Embed Size (px)
Citation preview

Cement Additives – New technologies & applications
Mapei solutions are applied in construction sites all around the world, everyday
Presented / Created by Pietro Recchi, on February 21°, 2019
2
マペイについて – About MapeiMapei was founded in 1937 in Milano, Italy thanks to the determination of Mr. Rodolfo Squinzi (スクインジ ・ロドルフ)

3
マペイについて – About MapeiSince 1976 Rodolfo’s son, Dr. Giorgio Squinzi (スクインジ ・ ジョルジョ) is the head of the Mapei Group.
4
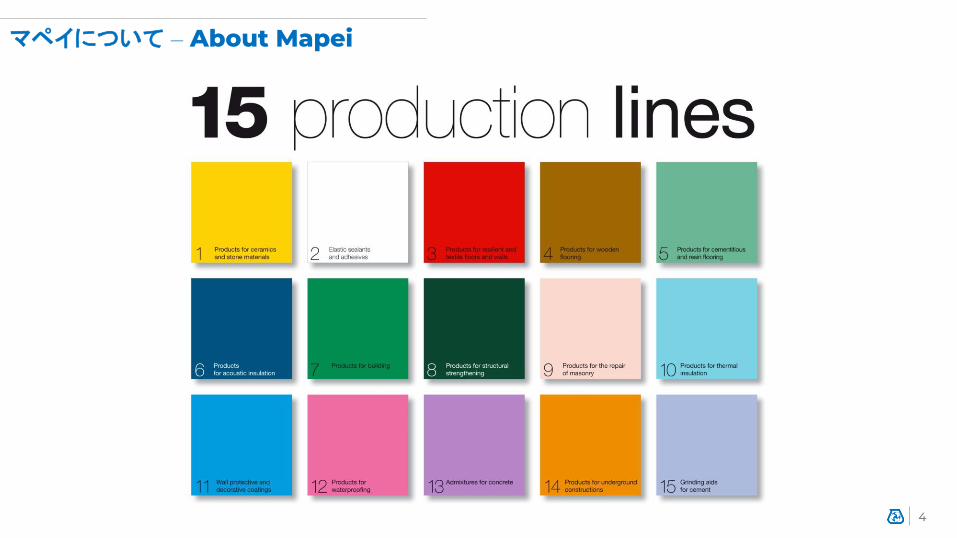
マペイについて – About Mapei

5
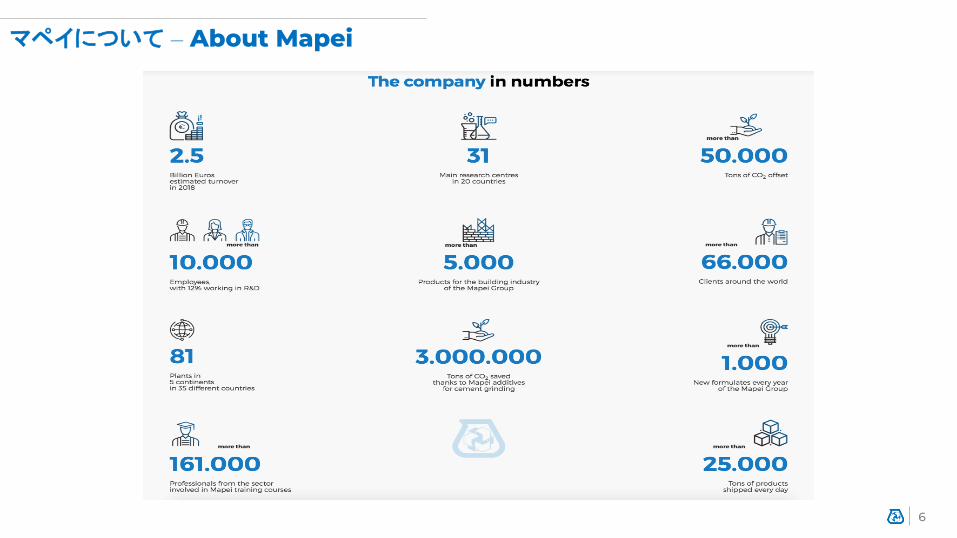
マペイについて – About Mapei
31 R&D labs (main research centres) in 20 countries, all coordinated by the Central R&D lab of Mapei located in Milano, Italy.
6
マペイについて – About Mapei
7
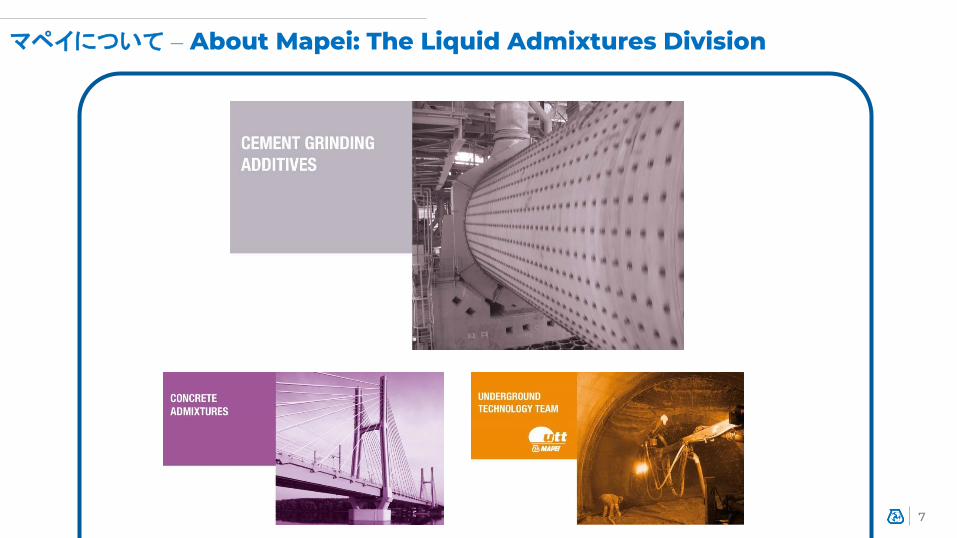
マペイについて – About Mapei: The Liquid Admixtures Division
8
C-ADDについて – About C-ADD
19 production units in 17 countries globally
7 production units in 6 countries in Asia-Pacific
7 C-ADD laboratories (3 in Asia-Pacific)
More than 200 standard products
More than 100 tailor-made products
Over 65 dedicated employees (Management, Sales, Tech Support, R&D)
12% of total workforce is fully dedicated to R&D
✓ New ‘international’ designation (C-ADD) to replace the old one “DAM” (DivisioneAdditivi di Macinazione)
✓ New logo
✓ Completely re-designed website with modern interface, already online(http://cadd.mapei.com/)
A new look for the Cement Additives Division worldwide:
Extra-clean interface, very easy and convenient to browse! (also on mobile devices)
Huge technical database, completely free to access!

12
C-ADDについて – Product Overview
MA.G.A./C .. – Grinding Aids for Cement
MA.G.A./VM .. – Grinding Aids for Vertical Roller Mills
MA.P.E./S .. – Strength Enhancers for Cement
MA.P.E./VM .. – Strengths Enhancers for Vertical Roller Mills
MA.P.E./Cr .. – Cr(VI) reducers for Cement
MA.P.E./W .. – Traditional Workability Improvers for Cement
MA.P.E./W-PCE… - Advanced PCE-based Workability Improvers for Cement
MA.G.A./M .. – Grinding Aids for Minerals (e.g. Raw Meal)
MA.P.E./A .. – Air Entraining agents for Masonry Cement
13
C-ADDについて – Why choose Mapei?
In Asia-Pacific, like in the rest of the world, the Top 5 worldwide market leaders in thecement sector choose Mapei as their preferred supplier of additives because of:
✓ Top-level technical support
✓ Personalized approach on worldwide- and local level
✓ Consistency of quality and performance
✓Manufacturer of solutions and not just products
14
C-ADD Product Portfolio – New technologies (1)
MA.P.E./W-PCE: Innovative PCE-based cement additives
15
MA.P.E./W-PCE: Innovative PCE-based cement additives
Mapei produces and designs it’s own acrylic polymers since 1994. Thanks to the largeexperience in this field and the latest developments in polymer technology and design,Mapei has developed a new generation of polymers specific for the cement industry.
By combining this new polymer technology with our extended experience in CementAdditives, we can further improve performances and reduce operational costs.
Mapei Cement Additives based on special polymers help during the optimization of thecement’s performance in terms of:
o Workability & Water Demando Compressive Strengthso Grinding Effect (production rate / fineness)
16
MA.P.E./W-PCE: Innovative PCE-based cement additives
Mapei Cement Additives based on special polymers “pre-treat” the cement for furtherconcrete applications.
The improved effects in terms of water demand, strengths development and synergy withthe concrete admixtures are highly appreciated by the final user.
Thanks to their specific design, Mapei polymers are resistant to higher temperatures andmechanical stress. MA.P.E./W-PCE products can therefore be used in all types of grindingsystems:
o ‘Traditional’ Ball Millso Vertical Roller Millso Roller Presses
17
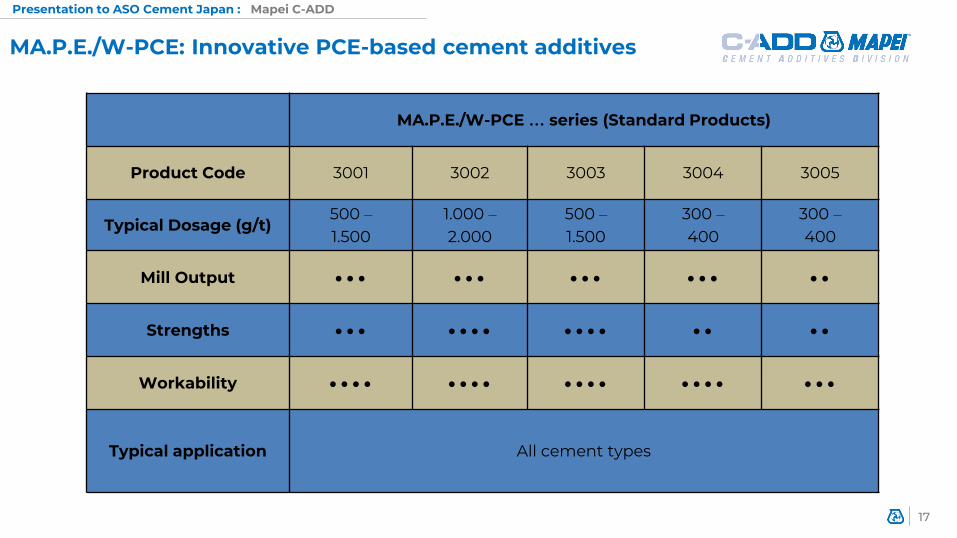
MA.P.E./W-PCE: Innovative PCE-based cement additives
Presentation to ASO Cement Japan : Mapei C-ADD
MA.P.E./W-PCE … series (Standard Products)
Product Code 3001 3002 3003 3004 3005
Typical Dosage (g/t)500 –1.500
1.000 –2.000
500 –1.500
300 –400
300 –400
Mill Output • • • • • • • • • • • • • •
Strengths • • • • • • • • • • • • • • •
Workability • • • • • • • • • • • • • • • • • • •
Typical application All cement types
18
C-ADD Product Portfolio – New technologies (2)
MA.G.A./C “XS” – Extra concentrated cement additives
19
MA.G.A./C XS – Extra concentrated cement additives
Depending on brand/supplier, “traditional” cement additives have an active content of 10-40%.→ high unnecessary costs for transporting & using diluted products!
In 2015, Mapei introduced “MA.G.A./C XS”, an innovative product range of extra-concentratedcement additives with an active content of >90%.
✓ 100% chloride free
✓ Perfectly stable in a temperature range from -10° up to 130°C
✓ Extra-low dosing rates (effective from 90 g/t)→ extra-low treat cost (¥/ton)
✓ Based on special blends of top-grade alkanolamines
✓ Compatible with 1st, 2nd and 3rd generation concrete admixtures
✓ Extra versatile: can be used “as supplied” or diluted with water on-site (*) for better dispersion
(especially if sprayed in the first chamber)
(*) Mapei recommends to dilute MA.G.A./C XS products with water in a 1:5 ratio for optimal results
20
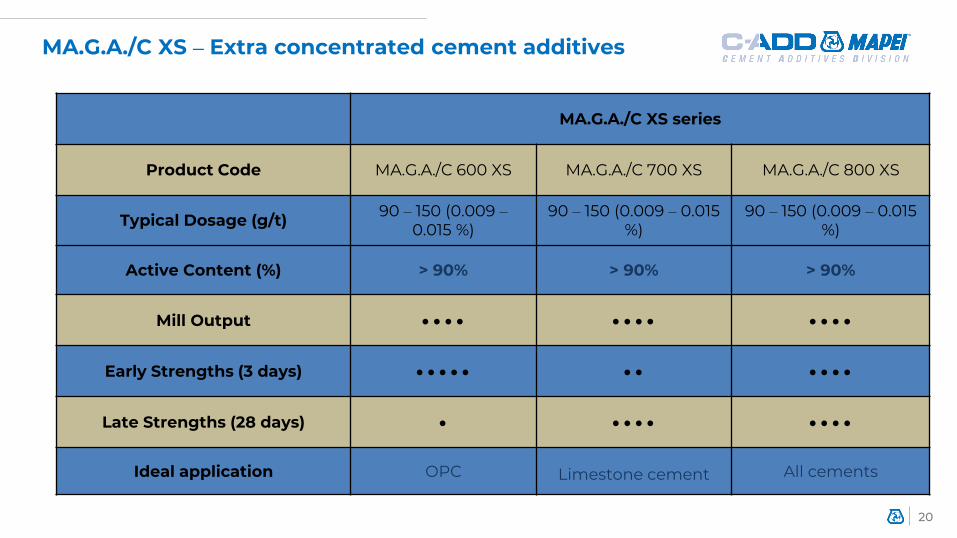
MA.G.A./C XS – Extra concentrated cement additives
MA.G.A./C XS series
Product Code MA.G.A./C 600 XS MA.G.A./C 700 XS MA.G.A./C 800 XS
Typical Dosage (g/t) 90 – 150 (0.009 –0.015 %)
90 – 150 (0.009 – 0.015 %)
90 – 150 (0.009 – 0.015 %)
Active Content (%) > 90% > 90% > 90%
Mill Output • • • • • • • • • • • •
Early Strengths (3 days) • • • • • • • • • • •
Late Strengths (28 days) • • • • • • • • •
Ideal application OPC Limestone cement All cements
21
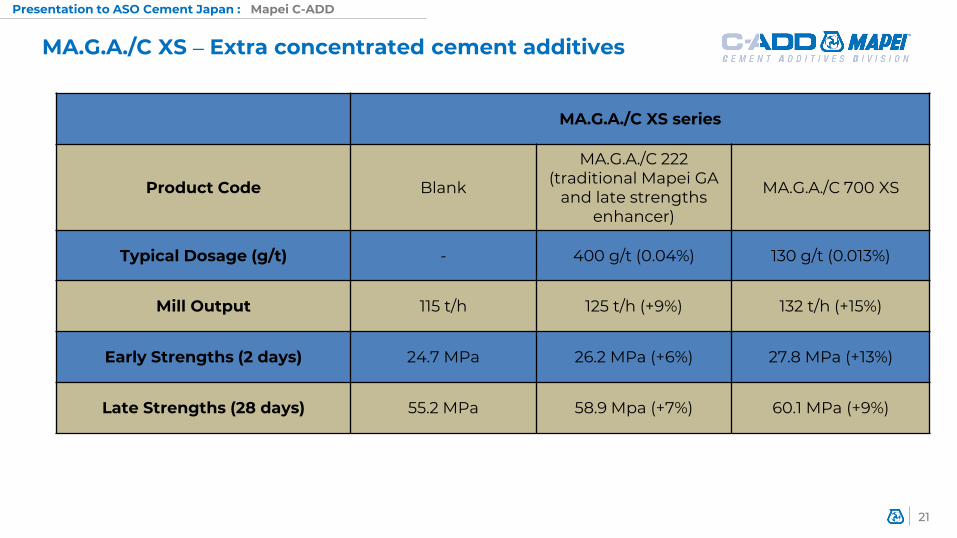
MA.G.A./C XS – Extra concentrated cement additives
Presentation to ASO Cement Japan : Mapei C-ADD
MA.G.A./C XS series
Product Code Blank
MA.G.A./C 222 (traditional Mapei GA
and late strengths enhancer)
MA.G.A./C 700 XS
Typical Dosage (g/t) - 400 g/t (0.04%) 130 g/t (0.013%)
Mill Output 115 t/h 125 t/h (+9%) 132 t/h (+15%)
Early Strengths (2 days) 24.7 MPa 26.2 MPa (+6%) 27.8 MPa (+13%)
Late Strengths (28 days) 55.2 MPa 58.9 Mpa (+7%) 60.1 MPa (+9%)
22
C-ADD Product Portfolio – New technologies (3)
MA.G.A./VM and MA.P.E./VM – Special cement additives for VRM
Vertical Roller Mills (VRMs) for cement production
“Thanks to the necessity of continuous improvements in the cement grindingprocess and related cost reduction, Vertical Mills have been introduced to thecement industry. Although at first this technology was mainly used for grinding solidcombustibles and kiln-feeding raw materials, recent technical improvementsallowed vertical mills to become a competitive solution for finished cement grindingas well.
Most probably, the market share of vertical mills will grow even further,probably becoming the main cement grinding system in new plants.”
The above statement was Mapei’s Cement Additives Division’s vision in 2010.
VRM for cement production - advantages
The key advantages of vertical mills with respect to ball mills can be summed up inthe following points:
☺ Significantly lower specific energy consumption (kWh/t) (*).☺ One single machine for drying, grinding and separating.☺ Compact and “on-site” assembling, thus avoiding logistical problems and related
costs.☺ Very versatile, quick shift from one cement type to the other.☺ Lower sensitivity for moisture in the raw materials (if sufficient drying energy is
available).☺ Low noise levels, no housing is theoretically required.
(*) for cement grinding, reductions by 30-40% can well be expected.
VRM for cement production – disadvantages over BM
Known disadvantages of vertical mills over ball mills are:
Particularly high SSA values are usually more challenging to achieve (*). Higher sensitivity for fine materials (the threshold is normally set around amaximum of 50% of material < 4 mm). Large amounts of water may have to be added to the grinding process in order tomaintain low levels of vibration (**). An external heat source may be needed to orderto ensure a proper gypsum de-hydration (particularly with ‘cold’ clinker). Higher initial investment costs.
(*) The achievable SSA ultimately depend upon a series of factors, among which theclinker mineralogy and microscopic structure is probably the most important one.(**) This is particularly true in case of particularly dusty/fine or over-burnt clinker.
Vertical mills and ‘traditional’ grinding aids
What happens when a ‘traditional’ GA is used in a cement vertical mill?
Practical field experience has highlighted the fact that ‘traditional’ grinding additives(GA) are much less efficient in vertical mills when compared with their utilization inball mills. This loss of performance is caused by the different ventilation conditionsinside the VM, which lead to the following problems:
“Stripping” (*) of the GA Evaporation of the GA
The two above mentioned issues are caused by the huge airflow and the hightemperature.
(*) Stripping is a physical process where one (or more) components from a liquid stream areremoved by a vapour or vapour-like gaseous stream.
GA PERFORMANCE LOSS!
VRM and grinding aids: an impossible marriage?
Fortunately not!
A ‘synergic approach’ has been proven able to overcome the “stripping” and“evaporation” of the GAs inside vertical mills:
☺ New GA formulations, specifically designed for applications in vertical mills
☺ Innovative dosing point of GA
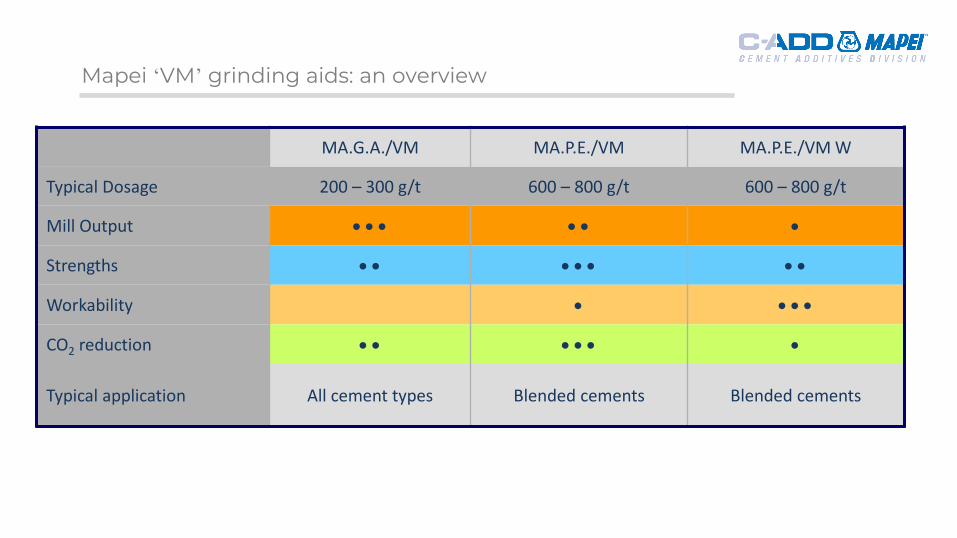
Mapei ‘VM’ grinding aids: an overview
MA.G.A./VM MA.P.E./VM MA.P.E./VM W
Typical Dosage 200 – 300 g/t 600 – 800 g/t 600 – 800 g/t
Mill Output • • • • • •
Strengths • • • • • • •
Workability • • • •
CO2 reduction • • • • • •
Typical application All cement types Blended cements Blended cements
New dosing technology: direct introduction
The grinding aid dosing point plays a crucial role in vertical mills. Therefore Mapeihas developed an innovative dosing system that maximises the effect of the GA,avoiding both stripping and evaporation.
Usually, vertical mills are equipped with a water introduction system for thestabilisation of the grinding bed: by using the existing pipelines, we can make surethat the grinding aid is ‘forced’ directly on the track and immediately comes in
contact with the surface of the material to be ground.
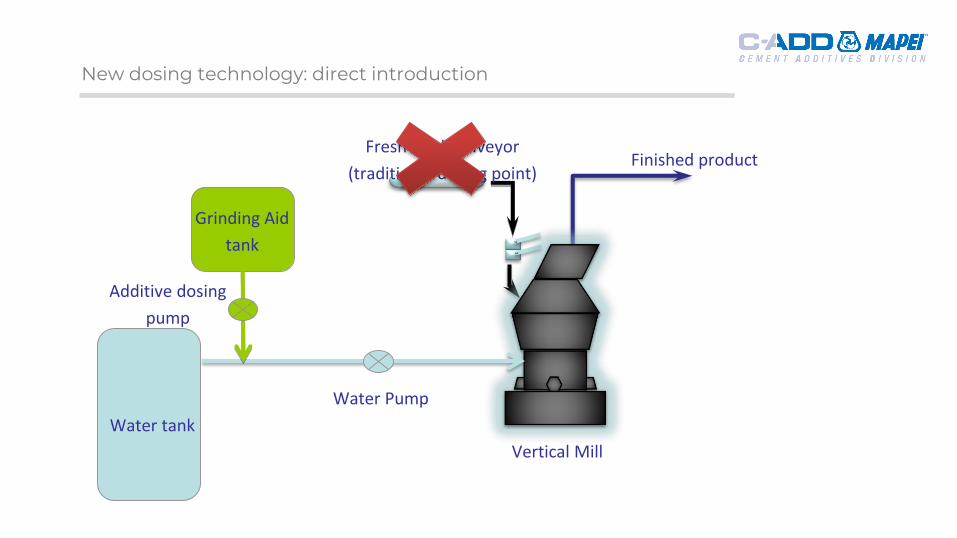
New dosing technology: direct introduction
Water tank
Grinding Aid
tank
Water Pump
Additive dosing
pump
Fresh feed conveyor
(traditional dosing point)
Vertical Mill
Finished product
Cement Grinding Aids: Mechanism of action (process)
Neutralization of the electrostatic charges results in a significant de-agglomeration of theground cement particles; the immediate result is a neat improvement of the classificationprocess by means of the separator.
As a consequence, a decrease of the mill Δp (differential pressure) takes places shortly(within 5-15 min.) after the introduction of grinding aids to the VRM, and is a clearindication that the product is working correctly.
Depending on the plant requirements, this decrease of the VRM circulating load can besubsequently used to:
A) Increase the fresh feedB) Increase the separator speedC) A combination of the above
Pre-hydration of cement in VRM
In some particular cases (e.g. when the clinker is particularly ‘dusty’), the plant may beforced to inject higher amounts of water to stabilize the grinding bed.
While amounts of injected water < 1.5 – 2.0% (with respect to the VRM output) areconsidered to be ‘safe’, higher amounts may trigger cement pre-hydration inside theVRM.
A quick and convenient method for assessing pre-hydration is the “corrected loss-on-ignition” (Wk) determination:
Wk = [LOI at 450° C] – [LOI at 120° C]
As a rule of thumb, Wk in excess of 0.3% indicates a pre-hydrated cement sample, forwhich substantial strengths losses at all ages are very likely to occur.
Pre-hydration of cement in VRM
A more sophisticated methodology to assess cement pre-hydration is TGA analysis.
A sample of cement is heated from room temperature up to 1000°C and the decreases ofweight (due to release of water or CO2) are measured. It is then possible to quantify theamount of gypsum, calcium hydroxide, limestone, hydrated phases, etc.
Hydration of tricalcium silicate produces a family of different compounds usuallydescribed as C-S-H (calcium silicate hydates).
Water bound in such structures is usually lost over a wide range of temperatures, due tothe extreme variety of compositions of the C-S-H. Generally speaking, we can associatethe weight decrease between 200 and 400°C to the water lost from C-S-H.
Pre-hydration of cement in VRM
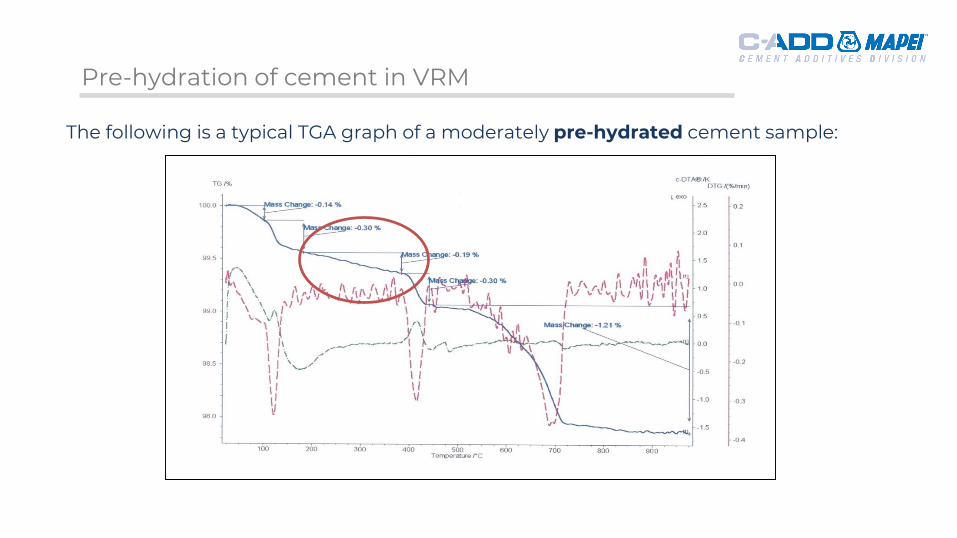
The following is a typical TGA graph of a moderately pre-hydrated cement sample:
Pre-hydration of cement in VRM (solution)
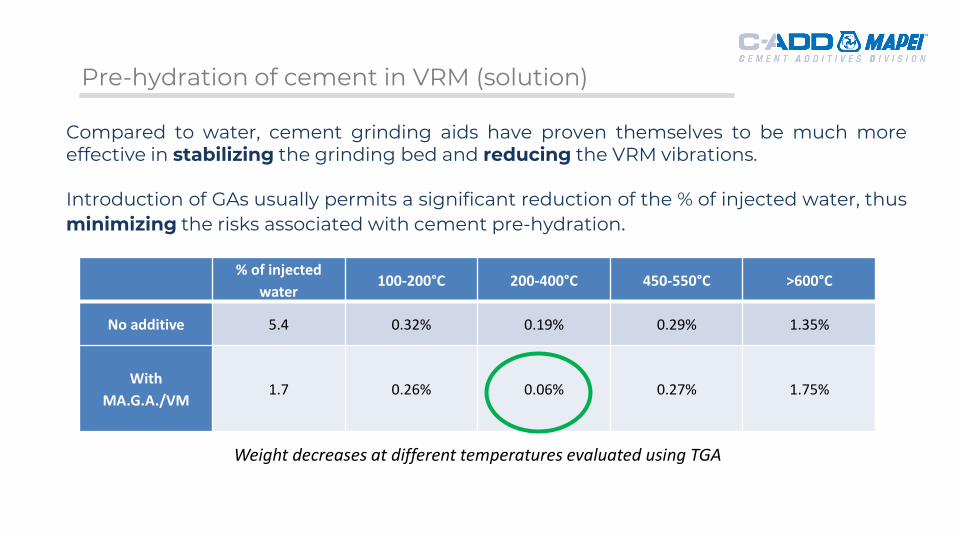
Compared to water, cement grinding aids have proven themselves to be much moreeffective in stabilizing the grinding bed and reducing the VRM vibrations.
Introduction of GAs usually permits a significant reduction of the % of injected water, thusminimizing the risks associated with cement pre-hydration.
% of injected
water100-200°C 200-400°C 450-550°C >600°C
No additive 5.4 0.32% 0.19% 0.29% 1.35%
With
MA.G.A./VM1.7 0.26% 0.06% 0.27% 1.75%
Weight decreases at different temperatures evaluated using TGA

Key industrial case study (featured in ZKG; issue 3/2010)
In order to verify the effectiveness of Mapei’s grinding aids for vertical mills incomparison with traditional ones, our Technical Assistance Group performed aseries of industrial evaluations:
1. “Blank” – without any additive2. “Test A” – traditional GA dosed on the fresh feed conveyor3. “Test B” – traditional GA dosed on the grinding plate4. “Test C” – MA.G.A./VM 12 dosed on the grinding plate
Key industrial case study (featured in ZKG; issue 3/2010)
These tests have been performed during the production of a CEM I type cement(according UNI EN 197-1).
VRM characteristics:- Supplier/Model: confidential- Absorbed power: 3.500 kW;- Ventilation: 680.000 m3/h - p 50 mbar;- Water injection: 2,1% (referred to the initial fresh feed)- Roller pressure: 75 bar.
During the tests the following parameters were kept constant:- GA dosage: 200 g/t (referred to the fresh feed in t/h) during test A, B and C;- Avg. vibration: between 2 and 4 mm/sec;- Blaine: ≈ 3.500 cm2/g
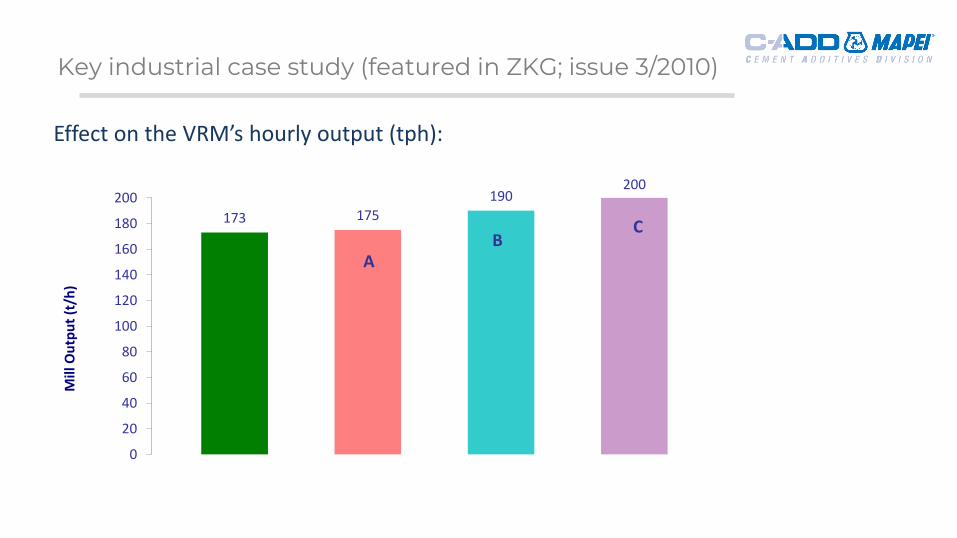
Key industrial case study (featured in ZKG; issue 3/2010)
Effect on the VRM’s hourly output (tph):
173 175
190200
0
20
40
60
80
100
120
140
160
180
200
Mill
Ou
tpu
t (t
/h)
AB
C
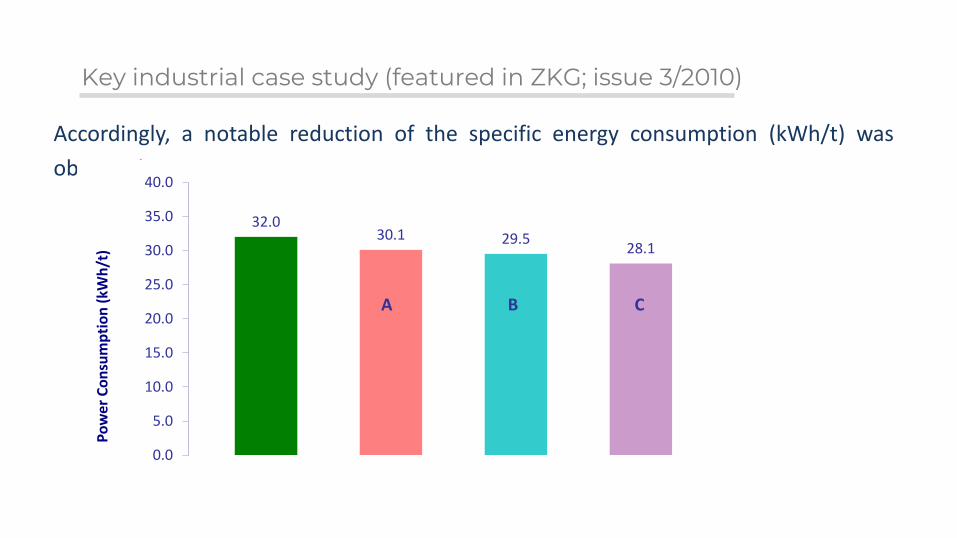
Key industrial case study (featured in ZKG; issue 3/2010)
Accordingly, a notable reduction of the specific energy consumption (kWh/t) was
observed:
A
B
C32.0
30.1 29.528.1
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
Po
we
r C
on
sum
pti
on
(kW
h/t
)
A B C
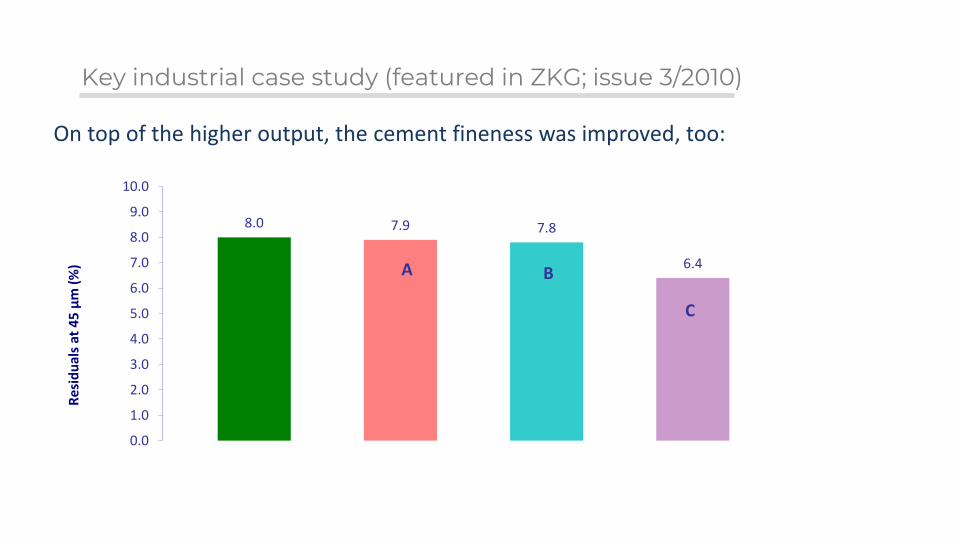
Key industrial case study (featured in ZKG; issue 3/2010)
On top of the higher output, the cement fineness was improved, too:
8.0 7.9 7.8
6.4
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
10.0
Re
sid
ual
s at
45
μm
(%
) A B
C
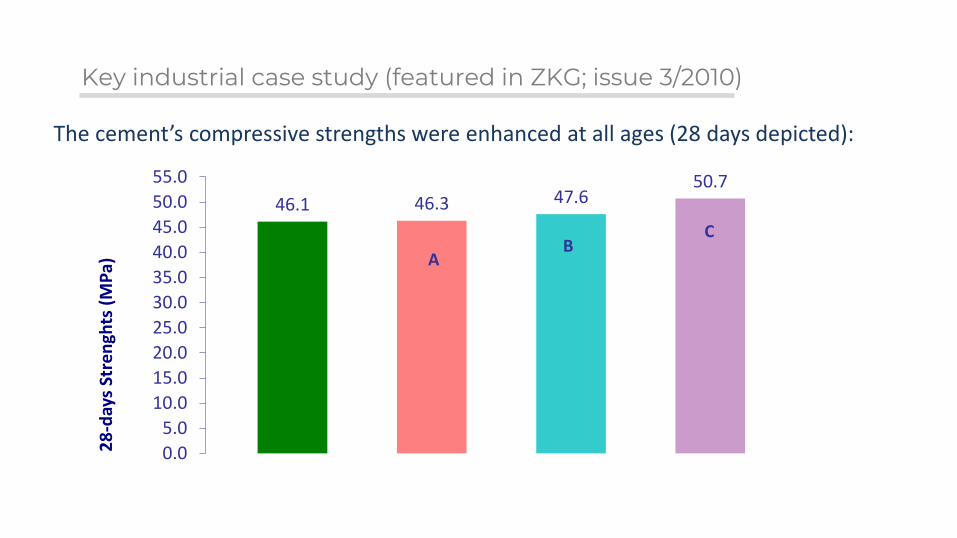
Key industrial case study (featured in ZKG; issue 3/2010)
The cement’s compressive strengths were enhanced at all ages (28 days depicted):
46.1 46.3 47.650.7
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
45.0
50.0
55.0
28
-day
s St
ren
ghts
(M
Pa) A
BC
Key industrial case study (featured in ZKG; issue 3/2010)
Conclusions:
➢ The reference product dosed at a traditional dosing point shows little or no effects on the
production process and cement quality.
➢ When the same reference product is sprayed directly on the grinding track, certain
improvements can be seen, demonstrating the validity of the dosing methodology proposed
by Mapei.
➢ MA.G.A./VM 12 clearly stands out by showing strong improvements in terms of production
and cement quality; the specific formulation is clearly suitable for this application.
43
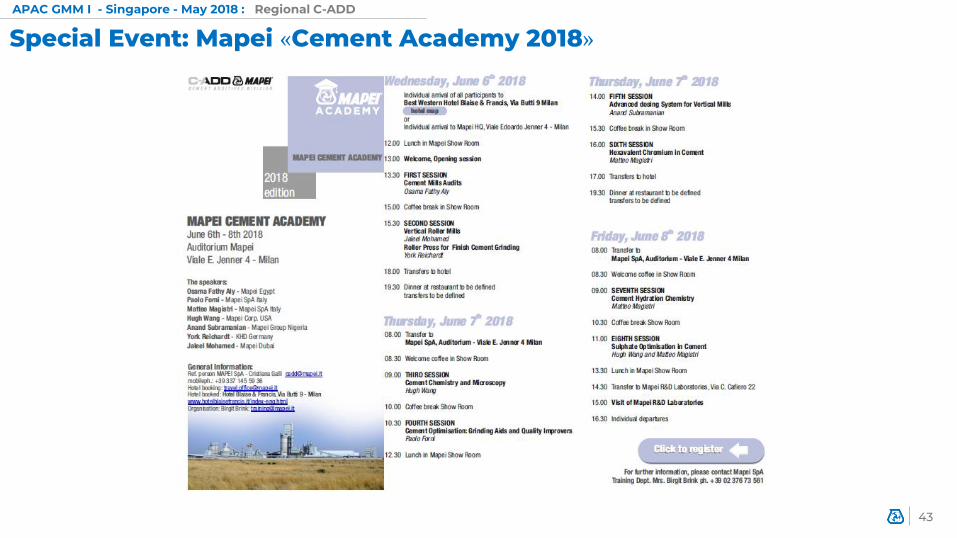
Special Event: Mapei «Cement Academy 2018»APAC GMM I - Singapore - May 2018 : Regional C-ADD

44
どうもありがとうございました!
Mapei – Regional C-ADD
cadd.mapei.com





























