Embed Size (px)
Citation preview

Zur naheren Information derjenigen Leser der Chemie-Ingenieur- Technik, die unsere Zeitschrift Chemical Engineering and Techno- logy noch nicht beziehen, sind im folgenden Referate der dort erschienenen Arbeiten abgedruckt. Es handelt sich dabei um die Aufsatze in Heft 1/92 von Chemical Engineering and Technolo-
Die Modellierung geht von der Betrachtung eines zylindrischen Abschnitts der Packungskolonne aus. Uber Bilanzierungen an diesem Kolonnenabschnitt werden Energie-, Massen- und Impuls- gleichungen abgeleitet. Dies fiihrt schliealich zu einem dreidimen- sionalen Modell, das besonders den EinfluB der Umgebungsbedin-
gy.
Warme-, Stoff- und lmpulsubertragung in Packungskolonnen zur Destillation
Anders Karlstrom, Claes Breitholtz und Mats Molander
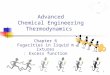
Die Autoren befassen sich mit den verschiedenen Transportpha- nomenen und thermodynamischen Vorgangen, die in den Pak- kungskolonnen eines Destillationsprozesses auftreten. In diesem Zusammenhang werden grundlegende Gleichungen der Warme-, Stoff- und Impulsubertragung vorgestellt. Allgemein ist die Modellierung der dynamischen Transportvorgan- ge in Packungskolonnen, die der Literatur zu entnehmen ist, insbesondere im Hinblick auf die Regelungstechnik wenig schliis- sig. Dies ist eine Folge der vielfaltigen, nicht-linear verteilten Parameter, die zur Beschreibung des Trennprozesses in einer Packungskolonne notwendig sind. In einigen Anwendungsfallen ist eine vereinfachte Modellierung gerechtfertigt, jedoch wird dadurch eine detaillierte Betrachtung des Destillationsvorganges hinsichtlich seiner Wirtschaftlichkeit und seiner Betriebsbedingungen beeintrachtigt. Folglich benotigt man ein umfassenderes Modell mit Feststoff/Fliissigkeits-Gleich- gewichten, weil insbesondere der Druckabfall in der Packungsko- lonne nicht zu vernachlassigen ist. Dieser Sachverhalt wird von den Autoren im vorgestellten Modell beriicksichtigt. Daruber hinaus la& diese Modellierung vei-anderliche Hold-ups sowie nicht- konstante Warme- und Stoffiibergangskoeffizienten zu. Zur Verdeutlichung der Ausgangsbasis des Modelles ist in Abb. 1 der Destillationsprozefi in einer Packungskolonne schematisch dargestellt .
energy 0% L
I I
L x c I V Y R ( L R )
l i q u i d I v a p o u r
i n t e r -
ri phase I p h a s e s e c t i o n r e c t i f y i n g
" Y s ( & )
s t r i p p i n g s e c t i o n
FX F
l i q u i d feed
I
gungen auf die ProzeRfuhrung zum Ausdruck bringt (Chem. Eng. Technol. 15 (1992) Nr. 1, S.1/10). U. Zacher
Die Durchlassigkeit von binaren Kugelpackungen
Jose S. Andrade Jr., Farid Benyahia, Esmail A. Foumeny, Colin McGreavy und Krishnaswamy Rajagopal
Kugelpackungen konnen in der Regel als mikroskopisch verteilte, porose Systeme angesehen werden. Zur Beschreibung solcher Systeme zieht man haufig Gittermodelle heran. Dicse Gittermo- delle reprasentieren die Struktur des Porenvolumens in bezug auf das Liickenvolumen der Packung. Die makroskopischen Stro- mungsverhaltnisse in Kugelpackungen sind in erster Linie abhan- gig von der Porenstruktur. Das Gesetz von Darcy beispielsweise verwendet einen Permeabilitatskoeffizienten zur Charakterisie- rung des Zusammenhangs zwischen dem Druckverlust und der Stromungsgeschwindigkeit der Fluidphase in porosen Medien. Die Betrachtung der Durchlassigkeit in Abhangigkeit des mittle- ren Luckenvolumens einer Packung zieht jedoch nicht die genaue- re Morphologie des porosen Systems in Betracht. Aus diesem Grund entwickeln die Autoren eine Modellierung, die eine Bestimmung der effektiven Packungspermeabilitat, ausgehend von einer strukturellen und phanomenologischen Systembeschrei- bung, ermoglicht. Der Ausgangspunkt der Modellierung ist die Unterteilung des Liickenvolumens der Packung in tetragonale Bereiche zwischen 4 Kugeln. Dieser Zwischenbereich ist in Abb. 2 dargestellt.
1 m
Abb. 2. Tetragonaler Zwischenbereich der Kugelpackung.
Im Modell wird die Permeabilitat einer binaren Kugelpackung auf das Verhaltnis der zwei unterschiedlichen Partikelradien bezogen. Die Gleichungen des resultierenden Modelles werden anhand experimenteller Daten iiberpruft. Es zeigt sich, daB die Vorhersa- gen des Modelles besonders gut fur kleine Radienverhaltnisse der Partikeln in der binaren Packung zutreffen (Chem. Eng. Technol. 15 (1992) Nr. 1 , S. 11/14). U. Zacher
( L + Fw ( ' 8 ' W . p
energy rehoi ler s y s t e m
Abb. 1, in einer Packungskolonne.
Schematische Darstellung cines Destillationsprozesses
Chem.-1ng.-Tech. 64 (1992) Nr. 5 , S. 477-480 0 VCH Verlagsgesellschaft mbH, D-6940 Weinheim, 1992 0009-286)3/92/0505-0477 $ 03.50 + .25/0
477

Untersuchungen zur Erhohung der sicheren volumetrischen Gasstromungsrate durch eine Wasserfalle-Flammensperre
A 2 a21 - 9 p 420-
0.19-
3 a i 8 -
m
f 0.17 1
Torsten Rubach, Hans-Georg Schecker, Walter Rudolf Jager und Ulfert Onken
,
In der Prozeljindustrie ist es haufig notwendig, das Fortschreiten von Gasflammen in oder durch Systeme zu verhindern, um unerwunschte Verbrennungen oder Explosionen auszuschliefien. Solche Sicherheitsprobleme konnen z. B. in thermischen Abfallrei- nigungssystemen aufgrund der explosiven Eigenschaften der Abgase auftreten. Sicherheitseinrichtungcn zur Verhinderung sol- cher Ruckzundungen werden als Flammensperren bezeichnet. Die Autoren untersuchen in ihrem Beitrag speziell den sicheren Gasdurchsatz durch eine Wasserfalle-Flammensperre. Dabei geht man davon aus, dalj es eine maximale Gasstromungsrate gibt, unterhalb der ein Flammenruckschlag durch die Flammensperre unwahrscheinlich ist. Basierend auf Untersuchungen zum Explosionsverhalten von Blasen in Suspensionen von Glaskugcln wurden Experimente in einer Wasserfalle-Flammensperre mit industriellen Abmessungen durchgefuhrt. Es wurde gezeigt, daR der sichere Gasdurchsatz fur Hz/Luft-Mischungen durch die Flammensperre bei Zugabe von Glaskugeln in die Flussigkeit der Flammensperre urn 30 % erhoht werden kann. Dabei wurden Glas- und Stahlpartikeln unterschied- licher Abmessungen betrachtet. Abb. 3 zeigt die Gasleerrohrge- schwindigkeit als Funktion des Feststoffanteils fur die verschiede- nen eingesetzten Partikeln.
- \
B a22 0'23 3 GS 30 GS 25 IGP 25 IMP 77
3 0.16 - P I m 0 2 4 6 8 1 0
solid content (v01.-%)
Abb. 3. le.
Gasleerrohrgeschwindigkeit fur variierte Feststoffantei-
Bei einem Festoffanteil von 10 % kann fur Glaskugeln GS 30 mit einer mittleren Grolje von 100 pm und einer Dichte von 3000 kg/m3 eine Erhohung des Gasdurchsatzes um 30 70 erzielt werden. Eine vollstandige Feststoffsuspendierung wurde dabei durch Einsatz des Airlift-Schlaufen-Prinzips erreicht (Chem. Eng.Technol. 15 (1992) Nr. 1, S. 15/20. S. Scholl
Stoffubergang geloster Schwermetalle im lonenaustauscherharz-FlieBbett bei der Abwasserreinigung
Mahmoud A. Zarraa
Die Abtrennung von Verunreinigungen, wie Quecksilber, Kupfer, Cadmium, Nickel, Zink und anderen Metallen, oder Salzen aus Industrieabwassern mit Hilfe von Ionenaustauscherharzen wird untersucht. Am Beispiel der Kupferionen-Entfernung aus einer Kupfersulfat-Losung werdcn der EinflurJ der Leerrohrgeschwin-
digkeit, des Partikeldurchmessers, der Betthohe und der Kupfer- sulfat-Konzentration auf den Stoffubergangskoeffizienten gemes- sen und diskutiert. Die Versuchsanlage besteht im wesentlichen aus einem Wirbelschichtreaktor aus Glas mit 30 mm Durchmesser und 600 mm Hohe. Die Partikelgroljenverteilung des Ionenaus- tauscherharzes (Lewatit SP112. H-Form) reicht von 0.38 bis 1,25 mm. Die zu Beginn des Versuchs cingestellte Kupfersulfat- Konzentration imvorratsbehalter betragt 1,5 bis 5,s g/l, wobei eine Pumpe die Losung durch FlieRbett und Vorratsbehalter im Kreis- lauf umwalzt. Die Leerrohrgeschwindigkeiten werden zwischen 0,6 und 1,s cm/s eingestellt. Im Abstand von jeweils 2 min werden dem Kreislauf Proben entnommen und rnit Iodometrie auf ihren Kupfersulfat-Restgehalt hin vermessen. Die Experimcntc werden bei 22°C durchgefuhrt. Zur Modellierung dieses Experiments werden mehrere idealisierte Annahmen wie Kolbenstromung und ideale axiale Vermischung angenommen. Die MeBdaten konnen mit folgender Formel korre- liert werden:
Der Stoffiibergangskoeffizient K nimmt, wie Abb. 4 zeigt, mit hoherer Leerrohrgeschwindigkeit zu. Andererseits wird eine
CuS0,.5H20 concentration = 3.5 g/ l
Particle diameter = 0.075 cm
Bed height, cm
0 1
+ 2 I b 3 I
L. I
2.7 2.0 2.9 3.0 3.1 3 2 3.3
log( V, lo3)
Abb. 4. Einflulj der Leerrohrgeschwindigkeit v auf den Stoff- ubergangskoeffizienten K .
Abnahme des Stoffiibergangskoeffizienten durch steigende Parti- keldurchmesser, Betthohe und Kupfersulfat-Konzentration be- dingt (Chem. Eng. Technol. 15 (1992) Nr. 1, S. 21/25). W Sievers
Eine lernende Feedforward-Regelstrategie zur Konzentrationsregelung von Kreislaufreaktoren. Teil I : Kontrolle des Regelungspun ktes
Klaus Schnitzlein und Arno Lowe
Der konzentrationskontrollierte Differential-Kreislaufreaktor hat sich als vielseitiges Werkzeug bei der Untersuchung heterogener
478 Chem.-1ng.-Tech. 64 (1992) Nr. 5 , S. 477-480

katalytischer Reaktionen erwiesen. Diese Betriebsweise bietet verschiedene Vorteile, darunter die Moglichkeit, Experimente bei unterschiedlichen Konzentrationsniveaus durchzufuhren oder die Bestimmung der Reaktionsrate bei Referenzbedingungen und dadurch ein gut definiertes MaB fur die relative kalalytische Aktivitat als Funktion der Zeit zu erhalten. Diese Entkopplung von Konzentrations- und Aktivitatseffekten auf die Reaktionsrate erleichtert die kinetische Modellierung und Parameter-Ermittlung sowohl fur die Reaktion wie auch fur die Desaktivierung. Unbekannte Reaktionsraten machen allerdings eine Konzentra- tionskontrolle in Labor-Kreislaufreaktoren schwierig , insbesonde- re wenn Gaschromatographen oder andere Analyse-Instrumente mit langen Analysezeiten als Teil des Kontrollsystem eingesetzt werden. Fur solche Systeme mit Zeitverzug entwickeln die Autoren eine Feedfonvard-Kontrolltechnik, welche mit einer Art lernendem linearen Mapping eine Schatzung der Reaktionsrate ermoglicht. Bezuglich der Anzahl an Zeitschriften, die bis zur Einstellung eines neuen Regelungspunktes zu durchlaufen sind, erwies sich die vorgestellte Technik in einer Reihe von Simulatio- nen ahnlichen aber einfacheren Regelstrategien als uberlegen. Auf der Basis dieses Ansatzes konnen effektive Regelkonzepte zur Unterdruckung von Storungen entwickelt werden. Diese zwei Konzepte bilden zusammen die Basis fur eine erfolgreiche Anwen- dung der Technik der Konzentrationsregelung in einer Vielzahl von interessanten komplexen chemischen Reaktionen, deren einge- hcndcre Untersuchung bisher aus Mangel an geeigneten Rege- lungsmechanismen schwierig war (Chem. Eng. Technol. 15 (1992) Nr. I , S . 26/34). S. Scholl
Experimentelle Untersuchungen zur Parameter-Sensitivitat von Semibatch-Reaktoren
Raghunath Haldar und Damaraju Phaneswara Rao
Die meisten industriell eingesetzten Reaktionen sind exotherm. Nur mit Kenntnis des dynamischen Verhaltens der Reaktion laBt sich ein AuBer-Kontrolle-Geraten, wie es beispielsweise beim Ungluck von Bophal geschah, ausschlieljen. In einem Semibatch- Reaktor wurde am Beispiel der Hydrolyse von Essigsaureanhydrid (katalysiert rnit Schwefelsaure) die unkontrollierte Instabilitat untersucht. Der Laborreaktor mit 700 cm3 Inhalt, 102 mm Durchmesser und 130 mm Hohe ist aus diinnwandigem rostfreien Stahl hergestellt. Der Reaktor kann in einen Thermostat beliebig tief eingetaucht werden, um schnelles und effizientes Abfuhren der Rcaktionswarme zu gewahrleisten. Im ersten von zwei Experimenten zur Untersuchung der Reaktor- dynamik wird mehr Wasser als stochiometrisch verlangt zugege- ben, so daB das anfangliche molare Verhaltnis von Wasser zu Essigsaureanhydrid 2,2S betragt. Danach werden 350 cm3 Essig- saureanhydrid gleichmaBig uber 3,15 min zugegeben. Nach Zuga- be des Reaktanden wird die Peaktemperatur im Reaktor gemes- sen. Die Reaktortemperatur steigt von 92,4"C auf 106,7"C, wenn von 0,30 auf 0,32 cm3 H2S04 erhoht wird. Entsprechend wird der EinfluR der Badtemperatur (von 45,s bis 47,O"C in 0,S"C- Schritten) auf die Reaktortemperatur untersucht, wobei jedesmal ein H2S04-Volumen von 0,32 em3 zugegeben wird. Steigt beispiels- weise die Badtemperatur um 0,s "C von 46,O"C auf 46,s "C, steigt die Reaktortemperatur von 85,l"C auf 99,O"C. Im zweiten Teil der Experimente wird mit stochiometrischen Mengenverhaltnissen gearbeitet, wobei die Reaktion zum Ende hin schneller wird. Je hoher hier die Badtemperatur ist, desto niedriger ist die Peak-Temperatur im Reaktor und desto sicherer die Reaktion. 1st die Badtemperatur oberhalb 55 "C, kann der Reaktorbetrieb als sicher angesehen werden (Chem. Eng.Technol. 15 (1992) Nr. 1 , S. 39/43). W Sievers
Chem.-1ng.-Tech. 64 (1992) Nr. 5 , S. 477-480
Experimentelle Untersuchungen zur Parameter-Sensitivitat von Batch-Reaktoren
Raghunath Haldar und Damaraju Phaneswara Rao
Das unkontrollierte instabile Verhalten exothermer Reaktionen in Batch-Reaktoren ist von aktuellem Interesse im Hinblick auf Ungliicksfalle der letzten Jahre. Ein AuBer-Kontrolle-Geraten mag auf eine hohe ProzeRparamcter-Sensitivitat, auf groRe Schwankungen der Feed-GroRen oder auf Fehler im Steuerungs- und Regelsystem zuruckzufuhren sein. In der vorliegenden Arbeit wird am Beispiel der Hydrolyse von Essigsaureanhydrid (kataly- siert mit Schwefelsaure) die Parameter-Sensitivitat eines Batch- Reaktors untersucht. Der Reaktor mit einem Durchmesser von 102 mm und einer Hohe von 130 mm kann in einen Thermostat beliebig tief eingetaucht werden, urn schnelle und effiziente Kuhlung zu ermoglichen. Ein 4-Blatt-Ruhrer mit angestellten Ruhrblattern und 41 mm Durchmesser wird verwendet. Eine Versuchsdurchfuhrung sieht wie folgt aus: Zunachst wird der Reaktor in einer bestimmten Eintauchtiefe im Thermostat fixiert. Danach wird ein Gemisch aus Essigsaure, Wasser und Schwefel- saure mit bekannter Zusammensetzung zugegeben. Nach Errei- chen der gewunschten Temperatur wird Essigsaureanhydrid zuge- geben. Um die Badtemperatur konstant zu halten, kann die Badkuhlung entsprechend dem vom Reaktor an die Badflussigkeit ubergehenden Warmestrom gesteuert werden, wobei Temperatu- ren mit Chromel-Constantan-Thermoelementen gemessen wer- den. Die Ruhrerdrehzahl betragt wahrend des gesamten Versuchs 900 min-'. Bei einem Initialtemperaturanstieg um 0,s "C betragt die Reaktortemperatur-Erhohung 31,4 "C. Neben weiteren vielfal- tigen experimentellen Daten wird jedoch noch keine mathemati- sche Modellierung angeboten (Chem. Eng. Technol. 15 (1992) Nr. 1, S. 34/38). W Sievers
Stochastische Modellierung der Tiefen-Filtration unter Berucksichtigung verschiedener Porositaten wahrend der Beladung
Suparna Tarafdar, Avijit Dey und Bhaskar Sen Gupta
Zur Modellierung des dynamischen Druckabfalls in Tiefenfiltern, in denen Feststoffpartikeln im Filtermedium zuruckgehalten wer- den und kein Filterkuchen entsteht, wird ein einparametriges Stochastikmodell entwickelt. Bei dieser Art von Filtern, die z. B. zur Trinkwasserreinigung in Form von Feinsandfiltern verwendet werden, geht man zwar von einer Stromung durch zufallsvcrteilte Kanale aus, nimmt aber eine stochastische Verteilung der Porosi- tatsanderung an. Der Druckabfall kann im vorgelegten Modell in diskreten und beliebig wahlbaren Zeitintervallen berechnet werden. Wenn sich die Porositat des Filterbetts im Zuge der Filterbeladung andert, laRt sich der gesamte Filtrationsvorgang in verschiedene Zyklen unterteilen, die sich durch den Anteil blockierter Poren unter- scheiden. Das Modell enthalt dafur einen Parameter K, der durch einen Wert zwischen Null und Eins blockierte Poren charakteri- siert. K hangt von GroRe und Verteilung der Filterpartikeln, Leerrohrgeschwindigkeit, Bettporositat und anderen Faktoren ab und ist aus einem Experiment anzupassen. Es genugt, zur Bestimmung von K nur ein einzelnes Experiment durchzufuhren. Zur Berechnung des Druckabfalls wird die Carman-Kozeny- Gleichung in Verbindung mit dem Payatakes-Tien-Turian-Modell verwendet.
479

Die Ergebnisse des Rechenmodells werden mit experimentellen Daten einer industriellen Wasseraufbereitungsanlage sowie Litera- turdaten verglichen (Abb. 5).
0 6 I A
05 J t 04 -I
11 00
SUPERFICIAL VELOCITY: 4.8 m/h
P A R T I ~ I F . . . . . . . _-- CONCENTRATION:LS.IO+ VOLI (FUL&f?'$ EARTH SUSPENSION)
I 2 3 4 5 6 7 8
TI ME/HOUR-
Abb. 5. Druckverluste iiber der Filtrationszeit.
Vergleich der experimentell und theoretisch ermittelten
Das Modell ist einfacher als vergleichbare andere auf einem Computer zu implementieren. wobei die Rechnungen fur Abb. 5 auf einem Personal Computer durchgefuhrt wurden (Chem. Eng. Technol. 15 (1992) Nr. 1, S. 44/50). W Sievers
Experimentelle und analytische Untersuchungen der Gegenstromlimitierung in senkrechten Gas/Flussig-Stromungen
Martin Stephan und Franz Mayinger
In senkrechten Zweiphasenstromungen fuhrt der Vorgang des Flutens zu ciner Limitierung der im Gegenstrom zur aufwarts gerichteten Gas- oder Dampfstromung abstromenden Flussig- keitsmenge. Das Flut-Phanomen ist bedeutend fur die Vorhersage der Zerfallswarmeabfuhr nach einem unterstellten Kuhlmittelaus- fall in Kernrcaktoren und insbesondere fur eine Vielzahl von Anwendungen in der chemischen Industrie, darunter z.B. der Auslegung von Rucklaufkondensatoren und Packungskolonnen. Die Autoren berichten von experimentellen und analytischen Untersuchungen zur adiabaten Gegenstromlimitierung in einzel- nen vertikalen Rohrleitungen. Die Experimente wurden in einem rechtwinkligen Kana1 mit gesattigten Dampf- und Fliissigphasen des Kaltemittels R12 (CClzF2) durchgefuhrt. Dabei wurden die stationaren Flussigkeitsbelastungen am Flutpunkt sowie lokale Tropfen- und Luckenverteilungen im Gegenstrom fur Systemdruk- ke von ,dpk,.it = 0,16 bis P/Pkrit 0,31 gemessen. Die gewonnenen Flussigkeitsbelastungen am Flutpunkt in Abhangigkeit von der Gasbelastung sow ie der Druckverlust und das Luckenvolumen bei teilweisem Fliissigkeitszuflufl wurden nicht beeinfluat sowohl von der axialen Position des Fliissigkeitszulaufs wie der zusatzlichen Flussigkeitsmenge, die vom Dampf mit nach oben befordert wurde. Bei gegebenen Flutbedingungen waren Druckverlust und Luckenvolumen an unterschiedlichen axialen Positionen praktisch identisch. Abb. 6 zeigt gemessene Flutpunktskurven fur drei verschiedene Gesamtdriicke. Jede Flutkurve teilt das Feld der moglichen Betriebsparameter Flussigkeitsbelastung und Gasbelastung in einem Bereich links der Kurve, wo ein stationarer Gegenstrom moglich ist,und einen Bereich rechts der Kurve, bei dem kein stationarer Betrieb aufgrund von Fluten moglich ist. Basierend auf den experimentellen Ergebnissen wurde ein mecha- nistisches Kern/FiIm-Stromungsmodell zur Berechnung des Flut-
I rn G"j BLANK SYMBOLS: UPPER LIOUID INJ. FULL SYMBOLS: LOWER LlOUlD INJ.
Plpct i t 0.31 0.24 p$qqq
0.0035
5 ---c----
0 0.5 1 1.5 2
480 Chem.-1ng.-Tech. 64 (1992) Nr. 5 , S . 477-480
SUPERFICIAL VAPOUR VELOCITY jg, mls Abb. 6. Gemessene Flutpunktskurven fur drei verschiedene Gesamtdrucke.
verhaltens entwickelt. Die analytischen Ergebnisse wurden den vorliegenden Hochdruckexperimenten und vergleichbaren Unter- suchungen bei atmospharischen Bedingungen gegenubergestellt. Dabei zeigt sich eine befriedigende Ubereinstimmung sowohl fur die Vorhersage der Flutkurven wie auch des Druckverlustes im Gegenstrom (Chem. Eng. Technol. 15 (1992) Nr. 1, S . 51/62).
S. Scholl
Vorgehensweise zur Ausregung eines ,,Rotating Disc Contactors"
Fryderyk Kleczek, Wlodzimierz Niedzialkowski und Krzysztof Kaczmarski
Die Auslegung von Extraktionskolonnen basiert auf der Bestim- mung der beiden grundlegenden Abmessungen Reaktordurchmes- ser und -1ange. In den gangigen Auslegungsmethoden spielen dabei die Parameter mittlerer Tropfendurchmesser, Hold-up der dispersen Phase. Stoffubergangskoeffizient und axiale Dispersion eine entscheidende Rolle. Kommt bei einem Extraktionsprozea ein RDC in der Kolonne zur Anwendung, hangen die genannten Parameter in erster Linie von den physikalischen Eigenschaften des Stoffsystems, den Volumen- stromen der dispersen und kontinuierlichen Phase, der Reaktor- geometrie und der Rotordrehzahl ab. Die Autoren verbinden die angesprochenen Abhangigkeiten zu einem Algorithmus, der die rechnerische Auslegung einer RDC- Extraktionskolonne ermoglicht. Dieser Algorithmus beinhaltet Korrelationen zur Beschreibung von Stoffubergangskoeffizienten basierend auf einer Analyse relevanter Literaturdaten. In diesem Zusammenhang verifizieren die Autoren ihren Auslegungsalgorithmus mittels Literaturdaten der Stoffsysteme Wasser(c)/Aceton/Toluol(d) ,Wasser(c)/n-Butter- saure/Kerosin(d) und Wasser(c)/Aceton/Clairosol 350 (d). Die Gleichungen im Auslegungschema, die den mittleren Tropfen- durchmesser, den Hold-up der dispersen Phase und die Peclet- Zahlen beschreiben, werden von den Autoren in eigenen, experi- mentellen Untersuchungen iiberpruft. In den Versuchen wird dabei ein ExtraktionsprozeB des Stoffsystems Wasser (c)/Toluol (d)/Essigsaure in drei verschiedenen RDC-Kolonnen betrachtet. Die Durchmesser der Kolonnen bewegen sich im Bereich von 0,1 m bis 0,5 m. Die Kolonnenhohe betragt zwischen 1,0 m und 2,5 m (Chem. Eng. Technol. 15 (1992) Nr. 1, S. 63/67). U. Zacher