Embed Size (px)
Citation preview
1. 研削といし
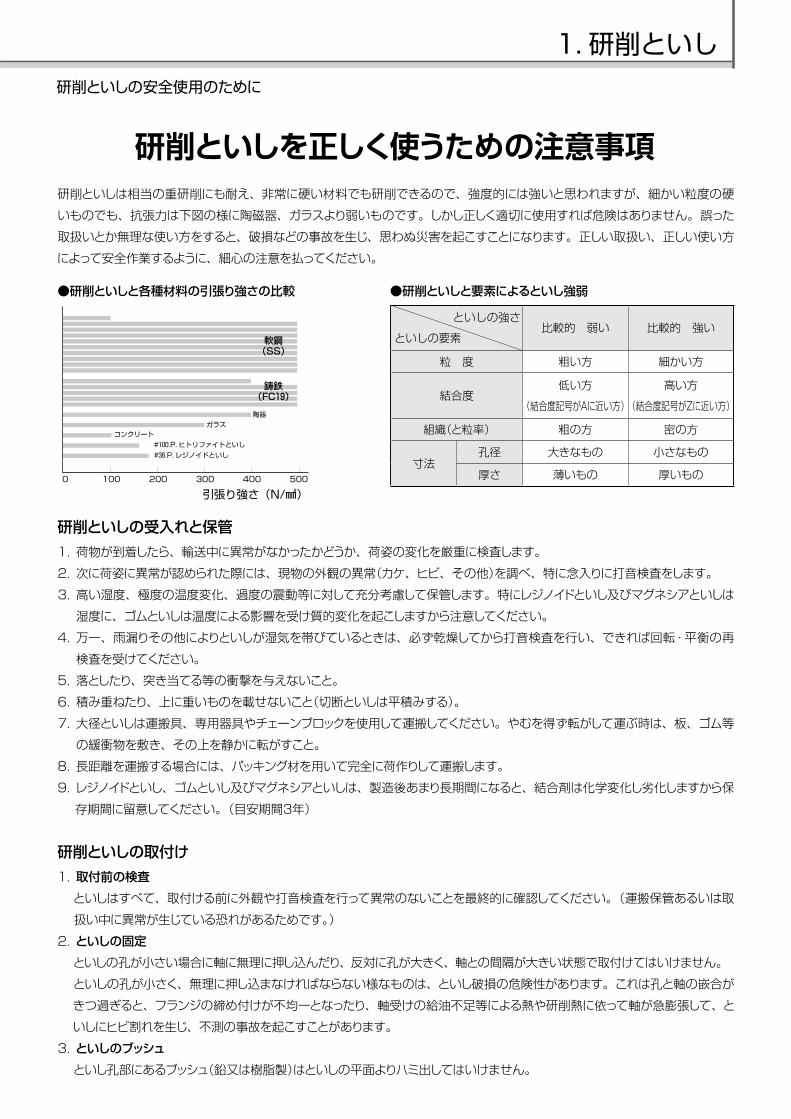
研削といしを正しく使うための注意事項研削といしは相当の重研削にも耐え、非常に硬い材料でも研削できるので、強度的には強いと思われますが、細かい粒度の硬
いものでも、抗張力は下図の様に陶磁器、ガラスより弱いものです。しかし正しく適切に使用すれば危険はありません。誤った
取扱いとか無理な使い方をすると、破損などの事故を生じ、思わぬ災害を起こすことになります。正しい取扱い、正しい使い方
によって安全作業するように、細心の注意を払ってください。
●研削といしと各種材料の引張り強さの比較 ●研削といしと要素によるといし強弱
といしの強さ
といしの要素比較的 弱い 比較的 強い
粒 度 粗い方 細かい方
結合度低い方
(結合度記号がAに近い方)
高い方
(結合度記号がZに近い方)
組織(と粒率) 粗の方 密の方
寸法孔径 大きなもの 小さなもの
厚さ 薄いもの 厚いもの
研削といしの受入れと保管1.荷物が到着したら、輸送中に異常がなかったかどうか、荷姿の変化を厳重に検査します。
2.次に荷姿に異常が認められた際には、現物の外観の異常(カケ、ヒビ、その他)を調べ、特に念入りに打音検査をします。
3. 高い湿度、極度の温度変化、過度の震動等に対して充分考慮して保管します。特にレジノイドといし及びマグネシアといしは
湿度に、ゴムといしは温度による影響を受け質的変化を起こしますから注意してください。
4. 万一、雨漏りその他によりといしが湿気を帯びているときは、必ず乾燥してから打音検査を行い、できれば回転・平衡の再
検査を受けてください。
5.落としたり、突き当てる等の衝撃を与えないこと。
6.積み重ねたり、上に重いものを載せないこと(切断といしは平積みする)。
7. 大径といしは運搬具、専用器具やチェーンブロックを使用して運搬してください。やむを得ず転がして運ぶ時は、板、ゴム等
の緩衝物を敷き、その上を静かに転がすこと。
8.長距離を運搬する場合には、パッキング材を用いて完全に荷作りして運搬します。
9. レジノイドといし、ゴムといし及びマグネシアといしは、製造後あまり長期間になると、結合剤は化学変化し劣化しますから保
存期間に留意してください。(目安期間3年)
研削といしの取付け1.取付前の検査 といしはすべて、取付ける前に外観や打音検査を行って異常のないことを最終的に確認してください。(運搬保管あるいは取
扱い中に異常が生じている恐れがあるためです。)
2.といしの固定 といしの孔が小さい場合に軸に無理に押し込んだり、反対に孔が大きく、軸との間隔が大きい状態で取付けてはいけません。
といしの孔が小さく、無理に押し込まなければならない様なものは、といし破損の危険性があります。これは孔と軸の嵌合が
きつ過ぎると、フランジの締め付けが不均一となったり、軸受けの給油不足等による熱や研削熱に依って軸が急膨張して、と
いしにヒビ割れを生じ、不測の事故を起こすことがあります。
3.といしのブッシュ といし孔部にあるブッシュ(鉛又は樹脂製)はといしの平面よりハミ出してはいけません。
研削といしの安全使用のために
引張り強さ(N/㎟)0 100 200 300 400 500
#100.P. ヒトリファイトといし
ガラス陶器
コンクリート
#36.P. レジノイドといし
鋳鉄(FC19)
軟鋼(SS)
1. 研削といし研削といしの安全使用のために
4.といしのフランジ フランジは必ず規定の形状寸法のものを用いなければいけません。
5.フランジの締め付け ナットを締め付ける時はといしを固定させるだけにとどめること、決して無理に締め付けてはいけません。締め付けのカ(トルク)
は寸法・粒・硬度により異なりますが、通常5〜20Nmが適当で片締めにならないこと。
6.ネジ といし軸のねじは、といしの厚さ、フランジ厚さ、ナットの高さに対して充分な締め付け部分があるかどうかを確かめて下さい。
ねじの方向はといし回転方向に対して、締まり勝手であること。
(電動機、スイッチ等の配線回路を修理した場合にはとくに注意)
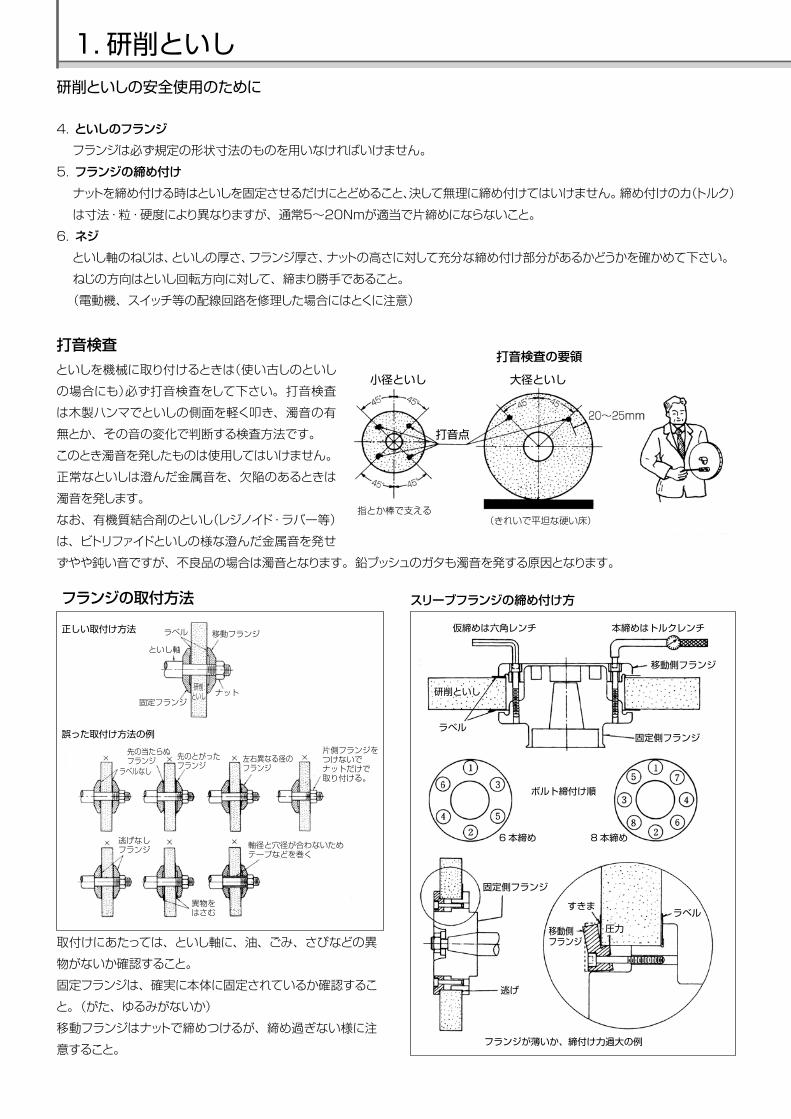
打音検査といしを機械に取り付けるときは(使い古しのといし
の場合にも)必ず打音検査をして下さい。打音検査
は木製ハンマでといしの側面を軽く叩き、濁音の有
無とか、その音の変化で判断する検査方法です。
このとき濁音を発したものは使用してはいけません。
正常なといしは澄んだ金属音を、欠陥のあるときは
濁音を発します。
なお、有機質結合剤のといし(レジノイド・ラバー等)
は、ビトリファイドといしの様な澄んだ金属音を発せ
ずやや鈍い音ですが、不良品の場合は濁音となります。鉛ブッシュのガタも濁音を発する原因となります。
取付けにあたっては、といし軸に、油、ごみ、さびなどの異
物がないか確認すること。
固定フランジは、確実に本体に固定されているか確認するこ
と。(がた、ゆるみがないか)
移動フランジはナットで締めつけるが、締め過ぎない様に注
意すること。
ボルト締付け順
フランジが薄いか、締付け力過大の例
6本締め 8本締め
仮締めは六角レンチ
研削といし
ラベル
本締めはトルクレンチ
移動側フランジ
固定側フランジ
固定側フランジ
逃げ
すきま
圧力ラベル
移動側フランジ
正しい取付け方法
誤った取付け方法の例
移動フランジラベル
といし軸
固定フランジ
研削といし ナット
左右異なる径のフランジ
片側フランジをつけないでナットだけで取り付ける。
逃げなしフランジ
異物をはさむ
軸径と穴径が合わないためテープなどを巻く
ラベルなし
先の当たらぬフランジ 先のとがった
フランジ
小径といし 大径といし
打音点
指とか棒で支える(きれいで平坦な硬い床)
45°45°
45° 45°20~25mm
打音検査の要領
スリーブフランジの締め付け方フランジの取付方法
1. 研削といし研削といしの安全使用のために
といしのバランスの取り方1.といしのアンバランス(不平衡) といしは高速で回転して研削加エを行うからといしにアンバランスがあると振動を生じ、研削面にビビリやウネリが発生し、更
に加工精度が低下することにもなり、又研削盤にも悪影響を与えます。
原因…… Ⅰ といし製造エ程におけると粒と結合剤の混合ムラ等による組織の不均一。 Ⅱ 成形仕上げのときの形状不良。 Ⅲ といし穴と取付軸のすきまの過大やといし取付穴の傾き等。
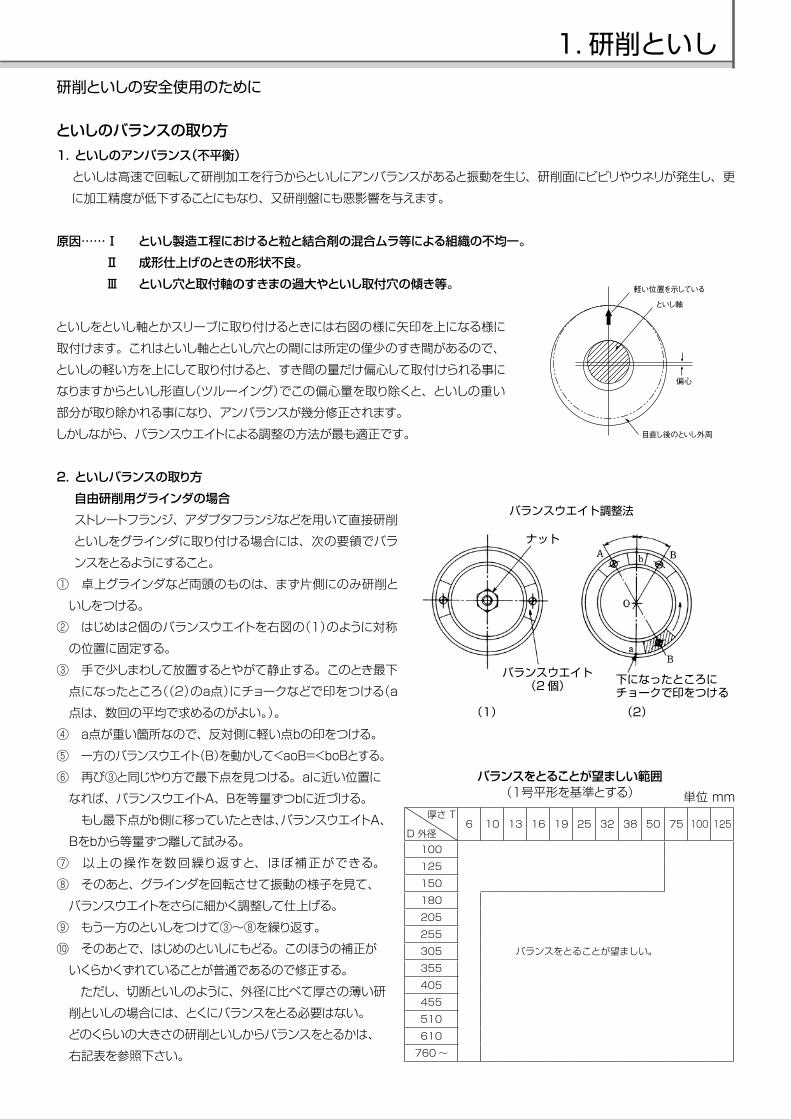
といしをといし軸とかスリーブに取り付けるときには右図の様に矢印を上になる様に
取付けます。これはといし軸とといし穴との間には所定の僅少のすき間があるので、
といしの軽い方を上にして取り付けると、すき間の量だけ偏心して取付けられる事に
なりますからといし形直し(ツルーイング)でこの偏心量を取り除くと、といしの重い
部分が取り除かれる事になり、アンバランスが幾分修正されます。
しかしながら、バランスウエイトによる調整の方法が最も適正です。
2. といしバランスの取り方 自由研削用グラインダの場合ストレートフランジ、アダプタフランジなどを用いて直接研削
といしをグラインダに取り付ける場合には、次の要領でバラ
ンスをとるようにすること。
① 卓上グラインダなど両頭のものは、まず片側にのみ研削と
いしをつける。
② はじめは2個のバランスウエイトを右図の(1)のように対称
の位置に固定する。
③ 手で少しまわして放置するとやがて静止する。このとき最下
点になったところ((2)のa点)にチョークなどで印をつける(a
点は、数回の平均で求めるのがよい。)。
④ a点が重い箇所なので、反対側に軽い点bの印をつける。
⑤ 一方のバランスウエイト(B)を動かして<aoB=<boBとする。
⑥ 再び③と同じやり方で最下点を見つける。aに近い位置に
なれば、バランスウエイトA、Bを等量ずつbに近づける。
もし最下点がb側に移っていたときは、バランスウエイトA、
Bをbから等量ずつ離して試みる。
⑦ 以上の操作を数回繰り返すと、ほぼ補正ができる。
⑧ そのあと、グラインダを回転させて振動の様子を見て、
バランスウエイトをさらに細かく調整して仕上げる。
⑨ もう一方のといしをつけて③〜⑧を繰り返す。
⑩ そのあとで、はじめのといしにもどる。このほうの補正が
いくらかくずれていることが普通であるので修正する。
ただし、切断といしのように、外径に比べて厚さの薄い研
削といしの場合には、とくにバランスをとる必要はない。
どのくらいの大きさの研削といしからバランスをとるかは、
右記表を参照下さい。
軽い位置を示している
といし軸
偏心
目直し後のといし外周
ナット
バランスウエイト(2個)
バランスウエイト調整法
下になったところにチョークで印をつける
(1) (2)
バランスをとることが望ましい範囲(1号平形を基準とする) 単位 mm
厚さ T
D 外径6 10 13 16 19 25 32 38 50 75 100 125
100
125
150
180
205
255
305 バランスをとることが望ましい。
355
405
455
510
610
760 〜
1. 研削といし研削といしの安全使用のために
研削といし使用上の注意1. 側面使用の禁止 側面を使用する事を目的とする下記の種類のものを除いては側面の使用は禁止されています。といしの側面は円周面に比較
して衝撃に弱いのでこの面を使用する事は危険なので禁止されています。
側面を使用できるといし:2号リング形 6号ストレートカップ形 11号テーパー・力ップ形 12号皿形 20〜26号逃付き形 27・28号オフセット形 セグメント
※ 1号平形といしの中で周面や側面にテーパーや丸みをつけて使用面とするもの(工具研削やのこ目立)は可、但し自由研削の作
業には不可。
2.オーバー・スピードの禁止 全てのといしは、といしに表示してある最高使用周速度(といしへの表示義務)を超えて使用してはなりません。
3.使用前の試運転業務 といしを取り替えた場合(使い古しのといしでも) …3分間以上・但しといし特別教育を受けた者が行う。
その日の作業を開始する前に ………………………1分間以上の試運転が必要です。
4.回転数による周速度の確認 といしが磨耗して周速度が低下した場合に回転数(min-1)を増加させる装置の付いた砥削盤では、といしの最高使用周速度を
オーバーしないよう特に注意しなければなりません。
5.温度の急変は危険です。 特にビトリファイド法といしは結合剤がガラス質ですから、乾式使用で、熱くなっているといしに工作物をすぐに当てないこと。
寒い冬の朝などにいきなり焼入後の熱い工作物を当てないこと。熱いといしを早く冷やそうと急に冷却水をかけないこと。
6.使用中ブレの出たときは機械をとめツルーイングして下さい。
7.といしの選択を誤り目詰まりした(ローディング)といしに強く工作物を当てないで下さい。
8. 作業終了時には研削液をまず止めて、といし内部の研削液を充分に振り切るまで空転してからといし駆動モーターを切って
下さい。
研削液がといし内部に残ると次の作業の際といしがアンバランスになっているため、振動やブレがでて危険です。
9.研削盤の軸受けに注意し、過熱した場合には直ちにスイッチを切り、給油、点検等万全の処置を講ずること。
10. 使用上、除塵装置の完備が望ましい。又乾式研削には防塵メガネの使用を守って下さい。
研削盤研削盤の剛性は十分高い構造である事が必要ですので次の点に注意する必要があります。
1. 固定側フランジは固定されていること。
2.といし軸の締め付けねじはしまり勝手になること。
3.平形といし用セーフティフランジでといしを取り付ける場合にはゴム製のラべルを使用しなければなりません。
4.規格に適合したといしのカバーを揃えていること。
5.ポータブル電気グラインダー、卓上又は床上用グラインダーは
Ⅰ 電気回路部分のねじはしまり勝手になること。
Ⅱ 充電部分と非充電金属部分との間の絶縁部分は絶縁基準に適合のこと。
Ⅲ アースできる構造のものであること。
6.ワークレスト:卓上又は床上用グラインダーはといしの周面との間隔を3mm以下に調整できること。
7.調速機:ポータブル・エアグラインダーは65mm未満のといしのものを除き必要。
← 使用面
使用面←使用面
1. 研削といし研削といしの安全使用のために
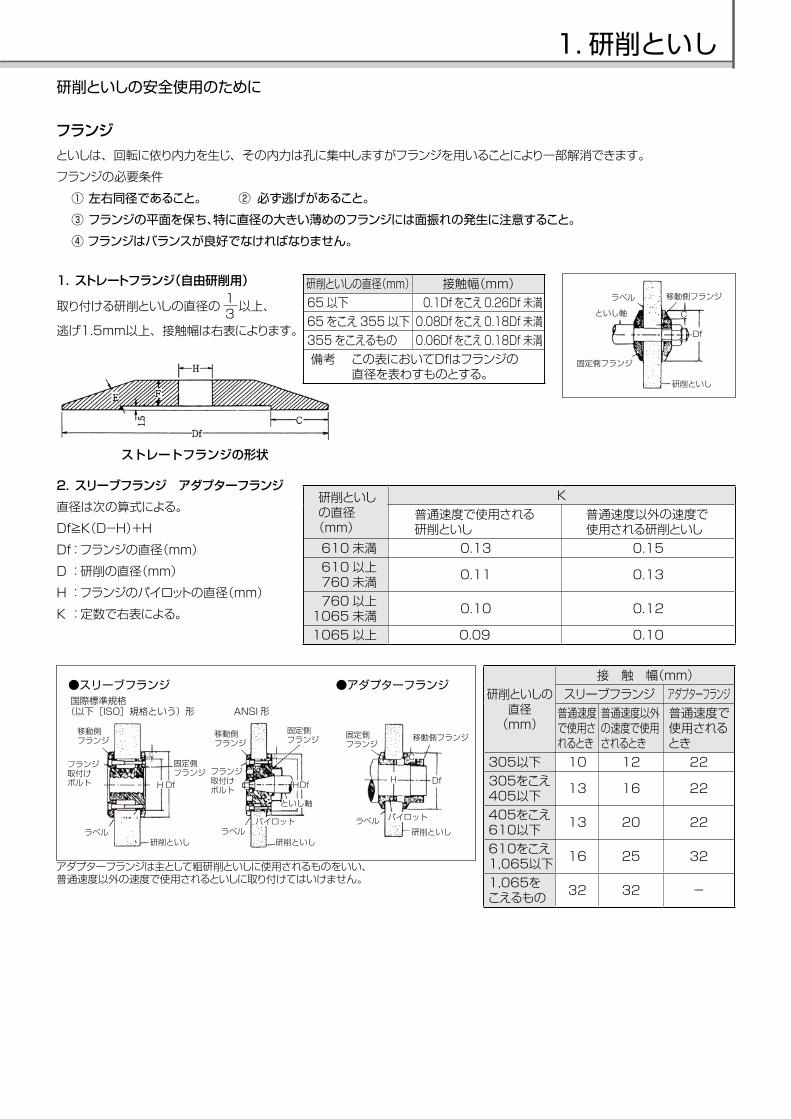
フランジといしは、回転に依り内力を生じ、その内力は孔に集中しますがフランジを用いることにより一部解消できます。
フランジの必要条件
① 左右同径であること。 ② 必ず逃げがあること。 ③ フランジの平面を保ち、特に直径の大きい薄めのフランジには面振れの発生に注意すること。 ④ フランジはバランスが良好でなければなりません。
1.ストレートフランジ(自由研削用)
取り付ける研削といしの直径の 1 3 以上、
逃げ1.5mm以上、接触幅は右表によります。
2.スリーブフランジ アダプターフランジ直径は次の算式による。
Df≧K(D-H)+H
Df:フランジの直径(mm)
D :研削の直径(mm)
H :フランジのパイロットの直径(mm)
K :定数で右表による。
アダプターフランジは主として粗研削といしに使用されるものをいい、普通速度以外の速度で使用されるといしに取り付けてはいけません。
研削といしの直径
(mm)
K普通速度で使用される研削といし
普通速度以外の速度で使用される研削といし
610 未満 0.13 0.15610 以上760 未満 0.11 0.13
760 以上1065 未満 0.10 0.12
1065 以上 0.09 0.10
ラベル
といし軸
固定側フランジ
移動側フランジ
研削といし
C
Df
研削といしの直径
(mm)
接 触 幅(mm)スリーブフランジ アダプターフランジ
普通速度で使用されるとき
普通速度以外の速度で使用されるとき
普通速度で使用されるとき
305以下 10 12 22305をこえ405以下 13 16 22
405をこえ610以下 13 20 22
610をこえ1,065以下 16 25 32
1,065をこえるもの 32 32 -
●スリーブフランジ ●アダプターフランジ国際標準規格(以下[ISO]規格という)形
移動側フランジ
移動側フランジ
移動側フランジ
フランジ取付けボルト
フランジ取付けボルト
ラベルパイロット パイロット
といし軸
ラベルラベル
固定側フランジ
固定側フランジ 固定側
フランジ
研削といし 研削といし研削といし
C C C
H HHDf Df Df
ANSI 形
研削といしの直径(mm) 接触幅(mm)65 以下 0.1Df をこえ 0.26Df 未満65 をこえ 355 以下 0.08Df をこえ 0.18Df 未満355 をこえるもの 0.06Df をこえ 0.18Df 未満備考 この表においてDfはフランジの 直径を表わすものとする。
ストレートフランジの形状
1. 研削といし研削といしの安全使用のために
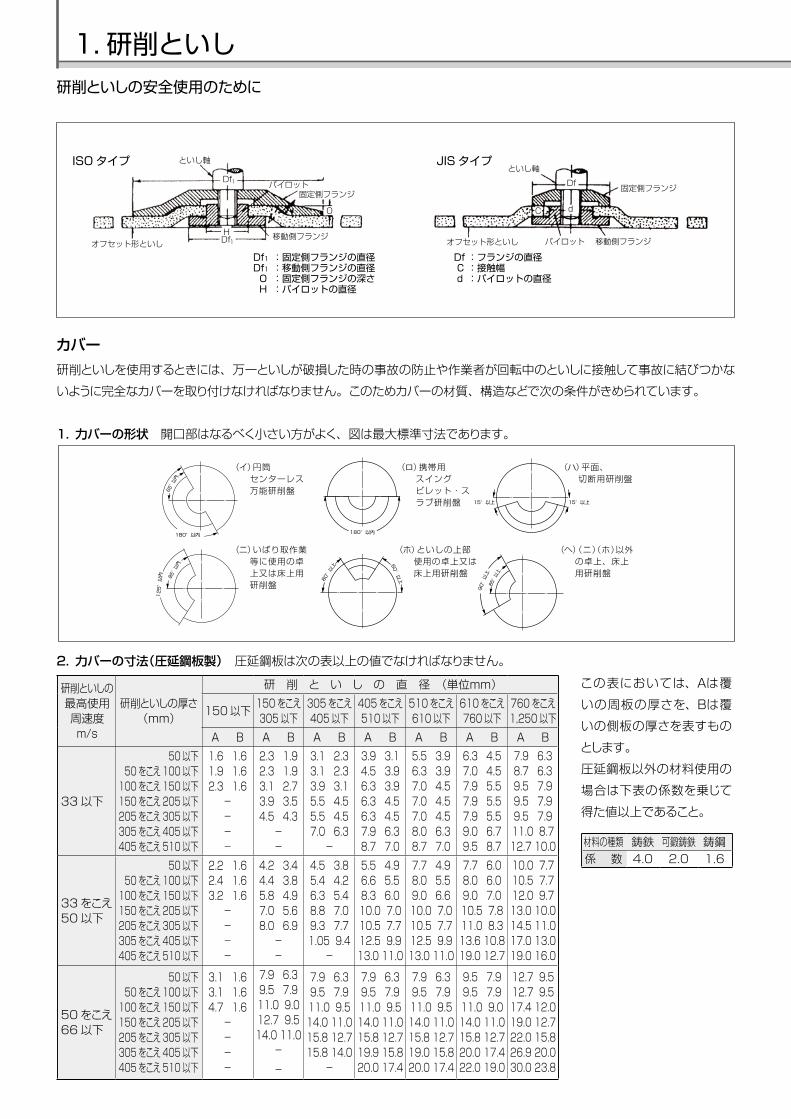
ISO タイプ JIS タイプ
オフセット形といし
といし軸といし軸
固定側フランジ
移動側フランジパイロットオフセット形といし
Df1
O C
Df
d
Df1H
パイロット固定側フランジ
移動側フランジ
Df1 :固定側フランジの直径Df1 :移動側フランジの直径 O :固定側フランジの深さ H :パイロットの直径
Df :フランジの直径 C :接触幅 d :パイロットの直径
カバー研削といしを使用するときには、万一といしが破損した時の事故の防止や作業者が回転中のといしに接触して事故に結びつかな
いように完全なカバーを取り付けなければなりません。このためカバーの材質、構造などで次の条件がきめられています。
1.力バーの形状 開口部はなるべく小さい方がよく、図は最大標準寸法であります。
2.力バーの寸法(圧延鋼板製) 圧延鋼板は次の表以上の値でなければなりません。
研削といしの最高使用周速度m/s
研削といしの厚さ(mm)
研 削 と い し の 直 径 (単位mm) この表においては、Aは覆
いの周板の厚さを、Bは覆
いの側板の厚さを表すもの
とします。
圧延鋼板以外の材料使用の
場合は下表の係数を乗じて
得た値以上であること。
材料の種類 鋳鉄 可鍛鋳鉄 鋳鋼係 数 4.0 2.0 1.6
150 以下 150 をこえ305 以下
305 をこえ405 以下
405 をこえ510 以下
510 をこえ610 以下
610 をこえ760 以下
760 をこえ1,250 以下
A B A B A B A B A B A B A B
33 以下
50 以下50 をこえ 100 以下
100 をこえ 150 以下150 をこえ 205 以下205 をこえ 305 以下305 をこえ 405 以下405 をこえ 510 以下
1.6 1.61.9 1.62.3 1.6
----
2.3 1.92.3 1.93.1 2.73.9 3.54.5 4.3
--
3.1 2.33.1 2.33.9 3.15.5 4.55.5 4.57.0 6.3
-
3.9 3.14.5 3.96.3 3.96.3 4.56.3 4.57.9 6.38.7 7.0
5.5 3.96.3 3.97.0 4.57.0 4.57.0 4.58.0 6.38.7 7.0
6.3 4.57.0 4.57.9 5.57.9 5.57.9 5.59.0 6.79.5 8.7
7.9 6.38.7 6.39.5 7.99.5 7.99.5 7.911.0 8.712.7 10.0
33 をこえ50 以下
50 以下50 をこえ 100 以下
100 をこえ 150 以下150 をこえ 205 以下205 をこえ 305 以下305 をこえ 405 以下405 をこえ 510 以下
2.2 1.62.4 1.63.2 1.6
----
4.2 3.44.4 3.85.8 4.97.0 5.68.0 6.9
--
4.5 3.85.4 4.26.3 5.48.8 7.09.3 7.71.05 9.4
-
5.5 4.96.6 5.58.3 6.010.0 7.010.5 7.712.5 9.913.0 11.0
7.7 4.98.0 5.59.0 6.610.0 7.010.5 7.712.5 9.913.0 11.0
7.7 6.08.0 6.09.0 7.010.5 7.811.0 8.313.6 10.819.0 12.7
10.0 7.710.5 7.712.0 9.713.0 10.014.5 11.017.0 13.019.0 16.0
50 をこえ66 以下
50 以下50 をこえ 100 以下
100 をこえ 150 以下150 をこえ 205 以下205 をこえ 305 以下305 をこえ 405 以下405 をこえ 510 以下
3.1 1.63.1 1.64.7 1.6
----
7.9 6.39.5 7.911.0 9.012.7 9.514.0 11.0
-
-
7.9 6.39.5 7.911.0 9.514.0 11.015.8 12.715.8 14.0
-
7.9 6.39.5 7.911.0 9.514.0 11.015.8 12.719.9 15.820.0 17.4
7.9 6.39.5 7.911.0 9.514.0 11.015.8 12.719.0 15.820.0 17.4
9.5 7.99.5 7.911.0 9.014.0 11.015.8 12.720.0 17.422.0 19.0
12.7 9.512.7 9.517.4 12.019.0 12.722.0 15.826.9 20.030.0 23.8
65°以内
85°以内
180°以内 180°以内
80°以上
15°以上 15°以上
125°以内
60°以上
90°以上
85°以上
(イ)円筒 センターレス 万能研削盤
(ニ)いばり取作業 等に使用の卓 上又は床上用 研削盤
(ホ)といしの上部 使用の卓上又は 床上用研削盤
(ヘ)(ニ)(ホ)以外 の卓上、床上 用研削盤
(ロ)携帯用 スイング ビレット・ス ラブ研削盤
(ハ)平面、 切断用研削盤
1. 研削といし
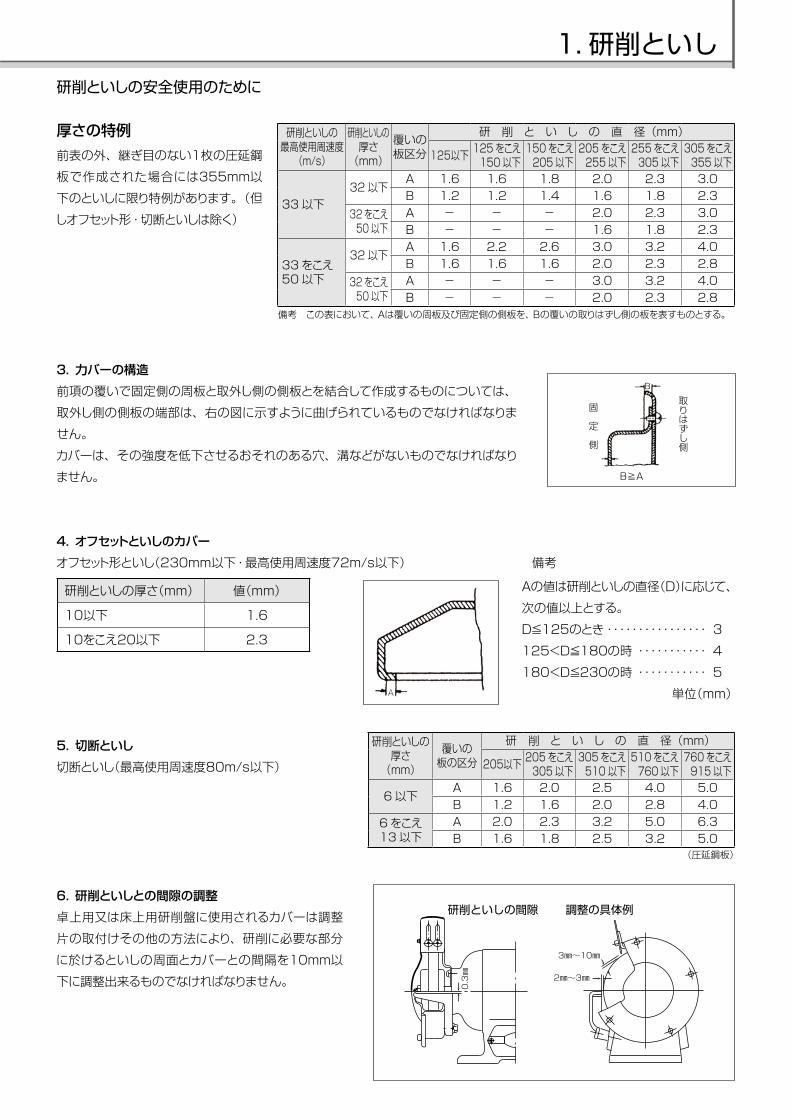
厚さの特例前表の外、継ぎ目のない1枚の圧延鋼
板で作成された場合には355mm以
下のといしに限り特例があります。(但
しオフセット形・切断といしは除く)
3.力バーの構造前項の覆いで固定側の周板と取外し側の側板とを結合して作成するものについては、
取外し側の側板の端部は、右の図に示すように曲げられているものでなければなりま
せん。
カバーは、その強度を低下させるおそれのある穴、溝などがないものでなければなり
ません。
4.オフセットといしのカバーオフセット形といし(230mm以下・最高使用周速度72m/s以下) 備考
研削といしの厚さ(mm) 値(mm) Aの値は研削といしの直径(D)に応じて、
次の値以上とする。
D≦125のとき ・・・・・・・・・・・・・・・・ 3
125<D≦180の時 ・・・・・・・・・・・ 4
180<D≦230の時 ・・・・・・・・・・・ 5
単位(mm)
10以下 1.6
10をこえ20以下 2.3
5.切断といし切断といし(最高使用周速度80m/s以下)
6.研削といしとの間隙の調整卓上用又は床上用研削盤に使用されるカバーは調整
片の取付けその他の方法により、研削に必要な部分
に於けるといしの周面とカバーとの間隔を10mm以
下に調整出来るものでなければなりません。
研削といしの安全使用のために
0.3㎜
3㎜~10㎜
2㎜~3㎜
研削といしの間隙 調整の具体例
取りはずし側
B
固
定
側
B≧A
研削といしの最高使用周速度
(m/s)
研削といしの厚さ
(mm)
覆いの板区分
研 削 と い し の 直 径(mm)
125以下 125 をこえ150 以下
150 をこえ205 以下
205 をこえ255 以下
255 をこえ305 以下
305 をこえ355 以下
33 以下32 以下
A 1.6 1.6 1.8 2.0 2.3 3.0B 1.2 1.2 1.4 1.6 1.8 2.3
32 をこえ 50 以下
A - - - 2.0 2.3 3.0B - - - 1.6 1.8 2.3
33 をこえ50 以下
32 以下A 1.6 2.2 2.6 3.0 3.2 4.0B 1.6 1.6 1.6 2.0 2.3 2.8
32 をこえ 50 以下
A - - - 3.0 3.2 4.0B - - - 2.0 2.3 2.8
備考 この表において、 Aは覆いの周板及び固定側の側板を、 Bの覆いの取りはずし側の板を表すものとする。
研削といしの厚さ
(mm)
覆いの板の区分
研 削 と い し の 直 径(mm)
205以下 205 をこえ305 以下
305 をこえ510 以下
510 をこえ760 以下
760 をこえ915 以下
6 以下A 1.6 2.0 2.5 4.0 5.0B 1.2 1.6 2.0 2.8 4.0
6 をこえ13 以下
A 2.0 2.3 3.2 5.0 6.3B 1.6 1.8 2.5 3.2 5.0
(圧延鋼板)
1. 研削といし研削といしの安全使用のために
研削作業の安全心得
実 行 禁 止
1 .常にといしの取扱いと貯蔵に十分注意。 2 .輸送中の破損はないか、取付け前に全数外観検査。 3 .機械の回転に対する最高使用周速度の比較確認。 4 . 取付用フランジの確認(両方が等しく正しい直径で孔から外周ま
での 1/3 はかかっており、かつ「ヌスミ」のあるものを。5 . レスト(エ作物受)の正しい調整(といしの中心又は上方にあって
常にといしとの隙間は 3mm 以内。)6 .常時といしの半分を被覆する安全力バー。7 . 新たに取付けたといしは使用前安全カバーを取付け最少3分間試
運転。8 .乾式研削では防塵メガネの着用。
1 .保管中、運搬中等に取扱い上過ちのあったといしの使用。2 . 機械に無理な取付け又は孔の修正(取り付ける場合は、合う
ものを持ってくる。)3 .といしに記載された最高使用周速度の超過。4 . 接触面が清浄でなく「ヌスミ」のない取付用フランジの使用。5 . 取付用ナットの締付過度。6 . 側面使用に向かないといしの側面使用。 7 .安全力バーを取付けていない機械の使用。8 . といしと作業台との間隔が大きすぎる。9 . 研削盤始動直後のといし正面に作業者の佇立。10.そのといしに適合しない材質のエ作物の研削。
関連法規法令(抜すい)◦労働安全衛生法施行令(抜すい) (労働大臣が定める規格又は安全装置を具備すべき機械等)①第13条 法第42条の政令で定める機械等は、次に掲げる機械等(本邦の地域内で使用されないことが明らかな場合を除く)とする。 1〜8 (略) 9研削盤、研削といし及び研削といしの覆い 10〜35 (略)◦労働安全衛生規則(抜すい)⑧第117条 事業者は回転中の研削といしが労働者に危険を及ぼすおそれのあるときは、覆いを設けなければならない。ただし、
直径が50ミリメートル未満の研削といしについては、この限りではない。(研削といしの試運転)⑨第118条 事業者は、研削といしについては、その日の作業を開始する前には1分間以上、研削といしを取り替えたときには
3分間以上運転をしなければならない。(研削といしの最高使用周速度をこえる使用の禁止)⑩第119条 事業者は、研削といしについては、その最高使用周速度をこえて使用してはならない。
(研削といしの側面使用の禁止)⑪第120条 事業者は、側面を使用することを目的とする研削といし以外の研削といしの側面を使用してはならない。◦安全衛生特別教育規定(抜すい) (研削といしの取替え等の業務に係わる特別教育)①第 1 条 労働安全衛生規則(以下「安衛則」という)第36条
第1号に掲げる業務のうち機械研削用といしの取替え又は取替え時の試運転の業務に係わる労働安全衛生法(昭和47年法律第57号。以下「法」という)第59条第3項の特別の教育(以下「特別教」という)は、学科教育及び実技教育により行うものとする。
❷ 前項の学科教育は、次の表の上欄に掲げる科目に応じ、それぞれ、同表の中欄に掲げる範囲について同表の下欄に掲げる時間以上行うものとする。
❸ 第1項の実技教育は、機械研削用といしの取付け方法及び試運転の方法について、3時間以上行うものとする。②第 2 条 安衛則第36条第1号に掲げる業務のうち自由研削用といしの取替え又は取替え時の試運転の業務に係わる特別教
育は、学科教育及び実技教育により行うものとする。 ❷ 前項の学科教育は、次の表の上欄に掲げる科
目に応じ、それぞれ、同表の中欄に掲げる範囲について同表の下欄にかかる時間以上行うものとする。
❸ 第1項の実技教育は、自由研削用といしの取付け方法及び試運転の方法について、2時間以上行うものとする。 以下(略)
科 目 範 囲 時間
機械研削用研削盤、機械研削用といし、取付け具等に関する知識
機械研削用研削盤の種類及び構造並びにその取扱い方法、機械研削用といしの種類、構成、表示及び安全度並びにその取扱い方法 取付け具覆い 保護具 研削液
4時間
機械研削用といしの 取 付 け 方 法 及 び試運転の方法に関する知識
機械研削用研削盤と機械研削用といしとの適合確認機械研削用といしの外観検査及び打音検査 取付け具の締付け方法及び締付け力バランスの取り方試運転の方法
2時間
関係法令 法、労働安全衛生法施行令(昭和47年政令第318号。以下「令」という)及び安衛則中の関係条項 1時間
科 目 範 囲 時間
自由 研 削 用 研 削 盤、自 由 研 削 用といし、 取付具等に関する知識
自由研削用研削盤の種類及び構造並びにその取扱い方法 自由研削用といしの種類、構成、表示及び安全度並びにその取扱い方法 取付け具覆い 保護具
2時間
自由研削用といしの取付け方法及び試運転の方法に関する知識
自由研削用研削盤と自由研削用といしとの適台確認自由研削用といしの外観検査及び打音検査 取付け具の締付け方法及び締付け力 バランスの取り方試運転の方法
1時間
関係法令 法、令及び安衛則中の関係条項 1時間


















![★ [ 背景の削除 ] については下記をご参照ください。](https://img.pdfslide.tips/doc/110x75/56815a5c550346895dc78c2a/-56815a5c550346895dc78c2a.jpg)










