Embed Size (px)
DESCRIPTION
costruzione centrale bio gas a Velletri
Citation preview


i
Sommario
1 PREMESSA .................................................................................................................................... 1
2 OBBIETTIVI DEL PROGETTO .......................................................................................................... 1
2.1 APPROCCIO DELL’INTERVENTO ............................................................................................. 1
2.2 QUADRO DI RIFERIMENTO PROGRAMMATICO .................................................................... 2
2.3 QUADRO DI RIFERIMENTO NORMATIVO .............................................................................. 2
2.3.1 NORMATIVA NAZIONALE ............................................................................................... 2
2.3.2 NORMATIVA SULLA GESTIONE DEI RIFIUTI .................................................................... 2
2.3.3 NORME TECNICHE IMPIANTISTICHE, AMBIENTALI E DI SICUREZZA SUL LAVORO ........ 3
2.3.4 NORMATIVA SUI QUADRI ELETTRICI .............................................................................. 3
2.3.5 NORMATIVA REGIONALE ............................................................................................... 3
3 DATI DI PROGETTO ....................................................................................................................... 3
3.1 DATI URBANISTICI E CATASTALI ............................................................................................ 4
3.2 QUANTITATIVI DEI MATERIALI IN ENTRATA E IN USCITA E CODICI DI RIFERIMENTO .......... 5
4 FASI DI PROCESSO ........................................................................................................................ 6
5 BILANCIO DI MASSA ..................................................................................................................... 6
6 DESCRIZIONE DEL PROCESSO ....................................................................................................... 7
7 OPERE CIVILI ED ELETTRICHE ..................................................................................................... 10
7.1 Ricezione ............................................................................................................................. 10
7.2 Digestione Anaerobica ........................................................................................................ 10
7.3 Biostabizzazione aerobica ................................................................................................... 11
7.4 Impiantistica ........................................................................................................................ 11
7.5 Raffinazione ......................................................................................................................... 11
7.6 fEdificio magazzino, uffici .................................................................................................... 11
7.7 Stazione di pesa ................................................................................................................... 11
7.8 Sistemazione esterne .......................................................................................................... 11
8 LINEA DI PROCESSO FRAZIONE ORGANICA DA RACCOLTA DIFFERENZATA E SELEZIONATA ..... 12
8.1 INTRODUZIONE.................................................................................................................... 12
8.2 LA PROGETTUALITA’ ............................................................................................................ 13
8.2.1 INQUADRAMENTO GENERALE ..................................................................................... 13
8.2.2 TECNOLOGIA PROPOSTA .............................................................................................. 13
8.2.3 VALORE TECNICO DEL PROGETTO ............................................................................... 13

ii
8.3 PROCESSI UTILIZZATI E SCELTE GESTIONALI ....................................................................... 14
8.3.1 DIGESTIONE ANAEROBICA........................................................................................ 14
8.3.2 PRODUZIONE DI BIOGAS .............................................................................................. 15
8.3.3 DEPURAZIONE DEL BIOGAS .......................................................................................... 15
8.3.4 DEUMIDIFICAZIONE ..................................................................................................... 15
8.3.5 DESOLFORAZIONE ........................................................................................................ 15
8.3.6 PROCESSI DI RIMOZIONE DELLA CO2 ........................................................................ 15
8.3.7 UTILIZZO DEL BIOGAS ................................................................................................... 16
8.3.8 SISTEMI DI ACCUMULO DEL BIOGAS ........................................................................... 16
8.3.9 TORCIA DI SICUREZZA .................................................................................................. 16
8.4 SCELTE GESTIONALI ............................................................................................................. 17
8.4.1 MATERIALI TRATTATI E PRODOTTI ............................................................................... 17
8.4.2 MOVIMENTAZIONI DEI MATERIALI .............................................................................. 18
8.4.3 TEMPI DI TRATTAMENTO IN BIOTUNNEL .................................................................... 18
8.4.4 MATURAZIONE IN PLATEA ........................................................................................... 18
8.4.5 SISTEMA DI RACCOLTA E RICIRCOLO DEL PERCOLATO ................................................ 19
8.4.6 BIOFILTRO..................................................................................................................... 19
9 PRINCIPALI FORNITURE .............................................................................................................. 20
9.1 IMPIANTO DI DIGESTIONE ANAEROBICA ............................................................................ 20
9.1.1 PORTONI DIGESTORI ANAEROBICI ............................................................................... 20
9.1.2 SISTEMA DI RISCALDAMENTO A PAVIMENTO ............................................................. 20
9.1.3 SISTEMA RACCOLTA E RICIRCOLO PERCOLATO ........................................................... 21
9.1.4 SISTEMA ASPIRAZIONE BIOGAS ................................................................................... 21
9.1.5 SISTEMA STOCCAGGIO BIOGAS ................................................................................... 21
9.1.6 TORCIA DI EMERGENZA AD ALTA TEMPERATURA ....................................................... 22
9.1.7 GRUPPI DI COGENERAZIONE ........................................................................................ 22
9.1.8 IMPIANTO BIOSTABILIZZAZIONE AEROBICA ................................................................ 23
9.2 BIOTUNNEL .......................................................................................................................... 23
9.2.1 Portoni biotunnel ......................................................................................................... 23
9.2.2 Serrande ....................................................................................................................... 24
9.2.3 Sistema trattamento acque ......................................................................................... 24
9.2.4 Sistema di vagliatura .................................................................................................... 24
9.3 PLATEE VENTILATE .............................................................................................................. 24
iii
9.4 SISTEMA TRATTAMENTO ARIA ............................................................................................ 25
9.5 SISTEMA ELETTRICO E DI SUPERVISIONE ............................................................................ 26
9.5.1 FORNITURA ELETTRICA ................................................................................................ 26
9.5.2 QUADRI DI DISTRIBUZIONE .......................................................................................... 26
9.5.3 LINEE DI DISTRIBUZIONE .............................................................................................. 26
9.5.4 IMPIANTO DI ILLUMINAZIONE INTERNA ...................................................................... 27
9.5.5 LOCALI RICEZIONE, TRATTAMENTO E BIOSTABILIZZAIZONE ....................................... 27
9.5.6 SISTEMA DI CONTROLLO IMPIANTO ANAEROBICO ..................................................... 30
9.5.7 SISTEMA DI CONTROLLO IMPIANTO AEROBICO .......................................................... 31
9.5.8 PROTEZIONE CONTRO I CONTATTI INDIRETTI ............................................................. 31
9.5.9 PROTEZIONE CONTRO I CONTATTI DIRETTI ................................................................. 31
9.5.10 IMPIANTI A BORDO MACCHINA ................................................................................... 32
9.6 NORME E LEGGI DI RIFERIMENTO ....................................................................................... 32
10 COGENERAZIONE ....................................................................................................................... 34
10.1 GAS PROPULSORI ............................................................................................................. 34
10.2 IL CATALIZZATORE ............................................................................................................ 34
10.3 TERMODISTRUTTORE DI FUMI ........................................................................................ 35
10.4 SPECIFICHE DI EMISSIONE ............................................................................................... 35
10.5 VALORI LIMITE ................................................................................................................. 35
11 COMPUTO METRICO ESTIMATIVO ............................................................................................. 37

iv
1
1 PREMESSA
Il presente progetto preliminare si inquadra tra le iniziative intraprese dalla VOLSCA AMBIENTE
S.p.A. allo scopo di ottimizzare e razionalizzare il ciclo di smaltimento rifiuti nella propria area
d’influenza.
A tale scopo, la società Volsca Ambiente e Servizi S.p.A., partecipata dai Comuni di Velletri, Albano
Laziale e Lariano, ha dato incarico allo scrivente ing. Bruno Guidobaldi di redigere il progetto di un
impianto per la digestione anaerobica della frazione organica dei R.S.U. da localizzarsi in un
terreno sito in località Lazzaria nel Comune di Velletri di sua proprietà.
2 OBBIETTIVI DEL PROGETTO
2.1 APPROCCIO DELL’INTERVENTO
L’intervento proposto interamente a carico di VOLSCA AMBIENTE E SERVIZI Spa, è esclusivamente
dedicato a frazioni da raccolta differenziata con una linea a tecnologia innovativa di digestione
anaerobica a secco della frazione organica, con produzione di biogas e di energia elettrica dal
biogas e il successivo compostaggio del materiale post digestione per fermentazione aerobica;
Gli elementi che significano e sostanziano la scelta della proposta progettuale ed autorizzativa
dell’impianto sono:
a) una puntuale analisi di mercato che evidenzia l’attuale deficit, sull’intero territorio regionale del
Lazio, di impianti e linee di trattamento di sub frazioni organiche da raccolta differenziata anche in
funzione dell’attuale favorevole incentivazione della raccolta differenziata.
b) la scelta del massimo recupero energetico sia attraverso la generazione di energia destinata agli
autoconsumi ed alla produzione di energia da cedere alla rete elettrica secondo le condizioni
previste delle Leggi vigenti, costituisce elemento di assoluta innovazione tecnologica nell’intero
Centro Sud Italia.
Si tratta di una tecnologia da un lato ben conosciuta (digestione anaerobica, quindi assenza di
ossigeno ed ambiente a progressiva saturazione metanica), ma il cui processo selezionato presenta
aspetti di assoluta novità e positività.
Il Processo non usa in nessun modo la matrice acqua o altre sostanze idrolizzanti ed il processo
avviene assolutamente a secco, con una elevata modularità con il conseguimento di evidenti
benefici ambientali non interessando minimamente le risorse idriche così preziose per la vita
umana e
ottenendo un materiale post digestione di quantità e di volume inferiore al materiale in entrata al
processo di digestione anaerobica, consentendo un facile processo aerobico per la produzione di
compost di qualità certificabile, cosa difficile con la miscela idrolizzata della digestione anaerobica
classica.
Occorre anche rimarcare i contenuti della Delibera Quadro della Regione Lazio del 17 Aprile 2008,
che constatano che senza una efficace raccolta differenziata della frazione organica da rifiuti solidi
urbani e di altre frazioni a questa assimilabili (come la cura del verde pubblici, sfalci e potature di
parchi e giardini sia pubblici che privati ed altri simili rifiuti e cascami ) sia pressoché impossibile
pervenire al 50% dei rifiuti prodotti al’origine, nell’intero territorio della Regione Lazio.

2
E’ ben noto che laddove la raccolta differenziata porta a porta è efficace (e la raccolta
dell'organico è condizione essenziale e non rinunciabile) si perviene a risultati di differenziazione
eccellenti, anche in territori a forte concentrazione urbana e demografica, come ad esempio il
Comune di Ciampino (Roma) che nel Maggio 2010 ha raggiunto il 71% di materiali da rifiuti
intercettati per via differenziata.
2.2 QUADRO DI RIFERIMENTO PROGRAMMATICO
La situazione in merito agli impianti di accettazione e trattamento della frazione organica è in linea
di massima il seguente:
a) l’impianto della AMA SpA in località Maccarese del Comune di Roma, contingentato ai rifiuti
organici dei Comuni di Roma, Ciampino e Fiumicino e già fortemente insufficiente anche per
questi soli Comuni;
b) l’impianto della SEP di Pontinia (Latina), in area industriale di Mazzocchio, all’interno del
perimetro del Consorzio ASI Roma Latina, della potenzialità di circa 45000 tonnellate l’anno:
c) l'impianto presso il complesso di Colfelice (FR) operante da circa 2 anni con una potenzialità di
circa 30.000 tonn/anno;
d) l'impianto KYKLOS in Comune di Aprilia (Latina), oggi del Gruppo ACEA, della potenzialità di
circa 60.000 tonnellate/anno.
Sono in corso di realizzazione, e/o di progetto o promozione altre iniziative ad Anguillara Sabazia,
Bracciano, Anzio.
La prossima futura scadenza di interruzione delle proroghe alla direttiva discariche, che impedirà il
conferimento in discarica di materiali con oltre il 15% di frazione organica dovrebbe ulteriormente
spingere questa necessità oggettiva del territorio.
2.3 QUADRO DI RIFERIMENTO NORMATIVO
2.3.1 NORMATIVA NAZIONALE
Nei paragrafi successivi sono indicate le normative sulla gestione dei rifiuti e le norme tecniche
impiantistiche, ambientali e di sicurezza sul lavoro a cui si è fatto riferimento per la redazione del
presente progetto.
2.3.2 NORMATIVA SULLA GESTIONE DEI RIFIUTI
Le norme di riferimento nel settore della gestione dei rifiuti sono quelle dettate da:
− D.Lgs. 152/2006 – Norme in materia ambientale Parte IV (Rifiuti)
− D.Lgs. 152/2006 – Norme in materia ambientale Parte III (Tutela delleacque)
− Legge n°748 del 1984 modificata dal D.M. 27 marzo 1998 in cui vengono indicate le
caratteristiche dell’ammendante compostato misto che si otterrà nell’impianto. Allegato
1C, paragrafo 2.1, punto 5.
− Decreto Legislativo n°36 del 13/01/2003 “Attuazione della direttiva 1999/31/CE relative
alle discariche di rifiuti”
− Decreto Ministeriale del 03/08/2005 “Definizione dei criteri di assimibilibità dei rifiuti in
discarica”

3
2.3.3 NORME TECNICHE IMPIANTISTICHE, AMBIENTALI E DI SICUREZZA SUL LAVORO
L’attività a cui ci si riferisce il presente progetto è, comunque, soggetta a tutte le norme ed ai
regolamenti attuativi in merito a tutela ambientale, sicurezza sul lavoro e prevenzione infortuni. Di
seguito, vengono elencate le norme di riferimento per la progettazione.
− D.P.R. 547/55 e successive integrazioni e modificazioni - prevenzione degli infortuni sul
lavoro;
− D.P.R. 303/56 norme di igiene del lavoro;
− Legge 833/78 - Servizio Sanitario Nazionale;
− D.P.R. 203/88 – Legge quadro in materia di inquinamento atmosferico
− Legge 46/90 recante norme per la sicurezza degli impianti;
− D.P.C.M. 01/03/91 riguardante i limiti massimi di esposizione a rumore degli ambienti
abitativi e nell'ambiente esterno;
− D.Lgs. 277/91 valutazione rischi per piombo, amianto e rumore;
− D.Lgs. 626/94 riguardante il miglioramento della sicurezza ed igiene sul lavoro;
− D.Lgs. 152/99 – Legge quadro sull’inquinamento idrico;
− Normativa antincendio.
− D.Lgs. 81/2008 Testo unico sulla sicurezza
2.3.4 NORMATIVA SUI QUADRI ELETTRICI
Oltre ad essere rispondenti alle Norme CEI, gli impianti elettrici, saranno eseguiti secondo quanto
previsto dalle seguenti leggi, decreti:
− Legge del 1 Marzo 1968 n. 186, riguardante la produzione di apparecchi elettrici,
macchine ed installazioni elettriche;
− Legge del 18 Ottobre 1977 n. 791 sulla sicurezza dei materiali elettrici aventi tensioni di
utilizzo al di sotto di 1000 V;
− D.P.R del 22 Ottobre 2001 n. 447, sul procedimento per la denuncia di installazioni e
dispositivi di protezione contro le scariche atmosferiche, di dispositivi di messa a terra di
impianti elettrici e di impianti pericolosi.
2.3.5 NORMATIVA REGIONALE
Le norme di riferimento nel settore della gestione dei rifiuti sono quelle dettate da:
− L.R. 27/98 “Disciplina regionale dei rifiuti” come modificata da L.R. 5 dicembre 2006 n.23,
L.R. 10 maggio 2001 n.10 e L.R. 2 settembre 2003 n. 26;
− L.R. 10 settembre 1998 n. 42 “Disciplina del tributo speciale per il deposito in discarica
dei rifiuti solidi”;
− L.R. 6 ottobre 1998 n. 45 “Istituzione dell’Agenzia Regionale per Protezione Ambientale
del Lazio (Arpa)”.
3 DATI DI PROGETTO
Il sito prescelto di localizzazione dell’impianto è in loc. Lazzaria in prossimità della discarica
dismessa gestita dalla SLIA, di proprietà della VOLSCA AMBIENTE E SERVIZI Spa.
L’impatto sui trasporti è estremamente limitato in quanto consistente in circa 10 trasporti su
gomma al giorno.
4
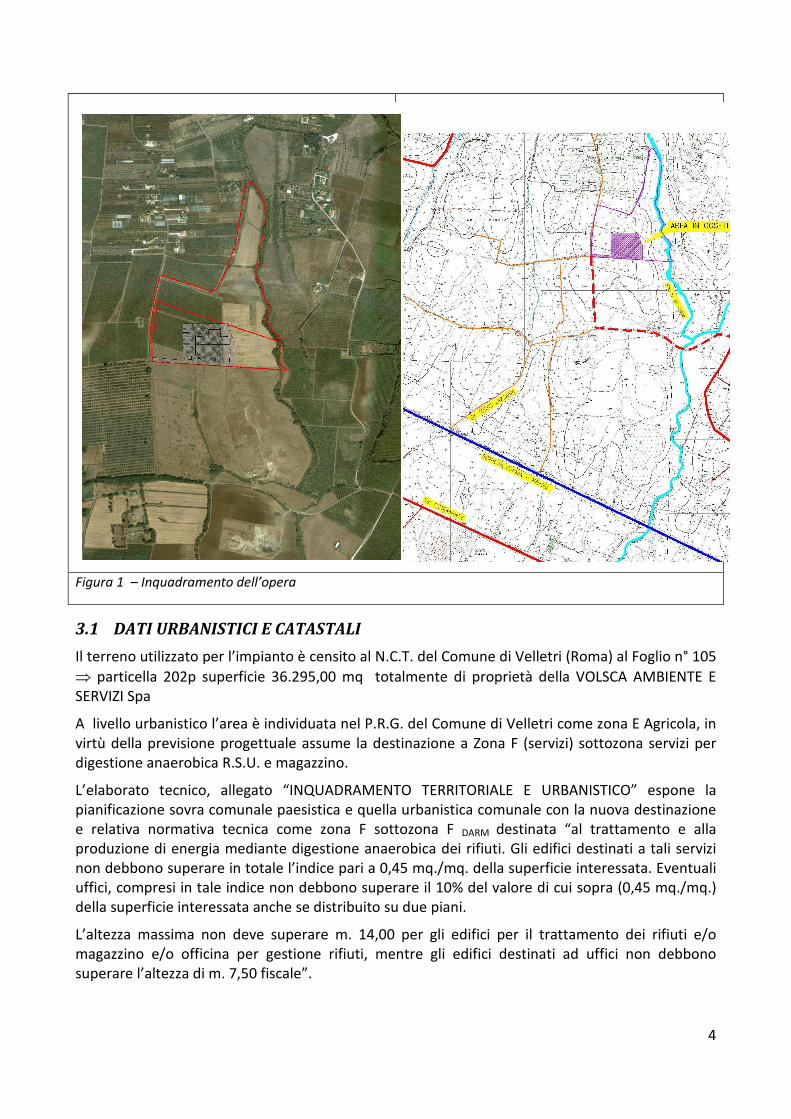
Figura 1 – Inquadramento dell’opera
3.1 DATI URBANISTICI E CATASTALI
Il terreno utilizzato per l’impianto è censito al N.C.T. del Comune di Velletri (Roma) al Foglio n° 105
⇒ particella 202p superficie 36.295,00 mq totalmente di proprietà della VOLSCA AMBIENTE E
SERVIZI Spa
A livello urbanistico l’area è individuata nel P.R.G. del Comune di Velletri come zona E Agricola, in
virtù della previsione progettuale assume la destinazione a Zona F (servizi) sottozona servizi per
digestione anaerobica R.S.U. e magazzino.
L’elaborato tecnico, allegato “INQUADRAMENTO TERRITORIALE E URBANISTICO” espone la
pianificazione sovra comunale paesistica e quella urbanistica comunale con la nuova destinazione
e relativa normativa tecnica come zona F sottozona F DARM destinata “al trattamento e alla
produzione di energia mediante digestione anaerobica dei rifiuti. Gli edifici destinati a tali servizi
non debbono superare in totale l’indice pari a 0,45 mq./mq. della superficie interessata. Eventuali
uffici, compresi in tale indice non debbono superare il 10% del valore di cui sopra (0,45 mq./mq.)
della superficie interessata anche se distribuito su due piani.
L’altezza massima non deve superare m. 14,00 per gli edifici per il trattamento dei rifiuti e/o
magazzino e/o officina per gestione rifiuti, mentre gli edifici destinati ad uffici non debbono
superare l’altezza di m. 7,50 fiscale”.

5
3.2 QUANTITATIVI DEI MATERIALI IN ENTRATA E IN USCITA E CODICI DI
RIFERIMENTO
L’impianto prevede in entrata i seguenti materiali:
02 RIFIUTI PRODOTTO DA AGRICOLTURA, ORTICOLTURA, ACQUACOLTURA, SERVICOLTURA,
CACCIA E PESCA, TRATTAMENTO E PREPARAZIONE DI ALIMENTI
020202 Scarti di tessuti animali
6.350 t
020203 Scarto inutilizzabili per il consumo o la trasformazione di alimenti di
origine animale
020304 Scarti inutilizzabili per il consumo o la trasformazione di prodotti
alimentari
020501 Scarti inutilizzabili per il consumo o la trasformazione nell’industria
lattiero-casearia
020601 Scarti inutilizzabili per il consumo o la trasformazione nell’industria
dolciaria e della panificazione
020704 Scarti inutilizzabili per il consumo o la trasformazione di bevande
alcoliche e analcoliche
03 RIFIUTI DELLA LAVORAZIONE DEL LEGNO E DELLA PRODUZIONE DI PANNELLI, MOBILI,
POLPA, CARTA E CARTONE
030101 Scarti di corteccia e sughero utilizzati per la produzione di pannelli e
mobili
200 t
20 RIFIUTI URBANI (RIFIUTI DOMESTICI E ASSIMILILABILI PRODOTTI DA ATTIVITA’
COMMERCIALI E INDUSTRIALI NONCHE’ DALLE ISTITUZIONI) INCLUSI I RIFIUTI DELLA
RACCOLTA DIFFERENZIATA
200108 Rifiuti di natura organica utilizzabili per il compostaggio (compresi oli per
frittura e rifiuti di mense e ristoranti)
2.3450t
200125 Oli e grassi commestibili
200138 Legno non contenente sostanze pericolose
200201 Rifiuti biodegradabili (sfalci e potature)
200302 Rifiuti dei mercati
Totale 30.000 t
IN USCITA DALL’IMPIANTO I CODICI CER DA TRATTARE IN USCITA DALL’IMPIANTO PER LA LINEA
ORGANICO A FINE VITA PRODUTTIVA SONO:
19 RIFIUTI PRODOTTI DA IMPIANTI DI TRATTAMENTO DEI RIFIUTI, IMPIANTI DI TRATTAMENTO
DELLE ACQUE REFLUE FUORI SITO, NONCHE’ DALLA POTABILIZZAZIONE DELL’ACQUA E DALLA SUA
PREPARAZIONE PER USO INDUSTRIALE
190605
Percolato 2000 mc
190501 Parte di rifiuti urbani e simili
Altri rifiuti prodotti dal trattamento meccanico dei rifiuti
Diversi da quelli di ci alla voce 19.12.11
6
4 FASI DI PROCESSO
Con riferimento al Testo Unico dell’Ambiente (D.Lgs. 152/2006) sono state elencate le operazioni
di smaltimento e di recupero dei rifiuti, che verranno svolte all’interno dell’impianto:
Fasi di smaltimento
− D 8 Trattamento biologico;
− D 13 Raggruppamento preliminare;
− D15 Deposito preliminare prima delle operazioni di processo;
Fasi di recupero
− R1 Utilizzazione dei rifiuti per produrre energia (digestione anaerobica);
− R3 Recupero delle sostanze organiche (compostaggio);
− R4 Riciclo, Recupero metalli;
− R5 Riciclo , Recupero di altre sostanze inorganiche;
− R13 Messa in riserva di rifiuti per sottoporli a una delle operazioni indicate nei punti da R
1 a R 12 (escluso il deposito temporaneo, prima della raccolta, nel luogo in cui sono
prodotti).
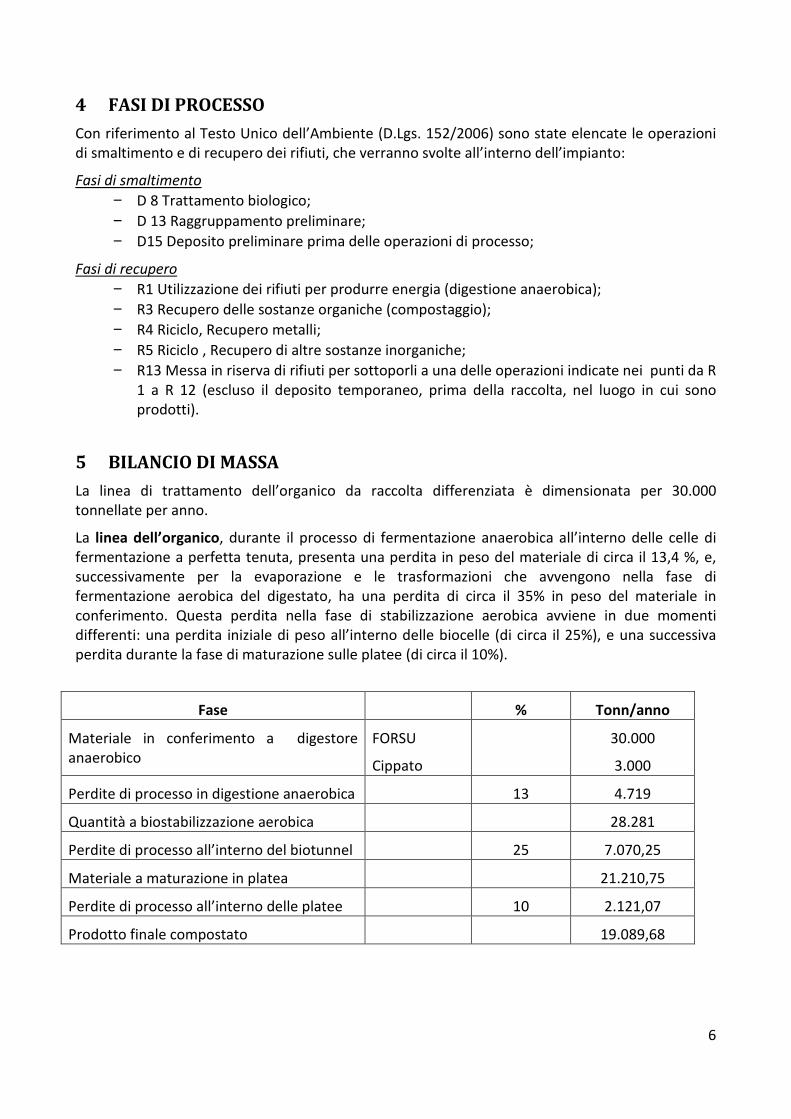
5 BILANCIO DI MASSA
La linea di trattamento dell’organico da raccolta differenziata è dimensionata per 30.000
tonnellate per anno.
La linea dell’organico, durante il processo di fermentazione anaerobica all’interno delle celle di
fermentazione a perfetta tenuta, presenta una perdita in peso del materiale di circa il 13,4 %, e,
successivamente per la evaporazione e le trasformazioni che avvengono nella fase di
fermentazione aerobica del digestato, ha una perdita di circa il 35% in peso del materiale in
conferimento. Questa perdita nella fase di stabilizzazione aerobica avviene in due momenti
differenti: una perdita iniziale di peso all’interno delle biocelle (di circa il 25%), e una successiva
perdita durante la fase di maturazione sulle platee (di circa il 10%).
Fase % Tonn/anno
Materiale in conferimento a digestore
anaerobico
FORSU
Cippato
30.000
3.000
Perdite di processo in digestione anaerobica 13 4.719
Quantità a biostabilizzazione aerobica 28.281
Perdite di processo all’interno del biotunnel 25 7.070,25
Materiale a maturazione in platea 21.210,75
Perdite di processo all’interno delle platee 10 2.121,07
Prodotto finale compostato 19.089,68
7
6 DESCRIZIONE DEL PROCESSO
Il materiale in arrivo all’impianto viene pesato e avviato all’interno del manufatto denominato
“ricezione”, ove sono previste apposite aree dedicate per diverse tipologie di rifiuto oltre che di
una zona delimitata per lo stoccaggio dei materiali strutturanti, utilizzati nel processo anaerobico.
Appena scaricato il mezzo, gli autisti liberano l’area per dare spazio alla pala gommata per
raccogliere i vari rifiuti e scaricarli direttamente nella tramoggia di alimentazione del sistema
rompisacco.
Qualora l’operatore addetto alla pala gommata si accorgesse della presenza di rifiuti non
processabili od ingombranti, provvede alla loro segregazione.
Un eventuale trituratore, necessario nel qual caso la biomassa in trattamento fosse
particolarmente inquinata da ingombranti legnosi, avrebbe lo scopo di omogeneizzare la massa di
rifiuto in ingresso e lacerare, aprendoli, tutti i sacchi e sacchetti presenti.
Il materiale in uscita dal sistema rompisacco viene scaricato da un nastro e viene, tramite pala
gommata, portato all’interno dei fermentatori anaerobici, congiuntamente ad una quota di
materiale digestato.
Il materiale digestato è stoccato in aree dedicate, ricavate di lato alle bancate dei fermentatori.
Gli aspetti tecnologici caratterizzanti il processo nel digestore anaerobico sono sintetizzabili nei
seguenti punti:
− Il materiale viene posto in uno spazio chiuso;
− Il digestore, a tenuta stagna, è realizzato in cemento armato con un’unica apertura per il
caricamento;
− Viene mantenuta una atmosfera completamente anossica;
− Viene mantenuta la temperatura della biomassa mediante il riscaldamento del
pavimento ed il ricircolo del percolato;
− Viene aspirato dal soffitto dei fermentatori il biogas prodotto;
− Il materiale viene umidificato, mediante ugelli a spruzzo posti a soffitto, con i percolati
persi dalla massa stessa;
− Tutto il processo viene gestito mediante supporti informatici sulla base delle misurazioni
dei parametri effettuati automaticamente all’interno del fermentatore.
Una volta riempito il fermentatore, il portone viene chiuso e si fa partire il programma
automatizzato di controllo del processo; il sistema utilizza il calore in eccesso dei gruppi di
cogenerazione alimentati con il biogas prodotto dal processo anaerobico.
Il processo anaerobico ha una durata di 28 giorni.
Come già riportato, per quel che riguarda il processo aerobico si differenzia il ciclo in
funzione della tipologia di rifiuto trattato.
F.O.S.
Per tale materiale è prevista una permanenza minima, in biotunnel, di 21 giorni, per ’igienizzazione
e la parziale stabilizzazione della sostanza organica. Durante questo periodo il materiale rimarrà ad
una temperatura superiore ai 55° C per almeno 3 giorni consecutivi. Al termine dei 21 giorni la
pala gommata svuoterà il biotunnel, avviando il materiale stabilizzato in discarica come
ricopertura.

8
F.O.R.S.U.
Per ciclo trattante elusivamente F.O.R.S.U. è previsto un trattamento complessivo di giorni pari a
62 di cui 24 in biotunnel ed i restanti in platea areata di maturazione.
In ingresso ai biotunnel si deve aggiungere una certa quantità di materiale strutturante, per
strutturare correttamente la biomassa, consentendo così il corretto attraversamento dell’aria
all’interno del cumulo.
La prima fase del processo di compostaggio avviene all’interno di biotunnel realizzati in
calcestruzzo.
Gli aspetti tecnologici caratterizzanti il processo in biotunnel sono sintetizzabili nei seguenti punti:
− il materiale da stabilizzare/compostare viene posto in uno spazio chiuso;
− il biotunnel, a tenuta stagna, è realizzata in cemento armato con un’unica apertura per il
caricamento;
− viene insufflata aria mediante tubazioni integrate nel pavimento;
− l’aria è prelevata dalla zona di carico, mantenendo il capannone in depressione;
− viene aspirata, dal solaio del biotunnel, l’aria esausta ed inviata ad un sistema di
abbattimento degli odori costituito da un umidificatore ed un biofiltro;
− il materiale in biossidazione viene umidificato, mediante ugelli a spruzzo posti a soffitto,
con i percolati persi dalla massa stessa;
− tutto il processo viene gestito mediante supporti informatici sulla base delle misurazioni
dei parametri effettuati automaticamente all’interno del biotunnel.
All’interno dei biotunnel, il materiale viene sottoposto alla fase di biossidazione esotermica in
modo da avviare la degradazione della materia organica; l’intero processo avviene in condizioni
aerobiche mediante un sistema di aerazione.
Una volta riempito il biotunnel, il portone viene chiuso e si fa partire il programma automatizzato
di controllo del processo; il ventilatore associato ai biotunnel si mette in funzione e manda l’aria
nel sistema di aerazione.
L’area viene insufflata nel materiale dal basso, attraverso il pavimento, che è dotato di un sistema
di distribuzione integrato nel getto di calcestruzzo armato che forma il pavimento stesso.
La stessa aria è ripresa per essere ricircolata nella massa finchè il suo tenore di ossigeno è
sufficiente. Quando il tenore di ossigeno si riduce viene aggiunta aria fresca mediante l’apertura
della relativa serranda, regolata dal sistema di controllo. La stessa serranda opera opportune
regolazioni per mantenere la massa alla temperatura richiesta.
Per il materiale della linea F.O.R.S.U è prevista una maturazione in platea areata, per consentire la
completa trasformazione della sostanza organica in un prodotto finito.
A valle del trattamento in biotunnel è prevista una vagliatura in modo da recuperare materiale
strutturante da utilizzare in testa al processo anaerobico ed a quello aerobico.
Con la raffinazione, si ottiene una drastica riduzione del volume del materiale che deve essere
sottoposto al trattamento di maturazione in platea areata.
L’area di maturazione è dotata di un pavimento ventilato simile a quello dei biotunnel.
Il materiale da trattare viene disposto in cumuli dall’andamento parallelo alle tubazioni di
insufflazione.
9
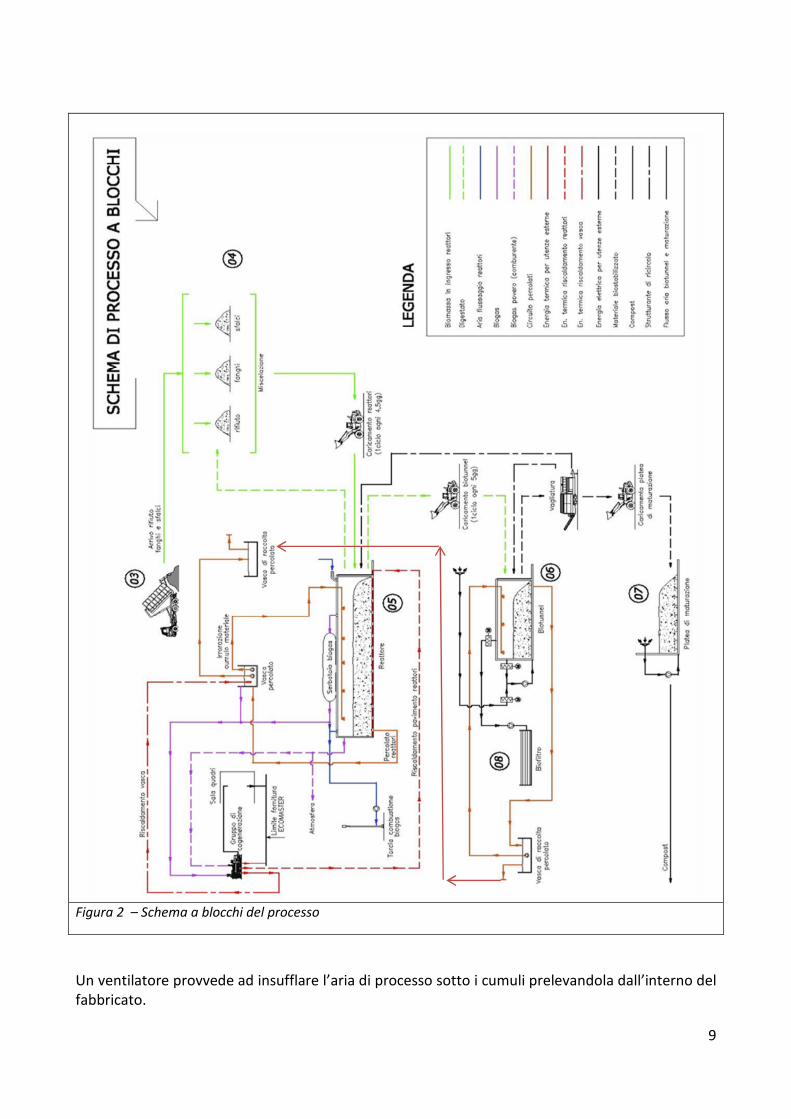
Figura 2 – Schema a blocchi del processo
Un ventilatore provvede ad insufflare l’aria di processo sotto i cumuli prelevandola dall’interno del
fabbricato.

10
Per mezzo di serrande manuali, è possibile regolare la distribuzione dell’aria nei settori di
pavimento ventilato interessati dal processo.
I percolati in eccesso derivanti dai processi anaerobici vengono integralmente utilizzati nei
processi aerobici, ed eliminati tramite il biofiltro come vapor acqueo.
Il processo così come proposto consente una razionale gestione delle aree e dei flussi di rifiuti che
risultano così rigorosamente separati.
7 OPERE CIVILI ED ELETTRICHE
Le aree principali che costituiscono l’impianto sono:
1. Capannone di sup. 12.640,00 mq suddiviso in
a. Area per la ricezione
b. Area digestore e captazione biogas
c. Biocelle per compostaggio
d. Platee di maturazione
e. Spazio manovra longitudinale tra digestori e biocelle
f. Area di confinamento compost stabilizzato in attesa di essere commercializzato
2. Impianti di trattamento aria e Biofiltro composto da 2 manufatti della superficie di mq. 850
ciascuno
3. Edificio uffici
4. Aree di manovra/Ingresso/Pesa
Sulla base di quanto sopra esposto e in relazione alle circa 30.000 t/a e ai tempi di giacenza, il
dimensionamento del manufatto è risultato costituito da:
− 11 celle (digestori) per processo anaerobico con produzione di biogas ed energia
mediante cogenerazione di circa 1 MW;
− 6 biotunnel per processo aerobico;
− 12 baie di maturazione.
In base a tali dati di base ne è risultato un layout che ha impegnato un’area di mq. 32.153,00 per
l’impianto di compostaggio e mq. 4.142,00 per la realizzazione del complesso magazzino-officina a
esclusivo servizio della Volsca Ambiente e Servizi S.p.A., il tutto come meglio evidenziato
nell’elaborato di progetto.
7.1 Ricezione
L’area ricezione individuata delle dimensioni interne di circa 45 m. X 30 m. permetterà lo
svolgimento delle operazioni di ricezione, deposito e smistamento del materiale;
7.2 Digestione Anaerobica
La digestione anaerobica avviene in celle chiuse in cemento armato delle dimensioni interne m.
7,00 di larghezza, m. 30,00 di lunghezza e m. 5,00 di altezza;
Tali digestori sono dotati di portoni con sistema di bloccaggio manuale ed automatico con la
peculiarità di essere a tenuta stagna e dotati di ogni dispositivo di sicurezza richiedente il materiale
in digestione in esse previsto.
Le celle oltre i portoni sono dotate dei seguenti sistemi:
− sistema di riscaldamento a pavimento;
11
− sistema di raccolta e ricircolo percolato;
− sistema di aspirazione del biogas collegato al sistema di stoccaggio del biogas;
− sistema di gestione dell’emergenza mediante torcia di emergenza ad alta temperatura;
− gruppo di cogenerazione con tutti i componenti necessari per la produzione di energia in
sicurezza gestionale e ai fini antincendio;
7.3 Biostabizzazione aerobica
Anche la biostabilizzazione aerobica avviene in celle anch’esse delle dimensioni interne m.
7,00 di larghezza x m. 30,00 di lunghezza x m. 5,00 di altezza. Tali biotunnel sono dotati di portoni
oltre che:
− tubazioni aria;
− ventilatori e condotti provvisti di serrande di intercettazione per la regolazione dei flussi;
− sistema di trattamento acque che una volta trattate vengono riutilizzate per
l’umidificazione dei biotunnel;
− sistema di vagliatura del materiale in uscita dai biotunnel mediante pala gommata;
− platea ventilata per la distribuzione dell’area realizzata con pavimento e paretine
divisorie;
− sistema di trattamento aria costituita da sistema di aspirazione e convogliamento a
biofiltro costituito da letto filtrante costituito da apposito materiale;
7.4 Impiantistica
l’ impiantistica elettrica a norma per ogni apparecchiatura comprensiva di sistema di controllo per
ogni impianto.
Gli impianti e i quadri elettrici dovranno essere conformi alle Direttive Comunitarie, alle
Leggi Nazionali con cui sono state recepite e dalle Norme Cei.
7.5 Raffinazione
All’interno del manufatto è previsto un vano per l’alloggiamento dei vagli per la raffinazione e
l’accumulo del compost e/o l’eventuale imbustaggio.
7.6 fEdificio magazzino, uffici
E’ previsto un piccolo edificio distaccato dal capannone principale composto da un magazzino e
vano di controllo pesa al piano terreno e uffici al piano primo
7.7 Stazione di pesa
E’ prevista una stazione di pesa controllata dall’antistante vano di controllo inserito nel magazzino
per il controllo e pesa degli automezzi in arrivo.
7.8 Sistemazione esterne
L’area circostante i manufatti permette un’ampia facilità di manovra dei mezzi, la sua superficie è
prevista pavimentata con sovrastruttura stradale composta da strato di fondazione in misto
granulare stabilizzato con leganti naturali, strato di binder e strato di usura.
Tutta la superficie è dotata di opportuno drenaggio delle acque piovane e di impianto di
depurazione per le acque usate di uso domestico unitamente a quello bio-chimico per i percolati.
L’approvvigionamento idrico sanitario è garantito da un pozzo artesiano e rete di
12
approvvigionamento sanitario.
Il progetto comprende l’illuminazione esterna di tutta l’area.
I disegni allegati illustrano nel dettaglio l’organizzazione delle sistemazioni esterne.
L’acqua potabile per gli uffici sarà garantita da contenitori muniti di rubinetti e bicchieri di carta,
con il ricambio periodico della stessa.
La depurazione e il trattamento delle acque di prima pioggia sono illustrati negli elaborati allegati.
8 LINEA DI PROCESSO FRAZIONE ORGANICA DA RACCOLTA
DIFFERENZATA E SELEZIONATA
8.1 INTRODUZIONE
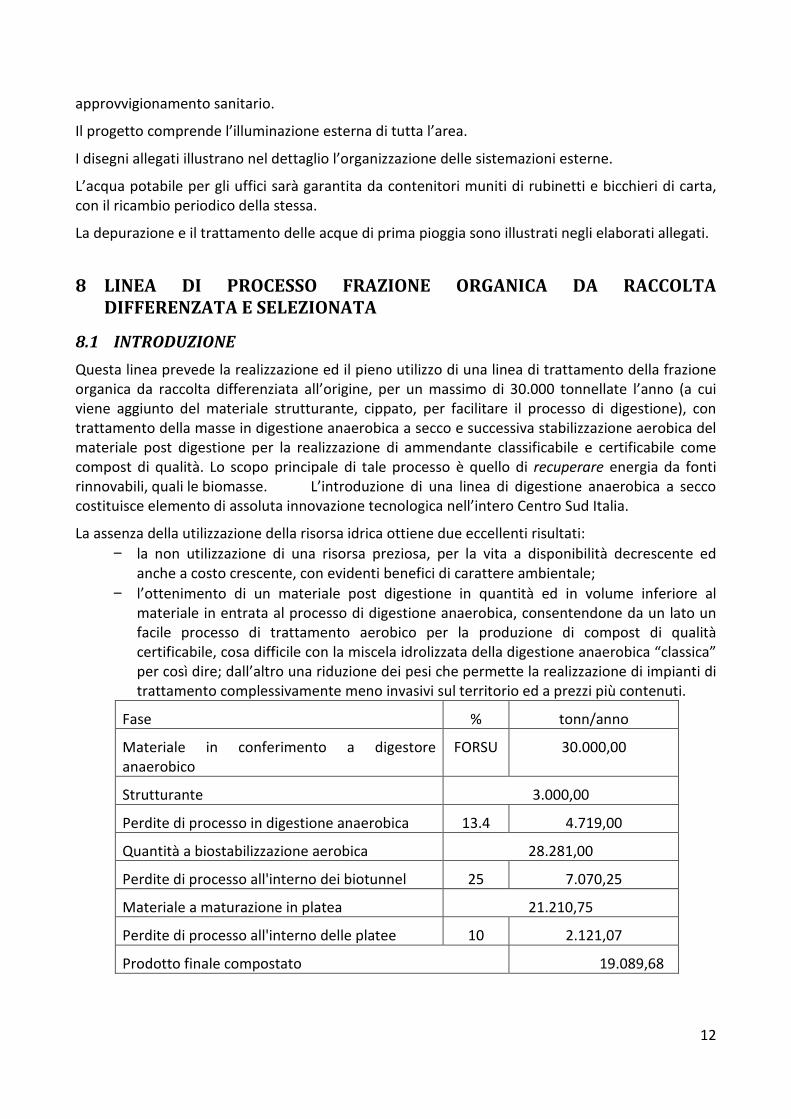
Questa linea prevede la realizzazione ed il pieno utilizzo di una linea di trattamento della frazione
organica da raccolta differenziata all’origine, per un massimo di 30.000 tonnellate l’anno (a cui
viene aggiunto del materiale strutturante, cippato, per facilitare il processo di digestione), con
trattamento della masse in digestione anaerobica a secco e successiva stabilizzazione aerobica del
materiale post digestione per la realizzazione di ammendante classificabile e certificabile come
compost di qualità. Lo scopo principale di tale processo è quello di recuperare energia da fonti
rinnovabili, quali le biomasse. L’introduzione di una linea di digestione anaerobica a secco
costituisce elemento di assoluta innovazione tecnologica nell’intero Centro Sud Italia.
La assenza della utilizzazione della risorsa idrica ottiene due eccellenti risultati:
− la non utilizzazione di una risorsa preziosa, per la vita a disponibilità decrescente ed
anche a costo crescente, con evidenti benefici di carattere ambientale;
− l’ottenimento di un materiale post digestione in quantità ed in volume inferiore al
materiale in entrata al processo di digestione anaerobica, consentendone da un lato un
facile processo di trattamento aerobico per la produzione di compost di qualità
certificabile, cosa difficile con la miscela idrolizzata della digestione anaerobica “classica”
per così dire; dall’altro una riduzione dei pesi che permette la realizzazione di impianti di
trattamento complessivamente meno invasivi sul territorio ed a prezzi più contenuti.
Fase % tonn/anno
Materiale in conferimento a digestore
anaerobico
FORSU 30.000,00
Strutturante 3.000,00
Perdite di processo in digestione anaerobica 13.4 4.719,00
Quantità a biostabilizzazione aerobica 28.281,00
Perdite di processo all'interno dei biotunnel 25 7.070,25
Materiale a maturazione in platea 21.210,75
Perdite di processo all'interno delle platee 10 2.121,07
Prodotto finale compostato 19.089,68

13
8.2 LA PROGETTUALITA’
8.2.1 INQUADRAMENTO GENERALE
Nel seguito si descrivono i criteri progettuali, le opere ed i servizi relativi alla realizzazione di un
impianto di trattamento anaerobico ed aerobico della frazione organica di rifiuti solidi urbani atto
al recupero energetico e di materia.
Si riassumono di seguito i Materiali Quantitativi considerati in ingresso all'impianto:
− F.O.R.S.U. ingresso impianto 30.000 t/a
− Rifiuto verde strutturante ingresso impianto. 3.000 t/a
I quantitativi di rifiuti verdi sono indicativi, perché dipendono da scelte gestionali di un maggiore o
minore ricircolo del materiale strutturante e dalla variabilità del rifiuto legata a condizioni
ambientali e stagionali.
Per la gestione del ciclo anaerobico si è inserito, nel bilancio di massa, un quantitativo di materiale
strutturante pari al 10% in peso, scelta legata alla stagionalità dei rifiuti, che si possono presentare
anche con livelli eccessivi di umidità. Prevedendo questo quantitativo di strutturante si ovvierà ad
eventuali problemi di sviluppo del processo che si potrebbero presentare, in quanto si interverrà
sulla densità e quindi permeabilità della biomassa in trattamento.
Anche per il ciclo aerobico è stata prevista una certa quantità di materiale strutturante, che sarà
variabile sempre in relazione alla stagionalità del rifiuto in ingresso e quindi alla quantità di
strutturale già aggiunto nella sezione anaerobica.
Il materiale strutturante potrà essere il rifiuto definito come “rifiuto verde”, che verrà recuperato
in parte all’uscita dei biotunnel di compostaggio da un sistema di vagliatura fisso, ed in parte,
eventualmente, conferito dall’esterno.
8.2.2 TECNOLOGIA PROPOSTA
La tecnologia proposta è finalizzata al recupero di materiale ed energia a partire dalle frazioni
organiche dei rifiuti; essa si compone di due fasi successive:
e) Fase di fermentazione in ambiente anaerobico, con degradazione della sostanza organica e
formazione di gas metano e biossido di carbonio; il metano recuperato nel processo è
utilizzato per produrre energia elettrica;
f) Fase di compostaggio, suddivisibile in due fasi successive, bio-ossidazione e maturazione; la
prima fase, che si sviluppa in biotunnel, è caratterizzata da una rapida decomposizione delle
matrici organiche con una intensa attività metabolica ed innalzamento della temperatura,
avente per risultato compost fresco; la seconda si sviluppa sulle aie di maturazione, ed il
risultato finale è un compost maturo con maggior contenuto di sostanze umiche.
I prodotti finali da sottoporre ad attività di recupero sono:
− biogas, che consentirà la produzione di energia elettrica;
− ammendante compostato misto, da utilizzarsi in agricoltura
8.2.3 VALORE TECNICO DEL PROGETTO
Il progetto proposto evidenzia la grande attenzione data alla sicurezza degli operatori ed al
miglioramento dell'ambiente di lavoro:
1. La disposizione dei fermentatori anaerobici, delle biocelle aerobiche e degli altri apparati è

14
studiata sfruttando al massimo gli spazi disponibili in modo da assicurare una facile e sicura
movimentazione dei materiali da parte dei mezzi mobili.
2. ll tempo di trattamento nei fermentatori anaerobici è pari a 28 giorni, un valore ottimale
per sfruttare il potenziale energetico della massa organica in trattamento e per inserirsi
correttamente nei cicli di lavorazione delle altre sezioni dell’impianto.
3. La torcia di sicurezza ad alta temperatura garantisce standard di sicurezza elevati con
impatto ambientale minimo.
4. La macchina rompisacco in testa ai processi biologici consente una omogeneizzazione del
rifiuto in ingresso.
5. ll tempo di trattamento nelle biocelle aerobiche, per la F.O.R.S.U., è pari a 22 giorni, un
valore non così elevato da facilitare la formazione di canali preferenziali per l'aria nella
massa trattata biologicamente.
6. L'altezza media dei cumuli nei fermentatori anaerobici è 3.8 m, mentre per le biocelle
aerobiche tale valore è di circa 3 m. Tali altezze consentono di mantenere, rispettivamente,
un corretto drenaggio del percolato, vettore batterico nel processo anaerobico, nel cumulo
in fermentazione anaerobica, ed una corretta aerazione della massa senza ricorrere a
eccessive pressioni di insufflazione dell'aria, che risultano molto dispendiose dal punto di
vista energetico.
7. Nella zona dedicata alla maturazione del materiale sono previsti dei muri in cemento
armato che consentono uno stoccaggio ed uno sfruttamento ottimale degli spazi, in quanto
sussiste il problema del tempo di riposo del materiale stoccato in più riprese.
8. Il conferimento del materiale e la movimentazione dello stesso avviene totalmente in area
confinata e mantenuta in depressione. L’aria aspirata è utilizzata parzialmente come aria di
processo nelle biocelle e nella platea di maturazione e parte è inviata direttamente al
sistema di trattamento dell’aria. Tale sistema è composto da un umidificatore dell’aria in
trattamento ed un biofiltro per bancata.
9. Vengono utilizzati ventilatori a portata variabile, sia per le biocelle che per il biofiltro che
per la maturazione, in modo che riducendo la portata e la pressione in tutti i periodi in cui
risulta possibile marciare a velocità ridotta.
10. Sono state previste vie di fuga in posizione baricentrica in modo da rispettare le normative
in materia di sicurezza, con accessibilità sia dalla sezzione anaerobica che da quella
aerobica.
8.3 PROCESSI UTILIZZATI E SCELTE GESTIONALI
8.3.1 DIGESTIONE ANAEROBICA
La degradazione biologica della sostanza organica in condizione di anaerobiosi (in assenza di
ossigeno molecolare, come O2 , o legato ad altri elementi, come nel caso dell’azoto nitrico, NO3),
determina la formazione di diversi prodotti, i più abbondanti dei quali sono due gas: il metano ed il
biossido di carbonio.
Digestori anaerobici
Lunghezza interna 30
Larghezza interna 7
Altezza interna 5

15
8.3.2 PRODUZIONE DI BIOGAS
La produzione di biogas costituisce uno dei principali vantaggi della digestione anaerobica dei
rifiuti, grazie al consistente recupero energetico che si riesce a conseguire tramite il suo utilizzo.
Pertanto l’intero processo deve essere condotto in maniera tale da massimizzare le rese di
metanizzazione.
La variazione della qualità del biogas prodotto, il cui tenore in metano può oscillare dal 45 al 65% è
dovuta alla differente velocità di degradazione dei diversi componenti della materia organica
degradabile. Infatti, poco dopo l’introduzione del substrato nel digestore, i primi componenti si
degradano, producendo un biogas molto ricco di anidride carbonica, mentre gli altri componenti si
degradano più tardi con produzione di un biogas più ricco in metano.
I due parametri, portata e concentrazione di CH4, variano in senso opposto: durante il
caricamento del digestore si ha una grande portata di biogas a basso contenuto di metano, mentre
lontano del caricamento, a processo ormai avviato, si ha una portata ridotta, ma ricca di metano.
Il limite di esplosione del biogas miscelato con l’ossigeno varia, in funzione della condizioni di
pressione e temperatura, tra il 6% ed il 12 %, in volume, di metano
8.3.3 DEPURAZIONE DEL BIOGAS
Prima dell’utilizzo a fini energetici il biogas viene essere sottoposto ad opportuni trattamenti di
depurazione. La presenza di anidride carbonica, azoto ed acqua provocano l’abbassamento del
potere calorifico della miscela, mentre sostanze come l’idrogeno solforato ed i composti organici
alogenati, che possono essere presenti nel biogas, si comportano da agenti corrosivi, causando
sensibili danni agli impianti di utilizzazione.
I trattamenti conseguenti sono finalizzati ad ottenere un sensibile abbassamento dei costi di
conduzione e manutenzione delle macchine, un funzionamento ottimale ed una maggior
affidabilità, oltre alla garanzia di rispetto dei limiti di emissione imposti dalla legge.
8.3.4 DEUMIDIFICAZIONE
ll trattamento di deumidificazione è necessario in quanto l’umidità, di cui il biogas è saturo, può
condensare all’interno delle tubazioni, in seguito a variazioni di temperatura e/o pressione,
provocando malfunzionamenti.
8.3.5 DESOLFORAZIONE
Con livelli di idrogeno solforato elevati è necessario prevedere dei sistemi di abbattimento
integrativi alla deumidificazione che nella tecnologia in parola prevede l’immissione di piccole
quantità di aria all’interno dei fermentatori mediante l’apertura di valvole pneumatiche gestite dal
supervisore PLC in modo automatico, limitando il contenuto di solfuro idrogenato ad un valore
inferiore a 200ppm onde evitare malfunzionamenti e problemi di manutenzione dei motori. Una
parte di tale inquinante viene raccolta nel sistema di accumulo del biogas ed evacuata come
condensato; lo stesso concetto viene applicato al sistema di raffreddamento del biogas.
8.3.6 PROCESSI DI RIMOZIONE DELLA CO2
In alcuni casi può essere utile effettuare trattamenti per la rimozione o riduzione del contenuto di
CO2 che nel caso in esame non è stato ritenuto necessario prevedere tale trattamento.

16
8.3.7 UTILIZZO DEL BIOGAS
Parte dell’energia prodotta della combustione del biogas viene utilizzata per gli autoconsumi
dell’impianto, mentre la restante parte è immessa in rete.
8.3.8 SISTEMI DI ACCUMULO DEL BIOGAS
Per rendere compatibile la produzione di produzione di biogas con l’utilizzo è necessario installare
un sistema di accumulo.
Lo stoccaggio va limitato alla quantità necessaria per ammortizzare le punte di produzione e deve
essere realizzato a bassa pressione.
Tutte le tubazioni ed i serbatoi di stoccaggio del biogas vanno realizzati a perfetta tenuta, in modo
da evitare possibili infiltrazioni d’aria che potrebbero dar luogo ad esplosioni dovute al suo
carattere altamente infiammabile.
8.3.9 TORCIA DI SICUREZZA
La presenza di una torcia di emergenza è prevista per garantire la combustione del biogas
prodotto in eccesso durante le emergenze.
Figura 3 – videata di controllo del sistema di scambio termico (linee in basso a sinistra verso le utenze;
linee in alto a sinistra verso i dissipatori).
La torcia di sicurezza consente la combustione del biogas in condizioni di emergenza assicurando:
− il mantenimento di valori di temperatura adeguati a limitare l’emissione di inquinanti e la
produzione di fuliggine;
− l’omogeneità della temperatura all’interno della camera di combustione;
− un adeguato tempo di residenza del biogas all’interno della camera di combustione;
− un sufficiente grado di miscelazione tra biogas ed aria di combustione;

17
− un valore sufficientemente elevato della concentrazione di ossigeno libero nei fumi
effluenti.
Al fine di conferire al sistema una maggiore affidabilità la torcia è dotata di sistemi automatici di
accensione e controllo della fiamma.
− lavaggio del fermentatore a fine ciclo;
− inutilizzo dei cogeneratori;
− contestuale saturazione del volume del sistema di accumulo biogas.
In questa sottofase, la più lunga del ciclo, la temperatura viene mantenuta tra i 50 ed i 60 °C con
l’usuale regolazione delle serrande e del ventilatore. Permette di conseguire la bio-stabilizzazione
del materiale fino al valore richiesto in funzione dei post-trattamenti.
Sottofase 6 - Raffreddamento
Infine, la temperatura viene riportata a valori più prossimi a quella ambientale, facendo
attraversare il materiale esclusivamente dall’aria fresca. In questo modo viene anche asportata
l’umidità. Infatti la sottrazione di calore è dovuta anche all’evaporazione dell’umidità del
materiale.
Sottofase 7 - Scarico
Terminata la bio-ossidazione il materiale viene estratto con le stesse modalità con cui era stato
caricato.
8.4 SCELTE GESTIONALI
8.4.1 MATERIALI TRATTATI E PRODOTTI
Si identificano diverse tipologie di materiali da trattare con caratteristiche iniziali, di processo e
prodotti finali diversificati.
Materiale trattato Prodotto
Miscela composta da rifiuti organici da
raccolta differenziata, rifiuti verdi e altre
frazioni vegetali
Compost di qualità in base al DM 5 febbraio 1998,
con caratteristiche indicate in allegati alla Legge 19
ottobre 1984, n. 748 e DM 27 marzo 1998
"Modificazione all'Allegato 1C della Legge 29
ottobre 1984, n. 748", per gli ammendanti
compostati (verdi e misti);
Si riassumono di seguito i quantitativi considerati in ingresso all'impianto:
Materiali Quantitativi
F.O.R.S.U. 30.000 t/a
Rifiuto verde 3.000 t/a
I quantitativi di rifiuti verdi sono indicativi, perché dipendono da scelte gestionali di un maggiore o
minore ricircolo del materiale legnoso.
18
Per quanto riguarda la miscela composta da F.O.R.S.U. digerito e rifiuto verde da compostare nelle
biocelle, viene assicurata una corretta quantità di strutturante (circa 10% in peso) in tutte le
situazioni di funzionamento.
8.4.2 MOVIMENTAZIONI DEI MATERIALI
Il percorso delle pale gommate ed i tempi di ciclo sono stati valutati per individuare e risolvere,
con la disposizione di lay-out e le scelte operative, le eventuali situazioni critiche.
Il lay-out dell'impianto è stato studiato per ridurre al minimo i punti di incrocio nei percorsi delle
pale gommate, in particolare nell'area di miscelazione e di carico/scarico biocelle.
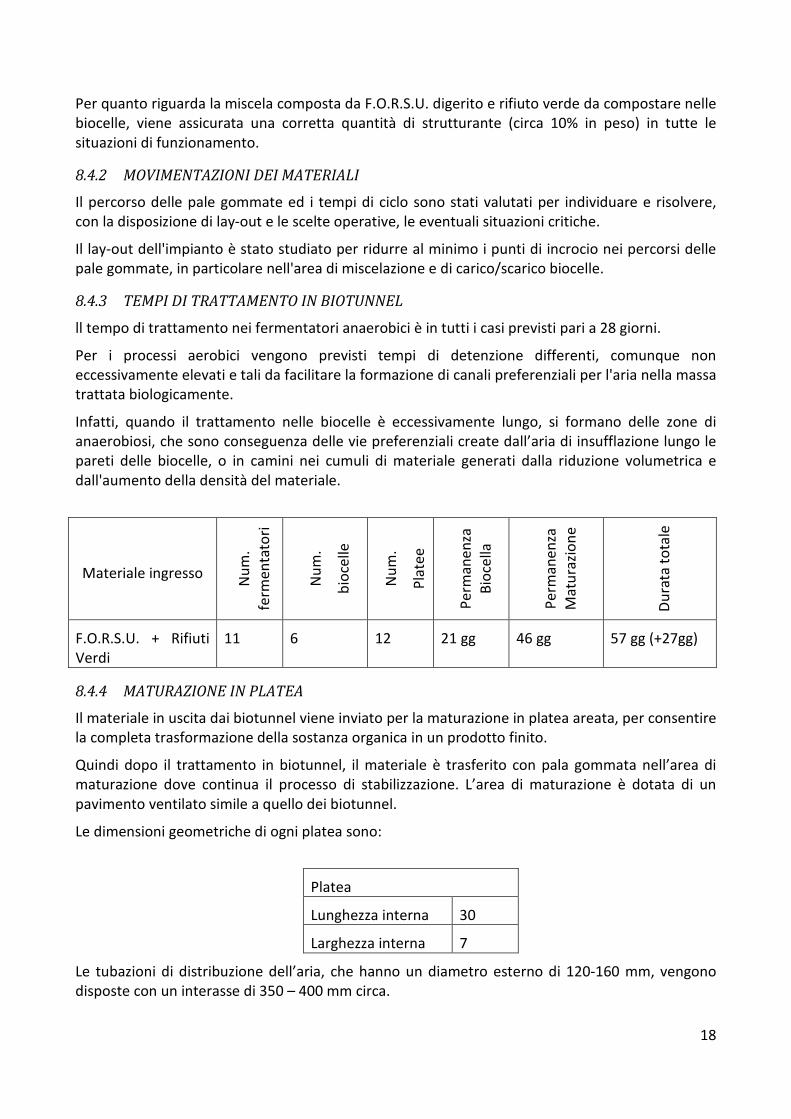
8.4.3 TEMPI DI TRATTAMENTO IN BIOTUNNEL
ll tempo di trattamento nei fermentatori anaerobici è in tutti i casi previsti pari a 28 giorni.
Per i processi aerobici vengono previsti tempi di detenzione differenti, comunque non
eccessivamente elevati e tali da facilitare la formazione di canali preferenziali per l'aria nella massa
trattata biologicamente.
Infatti, quando il trattamento nelle biocelle è eccessivamente lungo, si formano delle zone di
anaerobiosi, che sono conseguenza delle vie preferenziali create dall’aria di insufflazione lungo le
pareti delle biocelle, o in camini nei cumuli di materiale generati dalla riduzione volumetrica e
dall'aumento della densità del materiale.
Materiale ingresso
Nu
m.
ferm
en
tato
ri
Nu
m.
bio
cell
e
Nu
m.
Pla
tee
Pe
rma
ne
nza
Bio
cell
a
Pe
rma
ne
nza
Ma
tura
zio
ne
Du
rata
to
tale
F.O.R.S.U. + Rifiuti
Verdi
11 6 12 21 gg 46 gg 57 gg (+27gg)
8.4.4 MATURAZIONE IN PLATEA
Il materiale in uscita dai biotunnel viene inviato per la maturazione in platea areata, per consentire
la completa trasformazione della sostanza organica in un prodotto finito.
Quindi dopo il trattamento in biotunnel, il materiale è trasferito con pala gommata nell’area di
maturazione dove continua il processo di stabilizzazione. L’area di maturazione è dotata di un
pavimento ventilato simile a quello dei biotunnel.
Le dimensioni geometriche di ogni platea sono:
Platea
Lunghezza interna 30
Larghezza interna 7
Le tubazioni di distribuzione dell’aria, che hanno un diametro esterno di 120-160 mm, vengono
disposte con un interasse di 350 – 400 mm circa.
19
Un’apertura posta nella parete in coda viene collegata attraverso una condotta ad un ventilatore;
l’aria aspirata al di sopra dei cumuli stessi in trattamento, viene spinta dal ventilatore nel plenum
di collegamento al pavimento ventilato.
La quantità d’aria immessa viene regolata modificando la posizione di apertura delle serrande
manuali. Per l’insufflazione dell’aria è installato un ventilatore del tipo centrifugo.
8.4.5 SISTEMA DI RACCOLTA E RICIRCOLO DEL PERCOLATO
Il percolato ceduto dal materiale in trattamento fluisce per gravità all’interno di una vasca di
raccolta dei liquidi. La raccolta del percolato avviene per mezzo di griglie poste sul pavimento dei
digestori.
8.4.6 BIOFILTRO
Per l’aspirazione delle arie dai fabbricati è prevista una condotta collegata al sistema di
umidificazione e biofiltrazione. Ove necessario, sono previsti giunti di espansione impermeabili e
dei manicotti filettati per i punti di drenaggio e l’inserimento degli strumenti.
Per l’insufflazione dell’aria da trattare al biofiltro sono previsti due ventilatori di tipo centrifugo, a
semplice aspirazione.
Sotto il biofiltro è presente una vasca di raccolta delle acque meteoriche, con forma a tramoggia e
interrata per almeno 1,5 m. Questa acque raccolte attraversano il cippato utilizzato nel biofiltro.
Per il controllo del biofiltro sono previsti i seguenti strumenti in campo:
− misuratore di pressione sul collettore di mandata al biofiltro
− misura della temperatura dell’aria avviata al biofiltro e su ogni settore del biofiltro
valvole per il reintegro dell’acqua.
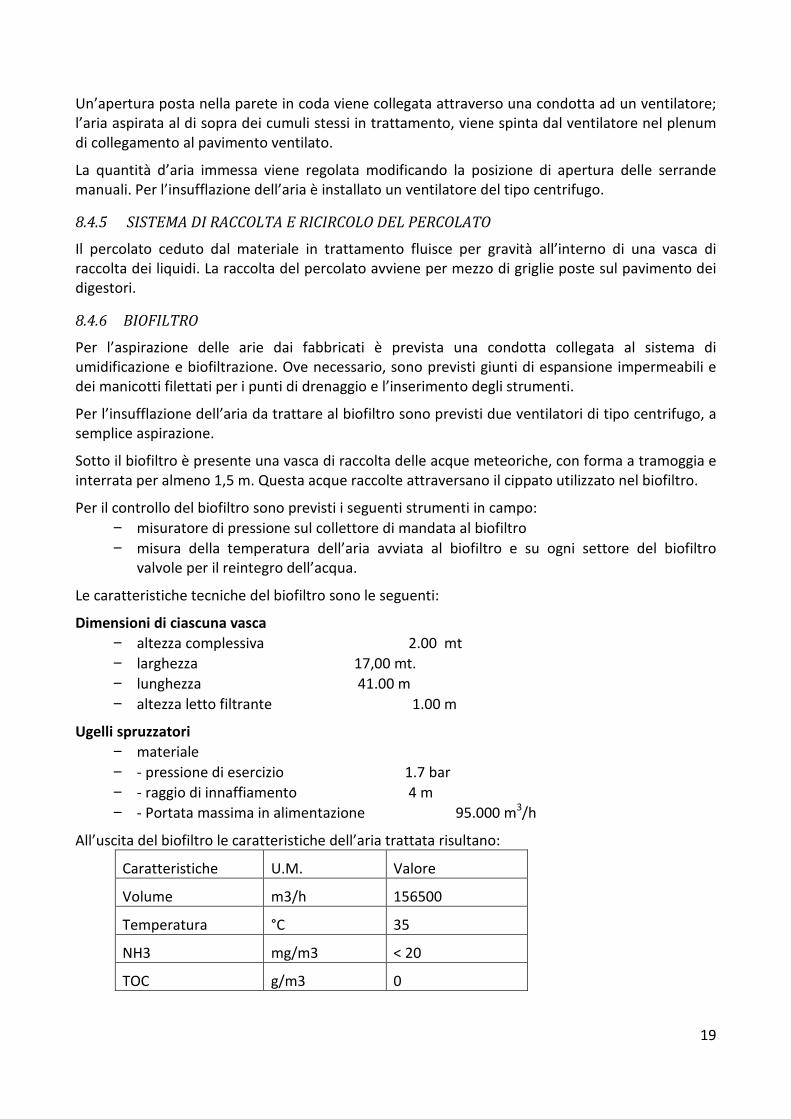
Le caratteristiche tecniche del biofiltro sono le seguenti:
Dimensioni di ciascuna vasca
− altezza complessiva 2.00 mt
− larghezza 17,00 mt.
− lunghezza 41.00 m
− altezza letto filtrante 1.00 m
Ugelli spruzzatori
− materiale
− - pressione di esercizio 1.7 bar
− - raggio di innaffiamento 4 m
− - Portata massima in alimentazione 95.000 m3/h
All’uscita del biofiltro le caratteristiche dell’aria trattata risultano:
Caratteristiche U.M. Valore
Volume m3/h 156500
Temperatura °C 35
NH3 mg/m3 < 20
TOC g/m3 0
20
Polveri mg/m3 < 10
Odore u. o d. 200
Condizioni in uscita (come previsto da Allegato 2 D.P.R. 203/88 e successive integrazioni e
modifiche) per quanto riguarda l’odorosità, al di sotto della soglia di sensibilità e di riconoscimento
nei limiti di abbattimento raggiungibili con “le migliori tecniche disponibili”
MACCHINARI PREVISTI
1. Ventilatori: Essi sono previsti per biogas i biotunnel, le aie di maturazione e il biofiltro;
2. FILTRI A CESTELLO
3. POMPE IMPIANTI IDRAULICI: Sono previste elettropompe per il sollevamento dei percolati,
delle acque dell’umidificatore;
4. ELETTROVALVOLE
Per le condotte delle biocelle, per il reintegro dell’acqua vengono previste elettrovalvole
elettrocomandate e rilevatori di pressione.
9 PRINCIPALI FORNITURE
9.1 IMPIANTO DI DIGESTIONE ANAEROBICA
E' prevista la fornitura delle opere elettromeccaniche per la realizzazione dei seguenti digestori :
− Numero digestori 11
− Larghezza interna 7 mt
− Lunghezza interna 30 m
− Altezza interna 5 m
Il sistema esclude le opere civili comprende:
− Portoni
− Sistema riscaldamento a pavimento
− Sistema raccolta e ricircolo percolato
− Sistema aspirazione biogas
− Sistema stoccaggio biogas
− Torcia di emergenza
9.1.1 PORTONI DIGESTORI ANAEROBICI
I portoni sono del tipo ad anta, dotati di cerniere di fissaggio alla struttura portante, e doppio
sistema di bloccaggio, manuale ed automatico.
L’apertura e la chiusura avviene manualmente ed è eseguita dall’operatore della pala gommata.
I sistemi di serraggio manuali, a manovella, sono disposti su tutti i lati non incernierati.
I materiali plastici inseriti nei punti di giunzione tra portoni ed opere civili generano la necessaria
pressione di superficie che assicura la tenuta stagna dei digestori.
9.1.2 SISTEMA DI RISCALDAMENTO A PAVIMENTO
Il pavimento di ogni digestore è riscaldato mediante una serie di tubazioni annegate nel getto di
21
calcestruzzo formante il pavimento stesso. Le tubazioni sono previste in materiale sintetico
multistrato resistenti alle alte temperature.
L’acqua calda prodotta dai gruppi di cogenerazione è immessa all’interno di queste tubazioni da
una pompa di mandata che provvede alla distribuzione dell’acqua calda all’interno dei digestori.
Una tubazione di ritorno riporta l’acqua “fredda” ai gruppi di cogenerazione.
Un sistema di regolazione composto da valvole e pompe, regola la quantità di acqua in mandata
ed in ritorno dai digestori, in funzione alla temperatura impostata sul PLC.
La temperatura dell’acqua in mandata/ritorno è misurata con termometri posti sulle tubazioni
che, oltre a visualizzarne istantaneamente il valore, lo trasmettono al sistema di controllo per la
gestione del sistema termico.
9.1.3 SISTEMA RACCOLTA E RICIRCOLO PERCOLATO
La raccolta del percolato avviene per mezzo di griglie poste sul pavimento dei digestori.
Il percolato ceduto dal materiale in trattamento fluisce per gravità all’interno di una vasca di
raccolta e rilancio dei liquidi verso lo stoccaggio finale esterno.
L’irrorazione del materiale avviene mediante una serie di ugelli distributori posti sul solaio dei
digestori, gli ugelli sono posizionati a filo del solaio in modo da non interferire con le operazioni di
movimentazione dei materiali.
La raccolta del percolato è effettata mediante tubazioni a tenuta onde evitare dispersioni.
Il biogas prodotto all’interno della vasca è captato quindi avviato al sistema di stoccaggio.
9.1.4 SISTEMA ASPIRAZIONE BIOGAS
Il biogas prodotto è aspirato mediante tubazioni collegate ad aperture poste alle estremità dei
digestori, quindi avviato mediante un ventilatore al sistema di stoccaggio.
Ogni digestore è dotato di una valvola di regolazione che gestisce il flusso di biogas da avviare al
sistema di stoccaggio oppure al sistema di emergenza (torcia). La serranda è azionata
pneumaticamente.
Il sistema di controllo verifica la qualità del biogas e decide se avviarlo al sistema di stoccaggio
oppure alla torcia.
L’estrazione del biogas dai digestori è affidata a due ventilatori: uno per la mandata del biogas al
sistema di stoccaggio, l’altro per la gestione della fase di lavaggio.
9.1.5 SISTEMA STOCCAGGIO BIOGAS
Il biogas estratto dai digestori è avviato ad un sistema di stoccaggio costituito da idoneo serbatoio.
L’accumulatore è posizionato sulla sommità della vasca anaerobica esterna di raccolta del
percolato. Un sistema di sensori ne segnala e regola lo stato di riempimento.
Sistema di sicurezza costituito da valvole, misuratori di livello e quanto altro necessario per la sua
gestione.
Le componenti principali sono:
1. membrana esterna in poliestere spalmato PVC;
2. membrana interna in poliestere spalmato PVC;

22
3. rete di supporto in polietilene;
4. supporto circolare in acciaio inox;
5. ventilatore centrifugo per insufflaggio aria;
6. valvola sicurezza aria in alluminio ed acciaio inox;
7. valvola sicurezza gas a guardia idraulica in acciaio inox;
8. sensore a cella di carico con flangia e protezione inox;
9. palo in c.a.;
10. passerelle di accesso al bordo vasca;
Figura 4 – sistema stoccaggio biogas
9.1.6 TORCIA DI EMERGENZA AD ALTA TEMPERATURA
In caso di mancato funzionamento del gruppo di cogenerazione, una volta saturato il volume
dell’accumulo, il biogas viene combusto in una torcia di sicurezza ad alta temperatura.
Con le seguenti caratteristiche:
− n.1 camera di combustione di tipo cilindrico, rivestita internamente con materassino in
fibra ceramica idoneo per temperature fino a 1.250°C
− n.1 bruciatore completo di pilota ad accensione elettrica e sistema di rilevamento
fiamma
− n.1 sistema automatico di controllo della temperatura, composta da termocoppia per il
rilevamento della temperatura in camera di combustione
− n.1 sistema di misura della portata
9.1.7 GRUPPI DI COGENERAZIONE
E’ prevista l’installazione di un gruppo di cogenerazione alimentato a biogas, per una potenza di
circa 1 MW
Le componenti sono le seguenti:
23
− Gruppo di cogenerazione composto da motore a gas, alternatore sincrono, quadro di
comando e controllo, rampa gas e preriscaldamento elettrico;
− Batterie e carica batterie (inserito nel quadro di interfaccia);
− Compensatori e raccordi flessibili;
− Regolazione temperatura acqua di ritorno;
− Valvola intercettazione gas esterna;
− Sistema di sincronizzazione automatica;
− Sistema di sorveglianza fughe gas;
− Sistema di sorveglianza sviluppo fumi;
− Sistema stoccaggio olio lubrificante composto da due serbatoi ( olio fresco + olio esausto)
e da due elettropompe (olio fresco + olio esausto);
− Silenziatore acciaio inox;
− Sistema di ventilazione;
− Sistema di raffreddamento acqua motore e intercooler tramite elettroradiatore
completo di accessori;
− Scambiatore di interfaccia per recupero acqua calda (da blocco motore) lato utenza.
Il gruppo cogeneratore è dotato di una dotazione adeguata di dispositivi antincendio ed un
sistema di rilevazione fughe di gas e fumo nei locali;
9.1.8 IMPIANTO BIOSTABILIZZAZIONE AEROBICA
E' prevista la fornitura delle opere elettromeccaniche per la realizzazione dei seguenti sezioni
aerobiche.
9.2 BIOTUNNEL
9.2.1 Portoni biotunnel
Su ciascun portone sono previste due aperture con serranda automatica di sovrappressione e
depressione.
I materiali utilizzati per la realizzazione dei portoni sono anti-corrosione, e diversificati a secondo
dell'esposizione.
Tutte i componenti dei portoni ed in particolare quelli a contatto con l’atmosfera interna del
tunnel saranno realizzati in materiale resistente alla corrosione, tipica degli impianti di
compostaggio.
All’interno dei biotunnel viene mantenuta generalmente una depressione di circa 1 mm H2O.
Tuttavia in casi di anomalie del sistema di regolazione si possono raggiungere valori di pressione o
depressione di 25 mm H2O.
La costruzione dei portoni tiene in considerazione tale dato progettuale.
Tubazioni aria per l’aspirazione delle arie dai fabbricati é prevista una condotta realizzata in lega di
alluminio.
La tubazione é dotata di griglie di aspirazione ed è fissata alla struttura dei fabbricati con piedini e
staffe di ancoraggio realizzati in acciaio zincato a caldo.
I diametri saranno variabili in funzione della la posizione nel ramo di aspirazione
Ventilatori biotunnel
24
Tutti i ventilatori previsti nella sezione aerobica sono previsti del tipo centrifugo a semplice
aspirazione. Motore e ventilatore sono assemblati su unico basamento completo di supporti
antivibranti.
Si evidenzia che l'adozione di inverter per la variazione continua della velocità consente di avviare
dolcemente i ventilatori e rende obsoleto il cambio delle pulegge di trasmissione per la variazione
di velocità.
9.2.2 Serrande
Per tutte le serrande di intercettazione delle tubazioni dell'aria si propone il comando a mezzo di
un servomotore elettrico. Ciò consente di posizionare la serranda anche sui valori intermedi del
campo di apertura, invece di avere un semplice comando "on-off".
Si prevede l’impiego di serrande realizzate con le alette in lega di alluminio anti-corrosione ed una
velocità di attraversamento analoga a quella delle tubazioni su cui sono installate.
Si prevedono altresì serrande di sovrappressione con funzionamento automatico in caso di valori
di pressione, o depressione eccessiva all'interno dei biotunnel. Ciò consente di salvaguardare
l'integrità strutturale delle tubazioni e dei portoni degli stessi.
9.2.3 Sistema trattamento acque
I percolati e i condensati raccolti vengono avviati al sistema di raccolta e stoccaggio che
comprende sostanzialmente:
− pozzetti e rete di raccolta;
− fossa di ricevimento con elettropompa;
Si prevede una rete di alimentazione del sistema di umidificazione dei biotunnel, utilizzante le
acque di scarico filtrate.
Una pompa manda il liquido raccolto della vasca di stoccaggio ad un filtro statico a cestello per la
filtrazione grossolana.
Il liquido viene quindi ripreso da un'altra pompa che alimenta la rete di umidificazione dei
biotunnel.
9.2.4 Sistema di vagliatura
Il materiale in uscita dalle biocelle aerobiche viene avviato mediante pala gommata al sistema di
vagliatura posizionato in apposita area tra le biocelle e le platee di maturazione finale.
La pala gommata scarica il rifiuto in un dosatore che a sua volta alimenta il sistema vagliante.
Il movimento caratteristico del vaglio e la particolare configurazione dei tappeti di setaccio
determineranno inoltre una rapida separazione del materiale da vagliare e verrà impedita
l'aderenza del materiale al piano vagliante.
9.3 PLATEE VENTILATE
I pavimenti sono previsti in calcestruzzo armato con fori d’uscita dell’aria corrispondenti ai
sottostanti ugelli conici di insufflaggio serviti da tubazioni longitudinali. Le tubazioni, sono
annegate nel pavimento stesso del biotunnel.
Un’apertura posta nella parete in coda viene collegata attraverso una condotta ad un ventilatore;
l’aria aspirata al di sopra dei cumuli stessi in trattamento, viene spinta dal ventilatore nel plenum

25
di collegamento al pavimento ventilato. Le condotte sono realizzate in lega di alluminio
anticorrosione AlMg3 ed hanno delle giunzioni flangiate con bulloneria in acciaio inossidabile AISI
304.
Dove necessario, sono previsti sulle tubazioni dell'aria dei giunti di espansione impermeabili e dei
manicotti filettati per i punti di drenaggio e l'inserimento degli strumenti. Le sezioni delle condotte
sono dimensionate per una velocità massima dell’aria di circa 18 m/sec.
La quantità di aria immessa viene regolata modificando la posizione di apertura delle serrande
manuali.
Per l’insufflazione dell’aria è previsto un ventilatore del tipo centrifugo, a semplice aspirazione,
realizzato in acciaio inossidabile AISI 304 (cassa e girante) con esecuzione a tenuta d’acqua.
Ogni ventilatore viene fornito di una portella d’ispezione con coperchio sulla
cassa ed uno scaricatore di condensa da 1 - ½”.
9.4 SISTEMA TRATTAMENTO ARIA
Per l’aspirazione dell’ aria dal manufatto é prevista una condotta realizzata in lega di alluminio
anticorrosione AlMg3 con giunzioni flangiate e bulloneria in acciaio inossidabile AISI 304. La
tubazione é dotata di griglie di aspirazione ed è fissata alla struttura dei fabbricati con piedini e
staffe di ancoraggio realizzati in acciaio zincato a caldo.
La condotta è collegata ai sistemi di umidificazione e biofiltrazione, previsti in numero di due, uno
per lato del capannone principale.
Dove necessario, sono previsti giunti di espansione impermeabili e dei manicotti filettati per i
punti di drenaggio e l'inserimento degli strumenti.
Le sezioni delle condotte sono dimensionate per una velocità massima dell’aria di circa 18 m/sec.
Ogni sistema di biofiltrazione prevede due ventilatori di uguali caratteristiche.
Sul ventilatore sono inoltre previsti:
− Collegamento flessibile lato di mandata
− Collegamento flessibile lato aspirazione
− Ammortizzatori di vibrazioni.
L’aria aspirata viene trattata in un umidificatore, installato nel plenum di adduzione dell’aria al
biofiltro, ed é dotato di pompa di mandata con relativa canalizzazione e ugelli di spruzzo.
La vasca di raccolta e rilancio del fluido umidificante è dotata di dispositivo di controllo del livello e
le tubazioni di reintegro livello acqua con relativa elettrovalvola. Il sistema é collegato alle rete di
adduzione dell’acqua di rete.
Il perimetro del biofiltro è costituito da pareti di contenimento in calcestruzzo armato. Su un lato,
è ricavata un’apertura di accesso per le operazioni di posa e manutenzione del materiale
biofiltrante. L’apertura viene chiusa con tavole in legno.
Il letto biofiltrante è sostenuto da un pavimento forato, realizzato con plotte prefabbricate in
calcestruzzo armato.
Le plotte sono posate su muretti in modo da lasciare uno spazio libero sottostante sufficiente ad
assicurare una buona distribuzione dell’aria all’interno della camera di distribuzione. Il pavimento
forato è studiato per consentire il passaggio di mezzi per la manutenzione del materiale
26
biofiltrante.
Nella camera di distribuzione del biofiltro sono disposti dei pozzetti di raccolta per le condense.
Viene garantita la portata necessaria per garantire al minimo 4 ricambi orari per ogni singola area
del capannone.
Per la raccolta dei percolati e dei condensati, e di tutte le acque di scarico in genere, derivanti dalle
aree di stoccaggio rifiuti e dagli impianti di digestione anaerobica, biostabilizzazione e controllo
odori, è prevista una rete di pozzetti di raccolta.
Il materiale biofiltrante dello strato di base è costituito da legno vergine con pezzatura più elevata
di quello superiore. Si preferisce infatti non utilizzare materiali derivanti dal trattamento dei rifiuti
verdi a causa della presenza di contaminanti (plastiche, chiodi, ecc.) e dell'impossibilità di
controllare il loro stato di decomposizione, che talvolta presenta dei fenomeni anaerobici con
relativi problemi di odore.
Per il controllo del biofiltro sono previsti i seguenti strumenti in campo:
− misura di pressione sul collettore di mandata al biofiltro
− misura della temperatura dell’aria avviata al biofiltro
− misura di temperatura su ogni settore del biofiltro
9.5 SISTEMA ELETTRICO E DI SUPERVISIONE
I componenti elettrici sono previsti esclusivamente necessari all’ambiente di lavoro, questione, le
canalizzazioni dovranno avere grado di protezione minimo IP4X ed i cavi impiegati essere del tipo
“non propaganti l’incendio” (se installati in fasci). I circuiti terminali dovranno essere protetti dai
contatti indiretti mediante dispositivi a corrente differenziale con soglia d’intervento non
superiore a 0,3A e in casi particolari fino a 1A con tempo di intervento selettivo. A maggior favore
della sicurezza si è previsto un impianto del tipo industriale avente grado di protezione IP55.
9.5.1 FORNITURA ELETTRICA
La fornitura dell’energia in bassa tensione trifase, per la parte di impianto della presente sezione
sarà derivata direttamente da quadro PC1 di distribuzione principale.
9.5.2 QUADRI DI DISTRIBUZIONE
I quadri di protezione e comando e la distribuzione dell’energia nelle utenze di competenza sono
così previsti:
QL1 Quadro Luce e F.M. capannoni
Tale quadro prende l’alimentazione dal quadro di distribuzione principale PC1 tramite linea in cavo
protetta a monte con un interruttore automatico magnetotermico regolabile installato nel PC1, le
eventuali prese industriali interne ed esterne alle zone di lavorazione, tutti gli apparati degli
impianti accessori. Tutte le linee derivate sono in cavo protette a monte con interruttore
magnetotermico differenziale. Il quadro costituito da centralina in PVC e chiusura a chiave, il grado
di protezione sarà IP55 minimo.
9.5.3 LINEE DI DISTRIBUZIONE
Tutti i conduttori utilizzati sono del tipo "armonizzato" e di sezioni adeguate a sopportare le
correnti di progetto considerando anche l'eventuale disposizione in fasci di diversi cavi nella stessa
canalizzazione o tubo.

27
Le linee di distribuzione e i supporti utilizzati sono così previsti:
Dal quadro QL1 per i tratti relativi alle dorsali di distribuzione verso le utenze FM prese industriali
e verso le alimentazioni dell’illuminazione ordinaria o di emergenza tramite cavi quadripolari
FG7OR od unipolari FG7R con grado di isolamento 0,6/1 kV isolato in EPR con guaina in PVC con
sezioni adeguata, in posa in canala metallica chiusa in acciaio zincato a caldo e per i tratti
discendenti verso le prese FM prese industriali in tubazioni metalliche portatavi, rigide, filettate in
acciaio zincato resistenti agli urti a norma UNI 7683 e in tubazioni isolanti rigide in PVC serie
pesante verso i riflettori industriali.
Per l’alimentazione degli apparecchi illuminanti nelle zone Ricezione e Trattamento si
impiegheranno cavi FG7OR per il circuito normale e cavi resistenti al fuoco (cei 20-45) FTG10OM1
per il circuito d’emergenza.
Tali linee sono posate entro canale chiuso in acciaio zincato munito di setti separatori
(illuminazione ordinaria – illuminazione di emergenza).
Dal quadro di distribuzione PC1 si derivano le linee d’alimentazione dei quadri elettrici principali
tramite cavi quadripolari FG7OR con grado di isolamento 0,6/1 kV isolato in EPR con guaina in PVC
con sezioni come da schema unifilare allegato, posato in canala metallica chiusa in acciaio zincato
a caldo.
Le sezioni dei tubi e del canale sono calcolate in modo da soddisfare la norma sullo stipamento dei
conduttori e tener conto di eventuali successivi incrementi di potenza nell'impianto, la norma
prevede una sezione interna maggiore o uguale di 1,5 volte la sezione complessiva del fascio di
conduttori alloggiati; condizione che risulta verificata.
9.5.4 IMPIANTO DI ILLUMINAZIONE INTERNA
Nel progettare l'impianto di illuminazione dei locali saranno seguite le indicazioni relative agli
illuminamenti da adottare negli interni raccomandate dalla CIE (commissione internazionale
dell'illuminazione) e dalla ISO (organizzazione internazionale di unificazione).
L'impianto progettato è coerente con gli obiettivi primari che si desidera conseguire: confort visivo
e distribuzione luminosa di tipo diffuso per quanto concerne le luci di servizio, adeguato
illuminamento per le luci degli ambienti utilizzati in modo continuativo o per il lavoro.
L'illuminamento medio nominale è stato rilevato dalla tabella UNI EN 12464 in cui vengono
riportati i valori di illuminamento medio raccomandati per i locali in base alla loro utilizzazione. Si è
proceduto alla progettazione ambiente per ambiente, tenendo in debito conto le condizioni più o
meno favorevoli che devono essere assicurate perché la prestazione visiva si svolga senza
affaticamento e confortevolmente.
I valori medi di illuminamento riferiti al piano di lavoro sono i seguenti:
− 300 lux: Illuminazione locale sala quadri e sala controllo
− 150 lux: Illuminazione generale locali di stoccaggio
− 10 lux: Illuminazione ambienti esterni destinati al passaggio e alla sosta dei mezzi.
9.5.5 LOCALI RICEZIONE, TRATTAMENTO E BIOSTABILIZZAIZONE
Illuminazione generale
Apparecchio illuminante a ioduri metallici o equivalente avente le seguenti caratteristiche:
− Corpo in alluminio pressofuso con alettatura di raffreddamento;

28
− Riflettore in versione diffondente, in alluminio stampato prismatizzato, ossidato
anodicamente con spessore 6/8 micron e brillantato, per un elevato rendimento
luminoso;
− Diffusore in vetro temperato di protezione, spessore 5 mm, resistente agli shock termici
e agli urti;
− Verniciatura a polvere poliestere colore nero, resistente alla corrosione e alle nebbie
saline;
− Portalampada in ceramica e contatti argentati. Attacco E40;
− Alimentazione 230V/50Hz. Cavetto flessibile, capicordato con puntali in ottone stagnato
ad innesto rapido, isolamento in silicone con calza in fibra di vetro sezione 1.0 mm².
Morsettiera 2P+T con massima sezione dei conduttori ammessa 4 mm²;
− Dotazione: Il riflettore rimane agganciato al corpo dell'apparecchio con catenelle di
sospensione anticaduta. Piastra portacablaggio asportabile per una facile manutenzione;
− Equipaggiamento: Guarnizione in materiale ecologico di gomma siliconica. Golfare con
gambo filettato in acciaio. Pressacavo in nylon f.v.diam. 1/2 pollice gas (cavo min.
diam.9, max diam. 12);
− Montaggio a sospensione o possibilità di installazione su canale industriale;
− Normativa: Prodotti in conformità alle vigenti norme EN60598-1 CEI 34-21, sono protetti
con il grado IP65IK08 secondo le EN 60529 e sono certificate dall'istituto Marchio di
Qualità (IMQ). Hanno ottenuto la certificazione di conformità Europea ENEC. Installabili
su superfici normalmente infiammabili;
Infittimento dell’ illuminazione zona macchinari
Nelle zone dei macchinari del processo per ottenere una illuminazione più efficace ed omogenea e
per il poco spazio al di sopra dei macchinari stessi verranno impiegate apparecchi illuminanti a tubi
fluorescenti aventi le seguenti caratteristiche:
− Corpo stampato ad iniezione, in policarbonato grigio RAL7035, infrangibile ed
autoestinguente V2, di elevata resistenza meccanica;
− Diffusore stampato ad iniezione in policarbonato trasparente prismatizzato
internamente per un maggior controllo luminoso, autoestinguente V2, stabilizzato ai
raggi UV. La finitura esterna liscia per facilitare l'operazione di pulizia, necessaria per
avere sempre la massima efficienza luminosa;
− Riflettore in acciaio laminato a freddo, zincato a caldo antifessurazione, verniciatura
stabilizzata ai raggi UV antingiallimento in poliestere lucido colore bianco;
− Portalampada in policarbonato bianco e contatti in bronzo fosforoso. Attacco G13;
− Cablaggio con reattore elettronico. Morsettiera 2P+T con portafusibile, massima sezione
ammessa dei conduttori 2.5 mm²;
− Equipaggiamento: Fusibile di protezione 3.15°;
− Ganci di bloccaggio in nylon f.v.;
− Predisposizione al serraggio con viti in acciaio;
− Normativa: prodotti in conformità alle vigenti norme EN 60598-1 CEI 34-21, grado di
protezione IP66IK08 secondo le EN 60529. Installabile su superfici normalmente
infiammabili.
− Le accensioni delle diverse zone avverrà come verrà indicato negli schemi unifilari
direttamente dal quadro QL1 Quadro Stabilimento, o tramite pulsanti unipolari in scatola
stagna a parete nelle vicinanze degli ingressi come indicato nelle planimetrie relative.
29
Sala Quadri e sala controllo
Verranno impiegate plafoniere stagne installate a plafone, con le seguenti caratteristiche:
− Corpo stampato ad iniezione, in policarbonato grigio RAL7035, infrangibile ed
autoestinguente V2, di elevata resistenza meccanica;
− Diffusore stampato ad iniezione in policarbonato trasparente prismatizzato
internamente per un maggior controllo luminoso, autoestinguente V2, stabilizzato ai
raggi UV. La finitura esterna liscia per facilitare l'operazione di pulizia, necessaria per
avere sempre la massima efficienza luminosa;
− Riflettore in acciaio laminato a freddo, zincato a caldo antifessurazione, verniciatura
stabilizzata ai raggi UV antingiallimento in poliestere lucido colore bianco;
− Portalampada in policarbonato bianco e contatti in bronzo fosforoso. Attacco G13;
− Cablaggio con reattore elettronico. Morsettiera 2P+T con portafusibile, massima sezione
ammessa dei conduttori 2.5 mm²;
− Equipaggiamento: Fusibile di protezione 3.15°;
− Ganci di bloccaggio in nylon f.v.;
− Predisposizione al serraggio con viti in acciaio;
− Potenza lampade: FL 2x58W;
− Grado di protezione IP65;
− Normativa: prodotti in conformità alle vigenti norme EN 60598-1 CEI 34-21,
− grado di protezione IP66IK08 secondo le EN 60529. Installabile su superfici normalmente
infiammabili.
Le accensioni avverranno tramite interruttore unipolare in scatola stagna a parete o tramite
pulsanti unipolari in scatola stagna a parete e relè posizionati nelle vicinanze degli ingressi come
indicato nelle planimetrie relative.
Impianto di illuminazione di sicurezza
In osservanza al D.Lgs del 9 aprile 2008 n°81 e al DM10/03/98 per i luoghi di lavoro, sarà realizzato
un impianto di illuminazione d’emergenza.
L’illuminazione all’interno dei locali tecnici sarà realizzata tramite apparecchiature autonome
autoalimentate a tubi fluorescenti, munite di un dispositivo atto a realizzare l’autodiagnosi aventi
la potenzialità 24W IP65.
L’illuminazione di sicurezza dei capannoni verrà realizzata tramite apparecchi illuminati a ioduri
metallici muniti di un dispositivo atto a realizzare la preaccensione con n°1 lampada alogena
inserita all’interno dell’apparecchio a ioduri metallici o similare IP65 dedicati a realizzare
l’illuminazione ordinaria e l’illuminazione d’emergenza.
Tali apparecchi saranno alimentati da un gruppo di continuità dedicato UPS che in caso di
mancanza dell’alimentazione ordinaria o d’interevento di una protezione di un circuito luce,
commuterà automaticamente sulla fonte d’energia d’emergenza. Nel caso l’alimentazione venisse
a mancare durante il funzionamento ordinario (apparecchi accesi) gli apparecchi illuminanti di
emergenza rimarranno accesi.
Le linee alimentanti gli apparecchi d’emergenza avranno una linea dedicata in cavo resistente al
fuoco tipo FTG10OM1 CEI 21-45 e sarà posata in conduttura metallica resistente al fuoco dedicata
(canale chiuso d’acciaio zincato munito di setto separatore).
L’illuminazione delle uscite di sicurezza sarà realizzata tramite apparecchiature autonome

30
autoalimentate a tubi fluorescenti, munite di un dispositivo atto a realizzare l’autodiagnosi aventi
la potenzialità 24W IP65.
Tali apparecchi di emergenza saranno alimentati da linea dedicata derivata dal sottoquadro QL1.
La segnalazione dell’emergenza verrà realizzata tramite cartellonistica specifica.
In particolare si garantirà illuminamento minimo di 2 lux lungo la linea mediana delle vie di esodo,
di 5 lux nei pressi dell’uscita di sicurezza e delle attrezzature d’emergenza. Tali apparecchiature
dovranno avere un autonomia degli accumulatori di 1 ora e ricarica dei medesimi entro 12 ore.
Rimangono escluse eventuali macchine o attività da considerare ad alto rischio, per le quali si
dovrà garantire in assenza di tensione il 10% dell’illuminamento ordinario, con un minimo di 15lux.
L’impianto di illuminazione di emergenza sarà realizzato o con cavi multipolari distinti da quelli dei
circuiti di illuminazione ordinaria posati negli stessi cavidotti o con cavi unipolari contenuti in
cavidotti distinti da quelli dei circuiti di illuminazione ordinaria o f.m., questo per evitare che un
guasto elettrico, un intervento od una modifica sul circuito ordinario possa compromettere il
corretto funzionamento dei servizi di sicurezza.
Inoltre, sono previsti apparecchiature autonome autoalimentate a tubi fluorescenti, munite di un
dispositivo atto a realizzare l’autodiagnosi aventi la potenzialità 24W IP65, anche nei locali dove
sono ubicati il quadro elettrico generale BT, la Cabina Elettrica MT per garantire un buon
illuminamento e intervenire in caso di intervento dei dispositivi di protezione.
− Impianto forze motrici (F.M.)
L’impianto forze motrici è costituito da:
− Impianto industriale (FM industriale)
Prese stagne interbloccate tripolari e bipolari da 16 A, adatte alla realizzazione di impianti
conformi alle Norme CEI 64/8 e per installazione in ambienti “a maggior rischio d’incendio”
(Norma CEI 64-8/7 sez. 751) protette da fusibili, aventi le seguenti caratteristiche:
Corpo in tecnopolimero autoestinguente, temperatura di impiego –25°C +40°C
Il dispositivo di interblocco impedisce la manovra di chiusura dell’interruttore qualora la spina non
sia già stata inserita nella presa e, successivamente, impedisce l’estrazione della spina qualora
l’interruttore si trovi ancora in posizione di “chiuso”.
Il gruppo funzionale completo è direttamente assiemato sulla cassetta di fondo, l’intera struttura
funzionale costituisce un sottoassieme rigido che garantisce il mantenimento nel tempo delle
regolazioni e della funzionalità originarie.
Le basi portafusibili devono essere del tipo ceramico con cartucce portafusibili a tappo del tipo D e
fusibili gG.
Grado di protezione IP 67 se installate secondo la regola dell’arte.
Locali tecnici e di controllo
Prese monofase 16 A bipasso tipo P 30 a vista in scatola a parete stagna, alimentate dal quadro
con cavo N07V-K di sezione 2,5 mm2 posato in tubo rigido, autoestinguente, con resistenza
minima allo schiacciamento pari a 750 N/ 5 cm di PVC, serie pesante.
9.5.6 SISTEMA DI CONTROLLO IMPIANTO ANAEROBICO
Il controllore (PLC) è installato a bordo del quadro elettrico ed è completo di schede I/O di tipo

31
digitale e/o analogico in funzione delle diverse funzioni di comando e controllo relative al tipo di
processo.
Il PLC tramite la rete acquisisce i dati dell’impianto controllato, comanda direttamente o tramite le
unità remote il funzionamento delle apparecchiature, e invia i dati, stati e allarmi al computer di
supervisione; inoltre consente il funzionamento automatico degli impianti serviti, sulla base dei
parametri di processo impostati e controllati.
Una unità centrale analizza il biogas e misura la composizione dei seguenti componenti: O2, H2S,
CH4, CO2. Sono previsti i seguenti punti di misura:
Un misuratore di portata analizza la quantità di biogas avviata alla cogenerazione ed i valori
vengono memorizzati nel data base del sistema di controllo.
9.5.7 SISTEMA DI CONTROLLO IMPIANTO AEROBICO
E' prevista la misura dei seguenti parametri per ogni biotunnel:
− Temperatura, tramite 3 sonde ad inserimento nel materiale;
− Temperatura dell’aria immessa nel plenum dei biotunnel, tramite sonda inserita nella
tubatura di mandata;
− Ossigeno, tramite una sonda analizzante l’aria immessa nel plenum dei biotunnel;
− Depressione all’interno del biotunnel, tramite una sonda a pressione.
E' inoltre prevista la possibilità di comandare manualmente tutte le utenze asservite tramite le
cassette di comando locale (CL).
Le cassette di comando locale sono dotate di selettori a chiave per l’esclusione dell’utenza dal ciclo
automatico ed i comandi manuali di marcia - arresto; alla cassetta fanno capo inoltre tutti i circuiti
ausiliari (livelli, temperature, pressioni, ecc) e di emergenza (pulsanti).
Il Committente garantirà la fornitura di una linea telefonica di tipo ADSL.
Viene fornita tutta la strumentazione di processo richiesta per il funzionamento dei vari sistemi e
gli azionamenti a frequenza variabile per i ventilatori dei biotunnel.
Gli operatori dispongono di un terminale PC di supervisione per la verifica delle condizioni di
funzionamento nonché per la gestione del sistema.
9.5.8 PROTEZIONE CONTRO I CONTATTI INDIRETTI
Nel presente caso la protezione è assicurata con l’utilizzo di apparecchi con isolamento
idoneo alle tensioni del sistema elettrico e in grado di sopportare gli sforzi meccanici derivanti dal
normale impiego; le parti attive sono poste entro contenitori con grado di protezione min.IP20 in
tutte le direzioni.
9.5.9 PROTEZIONE CONTRO I CONTATTI DIRETTI
Un dispositivo di protezione deve interrompere automaticamente l’alimentazione al circuito od al
componente elettrico, nei tempi prescritti dalla Norma CEI 64-8, in modo che, in caso di guasto a
terra non possa persistere, per una durata sufficiente a causare rischi fisiologici dannosi in una
persona in contatto simultaneamente accessibili, una tensione di contatto presunta superiore a
50V valore efficace in ca.
Per ottemperare a questo, nei fabbricati saranno collegati al collettore o nodo principale di terra:
− i conduttori di protezione;
32
− i conduttori equipotenziali principali;
− il conduttore di terra;
− tubazioni metalliche entranti negli edifici;
− parti strutturali metalliche dell’edificio e canalizzazioni portatravi;
− armature principali del cemento armato.
Per la protezione dei circuiti sono previsti relè differenziali indiretti per la distribuzione di potenza;
protezioni differenziali ad alta sensibilità (0,03A) per i circuiti di illuminazione e prese di servizio.
9.5.10 IMPIANTI A BORDO MACCHINA
Da ogni quadro di macchina, attraverso passerelle installate sulle pareti o tubazioni
interrate sono condotte le alimentazioni alle apparecchiature dislocate sul macchinario.
Sono impiegati conduttori di tipo specifico, resistente alle diverse sollecitazioni meccaniche
causate dal funzionamento, installati entro tubazioni protettive di tipo rigido o flessibile.
Nell’allestimento delle macchine sono compresi i dispositivi di controllo (sensori di
prossimità, finecorsa, fotocellule, ecc.) specifici per il corretto funzionamento della macchine.
Gli impianti inerenti le macchine sono completati con:
− linee elettriche per alimentazione utenze elettriche in campo;
− linee elettriche per alimentazione cassette locali, sensori, attuatori in campo;
− passerelle portacavi con coperture;
− mensole di supporto;
− tubi rigidi e flessibili di protezione;
− raccordi, pressacavi, e staffaggi;
− barriere tagliafiamma ove necessario;
− canaline supporti accessori di montaggio saranno zincati o in acciaio inox ove necessario;
− collegamenti equipotenziali delle apparecchiature e delle macchine con l’ anello di terra
generale;
− su ogni motore verrà previsto un interruttore di sicurezza da installare in prossimità dei
motori elettrici per permettere il sezionamento locale dello stesso;
− pulsanti di emergenza in prossimità di zone di pericolo.
9.6 NORME E LEGGI DI RIFERIMENTO
Gli impianti ed i quadri elettrici saranno costruiti in conformità alle Direttive Comunitarie, alle
Leggi Nazionali con le quali sono state recepite e dalle Norme emanate dai Comitati Tecnici
Nazionali (CEI).
Le principali Norme di riferimento per i quadri elettrici sono :
Direttiva Bassa Tensione (n°73/23/CEE del 19 Febbraio 1973 e successive)
CEI17-13/1/2/3/4 EN60439 IEC439-1 Apparecchiature assiemate di protezione e
manovra per bassa tensione (Quadri BT)
CEI 23-51 Prescrizioni per la realizzazione, le verifiche e le prove dei
quadri di distribuzi ne per installazioni fisse per uso domestico
o similare (fino 125A)

33
CEI 17-43 IEC890 Metodo per la determinazione delle sovratemperature,
mediante estrapolazione, per le apparecchiature assiemate di
protezione e di manovra per bassa tensione (quadri BT) non di
serie (ANS)
CEI 17-52 IEC1117 Metodo per la determinazione della tenuta al corto circuito
delle apparecchiature assiemate non di serie (ANS)
CEI 17-71 EN50298 Involucri vuoti per apparecchiature assiemate di protezione e di
manovra per bassa tensione- Prescrizioni generali
CEI 17-15/16 EN60466/6
94/529
Apparecchiature prefabbricate di alta tensione sottoposte a
prove di tipo.
CEI 11-26 IEC865 Calcolo degli effetti delle correnti di corto circuito
CEI 17-87 EN62208 Involucri vuoti per apparecchiature assiemate di protezione e di
manovra per bassa tensione- Prescrizioni generali
EN60204-1 Equipaggiamento elettrico delle macchine
Direttiva Compatibilità Elettromagnetica (n°89/336/CEE del 3 maggio 1989 e successive):
− Le Norme specifiche di prodotto
− Direttiva macchine (n°89/392/CEE del 16 Maggio 1989 e successive):
− CEI 44-5 EN 60204 Sicurezza del macchinario - Equipaggiamento elettrico delle macchine
Le principali Norme di riferimento per gli impianti sono :
CEI 11-1 (fasc. 5025) Impianti elettrici con tensione superiore a 1 kV in corrente
alternata.
CEI 11-17 (fasc. 1890) Impianti di produzione, trasmissione e distribuzione di energia
elettrica linee in cavo.
CEI 11-37 (fasc. 2911) Guida all’esercizio dell’impianto di terra negli stabilimenti
industriali
CEI 20-19 (fasc. 1344) Cavi isolati in gomma con tensione nominale non superiore a
450/750 V.
CEI 20-20 (fasc. 1345) Cavi isolati in polivinilcloruro con tensione nominale non
superiore a 450/750 V.
CEI 20-21 (fasc. 832) Calcolo delle portate dei cavi elettrici. Parte 1. In regime
permanente.
CEI 20-22 (fasc. 1025) Prova dei cavi non propaganti l’incendio.
CEI 31-30 (fasc. 2895) Costruzioni elettriche per atmosfere esplosive per la presenza di
gas. Parte10: Classificazione dei luoghi pericolosi
CEI 31-33 (fasc. 4139) Costruzioni elettriche per atmosfere esplosive per la presenza di
gas. Parte14: Impianti elettrici nei luoghi con pericolo di
esplosione per la presenza di gas (diversi dalle mine)
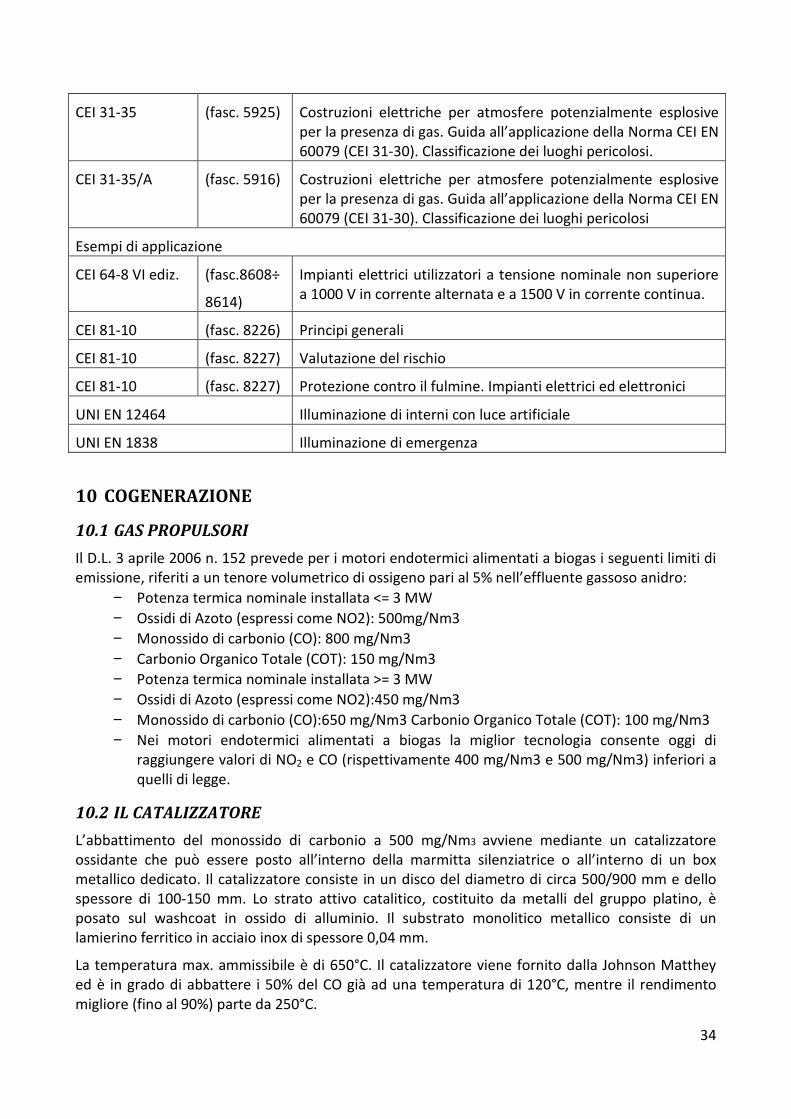
34
CEI 31-35 (fasc. 5925) Costruzioni elettriche per atmosfere potenzialmente esplosive
per la presenza di gas. Guida all’applicazione della Norma CEI EN
60079 (CEI 31-30). Classificazione dei luoghi pericolosi.
CEI 31-35/A (fasc. 5916) Costruzioni elettriche per atmosfere potenzialmente esplosive
per la presenza di gas. Guida all’applicazione della Norma CEI EN
60079 (CEI 31-30). Classificazione dei luoghi pericolosi
Esempi di applicazione
CEI 64-8 VI ediz. (fasc.8608÷
8614)
Impianti elettrici utilizzatori a tensione nominale non superiore
a 1000 V in corrente alternata e a 1500 V in corrente continua.
CEI 81-10 (fasc. 8226) Principi generali
CEI 81-10 (fasc. 8227) Valutazione del rischio
CEI 81-10 (fasc. 8227) Protezione contro il fulmine. Impianti elettrici ed elettronici
UNI EN 12464 Illuminazione di interni con luce artificiale
UNI EN 1838 Illuminazione di emergenza
10 COGENERAZIONE
10.1 GAS PROPULSORI
Il D.L. 3 aprile 2006 n. 152 prevede per i motori endotermici alimentati a biogas i seguenti limiti di
emissione, riferiti a un tenore volumetrico di ossigeno pari al 5% nell’effluente gassoso anidro:
− Potenza termica nominale installata <= 3 MW
− Ossidi di Azoto (espressi come NO2): 500mg/Nm3
− Monossido di carbonio (CO): 800 mg/Nm3
− Carbonio Organico Totale (COT): 150 mg/Nm3
− Potenza termica nominale installata >= 3 MW
− Ossidi di Azoto (espressi come NO2):450 mg/Nm3
− Monossido di carbonio (CO):650 mg/Nm3 Carbonio Organico Totale (COT): 100 mg/Nm3
− Nei motori endotermici alimentati a biogas la miglior tecnologia consente oggi di
raggiungere valori di NO2 e CO (rispettivamente 400 mg/Nm3 e 500 mg/Nm3) inferiori a
quelli di legge.
10.2 IL CATALIZZATORE
L’abbattimento del monossido di carbonio a 500 mg/Nm3 avviene mediante un catalizzatore
ossidante che può essere posto all’interno della marmitta silenziatrice o all’interno di un box
metallico dedicato. Il catalizzatore consiste in un disco del diametro di circa 500/900 mm e dello
spessore di 100-150 mm. Lo strato attivo catalitico, costituito da metalli del gruppo platino, è
posato sul washcoat in ossido di alluminio. Il substrato monolitico metallico consiste di un
lamierino ferritico in acciaio inox di spessore 0,04 mm.
La temperatura max. ammissibile è di 650°C. Il catalizzatore viene fornito dalla Johnson Matthey
ed è in grado di abbattere i 50% del CO già ad una temperatura di 120°C, mentre il rendimento
migliore (fino al 90%) parte da 250°C.

35
10.3 TERMODISTRUTTORE DI FUMI
Il trattamento termico dei fumi è costituito da uno scambiatore di calore a due camere
rigenerativo, materiale refrattario, camera di reazione, sistema di commutazione.
Il sistema è completamente coibentato è necessita, solo “all‟avviamento da freddo”, dell‟ausilio di
resistenze elettriche per portare in temperatura il sistema. Gli autoconsumi a regime sono circa 2
kW elettrici e c.a 5 m3/h di biogas.
10.4 SPECIFICHE DI EMISSIONE
Contrariamente ai carburanti benzina o diesel, in linea generale i carburanti gassosi non sono
sottoposti ad alcuna specifica o classificazione.
I motori ad alimentazione di biogas sono ottimamente concepiti per essere compatibili con la
composizione contrattualmente definita per i gas propulsori. Una composizione diversa del gas
propulsore, ovvero il superamento dei limiti definiti per il gas propulsore, generalmente
compromette il funzionamento del motore.
10.5 VALORI LIMITE
I gas propulsori sono composti da diversi componenti singoli. Questi contengono componenti
principali e microelementi, ovvero oligoelementi. I componenti principali servono per individuare
le proprietà del gas propulsore determinanti per il funzionamento fisico del motore e devono
essere indicati in forma di analisi completa del gas.
I microelementi o oligoelementi normalmente si presentano come impurità dell'ordine di ppm.
Contrariamente ai componenti principali, gli effetti di microelementi o oligoelementi si iniziano ad
osservare solo dopo un certo periodo di funzionamento del motore.
Le condizioni del gas propulsore:
Il gas propulsore non deve essere esplosivo
Pressione gas secondo specifica progetto
Pressione gas, velocità variazione max. 10 mbar/sec
Temperatura gas 0°C < T < 40°C Altre temperature da verificare caso per caso.
Umidità gas < 80% relativa Consigliato senza filtro ai carboni attivi, comunque
in nessun caso condensa nel tratto gas fino al
miscelatore.
< 50% relativa Requisito per l’impiego di un sistema a carboni
attivi GE Jenbacher all’entrata del filtro ai carboni
attivi. Vale per ogni temperatura del gas.
Punto di rugiada < 18°C Requisito per gas di supporto ClAir
Questo parametro viene determinato per mezzo di due analisi dell’olio:
2% della quantità complessiva di gas necessaria), punti di rugiada più alti su richiesta
< 0,2 % vol. Per il gas camera di precombustione BR6
Condensato, sublimato 0 Assenza di condensa e sublimato nei componenti a
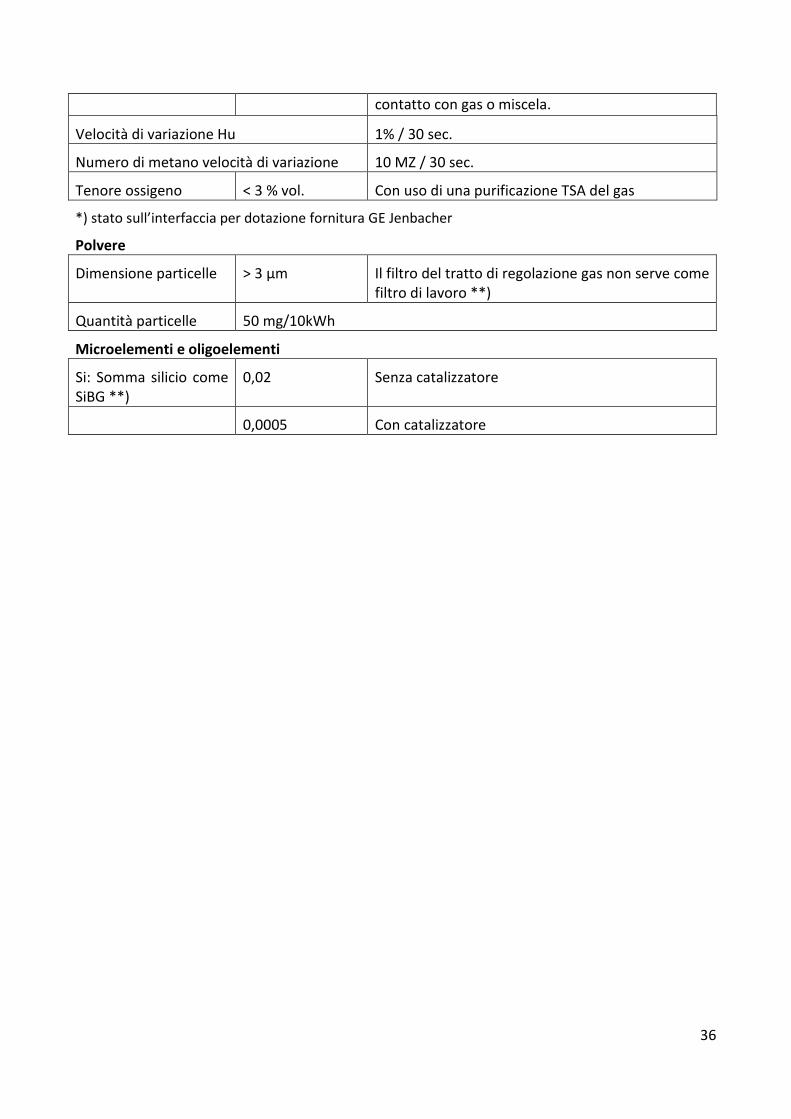
36
contatto con gas o miscela.
Velocità di variazione Hu 1% / 30 sec.
Numero di metano velocità di variazione 10 MZ / 30 sec.
Tenore ossigeno < 3 % vol. Con uso di una purificazione TSA del gas
*) stato sull’interfaccia per dotazione fornitura GE Jenbacher
Polvere
Dimensione particelle > 3 μm Il filtro del tratto di regolazione gas non serve come
filtro di lavoro **)
Quantità particelle 50 mg/10kWh
Microelementi e oligoelementi
Si: Somma silicio come
SiBG **)
0,02 Senza catalizzatore
0,0005 Con catalizzatore

37
11 COMPUTO METRICO ESTIMATIVO
Descrizione
Un.
Mis. Quantità Prezzo Importo totali
Opere Stradali : (Pavimentazioni edificio, viabilità e parcheggi)
Movimenti di materie mq. 30463,50 €/mq 7,91 € 240.966,29
Sovrastruttura interna edificio mq. 11900,00 €/mq 61,83 € 735.777,00
Sovrastruttura strada e piazzale mq. 17450,00 €/mq 23,51 € 410.249,50
Marciapiedi e cigli mq. 942,00 €/mq 77,93 € 73.410,06
Recinzione cordolo, rete e
cancelli ml. 1187,00 €/ml 76,49 € 90.793,63
Sistemazione a verde mq. 1672,00 €/mq 8,05 € 13.459,60
Varie a completamento mq. 30463,50 €/mq 3,00 € 91.390,50
Sommano € 1.656.046,58
Rete Idrica:
Serbatoio e linea idrica cad. 1,00 €/cad 27342,18 € 27.342,18
Pozzo di captazione cad. 1,00 €/cad 53000,00 € 53.000,00
Impianto Pressuriz.Antincendio cad. 1,00 €/cad 15000,00 € 15.000,00
Impianto Adduzione Idrica cad. 1,00 €/cad 10000,00 € 10.000,00
Sommano € 105.342,18
Rete Antincendio:
Linea antincendio ml. 535,00 €/ml 21,20 € 11.342,00
Sommano € 11.342,00
Fognatura acque Bianche:
acque bianche e scarico a fosso ml. 920,00 €/ml 121,78 € 112.037,60
Sommano € 112.037,60
Fognatura acque Nere:
Tubazione e Pozzetti ml. 200,00 €/ml 86,80 € 17.360,00
Impianto di depurazione n. 1,00 €/cad. 20.000,00 € 20.000,00
Sommano € 37.360,00
Fognatura acque di Piazzale:
Linea acque di piazzale ml. 1410,00 €/ml 98,47 € 138.842,70
vasca di 1^ pioggia n. 1,00 €/cad. 30.000,00 € 30.000,00
Sommano € 168.842,70
Pubblica Illuminazione:
Canalizzazione e pali cad. 42,00 €/cad 2042,92 € 85.802,64
Sommano € 85.802,64
SOMMANO PER SISTEMAZIONI ESTERNE € 2.176.773,70
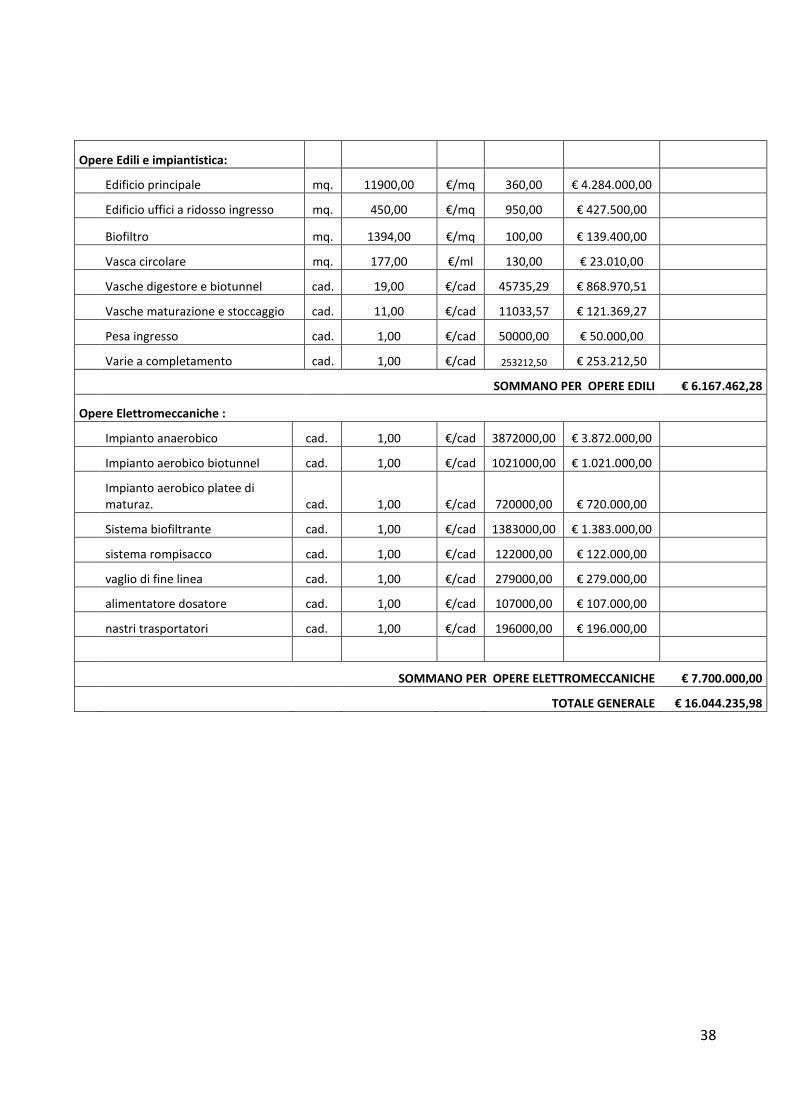
38
Opere Edili e impiantistica:
Edificio principale mq. 11900,00 €/mq 360,00 € 4.284.000,00
Edificio uffici a ridosso ingresso mq. 450,00 €/mq 950,00 € 427.500,00
Biofiltro mq. 1394,00 €/mq 100,00 € 139.400,00
Vasca circolare mq. 177,00 €/ml 130,00 € 23.010,00
Vasche digestore e biotunnel cad. 19,00 €/cad 45735,29 € 868.970,51
Vasche maturazione e stoccaggio cad. 11,00 €/cad 11033,57 € 121.369,27
Pesa ingresso cad. 1,00 €/cad 50000,00 € 50.000,00
Varie a completamento cad. 1,00 €/cad 253212,50 € 253.212,50
SOMMANO PER OPERE EDILI € 6.167.462,28
Opere Elettromeccaniche :
Impianto anaerobico cad. 1,00 €/cad 3872000,00 € 3.872.000,00
Impianto aerobico biotunnel cad. 1,00 €/cad 1021000,00 € 1.021.000,00
Impianto aerobico platee di
maturaz. cad. 1,00 €/cad 720000,00 € 720.000,00
Sistema biofiltrante cad. 1,00 €/cad 1383000,00 € 1.383.000,00
sistema rompisacco cad. 1,00 €/cad 122000,00 € 122.000,00
vaglio di fine linea cad. 1,00 €/cad 279000,00 € 279.000,00
alimentatore dosatore cad. 1,00 €/cad 107000,00 € 107.000,00
nastri trasportatori cad. 1,00 €/cad 196000,00 € 196.000,00
SOMMANO PER OPERE ELETTROMECCANICHE € 7.700.000,00
TOTALE GENERALE € 16.044.235,98