Embed Size (px)
Citation preview

Para la alcohólisis de un triéster, como lo es W1 trigli cérido , se requieren tres moléculas de un monoalcohol y como resultado se tendrán tres moléculas de alquilésteres y un trialcohol (ver figura 1.5).
CH2 - COO - R1
I --.CH -COO-R2 + 3 R4-0H +
I CH2 - COO - R3
Triglicérido Alcohol
R4-COO-R1 CH2 -OH + I
R4-COO -R2 + CH - OH + I
R4-COO - R3 CH2 -- OH
A;lquilésteres de Glicerina Acidos Grasos
Figura 1.5. Reacción de Transesterificación de W1 Triglicérido
Los alquilésteres de ácidos grasos que se producen para ser utilizados como combustibles en motores Diesel (biodiesel) se obtienen ftrndamentalmente a partir de la alcohólisis de aceites y grasas con alcoholes de bajo peso molecular en presencia de un catalizador adecuado.
La reacción global mostrada en la figura 1.5 es el resultado de tres reacciones consecutivas reversibles. El triglicérido (TG) es convertido consecutivamente en diglicérido (DG), monoglicérido (MG) y glicerol o glicerina (G). En cada reacción se libera W1a mole de alquiléster. Como la reacción es reversible, se necesita W1 exceso de alcohol para desplazar el equilibrio hacia la formación de productos [5].
1.3 VARIABLES QUE AFECfAN LA REACCIÓN DE ALCOHÓLISIS DE TRIGLlCÉRIDOS
Las principales variables que influyen en el rendimiento, conversión y cinética de la reacción de transesterificación son la calidad de la materia prima, el tipo y cantidad de catalizador, el tipo de alcohol, la relación molar alcohol/aceite (exceso de alcohol) y las condiciones de reacción como temperatura, presión y agitación [6-8].
I1.3.1 Calidad de la Materia Prima
·1Lo ideal desde el punto de vista de maximizar el rendimiento de la reacción de transesterificación y de obtener W1 biodiesel de excelente calidad es utilizar W1 aceite altamente refmado. El aceite que se utilice debe estar libre de material sólido libre, material sólido en suspensión y humedad. Adicionalmente debe poseer bajos contenidos de ácidos grasos libres (AGLs) y de material insaponificable o gomas. Sin embargo, desde un pW1tO de vista económico, lo ideal sería
'1 implementar procesos de obtención de biodiesel capaces de manejar materias primas de baja calidad Iy bajo COSID.
.1
6

1.3.2 Catalizadores
En principio, la reacción de transesterificación puede ser acelerada por una amplia gama de catalizadores ya sean homogéneos o heterogéneos. Si no se usara catalizador, la temperatura de reacción debería estar por encima de 250°C [9].
Los catalizadores homogéneos ácidos más utilizados son ácidos inorgánicos fuertes como el sutfónico y el sulfurico. Estos compuestos permiten obtener rendimientos muy altos de alquilésteres, pero las reacciones son lentas, requiriendo temperaturas por encima de 100 oC y más de tres horas para alcanzar una conversión completa [4]. La ventaja del uso de este tipo de catalizadores es que cualquier ácido graso libre presente en el aceite puede ser esterificado.
Dado que la catálisis homogénea básica es más rápida que la ácida y que los catalizadores básicos o alcalinos son menos corrosivos que los compuestos ácidos, los procesos industriales generalmente favorecen los catalizadores básicos como hidróxidos y alquilóxidos metálicos alcalinos. Los alquilóxidos como el CH30Na son los más activos y dan muy altos rendimientos (>98%) con tiempos de reacción cortos (30 minutos), aun si son aplicados a muy bajas concentraciones (0,5% molar) [2]. Sin embargo, estos catalizadores requieren la ausencia total de agua, lo cual los hace inapropiados para procesos industriales típicos. Los hidróxidos metálicos alcalinos como el KOH y el NaOH son más baratos, pero menos activos. Estos compuestos constituyen una alternativa muy buena, ya que pueden dar grados de conversión similares a los alquilóxidos, al incrementar su concentración a 1 o 2% molar.
El mayor inconveniente asociado con la catálisis básica son las reacciones secundarias que se pueden presentar (ver figuras 1.6 y 1.7). En los aceites vegetales crudos es normal encontrar ácidos grasos libres, los cuales son neutralizados por el catalizador básico con la consecuente formación de jabones. Cuando se utilizan hidróxidos, adicionalmente, se pueden formar jabones por saponificación de los TG, 00, MG o los alquilésteres formados. La formación de jabones consume parcialmente el catalizador, disminuye el rendimiento de la reacción y dificulta las etapas de separación y purificación del biodiesel.
R -COOH + KOH ~
Ácido Graso Hidróxido de Potasio
R -COO-K+ + H2 0
] abón Potásico Agua
Figura 1.6. Reacción de Neutralización de Ácidos Grasos Libres

CH2 - COO R1 K+- COO R1
I CH -COO-R2 , + 3KOH ---. .- K+
+ COO
+ R2 + H2 0
CH2 - COO R3 K+ - COO R3
Triglicérido Hidróxido de Jabones Potásicos Agua Potasio
Figura 1.7 . Reacción de Saponificación de un Triglicérido
El uso de catalizadores homogéneos genera la necesidad de su posterior neutralización y remoción de los productos de la reacción. En este sentido, el uso de un catalizador heterogéneo simplificaría el proceso de purificación de los productos y generaría menos desechos.
Una línea de investigación más reciente es la transesterificación enzimática mediante el uso de lipasas. A pesar de que sobre este tema existen numerosos estudios reportados en artículos y patentes, la utilización de un catalizador biológico en la transesterificación de aceites aún no se ha desarrollado a nivel comercial. El aspecto común de los estudios, es la búsqueda de la optimización de las condiciones de reacción (temperatura del solvente, pH, tipo de microorganismo que genera la enzima, etc.). Con las lipasas es posible alcanzar conversiones similares a las obtenidas con los catalizadores homogéneos básicos, sin tener que utilizar alcohol en exceso. Sin embargo, esta alternativa presenta desventajas críticas como el alto costo de las enzimas y los más prolongados tiempos de reacción [10-12] .
1.3.3 Alcoholes
En principio, cualquier alcohol alifático de cadena corta es apropiado como reactivo para la reacción de transesterificación.
El uso de diferentes alcoholes de bajo peso molecular (C 1-C4) fue investigado por Nimcevic el al, quienes llegaron a las siguientes conclusiones [13]:
• Mientras menor sea el tamaño de la cadena mayor será la capacidad de reaccionar de un alcohol. A mayor tamaño de cadena se requiere incrementar la temperatura o la cantidad de catalizador.
• Reacciones con altos rendimientos de alquilésteres de buena calidad y con tiempos de reacción cortos, solo se pueden obtener con metanol y etanol usando catalizadores básicos. Para obtener etilésteres se requieren temperaturas más altas.
• Sólo es posible obtener propil y butilésteres con rendimientos aceptables utilizando catalizadores ácidos y temperaturas por encima de los 100 oC.
8

• Los alcoholes de cadena ramificada reaccionan más lento que sus homólogos lineales. Con terbutanol no se obtiene reacción.
El uso del etanol ofrece el atractivo de poder realizar lUl proceso en el cual tanto el aceite como el alcohol provienen de la biomasa. Sin embargo, el etanol que se utilice tiene que ser completamente anhidro ya que cualquier cantidad de agua (a partir de 2%) revierte la reacción llevándola al equilibrio y deteniendo así la ruptura de los triglicéridos [14].
Una de las variables que más tiene influencia en el rendimiento de la reacción de transesterificación es la relación molar alcohol/aceite. El valor óptimo de dicha relación debe ser determinado experimentalmente para cada caso particular, pues existirá lUl valor de esta variable, a partir del cual el rendimiento no se mejorará y se dificultará la purificación de los alquilésteres y el glicerol.
1.3.4 Condiciones de Reacción
El efecto de las condiciones de reacción, temperatura, presión y agitación, está muy asociado al tipo de catalizador utilizado.
Contrario a lo que ocurre con los catalizadores homogéneos ácidos, los catalizadores homogéneos básicos requieren tiempos de reacción más cortos y las condiciones de presión y temperatura son moderadas. La mayoria de investigadores coinciden en que cuando se usan catalizadores homogéneos básicos, se puede trabajar a presión atmosférica y la temperatura óptima está justamente debajo del plUltO de ebullición del alcohol utilizado.
La velocidad de agitación ha sido reportada como variable critica en investigaciones relacionadas con etanólisÍS de aceites vegetales y con metanólisis o etanólisis de grasas animales [14].
A temperaturas muy altas, utilizando catalizadores básicos, se puede promover la reacción de saponificación de TG, disminuyendo, por tanto, el rendimiento de alquilésteres [3].
1.4 PROCESO GENERAL PARA LA OBTENCIÓN DE BIODIESEL
Con respecto al estado actual de la tecnología para la producción de biodiesel, se puede decir que se trata de lUla tecnología probada, relativamente madura, en periodo de diseminación, capaz de aprovechar diversas materias primas y que ha alcanzado nivel comercial en varios países.
La mayor parte del biodiesel producido en la actualidad se elabora mediante metanólisis en medio básico debido a que resulta la ruta más conveniente y económica por razones como las siguientes [15]:
• Condiciones operativas moderadas de presión y temperatura
• Altos niveles de conversión con tiempos de residencia relativamente cortos, a pesar de las reacciones seclUldarias.
• Conversión directa al producto fmal en lUla sola etapa de reacción.

• Posibilidad de utilizar materiales convencionales (básicamente acero al carbono) en la construcción de equipos, dada la baja agresividad quimica de los reactivos empleados.
Las etapas básicas del proceso general para la obtención de biodiesel por metanólisis básica se presentan en la figura l.8. Dichas etapas son:
CatalizadorI
Aceite/Grasa Mezcla I II I I
AlcoholIIL TRANSESTERIFICAC IÓN
-l Separación I J Glicerina
I I L I
l l l BIODIESEL rPurificación
I I Il ...
Glicerina I I purificada
Purificación Alcohol
I I
Figura 1.8. Esquema del Proceso General de Obtención de Biodiesel
• Mezcla del Alcohol con el Catalizador
El catalizador utilizado, usualmente hidróxido de sodio o de potasio, es disuelto previamente en el alcohol vía agitación. La reacción de mezclado es exoténnica.
• Reacción
La mezcla alcohol-catalizador y el aceite se cargan en un reactor con la instrumentación necesaria para mantener una presión muy cercana a la atmosférica sin que se presenten pérdidas de alcohol al ambiente. El reactor debe estar provisto de un agitador mecánico para promover el contacto íntimo de los reactivos y mejorar la eficiencia global de la reacción. El tiempo de reacción recomendado varia entre una y ocho horas, dependiendo de la temperatura del reactor, la cual normalmente se mantiene justo por encima del punto de ebullición del alcohol.
• Separación
Una vez fmalizada la reacción, se detiene la agitación de manera que la mezcla se separe por decantación, al cabo de unas horas, en dos fases, correspondientes a los productos principales del proceso: los alquilésteres y el glicerol, el cual por su mayor densidad va al fondo del reactor. Terminada la reacción, el metanol remanente queda retenido aproximadamente en partes iguales en cada una de las fases.
10

j' 11 ' ·
I I nr n/AL TOTFC \ , ,LII(,I t. 11 .11, 1\,:,
• Lavado y Purificación de los Alquilésteres
Una vez separados de la glicerina, los alquilésteres son purificados mediante un lavado con agua. Dicho lavado remueve residuos de metanol, dada la gran afinidad entre dichas sustancias al ser ambas polares. El agua de lavado se vuelve turbia y lechosa porque también elimina, por disolución, los jabones producto de las reacciones secundarias entre los ácidos grasos libres y el catalizador básico. Finalmente, el biodiesel debe ser secado antes de ser enviado a los lugares de almacenaje. '
• Purificación de la Glicerina
En las condiciones en que se encuentra al terminar la reacción de transesterificación, la glicerina no permite aplicaciones prácticas debido a su alta alcalinidad y elevado contenido de metano!. La glicerina puede contener trazas de catalizador y jabones, las cuales deben ser neutralizadas con un ácido para formar sales.
REFERENCIAS BIBLIOGRÁFICAS
[1] Tinaut, F.; Melgar, A.; Briceño, Y.; Castaño, V. Motor Biofuels: History, Current Status and Future Perspectives. Fisita world Automotive Congress, Paris. 1998.
[2] ASTM Standard D 6751 - 03. Specification lor Biodiesel Fuel (8100) Blend Stock lor Distillate Fuels.
[3] Vicente Crespo, G., Estudio del Proceso de Producci6n de Biodiesel. Memoria de Doctorado en Ciencias Químicas. Universidad Complutense de Madrid, 2001.
[4] Schuchardt, U; Sercheli, R., Matheus, R. Transesterification olVegetable Oils: a Review. 1. Braz. Chem. Soc., Vol. 9. No. I. 199-210. 1998.
[5] Srivastava, A.; Prasad, R. Triglycerides-Based Diesel Fuels. Renewable and Sustainable Energy Reviews. 4. 111-133.2000
[6] Ma, F.; Hanna, M. A.; Biodiesel Production : A Review. Bioresource Technology. 70 1-15. 1999.
[7] Freedman, B.; Pryde, E. H.; Mounts, 1. L. Variables Affecting the Yields 01 Fatty Esters from Transesterified Vegetable Oils. J. Am. Oil Chem. Soco Vol. 61. No. 10. 1638-1643. 1984.
[8] Benjumea, P. N.; Agudelo, J. R.; Zapata, P. y Mendoza, R Biodiesel: Una revisi6n del proceso de obtenci6n mediante la transesterificaci6n de aceites vegetales. Revista Energética. No. 29 . Universidad Nacional de Colombia. 9-18.2003.
[9] García, A.; Cunill, F.; Tejero, S. Los Aceites Vegetales y sus Ésteres Metílicos como Combustibles. lngenieria Química, 5.151 -157.1995.

[10] Linko, Y. ; Lamsa, A.; Huhtala, A.; Linko, P. Lipase-Catalyzed Transesterijication of Rapeseed Oil and 2-Ethyl-l-Hexanol. 1. Am. Oil Chem. Soco Vol. 71. No. 12. 1411-1414. 1994.
[11] Nelson, L.; Foglia, T.; Manner, W. Lipase-Catalyzed Production ofBiodiesel. 1. Am. Oil Chem. Soco Vol. 73. No. 8 . 1191-1195 . 1996.
[12] Shimada, Y.; Watanabe, Y.; Samukawa, T.; S u gihara, H., Fukuda, H.; Tominaga, Y. Conversion ofVegetable Dil to Biodiesel Using Immobi/ized Candida Antarctica Lipase. 1. Am. Oíl. Chem. Soco Vol. 76. No. 7. 789-793. 1999.
[13] Nirncevic, D.; Puntigam, R, Worgetter, M.; Gapes, R Preparation ofRapeseed Oil Esters ofLower A/iphatic Alcohols. 1. Am. Oíl Chem. Soco Vol. 77, No. 3.275-280. 2000.
[14] Korus, R; Hoffman, N .; Peterson, c.; Drown, D. Transesterijication Process to Manufacture Ethyl Ester ofRape Di/. Department of Chemical Engíneering, Uníversity of Idaho, 1991 .
[15] López, G. Biodiesel: Una Perspectiva Iberoamericana. Jornadas Iberoamericanas sobre Bíocombustíbles Subprograma IV CYTED. 2002.
[16] OlmuhIe Leer. Processing Lines for Rape Seed Methylester. CD-Process. TechnicaJ Information. 2000.
12

2. CARACTERIZACIÓN DE MATERIAS PRIMAS Y PRODUCTOS
La práctica común en los países pioneros en la industria del biodiesel ha sido la producción de dicho biocombustible a partir de materias primas autóctonas. En Austria, Alemania y otros países de Europa Central se utilizan aceites de semillas oleaginosas como el girasol y la colza. En Estados Unidos de Norteaméríca y Argentina ha tenido gran aceptación el biodiesel de aceite de soja. En países tropicales como Malasia e Indonesia se ha tenido experiencia con el aceite de palma. Otra materia prima que en varios países ha tenido éxito, especialmente por su bajo precio, son los aceites de fritura usados.
La materia prima más adecuada para producir biodiesel en Colombia es por muchas razones de peso el aceite de palma.
En este capitulo se presentan los métodos de análisis utilizados para la caracterización qlÚmica y física de las materias primas utilizadas, especialmente el aceite crudo de palma y los productos obtenidos: biodiesel y glicerina.
2.1 COMPOSIOÓN QUOOCA DEL ACEITE CRUDO DE PALMA
De acuerdo con la tabla 2.1, los componentes de un aceite vegetal se pueden dividir en dos grandes categorías: los saponificables y los insaponificables.
Tabla 2.1. Composición Química de los Aceites Vegetales Crudos
MATERIAL SAPONIFICABLE
TG DGyMG
Acidos Grasos Libres Fosfolípidos o
Fosfátidos (Lecitina) Esteroles
MATERIAL Troterpenoides
1NSAPONIFICABLE T ocoferoles Carotenos
Metales (Mg, Ca, Fe) Agua

Toda materia contenida en los aceites, que no sea materia grasa (fG, DG Y MG), fosfolípidos (sustancias similares a los TG con un ácido ortofosfórico en una de las tres posiciones) o ácidos grasos libres, se denomina sustancia insaponificable, se conocen con el nombre genérico de gomas y comprenden una larga lista de materiales: vitaminas, colorantes, proteinas, mucilágenos, etc. En general todas las gomas y substancias mucilaginosas son tratadas con algún ácido, siendo el fosfórico el más indicado. El color del aceite se debe a los pigmentos, como la clorof¡Ja y los carotenos. El olor de los aceites predominantemente insaturados es desagradable y se requiere un buen proceso de desodorización para eliminarlo. Hay un compuesto o tipo de compuestos denominados "tocoferoles", que son antioxidantes y que no se degradan en los sucesivos procesos, dándole a los productos mayor estabilidad química [1].
La tabla 2.2 muestra una comparación del tipo de ácidos grasos esterificados en los triglicéridos constituyentes de algunos aceites vegetales.
Tabla 2.2. Tipos de Ácidos Grasos Presentes en Diferentes Aceites
~orcentaje ACEITE de Acidos Grasos
Insaturados Saturados Colza 93,2 6,8
Girasol 87,5 12,5 Soya 84,6 154
Palma 49,7 50,1 Coco 8,9 91 ,1
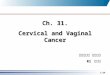
De los frutos de la palma, ver figura 2.1, se extraen dos tipos de aceite: el aceite de palma propiamente dicho que proviene de la pulpa o mesocarpio, y el denominado aceite de palmiste, obtenido de la semilla interna o almendra.
--------------------------------------,'
~ . \Nuez
" _t - ~ --Pulpa ~I ,¡; ( ~. . • ...;(.
Figura 2.1. Racimos y Frutos de la Palma Aceitera [2]
14

Entre los aceites vegetales con alto potencial para producir biodiesel, el aceite de palma es el más saturado y el de mayor contenido de ácidos grasos libres. Para los ácidos grasos saturados, al igual que para sus alquilésteres derivados, la temperatura de fusión aumenta con el peso molecular. Adicionalmente, tales compuestos son muchos más estables a los diversos mecanismos oxidativos que los correspondientes insaturados.
Como consecuencia de su naturaleza química, el aceite de palma crudo, a condiciones ambientales, puede experimentar, de forma natural, una separación en dos fases denominadas oleina y estearina. La estearina se caracteriza por ser menos fluida y tener una apariencia de semisólida a sólida, dependiendo de la temperatura ambiente.
La tabla 2.3 muestra la composición típica del aceite crudo de palma Colombiano, expresada como contenido de ácidos grasos, de acuerdo con información suministrada por Cenipalma [3]. La tabla 2.4 muestra los componentes minoritarios presentes en dicho aceite [4].
Tabla 2.3. Composición en Ácidos Grasos del Aceite Crudo de Palma
ÁODOS GRASOS RANGO (%MOLAR)
C12 :0 Láurico < 0.4 C14:0 Mirístico 0.5 - 2 C16:0 Palnútico 41-47 C16: 1 Palmitoléico <0.6 C 18:0 Esteárico 3.5 - 6 Cl8:10leico 36-44 C 18:2 Linoléico 6.5 12 C18:3 Linolénico <0.5 C20:0 Araquídico < 1
En general, los triglicéridos son compuestos dificiles de identificar y cuantificar mediante técnicas analíticas como la cromatografia gaseosa. La práctica común es convertir los TG en compuestos químicos que sean más fácilmente identificables, como por ejemplo, los metilésteres de sus ácidos grasos constituyentes, a dicho proceso de transformación química se le denomina derivatización.
En esta sección se presenta la técnica seguida para determinar la composición en metilésteres del aceite crudo de palma y sus fases oleina y estearina mediante su derivatización con Tetrametil Amonio Hidróxido al 30% en metanol y su posterior cuantificación mediante cromatografia de gases.

Tabla 2.4. Componentes Minoritarios del Aceite Crudo de Palma
TIPO DE COMPUESTO
Carotenoides
T ocoferol y tocotTÍenoles
Esteroles
Fosfolípidos
Alcoholes Triterpenos
CONCENTRACIÓN ppm
500-700
600-1,000
326-527
5-130
40-80
2.1.1 Procedimiento de Derivatización del Aceite Crudo
La derivatización del aceite crudo con THMA, tetrametil amonio hidróxido, es esencialmente una reacción de transesterificación de los TG presentes en el aceite con metanol, o sea una metanólisis caracterizada por la utilización de una base muy fuerte
A continuación se describe el procedimiento de derivatización:
• Se pesa una muestra de aceite de 80 +/- 20 mg en un tubo de ensayo. • Se adicionan 200 ¡.tI de la solución de Tetrametil Hidróxido Amonio al 30 % en metanol,
medidos con un micropipeteador caJibrado. • Al tubo de ensayo se adicionan 3 mI de éter etílico grado reactivo. • Se agita vigorosamente por 5 minutos. • Luego se adicionan 3 rol de agua destilada para separar la fase orgánica. • Se extrae la fase orgánica con una pipeta a un vial de 4 mI. • La solución extraída queda lista para ser analizada
2.1.2 Equipo Utilizado para la Cuantificación de los Metilésteres de Ácidos Grasos
La cuantificación de los metilésteres fue realizada mediante la técnica del patrón externo usando un cromatógrafo Varían 3800 GC, modelo 3800Gc asociado con el software Varian Star Workstation y equipado con uh detector de ionización de llama (FID). La inyección se hizo en forma manual utilizando una microjeringa Osge de 5 111.
Selección de la Columna Cromatográfica
Las colW1U1as de tipo semicapilar o capilar son las más adecuadas para el tipo de análisis en cuestión ya que por su versatilidad permiten una mejor transferencia de masa entre la fase móvil y la fase estacionaria, obteniendo de esta manera picos mucho más delgados y simétricos, mejorando la resolución y por ende la cuantificación de las especies analizadas.
Ir;

La columna utilizada es de tipo megabore de silica fundida con una fase estacionaria de polietilenglicol marca J&W Scientific DB - W AX. En la tabla 2.5 se describen algunas de sus caracteristicas más importantes:
Tabla 2.5 . Propiedades de la Columna DB -WAX
PROPIEDAD VALOR Diámetro Interno, mm 0.53
Longitud, m 15 Espesor, !-lm 1
Polaridad Altamente polar Temperatura de Operación, oC 20 a 230 /240
Condiciones de Operación
Para la selección de las condiciones de operación es necesario tener en cuenta las propiedades fisicoquímicas de las especies a analizar. La tabla 2.6 muestra las condiciones de operación y las temperaturas programadas en el cromatógrafo Varian 3800Gc que permiten una adecuada identificación de los metilésteres de ácidos grasos que se pueden derivatizar del aceite crudo de palma.
2.1.3 Preparación de Estándares
La cromatografía de gases es una técnica de cuantificación de la composlclOn que eXIge la utilización de muestras estándares con el objetivo de obtener curvas de calibración. Las muestras patrón se seleccionaron a partir de las referencias bibliográficas sobre la composición del aceite crudo de palma, expresada en contenido de ácidos grasos ligados. En total se seleccionaron seis muestras correspondientes a los metilésteres de los seis ácidos grasos que se encuentran en mayor proporción en el aceite crudo de palma.
Tabla 2.6. Condiciones de Operación para el Cromatógrafo
Puerto de Inyección 250 TEMPERA TURAS Detector (FID) 260
oC Horno columna 170 - 180 Naturaleza Helio
GAS PORTADOR Flujo ml/min 2 Presión (psig) 1.9
Naturaleza Aire sintético GASES Flujo mI/m in 300 mIImin
DETECTORES Presión (psig) 60 Naturaleza Hidr°Keno
Flujo ml/min 30 mIImin Sistema de Inyección On- Column
INYECCIÓN Duración Análisis min 3.0