Embed Size (px)
Citation preview

Fuar 15. Kasım ila 19 Kasım arasındatoplam beş gün sürecektir. 120 000 m²’likbir alanda yaklaşık 60 000 m² paviyon alanıbulunmakta. Alanın büyüklüğüne rağmenbu kez yine yer yetmemiş bulunuyor. Keşi-deciler tarafından katılıma olan rağbetfazla büyük geliyor. Geçen sene de olduğugibi alan mobil paviyon yerleştirilerek bü-yütülüyor. Böylece toplam 32 000 m² sergialanı bulunmakta. 10 000 m² daha kongre-ler ve toplantılar için fuar paviyonlarınınüst kısmında hazır edilmekte.
950 sergicilerinin arasında bu yıl da Av-rupalı ve de Asyalı makine sanayi ve yansanayiinden tüm şöhretler bulunacaktır.Türk firmalarının yanı sıra özellikle Almanve İtalyan firmaları fuarın akışını belirleye-ceklerdir. Yurtdışından gelen büyük talebinnedeni bir taraftan hala konjonktürel pat-lama yaşayan Türk piyasası ve diğer taraf-tan da hala büyük olan iç piyasadakipotansiyel. Özellikle Türk mobilya- veahşap malzeme sanayii son on yılın içeri-sinde Avrupa’da en büyük aktörlerden birikonumuna erişmiştir. Ama Kuzey Afrikabölgesine de ihracatlar artmıştır.
İstanbul’daki fuar aynı zamanda Yakınve Orta Doğu’ya kurulan en büyük köp-
rüyü oluşturuyor. Bu yüzden bir çok sergicive ziyaretçi fuarı bu piyasalara giriş olarakkullanmakta.
2009’daki gelişme ilginç olacaktır. İlk kezolarak 31. Ocak ile 3. Şubat 2008 arası dü-zenlenmiş olan makine ve yan sanayi fuarı“ZOW/Z-Mac” 1. Ekim ile 4. Ekim 2009arası „Ağaç İşleme Makinesi/Intermob“'danhemen önce ve de aynen İstanbul’da ger-çekleşecek.
Ücretsiz özel baskı
Deutscher Holz-AnzeigerDeutsche HolzwirtschaftDer Holzkäufer
Deutsche Holz-ZeitungDeutscher
Holzverkaufs-AnzeigerORMAN VE AHŞAP SANAYİNİN BAĞIMSIZ SESİ GAZETESİ
Çarşamba, 22. Ekim 2008 134. Cilt · No. Türkiye
Bugünki sayıda
Teknik
Mobilya
Hepsi o kadarkolay değil
Mobilya yapımında hafif inşaat pla-karı son yıllarda iyice hareketlenen birkonu haline gelmiştir. Ancak uygula-mada her zaman pekte kolay değildir.
Sayfa 2+3
Kapılar
Modern teknoloji ilekrizden çıkış
Yalnızca iki yıl içerisinde: 2005 yılındaiflas yaşayan Warnke firmasından çıkankapı imalatçısı dik bir yükselme yaşa-mıştır. Sayfa 14
Lamine zemin
Doğrudan zemin baskıtekniği gelişiyor
Doğrudan laminat zeminin Orta Av-rupa’da piyasaya yerleşmesi 2007 ger-çekleşti. Sayfa 22
Diğer konular
Çin: dünya çapında en büyük MDFimalatçısı – Çin MDF piyasasınınanalizi 4
Ahşap kaplamada modern klasikeser – plastiksiz »Stingray« 7
Fritz Kohl benzersiz ceviz ağacı ka-palaması imal ediyor 8
Granit - Yeryüzünün hatıralarındanalıntılar 17
»Interzum 2009« daha fazla ziya-retçi bekliyor 19
Parlak baskı işlemesi 20
İnce kesim katrak testere veya şerittestere makine 23
Londra’lı dizayncılar WPC’de este-tiği keşfettiler 25
Küçük bir ahşap plakacık dünyayıdolaşıyor 28
Hızlı hata teshisi 30
Güçlü fuar ve hafif plakalarÇifte fuar “Ağaç İşleme Makinesi” ve “Intermob” daha fazla ziyaretçi ve sergileyici firmalar bekliyorGüncel dünya ekonomisindeki çalkantılararağmen, organizatörler çifte fuar olan“Ağaç İşleme Makinesi” ve “Intermob”'a2007’ye oranla daha fazla sayıda keşidecive ziyaretçi bekliyorlar. Tüyap Fuar veKongre Merkezi 950 keşideciden (2007’de:910) ve ortalama 40 000 ziyaretçilerdenyola çıkmakta.
Mobilya sanayi ve iç mimari için yan sanayi ürünlerinı “Intermob”'da görebilirsiniz. “Ağaç İşleme Makinesi”fuarının odak noktasını makineler ve tesisatlar oluşturmakta.
İstanbul’da Tüyap Fuar alanı
Mobilya sanayiine makineler, tesisatlar ve donanımlar gibi yan sanayi ürün-lerinin yanı sıra (alttaki resim Avusturya’lı Blum’un stantında) ahşap ve kap-lama da, küçükte olsa, bir rol oynuyor.
Bu fuar Yakın ve Orta Doğu'ya açılan kapı olarak görülmekte.Fotoğraf: Fischer
H O L Z - Z E N T R A L B L A T T
Alman uzman dergisi olan “Holz-
Zentralblatt” İstanbul’da “Ağaç İş-leme Makinesi” ve “Intermob”
fuarları dolayısıyla ilk kez Türkçe ya-
yınlanmakta. 32 sayfada Almanya
ve Avrupa’daki Ağaç ve Orman sa-
nayiindeki güncel gelişmeler hak-
kında Türk okurları bilgilendiril-
mekte. Bunun yanı sıra Alman işlet-
meleri yeni ürünleriyle Türk piyasa-
sına tanıtılıyor. Özel ilgi örneğin
yüzey değerlendirme veya üretim
tekniğinde en yeni teknik gelişmele-
rin üzerinde yoğunlaşmakta.
Bu baskı 7 000 nüshalardan oluş-
makta ve doğrudan fuarda ilgilenen-
lere ücretsiz dağıtılmakta.
“Holz-Zentralblatt”, ahşap ve orman
sanayiinin lider uzman dergisidir.
Haftada bir kez 12 000 nüshalarla ya-
yımlanır. “Holz-Zentralblatt” her
hafta 10 000 aboneye postayla ulaştı-
rılır.
www.holz-zentralblatt.com
Türkçe’de prömiyer

Hafif inşaat modası, son ürünleri, tesisleri ve işleme proseslerini etkiliyorkk. Hafif inşaat plakaları, mobilya imalatında yeni yeni hız kazanmış biralandır. MDF için şimdiye kadarki dolgulu seçenekte belirgin şekildeartan pazar fiyatları, orman ağacında daralma eğilimleri ve bunların so-nucunda ortaya çıkan fiyat çalkantıları olası alternatiflerin çekiciliğinibüyük ölçüde arttırdı. Bazı üreticiler hafif inşaat plakaları işlenimiyleuzun süredir çalışmakta. Bunlardan biri Homag AG (Schopfloch) fir-masıdır. Bu firmada hafif yapı işlenmesi aşağı yukarı on yıldır gündemdebulunuyor.
Sayfa 2 · Türkiye nüshası · Holz-Zentralblatt Ahşap malzemeler Ekim 2008
İster sonsuz çeşitleri dahil olmak üzere“masif” sürgülerin dört ya da iki taraflı ola-rak tutkallanması olsun isterse de dar yü-zeyin dört ya da iki taraflı olarak, rulo yada şeritlerle tutkallanması olsun tüm tek-nolojiler ve yöntem teknikleri mevcuttur veuygulamada test edilmiştir. Büyük ekono-mik avantajlara sahip bir gelişme olarak“Double Edge” teknolojisi geliştirildi. Bu-rada destek kenarı dekor kenarıyla yapıştı-rılır ve aynı işlem içerisinde plakanın daryüzeyine tutkallanır. Bu işlem özelliklekalıp parçalarında yüzde 80 oranında üre-tim iyileşimi sağlamaktadır.
Yüksek kaliteli mobilyalar için CNC ma-kinelerinde doğrudan “EXKA” yöntemibaşarılı olmuştur. Özellikle yüksek kalitelimobilyalar ve çok ince örtücü tabakalarasahip hafif inşaat plakaları (örn. alümin-yum petek plakalar) için uygun olan bu
yeni yöntemde, plastik doğrudan hafif yapıplakasının açık kenarı içine püskürtülür.
Uygulama alanına, çıkış malzemesine veyük durumlarına göre müşteri ultrasonkaynağı çözümü, mekanik, mekanik-kim-yasal ve salt yapıştırma çözümü arasındaseçim yapabilir. Tüm yöntemlerin ortak birnoktası vardır: gerek üst bölümün gereksede alt bölümün kuvvet uygulamasının birparçası olmasını sağlarlar.
Homag geçtiğimiz yıl ayrıca sabitlemeteknolojisi konularında yeni bir dübel tek-niğiyle akıllı çözümler sundu. Sistem teda-rikçisi Zimmer GmbH (Rheinau)firmasıyla birlikte, sıkıştırmalı bir dübelinyalnızca 8,5 mm delik çapıyla salt mekanikşekilde sabitlendiği ve aynı zamanda destekfonksiyonunun üstlenildiği bir sistem geliş-tirildi. Bu sayede 700 Newton'a kadarçekme kuvvetleri elde edilmektedir.
Schopfloch merkezli firma, hafif yapıplakalarının üretiminden, yüzey perdahla-madan, dar yüzeyli kenarların işlenmesineve akıllı birleştirme yöntemine kadar uza-nan alanlarda teknolojiler sunmaktadır.Bunlar gerek küçük ve orta ölçekli işletme-ler gerekse de büyük işletmeler için sağlamve ekonomik çözümlerdir. Güçlü şirketlertopluluğu sayesinde bu grup tüm işlemeadımları için hizmet ve ürünlerini tek eldensunabilmektedir.
Hafif inşaat plakaları işleme tekniği
Tüm üretim varyasyonları içinmodüler yapı sistemi
Homag, dünya çapında yedi yılı aşkın birsüredir sahip olduğu “saha tecrübesi”ne ekolarak, yılda yaklaşık 90.000 km petekplaka demetlerinin üretildiği veya işlendiğiyüzden fazla makine ve sistem satışı da ger-çekleştirmiştir.
Gelişme dönemi içerisinde hem olumluhem de olumsuz ifadeler vardı, ancak firmafikirlerini yolundan şaşmadan geliştirmeyedevam etti. Bütünsel olarak sorun çözüm-lerini geliştirmek amacıyla grup içerisindebir geliştirme ekibi kuruldu. Burada kısazaman içerisinde hafif yapının ve malzemekarışımının pazarda başarılı bir şekilde yeralabilmesi için plaka imalatından işlemeye,yüzey kaplamasından birleştirme tekniğinekadar tüm sorunların aynı zamanda çözül-mesi gerektiği ortaya çıkmış bulunuyor.
Bu metodun ve bundan geliştirilen ürün-lerin pek yanlış olmadığını şu anda alınançok iyi siparişler ve bu teknolojiye artantalep göstermektedir.
İştirak şirketleri Büttfering (Beckum),Fritz (Weinsberg) ve Torwegge (Löhne)aracılığıyla hafif inşaat plakalarını ve sand-viç elemanlarının yarı mamul olarak üretil-mesi ve yüzeyin perdahlanması içingeliştirmeler uygulandı. Plaka imalatı içingeliştirilen modüler yapı sistemi, ile tekliplakalar ve sürgülü veya sürgüsüz kayışürünleri için, HSK eriyen yapışkanı, PVACbeyaz tutkalı ve UF üresiyle yapıştırıla-bilme imkanı sağlar. Özellikle yüksek par-laklıkta ürünler için ve “complete line”yöntemi için üretim serilerinin başarılı ol-duğu kanıtlanmıştır. Bu teknikle yüzey vekenarlar aynı anda kaplanılmaktadır. Busayede sözgelimi hafif inşaat plakalarının –“inline” kağıt petekler ile de – 40 m/daküzerinde hızlarla dört yandan tek işlemdeimal edilmesi mümkündür.
Yüzey kalitesi ve iyi bir dokunma hissiveren, derzsiz, dört taraflı kaplamaya sahipbir yüzey yapısı nedeniyle kaliteli mobilya-lar için esas ürünler ortaya çıkmaktadır.Özel olarak kağıt peteklerden üretilmişlerseeğer, öncesinde yüzey kaplaması olarak neuygulandığından bağımsız olarak tüm hafifinşaat plakaların dar yüzeylerinden kenar-lanması gerekir.
Tek elden akıllı çözümler
Bunu sağlayan Homag seri bant ve CNCmakineleridir. Birbirinden çok farklı tasa-rım ve konstrüksiyon isteklerini karşılaya-bilmek için çok çeşitli yöntemleringeliştirilmesi gerekti.
Türk Orman ve Ahşap Sanayiiçin özel yayın
ISSN 0018-3792
Yayınevi:DRW-Verlag Weinbrenner GmbH & Co. KGFasanenweg 1870771 Leinfelden-Echterdingen (Almanya)
Yayımcı:Karl-Heinz Weinbrenner, Dipl.-Kfm.Claudia Weinbrenner-Seibt, Dipl.-Kfm.
Yayınevi yönetmeni:Uwe M. Schreiner
Sorumlu redaktör:Jens Fischer
Redaksiyon:Dipl.-Holzwirt Jens Fischer, Dipl.-Holzwirt Kars-ten Koch, Assessor des Forstdienstes JosefKrauhausen, Dipl.-Holzwirt Leonhard Pirson,Assessor des Forstdienstes Ulrich Schwill,
Dipl.-Ing. (FH) Bernd Sindel, Dipl.-Kfm. KarlAlbert Wildermuth
Çeviri, son redaksiyon ve layoutvbd media & technik GmbH,Freiherrr-vom-Stein-Straße 42/4472116 Mössingen (Almanya)e-mail [email protected]
Reklam yönetimi:Peter Beerhalter (sorumlu)
Reklam satış:Ralf Arnold
Reklam acentalıkları:Fransa: Nicole Valkyser Bergmann, 53, Bou-levard de la Villette, F-75010 Paris; Fon 0033(0) 1 - 42001780, Faks 0033 (0) 1 - 42001780, E-mail n.valkyser-bergmann@ wanadoo.fr • İta-lya: Cesare Casiraghi sas, Viale Varese 39, I-
22100 Como, Fon 0039 (0) 31 - 261407, Faks0039 (0) 31 - 261380; E-mail info@casiraghi. info•İskandinavya: Exomedia OY - JyriVirmalainen, Post Box 739, FIN00101 Helsinki, Fon. +358 50352 3635e-mail [email protected]
Baskı:Pressehaus Stuttgart Druck GmbHPlieninger Straße 15070567 Stuttgart (Almanya)
Reklam fiyatları:Kare başı (45 mm genişlik) milimetre temelfiyatı 3,90 EUR. 1.10.2008 tarihli, 48 no.lufiyatlistesi geçerlidir.
Tedarik fiyatları:(“B+H İnşaat ve Ahşap” eki dahil artı yıllık yedidergi): Almanya’da, Avusturya’da ve İsviçre’deyıllık 228,80 EUR, Yurtdışında (İsviçre ve Avus-turya hariç): 330,20 EUR. “Holz-Zentralblatt”her hafta Cuma günleri yayımlanmakta.
Holz-ZentralblattDRW-VerlagWeinbrenner GmbH & Co. KGFasanenweg 1870771 Leinfelden-Echterdingen (Almanya)Posta adresi: Postfach 10015770745 Leinfelden-Echterdingen (Almanya)İnternet: http://www.holz-zentralblatt.com
E-mail:Redaksiyon:[email protected]: [email protected] hizmeti: [email protected]
Telefon ve Faks: Ön kod 00 49-7 11
Redaksiyon: Telefon 75 91-0, Faks -2 67
Reklam yönetimi:Telefon:75 91-2 60, Faks -2 66
Reklam siparişi:Telefon 75 91-2 55/2 56/2 57, Faks -2 66
Abonelik servisi: Telefon 75 91-2 06, Fax -3 68
Mesleki kitap servisi ve kitap siparişleri:Telefon 75 91-2 08/3 00, Faks -3 80
İfa yeri:Leinfelden-Echterdingen
Mahkeme yeri:Nürtingen
Ust.-Id.-Nr.:DE 147 645 664
Bu derginin içerdiği bütün makaleler ve re-simlerin telif hakları saklıdır. Kanuna uygunistisnalar dışında yayımevinin izni olmadankullanımı, kopyası, ve elektronik medya-larla yayılması ve çoğaltılması yasaktır.
Uzman dergiler ihtisas birliğiAlman dergi yayımcıları birliğineüye
“KAL 310” kenar bantlama makinesi, hafif inşaat plakalarının destek kenarı yöntemiyle kenarlanması veya doğrudanyapıştırma için.
“Double Edge” yöntemiyle tek işlemde kenar yapıştırma.
Dar petek yapısına sahip hafif inşaat plakalarında doğrudan kenar bantlama
Dört milimetreden büyük kaplamalıhafif inşaat plakaları için mekanikbirleştirme malzemeleri.
Zimmer firmasına ait hafif inşaat pla-kalarının montajı için mekanik birleş-tirme malzemesi.
Homag’a göre hafif inşaat modası, hemnihai malları hem de gerekli makine, tesisve işleme proseslerini değiştirmektedir. Budeğişiklikler mobilya ve yapı elemanlarısektörününde hafif inşaat plakalarınınınçok daha fazlasını kapsamaktadır. Sözge-limi en ince kağıt ve folyolar, yüksek parlakvb. gibi yeni yüzeyler ve malzemelerinkombinasyonu bunlara dahildir. Bu durumdeğişim sürecini hızlandırmakla beraberaynı zamanda da zorlaştırmaktadır.

Onlarca yıllardan bu yana oda kapılarıalanında kullanılan hafif inşaat plakaları-nın yakın tarihte mobilya üretiminde dekullanılma geçmesi nasıl gelişti?
Bunlara uygun ürünlerle dizayn nedenle-rinden dolayı kalın plakalar kullananİkea'nın başlamış olma ihtimalı yüksek. 40milimetrelik ve daha fazlası materyal kalın-lıkları güncel mobilya trendlerinde sık gö-rülmekte. Bu kalınlıklardaki mobilyaparçalarının gerçekleştirilmesinde şimdiyedek kullanılan suntalar yüksek ağırlıkların-dan dolayı özellikle al-götür mobilyaları-nın ne üretiminde, ne nakliyesinde ne demontajında mantıklı değildir. Ama bunlaraek olarak neden daha çok hafif ahşap mal-zemeleri kullanıldığının bir çok daha se-bepleri var.
Büyük alanlı mobilya elemanları örneğinyatak odası dolaplarında olduğu gibi arta-rak sürme kapılarında camlar veya aynalarkullanılmakta. Bundan dolayı meydanagelen ağırlıktaki artış, nakliyede ve mon-tajda sıkca hasarlara yol açmakta, amahafif plaka materyallerinin kullanıldığı tak-dirde bu durum büyük ölçüde telafi edile-biliyor. Bunun yanı sıra ağaç ham-maddesindeki ve bağlayıcı maddelerdekifiyat artışları ve bunlardan dolayı suntalar-daki fiyat artışı da yongaların substitüsyonimkanıyla düşürülebilir. Bu substitüsyonörneğin orta tabakadan üretilmiş kağıt kul-lanma imkanı sayesinde olabiliyor. Bu balpeteği plakalarındaki hammadde substitüs-yonları bu plakaları ekolojik açıdan da il-ginç kılıyor. Genel olarak hafif plakalar ikitüre ayırılır. Bir tarafta iki kapak tabakasın-dan ve de bir tane hafif orta tabakadan olu-şan sandviç plakalar vardır.
Kapak tabakasında ağırlıklı olarak incesuntalar veya ince MDF kullanılmakta.Orta tabaka bölümünde ekseriyetle kağıt-tan oluşan yayılma petekleri (örneğin Ho-nicel'den) ve nadiren Wellsteg petekleri(örneğin Swap-Sachsen) kullanılmaktadır.Diğer tarafta homojen bir yapıya sahiphafif ahşap malzemeler vardır – örneğinhafif suntalar veya hafif ve ultra hafifMDF'ler.
Mobilya üretiminde seri üretim ile lot öl-çüsü-1-üretimi arasında ayırım yapmak ge-rekmektedir. Seri üretimde genellikle sabitölçüler kullanılırken, lot ölçüsü-1-üreti -minde imalat yolu çoğunlukla büyük for-mat plakalarıyla işleme geçiyor. Üretimstratejilerinde hafif ahşap malzemelerin sı-nırları belli oluyor. Süngülü sandviç plaka-lar ve de hafif homojen ahşap malzemeler
sabit ölçü plakalar olarak mobilya seri üre-timinde genellikle sorunsuz bir şekilde kul-lanılabilir. Bu durum varolan plaka işlemetesisatları yerine yeni petek plakalar içinözel tesisatlar yerleştirmek zorunda kalın-madan gerçekleşebilir. Bazen olan makine-lerde hafif değişiklikler gerekebilir. Bunlarakarşın lot ölçüsü-1-üretiminde çoğunluklabüyük format plakaları kullanılır.
Sandviç plakaların kullanımı durumundayeni makine ve tesisat tekniğine yatırımyapmak gerekir. Bu durumda az baskı üre-ten kaplama tesisatları ve destek kenarlarıveya süntüler ekleyen tesisatlar kaçınılmazoluyor. Homojen hafif ahşap malzemeleri-nin kullanımı ise yeni tesisatlara kaydadeğer yatırım gerektirmeden mümkündür.Hafif suntalar örneğin – normal suntalaraanalojik olarak – konvansiyonel tesisat-larda işlenebilir.
Nihai işleme
Geniş kapsamlı deneme serilerinde deği-şik hafif ahşap malzeme plakalarının işlen-mesi test edilmiştir. Bu deneme serilerininönemli temel şartı, deneylerin şimdiye deknormal suntaların işlemesinde kullanıldığıgibi standart tesisatlarda gerçekleşmesi ola-rak belirlenmiş. Bu durumda büyük bö-lümü üç ile dört milimetre arası incesuntadan oluşan kapak tabakalı sandviçplakalar ve hususi olarak süngülü petekplakar oluşturuyor. Alttaki bahsedilentemel şartların işlemesinde farklı sorunlarmeydana gelmiş. İlk olarak süngülü plaka-lar uzun süre depolandığında yamulmayaveya çukur oluşmaya eğilimi oluşur ve bazıkoşullarda örtme işleminde hatalı tutkalla-maya yol açabiliyor.
Ayrıca ona göre dekor folyolarının veince kapak tabakalarının kullanıldığı tak-dirde örtme işleminden sonra süngüler be-lirebilir. İnce kenarın kenarlama işlemi veinşaai hırdavatlar için gerekli süngü geniş-likleri, muhtemel ağırlık tasarrufunu kıs-men belirgin bir şekilde düşürür. En sonolarak da kapak tabakalarının üzerine da-yanan ağır agregatlar tarafından içine bas-tırılabilir. Bu plaka türünün formatlama vekenarlama işlemi üretim sürecinin deva-mında genelinde sorunsuz gelişiyor. Başkasandviç plaka seçeneği olarak süngüsüzpetek plakalar ve üç ile dört milimetre arasıince suntadan kapak tabakaları test edil-miş. Bu plaka türü ile ulaşılan ağırlık indi-rimi diğer plaka türlerine göre en yüksekboyuta ulaşıyor. Ama bununla birlikte işle-mede değişik sorunlarla karşı karşıya ka-lındı. Özellikle küçük ebatlarda plakalarhafif ağırlıklarından dolayı kontrollü birşekilde taşıyıcı birimlerinde ilerleyemiyor,yan çevrilip takılı kalıyor. Peteğin orta ta-bakasının karşısındaki kısmen dışarıyaçıkık kapak tabakası durdurma cetvelindetakılı kalabiliyor. Kaplama süreci içerisindeplakalar eziliyor ve özellikle kenar bölgele-rinde hatalı tutkallamalara yol açıyor. Buplakalarda agregatlar kapak tabakalarınıiçine geçirebilir. Ardından gelen format vekenarlama sürecinde plakaların kenar bö-lümünü üst basınç tarafından ezilmiş. Budurum sıkca kenar nihai işleminde kenarbölümüne freze uygulaması gerektirmiş.Homojen ahşap malzemeler bölümündehafif suntaların işlenmesi test edilmiş.Burda azaltılan sıkılık çoğu zaman dahahafif substitüsyon materyallerinin özellikleplaka orta tabakası bölümünde örneğin
kenevir ve ketenle kullanılarak ulaşılmakta.Bu plakar çoğu zaman kaba, gözenekliyüzey yapısı ile dikkat çekiyor. Bu yüzey ya-pısı örtme sürecinde huzursuz bir yüzeyeyol açabiliyor (selülit etkisi). Bu plaka tü-rünün, kenar bölümlerinde çıkmalara yolaçabilen, orta tabakası da gözenekli olabi-liyor. İnce kenarların kullanımında delikleroluşabiliyor ve huzursuz yüzeylere yol aça-biliyor. Ama aynı derecede önemli birnokta, yeterince tutkallanmamış, gevşekyongalar kendi kendine orta tabakadan çö-zülüp de tutkal silindirinden akarak havuz-daki eriyen yapışkanı kirletebilir.
Donanım
Bu alanda homojen hafif ahşap malze-meler ile sandviç yapılara ayırılır. Homojenplaka malzemelerinde konvensiyonel dona-nım teknikleri kullanılabilirken, sandviçplakalarda piyasada bulunan plakalaraözel çözümlere geri dönmek gerekiyor. Odakapıları üretiminde konvensiyönel kulla-nım alanlarından en tanınmış çözüm, do-nanımlara demirleme noktası olaraksüngülerin ve tabanların kullanımı. Bunlarplaka üretiminde veya sonra buna uygunmakine teknolojisinde devreye giriyor vemümkün ağırlık düşürmeyı olumsuz etkile-mekte. Bir diğer imkan ise donanımlarıkapak tabakasında özel vidalarla bağla-maktır. Bunun için temel şart ise daha ka-lınca kapak tabakalarının kullanılmasıdır.Yalnızca bu yöntem plakaların ağırlık dü-şürebilme imkanını ve hesaplılığını azaltır.Bir diğer teknik uygulamada ise benzer birmetodda özel geliştirilmiş ayırma dübelleribir veya da iki kapak tabakalarına sabitle-nir ve ardından standart mobilya donanım-ları vidalarla tutturulur. Sandviçplakalarında donanım sabitleme işlemle-rinde en yenilikçi gelişmeler Hettich'dentutkal dübelleri ve Woodweldıng yöntemi-dir. Bu iki yöntemde konvensiyönel teknik-lere oranla daha zahmetli ve dahamasraflıdır.
Bunlar da yeni makine tekniğine yapıl-ması gereken yatırımlara yansıyor. Bu ikikonseptlerde farklı plaka kalınlıkları içindeğişik adaptörler gerekmekte. Ayrıca de-polama, lojistik ve işlemede dikkat edilme-sini gerektirmekte. Hettich yöntemindedonanım montajı için plastik adaptör ikikapak tabakalarıyla yapıştırılır. Bu adaptö-rün otomatik dizgisi için piyasada makine-ler bulunmakta.
Woodwelding yönteminde adaptör ultra-son sonotrode yardımıyla iki kapak taba-kalarıyla kaynak yöntemiyle birleştirilir. Bumakine tekniği de piyasada bulunmakta.Bütün sandviç yapılarında donanım sabit-leme çözümlerinin kayda değer avantajlarıve dezavantajları vardır. Hangi teknoloji enuygun olarak seçileceği uygulama duru-muna, mevcut olan makine tekniğine ve gi-rilen üretim sürecine bağlıdır.
Talepler ve standardizasyon
Hafif bir ahşap malzemeyi lot ölçüsü-1-üretiminde fleksibel kullanabilmek için,şimdiye kadar elde edilen bilgi durumunagöre, homojen bir yapıda olması şarttır.Hafif, homojen yapıdaki büyük format pla-kalar kaplanıp ardından mevcut olan plakakesim tesisatlarında ve format bantlarındaişleme koyulur. Konvensiyönel donanımtekniği kısıtlamasız kullanılabilir.
Sorunsuz bir kaplama için ve hatalı tut-kallama sonucunu önlemek için malzeme-nin büyük ölçüde baskıya dayanıklı olmasıgerekmektedir. Selülit etkisi göstermeyeniyi örtme sonuçları elde edebilmek içinzarif yüzey yapısı temel şarttır. Ayrıcamalzeme iyi vida çıkarma dayanıklılığınasahip olmak zorunda, çünkü bu özellikmobilya donanımlarının en iyi şekildebağlanabilinmesi için gereklidir. Plakala-rın raf olarak kullanımında veya benzerkonstrüktif alanlarda iyi bir bükme daya-nıklılığı şarttır. Bunun dışında kapak taba-kasının yüksek sıkılığı kenar işlemininyırtılmadan bitirilmesini sağlar. Henüz
hafif ahşap malzemeler için malzeme pa-rametreleri standartlarla belirlenmemiş.Sunta veya MDF'ye uygulanan standarttaleplerini bire bir hafif ahşap malzeme-lere uygulama hatası yapılmamalıdır. Butalepler daha çok EN 312 ve EN 622bölüm 5'deki indikatör olarak görülmeli-dir. Nihai olarak ilgili dayanıklılık değer-lerine gösterilen talep hakkında, göreceliuygulama karar kılar (mobilya parçasınınkonstrüktif kullanımında). Ama herşeyerağmen petek plakarda olduğu gibi hafifahşap malzemelere standartlar geliştirmeçabalar gösterilmekte. Bunlar da henüzgenç malzeme kuşağının yerleşmesine kat-kıda bulunacaktır.
Sonuç ve gelecekteki görünüm
Lot-ölçüsü-1-üretiminde hafif mobilyaparçalarının üretim işlemi için bugünkübilgi durumuna göre homojen hafif ahşapmalzemenin en iyi şekilde uygun olduğubelli olmuştur. Seri üretimde petek plaka-ların daha avantajlı olduğu açık bir şekildebellidir. Hafif ahşap malzemelerin işlenmekararı verilmeden önce parçaların nasıl venerde konstrüktif bir şekilde kullanılaca-ğını hangi donanım teknolojisinin bu du-rumda en mantıklı olduğu ve hangimiktarlarda varyasyonların beklenebile-ceği sorularının önceden çözülmüş olmasıgerekir.
Ancak ondan sonra, kullanılacak olanahşap malzeme donanım kombinasyonu-nun göreceli koşullarda ortaya çıkacak ge-rekli yatırımların ekonomik açıdan hesaplıolup olmadığını öğrendikten sonra, hatasızve bilgiye dayalı bir şekilde karar verilebilir.Hafif yapı heyecan ve heyecanlara yol aç-maya devam edecek. Bu plakaların piya-saya hangi boyutta yerleşebileceğinibekleyip görmek lazım. Ağaç ve diğer ham-maddelerdeki beklenilen fiyat artışları vesürekli değişen mobilya dizaynı da hafif ya-pıların hikayesinin nasıl gelişeceğini etkile-yecekdir.
Ekim 2008 Ahşap malzemeler Türkiye nüshası · Holz-Zentralblatt · Sayfa 3
Şişmanlık bu aralar şık – tartışmasız. Dizayncının en sevdiği tesis üretimde her zaman neşeye yol açmıyor. Fotoğraf: Ronald Schmitt, AMK, Alno, Fischer
Hafif plakalarla herşey o kadar hafif değilPratik analizi: Mobilya sanayinde hafif ahşap malzemelerin şartları ve edinilen tecrübelerTobias Feifel*
Beş yılı aşkın bir süreden bu yana bir çoksempozyumlarda kapsamlı olarak hafif in-şaat plakaları hakkında tartışılıyor ve ma-kine ve hırdavat üreticileri bu yöndekapsamlı geliştirme üzerinde çalışmalarınısürdürüyor. Böylece bal peteği tipi plaka-ların kenar işlemesi için tesisler (örneğindestek kenarı “Double Edge”) ve de özeltutkal ve ayırma dübelleri geliştirilmiş.Bütün bunlara rağmen bu ahşap malzeme-ler bugüne kadar alman mobilya sanayindebölgeyi kapsayacak şekilde kullanılama-makta.
Süngülü, süngüsüz sandviç petek plakalar veya homojen hafif plakalar?
*Tobias Feifel Ağaç işleri endüstri mühen-disi ve ünlü bir mobilya üreticisinin yapım gü-dümü bölümünde çalışmakta. Yıllardır hafifahşap malzemelerle çalışmakta.
Sayfa 4 · Türkiye nüshası · Holz-Zentralblatt Ahşap malzemeler Ekim 2008
Çin pazarının 80’li yılların başındaaçılması ve dünya ticaretinin küre-selleşmesi Çin’in sanayi yapısını
çok değiştirmiştir. O zamandan buyana ekonominin sosyalist planlı ekonomi-den “sosyalizm vurgulu pazar ekonomi-sine” dönüşümü büyük aşamalar kaydet-miş bulunuyor.
MDF endüstrisinde de derinden bir yapı-sal değişim gerçekleşmektedir. Devlet işlet-melerinin önemi giderek azalmakta olup bugelişmeye paralel olarak özel yurtiçi ve ya-bancı sermaye Çin MDF endüstrisindehızlı bir büyümeye yol açmıştır. Şu andaMDF üreten yaklaşık 500 firma bulunuyor,
Çin: dünyanın en büyük MDF üreticisiÇin MDF pazarının analizi – Üretim yapısı, Mülkiyet şartları, Piyasa
Konut inşaatının ve orman koruma programının gelişmesiyle birlikte Çinahşap malzeme endüstrisi yaklaşık on yıldır kesintisiz ve devasa bir bü-yüme aşamasında bulunmaktadır. 2003 yılında Çin, ABD’nin önüne ge-çerek dünyanın en büyük ahşap malzeme üreticisi konumuna yükseldi.Ahşap malzeme endüstrisi gelişimi Avrupa’yla karşılaştırıldığında dün-yanın en kalabalık nüfus yoğunluğuna sahip bu ülkede çok farklı seyret-mektedir. Çin’de elyaf plakalar (MDF ve HDF) olağanüstü yüksekbüyüme oranlarıyla, kontrplak’ın yanında açık arayla en büyük pazarpayına sahiptir. Bunun aksine kaplama plaka Avrupa’da son kırk yılıniçinde ahşap malzemelerin üretimininde büyük bir farkla hakim durum-dadır.
Hızla büyüyen pazar
Dünyanın en büyük MDF üreticisi konu-muna geçişe, şimdiye kadar özellikle ola-ğanüstü hızla büyüyen iç piyasa nedenolmuştur. Böylelikle üretim 2000 yılındanbu yana 2,4 olan üretim 2005 yılında 16,3milyon m3’e yükselmiş ve 2006 yılında yak-laşık 18 milyon m3’e ulaşmıştır. 550’yi aşkınüretim hattı bugün Doğu ve Batı Avru-pa’dan (2006: 15,4 milyon m3) daha yüksekbir üretim göstermektedir. Bu ülke KuzeyAmerika’ya (yaklaşık 5 milyon m3) göre ne-redeyse dört katı üretim yapmaktadır. Şekil2’de Çin’in dünya üretiminin (2006 yılındayaklaşık 48 milyon m3) yaklaşık üçte biriniürettiği görülmektedir. 2002 yılından buyana endüstri yılda ortalama yüzde 27 ora-nında büyümüştür.
Son derece yüksek büyüme oranlarıesas olarak mobilya endüstrisi ve iç deko-rasyona duyulan yüksek talepten kaynak-lanmaktadır. 2003 yılında yaklaşık 10,5milyon m3 MDF üretildi, bu bir öncekiyıl olan 2002’den 3,5 milyon m3 daha faz-ladır.
Gelişme temposu son iki yılda ağaçkesim yasağına rağmen yüksek seviyedekalmaya devam etti, böylece 2004 ve 2005yıllarında üretim yaklaşık 3er milyon m3
arttı.Siyasi destek sayesinde önümüzdeki beş
yılda da MDF endüstrisinde büyümenindevam edeceği tahmin edilmektedir.Ancak büyüme oranlarının azalacağı var-sayılmaktadır. Mobilya ve laminat zeminkaplamalarına duyulan yurtiçi talepdevam edecek ve ekonominin genişleme-siyle birlikte gelecekte de artacaktır;ancak MDF’nin yerine geçecek ürün ola-rak üretimi büyük oranda artan kaplamaplakanın da Çin pazarında rağbet göre-ceği bugünden görülebilmektedir. Üretimkapasitesinin gelişmesiyle karşılaştırıldı-ğında kullanım oranı ortalama olarakyalnızca yüzde 70’di.
2000 - 2005 yılları arası dönemindeMDF üretim kapasitesi neredeyse dördekatlandı (Şekil 3). “National Bureau ofStatistics of China” tahminlerine göreÇin MDF pazarı 2005 yılında 25 milyarYuan’lık (2,5 milyar Euro) bir değere sa-hipti, bu bir önceki yıla göre yüzde 18oranında bir artış anlamına gelmektedir.Güncel olarak MDF tüketimi yaklaşık18,1 milyon m3 olarak gerçekleşti (Tablo1), başka deyişle, dört yılda MDF satışıüçe katlandı ve tahminen yıllık büyümeoranı önümüzdeki yıllarda yüzde 30 ola-rak gerçekleşecek.
Uygulama alanları
MDF günümüzde Çin’de ağırlıklı ola-rak mobilya endüstrisinde, iç dekoras-yonda, otomotiv endüstrisinde ve akustikamaçlar için kullanılmaktadır. Aynı şe-
kilde laminat zemin ve ambalaj endüstri-sinde bu malzemeye duyulan talep art-maktadır. Sadece 2005 yılında mobilyaendüstrisi 12 milyon m3’ten fazla ve lami-nat zemin endüstrisi yaklaşık 1,85 milyonm3 MDF tüketti. Konut inşaatı alanındavarolan yüksek büyüme oranları mobilyave zemin kaplamalarında talebin artma-sını sağlamakta ve MDF endüstrisindekiyüksek büyüme oranlarının garantisi ol-maktadır.
MDF satışında bir çeşitlilik gözlenmek-tedir, başka deyişle Çin’de büyük araylaen önemli alıcı olan mobilya endüstrisininyanında bu plaka malzemesi gittikçe arta-rak yeni uygulama alanlarında da kulla-nılmaktadır. 90lı yılların ortasına kadarÇin’deki MDF üretiminin neredeyseyüzde 100’ü mobilya endüstrisinde kulla-nılmaktaydı. Henüz 2005’te ise pazardakidurum başka bir görünüm kazanıyordu,çünkü mobilya endüstrisinin (yüzde 68)yanı sıra iç dekorasyon ve inşaat endüs-trisiyle (yüzde 20), zemin kaplama endüs-trisi (yüzde 10) ve ambalaj endüstrisiyle(yüzde 2,5) hızla büyüyen MDF pazarınayeni tüketiciler katılıyordu.
Guangdong eyaleti Çin’in mobilya mer-kezidir ve bu nedenle bölge en yüksek tü-ketime sahiptir. Burada günümüzdemobilya endüstrisinde 9 milyon m3’tenfazla MDF işlenmektedir.
Hammadde tedariki ve oluşumu
Çin’in MDF endüstrisi hammadde ka-rışımında – üretim teknolojisi nedeniyle-ağırlıklı olarak endüstriyel ağaç ve kesimartığı ağaç kullanılmaktadır, ancak birkaçyıl içerisinde özel ekim alanlarından hatırısayılır miktarda ağaç üretebilineceği ön-
görülmektedir. 1 m3 MDF üretmek içinyaklaşık 1,6 m3 ham ağaç kullanılmakta-dır. Başka deyişle, yalnızca yıllık 18,5 mil-yon m3’lük üretim yaklaşık 30 milyon m3
ham ağaç sarfiyatı anlamına gelmektedir(Çin Halk Cumhuriyeti Milli Orman Dai-resi istatistiği). Çin ağaç ekonomisinin veözellikle endüstriyel ağaç kullanan branş-ların (MDF, kaplama plaka, selüloz vekağıt endüstrisi) ham ağaç ihtiyacını, ge-lecekte büyük ölçekli orman işletmele-rinde yetiştirilen ve hızla büyüyen ağaçtürleri (örn. Kavak ve Okaliptüs) yardı-mıyla karşılanması planlanmaktadır. Çin,buna uygun olarak yurtiçi ihtiyacını ken-disi karşılamak konusunda ciddi çabalargöstermektedir. Böylelikle “China Fo-restry Report 2005’te yazılı bilgilere göreağaç lifi ve ağaç talaşı hammaddelerinin
yurtiçi arzı 2003 ve 2004 yılları arasında27,7’den 37 milyon m3’e yükselmiş.
Genel olarak yurtiçi ağaç ihtiyacını ağır-lıklı olarak işletmelerde kendi ağaç üreti-minden karşılamanın günümüzde Çinorman politikasının öncelikli hedefi oldu-ğunu tespit etmek mümkündür. Çünkü şuanda ağaç eksikliği pek çok küçük fabrika-nın kapanmasına ve büyük MDF firmala-rının ağaç ihtiyacını giderek daha çok kendiorman işletmelerinden karşılamasınaneden olmaktadır. Bu çabalarla firmalar şuanda maliyet hesaplamalarında büyük biryer tutan değerli ağaç hammaddesi konu-sunda da desteklenecektir.
MDF endüstrisinin ağaç temini, kezahızlı bir büyüme oranına sahip kağıt, se-
Yazan: Lijuan Ye*, Fritz Tröger* ve Gerd Wegener*, Münih
Tablo 1 Çin'de MDFtüketim seyri
Yıl Miktar Büyüme oranı[mil. m3] [%]
2001 6,3 –
2002 7,0 11,1
2003 11,8 87,3
2004 15,3 142,9
2005 18,1 187,3
Kaynak: China Wood International Inc.
Industry Report 2006
ancak bunların çoğu az miktarda üretimyapan küçük üretim işletmeleridir.“Planning and Design Institute of ForestProducts Industry of State Forestry Ad-ministration” araştırmasına göre üreticile-rin yüzde 96’sı üretim kapasitesininyaklaşık yüzde 60’ına sahiptir. Bunlarınbüyük bir kısmı çok küçük ve geri kalmıştesislerde az sayıda personel ile üretil-mektedir. Çoğunlukla büyük firmalarınneredeyse hiç olumsuz yönde etkileme-diği küçük özel işletmeler veya eski dev-let işletmeleri mevcuttur. Fakat aynızamanda pek çok büyük ve modern iş-letme de bulunmaktadır. Buna göre yak-laşık olarak yalnızca 20 büyük firmaülkenin üretim kapasitesinin yüzde 40’ınıkarşılamaktadır.
Çin ahşap malzeme birliği (WBP) kısasüre önce, şu anda MDF için çok fazlaüretici firmanın kurulduğunu tespit etti.Bunlar çoğunlukla düşük kaliteye sahipürünleriyle orta ve yüksek kalite ihtiyacı-nın karşılanmasına da katkıda bulunamı-yorlar. 21. yüzyılın başından bu yanaMDF endüstrisinde oluşan ve homojen ol-mayan endüstri yapısı, sektördeki yoğun-laşma prosesini hızlandıracak ve bunedenle yeni kurulmuş bazı firmalarınyakın zamanda kapanmasına neden ola-caktır. Çin ahşap malzeme endüstrisininortak sorunu, yüksek büyüme oranlarınınçok fazla sermaye çekiyor olması ve buyüzden gereğinden fazla kapasiteye yolaçıyor olmasıdır.
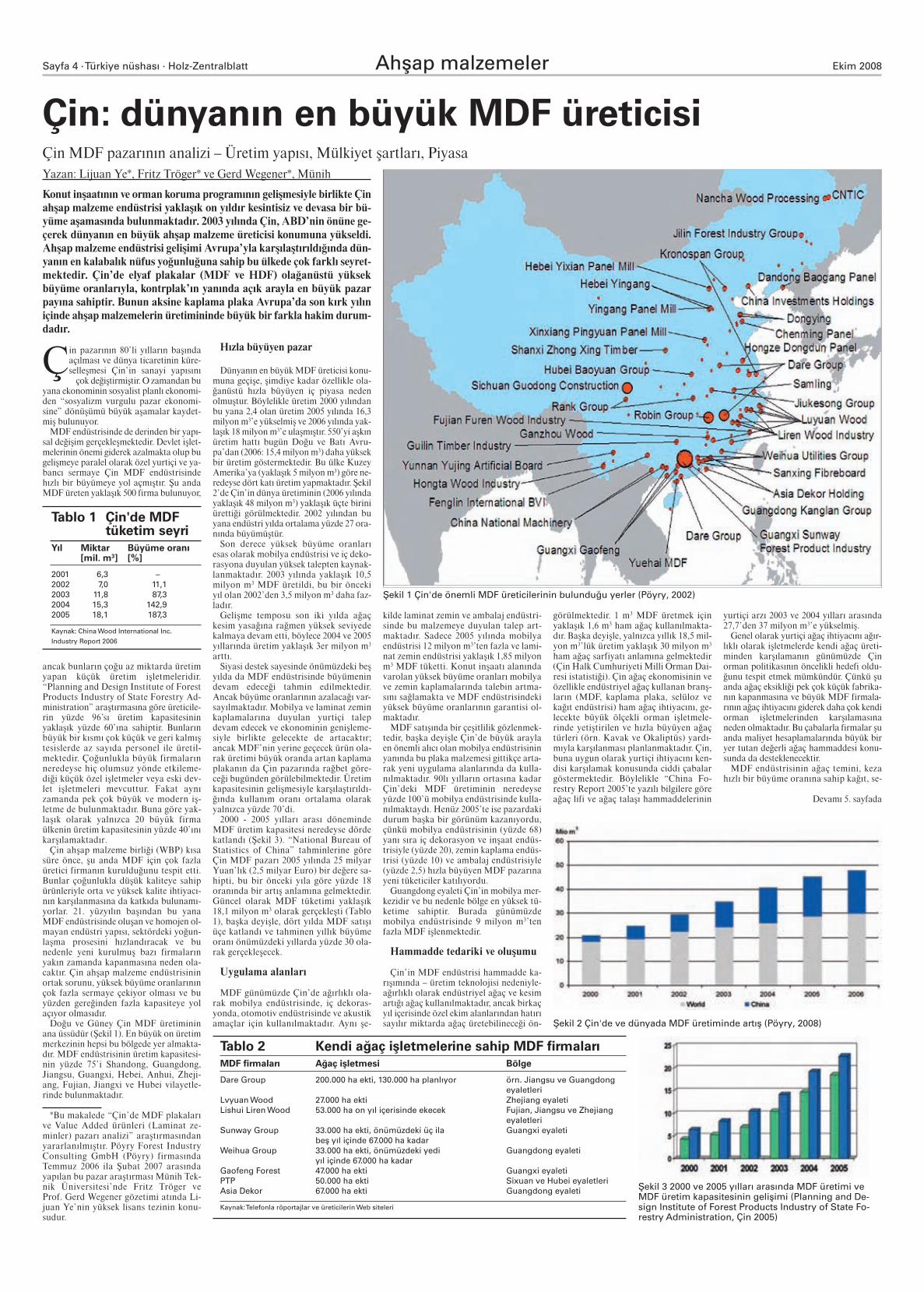
Doğu ve Güney Çin MDF üretimininana üssüdür (Şekil 1). En büyük on üretimmerkezinin hepsi bu bölgede yer almakta-dır. MDF endüstrisinin üretim kapasitesi-nin yüzde 75’i Shandong, Guangdong,Jiangsu, Guangxi, Hebei, Anhui, Zheji-ang, Fujian, Jiangxi ve Hubei vilayetle-rinde bulunmaktadır.
Şekil 1 Çin'de önemli MDF üreticilerinin bulunduğu yerler (Pöyry, 2002)
*Bu makalede “Çin’de MDF plakalarıve Value Added ürünleri (Laminat ze-minler) pazarı analizi” araştırmasındanyararlanılmıştır. Pöyry Forest IndustryConsulting GmbH (Pöyry) firmasındaTemmuz 2006 ila Şubat 2007 arasındayapılan bu pazar araştırması Münih Tek-nik Üniversitesi’nde Fritz Tröger veProf. Gerd Wegener gözetimi atında Li-juan Ye’nin yüksek lisans tezinin konu-sudur.
Tablo 2 Kendi ağaç işletmelerine sahip MDF firmalarıMDF firmaları Ağaç işletmesi Bölge
Dare Group 200.000 ha ekti, 130.000 ha planlıyor örn. Jiangsu ve Guangdong
eyaletleri
Lvyuan Wood 27.000 ha ekti Zhejiang eyaleti
Lishui Liren Wood 53.000 ha on yıl içerisinde ekecek Fujian, Jiangsu ve Zhejiang
eyaletleri
Sunway Group 33.000 ha ekti, önümüzdeki üç ila Guangxi eyaleti
beş yıl içinde 67.000 ha kadar
Weihua Group 33.000 ha ekti, önümüzdeki yedi Guangdong eyaleti
yıl içinde 67.000 ha kadar
Gaofeng Forest 47.000 ha ekti Guangxi eyaleti
PTP 50.000 ha ekti Sixuan ve Hubei eyaletleri
Asia Dekor 67.000 ha ekti Guangdong eyaleti
Kaynak: Telefonla röportajlar ve üreticilerin Web siteleri
Devamı 5. sayfada
Şekil 3 2000 ve 2005 yılları arasında MDF üretimi veMDF üretim kapasitesinin gelişimi (Planning and De-sign Institute of Forest Products Industry of State Fo-restry Administration, Çin 2005)
Şekil 2 Çin'de ve dünyada MDF üretiminde artış (Pöyry, 2008)

lüloz ve kaplama plaka endüstrisiylebüyük ölçüde aynı ham ağaç türlerinikullandığı için zorlaşmaktadır.
Bu nedenle hammadde eksikliği, büyükuluslararası orman konsernlerini Çin’deyatırım yapmaya çağırmaktadır. Bu şe-kilde Stora Enso, Çin’in Guangxi eyale-tinde bulunan Beihai kentinde lifhammadde kaynaklarının üretilmesiyleilgili bir sözleşme imzaladı. Sözleşmeuyarınca Beihai kenti Stora Enso’ya 2006ve 2008 arası dönemde aşama aşama ola-rak toplam 30 800 hektar işletme arazisive başka araziler tahsis edecektir. Buradagerek mevcut işletme arazileri devralın-makta gerekse de yenileri kurulmaktadır.Stora Enso şu anda Guangxi eyaletiningüneyinde yaklaşık 60 000 hektar yap-raklı ağaç işletmesine ve geniş bir toprakkullanım hakkına sahiptir.
Daha 1994 yılında Kanadalı Sino-Forest firması 50 yıllığına ülkenin güne-yinde geniş kapsamlı ormancılık hakla-rına sahip oldu. Sino-Forest, burada324 000 hektarlık bir alan üzerindeorman işletmelerine sahiptir (“Wirt-schafts-Woche 32/2006”). Büyük ağaçhammaddesi firmalarının Çin’de işlet-melerine ne ölçüde yatırım yaptıklarıTablo 2’de sekiz firma örneğiyle göste-rilmiştir.
Dış ticaret
Hızla büyüyen MDF üretimi ve MDFürünlerinde çok uygun fiyatlarla kalite-nin sürekli iyileştirilmesiyle bağlantılıolarak MDF için ihracat fırsatları belir-gin şekilde iyileşecektir. Bugünden de gö-rüldüğü gibi MDF ithalatları geri-lemektedir (Şekil 4). Buna karşın Çin’inihracatı 2004 ve 2005 yıllarında patlaya-rak büyüdü. 2003’e kadar yıllık MDF ih-racatı henüz 100 000 m3 seviyesindeydive takip eden iki yılda yaklaşık 1,4 mil-yon m3’e fırladı. Önümüzdeki yıllarda dabüyümeye devam edeceği düşünülmekte-dir.
Pazardaki eğilimler
MDF’nin sahip olduğu yüksek yenilikpotansiyeli ve çok çeşitli uygulama ola-nakları sayesinde MDF ürünlerine olantalep gelişmiştir. Pazarda son yıllardaartan bir çeşitlilik gözlenmektedir. Ürünyelpazesi genişliyor, yani asıl olarak mo-bilya endüstrisi için imal edilen oturmuşstandart ürünlerin yanında pazara gide-rek daha çok HDF ve ince MDF ürünleriçıkmaktadır. Ek olarak başka bir eğilimdaha görülmektedir. Daha önce söyledi-ğimiz gibi, hızla büyüyen kaplama plakaüretimi önümüzdeki yıllarda bazı uygu-lama alanlarında (örn. mobilya endüs-trisi, inşaat, iç dekorasyon) kaplamaplakanın MDF’nin rakip ürünü olarakpazar payına sahip olmasına neden ola-caktır. MDF fiyat gelişimindeki eğilimhâlâ yukarı doğru seyretmekte ve ortavadede büyüyen kaplama plaka rekabetide bunda bir değişikliğe yol açmayacak-tır. Günümüzde MDF fiyatlarının artma-sına sıkıntılı ham ağaç tedariki katkıdabulunmaktadır, tahminen önümüzdekiyıllarda işletmelerde yetiştirilen ağaçlarpazara sunulduğunda fiyatlar biraz den-gelenecektir.
Özet
Çin MDF endüstrisi 1981 yılından bu-güne önemli bir endüstri sektörü halinegeldi. Yapılan Çin MDF branşı anali-zinde oldukça yüksek oranda bölünmüşolduğu tespit edildi. Homojen olmayanMDF endüstrisi çok sayıda küçük ve ne-redeyse zanaat atölyesi gibi çalışan işlet-melerin yanında yüksek üretkenliğe veürün kalitesine sahip az sayıda büyüküreticiyi de kapsamaktadır. Uzmanlarınve pazarda aktif olanların öngörülerinegöre önümüzdeki yıllarda MDF endüs-trisinde derin bir yapısal değişimin ger-çekleşeceği tahmin edilmektedir, yaniküçük işletmeler üretim yoğunlaşmasınınartmasıyla birlikte ortadan kalkacaktır.
Çin MDF üretimi 2000 yılından berinefes kesen bir büyüme göstermektedir.2000 ila 2006 yılları arasında üretim6,3 milyon m3’ten yakl. 18 milyon m3’eçıkmış ve bu sayede Çin kısa sürede dün-yanın en büyük MDF üreticisi konu-muna yükselmiştir. Buna paralel olarakyeni uygulama alanları gelişmiştir,2005’te MDF pazarı için mevcut dağılım
yapısı şu şekildeydi: Mobilya endüstrisiyüzde 68, iç dekorasyon ve inşaat endüs-trisi yüzde 20 ve ambalaj endüstrisiyüzde 10.
Ağırlıklı olarak Çin’in doğusunda bu-lunan yerli üreticiler Çin MDF endüstri-sini domine etmektedir, çünkü şimdiyekadar bu branşta sadece çok az uluslar-arası firma etkinlik göstermiştir. MDFendüstrisi için ham ağaç tedarikinde ya-şanan sıkıntıları büyük üreticiler, içindehızlı büyüyen ağaç türlerinin (Kavak,Okaliptüs) yetiştirildiği kendi ağaç yetiş-tirme işletmelerini kurarak aşmaya çalış-maktadır.
Çok sayıda MDF üreticisinin üretimkapasitesinin daha da arttıracağı içinağaç tedarikinde sıkıntılar yaşanmayadevam edecektir, çünkü işletmelerden
Çin: dünyanın en büyük MDF üreticisi4. sayfanın devamı
Şekil 4 Çin'de 2000 ve 2005 yılları arasında MDF ithalat ve ihracatı (SFA &CTI 2006)
ancak 2010 yılından sonra kayda değerbir haç ağaç üretimi gelecektir. Büyüyenkaplama plaka üretimi, gelecek yıllardamobilya endüstrisinde, iç dekorasyondave inşaat sektöründe giderek MDF'ninyerini daha çok alacaktır.
Küresel MDF pazarında Çin’in ihracathacminin daha da artacağının hesaba ka-tılmak zorunda olduğu hususu, ÇinMDF pazarı için yapılan analizin birdiğer sonucudur.
Ekim 2008 Ahşap malzemeler Türkiye nüshası · Holz-Zentralblatt · Sayfa 5
Bu makalede tanıtılan analiz PöyryForest Industry Consulting GmbHçerçevesi içinde ahşap malzeme bö-lümü kış sömestri 2006/2007’de oluş-muştur. Master tezimi çok başarılıbir şekilde bitirmeme yardımcı olanherkese teşekkür etmek istiyorum.Lijuan Ye, Münih Teknik Üniversi-tesi, ahşap araştırma bölümü.
HZT0801_1:HZ 22.10.2008 10:02 Seite 5

Yatak odası mobilyaları üreticisi ayırma ve atamada yeni teknikler geliştiriyorDriftmeier firmasında yakın tarihlerde prototipleri Josting und MBAtarafından geliştirilen iki adet yenilikçi makine ilk kez üretime katıldı.Enger’de bulunan ve kırk yıldır kaplama makineleri konusunda uzman-laşmış Josting Maschinenfabrik GmbH & Co. KG Prof. Dr.-Ing. Wil-helm Hoffmann ile birlikte kaplama konusunda yeni bir makinegeliştirdi. Merkezi Kassel’de bulunan MBA Automation GmbH, Drift-meier firması için otomatik bir kaplama işleme makinesi geliştirdi.
düzeltme kalemi ile yapılan işaretlemelerde kameralar tarafından saptanarak kesimüzerinde etkili olmakta.
Driftmeier firmasında babasının yanı sıramurahhas ortak olarak çalışan HendrikDriftmeier’e göre makineye rağmen kesimustası mutlaka gerekli. Ahşabın kalitesi verenk kayması ile ilgili ilk kararları usta ver-mekte, ancak bu iş uzun süre yoğun birkonsantrasyon gerektirmiyor.
Driftmeier giderek zorlaşan hammaddesorununa değinmeden edemiyor: “Ham-madde kaynaklarını en iyi şekilde kullan-maya mecburuz.” Yeni makine ile malgirişini otomatik olarak yapmak mümkün,çünkü nitelik ve nicelik de makine ile sap-tanmakta. Elde edilen verilerle tüm işlemzincirini en mükemmel hale getirmek vekaplama işlemeciliğindeki her bir adımınhesabını yapmak mümkün. Böylece çokdaha düşük stok ve bu sayede de daha azsermaye bağlama oranı ile çalışmak müm-kün. Bu da diğer yandan fiili olarak ihtiyaçduyulan malzemeyi esas alan satın almayaolumlu biçimde yansımakta. Ancak Drift-meier satın alma konusunda biraz temkinli,çünkü burada insan faktörü ve genel ça-lışma prensipleri ile ilgili bileşenler büyükbir önem taşımakta. “Biz, her zaman kap-lamalarını bizim amacımız doğrultusundagerçekçi biçimde ön elemeden geçiren teda-rikçiler ile çalışmayı tercih ediyoruz.”
Otomatik kaplama geliştirme
Otomatik kaplama geliştirme makinesiDriftmeier firmasında eşi benzeri bulunma-yan bir makine. Bu makine MBA firmasıtarafından tasarlandı ve geliştirildi. MBAsadece sekiz çalışanı bulunan ve kökenipalet sektörüne dayanan bir firma. Buradamüşteri talepleri konusunda makineler ge-liştirilmekte.
Tesis ilk bakışta insanı büyülemekte. 7 sa-niyelik bir çalışma taktı ile 400 kg ağırlığın-daki bir kızak dört adet taşıyıcı plağıişlenecek kaplamalara atamakta ve bunu1/10 mm’lik bir hassasiyetle sağlıyor. Herbir taktta kızak 7 m yol alıyor. Tutkallanantaşıyıcı plakalar ilk kızak tarafından alttankaldırılarak bir banda yerleştirilmekte.Kızak yoluna devam ediyor. Buna paralelolarak ikinci kızak geliyor ve emme tekniğiile kaplama plakalarını almakta. Kızak yo-luna devam ediyor ve bunu plakaların üze-
rine yerleştiriyor. Bant bunu takiben pres-ten geçiyor. Bu arada atama işlemi yenibaştan başlamakta.
Bu makine ile ilgili fikrin arkasında MBAfirması elemanı Ralph Bernard’a göreuzunluk, genişlik, kalınlık ve adet gibi dörtayrı temele değer yatmakta. Geniş kapasitesayesinde elle besleme ile çalışan iki adetmakine devre dışı kalmakta – üretim artışıile birlikte gelen önemli bir rasyonalizas-yon potansiyeli. Buna bir de çalışmanınkullanıcılar açısından da daha rahat halegeldiğini eklemek gerekiyor, çünkü eskidenyapılan tüm çalışmalara rağmen tutkal bu-harının solunum yollarına geçişi önlenemi-yordu.
MBA makinesi ile birlikte boyuna yönde3,5 metreye kadar parçaları kullanmammümkün. Bununla ne yapılacağı prog-ramda kayıtlı ve kolayca seçilebiliyor. İyibir besleme sistemi sayesinde on farklıparça üretim süreci içerisinde bulundurul-makta ve kolayca uygulanabilmekte. Mev-cut beslemenin değiştirilmesi üretim süreciiçerisinde en fazla 60 saniye sürmekte. Ku-manda işlemi dijital olarak servo motor-larla sağlanmakta. Böylece çok büyükzaman harcamadan ve uzun süre makineüzerinde değişiklik yapmaya gerek kalma-dan çok ufak seriler halinde ara üretimleryapmak mümkün.
Yenilik için işbirliği
Her imi makinenin geliştirilmesi için ya-pılan işbirliği tüm katılımcılar tarafındanövgü ile karşılanmakta. Prof. Dr. Hoff-mann, Driftmeier firmasını çok sayıdakiçözümü deneme imkanı sağladığı için idealmüşteri olarak tanımlamakta. Aynı şekildeHendrik Driftmeier da çok memnun. Özetolarak şunu söylüyor; “Partnerlerimize gü-venmesini bildik.” “İşletmeci amortizasyonistiyor – ve bunun da çabuk olması arzu-sunda.”
Tüm katılımcılar bu tür bir yeniliğin herzaman yakın işbirliği gerektirdiği konu-sunda hemfikir. Ayrıca tarafların mekanolarak birbirlerine yakınlıkları da projedeönemli bir rol oynadı (Rheda-Wieden-brück, Enger, Mastholte, Kassel). İtici güçolarak Driftmeier firmasının işletme kül-türü ve karşılıklı destek sadece iştirakçi fir-maların değil herkesin kazandığı iki farklıyenilik sağladı. Markus Hoelzel
Sayfa 6 · Türkiye nüshası · Holz-Zentralblatt Teknik tesisler Ekim 2008
Kaplamalarla daharahat çalışmak
bir makine geliştirmekti. Bu sayede kesimişinin hızlanacağı, etkin ve aynı zamandadaha fazla hammadde kullanılacağı öngö-rülüyordu – bunların hepsi kaplamanınhammaddesinin giderek daha pahalı halegeldiği bir dönemde önem taşıyan faktör-ler.
Kaplama kesmecileri tarafından sapta-nan kriterler doğrultusunda Josting firma-sında her bir ahşap çeşidi için uygunbiçimde ilgili veri setleri geliştirildi. Makinesipariş ve miktar doğrultusunda dokunma-tik bir ekran aracılığı ile en verimli hale ge-tirilmekte. Görsel kontrol ve kaplamapaketinin kesme makinesi tarafından kalitekategorilerine ayrılmasını takiben kaplamapaketi dört adet kameranın yerleştirildiğibir banttan geçmekte. Bu kameralar kapla-manın kenar çizgilerini taramakta ve eldeedilen verileri optimizasyon için belirlenenkalite kriterleri ve uzunluklarla karşılaştır-makta. Makineye bağlanan kesme ünitesi-nin yapacağı kesme işlemi önceliklekullanıcı tarafından belirlenen kriterlere,ahşabın kalitesine ve aynı zamanda kapla-manın daha sonraki kullanım amacını görebelirlenmekte (örneğin ön cephe için “A”,iç cephe için “B” gibi). Büyük hatalarda
Orta ölçekli firmaların Alman sa-nayi içerisinde yeniliklerin geliş-tirilmesi konusundaki rolü
politika dünyasında da bilinmekte. Butür yenilikler özellikle rekabet avantajıelde etmek ve elde edilen bu avantajı ko-ruma noktasında geçerli. Bu durum, glo-balleşme ve ucuz işçi çalıştıran ülkelerinmobilya sektörleri ile rekabet alanındabüyük bir rol oynamakta. Rietberg-Mastholte’da bulunan Driftmeier firma-sının ürettiği türden kaliteli ve birincisınıf yatak odası mobilyası söz konusuolduğunda hammadde kullanımı ve üre-timini yeniliklerle en mükemmel hale ge-tirmek son derece önemli. Çünküözellikle alanda son yıllarda yoğun bi-çimde artış gösterdi.
İşbirliği işe yarıyor: Josting firmasından Manfred Buschmann, Prof. Dr. Wil-helm Hoffmann, Hendrik Driftmeier ve kaplama ustası Georg Zieselmeier(sağdan itibaren).
MBA’nın otomatik kaplama yerleştirme makinesi yedi saniyelik bir taktlaile milimetrenin onda biri hassasiyetle çalışıyor. Fotoğraf: Hoelzel
MBA Tesisinin genel Görünümü: Kaplama plakaları me-meler yardımı ile emilmekte.
Kaplama işlerinin optimizasyonunda kullanılan Jostingmakinesi: Kesim işi dijital saptama ile otomatik olarakyürütülmekte.
Dijital esaslı kaplama işininmükemmelleştirilmesi
Uzun süre Rosenheim Ahşap MeslekYüksek Okulu’nda üretim tekniği ve ma-kine ile ahşap işleme dersi veren Prof. Dr.Wilhelm Hoffmann tarafından başlatılanve geliştirilen Josting firmasının gösterdiğigelişmenin prensipleri 80’li yılların başınadek uzanmakta. Bu konu ile somut olarak1994 ve 1995 yıllarında ilk adımlar atıldı.Kaplama işlerinin makine ile üretimi ozaman hedeflenen bir işti, çünkü insan eliile yapılan sınıflama işe uzun zaman dilimiiçerisinde çok sayıda faktör tarafından et-kileniyordu. Amaç kaplama kesme maki-nesi bazında seçme süreçleri ile çalışan vebu kaplamaları otomatik olarak sınıflayan
Ş İ R K E T E A İ T B İ L G İ L E R
Driftmeier FİRMASI HAKKINDA – Kişilik sahibi
yatak odası mobilyasıKonrad Driftmeier GmbH & Co. KG,Vestfalya’nın Rietberg-Mastholte ken-tinde yer almakta. İşletme 1934 yılındaKonrad Driftmeier tarafından kuruldu.Burada kaplamalı ve boyalı yatak odalarıimal edilmekte. Bugüne kadar firma biraile işletmesi olarak kaldı ve firmanın ku-rucusunun oğlu Heinz Driftmeier ve to-runu Hendrik tarafından yönetilmekte.Driftmeier yatak odası mobilyası üreti-minde sadece gerçek kaplama kullan-makta. “Almanya’da üretim yapıyorsak,bu elbette en kalitelisi olmalı” diyor Hen-drik Driftmeier. Firma tam 230 elemanistihdam etmekte. Üretim alanı ise tam80 000 m2. Driftmeier, “son yıllarda yatı-rımlara gaz verdiklerini” ifade etmekte.Bunun sayesinde firma günümüzde enmodern üretim tesisleri ve üretim teknik-leri ile çalışabilmekte.MBA ile Josting’in yanı sıra yeni bir köşetutkallama makinesinin de yenisi alın-makta. Bunu hayata geçiren Rietberg’debulunan Kuper firması. 300 000 Euro ya-tırım hacmi ile eski bir makine temeliüzerine yeni bir makine kuruldu. Buradasadece yeni değil aynı zamanda kullanıl-mış ünitelerden de yararlanıldı. Driftme-ier firmasında kaplama işlemeciliğindekullanılan makine parkının %90’ı Kupertesislerinden gelmekte veya Rietberg’lertarafından teslimatı veya kurulumu ya-pıldı.
Driftmeier yılda 1,3 milyon m2 kap-lama işlemesi yapmakta. Hammaddeyeyapılan yatırım büyük boyutlarda. Bu
açıdan aile işletmesinin mobilyalarındakullanacağı değerli kaplamalarının işlen-mesinde yüksek bir kalite arzulaması vemalzeme kaybını mümkün olduğuncadüşük tutmaya çalışması şaşırtıcı değil.Görüntüde önemli olan rengin eşit dağıl-ması ve düzgünlük. Driftmeier: “Kap-lama işlemeciliğinde emek sarfı oldukçayoğun.” Ayakları yere sağlam basan birbüyümenin temeli olarak Driftmeier işortaklarının da dahil edildiği kalite felse-fesi, hizmet ve verimliliği görüyor. Uzunsüreli iş ilişkileri kısa vadeli kârlardandaha önemlidir. 1970 yılından beri Dift-meier ile “Goldenen M” arasında işbir-liği bulunmakta, bu Deutschen Güte-gemeinschaft Möbel (DGM) tarafındanverilen ve sınanmış kalite anlamına gelenbir kalite belgesi.
Driftmeier’in en son modelinin ismi“Sina”, bu model kayın esaslı olup ön ta-rafları son derece parlak “Cappuccino”renginde birinci sınıf lüks bir yatak odasımobilyası.
Yeni model serisi “Sina” kayın kaplamacılığının zıt renklerini kullanmakta.
Firmanın başındaki Hendrik Drift-meier ikinci kuşağını temsilcisi.

“Farklı kulvarları ve malzemeleri dü-şünmenin haklı olduğunu göstermek isti-yorum.” Thomas Pedersen 2002 yılındacam elyafı ve çelik malzemelere olan ilgi-sinin gerekçesini bu sözlerle açıklıyordu.Ne ki Danimarka’da Århus MimarlıkYüksek Okulu’ndan yeni mezun olan ta-sarımcı bu düşüncesiyle bir sorunla karşıkarşıyaydı. Saygın öğretim kurumu iyidonatılmış bir ahşap atölyesine sahip ol-masına karşın başka malzemelerle çalış-mak için neredeyse uygun hiçbirdüzeneğe sahip değil. Bunun üzerine gençtasarımcı buluş zenginliğini yalnızca ya-ratıcı objeleriyle göstermekle kalmadı:“Cam elyafıyla çalışan bir başka öğren-ciyle birlikte işimi dışarıda okulun oto-parkında yaptım. Oldukça sıkıntıyaşadım, çünkü öğretmenlerin arabalarıkir ve tozun içinde kaldı” dedi Pedersen.
Öykünün geri kalan kısmı artık birtarih. Pedersen tüm itirazlara rağmenünlü “Stingray” sandalyesini üretti, buürün bulunduktan daha altı yıl geçmeden
mobilya klasikleri arasına girdi. Pedersenbu klasik mobilyaya ait kendi modern yo-rumunu ünlü yaptı ve günümüzün enünlü genç tasarım yetenekleri arasınagirdi. Formla ilgili olarak Pedersen, birvatoz balığının fizyonomisinden esin-lendi (Stingray İngilizce’de vatoz demek).Tasarımcı bugün, oluşum aşamasındafonksiyonun birinci sırada yer almış ol-duğunu söyledi. Pedersen çok çeşitlioturma olanağının olduğu hareketli birmobilya yaratmak istiyordu. Vatoza ben-zer formu fonksiyonel istekle ilgili yanıtıiçeriyordu.
Pedersen ahşap konusunu kısa zaman içe-risinde tekrar düşünmüş. Köln mobilyafuarı “IMM”de Danimarkalı mobilya üre-ticisi Fredericia Furniture ilk defa “StingrayVeneer” ürününü tanıttı ve bununla hemen“Interior Innovation Award Cologne 2008”ödülüne layık görüldü.
Ancak 3 boyutlu bu mobilya yalnızcaKesselsdorflu Reholz firmasının üç boyutluşekillendirilebilen ince ahşap kaplamasıyla
mümkün olabilmişti. Almanya’nın doğu-sunda mukim bu firma “derin çekmeyeuygun” bir ince ahşap kaplama geliştirdi veseri üretim olgunluğuna kavuşturdu. Bu sa-yede tabakalı ahşap kalıp parçaları ve kap-lamalarının üç boyutlu görünüm kali-tesinde imal etmek mümkün olmaktadır.Kullanım alanları şunlardır; mobilya sahasıiçin kalıp parçaları (örn. tabaklı ahşap san-dalyeler), iç dekorasyon için kalıp parçaları(örn. motorlu taşıtlar ve gemiler), gövdeparçalarının kaplanması (örn. teknik cihaz-lar) ve aksesuarda kullanım (bakınız aşağı-daki Fotolar). Saygın pek çok müşteriyleişbirliği halinde dünya çapında şu anda“Stingray”de olduğu gibi 3 boyutlu inceahşap kaplamanın kullanıldığı yetmiştenfazla ürün üretilmektedir.
Sallanan sandalyenin meşe, fındık vemakasar-abanoz ağacından imal edilenyeni çeşidi piyasada bulunmaktadır. Ah-şaba geri dönen tasarımcı bugün “Stin-gray’in organik formunu en güzel şekildedamarları vurguluyor” diyor.
Ekim 2008 Dizayn Türkiye nüshası · Holz-Zentralblatt · Sayfa 7
Ahşap kaplamada modern klasik eserSalıncaklı sandalye »Stingray« plastiksiz de oluyorfi. Maalesef varolan uygulamalarda ahşapkaplamalı yüzeylerin yerine plastik ek olu-şumlarının kullanıldığı görülmektedir.Ama artık ahşap kaplama sektörününeline etkili bir koz geçti. Danimarka'danFredericia Furniture bir plastik klasiği olan“Stingray” ürününü ahşap kaplamaylaüretiyor.
Reholz'un teknolojisi sayesinde mobilya klasiği olan “Stingray” ince ahşapkaplamayla da üretilebiliyor. Fotoğraf: Fredericia Furniture A/S
Reholz firmasının 3 boyutlu inceahşap kaplamasıyla geniş bir ürünyelpazesinde üretim yapmak müm-kündür. Fotoğraf: Fischer (Arşiv)
HZT0801_1:HZ 22.10.2008 10:20 Seite 7

Sayfa 8 · Türkiye nüshası · Holz-Zentralblatt Kaplamalar Ekim 2008
Fritz Kohl benzersiz fındık ağacı kaplamasını üretiyorBu ahşap kaplama fabrikasının tedarikçisi 20 yıl boyunca olağandışı ağaç tomrukları üzerinde çalıştı.kk. Fındık ağacı şu anda mobilya tasarımcıları, iç mimarlar ve hatta faa-liyet alanları “ikinci el doğa”nın yeniden üretilmesine denk düşen dekorbaskıcıları arasında da “en modern” ağaç türü olarak görülmektedir.Kendisi son tüketicide giderek daha çok rağbet gören koyu modasınınöncülüdür. Fındık ağacı her zaman sevilen, çok yönlü, ifadesi güçlü veuzun bir kaplama geleneğine sahip bir ağaç türüydü. Kaplamaya uygunfındık ağacı tomrukları, sözgelimi sürgün akçaağaç gibi nadiren görül-memesine ve aynı zamanda rağbet gören bir ağaç olmamasına rağmen,uzun yıllardır yüksek fiyatlı pazarda kendi türlerinin aranan bir temsil-cisidir.
Kuzey Bavyera’nın Karlstadt ken-tinde bulunan Fritz Kohl GmbH &Co. KG firması uzun bir ahşap
kaplama geçmişine sahip. Sıra dışı tomruk-lar şimdiye kadar büyük adetlerde imalatprojesi çerçevesinde kaliteli kaplama yap-rakları haline dönüştürüldü. Buna rağmenbugün hala, ancak sırf nadir durumlarda,ahşap kaplama bıçağının altına yeni rekorsahipleri girmektedir.
Böyle bir durum geçtiğimiz yıl yaşandı.Bunlar fındık ağacı tomruklarıdır (Juglansnigra) ve bunlardan kesilen, şimdiye kadar
Tomruklar boyutları ve kaliteleriyle etkiliyor. Friedrich Kohl, Senior da (re-simde sağda) sıra dışı fındık ağaçlarının işlenme aşamasını kaçırmak iste-miyor.
Kesme makinesine bağlanmış tomruk yarısı. Kurutucu döngüsüHemen alımdan sonra kaplama yaprakları: daha güzeli olamaz
Joachim Kohl ve personeli tomruk yarılarını inceliyor.En kalın kesit ve belirlenmiş kesim düzlemi.
Konteynır içinde geldikten sonra tomrukların boşatılması ve kesim öncesiağaç deposuna taşınması.
hiç olmayan boyutlarda ve kalitede ahşapkaplamalardır. Holz-Zentralblatt redaksi-yonu bu tomrukların kesilmesi sırasındaKarlstadt’taki fabrikadaydı.
Bu fındık ağacını Amerikalı tedarikçi-sinin verdiği bilgiler doğrultusunda tom-rukları Şubat 2007’de inceleyen GenelMüdür Joachim Kohl satın aldı. Buahşap kaplama uzmanı’nın tedarikçisiABD’nin Wisconsin eyaletinde 20 yıl bo-yunca sıra dışı fındık ağacı kaplama tom-ruklarını alabilmek için uğraşmış. Malsahibi ancak Ocak 2007’de satış kararı
aldı. 6,2 m uzunluğuna ve 83 cm çapınasahip en büyük tomruğun en kalın bö-lümü toplam 3 m3’tür, aynı uzunluğa ve69 cm çapa sahip olan ikinci tomruğun enkalın bölümünden ise 3 m3’lük bir hacimelde edildi.
Satıştan hemen sonra konteynır içeri-sinde deniz nakliyesi organize edildi vemart sonunda Karlstadt’a vardı.
Böylece Fritz Kohl GmbH & Co. KG fir-ması kaliteli tomruk alanında uzman ünva-nını hak ettiğini bir kez daha gösterdi.Taksim edildikten sonra da her şey çok iyibir ürün alındığını gösteriyordu, ne şans kikötü sürprizler yaşanmadı. Hızardan sonratüm seçenekler hala mevcuttu, çivi (birboyda yaklaşık yüzde 5) ve dallardan kay-naklanan kayıplar çok küçük oranlardakaldı. Küçük renk çekirdekleri de keza ciddiolumsuzluklara neden olmadı.
Genel müdür Friedrich Kohl jun. şunlarısöyledi: “Yüksek kaliteli görünüm işlemesırasında ve buradan elde edilen ahşap kap-lamaların kalitesinden belli oldu ve hattaen büyük beklentilerimizin dahi ötesinegeçti”.
Kohl “ahşap kaplama dünyasında ben-zersiz bir şeydir bu” diyerek sözlerini sür-dürdü, “Kohl firmasının 56 yıllık tarihindebu kalitede ve bu boyutlarda hiç fındıkağacı kaplamaları üretmedik.”
Bunun her tomruktan elde edilen sonuç-ları da göstermektedir: Tomruk No. 11. Uzunluk: 310 cm 3018 m2
2. Uzunluk: 310 cm 2246 m2
3. Uzunluk: 270 cm 1420 m2
4. Uzunluk: 230 cm 677 m2
Tomruk No. 2:1. Uzunluk: 310cm 2332 m2
2. Uzunluk: 310 cm 1597 m2
3. Uzunluk: 240 cm 913 m2
4. Uzunluk: 240 cm 311 m2
Tomruk No. 3:1. Uzunluk: 400 cm 1261 m2
2. Uzunluk: 240 cm 122 m2
3 no’lu tomruk parti içerisinde bulunanve dıştan 1 no'lu veya 2 no’lu tomruklarınkalitesinde olmayan bir tomruktur. Ancakbu da işlemeden sonra neredeyse aynı kali-tede olduğunu gösterdi. Böylece üç tomru-ğun tamamından mükemmel kalitedeyaklaşık 13 897 m2 fındık ağacı kaplamasıüretilebildi. Bu ahşap kaplamalar böylece
özel ve kapsamlı bir projenin donatılmasıiçin çok uygundur, örn. Arap ülkelerindekiyeni gökdelen projeleri gibi.
Friedrich Kohl, jun. şimdiki pazar duru-muyla ilgili soruda kendi branşında yal-nızca ihracata odaklanılmasının makulticari işler için gerçekçi bir temel oladu-ğunu söyledi. Kendi firması için bina do-natımı / mimarlara teslimat sahası önemliolup, aynı şekilde toplam cironun yüzde20’sini oluşturan kapı endüstrisine yapılansatışlar da tabi.
Yerli mobilya endüstrisinin payı yüzde10’un altında kalmakta, hemen onun al-tında uluslararası otomotiv endüstrisininticaret hacmi yer almaktadır. Müzik aletleribranşından alımlar şu aralar olumlu geliş-mektedir. Pazarda AB çevresi ülkelerine ih-racat en büyük paya sahip, özellikle Rusyave Polonya Karlstadt’lı ahşap kaplamaüreticisi için bu yıl oldukça olumlu bir ge-lişme gösteriyor.
AB’nin batısındaki ülkelerin pazarı ge-riye giden eğilimler gösteriyor, büyümedaha çok Doğu’da görülmektedir. Arap ül-kelerinden de olumlu gelişmeler kaydedil-mektedir, ABD pazarı da istikrarlabüyürken Çin ile ticaret belirgin şekildeazalmaktadır.
Friedrich Kohl, jun.’a göre pazarlar gi-
derek daha çok katmanlı olacak, gele-cekle ilgili beklentileri hafif olumlu. Üre-timin Almanya’da yapılması gerektiğinisavunuyor. Yüksek kalite standardı, ser-vis ve bireysel danışma hizmeti bununlabağlantılı olarak en güçlü alanlarıdır,buna bir de ağaç türlerinin çeşitliliği ek-leniyor, ki bunlardan 130 ila 140’ı herzaman hazır durumda bulunmaktadır.Firmanın ana ağaç türleri hemen hemenaynı oranlarda Avrupa meşesi, Ameri-kan fındık ağacı ve kiraz ağacıdır.
Kayın ağacının payı hala giderek düş-mektedir. Damarlı ağaçların önemi yüksekolmakla birlikte bu ticaret dalı olumlu ge-lişmektedir. Friedrich Kohl, jun. firmasınıngeleceğini bir diğer uzmanlık alanındadaha görüyor.
Personel sayısı 180 ile değişmeden seyre-derken, üretim teknolojisi en güncel dü-zeyde tutuluyor. Böylece 2005 sonundavakum yataklı yeni bir Grenzebach BSHkesme makinesi işletmeye alındı. Dekorkaplamalı yüzeylerdeki hacim artışına rağ-men Friedrich Kohl, jun. ahşap kaplama-nın gelecek kabiliyetine ve onların pazarbüyümesine inanıyor. Ona göre doğalyüzey formundaki orijinal ürün muhteşemönemini her zaman korumaya devam ede-cektir.

Almanya orman bakımından zengin birülkedir. Yüzölçümünün yaklaşık % 31’iniormanlar kaplar ve bu ormanların büyükçoğunluğu FSC veya PEFC sertifikalıdırlar.Ağaç rezervleri yaklaşık 3,4 milyar metre-küp olarak tahmin edilmektedir. Al-manya’da kullanılabilir ağaç üretimi her yılyaklaşık olarak 95 milyon metreküp büyü-mektedir. Tarımda kullanılmayan arazilerağaçlandırılmaktadır ve ormanlarda kesi-len ağaç miktarı asla ağaçlandırma mikta-rından fazla olamamaktadır. Bu yüksekartış, ormanların yenilenebilir ormancılıkilkesine göre işletilmesinin sonucudur.Ladin, çam, kayın ve meşe alman orman-larından elde edilen en ekonomik ağaç tür-leridir.
Yüzyıllar sonra Almanya’daki ormankaynakları hala doğal malzeme kaynağı,doğaya yakın ekosistemler ve rahatlamakiçin gidilen ortamlar olarak sürdürülebi-lir biçimde yönetilmeye devam etmekte-dir.
Günümüzde orman ve ahşap ürünleri sa-nayisi, sürdürülebilir ve dinamik bir eko-nomi oluşturma noktasında Almanya’dadiğer sektörlere örnek teşkil etmektedir. Al-manya’da orman ve ahşap ürünleri endüs-trisi, otomobil endüstrisinden daha fazlainsanı istihdam etmektedir.
Yaratıcı ve yenilenebilenyapı malzemeleri
Bina yapmak, yaşamak ve ikamet etmekiçin ahşabı kullanmak çevresel duyarlılıkbakımından anlamlıdır. Bu sorumlu ve ge-lecekçi bir yaşam tarzının ifadesidir.
Yenilenebilir bir yapı malzemesi olarakahşap, ileri teknolojinin yardımıyla hemson kullanıcılara hem de özel sektör ve ka-
mudaki müşterilere çok önemli yapı tasa-rım potansiyeli sunmaktadır.
Alman kereste imalatçıları gelenekselürünlere ek olarak, modern ahşap yapılarınyüksek taleplerini karşılayabilmek için özelürünler geliştirmişlerdir. Ahşap konstrük-siyonlarda kullanılan en önemli yüksek ka-liteli modern ürünler, “konstrüktif masifahşap” (KVH®), “iki/üç kat kaplamalıkiriş” (DUO/TRIO-Balken®) ve “lamineahşap kiriş”lerdir. Bu ürünler özellikleritam belirlenmiş, yüksek derecede boyutsalistikrar gerektiren konut, ticari ve büyük öl-çekli yapılarda kullanılan, taşıyıcı kons-trüksiyon ve yapı mühendisliği için yüksekteknoloji yapı elemanları içermektedir.
Modern ahşap yapı malzemeleri çok sıkıkalite kontrol ve denetiminden geçirilmek-tedir. Ahşap malzemelerin ve ürünlerin ka-litesi, belirtilen standartlar ve ruhsatbelgesi ile garanti altına alınmaktadır. Hızlıve verimli prefabrikasyon, kolay işlem vesürekli elde edilebilir özellikleri nedeniyleahşap yapım işlemini, hızlı ve ekonomikyapmıştır. Ekonomik verimlilik ve enerji ta-sarrufu konuları düşünüldüğünde, ahşapkonstrüksiyonlar, özellikle diğer malzeme-lerle birlikte kullanıldığında, birçok avantajsağlamaktadır.
İç Mekanda Ahşap – Güzelve Fonksiyonel
Diğer bir gelişme de, iç dekorasyon vemobilya üretiminde kullanılan Alman sertağaçların daha yüksek kalitede, uluslararasısınıflandırma kurallarına uygun olarak üre-tilebilmeleridir. İster meşe, kayın, dişbudak,kiraz, ceviz ağacı kerestesi olsun isterse deakağaç kerestesi olsun, iç mekanlarda veyamobilya yapımında kullanıldığında son de-rece sağlam olduğu gibi, işlenmesi de ko-laydır. Bunlar değişmeyen donanımlar veher türlü iç mekan yapıları için yüksek de-ğerli ve kaliteli malzemelerdir. Geniş yap-raklı ağaç kerestesinden imal edilenmobilyalar konut alanında olduğu gibi ça-lışma alanında da tüm yüklemelere uygun-dur.
Modern ahşap ürünleri dünyanınher yerine sevk edilmektedir
İleri teknolojiye yapılan yatırım, katmadeğeri yüksek ürünler ve yıllık 24 milyonmetreküpü aşan üretim, Alman kereste sa-
nayisini Avrupa pazarının lider üreticisi ko-numuna getirmiştir. Sıkı kalite denetim programları‚ Farklı boyutlarda yenilikçi, ihtiyaca göre
tasarlanmış, yüksek kaliteli ahşap ürünler‚ Güvenilir ve uzun vadeli iş ilişkilerine
dayanan uluslararası bilinirlik ve‚ Dünyanın her yerine sevkiyatBunlar Almanya’nın orman ve ağaç
ürünlerinin uluslararası arenada tercihedilmesinin nedenlerinden sadece birkaçı.
“Alman ahşabının artanpopülaritesi”
Çağdaş piyasa şartlarında Almanya’nınahşap ürünleri sanayisi, sürdürülebilirlik veyenilikçilik özellikleri ile bir lider olarak önplana çıkmaktadır. Alman kereste sanayisiihracatta yıllardır en yüksek rakamlara ulaş-maktadır: 2006’da yumuşak ağaç ve sertağaç ihracatı sırasıyla yüzde 27,1 (7,3 milyonmetreküp) ve yüzde 11,6 (754,068 metreküp)artmıştır. Yıllık bazda üretilen 24 milyonmetreküp yumuşak ağacın yüzde 30’u ihraçedilmektedir. 2007 yılında yumuşak ağaç ih-racatı toplam 8,7 milyon metreküp olmuştur.Alman sert ağaçlarının ihracattaki payıyüzde 64’e yaklaşmıştır. Bu pazara, Avrupakayınının iç mekân ve mobilya yapımı içinideal, benzersiz ve çok arzu edilen özellikleriile egemen olunmuştur. İç mekân döşeme-lerde, duvar ve tavan kaplamalarında, mer-divenler, pencereler ve kapılarda kullanılanmeşe, Almanya’nın yüksek kaliteli ürünleriiçinde önemli bir yere sahiptir.
Almanya’da 2008 yılında yedi keresteüretim merkezi kapasite artırımına gitmiş,beş merkez ise büyük çaplı yeni yatırımlaryapma kararı almıştır. Kereste sanayiindekibu yatırımlar göstermektedir ki önümüz-deki dönemde Almanya, ahşap sanayi ala-nında dev bir tedarikçi ülke konumunagelecektir.
Alman ahşap ürünleri sanayisi, günü-müzde hem sürdürülebilirliği hem de yeni-likçiliği ile yaratıcı tasarımcılar tarafındandünya çapında tercih edilmektedir. Türkiyeve Körfez bölgesinde Alman ahşap ürünle-rine olan taleplerde önemli artışlar gözlen-mektedır.
Ahşabın faydalarını keşfetmek ve Al-manya'nın orman ve ahşap ürünleri sana-yisini daha yakından tanımak içinaşağıdaki web sitesine bakabilirsiniz:www.germantimber.com
Köln Hayvanat Bahçesi’nde maymun evi ahşap konstrüksiyonu
Ekim 2008 Ağaç ve Orman Ürünleri Sanayi Türkiye nüshası · Holz-Zentralblatt · Sayfa 9
Alman Ahşabı: her Zaman Doğal SeçimAlman Ahşap Ürünleri Tanıtım Fonu (German Timber Promotion Fund)Dünya genelinde artan modern ahşap mal-zeme kullanımı, sürdürülebilir yaşam biçi-minin temeli olarak görülmekte ve takdirgörmektedir. Günümüzde ileri teknolojikullanılarak, teknik özellikleri ve tasarımpotansiyeli geliştirilmiş modern, katma de-ğeri yüksek ahşap ürünler elde edilebil-mektedir. Bu ürünlerin yenilikçi yapılardakullanılan yumuşak ağaçlar ve yaratıcı içtasarımlarda kullanılan sert ağaçlar gibipek çok çeşidini bulmak mümkündür. Bukapsamda Alman orman ve ahşap sanayisi,yüksek kaliteli ağaç ürünlerinin dünyadakien önemli tedarikçilerinden biri olmuştur.
Başkent Berlin’deki Kuzey Ren Vestfalya Eyaleti temsilciliği
HZT0801_1:HZ 22.10.2008 11:22 Seite 9

Sayfa 10 · Türkiye nüshası · Holz-Zentralblatt Teknik tesisler Ekim 2008
Asil kaplamalar ve rasyonel teknikLaker Möbelwerkstätten GmbH şirketi mutfak mobilya sanayiinde yük-sek kalite kaplamalar ve yüzeyler uzmanlarıdır. El sanati işinden seriüretime kadar yüksek üretimli yapım dikeyleri ile kalifiye kaplama iş-lemleri, itinalı formatlar ve kusursuz yüzey işlemleri için çalışmaktalar.Yeni, özel donatımlı bir Ima kenar işleme makinesi, kaplama işlemi verasyonalizasyon için ileri derece de ekonomiklilik sağlar.
mil seçiminden dolayı bu durum Laker'eorganizasyona uygun avantaj sağlar: Budurumda her komisyon birbirine bağlantılıbir şekilde üretilir. Bu yöntem bütün işye-rinin her durağını kapsar.
Ardından gelen zımpara, dağlama vecilalama işlemleriyle ön taraflar ve ta-mamlayıcı parçalar son işlemlerinigörür. İlk örnekteki değişmez tanımlan-mış boya ve dağlama tonları yüksek vekalıcı boya sabitliği sağlar. Bilgisayarbazlı boya dokümantasyonu, büyük alı-cılardan sipariş edilen depo malı ile ko-misyonlanmış ön tarafları arasında boyafarkı gözükmemesini sağlar. Yansıyanparlak baskı yüzeyler için zahmetli özelişlem yürütülür.
Laker firması müşterileri için “uzatılmıştezgah” olarak çalışıyor ve sadece yüzey-
den oluşan yapı parçaları dışında el ile mü-kemmel bir şekilde üretilmiş çerçeve öncepheleri, regaller ve daha başka özel ya-pımlar tedarik etmekte.
Üstün kalitede kaplanmış ön cepheler, bi-rinci sınıf materyaller ve müşteri odaklı ser-vis bugüne kadar Laker'in başarıfaktörlerindendir. Bu faktörler gelecekte degünlük çalışmaların temeli olarak görül-mekte. Yeni kurulmuş Ima kenar işleme ma-kinesi modern tekniğiyle buna katkıdabulunuyor. Özel geliştirilmiş kaplama ve ci-lalama metodlarının temelini oluşturan un-surlar şunlardır: fleksibl ve açıya uygun ölçüüretimi, makinenin kapasitesinin otomatik-men azami mertebeye eriştirilebilme imkanı,güvenilir kaplama kenar aplikasyonu ve iti-nalı son işleme.
Horst Windmann
Laker Möbelwerkstätten (Laker mobilya atölyeleri) çok özel mobilya cepheleri üretiyor – modern kenar işleme ekonomiklilik sağlar
Marangoz ustası Werner Laker1967 yılında Herford'da aynı adıtaşıyan mobilya atölyelerini kur-
muştur. O zamanlar tek bir eleman ile baş-layan kuruluş, son on yıllarda mutfakmobilya sanayiine üstün kalite kaplamalıcepheler tedarikçisi lideri olmuş. Bugünhemen hemen elli tane işine değer veren,yüksek kalifiye elemanlar, bireysel ve yeni-likçi fikirler üretme garantisi veriyor. La-ker'in müşterileri kaplamalı cephelerin tümalanlarında artan kompetans ve tecrübedenyararlanıyor. Şirket yüksek kapasite vegüçlü çalışması sayesinde çok verimli veaynı zamanda çok fleksibeldir. Müşteri is-teklerini yüksek kalite anlayışıyla kısa za-manda ve küçük veya büyük miktarlardagerçekleştirebiliyor. Mükemmeliyetçilik is-teği hırsıyla şirketin hala bütün ilgisi, tut-kusu ve kompetansı geliştirme, imalat veyüzey işlemine yöneliyor. Müşteriler seve-cen ve uyumlu kaplama optiğini takdir edi-yor. Kaplama satın almada ve sağlamstoklamasıyla uzun yılların tecrübesi şu an20 kaplama türünün 20 000 m2 büyüklü-ğündeki deposunda bulunmasını sağla-makta. Seri cepheler için en iyi köpüklüşaraplarda ve şampanyalarda olduğu gibiçok sayıda teslimci payından oluşan karı-şım, iyi boyama ve yapı sabitliğinı sağlar.Özellikle anlamlı ahşap türleri, uyumlucephe tasarımına ulaşabilmek için görselbir birleştirmeye ihtiyaç duyar. Kaplamaresimleri bir araya getirildikten ve siparişeuygun değişik kalınlıklarda suntaların presişleminden sonra Ima'nın yeni kenar işlememakinesi “Combima”'da kenar işlemi uy-
gulanır. Lakers'in sipariş yapısı gerçek ko-misyon üretimiyle çalışmakta, ancak bazımüşterilerin depo mallarının üretim mik-tarları da küçük serilere imkan tanır. Buyüzden tek yönlü çalışan kenar işleme ma-kinesi “Combima” söz konusu olmuş. Sağ-lam işleme için çoğu zaman büyük boydakitek parçaların üretiminde Ima uygun üstbasınçlı çift zincir kullanmış. Özellikle uzunama pek geniş olmayan parçalar burdaçaprazlama akışda bilhassa güvenilir veaçıya sadık bir şekilde makineden geçer.Açılı eklenti ve titizlikle ölçülmüş formatişlemesi için kısa ve eni değiştirilebilirölçüm mesnetli çekme zinciri sıraya koyul-muştur. Ana zincirler ve çekme zinciri aynıyapıya sahiplerdir, üçü de millidir. Ölçümmesneti zincirlerinin düzeyine düşürülebil-mekte, ama açılmış pozisyonda çekme zin-cirini ve dış ana zincirini üstündensürdürülerek geçirilebilir. Bu yöntemle ör-neğin uzunlamasına işlenmesi gereken çek-mece kapaklarında olduğu gibi inceparçaların, ana zincirin yalnızca iç tara-fında durabilir ve yine de ölçüm mesnetininüzerinde tam en üretilebilir.
İyi kenar ve köşe işlenmesinde zım-para işleminden tasarruf
İşlem akışı böyle gelişiyor: İlk kenarınuzunluk işlemi için mesnet aşağıya doğruaçılmış, ve çekme zinciri öyle ayarlanmıştırki, geniş parçalar en iyi şekilde desteklene-bilir. Parçalar sol mesnete dayalı ve enle-mine göre iç veya iki paralel ana zincirlerinüzerinde durur. Geniş parçalar çekme zin-
ciri üzerinde de ve akışın devamında destekrulo raylarına yerleştirilir. İkinci kenar içinve bunda oluşan tam enlem işlemi için mes-net cetveli yukarıya doğru yönlenir, yerinegöre hem çekme zincirini hem de özellikleince parçalarda dış paralel zinciri ve paralelzincirin dingili enleme uygun ayarlanır. Ru-lolar parçaları girişte mesnet cetvelinedoğru bastırır. Ardından gelen çapraz ge-çişler için yöntem benzerdir, bu durumdaayrıca dik açılık için miller kullanıma girer.Kullanıcı parçaları zincirlerin üzerine yer-leştirir ve millerin seçimi otomatikmen par-çaların uzunluğuna göre ayarlanır. Bubilhassa avantajlıdır çünkü bir sıraya koyu-lan parçalar aynı işlem enine sahiptirlerama farklı uzunluklardan dolayı millerinelden ön seçimini gerektirmez. Böylece ma-kinenin kapasitesinin kullanımı, parçalarınarasındaki belirli agregat fonksiyonları içingerekli asgari boşluk göz önünde bulundu-rularak, otomatikmen azami mertebeyeeriştirilebilir. Format işlemesi aralıklar içintestere ve parçalayıcılarla yapılır. Bu yön-temde “sıçrayan” aralık açma testeresi arkakenarın kaplamasını çizer. Tutkallama böl-gesinde yalnızca kaplama kenarlarının PU(polyurethane glue) yapıştırması Lakers'inkalite felsefesine uygun. Bu makine 20 mmkadar uzunluklarındaki pervazların tutkal-lamasına göre ayarlıdır. Kaplamadan per-vazlara hızlı geçiş için kaplamakumandaları plaka haznesinden yatay ola-rak ayırılır ve bir pervaz paketi için yer açı-lır. Kenar kaplamarın köşelerine uygun birşekilde kopya freze yöntemi uygulanabilir,ancak freze makinesi kesimi ağaç elyafı yö-nüne doğru uygularsa. Uygulamada bununiçin dört freze makineleri gerekmekte. Buyüzden makine dört “MFA 08 348” kopyafreze agregatları ile donatılmış. Freze ma-kineleri farklı yarıçaplarla çok sayıda işalanlarında uygulanabilir. Örneğin 1 mm,2 mm, ve 3 mm. Her kaplama kalınlığı böy-lelikle sistem değiştirmesi gerektirmedenyuvarlaklaştırılabilir. Laker yeni makinesisayesinde kopya agregatlarının kaplamayauygun iş yöntemiyle çok iyi kenar ve köşeişlemesine ulaşır ve cilalamadan önce gere-ken çok zımpara işinden tasarruf imkanısağlar.
Özel kaplama ve cilalama metod-ları için temel
Ardından gelen zımpara pozisyonunda“Combima”'nın sonunda ince alan, üst ilealt kaplama kenarları zımpara bant agre-gatlarıyla işlenebilir. “MFA” kopya frezeagregatları ve zımpara agregatları çokkesin çalışmakta, kalite kontrol bölümü ele-manları altı alanların tümünün tam kont-rolüne konsantre olabilirler ve sadeceköşeleri ve dikey yarıçap alanını perdahlar-lar.
“Combima” bu kendini kanıtlamış giriştekniği ile çift taraflı makinenin ölçüm veaçı kalitesine ulaşır. Yinede başka enlemeayarlamada oluşan ölü zaman bilhassa kı-sadır. Makine kapasitesinin kullanımını enüst düzeye ulaştırmakla birlikte otomatik
Laker Möbelwerkststätten GmbH'ın ön cepheleri (burda “Hindistan Elması”)çok özel mutfaklarda bulunmakta. Fotoğraf: Ebke
…ve hükümdarların kullanabileceği bir ahşaptı.
Laker Möbelwerkstätten (Laker mobilya atölyeleri)'de bu beyaz abanoz gibi, son derece nadir kaplamalar dahi iş-leniyor. Eskiden yalnızca kralların…
Dört adet “MFA” kopya freze agregatları kaplama kenarınının çepeçevrefrezleme işleminde.
Combima” (IMA) ile tam doğru ölçüm ve tam doğru açılı üretim

“Vinterio” prensibi aslında çok basittir.Masif lamellerden bloklar şeklinde tutkal-lanan ahşap kaplamadır. Danzer’in ahşapkaplama uzmanlarının uygulama içinneden iki yıldan uzun bir süreye ihtiyaçduyduğu ayrıntıların içinde saklıdır. Özel-likle de tutkallama sorununda. Çünkü la-meller preslendikten sonra bloğun yenidenbıçağa uygun hale getirilmesi gerekir, vesonrasında buna rağmen dayanıklı bir bağ-lantıya sahip olmalıdır. Bu, formaldehitiçermeyen ve çok sıkı tutunan ve “bu sa-yede kırılmaksızın en küçük yarıçaplardadahi postforming için uygun olan” bir tut-kalla gerçekleştirilmektedir. Ancak Reutlin-gen’li uzmanlar daha fazla ayrıntı vermekistemediler.
Bu yeni ürün İsviçre’de bulunan VinterioAG, Baar firması çatısı altında pazarlana-cak. Şirket Eylül 2005’te özel olarak buamaç için kurulmuş. Firma o dönemler-lerde geçici olarak “New Wooden SurfacesAG” adıyla faaliyet gösteriyordu. Ancakürün nihai adına kavuştuktan sonra Mayıs2006’da şirket adı Vinterio AG olarak de-
ğiştirildi. Danzer firmasını yeni ürünlebirleştiren umutların büyüklüğü, bununiçin hemen özel bir Business Unit – or-mancılık, kerestecilik ve ahşap kaplama-nın yanı sıra – kurulması gerçeğinden deanlaşılmaktadır.
Dünyada bir yenilik
“Dünyada ilk ürün olarak “Vinterio”,gerçek ahşap bir yüzeyin avantajlarınıfolyo yüzeylerin özellikleriyle kombine et-mektedir.” Danzer Genel Müdürü Hans-Joachim Danzer yeni ürünü bu mütevazısözlerle anlattı. İlk defa Mayıs 2007’deKöln’de düzenlenen “Interzum”da tanı-tıldı. Ve fiilen büyüleyici bir üründür, fikribasit fakat görünümü muhteşem. Seniorc-hef Karl Heinz Danzer bu ürünün “kesmemakinesinden bu yana en büyük icat” ol-duğunu söylüyor. Böylece varyasyon im-kanları sonsuzdur, çünkü lamel genişliğiseçimine bağlı olarak çok belirgin bir şeritgörünümü veya eşit sakinlikte bir yüzeyoluşmaktadır. Danzer’de de teyit edildiğigibi sözgelimi kapılar için ideal. Ancak bukonsern aslında tüm endüstri sahalarındauygulama imkanları görmektedir. Hans-Joachim Danzer “ahşap bir yüzeyin sonsuzolanaklarından” bahsetmektedir.
Lamel genişliği şu anda 11 ila 24 mm ara-sında değişmektedir, fakat 8 mm ile de Dan-zer’de çok iyi sonuçlar elde edilmiş.Tasarımla ilgili özel talepler için bir ahşapkaplama içerisinde farklı ahşap türleri velamel genişlikleri de kullanılabilir. “Klasik”çeşidi firma “Vinterio Stratus” altında,ahşap türleri karışımına sahip ürünleri ise“Vinterio Nimbus” olarak pazarlamakta-
dır. Her iki çeşit 2 025, 2 600 ve 3 100 mmuzunluklarında sunulmaktadır. Standartgenişlik 650 mm’dir, fakat müşteri isteğinegöre bireysel olarak büyütülebilir. Dan-zer’in Çek Cumhuriyeti’ndeki Melnik veABD’deki Darlington şehirlerindeki fabri-kalarında üretim yapılmaktadır.
“Easy to use”
Danzer ve müşterileri için “Vinterio” ilefiilen bir dizi olanak açılmaktadır. Bununlabirlikte bu üretim için gerektiğinde artıkağaçlar ve düşük kaliteli kusurlu tomruklarkullanılabilir ve bu sayede ağaç verimi be-lirgin şekilde arttırılabilir. Müşteriye Dan-zer’den istenen büyüklükte ve “her zamanaynı görünümde ve azami kalitede yinele-nebilir” yüzeylere sahip sabit ölçüler verilir.Bu sırada firma yönetimi düşünmeyedevam etti ve Melle’de mukim kenar üreti-cisi Heitz firmasını zamanında sürece dahiletti. Böylelikle rulodan uygun ve kolay iş-lenen kenar da sunulabiliniyor. VinterioKuzey Amerika Saha Müdürü Dr. UlrichGreve sloganı “Easy to use” ile özetledi.
Yeni ürün geniş anlamda İtalyan üretici-ler Tabu veya Alpi firmaların ürünleriylekarşılaştırılabilir. Burada kabuk ahşap kap-lamalar temelinde ve sonrasında yapılantutkallama ve boyama işlemleri sayesindekeza ahşap temelinde istenildiği gibi yeni-den üretilebilir bir ürün yaratılmaktadır.Ancak “Vinterio”da yalnızca yüksek kali-teli ahşap kaplamalar ve ayrıca orijinalşekli değiştirmeksizin kullanılmaktadır.
İyi fırsatlar
Elbette geleceği kimse göremez, fakat:bu ürün, Danzer firmasındaki sorumlu-ların ilan ettiği özelliklerin tümünü içer-
diği takdirde, “Vinterio” gerçekten deyalnızca Danzer firmasının başarı ürünühaline gelmekle kalmayacak, aynı za-manda tüm ahşap kaplama sahasınıntamamı için bir kilometre taşı da olabile-cektir. Ancak endüstrinin daha yüksek fi-
İnce ahşap kaplama içinyeni fırsatlarDanzer yeni ürünüyle folyo pazar paylarını geri kazanmak istiyorfi. Ahşap yüzeylerin güzelliği benzersiz birolgudur; ancak endüstriyel üretim prosesiiçin bir felakete de dönüşebilir. Mobilyaüreticisi olarak yüksek adette üretim ya-panlar, genellikle yeniden üretilebilirlik vekolay işlenebilirlik özelliklerine nazaran bi-reyselliğe daha az önem verir. Bu nedenleuzun yıllardır kağıt yüzeyler ve folyolarkütlesel pazara hakim olmaktadır. İnceahşap kaplama üreticisi ve satıcısı Danzer,ince ahşap kaplama için yeni bir ürünlekaybedilen toprakları geri kazanmak isti-yor.
“Vinterio” masif lamellerden bloklar şeklinde tutkallanan ve sonra kesilenbir ahşap kaplamadır. Lamel genişliğine göre çok farklı özellikler elde edi-lebilir. Ve tamamı doğal ahşap rengini değiştirmeden.
yatlı segmente nasıl bir tepki vereceğihenüz beklenmelidir. Bu şekilde kalırsa, enazından maliyeti düşük folyonun korka-cak bir durumu yoktur ve “Vinterio” içinde yalnızca yüksek fiyat segmentindeki darpazar kalacaktır.
Ekim 2008 Yüzey Türkiye nüshası · Holz-Zentralblatt · Sayfa 11
Özellikle kapılar için Danzer firmasının yeni ahşap yüzeyi en uygun görün-mektedir. Fotoğraf: Fischer
HZT0801_1:HZ 22.10.2008 11:33 Seite 11

Sayfa 12 · Türkiye nüshası · Holz-Zentralblatt Teknik tesisler Ekim 2008
Özel veya seriüretim kakma işiEski bir el sanatına – kakmaya – gönül verdi iseniz, ürettiğiniz nesneyirekabet koşulları içerisinde pazarlamak istediğinizde aklınıza yeni fikir-ler gelmesi gerekir. 1979 yılında in Maron di Brugnera’da kurulan aileişletmesi Elit’in şefi Rudolfo Ros bunu kendisine görev edindi. Ros,kakma işini en büyük İtalyan stili mobilya üreticisi olan ve gene Marondi Brugnera’da bulunan Dall' Agnese firmasında öğrendi.
Sınırsız kakma seçimi
Kakma seçimi konusunda nerede isesınır yok. Tüm mevcut ahşap çeşitleri vesanayi nitelikli oyma çalışmaları (Fine-line) yapılmaktadır.
Arka tarafın işlenmesi, örneğin esnekkakmalar, boya ve hazır paneller gibi diğertüm hizmetler de sunulmaktadır. Oyma iş-lerinin taşeron firmalara yaptırılmasında
uzun yıllardan beri bu işi yapan Alman veİtalyan firmaları, örneğin Karlstadt'ta bu-lunan Fritz Kohl firması ile çalışılmaktadır.Bu firmalar sürtüşmesiz ve güvenilir birişlem imkanı sunarak tam zamanında tes-limata izin vermektedirler. Oyma stoklarınıElit 16 000 m2 metrekare ile bilinçli olarakdar tutarak malzeme akışı ve sermaye bağ-lama oranını en mükemmel hale getirmek-tedir.
Modern kaplama teknolojisi kalitenin teminatı
Firmanın slogan şudur: “Biz, Elit’teahşabın tadına varıyoruz”. Bu slogankişinin ahşaptan ve onun kakma bi-
çiminde işlenmesinden anladığının da birgöstergesi. Bundan neler doğacağı ise gös-termeye değer. Yüksek kaliteli kakma işlerive büyük bir emekle geliştirilmiş oyma yap-rakları, farklı kullanım amaçları doğrultu-sunda lazer veya klasik teknolojileri ilemobilyadan mobilya kapısına, iç tasarım,otel veya bina inşaatından iç dekorasyona,araba, gemi ve yatların yanı sıra panel vekapılarda ve hatta müzik enstrümanlarındadahi kullanılabilir.
Buna benzer bir biçimde Dubaili bir şey-hin piyanosu için kakma işleri yapılmıştır.Bunun için özel durumlarda 14 m2 oymave kakma işi için 20.000 € gereklidir, özel-likle de - burada olduğu gibi – bunu gele-neksel tekniklerle yapmanız gerektiğinizdeişiniz zordur. Diğer uygulamalar için iseteknik açıdan daha rasyonel üretim teknik-leri, örneğin lazer teknolojisi kullanılabilir.
Üretim masraflarının kontrolden çıkma-ması ve kakma işlerinin fiyatının makul dü-zeyde kalması için öncelikle çizim, tasarımve diğer destekler eşliğinde ve bilgisayaryardımı ile işin hazırlıkları malzemelereuygun biçimde geliştirilir ve gerekmesi ha-linde uyarlamalar yapılır. Daha sonra bu işbelgeleri çizim ve parça listeleri ile her birçalışma biçimi için özel olarak hazırlanır veişlenir. Bu anlamda gerek kesme ve gereksebir araya getirme işlemini yapanlara çok işdüşer. En fazla 22 kişi çalıştıran işletme üre-timde sadece iyi eğitilmiş uzman ahşap iş-çileri, bunların arasında ise iki adet kakmakesme uzmanı istihdam etmektedir.
Günde yaklaşık otuz adet müşteri siparişigerçekleştirilir, bunlar standart kakma işleriveya bir araya getirilmiş oymalar ya da binbir emekle oluşturulan oyma yapraklarıolabilir. Bu siparişler bir araya getirildi-ğinde yılda yaklaşık yüz binlerce metrekarekakma işi anlamına gelmektedir. Yıllı ciro2005 yılında 2,5 milyon Euro civarındadır.
Elit sanayi ve el işçiliği alanında çalışan500 kişilik bir referans listesine sahiptir,bunların 300'ü ise daimi müşteridir. Müş-terilerin yarısı İtalya’dan diğeri ise dünya-nın her tarafındandır. Doğrudan ihracatAlmanya, Avusturya ve İrlanda'ya, öteyandan Dubai, Doğu Bloğu ülkeleri veRusya ile dolaylı olarak ABD'ye yapılmak-tadır.
Avrupa ahşap endüstrisi Elit kali-tesini takdir etmektedir
İtalya'nın kakma sanatının kalite ve de-ğerini tekdir eden firmalara örnek olarakAlman masa üreticisi Vielhaus, Avusturyalıoturma odası üreticisi Voglauer, İtalyanla-rın birinci sınıf mutfak üreticisi Dada, pi-yano üreticisi Fazioli ve dünya çapındakioteller zinciri Sheraton gösterilebilir. Yenibir müşteri ise kendi baş harflerini taşıyankakmaları dükkanlarında kullanan modadevi Armani'dir.
Daha birkaç sene öncesine kadar alı-nan siparişlerin çoğu seri üretime yö-nelik olarak 2 000 adede kadarçıkarken, günümüzde eğilim – değişme-nin esas olduğu dönemlerde – tek biradede kadar gitmektedir. Ancak butalep bir araya getirilin oymalar üreten
bir hizmet kurumu için sorun değildir.Firma bu duruma başından itibarenhazırlıklı, makine parkının yenilenme-sine yatırım yaptı ve bu noktada aslakalite, vaktinde teslim, güven ile uygunbir fiyat-hizmet oranı gibi prensipler-den asla taviz vermedi. Bu konuda bü-yümek ana hedef ve “düşüncelaboratuarı” bu konuda yardımcı ol-makta.
Parça listesi. kesim planı ve farklı çizimler eşliğinde oymalar ve daha sonrabirleştirilecek kakma işleri hazırlanmaktadır.
(Solda) Hepsi aynı büyüklükteki dairesel kesitler lazerleçıkartıldı.
(Yanda) Burada görülen ve bir sandviç için tasarlanmışoyma işi de lazerle hazırlandı.
Arka planda seçme oyma paketlerinin bulunduğu bir ke-sici.
Kesilen parçalardan kakmaların bir araya getirilmesi has-sas bir çalışma gerektirir.
Kakmaların bir araya getirildiği çalışma alanlarının bulunduğu ortama bakış.
Farklı renkteki kakmalardan oluşan ve firma logosunun bulunduğu bir örnek: W. Rüter, Elit

Ürün programımız Islemlerimiz
ehil, yenilikçi, müsteriye yakın!¸
Kayın agacı kerestesi
Mese kerestesi
Disbudak kerestesi
Renkli ahsap
PEFC sertifi kalı
EHP European-Hardwood Production GmbH
8523 Frauental - AUSTRIA
Tel. +43 (0)3462/2935-0
Fax +43 (0)3462/2935-30
offi [email protected] • www.ehp.at
Egilebilir genislikler
Sabit genislikler
Sabit uzunluklarda
planyalanmıs
sönük, dogalısıl, füme
˘ ˘
˘
¸
¸¸
¸
¸
¸
¸
.
www.germantimber.com
To advertise in HZuse E-Mail
To advertise in
HOLZ-ZENTRALBLATT
Germany’s leading journal forthe forestry and woodworking
industriesplease contact:
Phone: 00 49 7 11 75 91-250Fax: 00 49 7 11 75 91-266
e-mail:[email protected]
internet:www.holz-zentralblatt.com
Ekim 2008 Ahşap ürünler Türkiye nüshası · Holz-Zentralblatt · Sayfa 13

Sayfa 14 · Türkiye nüshası · Holz-Zentralblatt Teknik tesisler Ekim 2008
Kontrast kapı imalatçısı yüksek değerli kapılar için Maka tekniğinden ve termo perdahlama teknolojisinden yararlanmaktadır
uygun bir şey olabilir, çünkü zımpara-lama çalışmalarında maliyetimiz oldukçayüksek” şeklindeki ifadesini hatırladı. “ozamanlar Dresden’de ovarak perdahlamasüreciyle çalışan bir deney makinesi vardı.Ancak sorun olan ısının kontrolüydü”diye anlatıyor Maka Nord satış bürosun-dan “SC 20t”yi Kontrast atölyesine teslimetmiş olan Michael Meer. Isıyı dengedetutabilmek amacıyla Maka makine içindik duran bir alet geliştirildi. “Bu aletindönmemesi gerektiğini tespit ettik, çünküaksi takdirde ısıyı dengede tutmak müm-kün olmamaktaydı.”
Bu bilgi temel alınarak indüklemeliısıtma tasarlandı. Bir ısı muhafazası ısıyısabit bir seviyede tutmaktadır. Perdah-lama takımı ile devir mili arasında termikkesitli bir su soğutması 400°C ısının devirmiline ulaşmamasını temin etmektedir.Değiştirici başına bir donanım yardımıylakumada edilen yedi perdahlama aleti dev-reye girmektedir.
Aletlerin hepsi geometrik olarak bir ız-garaya sığmaktadırlar. AKE firması tara-fından teslim edilen freze ve perdahlamaaletlerinin özdeş olmaları gerekmektedir.Kontrast’ın teknik müdürü Olaf Kirsch“freze aleti körleşirse ona ait olan perdah-lama aleti de alet üreticisine gitmek zo-rundadır” diye anlatıyor. En yüksekbesleme hızında hareket ettirilmemelidir,aksi takdirde yeterli ısıya ulaşılamaz.Meer “bu makine ile kıyaslanabilir radyalmakine veya kapı makinesine kıyasla ol-dukça yüksek bir freze kalitesi elde ediyo-ruz” diye ekliyor. Çünkü başarıylaperdahlayabilmek için koşul çok iyi birfreze sonucudur.
“SC 20t”in büyük taleplerde bulunduğuemme de çok önemlidir. Kontrast üretimiçin sadece oldukça yüksek değerde MDF-Malzemesi kullanmaktadır, çoğunlukla 40mm kalınlığında plakalar. Olaf Kirsch“bizin oldukça yüksek ham yoğunluğuolan fazla kabarmayan plakalara ihtiya-cımız var” diyor.
Plaka kalitesi belirleyicidir
Girişim eskiden plakalar konusundabüyük sorunlar yaşamaktaydı, bu da ön-cünün iflas etmesinin bir sebebiydi.Klippe “burada artık ödün vermememizgerekiyor” diye vurguluyor. Aynı durumhedeflenen kalite özelliği için “mutlakagerekli olan ve hiçbir makine tarafındantelafi edilmesi mümkün olmayan” birçokzımpara yarıkları için de geçerlidir. Kont-rast freze mallar konusunda da çıta ölçü-sünü yüksek tutmaktadır, çünküMDF-plakaları frezelendikten ve cila uy-gulandıktan sonra güçlü pürüzlendirmeözelliğine sahiptirler.
Pinnau’da bütün kapılar elle cilalan-maktadırlar. Uli Klippe’nin toz cila hak-kındaki görüşü şöyle: “Bazı obje alanlarıiçin bu elbette çok yararlıdır. Ancakbunun için önemli bir yatırım yapılmasıgerekmektedir, biz ise buradaki adet sayı-mızla bunu uygun görmemekteyiz.”
Kontrast geçtiğimiz yılın sonunda Ma-ka’dan iki makine daha teslim aldı: Pin-nau atölyesi için beş-mil-takımlı birtezgah makinesi ve Anklam’daki üretimiçin sekiz metre uzunlunda, esnek bir şe-kilde devreye sokulabilir kapı makinesi.
Markus Schmalz
Modern Teknoloji ile krizden çıkışPinnau’daki Kontrast firması olağandışı bir tarihe geri bakmaktadır.2005 yılında iflas halindeki Warnke firmasından türeyen kapı imalat-çısı sadece iki yıl içerisinde dik bir çıkış gerçekleştirmiştir. Kapı ima-latçısı bugün 110 çalışanıyla yılda sekiz milyon Euro satış eldeetmektedir. Girişimin gelişmesini sağlayan çok özel bir buluş Maka’nıntermo perdahlama fonksiyonuna sahip “SC 20t” sabit kapı makinesidir– firmanın ifadesine göre 2002 yılında temin edilmesinden buyanaparça maliyeti ve geçiş süresinde olağanüstü tasarruflar sağlamış olanbir yatırım.
mış çalışanın daha faaliyet gösterdiği ikinciKontrast atölyesinde girişim daha sonra iş-lenmek üzere Pinnau’a getirilmek üzere serihalinde yarı fabrikasyon üretim yapmakta-dır. 2007 yılı Kasım ayında “Ulusun cesaret-lendiricisi” unvanıyla ödüllendirilen Klippe“ön ürünleri Anklam’da kalite itibariyle yük-sek değerde ve daha ucuza imal edebilmek-teyiz” diye açıklama yapıyor.
Anklam’da otel ve dükkan döşemeleri,gemi kabinleri, kablo makarası veya mo-bilya gibi başka ürünler de büyük birAlman sigorta grubu için görev defterlerinidoldururken, Pinnau’daki Kontrast atöl-yesi sadece kapı üretiminde bulduğu boş-luğa yoğunlaşmaktadır.
İkili tezgahlardatermo perdahlama
Firmanın özel bir “mücevheri” Maka’nıntermo perdahlama tertibatına sahip “SC
20t” sabit kapı makinesidir. CNC – işlememerkezi çok kanallı tekniği ile birbirlerin-den bağımsız olarak iki parçayı tek bir ku-mandayla işleyebilen iki tezgaha ve ikitakıma sahiptir. Örneğin bir tarafta birlevha freze edilirken diğer tarafta perdah-lama yapılabilir. Isıtılmış profile benzer biraletle gergin bir şekilde işlenen yüzey plas-tikleştirilir, kopan lifler bu yüzeye bastırılırve tutturulur. Ağaç içerik maddesinin kara-melleştirilmesi neticesinde yüzeyde yüksekyoğunluklu ince bir tabaka oluşmaktadır.
Avantajlar kelimenin tam anlamıyla elealınmıştır. Termo perdah süreci özsel vegörsel kalitenin yanı sıra işleme ve enerjialanında, ayrıca kurutma ve geçiş süresindemasrafları da indirgemektedir. Aynı şekildeihtiyaç duyulan cila ve çözücü madde mik-tarları da azalmaktadır. Klippe “yaptığımızyatırım kendini kat kat karşıladı” diye altınıçiziyor.
Yeni teknolojierkenden devralındı
Termo perdahlamayı atölyede devreyesokma fikri o zamanlar Dresden’dekiAğaç Teknolojisi Kurumundan (IHD)süreç hakkında bilgi edinen öncü firma-nın genel müdürünün aklına geldi. Klippeöncüsünün “termo perdahlama bize
Hamburglu Brüchert + Kärner aile giri-şimi bundan yaklaşık iki buçuk yıl önceiflas halindeki Warnke şirketini satın aldı veKontrast ile yeni bir başlangıca cüret etti.Kontrast’ın genel müdürü Uli Klippe “ozamanlar işletmeyi başka şekilde düzenle-yip karlı bir şekilde yönetebileceğimizi gör-dük” diyor. O günden beri çıkış devamediyor. Yeni kapı modelleri oluşturuldu,Premium-segmanı için bir çerçeve gelişti-rildi ve anıt koruma kapıları ve villa kapı-ları imal edildi.
Başarı reçetesi Kontrast’ın beslediği pazarboşluğuna dayanmaktadır: Yüksek değerlialanda beyaz cilalı iç kapılar. “Kitle ürünüüretmeyi de denedik, ama bu burada işlemi-yor. Bu konuda hazır etme süreleriyle başedemiyoruz” diyor Klippe. Çünkü PinnauKontrast atölyesinde kalite her şeydir. Kapıprogramı şu sıralar yaklaşık 3,5 milyon farklıvaryasyonu kapsamaktadır – imalat sadecegöreve göre yapılmaktadır. Anklam’daki alt-
MDF’den imal edilmiş kapıların termo perdahlama süreciyle işlenmiş olanprofilleri ürünlerin yüksek kalitesine katkı sağlamaktadırlar.
Ekip (soldan sağa): Kontrast’ın genel müdürü Uli Klippe, Maka’dan Michael Meer ve Kontrast’ın teknik müdürü OlafKirsch Maka makinesinin sunduğu kaliteden memnunlar. Fotoğraf: Schmalz
Maka “SC 20t” ikili tezgah yapısı sayesinde iki parçayı birbirlerinden bağımsız olarak freze etmekte ve perdahlaya-bilmektedir. Fotoğraf: Friedrich
Maka sabit kapı makinesi Kontrast kapı imalatçısına kendi ifadelerine görebüyük tasarruflar sağlamıştır

DÜNYAN'IN HER YERINDEN AHSAPLARKAPLAMALAR – AHSAP – ITHALAT - IHRACAT
SÖNKE BRUHNGMBH & CO. KG
SCHLENGENDEICH 13aD-21107 HAMBURG
TEL. +49 / 40 - 75 16 54 / 55FAKS +49 / 40 - 75 89 28
www.holz-zentralblatt.com
Ekim 2008 Ahşap ürünler Türkiye nüshası · Holz-Zentralblatt · Sayfa 15

W O O D I S O U R W O R L D
T I M B E R V E N E E R B O A R D S B U I L D I N G C O M P O N E N T S
S E R V I C E S G E S . M . B . H .I N T E R N AT I O N A L
Biz uluslararası alanda çalışan,b ü t ü n o r t a A v r u p a ' d atemsilcilikleri olan ahşap ticaretşirketiyiz ve
kontrplak kereste kaplama için Türkiye'depiyasa çalışmaları sürdürebilecek
arıyoruz.
Ahşap ile igili eğitim almış, sektörde deneyimli,pazarlamacı ruhlu, girişken ve Türkiye piyasasını
şarttır.
İyi derecede almanca ve/veya ingilizce dil bilgisi deşarttır.
Geniş kapsamlı bir eğitim ve pozisyona uygunmaaş sun
İş başvurunuzu lütfen alttaki adresimize gönderin:
- -
uyoruz.
z. H. Herrn RaffetsederGerbergasse 2, A-2000 Stockerauveya e-mail yoluyla: [email protected]
’Key Account Manager i
JAF International Services Ges.m.b.H.
tanıması
AUSTRIA - GERMANY - CZECH REPUBLIK - SLOVAKIA - HUNGARY - SLOVENIA -CROATIA - ROMANIA - BULGARIA - UKRAINA - BOSNIA - SERBIA - RUSSIA - POLANDwww.holz-zentralblatt.com
To advertise in
HOLZ-ZENTRALBLATT
Germany’s leadingjournal for the
forestry and woodworkingindustries
please contact:Phone: 00 49 7 11 75 91-250
Fax: 00 49 7 11 75 91-266e-mail:
www.holz-zentralblatt.com
HZ – online
latest informations
��
attractive
offers
��
markets
and
prices
www.holz-zentralblatt.com
İş ilanları
Sayfa 16 · Türkiye nüshası · Holz-Zentralblatt İlanlar Ekim 2008

Ekim 2008 Mutfak Türkiye nüshası · Holz-Zentralblatt · Sayfa 17
Brandenburg Granit tesislerinde üretilen çalışma tezgahlarına mutfak mobilya sanayisinden ağırlıklı ilgi
Granit – Yeryüzünün hatıralarından alıntılarOnbeş yıldan fazla bir süredir Rexgranit GmbH tarafından Berlin'ingüney batısındaki Brück'de ağırtonajlı granitkümeleri mutfak çalışmatezgahlarına dönüştürülüyor. Bu yüksek kaliteli, montaja hazır eleman-lar, kendi mutfağına özel not vermek isteyenler için,bugün Avrupa ça-pında önemli rol oynamakta.
Açık alanlarda örneğin ön cephe süsle-melerinde yada zemin kaplamalarında içve dış alanda granit çok uzun zamanlardanbu yana gelenek ve kaliteli modernizeyibirleştirmiş vede kendini kanıtlamıştır. 90'lıyıllardan bu yana bu materyaller artıkyoğun olarak evlerin iç dekorasyonundada mutfak calışma tezgahı olarak tüketiciile daha önce hiç olmadığı kadar bağlantıhalinde.
Trend farkedildi
Ewald Mattes bu trendi erkenden farkettive 1992 yılında, yani birleşmeden kısa birzaman sonra Rexgranit firmasını Berlin'ingüneybatısında bulunan Brandenburg'unBrück şehrinde kurdu. Granitin çok üstünnitelikli bir materyal, dahiyane bir ceşitürün olduğunu şirketin ismi zaten sembo-lize ediyor.
Yer seçiminde Mattes ürünlerin en kısayoldan müşteriye nasıl ulaşacağı konusunaodaklandı. Çünkü hammaddenin zatendünyanın bir çok bölgesinden getirilmesigerektiği için,lojistik açıdan en önemli fak-törün yer seçimi konusunda yol, demiryolu ve limanların yakınlığıydı. Orada şir-ket onbeş yıldan fazla bir zamandır granit-den ve diğer dogaltaşlardan yarım ve tamişlenmiş ürünler üretmekte. Tedarik prog-ramı kütük, ölçüsüz plakalar, anti slipzemin plakalar, bina cepheleri, pencereeşikleri, merdiven sistemleri, mutfak tez-gahları ve doğal taş nihai ürünler. Hedefkitle grubunu doğaltaş döşeme ve inşaatmalzemeleri ticarethaneleri, mimarlar, iç-mimarlar, mutfak ve mobilya üreticilerioluşturmakta.
Aynı ahşapda olduğu gibi – Granithep bir süprize açıktır
Mattes örneğin Brezilya'da ya da GüneyAfrikada'ki taş ocaklarında kendisine teklifedilen granit kütleleri incelerken devamlı ekbir yudum suyu yanında bulunduruyor.“Birincisi genelde tozlu ve çoğu zaman dasıcağı sıcağına bir faaliyettir. “İkincisi suyaihtiyacımız olmasının sebebi kayadan pat-latılarak ya da kesilerek elde edilen granitkütleden ek bir kaç bilgi alabilmek ve içindene sakladığını öğrenmek istiyoruz” diyeizah ediyor Mattes. Bu 2 ile 10 m3 büyük-lükleri arasındaki bir taşın 50 000 Euro' lukbir yatırım olduğunu da belirtmek gerekir.Aslında aynı ahşap kaplama satın alıcıla-rında oldugu gibidir. Agaç gövdesinin dışgörünümünden kalitesini çıkarabilmek zo-runda kalınıyor. Uzun yılların tecrübesinerağmen, aynen bizim gibi, kimse süprizler-den muhaf olamıyor” diyor Rexgranit genelmüdürü. Aslında makine imalat sanayiin-den gelen bu genel müdür, böylece ağaç iş-leme sanayisi ile bir paralellik kuruyor.
Bir blokun kendi tesislerinde bölünme iş-leminin ardından, daha önceki değerlendir-meyle kıyaslayabilmek ve ihtiyaca göreuyarlayabilmek için, Mattes her zamankontrol için bir numune alıyor. Bir granitçeşidinin seçiminde ve elde edilmesinde birtaraftan tabiiki müşterinin güncel arzula-rına göre, belli desen ve renklere göre hare-ket edilmek zorunda. Diğer taraftan seçilenmateryal iyice inceleniyor ve ne dereceyekadar ihtiyaç duyulan maksata teknik ola-rak uygun olup olmadığına bakılıyor. Ve bumateryalin uzun vadedeki kalite ve mevcu-diyetinin nasıl olduğu inceleniyor. “Gerçi
yapı, renk ve doku en yüksek oranda önce-likli, ama buna rağmen biz granit bloklarınıtabiiki kalite açısından yıpranmamış ve deyırtılmamış özelliklerde elde etmeye çalışı-yoruz” diyor Mattes.
Dünyanın her yerinden granit
Optik ve nitelik özellikleriyle çeşitliliğiniifade eden granit türlerinin özellikleri ta-biiki kökenine ve de o bölgedeki toprağınbileşimine bağlıdır. Dünya genelinde dağıl-mış şekilde bulunan granit çeşitleri, tabiikiiyi bir çeşitliliğe önem veren granit tedarik-çisinde standard olarak ürün programındaya vardır ya da her an tedarik edebilir ko-numdadır. Ve bu şekilde Rexgranit'in blokdeposunda Norveç'den gelen bloklar Bre-zilya'dan gelen bloklarının yanında, GüneyAfrika'dan gelen bloklar Hindistan'dangelen blokların yanında ve de Almanya veİtalya'dan gelen “Tuz ve karabiber” blok-ları da ABD'den gelen blokların yanındadurabiliyor. Genel müdür granit bloklarınıtaşocağının başında kendi elleriyle seçebil-mesi için ortalama olarak yılda bir kez Bre-zilya'ya ve ortalama yılda üç kez deNorveç'e gidiyor. Diğer ülkelerden tedarikedilen bloklar Brück üzerinden de ısmarla-nabiliyor.
Granit blokları mümkün olduğu kadarilk ulaştığı limanlarda bekletiliyor – bu dagenelde Antwerpen'de gerçekleşiyor, çünkübeş yük vagonu dolusu, taşıma miktarı tak-riben 300 tonu toplayabilme imkanı sağla-yabilmek için gereklidir. Ancak bundansonra Mattes hammadeyi demiryolları ilekendine ait bir ray bağlantısı üzerindenBrück'deki tesise ulaştırıyor. Depo alanındaortalama takriben 50 farklı çeşitden oluşan300 blok granit türleri ve kaliteleri tercihesunulur. Bu ortalama 2 000 m haciminesahip veya 40 000 ile 50 000 m2'leri arasındadeğişik kalınlıklardaki granit plakalara eşit-
tir. 10 m3'e ulaşabilen tek bir blok bile tar-tıda 35 ton un üzerinde bir ağırlık oluştu-rabilir.
Şirket şimdilerde 30 eleman çalıştırıyor.Altı büyükboy hızar kafesleri şeklinde ta-nımlanan testerelerle 3 vardiyada yıllık tak-riben 3 500 m3 granit bloku, 10 000 tonağırlığında bir tanımlamaya eşit,120 000m2' lik ham granit plakaları işleniyor. Şir-ketin yıllık hasılatı ortalama 5 milyon Eurocivarında.
Ham blokların fiyatları metreküp başınaortalama1 200 Euro civarında ve fiyat çe-şitliliği 500 Euro/m3'den başlar. ÖrneğinPortekiz ya da Sardinya'dan basit “tuz vekarabiber blokları” bu fiyata satılır. Fiyatçeşitliliği 5 000 Euro/m3'ye kadar uzanabi-lir, örneğin Brezilya'dan “Bahia Blue”5 000 Euro/m3 civarını bulabiliyor. Dünyaçapında çok az mekanda ve de taşocağındamaviye boyanmış taş bulunur. Çok özelmavi sert bir taş olan ‘Bahia Blue’, Azuldo Macaubas’ ve ‘Azul Imperial’ alanla-rında Almanya ve Avrupa'da önde gelentedarikçilerdeniz” diye görüş belirtiyorMattes.
Pek basit bir materyal değil
Aynı ahşapda olduğu gibi, granitde dekesimin yönüne bağlı oluşan yalnızca çokfarklı dokular değil aynı zamanda değişikteknik özelliklere de yol açıyor. Bazı granitçeşitleri bu yüzden, kullanılabilecek plakamateryalı oluşturulabilmesi için ancakbelli bir yöne doğru ayrılabilir.
Ve ahşaba bir benzer yönü daha vardır,çünkü bazı granit çesitlerininde şekli deği-şebilmekte. Örneğin eğer işlem esnasındauzun bir zaman zarfında sıvı bir madde ileyıkanırsa. “Eğer aniden su, binlerce yıldır,ulaşamadığı noktalarla temas ederse, tabibu durum kendini belli eder” diyerek anla-tıyor Mattes.
Devamı sayfa 18
Güney Afrika'da granit kazanımı. Masif katman bazı yerlerde yerin yalnızca bir kaç metre altında başlıyor. Çıkarmak ağır iş gücü gerektiriyor. Fotoğraflar: Rexgranit (5), Krawczyk (13)
Granitden mutfak çalışma tezgahları artarak daha popüler olmaya başlıyor. Ahşap granit terkipleri özel vurgu yapıyor. Ama banyo ve zeminlerde de granit etkisini kaybetmiyor.
Granit nedir?Granit esasında feldspat, kuvars
ve koyu mika minerallerinden
oluşur. Unsurların sıralaması
yönsüz ve aralıksız bir şekilde ala-
nını tümüyle doldurur. Granit
magmatit ana gurubuna girer
(külte ateş deryası) ve burda plu-
tonite alt grubuna dahildir.Bunlar
yeraltından gelen erimiş ve kiris-
talizeleşmiş büyük kütlelerden
oluşur. Plutoniteleri izlemek ve
işlemek ancak kütleler yüzeye çı-
karıldıktan sonra mümkün olabi-
liyor. Granitin en önemli özelliği
çok katı olmasıdır.
Granitin yüzeyi kesilebilir, taşla-
nabilir, yalazlanabilir, kum püs-
kürtme yada cilalanma işlemine
tabi tutulabilir. Cilalama işleme
esnasında yapı, renk ve doku ken-
dini mükemmel bir şekilde göste-
rebilir. Yalazlanma esnasında
kesilen yüzey kısa bir an için
büyük bir ısı altına tutulur. Grani-
tin değişik unsurları ısı etkisi al-
tında çok farklı şekilde
genişleyebilir, ve bu suretle katı
maddeleri içinden patlatılarak çı-
karılabilir. Geriye düz, hafif hırpa-
lanmış, anti-slayt ve kolayca
yıkanabilme özelliklerine sahip iyi
bir uyuşma sunabilen bir yüzey
kalıyor. Bu şekilde elde edilen en-
gebeli yüzeyler yaklaşık olarak bir
milimetre ile sınırlanmıştır. Yalaz-
lanmış plakalar dış cephelere
uygun en çok satılan doğaltaş
plakalardandır.
A R K A P L A N

Sayfa 18 · Türkiye nüshası · Holz-Zentralblatt Mutfak Ekim 2008
Aslında monte edilmiş halde bile granit,suyun yanında sıvı ve katı yağlarıda emebilir.Bundan dolayı daha sonraki kullanım içinmüşteri tarafından granitin seçiminde mut-laka derecelendirme önceden yapılmalıdır.
Rexgranit'in elinde toplam altı adet gra-nit bloklarının plakalara ayırabilme işlemiiçin Stahlsand-Jumbogatter olarak adlan-dırılan (Çelikkum-Büyükboy kafesler), var-dır. Büyük kalıplarin yüzeylerinin işlenmesiiçin bir kalibrasyon ve cilalama tesisi var-dır. Akabinde de granitler ayrı bir tesis deyalazlanabilir.
Kalıplara şekil veren ilave işlemesi yakıncivardaki ayrı bir tesisde yapılmaktadır. Butesis bir kaç yıldan bu yana Rexgranit'ingenel müdürünün oğlu Marcus Mattes ta-rafından yönetilmektedir. Junior Mattes'inkendi bölümünde plaka ebatları için ikiadet kesim, iki adet köşe işleme, bir adetCNC işleme merkezi ve bir tane de su ışın-lama ve doğrama tesisi vardır. 1992 yılın-dan bu yana her iki tesise 10 milyonEuro'nun üzerinde yatırım yapılmıştır.
Genel müdür Ewald Mattes (resim yu-karıda solda) blok deposunda her an300'ün üzerinde 50 tür değişik kalite-lerde ve türlerde bulunan granit blok-lara ulaşma imkanına sahiptir. İlkişleme adımları üretim hangarlarının dı-şında blok deposunun çevresinde yapıl-maktadır. Oryantasyon açısından kendibıçkı tesisinde elmas halatlı testerelerlebloklardan gösterişli bir parça kesiliyor.Akabinde ekseriyetle iki blok yanyanabir taşıma aracına yerleştiriliyor ve o şe-kilde bıçkı tesisine sürülüyor. Taşımaaracının üzerine önceden serilen harçyatağına bloklar yerleştirilir, bu işlemzaruridir, çünkü birincisi bıçkı dişlerininkesim esnasında taşıma aracına zararvermemesi, ikincisi bu esnada, bıçkı diş-lerinin (120' ye kadar) yatay hareketin-
den dolayı oluşan büyük kesim gücünedayanması içindir.Testere kesimi en az 8 mm'dir. İnce birplakanın ancak 10 mm kalınlığında oldu-ğunu düşünürsek materyal kaybının nekadar büyük olduğu anlaşılır. Ama ne deolsa Kesim esnasında kullanılan sıvı mad-desinden arıtılan granit unu gübre olarakkullanılabilir. Yine de materyal kaybınımümkün olduğunca azaltabilmek için,her bıçkının ayarının hassas bir şekilde ya-pılması gerekiyor. Buna ek olarak kesimayarının kaçması önlenmiş oluyor. Bıçkı-lar tamamen dişsizdir ve bu haliyle gra-nitlere hiç bir şekilde zarar veremez. Asılbıçkı dişleri daha çok köşeli çelik bilyelerolarak bir sıvı karışımı içinde bulunurlarve düzenli bir şeklide yukarıdan açılankesim gediğine yani bıçkının alt tarafıyla
kesim tabanına akıtılır. Bıçkılar degişikyatay hareketlerde bulunur ve bu suretleçelik bilyeler granite karşı bastırılır bu datörpüleme etkisine yol açar. Bu sıvı mad-desi su, kireç, granit tozu ve bu çok köşeliçelik bilyelerden oluşur. Bu bilyeler birkaç gün süren kesme işleminde tıpkı bıçkıdişleri gibi yıprandığı için bir dozajlamatesisinden ( resim yukarıda sağda) sıvımaddesine devamlı olarak yeniden ekleni-yor. Bu dişsiz, 5 mm kalınlığındaki bıçkı-lar aslında çift taraflı kullanılabilir ama ikiblokun bölme işleminden sonra yıpran-dığı için değiştirilmesi gerekmekte (or-tada, resimler solda, önde ve de arkadakullanıldıktan sonraki hali).Granit bloklarının ayrılmasından sonraher plakanın tek tek kalibrasyonu yapılı-yor. Buna müteakip plakalar cilalanma te-
sisinde hareket halindeki bir çok zımparaagregatları tarafından işleniyor. Zımpara-lanan katmanlar tesisin sonuna doğru de-vamlı incelmekte ve böylece de granitplakalar tesisi pasparlak bir şekilde terkedebilirler. Tabiiki tamamen farklı zım-para programları da uygulanabilir, mesela“Rex Silkline” ismi altında piyasaya su-nulan mat, kaymayı önleyici yüzey eldeedebilmek için.Cilalama tesisinden sonra yüzeyi işlenmişgranit plakalar büyük somurucular tara-fından kaldırılıyor, inceleniyor ve depola-nıyor. Özellikle 10 mm kalınlığındakibüyükboy plakaların daha hassas şekildeele alınması gerekiyor. Bir ile altı santi-metre kalınlıklarında 20 000 m2'e kadaruzanan plakala miktarini Rexgranit de-vamlı deposunda hazır halde tutmakta.
Komisyonvari kesimden önce bunlar sa-bitlenmiş bir kamera tarafından otoma-tikmen resimleri çekilmekte ve dijitalfotoğraf olarak bir CNC freze tesisininCAD-/CAM sistemine yüklemekte. Bu şe-kilde komisyonlanan parçalar tek tek eldebulunan granit resimleri ile kıyaslanabilir.Ocaklık ve evye belirlendikten, bütün çı-kıntılar ve kesmeler bittikten sonra, Rexg-ranit'de özellikle 20 mm'lik mutfakçalışma tezgahı optik açıdan yine 20mm'lik granit şeritleri ile iki kat yapılır.Mutfak çalışma tezgahı fevkalade yüksekdayanıklılığını, özellikle altına köşeli ola-rak yapıştırılmış cam elyaf pervazlarınaborçludur. Komisyonlar müşteriye yahutmontöre havale edilmeden önce son kont-rolleri esnasında örneğin darbe bölümle-rinin temizliği vs. incelenir.
Granit – Yeryüzünün hatıralarından alıntılarSayfa 17'in devamı
İnceliklerin için uzmanı
Rexgranit çok özel ince granit plakalarınimalatında uzman olarak geçiyor. Bu pla-kalar 10 mm kadar inceliklerde olabiliyor,akabinde plaka ölçülerinin 300 x 180cm'lerde de üretilmekte ve bu büyüklüktekiplakalar müşterinin tesisine yerleştirilebil-mesine kadar uzanabilmekte. Plakalarınçok inceliğinden dolayı bunlar özelliklebüyük alanların birbirlerinin tıpkılarınabenzer döşemelere uygundur. Çünkü blok-ların dokusu ince plaka kalınlığından do-layı çok az değişir. ToplamdaRexgranit'deki plakaların kalınlığı 10 ile 60mm arasında oynar.
Şirketin bir diğer çok özel uzmanlığı dayüzeyi elmasla taşlananmış ve ipeksi bir gö-rünüme sahip “Rex Silkline”' olarak pazar-lanan granittir. Tabiiki yüzeysel görünümbu tip plakaların tek özelliği değildir. Veözellikle yüzeyin işlenmesi sonucu elde edi-len kaymayı önleyici etkisi bu ürüne do-kunma duyusu ile ilgili hoş bir etkileşim
sağlar. Ewald Mattes genel olarak mat yü-zeylere doğru yönelen bir trend belirle-mekte. “Rex Silkline” ile Rexgranit geleciğebayağı bir umutla bakabiliyor.
Şekil verme ve işleme bölümünde özel-likle su ışınlama doğrama tesisinin imkan-larinin tatbik edilebilmesi vurgulanıyor.4000 bar gücünde ve saatte 3600 km hızlailerleyen jet ışınlarla CNC tarafından yö-netilen yüksek basınç kesim tesisinde sa-dece granite uygun geometrik figürlüdeğişik tasarım şekilleri değil de aynı za-manda cam, maden ya da seramikte üreti-lebilir. Mesela bazı maden işlemeşirketlerinin ücretli siparişlerinde de dü-zenli şekilde çeşitli doğramalar yapılır.Maden plakalarının kalibrasyon ve cilalan-ması hizmeti de siparişe göre yapılır.
Marquardt mutfaklarına granit
Brück'de üretilen mutfak çalışma tezgahla-rının büyük bir bölümü ülke çapında üç üre-tim tesisi ve 26 dağıtım noktası sayesıylahizmet veren Marquardt Küchen (Mar-quardt mutfakları) firmasına gidiyor. Bu üre-tim tesisislerinden biri olan “MarquardtGranitwerk Brück” Rexgranit'in ikinci üretim
tesisine entegre edilmiştir ve aynı şekildeMarcus Mattes tarafından yönetilmektedir.Buradan Marquardt temsilciliklerine komis-yon şeklinde granitden hazırlanan mutfak ça-lışma tezgahları ve duvar panelleri sağlanıyor.
Granitden hazırlanan mutfak çalışmatezgahlarının işlemesinin kolaylaştırmasınısağlamak ve müşteriye kabul edilebilir birfiyat sunabilmek için, Rexgranit plakalarınkalınlığını genelde 20 mm olarak ve görü-nen ensiz alana da ilaveten 20 mm kareligranit pervazla destekler. Ek olarak plaka-ların arka yüzüne de her tarafına eklenmişşekilde kareli cam elyaf dan pervaz yapışı-tırılır, öyle ki çıkıntılar, evye alanı ve ocaklıkda dahildir bu işleme, ensiz az bir granitpervaz alanı kalır ve bu şekilde tezgah sta-bil konuma sokulabilir. “Genelde montaj-lar granit ustaları olmayan marangoz ya dabunlara benzer meslek gurubuna ait kişilertarafından yapıldığı için, biz mümkün ol-duğu kadar kolay montaj imkanları sun-maya çalışıyoruz” diye açıklıyor MarcusMattes.
Bir Marquardt dağıtım noktasında ki çokgösterişli bir mutfak sergisi de bu iki üretimtesisinin karşısında bulunuyor. Ve bu şe-kilde hem Marquardt hem de Rexgranit
müşterileri granit mutfak çalışma tezgahla-rının üretimini ve bitmiş halini yerinde gö-rebiliyorlar.
Almanya' da rakipsiz
Rexgranit kendini granit işlenmiş mutfakçalışma tezgahları alanında almanca konu-şulan ülkelerde piyasanın lideri olarak gö-rüyor. Rakipler daha ziyade İtalya,İspanya, Çin Halk Cumhuriyeti ve Hindis-tan gibi ülkelerde lokalize ediliyor. Son beşyıldır doğaltaşdan yapılan mutfak çalışmatezgahlarına, ortalama yüzde on oranındaartan talep sebebiyle şirket geleceğe iyimserbakıyor. “Şu an Almanya'da mutfak ça-lışma tezgahlarının ancak yüzde beş ile se-kizi granitden imal ediliyor. Önümüzdekiyıllarda yüzde oniki ile onbeş arasında birtalep artışı olabileceği konusunda gerçek-çiyim” diyor Mattes.
Granit plakalarının büyük bir bölümüAvusturya, Rusya ve İsvicre'ye ihraç edili-yor. Genel olarak doğu Avrupa ülkeleri git-tikce pazar piyasası olarak önem kazanıyor.Eğilimin bu yöne gitmesi Berlin'in güne-yinde bulunan şirketin bulunduğu yer içinelbette zararlı değildir. Nikolai Krawczyk

Ekim 2008 Genel bilgiler Türkiye nüshası · Holz-Zentralblatt · Sayfa 19
“Interzum 2009” daha fazla ziyaretçi bekliyorKöln’deki mobilya tadarikçileri fuarının organizatörleri gösterilen aşırı talepden dolayı sergi alan sayısını arttırdı.
Daha çok sergi alanı, daha fazla sergileyen şirket sayısı ve cazip bir et-kinlik programı: Mayıs 2009’un 13’den 16’na kadar süren etkinlik sü-resince, ellinci yıldönümünü kutlayan mobilya tadarikçileri fuarı“Interzum”, bir çok yeniliklerle bekliyor. Fuarın düzenleyicisi, Köln-messe, geleceğin mobilyalarında ve iç mekanlarda yeni üretilmiş ürün-lerle ve yenilikçi materyallerle yön belirleyici olacağını vaat ediyor.
“Interzum 2009”'un ziyaretçi sayısınınyine arttırılabileceği konusu fuar timi içinsorun kesin. Köln’dekiler arttırılmış arz çe-şitliliğinin ziyaretçi sayısının çoğalmasınayol açacağı konusunda hemfikirler. Ve “In-terzum” özellikle diğer etkinliklerdeKöln’deki bu sergi fuarı için propagandayapıyor. Ve bu şekilde başlıca mobilya üre-tim ve iç yapı fuarları kadrolu personel ta-rafından ziyaret ediliyor. Dünyanın değişikyörelerinden gelen konukların ziyaretleri-nin tadını çıkarabilmeleri içinde sergicilerlebirlikte yeni tedbir yöntemleri üretiliyor.
Bütün bu faktörler gerçek karar vericile-rin “Interzum”'da toplanmasını sağlaya-cak. Nitekim son fuar giderleride açıkşekilde daha çok nitelikli seviyedeki konuk-larin geldiğini gösteriyor. Burada sergicilerbütün uygun satış pazarlarının ziyadesiylememnun satın alıcıları ile buluşuyorlar. Vegenişletilmiş arz sayesinde “Interzum2009” pay miktarını fazlasıyla aşacaktır.
Sergicilerin aşırı talepleri şimdiden ken-dini göstermeye başladığı için “Interzum2009” sergi alanlarına en az yeni bir hangarekleyerek genişletecek. Organizatör du-
rumu zira fuarın yıldönümünü hiç kimse-nin kaçırmak istemeyecektir diye özetliyor.“Interzum” timi 2007 yılındaki etkinliğe kı-yasla, şimdiden sergici sayısında, aynızaman dilimi gözönüne alındığında, dahafazla artış olacağını kaydediyor.
Kölnmesse fuar esnasında cazip önerilersunarak bu coşkuyu mükafatlandırıyor.“Sektör deki fikir zenginliği, sergicilerin sa-dakatı ve bizim fuarın dünya çapındaki çe-kiciliği, bu fuar yıldönümünü mümkünhale getirdi” diyor ürün müdürü kendindenemin bir şekilde. “Ve biz gerçek öncülükdüşünceleriyle bu dünyanın yeniliklerini iz-lemeye ve Köln’deki bir çok ziyaretçileresunmaya devam edeceğiz. Ve bu sebepdendolayı biz gelecekte de sergicilerle ve de or-taklarımızla beraber çalişmaya çok yüksekderecede deger veriyoruz.”
“Dekorasyonda yenilik”
Tamamen yeni ve sadece Köln’de: Inter-zum timi ağırlık konusu olan “Dekoras-yonda yenilik”'i takdim ediyor. İç mekandonanım alanında fuarın ne derecede ehli-yetli olduğu konusunda bütün fuar konuk-larına mükemmel izlenim sunuyor. Fuar 4.2numaralı paviyonda diğer konuların yanısıra toplumsal değişimleri ele alan ve ev ya-şamına gösterdiği etkisini gün ışığına çıka-ran çok özel bir gösteri planlanıyor. Çünküinsanların yaşam dünyası değişiyor: Tek ki-şilik hane sayısında artış olduğu kaydedil-mekle birlikte, işverenler artık çalışan-larından daha çok yerel ve mekansal esnek-lik bekliyorlar. Nitekim bu “yeni ihtiyarlar”yani 60 yaş üstündekiler ileriki yaşlarındahuzur evi yerine daha değişik hane biçim-leri istedikleri için, demografik değişim budinamik yaşlılara daha yeni, yaratıcı hanetasarımları sunmalı. Bir çok mimar, plan-layıcı ve sergici yoğun bir şekilde bu konu-larla uğrasıyor ve Interzum özel gösteriçerçevesinde bir kaç tane sürpriz mekan ta-sarımı, ürünler ve materyallerle, yaşam me-kanlarının ne derece değişime uğradığısahnelenecek.
Tasarım manzaraları odak nokta-sında
İçyapının mobil oturma alanları içinhangi şartları yere getirmesi gerektiğiniEvent-Zone gösteriyor ve böylece tasarımbakış açısını odağa yerleştiriyor. En niha-yetinde de yatlara, karavanlara ya da oto-mobil ve uçaklara en çok bu değerlimateryaller girmiş vaziyette. Bir çok hafif
yapı çözümleri parlak baskı ve yüksek tek-nolojinin arasında görebileceğiz. Ziyaretçi-ler bu özel gösteride birbirlerine uyumluyenilikçi materyallerin, canlandırıcı ışık çö-zümlerinin, gösterişli süslerin ve aksesuar-ların insanları dükkan ve alışverişmerkezlerinde nasil alışveriş yapmaya yön-lendirdiğinide canlı yaşayabilecekler. Otelve alışveriş merkezlerinde bu tür çözümle-rin nasıl yapıldığını somut örnekler de gös-teriyor. Sergi salonu 4.2’deki “Dekora-syonda yenilik”'e biraz zaman ayırmayıplanlamaya değer. Zira tartışma platformuda görülen ve yaşanılanı daha da derinleş-tirmek için bir fırsat sunuyor. Eğer birazdaha çevrenize bakarsanız bu sergi salonu-nun hemen yeni bir özelliğini daha farkedebilirsiniz. Burada Interzum’un ödül ka-zanmiş ürünleri sunulmakta.
Ve tabiiki organizatör, diğer salonlarınmeydanlarında da muazzam bir şekildesahnelenenlerin sizi şaşırtacağına dair şim-diden söz veriyor.“Interzum”'daki klasik donatım ürün-
leri, mobilyanın kullanım derecesinibüyütüyorlar.
Fuar, banyo dahil, bütün yaşam alan-larını kapsıyor.
Köln’deki “Interzum” kendini sektörde öncü fuar şirketi olarak görüyor ve yurtdışından gelen bir çok ziyaretçide budurumu onaylıyorlar.
Yüzey tasarımı ve donatımlar mobilyaların imajını belirler Köln’de ziyaretçileren yeni mobilya modası konusunda bilgi edinebilirler.

Yüksek parlaklık folyolarının işlenmesi
Bugün akıllı işletim verilerini toplama veteşhis sistemlerine kadar etkin kumanda vedonanım sistemleri ayrıca etkin ürün kali-tesi ölçüm yöntemleri, örneğin masif ağaç-larda 250 m/dakikaya kadar veyainceltilmiş plakalarda 120 m/dakikayakadar geçiş hızları için yüksek çözünür-lüklü resim tarayıcısı mevcut bulunmakta-dır. Yıllar önce Alman MakineMühendisliği Birliği VDMA tarafındanİtalyan rakiplere karşı stratejik savunmaolarak resmen ilan edilen “FMX”-Formatıbugün kendini CNC-kumandalı işlememerkezlerinde CAD ile Postprozessor ara-sında kesim yerine yöneltme için açık birformat olarak göstermektedir.
Donatıcılar işletme içi lojistiğin iyileşti-rilmesine olan ilgilerini giderek kaybedi-yorlar ve malzemeyi mümkün olan en iyişekilde yapılandırmak için barkot ve RFIDsistemleri üzerinden pratiğe uygun çözüm-ler sunuyorlar. İnternet destekli yedekparça temini bugün neredeyse bütün ma-kine ve tesis imalatçılarında gerçekleştiril-mekte ve makine işleticilerinin taleptebulunmalarını kolaylaştırmaktadır.
Sayfa 20 · Türkiye nüshası · Holz-Zentralblatt Fuar önizlemi Ekim 2008
fr. Ahşap işlemedeki güncel makine tekniğiseri ve Insel imalatta gelişmeye devam edenbir otomasyonla yoğrulmuştur. Dijital fab-rikaların olması arzusu, Avrupa’da gele-cekte başarılı üretim yapabilmek için sabitve komplike networktan daha çok esnek vedönüştürülebilir imalat yapılarının gerekliolduğu görüşünün önünü açmıştır.
Toz ve gürültü azaltma ve emniyet ted-birleri gibi eskiden oldukça çelişkili tartışı-lan konular çoktan ilgili makine çözüm-lerine dahil olmuşlardır ve emniyet yönet-meliklerine uygundurlar – bir nokta hariç:Vornorm prEN 848-3 emniyet direktifleri(Makine emniyeti, işleme merkezlerindekikoruma perdelerinin dayanıklılık kontrolü)bazı makine imalatçıları tarafından henüzhayata geçirilmemiş bulunmaktadır.
Geçiş tekniğinde daha yüksek geçiş hızı(50 m/dakikaya kadar) eğilimi hüküm sür-mektedir. Bu, örneğin Homag, Ima ve baş-kalarının enine işlemedeki yeni takımlarıyla(şekil frezeleri) mümkün olmuştur. Doğru-sal tekniğin geri dönüşü geçiş makine vetesislerinin Rönesanssı olarak tanımlanabi-lir. Bununla enine işlemedeki atıklar (örne-ğin basım frezesi) kusursuz ve hızlı birşekilde kumanda edilebilmektedirler.
Makine ve tesis yapımcıları hazırlamaplanlamacılarına süreç zincirlerini kapasitesınıflarına, yani hazır edilecek ürün adedisayısına göre bölmelerini tavsiye etmekte-dirler. Ancak ondan sonra talep edilen ma-kine ve tesis üretkenliği ve emre amadeliğipratiğe uygun bir şekilde hayata geçirilebi-lir. Bu Quintessenz bununla birlikte inceüretim araçlarına da yol açmaktaymış.Üretim planlayıcılarının az donatım za-manlı ve düşük enerjili makine ve tesis ta-leplerini uluslararası makine üreticilerigiderek daha fazla hesaba katmaktadırlar,aynı şekilde basit, lojistik menü takibi ta-lepleri bazı makine üreticilerince önemli öl-
çüde karşılanmaktadır.Dört yıldan beridir dünya çapındaki fu-
arların sürekli bir konusu olan “Nesting”üretim süreci 2007 yılında Almanya’dayeni bir itici güç edindi. Kesilecek malze-menin nanokristalliner tabakalandırıldığıyeni talaş kaldırma aletleri (Leitz, Leucov.b.) 30 ile 35 m/dakika artış sağlıyorlar.Verdiği destek ayırmada verimlilik. Bu du-rumda, bir de henüz bir işleme makinesininbulunmadığı düşünülürse Nesting-Makine-lerine yatırım yapılması ilginç olur, çünkübir plaka bölme testeresinden feragat edi-lebilir. Ancak bu durum Avrupa’da günceldeğil. Bunun dezavantajı Nesting-süre-cinde yatay delmelerin sağlanamamasıdır.
Genel olarak bakıldığında yeni ve gelişti-rilmiş talaş kaldırma aletleri sürecin üret-kenliğini artırmakta, yırtılma çatlamaoluşturmaksızın çalışmaktadırlar ve ürünkalitesini yükseltmektedirler. Leitz örneğingürültüsü azaltılmış bir dairesel testereyitanıtır. Süreç kumandası için simülasyonteknikleri uzun zamandan beridir mevcutbulunmaktadır, ancak Bosch-Rexroth yeninesil yüksek parlaklıkta resimli foto realistbir süreç hesaplayıcısını tanıtmıştır.
“Ligna 2005” üretim teknikerlerine ikiyeni süreç tekniği hediye etmiştir, yaniyüzey işlemesi alanında dijital dekor baskı-sını (Homag/Alno) ve masif ağaç işlemesialanında Weinig’in geçiş prensibine göremasif ağaç işlemesine yönelik “Conturex”CNC işleme merkezini. “Ligna 2007”deteknik ilerleme kendini büyük teknik sıçra-
malar şeklinde değil, aksine genellikle ay-rıntıya (takım) dayanan çok sayıda teknikyeni ve ileri gelişmeler şeklinde açık etmiş-tir. Esas itibariyle yeni süreç teknikleri ta-nıtılmamıştır. Dijital dekor baskısınaduyulan ilgi aşikardır ve Homag, Bürkle,Durst, Barberan ve başkaları tarafındandaha da geliştirilen tesislerde zemin bul-muştur. Toz cila kaplama alanında ilginçbir uygulama örneğini Wels’den Avustur-yalı Tiger-Werk beyaz toz cilayla kaplanmışolan sonra dijital baskıyla “kaplam” logosuişenmiş ve ardından üzerine şeffaf toz cilaatılmış olan bir MDF numunesinde göster-miştir. “Ligna”da ayrıca Venjakob’un ilkMDF-toz cila kaplama tesisini satabileceğiortaya çıkmıştır. Toz cila kaplamaya yöne-lik tesisler ilgili sergileyiciler tarafından“Ligna”nın doğasına uygun olarak göste-rilmemiştirler.
Hazırlama tekniğinde görülebilir birbaşka eğilim pahalı doğal gazın ateşlediğiartan ağaç fiyatlarından kaynaklanmakta-dır; bu durum bütün düzeylerde dahabaşka ağaç iyileştirmelerine yol açmaktadır.Her yapı türünden hafif yapı plakaları şusıralar zanaata da girmekteler. Hafif yapıplakalarının kenar kaplamaları için hangiürün kalitesinin gerçekleştirileceğine bağlıolarak birçok süreç hizmette bulunmakta-dır. Homag’ın yeni ürünü “Ligna”da ilkdefa gösterilen “Doppeledge”-sürecidir.SCM-grubundan Morbidelli diğerlerininyanı sıra benzer bir süreç gösterdi.
Tool-Management gibi kavramlar son
dört yıl içinde bu alana giriş yaptılar. Talaşkaldırma aletleri için mal gönderme depo-ları piyasa tarafından, daha çok büyük gi-rişimler yurtiçi ve yurtdışı ağaç materyaliimalatçıları tarafından üreten tereddütlekabul edilmektedir.
Hazırlama tesislerinin finanse edilmesikesinlikle her zaman büyük bir anlam taşı-maktadır, arz da buna bağlı olarak çok yön-lüdür. Şu sıralar bir şirketler grububankalara rakip olarak bir finansman alter-natifi sunmaktadır, bu alternatif küçük veorta ölçekli işletmelerin seyyar tesis varlık-larını, örneğin kullanılan makine parkınısatmaları ve ardından kiralamaları yoluylalikidite sorunlarını aşmalarını mümkün kıl-maktadır.
“K34-0” model dizisi şahsen zor masifağaç kerestelerinin üstesinden çok iyi gel-mektedir. Bu makine üst tarafta bulunankullanım durumuna göre aynı veya aksiyönde çalışan sabit gerilimli bir hızar mi-liyle çalışmaktadır. Fotoğraf: Paul
İnce işleme araçları, daha yüksek makine ve alet üretkenliği ve emre amadeliği aranmakta
Otomatikleştirme tekniği ilerlemeye devam ediyor
Üç İtalyan mobilya parçaları üreticileri işletmesi – bir konseptPVC-Folyoları (yüksek parlaklıkta dahaçok Japonya’dan) olaya mutfak yüzeyle-rinde kesintisiz başarıyla hakim durumda-dırlar. PE-folyoları ölçülü büyümeyle birazınlık oluşturmaktadırlar. 3D tekniği ken-dine has dizayn varyasyonlarını mümkünkılmasına ve dekor kalitesi ve yorumlama-sında da yüksek beklentileri karşılıyor ol-masına rağmen oturma odası ve yatakodası mobilyalarında hala dikkate değerbir rol oynamamaktadır. Aşağıdaki makaleyüksek parlaklık folyoları işleyen üç İtalyangirişimini tanıtmaktadır. Bu arada ağırlıklıolarak Herford, Wemhöner Surface Tech-nology’nin “Variopress” tekniği devreye so-kulmaktadır.
3D mutfaklar için ön cephe yapı parçaları-nın güncel dizaynını yorumlamış olmasınarağmen piyasa olgusu itibariyle bakıldı-ğında işleyicilerde belirli endişelere yolaçan faktörler bulunmaktadır. Bu bir yön-den on yıllar önce 3D söz konusu olmadançok önce bir kez piyasa segmanına hakimolan Postforming’dir. Her moda eğilimigibi şimdi bu da zemini tekrar düzelteceğebenziyor. Postforming o zamanlar sadeceHPL/CPL’nın devreye sokulmasıyla başa-rıya ulaştı, daha sonra Direktpostformingtarafından değer kaybına uğratıldı. Süreç-lere bugün PVC-folyolar da iyi gelmekte-dir.
3D – ön cepheleri her yönüyle iki mili-metre çapa kadar incelikle yuvarlatılmış dışkenarlar ve aynı şekilde yuvarlatılmış köşekenarları ve köşeler arz etmektedir, kırışık-sız dışı eksiz şekillendirilmiş. Bu Postfor-ming’in ya dikine ya da çaprazlamayuvarlatılmış dış çizgileriyle kıyaslanacakolursa, süreç koşullu iç profil döşemedenferagat hesaba katılmaktadır, bu durumda3D üreticilerinin endişeleri tamamen gerek-çesiz gibi görünmektedir. Ancak Postfor-ming Strangware’nin rasyonel işlenmesivesilesiyle önemli bir fiyat indirimi sun-maktadır.
Motta di Livenza’da (TV)Arko S.p.A.
Ancak dokuz yıldan beri faaliyet göster-mekte olan girişim kendi ifadesine göregünde 35 000 ön cephe yapı parçası üret-mektedir, üç vardiya halinde yaklaşık 250işçi çalıştırmaktadır ve batı Avrupa’ya vedünya çapında çeşitli diğer ülkelere tesli-mat yapmaktadır. Arko bugünkü büyüklü-ğüne dört Kolmag sıvı yastık preslerinindevreye sokulmasıyla ulaşmıştır, geçen sürezarfında bunların dördü de yerini adım
adım Wemhöner’den 3D-diyafram preslerialmıştır. Arko firması 2006 yılında üçüncüve Variopress hattını sipariş etmiştir.
Neden sadece diyaframlarla çalışıldığısorusu bir dizi argümanın ortaya çıkma-sına yol açmıştır: Sekiz bar pres baskılarıyla çalışılabilir-
miş; yüzeyler daha iyi, büyük bir kesinlikle
kırışıksız olurmuş; ürünün bütün noktalarına yeterince ısı
ulaşırmış; Pin-baskı sistemleri daha emin bir şe-
kilde işlerlermiş; daha ince folyolar işlenirmiş.3D-pres tekniği bugün geniş çapta
otomatikleştirilmiştir ve komple bir hattayerleştirilmiştir. Seyirler birbirlerine benze-mektedirler ve geniş çapta olgunlaşmış sa-yılabilirler: Geniş alan ve profil perdahı ve temiz-
liği; geniş alanlara, iç ve iki kez olmak üzere
dış profillere sensor kumandalı tabancaylayapıştırıcı püskürtülmesi; altı kat kurutucuda şarj buharlaştırma,
bant tablet yoluyla Variopin paletine ak-tarma; folyoların yerleştirilmesi lüzumu ha-
linde folyo makarası ile uzatma; tabanca yeri presin önünde - pres çıkış
yeri; Salınım tertibatı, ön yüz sadece aşa-
ğıya bakmalıdır; Kesim ünitesi, genellikle otomatik ça-
lışma; artık folyoların elle alınması, balya
presine verilmesi; arka kenarların yuvarlayıcı yuvarlak
fırçayla düzleştirilmesi, yuvarlatılması.Arko geniş ve dar alanların aynı anda
nemlendirilmesi için püskürtme otomasyo-nuyla yeniliklere açık şekilde çalışmaktadır.Amaca uygun olarak tek kullanımlık hafifkağıttan bir bant şarjla birlikte hareket et-mektedir, bu nakil bandının kesin ve kalıcıtemizliğini temin etmektedir.
3D-pres süreci de bir değişime tabi ol-muştur. Bir zamanlar üç fonksiyon odasısöz konusuydu: Birincisi ısı levhası ile di-yafram arasında, sıcak havayla açılmakta,ikincisi diyafram ile folyo arasınsa, pressonlandıktan sonra bir soğuk hava baskı-sıyla birbirlerinden ayrılırlar, üçüncüsü fol-yoyu oluşturulacak vakum için komplepaklayan palet çerçevesinin içinde. Sonun-cusu artık paletin kısmi dizaynıyla ilgili şe-kilde kısaltılmış folyoların atık tasarrufuylaişlenebileceği sonucuyla kendisini gereksizaddetmiştir.
Bir diyafram 3 600 ile 4 000 arasında presyapılmasını sağlamaktadır. Sadece arkayüzü primer tabakalı PVC-folyoları dev-reye sokulmaktadır. Bunların yüzde yetmişiyüksek parlaklığa sahiptir. Dayanma oranıönemsizdir.
Cormons’da (Gorizia)Ilcam S.p.A.
Icam 1959 yılında faaliyete geçmiştir,bugün İtalya’da 500 işçi çalıştırmaktadır,neredeyse bir o kadar da Balkanlar ve Rus-ya’da. Girişim iki bacağıyla yere sağlambasmaktadır. Biri 23 000 3D-form parçala-rıyla, diğeri 12 000 masif ağaç ön cepheyapı parçalarıyla toplam satışa katkı sağla-maktadırlar. Slovenya’daki (Ilmest, 180 ça-lışan), Romanya’daki (Ilrom, 300 çalışan)ve Rusya’daki (Ilperm, 80 çalışan) işletme-lerde masif ağaç ön cepheleri için kenarlık-lar imal edilmektedir.
Girişimlerde eskiden çok sayıda Kolmagsıvı yastık presleri çalışmaktaydı. Bugündört adet Wemhöner 3D-pres hattı üç var-diya işletme şeklinde faaliyet göstermekte-dir, küçük olan bir beşincisi küçük serilereve numune hazırlamalarına hizmet ver-mektedir. Wemhöner montajcıları altıncı“Variopress” hattını ziyaretin yapıldığı es-nada henüz monte etmekteydiler.
3D-preslerinden çok daha önemli birbölüm şekil frezelerinden sorumludur.Yılda tahminen 50.000 m3 MDF makineodasından geçirilmektedir. Seri parçalarıiçin beş adet CNC-yüzey makinesi, özelparçalar için bir altıncısı devasa görev hac-minin üstesinden gelmektedirler. BütünCNC-yüzey makineleri çekip çıkarılarakdeğiştirilebilir tezgahlarla donatılmışlardır.
Handling için hayret uyandıracak ölçüderobotlar devreye sokulmaktadır. Bunlar ensorumsuz çalışanlarmış, üç yıldan beri dev-redeymişler ve “bir gün bile hastalanma-
mışlar”, yani bir arıza sonucu devre dışıkalmamışlar. Her bir robot 200 ile 300 arasısüreci hafızaya alabilmektedir, öyle ki ha-reket değişikliğinde sadece belirli ölçüleringirilmesi yeterli olmaktadır. Yüzey frezesive 3D-kaplama için hangarlar arası nakilhava koşullarından korunarak hareket hat-tında bir indükleme sürgüsü üzerinden ku-manda edilen bir arcın devreyesokulmasıyla gerçekleştirilmektedir.
3D-pres hangarında sadece diyafram ileçalışılmaktadır, ağırlıklı olarak silikon,arada bir de doğal kauçuk. Yüksek parlak-lıktaki ön cephelerin yarısından fazlasınıyüzde doksan Japonya kaynaklı folyo kap-lanmış ürünler oluşturmaktadır. Doğrudanyüksek parlaklık presinden önce bütün öncepheler makineyle temizlendikten sonrabir kez daha fırça başlıklı emici kullanılarakelle tozdan arındırılırlar. Folyoların yüzde
Diyaframlı “Variopress” çalışma parçası destekleri vedestek takozları gerekmeksizin “Variopin” paletininyoğun ve folyo tasarruflu kaplanmasına izin vermektedir.
Yapıştırıcıyla nemlenmiş, kurutulmuş çalışma aletleriyüksek parlaklık kaplamalarında elektrikli süpürge ile fır-çalı uç sayesinde tozun zerresinden arındırılmaktadırlar.
Devamı sayfa 21

Ante: ½ Seite hochVollformat rechte Seite außen
85’i PVC’lere gerisi PET’lere düşmektedir,artan eğilimde. Üretimin yüzde doksanıihraç edilmektedir, ağırlıklı olarak Al-manya, İngiltere ve Fransa’ya. 3D-formparçaları ve masif ağaç ön cephelerin top-lam satışa oranı neredeyse yarı yarıyadır.
Oderzo’da (TV)Tecno Panneis s.r.l.
Oderzo’da (TV) Tecno Panneis s.r.l. üre-timine 1994 yılı Mayıs ayında start vermiş-tir. Bu arada girişim tek vardiya işletimdegünde yaklaşık 7 000 parça teslim etmekte-dir, bunun 3 000’i işletime yeni alınmış olanWemhöner “Variopress” ile. Üretimin ya-rıdan fazlası ihracata gitmektedir: Çin’eArabistan’a ve Avustralya’ya.
“Variopress” için sekiz bar pres baskısı kul-lanılır olarak devreye sokulmuştur. Sıvı yas-tıklar Tecno Panneis’de oniki bar ve 95 °C yağısısıyla hareket ettirmektedirler. Her iki sis-temde yüksek parlaklık sunmaktadırlar.
Girişimlerde sıvı yastık daha ince olan yük-sek parlaklık folyosu için daha uygun sayıl-maktadır. Bunlar 0,2 milimetre kalınlıktanitibaren devreye sokulmaktadırlar. Burada esasitibariyle yapıştırıcı olarak tek bileşenli PU kı-rılması reddedilmektedir, çünkü bu yarılma-larda çatlamalarda sorunlara yol açıyorlarmış.Dar alanlar ve dış profillere istif halinde adımadım daha yüksek konumlanan, her ilerlemeturunda istifi çepeçevre dolaşan otomatik birtabanca ile püskürtme yapılmaktadır.
İkinci çalışma sürecinde alan püskürt-mesi gerçekleştirilmektedir, bu arada dışprofiller ikinci kez kaplanmaktadırlar. Alanpüskürtme makinesi kağıt altlığı olmaksızınpaslanmaz çelik transfer bandında çalış-maktadır, bunun temizliği işletme sırrı sa-yılmaktadır.
Tecno Panneis “Variopress”deki seyirparçaların presin arkasına yerleştirilme-siyle tanımlanmaktadır. Palet kaplama ya-pıldıktan sonra aşağı iner, öne doğru presinaltına hareket eder, orada kaplama düze-yine kaldırılır yatay bir makaradan fol-yoyla örtülür ve daha sonra presin olağanyoluna devam eder. Bunun doğrudan arka-sında (pres ile kaplama tezgahı arasında)şarj bir çevirici tarafından bir paralel hattasalınır, bir başka yerde elle kesilir ve ayrılır.Arka yüz temizliği ve kenar kırma ayrı birsüreçte gerçekleştirilmektedir.
Folyolar Kolmag sıvı yastıkta da, folyo-ların atık tasarrufu için sabit ölçülerde dev-reye sokulduğu eski zamanların aksine tamalansal olarak ele alınmaktadırlar. Folyoatığı önemli lojistik gereğince çok masraflıolarak görülmektedir, öyle ki bugün fazlaatık önemsenmektedir. Ancak her bir parçaiçin çepeçevre yaklaşık beş milimetre geridönüşlü ilgili formlar için ilave baskılar ka-çınılmazdır. Baskılar çalışma parçalarınısıvı yastığın diyaframına derince bastırabil-mek için önemlidirler. Sıvı yastık prensibinipiyasada zorlamaya başlayan durum her-halde bu olsa gerek. Hansgert Soiné
Ekim 2008
Yüksek parlaklık folyolarının işlenmesi
Modern CNC – üst frezelerin (burada germe tezgahı) devreye sokulmasıçatlaksız.
Sayfa 'in devamı

Sayfa 22 · Türkiye nüshası · Holz-Zentralblatt Yüzey Ekim 2008
Buna paralel olarak yüzey çeşitleri degelişmeye devam etmektedir. Böyle-likle bu yıl için doğrudan baskı te-
melli ilk 3 boyutlu yüzeyin üretileceğibildirildi. Hymmen firmasına göre pazar-daki büyüme optimal şekilde ve hızda ger-çekleşmektedir, esas eğilim Avrupa’dabulunmakta Amerika ve Asya bunu takipedecektir.
Bielefeld’li tesis imalatçısı için (laminatzemin panellerinin) doğrudan baskı konusuhenüz yeni fakat oldukça başarılı bir disip-lin. Geliştirme serisinin başlangıcında açık-lanan hedef kendilerine ait teknolojilertemelinde Turn Key tesisleri oldu. Beş yılönce bu firmanın baskı makineleri cirosudaha 2007 yılındaki hacmin yaklaşık yüzde25’i seviyesinde idi.
Ligna, kendi tesisleriyle teknolojik büyü-
Doğrudan laminat zemin baskısı gelişiyorUzmanlar doğrudan baskı temelinde ilk 3 boyutlu yüzeyi daha bu yıl için bekliyorlar.kk. “Doğrudan laminat zemin baskısı için pazar büyümesi Orta Av-rupa’da 2007 yılında gerçekleşti.” Bu sözler Hymmen-HackemackGmbH, Bielefeld firmasının Satış Başkan Yardımcısı Joachim Voigt’aait. Günümüzde artık bir dizi farklı doğrudan baskı yöntemi mevcuttur.Aşağıda yer alan makale Hymmen, Bürkle ve Wemhöner firmalarınındoğrudan baskı sistemlerini tanıtmaktadır. Voigt’a ait hacim analizi doğ-rudan baskı yöntemiyle imal edilen laminat zemin üretiminin yukarı fır-layan dik eğrisini göstermektedir. 2006 yılında dünyada henüz yaklaşık8 milyon m2 iken, bu değer 2007 yılında yaklaşık 50 milyon m2’ye çık-mıştır, 2008 yılında ise 100 milyon m2 işaretinin ötesine geçecek birhacme ulaşması beklenmektedir.
üreticisinin bakış açısına göre burada esasolan personelin işletmecinin yerinde eğitil-mesiydi. Şu sıralarda üç üretim vardiyasıiçin bu yapılmış (Eylül/Ekim 2007 seviyesi),iki tane daha düzenlenecek. Bu bağlamdaönemli sözcük süresi büyük ölçüde perso-nelin eğitimi ve rutin haline getirilmesinebağlı olan dekor değişimidir.
Hymmen Technikum’da bir pilot tesisleilk doğrudan baskı denemeleri başarıylagerçekleştirildikten sonra 15 Temmuz2006’da Brilon’daki montaja başlandı. Ku-rulum plana göre seyretti, Eylül ortala-rında devreye alındı. Başlangıç aşamasındakaliteleri başından itibaren satışa uygunolarak değerlendirilen arka duvar plakalarıüretildi. Seçilmiş müşterilerle ilk laminatzemin üretimleri gerçekleştirildi, deva-mında iki renkli baskıya geçildi. Proses em-
ancak bu saha artan tesis gücüyle geliştiril-meye devam edilmektedir.
Kurulan ilk Homag kenar hattını (350m/dak), doğrudan baskı tesisinin uygulan-masıyla 30 milyon m2 nominal güce sahipbir diğeri takip edecektir. Baskı ünitelerimasif yapıda, titreşim süspansiyonunasahip ve yüksek hızlara uygun olarak tasar-lanmıştır. Hymmen’e göre 2 300 mm’likkauçuk merdane genişliği üzerinden kalitesınırlamalarından korkulmasına gerek yok-tur, ki bugün dahi 2850 mm genişliklermümkün olmaktadır.
Bürkle tek elden doğrudan ve di-jital baskı hizmeti sunuyor
Freudenstadt’ta mukim Robert BürkleGmbH firması şüphesiz olarak kendilerineait bir teknolojiyle ağaç ve ağaç malzemelerüstüne doğrudan baskı yüzeylerinin pazarbüyümesini gerçekleştiren en önemli ma-kine ve tesis üreticileri arasında sayılmak-tadır. “Ligna 2007”de ilgili yüzeyler için birdijital baskı tesisi tanıtımı büyük sansasyonyarattı. Bu tesis satıldı. Avusturya’daWals’ta bulunan Kaindl Flooring GmbHfirmasında ince ahşap kaplama zeminler,aynı zamanda dijital baskılı laminat zemin-ler üretecektir.
Ürün yöneticisi Tobias Schreck Bürklefirmasının dijital dünyaya, analog dünyayı– yani dolaylı tifdruk yöntemine göre doğ-rudan baskı dünyasını – ihmal etmek içingirmediğini vurguladı. Her iki yöntem ge-leceğe dönük ağaç ve ağaç malzemelerdeyüzey kaplaması konusunda “Bürkle’ninsütunlarıdır”, ve bunlar rakip değil birbir-lerini tamamlayan yöntemlerdir.
Pazarda uzun zamandır mevcut olandoğrudan baskı hala önde gidiyor: herzaman olduğu gibi mobilya parçaları içinarka duvar kaplamaları tarafından da iler-letilmektedir. Burada sınırlar, daha yüksektaleplere bağlı laminat zemin doğrudanbaskısı için yüksektir. Bazı tesisler iki üre-tim türü için tasarlanmıştır, sonradan do-natma da mümkündür, örneğin; 2004yılında Malezyalı üretici Robin Resourcesfirmasına teslim edilen Bürkle tesisi 2007yılında üç renkli baskıyla zemin imalatı içindonatılmıştır.
2007 yazında MeisterWerken’de donatı-lan tesis Bürkle için şüphe yok ki doğrudanbasılan laminat zeminler için kalite stan-dardı konularında bir referans olarak de-ğerlendirilmektedir. Freudenstadt’lı makineimalatçısı için zemin sahası gerek büyümegerekse de kalite konusunda itici güçleresahip olduğu için özellikle ilgi çekicidir.Mobilya sahasına da odaklanılmaktadır,burada sözgelimi Ikea tedarikçileri olanSwedwood ve Rauch firmaları plakalarınıbastırmaktadır. Yine büyüme burada dabeklenmektedir.
Şimdiye kadar karşılanamayan bir talepolan doğrudan baskılı yüzey konusundaBürkle firması 2008 yılı başlangıcında birçözüm buldu. Bu, şimdiye kadar baskınolan melamin kaplamadaki yapısal yüzey-
leri ilgilendirmektedir. Böylece 2008 yılın-dan itibaren hissedilebilir 3 boyutlu yüzey-ler doğrudan baskı laminat zeminlerinde demümkün olmaktadır, burada baskı yöntemimelamin yüzeyini de kapsamaktadır. Bu-nunla ilgili numuneler henüz Ekim 2007’desunulabilmişti. Tobias Schreck’e göre söz-konusu yeni yöntem teknolojisi, hemenhemen aynı maliyet seviyesinde olacak veüretim hızlarında herhangi bir sınırlamagetirmeyecek. Gelecekteki tesislere bu seçe-nek standart olarak dahil edilecek.“Druma” baskı makinesi serisinin üç farklıana tipinden hareketle çok sayıda uygu-lama çeşidi sayesinde geniş bir imalat yel-pazesi karşılanmaktadır. Küçük ve orta formatlı iş parçaları
kaplayıcıları için, 400 ila 1 600 mm arası birçalışma genişliğindeki orta seviyede gerçek-leşen üretim kapasitesinde ana model“Druma-S” olmaktadır, ki bunun sayesindelaboratuvarlar ve numune tesisleri için deuygundur. “Druma-HP” 2 200 mm genişliğe
kadar büyük formatlı iş parçalarının kap-lanması için veya genel olarak çok yüksekavans hızlarında ve yüksek üretim hızla-rında tek veya çok renkli baskıda aynı za-manda 1/10 milimetre sahasındaki azamiPasser talebi olan yerlerde kullanılır. Orta ila yüksek üretim kapasitesine
sahip tesislerde tek veya çok renkli baskıdave keza azami Passer talebi olan yerlerdemobilya parçası kaplayıcıları için kullanı-lan “Druma-M” Hannover’de henüz yeniolarak tanıtıldı.
Güncel baskı makineleri nesli yeni kont-rol sistemleriyle donatılmıştır, SEW ile ya-pılan işbirliğinin bir sonucu. Bu, tahriklerive kontrol ünitelerini ilgilendirmekte, ay-rıca tesisler daha yüksek bilgisayar kapasi-telerine de sahiptir.
Wemhöner’den dolaylı tifdruk
KT presleme teknolojisinde dünya lideriolan ve Herford’da mukim Wemhöner fir-ması için yüksek büyüme oranı, yalnızcadekor baskısı dahil sıvı kaplamaya dairbüyük branşı ürün yelpazesine dahil etme-sine neden olmakla kalmadı, aksine aynızamanda “Wemhöner Pressen” şeklindekibaşarılı firma adını “Wemhöner SurfaceTechnologies” olarak değiştirmesine deneden oldu.
Dolaylı tifdruk makinesi artık sıvı kap-lama sahasında ana makine haline gel-mektedir. Yaygın bir şekilde kullanılan“doğrudan baskı” ifadesi kafa karışıklı-ğına yol açıyor, çünkü uygulanan yöntemaçıkça boyayı gravür merdanesinden doğ-rudan taşıyıcı plakanın yüzeyine aktarma-makta, aksine dolaylı olarak üstündebulunan bir kauçuk merdane üzerindenaktarmaktadır.
Pazara geç giren Wemhöner firması, on
yıllardır baskı makinesi üreten rakiplerininkarşısına çıkıyor, ancak dünya çapında sağ-lam ticari ilişkiler kuruyor ve ayrıca plakaüreticilerinin – mobilya sektöründe ölçülen– çok daha yüksek beklentilerini karşılayanbir makine imalatı getiriyor.
Ayrıca böyle bir geç giriş yapan bir firmaözel bir “katkı”, mümkünse eğer daha faz-lası da beklenmektedir. Bunlar arasındaWemhöner bünyesinde geliştirilen baskıüniteleri için modüler kontrolör anılabilir,bu kontrolör sensörler aracılığıyla Pas-ser’de 1/10 milimetre sahasında bir oto-matik düzeltme imlanı vermektedir, kibununla dekor, baskı ünitelerinin sayısın-dan bağımsız olarak optimal şekilde kar-şılanmaktadır. Planlamaya dahil edilenboş mekanlarda modüler yapı sayesindebaşka baskı ünitelerinin sonradan eklen-mesi kolaydır.
Ağır ana çerçeve ve iskelet yapısı ve el-bette tüm tahriklerin hassasiyeti 125 m/dakdeğerine kadar hızlara izin vermektedir.1 300 ila 2 300 mm arasında kullanım ge-nişlikleri standarttır, ancak Herforder fir-ması dahi büyük ölçülerden korkmuyor:2 600 mm kullanım genişliğine sahip bir te-sisle ilgili görüşmeler sürüyor.
Passer kontrolörü çerçevesinde gravürmerdanesi, uygulama merdanesi ve taşımabandına ait servo motorlar, baskı ve avansparametreleriyle ilgili olarak bilgisayar ta-rafından kontrol edilen bir açı ve hız eşit-lemesine tabi tutulur. Avans durduğundabaskı merdanesi otomatik olarak yukarıkalkar, yeniden başlatıldığında aynı şekildegeri döner. Kontrol panosu her baskı üni-tesine doğrudan monte edilmiştir, alternatifolarak harici olarak da monte edilebilir.
Makine, temizlik, merdane değişimi vetamir amacıyla hassas bir şaryo üzerindeyana hareket ettirilebilir, içeri sürülürkenstabil sıkıştırma aracılığıyla sabitlenir, busırada enlemesine Passer ayarı hassas birşekilde ayarlanabilir. 260 ila 500 mm arasıgravür merdaneleri ve 300 ila 400 mm arasıuygulama merdaneleri kullanılabilir. Gra-vür ve uygulama merdanesinde motorlaosilasyon yapan rakle için ve merdanelerinkendisi için alet kullanılmayan hızlı değiş-tirme sistemleri, kısa donatma süreleri ol-masını ve bu sayede yüksek verimliliksağlamaktadır.
Durma halinde uygulama merdaneleri-nin rakleleri otomatik olarak çekilir. Boyaçift diyaframlı pompa aracılığıyla hassasbir ayarla beslenir. Boyayla temas edenbütün makine parçaları paslanmaz çeliktenimal edilmiş olup aşınmazdır. Merdanele-rin alın taraflarını, kayan koruyucularasahip yan sıyırıcılar güvenilir şekilde emni-yete almaktadır. Gravür ve uygulama mer-danesi için otomatik püskürtme düze-nekleri baskı ünitesine monte edilmiştir,kapak uzaklaştırılmışken tehlikesiz temizlikçalışmaları sağlanır.
Wemhöner firmasından Master Print
meyi 2003 yılında gerçekleştirdi. 2005 yılın-dan beri kendi değerlendirmelerine göregerek teknik seviyede gerekse de pazar içindoğrudan baskı konularında lider pozis-yona sahipler. Hymmen için doğrudanbaskı konularının ana referansı şüphesizBrilon’daki Egger fabrikasına teslim edilenve burada 2006 sonunda laminat zeminüretim işletmesine geçen yeni doğrudanbaskı tesisidir, bu tesis 120 m/dak değerindebir üretim hızına sahiptir. Birinci yıldaplanlananın üstünde bir üretim yaptı: ne-redeyse 10 milyon m2 baskılı laminat ze-minler. Bunun yanında geçtiğimiz yılınsonbaharında Hymmen firmasında, benzerteknolojiye, ancak daha küçük boyutlarasahip başka bir doğrudan baskı tesisi, mon-tajın son aşamasında bulunuyordu. Türkağaç malzeme üretim firması Yıldız içinüretilecek imalat hattı 60 m/dak geçiş hı-zına ve yaklaşık 15 milyon m2 yıllık kapasi-tesine sahip.
Egger firmasının Hymmen firmasını ter-cih etmesinin nedeni sadece ağaç malzemeüreticisinin özellikle Wismar’daki kesintisizlaminat zemin kaplama tesisinde şimdiyekadar gerçekleşen işbirliğinden kaynakla-nan olumlu tecrübeler değildi. Egger fir-ması bunun yanında Marienmünsterfabrikasındaki üretim faaliyetinden cilalıyüzeyler konusunda geniş kapsamlı bilgi-lere de sahip oldu. Yaklaşık beş yıl önce“Vivo” ürün çeşidiyle pazarda geleceğedönük bir cilalı zemin için ilk deneme ba-şarısız olmuştu.
Egger firması Brilon’da yeni bir tesisle veHymmen firmasının yardımıyla “ev ödev-lerini” başarılı bir şekilde yaptı. Makine
niyetine ulaşıldıktan sonra üç renkli baskı(artı astarlama) başladı. Tesis üretimi, buyıl için planlanan 15 milyon m2’ye aşamaaşama geliştirilecek. Tüm üretim demetindesıkıntı hala ambalaj sahasında yaşanmakta,
Bürkle firmasının yeni “Druma-M” serisi dekor baskı makinesi.
Brilon'da Egger firmasındaki Hymmen tesisi 380 m uzunluğa sahiptir.

Ekim 2008 Makineler Türkiye nüshası · Holz-Zentralblatt · Sayfa 23
İnce kesitli kesme konusunda uzmanolan Ried/Innkreis’te (Avusturya) yerleşikWintersteiger AG firması ince kesim tekno-lojisi alanında geliştirdiği yenilikçi tekno-lojileri ile tanınmaktadır. İnce kesit yarığı,yüksek oranda hassasiyet, tutkal sürmeyemüsait bir üst yüzey ile lamellerin ayrıcabir aşamaya gerek kalmadan işlenebilmesikullanıcının sağladığı avantajlardır. Ürünprogramı ince kesim gatter testereleri, incekesim şerit testereleri, testere bileme maki-neleri ve sert metal veya Stellit testere ağız-ları/palaları ile tutkallama ve preslemeyeyönelik teknolojileri içerir.
Bu tür makine üreticilerine yönelik çö-zümler 1,5 mm'den kalın lamellerin üreti-minde kullanılmaktadır. Wintersteiger incetabaka ahşap kesiminde 30 yılı aşkın bir uz-manlık bilgisine sahiptir. Şu ana kadardünya genelinde 1000 adet ince kesim gat-ter testeresi satılmıştır. Fuardaki sunumunodak noktasında bu iki makine bulunmak-tadır.
2005 yılında piyasaya sunulan „DSGSonic” daha da geliştirilmiştir. Motorkonsepti 15 KW’lik bir motor gücü ile da-kikada 550 geçişe izin vermektedir; bu iseşu ana kadar piyasada bulunan makine-lere oranla çok daha büyük bir üretimmiktarına izin vermektedir. Makineninkesim hızı ahşabın türüne ve boyuta bağlıolarak 0,3 ila 1,7 m/dakika olarak veril-mektedir.
Makine şu andan itibaren son dereceince Stellit testeresi ile piyasaya sürülmüş-tür. Bu anlamda firma 0,7 mm kesit sunanyegâne firmadır. Bu çok inçe kesit diğerfaktörlerin yanı sıra oynama yapmayan“DSG Sonic” testere kılavuzu ile sağlan-maktadır. Salınımlı çerçeve sistemlerindenolarak oynamasız testere sistemi testere-lere yandan baskı gelmesini önlemekte, buda maksimum hassasiyet, testere ağızları-nın uzun süre dayanması ve ince bir kesimsağlamaktadır. 120 mm kesim yüksekliğinekadar varan kesim hassasiyeti 0,1 mm ilebelirtilmektedir. Maksimum kesim yük-sekliği ise 250 mm’dir. Testere ile kesilenlameller derhal, yani sonradan kalibras-yona gerek kalmadan işlenebilir. Ayrıcayeni bir seçenek olarak “DSG Sonic”inyaş kesim uygulamaları da bulunmakta-dır.
Stenner firması ile işbirliği içerisinde su-nulan „DSB Twinhead” Wintersteigerprogramında yenidir. Kompakt yapı tarzıher aşamada sabit bir sağlar. Paralel sey-reden testere birimleri serbest kesim yaparve malzemenin hareket sırasında yaptığısalınımlardan bağımsız çalışır. 1,1 mmkesit aralığına sahip 0,7 mm kalınlığasahip testereler kullanılır. Disk makarala-rın çapı 915 mm’dir. Testere birimi başına18,5 veya 22,0 kW nominal verime sahipana motorlar takılır. Maksimum kesim ge-nişliği 300 m civarındadır.
Bant testere blok boyutları ve lamel ka-lınlıklarının hızlı ayarının yanı sıra genişbir esneklik sağlar. İki ila altı testere tekbir makine halinde bir araya monte edile-bilir.
Fuarda gatter esaslı testere ağızlarınınsökülmesi, temizlenmesi, gerilmesi, bilen-mesi ile ilgili iş akışının baştan sona seyrigösterilmiştir. Ayrıca sert metal ve Stellit
versiyonları bulunan ince kesim testereağızları ile yontma testereleri içeren birbaşka program sunulmaktadır. Tezgahlarmüşteriye özel olarak geliştirilmeye devametmektedir. Dikkat edilmesi gereken nokta,Wintersteiger’in „Mach 1.4“ isimli çok ka-demeli ince kesim disk testereyi artık prog-ramında bulundurmadığıdır.
Ayrıca Neva-Trade s.r.o., KardasovaRecice (Çek Cumhuriyeti) isimli firma da„Orbit plus“ isimli bir ince kesim gatterkuşağı sunmakta ve bunun için üç yıl ga-ranti vermektedir. Testerenin kesim çerçe-vesinin orbital hareketleri ile reklamyapılmaktadır. Çerçevenin aşağı doğrukesme hareketi sırasında kesme işlemi sonderece düz hatlıdır. Hareketin sonundakesim çerçevesi kesme işleminden çıkar,aynı zamanda yukarı doğru hareket baş-lar, kesme çerçevesi hareketin sonunakadar bu şekilde kalır ve ahşapla ile temasetmez. Yukarı doğru kesimde “Orbit”kesme çerçevesinin çark hareketi saye-sinde talaş kesim yerinden daha kolayaşağı düşmektedir. Bu sistem (sağdakişema ile karşılaştırınız) eğik gatter çerçe-vesine sahip ve kesintili ilerleme hareketigösteren alternatif teknolojilerden farklı-lık göstermektedir.
Üretici aşağıdaki avantajlara dikkat çek-mektedir. Hızlı bir ısınma önlenmiştir.Testere uçlarının kullanım süresi son de-rece uzamıştır. Çok ince kesit yapabilentestere uçları kullanılabilmektedir.
Makinenin yanında yer alan “plus” ta-nımı üst merdanelerin sade ve hızlı birkesim yüksekliği ayarını göstermektedir;baskı merdane birimleri servo motorlarısayesinde kullanıcı panelinden idare edilir.Makine fonksiyonları ile ilgili şema alt-taki, on iki adet ilerleme merdanesini gös-termektedir. Ana motor 15 Kw verimesahiptin; ilerleme hızı ise 0,2 - 2,0 kW ilegösterilmektedir. Gatter’in geçiş adedi da-kikada 450 geçiştir.
Aynı şekilde Neva Trade de modüler ta-sarıma sahip ve çok sayıda şerit testerenin
Bağlantıya bağlılıkFollmann tutkallarına dünya çapında rağbetFollmann Co., 270’in üzerinde çalışanıolan, Minden, Almanya merkezli uluslar-arası alanda kimya sektöründe faaliyet gös-teren bir aile şirketidir. Ana ehliyet alanı,yüzeylerin ve bağlantıların dekoratif vefonksiyonel tasarımları için özel kimyasalmaddeler üretmekte.
Şirketin güçlü alanlarına kağıtların, duvarkağıdı ve teknik tekstiller için plastisollerin,ahşap ve kağıt tutkallarının ve rayihalar içinmikro kapsülleme arıtımları için matbaamürekkepleri üretmek. Yenilikçi fikirler vebireysel müşteriye özel ürün ve sistem çö-zümleri, mükemmel servis ve aynı derecedeönemli olan modern yönetim, şirketin ba-şarı temellerini oluşturmakta.
15 yıldan fazla bir süredir bu şirket (di-ğerlerinin yanı sıra) ahşap ve mobilya sa-
nayi için yenilikçi tutkal üretmekte ve bualanda ileri gelen tedarikçiler arasına gir-meyi başarmış bulunmakta. Böylece Foll-mann & Co. ahşap ve mobilya tutkallarıürünleri alanında tek unsurlu ve kaynarsuya dayanıklı “Folco-Lit lkD4” D4-dis-persiyon tutkalı’nı* ve aynı zamanda bo-yanmaya dayanıklı “Folco Lit D3 TC”olan D3-dispersiyon tutkalı’nı* piyasayayerleştirmiştir. Diğer yeniliği ise, formalde-hitsiz kaplama üretiminde kullanılan“Folco Lit D 1837-007” oluşturuyor.
2005’den bu yana Follmann kağıt ve am-balaj tutkalları alanlarına da uygun çö-zümler sunuyor. Ürün programına cebireve eğriltileri gizeleme amaçlı tutkallar veciltli kitapları asabilme tutkalları da giri-yor. Ürünleri oluklu mukavva, karton,kitap üretimi sanayii, torba ve kese üretimi
sanayiine, manşon geliştirmede ve de balpeteği tipi plakaların üretimi ve işlenmesialanlarında çalışan ünlü şirketlere sunulu-yor.
Satıcı bilgileri: Follmann & Co. GmbH &Co. KG, 32423 Minden (Almanya)www.follmann.de
*Reaktif dispersiyon tutkalları sınıflandırması:D3: Sıkca geçici olarak akan su veya kondenssuyu etkisi altında kalan ve/veya uzun vadeliyüksek neme maruz kalan iç bölümler için.Dış çevrelerde olumsuz hava şartlarına daya-nıklı.D4: Sıkca güçlü bir şekilde akan su veya kon-dens suyu etkisi altında kalan iç bölümlereuygun. Dış çevrelerde olumsuz hava şartla-rına maruz kalan, yalnız uygun yüzey koru-masına sahip bölümler için.
Yüzeylerin ve bağlantıların dekoratifve fonksiyonel tasarımlarında Foll-man yardımcı oluyor.
“Speedliner” ince kesim şerit testeresinin iki modülü Fotoğraf: Fill
İnce kesim geçişi veya merdaneli şerit testereÇoğu durumda gatter tekniği en anlamı çözümü sunmaktadır
Neva firmasına ait ince kesim gatter’i “Orbit plus'un” hazne, besleme, kesimve rendeleme ünitelerinin akış şeması. Grafik: Neva Trade
le. En az kayıpla en çok verimi almak herzaman için ahşap işçisinin çabalarınınamacı olmuştur. İnce tabaka kesme konu-suna en büyük ilgi gösterenler parke sana-yicileri, kapı ve pencere üreticileri, çokluplaka veya diğer lamelli mallar üreten fir-malar ile kurşun kalem, dübel, müzik ens-trümanı ve diğer bazı malların üreticileriolmuştur.
Wintersteiger tarafından sunulanince kesim bant testeresi “DSBTwinhead”in hassas kesimi sertkromajlı kesim masası ile sağlan-maktadır.
birbiri ardına sıralanmasına izin veren“Remax 500” modelini sunmaktadır.Maksimum kesme genişliği 500 mm ola-rak gösterilmektedir, ana motorun verimiise 15 ila 22 kW'dir. 1,0 ila 1,5 mm kesinkalınlıklarına ulaşılabilmektedir. Firmatestere uçları için gereken tüm donanım-ları sunmaktadır. Fill Ges.mbH, Gurten(Avusturya) yeni bant testere teknolojisini“Ligna”da işler halde göstermiştir. „Spe-edliner” markası altında satılan yüksekverimli ince kesim şerit testeresi özel ola-rak parket veya rustikal lameller ile çokkatlı plakalar halinde lamel üretimi içintasarlanmıştır. İki makine altı veya on ikiaydır hatırı sayılır müşterilerde kullanım-dadır.
İşlenecek malzemeler bir nakil zinciri ilemakineye gelmekte ve yatay olarak dağıl-maktadır. Kesim genişliğine bağlı olarak –en fazla 500 mm – 60 m/dakikaya kadarhızlarla çalışılmaktadır. Her bir vardiyada20 000 m2 verim alınabilmektedir. Makinetekli olarak veya modüler yapı halindebirden fazla ünite arka arkaya sıralanabi-lir (karşılaştırma için yukarıdaki resme ba-kınız). Son derece dayanıklı tasarlanmışmerdaneler, şerit testerenin her iki tarafınayerleştirilmiştir. Fuardaki gösterilerdeotomatik bir ölçme tertibatı ile makineninne kadar hassas çalıştığı gösterilmiştir; la-mellerin kalınlık toleransı 160 mm geniş-liğindeki ahşapta ±0,1 düzeyindedir.Burada tercihen sert metal veya Stellit tes-tereleri kullanılmıştır.
Firma çok katlı parke, çok katlı masifahşap plaka, kaplama sistemleri vs. üre-timi için komple makine konseptleri geliş-tirmekte ve kendisini kayak ve snowboardüretim tekniği alanında sektörün dünya li-deri olarak görmektedir. Aile işletmesi1987 yılından itibaren limitet şirket olarakyönetilmekte ve farklı alanlarda tam 360kişiyi istihdam etmektedir. Ahşap sektö-rüne yönelik makine üretimleri firmanınfaaliyet alanlarından sadece birisini oluş-turmaktadır.


Ekim 2008 Yeni malzemeler Türkiye nüshası · Holz-Zentralblatt · Sayfa 25
Kendini kanıtlamış maddelerin yeni geli-şimlerini ve farklı değerlendirme imkanla-rını tasarımcılar sürekli gözdenkaçırmamaya bakmalıdırlar. Değişik sanayidallarına nesneler geliştiren birinin yal-nızca elinin model geliştirmeye yatkın ol-ması yetmiyor, aynı zamanda kullanılanham maddeler hakkında sağlam bilgisi ol-ması da gerekiyor. Bu tasarımcı ikilinin bü-rolarının her tarafında farklı maddelerdağılmış durumda duruyor. Bir yerde asiashop’dan cırtlak yeşil renkli dantel opti-ğinde plastik masa örtüsü, diğer tarafta birkaç geri dönüşümle elde edilmiş plastiktenbenekli plakalar, şurda bir tane turkuvazrenginde plastikten fotoğraf makinesi. Mo-bilya, cep telefonu veya kahve değirmenitasarımında başarılı olmak isteyen biri içinönemli olan şey bir maddenin potansiyelinigörebilmektir.
Az önce bu 2006 yılında kurulan iki or-taklı şirketin Londra’daki bürosuna birürün örneği ulaştı. Odun plastik kompozit-lerinden dikkat çekmeyen bir renkte basitbir kutu. Bu kutu o küçük tazyikli bezelye-lerle dolu, yani WPC granülleriyle dolu.“Şimdi bir çok insan derdi ki: bunu ne ya-
maddelerle de çalışmak. “Fuarlarda hammaddelerin sunulduğu stantları dikkatliceincelemek için zaman ayırmak gerekir”diyor Oberfell. Endüstri ürünü tasarla-mak isteyen biri, potansiyel maddelerinişlemi hakkında uzmanlardan bilgi almasıgerekir ve aynı zamanda alternatiflerin
ketlerinde veya motorsiklet mağazalarında.Ayrıca hammadde seçiminde Wertel ileOberfell bu aralar özellikle WPC ile çalışı-yorlar. Örneğin bürolara şık ara duvarlarıyerleştirme imkanı sağlayan, çeşitli yeşiltonlarda özgürce şekillendirilebilir, bir pa-ravana olabilir. Bu tasarım – renkli, rüzgarve yağmur geçirmez, düzeltici işlem gerek-tirmez. Bu avantajları olan bir madde, Av-rupa'da hala iki arada kalmış durumda.
“WPC tasarımcılar için hala keşfedilme-miş bir alan” diyor Wertel. Örneğin dışa-rıya uygulanılabilir panolar planlamakistenildiğinde yağmura dayanıklılık gibiavantajları apaçık ortadadır. Ama mobilyaveya tüketim eşyaları tasarımında bazı mü-vekkiller kuşkulu davranıyorlar. “Bir çoğubeklemekteler” diyor Jan Wertel.
Sentetik ahşapta dizayncıların değer ver-dikleri en önemli nedenlerden biri rahat birşekilde işlenilebilirlilik avantajıdır. Akıcıformlarla çalışan ve bilgisayarda üç bo-yutlu modeller geliştiren ve de şekil ver-mede yenilikçi olan biri, maddelerinsınırlarıyla kendini kısıtlatmak istemez.WPC ahşapın sağlamlılığı ile plastiğin iş-lenme imkanlarını birleştiriyor. Plastik gibiyapay gözükmeyen ancak cenderelebilinirbir madde.
Üç O’lu “Woood”
Bu iki dizayncının bu avantajı kullanmakistedikleri ürün ise neredeyse herkesinsahip olduğu, genelde iki yıllık ömrü olanve yüzeyi adi plastikten oluşan bir alettir:Cep Telefonu.
Şimdiye dek henüz sayısı az olan yüksekteknoloji nüvesinin etrafı ahşap kaplamalıcep telefonları daha çok lüks piyasalara ait-ken ve gül ağacından veya cocobolo ile üre-tilirken, diğer taraftan Hackney’ dekibilgisayarlarda görünen tasarım, bunlardançok daha gerçekçi duruyor. “WPC’den ceptelefonu tasarlama fikrine maddenin kendisigetirdi” diye anlatıyor Wertel. Cep telefon-ları bugün artık nerdeyse çöplük bir ürünhaline geldi. Telefon alan biri, yaptığı kont-rattan dolayı genelde iki yıl sonra yeni birtelefon alma hakkına sahip oluyor. Ayrıcasürekli gelişmiş teknolojiden dolayı dahakısa sürelerde yeni bir model gerekiyor. 2007yılında dünya çapında bir milyardan fazlacep telefonu satıldı: Satıcılar için devasa birpiyasayken, atıkları imha edecek olanlar içinde bir sorun. “Bir cep telefonunu ekolojikkriterlere uygun bir maddeden üretmekmantıklıdır”, diyor Wertel. Ekolojik bakışaçılarına dikkat etmek tarzlarına uygun ol-duğunu söylüyorlar. “Tabii ki bu yüzden deahşap ve WPC gibi maddelerle çalışmayı se-viyoruz.” Bu güzel “Woood” ismini taşıyanyeni cep telefonunda elyaf oranı yaklaşıkyüzde seksen olacak. Hatta kısmen geri dön-üştürülebilen plastik de kullanılacak.
Curvy Composites
Bu iki dizayncı şu anda farklı bir mal-zeme ile daha çalışmayı seviyorlar. Bununiçin köpüklü plastiğin üzerine kontrplakyerleştirildikten sonra bir kaç yerinden bas-tırılıyor. Sonuç olarak ortaya hatlı biryüzey ve tüy gibi hafif bir nüve çıkıyor.
“Bu fikir ayrıca bu tür “Curvy Composi-tes” lerle uğraşan ve aslında helikopter mü-hendisi olan tipik bir ingiliz mucittençıkmış.” Diye anlatıyor Wertel. Şu an geliş-tirdikleri bir masa, bu masanın üstü dalgalıtasarlanmış ve bunlara uygun sandalyele-riyle bu proje “Captain Organic” olarak ünkazanmış ustaları Ross Lovegrove’un ke-sinlikle hoşuna gidecektir.
Bir çok tasarı şimdilik Londra’daki bü-ronun beton duvarında asılı duruyor. Böylebazı modeller henüz seri üretimi bekle-mekte. Oysa Bambu kaplı USB MemoryStick henüz planlama aşamasında bulunur-ken, kontrplak sandalye olan “Maple”uzun süredir seri üretime geçmiş bulunu-yor. Polonyalı mobilya üreticisi olanIker’in ürettiği mobilya, tipik tasarımı etkilitırtılı akça ağacı yaprağından esinlenerekgeliştirilen sandalye arkalığı. İyi bir seçim:bu mobilya Elle decoration dergisinin“Prodeco award” ve “Furniture of the Year2007” ile ödüllendirildi.
Sanayi tasarımcılığı, herşeyden önce, yal-nızca estetiğe dikkat etmek değil, aynı za-manda sanayideki imalatın yapılabilir-liliğini göz önünde bulundurmak. Maksat,her ne kadar en iyi ürünler koleksiyoncula-rın ilgisini çekebilecek ve sanat galerile-rinde sergilenecek olsada, eşsiz benzersizbir ürün değil, seri ürünüdür. İşin yaratıcıtarafında önemli olmayan bir çok soru,imalata geçmeden önce çözülmüş olmasıgerekir. Bir materyal kaç para? Materyaluzun ömürlülüğü ne kadar. İmalatçı yüze-yin ne kadar elverişli olmasını istiyor?Ürün sonunda en fazla hangi ağırlıkta ola-bilir? Seçilen renge piyasa araştırması nasılcevap veriyor?
“Maple” serisine ait sandalyelerin üreti-minden önce oturaktaki tipik deliklerin so-runsuz üretilebilirliliğinin çözülmesigerekti. “Biz teknik ve estetik bakım açısı-nın yanı sıra “Form follows function” başilkesini göz önünde bulundurarak çalışıyo-ruz” diyor Oberfell, “belki de bu bizim işi-mizdeki tipik alman olan özelliğimiz.”Çimen yeşili kontrplak sandalye, metalayakları aynı renge boyanmış olup ve herbüroda göze çarpan bir parça olarakaynı zamanda oturması da rahat olmasıgerekir.
“Bir sandalye planlaması teoride yal-nızca beş dakikanızı alır” diyor GernotOberfell.” “Ama, dikkat çekecek bir san-dalyeyi tasarlamak çok daha fazla zamanalır.” “NanoT” masası gibi. Fraktal pren-sibe dayalı tasarlanmış bir masa: temeldeseni kendini sürekli tekrarlıyor. Bu objekendisinin sayısız daha küçük kopyala-rından oluşuyor. Aynı kar taneleri de eşityapıda birçok simetrik kristallerden
büyük bir bütün oluşturduğunu düşün-mek gibi.
Bu tasarımı mobilya dergisi “Arcade”“gerçek form patlaması” olarak anlatıyor.“Böyle bir şey endüstriyel üretilemez” diye
Londra'lı tasarımcılar WPC'deki estetiği keşfettilerWPC’nın yüzeyi heryerde sevilmeyebiliyor ama iki genç tasarımcı bu ahşap polimer madde'ye bayılıyorlarBir ahşap polimer madde olan WPC’nin çok yönlü kullanılabilmesinerağmen, şimdiye dek pek az tasarımcı bu madde ile çalışıyor. Platformşirketinde çalışan endüstri tasarımcıları olan Gernot Oberfell ve JanWertel bilinçli bir şekilde bu maddeyle çalışıyorlar, çünkü WPC yeniürünler geliştirirken sentetetik maddelere kıyasla büyük özgürlükler su-nuyor ve ekolojik avantajlara sahip.
Gernot Oberfell (solda) ve Jan Wertel'in tasarladıkları ürünlerin hepsi değil-sede bir çoğu tasarımlarında ahşapın avantajlarını değerlendiriyorlar.
Fotoğraflar: Platform (6), Makowski (1)
pacaksın. Bu özel bir şey değilki“, diyorGernot Oberfell. Ama tasarımcı açısın-dan bu serbestçe her istenilen şekile so-kulabilen maddelerin yalnızca teknikimkanları çok yönlü değil aynı zamandaestetik imkanlarıda çok yönlüymüş. Ta-sarımcının açıklamasına göre:“Bir mo-bilya parçasına eklenilen yüzeyin nasılbir etki yarattığını görebilme kabiliyetigerektiren bir iştir.“
Yapı marketinden esinler
Oberfell dört yıldan bu yana Londra'daçalışıyor. Önce Ross Lovegrove'un yanındaardından da serbest meslek olarak. Love-grove dünyanın en ünlü ve sözü geçer sa-nayi tasarımcılarından biri. Gas eyaletindedoğmuş olan Lovegrove Sony Walkman veApple Computer “iMac” gibi ürünleri ta-sarlamıştır. “Kıvrımların efendisi” sayılantasarımcı British Airways ve Tag Heuer gibişirketlere çalışıyor. Ürünleri New York'dakiMuseum of Modern Art ve Paristeki CentrePompidou'da sergilenmektedir. Çok sayıdaödül alan ve yıldız özellikleri olan biri.“Ross Lovegrove ile ikimizinde çalışmış ol-ması, bize tabiiki bir çok kapıyı açıyor”diyor Jan Wertel. Stuttgart'daki “StaatlicheAkademie der Bildenden Künste”(görsel/güzel sanatlar devlet akademisi)'denmezun olan bu iki alman tasarımcı okuldansonra Lovegrove'a ait “Studio X“'de çalış-tılar. Şimdi Londra'nın Hackney semtindekendilerine özel büro açmışlar.
Bu iki tasarımcının değer verdikleri şey,tek yönlü yönlü düşünmeyip de başka
yaklaşıyorlar. “Örneğin genç stajyerlerdegörüldüğü gibi, artık sürekli daha sanalbir şekilde çalışılıyor. Kendileride çok bil-gisayarda çalışıyorlar ama Stuttgart Aka-demisinde aldıkları eğitimden dolayıhangi hammaddeyle neler yapılabilindiğinide biliyorlar.
Tasarımcılar ilhamı tekniğin yoğun ol-duğu yerlerden alırlar – örneğin yapı mar-
avantajlarını ve dezavantajlarını iyi tanı-ması gerekir. Oberfell ve Wertel'in düşün-celerine göre endüstri tasarımcısıyetiştiren birçok okul, maddelerle ilgilibilim derslerinden uzaklaşıp, kendilerinitamamen tasarımla verilecek mesajı içe-ren fikire ve marka’ya veriyorlar. Plat-form kurucuları bu gelişmeye eleştirisel
Plastik kaplı değil de bambu kaplıUSB-Stick.
WPC'den üretilmiş paravana. Önce “Maple” koleksiyonundan kontrplak mobilya.
İçinde modern teknik ve dışında modern ahşap esaslı malzeme: WPC'dencep telefonu “Woood“.
Tasarım Platform'a ait, teknik ise biringiliz helikopter mühendisine ait:“Curvy-Composites” dizisi.
açıklıyor Oberfell, “bu objeyi “Rapid Pro-totyping yoluyla” üretmek 100 000 sterlinemal olur. Ve şimdi tasarı fikirini yapılabilirhale getirene kadar sadeleştirmek gerekiyor.Ve ortaya temel şeklini alan ahşap bir masaçıkıyor. Tasarımcımız “adeta Low Tech”diye yorum yapıyor.
Estetiklerle dolu
O zamana kadar Oberfell ile WertelWPC’yle de deneylerine devam edecekler.“Kimileri/bazıları bu materyalı çekimsizbuluyor ve bu yüzden saklanıp fırçayla bo-yanıyor” diyor Oberfell, “ama bize göreWPC yalnızca pratik değil aynı zamandaestetik de.” Çünkü bu odun plastik kompo-zitleri değişik nüanslarda üretilebilen vegösterişli bir yüzey oluşturan maddedir. Ta-biiki estetik imkanları görebilme yeteneğinesahipseniz. Tasarım metropoli olan Lon-dra’da çalışan bu iki alman için bu maddeönemli bir rol oynamaya devam edecektir.“Kimbilir” diyor Gernot Oberfell, “belkideWPC bizim USP’miz (Unique SellingPoint) olur.” Mobilya veya diğer tüketimmalları üreten imalatçı olarak bu ahşapplastiklerle çalışmak isteyenler, Platform is-mini aklında tutmaları gerekir.
Sandra Makowski

Sayfa 26 · Türkiye nüshası · Holz-Zentralblatt Ürünler ve hizmetler Ekim 2008
Fakat yüksek kalitede masif ahşaba veyabileşik materyallere yönelen trend, bıçkı iş-lemine de yeni taleplerde bulunuyor. Buhem testere gövdesi için geçerli hem de ag-regatlar için. Bu durumda istenilen yon-tulma verimini gerçekleştirebilmek için,delme veya freze işlemlerine göre daha
Yüksek performans işlemleri içinCNC agregatlarıAtemag birçok çeşit dirsekli başlıklar sunarBugün yaklaşık her CNC makinesi yatayişlem ve özellikle de bıçkı işlemleri gerçek-leştirebilir durumda. Ama yalnızca farklıbıçkı işlem imkanları vardır: Bir çok işlemmerkezlerinde yalnızca kenar kesilir veyasuntanın içine yiv açılır. Bu işlemler için ge-nelde dirsekli başlıklar kullanılır. Biralman şirketi olan Atemag testere gövde-sinde değişik çaplarda kullanılabilme im-kanı sağlayan çok çeşit dirsekli başlıklarsunar
fazla tornalama faktörü üretilmesi gereki-yor. Testere ile kesilecek olan madde nekadar kalın olursa, testere gövdesi de okadar daha büyük olur. Ve aynı zamandamerkezkaç kuvvetleri ve bununla birliktemotor dingili, dirsekli başlık ve testere göv-desine yönelen talepler de artar. Bu tabiikikullanılan diğer aletler için de geçerlidir.
İşlem sonucunu, uygun testere gövdesi-nin seçiminin yanı sıra, açılı şanzımanıngücü de önemli derecede etkiliyor. Motordingilinin tornalama faktörü ile testereninönerilmiş devir sayısı arasında mükemmelbir rölasyon sağlayabilmek için sık sık şan-zıman altlığı kullanılmaktadır.
Yüksek çaplılarda ve/veya masif ahşap-lardaki büyük yontulma verim gerektirenişlemlerde dirsekli başlıklar yerleştirilip vebunların dingilleri yağ banyosundan geçi-
riliyor. Bu işlem, özellikle daimi işlem ha-lindeki tesislerin daha yüksek tornalamafaktörü çevirilebilmesi için gerekmektedir.Bunun üzerine Atemag’ın yerleştirdiği bi-lelenmiş konik dişli çarklar geliyor ve bun-lar mükemmel devir özellikleriyle ünlü-dürler ve agregatın kapasitesini önemliderecede etkilemekteler. Özellikle iddialıişlemlerde, örneğin geleneksel dirsekli baş-lıklar çoktan pes ettiklerinde, bu tesislerteknik özellikleri ve yüksek montaj kalitesisayesinde avantajlarını iyice kullanabil-mekte.
Bütün bu koşullar yerine getirildiyse ge-riye yalnızca testere gövdesinin uyması ka-lıyor – örneğin Weinig üretimi “Conturex”ile masif ahşap kesiminde (Fotoğraf).
Gösterilen yüksek performans işleme ag-regatı “Vario” -100 ila +100° açıları arasındaayarlanabilmekte ve testere gövdesinin veyafrezenin sürekli çalıştırılabilmesi için tasar-lanmış bulunuyor. Bunun yanı sıra kapsül-lenmiş yapısı itibariyle, örneğin MDF'inyontulma işleminde meydana gelebilen, incetozların girmesine karşı dirençlidir.
Satıcı bilgileri: AtemagAggregatetechnologie undManufaktur AG,77716 Hofstetten (Almanya)www.atemag.de
Türk ahşap sanayi şirketi Yıldız Sunta'da “Satos” zımparalama tesisi
Steinemann Türkiye'debaşarılıAhşap sanayiinde 14 tesisat kurulmuştur
2009 Haziran’da İsviçre’li zımparalama te-sisat uzman tedarikçisi olan SteinemannStarwood Orman Ürünleri Sanayi A.Ş.’ninİnegöl’deki üretimhanesinin MDF- inceplaka serisi için yeni zımparalama maki-nesi “Satos 22 KKKNNN” (12-başlı) teslimedecek. Bununla St. Gallen-Winkeln’li şir-ket dördüncü kaba zımparalama makine-sini Starwood’a pazarlayacak.
İsviçre kalitesine sadece Starwood’un sa-hibi Mehmet Yildiz güvenmiyor. Kardeş-leri Fehmi Yıldız, Kocaeli Arslanbey,YıldızEntegre’nin sahibi ve Ahmet Yıldız, Uzun-çiftlik-İzmit,Yıldız Sunta MDF’in sahibiolan da Steinemann’a güveniyor. 2002 yı-lında ilk Türkiye’ye pazarlanan 10 başlıklı“Satos“ tesisi Yıldız Entegre’ye teslim edil-
miş. “Santos” tesisi Camsan Ağaç Sanayive Ticaret A.Ş.’de ve de Kastamonu En-tegre Ağaç Sanayi ve Ticaret A.Ş.’de kurul-muş bulunuyor. Steinemann 2009 Haziranayından itibaren 14 adet “Santos” makine-leri veya bu ürün serisine ait 116 zımparabaşlıkları ile Türkiye’de temsil edilmiş ola-cak.
Steinemann 45 yıldan fazla bir süredirplaka sanayiine, özellikle de MDF, sunta,kontrplak ve laminat parkelerin zımpara-lama işlemleri için kaba zımparalama ma-kineleri geliştiriyor ve üretiyor. Kasım2007’den bu yana İsviçre’li bundan başkakağıt ve polyester segment bantlarını kendiüretmekte ve bununla birlikte “makine ileparçanın arasındakı kritik bağı üçüncü bi-rine bırakmayıp istenilen kaliteyi kendisağlamakta”. Bu yılın başından bu yanakağıt segment bantları P060’den P180’ekadar uzanan ve de polyester segmentbantları P024’den P180’e kadar uzanandoku ölçeklerinde made by Steine-mann’dan tedarik edilebiliniyor. Kombisegment bantları Ağustos 2009 başındanitibaren mevcut bulunacak. Steinemann’lı-ların dediklerine göre özellikle yüksek iş-leme verimi ve de segment bantlarınınbağlantı kalitesi müşterileri tarafından çoktakdir edilmekte.
Satıcı bilgileri: Steinemann AG,9015 St. Gallen-Winkeln (İsviçre)www.steinemann-ag.ch
Ocak ayından bu yana Steinemannkağıt ve polyester segment bantla-rını çok çeşitli doku ölçeklerindekendi üretmekte
Çevrecilik adına masifahşap bükme tekniğiTek parçadan sandalyeler ve tekerlekler üretebilmeMasif ahşap bükmede rönesans: önemli ke-reste işletmeleri bükme tekniğine yine geridönüyorlar, çünkü bükülmüş kereste par-çaları birçok tabakadan oluşan tek parça-lara oranla daha az ağaç harcamakta.Daha az işlem daha az atığa yol açar vedaha az enerji harcar.
Bükülmüş parçalardan üretilen lamineahşap veya tutkallanmış kontrplak enbüyük enerji tüketimine neden olur. Bükül-müş parçalar, ağaç halkalarının homojenakışı ve doğal ağaç rengi özelliklerindendolayı, oturma mobilyalarının gözle görü-nebilen bölümlerine hoş, sıcak görünüm ve
40 cm büyüklüğündeki ağaç tekerle-rin jantları tek bir parçadan bükül-müştür.
izlenim sağlar. Bu özellikler, Kaliforniya’lıbükme köşe kapıları üreticisinin masif ağaçbükme serisi almasına sebep olmuş. Çoközel parçalar için GHE Bavaria firması ta-rafından yuvarlak bükme makinesini Şi-li’ye pazarlandı. Örneğin: 16 inc’lik havatekerleklerine bir parçadan oluşan ahşapjantlar için.
Satıcı bilgileri: GHE Bavaria MaschinenGmbH, 97246 Eibelstadt (Almanya)www.ghebavaria.de
Bükülmüş kayın ahşap, uzunluk 1,8 m;kesit 50 x 60 mm.
Temassız ve arızasız kalınlık ölçümüTemizlik ve bakım işleri gerektirmedenTemassız kalınlık ölçüm sistemi olan “BMS3000” her türlü plakalar içindir. Örneğin:suntalar, MDF, OSB, çimento elyaf plaka-lar, kontrplak ve plastik plakalar. Bu sistemsıcak, ıslak ve toz yüklü ortamlara uygunve pres işleminin ardından veya zımparamakinesi işleminin arkasından yapılabilir.
Piyasada bulunan birçok sistemler, ölçmeişlemi için mekanik kontak ruloları kulla-nırken, Limab sistemleri temassız çok iti-nalı lazer sensörleri ile çalışmakta.Temassız ölçüm işlemi dolayısıyla, gelenek-sel sistemlerde gereken temizlik ve bakımişleri bu sistemde gerekmemekte. Bir diğeravantaj ise, ince ve yumuşak materyalleriher hızda ölçebilmek.
Lazer sensörleri aşırı ısıya dayanıklıölçüm çerçevesi üzerine monte edilmiştir.Isı dalgalanmalarının etkisini asgariye in-dirmek için ve de materyalin üzerindekimekanik stresi ve genişlemeyi önlemekamacıyla özel olarak geliştirilmiş çelik kul-lanılmaktadır.
Bu yeni gelişme sayesinde kalibrasyongünleri arasında bir kaç hafta geçebilmek-tedir. Bu gelişme özellikle araları kısa me-safeli sonsuz üretim serilerinde ve yüksekhız serilerinde üretilen plakalarda avantaj-
Bütün ahşap malzeme türlerine uy-gun temassız kalınlık ölçüm sistemi“BMS 3000”. Resim: zımpara işle-minden sonra kurulmuş ölçüm sis-temi
lıdır. Çünkü temasa dayalı ölçüm sistemle-rindeki, ısı farklılığından dolayı oluşanölçüm hatalarına denge sağlayabilmek içingereken sıfır kalınlık kalibrasyonu yürüt-mek imkansız olduğundandır.
Limab sistemi değişik versiyonlarda sağ-lanabilir. Standart sistem seçilebilir sayıdaölçme hatlarına sahiptir. Opsiyonal olaraktraverse sistemi monte edilebilir, plakanınüzerinden karşıdan karşıya geçerek plakayakomple profil verebilmektedir. Plakalarıngenişliklerini ölçebilmek için bir üçüncüversiyon ise uzaktan kumanda ile ayarlana-bilen dıştan sensör çiftleridir. Daha küçükve sabit bir C-çerçeveli tek hatlı sistem ileboyut kontrolünde ve üretim serisinin birçok pozisyonlarındaki sıralama işleminde
kullanılabilir. Artı plakaların kenar profil-leri, genişliği ve uzunluğu ölçülebilmekte.Bu sistem kullanışlı Windows Software’ esahip PC ile çalışmakta.
Gerçek zamanda 2D ve 3D boyutlarındaartı nümerik değerlerle grafik görüntü içer-mektedir. Tolerans sınırları dışındaki değer-ler renkli olarak gösterilmekte ve alarmsinyalleri anında aktive edilmekte. Trend-graph’ lar uzun vadeli süreç değişikliliklerihakkında bilgiler sunmakta. Sistemin bilgibankasında bütün ürün spesifikasyonlarıve de üretilen plakaların ölçüm verileri kay-dedilebilir.
Satıcı bilgileri: Limab AB,422 46 Hisings Backa (İsveç)www.limab.se
Gerçek zamanda 2D ve 3D boyutlarında grafik görüntü
Weinig üretimi “Conturex”'de yüksek performans işleme agregatı “Vario”
Çeşitli çaplardaki testere gövdesikullanımları için dirsekli başlık
· www.holz-zentralblatt.com ·
Ekim 2008 Teknik tesisler Türkiye nüshası · Holz-Zentralblatt · Sayfa 27

Küçük bir suntacık dünyayı dolaşıyor50 yılı aşkın süredir Lamello – kendisi küçük, etkisi büyük bir oval yapıSon zamanlarda hiçbir buluş Lamello sis-temi kadar doğramacılık mesleğini etkile-medi. Bu küçük suntacık dünyayıfethetmeye İsviçre’den başladı. Bu plakabinlerce atölyenin yanı sıra mobilya sana-yinde de - hatta New York “Modern Sanat-lar Müzesi’nde” de mevcut.
Bu küçük plakayı sahip olmayan hiçbirdoğramacı atölyesi, hiçbir elektrikli aletüreticisi nerede ise yok. Ahşap malzemeyipratik biçimde bağlamaya yarayan La-mello sistemi dünyayı ele geçirmesini bildi– en azından doğramacılık ve mobilya ya-pımı sektöründe. 50 yıl Lamello kuvvetlibir öncü zihniyet ve dahice bir buluşun ka-rarlı biçimde geliştirilmesi demek.
Rüyada gelen ilham
Lamello’nun mucidi Hermann Steiner’innotlarında bulunduğu şekli ile esas fikir ak-lına 1955 yılının sonuna doğru gelmiş.Sunta o zamanlar makul ve avantajlı birürün ahşap malzemesi olarak doğramacıdünyasına giriş yapıyor mobilya tasarımı,makine ve birleştirme tekniğinde devrimyapıyordu. Gönye esaslı sunta yapımı mo-dern bir mobilya stili olarak gelişiyordu,
Sayfa 28 · Türkiye nüshası · Holz-Zentralblatt Birleştirme tekniği Ekim 2008
ancak buna uygun makine donanımı – yaniağzı hareketli şerit testere – o zaman henüzyoktu. Doğramacılar hafifçe sıkıştırılmışsuntalarla dolaşıyor, ancak gönye yüzeyin-deki yuva-yay bağlantıları malzemeyi zayıfdüşürmekte idi. Dübel delikleri istenen has-sasiyetle açılamıyordu.
“Rüyamda ufak bir freze ile gönye ve kö-şelere nasıl yiv yarıkları açıldığını ve bu ya-rıkların uygun suntacıklarla bağlantıelemanı olarak doldurulduğunu gördüm.Ben bu fikrin büyüsüne kapılmışken, karımbenim hayal gördüğümü düşünüyordu.”
ve Lamello AG’nin bugünkü müdürü KarlSteiner’e göre “bu makine, küçük işletme-lerin satın alamayacağı kadar pahalı idi.”Ciro çok düşüktü ve işletmemiz finansalzorluklar yaşıyordu. Babamın Lamellobağlantısını dana az masraflı biçimde ger-çekleştirebilmek için yeni yollar bulmasıgerekiyordu. Araştırmacının yeniden birşeyler bulması gerekiyordu ve elle çalıştırı-lan makineyi geliştirdi. Artık 1968 senesigelmişti ve Metabo tek elle çalıştırılan gön-yeli makineyi piyasaya sürmüştü. Bu tür bircihaz – o zaman demir işleri satan mağaza-
Kendisi de canı gönülden doğramacı ola-rak çalışan Hermann Steiener’in hatıralarıbunlar. Ertesi gün kendi atölyesinde bu türbir bağlantının ilk protopini yaptı. Patentavukatından aldığı danışmanlık işyeri Baselkentinin taşrası konumundaki Liestal’dabulunan doğramacı Steiner’i bu fikrinidaha da geliştirmeye itti.
Bir risk olarak makine üretimi
Buluş sahibi önce yarıkları sabit bir ma-kinede frezelemeyi düşündü. Bunun için ta-nıdık bir makine yapımcısında “OlmaLO-1” isimli aparatın ilk prototipini yap-tırdı. 450 kilo ağırlığındaki makine masifbir ayak üzerinde bulunuyordu, buna ha-reketli, oynar bir freze ünitesi monte edil-mişti, malzeme ile pedal ve kol yardımı ilemasa ve durdurucu arasına geriliyordu.Üniteye bir taraftan çok küçük çaplı freze-ler, öte yandan da küçük şerit testere ağız-ları takılabiliyordu. Böylece makine birtaraftan gönye kesmeye, öte yandan dagönye yüzeyine Lamello yivleri frezelemeyeyarıyordu. Germe yüksekliği (malzeme ka-lınlığı) 50 mm, dairevi şerit testerenin kesimuzunluğu ise (böylece malzeme genişliği)820 mm ile sınırlı idi. Buluş sahibinin oğlu
larda bulunuyordu – bugün tüm dünyadasatılan makine tipinin temelini oluşturdu.Ahşap ve alüminyum esaslı bir kızak elleçalışan Lamello'nun ilk prototipi için belir-leyici oldu. “Motorlar Metabo’dan gele-cekti ve aslında babam gizlice Metabo’nunmakinenin tamamını üreteceğini düşünü-yordu” diyor Karl Steiner. Ancak Nürtin-gen’de yeni sisteme duyulan güven sınırlıidi. Ayrıca ürünün piyasaya sürülmesi içinolgunlaşması uzun sürmüştü. En son ola-rak 2 000 motorluk bir teslimat sözleşmesiimzalandı – aslında bu küçük bir taşra doğ-ramacısı için büyük bir finansal risk de-mekti. 1969 yılında büyük bir gururla ilk100 adet elle çalışan freze teslim edildi –doğramacı atölyesi tarafından imal edilenfrezeler.
Daha zor sunta üretimi
O zamanlar bu tür ahşap konusunda de-neyim sahibi olan kimsecikler yoktu.Ahşap malzemeyi zımbalamanın plastikveya metale göre çok daha zor olduğu or-tayı çıkmıştı, çünkü malzeme homojen de-ğildi ve her bir parçası ayrı nitelikte idi. Buyüzden delici aletlerin “konfigürasyonu-nun” özel olarak geliştirilmesi gerekiyordu.Bu açıdan sunta üretimi için gereken ma-kine parkını baştan sona satın almak müm-kün değildi ve bunun özel olarak imaleedilmesi, bir araya getirilmesi ve daha dageliştirilmesi gerekiyordu. Buna testere ilekesme, ahşabın kurutulması, lata halindekesilmesi ve lameller halinde işlenmesi dedahildi. En son iş olarak buna suntanın sa-yılmasını ve ambalajlanmasını da eklemekgerekir.
Uzun süreli optimizasyon işi
Lamello suntacığının biçimi yoğun test-lerin sonucudur. Sabit makine 75 mm’likbir frezeye sahipti, buna karşılık gönyelifrezeye sahip el aleti ise 100 mm frezelemeçapına sahipti (bugün de hala standart ola-rak kullanılmaktadır). Uzun süre yeterincederinliğe sahip frezelere sahip küçük birfreze çapının daha fazla sağlamlık sağlaya-cağı düşünüldü – önde gelen kurumlardayapılan çok sayıda çekme, eğme ve ayırmaişlemi bugünkü “Lamello 20’nin” özel bi-çimini sağladı. Teknik bağlantı modernsuntanın kalın örtücü tabakasında, bu ta-baka bir yandan geniş bağlantı lamelinekısa ve içine giren bir lamele göre dahafazla dayanıklılık sağlamakta.
Suntacıktan sisteme
Gerek makine ve gerekse sunta üretimi70’li yıllarda gerçek bir patlama yaşardı,böylece Basel’in taşrasında bulunan Bu-bendorf’ta yeni üretim alanı açıldı. “Artımürünlerimiz ile ihracat bile yapabilirdir”diye hatırlıyor Karl Steiner. Aynı zamandaLamello üretimine vakit ayırabilmek içinklasik doğramacı işletmeciliğini bırakmakgerekti. 1975 yılından beri özel bir kesim-hane bugüne kadar hala etraftaki orman-lardan toplanan kayın ağaçlarını işlemekte.Kısa bir süre sonra makineler özel olarakhazırlanmış ahşap çantalarda özel alet,yağlama kutusu ve özel Lamello suntacık-ları ile birlikte satılmaya başlandı: Artıksistem düşüncesi doğmuştu.
“Sunduğumuz malları Lamello biçiminesahip tutkallama aletleri, germe tertibatları,menteşe ve bağlantı kaplamaları ile ta-mamlamaya başladık.” Bugün artık işletmedoğramacılara yönelik geniş bir niteliklimakine ve yardımcı malzeme programısunmakta, bunlar arasında komple ahşaptamir setinden tutkallama aletlerine pen-cere tamiri içeren gereken freze aletindenmanyetik esaslı bağlantı sistemi “Invis’e”kadar geniş bir palet bulunmakta. “Tümürünlerimiz birbirine uyumlu olduğu içinkomple çözümlerden çok şey bekliyoruz”diyen Karl Steiner sistem düşüncesini zir-veye taşımakta.
En yararlı buluşlardan birisi
Lamello suntacığı dünya genelinde taklitedildi – Bubendorf’ta dünyanın her tara-fından gelme örnekler mevcut. Avus-tralya’dan gelen ökaliptus ve Kaliment(Borneo) ağacı örneklerini bunların ara-sında sayabiliriz. Lamello patent hakkıolan bir ürün olduğu için Almanya’dakiismi yassı dübel veya İngilizce konuşulan
En güncel model, Top 20 vidalanabilir köşeleri, talaş haznesi ve yüksekliğiayarlanabilen frezesi ile büyük bir konfor sunmakta.
ülkelerde ise bisküvi tanımı tercih edil-mekte.
“En azından resmi olarak sistem ismi birmarka olarak dünyanın her tarafında kabulgördü.” diyor Karl Skeiner. Aynı şekildepatent hakkının ortadan kalkması (20 yıl)ile elektrikli alet üreticileri de bu sektöreayak basmayı denediler, Bu aletlerin birkısmı artık piyasada yok, bu ise “kopyanınorijinale yaradığı” yönündeki deyişin onay-lanması anlamına gelmekte.
Elde edilen bu zor başarının en uç nok-
tası ile Lamello sisteminin New York’tabulunan Modern Sanatlar Müzesine gir-mesi. Burada sunta parçacığı teknik çev-resi ile birlikte “20. yüzyılın en önemliicatlarından birisi” olarak gereken saygıyıgörmekte. Lamello’nun geleceği ile ilgilisoruya Karl Steiner bariz bir gülümsemeile yanıt vermekte: “Biz bu piyasada kalı-yoruz, daha yapacak çok işimiz var!”Buna hazırlık olmak gerekiyor.
Andreas Grünholz
Piyasadaki ürünler
Lamello mucidi Hermann Steiner’n oğlu Karl Steiner pazarlama müdürüSamuel Hänni ile birlikte.
Ü rü n l e r ve h i z m e t l e r
Fisher + Rückle ile kaplama oyukları tutkallama işlemiİsviçreli kaplama işlemleri tekniği sunantedarikçi Fisher + Rückle oyukların tutkal-lama işlemine son derecede güvenmekte.„Omnimaster“'le en küçük konsinyelerdahil en az tutkal miktarları sayesinde enkısa ısınma sürelerinde birleştirilebiliyor.
“Omnimaster” hem tutkallıyor hem dekaplama bantlarını bir işlemde tamamen ka-lafatlı olarak birleştiriyor. Nakil rulolar, iş-lemden geçecek kaplamaları aralıksız tutkalaplikasyonu için tutkallama diskinden geçi-riyor. Ardından değerli çelik zincirler tutkallıkaplamayı ısıtılmış bir bölgeden geçiriyor.Isının etkisiyle ve lateral birleştirmelerin bas-kısıyla birlikte tutkal hemen kuruyabiliyor.
Güçlü, hidrolik direk itici kuvvet sayesinde3 mm’ye kadar (opsiyonal) kaplama kalın-lıkları birleştirilebiliyor. Tutkal kabının te-mizliği sadece bir kaç dakika alıyor.
Fisher + Rückle’de tutkallı birleştirmele-rin avantajları apaçık ortada deniyor. Tut-kallı ek bütün uzunluğu boyunca tamamenkalafatlı bir şekilde kapalıdır, ısıya dayanık-lıdır ve kaplamanın kendisinden daha güç-lüdür. Bununla birlikte cilanın eklerinarasına girmesi engellenmiş oluyor. Artıdiğer tekniklere göre daha az bileme araç-ları gerektiriyor.
Satıcı bilgileri: Fisher + Rückle AG,5200 Brugg (İsviçre)www.fisher-ruckle.ch
Masrafları düşürme - kali-teyi arttırma
“Omnimaster” tamamen kalafatlı kaplama imkanı sağlıyor.Foto: Fisher + Rückle AG

Joh.-Renferstrasse 58 Ziyapasa Bulvari No 42CH-2504 Biel TR-01120 AdanaTel.: +41 32 344 27 00 Tel.: +90 322 453 69 [email protected] [email protected]
Ekim 2008 Teknik tesisler Türkiye nüshası · Holz-Zentralblatt · Sayfa 29

»Superscan« lamine ve mobilya plakaları için
ğutma ayırıcının arasına yerleştirmeninavantajı ise, plakanın dekorlu bölümününaşağıya bakması ve arka tarafın püskürmeişleminin yukarıdan mümkün olmasıdır.
Komple gözetim – yoğun işbirliği
Kronospan Lampertswalde’de artıkhemen hemen her önem taşıyan üretimadımı Grecon şirketi tarafından sunulanölçüm tesisatları ile kontrol edilmekte.Bahsedilen dört adet yüzey hatası tanılamatesisatlarının yanı sıra örneğin şunlar gelir: bir adet patlak erken tespit tesisi(“UPU 3000ct”), üç adet kalınlık ölçüm tesisi (“DMR3000ct”), bir adet ham sıklık profil ölçüm tesisi(“Stenograph”), bir adet siklon kontrol tesisi(“ABC7”), beş adet enfraruj nem ölçüm tesisi(“IR 3000 WBPI”), bir adet yüzey ağırlık ölçüm tesisi(“BWQ 3000”), ve bir adet laboratuvar sıklık ölçüm te-sisi (“DA-X”) kullanılmakta.
Değişik kıvılcım haber merkezleri artısöndürme ve kontrol bölümleri içerenkompleks kıvılcım söndürme tesisi(“BS7”)’de unutmamalıdır.
Tesislerin büyük bölümü 1998’de üretimbaşlangıcında tedarik edilmiş ve bilhassakıvılcım söndürme tekniği alanında za-manla eklemeler yapılmış ve yenilenmiş.Grecon şirketinin söylediklerine göreKrono şirketler grubunda daima iyi eğitimalmış personel bulunur veya düzenleneneğitimlerde öğrenilenler bire bir uygula-maya geçmekteymiş. “Şirketler grubumuzher zaman bütün tesislerimizin harekette
olmasını ve en iyi şekilde değerlendirilme-siyle aktif bir şekilde ilgilenmekte. Bütünbunlar o kadar iyi ayarlanmıştır ki, tesisle-rin pek az durma zorunda kalma durumla-rını iki tarafda esnek bir şekilde vebirbirleriyle yakından görüşerek değerlen-diriyor. Böylece temizlik, bakım, mükem-melleştirme, modernleştirme ve de bazentamiratlar gerçekleştirilebiliyor.” Pazar-lama müdürü Günter Hänsch uzun yıllarınmüşterisini överek şu sözlerle anlatıyor:“Çalışanları sürekli çok bilinçli, istekli veehil olarak algılıyoruz“. Mathias Fischer’ınanlattıklarına göre “Kronospan’da moder-nize veya tadilat işlemleri görüldüğündeherşey kolayca ilerliyor.”
Nikolai Krawczyk
Sayfa 30 · Türkiye nüshası · Holz-Zentralblatt Ahşap malzemeler Ekim 2008
Hızlı hatatanılama
Ahşap sanayi için ölçüm tekniği tesi-satları üreten şirketin geliştirmele-rinin sonucu “Superscan” yüzey
hata tanılama sistemi ortaya çıkmış bulun-makta. Şimdiye dek dünya çapında 20’ninüzerinde böyle tesisatlar kurulmuş. Bunundört adeti Lampertwalde’de bulunan Kro-nospan GmbH’da kurulmuş. İlk kurulantesisatlar 2004 yılında mevcut olan kontinüpreslerin devamına kurulmuş ve ardından2006’nın akabinde iki adet yeni alınan kısatakt preslerle gerçekleşmiş. Ölçüm verileri-nin tamlığı ve güvenirliliği Lamperts-walde’deki sorumluları ilk baştan bu yanaikna etmiş ve bütün üretim serisini “Su-perscan”'le donatma kararı kesin olarakgörülmüş.
Dekoratif hataların büyük bölümü kap-lama sürecinde oluşuyor. Böylece yaymahataları, hava kabarcıkları, kirlilikler venihai olarak ham plakanın kalitesi ve yal-nızca kağıdın veya bunların hepsinin kom-binesi, dekoratif kağıdın istenilen görüntüve pozisyonda taşıyıcı plakanın üzerindekullanılamamasından sorumlu olabilir.“Ne şanstır ki, bütün bu hatalar hemenpres işleminden sonra ve böylelikle bayağıerken bir arıtım döneminde fark edilebilirdurumda. Bunun için sunabilecek bir çözü-mümüz var” diyor Mathias Fischer. Fisc-her, ağırlıklı olarak “Superscan” üzerinde
duran bölge satış müdürü olarak çalışıyor.“Hatalı panoların güvenilir bir şekilde dı-
şarıya atılabilme imkanının yanı sıra ar-dınca gelen üretim süreçlerinden sonuççıkarma imkanı sağlanır ve mükemmelleş-tirilebilir. Elde edilen veri bilgilerinin uzunvadeli kayıdı uzun vadeli yatırımları dahaiyi değerlendirme imkanı sağlar ve nihaye-tinde güvenilir bir şekilde kontrol imkanıoluşur.” Fischer açıklamalarında kullanıcı-nın avantajlarını şöyle dile getiriyor:“Depove depo sonrası işlem adımları gereksiz ma-teryallerle yüklenmez ve talep edilen siparişboyutu daha itinalı planlanılabilir.”
Basit öğretim süreci - “Reflex-Modul” gözemekleri inceliyor
Hata tanılama sistemi alışıldığı üzereköşe kenar çizerinin ardından ve soğutmaayırıcından önce kurulur. Bu teknik gercidenetleme öncesi titiz temizlik gerektir-mekte, ama avantajı, plakaların öncedenhafif soğuması ve bundan dolayı taşıyıcısistemin daha kolay organize edilebilmesi.
Yani bu demektir ki tesisat kendi kendineöğrenme kabiliyetine sahip. Yeni dekor öğ-retme sürecinde kolayca iki birbirini izleyenplakalar birbirleriyle karşılaştırılır. Öngö-rülen toleransların altında kalan sapmalarnumune olarak kullanılmakta. Bunun ar-
dından gelen plakalar - tam üretim hızında- yeni öğretilen dekorla karşılaştırılır. Buöğretim süreci çok basittir ve yalnızca birkaç dakikanızı alır. Bilinen dekorlarda ön-ceden kaydedilen resim bilgileri her yenikomisyonlarda sadece bir bilgi bankasın-dan alınır ve bunların ardından sistem iş-letmeye hazır olur.
Tropografik hataları keşfedebilmek içinopsiyonal arttırma olarak “Reflex-Modul”geliştirilmiş. Bu modül ile çıkıntıların vederinliklerin üzerine yandan düşen ışıklagölge veya aydın bir bölge oluşturulur. Buyüksek çözünürlülük işlemi sayesinde, yan-lış laminasyon sonucu meydana gelen yum-rulukları ve delikleri görme imkanının yanısıra sıkıştırılmış gözemeklerin görüntüsüveya gözemeklerin senkronizasyonu vebunların altında duran dekorların kontrolüde sağlanabilir. Gözemeklerin görüntüsü iledekor tesisatın üzerine öğreterek geçirilir veardından kontrol edilmesi gereken plaka-larda uygulanır.
Sonraki kesim görüntüsü gereğince kap-lamalı plakanın alt kısmına hatalı bölgelerişaretlenir. İşaretleme işleminin veriminigarantileyebilmek için, ardından hareketegeçen detektörler, sprey kutularının fonksi-yonunu kontrol etmekte. Büyük plakanınbölme işleminden sonra işaretlenen teklipanolar otomatikmen tanınır ve dışarıyaatılır. İşaretleme bölümü “Superscan” tesi-satının en az 2 metrelik mesafenin hemenarkasına kurulabilir. Birinci ve ikinci so-
Tanımlanan yüzey hataları
Yeni preslenmiş tam formatlar pres çıkışında
“Superscan” kullanıcısının ekranına bakış
Üretim verilerinin değerlendirmeişlemi
Uzmanlar uzun süredir, lamine ve mobilya plakaları üretiminde otoma-tik kalite kontrolünün günümüzde kaçınılmaz olduğu hususunda hem-fikirdirler. Bu hem hala artmakta olan üretim hızlarından, hem deartmış olan kalite talebinden dolayı önemlidir. Bunun gelişmiş teknolojisayesinde gerçekleşebileceğinden dolayı Alfeld şehrinde yerleşik olanGrecon firması vaktinde işe koyulmuş.
“Superscan” işaretleme bölümü

Innova ve chemicals for func on and design.
Follmann & Co. is an interna onal opera ng company in the chemicals industry.
Our core competence lies in speciality chemicals for decora ve and func onal surfaces and assemblies.
Our main areas of exper se are prin ng inks for the surface finishing of papers, plas sols for wallpapers and technical tex les, adhesives for the mber and paper industries and the microencap-sula on of fragrances.
Innova ve ideas and the development of customised product and system solu ons, a remarkable service and, not least, a modern management are the building blocks of our companies success.
270 dedicated employees realised a turnover of more than 90 Mio. Euro in 20077.
Marke ng + Sales Karlstraße 59 • 32423 Minden • Germany
Phone +49 571 9339-236 • Fax +49 571 9339-8236www.follmann.de • [email protected]
Our industrial adhesives sector is supplying the wood and furniture industry as well as paper and packaging in Europe.
We are now searching for this dynamically growing sector a:
Contract dealer - industrial adhesives in Turkey
We expect from our strong partner in Turkey:
• to have access and contacts to adhesive customers in the wood / furniture as well as paper / packaging industry• an exis ng, mo vated sales team • to be able to communicate with us in German and / or English • to offer suitable storage capaci es and distribu on possibili es
If you want to par cipate in our success and do not fear ambi ous aims, we kindly ask you to contact us via e-mail together with a short company profile and informa on on your ac vi es.
We look forward to hearing from you!
7
www.holz-zentralblatt.com
Ekim 2008 Teknik tesisler Türkiye nüshası · Holz-Zentralblatt · Sayfa 31