedor exceeded. In the case of tests, the material, whichthe problem cover, is announced by the respectivechair one week before the actual test date.
5.2. Major Sudies
1. The following fields of study with associated spe-cializations are offered:
1 Manufacturing Technology2 Engineering Design3 Process Engineering, Chemical Engineering,
Biochemical Engineering3.1 Process Engineering3.2 Chemical Engineering3.3 Biochemical Engineering
4 Plastics and Textile Engineering4.1 Plastics Engineering4.2 Textile Engineering
5 Energy Engineering5.1 Turbomachinery / Jet Propulsion5.2 Internal Combustion Engines5.3 Thermal Engineering5.4 Nuclear Engineering
6 Transportation Engineering6.1 Automotive Engineering6.2 Mechanical Conveying / Rail Vehicles6.3 Aeronautics and Space Engineering
7 Fundamentals of Mechanical Engineering

Ma{instvo 3(1), 145-149, (1997)
- 114488 -
U sklopu prate}ih kongresnih manifestacija interna-cionalnog specijaliziranog sajma ZEPS INTERMETAL,Ma{inski fakultet u Zenici i RMK Poslovni sistem su20. maja 1997. godine organizovali savjetovanje»Budu}nost metalskog kompleksa BiH«. Savjetovanjeje odr`ano u kongresnoj sali poslovnog centra RMKPromet u Zenici, uz prisustvo preko stotinu privred-nika, nau~nih radnika i predstavnika vlasti Ze-Do kan-tona i FBiH.Savjetovanje je imalo za cilj rje{avanje odre|enihdilema i stvaranje podloga i uslova vezanih za: izborpravca razvoja, stvaranje povoljnog ambijenta zaefikasan razvoj i promjenu vlasni{tva.
S tim u vezi Savjetovanje je tretiralo proizvodnjumetala, metalopreradu, ma{inogradnju, elektro-indus-triju, proizvodnju saobra}ajnih sredstava i infor-mati~ku industriju po sljede}im temama:
- Stanje metalskog kompleksa u BiH,- Tendencije u razvoju metalskog kompleksa,- Podizanje postoje}e proizvodnje na vi{i tehnolo{kinivo,- Uvoz novih tehnologija,- Kvalitet kao uslov plasmana proizvoda,- Finansiranje razvoja i- Promjena vlasni{tva (tranzicija).
SAVJETOVANJE – BUDU]NOST METALSKOG KOMPLEKSA BiH
Preliminary Studies inMechanical Engineering
1. Semester(WS)
2. Semester(SS)
3. Semester(WS)
4. Semester(SS)
V Ü V Ü V Ü V Ü
Chemistry 2 1 APhysics 2 1 AElectrical Engineering 3 2 AMathematics I 3 2 +Mathematics II-III 3 2 + 3 2 + BMechanics I 3 2 + AMechanics II-III 3 2 + 3 2 + BMaterial Science I-II 4 2 2 2 BIntro. To Mechanical Eng. 2 1 *Mechanical Drawing I-II 1 2 + 1 2 +Machine Elements I-II 2 3 + 2 4 + BComputer Programming 1 3 * (1 3 *)Numerical Analysis 2 2Informatics 2 2 BThermodynamics I-II 2 2 1 2 BFluid Mechanics I 2 2PTL(Lab Work) 0 6 *Non-Tehnical Elective 1 1 *
Total contact hours/week 16 11 12 11 12 11 10 19(periods of 45 minutes) 27 23 23 29
Table 1. The Study of Mechanical Engineering

Ma{instvo 3(1), 145-149, (1997)
- 114499 -
U nastavku tradicije, Hrvatska zajednica proizvodnogstrojarstva, zajedno sa PTW Institutom TU Darmstadt,organizovala je u Opatiji, od 12 do 13 juna 1997.godine, ~etvrto me|unarodno savjetovanjeproizvodnog strojarstva. U Zborniku radova na 710stranica {tampano je ukupno 76 radova: BiH (2),^e{ka (6), Hrvatska (51), Italija (3), Makedonija (1),Njema~ka (5) i Slovenija (8). Radovi su izlo`eni usljede}im sekcijama:
Predavanja po pozivu - 6 radova,Tehnologije u CIM-u – 17 radova,Obrada rezanjem i visokobrzinske obrade – 16 rado-va,Osiguranje kvaliteta – 10 radova,Obradni sistemi – 7 radova iLogistika i organizacija proizvodnje – 20 radova.
Savjetovanje je odr`ano pod motom »CIM(97 –Ra~unarom integrirana proizvodnja i visokobrzinskeobrade«. Zapa`en je bio nastup autora iz Bosne iHercegovine: S.Ekinovi}, S.Brdarevi} (Ma{inski fakul-tet Zenica) i M.Kova~evi} (BNT-Hidraulika NoviTravnik) sa radom pod nazivom »The RelationshipBetween Shear Plane Angle and Workpiece MaterialProperties« – »Zavisnost ugla ravni smicanja od
mehani~kih osobina materijala obratka«, izlo`en usekciji Obrada rezanjem i visokobrzinske obrade.
Na osnovu izlo`enih radova mo`e se konstatovati dase Hrvatsko proizvodno ma{instvo nastoji usmjeriti katehnologijama podr`anih ra~unarom, te visokobrzin-skim obradama. [to se ti~e ra~unarom podr`anihtehnologija, na Savjetovanju su izlo`eni radovi sovom tematikom i to u oblastima obrade rezanjem ideformisanjem, oblasti kontrole kvaliteta i organizaci-ja proizvodnje. [to se pak ti~e visokobrzinskih obra-da, zapa`eni su radovi sa temama konstruktivnihrje{enja visokobrzinskih glavnih vretena glodalica (do200000 o/min), kao i postupka visokobrzinskog stru-ganja-glodanja (brzina rezanja do 1740 m/min).
Ovom prilikom se apeluje na bosanskohercegova~kustru~nu i nau~nu javnost da bi se vi{e autora izna{e zemlje trebalo pojavljivati na budu}im savjeto-vanjima proizvodnog strojarstva Hrvatske, bar iz razlo-ga li~ne, i afirmacije BiH uop{te, s jedne strane, imogu}nosti dobijanja najnovijih informacija iz oblastiproizvodnog ma{instva, s druge strane.
Doc. dr Sabahudin Ekinovi}
4. ME\UNARODNO SAVJETOVANJE PROZVODNOG STROJARSTVA CIM ’97, OPATIJA, 1997.
Na Savjetovanju su po pozivu izlo`ena sljede}a pre-davanja:
1. I.Kapetanovi}: Zna~aj metalskog kompleksau privredi BiH i mjere Vlade Federacije BiH – Usloviza obnovu privrede,
2. B.Mati}: Model ocjene konkurentske sposob-nosti preduze}a,
3. Z.Lagumd`ija: Informati~ke tehnologije i orga-nizacija savremene kompanije,
4. B.Tihi: Strate{ki marketing u savremenim kom-panijama,
5. M.Bero{: Prestruktuiranje preduze}a u fazisvojinske transformacije,
a tako|er su izlo`eni i sljede}i prihva}eni referati:
1. A.Mujezinovi}: ^elik kao osnova razvoja met-alskog kompleksa,
2. H.Galija{evi}: Budu}nost namjenske proizvod-nje FBiH,
3. A.Had`ipa{i}: Metalne konstrukcije u obnovii razvoju,
4. E.Seferovi}: Kvalitet – uslov plasmanaproizvoda,
5. A.Gavranovi}: Elektroindustrija kao faktorrazvoja,
6. F.Fejzi}: Stanje i mogu}i pravci razvoja met-alskog kompleksa Tuzlansko-podrinjskog kantona,
7. M.Omanovi}: Problemi za{tite okoline uproizvodnji i preradi metala,
8. R.[elo, M.D`indi}, O.Juki}: Ma{inska opre-ma u rudarstvu i
9. I.Filipovi}, D`.Bibi}, B.Pikula: Pravci razvojamotornih vozila.
Nakon obimne i veoma konstruktivne diskusijeSavjetovanje je zavr{ilo sa napomenom da }e sezaklju~ci sa ovog Savjetovanja objediniti sazaklju~cima okruglog stola na temu “Stanje i per-spektive metalskog sektora industrije Bosne iHercegovine” odr`anog u Sarajevu aprila 1997.godine, kao i savjetovanja “Revitalizacija metalskeindustrije BiH” koje }e se odr`ati u Biha}u 2 i 3.oktobra 1997. godine. Tako objedinjeni zaklju~cibi}e upu}eni, kako u~esnicima ovih skupova, takoi relevantnim institucijama i nivoima vlasti.
Doc. dr. Sabahudin Ekinovi}.