Embed Size (px)
Citation preview

CIBIM CIBEM
2 Cartagena 2019
Cartagena 2019
CIBIM CIBEM
Actualidad de la Ingeniería Mecánica en Iberoamérica Atualidade da Engenharia Mecânica Ibero-América
Federación
Iberoamericana de Ingeniería
Mecánica
Escuela
de
Ingenierí
a
Mecánica
CIBIM CIBEM
3 Cartagena 2019
CIBIM 2019
Editor Manuel del Jesús Martínez, Dr.
Presidente Julian Ernesto Jaramillo Ibarra, Dr.
ISBN: 978-958-52438-6-6 Primera edición: noviembre de 2019

CIBIM CIBEM
4 Cartagena 2019
Diseño, diagramación e impresión: División de Publicaciones UIS Carrera 27 calle 9, Ciudad Universitaria PBX: (7) 6344000, ext. 2196 Bucaramanga, Colombia [email protected]
Prohibida la reproducción parcial o total de esta obra, por cualquier medio, sin autorización escrita de los autores.
CIBIM CIBEM
5 Cartagena 2019
XIV Congreso Iberoamericano de
Ingeniería Mecánica – CIBIM 2019
XIV Congresso Ibero-Americano Em Engenharia Mecânica – CIBEM 2019
Comité Organizador Presidente
Julian Ernesto Jaramillo Ibarra, Dr.
Integrantes
Manuel del Jesús Martínez, Dr. Jorge Enrique Meneses Flórez, MsC.
David Alfredo Fuentes Díaz, Dr. Alberto David Pertuz Comas, Dr.
Jorge Luis Chacón Velasco, Dr.
Presidente
Comité Ejecutivo FEIBIM
Vocal 1º
Francisco Aparicio Izquierdo, Dr.
Vice-Presidente 1º
José Luis San Román, Dr.
Vice-Presidente 2º
Christian J.R. Coronado, Dr.
Vice-Presidente 3º
Kurt Paulsen Moscoso, Dr.
Secretario General
José Luis Muñoz Sanz, Dr.
Tesorero
Fabricio Esteban Espinoza, Dr.
Antonio Augusto Fernandes, Dr.
Vocal 2º
Gustavo J. Cazzola, Dr.
Vocal 3º
Raúl Lugo Leyte, Dr.
Vocal 4º
María Eugenia Muñoz Amariles, Dra.
Vocal 5º
Oscar Francisco Farias Fuentes, Dr.
Vocal 6º
Luis Carlos Martinelli Jr, Dr.
CIBIM CIBEM
6 Cartagena 2019
Comité Científico
Manuel del Jesús Martínez Daniela Bahiense de Oliveira
Waldir Antônio Bizzo Carlos Borras Pinilla
Katia Tannous Nestor Raul D’croz Torres
Gilberto C. González Parra Pedro José Díaz Guerrero Miguel
Angel Diaz Rodriguez Omar Armando Gelvez Arocha
Manuel Tur Valiente Isnardo González Jaimes
Eugenio Giner Maravilla Octavio Andrés González Estrada
José Martínez Casas Ricardo Alfonso Jaimes Rolon Juan
José Ródenas García Abel Antonio Parada Corrales Javier
Fuenmayor Fernández Alberto David Pertuz Comas
Francisco Denia William Pinto Hernández
Asenssi Oliva Jabid Eduardo Quiroga Méndez
Rafael Royo Pastor Yesid Javier Rueda Ordoñez
Emilio Navarro Peris Javier Rúgeles Peréz
José Gonzalvez Maciá Leonidas Vásquez Chaparro
Thiago Gamboa Ritto Diego Fernando Villegas Bermúdez
Alejandro Roldán Heller Guillermo Sanchez Acevedo
Daniel Cortés Carlos Alberto Romero Piedrahita
Luis A. Távara Mendoza Luz Adriana Mejia Calderon
Federico Paris Sandra Patricia Cuervo Andrade
Adrián Pablo Cisilino Sebastian Durango Idarraga
Rodrigo Panosso Zeilmann Omar López
David Abellán López Juan Miguel Mantilla
Hector Miguel Aguila Estrada Sonia Rincón
Enrique Alcalá Fazio Johann Barragán Gómez
Alfredo Alvim de Castro Carlos Alberto Graciano
Cledumar Amaral Araujo Whady Felipe Flórez Escobar
Arturo Barba Pingarron Rogelio Hecker
Jayanta Kumar Banerjee Max Suell Dutra
Leonardo Bonacini Fernando Castro
Martin Dario Castillo Mario Luiz Tronto
Jesús Casanova Kindelán Ingrid Argote
Carlos Eduardo Castilla Alvarez Clayton Torres
CIBIM CIBEM
7 Cartagena 2019
Edmilson Otoni Correa Renato Bortholin
Julian Arnaldo Avila Marcelo Becker
Angela Beatrice Dewes Moura Miguel Cerrolaza
Marcelo Acacio de Luca Rodrigues Juan Manuel Muñoz Guijosa
Eduardo Diez Carlos Andrés Trujillo Suárez
Angie Lizeth Espinosa Sarmiento William Arnulfo Aperador Chaparro
Jorge Isaac Fajardo Seminario John Faber Archila Díaz
Marcelo Fajardo Pruna Oscar Fernando Avilés Sánchez
Carlos Frajuca Carlos Ramón Batista Rodriguez
Edry Antonio Garcia Cisneros Elkin Gregorio Flórez Serrano
Homero Jiménez Rabiela Jesus Manuel Gutierrez Bernal
Mario Wolfart Júnior Luz Karime Hernandez Gegen Rita
de C. Fernandes de Lima Héctor Enrique Jaramillo Suárez
Frederico Romagnoli Silveira Lima Jesús Antonio Ramírez Pastran Jose
Luis Mora Rodriguez Arly Dario Rincón Quintero Luis
Ulises Medina Uzcátegui Juan Manuel Rodríguez Prieto
Carlos Alexandre J. Miranda Edgar Alonso Salazar Marín Juraci
Carlos de Castro Nobrega Jorge Luis Chacon Velasco
Beethoven Narváez Romo Jose Ivan Hurtado Hidalgo David
Manuel Ochoa González Jorge Enrique Meneses Florez
Alvaro Ochoa Villa Jorge Luis Cardenas
Pedro Agustin Ojeda Escoto Adolfo Leon Arenas Landinez
Jose Luis Otegui Francisco Saldivia Saldivia Manuel de
Jesús Palacios Gallegos Oscar Rodolfo Bohorquez Becerra
Miguel Pleguezuelos González Julio Andres Pedraza Avella
José Alfonso Pámanes García Carlos Daniel Barrera
Carolina Quintero Ramírez Daniel Felipe Chaparro
Marcio Andrade Rocha Adrian Pablo Cisilino
Francesc Ferrando Piera Christian Jeremi Coronado Rodriguez
José Manuel Riesco Ávila Jorge Guillermo Diaz Rodriguez
Richard Senko Miguel Arlenzo Duran
Fernando Mauricio Tello Oquendo Oscar Francisco Farias Fuentes
Aristides Rivera Torres Gabriel Fernando Garcia Sanchez
Adelino Trindade Mariano Artes Gomez
Guillermo Urriolagoitia Sosa Julian E. Jaramillo
Mónica Urízar Arana Raul Lugo Leyte

CIBIM CIBEM
8 Cartagena 2019
Emilio Velasco Sánchez Jerson Fabian Maldonado Moreno
Carlos Eddy Valdez Salazar Maria Eugenia Muñoz Amariles
Anahí Velázquez Silva Raul Andres Serrano Bayona Daniela
Carina Vásconez Núñez Kim Christin Tschiersch
Ricardo Yáñez Valdez

CIBIM CIBEM
9 Cartagena 2019
Índice
Pag.
A. Ciencias Aplicadas a la Ingeniería Mecánica 11
1. Mecánica general - Mecánica experimental
2. Vibraciones mecánicas y acústica
3. Mecánica del medio continuo
4. Mecánica de fluidos
5. Termotecnia – Termodinámica
6. Energía
7. Sistemas de Representación – CAD
8. Estructuras
9. Mecatrónica - Electromecánica – Automatización
10. Instrumentación
11. Materiales y Metalurgia
12. Tribología
13. Biomecánica – Bioingeniería
B. Diseño y Concepción de Máquinas y Componentes 187
14. Síntesis y análisis de mecanismos
15. Vehículos
16. Maquinaria de elevación y transporte
17. Máquinas herramienta
18. Otras máquinas
19. Diseño de elementos de máquina
C. Fabricación de Componentes y Máquinas 259
20. Procesos de fabricación
21. Planificación y control de la fabricación
22. Producción industrial
23. Fabricación automatizada (CAM)
24. Control de calidad
25. Ensayos y verificaciones
26. Metrología

CIBIM CIBEM
10 Cartagena 2019
D. Operación y Mantenimiento de Maquinaria 293
27. Mantenimiento
28. Aspectos medioambientales
29. Reacondicionamiento
E. Mecánica Computacional 313
30. Mecánica de sólidos computacional (CSM)
31. Dinámica de fluidos computacional (CFD)
32. Transferencia de calor
33. Otras
F. Formación, Historia y Desafíos 371
34. Formación e historia en Ingeniería Mecánica
35. Emprendimiento en Ingeniería Mecánica
36. Industria 4.0
256
A. Ciencias Aplicadas a la Ingeniería Mecánica
1. Mecánica general - Mecánica experimental
2. Vibraciones mecánicas y acústica
3. Mecánica del medio continuo
4. Mecánica de fluidos
5. Termotecnia – Termodinámica
6. Energía
7. Sistemas de Representación – CAD
8. Estructuras
9. Mecatrónica - Electromecánica – Automatización
10. Instrumentación
11. Materiales y Metalurgia
12. Tribología
13. Biomecánica – Bioingeniería
A. Ciências Aplicadas à Engenharia Mecânica
1. Mecânica Geral - Mecânica Experimental
2. Vibrações mecânicas e acústicas
3. Mecânica do meio contínuo
4. Mecânica de fluidos
5. Termo tecnologia- Termodinâmica
6. Energia
7. Sistemas de Representação – CAD
8. Estruturas
9. Mecatrônica - Eletromecânica – Automação
10. Instrumentação
11. Materiais e Metalurgia
12. Tribologia
13. Biomecânica – Bioengenharia

257
2527. REDISEÑO DE LA BASE DE UN MONOPATÍN ELÉCTRICO UTILIZANDO INGENIERÍA
INVERSA Y EL MÉTODO DE LOS ELEMENTOS FINITOS
REDESIGN OF AN ELECTRIC SCOOTER PLATFORM USING REVERSE ENGINEERING AND FINITE
ELEMENTS METHOD
Santiago Marín Jiménez1, Daniel Muñoz Arboleda2, José David Acosta Correa3, Juan Manuel Macías López4, Juan Manuel Meza Meza5
1Grupo de investigación DADCOMP, Departamento de Ingeniería Mecánica, Universidad Nacional de Colombia Sede Medellín,
Colombia. Email: [email protected] 2Grupo de investigación DADCOMP, Departamento de Ingeniería Mecánica, Universidad Nacional de Colombia Sede Medellín,
Colombia. Email: [email protected] 3Grupo de investigación DADCOMP, Departamento de Materiales y Minerales, Universidad Nacional de Colombia Sede Medellín,
Colombia. email: [email protected] 4Grupo de investigación DADCOMP, Departamento de Materiales y Minerales, Universidad Nacional de Colombia Sede Medellín,
Colombia. email: [email protected] 5Grupo de investigación DADCOMP, Departamento de Materiales y Minerales, Universidad Nacional de Colombia Sede Medellín,
Colombia. email: [email protected]
Resumen
El uso de vehículos propulsados eléctricamente ha crecido enormemente, particularmente el de bicicletas y
monopatines. Comercialmente, los monopatines tienen un peso de aproximadamente 12kg, el cual puede ser
disminuido para aumentar su eficiencia y confort. En este trabajo se realizó ingeniería inversa de una
plataforma en aluminio de un monopatín eléctrico, la cual permitió establecer la rigidez específica y el factor
de seguridad de diseño. Por otra parte, aplicando el método de Ashby se seleccionaron los materiales más
adecuados para este tipo de vehículos: fibra de carbono unidireccional y fibra de vidrio en matriz polimérica,
además se evaluó el uso de diferentes tipos de núcleos para la fabricación de la estructura. Un diseño preliminar
de un panel, utilizando los materiales seleccionados y optimizado mediante el uso de método elementos finitos
(MEF), fue validado experimentalmente obteniendo un porcentaje de error menor al 1%. Por último, se realizó
un proceso iterativo en el que se varió la sección transversal y la configuración del apilado, obteniendo una
rigidez aceptable y un factor de seguridad 2.3 veces superior, respecto al original. El peso de la plataforma en
aluminio es 1.2kg, mientras que la diseñada en materiales compuestos fue 0.9kg. Esto muestra, desde el punto
de vista mecánico, que se podría utilizar un mejor material y así mejorar el desempeño de este vehículo.
Palabras clave: ingeniería inversa; materiales compuestos; monopatín; vehículo eléctrico; elementos finitos.
Abstract
The use of electric vehicles has greatly grown recently, bicycles and skateboards are among the most used. Skateboards
have a weight around 12kg, which can be reduced to increase their efficiency and comfort. In this work a reverse
engineering of an aluminum platform of an electric skateboard allow to stablish the specific stiffness and the design safety
factor, these values were used to re-design the platform using composite materials. Applying the Ashby method, the most
suitable composite materials were selected for this type of vehicles: unidirectional carbon and glass fibers into a polymeric
matrix. The use of different types of cores for the manufacture of the structure was also evaluated. A preliminary design
of a panel, using the selected materials was optimized using finite element methods, and then experimentally validated
obtaining an error lower than 1%. Finally, an iterative process was carried out, the cross section and stacking sequence
were varied, obtaining an acceptable stiffness and a safety factor 2.3 times higher than the original. The weight of the
aluminum part is 1.2kg, while the one designed in composite materials was 0.9kg. It was concluded, that aluminum can
be substituted for a better material to improve the performance of this vehicle.
Keywords: reverse engineering; composites materials; scooter; electric vehicle; finite element method

258
Introducción
En las ciudades altamente pobladas del mundo, se está
dado un crecimiento importante en el sector de la
micromovilidad, promoviendo el uso de vehículos
pequeños para recorrer distancias cortas: bicicletas,
triciclos, patinetas y monopatines, generalmente
propulsados por tracción humana o motores eléctricos
[1].
El crecimiento del uso de este tipo de vehículos viene
dado por los problemas relacionados con el alto flujo
vehicular en las calles de las grandes ciudades. En
Medellín y Bogotá, un conductor pierde alrededor de
138 y 272 horas al año respectivamente en trancones [2].
Además, se estima que aproximadamente el 60% de la
distancia recorrida por trayecto de un automóvil en el
mundo, es menor a 8km, por lo que la micromovilidad
es una alternativa importante para el transporte urbano,
con la ventaja adicional de la disminución de emisiones
contaminantes [1].
Una de las principales alternativas para la
micromovilidad son los monopatines eléctricos, lo cual
se debe a su reducido tamaño y bajo peso, si bien este
último aún debe ser mejorado pues actualmente ronda
los 12kg para la mayoría de los modelos comerciales.
En la
Figura 1 se muestra la patineta Ninebot ES2 fabricado
por la compañía Segway que será estudiada en este
trabajo. Este producto tiene un motor de 300W, alcanza
una velocidad máxima de 30km/h y puede transportar a
una persona de hasta 100kg [3].
Figura 1. Monopatín eléctrico Ninebot ES2 y detalle de la
base a rediseñar. Fuente: tomada de [3].
Su crecimiento en el mercado se ve reflejado en la
cantidad de particulares que utilizan estos vehículos en
las calles y también en los puntos de alquiler público que
existen en ciudades como Bogotá, Cali y Medellín [4].
La mayoría de los monopatines que se utilizan en el
mundo están fabricados en materiales metálicos
típicamente aluminio, otros han utilizado fibra de
carbono para realizar algunas partes, pero no suele ser
común que los nuevos diseños de monopatines utilicen
materiales compuestos para la base, las razones para esto
serán discutidas más adelante.
En el presente artículo se propone un rediseño de la base
de un monopatín eléctrico, siendo esta la pieza donde se
apoyan los pies del usuario. Esta pieza es la componente
estructural más importante del equipo y representa un
10% del peso total del monopatín, por lo que se tiene el
objetivo fundamental de reducir el peso de la base. Para
el rediseño, se estudió el uso de materiales compuestos
conocidos por sus altas propiedades específicas, la
estructura se calculó por elementos finitos y las
simulaciones preliminares se validaron de forma
experimental.
Metodología
Se realizó la ingeniería inversa de la base de un
monopatín comercial Ninebot ES2 con el objetivo de
tener los parámetros de rigidez y factores de seguridad
para el nuevo diseño. De esta manera, se obtienen los
requerimientos y características para comparar el
rendimiento de la pieza diseñada en materiales
compuestos de matriz polimérica.
Una vez definidos estos parámetros por la ingeniería
inversa, se realizó la selección de materiales por el
método de Ashby [5]. Se tuvo en cuenta las cargas a las
que está sometida la patineta, algunas condiciones de
servicio y los objetivos de diseño: minimizar el peso y
optimizar la rigidez y resistencia de la pieza.
El proceso de diseño se dividió en dos partes: La primera
parte, comprende el diseño, manufactura y validación
preliminar. Se estudió un laminado plano tipo panel (con
dimensiones similares a las de la plataforma de la
patineta original) en materiales compuestos y se calculó
la resistencia y la rigidez por el método de elementos
finitos (MEF). Para validar el diseño y la simulación, se
fabricó el panel por el método de bolsa de vacío y se
realizó un ensayo de flexión a tres puntos del panel.
La segunda parte en el proceso de diseño, una vez
verificada la capacidad predictiva y la manufactura, se
procedió al diseño final de la base del monopatín de tal
forma que está se pueda acoplar al resto del monopatín
comercial. Esto se hizo utilizando el MEF con las
condiciones de frontera iguales a las de las condiciones
críticas de operación. Finalmente se comparó con la

259
pieza comercial del monopatín eléctrico.
Esta metodología es similar a la empleada en la industria
aeronáutica, la cual tiene el objetivo de reducir la
cantidad de pruebas experimentales requeridas para el
diseño y la certificación de productos. Además, el
modelado numérico ofrece otras ventajas sobre las
pruebas experimentales, incluida la capacidad de
analizar estructuras completas y permite optimizar
estructuras sin la necesidad de que cada una de los
posibles prototipos sean construidos para su validación,
lo que permite obtener resultados rápidos y una
disminución de costos significativa [6].
Ingeniería inversa
Para rediseñar la base del monopatín, la cual se muestra
en la
Figura 1, se requiere conocer cuál es la rigidez y
resistencia del material. Con esto se puede establecer las
deflexiones y esfuerzos máximos sufridos por la
componente original (factor de seguridad de la pieza), lo
cual por la complejidad geométrica de la pieza se realiza
mediante el MEF en Abaqus CAE [7]. En las
especificaciones técnicas del fabricante, se reporta que
la pieza está hecha de una aleación de aluminio
aeroespacial pero no se dan más detalles.
Dado que no se quiere destruir la componente, se
procedió a realizar un dibujo en 3D (CAD) y así obtener
su volumen, con esto y el peso de la componente real se
obtiene una densidad de 2.7g/cm3, lo que significa que
efectivamente es una aleación de aluminio. Se realizó
una prueba de dureza con durómetro portátil Barber
Colman GYZJ-934, se obtuvo una dureza de
124±5.27Hv. Utilizando la relación de Tabor, con la cual
se puede estimar la resistencia última del material
multiplicando por 3.4 veces la dureza en HV [8], se
obtuvo una resistencia mecánica de aproximadamente
420MPa y un punto de fluencia de 0.75 veces el σ
último.
Considerando la información del proveedor y los datos
reportados arriba, además de suponer una aleación de
costo moderado la aleación de Aluminio 6066 T6 y 2024
T6, 7075 T651 (Tabla 1. Propiedades aleaciones de
Aluminio probables para la construcción del monopatín.Tabla
1) son los materiales más probables. Adicionalmente, el
módulo de elasticidad y el coeficiente Poisson no
cambian significativamente entre las aleaciones de
aluminio aeroespacial, por lo cual las propiedades
probables del material original son las reportadas en la
siguiente tabla:
Tabla 1. Propiedades aleaciones de Aluminio probables para
la construcción del monopatín.
Aluminio 6066 T6, 2024 T6 o 7075 T651
Módulo de elasticidad 70-72GPa
Coeficiente Poisson 0.33
Limite elástico >340MPa
Dureza >120Hv
Fuente: Datos tomados del CES EduPack [9].
Para realizar la simulación por elementos finitos, se
realizó un CAD con algunas simplificaciones de la pieza
original. Algunas curvas y cortes bastante complejos que
dificultan el mallado de la simulación y que no
proporcionan información importante fueron omitidos.
Adicionalmente, al ser un perfil extruido en el cual el
ancho y largo de la pieza son mucho mayores que el
espesor, se puede simular la base del monopatín como
una superficie, ya que los esfuerzos en el espesor del
perfil no son significativos comparados con los
esfuerzos a lo largo y ancho, por ese motivo se consideró
un estado de esfuerzos plano. De esta manera, se
disminuye el costo computacional y se pueden obtener
resultados verídicos de la simulación. En la
Figura 2 se puede ver el CAD simplificado realizado
con superficies.
2.1. Condiciones de carga MEF.
Se identificó como la condición de carga más critica,
para la base del monopatín, cuando se pasa por un bache
en la carretera. Esta condición de carga dinámica se
llevó a un modelo estático equivalente, multiplicando el
peso del usuario por un factor medido
experimentalmente en un trabajo previo. En [10] se
midió la aceleración, en la dirección perpendicular al
piso, que se obtiene al pasar por un bache de 20cm de
diámetro y 10cm de profundidad aproximadamente, a
una velocidad de 31km/h (similar a la que se alcanza con
el monopatín eléctrico), utilizando acelerómetros en
varios puntos de un triciclo eléctrico. El resultado del
experimento fue de una aceleración aproximada de 3.5
veces la gravedad, este factor se utilizó para calcular la
carga en la simulación de la base del monopatín.
La carga realizada por el usuario al pasar por un bache
se aplicó en Abaqus CAE, como una presión ejercida
sobre un área semejante al pie de una persona sobre la
base del monopatín (
Figura 2). Esta presión se calculó con la masa de una
persona de 100kg por la aceleración de 3.5 veces la
gravedad sobre un área de 22.500 mm2, obteniendo una
presión de 0.152 MPa.
260
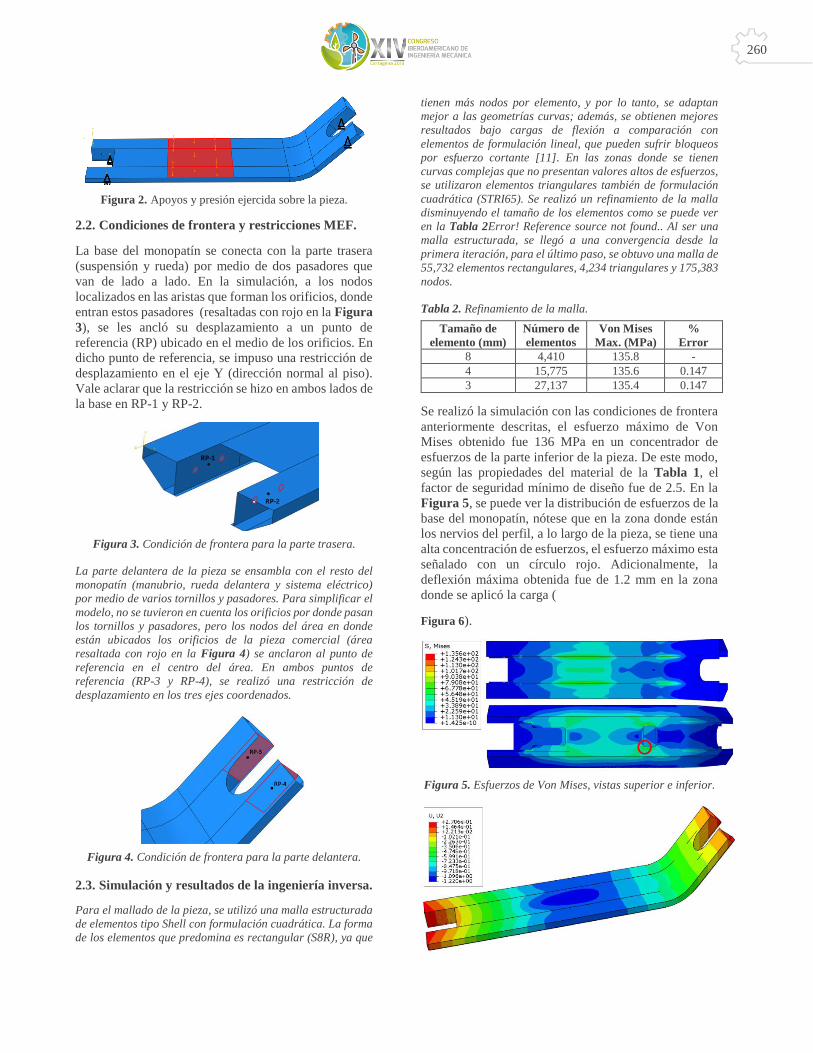
Figura 2. Apoyos y presión ejercida sobre la pieza.
2.2. Condiciones de frontera y restricciones MEF.
La base del monopatín se conecta con la parte trasera
(suspensión y rueda) por medio de dos pasadores que
van de lado a lado. En la simulación, a los nodos
localizados en las aristas que forman los orificios, donde
entran estos pasadores (resaltadas con rojo en la Figura
3), se les ancló su desplazamiento a un punto de
referencia (RP) ubicado en el medio de los orificios. En
dicho punto de referencia, se impuso una restricción de
desplazamiento en el eje Y (dirección normal al piso).
Vale aclarar que la restricción se hizo en ambos lados de
la base en RP-1 y RP-2.
Figura 3. Condición de frontera para la parte trasera.
La parte delantera de la pieza se ensambla con el resto del
monopatín (manubrio, rueda delantera y sistema eléctrico)
por medio de varios tornillos y pasadores. Para simplificar el
modelo, no se tuvieron en cuenta los orificios por donde pasan
los tornillos y pasadores, pero los nodos del área en donde
están ubicados los orificios de la pieza comercial (área
resaltada con rojo en la Figura 4) se anclaron al punto de
referencia en el centro del área. En ambos puntos de
referencia (RP-3 y RP-4), se realizó una restricción de
desplazamiento en los tres ejes coordenados.
Figura 4. Condición de frontera para la parte delantera.
2.3. Simulación y resultados de la ingeniería inversa.
Para el mallado de la pieza, se utilizó una malla estructurada
de elementos tipo Shell con formulación cuadrática. La forma
de los elementos que predomina es rectangular (S8R), ya que
tienen más nodos por elemento, y por lo tanto, se adaptan
mejor a las geometrías curvas; además, se obtienen mejores
resultados bajo cargas de flexión a comparación con
elementos de formulación lineal, que pueden sufrir bloqueos
por esfuerzo cortante [11]. En las zonas donde se tienen
curvas complejas que no presentan valores altos de esfuerzos,
se utilizaron elementos triangulares también de formulación
cuadrática (STRI65). Se realizó un refinamiento de la malla
disminuyendo el tamaño de los elementos como se puede ver
en la Tabla 2Error! Reference source not found.. Al ser una
malla estructurada, se llegó a una convergencia desde la
primera iteración, para el último paso, se obtuvo una malla de
55,732 elementos rectangulares, 4,234 triangulares y 175,383
nodos.
Tabla 2. Refinamiento de la malla.
Tamaño de
elemento (mm)
Número de
elementos
Von Mises
Max. (MPa)
%
Error
8 4,410 135.8 -
4 15,775 135.6 0.147
3 27,137 135.4 0.147
Se realizó la simulación con las condiciones de frontera
anteriormente descritas, el esfuerzo máximo de Von
Mises obtenido fue 136 MPa en un concentrador de
esfuerzos de la parte inferior de la pieza. De este modo,
según las propiedades del material de la Tabla 1, el
factor de seguridad mínimo de diseño fue de 2.5. En la
Figura 5, se puede ver la distribución de esfuerzos de la
base del monopatín, nótese que en la zona donde están
los nervios del perfil, a lo largo de la pieza, se tiene una
alta concentración de esfuerzos, el esfuerzo máximo esta
señalado con un círculo rojo. Adicionalmente, la
deflexión máxima obtenida fue de 1.2 mm en la zona
donde se aplicó la carga (
Figura 6).
Figura 5. Esfuerzos de Von Mises, vistas superior e inferior.

261
Figura 6. Desplazamiento en Y.
Selección del material
Para la selección del material, se empleó el método de
Ashby [5] que permite encontrar el material con mejor
desempeño según la función y el comportamiento
deseado por medio de índices de selección del material.
Las características de operación a las que está sometida
la componente del monopatín (panel) son: cargas de
flexión por el peso del usuario, vibraciones y cargas de
impacto por irregularidades en la vía. Una característica
a tener en cuenta durante el diseño es que el monopatín
es un vehículo portable por lo que debe ser lo más
liviano posible. Por estos motivos, la función objetivo
para seleccionar el material es minimizar la masa e
incrementar rigidez de la pieza, restringiendo el
coeficiente de amortiguamiento (capacidad del material
para disipar vibraciones), la tenacidad a la fractura y la
resistencia a la fatiga.
Se optó por una configuración en compuestos de tipo
sándwich, debido a que con dos materiales diferentes se puede
maximizar el índice de selección para cada parte (Tabla
3Error! Reference source not found.). El núcleo debe aportar
inercia y rigidez al cortante, debe absorber vibraciones y no
debe afectar considerablemente el peso del compuesto, por
otro lado, las pieles deben soportan las cargas de la flexión y
dar rigidez en el plano.
Tabla 3..Índices de selección para el núcleo y pieles.
Sándwich Función objetivo Índice
Pieles Minimizar masa, maximizando
la rigidez M1 =
E1/3
ρ1
Núcleo
Minimizar masa, maximizando
la rigidez al cortante Gs/k
(rigidez en sándwiches).
M2 =Gc
ρ2
De la Tabla 3Error! Reference source not found., M1
es el índice de selección para una panel a flexión [5], E
es el módulo de Young de las pieles, 𝜌1 es la densidad
del material para las pieles. M2 es el índice obtenido de
la ecuación de deflexión en sándwiches (aporte de
rigidez del núcleo), Gc es el módulo a cortante del
núcleo y 𝜌2 es la densidad del material para el núcleo.
Se garantizó que la componente se puede modelar como
una viga, dado que a relación ancho/largo es menor a 1/3
[12].
3.1. Selección del material para las pieles del
sándwich.
Empleando la base de datos “all bulk materials” de CES
EduPack, se graficó el índice M1 y se restringió la
selección a materiales que tengan un coeficiente de
damping mayor 0.001, valor al que se empieza a tener
materiales con capacidad de absorber vibraciones;
también se restringió la tenacidad a la fractura mayor a
15 MPa m0.5, valor que permite una buena tolerancia a
la propagación de grietas en el material [5] y por último
se limitó la resistencia a la fatiga mayor a 170MPa a107
ciclos, teniendo en cuenta un precálculo de una viga a
flexión con sección transversal constante (150mm 𝑥
8mm), soportando una carga en el centro de 100kg, con
una distancia entre apoyos de 541m, utilizando la
ecuación (1). Los datos de los materiales obtenidos por
el método se reportan en la Tabla 4.
𝜎𝑀Á𝑋 =𝑑𝐹 × 𝑐
𝐼 (1)
Donde I es el momento de inercia, c es la distancia de la
superficie al eje neutro (0.004 m), f es la fuerza aplicada
de 1000N y d es la distancia de aplicación de la fuerza.
Con una pendiente de 3 dada por el índice de desempeño
escogido y cumpliendo las restricciones anteriores, se
escogió fibra de carbono en resina vinil éster por su alto
índice y disponibilidad en el mercado local. Por ser el
primer prototipo, se combinó este material con fibras de
vidrio triaxial en resina vinil éster para disminuir costos.
Tabla 4.. Materiales para las pieles del laminado.
Material E (GPa) ρ (g/cm^3) M1
Cianato éster/HM Fibra
de Carbono, UD prepreg 299 1.67 179
Vinil éster / fibra de
carbono UD 130 1.4 93
PEEK/IM fibra de
carbono, UD prepreg 146 1.58 92
Epóxica/HS fibra de
carbono, UD prepreg 129 1.58 82
Epóxica/HS fibra de
carbono, infusión UD 110 1.58 70
Fuente: Propiedades tomadas del CES EduPack 2018.
3.2. Selección del material para el núcleo
Al igual que en la selección de las pieles , se graficó el
índice M2 y se realizaron las siguientes restricciones
para la selección del material: tener un coeficiente de
amortiguamiento mayor a 0.1 para lograr disipar más
vibraciones que las pieles y una elongación mayor a
1.4%, que es la del material utilizado en las pieles para
garantizar que las fibras sean las que carguen los
esfuerzos a tracción y compresión. Los datos de los
materiales obtenidos por el método se reportan en la
Tabla 5Tabla 5Error! Reference source not found.. Se
seleccionó el spherecore en resina epóxica por su alto
índice de selección y por su disponibilidad comercial.
Tabla 5. Materiales para las pieles del laminado.
Material Gc (MPa) ρ (g/cm^3) M2
Spherecore en 15,257 0.571 26,720
262
resina epóxica
PC espuma
(estructural, 0.85) 1,900 0.86 2,209
PS espuma
(estructural, 0.8) 1,200 0.82 1,463
ABS espuma
(estructural, 0.85) 1,200 0.86 1,395
PVC espuma DH
0.250 300 0.257 1,167
Fuente: Propiedades tomadas de CES EduPack 2018 y para el
spherecore de [13].
Diseño del primer laminado y validación del
modelo por elementos finitos.
Con los parámetros de diseño obtenidos por la ingeniería
inversa y el material seleccionado por el método de
Ashby, se diseñó y manufacturó un primer laminado con
el objetivo de probarlo mediante un ensayo de flexión y
así, validar las simulaciones realizadas por el MEF. El
primer laminado se manufacturó con una geometría
sencilla tipo panel, ancho de 150mm, largo de 500mm y
espesor de 11mm, dimensiones similares a las de la
componente original.
4.1. Configuración del laminado y espesor del núcleo
Se seleccionó la secuencia apilado por medio de un
proceso iterativo que consistió en variar el número de
láminas de fibra de carbono UD, fibra de vidrio triaxial
y el espesor del núcleo de spherecore, con el objetivo
de: lograr la menor deflexión posible, lograr un peso
menor o igual al peso de la base comercial de aluminio
(1,200g) y disminuir los costos del material, ya que es
un laminado solamente para validar el modelo y no tiene
la geometría para ser adaptado al monopatín. Para
encontrar las deflexiones del proceso iterativo de la
selección del laminado, se simuló en “Abaqus CAE”, en
la sección 5.2 se explica el modelo.
Se encontró que el mejor apilado para el diseño
preliminar es núcleo de spherecore de 8mm de espesor
y de dos pieles (superior e inferior), cada una compuesta
de 2 láminas fibra de carbono UD en la capa más externa
(donde se requiere alta resistencia a la tracción y
compresión) y 4 de vidrio triaxial (Cada lamina de fibra
de vidrio triaxial está compuesta por tres láminas de
fibra de vidrio UD orientadas a 0°, 45° y -45° direcciones
en las que hay esfuerzos de corte y flexión). Los
resultados de los objetivos de selección del apilado
fueron: una deflexión aceptable de 3.4mm, un peso
estimado de 1,181g y un precio de manufactura de
520,000 COP aproximadamente, teniendo en cuenta la
mano de obra y el costo de los materiales para la pieza y
el proceso de bolsa de vacío.
4.2. Simulación primer laminado por MEF
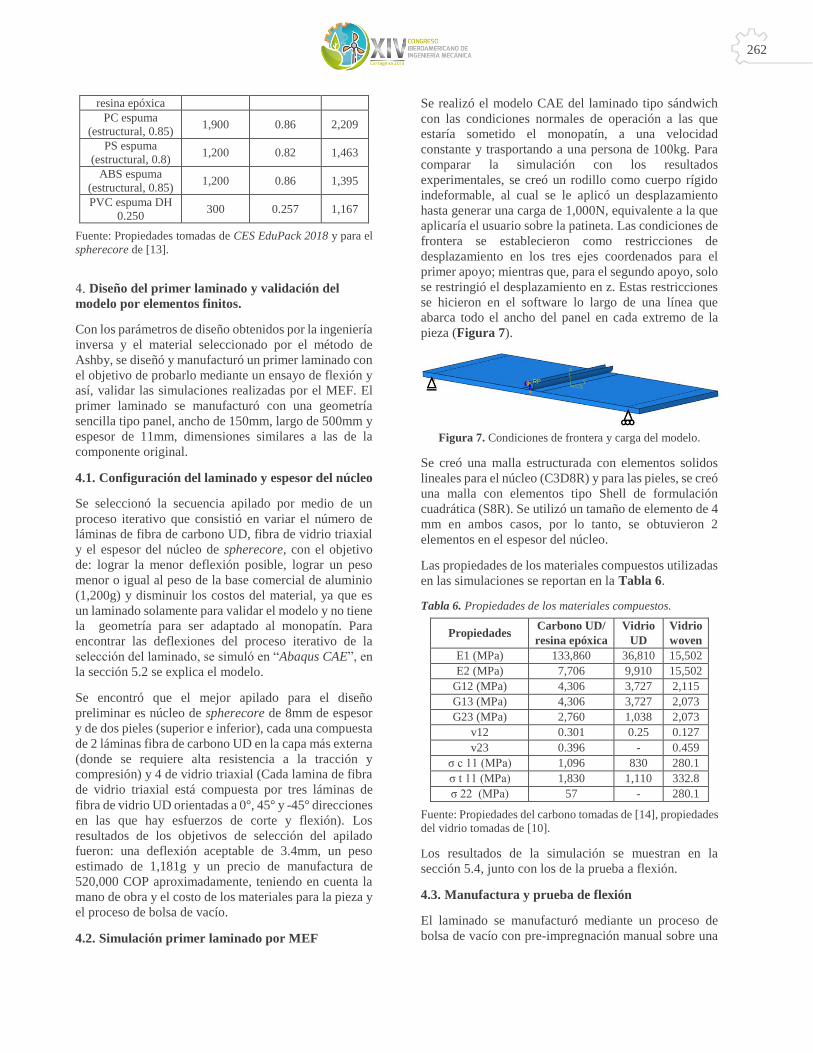
Se realizó el modelo CAE del laminado tipo sándwich
con las condiciones normales de operación a las que
estaría sometido el monopatín, a una velocidad
constante y trasportando a una persona de 100kg. Para
comparar la simulación con los resultados
experimentales, se creó un rodillo como cuerpo rígido
indeformable, al cual se le aplicó un desplazamiento
hasta generar una carga de 1,000N, equivalente a la que
aplicaría el usuario sobre la patineta. Las condiciones de
frontera se establecieron como restricciones de
desplazamiento en los tres ejes coordenados para el
primer apoyo; mientras que, para el segundo apoyo, solo
se restringió el desplazamiento en z. Estas restricciones
se hicieron en el software lo largo de una línea que
abarca todo el ancho del panel en cada extremo de la
pieza (Figura 7).
Figura 7. Condiciones de frontera y carga del modelo.
Se creó una malla estructurada con elementos solidos
lineales para el núcleo (C3D8R) y para las pieles, se creó
una malla con elementos tipo Shell de formulación
cuadrática (S8R). Se utilizó un tamaño de elemento de 4
mm en ambos casos, por lo tanto, se obtuvieron 2
elementos en el espesor del núcleo.
Las propiedades de los materiales compuestos utilizadas
en las simulaciones se reportan en la Tabla 6.
Tabla 6. Propiedades de los materiales compuestos.
Propiedades Carbono UD/
resina epóxica
Vidrio
UD
Vidrio
woven
E1 (MPa) 133,860 36,810 15,502
E2 (MPa) 7,706 9,910 15,502
G12 (MPa) 4,306 3,727 2,115
G13 (MPa) 4,306 3,727 2,073
G23 (MPa) 2,760 1,038 2,073
v12 0.301 0.25 0.127
v23 0.396 - 0.459
σ c 11 (MPa) 1,096 830 280.1
σ t 11 (MPa) 1,830 1,110 332.8
σ 22 (MPa) 57 - 280.1
Fuente: Propiedades del carbono tomadas de [14], propiedades
del vidrio tomadas de [10].
Los resultados de la simulación se muestran en la
sección 5.4, junto con los de la prueba a flexión.
4.3. Manufactura y prueba de flexión
El laminado se manufacturó mediante un proceso de
bolsa de vacío con pre-impregnación manual sobre una

263
placa de vidrio como molde. Se utilizó este método por
su bajo costo y porque permite lograr fracciones
volumétricas de fibra alrededor del 50% [15] y
porosidades bajas entre el 1-5%, para así garantizar
buenas propiedades mecánicas del material.
El resultado obtenido fue una pieza con espesor
promedio de 11.1 mm y un peso de 1,145 g. Se
calcularon las fracciones volumétricas de las pieles por
el método de ignición para laminados con dos tipos de
refuerzo [16], obteniendo una fracción volumétrica
aproximada de 7.7% de fibra de carbono, 45.6% de fibra
de vidrio, 47.9% de resina y alrededor de 1% de poros.
Una vez manufacturada y pulida la pieza, se realizó el
montaje para la prueba de flexión a tres puntos en la
máquina Shimadzu Ag-Xplus (Figura 8). Se aplicó una
carga máxima de hasta 1.2 kN y se utilizaron dos tubos
de 4cm de diámetro en los extremos como apoyos. La
carga se aplicó en el centro por medio de un cilindro de
2cm de diámetro a lo largo del ancho del sándwich;
además, se utilizó neopreno en los apoyos para evitar
daños por contacto en el panel.
Figura 8. Montaje y prueba de flexión del laminado. En rojo:
rodillos de apoyo. En verde: probeta panel. En azul:
neopreno.
4.4. Resultados de la validación experimental de la
simulación por MEF del laminado.
De la simulación por elementos finitos se extrajeron los
datos de carga y desplazamiento para compararlos con
los resultados obtenidos experimentalmente.
La deflexión máxima obtenida por la simulación bajo la
carga de 1,000N fue de 3.899mm mientras que la
obtenida por el ensayo de flexión a tres puntos fue de
3.865 mm, para la misma carga. De este modo, se obtuvo
un porcentaje de error del 0.9%. Este resultado valida el
modelo por elementos finitos utilizado, ya que los
resultados experimentales concuerdan con los
simulados.
Diseño de la base del monopatín eléctrico.
Dado que el módulo específico de los polímeros
reforzados con fibra (FRP) y el momento de inercia de
los paneles no son muy altos, se dificulta obtener una
pieza con una rigidez y un peso menor al del perfil en
aluminio. Por este motivo, se evaluó la manera de
aumentar el momento de inercia sin sacrificar el peso de
la componente, utilizando “nervaduras” a lo largo de la
pieza. Se realizó un proceso iterativo con diferentes
formas de la sección transversal para los nervios (Figura
9), evaluando la deflexión máxima obtenida y el peso
total que tendrían.
Figura 9. Secciones transversales evaluadas para el diseño.
Se llegó a que el mejor diseño para los nervios es de un
cuarto de circulo a lo largo de toda la pieza en cada
extremo (sección transversal (d) de la Figura 9). Ya que
con esta forma se tiene un buen balance entre el
momento de inercia y el peso que tendría la pieza, siendo
menor al que se tendría con los perfiles de sección
rectangular.
Para darle forma a las nervaduras se escogió espuma de
poliuretano estructural. La secuencia de apilado para las
pieles se seleccionó mediante un proceso iterativo,
variando el orden de apilamiento y el número de capas
por material en las simulaciones. El apilado final para
las pieles se muestra en la Tabla 7.
5.1. Simulación de la base del monopatín por MEF
Al igual que en la simulación realizada en la sección 5.2,
se realizó un CAD por superficies (Figura 10). La
condición de carga, las condiciones de frontera y el
mallado utilizado para la simulación, fueron los mismos
que se describieron en la sección 3.1, 3.2 y 3.3.
La deflexión máxima obtenida por la simulación en
Abaqus CAE fue de 4 mm en la zona donde se aplica la
presión a la pieza, como se muestra en la Figura 10.
En la Tabla 7 se muestran los resultados de la
simulación. El peso que se estima de la pieza realizada
en compuestos y poliuretano es de 900g, 25% menor a
la pieza comercial en aluminio. A pesar de que la rigidez
de la pieza en compuestos es menor que la comercial en
aluminio (deflexión máxima de 4mm Vs 1.2mm), los
factores de seguridad de esfuerzo último son bastante
superiores. Además, se logra una disminución del peso
de la pieza.
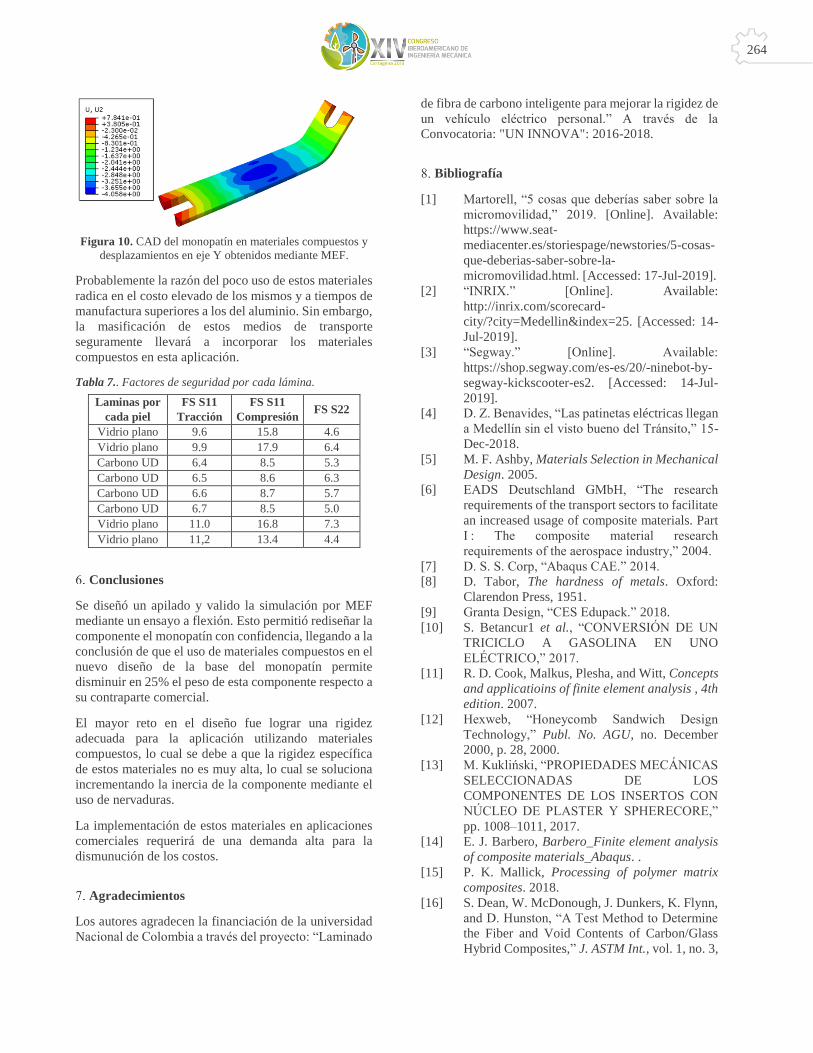
264
Figura 10. CAD del monopatín en materiales compuestos y
desplazamientos en eje Y obtenidos mediante MEF.
Probablemente la razón del poco uso de estos materiales
radica en el costo elevado de los mismos y a tiempos de
manufactura superiores a los del aluminio. Sin embargo,
la masificación de estos medios de transporte
seguramente llevará a incorporar los materiales
compuestos en esta aplicación.
Tabla 7.. Factores de seguridad por cada lámina.
Laminas por
cada piel
FS S11
Tracción
FS S11
Compresión FS S22
Vidrio plano 9.6 15.8 4.6
Vidrio plano 9.9 17.9 6.4
Carbono UD 6.4 8.5 5.3
Carbono UD 6.5 8.6 6.3
Carbono UD 6.6 8.7 5.7
Carbono UD 6.7 8.5 5.0
Vidrio plano 11.0 16.8 7.3
Vidrio plano 11,2 13.4 4.4
Conclusiones
Se diseñó un apilado y valido la simulación por MEF
mediante un ensayo a flexión. Esto permitió rediseñar la
componente el monopatín con confidencia, llegando a la
conclusión de que el uso de materiales compuestos en el
nuevo diseño de la base del monopatín permite
disminuir en 25% el peso de esta componente respecto a
su contraparte comercial.
El mayor reto en el diseño fue lograr una rigidez
adecuada para la aplicación utilizando materiales
compuestos, lo cual se debe a que la rigidez específica
de estos materiales no es muy alta, lo cual se soluciona
incrementando la inercia de la componente mediante el
uso de nervaduras.
La implementación de estos materiales en aplicaciones
comerciales requerirá de una demanda alta para la
dismunución de los costos.
Agradecimientos
Los autores agradecen la financiación de la universidad
Nacional de Colombia a través del proyecto: “Laminado
de fibra de carbono inteligente para mejorar la rigidez de
un vehículo eléctrico personal.” A través de la
Convocatoria: "UN INNOVA": 2016-2018.
Bibliografía
[1] Martorell, “5 cosas que deberías saber sobre la
micromovilidad,” 2019. [Online]. Available:
https://www.seat-
mediacenter.es/storiespage/newstories/5-cosas-
que-deberias-saber-sobre-la-
micromovilidad.html. [Accessed: 17-Jul-2019].
[2] “INRIX.” [Online]. Available:
http://inrix.com/scorecard-
city/?city=Medellin&index=25. [Accessed: 14-
Jul-2019].
[3] “Segway.” [Online]. Available:
https://shop.segway.com/es-es/20/-ninebot-by-
segway-kickscooter-es2. [Accessed: 14-Jul-
2019].
[4] D. Z. Benavides, “Las patinetas eléctricas llegan
a Medellín sin el visto bueno del Tránsito,” 15-
Dec-2018.
[5] M. F. Ashby, Materials Selection in Mechanical
Design. 2005.
[6] EADS Deutschland GMbH, “The research
requirements of the transport sectors to facilitate
an increased usage of composite materials. Part
I : The composite material research
requirements of the aerospace industry,” 2004.
[7] D. S. S. Corp, “Abaqus CAE.” 2014.
[8] D. Tabor, The hardness of metals. Oxford:
Clarendon Press, 1951.
[9] Granta Design, “CES Edupack.” 2018.
[10] S. Betancur1 et al., “CONVERSIÓN DE UN
TRICICLO A GASOLINA EN UNO
ELÉCTRICO,” 2017.
[11] R. D. Cook, Malkus, Plesha, and Witt, Concepts
and applicatioins of finite element analysis , 4th
edition. 2007.
[12] Hexweb, “Honeycomb Sandwich Design
Technology,” Publ. No. AGU, no. December
2000, p. 28, 2000.
[13] M. Kukliński, “PROPIEDADES MECÁNICAS
SELECCIONADAS DE LOS
COMPONENTES DE LOS INSERTOS CON
NÚCLEO DE PLASTER Y SPHERECORE,”
pp. 1008–1011, 2017.
[14] E. J. Barbero, Barbero_Finite element analysis
of composite materials_Abaqus. .
[15] P. K. Mallick, Processing of polymer matrix
composites. 2018.
[16] S. Dean, W. McDonough, J. Dunkers, K. Flynn,
and D. Hunston, “A Test Method to Determine
the Fiber and Void Contents of Carbon/Glass
Hybrid Composites,” J. ASTM Int., vol. 1, no. 3,
265
p. 12076, 2004.

266
2531. SIMULACIÓN NUMÉRICA DE LA REMODELACIÓN ÓSEA UTILIZANDO
DIFERENTES MODELOS MATEMÁTICOS: UN ANÁLISIS COMPARATIVO MEDIANTE EL
MÉTODO DE ELEMENTOS FINITOS
NUMERICAL SIMULATION OF BONE REMODELING USING DIFFERENT MATHEMATICAL
MODELS: A COMPARATIVE STUDY BY THE FINITE ELEMENT METHOD
Oswaldo Esteban Llanos Eraso1, Carlos Julio Cortés Rodríguez2
1Grupo de investigación en Biomecánica (GIBM-UN), Departamento de Ingeniería Mecánica y Mecatrónica, Universidad
Nacional de Colombia, Colombia. Email: [email protected] 2Grupo de investigación en Biomecánica (GIBM-UN), Departamento de Ingeniería Mecánica y Mecatrónica, Universidad
Nacional de Colombia, Colombia. Email: [email protected]
Resumen
En este estudio, la respuesta del tejido óseo debido a un estímulo mecánico se aborda utilizando tres modelos
matemáticos diferentes para la remodelación integrados con el método de elementos finitos. El método de Adams-
Bashforth de primer orden se considera como el esquema de integración de la evolución de la densidad del material
durante el proceso de remodelación. Los algoritmos de remodelación se prueban en dos modelos ampliamente
utilizados en simulaciones numéricas de remodelación ósea. El modelo constitutivo que describe el comportamiento
del hueso se implementa como una subrutina de usuario en ABAQUS. Los resultados muestran que la capacidad de
los modelos de remodelación para predecir cambios de densidad está fuertemente influenciada por los parámetros
involucrados en cada modelo, entonces es necesario ajustarlos para lograr resultados numéricos más cercanos al
comportamiento real del tejido.
Palabras clave: Remodelación ósea; análisis de elementos finitos; simulación numérica.
Abstract
In this study, the response of bone tissue due to a mechanical stimulus is addressed using three different mathematical
models for bone remodeling integrated with the finite element method. The first-order Adams-Bashforth method is
considered as the integration scheme of the evolution of the material density during the remodeling process. The bone
remodeling algorithms are tested in two models widely used in numerical simulations of bone remodeling. The
constitutive model that describes the behavior of the bone is implemented as a user subroutine in ABAQUS. The results
show that the ability of the remodeling models to predict density changes is strongly influenced by the parameters
involved in each model, then it is necessary to fit them to achieve numerical results closer to the real behavior of the
tissue.
Keywords: Bone remodeling; finite element analysis; numerical simulation.
Introduction
As Wolff [1] suggested, bone tissue has the ability to
changes its internal architecture and external
configuration to respond to changes in its mechanical
loading environment [2], [3]. This adaptive process is
addressed by bone cells such as osteocytes, which are
cells conveniently placed to sense the magnitude and
distribution of strains as well as to respond to changes in
mechanical strain and to transduce this mechanical
signal to cells on the bone surface [4]. On the other hand,
osteoblasts are responsible for bone matrix synthesis and
its subsequent mineralization, whereas osteoclasts carry
out resorption of the mineralized tissue [5]. The overall
process is known as bone remodeling [6] and numerous
researchers have put forward bone remodeling

267
algorithms to describe this behavior [7]–[13]. These
models are based on the principle that bone remodeling
is induced by a mechanical stimulus that triggers bone
cells activity [12]. Weinans et al. [12] used the strain
energy density as a mechanical stimulus to study the
adaptive bone remodeling process using a two-
dimensional proximal femur model. Mullender et al.
[14] developed a numerical model that allows predicting
trabecular morphology but does not produce
discontinuities like those found in previous studies [12].
Weinans et al. [15] introduced a “dead zone” or “lazy
zone” in their mathematical model, representing the
assumption that tissue will not remodel if it is close
enough to a reference homeostatic equilibrium state.
Nackenhorst [16] conducted numerical studies to
understand the bone remodeling after artificial hip joint
replacement, based on a theory of density evolution
which describes the bone growth depending on the stress
state. In order to analyze the bone remodeling around
dental implants, Li et al. [13] proposed a new
mathematical model based on the theory proposed by
[12], which can take into account bone resorption due to
both mechanical underload and overload. Whilst
Prendergast et al. [11] developed a damage-adaptive
remodeling law from which they derived a remodeling
law to predict bone adaptation in time. These theories
have been widely applied in combination with finite
element method [12]–[19], from which stresses and
strains can be determined to predict and describe
quantitatively both formation and resorption patterns in
bone structures depending on the mechanical
solicitations [20], [21]. In addition, bone tissue has been
treated as a continuous material whose Young’s
modulus is a function of the apparent tissue density [12].
It is possible to describe mathematically the bone
remodeling by means of an ordinary differential
equation. The forward Euler method has been broadly
employed as the integration scheme of bone remodeling
equation [22], [23]. However, because Euler’s forward
method is neither accurate nor stable, the Adams-
Bashforth method was used by [24] for integrating the
bone remodeling equation and they concluded that this
numerical method increases the precision of temporal
integration at a reasonable computational cost. It was
found in previous studies [12], [22], that there are two
types of discontinuities associated with numerical
simulations of bone remodeling. The first type (near-
field) appears in areas near mechanical load application
and is characterized by a “checkboard” pattern of
density, in which elements are either saturated to the
maximal permissible density or completely resorbed.
The second type (far-field) is characterized by the
formation of compact bone “pillars”, while adjacent
regions are fully resorbed. This discontinuity appears
away from the area where the load is applied.
Nevertheless, far-field discontinuity is considered to be
a good physiological representation of cortical bone
formation [22], while the first discontinuity is associated
with the implementation of the finite element method
[20]. These discontinuities are the result of a
conventional implementation of the finite element
method [20], where the bone density is evaluated at each
integration point (or at the centroid) by means of a
numerical integration scheme to solve the equation of
bone density. This approach is called “element-based”,
and it leads to the formation of discontinuities at the
boundary of each element, as is observed with stresses
[22]. With the aim of avoiding this discontinuity, a
“node-based” approach was proposed by [22], in which
bone density is defined and computed at each node, thus
improving the continuity across element boundaries.
The aim was to study the bone remodeling process by the
finite element method and compare the density patterns
obtained with three different mathematical models for
bone remodeling. The “element-based” approach and
the first-order Adams-Bashforth as numerical
integration scheme were used. For the finite element
procedure, the commercial finite element package
ABAQUS was used. The mathematical models for bone
remodeling were implemented within the software by
making use of user subroutines.
Methods
In this section, each mathematical model for bone
remodeling is discussed and the method used for time
integration of density is presented.
2.1. Bone remodeling models and numerical
integration
Mathematical models of bone adaptation to a
mechanical stimulus are based on a non-linear ordinary
differential equation. In the theory developed by
Weinans et al. [12], bone remodeling is expressed
mathematically as follow:
ⅆ𝜌
ⅆt= B(
𝑈
𝜌− k) =
𝑓(𝜎, 𝜌) (1)
0 < ρ ≤ρmax (2)
where 𝑑𝜌
𝑑𝑡 is the rate of change of the apparent density
of the bone (𝜌) at a particular location, 𝐵 is a constant
which characterizes the remodeling speed, 𝑈
𝜌 is the
strain energy per unit of bone mass, k is the reference
strain energy density (SED) and 𝜌𝑚𝑎𝑥 is the maximum
density of bone. A minimum density value greater than
zero is often taken, to avoid zero stiffness in FE-
268
analyses. It is common to consider bone behavior as an
isotropic linear elastic material [20], [25]. The Young’s
modulus (𝐸) of the bone is related to its density
according to the expression [12]:
E = Cρn, (3)
here 𝐶 and 𝑛 are parameters derived experimentally
[12].
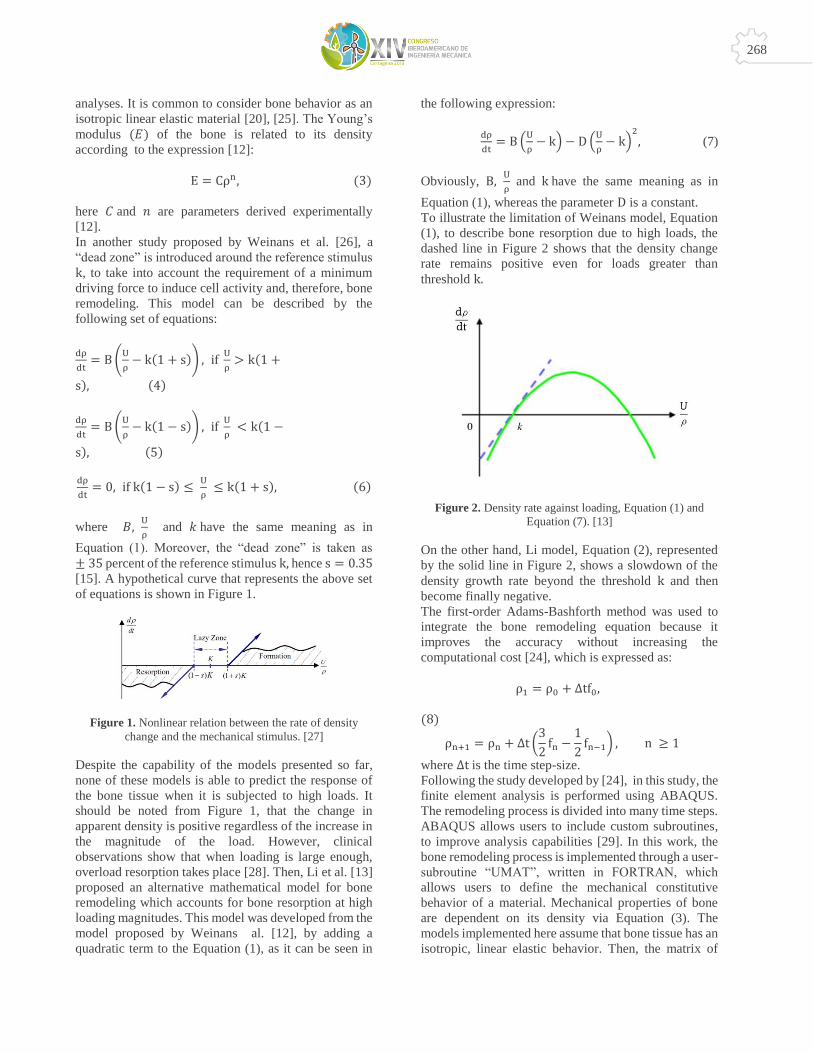
In another study proposed by Weinans et al. [26], a
“dead zone” is introduced around the reference stimulus
k, to take into account the requirement of a minimum
driving force to induce cell activity and, therefore, bone
remodeling. This model can be described by the
following set of equations:
ⅆρ
ⅆt= B(
U
ρ− k(1 + s)) , if
U
ρ> k(1 +
s), (4)
ⅆρ
ⅆt= B(
U
ρ− k(1 − s)) , if
U
ρ < k(1 −
s), (5) ⅆρ
ⅆt= 0, if k(1 − s) ≤
U
ρ ≤ k(1 + s), (6)
where 𝐵,U
ρ and 𝑘 have the same meaning as in
Equation (1). Moreover, the “dead zone” is taken as
± 35 percent of the reference stimulus k, hence s = 0.35
[15]. A hypothetical curve that represents the above set
of equations is shown in Figure 1.
Figure 1. Nonlinear relation between the rate of density
change and the mechanical stimulus. [27]
Despite the capability of the models presented so far,
none of these models is able to predict the response of
the bone tissue when it is subjected to high loads. It
should be noted from Figure 1, that the change in
apparent density is positive regardless of the increase in
the magnitude of the load. However, clinical
observations show that when loading is large enough,
overload resorption takes place [28]. Then, Li et al. [13]
proposed an alternative mathematical model for bone
remodeling which accounts for bone resorption at high
loading magnitudes. This model was developed from the
model proposed by Weinans al. [12], by adding a
quadratic term to the Equation (1), as it can be seen in
the following expression:
ⅆρ
ⅆt= B(
U
ρ− k) − D(
U
ρ− k)
2
, (7)
Obviously, B,U
ρ and k have the same meaning as in
Equation (1), whereas the parameter D is a constant.
To illustrate the limitation of Weinans model, Equation
(1), to describe bone resorption due to high loads, the
dashed line in Figure 2 shows that the density change
rate remains positive even for loads greater than
threshold k.
Figure 2. Density rate against loading, Equation (1) and
Equation (7). [13]
On the other hand, Li model, Equation (2), represented
by the solid line in Figure 2, shows a slowdown of the
density growth rate beyond the threshold k and then
become finally negative.
The first-order Adams-Bashforth method was used to
integrate the bone remodeling equation because it
improves the accuracy without increasing the
computational cost [24], which is expressed as:
ρ1 = ρ0 + ∆tf0,
(8)
ρn+1 = ρn + ∆t (3
2fn −
1
2fn−1) , n ≥ 1
where ∆t is the time step-size.
Following the study developed by [24], in this study, the
finite element analysis is performed using ABAQUS.
The remodeling process is divided into many time steps.
ABAQUS allows users to include custom subroutines,
to improve analysis capabilities [29]. In this work, the
bone remodeling process is implemented through a user-
subroutine “UMAT”, written in FORTRAN, which
allows users to define the mechanical constitutive
behavior of a material. Mechanical properties of bone
are dependent on its density via Equation (3). The
models implemented here assume that bone tissue has an
isotropic, linear elastic behavior. Then, the matrix of
269
elastic constants, 𝐶(𝜌), is a function of the density, and
the linear elastic constitutive model is expressed as:
σ = C(ρ): ε,
(9)
On the other hand, the momentum equation that sets the
internal stresses of a body is given by [30]:
∇Tσ + b =0 , (10)
Bone remodeling models and Equations (3), (8) and (9),
together with the momentum equation, Equation (10),
make up a rate-dependent nonlinear continuum model
for bone remodeling. The problem may be solved
numerically if boundary and initial conditions are
properly defined [22]. In “UMAT”, the problem is
solved, considering linear elastic material, plane stress
and infinitesimal strain. From the strain field obtained
by the finite element method, it is possible to compute
the new density according to the first-order Adams-
Bashforth method and using the strain energy density as
the mechanical stimulus. The density change rate is
calculated according to each mathematical model and its
current value is stored into a solution-dependent state
variable (SDV) for use in the next iteration. From
Equation (3), the new Young’s modulus is computed and
the analysis is performed again. In the element-based
approach, bone density is computed at Gauss integration
points (or at the centroid) within the “UMAT”.
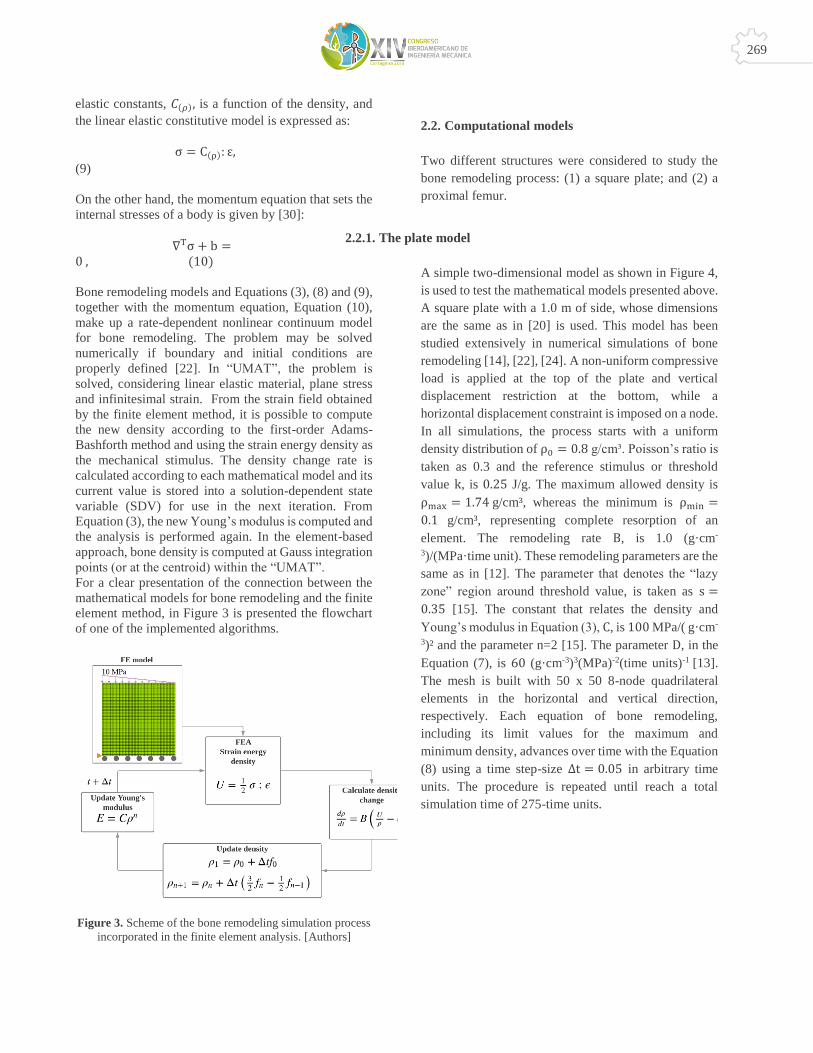
For a clear presentation of the connection between the
mathematical models for bone remodeling and the finite
element method, in Figure 3 is presented the flowchart
of one of the implemented algorithms.
Figure 3. Scheme of the bone remodeling simulation process
incorporated in the finite element analysis. [Authors]
2.2. Computational models
Two different structures were considered to study the
bone remodeling process: (1) a square plate; and (2) a
proximal femur.
2.2.1. The plate model
A simple two-dimensional model as shown in Figure 4,
is used to test the mathematical models presented above.
A square plate with a 1.0 m of side, whose dimensions
are the same as in [20] is used. This model has been
studied extensively in numerical simulations of bone
remodeling [14], [22], [24]. A non-uniform compressive
load is applied at the top of the plate and vertical
displacement restriction at the bottom, while a
horizontal displacement constraint is imposed on a node.
In all simulations, the process starts with a uniform
density distribution of ρ0 = 0.8 g/cm³. Poisson’s ratio is
taken as 0.3 and the reference stimulus or threshold
value k, is 0.25 J/g. The maximum allowed density is
ρmax = 1.74 g/cm³, whereas the minimum is ρmin =
0.1 g/cm³, representing complete resorption of an
element. The remodeling rate B, is 1.0 (g·cm-
3)/(MPa·time unit). These remodeling parameters are the
same as in [12]. The parameter that denotes the “lazy
zone” region around threshold value, is taken as s =
0.35 [15]. The constant that relates the density and
Young’s modulus in Equation (3), C, is 100 MPa/( g·cm-
3)² and the parameter n=2 [15]. The parameter D, in the
Equation (7), is 60 (g·cm-3)3(MPa)-2(time units)-1 [13].
The mesh is built with 50 x 50 8-node quadrilateral
elements in the horizontal and vertical direction,
respectively. Each equation of bone remodeling,
including its limit values for the maximum and
minimum density, advances over time with the Equation
(8) using a time step-size ∆t = 0.05 in arbitrary time
units. The procedure is repeated until reach a total
simulation time of 275-time units.
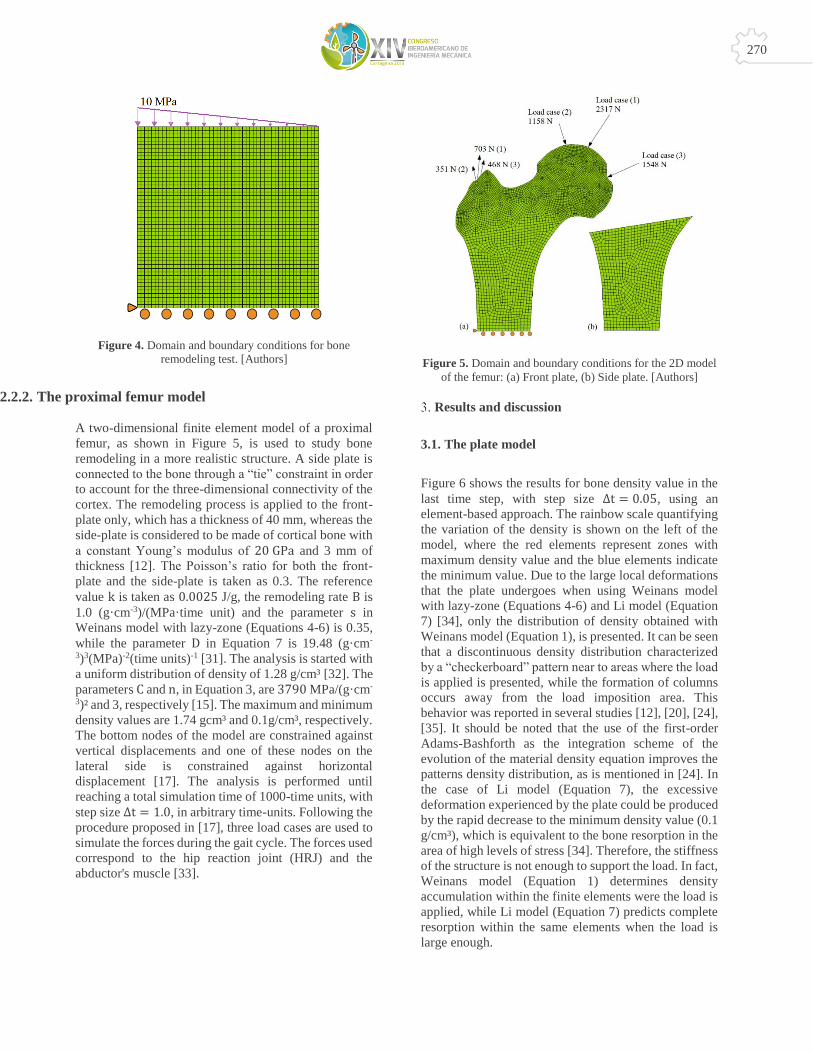
270
Figure 4. Domain and boundary conditions for bone
remodeling test. [Authors]
2.2.2. The proximal femur model
A two-dimensional finite element model of a proximal
femur, as shown in Figure 5, is used to study bone
remodeling in a more realistic structure. A side plate is
connected to the bone through a “tie” constraint in order
to account for the three-dimensional connectivity of the
cortex. The remodeling process is applied to the front-
plate only, which has a thickness of 40 mm, whereas the
side-plate is considered to be made of cortical bone with
a constant Young’s modulus of 20 GPa and 3 mm of
thickness [12]. The Poisson’s ratio for both the front-
plate and the side-plate is taken as 0.3. The reference
value k is taken as 0.0025 J/g, the remodeling rate B is
1.0 (g·cm-3)/(MPa·time unit) and the parameter s in
Weinans model with lazy-zone (Equations 4-6) is 0.35,
while the parameter D in Equation 7 is 19.48 (g·cm-
3)3(MPa)-2(time units)-1 [31]. The analysis is started with
a uniform distribution of density of 1.28 g/cm³ [32]. The
parameters C and n, in Equation 3, are 3790 MPa/(g·cm-
3)² and 3, respectively [15]. The maximum and minimum
density values are 1.74 gcm³ and 0.1g/cm³, respectively.
The bottom nodes of the model are constrained against
vertical displacements and one of these nodes on the
lateral side is constrained against horizontal
displacement [17]. The analysis is performed until
reaching a total simulation time of 1000-time units, with
step size ∆t = 1.0, in arbitrary time-units. Following the
procedure proposed in [17], three load cases are used to
simulate the forces during the gait cycle. The forces used
correspond to the hip reaction joint (HRJ) and the
abductor's muscle [33].
Figure 5. Domain and boundary conditions for the 2D model
of the femur: (a) Front plate, (b) Side plate. [Authors]
Results and discussion
3.1. The plate model
Figure 6 shows the results for bone density value in the
last time step, with step size ∆t = 0.05, using an
element-based approach. The rainbow scale quantifying
the variation of the density is shown on the left of the
model, where the red elements represent zones with
maximum density value and the blue elements indicate
the minimum value. Due to the large local deformations
that the plate undergoes when using Weinans model
with lazy-zone (Equations 4-6) and Li model (Equation
7) [34], only the distribution of density obtained with
Weinans model (Equation 1), is presented. It can be seen
that a discontinuous density distribution characterized
by a “checkerboard” pattern near to areas where the load
is applied is presented, while the formation of columns
occurs away from the load imposition area. This
behavior was reported in several studies [12], [20], [24],
[35]. It should be noted that the use of the first-order
Adams-Bashforth as the integration scheme of the
evolution of the material density equation improves the
patterns density distribution, as is mentioned in [24]. In
the case of Li model (Equation 7), the excessive
deformation experienced by the plate could be produced
by the rapid decrease to the minimum density value (0.1
g/cm³), which is equivalent to the bone resorption in the
area of high levels of stress [34]. Therefore, the stiffness
of the structure is not enough to support the load. In fact,
Weinans model (Equation 1) determines density
accumulation within the finite elements were the load is
applied, while Li model (Equation 7) predicts complete
resorption within the same elements when the load is
large enough.

271
Figure 6. Bone density distribution obtained with Weinans
model (Equation 1). [Authors]
3.2. The femur model
The results of the finite element analysis performed on
the femur models are presented in Figure 7 (a) to Figure
7 (c). Once again, the rainbow scale quantifies the
variation of the density. There are no significant
differences between the density patterns obtained which
each bone-remodeling algorithm. However, when
Weinans model with lazy-zone (Equations 4-6) is used,
a “checkerboard” pattern appears near the neck of the
femur, as shown in Figure 7 (b), while such pattern is
almost negligible when the analysis is performed with
Weinans model (Equation 1), Figure 7 (a) and Li model
(Equation 7), Figure 7 (c). This structure has been tested
in previous studies [12], [22], using Weinans model
(Equation 1), where Forward Euler method was used as
the integration scheme of the density equation. In those
studies, there was a clear development of discontinuities
in the distribution of the density either near the applied
load and near the neck of the femur [22]. It should be
mentioned that in the present study, the femur model
was studied using an element-based approach and the
domain was discretized with 4-node quadrilateral plane
stress elements [16], while the mesh of femur model in
[22] was built with 8-node quadrilateral elements to
improve the distribution of density and for the
suppression of discontinuities. Nevertheless, in that
study, some discontinuities remained in the femoral
head and neck region that does not correspond to the
anatomy of the femur. Conversely, in the present study
was not necessary the use of high order elements to
achieve density distributions close to the real
distribution of density in the femur, as shown in Figure
7, where even the so-called Ward’s triangle come out
very realistic as was found in [16]. It is assumed that the
suppression of discontinuities is due to the use of the
first-order Adams- Bashforth method.
Figure 7. Density distribution obtained in the 2D model of
the femur: (a) Weinans mode, (b) Weinans model with lazy-
zone, (c) Li model. [Authors]
Although the model in Figure 7 (b) showed the greatest
presence of discontinuities near the neck of the femur
compared to the others, only this model shows a
272
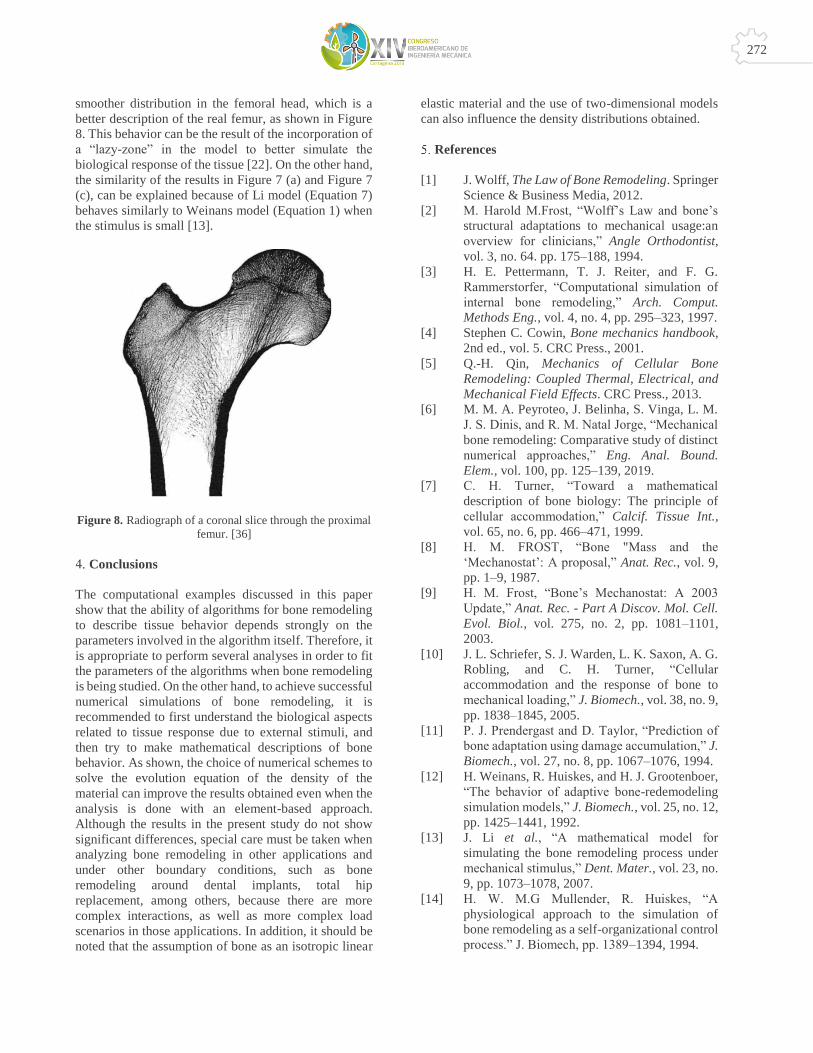
smoother distribution in the femoral head, which is a
better description of the real femur, as shown in Figure
8. This behavior can be the result of the incorporation of
a “lazy-zone” in the model to better simulate the
biological response of the tissue [22]. On the other hand,
the similarity of the results in Figure 7 (a) and Figure 7
(c), can be explained because of Li model (Equation 7)
behaves similarly to Weinans model (Equation 1) when
the stimulus is small [13].
Figure 8. Radiograph of a coronal slice through the proximal
femur. [36]
Conclusions
The computational examples discussed in this paper
show that the ability of algorithms for bone remodeling
to describe tissue behavior depends strongly on the
parameters involved in the algorithm itself. Therefore, it
is appropriate to perform several analyses in order to fit
the parameters of the algorithms when bone remodeling
is being studied. On the other hand, to achieve successful
numerical simulations of bone remodeling, it is
recommended to first understand the biological aspects
related to tissue response due to external stimuli, and
then try to make mathematical descriptions of bone
behavior. As shown, the choice of numerical schemes to
solve the evolution equation of the density of the
material can improve the results obtained even when the
analysis is done with an element-based approach.
Although the results in the present study do not show
significant differences, special care must be taken when
analyzing bone remodeling in other applications and
under other boundary conditions, such as bone
remodeling around dental implants, total hip
replacement, among others, because there are more
complex interactions, as well as more complex load
scenarios in those applications. In addition, it should be
noted that the assumption of bone as an isotropic linear
elastic material and the use of two-dimensional models
can also influence the density distributions obtained.
References
[1] J. Wolff, The Law of Bone Remodeling. Springer
Science & Business Media, 2012.
[2] M. Harold M.Frost, “Wolff’s Law and bone’s
structural adaptations to mechanical usage:an
overview for clinicians,” Angle Orthodontist,
vol. 3, no. 64. pp. 175–188, 1994.
[3] H. E. Pettermann, T. J. Reiter, and F. G.
Rammerstorfer, “Computational simulation of
internal bone remodeling,” Arch. Comput.
Methods Eng., vol. 4, no. 4, pp. 295–323, 1997.
[4] Stephen C. Cowin, Bone mechanics handbook,
2nd ed., vol. 5. CRC Press., 2001.
[5] Q.-H. Qin, Mechanics of Cellular Bone
Remodeling: Coupled Thermal, Electrical, and
Mechanical Field Effects. CRC Press., 2013.
[6] M. M. A. Peyroteo, J. Belinha, S. Vinga, L. M.
J. S. Dinis, and R. M. Natal Jorge, “Mechanical
bone remodeling: Comparative study of distinct
numerical approaches,” Eng. Anal. Bound.
Elem., vol. 100, pp. 125–139, 2019.
[7] C. H. Turner, “Toward a mathematical
description of bone biology: The principle of
cellular accommodation,” Calcif. Tissue Int.,
vol. 65, no. 6, pp. 466–471, 1999.
[8] H. M. FROST, “Bone "Mass and the
‘Mechanostat’: A proposal,” Anat. Rec., vol. 9,
pp. 1–9, 1987.
[9] H. M. Frost, “Bone’s Mechanostat: A 2003
Update,” Anat. Rec. - Part A Discov. Mol. Cell.
Evol. Biol., vol. 275, no. 2, pp. 1081–1101,
2003.
[10] J. L. Schriefer, S. J. Warden, L. K. Saxon, A. G.
Robling, and C. H. Turner, “Cellular
accommodation and the response of bone to
mechanical loading,” J. Biomech., vol. 38, no. 9,
pp. 1838–1845, 2005.
[11] P. J. Prendergast and D. Taylor, “Prediction of
bone adaptation using damage accumulation,” J.
Biomech., vol. 27, no. 8, pp. 1067–1076, 1994.
[12] H. Weinans, R. Huiskes, and H. J. Grootenboer,
“The behavior of adaptive bone-redemodeling
simulation models,” J. Biomech., vol. 25, no. 12,
pp. 1425–1441, 1992.
[13] J. Li et al., “A mathematical model for
simulating the bone remodeling process under
mechanical stimulus,” Dent. Mater., vol. 23, no.
9, pp. 1073–1078, 2007.
[14] H. W. M.G Mullender, R. Huiskes, “A
physiological approach to the simulation of
bone remodeling as a self-organizational control
process.” J. Biomech, pp. 1389–1394, 1994.

273
[15] H. Weinans, R. Huiskes, and H. J. Grootenboer,
“Effects of Fit and Bonding Characteristics of
Femoral Stems on Adaptive Bone Remodeling,”
J. Biomech. Eng., vol. 116, no. 4, p. 393, 1994.
[16] U. Nackenhorst, “Numerical simulations of
stress stimulated bone remodeling,” Tech.
Mech., vol. 17, no. 1, pp. 31–40, 1997.
[17] G. S. Beaupre and T. E. Orr, “An approach for
time-dependent bone modeling and
remodeling—application: A preliminary
remodeling simulation,” J. Orthop. …, pp. 662–
670, 1990.
[18] L. M. McNamara and P. J. Prendergast, “Bone
remodeling algorithms incorporating both strain
and microdamage stimuli,” J. Biomech., vol. 40,
no. 6, pp. 1381–1391, 2007.
[19] A. W. L. Turner, R. M. Gillies, R. Sekel, P.
Morris, W. Bruce, and W. R. Walsh,
“Computational bone remodelling simulations
and comparisons with DEXA results,” J.
Orthop. Res., vol. 23, no. 4, pp. 705–712, 2005.
[20] D. A. Garzón-Alvarado and D. Linero,
“Comparative analysis of numerical integration
schemes of density equation for a computational
model of bone remodeling,” Comput. Methods
Biomech. Biomed. Engin., vol. 15, no. 11, pp.
1189–1196, 2012.
[21] B. Van Rietbergen, R. Huiskes, H. Weinans, D.
R. Sumner, T. M. Turner, and J. O. Galante,
“The mechanism of bone remodeling and
resorption around press-fitted THA stems,” J.
Biomech., vol. 26, no. 4–5, pp. 369–382, 1993.
[22] C. R. Jacobs, M. E. Levenston, G. S. Beaupré, J.
C. Simo, and D. R. Carter, “Numerical
instabilities in bone remodeling simulations:
The advantages of a node-based finite element
approach,” J. Biomech., vol. 28, no. 4, 1995.
[23] D. Lin, Q. Li, W. Li, N. Duckmanton, and M.
Swain, “Mandibular bone remodeling induced
by dental implant,” J. Biomech., vol. 43, no. 2,
pp. 287–293, 2010.
[24] G. Chen, G. Pettet, M. Pearcy, and D. L. S.
McElwain, “Comparison of two numerical
approaches for bone remodelling,” Med. Eng.
Phys., vol. 29, no. 1, pp. 134–139, 2007.
[25] E. Nuţu, “Interpretation of parameters in strain
energy density bone adaptation equation when
applied to topology optimization of inert
structures,” Mechanika, vol. 21, no. 6, pp. 443–
449, 2015.
[26] R. Huiskes, H. Weinans, H. J. Grootenboer, M.
Dalstra, B. Fudala, and T. J. Slooff, “Adaptive
Bone-Remodeling Theory Applied to
Prosthetic-Design Analysis,” J. Biomech., vol.
20, pp. 1135–1150, 1987.
[27] Z. Q. Lian, H. Guan, Y. C. Loo, S. Ivanovski,
and N. W. Johnson, “Finite element simulation
of bone remodelling in human mandible around
osseointegrated dental implant,” IOP Conf. Ser.
Mater. Sci. Eng., vol. 10, no. 1, 2014.
[28] V. Crupi, E. Guglielmino, G. La Rosa, J. Vander
Sloten, and H. Van Oosterwyck, “Numerical
analysis of bone adaptation around an oral
implant due to overload stress,” Proc. Inst.
Mech. Eng. Part H J. Eng. Med., vol. 218, no. 6,
pp. 407–415, 2004.
[29] I. Levadnyi, J. Awrejcewicz, J. E. Gubaua, and
J. T. Pereira, “Numerical evaluation of bone
remodeling and adaptation considering different
hip prosthesis designs,” Clin. Biomech., vol. 50,
no. October, pp. 122–129, 2017.
[30] E. Oñate, Structural Analysis with the Finite
Element Method. Linear Statics: Volume 1:
Basis and Solids, vol. 1. Springer Science &
Business Media, 2010.
[31] I. Hasan, A. Rahimi, L. Keilig, K. T.
Brinkmann, and C. Bourauel, “Computational
simulation of internal bone remodelling around
dental implants: A sensitivity analysis,”
Comput. Methods Biomech. Biomed. Engin.,
vol. 15, no. 8, pp. 807–814, 2012.
[32] R. Huiskes, H. Weinans, and M. Dalstra,
“Adaptive bone remodeling and biomechanical
design considerations for noncemented total hip
arthroplasty.,” Orthopedics, vol. 12, no. 9, pp.
1255–67, 1989.
[33] A. Andrade-Campos, A. Ramos, and J. A.
Simões, “A model of bone adaptation as a
topology optimization process with contact,” J.
Biomed. Sci. Eng., vol. 05, no. 05, pp. 229–244,
2012.
[34] E. Nuțu and H. M. Gheorghiu, “Simulation of
Bone Mechanical Adaptation Using Different
Mathematical Models: A Comparative
Numerical Study,” Key Eng. Mater., vol. 638,
pp. 183–188, 2015.
[35] D. A. Garzón-Alvarado, A. M. Ramírez-
Martínez, and C. A. Cardozo De Martínez,
“Numerical test concerning bone mass
apposition under electrical and mechanical
stimulus,” Theor. Biol. Med. Model., vol. 9, no.
1, pp. 1–17, 2012.
[36] R. Jacobs, J. C. Sirno, G. S. Beauprkj, and D. R.
Carter, “Adaptive bone remodeling
incorporating simultaneous density and
anisotropy considerations,” J. Biomech., vol.
9290, no. 96, 1989.

274
2535. DISEÑO DE UNA METODOLOGÍA DE ANÁLISIS PARA CARACTERIZACIÓN DEL
ACERO ISODUR K340
DESIGN OF AN ANALYSIS METHODOLOGY FOR THE CHARACTERIZATION OF ISODUR K340
STEEL
Martha Ruth Manrique - Torres1 , Adriana Aristizábal Castrillón2, Daniela Ramírez - Alfonso3, María Angélica
Piñeros -Sierra4
1Grupo de investigación ZENTEC, Departamento de Ingeniería Industrial, Pontificia
Universidad Javeriana, Colombia. Email: [email protected] 2Profesor, Universidad EAFIT, Medellín, Colombia. Email: [email protected]
3Estudiante, Carrera de Ingeniería Industrial, Pontificia Universidad Javeriana,
Colombia. Email:[email protected] 4Estudiante, Carrera de Ingeniería Industrial, Pontificia Universidad Javeriana,
Colombia. Email: [email protected]
Resumen
Este trabajo se enmarca en el estudio del comportamiento de los materiales en la manufactura de herramientas para trabajo
en frío. Actualmente, el inconveniente que presenta la industria metalmecánica y en particular la empresa de estudio, es
la fractura temprana de punzones utilizados como herramienta en el proceso de estampado en frío, lo que ocasiona costos
por reposición, costos de reproceso y paradas en la producción. Por tanto, este trabajo se centró en evidenciar las
características del material a nivel de su composición y su estructura, a través de un análisis comparativo de punzones con
distintos niveles de rendimiento, mediante una serie de pruebas de laboratorio que incluyen fluorescencia de rayos x y
microdureza Vickers. Con esto se espera determinar el material de mayor rendimiento, definiendo un espectro de atributos
estructurales relevantes para su desempeño y realizando un análisis del comportamiento de cada uno en la aplicación
industrial descrita.
Palabras clave: Herramientas para trabajo en frío; ISODUR K340; Caracterización.
Abstract
This work is framed in the study of the behavior of cold work tools manufacturing materials. Currently, the disadvantage
of the metalworking industry, and in particular the study company, is the early fracture of puncheons used as a tool in the
manufacture of nails, which causes replacement costs, reprocessing costs and production stops. Therefore, this work will
focus on evidencing the characteristics of the material regarding its composition and structure, through a comparative
analysis of test pieces with different levels of performance, through a series of laboratory tests including X-ray
fluorescence and Vickers microhardness. This is expected to determine the highest performance material, defining a
spectrum of structural attributes relevant to its performance and performing an analysis of the behavior of each in the
described industrial application
Keywords: Cold work tool steels; ISODUR K340; Material characterization.

275
1. Introducción
La industria manufacturera en Colombia está en
crecimiento, de acuerdo con el DANE [1], la producción
real del sector en enero de 2019, dada por el índice de
producción industrial (IPI), presentó una variación de
3,0% frente a enero de 2018 sin embargo, la fabricación
de productos elaborados de metal, actividad del sector
metalmecánico, tuvo una disminución del 2,1% frente al
2018. Existen 187 empresas identificadas con esta
actividad económica [2] y dentro de este grupo, se
encuentra la empresa de estudio, la cual se dedica al
proceso de deformación volumétrica por medio de
estampado en frío, típicamente utilizado para la
producción de puntillas, clavos, grapas, perfilería,
cuchillas y cubiertos.
Desde el 2014, el Ministerio de Comercio, Industria y
Turismo puso en marcha un plan de reactivación
económica del cual surgió una política industrial para el
desarrollo productivo, dentro ésta [3] y [4] se destaca la
importancia de las cadenas de valor globalizadas como
oportunidad para la reindustrialización del país y más
específicamente, se estableció como estrategia del sector
metalmecánico, la inserción de las empresas
colombianas en estas cadenas internacionales a través de
la innovación, la transferencia de tecnología y el
aprendizaje conjunto, para lograr un encadenamiento
productivo enfocado principalmente en el incremento de
la producción de bienes de capital productivo.
De acuerdo con lo anterior, es clara la importancia de los
proyectos de investigación y desarrollo relacionados con
el sector metalmecánico, ya que estos aportes
académicos dinamizan el avance tecnológico de la
industria colombiana, fundamental para el desarrollo de
las estrategias para la reactivación económica del país y
resuelven problemáticas reales como la observada en la
empresa de estudio en donde se presenta la fractura
temprana de punzones utilizados como herramienta en la
fabricación de productos por estampado en frío, lo que
ocasiona costos por reposición, costos de reproceso y
paradas en la producción.
El material de estudio no se encuentra con la aplicación
específica del proyecto en el estado del arte, sin
embargo, en estudios previos realizados sobre el acero
K340 ISODUR se encontró que, en primer lugar, Cora y
Koç [5], realizaron una comparación del desempeño del
material contra el desgaste de muestras de troquel bajo
las mismas condiciones de contacto. Mediante un
examen microscópico se midieron las superficies de
contacto de las matrices con un perfilómetro y se
encontró que el K340 ISODUR es más propenso a apilar
material en la superficie, ya que presentó marcas de
desgaste menos profundas y una superficie brillante.
Además, se concluyó que para aplicaciones donde el
astillado y el desgaste prematuro es un problema se
podría necesitar un recubrimiento.
Por otra parte, Vogt y su equipo [6], realizaron una
comparación de la idoneidad de dos tipos de acero: K340
ISODUR y S390 MICROCLEAN como elementos de
corte activo, mediante la evaluación del comportamiento
al desgaste de la herramienta y la calidad de las
superficies. Cada configuración de la herramienta de
corte se sometió a 50.000 golpes de perforación y para la
cuantificación del desgaste se realizaron mediciones en
las superficies frontales y laterales cada 10.000 golpes.
Como resultado, se encontró que la configuración del
K340 es más susceptible al desgaste que la del S390,
teniendo en cuenta que el acero K340 mostró un ligero
desgaste en la superficie frontal pero casi ninguno en la
superficie lateral del punzón. Finalmente, se logró
demostrar que tanto la herramienta K340 como la S390,
funcionaron bien y completaron los experimentos sin
fractura de los punzones.
En cuanto a estudios previos en donde se utilizó alguna
de las herramientas de caracterización que se ha
considerado implementar para esta investigación, se
encontró que por medio de la técnica de fluorescencia
de rayos X, Kadachi y Al-Eshaikn [7] determinaron la
composición química de productos de acero largos y
planos fabricados por una empresa local, en este estudio,
se obtuvo como resultado que las composiciones
elementales de la mayoría de productos se ajustan a los
valores declarados por la empresa, a excepción del silicio
y manganeso, que exhiben valores más altos para los
productos largos.
En contraste, Ramya y su equipo [8] caracterizaron las
capas de óxido nativas y de la superficie corroída de un
acero modificado, mediante el análisis de los datos
obtenidos de la prueba Raman determinaron los tipos de
óxido y el material de aleación predominante en cada una
de las capas estudiadas. Con un análisis Raman in-situ
posterior a un experimento, se observaron los cambios
en la composición química de las capas del material,
determinando así, la contribución de cada óxido en las
propiedades físicas finales del material.
También, se encontró que para hacer análisis de fallas de
las herramientas Papageorgiou y su equipo [9], utilizaron
análisis químico, inspección visual, mediciones de
dureza y microdureza, un examen metalográfico y de
microscopía electrónica de barrido (SEM) sobre
muestras representativas de Uddeholm Vanadis 4 Super
Clean, para analizar las áreas de fractura, así como las
causas del inicio y la propagación de las fisuras. El
estudio se realizó sobre dos punzones con fallas y se
presentaron materiales alternativos con base en los
hallazgos de los estudios realizados, que revelaron el
punto de origen de las fisuras y sus causas principales.
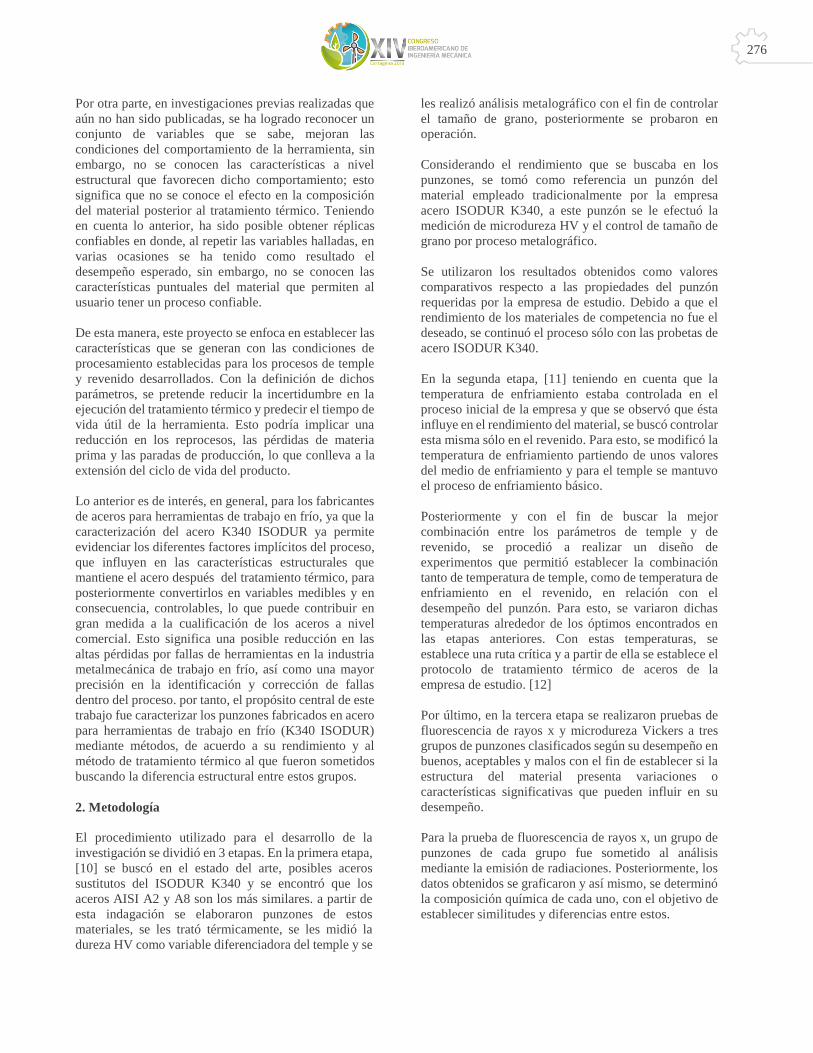
276
Por otra parte, en investigaciones previas realizadas que
aún no han sido publicadas, se ha logrado reconocer un
conjunto de variables que se sabe, mejoran las
condiciones del comportamiento de la herramienta, sin
embargo, no se conocen las características a nivel
estructural que favorecen dicho comportamiento; esto
significa que no se conoce el efecto en la composición
del material posterior al tratamiento térmico. Teniendo
en cuenta lo anterior, ha sido posible obtener réplicas
confiables en donde, al repetir las variables halladas, en
varias ocasiones se ha tenido como resultado el
desempeño esperado, sin embargo, no se conocen las
características puntuales del material que permiten al
usuario tener un proceso confiable.
De esta manera, este proyecto se enfoca en establecer las
características que se generan con las condiciones de
procesamiento establecidas para los procesos de temple
y revenido desarrollados. Con la definición de dichos
parámetros, se pretende reducir la incertidumbre en la
ejecución del tratamiento térmico y predecir el tiempo de
vida útil de la herramienta. Esto podría implicar una
reducción en los reprocesos, las pérdidas de materia
prima y las paradas de producción, lo que conlleva a la
extensión del ciclo de vida del producto.
Lo anterior es de interés, en general, para los fabricantes
de aceros para herramientas de trabajo en frío, ya que la
caracterización del acero K340 ISODUR ya permite
evidenciar los diferentes factores implícitos del proceso,
que influyen en las características estructurales que
mantiene el acero después del tratamiento térmico, para
posteriormente convertirlos en variables medibles y en
consecuencia, controlables, lo que puede contribuir en
gran medida a la cualificación de los aceros a nivel
comercial. Esto significa una posible reducción en las
altas pérdidas por fallas de herramientas en la industria
metalmecánica de trabajo en frío, así como una mayor
precisión en la identificación y corrección de fallas
dentro del proceso. por tanto, el propósito central de este
trabajo fue caracterizar los punzones fabricados en acero
para herramientas de trabajo en frío (K340 ISODUR)
mediante métodos, de acuerdo a su rendimiento y al
método de tratamiento térmico al que fueron sometidos
buscando la diferencia estructural entre estos grupos.
2. Metodología
El procedimiento utilizado para el desarrollo de la
investigación se dividió en 3 etapas. En la primera etapa,
[10] se buscó en el estado del arte, posibles aceros
sustitutos del ISODUR K340 y se encontró que los
aceros AISI A2 y A8 son los más similares. a partir de
esta indagación se elaboraron punzones de estos
materiales, se les trató térmicamente, se les midió la
dureza HV como variable diferenciadora del temple y se
les realizó análisis metalográfico con el fin de controlar
el tamaño de grano, posteriormente se probaron en
operación.
Considerando el rendimiento que se buscaba en los
punzones, se tomó como referencia un punzón del
material empleado tradicionalmente por la empresa
acero ISODUR K340, a este punzón se le efectuó la
medición de microdureza HV y el control de tamaño de
grano por proceso metalográfico.
Se utilizaron los resultados obtenidos como valores
comparativos respecto a las propiedades del punzón
requeridas por la empresa de estudio. Debido a que el
rendimiento de los materiales de competencia no fue el
deseado, se continuó el proceso sólo con las probetas de
acero ISODUR K340.
En la segunda etapa, [11] teniendo en cuenta que la
temperatura de enfriamiento estaba controlada en el
proceso inicial de la empresa y que se observó que ésta
influye en el rendimiento del material, se buscó controlar
esta misma sólo en el revenido. Para esto, se modificó la
temperatura de enfriamiento partiendo de unos valores
del medio de enfriamiento y para el temple se mantuvo
el proceso de enfriamiento básico.
Posteriormente y con el fin de buscar la mejor
combinación entre los parámetros de temple y de
revenido, se procedió a realizar un diseño de
experimentos que permitió establecer la combinación
tanto de temperatura de temple, como de temperatura de
enfriamiento en el revenido, en relación con el
desempeño del punzón. Para esto, se variaron dichas
temperaturas alrededor de los óptimos encontrados en
las etapas anteriores. Con estas temperaturas, se
establece una ruta crítica y a partir de ella se establece el
protocolo de tratamiento térmico de aceros de la
empresa de estudio. [12]
Por último, en la tercera etapa se realizaron pruebas de
fluorescencia de rayos x y microdureza Vickers a tres
grupos de punzones clasificados según su desempeño en
buenos, aceptables y malos con el fin de establecer si la
estructura del material presenta variaciones o
características significativas que pueden influir en su
desempeño.
Para la prueba de fluorescencia de rayos x, un grupo de
punzones de cada grupo fue sometido al análisis
mediante la emisión de radiaciones. Posteriormente, los
datos obtenidos se graficaron y así mismo, se determinó
la composición química de cada uno, con el objetivo de
establecer similitudes y diferencias entre estos.
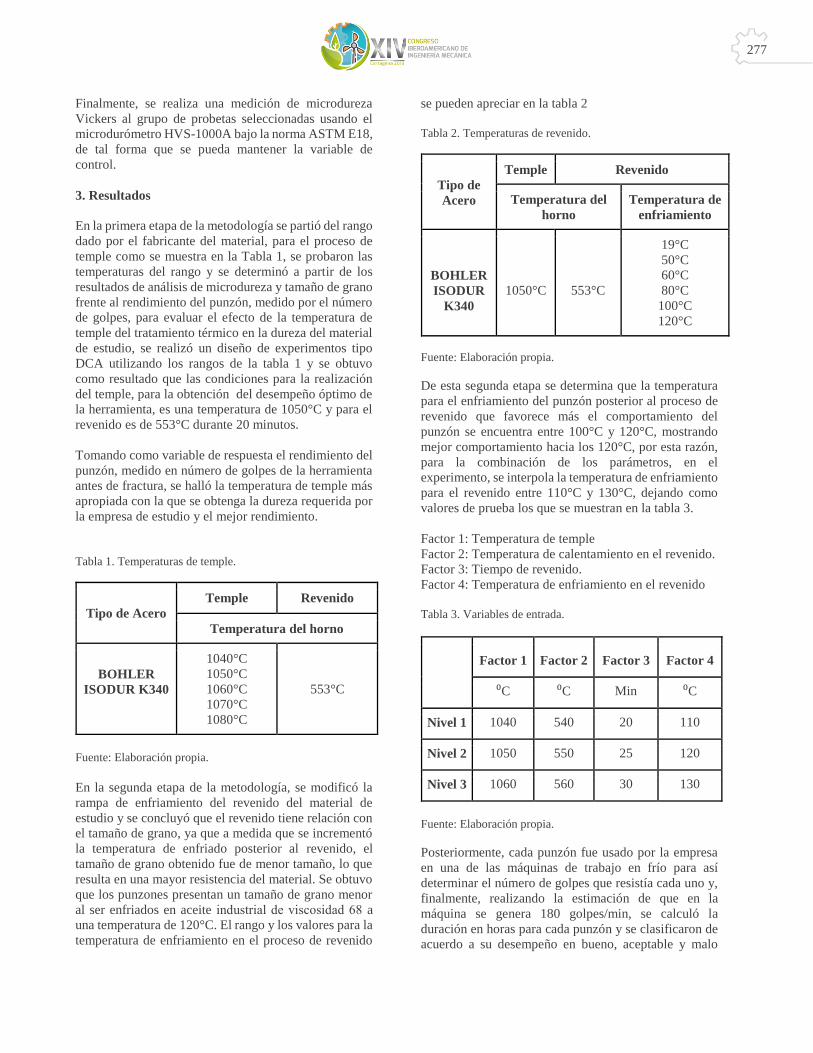
277
Finalmente, se realiza una medición de microdureza
Vickers al grupo de probetas seleccionadas usando el
microdurómetro HVS-1000A bajo la norma ASTM E18,
de tal forma que se pueda mantener la variable de
control.
3. Resultados
En la primera etapa de la metodología se partió del rango
dado por el fabricante del material, para el proceso de
temple como se muestra en la Tabla 1, se probaron las
temperaturas del rango y se determinó a partir de los
resultados de análisis de microdureza y tamaño de grano
frente al rendimiento del punzón, medido por el número
de golpes, para evaluar el efecto de la temperatura de
temple del tratamiento térmico en la dureza del material
de estudio, se realizó un diseño de experimentos tipo
DCA utilizando los rangos de la tabla 1 y se obtuvo
como resultado que las condiciones para la realización
del temple, para la obtención del desempeño óptimo de
la herramienta, es una temperatura de 1050°C y para el
revenido es de 553°C durante 20 minutos.
Tomando como variable de respuesta el rendimiento del
punzón, medido en número de golpes de la herramienta
antes de fractura, se halló la temperatura de temple más
apropiada con la que se obtenga la dureza requerida por
la empresa de estudio y el mejor rendimiento.
Tabla 1. Temperaturas de temple.
Tipo de Acero
Temple Revenido
Temperatura del horno
BOHLER
ISODUR K340
1040°C
1050°C
1060°C
1070°C
1080°C
553°C
Fuente: Elaboración propia.
En la segunda etapa de la metodología, se modificó la
rampa de enfriamiento del revenido del material de
estudio y se concluyó que el revenido tiene relación con
el tamaño de grano, ya que a medida que se incrementó
la temperatura de enfriado posterior al revenido, el
tamaño de grano obtenido fue de menor tamaño, lo que
resulta en una mayor resistencia del material. Se obtuvo
que los punzones presentan un tamaño de grano menor
al ser enfriados en aceite industrial de viscosidad 68 a
una temperatura de 120°C. El rango y los valores para la
temperatura de enfriamiento en el proceso de revenido
se pueden apreciar en la tabla 2
Tabla 2. Temperaturas de revenido.
Tipo de
Acero
Temple Revenido
Temperatura del
horno
Temperatura de
enfriamiento
BOHLER
ISODUR
K340
1050°C
553°C
19°C
50°C
60°C
80°C
100°C
120°C
Fuente: Elaboración propia.
De esta segunda etapa se determina que la temperatura
para el enfriamiento del punzón posterior al proceso de
revenido que favorece más el comportamiento del
punzón se encuentra entre 100°C y 120°C, mostrando
mejor comportamiento hacia los 120°C, por esta razón,
para la combinación de los parámetros, en el
experimento, se interpola la temperatura de enfriamiento
para el revenido entre 110°C y 130°C, dejando como
valores de prueba los que se muestran en la tabla 3.
Factor 1: Temperatura de temple
Factor 2: Temperatura de calentamiento en el revenido.
Factor 3: Tiempo de revenido.
Factor 4: Temperatura de enfriamiento en el revenido
Tabla 3. Variables de entrada.
Factor 1 Factor 2 Factor 3 Factor 4
⁰C ⁰C Min ⁰C
Nivel 1 1040 540 20 110
Nivel 2 1050 550 25 120
Nivel 3 1060 560 30 130
Fuente: Elaboración propia.
Posteriormente, cada punzón fue usado por la empresa
en una de las máquinas de trabajo en frío para así
determinar el número de golpes que resistía cada uno y,
finalmente, realizando la estimación de que en la
máquina se genera 180 golpes/min, se calculó la
duración en horas para cada punzón y se clasificaron de
acuerdo a su desempeño en bueno, aceptable y malo
278
como se muestra en la tabla 4.
Tabla 4. Clasificación por desempeño.
Desempeño Duración (h) Cantidad
Bueno >= 8 8
Aceptable 5 - 8 9
Malo <= 5 64
Fuente: Elaboración propia. A partir de esta información, se seleccionaron todos los
punzones clasificados como buenos y aceptables, en
cuanto a los malos, se escogieron aleatoriamente nueve
punzones, para así completar un grupo de 26 a los cuales
se les realizaron las pruebas de fluorescencia de rayos X
y microdureza Vickers.
3.1 Fluorescencia de rayos X
Para la prueba de fluorescencia de rayos x, se
seleccionan aleatoriamente 2 punzones de cada
subgrupo clasificado por desempeño, para un total de 6
probetas con las que se realiza el ensayo. A
continuación, se presentan la gráfica de composición
obtenida.
Ilustración 1. Composición punzones.
Fuente: Elaboración Propia.
Además, se presenta la composición química para cada
uno de los punzones analizados en el software Origin.
Tabla 5. Composición química.
Cr (%) Fe (%) Sn(%) Zn(%) Mo(%)
Pz 22 10.26 89.30 0.00 0.00 0.44
Pz 37 10.05 89.47 0.00 0.00 0.48
Pz 42 10.20 89.33 0.00 0.00 0.47
Pz 60 10.82 88.02 0.66 0.13 0.51
Pz 62 9.90 89.68 0.00 0.00 0.43
Pz 65 10.16 89.43 0.00 0.00 0.42
Fuente: Elaboración propia.
Se observó que en general la composición de los
punzones analizados es homogénea con presencia de
Mo, Fe y Cr, sin embargo, cabe destacar que, en el
punzón de peor desempeño de la muestra, hay trazas de
zinc como se observa en el pico señalado en la
ilustración 1, esta contaminación del material puede
estar asociada al mal desempeño de la herramienta.
Ilustración 2. Composición punzones.
Fuente: Elaboración propia.
De la misma forma, se observaron picos, señalados en la
ilustración 2, que indicarían el cambio de estado de
oxidación del hierro en el material los cuales pueden
estar asociados a la presencia de carburos. Es de interés
para este análisis la medición del nivel de carburos en el
punzón ya que en pruebas de la primera etapa del
proyecto se determinó que la presencia de grafito es
significativa en el desempeño del punzón, considerando
la formación de carburos durante el proceso de
tratamiento térmico.
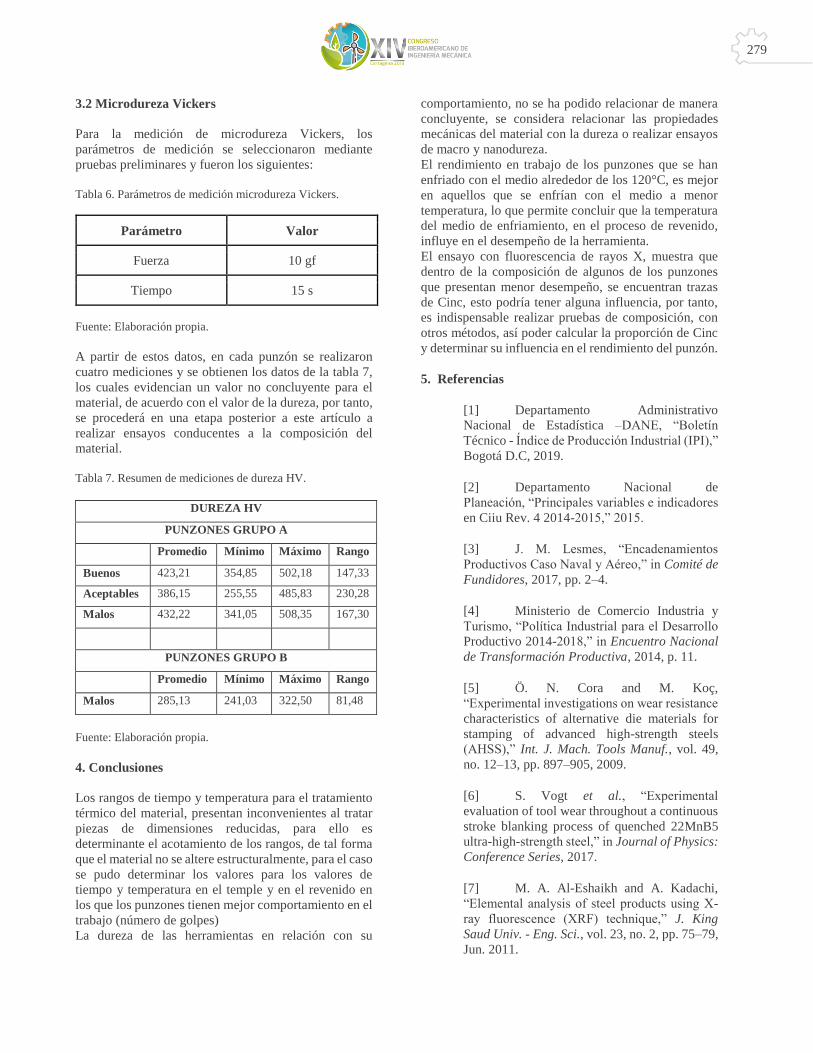
279
3.2 Microdureza Vickers
Para la medición de microdureza Vickers, los
parámetros de medición se seleccionaron mediante
pruebas preliminares y fueron los siguientes:
Tabla 6. Parámetros de medición microdureza Vickers.
Parámetro Valor
Fuerza 10 gf
Tiempo 15 s
Fuente: Elaboración propia.
A partir de estos datos, en cada punzón se realizaron
cuatro mediciones y se obtienen los datos de la tabla 7,
los cuales evidencian un valor no concluyente para el
material, de acuerdo con el valor de la dureza, por tanto,
se procederá en una etapa posterior a este artículo a
realizar ensayos conducentes a la composición del
material.
Tabla 7. Resumen de mediciones de dureza HV.
DUREZA HV
PUNZONES GRUPO A
Promedio Mínimo Máximo Rango
Buenos 423,21 354,85 502,18 147,33
Aceptables 386,15 255,55 485,83 230,28
Malos 432,22 341,05 508,35 167,30
PUNZONES GRUPO B
Promedio Mínimo Máximo Rango
Malos 285,13 241,03 322,50 81,48
Fuente: Elaboración propia.
4. Conclusiones
Los rangos de tiempo y temperatura para el tratamiento
térmico del material, presentan inconvenientes al tratar
piezas de dimensiones reducidas, para ello es
determinante el acotamiento de los rangos, de tal forma
que el material no se altere estructuralmente, para el caso
se pudo determinar los valores para los valores de
tiempo y temperatura en el temple y en el revenido en
los que los punzones tienen mejor comportamiento en el
trabajo (número de golpes)
La dureza de las herramientas en relación con su
comportamiento, no se ha podido relacionar de manera
concluyente, se considera relacionar las propiedades
mecánicas del material con la dureza o realizar ensayos
de macro y nanodureza.
El rendimiento en trabajo de los punzones que se han
enfriado con el medio alrededor de los 120°C, es mejor
en aquellos que se enfrían con el medio a menor
temperatura, lo que permite concluir que la temperatura
del medio de enfriamiento, en el proceso de revenido,
influye en el desempeño de la herramienta.
El ensayo con fluorescencia de rayos X, muestra que
dentro de la composición de algunos de los punzones
que presentan menor desempeño, se encuentran trazas
de Cinc, esto podría tener alguna influencia, por tanto,
es indispensable realizar pruebas de composición, con
otros métodos, así poder calcular la proporción de Cinc
y determinar su influencia en el rendimiento del punzón.
5. Referencias
[1] Departamento Administrativo
Nacional de Estadística –DANE, “Boletín
Técnico - Índice de Producción Industrial (IPI),”
Bogotá D.C, 2019.
[2] Departamento Nacional de
Planeación, “Principales variables e indicadores
en Ciiu Rev. 4 2014-2015,” 2015.
[3] J. M. Lesmes, “Encadenamientos
Productivos Caso Naval y Aéreo,” in Comité de
Fundidores, 2017, pp. 2–4.
[4] Ministerio de Comercio Industria y
Turismo, “Política Industrial para el Desarrollo
Productivo 2014-2018,” in Encuentro Nacional
de Transformación Productiva, 2014, p. 11.
[5] Ö. N. Cora and M. Koç,
“Experimental investigations on wear resistance
characteristics of alternative die materials for
stamping of advanced high-strength steels
(AHSS),” Int. J. Mach. Tools Manuf., vol. 49,
no. 12–13, pp. 897–905, 2009.
[6] S. Vogt et al., “Experimental
evaluation of tool wear throughout a continuous
stroke blanking process of quenched 22MnB5
ultra-high-strength steel,” in Journal of Physics:
Conference Series, 2017.
[7] M. A. Al-Eshaikh and A. Kadachi,
“Elemental analysis of steel products using X-
ray fluorescence (XRF) technique,” J. King
Saud Univ. - Eng. Sci., vol. 23, no. 2, pp. 75–79,
Jun. 2011.

280
[8] S. Ramya, D. Nanda Gopala Krishna,
and U. Kamachi Mudali, “In-situ Raman and X-
ray photoelectron spectroscopic studies on the
pitting corrosion of modified 9Cr-1Mo steel in
neutral chloride solution,” Appl. Surf. Sci., vol.
428, pp. 1106–1118, 2018.
[9] D. G. Papageorgiou, S. Varvagiannis, J. Sideris,
and C. Medrea, “Fracture analysis of a cutting
tool used in a straightening and twin bended
system for coiled re-bars machine,” Eng. Fail.
Anal., vol. 59, pp. 347–353, 2016.
[10] J. M. González and A. M. Quiroga, “Diseño de
un proceso de tratamiento térmico para el
mejoramiento de las propiedades mecánicas de
una herramienta de acero de conformado en frío,”
Pontificia Universidad Javeriana, Bogotá,
Colombia, 2016.
[11] J. F. Correa and M. P. Ramírez, “Diseñar un
proceso de revenido basado en la modificación de
la rampa de enfriamiento para aceros de
herramienta en trabajo en frío,” Pontificia
Universidad Javeriana, Bogotá, Colombia, 2017.
[12] P. Gómez and A. M. Padilla, “Determinación del
cambio en dureza y número de golpes en el acero
ISODUR K340 según las variables de tiempo y
temperatura en el proceso de temple y revenido,”
Pontificia Universidad Javeriana, Bogotá,
Colombia, 2018.

281
2557. ENERGÍAS ALTERNATIVAS EN CAMPOS PETROLEROS; HACIA LA CONVERGENCIA
ENERGÉTICA
ALTERNATIVE ENERGIES IN OIL FIELDS; TOWARDS ENERGY CONVERGENCE
María Durán-Rondón1, Stephanny Álvarez-Carreño2, Jabid Quiroga- Méndez3, Harving Díaz-Consuegra4
1Escuela de Ingeniería de Petróleos, Universidad Industrial de Santander, Colombia. Email: [email protected]
2Escuela de Ingeniería de Petróleos, Universidad Industrial de Santander, Colombia. Email: [email protected] 3Escuela de Ingeniería de Petróleos, Universidad Industrial de Santander, Colombia. Email: [email protected]
4Escuela de Ingeniería Mecánica, Universidad Industrial de Santander, Colombia Email: [email protected]
Resumen
Este artículo de revisión presenta una revisión del uso de las energías alternativas en operaciones de campos de petróleo
y gas alrededor del mundo; así como el potencial en el aprovechamiento de los procesos que hacen parte de las energías
alternativas como posible cambio en la perspectiva de la energía en Colombia, considerando e incentivando la
convergencia energética y con esto un complemento en los sectores upstream, midstream y/o downstream de la industria
de los hidrocarburos.
Palabras clave: Energías alternativas, Industria del petróleo, Energía solar fotovoltaica, Panel fotovoltaico, Energía solar
térmica, Energía eólica, Aerogeneradores
Abstract
This review article presents a detailed background of alternative energies used in oil and gas fields globally; and the
potential in the use of the processes that are part of alternative energies as a possible change in the perspective of energy
in Colombia, considering and encouraging energy convergence and with this a complement in the upstream, midstream
and / or downstream sectors of the hydrocarbon industry.
Keywords: Alternative energies, Petroleum industry, Photovoltaic solar energy, Photovoltaic panel, Wind energy, Wind
turbines, Solar thermal energy.
Introducción
La industria de los hidrocarburos se divide en tres
sectores importantes siendo el Upstream aquel que
contempla la exploración y explotación; Midstream el
transporte y Downstream la refinación y
comercialización [1].
El desarrollo sostenible y la lucha contra el cambio
climático se han convertido en aspectos integrales de la
planificación, el análisis y la formulación de políticas
energéticas. El uso de las diferentes formas de energía
representa dos tercios de las emisiones totales de gases
de efecto invernadero y el 80% del CO2, por lo que
cualquier esfuerzo para reducir las emisiones y mitigar
el cambio climático debe incluir al sector energético [2].
El cambio climático y la búsqueda de un uso racional y
un mejor aprovechamiento de los recursos naturales ha
generado un aumento en la implementación de energías
renovables en el mundo, con auge en los sectores
industriales. De allí la transición energética actual se
describe típicamente como un movimiento hacia un
sistema más limpio y bajo en carbono [3].
Entre las industrias llamadas a mitigar los efectos
asociados al uso industrial de la energía se encuentra el
sector de los hidrocarburos y de sus operaciones
asociadas. La industria del petróleo se medirá cada vez
más por su capacidad para reducir su huella ambiental,
involucrarse con las poblaciones locales en las cadenas
de valor de suministro y distribución, desarrollar e
implementar de manera segura innovaciones
tecnológicas a escala, y diversificarse hacia nuevas
energías. [4]
Actualmente, en la industria de los hidrocarburos existen
algunas experiencias en el uso de la energía solar
fotovoltaica, energía solar térmica y energía eólica en
sus operaciones de explotación o producción, transporte
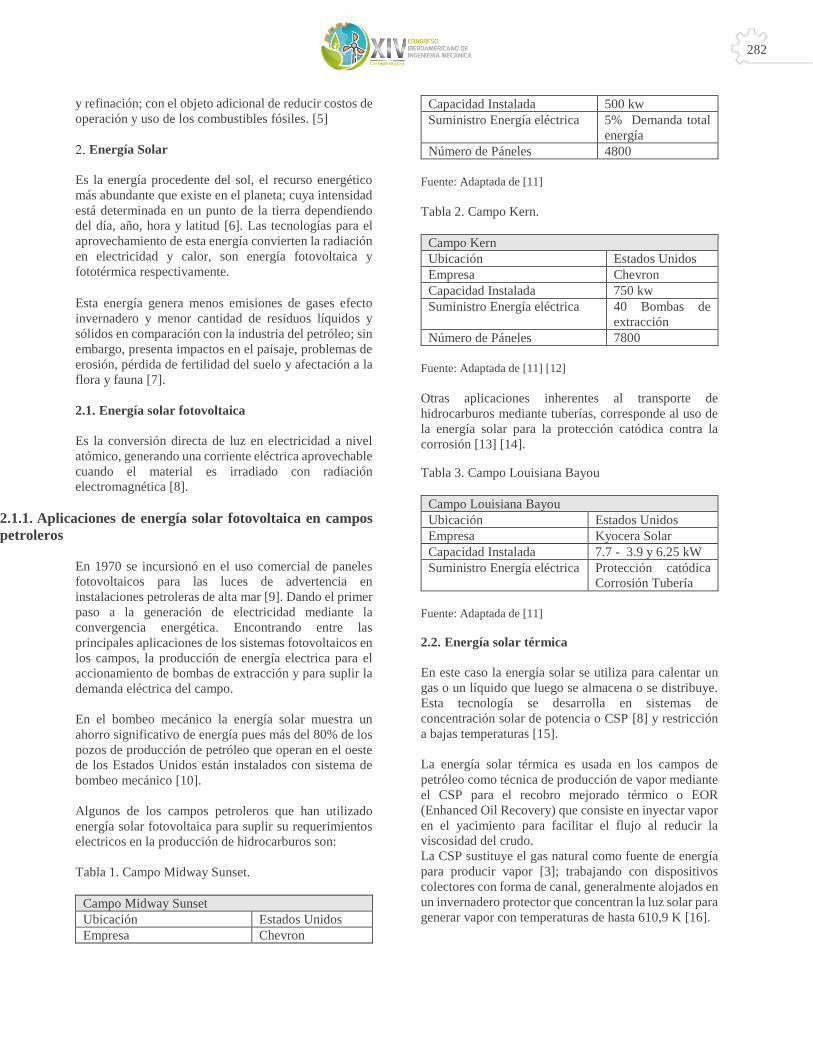
282
y refinación; con el objeto adicional de reducir costos de
operación y uso de los combustibles fósiles. [5]
Energía Solar
Es la energía procedente del sol, el recurso energético
más abundante que existe en el planeta; cuya intensidad
está determinada en un punto de la tierra dependiendo
del día, año, hora y latitud [6]. Las tecnologías para el
aprovechamiento de esta energía convierten la radiación
en electricidad y calor, son energía fotovoltaica y
fototérmica respectivamente.
Esta energía genera menos emisiones de gases efecto
invernadero y menor cantidad de residuos líquidos y
sólidos en comparación con la industria del petróleo; sin
embargo, presenta impactos en el paisaje, problemas de
erosión, pérdida de fertilidad del suelo y afectación a la
flora y fauna [7].
2.1. Energía solar fotovoltaica
Es la conversión directa de luz en electricidad a nivel
atómico, generando una corriente eléctrica aprovechable
cuando el material es irradiado con radiación
electromagnética [8].
2.1.1. Aplicaciones de energía solar fotovoltaica en campos
petroleros
En 1970 se incursionó en el uso comercial de paneles
fotovoltaicos para las luces de advertencia en
instalaciones petroleras de alta mar [9]. Dando el primer
paso a la generación de electricidad mediante la
convergencia energética. Encontrando entre las
principales aplicaciones de los sistemas fotovoltaicos en
los campos, la producción de energía electrica para el
accionamiento de bombas de extracción y para suplir la
demanda eléctrica del campo.
En el bombeo mecánico la energía solar muestra un
ahorro significativo de energía pues más del 80% de los
pozos de producción de petróleo que operan en el oeste
de los Estados Unidos están instalados con sistema de
bombeo mecánico [10].
Algunos de los campos petroleros que han utilizado
energía solar fotovoltaica para suplir su requerimientos
electricos en la producción de hidrocarburos son:
Tabla 1. Campo Midway Sunset.
Campo Midway Sunset
Ubicación Estados Unidos
Empresa Chevron
Capacidad Instalada 500 kw
Suministro Energía eléctrica 5% Demanda total
energía
Número de Páneles 4800
Fuente: Adaptada de [11]
Tabla 2. Campo Kern.
Campo Kern
Ubicación Estados Unidos
Empresa Chevron
Capacidad Instalada 750 kw
Suministro Energía eléctrica 40 Bombas de
extracción
Número de Páneles 7800
Fuente: Adaptada de [11] [12]
Otras aplicaciones inherentes al transporte de
hidrocarburos mediante tuberías, corresponde al uso de
la energía solar para la protección catódica contra la
corrosión [13] [14].
Tabla 3. Campo Louisiana Bayou
Campo Louisiana Bayou
Ubicación Estados Unidos
Empresa Kyocera Solar
Capacidad Instalada 7.7 - 3.9 y 6.25 kW
Suministro Energía eléctrica Protección catódica
Corrosión Tubería
Fuente: Adaptada de [11]
2.2. Energía solar térmica
En este caso la energía solar se utiliza para calentar un
gas o un líquido que luego se almacena o se distribuye.
Esta tecnología se desarrolla en sistemas de
concentración solar de potencia o CSP [8] y restricción
a bajas temperaturas [15].
La energía solar térmica es usada en los campos de
petróleo como técnica de producción de vapor mediante
el CSP para el recobro mejorado térmico o EOR
(Enhanced Oil Recovery) que consiste en inyectar vapor
en el yacimiento para facilitar el flujo al reducir la
viscosidad del crudo.
La CSP sustituye el gas natural como fuente de energía
para producir vapor [3]; trabajando con dispositivos
colectores con forma de canal, generalmente alojados en
un invernadero protector que concentran la luz solar para
generar vapor con temperaturas de hasta 610,9 K [16].
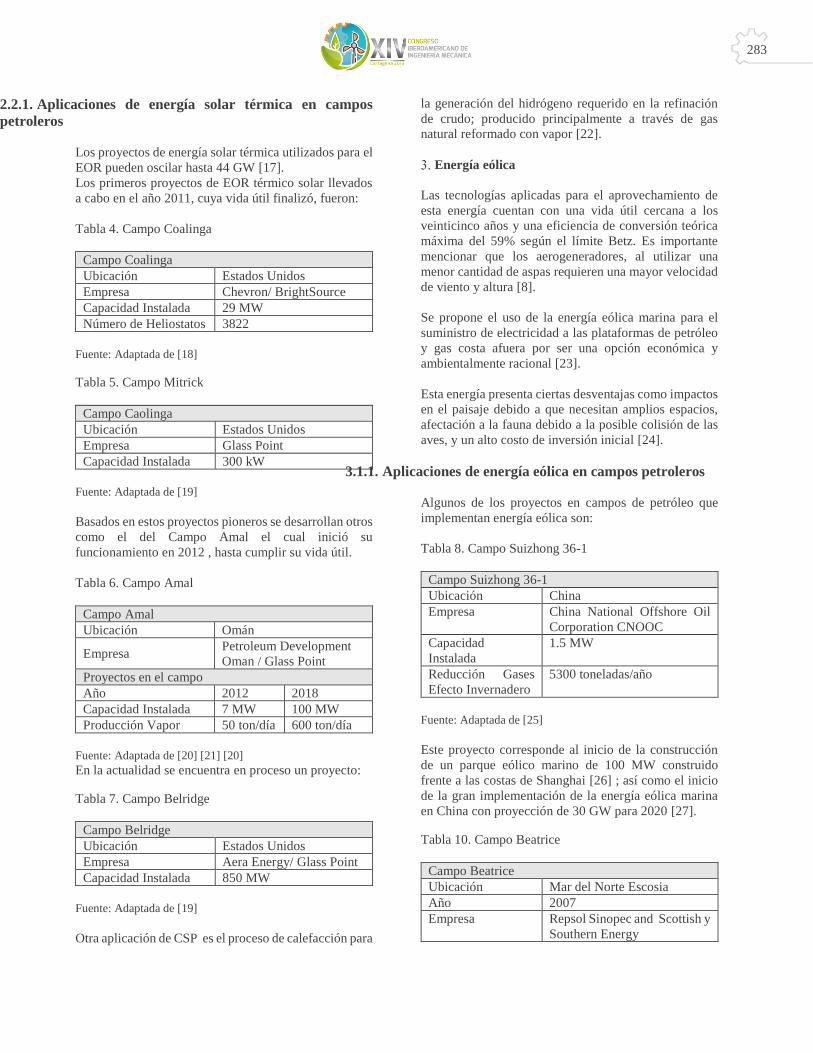
283
2.2.1. Aplicaciones de energía solar térmica en campos
petroleros
Los proyectos de energía solar térmica utilizados para el
EOR pueden oscilar hasta 44 GW [17].
Los primeros proyectos de EOR térmico solar llevados
a cabo en el año 2011, cuya vida útil finalizó, fueron:
Tabla 4. Campo Coalinga
Campo Coalinga
Ubicación Estados Unidos
Empresa Chevron/ BrightSource
Capacidad Instalada 29 MW
Número de Heliostatos 3822
Fuente: Adaptada de [18]
Tabla 5. Campo Mitrick
Campo Caolinga
Ubicación Estados Unidos
Empresa Glass Point
Capacidad Instalada 300 kW
Fuente: Adaptada de [19]
Basados en estos proyectos pioneros se desarrollan otros
como el del Campo Amal el cual inició su
funcionamiento en 2012 , hasta cumplir su vida útil.
Tabla 6. Campo Amal
Campo Amal
Ubicación Omán
Empresa Petroleum Development
Oman / Glass Point
Proyectos en el campo
Año 2012 2018
Capacidad Instalada 7 MW 100 MW
Producción Vapor 50 ton/día 600 ton/día
Fuente: Adaptada de [20] [21] [20]
En la actualidad se encuentra en proceso un proyecto:
Tabla 7. Campo Belridge
Campo Belridge
Ubicación Estados Unidos
Empresa Aera Energy/ Glass Point
Capacidad Instalada 850 MW
Fuente: Adaptada de [19]
Otra aplicación de CSP es el proceso de calefacción para
la generación del hidrógeno requerido en la refinación
de crudo; producido principalmente a través de gas
natural reformado con vapor [22].
Energía eólica
Las tecnologías aplicadas para el aprovechamiento de
esta energía cuentan con una vida útil cercana a los
veinticinco años y una eficiencia de conversión teórica
máxima del 59% según el límite Betz. Es importante
mencionar que los aerogeneradores, al utilizar una
menor cantidad de aspas requieren una mayor velocidad
de viento y altura [8].
Se propone el uso de la energía eólica marina para el
suministro de electricidad a las plataformas de petróleo
y gas costa afuera por ser una opción económica y
ambientalmente racional [23].
Esta energía presenta ciertas desventajas como impactos
en el paisaje debido a que necesitan amplios espacios,
afectación a la fauna debido a la posible colisión de las
aves, y un alto costo de inversión inicial [24].
3.1.1. Aplicaciones de energía eólica en campos petroleros
Algunos de los proyectos en campos de petróleo que
implementan energía eólica son:
Tabla 8. Campo Suizhong 36-1
Campo Suizhong 36-1
Ubicación China
Empresa China National Offshore Oil
Corporation CNOOC
Capacidad
Instalada
1.5 MW
Reducción Gases
Efecto Invernadero
5300 toneladas/año
Fuente: Adaptada de [25]
Este proyecto corresponde al inicio de la construcción
de un parque eólico marino de 100 MW construido
frente a las costas de Shanghai [26] ; así como el inicio
de la gran implementación de la energía eólica marina
en China con proyección de 30 GW para 2020 [27].
Tabla 10. Campo Beatrice
Campo Beatrice
Ubicación Mar del Norte Escosia
Año 2007
Empresa Repsol Sinopec and Scottish y
Southern Energy
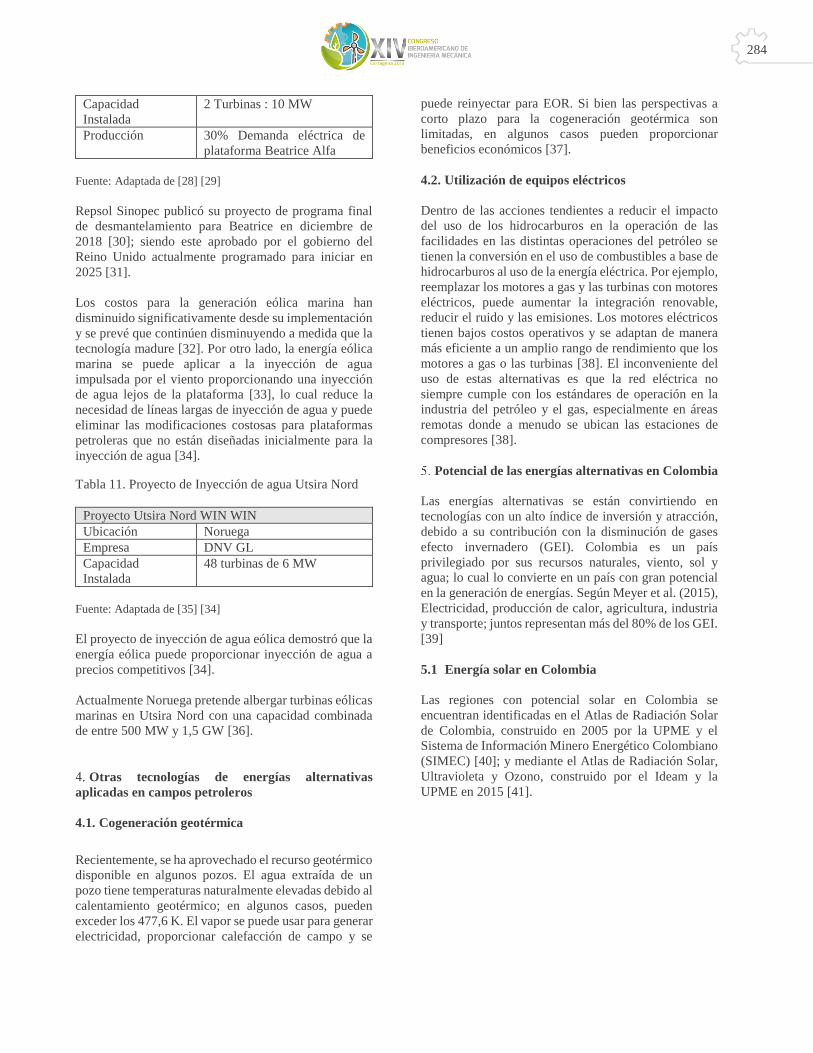
284
Capacidad
Instalada
2 Turbinas : 10 MW
Producción 30% Demanda eléctrica de
plataforma Beatrice Alfa
Fuente: Adaptada de [28] [29]
Repsol Sinopec publicó su proyecto de programa final
de desmantelamiento para Beatrice en diciembre de
2018 [30]; siendo este aprobado por el gobierno del
Reino Unido actualmente programado para iniciar en
2025 [31].
Los costos para la generación eólica marina han
disminuido significativamente desde su implementación
y se prevé que continúen disminuyendo a medida que la
tecnología madure [32]. Por otro lado, la energía eólica
marina se puede aplicar a la inyección de agua
impulsada por el viento proporcionando una inyección
de agua lejos de la plataforma [33], lo cual reduce la
necesidad de líneas largas de inyección de agua y puede
eliminar las modificaciones costosas para plataformas
petroleras que no están diseñadas inicialmente para la
inyección de agua [34].
Tabla 11. Proyecto de Inyección de agua Utsira Nord
Proyecto Utsira Nord WIN WIN
Ubicación Noruega
Empresa DNV GL
Capacidad
Instalada
48 turbinas de 6 MW
Fuente: Adaptada de [35] [34]
El proyecto de inyección de agua eólica demostró que la
energía eólica puede proporcionar inyección de agua a
precios competitivos [34].
Actualmente Noruega pretende albergar turbinas eólicas
marinas en Utsira Nord con una capacidad combinada
de entre 500 MW y 1,5 GW [36].
Otras tecnologías de energías alternativas
aplicadas en campos petroleros
4.1. Cogeneración geotérmica
Recientemente, se ha aprovechado el recurso geotérmico
disponible en algunos pozos. El agua extraída de un
pozo tiene temperaturas naturalmente elevadas debido al
calentamiento geotérmico; en algunos casos, pueden
exceder los 477,6 K. El vapor se puede usar para generar
electricidad, proporcionar calefacción de campo y se
puede reinyectar para EOR. Si bien las perspectivas a
corto plazo para la cogeneración geotérmica son
limitadas, en algunos casos pueden proporcionar
beneficios económicos [37].
4.2. Utilización de equipos eléctricos
Dentro de las acciones tendientes a reducir el impacto
del uso de los hidrocarburos en la operación de las
facilidades en las distintas operaciones del petróleo se
tienen la conversión en el uso de combustibles a base de
hidrocarburos al uso de la energía eléctrica. Por ejemplo,
reemplazar los motores a gas y las turbinas con motores
eléctricos, puede aumentar la integración renovable,
reducir el ruido y las emisiones. Los motores eléctricos
tienen bajos costos operativos y se adaptan de manera
más eficiente a un amplio rango de rendimiento que los
motores a gas o las turbinas [38]. El inconveniente del
uso de estas alternativas es que la red eléctrica no
siempre cumple con los estándares de operación en la
industria del petróleo y el gas, especialmente en áreas
remotas donde a menudo se ubican las estaciones de
compresores [38].
Potencial de las energías alternativas en Colombia
Las energías alternativas se están convirtiendo en
tecnologías con un alto índice de inversión y atracción,
debido a su contribución con la disminución de gases
efecto invernadero (GEI). Colombia es un país
privilegiado por sus recursos naturales, viento, sol y
agua; lo cual lo convierte en un país con gran potencial
en la generación de energías. Según Meyer et al. (2015),
Electricidad, producción de calor, agricultura, industria
y transporte; juntos representan más del 80% de los GEI.
[39]
5.1 Energía solar en Colombia
Las regiones con potencial solar en Colombia se
encuentran identificadas en el Atlas de Radiación Solar
de Colombia, construido en 2005 por la UPME y el
Sistema de Información Minero Energético Colombiano
(SIMEC) [40]; y mediante el Atlas de Radiación Solar,
Ultravioleta y Ozono, construido por el Ideam y la
UPME en 2015 [41].

285
Figura 1. Adaptación Atlas de Radiación Solar, Mapa nacional multianual: irradiación global horizontal media diaria 2017. Fuente: [41].
Colombia cuenta con una irradiación global horizontal
media de 5,5-6,0 kWh/m2/día en la región Caribe y
mínimos en la región pacífica entre 3,0-3,5 kWh/m2/día.
En los departamentos de La Guajira, Magadalena,
Atlántico y Cesar el promedio multianual de radiación
es de 5,5 kWh/m2, la ciudad de Barranquilla y sus
alrededores cuentan con una media multianual de 6
kWh/m2; Antioquia, Arauca, Bolívar, Boyacá, Casanare,
Cesar, Meta, Norte de Santander y Vichada son otros
departamentos con una radiación multianual
significativa 4,7 kWh/m2. La energía solar en Colombia
no ha tenido gran participación debido a que la demanda
de la energía eléctrica en el país es cubierta por centrales
hidroeléctricas y térmicas principalmente [8].
5.2 Energía eólica en Colombia
Las regiones con potencial eólico en Colombia, abarcan
desde el Cabo de la Vela hasta el extremo norte de la
Guajira con potenciales, entre 1000-1331 W/m2; la
región alrededor de Barranquilla, entre 216-512 W/m2;
la región costera de Urabá hasta a Panamá, entre 125-
216 W/m2; en el interior del país la zona media del
Cesar, entre 125-216 W/m2; de Ibagué a Armenia, entre
216-343 W/m2; San Andrés, entre 64-125 W/m2;
Providencia, entre 27-64 W/m2; y el resto del país se
encuentra con potencias cercanas a 125 W/m2.
Figura 2. Adaptación Atlas de Viento, Mapa densidad de energía eólica a 80 m y posibles desarrollos de esta energía en el país 2015.
Fuente: [42]
Colombia produce 19.5 MW, una cantidad que
comparada con otras naciones no es competitiva. Desde
2003, la capacidad en Colombia no ha aumentado [42]
[8].
Actualmente 5 parques eólicos en Uribia, Guajira que se
encuentran en etapa de desarrollo y licenciamiento,
contarán con una capacidad instalada de 648 MW; se
espera que entre en funcionamiento antes de 2022 y una
vez inicie operación, entregará al sistema 2.900 Gw/h.
[43]
Tabla 12. Parques eólicos en etapa de desarrollo,
Colombia
Parque Eólico Capacidad Instalada
Irraipa 99 Mw
Carrizal 195 Mw
Casa Eléctrica 180 Mw
Apotolorru 75 Mw
Jotomana 99 Mw
Fuente: Adaptada de [43]
En cuanto a la energía eólica marina, Colombia no
cuenta con un claro contexto legal para regular la
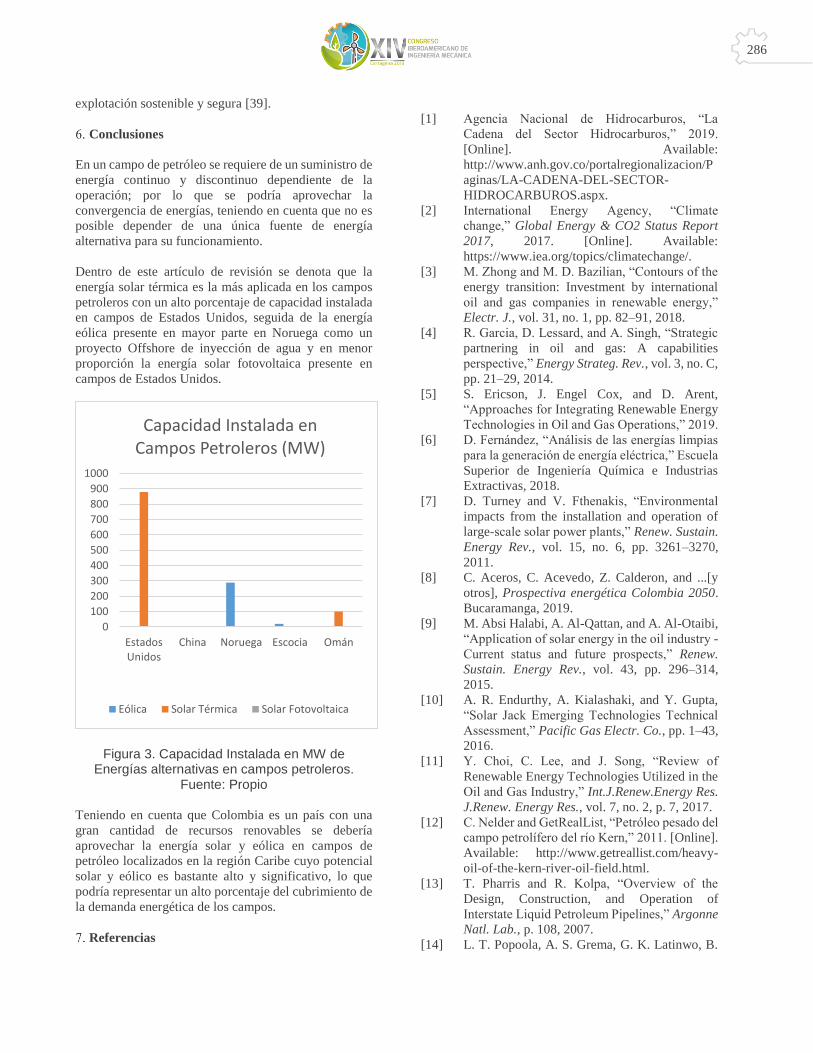
286
explotación sostenible y segura [39].
Conclusiones
En un campo de petróleo se requiere de un suministro de
energía continuo y discontinuo dependiente de la
operación; por lo que se podría aprovechar la
convergencia de energías, teniendo en cuenta que no es
posible depender de una única fuente de energía
alternativa para su funcionamiento.
Dentro de este artículo de revisión se denota que la
energía solar térmica es la más aplicada en los campos
petroleros con un alto porcentaje de capacidad instalada
en campos de Estados Unidos, seguida de la energía
eólica presente en mayor parte en Noruega como un
proyecto Offshore de inyección de agua y en menor
proporción la energía solar fotovoltaica presente en
campos de Estados Unidos.
Figura 3. Capacidad Instalada en MW de Energías alternativas en campos petroleros.
Fuente: Propio
Teniendo en cuenta que Colombia es un país con una
gran cantidad de recursos renovables se debería
aprovechar la energía solar y eólica en campos de
petróleo localizados en la región Caribe cuyo potencial
solar y eólico es bastante alto y significativo, lo que
podría representar un alto porcentaje del cubrimiento de
la demanda energética de los campos.
Referencias
[1] Agencia Nacional de Hidrocarburos, “La
Cadena del Sector Hidrocarburos,” 2019.
[Online]. Available:
http://www.anh.gov.co/portalregionalizacion/P
aginas/LA-CADENA-DEL-SECTOR-
HIDROCARBUROS.aspx.
[2] International Energy Agency, “Climate
change,” Global Energy & CO2 Status Report
2017, 2017. [Online]. Available:
https://www.iea.org/topics/climatechange/.
[3] M. Zhong and M. D. Bazilian, “Contours of the
energy transition: Investment by international
oil and gas companies in renewable energy,”
Electr. J., vol. 31, no. 1, pp. 82–91, 2018.
[4] R. Garcia, D. Lessard, and A. Singh, “Strategic
partnering in oil and gas: A capabilities
perspective,” Energy Strateg. Rev., vol. 3, no. C,
pp. 21–29, 2014.
[5] S. Ericson, J. Engel Cox, and D. Arent,
“Approaches for Integrating Renewable Energy
Technologies in Oil and Gas Operations,” 2019.
[6] D. Fernández, “Análisis de las energías limpias
para la generación de energía eléctrica,” Escuela
Superior de Ingeniería Química e Industrias
Extractivas, 2018.
[7] D. Turney and V. Fthenakis, “Environmental
impacts from the installation and operation of
large-scale solar power plants,” Renew. Sustain.
Energy Rev., vol. 15, no. 6, pp. 3261–3270,
2011.
[8] C. Aceros, C. Acevedo, Z. Calderon, and ...[y
otros], Prospectiva energética Colombia 2050.
Bucaramanga, 2019.
[9] M. Absi Halabi, A. Al-Qattan, and A. Al-Otaibi,
“Application of solar energy in the oil industry -
Current status and future prospects,” Renew.
Sustain. Energy Rev., vol. 43, pp. 296–314,
2015.
[10] A. R. Endurthy, A. Kialashaki, and Y. Gupta,
“Solar Jack Emerging Technologies Technical
Assessment,” Pacific Gas Electr. Co., pp. 1–43,
2016.
[11] Y. Choi, C. Lee, and J. Song, “Review of
Renewable Energy Technologies Utilized in the
Oil and Gas Industry,” Int.J.Renew.Energy Res.
J.Renew. Energy Res., vol. 7, no. 2, p. 7, 2017.
[12] C. Nelder and GetRealList, “Petróleo pesado del
campo petrolífero del río Kern,” 2011. [Online].
Available: http://www.getreallist.com/heavy-
oil-of-the-kern-river-oil-field.html.
[13] T. Pharris and R. Kolpa, “Overview of the
Design, Construction, and Operation of
Interstate Liquid Petroleum Pipelines,” Argonne
Natl. Lab., p. 108, 2007.
[14] L. T. Popoola, A. S. Grema, G. K. Latinwo, B.
0
100
200
300
400
500
600
700
800
900
1000
EstadosUnidos
China Noruega Escocia Omán
Capacidad Instalada en Campos Petroleros (MW)
Eólica Solar Térmica Solar Fotovoltaica
287
Gutti, and A. S. Balogun, “Corrosion problems
during oil and gas production and its
mitigation,” Int. J. Ind. Chem., pp. 1–15, 2013.
[15] G. Castro, M. Alonso, and A. Santos, Energía
Solar Térmica de Baja Temperatura, 1st ed.
2008.
[16] J. Sandler, G. Fowler, and A. Kovscek, “Solar-
Generated Steam for Oil Recovery : Reservoir
Simulation , Economic Analysis , and Life
Cycle Assessment,” Dep. Energy Resour. Eng.
Stanford Univ., 2014.
[17] J. Wang, J. O’Donnell, and A. R. Brandt,
“Potential solar energy use in the global
petroleum sector,” ScienceDirect, vol. 118, pp.
884–892, 2016.
[18] G. Moritis, “Chevron comienza la demostración
en california de recuperación mejorada de
energía solar a vapor,” 2011. [Online].
Available:
https://www.ogj.com/articles/print/volume-
109/issue-45/drilling-production/chevron-
starts-california-demo.html.
[19] M. Zborowski, “California Becomes a Proving
Ground for Solar EOR Technology,” 2017.
[Online]. Available:
https://www.spe.org/en/jpt/jpt-article-
detail/?art=3721.
[20] E. Wesoff, “GlassPoint está construyendo el
proyecto solar más grande del mundo en un
campo petrolífero de Omán | Greentech Media,”
2015. [Online]. Available:
https://www.greentechmedia.com/articles/read/
glasspoint-is-building-the-worlds-largest-solar-
project-in-an-omani-oilfie#gs.jvwo57.
[21] O. Muscat, “DOP y GlassPoint inauguran
Miraah,” 2018. [Online]. Available:
https://www.glasspoint.com/pdo-and-
glasspoint-inaugurate-miraah/.
[22] C. Likkasit, A. Elkamel, A. Maroufmashat, and
H. Ku, “Integration of Renewable Energy into
Oil & Gas Industries : Solar-aided Hydrogen
Production,” IEOM Soc. Int., pp. 897–904,
2016.
[23] M. Korpås, L. Warland, W. He, and J. O. G.
Tande, “A case-study on offshore wind power
supply to oil and gas rigs,” Energy Procedia,
vol. 24, no. 1876, pp. 18–26, 2012.
[24] M. I. Khan, T. Yasmeen, A. Shakoor, N. B.
Khan, and R. Muhammad, “2014 oil plunge:
Causes and impacts on renewable energy,”
Renew. Sustain. Energy Rev., vol. 68, no. April
2016, pp. 609–622, 2017.
[25] Z. Hua, “Applied Research on Offshore Oil
Field Wind Energy,” 2009.
[26] L. Merino and P. Mosquera, “China emprende
la carrera de la eólica marina,” Energías Renov.
el Periodis. las energías limpias., 2007.
[27] Vista al Mar, “El mayor parque eólico offshore
del mundo iniciado por China,” 2010. [Online].
Available: https://www.vistaalmar.es/ciencia-
tecnologia/ingenieria-innovacion/1305-el-
mayor-parque-eolico-offshore-del-mundo-
iniciado-por-china.html.
[28] HIE, “Overview of renewable energy in the
Highlands and Islands Rather,” Renew. Energy,
pp. 1–4, 2007.
[29] Repsol Sinopec, “FAQ,” 2018. [Online].
Available:
https://www.repsolsinopecuk.com/decommissi
oning/beatrice/faq.
[30] Repsol Sinopec, “Beatrice Decommissioning
Programmes,” no. December, pp. 1–88, 2018.
[31] 4C Offshore, “Beatrice decommissioning plans
approved,” 2019. [Online]. Available:
https://www.4coffshore.com/news/beatrice-
decommissioning-plans-approved-
nid11141.html.
[32] P. Beiter, J. Nunemaker, T. Tian, W. Musial, E.
Lantz, and P. Spitsen, “2017 Offshore Wind
Technologies Market Update,” no. September,
2018.
[33] V. Addison and Hart Energy, “Wind-Powered
Pumps Could Lower Offshore Costs,” 2015.
[Online]. Available:
https://www.hartenergy.com/exclusives/wind-
powered-pumps-could-lower-offshore-costs-
27799#p=full.
[34] F. Feller and DNV GL, “WIN WIN Powered
water injection,” 13th Offshore Mediterr. Conf.
Exhib. Ravenna, pp. 1–5, 2017.
[35] D. Nilsson and A. Westin, “Analysis of
opportunities and challenges for Norway to
establish a floating wind power industry,” 2014.
[36] T. Paraskova, “Norway Just Triggered An
Offshore Wind Energy Boom,” 2019. [Online].
Available: https://oilprice.com/Alternative-
Energy/Wind-Power/Norway-Just-Triggered-
An-Offshore-Wind-Energy-Boom.html#.
[37] C. Augustine and D. M. Falkenstern, “An
Estimate of the Near-Term Electricity-
Generation Potential of Coproduced Water
From Active Oil and Gas Wells,” SPE J., vol.
19, no. 03, pp. 530–541, 2013.
[38] J. Greenblatt, “Opportunities for Efficiency
Improvements in the U.S. Electricity
Transmission and Distribution System,” no.
May, pp. 1–64, 2015.
[39] J. G. Rueda Bayona, A. Guzmán, J. J. Cabello
Eras, R. Silva Casarín, E. Bastidas Arteaga, and
J. Horrillo Caraballo, “Renewables energies in
Colombia and the opportunity for the offshore
wind technology,” J. Clean. Prod., vol. 220, pp.
288
529–543, 2019.
[40] UPME and IDEAM, “Atlas de Radación Solar
en Colombia,” 2005.
[41] H. Benavides, O. Simbaqueva, and H. Zapata,
“Atlas de radiación solar, ultravioleta y ozono
de Colombia,” 2017.
[42] J. F. Ruiz Murcia, J. Serna Cuenca, and H. J.
Zapata Lesmes, “Atlas de Viento de Colombia,”
2017.
[43] Portafolio, “AES Colombia compra el parque
eólico más grande de la Nación,” 2019.
[Online]. Available:
https://www.portafolio.co/negocios/aes-
colombia-compra-el-parque-eolico-mas-
grande-de-la-nacion-526886.

289
2558. DETERMINACIÓN DE LOS PARÁMETROS DE MOLDEO ROTACIONAL DE
MATERIALES COMPUESTOS FABRICADOS CON POLIETILENO DE ALTA DENSIDAD
RECICLADO Y MADERA PINO RECUPERADA
DETERMINATION OF PARAMETERS FOR ROTATIONAL MOLDING OF COMPOSITE
MATERIALS MADE WITH RECYCLED HIGH-DENSITY POLYETHYLENE AND RECOVERED
PINE WOOD
Walter Tupia Anticona1*, Roger Quispe Domínguez 2, Adán Arribasplata Seguín 3, Julio Acosta Sullcahuamán 4
Sección Ingeniería Mecánica, Departamento de Ingeniería, Pontificia Universidad Católica del Perú. Email: [email protected],
[email protected], [email protected], [email protected]
Resumen
En el presente trabajo se estudia el proceso de sinterizado de materiales compuestos plástico-madera (CPM) fabricados
mediante moldeo rotacional a partir de polietileno de alta densidad reciclado (PEADR) y madera pino recuperada (MPR)
de mermas industriales. Se desarrolló una metodología experimental mediante la definición de variables y parámetros que
influyen en el proceso de fabricación de muestras cilíndricas huecas, empleando un sistema de moldeo rotacional fabricado
específicamente para este estudio. El proceso de sinterizado ha sido evaluado mediante ensayos de tracción y el estudio
de la morfología de muestras a través de imágenes obtenidas con ayuda de un estereoscopio óptico, entre otros. Las
mejores propiedades se obtienen para el material compuesto con un contenido en volumen del 15% de madera pino
recuperada y 85% de polietileno de alta densidad reciclado, bajo las siguientes condiciones que permiten alcanzar un nivel
de sinterizado óptimo: 320°C de temperatura nominal del horno, 28 minutos de tiempo de permanencia en el mismo y un
tamaño de partículas de madera entre 297 µm y 500 µm.
Palabras clave: Materiales compuestos plástico-madera; moldeo rotacional; reciclado; recuperado; sinterizado.
Abstract
In this work, the sintering process of plastic-wood composite materials (WPC) manufactured by rotational molding from
recycled high-density polyethylene (HDPE) and reclaimed pine wood (RPW) from industrial waste is studied. An
experimental methodology was developed by defining variables and parameters that influence the manufacturing process
of hollow cylindrical samples, using a rotational molding system manufactured specifically for this study. The sintering
process has been evaluated by tensile tests and the morphology of WPC samples studying images obtained with an optical
stereoscope. The best properties are obtained for the composite material with a volume content of 15% of recovered pine
wood and 85% of recycled high density polyethylene, under the following conditions that allow to reach an optimum
sintering level: 320°C nominal temperature of furnace, 28 minutes of heating time into the furnace and a wood particle
size between 297 µm and 500 μm.
Keywords: Wood-plastic composite materials; rotational molding; recycled; recovered; sintering.
Introducción
Los materiales compuestos plástico-madera (CPM) han
ganado popularidad en los últimos años principalmente
por su potencial reemplazando en aplicaciones tanto a
los plásticos como a la madera. Además, es una ventaja
de los CPM que los procesos para su obtención pueden
ser los mismos aplicados en fabricación de productos
plásticos. Existen investigaciones anteriores sobre el
proceso de moldeo rotacional aplicado en la elaboración
de materiales compuestos con matriz polimérica, como
es el caso de Torres et al [1] quienes experimentaron con
fibras naturales como refuerzo (jute, madera, sisal, polvo
de cáscara de arroz) demostrando que la resistencia a la
compresión del compuesto superaba la del polímero
puro. Como una continuación de la investigación,
posteriormente estudiaron la morfología de las
superficies de fractura de materiales compuestos
reforzados con fibras naturales fabricados por procesos
de extrusión, compresión y moldeo rotacional [2].
Aquellos fabricados por moldeo rotacional presentaron
una buena distribución de las fibras; sin embargo, debido

290
a los tiempos del proceso, dichas fibras tendían a
degradarse. Finalmente llevaron a cabo un estudio
experimental del mecanismo de sinterizado; a través de
un estudio secuencial de imágenes, evaluaron dicho
mecanismo en dos partículas irregulares de PEAD en
presencia de una fibra de sisal [3], concluyendo que las
fibras tienden a reducir la tensión superficial que
promueve el proceso de sinterizado retardando así la
coalescencia entre partículas y que la cantidad de poros
aumenta con el contenido de las fibras ya que éstas
promueven la formación de espacios vacíos en la mezcla
del material compuesto. En la misma perspectiva, Yan
et al [4] recopilaron modelos existentes para predecir las
propiedades mecánicas de los materiales compuestos
obtenidos por moldeo rotacional basándose en las
propiedades de los materiales constituyentes. Existen
también investigaciones para la estimación de los
tiempos y temperaturas de las etapas de calentamiento y
enfriamiento del moldeo rotacional tanto para materiales
puros como para materiales compuestos [5]. Finalmente,
Ward et al [6] primero y Raymond et al [7]
posteriormente, presentan estudios en los cuales
utilizaron polvo de madera en la obtención de CPM por
medio de moldeo rotacional. Determinaron que no es
necesario secar las partículas de madera antes del
proceso porque las altas temperaturas y los tiempos
empleados en el rotomoldeo son suficientes para
contribuir al secado y que las propiedades mecánicas de
polvos de madera y LMDPE son las mejores al incluir
15 % de partículas de madera.
A la luz de las investigaciones presentadas, no hay un
estudio de los parámetros de fabricación de CPM por
medio de moldeo rotacional y de sus propiedades
obtenidas, siendo como proceso una gran alternativa por
ser ampliamente utilizado industrialmente en la
fabricación de productos empleando termoplásticos. El
objetivo del presente trabajo es determinar los
parámetros de moldeo rotacional que permitan obtener
las mejores propiedades en la obtención de CPM
empleando polietileno de alta densidad reciclado
(PEADR) y partículas finas de madera pino radiata
recuperada (MPR) sin empleo de aditivos. Con ello
también se busca dar uso y aplicación a los materiales
mencionados que son descartados por los usuarios o
recuperados de desechos provenientes de procesos
industriales; con todo ello se busca contribuir al cuidado
del medio ambiente.
Metodología
2.1. Materiales
Los materiales compuestos de plástico y madera
estudiados han sido fabricados con polietileno de alta
densidad “reciclado” (PEADR) y partículas de madera
pino radiata “recuperada” (MPR).
Para el PEAD utilizado en el presente estudio se ha
realizado una “simulación” de reciclado debido
principalmente a que se requieren una serie de etapas
para el proceso de reciclaje de polímeros antes de su
reprocesamiento [8]. Esta simulación consiste en el
picado de tapas para botellas de plástico fabricadas por
inyección (sin usar y sin sello), con el fin de simplificar
el reciclaje y no incluir variables de dicho proceso en
este estudio. El PEAD utilizado es conocido
comercialmente como BorPure™ MB6562 registrado
por la firma Borealis.
Por otro lado, las partículas de madera pino radiata
fueron recolectadas en diferentes fabricas locales de
muebles. El término “recuperado” hace énfasis a que se
trata de partículas (aserrín) del mismo tipo de madera
provenientes de lotes de residuos o mermas generadas
por procesos de maquinado.
Polietileno de alta densidad reciclado Las tapas de PEAD fueron picadas y posteriormente
pulverizadas hasta un tamaño de partículas no mayor a
500 µm (Mesh 35) de acuerdo a recomendaciones de
investigaciones anteriores [9]. Las propiedades del
PEAD se muestran en la Tabla 1.
Tabla 8. Propiedades del PEAD BorPure™ MB6562
Propiedad Método Valor Unid.
Índice de Fluidez
(190°C - 2,16 kg)
ISO 1183 1,58 g/10
min
Densidad ISO 1183 0,955 g/cm³
Resistencia a la fluencia
(50 mm/min)
ISO 527-2 23,0 MPa
Deformación unitaria a
la fluencia
ISO 527-2 10,0 %
Módulo elástico (50
mm/min)
ISO 527-2 900 MPa
Temperatura de fusión ASTM
D3418
136,7 °C
Figura 1. Equipo de moldeo rotacional de la PUCP.
291
Cabe mencionar que las propiedades de la Tabla 1 son
las declaradas por el fabricante, es decir son propiedades
del PEAD en granza antes del proceso de inyección para
la fabricación de las tapas. Por ello, se procedió a
caracterizar el polietileno de alta densidad una vez
picado (PEADR). Se llevaron a cabo ensayos de índice
de fluidez (MFI) según ASTM D1238 empleando un
equipo Zwick/Roell CFlow, obteniéndose un valor de
1,81 g/10 min el cual es mayor al del PEAD. Es mayor
por la posible degradación del plástico durante el
proceso de inyección de las tapas; sin embargo, el
PEADR está en el rango recomendable para ser
trabajado por moldeo rotacional ya que existen empresas
que fabrican PEAD para contenedores fabricados por
rotomoldeo con valores de MFI que están entre 1,7 y 2,0
g/10 min [10]. Asimismo, se realizaron ensayos de
calorimetría diferencial de barrido (DSC) empleando un
calorímetro Júpiter STA-449 F3, encontrándose que el
PEADR presenta una temperatura de fusión de 133,4 °C,
ligeramente menor al PEAD antes de la inyección.
Madera Pino recuperada Las partículas de madera pino se clasificaron por tamaño
empleando una torre de tamices con cinco mallas
diferentes, según la norma ASTM E11 (ver Tabla 2), con
el tamiz de malla mayor arriba y el de malla menor
abajo.
Las partículas de los grupos M4, M5 y M6 son las que
se utilizaron en esta investigación, debido a que las de
tamaños entre 297 µm y 500 µm (correspondientes al
grupo M5) son las más adecuadas para rotomoldeo de
acuerdo a investigaciones previas [6]. Adicionalmente,
se eligieron dos grupos más, uno de tamaño de partícula
mayor (M4) y uno menor (M6) al recomendado. Los
restos de MPR se utilizaron sin secar, pues las
temperaturas de trabajo hacen que en los primeros
minutos en el horno se elimine la humedad, y sin agentes
aditivos para no incrementar los costos de producción y
además reducir el impacto ambiental.
Finalmente, se caracterizó la madera pino por medio de
los ensayos de densidad (0,48 g/cm3) según ASTM
D792-13 y contenido de humedad (12,0 %) según
ASTM E871.
Tabla 2. Tamaños de las partículas de madera.
Grupo Rango de tamaños en mm (Mesh) (*)
M1 3,33 (Mesh 6) < T1 ≤ 5,15 (Mesh 3 ½)
M2 2,00 (Mesh 10) < T2 ≤ 3,33 (Mesh 6)
M3 1,00 (Mesh 18) < T3 ≤ 2,00 (Mesh 10)
M4 0,50 (Mesh 35) < T4 ≤ 1,00 (Mesh 18)
M5 0,297 (Mesh 50) < T5 ≤ 0,50 (Mesh 35)
M6 T6 ≤ 0,297 (Mesh 50)
(*) Según ASTM E11. Donde Ti representa el tamaño de una
partícula cualquiera en cada grupo.
2.2. Equipo de moldeo rotacional
El equipo empleado para llevar a cabo el proceso de
moldeo rotacional ha sido diseñado y fabricado por el
equipo investigador de la Sección Ingeniería Mecánica
de la PUCP (ver Figura 1). Está constituido por cuatro
subsistemas: cinemático rotacional, de calentamiento,
de enfriamiento y de control. El brazo de rotación biaxial
tiene una capacidad de carga de hasta 100 kg y
velocidades regulables de giro entre 4 rpm hasta 50 rpm.
El horno eléctrico tiene 22 kW de potencia y permite
hacer circular un caudal de aire forzado de 50 m3/min
con regulaciones de temperatura de ± 2ºC.
Adicionalmente, el horno cuenta con un sensor RTD
PT100 para medición de la temperatura de
calentamiento en su interior. El enfriamiento puede ser
realizado por aire forzado, aspersión de agua o la
combinación de ambos.
Para esta investigación, se fabricaron y emplearon seis
moldes cilíndricos de acero inoxidable AISI 316 en
distribución de dos arreglos de tres a cada lado del brazo
biaxial. Sus dimensiones internas son Ø200 mm x 185
mm, con ángulo de salida de 2º.
2.3. Metodología experimental
El proceso de fabricación por moldeo rotacional de CPM
tiene como parámetros importantes: la temperatura de
calentamiento, el tiempo de calentamiento, el tamaño de
las partículas de madera, la cantidad de partículas de
madera porcentual en volumen, la frecuencia rotacional
de los ejes del brazo biaxial, el medio de enfriamiento y
el tiempo de enfriamiento.
Se plantea realizar el estudio de los parámetros de
fabricación de CPM por medio de moldeo rotacional de
muestras cilíndricas huecas (mostradas en la Figura 2)
en tres etapas, organizadas según la jerarquía de la
influencia de las variables directamente asociadas al
sinterizado y por ende a las propiedades mecánicas del
material así obtenido, tales como temperatura y tiempo
de calentamiento [11] [12]; sumado a ello, al emplearse
partículas de MPR en reemplazo de PEADR, el tamaño
y la cantidad de partículas de MPR son también
parametros que deben ser estudiados. Existen
parámetros, como las frecuencias rotacionales en ambos
ejes (8 rpm en el eje principal y 10 rpm en el secundario),
el medio de enfriamiento (aire forzado) y el tiempo de
enfriamiento (20 min) que se mantendrán constantes de
acuerdo a investigaciones anteriores [6].
El ensayo de control es el ensayo de tracción uniaxial
según ASTM D638, aplicado a las probetas obtenidas de

292
las muestras rotomoldeadas en cada etapa con fines de
comparación e identificación de las variables que
permitan conseguir en el CPM las mejores propiedades.
Primera etapa: Cantidad de partículas de MPR Para evaluar el efecto de la cantidad de MPR sobre las
propiedades mecánicas del CPR se fabrican muestras
cilíndricas rotomoldeadas variando la cantidad de MPR
(0%, 10%, 15%, 20% y 25%) y el tiempo e
calentamiento (19 min, 22 min, 25 min y 28 min) pero
manteniendo constante la temperatura de calentamiento
al interior del horno (3000C) así como el tamaño de las
partículas de madera (M5). Se moldean dos muestras
cilíndricas para cada combinación de parámetros.
Al finalizar la primera etapa, ensayos de control
incluidos, se determina la cantidad de partículas de MPR
que corresponde al CPM con las mejores propiedades.
Segunda etapa: Temperatura de calentamiento La segunda etapa permite el estudio del efecto influyente
de la temperatura de calentamiento en el sinterizado y,
con ello, en las propiedades mecánicas del CPM. En esta
etapa se utiliza como parámetro ya definido para el
moldeo la cantidad de partículas de MPR de la etapa
anterior (porcentaje en volumen óptimo de la primera
etapa, PVE1), trabajando a cinco temperaturas de
calentamiento diferentes en el interior del horno (280ºC,
300ºC, 320ºC, 340ºC y 350ºC), los cuatro mismos
tiempos de calentamiento ya empleados en la etapa
anterior (19 min, 22 min, 25 min y 28 min) y el mismo
tamaño de partículas M5. Se moldean, también en este
caso, dos muestras cilíndricas para cada combinación de
parámetros.
Al finalizar la segunda etapa, y sus ensayos de control,
se determina la temperatura que permite obtener, a un
cierto tiempo de calentamiento, el CPM con las mejores
propiedades.
Tercera etapa: Tamaño de partículas de MPR Finalmente, en la tercera etapa el objetivo es evaluar la
influencia del tamaño de las partículas de madera en el
sinterizado de los productos rotomoldeados, es decir,
evaluar cómo influye el tamaño de las partículas de MPR
en las propiedades mecánicas del CPM. Para este
propósito, se establece el uso de tres tamaños diferentes
de partículas designados como M4, M5 y M6 en la Tabla
2. Se utilizan los mismos tiempos de las etapas
anteriores, así como los parámetros de mejores
propiedades encontrados en ellas: el porcentaje en
volumen de MPR (PVE1) y la temperatura de
calentamiento al interior del horno (TCE2).
En este caso también se moldean dos muestras
cilíndricas para cada combinación. Al finalizar esta
tercera etapa, se determina el tamaño de partículas de
MPR con las que el CPM presenta las mejores
propiedades.
2.4. Resultados y discusión
Cantidad de partículas de MPR Las figuras 3 y 4 muestran la resistencia a la tracción y
el módulo elástico, respectivamente, de los materiales
compuestos fabricados frente a variaciones en el
contenido de madera y el tiempo de calentamiento (19
min, 22 min, 25 min y 28 min) a la temperatura de
calentamiento de 300ºC y tamaño de partículas M5.
Se observa en la Figura 3 que la resistencia a la tracción
alcanza valores máximos en los casos de PEADR puro y
disminuye a medida que aumenta la cantidad de
partículas de madera pino en el CPM para un mismo
tiempo de calentamiento. Por ejemplo, en los CPM
moldeados durante 22 minutos, tenemos que para 0% de
MPR el valor de resistencia a la tracción es de 19,1 MPa.
Para 5%, el valor de la resistencia se reduce a 18,6 MPa
(reducción del 2,6% con respecto a la del PEADR puro);
para 10% la resistencia es de 16,6 MPa (reducción del
14,8%) y cada vez la reducción porcentual aumenta más
a mayor contenido de madera. Sin embargo, se observa
que, para una misma cantidad de partículas de madera
pino, la resistencia a la tracción aumenta a mayor tiempo
Figura 2. Muestras rotomoldeadas de CPM (PEADR/MPR)
Figura 3. Resistencia a la tracción en función al contenido
de madera. (TC = 3000C/ Tamaño de partículas M5)

293
de calentamiento en el horno. Tomando como ejemplo
un porcentaje de contenido de partículas de madera pino
de 15%, el valor de la resistencia a la tracción varía entre
11,5 MPa y 17,2 MPa. De acuerdo con esto, todos los
CPM moldeados en un tiempo de calentamiento de 28
minutos tienen los valores de resistencia a la tracción
más altos para un mismo porcentaje en volumen de
contenido de madera.
También se puede observar en la Figura 3 que, a medida
que aumentan el contenido de madera y el tiempo de
calentamiento, se pueden encontrar materiales
compuestos diferentes con valores similares de
resistencia a la tracción. A razón de ello, para poder usar
una mayor cantidad de madera en la elaboración del
CPM sin afectar significativamente la resistencia a la
tracción, se debe emplear un tiempo de calentamiento
mayor y con ello se asegura un sinterizado más
completo. Estos resultados son coincidentes a los
encontrados en investigaciones anteriores [3] [13].
En lo que respecta al módulo elástico en tracción, se
puede apreciar en la Figura 4 que su magnitud se
incrementa inicialmente ante el aumento del contenido
de partículas de MPR en el CPM para un mismo tiempo
de calentamiento; llega a un máximo para un contenido
de madera del 10% en volumen y comienza a disminuir,
siendo el máximo valor obtenido 1064 MPa a 28
minutos. Esto demuestra que a mayor cantidad de
partículas de madera, la rigidez en tracción se ve
favorecida, tal como lo demuestran investigaciones
previas [14]. La excepción a esta tendencia es la
temperatura de 19 minutos, la menor de todas,
posiblemente debido a que ese tiempo es insuficiente
para un sinterizado completo. Para 19 minutos de
calentamiento, la rigidez se ve seriamente afectada para
todas las cantidades de madera ya que se aprecia que
decrece a medida que aumenta el contenido de madera
en las muestras.
Los módulos de elasticidad del CPM para los contenidos
de MPR entre 5% y 20%, principalmente en los tiempos
de 25 min y 28 min, son mayores al del PEADR puro
(que llega a un máximo de 744 MPa a 28 min). Por
ejemplo, para 28 minutos a 5% de MPR el valor es 943
MPa (26% mayor), a 10% llega al máximo de 1064 MPa
(43% mayor) y a 15% disminuye a 919 MPa (23%
mayor), siendo en todos estos casos significativamente
más alto que el correspondiente al PEADR a 28 minutos.
Las imágenes de la Figura 5 fueron tomadas con un
estereoscopio Leica S6D y muestran la morfología del
CPM a incrementos de contenido de MPR. En ella
podemos observar que, para una misma temperatura-
tiempo de calentamiento y mismo tamaño de partículas
de madera, a mayor presencia de partículas de MPR en
el material compuesto aparecen más cavidades y poros
en la estructura del CPM; ello concuerda con la
disminución de la resistencia a la tracción ya que ésta
depende de la continuidad de la sección transversal del
material. A menor contenido de MPR, mejor es la
adhesión plástico-madera y esto favorece inicialmente el
aumento del módulo elástico en tracción ya que la MPR
funciona como refuerzo rigidizador. Aditivos para
favorecer la adherencia entre el PEADR y la MPR
permiten que contenidos de madera mayores a 15%
puedan ser empleados, pero la mayor presencia de poros
es aún un factor en contra de las propiedades mecánicas
[15].
El objetivo del presente estudio es también emplear el
mayor contenido de MPR posible con el menor impacto
negativo en las propiedades del CPM. Adicionalmente,
se observa que los valores del módulo elástico en
tracción del material compuesto son superiores a los del
PEADR en los CPM con hasta un 15% de partículas de
MPR. Por todo lo expuesto, se considera 15% de
contenido de partículas de MPR como el más adecuado
para continuar la investigación.
Figura 5. Morfología del CPM para a) 10%; b) 15%;
c) 20% y d) 25% de contenido de MPR a TC = 300°C;
tC = 22 min y tamaño de partículas M5 (6,3:1).
Figura 4. Módulo elástico a la tracción en función al
contenido de madera. (TC = 3000C/ Partículas M5)
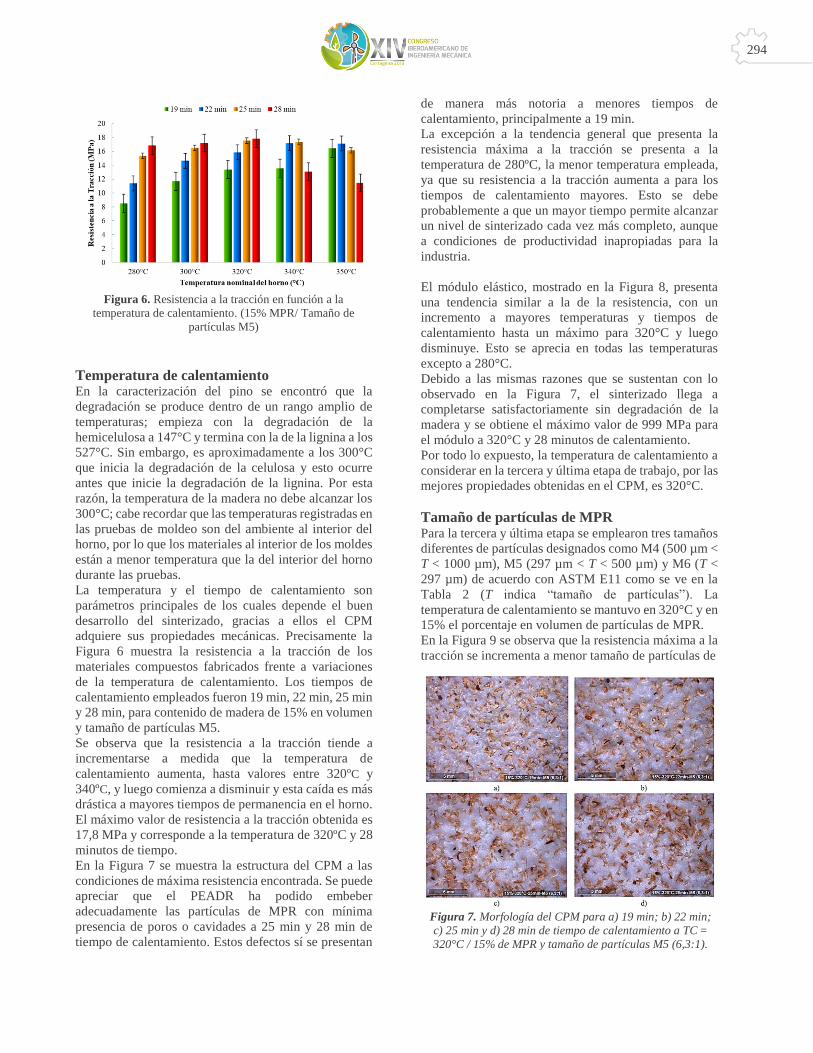
294
Temperatura de calentamiento En la caracterización del pino se encontró que la
degradación se produce dentro de un rango amplio de
temperaturas; empieza con la degradación de la
hemicelulosa a 147°C y termina con la de la lignina a los
527°C. Sin embargo, es aproximadamente a los 300°C
que inicia la degradación de la celulosa y esto ocurre
antes que inicie la degradación de la lignina. Por esta
razón, la temperatura de la madera no debe alcanzar los
300°C; cabe recordar que las temperaturas registradas en
las pruebas de moldeo son del ambiente al interior del
horno, por lo que los materiales al interior de los moldes
están a menor temperatura que la del interior del horno
durante las pruebas.
La temperatura y el tiempo de calentamiento son
parámetros principales de los cuales depende el buen
desarrollo del sinterizado, gracias a ellos el CPM
adquiere sus propiedades mecánicas. Precisamente la
Figura 6 muestra la resistencia a la tracción de los
materiales compuestos fabricados frente a variaciones
de la temperatura de calentamiento. Los tiempos de
calentamiento empleados fueron 19 min, 22 min, 25 min
y 28 min, para contenido de madera de 15% en volumen
y tamaño de partículas M5.
Se observa que la resistencia a la tracción tiende a
incrementarse a medida que la temperatura de
calentamiento aumenta, hasta valores entre 320ºC y
340ºC, y luego comienza a disminuir y esta caída es más
drástica a mayores tiempos de permanencia en el horno.
El máximo valor de resistencia a la tracción obtenida es
17,8 MPa y corresponde a la temperatura de 320ºC y 28
minutos de tiempo.
En la Figura 7 se muestra la estructura del CPM a las
condiciones de máxima resistencia encontrada. Se puede
apreciar que el PEADR ha podido embeber
adecuadamente las partículas de MPR con mínima
presencia de poros o cavidades a 25 min y 28 min de
tiempo de calentamiento. Estos defectos sí se presentan
de manera más notoria a menores tiempos de
calentamiento, principalmente a 19 min.
La excepción a la tendencia general que presenta la
resistencia máxima a la tracción se presenta a la
temperatura de 280ºC, la menor temperatura empleada,
ya que su resistencia a la tracción aumenta a para los
tiempos de calentamiento mayores. Esto se debe
probablemente a que un mayor tiempo permite alcanzar
un nivel de sinterizado cada vez más completo, aunque
a condiciones de productividad inapropiadas para la
industria.
El módulo elástico, mostrado en la Figura 8, presenta
una tendencia similar a la de la resistencia, con un
incremento a mayores temperaturas y tiempos de
calentamiento hasta un máximo para 320°C y luego
disminuye. Esto se aprecia en todas las temperaturas
excepto a 280°C.
Debido a las mismas razones que se sustentan con lo
observado en la Figura 7, el sinterizado llega a
completarse satisfactoriamente sin degradación de la
madera y se obtiene el máximo valor de 999 MPa para
el módulo a 320°C y 28 minutos de calentamiento.
Por todo lo expuesto, la temperatura de calentamiento a
considerar en la tercera y última etapa de trabajo, por las
mejores propiedades obtenidas en el CPM, es 320°C.
Tamaño de partículas de MPR Para la tercera y última etapa se emplearon tres tamaños
diferentes de partículas designados como M4 (500 µm <
T < 1000 µm), M5 (297 µm < T < 500 µm) y M6 (T <
297 µm) de acuerdo con ASTM E11 como se ve en la
Tabla 2 (T indica “tamaño de partículas”). La
temperatura de calentamiento se mantuvo en 320°C y en
15% el porcentaje en volumen de partículas de MPR.
En la Figura 9 se observa que la resistencia máxima a la
tracción se incrementa a menor tamaño de partículas de
Figura 7. Morfología del CPM para a) 19 min; b) 22 min;
c) 25 min y d) 28 min de tiempo de calentamiento a TC =
320°C / 15% de MPR y tamaño de partículas M5 (6,3:1).
Figura 6. Resistencia a la tracción en función a la
temperatura de calentamiento. (15% MPR/ Tamaño de
partículas M5)

295
MPR. Para un mismo tamaño, puede observarse también
que la resistencia se incrementa ligeramente a mayores
tiempos de calentamiento. El valor máximo se obtiene
para el MPR con tamaño M5 (17,8 MPa) similar al
obtenido con el tamaño M6 (17,7 MPa), ambos a 28
minutos.
En el caso del módulo de elasticidad, se aprecia en la
Figura 10 que presenta una tendencia similar a la de la
resistencia, a excepción de los resultados del tiempo de
28 minutos. Este tiempo de calentamiento presenta un
máximo de 999 MPa en el módulo elástico para el CPM
con partículas de MPR con tamaño M5, para el tamaño
M6 el módulo se reduce a 928 MPa.
El análisis de la morfología del CPM permite explicar la
variación de las propiedades en tracción en esta tercera
etapa. Para tamaño de partículas M4, el más grande de
los tres ensayados, se observó que el tamaño retrasaba al
sinterizado impidiendo que el PEADR embebiera
completamente a las partículas. Esto era más notorio a la
temperatura de 19 minutos donde las cavidades eran más
grandes y la cantidad de poros mayor. A mayores
temperaturas de calentamiento, el sinterizado ha
alcanzado un mayor desarrollo, pero no comparable al
correspondiente al tamaño M5.
Comparando las muestras en todos los ensayos, se pudo
comprobar que a menor tamaño de partículas la
distribución de éstas en la mezcla es mejor y que, en el
sinterizado, el plástico las embebe de manera más
completa principalmente a tiempos de calentamiento
mayores (25 y 28 min), como se ve en la Figura 11 para
partículas M6, las más pequeñas de las utilizadas.
Se encontró que el CPM muestra morfología muy
similar con los tamaños de partículas de MPR con
tamaños M5 y M6, es decir homogeneidad y mínimos
poros o cavidades a tiempos prolongados de
calentamiento. Inclusive la resistencia a la tracción
obtenida es muy similar comparando ambos casos; sin
embargo, no es así en lo concerniente al módulo elástico
que disminuye en el compuesto con partículas M6.
Mientras que para obtener buena resistencia en el CPM
se requiere homogeneidad en la estructura, ésta no basta
para ganar rigidez. Posiblemente las partículas de
tamaño M5 estén actuando mejor como refuerzos que
permiten ganar rigidez y son una buena alternativa para
elaboración de CPM por el balance resistencia/rigidez
que ofrecen; en cambio las de tamaño M6 aparentemente
no proporcionan mayor rigidez para el conjunto, por más
favorecido que se encuentre el sinterizado, ya que se
trata de partículas muy pequeñas.
Por estas razones, se recomiendan partículas de MPR de
tamaño M5 (entre 297µm y 500µm) para la fabricación
del CPM.
2.5. Conclusiones
El presente estudio ha permitido determinar los
parámetros de fabricación por sinterizado de materiales
compuestos PEADR/MPR por medio de moldeo
rotacional, son: 320°C de temperatura de calentamiento
del horno, 28 minutos de tiempo de permanencia en el
mismo y un tamaño de partículas de madera pino entre
127 µm y 500 µm.
El material compuesto obtenido bajo estos parámetros
tiene una resistencia máxima a la tracción de 17,8 MPa
y un módulo elástico de 999 MPa. Comparado con el
PEADR puro, moldeado a las mismas condiciones, el
CPM presenta una disminución aproximada del 15% en
la resistencia a la tracción y un aumento del 26% en el
módulo elástico.
Se ha propuesto una metodología que plantea, en tres
etapas, una variación sistemática de los principales
parámetros que influyen en el sinterizado y las
propiedades mecánicas, manteniendo constantes los
demás parámetros dentro de valores recomendados. Con
ello, se logra reducir la cantidad de combinaciones
posibles de los parámetros y de los ensayos requeridos.
Referencias
[1] F. G. Torres and M. Aguirre, “Rotational Moulding
and Powder Processing of Natural Fibre Reinforced
Thermoplastics,” Int. Polym. Process., vol. 18, no. 2,
pp. 204–210, May 2003.
[2] R. M. Torres, F. G. ; Diaz, “Morphological
Characterisation of Natural Fibre Reinforced ...,”
Polym. Polym. Compos., vol. 12, no. 8, pp. 705–718,
2004.
[3] F. G. Torres, M. Carrillo, and M. L. Cubillas, “Melt
densification of polymeric powder beds filled with
natural fibres,” Polym. Polym. Compos., vol. 14, no.
7, pp. 691–699, 2006.
[4] X.-T. Yan, C. Jiang, and B. Eynard, “Advanced
Design and Manufacture to Gain a Competitive
Edge,” in Thermoplastics and Thermoplastic
Composites, Elsevier, 2007, pp. 863–866.
[5] S. Banerjee, W. Yan, and D. Bhattacharyya,
“Modeling of heat transfer in rotational molding,”
Polym. Eng. Sci., vol. 48, no. 11, pp. 2188–2197,
2008.
[6] N. Ward-Perron and D. Rodrigue, “Natural Fiber
Reinforced Thermoplastics (Nfrtp) Processed By
Rotomolding,” 70th Annu. Tech. Conf. Soc. Plast.
Eng. 2012 (ANTEC 2012), pp. 2263–2267, 2012.
[7] A. Raymond and D. Rodrigue, “Foams and wood
composite foams produced by rotomolding,” Cell.
Polym., vol. 32, no. 4, pp. 199–212, 2013.
[8] J. Hopewell, R. Dvorak, and E. Kosior, “Plastics
recycling: Challenges and opportunities,” Philos.
Trans. R. Soc. B Biol. Sci., vol. 364, no. 1526, pp.
2115–2126, 2009.
296
[9] J. L. Throne and M. ‐S Sohn, “Characterization of
rotational molding grade polyethylene powders,”
Adv. Polym. Technol., vol. 9, no. 3, pp. 181–192,
1989.
[10] LyondellBasell Industries Holdings,
“Polypropylene, Homopolymer (Lyondellbasell),”
2018. [Online]. Disponible:
https://www.lyondellbasell.com/en/products-
technology/polymers/resin-type/polypropylene-
homopolymer/. [Consultado: 09-Jul-2018].
[11] C. T. Bellehumeur, M. K. Bisaria, and J.
Vlachopoulos, “An experimental study and model
assessment of polymer sintering,” Polym. Eng. Sci.,
vol. 36, no. 17, pp. 2198–2207, 1996.
[12] M. Kontopoulou and J. Vlachopoulos, “Bubble
dissolution in molten polymers and its role in
rotational molding,” Polym. Eng. Sci., vol. 39, no.
7, pp. 1189–1198, 1999.
[13] R. H. López-Bañuelos, F. J. Moscoso, P. Ortega-
Gudiño, E. Mendizabal, D. Rodrigue, and R.
González-Núñez, “Rotational molding of
polyethylene composites based on agave fibers,”
Polym. Eng. Sci., vol. 52, no. 12, pp. 2489–2497,
Dec. 2012.
[14] M. D. Monzón, Z. Ortega, A. N. Benítez, F. Ortega,
N. Díaz, and M. D. Marrero, “Developments
towards a more sustainable rotational moulding
process,” 15th Eur. Conf. Compos. Mater., no. June,
pp. 1–8, 2012.
[15] E. O. Cisneros-López, M. E. González-López, A. A.
Pérez-Fonseca, R. González-Núñez, D. Rodrigue,
and J. R. Robledo-Ortíz, “Effect of fiber content and
surface treatment on the mechanical properties of
natural fiber composites produced by rotomolding,”
Compos. Interfaces, vol. 24, no. 1, pp. 35–53, 2017.

297
2562. ANALYSIS OF FLASHING EFFECT IN TWO-PHASE FLOW: ACCURACY OF
CALCULATION, CONSIDERATIONS AND APPLICATIONS
ANALYSIS OF FLASHING EFFECT IN TWO-PHASE FLOW: ACCURACY OF
CALCULATION, CONSIDERATIONS AND APPLICATIONS
Juan José Garcia Pabon1, Leonardo Victor Silva Martins2, Luiz Machado3
1Institute of Mechanical Engineering, Federal University of Itajubá, Brazil. Email: [email protected]
2 GREA, Department of Mechanical Engineering, Federal University of Minas Gerais, Brazil. Email: [email protected] 3 GREA, Department of Mechanical Engineering, Federal University of Minas Gerais, Brazil. Email: [email protected]
Abstract
The flashing effect on two-phase flow can be described as the variation of vapor quality due to two-phase pressure drop at the channel. In the literature, there are some studies that calculate this effect, however they take account many considerations and simplification, and their consequences on accuracy of results are not specified. Another problem is unclarity of calculation methodology for flashing effect. The present paper aims to develop a detailed analysis of the calculation method of flashing effect considering the first and second laws of thermodynamic. Also, it intends to calculate the error between the different assumptions in the calculation methodologies. The behavior of these errors in function of vapor quality, saturation temperature, mass velocity and fluid are shown to evaluate the best calculation method of flashing effect. Finally, the methodology is used to predict some situations that the flashing effect can be neglected.
Keywords: flashing effect; two-phase flow; drop pressure; heat transfer
Introduction
The majority of papers in the literature on vapor–liquid
two-phase flow have the energy balance in exchanger
based on the same assumptions (among which negligible
acceleration of the phases, flashing effect or capillary
work). Nevertheless, in some cases these considerations
are not necessarily negligible [1].[2] mention that due to
the large pressure gradient in microchannels, saturation
temperature, and hence the thermophysical properties
along the length vary, and the flashing effect becomes
significant.
Nomenclature 𝑇 temperature, [K]
𝑐𝑝 specific heat capacity at constant pressure, [J/kgK] 𝑣 specific volume, [m³/kg]
𝑐𝑥 specific heat capacity at constant vapor quality, 𝑥 vapor quality
[J/kgK] 𝑋 Martinelli parameter
𝐶 Constant
𝐷 tube diameter, m Greeks
𝑑ℎ elementary variation of enthalpy, [J/kg] 𝛽 coefficient of volume expansion, [1/K]
𝑑𝑝 elementary variation of pressure, [Pa] ∈ absolute error
𝑑𝑠 elementary variation of entropy, [J/kgK] µ dynamic viscosity, [Pas]
𝑑𝑇 elementary variation of temperature, [K] 𝜙2 two-phase multiplicator
𝑑𝑥 elementary variation of quality 𝜎 surface tension
𝑑𝑧 elementary variation of length, [m]
𝑓 Friction factor Subscripts
𝐺 mass velocity, [kg/m²s] 𝑙 liquid
ℎ specific enthalpy, [J/kg] 𝑙𝑣 liquid to vapor
𝐿 length, [m] 𝑟𝑒𝑣 reversible
𝑚 mass flow rate, [kg/s] 𝑠𝑎𝑡 saturation
𝑞 heat flux, [W/m²] 𝑡 total
𝑄 heat rate, [W] 𝑡𝑝 two-phase
𝑅𝑒 Reynolds value 𝑣 vapor

298
In the literature, there are some studies about models to
calculate of flashing point. However, they usually
consider many assumptions that limits their applications
or do not fully explain how obtain all variables for the
calculation. [3] summarize a model for calculation of
flashing point and present a discussion about when it can
be neglected. However, neither the uncertainty of this
tool is not completely calculated.
The objective of paper is to presents a detailed study of
calculation methodology of the flashing effect,
explaining each step and assumption done. The
deviation between each consideration are calculated to
determine the best model. The influence of vapor
quality, saturation temperature and mass velocity on this
deviation is shown. Therefore, a model more general is
proposed, it could be used for data reduction and
reporting of vapor quality when performing experiments
with two-phase flow. Because the vapor quality is a very
important parameter in flow boiling and one needs to
calculate it accurately. Finally, applications of the best
model in typical situations to help for a better
understanding of flashing effect are given at the end of
this paper.
Metodology
2.1. The flashing effect
During boiling a heat flux passes through a tube. The
classical energy balance from the first law of
thermodynamics shows the Equation (1), it means that a
variation of heat causes a variation in the enthalpy of
flow.
( )tp
t
Qd h
m
(1)
The variation of enthalpy can be calculated as Equation
(6).
( )tplv
tp
T T
hhd h dx dT
x T
(2)
tp
v l lv
hdx h h h
x
(3)
1 0
(1 )tp v l
x x
h h hx x
T T T
(4)
1 0
( ) (1 )v ltp lv
x x
h hd h h dx x dT x dT
T T
(5
)
( ) (1 )tp lv v ld h h dx xdh x dh (6)
By definition of second law of thermodynamic, 𝑑ℎ𝑣
and𝑑ℎ𝑙can be described as presented in Equation (7) and
substituting those variables on Equation (6), the results
is Equation (8).
v v v v v
l l l l l
dh T ds dp
dh T ds dp
(7)
[ (1 ) ]( )
[ (1 ) ]
lv v l sat
tp
v l
h dx xds x ds Td h
xv x v dp
(8)
Considering heat capacity at constant vapor quality for a
two-phase flow presented in Equation (9), where 𝑄𝑟𝑒𝑣 ,
is the specific heat for a reversible process.
revx
x
Q sc T
dT T
(9) ,
0
,
1
lx l sat
sat x
vx v sat
sat x
dsc T
dT
dsc T
dT
Then, rearranging:
,x l sat sat lc dT T ds
,x v sat sat vc dT T ds (10)
Using the Equation (10) and the definition of 𝑣𝑡𝑝 =
𝑥𝑣𝑣 + (1 − 𝑥)𝑣𝑙 and 𝑐𝑥,𝑡𝑝 = 𝑥𝑐𝑥,𝑣 + (1 − 𝑥)𝑐𝑥,𝑙 , after
of algebraic manipulation, the Equation (8) becomes
Equation (11).
, ,( ) [ (1 ) ]tp lv x v x l sat tpd h h dx xc x c dT v dp (11)
The vapor quality due to heat flux is found by replacing
the Equation (11) in Equation (1).
,x tp sat tp
t lv lv
c dT v dpQdx
m h h
(12)

299
Using the Clapeyron equation presented in Equation
(13), Equation (12) can finally be written as Equation
(15). This equation calculates the total quality change
considering the change due heat flow in the tube as well
as due the flashing effect caused by pressure drop.
lv sat lvsat
sat sat lv lv
h T v dpdpdT
dT T v h (13)
,
2
x tp sat lv tp
t lv lv
c T v dp v dpQdx
m h h
(14)
,
1 2
lv sat x tp lv tp
t lv lv
Flashing effect
v T c h vQdx dp
m h h
(15)
2.2. Specific heat at quality constant, 𝒄𝒙,𝒕𝒑
Regarding the Flashing effect calculation, it is important
to mention that variable 𝑐𝑥,𝑡𝑝 is the most complicated to
obtain once it involves other parameters.
Assuming that the heat for a reversible process,
presented in Equation (9), can be expressed as a
variation in temperature and pressure proportionally
with the 𝑐𝑝 and 𝐾, respectively, the Equation (16) is
presented.
p
x p
c dT Kdp dpc c K
dT dT
(16)
Using the concept of volume expansion, the parameter
𝐾is calculate in Eq. (17).
vK T T v
T
(17)
Finally, if the Clapeyron equation is combined with
Equation (17), the heat capacities at constant is
calculated in Equation (20)
x p
dpc c T v
dT (18)
lvx p
lv
hc c T v
Tv (19)
x p lv
lv
vc c h
v (20)
Then, 𝑐𝑥,𝑙 and 𝑐𝑥,𝑣 can be written as Equation (21) as
presented by [4].
, ,
, ,
l l lvx l p l
lv
v v lvx v p v
lv
v hc c
v
v hc c
v
(21)
2.3. Assumptions to calculation of 𝒄𝒙,𝒕𝒑
In order to calculate the specific heat capacity at constant
vapor quality in a simplified approach, there are some
assumptions that can be made.
The first assumption is related to 𝑐𝑥,𝑙. In Equation (21),
if it is assumed that 𝛽𝑙𝑣𝑙ℎ𝑙𝑣/𝑣𝑙𝑣 ≪ 𝑐𝑝,𝑙, then 𝑐𝑥,𝑙 can be
rewritten as bellow, Equation (22).
, ,x l p lc c (22)
The other assumptions are related to 𝑐𝑥,𝑣. Firstly, if it is
considered that 𝑣𝑙 ≪ 𝑣𝑣 , then 𝑐𝑥,𝑣 can be rewritten as
Equation (23).
, ,x v p v v lvc c h (23)
Moreover, if the vapor phase can be considered as an
ideal gas, 𝛽𝑣 can be written as presented in Equation (24)
1
satT
(24)
And consequently Equation (23) can also be rewritten as
Equation (25).
, ,lv
x v p v
sat
hc c
T (25)
Finally, the last assumption that will be analyzed is
considering 𝑐𝑥,𝑣 = 𝑐𝑝,𝑣 is presented in Equation (26).
, ,x v p vc c (26)
2.4. Assumptions to calculation of 𝒄𝒙,𝒕𝒑
There are other simplified approaches to calculate the
flashing point based only in the first law of
thermodynamic. They, unfortunately, tend to be less
precise once they usually don’t consider pressure drop
as presented in Equation (27). Moreover, the pressure
drop causes a decreasing of saturation temperature, thus
a fraction of sensible heat from liquid and vapor phase
300
will be converted into latent heat in order to restore the
equilibrium disturbed by this temperature loss.
Consequently, the Equation (27) can be rewritten as
Equation (28) as proposed by [5].
lv
Qh dx
m
(27)
, ,(1 )p v p l lv
Qxc dT x c dT h dx
m
(28)
Considering 𝑐𝑝,𝑡𝑝 = 𝑥𝑐𝑝,𝑣 + (1 − 𝑥)𝑐𝑝,𝑙 and using
Clapeyron equation (Equation (13)), Equation (28) can
be rewritten as Equation (29).
,
2 2
p tp lv sat
lv lv
c v T dpQdx
mh h
(29)
Comparing Equation (29) with Equation (15), it is clear
the last is complete and more accurate once it considers
the first and second law of thermodynamic. Moreover,
its possible to observe that Equation (29) uses the
specific heat at constant pressure instead of the specific
heat at constant vapor quality and it also doesn’t use the
term 𝑣𝑡𝑝. Despite of that, it is interesting to evaluate the
error between then in order to analyze, for a given
context, if the error between them is higher enough to
compensate the use of Equation (15) and the complexity
attached to it. Therefore, if the error is considered as the
difference between both equations, it can be written as
presented in Equation (30).
1 2
, ,2( )
lv sat lv tp tp
x tp p tp
lv lv
dx dx
v T h v vc c dp dp
h h
(30)
Considering the simplification presented at Equation
(22), and definition of 𝑐𝑝,𝑡𝑝 = 𝑥𝑐𝑝,𝑣 + (1 − 𝑥)𝑐𝑝,𝑙and
𝑐𝑥,𝑡𝑝 = 𝑥𝑐𝑥,𝑣 + (1 − 𝑥)𝑐𝑥,𝑙, the term (𝑐𝑥,𝑡𝑝 − 𝑐𝑝,𝑡𝑝) in
Equation (30) can be rewritten as:
, , , , , ,( )x tp p tp x v p v x v p vc c xc xc x c c (31)
Using the concept of 𝑐𝑥,𝑣 presented in Equation (21) as
well as the assumptions that results into Equation (23).
, , , ,( ) vx v p v p v v lv p v
v l
v lv
vx c c x c h c
v v
x h
(32)
Combining the Eq. (32) with Eq. (30)
2
( )lv sat v lv lv tp
lv
v lv sat tp
lv
tp lv satv
lv sat lv
v T h h vdp
h
x v T vdp
h
v v Tx dp
v T h
(33)
It is interesting to mention that it is almost the same
equation presented by [4] and it differs only by which
independent variable is more pleasant to keep as
reference. For instance, Eq. (33) can be written exactly
as [4] presented if the Clapeyron equation (Equation
(13)) is applied in Equation (33).
2.5. Applications of flashing effect
In this topic are present two examples of application of
the equations developed on previous topics. The first
example will analyze the minimum diameter in which
the Flashing effect became to be significant while the
second is related to the minimum adiabatic length in
which the Flashing effect is considerable. Before
presents the examples themselves however, it is
important to present the calculation of Reynolds
number, 𝑅𝑒, and the coefficient of friction, 𝑓, important
parameter to define the regime flow (laminar or
turbulent) and the pressure drop.
𝑅𝑒 can be done using Equation (34) and considering that
𝜇𝑡𝑝 = 𝑥𝜇𝑣 + (1 − 𝑥)𝜇𝑙. Knowing this value, it is
possible to calculate 𝑓 that is calculated differently
according to the type of flow (Laminar and Turbulent)
as presented in Equation (35).
Re
Re
Re
l
l
v
v
tp
tp
GD
GD
GD
(34)
0.25
64e 2300
Re
0.316Re 2300
Re
For R f
For f
(35)

301
Finally, it is important to highlighted that local pressure
gradient, 𝑑𝑝/𝑑𝑧, depends of scale of tube. In the first
application, the estimated diameters are micro-channel
while in the second application the size of the diameters
allows them be called small channels. Correlations
appropriated should use for each case.
2.5.1. What is the diameter from which the flashing effect
becomes significant?
In order to evaluate the minimum diameter in which the
flashing effect becomes relevant, it will be assumed that
it occurs when the flashing effect corresponds to 10% of
the change vapor quality promoted by the heat flux, 𝑑𝑥ℎ,
represented as 𝛿𝑄 /𝑚 ℎ𝑙𝑣 in Equation (15). In this way,
Equation (36) can be written as:
,
2
1
10
lv x tp sat tp lv
lv lv
v c T v hQdp
mh h
(36)
Considering the concepts of mass velocity, G, and heat
flux, 𝑞 , presented in Equation (37) and Equation (38),
respectively, 𝑑𝑥ℎ can be rewritten as Equation (39)
2
2
4
4
m GDG m
D
(37)
Qq Q q Ddz
Ddz
(38)
2
4 4Q q Ddz Q qdz
m GD m GD
(39)
Then Equation (36) can be rewritten as Equation (40).
,
2
0.4 lv x tp sat tp lv
lv lv
v c T v hqdz dp
GDh h
(40)
If it is defined
,lv x tp sat tp lvJ v c T v h (41)
Then, the diameter can be estimated by
0.4 lvqh dzD
GJ dp
(42)
As mentioned earlier, 𝑑𝑝/𝑑𝑧 for this application is
calculated with a specific prediction method that was
developed by [6] for 𝑅𝑒𝑡𝑝 < 2300 the laminar flow can
be validated after of solution. This model is developed
below, from Equation (43) to Equation (49).
2 2
2(1 )
2
lo ll
f v G xdp
dz D
(43)
where
64 (1 )Re
Relo
lo l
GD xf
(44)
2 2
264 (1 )
(1 ) 2
l llo
v G xdp
dz G x D D
(45)
2
2
32 (1 )l llo
v G xdp
dz D
(46)
the two-phase multiplicator is:
2
2
11lo
C
X X (47)
Martinelli parameter,
2 1l l
v v
v xX
v x
(48)
and, 0.50.44 0.48
5
2
0.52 1.092
3.5 10
1 530
l
l vv v
l
lv
vGD DC
vv
G v D q
Gh
(49)
Importantly, Equation (46) differs from what is
proposed by [3] (Equation (50)) basically because in this
the pressure drop is calculated with a homogeneous
model.
2
2
80 tp tp
lv
v G JD
qh
(50)
2.5.2. What is the adiabatic length from which the flashing
effect becomes significant?
In order to evaluate the minimum length for a diabatic
horizontal tube in which the flashing effect becomes
relevant, it will be considered that all pressure drop is
302
due solely by friction so Equation (15) can be rewritten
as Equation (51). Moreover, assuming that dx is
significant only when it is equals or higher than 5% of
quality (𝑑𝑥/𝑥 = 0.05) as well as 𝑑𝑧 ≈ 𝐿 and also
doing some algebraic manipulation, Equation (1) can be
rewritten as Equation (54).
,
2
lv sat x tp lv tp
lv
v T c h vdx dp
h
(51)
,
2
lv sat x tp lv tp
lv
v T c h v dzdx dp
h dz
(52)
,
20.05
lv sat x tp lv tp
lv
v T c h v dp L
h dz x
(53)
2
,
0.05 lv
lv sat x tp lv tp
xhL
dpv T c h v
dz
(54)
As mentioned earlier, 𝑑𝑝/𝑑𝑧 for this application is
calculated with other prediction method, developed by
[7] for small and conventional channels. It is recognized
by its high accurate when compared to other available in
literature ([8], [9]) and will be developed as presented
by [10] on the next equations.
2
2
2
l ll
f v Gdp
dz D (55)
where
0.5 0.5
2 3
1
3(1 ) 1 2 1
v vl
l l
v v
l l
v fx
v f
v fx x
v f
(56)
where
0.250.25
0.25
0.316
Re
0.316
Re
v v v
l l
l
f
f
(57)
then
0.251
2 3
0.5 0.125
3
(1 ) 1 2 1v vl
l l
v v
l l
vx x
v
v fx
v f
(58)
considering turbulent flow
2
2
0.25
0.316
Re 2
ll
l
v Gdp
dz D
(59)
2
2
0.25
0.158 ll
l
v Gdp
dz DGD
(60)
0.25 1.75
2
1.25
0.158 l ll
Turbulent
v Gdp
dz D
(61)
Finally, it is important to stress that in this paper, will be
only analyzed conditions at turbulent flow 𝑅𝑒𝑡𝑝 >
2300 because of the conditions considered (mainly due
high values of G and D) that makes very difficult to
achieve laminar flow 𝑅𝑒𝑡𝑝 < 2300.
Results
3.1. Evaluation of assumptions to calculation of 𝒄𝒙,𝒕𝒑
These assumptions presented in topic 2.3. were
evaluated for R134a in a temperature range between 0ºC
and 50ºC and Figure 1 shows the behavior of 𝑐𝑥,𝑙and 𝑐𝑥,𝑣
in relation to a change of temperature for each
assumption as well as for the complete calculation
(Equation (21)).
Analyzing the Figure 1, it is possible to see that the
assumption presented in Equation (22) provides very
good values with an average error of 1.3% when
compared to Equation (21). The assumption presented in
Equation (23) also provides good values at low quality,
but they tend to distance from the ideal curve (Equation
(21)) with an increase of quality and its average error is
around 23%. On the other hand, assumptions presented
in Equation (25) and Equation (26) provide poor results
with a considerable error when compared to Equation
(21) (around 385% and 785%, respectively), which
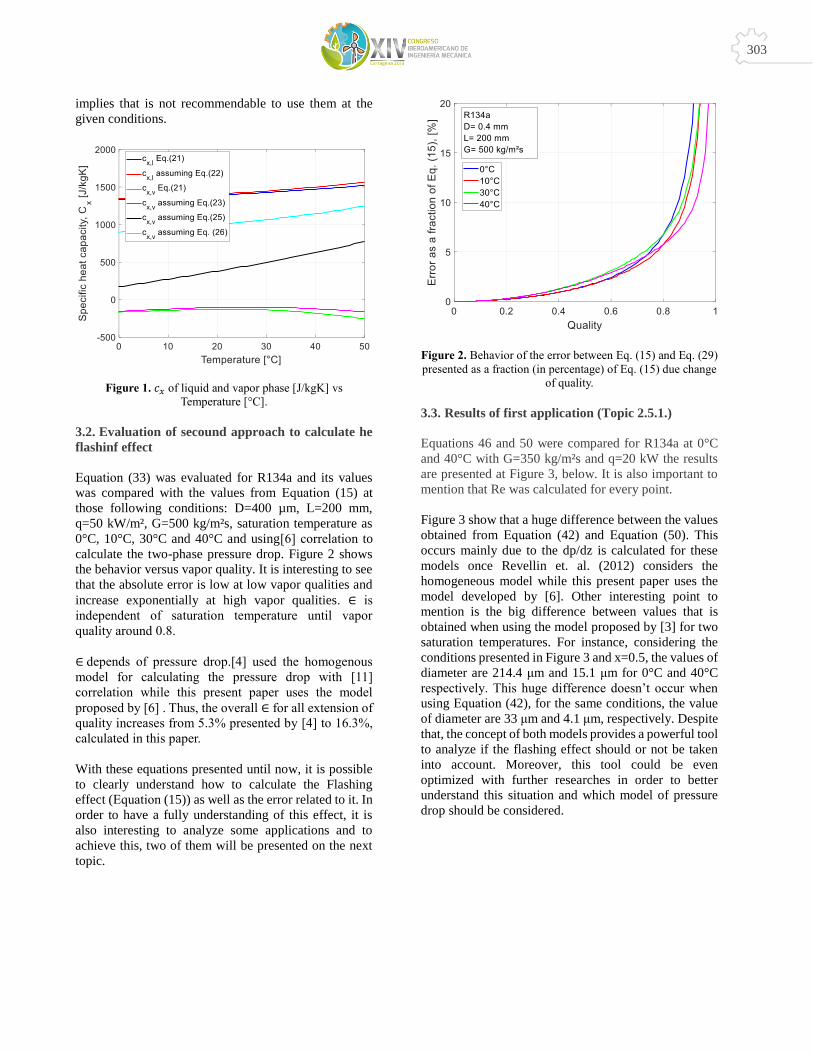
303
implies that is not recommendable to use them at the
given conditions.
Figure 1. 𝑐𝑥 of liquid and vapor phase [J/kgK] vs
Temperature [°C].
3.2. Evaluation of secound approach to calculate he
flashinf effect
Equation (33) was evaluated for R134a and its values
was compared with the values from Equation (15) at
those following conditions: D=400 µm, L=200 mm,
q=50 kW/m², G=500 kg/m²s, saturation temperature as
0°C, 10°C, 30°C and 40°C and using[6] correlation to
calculate the two-phase pressure drop. Figure 2 shows
the behavior versus vapor quality. It is interesting to see
that the absolute error is low at low vapor qualities and
increase exponentially at high vapor qualities. ∈ is
independent of saturation temperature until vapor
quality around 0.8.
∈ depends of pressure drop.[4] used the homogenous
model for calculating the pressure drop with [11]
correlation while this present paper uses the model
proposed by [6] . Thus, the overall ∈ for all extension of
quality increases from 5.3% presented by [4] to 16.3%,
calculated in this paper.
With these equations presented until now, it is possible
to clearly understand how to calculate the Flashing
effect (Equation (15)) as well as the error related to it. In
order to have a fully understanding of this effect, it is
also interesting to analyze some applications and to
achieve this, two of them will be presented on the next
topic.
Figure 2. Behavior of the error between Eq. (15) and Eq. (29)
presented as a fraction (in percentage) of Eq. (15) due change
of quality.
3.3. Results of first application (Topic 2.5.1.)
Equations 46 and 50 were compared for R134a at 0°C
and 40°C with G=350 kg/m²s and q=20 kW the results
are presented at Figure 3, below. It is also important to
mention that Re was calculated for every point.
Figure 3 show that a huge difference between the values
obtained from Equation (42) and Equation (50). This
occurs mainly due to the dp/dz is calculated for these
models once Revellin et. al. (2012) considers the
homogeneous model while this present paper uses the
model developed by [6]. Other interesting point to
mention is the big difference between values that is
obtained when using the model proposed by [3] for two
saturation temperatures. For instance, considering the
conditions presented in Figure 3 and x=0.5, the values of
diameter are 214.4 μm and 15.1 μm for 0°C and 40°C
respectively. This huge difference doesn’t occur when
using Equation (42), for the same conditions, the value
of diameter are 33 μm and 4.1 μm, respectively. Despite
that, the concept of both models provides a powerful tool
to analyze if the flashing effect should or not be taken
into account. Moreover, this tool could be even
optimized with further researches in order to better
understand this situation and which model of pressure
drop should be considered.
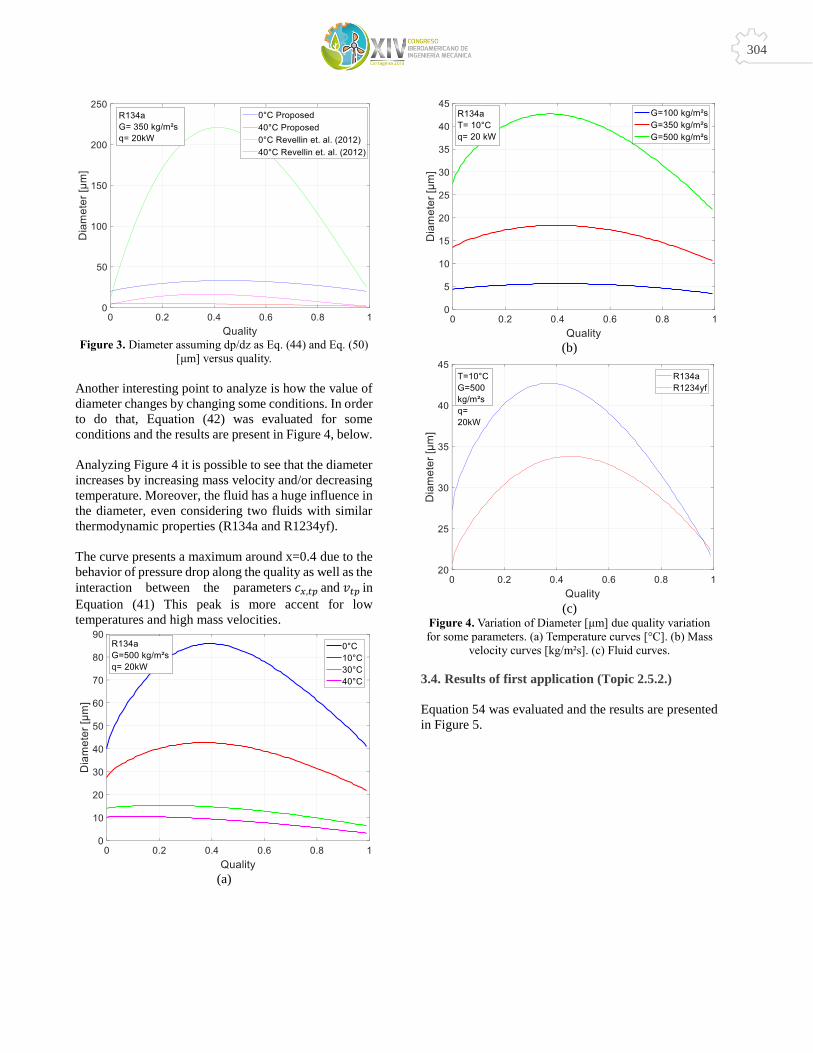
304
Figure 3. Diameter assuming dp/dz as Eq. (44) and Eq. (50)
[μm] versus quality.
Another interesting point to analyze is how the value of
diameter changes by changing some conditions. In order
to do that, Equation (42) was evaluated for some
conditions and the results are present in Figure 4, below.
Analyzing Figure 4 it is possible to see that the diameter
increases by increasing mass velocity and/or decreasing
temperature. Moreover, the fluid has a huge influence in
the diameter, even considering two fluids with similar
thermodynamic properties (R134a and R1234yf).
The curve presents a maximum around x=0.4 due to the
behavior of pressure drop along the quality as well as the
interaction between the parameters 𝑐𝑥,𝑡𝑝 and 𝑣𝑡𝑝 in
Equation (41) This peak is more accent for low
temperatures and high mass velocities.
(a)
(b)
(c)
Figure 4. Variation of Diameter [μm] due quality variation
for some parameters. (a) Temperature curves [°C]. (b) Mass
velocity curves [kg/m²s]. (c) Fluid curves.
3.4. Results of first application (Topic 2.5.2.)
Equation 54 was evaluated and the results are presented
in Figure 5.

305
(a)
(b)
(c)
(d)
Figure 5. Variation of Length due quality variation for some
parameters. (a) Temperature curves [ºC]. (b) Diameter curves
[mm]. (c) Mass velocity curves [kg/m²s]. (d) Fluid curves.
Analyzing Figure 5 it is possible to see that the length
increases for increasing of vapor quality, saturation
temperature and dimeter, and decreasing of mass
velocity. However, changing the fluid from R134a to
R1234yf doesn’t imply a significant difference from the
values once their thermodynamic properties are very
close. Regarding the behavior of the curve, the 𝑐𝑥,𝑡𝑝
cause an asymptote around x=0.9.
Conclusions
This paper was developed with the intention of clarify
the calculation of flashing effect developed by [4] which
is powerful model once it considers the first and second
law of thermodynamics. This study resume and detail
the method to calculate the flashing effect disperse in the
literature, this provides to the reader a better
understanding of applications and limitations of this
tool. Moreover, some assumptions were presented and
their error evaluated providing not only an interesting
way to understand the impact of each assumption but
also a solid approach to simplify this model and also
compare this with the literature, as presented.
The flashing effect can be calculated with Equation (15).
Using the Equation (22) and Equation (23) to estimate
the heat specific at constant quality of liquid and vapor,
respectively.
The pressure drop causes the flashing effect. Thus, the
correlation using to predicted the two-phase pressure
gradient is fundamental to analyze the influence of effect
flashing in two-phase flow. Due to the fact of micro-
channels present large pressure drops (and laminar
306
flow), in these diameters the flashing point is more
significant.
Acknowledgments
The authors gratefully acknowledge the support given by CAPES (Coordenação de Aperfeiçoamento de Pessoal de Nível Superior), CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico) and FAPEMIG (Fundação de Amparo à Pesquisa do Estado de Minas Gerais).
References
[1] R. Revellin, S. Lips, S. Khandekar, and J.
Bonjour, “Local entropy generation for
saturated two-phase flow,” Energy, vol. 34, no.
9, pp. 1113–1121, 2009.
[2] A. Iqbal and M. Pandey, “Effect of local
thermophysical properties and flashing on flow
boiling pressure drop in microchannels,” Int. J.
Multiph. Flow, 2018.
[3] R. Revellin, S. Lips, P. Neveu, and J. Bonjour,
“A comprehensive non-equilibrium
thermodynamic analysis applied to a vapor-
liquid two-phase flow of a pure fluid,” Int. J.
Multiph. Flow, vol. 42, pp. 184–193, 2012.
[4] R. Revellin, M. Padilla, A. Bensafi, P.
Haberschill, and J. Bonjour, “Thermodynamic
analysis of a diabatic two-phase flow for a pure
refrigerant and a refrigerant/oil mixture under
equilibrium conditions,” Int. J. Refrig., vol. 32,
no. 7, pp. 1784–1790, 2009.
[5] B. Agostini and A. Bontemps, “Vertical flow
boiling of refrigerant R134a in small channels,”
Int. J. Heat Fluid Flow, vol. 26, no. 2, pp. 296–
306, 2005.
[6] S.-M. Kim and I. Mudawar, “Universal
approach to predicting two-phase frictional
pressure drop for mini/micro-channel saturated
flow boiling,” Int. J. Heat Mass Transf., vol. 58,
no. 1–2, pp. 718–734, Mar. 2013.
[7] H. Muller-Steinhagen and K. Heck, “A Simple
Friction Pressure Drop Correlation for Two-
Phase Flow in Pipes Eine einfache Gleichung
zur Berechnung des Reibungsdruckverlustes bei
der Zweiphasenstriimung in Rohren,” vol. 20,
no. 1, pp. 297–308, 1986.
[8] R. Revellin and P. Haberschill, “Prediction of
frictional pressure drop during flow boiling of
refrigerants in horizontal tubes: Comparison to
an experimental database,” Int. J. Refrig., vol.
32, no. 3, pp. 487–497, 2009.
[9] M. Padilla, R. Revellin, P. Haberschill, and J.
Bonjour, “Two-phase pressure drop in return
bends: Experimental results for R-410A,” Int. J.
Refrig., vol. 34, no. 8, pp. 1854–1865, 2011.
[10] J. J. Garcia Pabon, “Estudo experimental da
perda de pressão em canais convencionais ocm
o refrigerante R1234yf em ebulição
convectiva,” Universidade Federal de Minas
Gerais, 2018.
[11] G. Chicchitti, A., Lombardi, C., Silvestri, M.,
Soldaini and R. Zavattarelli, “Two-phase
cooling experimentspressure drop, heat transfer
and burnout measurements”, Energ. Nucl., vol.
7, no. 6, pp. 407–425, 1960.
The flashing effect on two-phase flow can be described as the variation of vapor quality due to two-phase pressure drop at the channel. In the literature, there are some studies that calculate this effect, however they take account many considerations and simplification, and their consequences on accuracy of results are not specified. Another problem is unclarity of calculation methodology for flashing effect. The present paper aims to develop a detailed analysis of the calculation method of flashing effect considering the first and second laws of thermodynamic. Also, it intends to calculate the error between the different assumptions in the calculation methodologies. The behavior of these errors in function of vapor quality, saturation temperature, mass velocity and fluid are shown to evaluate the best calculation method of flashing effect. Finally, the methodology is used to predict some situations that the flashing effect can be neglected.

307
2564. DISEÑO, MODELAMIENTO Y SIMULACIÓN DE UN ROBOT BIO-INSPIRADO PARA
INSPECCIÓN DE ESTRUCTURAS SUSPENDIDAS
DESIGN, MODELING AND SIMULATION OF A BIO-INSPIRED ROBOT FOR SUSPENDED
STRUCTURES INSPECTION
Luis Carlos Moreno L.1, Herman A. Lepikson2
1Pós-graduação stricto sensu em Mecatrônica, Universidade Federal da Bahia, Brasil. Email: [email protected]
2Centro Universitário Senai Cimatec, Brasil. Email: [email protected]
Resumen
Con la mejora substancial de los sistemas mecatrónicos en los años recientes, junto al aumento de las exigencias en
seguridad industrial. Nuevos sistemas robóticos vienen siendo diseñados para remplazar al hombre en aquellas tareas que
involucran riesgo a la integridad física o donde el ambiente puede ser malsano o inaccesible a los humanos. En este
artículo, presentamos un diseño modular de un robot bio-inspirado e híper-redundante capaz de asirse sobre perfiles
estructurales, cables y líneas de potencia consiguiendo desplazarse sobre ellos. Equipado con sensores apropiados, como
UMI (unidades de medición inercial), lidar y cámaras, puede recolectar datos para ser analizados y evaluar daños
potenciales, asistiendo en las tareas de mantenimiento.
El modelo dinámico desarrollado del robot híper-redundante BRISS (Robot Bio-inspirado para Inspección de Estructuras
Suspendidas) es derivado mediante el enfoque de Euler-Lagrange con el propósito de simular sus características
dinámicas, obtener y manipular su espacio de trabajo. Dicho modelado es usado también para dimensionar los eslabones
y obtener la potencia de los actuadores requeridos. Tal descripción físico-matemática permitirá también, en el futuro,
implementar estrategias de control, analizar cómo evitar configuraciones singulares, para entrenamiento en patrones de
navegación y optimización del consumo de potencia.
Palabras clave: Robot Híper-redundante, Bio-inspirado, Inspección, Control, Serpiente, Reconfigurable
Abstract
With the substantial improvement of the mechatronics systems in recent years, along with the growing requirements on
industrial safety, new robotic systems are being designed to substitute man in those tasks involving risks to physical
integrity or where the environment is unhealthy or inaccessible to humans. In this paper, we present a modular design of
a semi-autonomous, hyper-redundant robot capable of grasping on structural profiles, cables and power lines and travel
over them. Equipped with the suitable sensors such as IMU (inertial measurement unit), lidar and cameras, it is able to
take data to be analyzed and to evaluate potential damages assisting in maintenance tasks.
The developed dynamical model of the hyper-redundant robot BRISS (Bio-inspired Robot for Inspect Suspended
Structures) is derived from the Euler-Lagrange approach with the purpose of simulating its dynamic characteristics, obtain
and handle the workspace. The modeling was also used for calculating links dimensions and actuators power requirements.
Such physical-mathematical description will also allow in the future to implement control strategies, analyze avoiding
singular configurations, for training navigation patterns and to optimize power consumption.
Keywords: Hyper-redundant Robot, Bio-inspired, Autonomous Inspection, Control, Snake, Reconfigurable

308
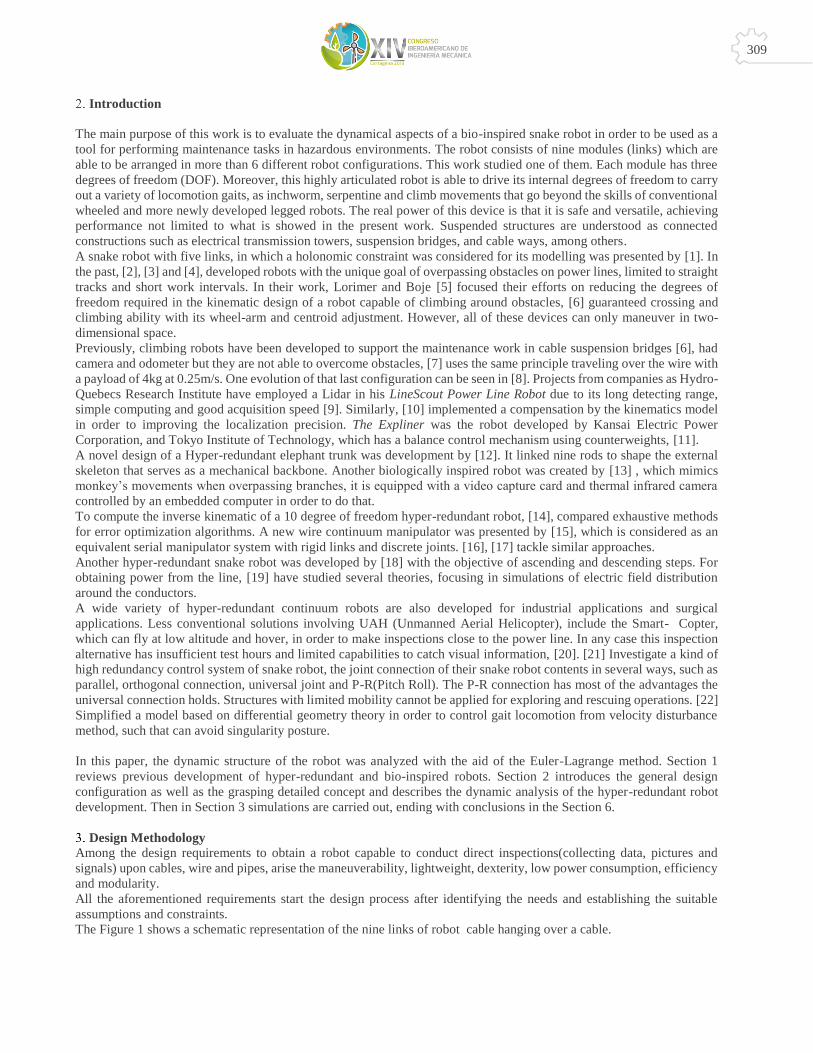
309
Introduction
The main purpose of this work is to evaluate the dynamical aspects of a bio-inspired snake robot in order to be used as a
tool for performing maintenance tasks in hazardous environments. The robot consists of nine modules (links) which are
able to be arranged in more than 6 different robot configurations. This work studied one of them. Each module has three
degrees of freedom (DOF). Moreover, this highly articulated robot is able to drive its internal degrees of freedom to carry
out a variety of locomotion gaits, as inchworm, serpentine and climb movements that go beyond the skills of conventional
wheeled and more newly developed legged robots. The real power of this device is that it is safe and versatile, achieving
performance not limited to what is showed in the present work. Suspended structures are understood as connected
constructions such as electrical transmission towers, suspension bridges, and cable ways, among others.
A snake robot with five links, in which a holonomic constraint was considered for its modelling was presented by [1]. In
the past, [2], [3] and [4], developed robots with the unique goal of overpassing obstacles on power lines, limited to straight
tracks and short work intervals. In their work, Lorimer and Boje [5] focused their efforts on reducing the degrees of
freedom required in the kinematic design of a robot capable of climbing around obstacles, [6] guaranteed crossing and
climbing ability with its wheel-arm and centroid adjustment. However, all of these devices can only maneuver in two-
dimensional space.
Previously, climbing robots have been developed to support the maintenance work in cable suspension bridges [6], had
camera and odometer but they are not able to overcome obstacles, [7] uses the same principle traveling over the wire with
a payload of 4kg at 0.25m/s. One evolution of that last configuration can be seen in [8]. Projects from companies as Hydro-
Quebecs Research Institute have employed a Lidar in his LineScout Power Line Robot due to its long detecting range,
simple computing and good acquisition speed [9]. Similarly, [10] implemented a compensation by the kinematics model
in order to improving the localization precision. The Expliner was the robot developed by Kansai Electric Power
Corporation, and Tokyo Institute of Technology, which has a balance control mechanism using counterweights, [11].
A novel design of a Hyper-redundant elephant trunk was development by [12]. It linked nine rods to shape the external
skeleton that serves as a mechanical backbone. Another biologically inspired robot was created by [13] , which mimics
monkey’s movements when overpassing branches, it is equipped with a video capture card and thermal infrared camera
controlled by an embedded computer in order to do that.
To compute the inverse kinematic of a 10 degree of freedom hyper-redundant robot, [14], compared exhaustive methods
for error optimization algorithms. A new wire continuum manipulator was presented by [15], which is considered as an
equivalent serial manipulator system with rigid links and discrete joints. [16], [17] tackle similar approaches.
Another hyper-redundant snake robot was developed by [18] with the objective of ascending and descending steps. For
obtaining power from the line, [19] have studied several theories, focusing in simulations of electric field distribution
around the conductors.
A wide variety of hyper-redundant continuum robots are also developed for industrial applications and surgical
applications. Less conventional solutions involving UAH (Unmanned Aerial Helicopter), include the Smart- Copter,
which can fly at low altitude and hover, in order to make inspections close to the power line. In any case this inspection
alternative has insufficient test hours and limited capabilities to catch visual information, [20]. [21] Investigate a kind of
high redundancy control system of snake robot, the joint connection of their snake robot contents in several ways, such as
parallel, orthogonal connection, universal joint and P-R(Pitch Roll). The P-R connection has most of the advantages the
universal connection holds. Structures with limited mobility cannot be applied for exploring and rescuing operations. [22]
Simplified a model based on differential geometry theory in order to control gait locomotion from velocity disturbance
method, such that can avoid singularity posture.
In this paper, the dynamic structure of the robot was analyzed with the aid of the Euler-Lagrange method. Section 1
reviews previous development of hyper-redundant and bio-inspired robots. Section 2 introduces the general design
configuration as well as the grasping detailed concept and describes the dynamic analysis of the hyper-redundant robot
development. Then in Section 3 simulations are carried out, ending with conclusions in the Section 6.
Design Methodology
Among the design requirements to obtain a robot capable to conduct direct inspections(collecting data, pictures and
signals) upon cables, wire and pipes, arise the maneuverability, lightweight, dexterity, low power consumption, efficiency
and modularity.
All the aforementioned requirements start the design process after identifying the needs and establishing the suitable
assumptions and constraints.
The Figure 1 shows a schematic representation of the nine links of robot cable hanging over a cable.
310
The Robot BRISS is a hyper-redundant mechanism, since it has more DOF than the necessary to position its end effector
(head) in a particular pose. It consists of 9 (n=9) serially connected links and n-1 joints. A sensor such as lidar, thermal or
infrared cameras can be installed in its head; Figure 1. Each link is an independent module, which all together can adopt
several other configurations. Nevertheless, in the present work only the serial arrangement will be studied, arranged over
high power lines, cable way transmission, and pipe or bridge tensioner cable.
3.1. Basic link characteristic
In the robot, each single link represents an isolate node capable to communicate with the others. In order to mimic the
biological behavior of snakes, one interface CAN-BUS will be used to communicate each physical node. Thus, if the main
interface breaks down, a bluetooth wireless channel will reconnect the communication between three dedicated master
modules which hold connected the other six links. Therefore, there will be a master module each three links, with the aim
of enhancing the reliability and communication redundancy, in case of failure. Every link of robot uses a master/slave
controller.
Due to modular construction, the reconfigurable robot can be modeled employing several holonomic constrains, such as
its geometry relations, and velocity terms are able to put into a set of equations [23]. Additionally, it is out of the scope of
this paper to study configurations of the robot that could turn into a straight shape or an arc from a circle, because they
lead to singulars postures. In each of its different configurations the inspection robot will make use of its nine links.
Internally, a link from the robot has a screw actioned by a dc motor gear to adjust dynamically the length of it, in such a
way, this axial displacement could be used to modify the gait pattern aiding one DOF to the mechanism. To get
translational movement, the link has two smart servomotors that are able to hide into the link body when they are not used.
At the end of each link there is another smart servomotor coupled in order to add turn capabilities in the perpendicular
plane. In the other extreme a passive turning joint is installed. The Figure 2 shows a 3D view of the basic link.
Figure 11. Robot Serial disposition hanging over a cable.
Figure 12. Model 3D of basic link from a robot

311
3.2. Dynamic analysis
To get the dynamical parameters of the robot BRISS in its serial arrangement, the Euler-Lagrange approach was
implemented, since it produces well-structured final equations only using the concept of energy stored balance. Firstly,
the kinetic energy will be calculated in such a way.
The generalized coordinates (quantities associated with the instantaneous position of the system) are defined as:
𝒒 = [𝑞1, 𝑞2, 𝑞3, ⋯ ,⋯𝑞𝑛]
𝑇, n=1,….9 (1)
The kinetic energy is the contribution of kinetic energy of each link, which has components of linear velocity and angular
velocity. For a single link:
𝑇𝑖 =1
2𝑚𝑖𝑣𝑖
𝑇𝑣𝑖 +1
2𝜔𝑖𝑇𝐼𝑖𝜔𝑖 (2)
Generalizing for n links:
The kinetic energy of the whole system, subject to the framework chosen before, is obtained from the following equation:
𝑇 =1
2∑[𝑚(𝑥 𝑖
2 + 𝑦 𝑖2) + 𝐽𝑞 𝑖
2]
𝑖−1
𝑗=1
=1
2𝑞 𝑇𝑀(𝑞)𝑞
(3)
The orientation of the i-th moving link with respect to the global frame is defined by the matrix:
𝑹 𝑃0 = [𝑖𝑃
0 𝑗𝑃0 𝑘𝑃
0]𝑇 (4)
𝑹 𝑃0 = [
𝑐𝑜𝑠𝑞𝑖 −𝑠𝑖𝑛𝑞𝑖 0𝑠𝑖𝑛𝑞𝑖 𝑐𝑜𝑠𝑞𝑖 00 0 1
] (5)
Using the Lagrange's equations of motion of the first kind
𝑑
𝑑𝑡(𝜕𝑇
𝜕𝑞𝑟 ) − (
𝜕𝑇
𝜕𝑞𝑟) =∑
𝜕𝑟𝑖𝜕𝑞𝑟
𝐹𝑖, 𝑟=1,……,𝑛
𝑣
𝑖=1
(6)
The Lagrange approach outcomes for a n-link snake robot hanging over a cable have the form:
Figure 13. Disposition of coordinate variables.
312
𝑀(𝑞)𝑞 + 𝐶(𝑞, 𝑞 )𝑞 + 𝑉(𝑞) = 𝜏 + 𝑄 (7)
Where, M is a positive defined and symmetric matrix Rnxn. The inertia matrix, C is < Rnxn and V is the Coriolis and
centripetal matrix. τ and Q are the generalized forces
The direct kinematic will be determined for the positions described in (8) and (9) along with its derivative.
𝑥𝑖 = 𝑥ℎ + 2𝐿∑cos 𝑞 +𝐿 cos 𝑞𝑖
𝑖−1
𝑗=1
(8)
𝑦𝑖 = 𝑦ℎ + 2𝐿∑sin 𝑞𝑖 +𝐿 sin 𝑞𝑖
𝑖−1
𝑗=1
(9)
[24] Offers a predictive control law that allows to find a direct optimal solution to minimization problem, with the next
term:
𝐽 = ∑(𝒒𝑘+𝑛 − 𝒒𝒓𝑘+𝑛)𝑇 −𝑸(𝒒𝑘+𝑛 − 𝒒𝒓𝑘+𝑛) + ∑ 𝚽𝑇𝜆𝜙
𝑁𝐶
𝑚=1
𝑁𝑃
𝑛=1
(10)
Where cost function J allows to adjust the generalized coordinates set 𝒒𝑘+𝑛 to references values: 𝒒𝒓𝑘+𝑛
Outcomes
For purpose to evaluate the obtained dynamics equations, it will be analyzed one situation when a robot has to overcome
one obstacle on the cable, in the case of a power line transmission or a cable way, like is showed in the Figure 4.
Figure 14. Robot BRISS traveling on a cable way transmission.
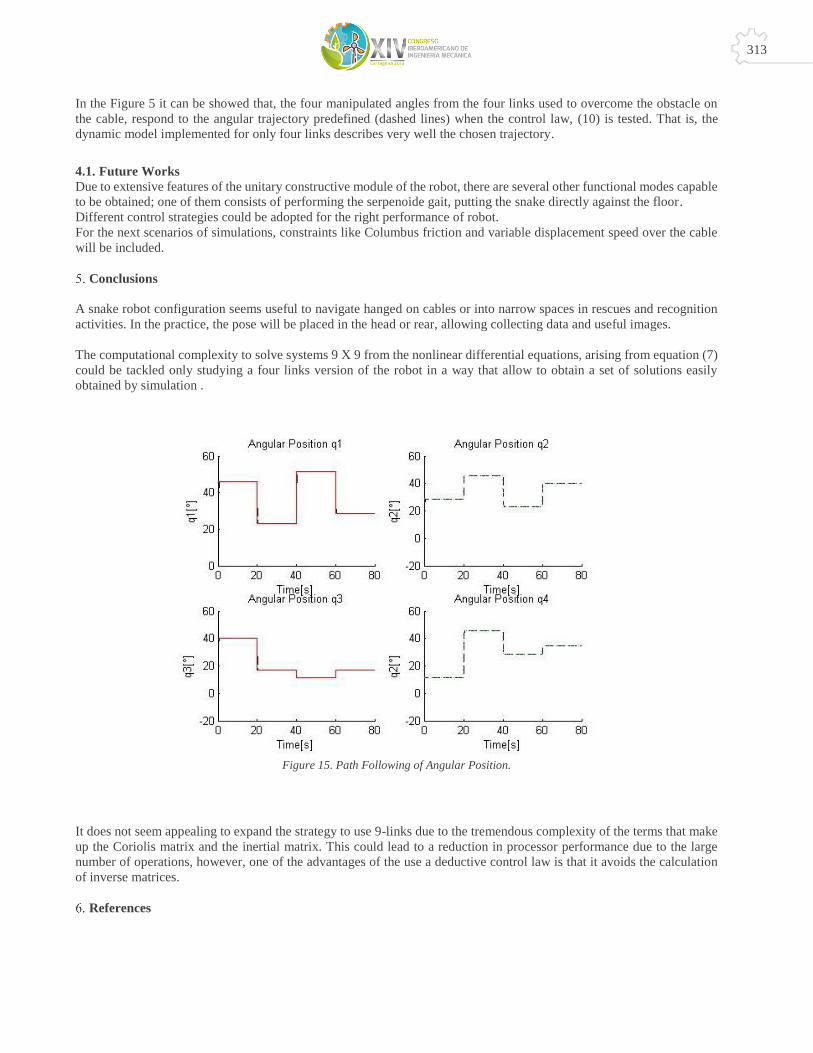
313
In the Figure 5 it can be showed that, the four manipulated angles from the four links used to overcome the obstacle on
the cable, respond to the angular trajectory predefined (dashed lines) when the control law, (10) is tested. That is, the
dynamic model implemented for only four links describes very well the chosen trajectory.
4.1. Future Works
Due to extensive features of the unitary constructive module of the robot, there are several other functional modes capable
to be obtained; one of them consists of performing the serpenoide gait, putting the snake directly against the floor.
Different control strategies could be adopted for the right performance of robot.
For the next scenarios of simulations, constraints like Columbus friction and variable displacement speed over the cable
will be included.
Conclusions
A snake robot configuration seems useful to navigate hanged on cables or into narrow spaces in rescues and recognition
activities. In the practice, the pose will be placed in the head or rear, allowing collecting data and useful images.
The computational complexity to solve systems 9 X 9 from the nonlinear differential equations, arising from equation (7)
could be tackled only studying a four links version of the robot in a way that allow to obtain a set of solutions easily
obtained by simulation .
It does not seem appealing to expand the strategy to use 9-links due to the tremendous complexity of the terms that make
up the Coriolis matrix and the inertial matrix. This could lead to a reduction in processor performance due to the large
number of operations, however, one of the advantages of the use a deductive control law is that it avoids the calculation
of inverse matrices.
References
Figure 15. Path Following of Angular Position.
314
[1] A. Tayfun , "Dynamic Model And Optimal Control Of A Snake Robot: TAROBOT – 1," International Journal of
Scientific & Technology Research, vol. 4, no. 11, November 2015.
[2] H. Z. G. Z. J. Jin, "Counterweight-navigation of a Mobile Inspection Robot Working on the Ground Wires,"
Proceedings of the IEEE International Conference on Automation and Logistics, pp. 278-282, 2009.
[3] F. L. Z. W. S. X. S. C. L. Wang, "Development of a Practical Power Transmission Line Inspection Robot Based on
a Novel Line Walking Mechanism," IEEE International Conference on Automation Science and Engineering
(CASE), pp. 18-22, 2010.
[4] M. K. C. K. H. J. Y. J. Lee, "Design of the Link Structure of an Inspection Robot to Pass an Obstacle on a Four
Conductor Transmission Line," IEEE/SICE International Symposium on System Integration (SII), pp. 16-18, 2012.
[5] E. B. T. Lorimer, "A Simple Robot Manipulator Able to Negotiate Power Line Hardware, 2nd International
Conference on Applied," Robotics for the Power Industry, pp. 120-125, 2012.
[6] H. W. Y. J. N. X. J. X. X. Yue, "Research on a Novel Inspection Robot Mechanism for Power Transmission Lines,"
Conference on Robotics and Biomimetics, pp. 120-125, 2015.
[7] Y. H. J. H. K. H. M. F. Y. Xu, "Design and Application of a New Wheel-Based Cable Inspection Robot," IEEE
International Conference on Robotics and Automation, vol. 22, pp. 4909-4914, 2011.
[8] K. H. Cho, Y. Hoon Jin, H. M. Kim and H. Moon, "Caterpillar-based Cable Climbing Robot for Inspection of
Suspension Bridge Hanger Rope," IEEE International Conference on Automation Science and Engineering (CASE),
pp. 1059-1062, 2013.
[9] S. M. N. Pouliot, "Geometric Design of the Linescout, a Teleoperated Robot for Power Line Inspection and
Maintenance," IEEE International Conference on Robotics and Automation, pp. 3970-3977, 2008.
[10] W. H. Z. M. S. Cuilian, "Vibration Analysis of Obstacle-avoidance for EHV Power Transmission Lines Inspection
Robot," The 33rd Annual Conference of the IEEE Industrial Electronics Society, pp. 2824-2828, 2007.
[11] S. V. R. M. S. M. Jayatilaka, "Robonwire: Design and Development of a Power Line Inspection Robot," 16th
National Conference on Machines and Mechanisms, pp. 808-815, 2013.
[12] A. W. O. Salomon, "Inclined Links Hyper-redundant Elephant Trunk Like Robot," Journal of Mechanisms and
Robotics, vol. 4, 2012.
[13] M. S. L. B. W. M. G. Xian, "Locomotion Control of a Snake-like Robot Based on Velocity Disturbance,"
International Conference on Robotics and Biomimetics, pp. 582-587, 2014.
[14] "Inverse Kinematics of a 10 dof Modular Hyper-redundant Robot Resorting to Exhaustive and Error-Optimization
Methods," Brazilian Robotics Symposium and Latin American Robotics Symposium, pp. 125-130, 2012.
[15] W. Y. W. D. Z. Du, "Kinematics Modeling and Performance Optimization of a Kinematic-mechanics Coupled
Continuum Manipulator," Mechatronics, vol. 31, pp. 196-204, October 2015.
[16] B. Y. B. B. E. F. F. S. R. David, "Design and Architecture of a Series Elastic Snake Robot," International
Conference on Intelligent Robots and Systems, pp. 4630-4636, 2014.
[17] D. T. Y. H. J. W. Yeola, "Design and Analysis of a Multiple Tentacle System for Mobile Manipulation in Micro
Aerial Vehicles," IEEE International Symposium on Robotics and Intelligent Sensors, pp. 7-13, 2016.
[18] K. T. T. Motoyasu, "Control of a Snake Robot for Ascending and Descending Steps," IEEE Transactions on
Robotics, vol. 31, pp. 511-521, 2015.
[19] P. Y. X. L. L. X. R. Y. L. H. L. Yanzheng, "Research on Redundancy Control System for Snake Robot," IEEE
Transactions on Robotics, pp. 226-231, 2012.
[20] T. K. P. Zuzanna, "Dynamics and Motion Planning of Trident," Journal of Intelligence Robotic and Systems, pp.
17-29, 2013.
[21] Y. P. L. X. X. L. Y. R. H. L. Yanzheng Li, "Research on Redundancy Control System fos Snake Robot," IEEE
International Conference on Mechatronics and Automation (ICMA 2012), pp. 226-231, 5 – 8 August 2012.
[22] S. M. B. L. a. M. W. X. Guo, "Locomotion Control of a Snake-like Robot Based on Velocity Disturbance," 2014
IEEE International Conference on Robotics and Biomimetics (ROBIO 2014), pp. 582-587, 2014.
315
[23] K. Tchon and J. Ratajczak, "General Lagrange-Type Jacobian Inverse for Nonholonomic Robotic Systems," IEEE
Transactions on Robotics, vol. 34, no. 1, February 2018.
[24] V. Duchaine, S. Bouchard and C. Gosselin, Motion control of a robot manipulator in free space based on model
predictive control, Université Laval, 2008, pp. 137-154.
[25] F. Y. Xu, X. S. Wang and P. P. Cao, "Design and Application of a New Wheel-Based Cable Inspection Robot,"
IEEE International Conference on Robotics and Automation, pp. 4909- 4914, 9-13 May 2011.

316
2570. MEDICIÓN DEL RENDIMIENTO DE ATLETAS CON DISCAPACIDAD EN CANOTAJE POLINÉSICO EN PERÚ
Lengua Huertas, César*1 y Velásquez Elguera, Mario*2
*Departamento de Ingeniería, Especialidad Ingeniería Mecatrónica
Pontificia Universidad Católica del Perú
Av. Universitaria 1801, San Miguel, Lima 32, Perú Web page : https://www.pucp.edu.pe/
e-mail1: [email protected], e-mail2: [email protected],
Palabras clave: Paracanotaje, Para Va’a, simulador biomecánico, análisis cinemático, rendimiento deportivo.
En el Perú, el 2.5% de personas con discapacidad practican algún deporte, por otra parte, la adaptación del canotaje
polinésico (Para Va’a) se incluyó en el programa olímpico, dando la oportunidad a nuevos atletas. Por lo tanto, existe la
necesidad de incentivar la práctica deportiva de forma accesible y mejorar la técnica de remado. Por esta razón, se propone
el uso de un simulador biomecánico que consiste en la adaptación versátil de una canoa individual y permite analizar la
técnica de remado, para ello se plantea como objetivo identificar parámetros cinemáticos para optimizar el rendimiento
deportivo de los atletas. La Federación Internacional de Canotaje (ICF) determina una clasificación para diversas
discapacidades de atletas. Es por ello, que mediante el estudio de un caso se cuantifican las diferencias de remado de un
atleta con y sin discapacidad. De esta forma, se identifica la brecha en el rendimiento deportivo.

317
2578. DISEÑO DE DISIPADORES DINÁMICOS DE VIBRACIONES UTILIZANDO
METAMATERIALES
DAMPERS DESIGN FOR MECHANICAL VIBRATIONS USING METAMATERIALS
J.A.G. Sánchez*1, C.Q. Ramírez2, F. V. G. Pereira1, F. D. L. Santos1
1Grupo de Pesquisa: Tecnologias Integradas e Engenharia Sustentável – TIES
Linha: Metamaterials and Structures Unifei - MSU
Instituto de Engenharia Mecânica - IEM
Universidad Federal de Itajubá
Av. BPS, 1303, Bairro Pinheirinho / Itajubá - MG / Brasil
e-mail: [email protected], [email protected], [email protected], [email protected], web page:
https://unifei.edu.br
2 Departamento de Engenharia de Estruturas – SET
Escola de Engenharia de São Carlos – EESC
Universidade de São Paulo - USP
Av. Trabalhador Sãocarlense, 400 / São Carlos - SP / Brasil
e-mail: [email protected], web page: http://www.set.eesc.usp.br/portal/pt/
Resumen
En ingenierías como mecánica, civil y aeronáutica uno de los principales desafíos encontrados consiste en desarrollar
mecanismos que disipen o atenúen de forma viable las vibraciones dinámicas. Por eso, se propone en este trabajo una
estructura de metamaterial, adaptada de amortiguadores de bicicleta, para diseñar una estructura disipadora que presente
bandas de parada. El principio de funcionamiento de este metamaterial es la manipulación de los caminos de deformación,
evitando la propagación de las vibraciones en las direcciones de aplicación de las fuerzas. Los metamateriales son
estructuras “artificiales” cuyas propiedades mecánicas son manipulables, proporcionando características físicas contra-
intuitivas y personalizables, las cuales se originan en la geometría de una célula base, y no en los materiales que la
componen. Los metamateriales han mostrado la eficiencia en la disipación de vibraciones cuando utilizadas células
periódicas y heterogéneas dentro de una estructura. Considerando que las células periódicas actúan como resonadores
internos en ella, aparecen intervalos de frecuencias donde las ondas no se propagan – bandas de parada. Con la geometría
propuesta son realizadas simulaciones dinámicas en el software comercial Ansys®. Se observó la aparición de bandas de
parada en la FRF de la fuerza de reacción que se encuentra en la misma dirección de la fuerza externa aplicada. Con esto,
el metamaterial propuesto es prometedor para diversas aplicaciones dentro de la ingeniería, como en muros estructurales,
sistemas de amortiguamiento de vehículos, entre otros.
Palabras clave: Metamateriales, bandas de parada, disipación de vibraciones.
Abstract
In civil, aeronautical and mechanical engineering, one of the main challenges is the control and damping of vibrations.
For this reason, we propose a structure of metamaterial, which is adapted from shock absorbers of bikes, to design a
damping structure that contains forbidden bandgaps. The functioning principle of this metamaterial is the addressing of
strain paths, avoiding that the vibrations propagate in the same directions in which the force were applied. Metamaterial
are man-made structures with tuneable mechanical properties that permit to obtain spurious physical properties, which are
originate from their geometry distribution rather than their material constituent. With the proposed metamaterial were
realized dynamic simulations in the commercial software Ansys®. Forbidden bandgaps were observed in the FRF of
reaction force in the same direction of external force. By this, the proposed metamaterial can have several applications in
engineering, such as structural walls and shock absorber systems for vehicles.
Keywords: Metamaterial, stop bandgaps, damping.

318
Introducción
Los metamateriales son estructuras diseñadas,
consistiendo frecuentemente de células periódicas
construidas en bloques, que presentan propiedades que
difieren y superan a los materiales constituyentes
(Bertoldi, et al., 2017). Los metamateriales permiten
controlar y obtener comportamientos físicos
considerados raros e incluso imposibles, como por
ejemplo índices de refracción negativos, coeficientes de
disipación térmica negativos o coeficientes de Poisson
negativos.
Entre las aplicaciones de los metamateriales en la
ingeniería se destaca, en este trabajo, la capacidad que
estos poseen para disipar, atenuar y filtrar vibraciones de
baja frecuencia. En el área de vibraciones, los
metamateriales han sido de gran interés, pues dada su
periodicidad y heterogeneidad presentan un
comportamiento poco común denominado bandas de
parada (forbidden bandgaps), que evita la propagación
de vibraciones en determinadas larguras de banda, lo
cual se denomina [2].
Adicionalmente, los metamateriales también permiten
controlar y manipular los caminos de las cargas y los
modos de deformación, permitiendo por ejemplo, que
elementos de columnas bajo compresión sufran
rotaciones alrededor de du propio eje longitudinal – los
cuales son desplazamientos típicos de la torsión y no de
la compresión [3].
Así, en este trabajo se busca vincular el fenómeno de
bandas de parada con el control de los caminos de
deformación y de cargas para proponer y evaluar una
célula, inspirada en mecanismos de suspensión de
bicicletas, la cual evite la transmisión de vibraciones
longitudinales, ya sea por absorción o por
transformación de las componentes de vibración.
1.1. Disipación dinámica con metamateriales
Los metamateriales han abierto una nueva forma de
abordar los estudios relacionados a la propagación de
ondas, sean estas elásticas, acústicas, electromagnéticas,
entre otras. Siendo que, diversos estudios han
encontrado rangos de anchos de banda en los cuales las
ondas no se propagan [4], [5]. Estos intervalos de
frecuencias son denominadas “frecuencias de parada”.
Esta propiedad permite controlar la propagación de
ondas, lo que ha posibilitado la abertura de diversas
aplicaciones tecnológicas e nuevas investigaciones en el
tratamiento de ondas [2].
El fenómeno de propagación de ondas en medios
periódicos fue analizado inicialmente por Sigalas y
Economou [4] [5]. Los autores analizaron la
Materiales y métodos
Fue diseñado un metamaterial cuya célula base es la
combinación de barras de suspensión de bicicletas y
placas cuadradas, las cuales funcionan como elementos
de masa. La Figura 18 muestra la estructura global, del
lado izquierdo de esta figura es mostrada la vista en
perfil - plano YZ, en el centro la vista frontal – plano YX,
y finalmente del lado derecho se muestra la vista
isométrica. La propuesta para la célula básica es la
combinación de una placa con cuatro barras. La
estructura global es formada por la repetición de cuatro
células de metamaterial. Fueron analizadas tres tipos de
células, variando las barras componentes. Como
complemento de la célula del metamaterial, son
utilizadas placas cuadradas de 80x80x20 mm, las cuales
ejercen la función de elementos másicos y permiten la
aparición de bandas de parada.
Figura 16 Modelo geométrico – Estructura global. Fuente:
elaboración propia.
El primer tipo de célula utiliza una barra cilíndrica,
uniforme en toda su longitud, mostrada en la Figura 17.
Esta estructura fue simulada para identificar los picos de
la FRF, sirviendo como referencia de comparación.
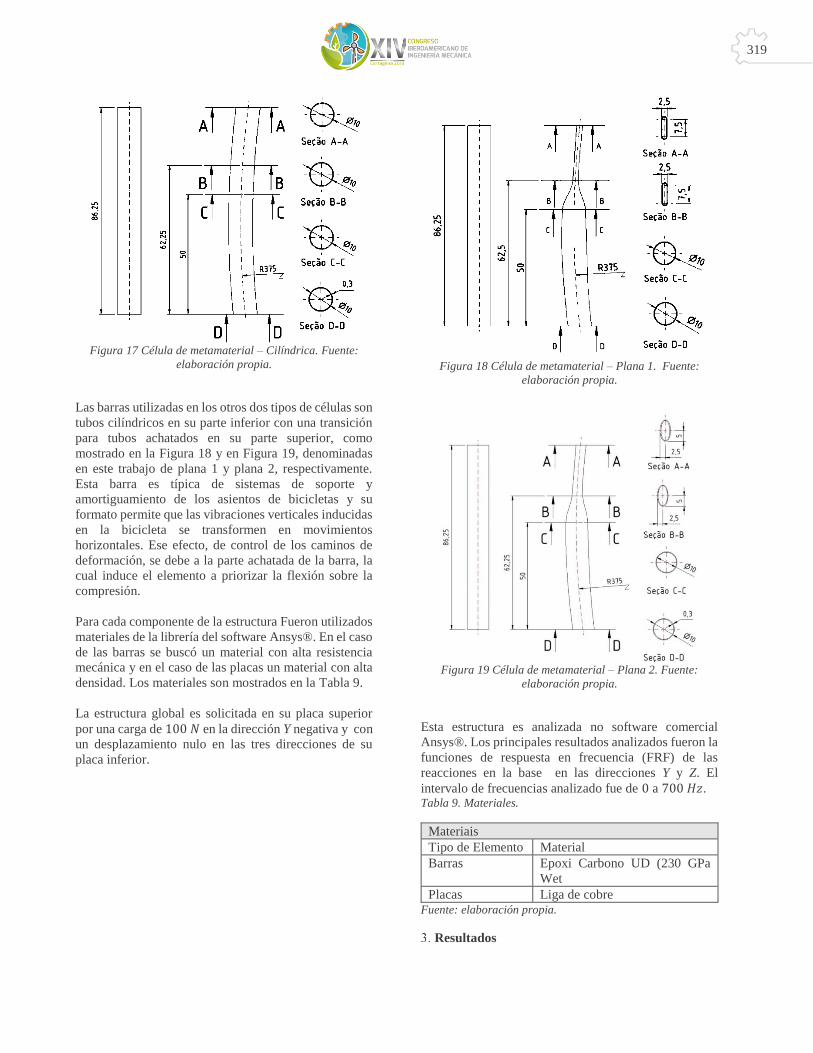
319
Figura 17 Célula de metamaterial – Cilíndrica. Fuente:
elaboración propia.
Las barras utilizadas en los otros dos tipos de células son
tubos cilíndricos en su parte inferior con una transición
para tubos achatados en su parte superior, como
mostrado en la Figura 18 y en Figura 19, denominadas
en este trabajo de plana 1 y plana 2, respectivamente.
Esta barra es típica de sistemas de soporte y
amortiguamiento de los asientos de bicicletas y su
formato permite que las vibraciones verticales inducidas
en la bicicleta se transformen en movimientos
horizontales. Ese efecto, de control de los caminos de
deformación, se debe a la parte achatada de la barra, la
cual induce el elemento a priorizar la flexión sobre la
compresión.
Para cada componente de la estructura Fueron utilizados
materiales de la librería del software Ansys®. En el caso
de las barras se buscó un material con alta resistencia
mecánica y en el caso de las placas un material con alta
densidad. Los materiales son mostrados en la Tabla 9.
La estructura global es solicitada en su placa superior
por una carga de 100 𝑁 en la dirección Y negativa y con
un desplazamiento nulo en las tres direcciones de su
placa inferior.
Figura 18 Célula de metamaterial – Plana 1. Fuente:
elaboración propia.
Figura 19 Célula de metamaterial – Plana 2. Fuente:
elaboración propia.
Esta estructura es analizada no software comercial
Ansys®. Los principales resultados analizados fueron la
funciones de respuesta en frecuencia (FRF) de las
reacciones en la base en las direcciones Y y Z. El
intervalo de frecuencias analizado fue de 0 a 700 𝐻𝑧. Tabla 9. Materiales.
Materiais
Tipo de Elemento Material
Barras Epoxi Carbono UD (230 GPa
Wet
Placas Liga de cobre Fuente: elaboración propia.
Resultados
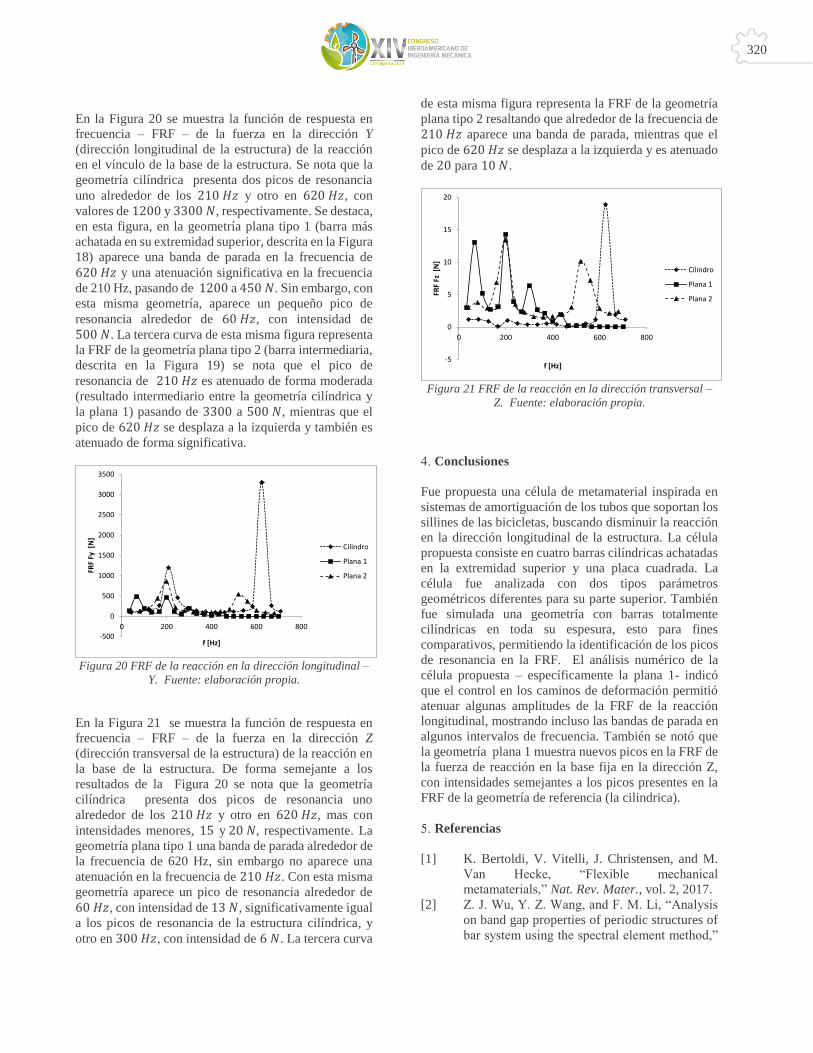
320
En la Figura 20 se muestra la función de respuesta en
frecuencia – FRF – de la fuerza en la dirección Y
(dirección longitudinal de la estructura) de la reacción
en el vínculo de la base de la estructura. Se nota que la
geometría cilíndrica presenta dos picos de resonancia
uno alrededor de los 210 𝐻𝑧 y otro en 620 𝐻𝑧, con
valores de 1200 y 3300 𝑁, respectivamente. Se destaca,
en esta figura, en la geometría plana tipo 1 (barra más
achatada en su extremidad superior, descrita en la Figura
18) aparece una banda de parada en la frecuencia de
620 𝐻𝑧 y una atenuación significativa en la frecuencia
de 210 Hz, pasando de 1200 a 450 𝑁. Sin embargo, con
esta misma geometría, aparece un pequeño pico de
resonancia alrededor de 60 𝐻𝑧, con intensidad de
500 𝑁. La tercera curva de esta misma figura representa
la FRF de la geometría plana tipo 2 (barra intermediaria,
descrita en la Figura 19) se nota que el pico de
resonancia de 210 𝐻𝑧 es atenuado de forma moderada
(resultado intermediario entre la geometría cilíndrica y
la plana 1) pasando de 3300 a 500 𝑁, mientras que el
pico de 620 𝐻𝑧 se desplaza a la izquierda y también es
atenuado de forma significativa.
Figura 20 FRF de la reacción en la dirección longitudinal –
Y. Fuente: elaboración propia.
En la Figura 21 se muestra la función de respuesta en
frecuencia – FRF – de la fuerza en la dirección Z
(dirección transversal de la estructura) de la reacción en
la base de la estructura. De forma semejante a los
resultados de la Figura 20 se nota que la geometría
cilíndrica presenta dos picos de resonancia uno
alrededor de los 210 𝐻𝑧 y otro en 620 𝐻𝑧, mas con
intensidades menores, 15 y 20 𝑁, respectivamente. La
geometría plana tipo 1 una banda de parada alrededor de
la frecuencia de 620 Hz, sin embargo no aparece una
atenuación en la frecuencia de 210 𝐻𝑧. Con esta misma
geometría aparece un pico de resonancia alrededor de
60 𝐻𝑧, con intensidad de 13 𝑁, significativamente igual
a los picos de resonancia de la estructura cilíndrica, y
otro en 300 𝐻𝑧, con intensidad de 6 𝑁. La tercera curva
de esta misma figura representa la FRF de la geometría
plana tipo 2 resaltando que alrededor de la frecuencia de
210 𝐻𝑧 aparece una banda de parada, mientras que el
pico de 620 𝐻𝑧 se desplaza a la izquierda y es atenuado
de 20 para 10 𝑁.
Figura 21 FRF de la reacción en la dirección transversal –
Z. Fuente: elaboración propia.
Conclusiones
Fue propuesta una célula de metamaterial inspirada en
sistemas de amortiguación de los tubos que soportan los
sillines de las bicicletas, buscando disminuir la reacción
en la dirección longitudinal de la estructura. La célula
propuesta consiste en cuatro barras cilíndricas achatadas
en la extremidad superior y una placa cuadrada. La
célula fue analizada con dos tipos parámetros
geométricos diferentes para su parte superior. También
fue simulada una geometría con barras totalmente
cilíndricas en toda su espesura, esto para fines
comparativos, permitiendo la identificación de los picos
de resonancia en la FRF. El análisis numérico de la
célula propuesta – específicamente la plana 1- indicó
que el control en los caminos de deformación permitió
atenuar algunas amplitudes de la FRF de la reacción
longitudinal, mostrando incluso las bandas de parada en
algunos intervalos de frecuencia. También se notó que
la geometría plana 1 muestra nuevos picos en la FRF de
la fuerza de reacción en la base fija en la dirección Z,
con intensidades semejantes a los picos presentes en la
FRF de la geometría de referencia (la cilindrica).
Referencias
[1] K. Bertoldi, V. Vitelli, J. Christensen, and M.
Van Hecke, “Flexible mechanical
metamaterials,” Nat. Rev. Mater., vol. 2, 2017.
[2] Z. J. Wu, Y. Z. Wang, and F. M. Li, “Analysis
on band gap properties of periodic structures of
bar system using the spectral element method,”
-500
0
500
1000
1500
2000
2500
3000
3500
0 200 400 600 800
FRF
Fy [
N]
f [Hz]
Cilindro
Plana 1
Plana 2
-5
0
5
10
15
20
0 200 400 600 800
FRF
Fz [
N]
f [Hz]
Cilindro
Plana 1
Plana 2
321
Waves in Random and Complex Media, vol. 23,
no. 4, pp. 349–372, 2013.
[3] T. Frenzel, M. Kadic, and M. Wegener,
“Supplementary Materials for Three-
dimensional mechanical metamaterials with a
twist,” Science (80-. )., vol. 358, no. 6366, pp.
1027–1032, 2017.
[4] M. . Sigalas and E. N. Economou, “Elastic and
Acoustic Wave Band Structure,” vol. 158, pp.
377–382, 1992.
[5] M. Sigalas and E. N. Economou, “Band
Structure of Elastic Waves in Two Dimensional
Systems,” Solid State Commun., vol. 86, no. 3,
pp. 141–143, 1993.

322
5.1. 2597. EFECTO DE LAS MEZCLAS DIÉSEL-ETANOL-RICINO SOBRE EL PROCESO DE COMBUSTIÓN Y EL CONSUMO DE COMBUSTIBLE DE UN MOTOR DE ENCENDIDO POR COMPRESIÓN
Julio Cuisano1, Solin Puma2
1,2Grupo de Innovación en Tecnología Energética y Ambiental (Gi–TEAM),
Departamento de Ingeniería, Pontificia Universidad Católica del Perú, Perú.
E-mails: [email protected], [email protected]
Palabras clave: diésel; etanol; aceite de ricino; combustión; consumo
específico de combustible.
Los efectos del etanol anhidro (E) y aceite de ricino (R) mezclados al combustible diésel (D), conteniendo comercialmente 5% de biodiesel en volumen, fueron investigados experimentalmente para evaluar el proceso de combustión y el consumo específico de combustible (cec) en un motor de encendido por compresión, sobrealimentado, seis cilindros. El aceite de ricino incrementó el total del biodiesel y fue utilizado para compensar la baja lubricidad y estabilidad de las mezclas conteniendo etanol. En total, se utilizaron cuatro mezclas, variando el contenido del diésel a partir del 100% (D100) hasta el 85% v/v (D85), obteniéndose las siguientes composiciones: D100E0R0, D95E4.5R0.5, D90E9.0R1.0 y D85E13.5R1.5. Las pruebas experimentales fueron realizadas en condiciones estacionarias, a 1800 rpm, seis valores de torque efectivo (40, 80, 120, 160, 200 y 240 N.m) y tres condiciones de presión del aire de admisión (100, 90 y 80 kPa, medidos a la entrada del turbocompresor). De modo general, los resultados obtenidos muestran que las mezclas conteniendo etanol causan un mayor retraso al inicio de la combustión, siendo este efecto más notorio a menor régimen de giro. Además, la restricción del aire de admisión a la entrada del turbocompresor, ocasionó un mayor retraso de la auto-ignición y mayores emisiones contaminantes (CO
2, CO y NO
X). En algunas
condiciones de funcionamiento, el mayor retraso también conllevó a un aumento en la tasa de aumento de presión dentro del cilindro. Con todo ello, el mejor aprovechamiento de la energía contenida en la mezcla combustible correspondió a la composición D95E4.5R0.5.

323

324
2604. EVOLUCIÓN DE LA TEXTURA DEL Ti6Al4V ELI BAJO COMPRESIÓN ISOTÉRMICA
TEXTURE EVOLUTION OF TI6AL4V ELI UNDER ISOTHERMAL COMPRESSION
Sergio C. Garzón Pérez1, Diana M. López Ochoa2, André P. Tschiptschin3, Dany M. Centeno Andrade4
1Departamento de Ingeniería Mecánica, Universidad Nacional de Colombia – Sede Medellín, Colombia. Email:
[email protected] 2Grupo de Tribología y Superficies (GTS), Departamento de Ingeniería Mecánica, Universidad Nacional de Colombia – Sede
Medellín, Colombia. Email: [email protected] 3Departamento de Engenharia Metalúrgica e de Materiais, Universidade de São Paulo, Brasil. Email: [email protected]
4Departamento de Engenharia Metalúrgica e de Materiais, Universidade de São Paulo, Brasil. Email: [email protected]
Resumen
En este trabajo fueron evaluadas la evolución de la microestructura y textura de la aleación Ti6Al4V ELI durante el
procesamiento por compresión isotérmica en caliente y su relación con el fenómeno de recristalización dinámica,
evaluándolo por medio de la técnica de EBSD. Los ensayos se llevaron a cabo en simulador termomecánico Gleeble 3800,
con barriles de 6 mm de alto y 4 mm de diámetro.
La evolución de los componentes de textura fue evaluada a 900°C usando diferentes tasas de deformación (0.1s-1 y 1s-1 y
de enfriamiento (0,2 °C/s, 1 °C/s y 7 °C/s). Bajo una tasa de deformación de 0,1s-1, se observe un incremento en la
intensidad de las texturas de alfa, mientras que a 1s-1 estos valores se mantuvieron constantes. Por otro lado, las tasas de
enfriamiento influenciaron la desorientación de los límites de grano alfa-beta y las orientaciones modales, donde tasas de
0,2°C/s y 1°C/s tuvieron una mayor frecuencia de desorientación de 30°to 45° y la presencia y la presencia de la fibra {0
0 0 1}.
Finalmente, considerando las curvas de esfuerzo deformación, la baja fracción LAGB y los parámetros estereológicos de
los granos, se halló que el efecto del trabajo en caliente sobre las muestras fue principalmente producto de la
recristalización dinámica (DRX) y los efectos de las tasas de enfriamiento.
Palabras clave: Textura, Ti6Al4V, Recristalización dinámica, Trabajo en caliente, Tasa de enfriamiento.
Abstract
In this work, the microstructure and texture evolution of Ti6Al4V ELI during isothermal hot compression and its
relationship with the dynamic recrystallization phenomena evaluated through EBSD technique. The tests were or carried
out in a Gleeble 3800 thermomechanical simulator with barrels with length and diameter of 6 and 4 mm respectively.
The evolution of the texture components was evaluated at 900°C using different strain (0.1s-1 and 1s-1) and cooling rates
(0,2 °C/s, 1 °C/s and 7 °C/s). Using a strain rate of 0,1s-1, it was observed an increase in the intensity of alpha texture,
while with 1s-1 these values kept constants. In the other hand, cooling rates influence the misorientation of alpha-beta
grain boundaries and modal orientations, where rates of 0,2°C/s and 1°C/s had a more frequent misorientation of 30°to
45° and the presence of {0 0 0 1} fiber.
Finally, considering the strain-stress curves behavior, the short fraction of LAGB and the stereological parameters of the
grains, it was founded that the hot work effects over the samples were the product mainly of a dynamic recrystallization
process (DRX) and the effects of the cooling rates.
Keywords: : Texture, Ti6Al4V, Dynamic recrystallization, Hot work, Cooling Rate
325
Introduction
Titanium alloys are widely recognized for low density,
high strength and corrosion resistance. Properties that
have made them suitable for aerospace and biomedical
industries [1]. A better understanding of the behavior of
plastic deformation of these alloys has been under study
of researchers and industry. In a first place, looking for
controlling the microstructure and crystallographic
texture to achieve an optimum of mechanical properties
or any other anisotropy dependent property [2].
Secondly, due to the potential of forging titanium alloys
providing a near net shaped part with minimal need for
machining [3].
Hot isothermal compression as an approximation of hot
isothermal forge allows understanding the phenomena
behind the technological aspects mentioned before. In
this work Ti6Al4V ELI alloy was treated under hot
isothermal compression at 900°C suffering an allotropic
transformation of the alpha phase with a hexagonal
close-packed (hcp) microstructure to a beta phase with
body centered cubic one (bcc) [4]. At this temperature,
the fraction of beta increase from less than 10% at room
temperature to around 60% [5], which implies that
crystallographic texture has a share influence of
deformation mechanisms and softening mechanisms in
both phases [6].
The effects of this thermo-mechanical processing (TMP)
were analyzed considering the evolution of stress-strain
curve during the hot isothermal compression, which
shows Dynamic Recrystallization (DRX) as the main
softening mechanism during deformation of samples.
Further analysis was done, first, based on EBSD data
was considered the stereological parameters of alpha
grains, to identify grain refinement and coarsening due
to the cooling rates over samples, second, a grain
boundary misorientation analysis, which shows that
largest fraction alpha grain boundaries was high-angle
grain boundaries (HAGB), a clear sign of DRX [7].
Finally, the texture evolution was evaluated with the
pole figures, identifying the modal orientations and
relating with their closer texture components and fibers,
seeking relations with the TMP.
Experimental Procedure
7.1. Materials and Treatment
The titanium alloy employed in this research was a
Ti6Al4V Extra Low Interstitial (ELI) or Ti Grade 23
supply by Magellan Metals. According to the supplier,
the alloy was annealed at 1300°F (704°C) for 2 hours,
the chemical composition is presented in Error!
Reference source not found..
As shown in Figure 2, the samples had an initial length
of 6 mm a diameter of 4 mm each one. They were
compressed a 35% in the thermomechanical simulator
Gleeble 3800 of the National Center of Research of
Energy and Materials (CNPEM) in Campinas, Brazil.
The conditions of the experiments are detailed in the
Table 1.
Figure 2. Samples of Ti6Al4V ELI a) before and b) after
hot compression. Source: Authors.
Table 1. Parameters of hot compression experiments.
Sample
Holding
Temperatu
re (°C)
Compression
Rate 휀 (s-1)
Cooling
Rate (°C/s)
S0 As-received sample
S90-01-1
900
0,1 1
S90-01-7 7
S90-1-1 1
1
S90-1-02 0,2 Source: Authors.
7.2. Texture and Microstructure Measurement
The texture and microstructure of the samples was
characterized with electron backscattered diffraction
(EBSD) method on a scanning electron microscope
(SEM, FEI Quanta 450 FEG) equipped with an EBSD
detector. On the other hand, the analysis of the collected
data was done by the open source software MTEX 5.2.0.
which allowed the processing of pole figures, orientation
maps and grain boundary misorientation
distributions[8].
The EBSD scans were done by captures of 25 µm x 25
µm over the transversal section of the samples, these
scans were carried out applying an accelerating voltage
of 20keV, a working distance of 20 mm, and a step size
of 0.08 µm, with the samples tilted at 70°.
For achieving the necessary finish for EBSD, these
samples were prepared using the next sequence of
grinding and polishing: Grinding with abrasive papers of
grit size 320, 600 and 1200, then, polishing by cloth
discs with diamond suspensions of 6 and 3 microns,

326
immersing before and after each polishing in Kroll (92%
H2O: 6% HNO3; 2% HF) for 10 to 15 seconds or until
was got an opaque finish. Finally, it was done a
polishing with a suspension of silica of 0.05 microns and
10% of hydrogen peroxide (30% diluted) in a Minimet
with a speed of 25 RPM and a force of 5 N for 90
minutes or until get a mirror finish.
Results and Discussion
8.1. Compression test and Microstructure Evolution
Figure 3. Hot Compression Stress Strain Curves a) and b) at
900°C, strain rate of 0,1 s-1, and c) and b) curves at 900°C,
strain rate of 1,0 s-1 Source: Authors.
Figure 3 Stress strain curves show that samples with a
higher rate of deformation get higher levels of stress, due
to a shorter time for rearranging of the dislocations in the
material. Furthermore, each one of the curves has a
noticeable stress peak (𝜎𝑃); that achieved values for the
sample S90-01-1 of 37,5 MPa and for S90-01-7 of 43,3
MPa, while, sample S90-1-1 achieved 86,0 MPa and
S90-1-02 80,8 MPa; which is followed by a stress drop,
a clear signal of DRX in them.
One of the driven forces that made possible the DRX is
the high percentage of HAGB of as received material, as
shown Figure 5 a), which allows high mobility of the
grain boundaries during the compression. After it, for
samples treated with a 휀 of 0,1 s-1 is expected a higher
quantity of nucleation points than samples with 휀 of 1 s-
1 due to the longest time for movement of grain
boundaries, increasing the grade of DRX, as mentioned
Yang in previous works [2]. From this point, the cooling
rate define the evolution of microstructure, where the
softening mechanisms manifest by static processes
(Recrystallization (RX), Recovery (RC) and Grain
Coarsening (GC)).
To evaluate the microstructure evolution, it was checked
the stereological parameters and the magnitude of grain
boundary misorientation angles. In the first case, the
grain size and elongation factor allow to identify the
difference between RX, RC and GC, where a refinement
of grain is associated with DRX and RX. In contrast, the
increase in the grain size is associated with continuous
dynamic recrystallization (CDRX) due to a low rate of
deformation and a high temperature or GC due to a low
rate of cooling. Instead, DRC and RC show an increase
in the elongation factor of grains[9].
As alpha phase represents around 90% of the volume
fraction of the maps, there was only considered the
stereological parameters of this phase, which are
summarized in
Table 2. These results show that except for sample S90-
1-02, all the samples suffered grain refinement,
confirming the RX over them. Also, it was found slight
evidence of DRC for S90-1-1 due to an increase of the
elongation factor. Instead, the S90-1-02 sample shows
GC. This fact is associated with a lower rate of cooling
during this essay, with respect to the other samples,
which allows a prolongate grain growth of the nucleated
grains during the DRX. This behavior was detected
before by other authors [10], however, in their case, it
started at cooling rates under 0,06°C/s and with a
lamellar as-received microstructure instead the equiaxial
of this work.
Table 2. Stereological parameters of alpha phase of hot
compressed samples and percentage of grains with
diameter less than 1 µ
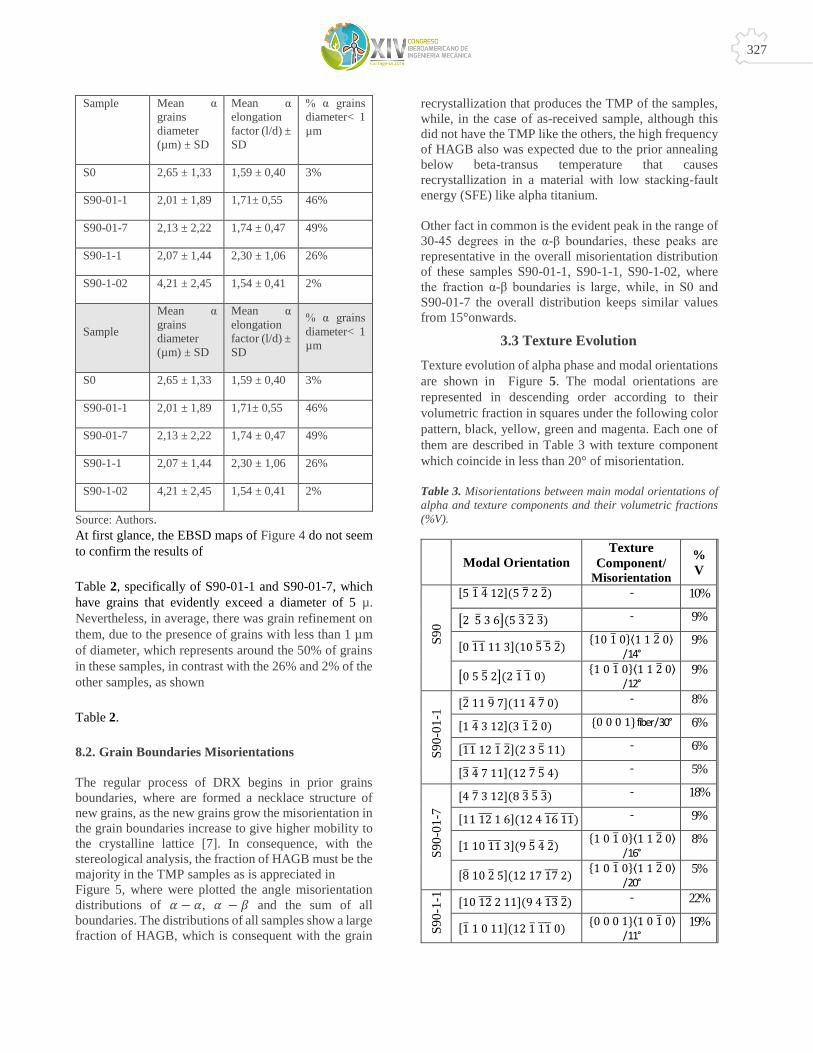
327
Sample Mean α
grains
diameter
(µm) ± SD
Mean α
elongation
factor (l/d) ±
SD
% α grains
diameter< 1
µm
S0 2,65 ± 1,33 1,59 ± 0,40 3%
S90-01-1 2,01 ± 1,89 1,71± 0,55 46%
S90-01-7 2,13 ± 2,22 1,74 ± 0,47 49%
S90-1-1 2,07 ± 1,44 2,30 ± 1,06 26%
S90-1-02 4,21 ± 2,45 1,54 ± 0,41 2%
Sample
Mean α
grains
diameter
(µm) ± SD
Mean α
elongation
factor (l/d) ±
SD
% α grains
diameter< 1
µm
S0 2,65 ± 1,33 1,59 ± 0,40 3%
S90-01-1 2,01 ± 1,89 1,71± 0,55 46%
S90-01-7 2,13 ± 2,22 1,74 ± 0,47 49%
S90-1-1 2,07 ± 1,44 2,30 ± 1,06 26%
S90-1-02 4,21 ± 2,45 1,54 ± 0,41 2%
Source: Authors.
At first glance, the EBSD maps of Figure 4 do not seem
to confirm the results of
Table 2, specifically of S90-01-1 and S90-01-7, which
have grains that evidently exceed a diameter of 5 µ.
Nevertheless, in average, there was grain refinement on
them, due to the presence of grains with less than 1 µm
of diameter, which represents around the 50% of grains
in these samples, in contrast with the 26% and 2% of the
other samples, as shown
Table 2.
8.2. Grain Boundaries Misorientations
The regular process of DRX begins in prior grains
boundaries, where are formed a necklace structure of
new grains, as the new grains grow the misorientation in
the grain boundaries increase to give higher mobility to
the crystalline lattice [7]. In consequence, with the
stereological analysis, the fraction of HAGB must be the
majority in the TMP samples as is appreciated in
Figure 5, where were plotted the angle misorientation
distributions of 𝛼 − 𝛼, 𝛼 − 𝛽 and the sum of all
boundaries. The distributions of all samples show a large
fraction of HAGB, which is consequent with the grain
recrystallization that produces the TMP of the samples,
while, in the case of as-received sample, although this
did not have the TMP like the others, the high frequency
of HAGB also was expected due to the prior annealing
below beta-transus temperature that causes
recrystallization in a material with low stacking-fault
energy (SFE) like alpha titanium.
Other fact in common is the evident peak in the range of
30-45 degrees in the α-β boundaries, these peaks are
representative in the overall misorientation distribution
of these samples S90-01-1, S90-1-1, S90-1-02, where
the fraction α-β boundaries is large, while, in S0 and
S90-01-7 the overall distribution keeps similar values
from 15°onwards.
3.3 Texture Evolution
Texture evolution of alpha phase and modal orientations
are shown in Figure 5. The modal orientations are
represented in descending order according to their
volumetric fraction in squares under the following color
pattern, black, yellow, green and magenta. Each one of
them are described in Table 3 with texture component
which coincide in less than 20° of misorientation.
Table 3. Misorientations between main modal orientations of
alpha and texture components and their volumetric fractions
(%V).
Modal Orientation
Texture
Component/ Misorientation
%
V
S9
0
[5 1̅ 4̅ 12](5 7̅ 2 2̅) - 10%
[2 5̅ 3 6](5 3̅ 2̅ 3̅) - 9%
[0 11̅̅̅̅ 11 3](10 5̅ 5̅ 2̅) {10 1̅ 0}⟨1 1 2̅ 0⟩
/ 14° 9%
[0 5 5̅ 2](2 1̅ 1̅ 0) {1 0 1̅ 0}⟨1 1 2̅ 0⟩
/ 12° 9%
S9
0-0
1-1
[2̅ 11 9̅ 7](11 4̅ 7̅ 0) - 8%
[1 4̅ 3 12](3 1̅ 2̅ 0) {0 0 0 1} fiber / 30° 6%
[11̅̅̅̅ 12 1̅ 2̅](2 3 5̅ 11) - 6%
[3̅ 4̅ 7 11](12 7̅ 5̅ 4) - 5%
S9
0-0
1-7
[4 7̅ 3 12](8 3̅ 5̅ 3̅) - 18%
[11 12̅̅̅̅ 1 6](12 4 16̅̅̅̅ 11̅̅̅̅ ) - 9%
[1 10 11̅̅̅̅ 3](9 5̅ 4̅ 2̅) {1 0 1̅ 0}⟨1 1 2̅ 0⟩
/ 16° 8%
[8̅ 10 2̅ 5](12 17 17̅̅̅̅ 2) {1 0 1̅ 0}⟨1 1 2̅ 0⟩
/ 20° 5%
S9
0-1
-1
[10 12̅̅̅̅ 2 11](9 4 13̅̅̅̅ 2̅) - 22%
[1̅ 1 0 11](12 1̅ 11̅̅̅̅ 0) {0 0 0 1}⟨1 0 1̅ 0⟩
/ 11° 19%

328
[10 6 16̅̅̅̅ 5](6 7̅ 1 0) {1 1 2̅ 0}⟨1 1̅ 0 0⟩
/ 14° 13%
[9̅ 11 2̅ 2](12̅ 1 12) {1 0 1̅ 0}⟨0 0 0 1⟩
/ 13° 12%
S9
0-1
-
02 [1 1̅ 0 5](9 7̅ 2̅ 3̅) - 13%
[7̅ 6 1 6̅](4 10 14̅̅̅̅ 3) {0 0 0 1} fiber / 20° 11%
[3̅ 10̅̅̅̅ 13 4](10 7̅ 3̅ 0) {1 0 1̅ 0}⟨1 1 2̅ 0⟩ / 17°
9%
[0 1 1̅ 3](4 0 4̅ 1̅) {0 0 0 1} fiber / 29° 9%
Source: Authors.
Figure 4. Alpha phase EBSD maps of samples a) S0, c) S90-01-1, d) S90-01-7, e) S90-1-1, f) S90-1-02 and their b) orientation keys
for titanium α. Source: Authors.
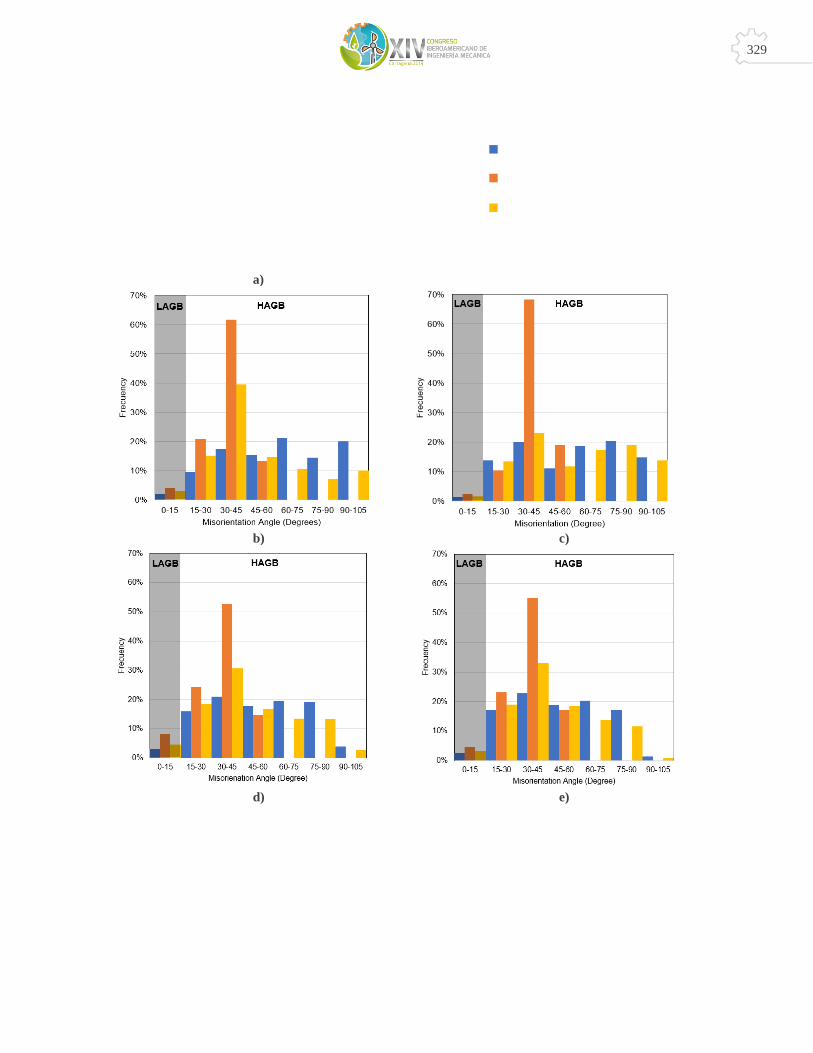
329
a)
b) c)
d) e)
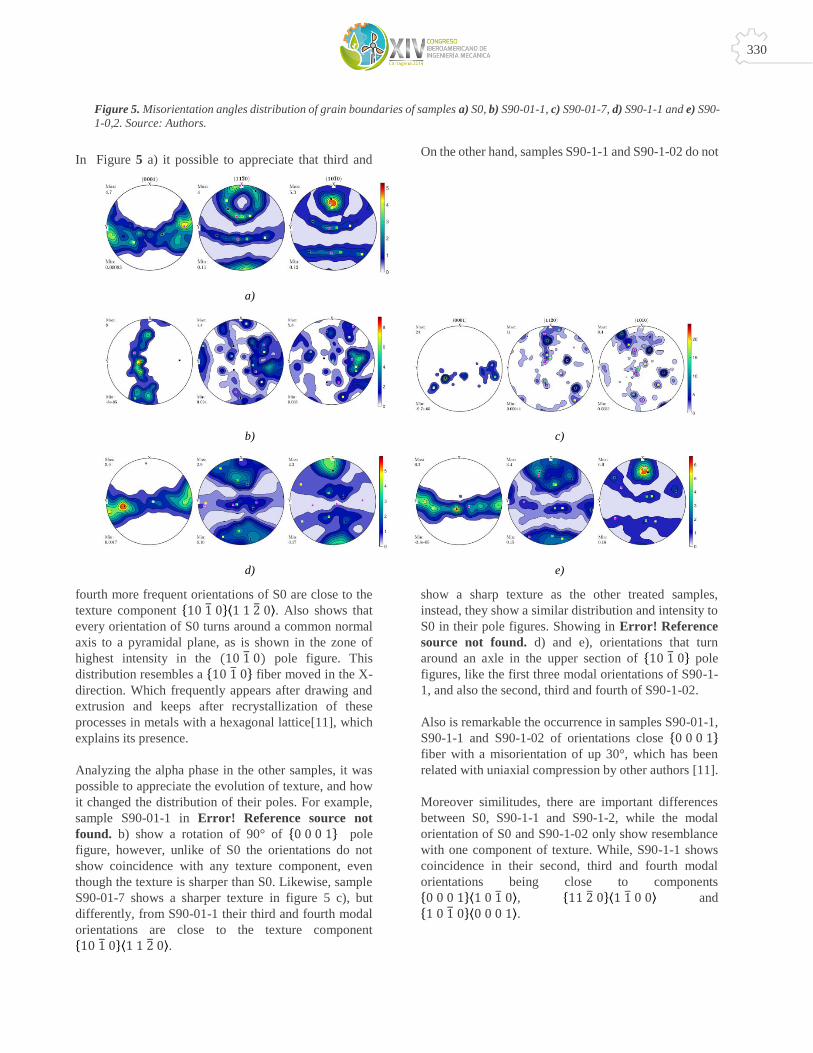
330
Figure 5. Misorientation angles distribution of grain boundaries of samples a) S0, b) S90-01-1, c) S90-01-7, d) S90-1-1 and e) S90-
1-0,2. Source: Authors.
In Figure 5 a) it possible to appreciate that third and
fourth more frequent orientations of S0 are close to the
texture component {10 1̅ 0}⟨1 1 2̅ 0⟩. Also shows that
every orientation of S0 turns around a common normal
axis to a pyramidal plane, as is shown in the zone of
highest intensity in the (10 1̅ 0) pole figure. This
distribution resembles a {10 1̅ 0} fiber moved in the X-
direction. Which frequently appears after drawing and
extrusion and keeps after recrystallization of these
processes in metals with a hexagonal lattice[11], which
explains its presence.
Analyzing the alpha phase in the other samples, it was
possible to appreciate the evolution of texture, and how
it changed the distribution of their poles. For example,
sample S90-01-1 in Error! Reference source not
found. b) show a rotation of 90° of {0 0 0 1} pole
figure, however, unlike of S0 the orientations do not
show coincidence with any texture component, even
though the texture is sharper than S0. Likewise, sample
S90-01-7 shows a sharper texture in figure 5 c), but
differently, from S90-01-1 their third and fourth modal
orientations are close to the texture component
{10 1̅ 0}⟨1 1 2̅ 0⟩.
On the other hand, samples S90-1-1 and S90-1-02 do not
show a sharp texture as the other treated samples,
instead, they show a similar distribution and intensity to
S0 in their pole figures. Showing in Error! Reference
source not found. d) and e), orientations that turn
around an axle in the upper section of {10 1̅ 0} pole
figures, like the first three modal orientations of S90-1-
1, and also the second, third and fourth of S90-1-02.
Also is remarkable the occurrence in samples S90-01-1,
S90-1-1 and S90-1-02 of orientations close {0 0 0 1} fiber with a misorientation of up 30°, which has been
related with uniaxial compression by other authors [11].
Moreover similitudes, there are important differences
between S0, S90-1-1 and S90-1-2, while the modal
orientation of S0 and S90-1-02 only show resemblance
with one component of texture. While, S90-1-1 shows
coincidence in their second, third and fourth modal
orientations being close to components
{0 0 0 1}⟨1 0 1̅ 0⟩, {11 2̅ 0}⟨1 1̅ 0 0⟩ and
{1 0 1̅ 0}⟨0 0 0 1⟩.
a)
b) c)
d) e)
. Figure 6. Pole figures of Ti6Al4V ELI ∝-phase of samples a) as received sample and hot compressed samples at b) 900°C, 0,1
s-1, 1°C/s, c) 900°C, 0,1 s-1, 7°C/s, d) 900°C, 1 s-1, 1°C/s, e) 900°C, 1 s-1, 0,2°C/s. with modal orientations represented by black,
yellow, green and magenta squares. Source: Authors
331
Conclusions
From the hot isothermal compression tests in Ti6Al4V
ELI was found that:
At a rate of deformation of 0,1 s-1 was generated a larger
fraction of refined grains than at 1 s-1, but with a
heterogenous distribution of grain sizes.
Cooling rate of 0.2°C/s generated a grain coarsening
from the initial equiaxed microstructure, showing that
initial microstructure plays an important role in its own
evolution, since, with a lamellar microstructure, GC,
after the same hot deformation was detected as of
0,06°C/s by other authors [10].
The grain boundary misorientation had a peak around
30° and 45° at cooling rates of 1°C/s and 0,2°C/s in
alpha-beta boundaries, also show a closeness with the {0 0 0 1} fiber , showing a relation between these
cooling rates and their orientation during DRX, that is
not possible to achieve at 7°C/s.
Even though the DRX phenomena, the effect of
deformation mechanism keeps present in the texture of
treated samples S90-01-1, S90-01-1, S90-1-1 and S90-
1-02 due to their closeness with {0 0 0 1} fiber.
A rate of deformation of 0,1s-1 promotes textures with
stronger textures, than a rate of 1s-1
Although the great number of coincidences with texture
components of the modal orientations of samples S90-1-
01 and S90-1-1 do not have a strong texture neither of
recrystallization nor of deformation.
References
[1] G. Lütjering and J. C.Williams, Titanium,
Segunda. Berlin, Heidelberg: Springer Berlin
Heidelberg, 2007.
[2] L. Q. Yang and Y. Q. Yang, “Deformed
microstructure and texture of Ti6Al4V alloy,”
Trans. Nonferrous Met. Soc. China (English
Ed., vol. 24, no. 10, pp. 3103–3110, 2014.
[3] A. Ducato, G. Buffa, L. Fratini, and R. Shivpuri,
“Dual phase titanium alloy hot forging process
design: experiments and numerical modeling,”
Adv. Manuf., vol. 3, no. 4, pp. 269–281, 2015.
[4] R. Wanhill and S. Barter, “Fatigue of Beta
Processed and Beta Heat-treated Titanium
Alloys,” pp. 1–7, 2012.
[5] M. Motyka, K. Krzysztof, J. Sieniawski, and W.
Ziaja, “Hot Plasticity of Alpha Beta Alloys,” in
Titanium Alloys -Towards Achieving Enhanced
Properties for Diversified Applications, 2012,
pp. 87–116.
[6] S. Roy, R. Madhavan, and S. Suwas,
“Crystallographic texture and microstructure
evolution during hot compression of Ti-6Al-4V-
0.1B alloy in the (α + β)-regime,” Philos. Mag.,
vol. 94, no. 4, pp. 358–380, 2014.
[7] Q. Guo-Zheng, “Characterization for Dynamic
Recrystallization Kinetics Based on Stress-
Strain Curves,” in Recent Developments in the
Study of Recrystallization, InTech, 2013.
[8] F. Bachmann, R. Hielscher, and H. Schaeben,
“Texture Analysis with MTEX – Free and Open
Source Software Toolbox,” Solid State
Phenom., vol. 160, pp. 63–68, Feb. 2010.
[9] B. Verlinden, J. Driver, I. Samajdar, and R. D.
Doherty, Thermo-Mechanical Processing of
Metallic Materials. Pergamon, 2007.
[10] R. Dąbrowski, “The Kinetics of Phase
Transformations During Continuous Cooling of
Ti6Al4V Alloy from the Diphase α + β Range,”
Arch. Metall. Mater., vol. 56, no. 2, pp. 217–
222, Jan. 2011.
[11] N. Batista De Lima, L. Guimarães de Lima, and
A. F. Padilha, “Texturas de recristalização,” in
Workshop sobre Textura e relaçoes de
orientação: Deformação Plástica,
Recristalizacão, Crescimento de Grão, São
Paulo: EPUSP, 2001, pp. 59–71.

332
2609. ESTRATEGIAS PASIVAS PARA LA MEJORA DE LAS CONDICIONES DE CONFORT
TÉRMICO EN UN PROYECTO DE VIVIENDA SOSTENIBLE PARTICIPANTE EN EL
CONCURSO SOLAR DECATHLON LATINOAMÉRICA Y EL CARIBE 2019
García, Lina M1; Navarro, Johana E2; Macías, Hugo A3
1,2Estudiante de Ingeniería Mecánica
3Docente del Departamento de Energética y Mecánica Universidad Autónoma de Occidente www.uao.edu.co
Cll 25#115-85, Km 2 Vía Cali-Jamundí, Colombia E-mail1: [email protected]
E-mail2: [email protected] E-mail3: [email protected]
Resumen
En esta investigación se evalúa el confort térmico y se implementan estrategias de mejora sostenibles para un proyecto de
vivienda de interés social participante en el concurso Solar Decathlon para Latinoamérica y el Caribe 2019, con sede en
la ciudad de Santiago de Cali, Colombia.
Inicialmente, se determina el índice de confort térmico para el primer diseño de la vivienda a través del modelo PPD-
PMV (siglas en inglés de Predicted Percentage Dissatisfied – Predicted Mean Vote) [1], con lo que se logra concluir que
las condiciones de temperatura, humedad y ventilación debían ser mejoradas para hacer habitable la construcción. Esto
sobre todo para las horas del mediodía, en las que en climas tropicales como el de Colombia, se presentan bajas
velocidades del viento y altos niveles de radiación solar [2]. De acuerdo con esto, se plantearon estrategias pasivas para
disminuir la carga térmica de los muros externos de la vivienda y proveer una adecuada renovación del aire, las cuales
fueron validadas a través de su aplicación en una estación experimental con condiciones geométricas y térmicas
semejantes a las del proyecto de vivienda.
En particular, se encuentra en la implementación de un climatizador ecológico construido con materiales reciclados y la
inclusión de una pared verde en una de las fachadas de la vivienda, alternativas de bajo presupuesto que aprovechan la
convección natural y mejoran el índice de confort térmico en la vivienda, evitando la utilización de sistemas mecánicos
para mantenerlo.
Palabras clave: Confort térmico, sostenibilidad, estrategias pasivas, climatizador natural, paredes verdes.
Abstract
In this research thermal comfort is evaluated and sustainable improvement strategies are implemented for a housing
project of social interest participating in the Solar Decathlon contest for Latin America and the Caribbean 2019, based in
the city of Santiago de Cali, Colombia.
Initially, the thermal comfort index for the first design of the dwelling is determined through the PPD-PMV (Predicted
Percentage Dissatisfied - Predicted Mean Vote) model [1], which concludes that the conditions of temperature, humidity
and ventilation had to be improved to make the construction habitable. This especially for the hours of the midday, in
which in tropical climates like the one of Colombia, presents low wind speeds and high levels of solar radiation [2].
According to this, passive strategies were proposed to reduce the thermal load of the external walls of the house and
provide an adequate air renewal, which were validated through its application in an experimental station with geometric
and thermal conditions similar to the of the housing project.
In particular, it is in the implementation of an ecological climate control built with recycled materials and the inclusion of
green walls in some housing facades, low budget alternatives that take advantage of natural convection and improve the
comfort index thermal insulation, avoiding the use of mechanical systems to maintain it.
Keywords: Thermal comfort, sustainability, passive strategies, natural climate control, green walls.

333
1. Introducción
Actualmente, la reducción del consumo energético
asociado al uso y construcción de los edificios y el
incremento de la eficiencia energética en el
acondicionamiento climático de los mismos, son
cuestiones que están recibiendo una gran atención, tanto
desde el punto de vista científico-técnico como desde el
empresarial [3]. El cumplimiento del objetivo de ahorro
energético no debe comprometer el bienestar de los
usuarios, requiriéndose entonces innovaciones en los
diseños constructivos y sistemas de climatización,
orientadas a proporcionar ambientes confortables desde
el punto de vista térmico, visual y de calidad de aire
óptima con el menor consumo de energía posible [1].
El confort térmico se define en la norma ISO 7730 como
“Esa condición de mente en la que se expresa la
satisfacción con el ambiente térmico” [4]. Las
expectativas de confort dependen de varias
circunstancias, como el lugar donde se encuentre el ser
humano, los motivos que hacen que se encuentre en
dicho lugar, la época del año, entre otras. Sin embargo,
según diversos estudios, aunque los climas, las
condiciones de vida y las culturas difieran bastante a lo
largo del mundo, la temperatura que la gente elige para
el confort bajo condiciones similares de vestimenta,
actividad, humedad y velocidad de aire son muy
parecidas [5].
Uno de los métodos más usados para el cálculo del
confort térmico es el del PMV (Predicted Mean Vote),
desarrollado por Polv Ole Fanger. Este método refleja la
opinión de un numeroso grupo de personas sobre la
sensación térmica experimentada durante estancias
prolongadas en determinadas condiciones termo-
higrométricas [1]. El PMV se mide según una escala de
siete valores que se presentan en la Tabla 1. Para
garantizar el confort, los distintos estándares
recomiendan mantener este índice a 0 con una tolerancia
de ±0.5 [6].
Tabla 1: Escala de valores del índice PMV
Fuente: P. Fanger, «Assessment of man’s thermal
comfort in practice,» British Journal of Industrial
Medicine, pp. 313-324, 1973.
Para el cálculo de este índice, son necesarias un total de
seis variables que se pueden observar en la Tabla 2.
Tabla 2: Variables que definen el índice PVM
Fuente: P. Fanger, «Assessment of man’s thermal
comfort in practice,» British Journal of Industrial
Medicine, pp. 313-324, 1973.
La actividad metabólica se puede definir como la
cantidad de energía gastada en un cierto periodo de
tiempo [1]. La temperatura del aire, la velocidad del aire
y la humedad relativa se obtienen de forma directa a
través de los correspondientes sensores o mediciones en
campo. Por otra parte, el grado de vestimenta y la
actividad metabólica no son variables medibles, ya que
dependen de la situación del usuario en el momento del
cálculo del PMV [1]. La temperatura media radiante es
el promedio de las temperaturas de las superficies
interiores del área donde se esté evaluando el confort
térmico. En general, suele ser similar a la del aire interior
[7].
Al considerar las paredes de la vivienda como una placa
plana, es posible determinar la temperatura de sus
superficies si se tiene en cuenta la Ecuación 1 que
modela la transferencia de calor a través de esta
geometría [8].
𝑄 =𝑇𝑠𝑖 − 𝑇𝑖
𝑅 (𝟏)
En donde 𝑇𝑠𝑖 representa la temperatura de la superficie
externa de la pared y 𝑇𝑖 es la temperatura de su superficie
interna. R representa la resistencia térmica que se opone
a la transferencia de calor, que puede ser de conducción
y se observa en la Ecuación 2 [8].
𝑅 =𝐿
𝑘 ∗ 𝐴 (𝟐)
Donde k es la conductividad térmica del material, L es el
espesor de la pared y A es el área de sección transversal
sometida al flujo de calor. La resistencia térmica
también puede darse por convección entre un fluido y
una superficie de la pared, esta se presenta en la
Ecuación 3 [8].
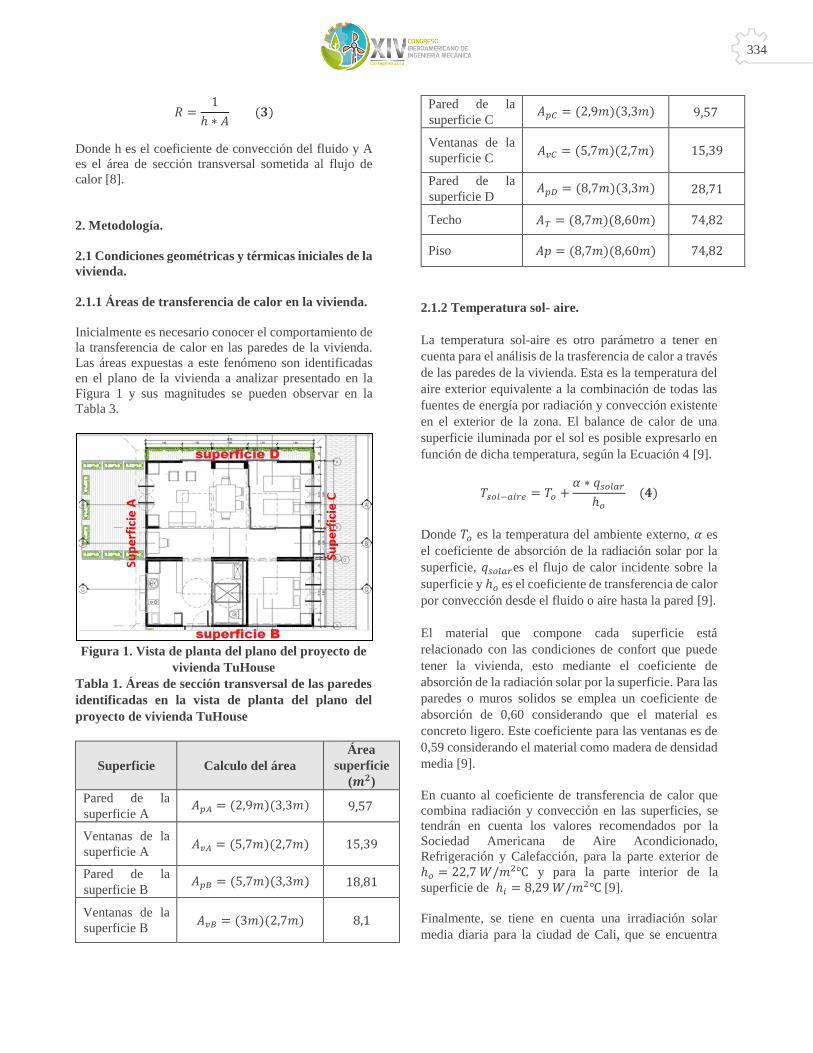
334
𝑅 =1
ℎ ∗ 𝐴 (𝟑)
Donde h es el coeficiente de convección del fluido y A
es el área de sección transversal sometida al flujo de
calor [8].
2. Metodología.
2.1 Condiciones geométricas y térmicas iniciales de la
vivienda.
2.1.1 Áreas de transferencia de calor en la vivienda.
Inicialmente es necesario conocer el comportamiento de
la transferencia de calor en las paredes de la vivienda.
Las áreas expuestas a este fenómeno son identificadas
en el plano de la vivienda a analizar presentado en la
Figura 1 y sus magnitudes se pueden observar en la
Tabla 3.
Figura 1. Vista de planta del plano del proyecto de
vivienda TuHouse
Tabla 1. Áreas de sección transversal de las paredes
identificadas en la vista de planta del plano del
proyecto de vivienda TuHouse
Superficie Calculo del área
Área
superficie
(𝒎𝟐)
Pared de la
superficie A 𝐴𝑝𝐴 = (2,9𝑚)(3,3𝑚) 9,57
Ventanas de la
superficie A 𝐴𝑣𝐴 = (5,7𝑚)(2,7𝑚) 15,39
Pared de la
superficie B 𝐴𝑝𝐵 = (5,7𝑚)(3,3𝑚) 18,81
Ventanas de la
superficie B 𝐴𝑣𝐵 = (3𝑚)(2,7𝑚) 8,1
Pared de la
superficie C 𝐴𝑝𝐶 = (2,9𝑚)(3,3𝑚) 9,57
Ventanas de la
superficie C 𝐴𝑣𝐶 = (5,7𝑚)(2,7𝑚) 15,39
Pared de la
superficie D 𝐴𝑝𝐷 = (8,7𝑚)(3,3𝑚) 28,71
Techo 𝐴𝑇 = (8,7𝑚)(8,60𝑚) 74,82
Piso 𝐴𝑝 = (8,7𝑚)(8,60𝑚) 74,82
2.1.2 Temperatura sol- aire.
La temperatura sol-aire es otro parámetro a tener en
cuenta para el análisis de la trasferencia de calor a través
de las paredes de la vivienda. Esta es la temperatura del
aire exterior equivalente a la combinación de todas las
fuentes de energía por radiación y convección existente
en el exterior de la zona. El balance de calor de una
superficie iluminada por el sol es posible expresarlo en
función de dicha temperatura, según la Ecuación 4 [9].
𝑇𝑠𝑜𝑙−𝑎𝑖𝑟𝑒 = 𝑇𝑜 +𝛼 ∗ 𝑞𝑠𝑜𝑙𝑎𝑟
ℎ𝑜 (𝟒)
Donde 𝑇𝑜 es la temperatura del ambiente externo, 𝛼 es
el coeficiente de absorción de la radiación solar por la
superficie, 𝑞𝑠𝑜𝑙𝑎𝑟es el flujo de calor incidente sobre la
superficie y ℎ𝑜 es el coeficiente de transferencia de calor
por convección desde el fluido o aire hasta la pared [9].
El material que compone cada superficie está
relacionado con las condiciones de confort que puede
tener la vivienda, esto mediante el coeficiente de
absorción de la radiación solar por la superficie. Para las
paredes o muros solidos se emplea un coeficiente de
absorción de 0,60 considerando que el material es
concreto ligero. Este coeficiente para las ventanas es de
0,59 considerando el material como madera de densidad
media [9].
En cuanto al coeficiente de transferencia de calor que
combina radiación y convección en las superficies, se
tendrán en cuenta los valores recomendados por la
Sociedad Americana de Aire Acondicionado,
Refrigeración y Calefacción, para la parte exterior de
ℎ𝑜 = 22,7 𝑊/𝑚2℃ y para la parte interior de la
superficie de ℎ𝑖 = 8,29 𝑊/𝑚2℃ [9].
Finalmente, se tiene en cuenta una irradiación solar
media diaria para la ciudad de Cali, que se encuentra

335
entre 4,0 y 4,5 𝑘𝑊ℎ/𝑚2, según el Atlas de Radiación
Solar en Colombia elaborado por el IDEAM [2].
Figura 2: Atlas de Radiación Solar en Colombia
Fuente: IDEAM, «Caracteristicas climatologicas de las
principales ciudades de Colombia,» 2015. [En línea].
Available:
http://www.ideam.gov.co/documents/21021/21789/1Sit
ios+turisticos2.pdf/cd4106e9-d608-4c29-91cc-
16bee9151ddd.
El número de horas diarias promedio de irradiación solar
en Cali es de seis de acuerdo con lo presentado en la
Figura 3.
Figura 3: Brillo solar promedio horas/día medido en
la estación meteorológica de la Universidad del
Valle en Cali
Fuente: IDEAM, «Caracteristicas climatologicas de las
principales ciudades de Colombia,» 2015. [En línea].
Available:
http://www.ideam.gov.co/documents/21021/21789/1Sit
ios+turisticos2.pdf/cd4106e9-d608-4c29-91cc-
16bee9151ddd.
De acuerdo con esto, el flujo de calor incidente sobre las
superficies es el siguiente:
𝑞 =4,5 𝑘𝑊ℎ/𝑚2
6 ℎ= 0,75
𝑘𝑊
𝑚2= 750
𝑊
𝑚2
La temperatura máxima promedio para Cali es de 32 ℃
[2], la cual se considera como la temperatura del
ambiente externo de las superficies verticales. La
temperatura de ambiente externo de la superficie
horizontal del techo, se considera de 43,9 ℃, valor
recomendado para esta posición [5].
2.1.3 Transferencia de calor y temperaturas en las
paredes de la vivienda.
Considerando la Ecuación 1, es posible calcular una tasa
de transferencia de calor que permanece constante a lo
largo de la superficie [8]. Se tiene en cuenta un modelo
de resistencias térmicas como el presentado en la Figura
4, en donde Rconv int y Rconv ext corresponden a lo
planteado en la Ecuación 3; Rcond corresponde a la
Ecuación 2; 𝑇𝑠𝑜, 𝑇𝑠𝑖y 𝑇𝑖son las temperaturas de
superficie externa, interna y de ambiente interno
respectivamente.
Figura 4: Modelo de resistencias térmicas para las
paredes de la vivienda
Para el caso de adición de pared verde a algunas
superficies exteriores de la vivienda, el modelo de
resistencias térmicas se puede observar en la Figura 5.
Figura 5: Modelo de resistencias térmicas para las
paredes de la vivienda con muros verdes
En donde se conservan los mismos parámetros del

336
modelo presentado en la Figura 4 para las resistencias
térmicas, con la adición de una de conducción debido a
la pared verde, la cual se modela según la Ecuación 2.
En cuanto a las temperaturas, 𝑇𝑠𝑜, 𝑇𝑠1y 𝑇𝑠2son las
temperaturas de superficie externa del muro verde,
temperatura de superficie del muro de concreto, la
temperatura de superficie interna del muro de concreto
y de la temperatura de ambiente interno,
respectivamente.
Es necesario destacar que, para ambos casos, la tasa de
transferencia de calor se calcula asumiendo la
temperatura sol-aire como semejante a la de la superficie
externa, debido a la diferencia despreciable entre ambas
gracias a la corta distancia en que se presenta una con
respecto a la otra.
De acuerdo con lo anterior, la temperatura de superficie
interna de las paredes se calcula según la Ecuación 5,
que incluye los mismos parámetros que la Ecuación 1.
𝑇𝑠𝑖 = (𝑄 ∗ 𝑅) + 𝑇𝑖 (𝟓)
La temperatura media radiante en la vivienda
corresponde al promedio de todas las temperaturas de
superficie interna calculadas como se muestra en la
Ecuación 6 [9].
𝑇𝑚𝑒𝑑𝑖𝑎 𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒 = 𝑇𝑠𝑖̅̅ ̅ (𝟔)
2.2 Diseño e implementación de un Eco-cooler.
Con el fin de mejorar aún más el confort térmico al
interior de la vivienda, se propone la réplica de un
sistema nombrado como Eco-cooler, el cual pretende
simular el comportamiento de un equipo de aire
acondicionado, pero sin requerimiento de energía
eléctrica [10].
El sistema consta de una matriz de policarbonato, el cual
es un material con propiedades térmicas aislantes y alto
índice de transmisión lumínica [8]. En esta matriz se
ubican 48 botellas plásticas recicladas, distribuidas
uniformemente y partidas a la mitad con la finalidad de
crear un diferencial de presión que contribuya a reducir
la temperatura del aire de entrada a la vivienda.
Para este estudio se realiza monitoreo durante un mes de
la temperatura para el caso de la habitación sin este
sistema y después con él implementado. Además, para
un tercer periodo de monitoreo se incluyen porciones de
poliuretano en el diámetro mayor de las botellas con el
fin de reducir el calor especifico del aire que ingresa al
estrangulamiento o diámetro menor de la botella, con lo
que se busca aumentar el coeficiente de Joule
Thompson, el cual modela el comportamiento de la
temperatura en este tipo de mecanismos donde existen
diferenciales de temperatura [8].
En las Tablas 2 y 3 se presentan las medidas del
prototipo y las medidas de las botellas respectivamente.
En la Figura 6 se presenta su implementación en un
laboratorio de pruebas con condiciones muy similares a
la vivienda del proyecto.
Tabla 2. Medidas del Eco-cooler.
Tabla 3. Medidas de las botellas para Eco-cooler
Ítem Medida (m)
Alto 2.20
Ancho 0,65
Diámetro mayor botellas 0,10
Diámetro menor botellas 0,02
Figura 6. Implementación del Eco-cooler en
laboratorio de pruebas

337
3. Resultados
3.1 Condiciones térmicas iniciales de la vivienda.
En la Tabla 4 se presentan los valores iniciales de flujo
de calor en cada superficie de la vivienda y las
correspondientes temperaturas de superficie interna.
Tabla 4. Flujo de calor y temperatura interna en las
paredes de la vivienda
Superficie
Flujo de calor
por la
superficie
Temperatura
interna de la
superficie
Pared de la
superficie A 924,82 𝑊 36,09 ℃
Ventanas de la
superficie A 401,36 𝑊 28,14 ℃
Pared de la
superficie B 788, 82 𝑊 30,05 ℃
Ventanas de la
superficie B 210,23 𝑊 27,94 ℃
Pared de la
superficie C 924,82 𝑊 36,09 ℃
Ventanas de la
superficie C 401,36 𝑊 28,14 ℃
Pared de la
superficie D 2682 𝑊 36,26 ℃
Techo 4243,28 𝑊 31, 83℃
El total de calor liberado por radiación es igual a 10576,
69 W y la superficie con la condición más crítica es la
nombrada en la Figura 1 como D. En cuanto a la
temperatura media radiante, se obtiene un valor de
30,72 ℃.
3.2 Condiciones iniciales de confort térmico en la
vivienda.
De acuerdo al efecto de radiación térmica en las paredes
que se puede representar con la temperatura media
radiante, es posible generar índice de confort que se
presenta en la Figura 7, para una persona al interior de
la vivienda teniendo en cuenta humedad relativa del
60%, temperatura de bulbo seco de 25 ℃, calificación
de 1,6 para actividad leve de las personas al interior y
una vestimenta tropical.
Figura 7. Índice de confort térmico de una persona
al interior de la casa en condiciones iniciales
El índice de confort PMV para la vivienda con el diseño
planteado inicialmente, se estima en 0,61 lo que quiere
decir que la sensación térmica en la casa es ligeramente
tibia y se debe mejorar. Por otro lado, el porcentaje de
personas insatisfechas con el confort térmico es de 12%,
lo que se debe tratar de reducir al máximo ya que se
espera el ingreso de gran número de personas para el
momento del concurso.
3.2 Condiciones de confort térmico en la vivienda con
la inclusión de pared verde en la superficie critica.
Sabiendo que la pared de la superficie D de la casa es la
que presenta una mayor temperatura interna y flujo de
calor, es necesario considerar que la pared verde este
ubicada en esta zona con el fin de reducir la temperatura
media radiante de la vivienda. Se desarrolla entonces el
mismo procedimiento que para las condiciones iniciales,
llegando a los resultados presentados en la Tabla 5 para
la superficie D.
Tabla 5. Condiciones de térmicas en la superficie D
con pared verde
Flujo de
calor por
la
superficie
Tempera
tura
externa
de la
superfici
e (𝑻𝒔𝒐)
Temperatura
entre muro y
pared verde
(𝑻𝒔𝟏)
Temperatura
interna de la
superficie
(𝑻𝒔𝟐)
258,33 𝑊 55,6 ℃ 25,63 ℃ 24,32 ℃
Se demuestra como al incluir la pared verde en la
superficie D, se pasa de tener una temperatura interna de
36,26 ℃ a una de 24,32 ℃, es decir, se logra reducir en
11,94 ℃. Esto representa una mejora para las
condiciones de confort en la vivienda, pues la
temperatura media radiante también se disminuye a
29,4 ℃, es decir, 1,32 ℃ menos que para las
condiciones iniciales.
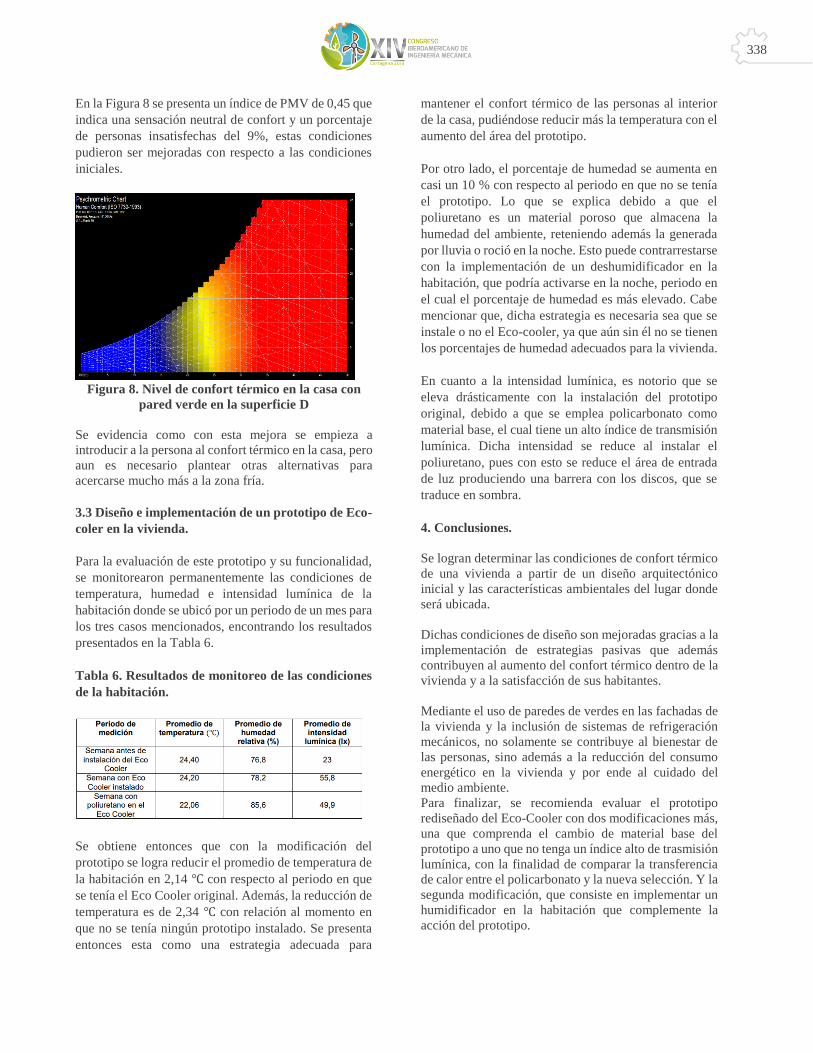
338
En la Figura 8 se presenta un índice de PMV de 0,45 que
indica una sensación neutral de confort y un porcentaje
de personas insatisfechas del 9%, estas condiciones
pudieron ser mejoradas con respecto a las condiciones
iniciales.
Figura 8. Nivel de confort térmico en la casa con
pared verde en la superficie D
Se evidencia como con esta mejora se empieza a
introducir a la persona al confort térmico en la casa, pero
aun es necesario plantear otras alternativas para
acercarse mucho más a la zona fría.
3.3 Diseño e implementación de un prototipo de Eco-
coler en la vivienda.
Para la evaluación de este prototipo y su funcionalidad,
se monitorearon permanentemente las condiciones de
temperatura, humedad e intensidad lumínica de la
habitación donde se ubicó por un periodo de un mes para
los tres casos mencionados, encontrando los resultados
presentados en la Tabla 6.
Tabla 6. Resultados de monitoreo de las condiciones
de la habitación.
Se obtiene entonces que con la modificación del
prototipo se logra reducir el promedio de temperatura de
la habitación en 2,14 ℃ con respecto al periodo en que
se tenía el Eco Cooler original. Además, la reducción de
temperatura es de 2,34 ℃ con relación al momento en
que no se tenía ningún prototipo instalado. Se presenta
entonces esta como una estrategia adecuada para
mantener el confort térmico de las personas al interior
de la casa, pudiéndose reducir más la temperatura con el
aumento del área del prototipo.
Por otro lado, el porcentaje de humedad se aumenta en
casi un 10 % con respecto al periodo en que no se tenía
el prototipo. Lo que se explica debido a que el
poliuretano es un material poroso que almacena la
humedad del ambiente, reteniendo además la generada
por lluvia o roció en la noche. Esto puede contrarrestarse
con la implementación de un deshumidificador en la
habitación, que podría activarse en la noche, periodo en
el cual el porcentaje de humedad es más elevado. Cabe
mencionar que, dicha estrategia es necesaria sea que se
instale o no el Eco-cooler, ya que aún sin él no se tienen
los porcentajes de humedad adecuados para la vivienda.
En cuanto a la intensidad lumínica, es notorio que se
eleva drásticamente con la instalación del prototipo
original, debido a que se emplea policarbonato como
material base, el cual tiene un alto índice de transmisión
lumínica. Dicha intensidad se reduce al instalar el
poliuretano, pues con esto se reduce el área de entrada
de luz produciendo una barrera con los discos, que se
traduce en sombra.
4. Conclusiones.
Se logran determinar las condiciones de confort térmico
de una vivienda a partir de un diseño arquitectónico
inicial y las características ambientales del lugar donde
será ubicada.
Dichas condiciones de diseño son mejoradas gracias a la
implementación de estrategias pasivas que además
contribuyen al aumento del confort térmico dentro de la
vivienda y a la satisfacción de sus habitantes.
Mediante el uso de paredes de verdes en las fachadas de
la vivienda y la inclusión de sistemas de refrigeración
mecánicos, no solamente se contribuye al bienestar de
las personas, sino además a la reducción del consumo
energético en la vivienda y por ende al cuidado del
medio ambiente.
Para finalizar, se recomienda evaluar el prototipo
rediseñado del Eco-Cooler con dos modificaciones más,
una que comprenda el cambio de material base del
prototipo a uno que no tenga un índice alto de trasmisión
lumínica, con la finalidad de comparar la transferencia
de calor entre el policarbonato y la nueva selección. Y la
segunda modificación, que consiste en implementar un
humidificador en la habitación que complemente la
acción del prototipo.

339
5. Referencias.
[1] M. Castilla, J. Álvarez, M. Berenguel, M. Pérez, F.
Rodríguez y J. Guzmán, «Técnicas de Control del
Confort en Edificios,» 15 diciembre 2011. [En
línea]. Available:
https://www.sciencedirect.com/science/article/pii/S
1697791210700388.
[2] IDEAM, «Caracteristicas climatologicas de las
principales ciudades de Colombia,» 2015. [En línea].
Available:
http://www.ideam.gov.co/documents/21021/21789/
1Sitios+turisticos2.pdf/cd4106e9-d608-4c29-91cc-
16bee9151ddd.
[3] D. Kolokotsa, A. Pouliezos, G. Stavrakakis y C.
Lazos, «Predictive control techniques for energy and
indoor environmental quality management in
buildings. Building and Environment,» Building and
Environment, pp. 1850-1863, 2009.
[4] P. Fanger, «Assessment of man’s thermal comfort in
practice,» British Journal of Industrial Medicine, pp.
313-324, 1973.
[5] ASHRAE, «Habdbook-Fundamentals,» American
Society of Heating and Air-Conditioning Engineers,
2005.
[6] J. Liang y R. Du, «Thermal comfort control based on
neural network for HVAC application,» septiembre
2005. [En línea]. Available:
https://www.researchgate.net/publication/4173900_
Thermal_comfort_control_based_on_neural_netwo
rk_for_HVAC_application.
[7] C. Fuentes, «Calificación ambiental de la vivienda.
Estrategias de adaptabilidad higrotérmica,» Nova
scientia, vol. 8, 2016.
[8] Y. Cengel y A. Ghajar, Transferencia de calor y
masa, México: Mc Graw Hill, 2011.
[9] Y. Cengel, Heat transfer: a practical approach,
México: Mc Graw Hill, 1998.
[1
0]
BIOCLIMATIZA, 2016. [En línea]. Available:
https://bioclimatiza.es/.
2612. COMPARISON OF THE DYNAMIC RESPONSE OF A FLEXIBLE BEAM STRUCTURE REGARDING
DAMPING, MASS, STIFFNESS, AND DYNAMIC MODEL SIMPLIFICATION.
Erik Fabián Becerra-Rivera†, Carlos Borrás-Pinilla†, Pedro José Díaz†*
1Grupo de Investigación en Sistemas Dinámicos Multifísicos, Control y Robótica (DICBoT), Escuela de Ingeniería Mecánica, Universidad Industrial de Santander- UIS., Colombia., Email: [email protected].,
Palabras clave: Control estructural y Dinámica, Control semi-activo, Integral Duhamel de Convolución; Espacio de Estados; FEM. El análisis dinámico de las estructuras tipo vigas es importante ya que representan diversos elementos estructurales, como puentes, vigas estructurales, puentes grúas, rotores dinámicos, ejes, etc. El estudio de carga móviles y dinámicas desplazándose sobre estructuras como un puente, se puede abordar, por ejemplo, con líneas de influencia para detectar la situación crítica de la carga. Sin embargo, el resultado será la función de alguna variable de interés con respecto al movimiento de la carga. En este artículo se resuelve el problema de una carga móvil en una viga utilizando métodos analíticos y computacionales que contrastan los resultados al considerar o despreciar la matriz de amortiguamiento, la formación de la matriz de masa diagonal o tipo banda y la consideración del número de elementos finitos. La metodología aplicada toma gran importancia en el sentido de encontrar un modelo sencillo que logre captar los rasgos
más predominantes de la dinámica de la viga para permitir el diseño de sistemas de control estructural (semiactivos – híbridos), que permitan validar los controladores diseñados, así como la cuantificación de los errores encontrados al comparar modelos es muy útil en áreas de interés como el control estructural, además de determinar cuál estrategia dinámica de modelos de vigas es más adaptable para realizar control semi-activo sobre estructuras como los puentes.

340
2613. COMBUSTÃO SEM CHAMA VISÍVEL DO JET FUEL
FLAMELESS COMBUSTION OF JET FUEL
Jean A. Barbosa*1, José Carlos de Andrade1, Christian J. R. Coronado2, Fernando de Souza Costa1
*1Laboratório de Combustão e Propulsão (LCP), Instituno Nacional de Pesquisas Espaciais, Brasil. E-mail:
[email protected], [email protected], [email protected] 2Grupo de Estudos em Tecnologias de Conversão de Energia (GETEC) Universidade Federal de Itajubá (UNIFEI), Brasil. E-mail:
Resumo
Combustão sem chama é um regime de combustão no qual há diminuição da emissão de gases poluentes e aumento da
eficiência energética. Existem diversos estudos sobre o regime de combustão sem chama para combustíveis gasosos por
outro lado para combustíveis líquidos existe muito pouco sobre as características de tal regime. O objetivo desse trabalho
é realizar o regime de combustão sem chama do jet fuel. Para tal foi utilizado uma câmara de combustão especialmente
construída para trabalhar com combustíveis líquidos e um injetor do tipo blurry para a melhor atomização do combustível.
A combustão sem chama foi caracterizada através da medida do perfil de temperatura da câmara.
Palabras clave: Jet Fuel, combustão, termodinâmica, flameless, injetor.
Abstract
Flameless combustion is a combustion regime in which there is a reduction in the emission of pollutants gaseous and an
increase in energy efficiency. There are several studies on the flameless combustion regime for gaseous fuels on the other
hand for liquid fuels there is very little about the characteristics of such a regime. The objective of this work is to realize
the flameless combustion regime of jet fuel. For this purpose, a combustion chamber specially designed to work with
liquid fuels and a blurry type injector was used for the best atomization of the fuel. Flameless combustion was
characterized by measuring the temperature profile of the chamber.
Keywords: Jet Fuel, combustion, termodynamics, flameless, injector.
Introdução
A definição precisa de combustão sem chama é algo de
discussão entre os pesquisadores da área. Tal regime
apresenta diferentes nomes entre eles tem-se: Flox®,
HiTAC, HiCOT, Mild Combustion e colorless
Distribuited Combustion (CDC), sendo observado pela
primeira vez pelos pesquisadores J.A. Wünning e J. G.
Wünning [1],[2].
Ao contrário da combustão convencional, o regime de
combustão sem chama visível, a reação de combustão
não é realizada somente no injetor, esta é realizada em
toda a câmara de combustão mediante a recirculação dos
produtos da combustão, estes gases elevam a
temperatura dos reagentes e consequentemente uma
temperatura de combustão da câmera menor e mais
uniforme no interior da mesma [3],[4].
Outra característica importante do regime de combustão
sem chama visível é que o oxidante não se mistura
diretamente com o combustível antes da reação. Eles são
injetados de forma independente para que se crie uma
zona de recirculação na câmara de combustão.
Os aspectos importantes para a combustão sem chama
são: atomização, vaporização, mistura, transferência de
calor por radiação, a temperatura, os processos químicos
de oxidação e o processo de autoignição [4].
As características principais do processo de combustão
sem chama são: uma temperatura de combustão menor,
diminuição das emissões de NOx, chama não visível e
sem ruído com alta recirculação dos gases de combustão
e em alguns casos reutilização dos gases queimados para
preaquecimento dos reagentes [5],[6].
O objetivo desse trabalho é realizar experimentalmente
a combustão sem chama do jet fuel medindo as emissões
de sua queima, em um combustor de pequeno porte. A
atomização será feita com um injetor do tipo blurry. A
entrada térmica é de 4,36 kW (com base na taxa mássica
de combustível e poder calorifico inferior), pois a
câmara é de pequeno porte. O excesso de ar (λ) é de 3,8
e a densidade de calor liberado de 0,52 MW/m3. A

341
caracterização do regime de combustão sem chama é
feita através da medição do perfil de temperatura ao
longo da câmara.
Metodologia
O injetor flow blurring (FB) ou injetor blurry é uma
técnica de atomização de dois fluidos que explora as
vantagens da mistura interna e extrena. Essa
configuração foi apresentada por [7], e segundo ele, esse
injetor apresenta várias vantagens sobre os outros tipos
de injetores, tais como formação de um spray uniforme,
melhor atomização, alta eficiência de atomização e
excelente vaporização do combustível e mistura com o
ar. Motivo no qual foi este escolhido para os testes.
Sua configuração é caracterizada por um tubo de
alimentação de líquido cujo o diâmetro interno, d, é igual
ao diâmetro do orifício de saída localizada na placa de
orifício à jusante do tubo. O tubo de líquido contém uma
distância, H, do orifício de saída, dando origem a uma
passagem lateral cilíndrica para o fluido de atomização.
A Figura 1 apresenta um esquema do injetor do tipo
blurry.
Após a escolha do injetor é necessário a caracterizaão do
tamanho médio de gota produzido pelo injetor blurry.
Para isso foi utilizado o sistema a laser Malvern
Spraytec®, apresentado na Figura 2. O sistema tem a
capacidade de adquirir dados com uma frequência de 10
kHz, de modo que os dados obtidos da distribuição de
tamanho de gotas em tempo real podem ser coletados
com uma resolução de 100 μs. Sendo assim, quaisquer
mudanças no tamanho das gotas durante a medição da
amostra podem ser detectadas em tempo real,
permitindo que a avaliação da dinâmica de atomização.
O sistema é capaz de medir gotas numa ampla faixa de
tamanho, 0,1 - 2000 μm com precisão e
reprodutibilidade de ± 1%.
Figura 1. Esquema do injetor do tipo Blurry.[8]
Figura 2. Sistema a laser Malvern Spraytec®. Fonte:
[9].
Com a caracterização do injetor é possível definir a
razão mássica ar-líquido (RAL) que é o parâmetro mais
importante em processos de atomização, ao se aumentar
a RAL observa-se uma melhora na qualidade de
atomização. Lorenzetto e Lefebvre (1977) [10]
analisaram e identificaram o comportamento
característico do spray produzido por um injetor airblast
plano com aumento da RAL. Os autores identificaram
que quanto menor o RAL pior é a atomização pois a
quantidade de ar não é suficiente para quebrar as forças
agregadoras. Por outro lado, com aumento da RAL a
atomização fica cada vez melhor, com gotas mais finas,
até chega um ponto que se estagna não havendo mais
mudanças significativas na atomização do fluido.
O procedimento de teste basicamente consiste em injetar
combustível na câmara de combustão através do injetor
do tipo blurry, fazendo com que ele forme um spray para
a queima do combustível. Após a ignição do spray por
faísca elétrica a câmara começa a esquentar, nessa parte
do experimento o regime de combustão é com chama
visível. Quando o ar de combustão atinge uma
temperatura maior do que a de autoignição do
combustível o sistema entra em regime de combustão
sem chama. O ar de combustão é aquecido com a parede
da própria câmara de combustão reutilizando o próprio
calor gerado na queima do combustível.
Para a medição da temperatura ao longo da câmara
foram instalados 9 termopares do tipo K, o primeiro é
colocado na base da câmara e o último e na saída dos
gases de combustão. Vale salientar que a saída dos gases
de combustão tem diâmetro menor do que a câmara isso
é feito para que haja recirculação dos gases de
combustão fazendo com que haja reações ao longo da
câmara e não só onde a chama está ancorada. A câmara
foi isolada termicamente com uma manta térmica. A
bancada experimental utilizada para realização dos
experimentos possui: painel de controle das condições
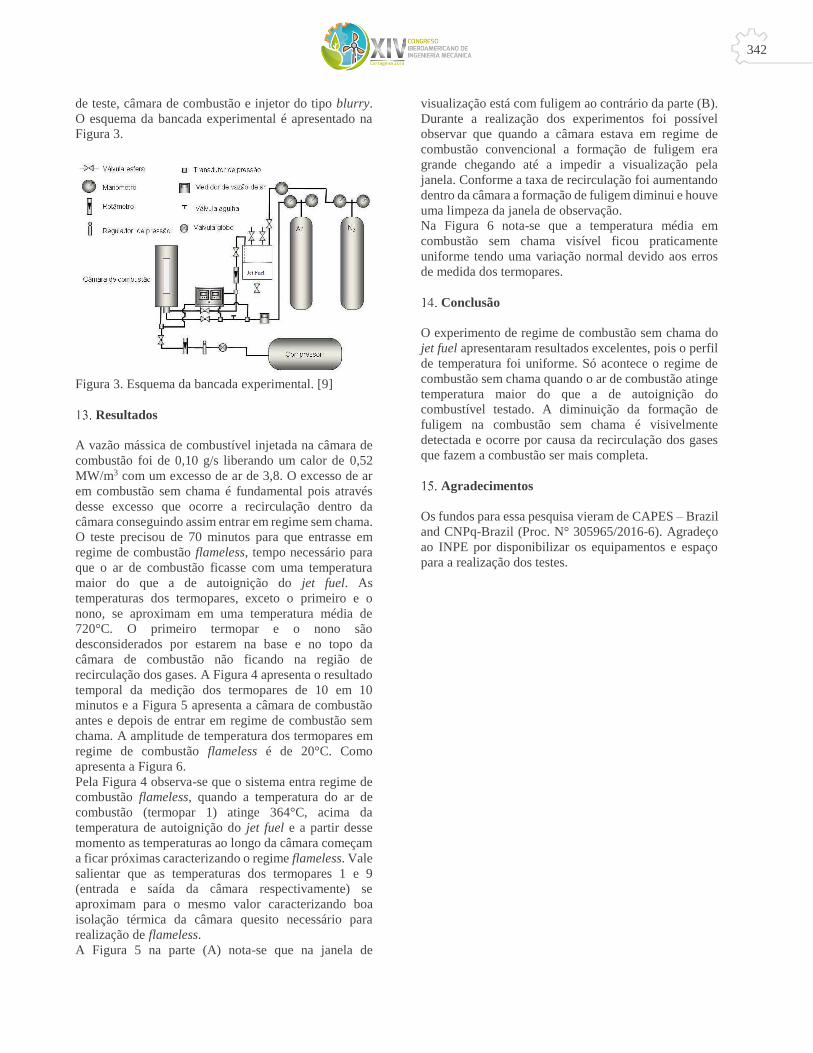
342
de teste, câmara de combustão e injetor do tipo blurry.
O esquema da bancada experimental é apresentado na
Figura 3.
Figura 3. Esquema da bancada experimental. [9]
Resultados
A vazão mássica de combustível injetada na câmara de
combustão foi de 0,10 g/s liberando um calor de 0,52
MW/m3 com um excesso de ar de 3,8. O excesso de ar
em combustão sem chama é fundamental pois através
desse excesso que ocorre a recirculação dentro da
câmara conseguindo assim entrar em regime sem chama.
O teste precisou de 70 minutos para que entrasse em
regime de combustão flameless, tempo necessário para
que o ar de combustão ficasse com uma temperatura
maior do que a de autoignição do jet fuel. As
temperaturas dos termopares, exceto o primeiro e o
nono, se aproximam em uma temperatura média de
720°C. O primeiro termopar e o nono são
desconsiderados por estarem na base e no topo da
câmara de combustão não ficando na região de
recirculação dos gases. A Figura 4 apresenta o resultado
temporal da medição dos termopares de 10 em 10
minutos e a Figura 5 apresenta a câmara de combustão
antes e depois de entrar em regime de combustão sem
chama. A amplitude de temperatura dos termopares em
regime de combustão flameless é de 20°C. Como
apresenta a Figura 6.
Pela Figura 4 observa-se que o sistema entra regime de
combustão flameless, quando a temperatura do ar de
combustão (termopar 1) atinge 364°C, acima da
temperatura de autoignição do jet fuel e a partir desse
momento as temperaturas ao longo da câmara começam
a ficar próximas caracterizando o regime flameless. Vale
salientar que as temperaturas dos termopares 1 e 9
(entrada e saída da câmara respectivamente) se
aproximam para o mesmo valor caracterizando boa
isolação térmica da câmara quesito necessário para
realização de flameless.
A Figura 5 na parte (A) nota-se que na janela de
visualização está com fuligem ao contrário da parte (B).
Durante a realização dos experimentos foi possível
observar que quando a câmara estava em regime de
combustão convencional a formação de fuligem era
grande chegando até a impedir a visualização pela
janela. Conforme a taxa de recirculação foi aumentando
dentro da câmara a formação de fuligem diminui e houve
uma limpeza da janela de observação.
Na Figura 6 nota-se que a temperatura média em
combustão sem chama visível ficou praticamente
uniforme tendo uma variação normal devido aos erros
de medida dos termopares.
Conclusão
O experimento de regime de combustão sem chama do
jet fuel apresentaram resultados excelentes, pois o perfil
de temperatura foi uniforme. Só acontece o regime de
combustão sem chama quando o ar de combustão atinge
temperatura maior do que a de autoignição do
combustível testado. A diminuição da formação de
fuligem na combustão sem chama é visivelmente
detectada e ocorre por causa da recirculação dos gases
que fazem a combustão ser mais completa.
Agradecimentos
Os fundos para essa pesquisa vieram de CAPES – Brazil
and CNPq-Brazil (Proc. N° 305965/2016-6). Agradeço
ao INPE por disponibilizar os equipamentos e espaço
para a realização dos testes.
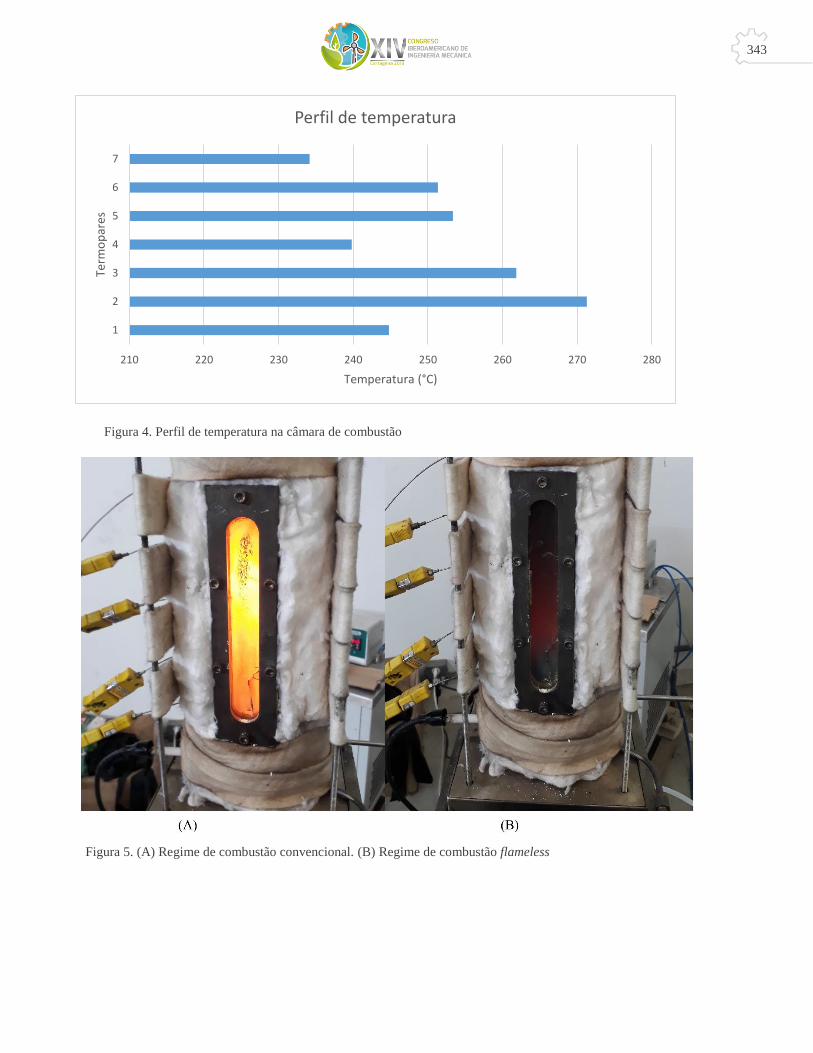
343
Figura 5. (A) Regime de combustão convencional. (B) Regime de combustão flameless
Figura 4. Perfil de temperatura na câmara de combustão
210 220 230 240 250 260 270 280
1
2
3
4
5
6
7
Temperatura (°C)
Term
op
ares
Perfil de temperatura
344
Referencias
[1] DUNN-RANKIN, D. Lean combustion. [S.l.]:
[s.n.], 2011.
[2] SIQUEIRA, B. O. P. E S. Simulação numérica
em cfd do regime de combustão sem chama aplicado a
queima de etanol hidratado. [S.l.]: Universidade
Federal de Itajubá, 2016.
[3] AYOUB, M. et al. An experimental study of
mild flameless combustion of methane/hydrogen
mixtures. International journal of hydrogen energy,
2012. v. 37, n. 8, p. 6912–6921.
[4] CAVALIERE, A.; JOANNON, M. D. Mild
combustion. Progress in energy and combustion science,
2004. v. 30, n. 4, p. 329–366.
[5] COELHO, P. J.; PETERS, N. Numerical
simulation of a mild combustion burner. Combustion
and flame, 2001. v. 124, n. 3, p. 503–518.
[6] DERUDI, M.; ROTA, R. Experimental study
of the mild combustion of liquid hydrocarbons.
Proceedings of the combustion institute, 2011. v. 33,
n. 2, p. 3325–3332.
[7] GAÑÁN-CALVO, A. M. Enhanced liquid
atomization: from flow-focusing to flowblurring.
Applied Physics Letters, v. 86, 2005.
[8] DENT JR, T. J. Mesoscale power generation
incorporating heat-recirculation, porous inert
media, and thermoelectric modules. 2012.
Dissertation (Doctor of Philosophy) – School of the
University of Alabama, Department of Mechanical
Engineering, 2012.
[9] AZEVEDO, C. G. Desenvolvimento de um
sistema compacto de combustão sem chama visível
utilizando um injetor blurry para queima de
biocombustíveis. [S.l.]: Instituto Nacional de
Pesquisas Espaciais, 2013.
[10] LORENZETTO, G. E.; LEFEBVRE, A. H.
Measurements of drop size on a plain-jet airblast
atomizer. AIAA Journal, v. 15, p. 1006-1010, 1977.

345
2623. ESTUDO DA TENACIDADE À FRATURA DO AÇO INOXIDÁVEL 316L OBTIDO POR
MANUFATURA ADITIVA E APLICADO EM PRÓTESES PERMANENTES
STUDY OF FRACTURE TOUGHNESS 316L STAINLESS STEEL OBTAINED BY ADDITIVE
MANUFACTURING AND APPLIED TO PERMANENT IMPLANTS
Newton Salvador Grande Neto1, Ruís Camargo Tokimatsu2, Carlos Alberto Picone3
1Grupo de Caracterização Mecânica e Microestrutural dos Materiais (GC3M), Departamento de Engenharia Mecânica, Universidade
Estadual Paulista “Júlio de Mesquita Filho” – Campus de Ilha solteira, Brasil. Email: [email protected] 2Grupo de Caracterização Mecânica e Microestrutural dos Materiais (GC3M), Departamento de Engenharia Mecânica, Universidade
Estadual Paulista “Júlio de Mesquita Filho” – Campus de Ilha solteira, Brasil. Email: [email protected] 3Departamento de Física e Química, Universidade Estadual Paulista “Júlio de Mesquita Filho” – Campus de Ilha solteira, Brasil.
Email: [email protected]
Resumo
Os materiais metálicos são amplamente utilizados como biomateriais devido as suas características, como elevada
resistência mecânica, resistência à corrosão e biocompatibilidade. No entanto, estas mesmas características limitam
significativamente a quantidade de metais toleráveis pelo organismo. Os aços inoxidáveis 316L são comumente utilizados
na fabricação de implantes temporários, permanentes e dispositivos de fixação. Estas aplicações requerem propriedades
de resistência à fadiga, à corrosão e à propagação de trincas. O processo de fabricação por Manufatura Aditiva através da
Sinterização Direta de Metais a Laser tem por objetivo confeccionar objetos de forma tridimensional utilizando um laser
de alta potência, capaz de fundir sucessivas camadas de pó metálico. Este recente processo resulta em propriedades únicas
e a possibilidade de fabricação de componentes personalizados. O presente trabalho avaliou a tenacidade à fratura por
flexão do aço inoxidável 316L obtido por manufatura aditiva em quatro condições distintas com o objetivo de avaliar a
melhor rota de fabricação para o mesmo em aplicações de próteses permanentes.
Palabras clave: Manufatura aditiva; DMLS; 316L.
Abstract
Metallic materials are widely used as biomaterials because of their characteristics, such as high mechanical strength,
corrosion resistance and biocompatibility. However, these same characteristics significantly limit the amount of metals
tolerable by the body. The 316L stainless steels are commonly used in the manufacture of temporary, permanent and
fixation devices. These applications require properties of resistance to fatigue, corrosion and crack propagation. The
manufacturing process by Additive Manufacturing through Direct Sintering of Laser Metals aims to make objects in three-
dimensional shape using a high-power laser that is capable to melting successive layers of metallic powder. This recent
process results in unique properties and the possibility of manufacturing custom components. This work evaluated the
flexural fracture toughness of the 316L stainless steel obtained by additive manufacture in four different conditions to
evaluate the best manufacturing process route for applications in permanent prosthesis.
Keywords: Additive Manufacturing; DMLS; 316L.
Introdução
Segundo o artigo divulgado em 2014 pelo Instituto
Brasileiro de Geografia e Estatística (IBGE) o brasileiro
possui uma expectativa de vida cada vez maior, hoje em
torno de 75 anos. Parte desta longevidade se dá ao fato
do desenvolvimento da tecnologia e a ciência nos
proporcionar a cada ano uma melhora nos produtos,
materiais e técnicas que envolvem a medicina. Diversos
estudos demonstram que algumas doenças e traumas
relacionados as articulações estão cada vez mais
presentes no dia-a-dia das pessoas. Em especial, no
quadril onde está presente uma das maiores articulações
do corpo humano e possui uma das funções mais
importantes, como suportar o peso e equilibrar o corpo
em posturas estáticas e dinâmicas (HALL, 2012). Em
muitas aplicações de reabilitação de pacientes, os
mesmos são submetidos a cirurgias para colocação de

346
dispositivos metálicos biocompatíveis para recuperar a
biofuncionalidade do corpo. Os biomateriais podem ser
definidos como qualquer material usado na fabricação
de dispositivos para substituir uma pa rte ou
função do corpo de forma segura, confiável, econômica
e fisiologicamente aceitável (PARK E LAKES, 2007, p.
2). Os aços inoxidáveis são amplamente utilizados para
este fim devido a sua relação custo x benefício ser muito
satisfatória (em torno de 5 a 10 vezes mais baixo, quando
comparado a outros metais como titânio e cobalto-
cromo). A liga 316L é austenística, com baixo teor de
carbono, propriedades não-magnéticas, estrutura cúbica
de face centrada à temperatura ambiente e não passíveis
de tratamento térmico de endurecimento. Sua
composição química possui altos teores de cromo,
elemento essencial que oferece alta resistência à
corrosão através de uma camada passiva invisível rica
em cromo (CHIAVERINI, 2005). Na forma atomizada,
este material metálico pode ser utilizado como matéria-
prima para a obtenção de implantes personalizados
através da Manufatura Aditiva. A Sinterização Direta de
Metais à Laser é um processo que utiliza um laser de alta
potência para fundir sucessivas camadas de um pó
metálico, reproduzindo fisicamente um modelo virtual
de forma automatizada (VOLPATO et al, 2017;
GIBSON et al, 2009). Muitas vantagens estão presentes
neste processo, como por exemplo, a confecção de peças
geometricamente complexas, excelente precisão
dimensional, economia de material e diferentes
estratégias de construção conferem diferentes
propriedades mecânicas (GIORDANO et al, 2016).
Conhecer as características mecânicas destes materiais
utilizando este recente processo de fabricação é de suma
importância para que se desenvolva o domínio técnica e
possibilite a aplicação em diversos setores da indústria.
Materiais e métodos
18.1. Confecção das amostras
As amostras foram fabricadas através do equipamento
EOSINT M280, localizado nas dependências do
Instituto Nacional de Ciência e Tecnologia em
Biofabricação (INCT – Biofabris) dentro da
Universidade Estadual de Campinas (UNICAMP).
Tabela 1. Configuração padrão para fabricação utilizando Aço
Inoxidável 316L EOS GmbH Electro Optical Systems.
Parâmetro Setup
Atmosfera da câmara Argônio
Tipo de laser Itérbio (Yb)
Potência do laser 200 Watts
Tamanho do feixe laser Aproximadamente 100 µm
(spot size)
Velocidade de varredura Até 7,0 m/s
Distância entre linhas de
varredura 0,1 mm
Espessura da camada de pó 0,03 mm
Estratégia de varredura Zigue-zague a 45° entre as
camadas
Fonte: Próprio Autor.
Segundo o fabricante do material, a composição química
(tabela 2) do Aço Inoxidável 316L corresponde a norma
ASTM F138 “Especificação Padrão para Aço
Inoxidável Cromo 18 – Níquel 14 – Molibidênio 2,5
usinado em barrras e fios para Implantes Cirúrgicos”.
Tabela 2. Composição química do Aço Inoxidável 316L EOS
GmbH Electro Optical Systems.
Elemento de liga 316L EOS
Carbono (C) 0,03 máx.
Manganês (Mn) 2,0 máx.
Fósforo (P) 0,025 máx.
Enxofre (S) 0,010 máx.
Nitrogênio (N) 0,10 máx.
Cromo (Cr) 17 – 19
Molibdênio (Mo) 2,25 – 3,00
Níquel (Ni) 13 – 15
Cobre (Cu) 0,50 máx.
Silício (Si) 0,75 máx.
Ferro (Fe) Balanço
Fonte: EOS data sheet.
Para os ensaios de tenacidade à fratura, foram
confeccionadas três amostras do tipo SE(B) para cada
condição de estudo, conforme as dimensões da norma
BS7448.
18.2. Tratamentos térmicos
Conforme a tabela 3, os tratamentos térmicos (TT)
foram realizados com proteção de gás inerte (vazão de
10 L/min de argônio) em um forno Jung J300 – Modelo
TB09613 localizado no laboratório de Valoração de
Petróleos da Faculdade de Engenharia Química –
UNICAMP.
Tabela 3. Condições de tratamentos térmicos utilizados para o
estudo.
Grupos Características
Como fabricado (CF) Não sofreram tratamento
térmico.
TT 400°C
TT à 400°C por 4 horas e
resfriamento dentro do
próprio forno.
TT 900°C TT à 900°C por 1 hora e

347
resfriamento ao ar.
TT 1100°C TT à 1100°C por 1 hora e
resfriamento em água.
Fonte: Próprio Autor.
Estas condições foram determinadas com o objetivo de
identificar a melhor rota de fabricação para o aço
inoxidável 316L por manufatura aditiva.
18.3. Ensaios de Tenacidade à Fratura
Os aços inoxidáveis possuem características de
materiais dúcteis e a liga 316L possui baixas
porcentagens de carbono em sua composição química.
Devido a estas características, a investigação se
direciona a Mecânica da Fratura Elasto-plástica (MFEP)
que estuda o comportamento da tenacidade à fratura de
aços com médio e baixo carbono. O parâmetro Crack-
tip opening displacement (CTOD) foi desenvolvido para
casos onde se ocorre plasticidade significativa,
analisando o deslocamento dos flancos da trinca e
correlacionando a um valor crítico da abertura da ponta
da trinca. Este valor está atrelado ao critério de falha
adotado, que neste estudo considerou-se a carga máxima
(MEDINA, 2014; WEELS, 1961).
Segundo a norma britânica BS7448, primeiro deve-se
nuclear uma pré-trinca por fadiga na raiz do entalhe,
logo utilizou-se um extensômetro MTS Model 632.03C-
20 para nuclear e controlar a extensão da pré-trinca.
Os ensaios de tenacidade à fratura foram realizados em
um equipamento servo-hidráulico MTS – Modelo 810
Flex Test 40 através do dispositivo de flexão em três
pontos com uma célula de carga de 10 kN, vão de 56
mm, frequência de 25 Hz, razão de carga de 0,1 e
velocidade de 1 mm/min.
Ainda segundo a mesma norma, a equação 1 quantifica
o parâmetro CTOD para corpos de prova do tipo SE(B):
Eq.(1)
Onde:
𝑃 = carga máxima do ensaio; 𝑆 = distância entre os apoios;
𝐵 = espessura do corpo de prova;
𝑊 = altura do corpo de prova;
𝑓 (𝑎0
𝑊) = fator forma;
𝑎0 = extensão da pré-trinca;
𝑣 = coeficiente de Poission;
𝜎 = limite de escoamento;
𝐸 = módulo de elasticidade;
𝑉𝑝 = componente plástica da abertura da trinca;
𝑧 = altura dos suportes do extensômetro;
A primeira parcela da soma é referente as deformações
elásticas e a segunda devido as deformações plásticas. O
fator forma se calcula segundo a equação 2.
Eq.2
Resultados
A tabela 4 representa os valores obtidos na carga inicial
e final na pré-trinca, o fator de instensificação de tensão
(K), o número de ciclos necessários para a propagação
da pré-trinca e a carga máxima durante de abertura da
ponta da trinca.
Tabela 4. Resultados obtidos na execução da pré-trinca por
fadiga e CTOD na condição como fabricado.
Grupo
Carga na
pré-trinca
(N)
K
(MPa.m
^0.5)
Número
de ciclos
Carga
máxima
(N)
CF
5777/1569 21 53155 3385
6426/1692 21 57514 3622
5907/1566 21 51730 3047
TT400
6007/1570 21 52522 3154
5778/1567 21 54411 2977
5333/1563 21 80581 3458
TT900
6441/1693 21 52729 3262
5593/1542 21 49039 2831
6297/1674 21 56696 3222
TT1100
5430/1500 20 121457 2636
8616/1866 25 9934 2000
6919/1717 22 42444 2676
Fonte: Próprio Autor.
Para se determinar o valor da componente plástica da
abertura da trinca (𝑉𝑝), foram plotadas as curvas de
Força x Abertura da Boca da trinca (CMOD) como pode
ser visto na figura 1.
A tabela 5 representa os valores obtidos no cálculo do
CTOD (𝛿) das condições do estudo.
Tabela 5. Resultados do CTOD.
CTOD (mm)
Valores CF TT400 TT900 TT1100
Média 0,185 0,159 0,334 0,229
Desvio 0,008 0,003 0,016 0,011
Fonte: Próprio Autor.
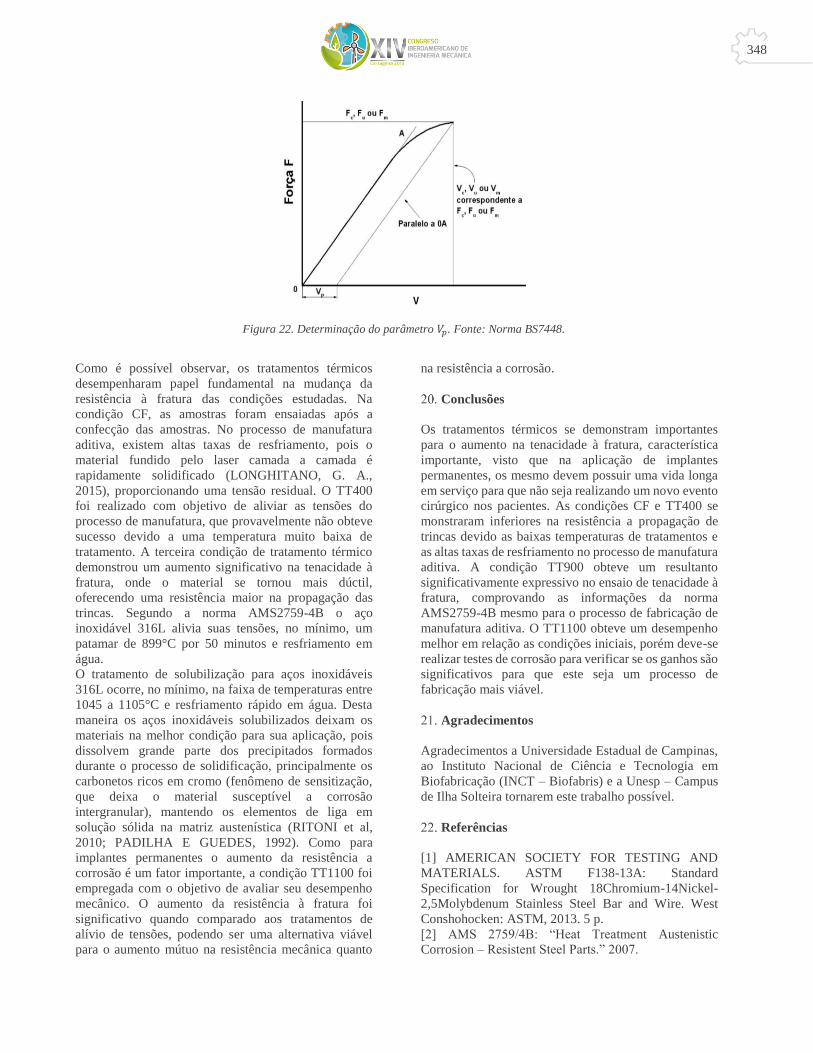
348
Como é possível observar, os tratamentos térmicos
desempenharam papel fundamental na mudança da
resistência à fratura das condições estudadas. Na
condição CF, as amostras foram ensaiadas após a
confecção das amostras. No processo de manufatura
aditiva, existem altas taxas de resfriamento, pois o
material fundido pelo laser camada a camada é
rapidamente solidificado (LONGHITANO, G. A.,
2015), proporcionando uma tensão residual. O TT400
foi realizado com objetivo de aliviar as tensões do
processo de manufatura, que provavelmente não obteve
sucesso devido a uma temperatura muito baixa de
tratamento. A terceira condição de tratamento térmico
demonstrou um aumento significativo na tenacidade à
fratura, onde o material se tornou mais dúctil,
oferecendo uma resistência maior na propagação das
trincas. Segundo a norma AMS2759-4B o aço
inoxidável 316L alivia suas tensões, no mínimo, um
patamar de 899°C por 50 minutos e resfriamento em
água.
O tratamento de solubilização para aços inoxidáveis
316L ocorre, no mínimo, na faixa de temperaturas entre
1045 a 1105°C e resfriamento rápido em água. Desta
maneira os aços inoxidáveis solubilizados deixam os
materiais na melhor condição para sua aplicação, pois
dissolvem grande parte dos precipitados formados
durante o processo de solidificação, principalmente os
carbonetos ricos em cromo (fenômeno de sensitização,
que deixa o material susceptível a corrosão
intergranular), mantendo os elementos de liga em
solução sólida na matriz austenística (RITONI et al,
2010; PADILHA E GUEDES, 1992). Como para
implantes permanentes o aumento da resistência a
corrosão é um fator importante, a condição TT1100 foi
empregada com o objetivo de avaliar seu desempenho
mecânico. O aumento da resistência à fratura foi
significativo quando comparado aos tratamentos de
alívio de tensões, podendo ser uma alternativa viável
para o aumento mútuo na resistência mecânica quanto
na resistência a corrosão.
Conclusões
Os tratamentos térmicos se demonstram importantes
para o aumento na tenacidade à fratura, característica
importante, visto que na aplicação de implantes
permanentes, os mesmo devem possuir uma vida longa
em serviço para que não seja realizando um novo evento
cirúrgico nos pacientes. As condições CF e TT400 se
monstraram inferiores na resistência a propagação de
trincas devido as baixas temperaturas de tratamentos e
as altas taxas de resfriamento no processo de manufatura
aditiva. A condição TT900 obteve um resultanto
significativamente expressivo no ensaio de tenacidade à
fratura, comprovando as informações da norma
AMS2759-4B mesmo para o processo de fabricação de
manufatura aditiva. O TT1100 obteve um desempenho
melhor em relação as condições iniciais, porém deve-se
realizar testes de corrosão para verificar se os ganhos são
significativos para que este seja um processo de
fabricação mais viável.
Agradecimentos
Agradecimentos a Universidade Estadual de Campinas,
ao Instituto Nacional de Ciência e Tecnologia em
Biofabricação (INCT – Biofabris) e a Unesp – Campus
de Ilha Solteira tornarem este trabalho possível.
Referências
[1] AMERICAN SOCIETY FOR TESTING AND
MATERIALS. ASTM F138-13A: Standard
Specification for Wrought 18Chromium-14Nickel-
2,5Molybdenum Stainless Steel Bar and Wire. West
Conshohocken: ASTM, 2013. 5 p.
[2] AMS 2759/4B: “Heat Treatment Austenistic
Corrosion – Resistent Steel Parts.” 2007.
Figura 22. Determinação do parâmetro 𝑉𝑝. Fonte: Norma BS7448.

349
[3] BS 7448: Part 1: 1991, “Fracture Mechanics
Toughness Tests, Part 1, Method for Determination of
KIC, critical CTOD and Critical J Values of Metallic
Materials,” 1991.
[4] CHIAVERINI, V. Aços e Ferros Fundidos. São
Paulo: ABM, 2005, 599p.
[5] DATA SHEET: EOS StainlessSteel 316L. 2014.
Disponível em:
https://cdn1.scrvt.com/eos/77d285f20ed6ae89/dd6850c
010d3/EOSStainlessSteel316L.pdf.
[6] GIBSON, I., ROSEN, D. W., STUCKER, B.
Additive manufacturing technologies: rapid prototyping
to direct digital manufacturing. 1. ed. Nova York:
Springer, 2009.
[7] GIORDANO C. M., ZANCUL E. S., RODRIGUES
V. P. Análise dos custos da produção por manufatura
aditiva em comparação a métodos convencionais.
Revista Produção Online, Florianópolis, SC, V. 16, n.2,
p. 499-523, abr/jun. 2016.
[8] HALL, S. J. Biomecânica Básica. Guanabara
Koogan, 7° edição, 2016.
[9] INSTITUTO BRASILEIRO DE GEOGRAFIA E
ESTATÍSTICA. Disponível em: www.ibge.gov.br.
Acesso em: 26/09/2016.
[10] LONGHITANO, G. A. Estudo de tratamentos
térmicos e acabamentos de superfície na liga Ti-6Al-4V
produzida via DMLS para aplicação em implantes.
Dissertação (Mestrado em Engenharia Mecânica) –
Departamento de Engenharia Mecânica, UNICAMP.
Campinas, p. 85. 2015.
[11] MEDINA, J. A. H. Avaliação de previsões de
fratura elastoplástica. Tese (Doutorado em Engenharia
Mecânica) – Departamento de Engenharia Mecânica,
Potifícia Universidade Católica do Rio de Janeiro, Rio
de Janeiro, p. 203. 2014.
[12] PADILHA, A.F. & GUEDES, L.C. Aços
Inoxidáveis Austeníticos: Microestrutura e
Propriedades. São Paulo: Ed. Hemus, 1994. 170p.
[13] PARK, J; LAKES, R. S. Biomaterials – An
Introduction. Springer. 3ª edição. 2007.
[14] RITONI, MÁRCIO & MEI, PAULO & MARTINS,
MARCELO. Aging heat treatment effect on the
microstructure and impact properties of the super-
austenitic stainless steel ASTM A 744 Gr. CN3MN.
Rem: Revista Escola de Minas. 63. 21-26. 2010.
[15] VOLPATO, N. Manufatura aditiva: tecnologias e
aplicações da impressão 3D. São Paulo: Blucher, 2017,
400p.
[16] WEELS A.A.,” Unstable Crack Propagation in
Metals: Cleavage and fast fracture” Proceedings of the
crack propagation Symposium, v.1, paper 84,Cranfield,
UK,1961. .

350
2641. ESTIMACIÓN SIN CONTACTO DE LA PROFUNDIDAD DE CORTE EN PROCESOS DE
FRESADO
CONTACTLESS ESTIMATION OF THE DEPTH OF CUT IN MILLING PROCESSES.
Andrés Sio-Sever1, Erardo Leal-Muñoz 2, Juan Manuel López-Navarro 3, Eduardo Diez Cifuentes4, Antonio
Vizan-Idoipe 5, Guillermo de Arcas-Castro 6
1Grupo de Investigación en Instrumentación y Acústica Aplicada, Departamento de Ingeniería Mecánica, Universidad Politécnica de
Madrid, España. Email: [email protected] 2 Grupo de Investigación en Mecanizado, Departamento de Ingeniería Mecánica, Universidad Politécnica de Madrid, España. Email:
[email protected] 3 Grupo de Investigación en Instrumentación y Acústica Aplicada, Departamento de Telemática y Electrónica, Universidad
Politécnica de Madrid, España. Email: [email protected] 4 Departamento Ingeniería Mecánica, Universidad de La Frontera, Chile, Email: [email protected]
5 Grupo de Investigación en Mecanizado, Departamento de Ingeniería Mecánica, Universidad Politécnica de Madrid, España. Email:
[email protected] 6Grupo de Investigación en Instrumentación y Acústica Aplicada, Departamento de Ingeniería Mecánica, Universidad Politécnica de
Madrid, España. Email: [email protected]
Resumen
Con la aparición de nuevas filosofías de fabricación basadas en la inexistencia de defectos y la necesidad de producir
elementos de alta precisión para la industria aeronáutica, existe una creciente necesidad de un sistema de monitorización
en tiempo real para procesos de mecanizado de alta precisión que garanticen que todo componente producido estará dentro
de los parámetros establecidos sin la necesidad de realizar ningún tipo de comprobación, ya sea mediante ensayos
destructivos o no destructivos, pues estos implicarían un mayor tiempo de manufactura y la pérdida de valiosos
componentes.
En la actualidad, la mayoría de los procesos son estudiados en detalle a fin de garantizar su viabilidad mediante
dinamómetros o sensores de emisión acústica en paralelo con modelos de generación de viruta, pero la aparición de
micrófonos de alta robustez y micrófonos MEMS de gran ancho de banda abren nuevas líneas de sistemas de
monitorización basadas en sensores no intrusivos sin necesidad de contacto con el sistema estudiado.
Palabras clave: Emisión Acústica, Monitorización de Procesos, Fresado, MEMS.
Abstract
With the advent of new manufacturing philosophies based on zero mistakes and the need to produce high precision
elements for the aeronautic industry, there is an increasing need of real time monitoring of high precision machining
processes in order to assure that every component will successfully perform its duty without the need to perform any
testing (destructive or non-destructive), which would imply an increased manufacturing time and the loss of valuable
components.
Nowadays, most processes are thoroughly studied to confirm its suitability by using dynamometers or surface acoustic
emission sensors coupled with the known mathematical models for chip generation, but the apparition of robust
microphones capable to function in harsh conditions and MEMS microphones with a wide frequency range open new
possibilities of non-intrusive monitoring based on contactless sensors.
Keywords: Acoustic Emission, Process Monitoring, Milling, MEMS.
Introducción
El uso de sensores de emisión acústica en el campo del
mecanizado de precisión [1,2] tiene el potencial de
calcular el valor de los diferentes parámetros de
mecanizado en tiempo real sin el peligro de dañar los
sensores por la presencia de viruta o taladrina, y el uso
de micrófonos para detectar la emisión acústica
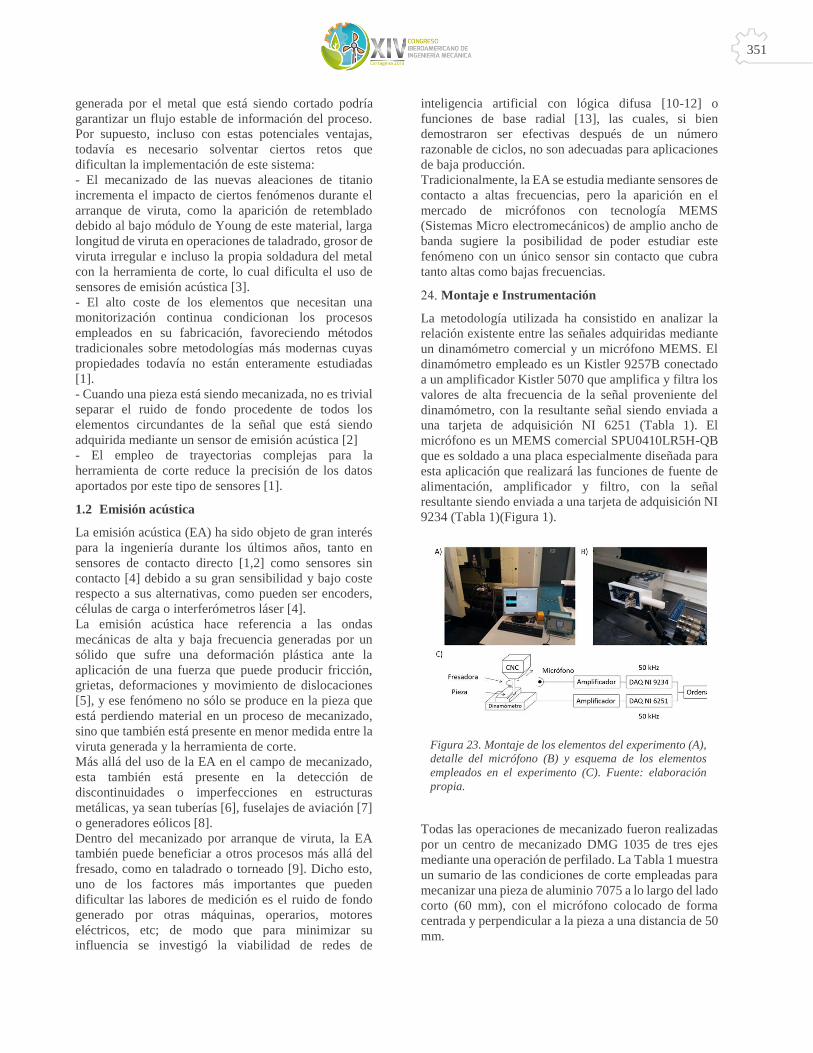
351
generada por el metal que está siendo cortado podría
garantizar un flujo estable de información del proceso.
Por supuesto, incluso con estas potenciales ventajas,
todavía es necesario solventar ciertos retos que
dificultan la implementación de este sistema:
- El mecanizado de las nuevas aleaciones de titanio
incrementa el impacto de ciertos fenómenos durante el
arranque de viruta, como la aparición de retemblado
debido al bajo módulo de Young de este material, larga
longitud de viruta en operaciones de taladrado, grosor de
viruta irregular e incluso la propia soldadura del metal
con la herramienta de corte, lo cual dificulta el uso de
sensores de emisión acústica [3].
- El alto coste de los elementos que necesitan una
monitorización continua condicionan los procesos
empleados en su fabricación, favoreciendo métodos
tradicionales sobre metodologías más modernas cuyas
propiedades todavía no están enteramente estudiadas
[1].
- Cuando una pieza está siendo mecanizada, no es trivial
separar el ruido de fondo procedente de todos los
elementos circundantes de la señal que está siendo
adquirida mediante un sensor de emisión acústica [2]
- El empleo de trayectorias complejas para la
herramienta de corte reduce la precisión de los datos
aportados por este tipo de sensores [1].
1.2 Emisión acústica
La emisión acústica (EA) ha sido objeto de gran interés
para la ingeniería durante los últimos años, tanto en
sensores de contacto directo [1,2] como sensores sin
contacto [4] debido a su gran sensibilidad y bajo coste
respecto a sus alternativas, como pueden ser encoders,
células de carga o interferómetros láser [4].
La emisión acústica hace referencia a las ondas
mecánicas de alta y baja frecuencia generadas por un
sólido que sufre una deformación plástica ante la
aplicación de una fuerza que puede producir fricción,
grietas, deformaciones y movimiento de dislocaciones
[5], y ese fenómeno no sólo se produce en la pieza que
está perdiendo material en un proceso de mecanizado,
sino que también está presente en menor medida entre la
viruta generada y la herramienta de corte.
Más allá del uso de la EA en el campo de mecanizado,
esta también está presente en la detección de
discontinuidades o imperfecciones en estructuras
metálicas, ya sean tuberías [6], fuselajes de aviación [7]
o generadores eólicos [8].
Dentro del mecanizado por arranque de viruta, la EA
también puede beneficiar a otros procesos más allá del
fresado, como en taladrado o torneado [9]. Dicho esto,
uno de los factores más importantes que pueden
dificultar las labores de medición es el ruido de fondo
generado por otras máquinas, operarios, motores
eléctricos, etc; de modo que para minimizar su
influencia se investigó la viabilidad de redes de
inteligencia artificial con lógica difusa [10-12] o
funciones de base radial [13], las cuales, si bien
demostraron ser efectivas después de un número
razonable de ciclos, no son adecuadas para aplicaciones
de baja producción.
Tradicionalmente, la EA se estudia mediante sensores de
contacto a altas frecuencias, pero la aparición en el
mercado de micrófonos con tecnología MEMS
(Sistemas Micro electromecánicos) de amplio ancho de
banda sugiere la posibilidad de poder estudiar este
fenómeno con un único sensor sin contacto que cubra
tanto altas como bajas frecuencias.
Montaje e Instrumentación
La metodología utilizada ha consistido en analizar la
relación existente entre las señales adquiridas mediante
un dinamómetro comercial y un micrófono MEMS. El
dinamómetro empleado es un Kistler 9257B conectado
a un amplificador Kistler 5070 que amplifica y filtra los
valores de alta frecuencia de la señal proveniente del
dinamómetro, con la resultante señal siendo enviada a
una tarjeta de adquisición NI 6251 (Tabla 1). El
micrófono es un MEMS comercial SPU0410LR5H-QB
que es soldado a una placa especialmente diseñada para
esta aplicación que realizará las funciones de fuente de
alimentación, amplificador y filtro, con la señal
resultante siendo enviada a una tarjeta de adquisición NI
9234 (Tabla 1)(Figura 1).
Todas las operaciones de mecanizado fueron realizadas
por un centro de mecanizado DMG 1035 de tres ejes
mediante una operación de perfilado. La Tabla 1 muestra
un sumario de las condiciones de corte empleadas para
mecanizar una pieza de aluminio 7075 a lo largo del lado
corto (60 mm), con el micrófono colocado de forma
centrada y perpendicular a la pieza a una distancia de 50
mm.
Figura 23. Montaje de los elementos del experimento (A),
detalle del micrófono (B) y esquema de los elementos
empleados en el experimento (C). Fuente: elaboración
propia.

352
Tabla 10. Parámetros de adquisición de datos.
Parámetro NI 6251 NI 9234 Uds.
V. de adquisición 50 50 kHz
Resolución 16 24 Bits
Rango ±10 ±5 V
Diafonía -75 -110 dB
DNR 98.1 97 dB Fuente: elaboración propia.
Método
Los ensayos de corte fueron realizados bajo una amplia
gama de condiciones de corte, pero los que mostraron
los resultados más significativos fueron los que contaban
con las condiciones descritas en la Tabla 2, ofreciendo
tres secciones claramente diferenciables a lo largo de la
trayectoria de la herramienta (Figura 2).
Tabla 2. Condiciones de mecanizado.
Parámetro Abreviatura Valor Uds.
Profundidad de corte 𝑎𝑝 2 mm
Ancho de corte 𝑎𝑒 2 mm
Avance por diente 𝑓𝑧 0.04 mm
Velocidad de giro n 1200 rpm
Número de filos N 3 -
Diámetro de herramienta D 12 mm
Ángulo de hélice 𝜆𝑠 30 º
Fuente: elaboración propia.
Durante la primera sección, la herramienta de corte se
aproxima a la pieza que será mecanizada, de modo que,
al no existir arranque de viruta, la señal del dinamómetro
permanecerá completamente plana con una escasa
influencia del ruido eléctrico del propio sensor. En
paralelo, los datos adquiridos mediante el micrófono
también son estables, pero en este caso el ruido del
micrófono es el factor de mayor influencia, puesto que
también está adquiriendo el ruido producido por los
actuadores de la máquina, los motores eléctricos y el
ruido de fondo de la sala.
Una vez la herramienta llega a la pieza, el proceso de
mecanizado comienza la etapa de penetración (Figura 2,
sección 2), donde la herramienta incrementará su grado
de penetración en la pieza y retirará una cantidad
creciente de metal hasta que la penetración sea completa
y se alcancen las condiciones permanentes de corte.
Durante esta etapa, el dinamómetro muestra unos
valores de pico que crecen de forma estable, mientras
que los valores del micrófono presentan dificultades
para distinguir dicho incremento debido a la presencia
del ruido de fondo.
Finalmente, en la tercera sección de la señal estudiada,
las condiciones permanentes de mecanizado han sido
alcanzadas, de modo que el dinamómetro muestra una
señal limpia y regular, mientras que el micrófono
muestra una señal con aproximadamente la misma
cantidad de información una vez ha sido filtrada (Figura
2.D).
4.1 Filtrado de señales acústicas
Debido a la presencia de altos niveles de ruido en la
señal aportada por el micrófono, es necesario aplicar un
filtro paso-bajo con una frecuencia de corte en 150 Hz a
fin de poder compararla señal del micrófono con la señal
del dinamómetro durante condiciones permanentes de
mecanizado (Figura 3).
En primer lugar, se aprecian unos valores decrecientes
para los tres picos correspondientes a los tres filos de la
herramienta de forma cíclica en ambos sensores, lo cual
es debido al alabeo [14] de la herramienta de
mecanizado en el husillo y es menos notable en la señal
del micrófono debido al filtrado que se aplicó a la señal,
lo cual hace que el pico más bajo de la señal tenga una
magnitud menor.
En cuanto a la clara diferencia de la forma de la señal en
los valles, se puede observar que el micrófono no solo
tiene una forma diferente en sus valles, sino que también
esa forma cambia de manera aparentemente aleatoria en
cada caso, pero aún si el ruido de fondo es un elemento
clave en esas irregularidades, es necesario recordar que
se han filtrado todas las componentes cuya frecuencia
sea mayor que 150 Hz, lo cual también tiene un claro
Figura 2. Posición relativa de la herramienta respecto a
la pieza en cada sección (A), señal generada por el
dinamómetro (B), señal generada por el micrófono (C) y
señal del micrófono filtrada (D) [V/s]. Fuente:
elaboración propia.

353
impacto en la señal resultante.
Finalmente, se puede comprobar que existe cierto
desfase irregular entre los picos de la señal del
dinamómetro y la señal del micrófono que posee un
valor variable de ±5º.
4.2 Estimación de la profundidad de corte
Hasta ahora, todas las comparaciones entre los datos
obtenidos mediante el dinamómetro y el micrófono se
han planteado de forma estrictamente cualitativa, pero si
se pretende emplear este sistema para conocer el estado
del proceso de mecanizado y detenerlo en caso de rotura
de componentes de forma automática, es necesario
realizar un estudio de la precisión del sistema a nivel
cuantitativo.
Durante esta investigación se tomó el dinamómetro
como referencia suponiendo que sus datos representan
la realidad del proceso de mecanizado debido a su
fidelidad respecto a los modelos teóricos [14] y al
amplio uso de estos componentes en aplicaciones tanto
científicas como industriales a la hora de analizar las
fuerzas presentes en diferentes procesos. Es por ello que
para realizar un estudio más exhaustivo de las
capacidades del micrófono será necesario comparar sus
datos con el modelo teórico.
Teniendo en cuenta que durante el proceso experimental
se empleó una fresa con un ángulo de hélice de 30º, el
ángulo total de corte (diferencia entre el ángulo de
entrada y el ángulo de salida) tendrá una magnitud
mayor al que se puede apreciar en cualquier plano
perpendicular a la herramienta de corte (ángulo
proyectado), de modo que es necesario tener en cuenta
la profundidad teórica de corte para garantizar que el filo
de la fresa habrá abandonado completamente el contacto
con la pieza (Figuras 4A).
Una vez realizada esta consideración, es necesario
determinar los puntos de entrada y salida de la pieza
tanto en el caso teórico como en el caso práctico con el
micrófono. En el caso teórico, se puede deducir el
momento de entrada y salida de la Figura 4, dando lugar
a las Ecuaciones 1, 2 y 3, mientras que en el caso del
micrófono basta con observar los puntos de subida y de
bajada de cada una de las perturbaciones de la señal.
𝑡𝑒𝑛𝑖 =𝜑𝑒𝑛𝑖
2𝜋𝑇 (1)
𝑡𝑝𝑟𝑖 =𝑇
2𝜋𝜑𝑝𝑟𝑖 (2)
𝑡𝑒𝑥𝑖𝑡𝑖′ = 𝑡𝑝𝑟𝑖 + 𝑡𝑟𝑒𝑓
′ +𝑇
2 (3)
Dada la dificultad de medir los ángulos de entrada y
salida de manera directa en una aplicación real, la
comparación se suele basar en la medición directa de un
parámetro para su posterior comparación con el valor del
mismo parámetro obtenido matemáticamente de la
combinación de ecuaciones teóricas aplicadas a los
puntos de entrada y salida obtenidos de la señal del
micrófono (Ecuación 4) [14].
𝑎𝑝𝑖 =𝜋
𝑇(𝑡𝑒𝑥𝑖𝑡𝑖
′ − 𝑡𝑟𝑒𝑓𝑖′ −
𝑇
2)
𝐷𝑟𝑖
tan𝜆𝑠 (4)
Aplicando dicha ecuación a los datos del micrófono en
condiciones permanentes de mecanizado, se obtiene
como resultado la Figura 5, la cual muestra una serie de
oscilaciones regulares cuya media de valores es de 2.30
mm y su desviación típica de 0.48 mm, para un valor real
de 2 mm de profundidad para el que fue programado el
proceso.
5 Conclusiones
El uso de micrófonos en procesos de fresado es
potencialmente viable para detectar el contacto
herramienta-pieza y para evaluar el grado de inmersión
de la herramienta en la pieza mediante el empleo de
Figura 3. Comparación entre la señal generada por el
dinamómetro (azul) y la señal filtrada generada por el
micrófono (naranja) durante condiciones permanentes de
corte [V/s]. Fuente: elaboración propia.
Figura 4. Modelo utilizado para la estimación de la
profundidad de corte. Fuente: Erardo Leal-Muñoz [14].
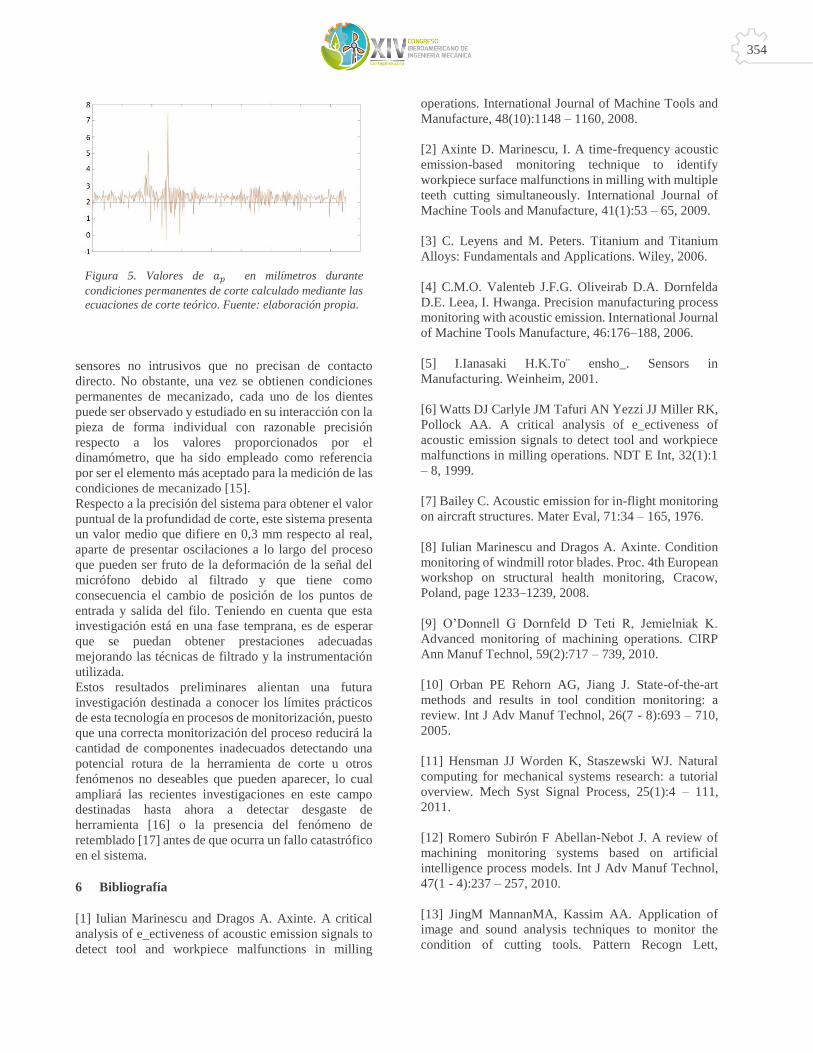
354
sensores no intrusivos que no precisan de contacto
directo. No obstante, una vez se obtienen condiciones
permanentes de mecanizado, cada uno de los dientes
puede ser observado y estudiado en su interacción con la
pieza de forma individual con razonable precisión
respecto a los valores proporcionados por el
dinamómetro, que ha sido empleado como referencia
por ser el elemento más aceptado para la medición de las
condiciones de mecanizado [15].
Respecto a la precisión del sistema para obtener el valor
puntual de la profundidad de corte, este sistema presenta
un valor medio que difiere en 0,3 mm respecto al real,
aparte de presentar oscilaciones a lo largo del proceso
que pueden ser fruto de la deformación de la señal del
micrófono debido al filtrado y que tiene como
consecuencia el cambio de posición de los puntos de
entrada y salida del filo. Teniendo en cuenta que esta
investigación está en una fase temprana, es de esperar
que se puedan obtener prestaciones adecuadas
mejorando las técnicas de filtrado y la instrumentación
utilizada.
Estos resultados preliminares alientan una futura
investigación destinada a conocer los límites prácticos
de esta tecnología en procesos de monitorización, puesto
que una correcta monitorización del proceso reducirá la
cantidad de componentes inadecuados detectando una
potencial rotura de la herramienta de corte u otros
fenómenos no deseables que pueden aparecer, lo cual
ampliará las recientes investigaciones en este campo
destinadas hasta ahora a detectar desgaste de
herramienta [16] o la presencia del fenómeno de
retemblado [17] antes de que ocurra un fallo catastrófico
en el sistema.
6 Bibliografía
[1] Iulian Marinescu and Dragos A. Axinte. A critical
analysis of e_ectiveness of acoustic emission signals to
detect tool and workpiece malfunctions in milling
operations. International Journal of Machine Tools and
Manufacture, 48(10):1148 – 1160, 2008.
[2] Axinte D. Marinescu, I. A time-frequency acoustic
emission-based monitoring technique to identify
workpiece surface malfunctions in milling with multiple
teeth cutting simultaneously. International Journal of
Machine Tools and Manufacture, 41(1):53 – 65, 2009.
[3] C. Leyens and M. Peters. Titanium and Titanium
Alloys: Fundamentals and Applications. Wiley, 2006.
[4] C.M.O. Valenteb J.F.G. Oliveirab D.A. Dornfelda
D.E. Leea, I. Hwanga. Precision manufacturing process
monitoring with acoustic emission. International Journal
of Machine Tools Manufacture, 46:176–188, 2006.
[5] I.Ianasaki H.K.To¨ ensho_. Sensors in
Manufacturing. Weinheim, 2001.
[6] Watts DJ Carlyle JM Tafuri AN Yezzi JJ Miller RK,
Pollock AA. A critical analysis of e_ectiveness of
acoustic emission signals to detect tool and workpiece
malfunctions in milling operations. NDT E Int, 32(1):1
– 8, 1999.
[7] Bailey C. Acoustic emission for in-flight monitoring
on aircraft structures. Mater Eval, 71:34 – 165, 1976.
[8] Iulian Marinescu and Dragos A. Axinte. Condition
monitoring of windmill rotor blades. Proc. 4th European
workshop on structural health monitoring, Cracow,
Poland, page 1233–1239, 2008.
[9] O’Donnell G Dornfeld D Teti R, Jemielniak K.
Advanced monitoring of machining operations. CIRP
Ann Manuf Technol, 59(2):717 – 739, 2010.
[10] Orban PE Rehorn AG, Jiang J. State-of-the-art
methods and results in tool condition monitoring: a
review. Int J Adv Manuf Technol, 26(7 - 8):693 – 710,
2005.
[11] Hensman JJ Worden K, Staszewski WJ. Natural
computing for mechanical systems research: a tutorial
overview. Mech Syst Signal Process, 25(1):4 – 111,
2011.
[12] Romero Subirón F Abellan-Nebot J. A review of
machining monitoring systems based on artificial
intelligence process models. Int J Adv Manuf Technol,
47(1 - 4):237 – 257, 2010.
[13] JingM MannanMA, Kassim AA. Application of
image and sound analysis techniques to monitor the
condition of cutting tools. Pattern Recogn Lett,
Figura 5. Valores de 𝑎𝑝 en milímetros durante
condiciones permanentes de corte calculado mediante las
ecuaciones de corte teórico. Fuente: elaboración propia.

355
21(11):969 – 979, 2000.
[14] Keith A.HekmanSteven Y.Liang. In-process
monitoring of end milling cutter runout. Mechatronics,
7(1):1 – 10, 1997.
[15] H. Perez A. Vizan E. Leal-Muñoz, E. Diez.
Accuracy of a new online method for measuring
machining parameters in milling. International Journal
of Machine Tools and Manufacture, 128:170–179, 2018.
[16] N. Seemuang T. McLeay T. Slatter. Using spindle
noise to monitor tool wear in a turning process.
International Journal of Advanced Manufacturing
Technology, 86(9-12):2781–2790, 2016.
[17] Kilic Z.M. Altintas Y. Caliskan, H. On-line energy-
based milling chatter detection.
Journal of Manufacturing Science and Engineering, 11,
2018.

356
2651. EVALUACIÓN SOBRE LAS VARIABLES TERMOHIDRÁULICAS EN LA EXTRACCIÓN
DE SALMUERA GEOTÉRMICA UTILIZANDO UN SISTEMA AIRLIFT PARA DIFERENTES
RELACIONES DE INMERSIÓN
J. Jesús Pacheco Ibarra1, Javier Gutiérrez Martínez2, Carlos Rubio Maya1, Raúl Guerrero Moreno3, Hugo Cuauhtémoc
Gutiérrez Sánchez1, Alberto Gutiérrez Martínez4.
1
Grupo de Eficiencia Energética y Energías Renovables, Facultad de Ingeniería Mecánica, UMSNH, México. Email:
[email protected] 2Estudiante del Doctorado en Ciencias en Ingeniería Mecánica, Facultad de Ingeniería Mecánica, UMSNH, México. Email:
[email protected] 3Profesor, Facultad de Ingeniería Mecánica, UMSNH, México. Email: [email protected]
4Profesor, Facultad de Ingeniería Eléctrica, UMSNH, México. Email: [email protected]
Resumen
La extracción de salmuera geotérmica en un reservorio de mediana entalpía utilizando un sistema Airlift, se evaluó
generando un diferencial de presión y reduciendo la densidad al inyectarse aire presurizado en la salmuera, lo que provocó
el desplazamiento del fluido hacia la superficie aplicando diferentes relaciones de inmersión (SR) 0.88, 0.89, 0.94 y 0.95.
Al incrementar SR se extrajo salmuera a mayores temperaturas, flujos volumétricos y productividades (l/s/bar).
Posteriormente se calcularon temperaturas mediante balances de energía para ser evaluadas con las mediciones
experimentales, de donde se obtuvo que, para SR de 0.94 y 0.95 las aproximaciones de error en las mediciones e
incertidumbre fueron de 2.86 % ± 0.6106 y 3.35 % ± 0.5856 respectivamente, y para SR de 0.88 y 0.89 fueron de 3.14
% ± 0.6178 y 0.10 % ± 0.6353. Además, para la inyección de aire se utilizó una boquilla con 130 perforaciones de 5 mm
de diámetro ubicadas en la cara cilíndrica.
Palabras clave : Airlift pump, reservorio geotérmico, productividad, tasa de inmersión, boquilla.
Abstract
The extraction of geothermal brine in a medium enthalpy reservoir using an Airlift system, was assessed generating a
pressure differential and reducing the density when pressurized air was injected into the brine, which caused the
displacement of the fluid towards the surface by applying different immersion relations (SR) 0.88, 0.89, 0.94 and 0.95.
When increasing SR, brine was extracted at higher temperatures, volumetric flows and productivities (l/s/bar).
Subsequently, temperatures were calculated using energy balances to be evaluated with the experimental measurements,
from which it was obtained that, for SR of 0.94 and 0.95 the approximation of error in the measurement and uncertainty
were of 2.86 % ± 0.6106 and 3.35 % 0.5856 respectively, and for SR of 0.88 and 0.89 were of 3.14 % ± 0.6178 and 0.10
% 0.6353. In addition, a nozzle with 130 holes of 5 mm diameter located on the cylindrical face was used for air
injection.
1. Introducción
Un Airlift pump es un dispositivo, comúnmente,
utilizado para elevar líquidos o mezclas de líquidos y
sólidos (mayormente líquidos) a través de una tubería
vertical parcialmente sumergida en un líquido, por
medio de aire comprimido introducido a través de una
tubería cerca del extremo inferior [1].
La elevación de la mezcla se genera derivado de la
diferencia de presión creada al suministrar el aire a una
presión tal que debe vencer tanto la columna de agua
estática como dinámica y la reducción de la densidad del
agua al crear la mezcla líquido-gas. La utilización del
sistema Airlift en un reservorio geotérmico, no solo se
verá influenciado por la acción del diferencial de presión
y la reducción de la densidad de la mezcla líquido-gas,
también tendrá la influencia de la temperatura a la que
se encuentre el fluido geotérmico.
Las bombas de transporte aéreo Airlift pueden usarse
para levantar sustancias corrosivas y/o tóxicas en las
industrias químicas y la eliminación de lodos en plantas
de tratamiento de aguas residuales [2].
Otras aplicaciones del Airlift incluyen bombear líquidos
arenosos o salados viscosos como hidrocarburos en la
industria petrolera, perforación de pozos, minería
submarina y bio-reactores [3].
Además, son fáciles de usar en pozos de forma irregular
donde otras bombas de pozo profundo no encajan.
Recientemente, aplicaciones del sistema Airlift se
357
utilizan para bombear líquidos hirviendo donde hay un
cambio de fase de líquido a gas. En los campos
petrolíferos se emplean bombas elevadoras de gas o el
sistema Airlift para extraer petróleo de pozos débiles [4].
También el sistema Airlift se utiliza durante la
perforación para limpieza de pozos, así como para
evaluar la productividad instantánea relativamente
rápido considerando que, los resultados obtenidos en
esta etapa temprana son preliminares y pueden no
revelar el potencial sostenible completo de un
reservorio, ya que se requieren pruebas hidráulicas para
obtener un conjunto de datos que pueda interpretarse
hacia una comprensión profunda del yacimiento. Para
medir el éxito de un pozo geotérmico, se miden los
índices de productividad e inyectividad,
respectivamente, especificando la tasa de
producción/inyección en función de la presión
diferencial aplicada (por ejemplo, litros por segundo por
bar). Durante la realización de las pruebas hidráulicas y
caracterización de yacimientos del sitio de Taukirchen
en la cuenca de Molasse Bavarian, Alemania, se utilizó
el sistema Airlift y estimulación química con HCl al 15
%, en dos períodos de tiempo, uno menor a 2 días con
un volumen producido de 6000 m3, y otro de 1.5 días con
un volumen de 7800 m3, en el pozo GT3a con
profundidad de 4259 m, se asume una temperatura de
120 °C [5].
Asímismo, para las pruebas de caracterización
hidrotérmica de los pozos GRT-1 y GRT-2 en
Rittershoffen, Francia. En el interior del pozo GRT-1 de
2580 m de profundidad se realizó la inyección de aire a
300 m de profundidad, durante 24 h, posteriormente se
realizaron 3 pruebas descendiendo el flujo en 3 tasas (14
l/s, 11 l/s y 9.7 l/s) en períodos de 3 h cada una, con un
registro de temperatura máxima de 157 °C.
Posteriormente se realizó otra prueba inyectando el aire
a 500 m de inmersión, durante 12 h estabilizando el flujo
en 8 l/s, registrando un máximo de temperatura de
158°C. La productividad del pozo podría estimarse en
0.45 l/s/bar [6].
Hanafizadeh y colaboradores realizaron un análisis de
exergía que es utilizado para modelar una bomba de
transporte aéreo. Calcularon la generación de entropía
en diferentes regímenes de flujo y descubrieron la menor
generación de entropía en el régimen de flujo tipo slug
[7].
Posteriormente analizaron el régimen de flujo bifásico
gas-líquido en el tubo ascendente de la bomba de
transporte aéreo experimentalmente mediante la técnica
de análisis de imagen. Detectaron tres regímenes de flujo
principales, slug, churn y anular en el puente aéreo y
encontraron que el régimen de flujo tipo slug, es el más
apropiado para este tipo de sistema de bombeo [8].
A pesar de su menor eficiencia, la bomba de transporte
aéreo tiene algunas ventajas prácticas, como menor
costo inicial, menor mantenimiento, fácil instalación,
capacidad de resistencia a obstrucciones, pequeños
requisitos de espacio, diseño y construcción simplistas,
facilidad para regulación de flujo y versatilidad en
muchas aplicaciones sobre bombas mecánicas
ordinarias [9].
2.
2.1 Metodología
Se realizó la identificación del estado mecánico
resumido en la tabla 1, la caracterización termodinámica
en el pozo geotérmico y la determinación de las
condiciones operativas necesarias para llevar a cabo la
extracción de calor en un pozo geotérmico, utilizando el
sistema Airlift.
Tabla 1. Estado mecánico del pozo
Diámetro del
agujero (cm)
Diámetro de tubería
(cm)
Profundidad
(m)
66.04 10.16 100.0
44.45 33.973 363.6
31.11 -------- 1350
Fuente: elaboración propia.
La figura 1, muestra la ubicación del pozo GSE-S01
que se localiza a 900 m al NW de la población de San
Nicolás Simirao, en el Municipio de Zinapécuaro, en
el Estado de Michoacán, México. Se construyó en el
año de 1991 m y tiene una profundidad total de 1350
m, se encuentra en las instalaciones de la planta híbrida
geotérmica y solar a cargo de la UMSNH.
Para llevar a cabo las pruebas se introdujo en el pozo
geotérmico de manera concéntrica la tubería de 1” de
diámetro para inyectar el aire, en el interior de la tubería
de elevación para la mezcla bifásica de 4” de diámetro
conformando así el sistema Airlift, para las relaciones de
inmersión seleccionadas.
Enseguida se conectó de manera roscada en la parte
inferior de la tuberia para inyección de aire, una boquilla
de acero inoxidable de 1” de diámetro y longitud de 20
cm, con 130 perforaciones en la cara cilindrica de 5 mm
de diámetro cada uno.
Posteriormente se suministraron 87 l/s de aire con una
presión de 6.9 bars y temperatura de 40 °C hacia el
sistema Airlift, procedente de un compresor de 60 hp.
Los días de la experimentación fueron soleados y la
temperatura ambiente se mantuvo a 25 °C promedio, las
pruebas para extracción de salmuera se realizaron en
periodos de 4 horas cada una, para las relaciones de
inmersión de SR de 0.88, 0.89, 0.94 y 0.95, se tomaron
mediciones cada 10 minutos. La experimentación fue
realizada del 30 agosto al 10 de septiembre del 2018.
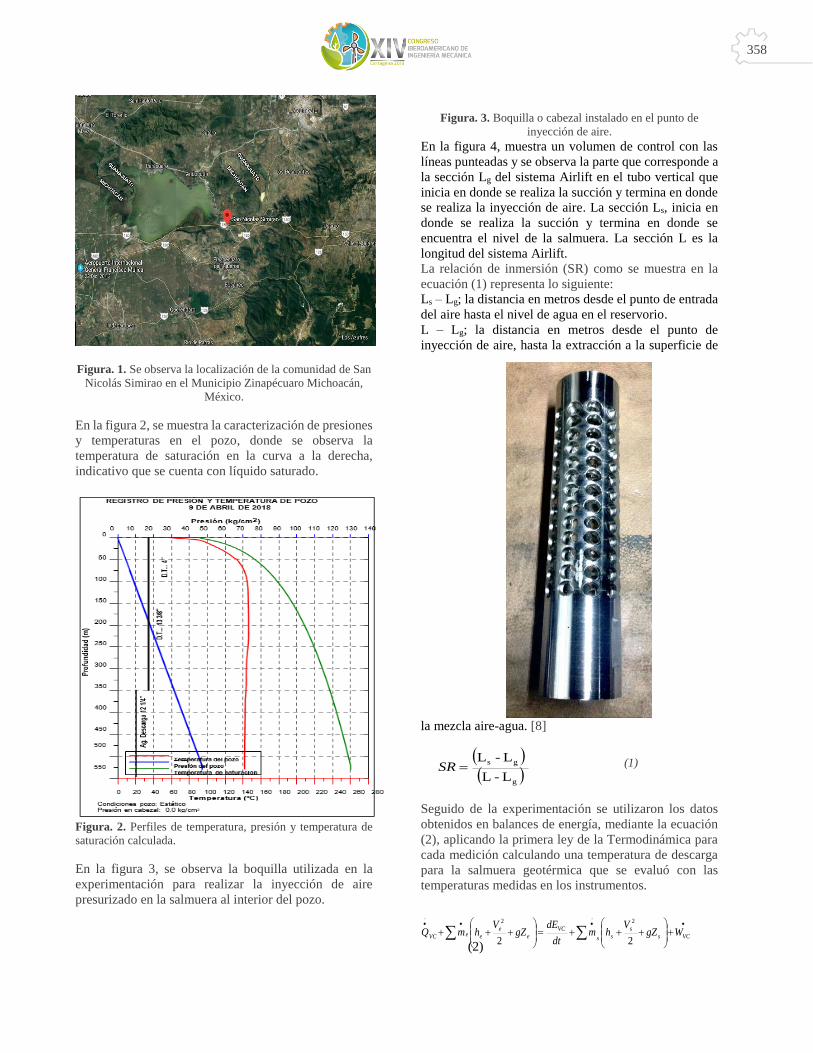
358
Figura. 1. Se observa la localización de la comunidad de San
Nicolás Simirao en el Municipio Zinapécuaro Michoacán,
México.
En la figura 2, se muestra la caracterización de presiones
y temperaturas en el pozo, donde se observa la
temperatura de saturación en la curva a la derecha,
indicativo que se cuenta con líquido saturado.
Figura. 2. Perfiles de temperatura, presión y temperatura de
saturación calculada.
En la figura 3, se observa la boquilla utilizada en la
experimentación para realizar la inyección de aire
presurizado en la salmuera al interior del pozo.
Figura. 3. Boquilla o cabezal instalado en el punto de
inyección de aire.
En la figura 4, muestra un volumen de control con las
líneas punteadas y se observa la parte que corresponde a
la sección Lg del sistema Airlift en el tubo vertical que
inicia en donde se realiza la succión y termina en donde
se realiza la inyección de aire. La sección Ls, inicia en
donde se realiza la succión y termina en donde se
encuentra el nivel de la salmuera. La sección L es la
longitud del sistema Airlift.
La relación de inmersión (SR) como se muestra en la
ecuación (1) representa lo siguiente:
Ls – Lg; la distancia en metros desde el punto de entrada
del aire hasta el nivel de agua en el reservorio.
L – Lg; la distancia en metros desde el punto de
inyección de aire, hasta la extracción a la superficie de
la mezcla aire-agua. [8]
g
gs
L - L
L - LSR (1)
Seguido de la experimentación se utilizaron los datos
obtenidos en balances de energía, mediante la ecuación
(2), aplicando la primera ley de la Termodinámica para
cada medición calculando una temperatura de descarga
para la salmuera geotérmica que se evaluó con las
temperaturas medidas en los instrumentos.
(2)
VCs
s
ss
VC
e
e
eeVCWgZ
Vhm
dt
dEgZ
VhmQ
22
2.
2.

359
Figura. 4. Volumen de control del sistema Airlift en el que se
muestran las secciones que lo conforman para su
construcción.
No existe transferencia de trabajo a través de los límites
del volumen de control, obteniendo la ecuación (3).
(3)
Implementando la ecuación (3) para el volumen de
control se obtiene la ecuación (4), en donde el aire se
representa con la letra (a), la salmuera con la letra (b), y
la entrada al sistema con la letra (e) y la salida del
sistema con la letra (s)
(4)
Se obtuvo la ecuación (5), donde se consideran como
iguales la temperatura de salida del aire y la salmuera. Y
bajo el principio de estados correspondientes para las
condiciones experimentales que se presentan, se puede
considerar el aire utilizado por el compresor con un
comportamiento de gas ideal, ya que la presión es baja y
la temperatura es alta respecto a sus condiciones críticas;
es decir, TR es mayor que 2 y la presión reducida PR es
bastante menor que 1. Por lo que dividiendo la ecuación
(4) entre el flujo másico de salmuera
(5)
Despejando se obtiene la ecuación (6) para calcular las
temperaturas de salida de la salmuera
(6)
Se obtiene la ecuación (7) despejando de la siguiente
manera
(7)
Donde
(8)
Para estimar la aproximación del error e incertidumbre
sobre las mediciones realizadas en los instrumentos para
la temperatura, se utilizó la ecuación (9) que representa
la ley de propagación de incertidumbres para determinar
una incertidumbre combinada [10].
(9)
Donde es la derivación parcial de F respecto
a Xn como un factor de sensibilidad. El parámetro
considerado es la temperatura y se expresa en la
ecuación (10) en función de las siguientes variables
(10)
Donde fue calculado a partir del gasto volumétrico
obtenido en medidor de flujo Venturi con precisión de
2 %; fue calculado a partir de la entrega de gasto
volumétrico de aire en la salida del compresor con
precisión de 2%, las temperaturas fueron
medidas en termómetro bimetálico con precisión de 2
% y fue medida con sonda Kuster k-10 con precisión
de 0.5 %. Las incertidumbres de medición y variables
calculadas se resumen en la tabla 2, en la cuales la tasa
de incertidumbre es estimado en la ecuación (9) y la
aproximación del error es definida como la relación del
valor de incertidumbre al valor de la variable, el cual se
expresa en porcentaje.
ss
ssee
eeVC gZV
hmgZV
hmQ22
2.
2.
sssss
s
ss
e
eee
e
ee bbs
bba
a
aa
b
bba
a
aaVCgZ
VhmgZ
Vhm
VhmgZ
VhmQ
2222
2222.
s
esesse
sesea bbbbbbaaaaaapVC gZVVTTCZZygVV
yTTyCQ
2222
.
2
1
2
sbT
bbb CATTes
/
2
22
2
2
2
2
22
1
2
1
22 ... n
n
F UXX
FUX
X
FUX
X
FU
),,,,,,(. . . seaseescalculadas
babpbbaab mmCCTTTTT
sbm
eam
ses baa TTT ,,
ebT
FU
nXF /2
sbT
ss
esse
seseae bbbbbaaaaaapVCb TCgZVVZZygVV
yTTyCQT
/2
1
2
2222
.
ses
sese
sea bbbaaaaaapVC gZVVZZygVVy
TTyCQA 2222
.
2
1
2
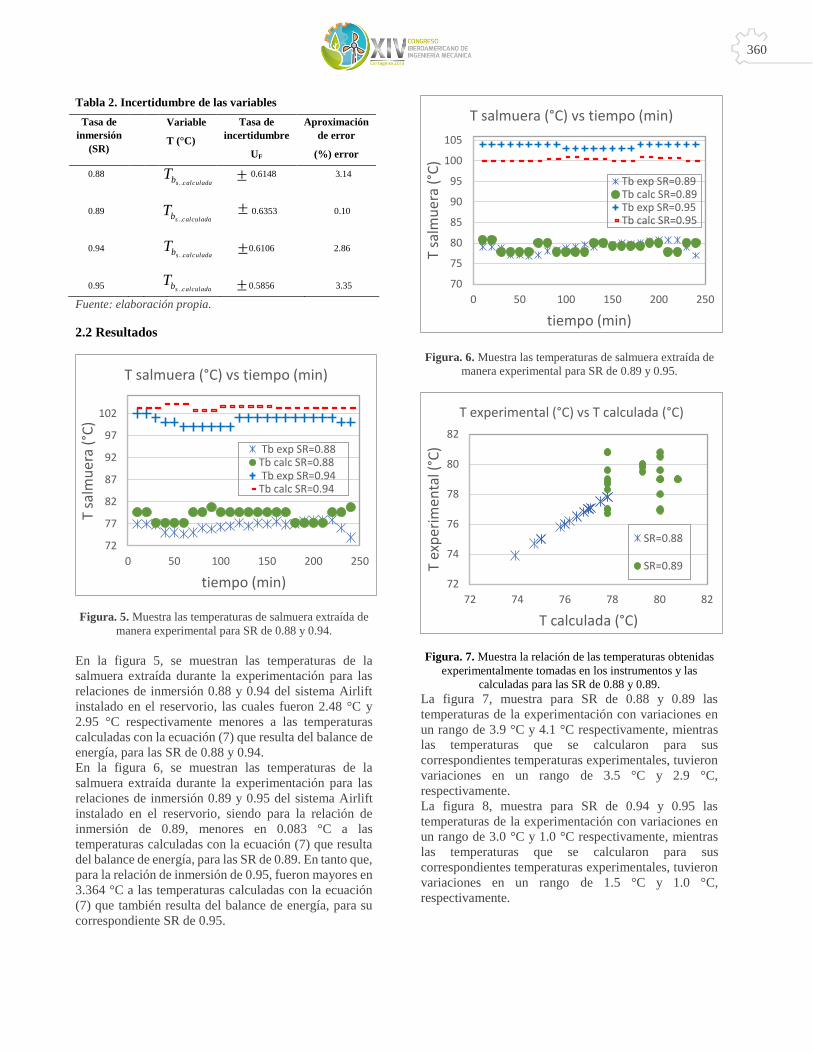
360
Tabla 2. Incertidumbre de las variables
Tasa de
inmersión
(SR)
Variable
T (°C)
Tasa de
incertidumbre
UF
Aproximación
de error
(%) error
0.88
0.89
0.6148
0.6353
3.14
0.10
0.94
0.95
0.6106
0.5856
2.86
3.35
Fuente: elaboración propia.
2.2 Resultados
Figura. 5. Muestra las temperaturas de salmuera extraída de
manera experimental para SR de 0.88 y 0.94.
En la figura 5, se muestran las temperaturas de la
salmuera extraída durante la experimentación para las
relaciones de inmersión 0.88 y 0.94 del sistema Airlift
instalado en el reservorio, las cuales fueron 2.48 °C y
2.95 °C respectivamente menores a las temperaturas
calculadas con la ecuación (7) que resulta del balance de
energía, para las SR de 0.88 y 0.94.
En la figura 6, se muestran las temperaturas de la
salmuera extraída durante la experimentación para las
relaciones de inmersión 0.89 y 0.95 del sistema Airlift
instalado en el reservorio, siendo para la relación de
inmersión de 0.89, menores en 0.083 °C a las
temperaturas calculadas con la ecuación (7) que resulta
del balance de energía, para las SR de 0.89. En tanto que,
para la relación de inmersión de 0.95, fueron mayores en
3.364 °C a las temperaturas calculadas con la ecuación
(7) que también resulta del balance de energía, para su
correspondiente SR de 0.95.
Figura. 6. Muestra las temperaturas de salmuera extraída de
manera experimental para SR de 0.89 y 0.95.
Figura. 7. Muestra la relación de las temperaturas obtenidas
experimentalmente tomadas en los instrumentos y las
calculadas para las SR de 0.88 y 0.89.
La figura 7, muestra para SR de 0.88 y 0.89 las
temperaturas de la experimentación con variaciones en
un rango de 3.9 °C y 4.1 °C respectivamente, mientras
las temperaturas que se calcularon para sus
correspondientes temperaturas experimentales, tuvieron
variaciones en un rango de 3.5 °C y 2.9 °C,
respectivamente.
La figura 8, muestra para SR de 0.94 y 0.95 las
temperaturas de la experimentación con variaciones en
un rango de 3.0 °C y 1.0 °C respectivamente, mientras
las temperaturas que se calcularon para sus
correspondientes temperaturas experimentales, tuvieron
variaciones en un rango de 1.5 °C y 1.0 °C,
respectivamente.
72
77
82
87
92
97
102
0 50 100 150 200 250
T sa
lmu
era
(°C
)
tiempo (min)
T salmuera (°C) vs tiempo (min)
Tb exp SR=0.88Tb calc SR=0.88 Tb exp SR=0.94Tb calc SR=0.94
70
75
80
85
90
95
100
105
0 50 100 150 200 250
T sa
lmu
era
(°C
)
tiempo (min)
T salmuera (°C) vs tiempo (min)
Tb exp SR=0.89Tb calc SR=0.89Tb exp SR=0.95Tb calc SR=0.95
72
74
76
78
80
82
72 74 76 78 80 82
T ex
per
imen
tal (
°C)
T calculada (°C)
T experimental (°C) vs T calculada (°C)
SR=0.88
SR=0.89
calculadasbT. .
calculadasbT. .
calculadasbT. .
calculadasbT. .
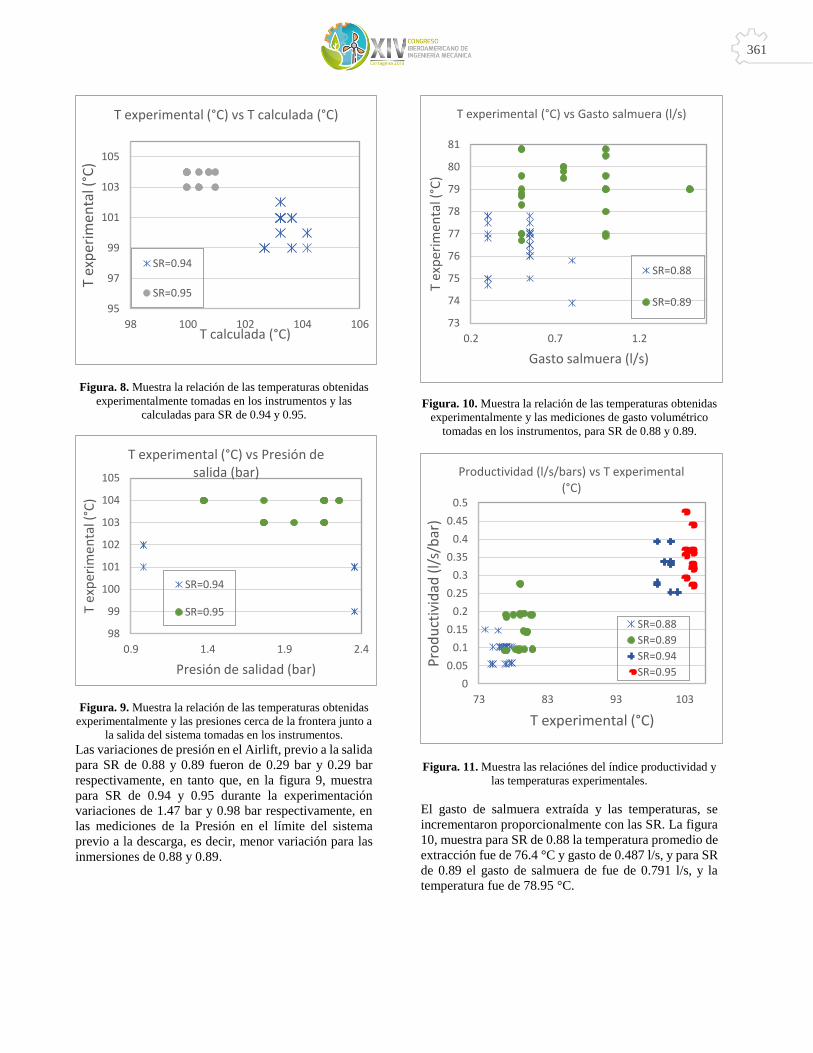
361
Figura. 8. Muestra la relación de las temperaturas obtenidas
experimentalmente tomadas en los instrumentos y las
calculadas para SR de 0.94 y 0.95.
Figura. 9. Muestra la relación de las temperaturas obtenidas
experimentalmente y las presiones cerca de la frontera junto a
la salida del sistema tomadas en los instrumentos.
Las variaciones de presión en el Airlift, previo a la salida
para SR de 0.88 y 0.89 fueron de 0.29 bar y 0.29 bar
respectivamente, en tanto que, en la figura 9, muestra
para SR de 0.94 y 0.95 durante la experimentación
variaciones de 1.47 bar y 0.98 bar respectivamente, en
las mediciones de la Presión en el límite del sistema
previo a la descarga, es decir, menor variación para las
inmersiones de 0.88 y 0.89.
Figura. 10. Muestra la relación de las temperaturas obtenidas
experimentalmente y las mediciones de gasto volumétrico
tomadas en los instrumentos, para SR de 0.88 y 0.89.
Figura. 11. Muestra las relaciónes del índice productividad y
las temperaturas experimentales.
El gasto de salmuera extraída y las temperaturas, se
incrementaron proporcionalmente con las SR. La figura
10, muestra para SR de 0.88 la temperatura promedio de
extracción fue de 76.4 °C y gasto de 0.487 l/s, y para SR
de 0.89 el gasto de salmuera de fue de 0.791 l/s, y la
temperatura fue de 78.95 °C.
95
97
99
101
103
105
98 100 102 104 106
T ex
per
imen
tal (
°C)
T calculada (°C)
T experimental (°C) vs T calculada (°C)
SR=0.94
SR=0.95
98
99
100
101
102
103
104
105
0.9 1.4 1.9 2.4
T ex
per
imen
tal (
°C)
Presión de salidad (bar)
T experimental (°C) vs Presión de salida (bar)
SR=0.94
SR=0.95
73
74
75
76
77
78
79
80
81
0.2 0.7 1.2
T ex
per
imen
tal (
°C)
Gasto salmuera (l/s)
T experimental (°C) vs Gasto salmuera (l/s)
SR=0.88
SR=0.89
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
73 83 93 103
Pro
du
ctiv
idad
(l/
s/b
ar)
T experimental (°C)
Productividad (l/s/bars) vs T experimental (°C)
SR=0.88
SR=0.89
SR=0.94
SR=0.95
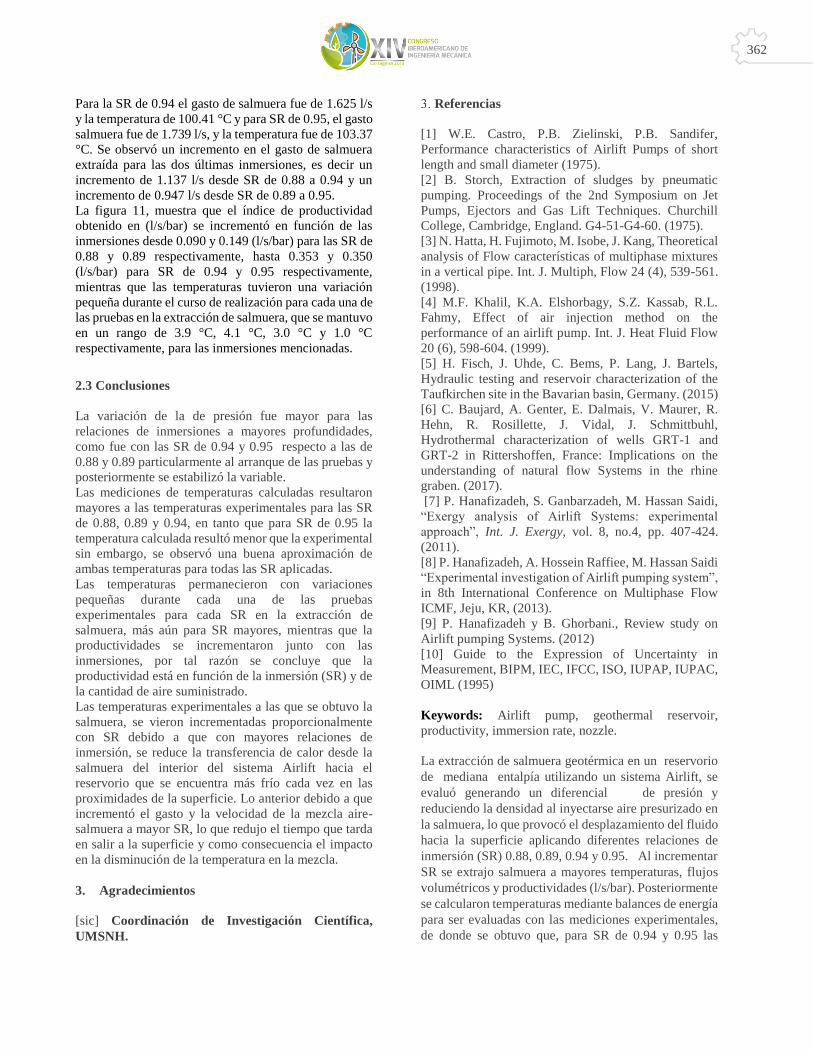
362
Para la SR de 0.94 el gasto de salmuera fue de 1.625 l/s
y la temperatura de 100.41 °C y para SR de 0.95, el gasto
salmuera fue de 1.739 l/s, y la temperatura fue de 103.37
°C. Se observó un incremento en el gasto de salmuera
extraída para las dos últimas inmersiones, es decir un
incremento de 1.137 l/s desde SR de 0.88 a 0.94 y un
incremento de 0.947 l/s desde SR de 0.89 a 0.95.
La figura 11, muestra que el índice de productividad
obtenido en (l/s/bar) se incrementó en función de las
inmersiones desde 0.090 y 0.149 (l/s/bar) para las SR de
0.88 y 0.89 respectivamente, hasta 0.353 y 0.350
(l/s/bar) para SR de 0.94 y 0.95 respectivamente,
mientras que las temperaturas tuvieron una variación
pequeña durante el curso de realización para cada una de
las pruebas en la extracción de salmuera, que se mantuvo
en un rango de 3.9 °C, 4.1 °C, 3.0 °C y 1.0 °C
respectivamente, para las inmersiones mencionadas.
2.3 Conclusiones
La variación de la de presión fue mayor para las
relaciones de inmersiones a mayores profundidades,
como fue con las SR de 0.94 y 0.95 respecto a las de
0.88 y 0.89 particularmente al arranque de las pruebas y
posteriormente se estabilizó la variable.
Las mediciones de temperaturas calculadas resultaron
mayores a las temperaturas experimentales para las SR
de 0.88, 0.89 y 0.94, en tanto que para SR de 0.95 la
temperatura calculada resultó menor que la experimental
sin embargo, se observó una buena aproximación de
ambas temperaturas para todas las SR aplicadas.
Las temperaturas permanecieron con variaciones
pequeñas durante cada una de las pruebas
experimentales para cada SR en la extracción de
salmuera, más aún para SR mayores, mientras que la
productividades se incrementaron junto con las
inmersiones, por tal razón se concluye que la
productividad está en función de la inmersión (SR) y de
la cantidad de aire suministrado.
Las temperaturas experimentales a las que se obtuvo la
salmuera, se vieron incrementadas proporcionalmente
con SR debido a que con mayores relaciones de
inmersión, se reduce la transferencia de calor desde la
salmuera del interior del sistema Airlift hacia el
reservorio que se encuentra más frío cada vez en las
proximidades de la superficie. Lo anterior debido a que
incrementó el gasto y la velocidad de la mezcla aire-
salmuera a mayor SR, lo que redujo el tiempo que tarda
en salir a la superficie y como consecuencia el impacto
en la disminución de la temperatura en la mezcla.
3. Agradecimientos
[sic] Coordinación de Investigación Científica,
UMSNH.
Referencias
[1] W.E. Castro, P.B. Zielinski, P.B. Sandifer,
Performance characteristics of Airlift Pumps of short
length and small diameter (1975).
[2] B. Storch, Extraction of sludges by pneumatic
pumping. Proceedings of the 2nd Symposium on Jet
Pumps, Ejectors and Gas Lift Techniques. Churchill
College, Cambridge, England. G4-51-G4-60. (1975).
[3] N. Hatta, H. Fujimoto, M. Isobe, J. Kang, Theoretical
analysis of Flow características of multiphase mixtures
in a vertical pipe. Int. J. Multiph, Flow 24 (4), 539-561.
(1998).
[4] M.F. Khalil, K.A. Elshorbagy, S.Z. Kassab, R.L.
Fahmy, Effect of air injection method on the
performance of an airlift pump. Int. J. Heat Fluid Flow
20 (6), 598-604. (1999).
[5] H. Fisch, J. Uhde, C. Bems, P. Lang, J. Bartels,
Hydraulic testing and reservoir characterization of the
Taufkirchen site in the Bavarian basin, Germany. (2015)
[6] C. Baujard, A. Genter, E. Dalmais, V. Maurer, R.
Hehn, R. Rosillette, J. Vidal, J. Schmittbuhl,
Hydrothermal characterization of wells GRT-1 and
GRT-2 in Rittershoffen, France: Implications on the
understanding of natural flow Systems in the rhine
graben. (2017).
[7] P. Hanafizadeh, S. Ganbarzadeh, M. Hassan Saidi,
“Exergy analysis of Airlift Systems: experimental
approach”, Int. J. Exergy, vol. 8, no.4, pp. 407-424.
(2011).
[8] P. Hanafizadeh, A. Hossein Raffiee, M. Hassan Saidi
“Experimental investigation of Airlift pumping system”,
in 8th International Conference on Multiphase Flow
ICMF, Jeju, KR, (2013).
[9] P. Hanafizadeh y B. Ghorbani., Review study on
Airlift pumping Systems. (2012)
[10] Guide to the Expression of Uncertainty in
Measurement, BIPM, IEC, IFCC, ISO, IUPAP, IUPAC,
OIML (1995)
Keywords: Airlift pump, geothermal reservoir,
productivity, immersion rate, nozzle.
La extracción de salmuera geotérmica en un reservorio
de mediana entalpía utilizando un sistema Airlift, se
evaluó generando un diferencial de presión y
reduciendo la densidad al inyectarse aire presurizado en
la salmuera, lo que provocó el desplazamiento del fluido
hacia la superficie aplicando diferentes relaciones de
inmersión (SR) 0.88, 0.89, 0.94 y 0.95. Al incrementar
SR se extrajo salmuera a mayores temperaturas, flujos
volumétricos y productividades (l/s/bar). Posteriormente
se calcularon temperaturas mediante balances de energía
para ser evaluadas con las mediciones experimentales,
de donde se obtuvo que, para SR de 0.94 y 0.95 las

363
aproximaciones de error en las mediciones e
incertidumbre fueron de
2.86 % ± 0.6106 y 3.35 % ± 0.5856 respectivamente, y
para SR de 0.88 y 0.89 fueron de 3.14 % ± 0.6178 y
0.10 % ± 0.6353. Además, para la inyección de aire se
utilizó una boquilla con 130 perforaciones de 5 mm de
diámetro ubicadas en la cara cilíndrica.

364
2659. LOW-COST MECHANISM SYNTHESIS AND MODELING FOR CORRECTION OF HIP
DYSPLASIA IN MEDIUM AND LARGE DOG BREEDS
SÍNTESIS Y MODELADO DE MECANISMO DE BAJO COSTO PARA CORRECCIÓN DE
DISPLASIA DE CADERA EN PERROS DE RAZA MEDIANA Y GRANDE
Martin Steven Herrera Perez1 , Juan Daniel Joya Cadena2, Diego F. Villegas 3
1 College of Engineering, University of Miami, United States. Email: [email protected]
2 Grupo de Investigación en Energía y Medio Ambiente – GIEMA, Escuela de Ingeniería Mecánica, Universidad Industrial de
Santander, Colombia Email: [email protected] 3 Grupo de Investigación en Energía y Medio Ambiente – GIEMA, Escuela de Ingeniería Mecánica, Universidad Industrial de
Santander, Colombia Email: [email protected] web page: www.uis.edu.co
Abstract
Hip dysplasia is an incurable but treatable disease that affects medium and large dog breeds. It appears as a result of
genetic disorders, overweight, and the care given to the dogs. Currently, there are no specialized mechanisms that provide
comfort to the life of these pets, while adapting to the canine condition and promoting the use of their hind legs until
mobility is completely lost. Therefore, in the present study, a versatile device was synthesized and modeled to help to
improve the life quality of dogs, taking as a reference the "German Shepherd" breed. It was designed considering the
health and welfare of these animals, taking into account the mobility and safety of their limbs. This device uses a linkage
mechanism to provide structural support to the dogs, while allowing for mobility within an specified range of motion. It
aims to incorporate a gear and spring system that controls the weight lifted by the device, so that dogs partially use their
hind legs. The static and dynamic behavior of this mechanism were mathematically modeled, finding an optimal solution.
Keywords: Biomechanics, mechanism synthesis, optimization, prosthesis for dogs, hip dysplasia.
Resumen
La displasia de cadera es una enfermedad incurable pero tratable que afecta a razas de perros medianas y grandes. Aparece
como resultado de trastornos genéticos, sobrepeso y la atención brindada a los perros. Actualmente, no existen
mecanismos especializados que brinden comodidad a la vida de estas mascotas, al tiempo que se adaptan a la condición
canina y promueven el uso de sus patas traseras hasta que se pierda por completo la movilidad. Por lo tanto, en el presente
estudio, se sintetizó y modeló un dispositivo versátil para ayudar a mejorar la calidad de vida de los perros, tomando como
referencia la raza "Pastor Alemán". Fue diseñado teniendo en cuenta la salud y el bienestar de estos animales, considerando
la movilidad y la seguridad de sus extremidades. Este dispositivo utiliza un mecanismo de eslabones para proporcionar
soporte estructural a los perros, al tiempo que permite la movilidad dentro de un rango de movimiento específico.
Proyectando una posible incorporación de un sistema de engranaje y resorte que controla el peso levantado por el
dispositivo, para que los perros utilicen parcialmente sus patas traseras. El comportamiento estático y dinámico de este
mecanismo fue modelado matemáticamente, encontrando una solución óptima.
Palabras clave: Biomecánica, síntesis de mecanismo, optimización, prótesis para perros, displasia de cadera.
Introduction
Hip dysplasia is a genetic disease that causes progressive
separation of the head of the femur from the hip before
completely dislocating (Figure 1). The BVA1 (British
Veterinary Association) recognizes that the most
affected breeds are German Shepherd, Labrador
Retriever, Golden Retriever, Rottweiler, Bernese
Mountain and Newfoundland1. According to the
ACCC2 (Colombian Canine Club Association), 12% of
the canine population tends to suffer from this disease.
However, no adequate control is developed to prevent
the accelerated progression of the disease, which causes
many animals to be exposed to surgeries and completely
lose the mobility of their hind limbs. This is due to the
lack of knowledge in the macro-scale epidemiology of
the disease, which prevents the development of
veterinary tools that mitigate the evolution of this
disease, physiologically. As a result, products are built
without an engineering design process that ensures the
life quality of the canine.
365
The anatomy, the musculoskeletal system, the disease of
hip dysplasia, its symptoms and its treatments
(conservative, medical and surgical) were investigated
to mark a starting point in the development of the
mechanism presented in this paper3. Likewise, several
media models, offered by various companies around the
world, were consulted and studied. An analysis of these
models revealed that no machine meets the criteria of
functionality, maintainability, ergonomics, and cost,
which are the pillars of this research. Some machines
were economical, but of low quality and others very
capable of helping the canine, but at a high price.
Therefore, the functioning of a hip dysplasia corrector
was modeled to ensure the health, safety and quality of
life of animals, especially the German shepherd breed,
taken as the reference breed for the design of the device.
Similarly, by following a design methodology it is
possible to configure certain parameters in order to
obtain the most economical and efficient version
possible. Moreover, knowledge contribution is offered
to our society in terms of an innovative mechanism that
can be adapted to different dog breeds suffering from the
same disease.
Conceptual Design
Understanding the need addressed and taking into
account the objective with its respective restrictions: a
height of 50 cm and weight of 32 kilograms, certain
possible solutions were devised. These are a summary of
the system requirements, which are described in the first
part of this subsection.
2.1.1. System Requirements
Thinking about the greatest benefit for dogs and the
society, the mechanism needs to be:
Safe
Comfortable
Easy driven
Long-lasting
Lightweight
Excellent quality
Easy maintenance
Low price
Aesthetic
2.1.2. Design Alternatives
Four solutions that aimed to meet the greatest number of
requirements were devised through engineering
sketches. To choose the most optimal one, a matrix of
quality function was performed, and a support
mechanism was selected, so that it provides and adjusts
the stability of the animal, following the movements of
the rear parts, respecting the degrees of freedom in the
limbs, and supporting the hip.
Figure 2. Conceptual Design of Mechanism. Source: Self-
made.
2.1.3. Description of the Chosen Solution
Based on the selected solution, some modifications were
made to meet all the requirements. These modifications
were made, incorporating some advantages that the
other solutions offered.
In the base design, the upper part of the support,
consisted of three links, which would not allow the dog
to sit easily. Therefore, it was decided to place a fourth
link that introduces an extra degree of freedom. The
mechanism is a model based on the Grashof condition
case III4, where the longest link is fixed and the shortest
one is rotated according to the degrees of freedom of the
other two links.
Figure 1. X-ray of the hip of a dog with hip
dysplasia. Source: Wakima.com
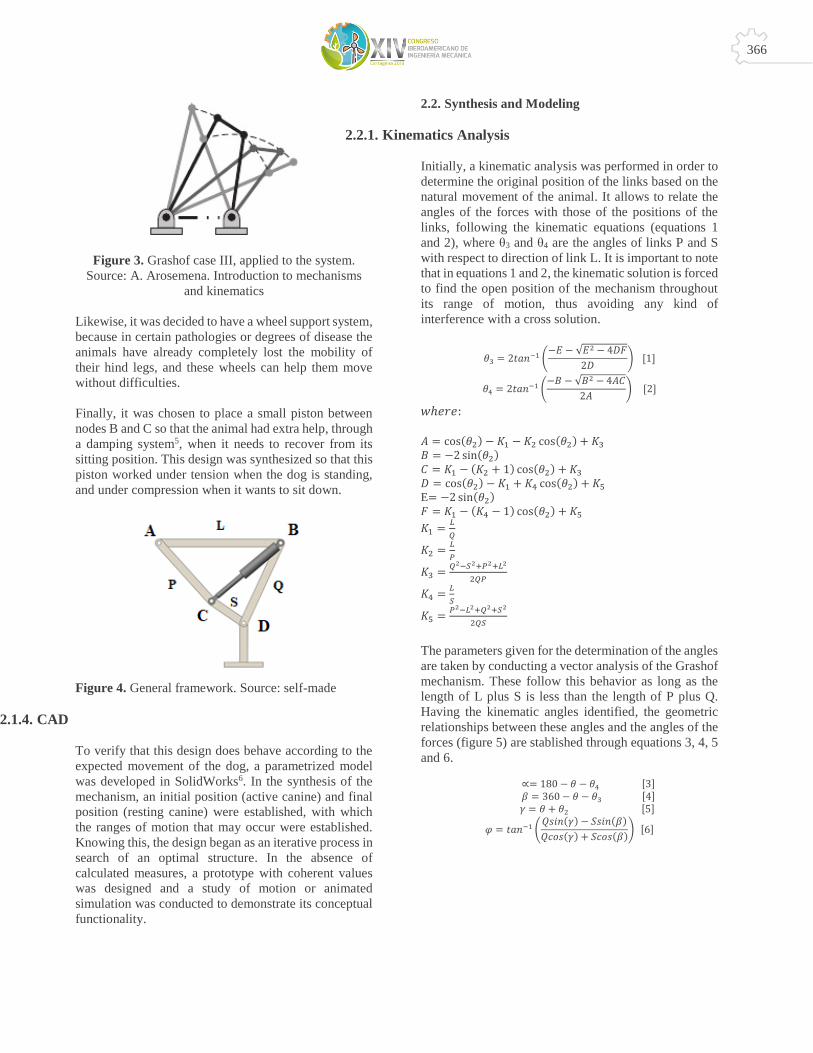
366
Figure 3. Grashof case III, applied to the system.
Source: A. Arosemena. Introduction to mechanisms
and kinematics
Likewise, it was decided to have a wheel support system,
because in certain pathologies or degrees of disease the
animals have already completely lost the mobility of
their hind legs, and these wheels can help them move
without difficulties.
Finally, it was chosen to place a small piston between
nodes B and C so that the animal had extra help, through
a damping system5, when it needs to recover from its
sitting position. This design was synthesized so that this
piston worked under tension when the dog is standing,
and under compression when it wants to sit down.
Figure 4. General framework. Source: self-made
2.1.4. CAD
To verify that this design does behave according to the
expected movement of the dog, a parametrized model
was developed in SolidWorks6. In the synthesis of the
mechanism, an initial position (active canine) and final
position (resting canine) were established, with which
the ranges of motion that may occur were established.
Knowing this, the design began as an iterative process in
search of an optimal structure. In the absence of
calculated measures, a prototype with coherent values
was designed and a study of motion or animated
simulation was conducted to demonstrate its conceptual
functionality.
2.2. Synthesis and Modeling
2.2.1. Kinematics Analysis
Initially, a kinematic analysis was performed in order to
determine the original position of the links based on the
natural movement of the animal. It allows to relate the
angles of the forces with those of the positions of the
links, following the kinematic equations (equations 1
and 2), where θ3 and θ4 are the angles of links P and S
with respect to direction of link L. It is important to note
that in equations 1 and 2, the kinematic solution is forced
to find the open position of the mechanism throughout
its range of motion, thus avoiding any kind of
interference with a cross solution.
𝜃3 = 2𝑡𝑎𝑛−1 (−𝐸 − √𝐸2 − 4𝐷𝐹
2𝐷) [1]
𝜃4 = 2𝑡𝑎𝑛−1 (−𝐵 − √𝐵2 − 4𝐴𝐶
2𝐴) [2]
𝑤ℎ𝑒𝑟𝑒: 𝐴 = cos(𝜃2) − 𝐾1 − 𝐾2 cos(𝜃2) + 𝐾3
𝐵 = −2 sin(𝜃2) 𝐶 = 𝐾1 − (𝐾2 + 1) cos(𝜃2) + 𝐾3
𝐷 = cos(𝜃2) − 𝐾1 + 𝐾4 cos(𝜃2) + 𝐾5
E= −2 sin(𝜃2) 𝐹 = 𝐾1 − (𝐾4 − 1) cos(𝜃2) + 𝐾5
𝐾1 =𝐿
𝑄
𝐾2 =𝐿
𝑃
𝐾3 =𝑄2−𝑆2+𝑃2+𝐿2
2𝑄𝑃
𝐾4 =𝐿
𝑆
𝐾5 =𝑃2−𝐿2+𝑄2+𝑆2
2𝑄𝑆
The parameters given for the determination of the angles
are taken by conducting a vector analysis of the Grashof
mechanism. These follow this behavior as long as the
length of L plus S is less than the length of P plus Q.
Having the kinematic angles identified, the geometric
relationships between these angles and the angles of the
forces (figure 5) are stablished through equations 3, 4, 5
and 6.
∝= 180 − 𝜃 − 𝜃4 [3] 𝛽 = 360 − 𝜃 − 𝜃3 [4] 𝛾 = 𝜃 + 𝜃2 [5]
𝜑 = 𝑡𝑎𝑛−1 (𝑄𝑠𝑖𝑛(𝛾) − 𝑆𝑠𝑖𝑛(𝛽)
𝑄𝑐𝑜𝑠(𝛾) + 𝑆𝑐𝑜𝑠(𝛽)) [6]
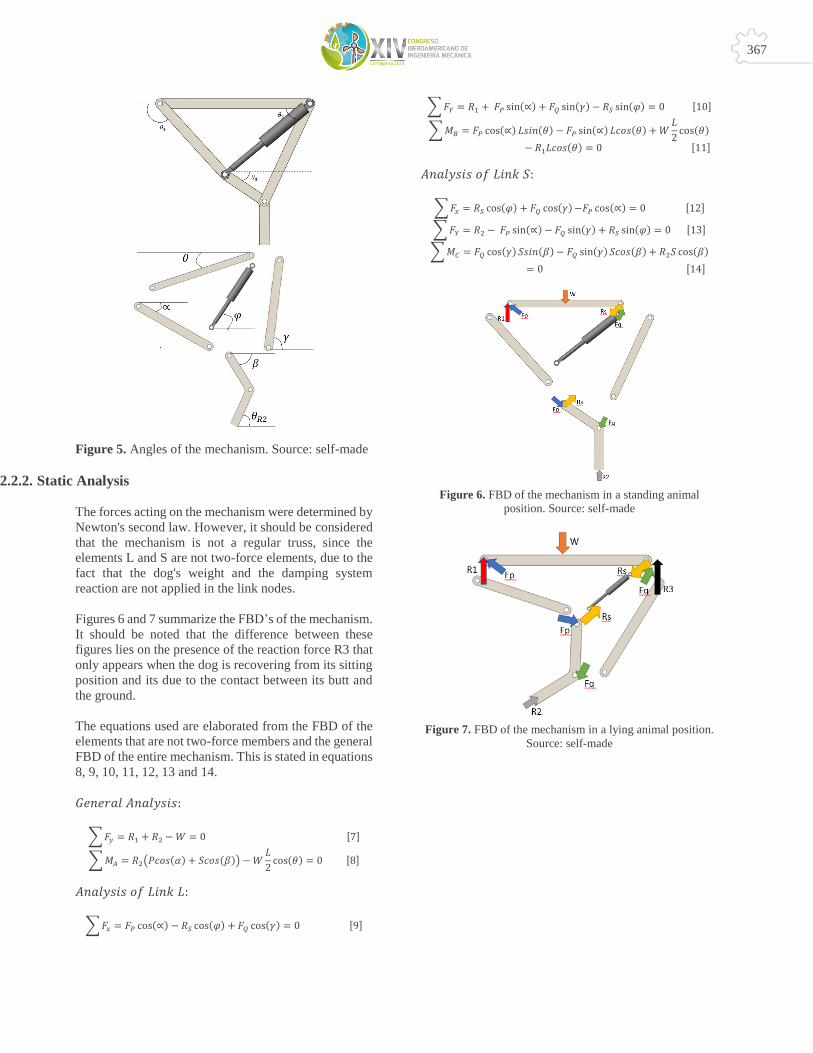
367
Figure 5. Angles of the mechanism. Source: self-made
2.2.2. Static Analysis
The forces acting on the mechanism were determined by
Newton's second law. However, it should be considered
that the mechanism is not a regular truss, since the
elements L and S are not two-force elements, due to the
fact that the dog's weight and the damping system
reaction are not applied in the link nodes.
Figures 6 and 7 summarize the FBD’s of the mechanism.
It should be noted that the difference between these
figures lies on the presence of the reaction force R3 that
only appears when the dog is recovering from its sitting
position and its due to the contact between its butt and
the ground.
The equations used are elaborated from the FBD of the
elements that are not two-force members and the general
FBD of the entire mechanism. This is stated in equations
8, 9, 10, 11, 12, 13 and 14.
𝐺𝑒𝑛𝑒𝑟𝑎𝑙 𝐴𝑛𝑎𝑙𝑦𝑠𝑖𝑠:
∑𝐹𝑦 = 𝑅1 + 𝑅2 −𝑊 = 0 [7]
∑𝑀𝐴 = 𝑅2(𝑃𝑐𝑜𝑠(𝛼) + 𝑆𝑐𝑜𝑠(𝛽)) −𝑊𝐿
2cos(𝜃) = 0 [8]
𝐴𝑛𝑎𝑙𝑦𝑠𝑖𝑠 𝑜𝑓 𝐿𝑖𝑛𝑘 𝐿:
∑𝐹𝑥 = 𝐹𝑃 cos(∝) − 𝑅𝑆 cos(𝜑) + 𝐹𝑄 cos(𝛾) = 0 [9]
∑𝐹𝑌 = 𝑅1 + 𝐹𝑃 sin(∝) + 𝐹𝑄 sin(𝛾) − 𝑅𝑆 sin(𝜑) = 0 [10]
∑𝑀𝐵 = 𝐹𝑃 cos(∝) 𝐿𝑠𝑖𝑛(𝜃) − 𝐹𝑃 sin(∝)𝐿𝑐𝑜𝑠(𝜃) +𝑊𝐿
2cos(𝜃)
− 𝑅1𝐿𝑐𝑜𝑠(𝜃) = 0 [11]
𝐴𝑛𝑎𝑙𝑦𝑠𝑖𝑠 𝑜𝑓 𝐿𝑖𝑛𝑘 𝑆:
∑𝐹𝑥 = 𝑅𝑆 cos(𝜑) + 𝐹𝑄 cos(𝛾)−𝐹𝑃 cos(∝) = 0 [12]
∑𝐹𝑌 = 𝑅2 − 𝐹𝑃 sin(∝) − 𝐹𝑄 sin(𝛾) + 𝑅𝑆 sin(𝜑) = 0 [13]
∑𝑀𝐶 = 𝐹𝑄 cos(𝛾) 𝑆𝑠𝑖𝑛(𝛽) − 𝐹𝑄 sin(𝛾) 𝑆𝑐𝑜𝑠(𝛽) + 𝑅2𝑆 cos(𝛽)
= 0 [14]
Figure 6. FBD of the mechanism in a standing animal
position. Source: self-made
Figure 7. FBD of the mechanism in a lying animal position.
Source: self-made
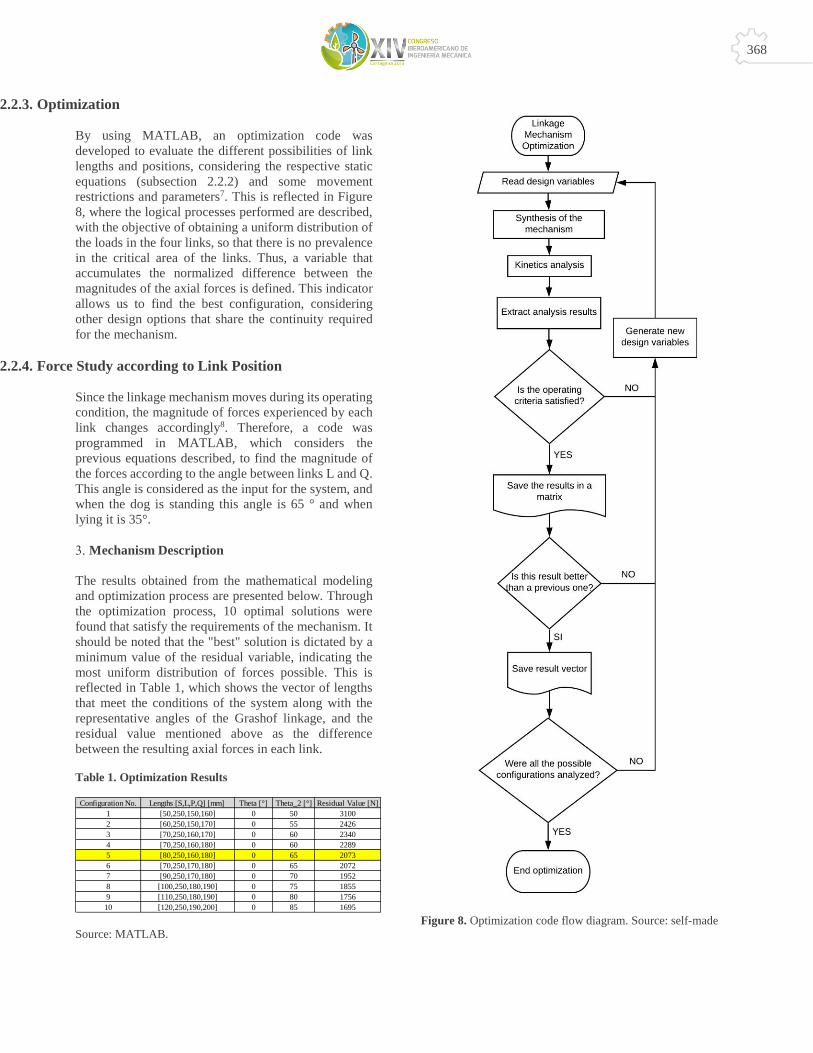
368
2.2.3. Optimization
By using MATLAB, an optimization code was
developed to evaluate the different possibilities of link
lengths and positions, considering the respective static
equations (subsection 2.2.2) and some movement
restrictions and parameters7. This is reflected in Figure
8, where the logical processes performed are described,
with the objective of obtaining a uniform distribution of
the loads in the four links, so that there is no prevalence
in the critical area of the links. Thus, a variable that
accumulates the normalized difference between the
magnitudes of the axial forces is defined. This indicator
allows us to find the best configuration, considering
other design options that share the continuity required
for the mechanism.
2.2.4. Force Study according to Link Position
Since the linkage mechanism moves during its operating
condition, the magnitude of forces experienced by each
link changes accordingly8. Therefore, a code was
programmed in MATLAB, which considers the
previous equations described, to find the magnitude of
the forces according to the angle between links L and Q.
This angle is considered as the input for the system, and
when the dog is standing this angle is 65 ° and when
lying it is 35°.
Mechanism Description
The results obtained from the mathematical modeling
and optimization process are presented below. Through
the optimization process, 10 optimal solutions were
found that satisfy the requirements of the mechanism. It
should be noted that the "best" solution is dictated by a
minimum value of the residual variable, indicating the
most uniform distribution of forces possible. This is
reflected in Table 1, which shows the vector of lengths
that meet the conditions of the system along with the
representative angles of the Grashof linkage, and the
residual value mentioned above as the difference
between the resulting axial forces in each link.
Table 1. Optimization Results
Source: MATLAB.
Figure 8. Optimization code flow diagram. Source: self-made
Configuration No. Lengths [S,L,P,Q] [mm] Theta [°] Theta_2 [°] Residual Value [N]
1 [50,250,150,160] 0 50 3100
2 [60,250,150,170] 0 55 2426
3 [70,250,160,170] 0 60 2340
4 [70,250,160,180] 0 60 2289
5 [80,250,160,180] 0 65 2073
6 [70,250,170,180] 0 65 2072
7 [90,250,170,180] 0 70 1952
8 [100,250,180,190] 0 75 1855
9 [110,250,180,190] 0 80 1756
10 [120,250,190,200] 0 85 1695
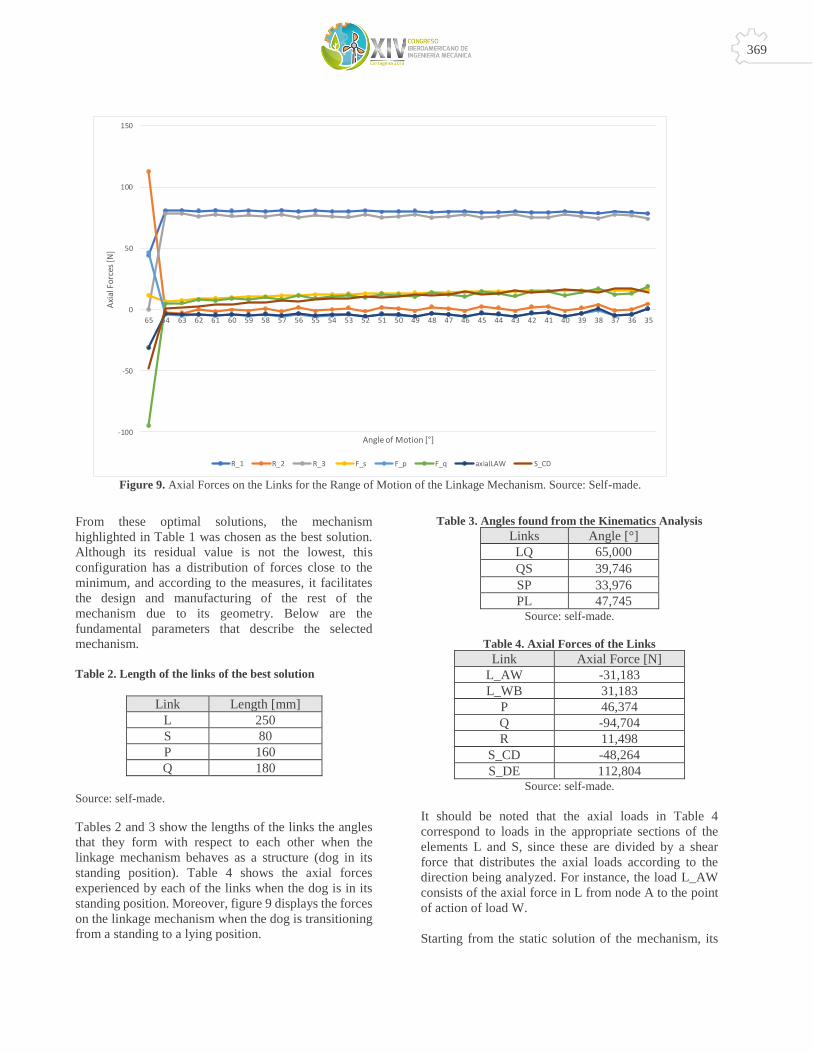
369
From these optimal solutions, the mechanism
highlighted in Table 1 was chosen as the best solution.
Although its residual value is not the lowest, this
configuration has a distribution of forces close to the
minimum, and according to the measures, it facilitates
the design and manufacturing of the rest of the
mechanism due to its geometry. Below are the
fundamental parameters that describe the selected
mechanism.
Table 2. Length of the links of the best solution
Link Length [mm]
L 250
S 80
P 160
Q 180
Source: self-made.
Tables 2 and 3 show the lengths of the links the angles
that they form with respect to each other when the
linkage mechanism behaves as a structure (dog in its
standing position). Table 4 shows the axial forces
experienced by each of the links when the dog is in its
standing position. Moreover, figure 9 displays the forces
on the linkage mechanism when the dog is transitioning
from a standing to a lying position.
Table 3. Angles found from the Kinematics Analysis
Links Angle [°]
LQ 65,000
QS 39,746
SP 33,976
PL 47,745 Source: self-made.
Table 4. Axial Forces of the Links
Link Axial Force [N]
L_AW -31,183
L_WB 31,183
P 46,374
Q -94,704
R 11,498
S_CD -48,264
S_DE 112,804 Source: self-made.
It should be noted that the axial loads in Table 4
correspond to loads in the appropriate sections of the
elements L and S, since these are divided by a shear
force that distributes the axial loads according to the
direction being analyzed. For instance, the load L_AW
consists of the axial force in L from node A to the point
of action of load W.
Starting from the static solution of the mechanism, its
Figure 9. Axial Forces on the Links for the Range of Motion of the Linkage Mechanism. Source: Self-made.
-100
-50
0
50
100
150
65 64 63 62 61 60 59 58 57 56 55 54 53 52 51 50 49 48 47 46 45 44 43 42 41 40 39 38 37 36 35
Axi
al F
orc
es [N
]
Angle of Motion [°]
R_1 R_2 R_3 F_s F_p F_q axialLAW S_CD

370
movement was analyzed from its initial position to its
final position. The element Q, which directs the
movement due to the displacement of the dog's hip,
moves from 65 ° to 35 °, where the mechanism is in its
folded position (dog lying down). Figure 9 shows the
transition from the equilibrium position of the
mechanism to a continuous rotation until equilibrium is
reached again in its horizontal position. As evidenced,
once the dog starts sitting most of the forces on the links
remain constant due to the effect of the damping system
induced by the presence of the spring in the fifth link or
piston.
Conclusions
The design was made considering a theoretical and
contextual framework in which a linkage
mechanism was created for medium and large dog
breeds with hip dysplasia, so that more people had
access to this solution to help the animals, as well
as providing veterinarians with a new, more
effective, and economical medical alternative.
Bringing the design to the construction and its
proper use will offer benefits for both humans and
animals, since the former can help your pet and
interact with it, because the later will already have
a support for your hip that improves its health and
comfort.
The solution based on a Grashof linkage, instead
of a three-links truss, proves to be more stable and
to allow the required degrees of freedom in
transitioning from a standing to a sitting position
of the dog.
References
[1] British Veterinarian Association. Hip dysplasia in
dogs. Canine Health Schemes. January 2018.
[2] J. Merizalde. Prevalencia de la displasia de cadera,
en individuos registrados en la asociación club canino
colombiano, entre 1990 y 2014. Universidad de la Salle.
2017.
[3] Morgan, Joe; Wind, Alida; Davidson, Autumn.
Hereditary Bone and joint diseases in the dog:
Osteochondrosis, hip dysplasia, elbow dysplasia.
Hannover: Schütersche, 2000. p 109-148.
[4] Norton, R. Design of machinery and introduction of
the synthesis and analysis of mechanisms and machines.
United States, Mc Graw Hill, 1999.
[5] Shigley, J.E. Mechanical Engineering Design. 10th
ed. México, Edit. Mc Graw Hill, 2012.
[6] James M. Leake, Jacob L. Borgerson. Engineering
Design Graphics. Sketching, modeling, and
visualization. United States, Wiley, 2nd ed, 2013. P 210-
240.
[7] Holly Moore. MATLAB for Engineers. United
States, Pearson, 4th ed, 2015. P 271-471.
[8] Wu, Ching-Ho; Lin, Cheng-Chung; Lu, Tung-Wu. et
al. Evaluation of ranges of motion of a new constrained
acetabular prosthesis for canine total hip replacement.
Disponible en: http://www.biomedical-engineering-
online.com/content/12/1/116. P 3-9.
[9] J. S. Merizalde, “Prevalencia de la displasia de
cadera, en individuos registrados en la Asociación Club
Canino Colombiano, entre 1990 y 2014”, Universidad
de la Salle, 2017 [Online]. Disponible:
http://repository.lasalle.edu.co/handle/10185/21426
[10] ORTOCANIS, Catalogo Ortocanis: ayuda para
perros especiales. Disponible en:
https://issuu.com/ortocanis/docs/catalogo_ortocanis. p
6, 12.

371
b. 2667. VALIDACIÓN DEL MODELO DE LIU Y JORDAN EXTENDIDO POR KLEIN PARA DETERMINAR LA RADIACIÓN GLOBAL, INCIDENTE EN UNA SUPERFICIE INCLINADA EN BUCARAMANGA
Daniela Y. León*, Elkin I. Salinas, Kim C.
Tschiersch y Julian Jaramillo
Grupo de Investigación en Energía y Medio Ambiente
(GIEMA) Universidad Industrial de Santander
Carrera 27 Calle 9, Bucaramanga, Colombia e-mail:
Palabras clave: energía fotovoltaica, radiación solar, superficie horizontal, superficie inclinada, validación experimental.
Este artículo compara los datos de radiación global de una superficie inclinada 10° respecto a la horizontal, dado que es el mejor ángulo para estas condiciones, con valores estimados a partir de datos de radiación global medidos mediante el piranómetro Kipp & Zonen CMP3 y procesados en MATLAB aplicando el modelo matemático isotrópico de Liu y Jordan extendido por Klein, con el fin de validar el modelo.
Los hallazgos en este artículo pueden ayudar a establecer una base de datos de radiación solar global de mayor confiabilidad para futuros diseños de energía de edificios, sin necesidad de utilizar datos tomados de forma experimental. Los datos de radiación solar son cruciales para las instalaciones de energía solar activa y para el ahorro pasivo de energía. [1].

372
2670. SIMULACIÓN ENERGÉTICA Y OPTIMIZACIÓN DEL SISTEMA DE HVAC DE UN
EDIFICIO DE OFICINAS EN UNA ZONA DE CLIMA TROPICAL CON DESIGNBUILDER
ENERGY SIMULATION AND OPTIMIZATION OF THE HVAC SYSTEM OF AN OFFICE
BUILDING IN A TROPICAL CLIMATE ZONE USING DESIGNBUILDER
Lázaro-Alvarado AF.1, Gonzalez-Carmona MA.,2 J.C.C. Dutra1
1Grupo de investigación de energía -GET, Universidade Federal de Pernambuco, Recife (PE)- Brasil, [email protected],
[email protected] 2 2 Grupo de Investigación -GI FOURIER, Universidad Antonio Nariño, Ibagué- Colombia, [email protected],
Resumen
En el presente trabajo se ha realizado un análisis paramétrico empleando los datos relacionados con las ganancias internas
por ocupación, equipos e iluminación. Los cerramientos del modelo base de simulación han sido configurados de acuerdo
con las especificaciones del código técnico de edificación CTE. En la simulación realizada, los sistemas de climatización
han sido modelados mediante la opción de HVAC simple de DesignBuilder, que emplea el objeto “Ideal Load Air System”
de DesignBuilder. El sistema se puede asumir de capacidad ilimitada y de respuesta inmediata, y resulta muy adecuado
para evaluar mejoras en las características arquitectónicas de los edificios, de acuerdo con la documentación de
DesignBuilder [1]. Para determinar el consumo energético de los sistemas de climatización y calefacción en
DesignBuilder, con la opción de HVAC simple, las cargas de los sistemas se multiplican por un COP (coeficiente de
rendimiento) estacional. En este caso las simulaciones han sido desarrolladas asumiendo un COP de 1. Esto significa que
el sistema ofrece 1 unidad de energía por cada unidad de energía consumida, lo cual representa un sistema con un
rendimiento estándar. El archivo climático horario utilizado, se ha obtenido de la información disponible en departamento
de energía de los Estados Unidos, los cuales contienen información de un año completo, en forma horaria, de diversos
parámetros tales como la temperatura de bulbo seco y de roció, humedad relativa, radiación solar (global horizontal,
directa normal y difusa horizontal) y el viento (dirección y velocidad)[2].
Palabras clave: Simulación energética, sistemas HVAC, cogeneración, DesignBuilder, trigeneración, eficiencia
energética.
Abstract
In the present paper, a parametric analysis has been carried out using data related to internal earnings by occupation,
equipment and lighting. The enclosures of the simulation base model have been configured in accordance with the
specifications of the CTE building technical code. In the simulation carried out, the air conditioning systems have been
modeled using the simple HVAC option of DesignBuilder, which uses DesignBuilder's "Ideal Load Air System" object.
The system can be assumed of unlimited capacity and immediate response, and is very suitable to evaluate improvements
in the architectural characteristics of the buildings, according to the EnergyPlus documentation [1]. To determine the
energy consumption of heating and cooling systems in DesignBuilder, with the option of simple HVAC, system loads are
multiplied by a seasonal COP (coefficient of performance). In this case the simulations have been developed assuming a
COP of 1. This means that the system offers 1 unit of energy for each unit of energy consumed, which represents a system
with a standard performance. The hourly climate file used, has been obtained from the information available in the US
Department of Energy, which contains information for a full year, in hourly form, of various parameters such as the
temperature of dry bulb and sprinkler, humidity relative, solar radiation (global horizontal, direct normal and diffuse
horizontal) and wind (direction and velocity) [2].
Keywords: Energy simulation, HVAC systems, cogeneration, DesignBuilder, trigeneration, energy efficiency
Introducción
Los principales modelos utilizados para la
determinación de la demanda de energía en edificios se
clasifican en modelos de estado energético estacionario
y dinámico. Los métodos de estado estacionario son los
más utilizados para hacer aproximaciones de demanda
de energía cuando el comportamiento interno de las
zonas es constante, es decir que a lo largo del tiempo no
varía la demanda de energía, como las zonas frías donde

373
la demanda de calefacción es casi constante a lo largo
del año, a diferencia de los métodos dinámicos donde la
variación de la demanda por clima es alta, debido a los
constantes cambios climáticos e internos del edificio[3].
Habitualmente los métodos de cálculos tanto estándar
como dinámicos, se basan en las temperaturas exteriores
de la ubicación del edificio, sea el promedio mensual,
diario u horario [4]
Algunos de los métodos encontrados son: Método de
grados días (GD), Método binario (MB), Método del
balance de energías (MBE), Método de las series
temporales radiantes y las simulaciones energéticas [5].
Para un caso estudio donde se aplica una configuración
de un sistema de microtrigeneración, con el objetivo de
mejorar la eficiencia del sistema y disminuir el consumo
energético del edificio base del sector terciario,
localizado en Recife (PE), Brasil. Para el cálculo de las
demandas energéticas del edificio, fue realizada una
simulación en DesignBuilder, al igual que los grados
días. Con el programa de simulación se ha obtenido las
curvas de demandas energéticas anuales, basándose en
las demandas de energía eléctrica y térmica, calculada a
partir de la información sobre consumos, ocupación,
características de los envolventes, equipos eléctricos,
entre otros parámetros. A partir de éstas, se realizó la
selección de la estrategia de funcionamiento del sistema
de microtrigeneración a utilizar. Para la configuración
de microtrigeneración seleccionada, se efectuó una
evaluación energética y se comparó con los sistemas
convencionales utilizados en estos edificios[6]
Simulación energética del edificio
7.1. Características del edificio
El edificio seleccionado es un el modelo base de
simulación en DesignBuilder tomado de la referencia
[7], donde los autores utilizaron un modelo estándar, que
cuenta con una superficie de suelo útil del modelo del
edificio es de 5184 m2 y que cada piso tiene una altura
de 3 metros, el volumen total para el edificio es de
15,552 m3. En el modelo, cada plata se divide en 5 zonas
térmicas, cuatro perimetrales (una en cada orientación)
y una central, separadas por muros interiores con
aberturas que permite el intercambio de aire entra las
zonas. Esta configuración se realizó principalmente con
el objetivo de estimar con mayor realismo el potencial
de aprovechamiento de la luz diurna, modelando
únicamente en las zonas perimetrales un control de la
iluminación artificial a partir de la disponibilidad de luz
diurna [8].
7.2. Simulación energética del edificio
DesignBuilder, programa seleccionado para la
simulación energética del edificio, utiliza el motor de
simulación dinámica EnergyPlus para generar datos de
rendimiento. EnergyPlus es el programa de simulación
de edificio del departamento de energía de Estados
Unidos, el modelado de edificios de energía para la
calefacción, refrigeración, iluminación, ventilación, y
otros flujos de energía. Se basa en las características y
capacidades más populares de BLAST y DOE-2, pero
también incluye muchas funciones de simulación tales
como pasos de tiempo de menos de una hora, los
sistemas modulares y de equipamiento integrados con
simulación de balance de calor en zonas de simulación,
el flujo de aire zonas múltiples, confort térmico y los
sistemas fotovoltaicos [9].
Para llevar a cabo el estudio paramétrico se desarrolló
un modelo base, cuyas propiedades geométricas
generales se plantearon en la referencia [7], por lo que
refiere a la dimensión (volumen y superficie) del
modelo, se ha optado por ajustar las características de
los edificios de referencia que el Departamento de
Energía de Estados Unidos (DOE) presenta para sus
bloques de oficina mediano. En el análisis paramétrico
se han empleado los datos relacionados con las
ganancias internas por ocupación, equipos e
iluminación. Los cerramientos del modelo base de
simulación han sido configurados de acuerdo con las
especificaciones del código técnico de edificación CTE.
El acristalamiento del modelo base de simulación han
sido configurados para emplear el acristalamiento doble
en el exterior.
En la simulación realizada, los sistemas de climatización
han sido modelados mediante la opción de HVAC
simple de DesignBuilder, que emplea el objeto “Ideal
Load Air System” de EnergyPlus. Es un objeto que
modela un sistema de HVAC ideal, capaz de suministrar
aire de con unas propiedades determinadas a cada zona
en la que se ha establecido. El sistema se puede asumir
de capacidad ilimitada y de respuesta inmediata, y
resulta muy adecuado para evaluar mejoras en las
características arquitectónicas de los edificios, de
acuerdo con la documentación de EnergyPlus
Para la simulación se consideró los espacios habitables
con una densidad de ocupación de 0.072 personas/mP
2P. A
la vez se considera una tasa metabólica de 130
W/persona y un factor metabólico de 0.90, las ganancias
por aparatos: en los espacios habitables se considera un
índice global de ganancias por aparatos de 10 W/mP
2P.
El archivo climático horario utilizado de Recife (PE) en
Brasil, se ha obtenido de la información disponible en
departamento de energía de los Estados Unidos, los
cuales contienen información de un año completo, en
forma horaria, de diversos parámetros tales como la
temperatura de bulbo seco y de roció, humedad relativa,
radiación solar (global horizontal, directa normal y
difusa horizontal) y el viento (dirección y velocidad). El
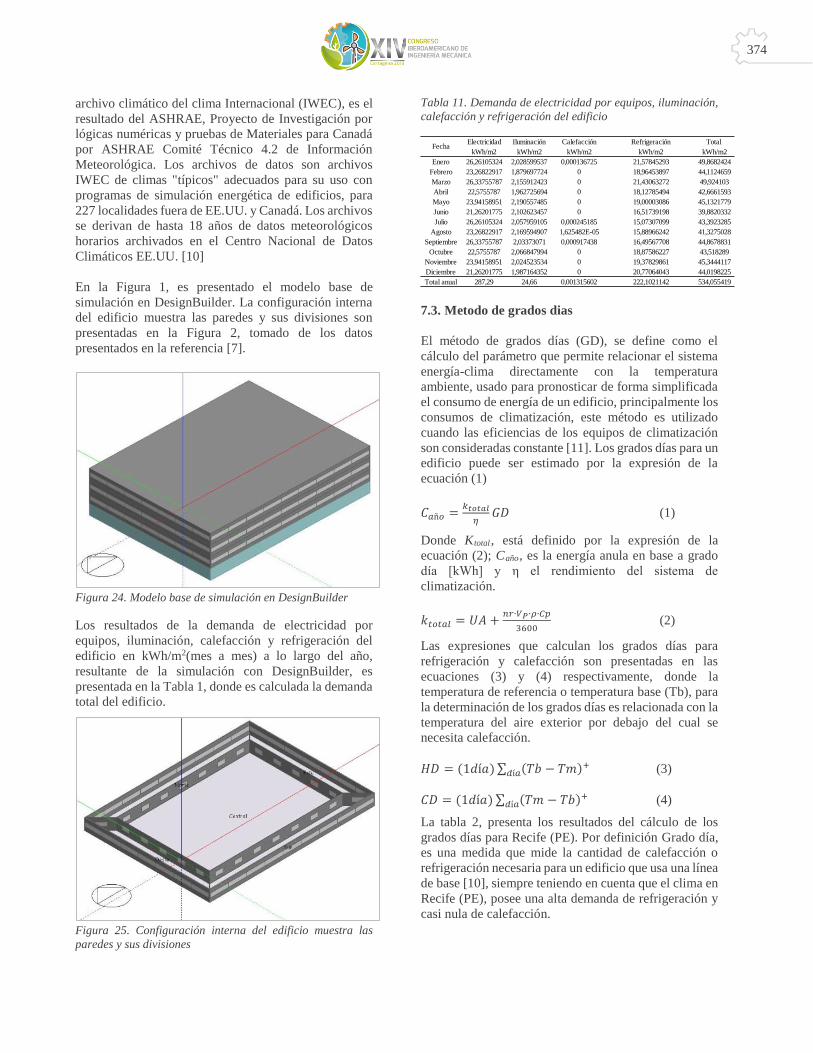
374
archivo climático del clima Internacional (IWEC), es el
resultado del ASHRAE, Proyecto de Investigación por
lógicas numéricas y pruebas de Materiales para Canadá
por ASHRAE Comité Técnico 4.2 de Información
Meteorológica. Los archivos de datos son archivos
IWEC de climas "típicos" adecuados para su uso con
programas de simulación energética de edificios, para
227 localidades fuera de EE.UU. y Canadá. Los archivos
se derivan de hasta 18 años de datos meteorológicos
horarios archivados en el Centro Nacional de Datos
Climáticos EE.UU. [10]
En la Figura 1, es presentado el modelo base de
simulación en DesignBuilder. La configuración interna
del edificio muestra las paredes y sus divisiones son
presentadas en la Figura 2, tomado de los datos
presentados en la referencia [7].
Figura 24. Modelo base de simulación en DesignBuilder
Los resultados de la demanda de electricidad por
equipos, iluminación, calefacción y refrigeración del
edificio en kWh/m2(mes a mes) a lo largo del año,
resultante de la simulación con DesignBuilder, es
presentada en la Tabla 1, donde es calculada la demanda
total del edificio.
Figura 25. Configuración interna del edificio muestra las
paredes y sus divisiones
Tabla 11. Demanda de electricidad por equipos, iluminación,
calefacción y refrigeración del edificio
7.3. Metodo de grados dias
El método de grados días (GD), se define como el
cálculo del parámetro que permite relacionar el sistema
energía-clima directamente con la temperatura
ambiente, usado para pronosticar de forma simplificada
el consumo de energía de un edificio, principalmente los
consumos de climatización, este método es utilizado
cuando las eficiencias de los equipos de climatización
son consideradas constante [11]. Los grados días para un
edificio puede ser estimado por la expresión de la
ecuación (1)
𝐶𝑎ñ𝑜 =𝑘𝑡𝑜𝑡𝑎𝑙
𝜂𝐺𝐷 (1)
Donde KRtotalR, está definido por la expresión de la
ecuación (2); CRañoR, es la energía anula en base a grado
día [kWh] y η el rendimiento del sistema de
climatización.
𝑘𝑡𝑜𝑡𝑎𝑙 = 𝑈𝐴 +𝑛𝑟∙𝑉𝑃∙𝜌∙𝐶𝑝
3600 (2)
Las expresiones que calculan los grados días para
refrigeración y calefacción son presentadas en las
ecuaciones (3) y (4) respectivamente, donde la
temperatura de referencia o temperatura base (Tb), para
la determinación de los grados días es relacionada con la
temperatura del aire exterior por debajo del cual se
necesita calefacción.
𝐻𝐷 = (1𝑑í𝑎)∑ (𝑇𝑏 − 𝑇𝑚)+ 𝑑í𝑎 (3)
𝐶𝐷 = (1𝑑í𝑎) ∑ (𝑇𝑚 − 𝑇𝑏)+ 𝑑í𝑎 (4)
La tabla 2, presenta los resultados del cálculo de los
grados días para Recife (PE). Por definición Grado día,
es una medida que mide la cantidad de calefacción o
refrigeración necesaria para un edificio que usa una línea
de base [10], siempre teniendo en cuenta que el clima en
Recife (PE), posee una alta demanda de refrigeración y
casi nula de calefacción.
Electricidad Iluminación Calefacción Refrigeración Total
kWh/m2 kWh/m2 kWh/m2 kWh/m2 kWh/m2
Enero 26,26105324 2,028599537 0,000136725 21,57845293 49,8682424
Febrero 23,26822917 1,879697724 0 18,96453897 44,1124659
Marzo 26,33755787 2,155912423 0 21,43063272 49,924103
Abril 22,5755787 1,962725694 0 18,12785494 42,6661593
Mayo 23,94158951 2,190557485 0 19,00003086 45,1321779
Junio 21,26201775 2,102623457 0 16,51739198 39,8820332
Julio 26,26105324 2,057959105 0,000245185 15,07307099 43,3923285
Agosto 23,26822917 2,169594907 1,625482E-05 15,88966242 41,3275028
Septiembre 26,33755787 2,03373071 0,000917438 16,49567708 44,8678831
Octubre 22,5755787 2,066847994 0 18,87586227 43,518289
Noviembre 23,94158951 2,024523534 0 19,37829861 45,3444117
Diciembre 21,26201775 1,987164352 0 20,77064043 44,0198225
Total anual 287,29 24,66 0,001315602 222,1021142 534,055419
Fecha

375
Tabla 12. Grados dias calculados par el clima de Recife (PE),
Brasil
Este método clásicamente es aplicado a más casos de
diseño de sistemas de calefacción que en refrigeración,
dado que en refrigeración la incertidumbre de los
resultados es mayor, ya que el método no contabiliza el
aporte por radiación, por tanto no contabiliza de forma
real la acumulación de energía en la zona; dado que esta
variable varía a lo largo del tiempo haciendo que el
método posea mayores incertidumbres en los cálculo,
siendo la razón por lo que se realizó una simulación
energética del edificio usando DesignBuilder, a pesar de
que existen diferentes métodos de cálculo incluyendo las
ecuaciones antes mencionadas y las normas técnicas de
la ASHRAE [10].
7.4. Carga energética del edificio
Posterior a la simulacion energetica del edificio para el
clima tropical de Recife (PE), Brasil. Se realizan las
graficas y curvas acumuladas de las cargas termicas y
electricas del edificio. En la Figura 3, se presenta la
gráfica de la demanda de electricidad de los equipos en
el edificio mes a mes [6].
Figura 26. Demanda de electricidad del edificio simulado en
DesignBuilder
Posteriormente en la Figura 4, se observa la demanda
eléctrica por iluminación. En la Figura 5, la demanda por
refrigeración del edificio, claramente la mayor demanda
del edificio, al contrario de la demanda por calefacción
presentada en la Figura 6, la cual es casi nula.
Figura 27. Demanda eléctrica por iluminación mes a mes
Figura 28. Demanda por refrigeración mes a mes
Location -- RECIFE - BRA Grados-día y grados-hora
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Anual
Grados-hora de refrigeraciónCDH base 10ºC 13.920 12.744 13.968 12.888 12.696 11.592 11.496 11.640 12.216 13.248 13.080 14.064 153.552
CDH base 18ºC 1.451 1.461 1.598 992 734 468 339 356 683 1.008 1.075 1.476 11.641
CDH base 20ºC 6.479 6.033 6.520 5.695 5.249 4.383 4.066 4.211 5.016 5.807 5.873 6.629 65.961
CDH base 23ºC 4.247 4.017 4.288 3.535 3.025 2.263 1.951 2.076 2.864 3.579 3.715 4.397 39.957
CDH base 27ºC 1.451 1.461 1.598 992 734 468 339 356 683 1.008 1.075 1.476 11.641
Grados-día de refrigeraciónCDD base 10ºC 580 531 582 537 529 483 479 485 509 552 545 586 6.398
CDD base 18ºC 332 307 334 297 281 243 231 237 269 304 305 338 3.478
CDD base 20ºC 270 251 272 237 219 183 169 175 209 242 245 276 2.748
CDD base 23ºC 177 167 179 147 126 94 81 87 119 149 155 183 1.665
CDD base 27ºC 60 61 67 41 31 20 14 15 28 42 45 62 485
Grados-hora de calefacciónHDH base 10ºC 0 0 0 0 0 0 0 0 0 0 0 0 0
HDH base 18ºC 0 0 0 0 0 0 0 0 0 0 0 0 0
Grados-día de calefacciónHDD base 10ºC 0 0 0 0 0 0 0 0 0 0 0 0 0
HDD base 18ºC 0 0 0 0 0 0 0 0 0 0 0 0 0
Grados-hora de refrigeración (ASHRAE)CDH base 10ºC 14.040 12.792 14.088 13.104 13.008 11.808 11.784 11.952 12.192 13.320 13.272 13.992 155.352
CDH base 18.3ºC 7.848 7.176 7.896 7.104 6.792 5.808 5.592 5.760 6.192 7.128 7.272 7.800 82.368
CDH base 23.3ºC 3.978 3.713 4.099 3.384 2.942 2.057 1.766 1.974 2.481 3.236 3.484 3.902 37.016
CDH base 26.7ºC 1.626 1.610 1.799 1.316 990 533 422 477 674 1.047 1.241 1.531 13.266
Grados-día de refrigeración (ASHRAE)CDD base 10ºC 585 533 587 546 542 492 491 498 508 555 553 583 6.473
CDD base 18.3ºC 327 299 329 296 283 242 233 240 258 297 303 325 3.432
CDD base 23.3ºC 166 155 171 141 123 86 74 82 103 135 145 163 1.542
CDD base 26.7ºC 68 67 75 55 41 22 18 20 28 44 52 64 553
Grados-hora de calefacción (ASHRAE)HDH base 10ºC 0 0 0 0 0 0 0 0 0 0 0 0 0
HDH base 18.3ºC 0 0 0 0 0 0 0 0 0 0 0 0 0
Grados-día de calefacción (ASHRAE)HDD base 10ºC 0 0 0 0 0 0 0 0 0 0 0 0 0
HDD base 18.3ºC 0 0 0 0 0 0 0 0 0 0 0 0 0

376
Figura 29.Demanda por calefacción mes a mes
En la Figura 7, es presentada la curva de demanda por
electricidad, refrigeración y calefacción a lo largo del
año en horas (8760 horas). Con las cuales es calculada
la curva monótona de demanda acumulada presentada en
la Figura 8.
Figura 30. Demanda por electricidad, refrigeración y
calefacción a lo largo del año
Figura 31. Curva monótona acumulada de la demanda
energética del edificio
Selección del sistema de microtrigeneración para
HVAC
Con la curva monótona acumulada de la demanda
energética del edificio de oficinas (sector terciario)
simulado, se seleccionó una configuración de un sistema
de trigeneración capaz de suplir las necesidades
energéticas del edificio.
Dado que el pico de demanda eléctrica máxima es de
650 kWe, se seleccionaron tres microturbinas
CAPSTONE C200 [6], dado que el pico máximo solo
representa 1600 de las 8760 horas del año, existen 2
posibilidades; la primera que la energía adicional
generada sea suministrada a la red eléctrica nacional
Brasilera, con la intención de simplificar el caso estudio,
se optó por la segunda opción, donde dos de las
microturbinas trabajaran al 100% de la carga a lo largo
del año y la tercera solo trabajará al 100% de carga las
1600 horas del pico de demanda, el resto del año
trabajara a carga parcial. En la Figura 9, se aprecia la
curva de demanda, donde la franja azul representa las 2
microturbinas C200 que trabajan a carga completa y la
franja amarilla la microturbina a carga parcial.
Figura 32. Curva monótona acumulada de la demanda
energética del edificio con las microturbinas C200
Los 50 kWe necesarios para suplir la demanda total
serán suplidos con la energía de la red eléctrica nacional
como sistema auxiliar.
Para suplir la demanda de frio, se ha seleccionado una
enfriadora de absorción de simple efecto activada
directamente con gases de escape marca THERMAX de
168,2 kW. La enfriadora THERMAX trabajará siempre
al 100%, dado que la demanda mínima de frio es 185
kW. Con el agua caliente generada por las microturbinas
son activadas tres enfriadoras de absorción de simple
efecto YAZAKI WFC-SC10 conectadas en serie, las
cuales podrán generar frio según la demanda. En el pico
de demanda máximo de refrigeración, los 15 kW de frio
necesario para suplir la demanda total, son suplidos con
un sistema de refrigeración convencional.
Aunque existen otro tipo de configuraciones que podrían
ser propuestas no solo con microturbinas, sino también
con motores generadores de energía del tipo de
combustión interna, se cree que las ventajas de las
microturbinas, como su poco mantenimiento, la elevada
eficiencia térmica, el bajo ruido y lo compactas,
justifican la selección de una configuración simple,
aplicando los modelos desarrollados tanto de

377
microturbinas como de enfriadoras de absorción del tipo
comercial presentados por los autores en las referencias
[2], [12], [13].
El diagrama de la configuración de microtrigeneración
propuesta es presentado en la Figura 10.
Figura 33. . Esquema de la configuración de trigeneración
seleccionada.
Resultados
Para la verificación de que exista una optimización del
sistema de HVAC, reduciendo la demanda energética a
través de una tecnología de elevado desempeño de
cogeneración o trigeneración, se ha realizado la
evaluación de las prestaciones de la configuración
seleccionado según los siguientes indicadores
energéticos
Indicador de ahorro de energía primaria para
sistemas de microtrigeneración (TPES,
Trigeneration Primary Energy Saving), presentado
en la ecuación (4-11)
𝑇𝑃𝐸𝑆 =𝐹𝐶𝑂𝑁𝑉−𝐹𝐶𝐻𝑃
𝐹𝐶𝑂𝑁𝑉= 1 −
1
(1−𝛼𝑦)∙𝜂𝑒𝐶𝐻𝑃𝜂𝑒𝑙
+(1−𝛼𝑦)∙𝜂𝑡ℎ𝐶𝐻𝑃
𝜂𝑡ℎ+𝜂𝑡ℎ𝐶𝐻𝑃∙
𝛼∙𝐶𝑂𝑃𝑎𝑏𝑠+𝜂𝑒𝐶𝐻𝑃+𝛼𝑦∙𝐶𝑂𝑃
𝜂𝑒𝑙∗𝐶𝑂𝑃
(5
)
Donde,
𝐹𝐶𝐻𝑃 [Kw], se define como el consumo de
combustible del equipo de cogeneración
𝑄 [Kw], la potencia térmica del sistema
convencional
𝑄𝑒 [Kw], la potencia frigorífica
𝜂𝑒 [%], el rendimiento térmico del sistema
convencional
𝜂𝑒𝐶𝐻𝑃 [%], el rendimiento eléctrico del sistema de
cogeneración
𝜂𝑒𝑥 [%], el rendimiento exergético
𝜂𝐺𝐶𝐻𝑃 [%], el rendimiento global del sistema de
cogeneración
𝜂𝐺𝐶𝐻𝑃1 [%], el rendimiento global del sistema de
cogeneración, producción de calor
𝜂𝐺𝐶𝐻𝑃2 [%], el rendimiento global del sistema de
cogeneración, producción de frio
𝜂𝑡ℎ𝐶𝐻𝑃 [%], la eficiencia térmica de sistemas de
cogeneración
𝜂𝐻𝐸𝑋 [%], la eficiencia térmica de los
intercambiadores
El indicador de eficiencia energética (Energy
efficiency), presentado en la ecuación (6)
𝜂𝑡𝑟𝑖 = 𝜂𝑐𝑜𝑚𝑏𝑢𝑠𝑡𝑖𝑜𝑛 ∗∑𝐸𝑃𝑀+∑𝑄ℎ+∑𝑄𝐷𝐻𝑊+∑𝑄𝑏+∑𝑄𝐶
∑𝑄𝑓−𝑖𝑛
(6)
El indicador de Ahorro de energía primaria <ratio>
(Primary energy saving), de la ecuación (7)
𝑃𝐸𝑆 =([𝑃𝐸𝐶𝑠𝑒𝑝𝑎𝑟𝑎𝑡𝑒+(𝐸𝑁𝑒𝑡,𝐼𝑚𝑝𝑜𝑟𝑡𝑠 𝜂𝐺𝑟𝑖𝑑⁄ )]−[𝑃𝐸𝐶𝜇𝑇𝑅𝐼𝐺𝐸𝑁+(𝐸𝑁𝑒𝑡,𝐼𝑚𝑝𝑜𝑟𝑡𝑠 𝜂𝐺𝑟𝑖𝑑⁄ )])100
[𝑃𝐸𝐶𝑆𝑒𝑝𝑎𝑟𝑎𝑡𝑒+(𝐸𝑁𝑒𝑡,𝐼𝑚𝑝𝑜𝑟𝑡𝑠 𝜂𝐺𝑟𝑖𝑑⁄ )]
(7)
El rendimiento eléctrico equivalente (REE), es
posible calcularlo con la ecuación (8)
𝑅𝐸𝐸 =𝑃𝑒
[𝑃𝐸𝐶−(𝑄𝑡ℎ
𝜂ℎ,𝑟𝑒𝑓)]
(8)
Dicha evaluación ha arrojado buenos resultados. Siendo
la eficiencia global del sistema de trigeneración
seleccionado del 77,95 %, dado que no se aprovecha
totalmente los gases de escape que salen de las
microturbinas, para aumentar los valores de los criterios
de evaluación, el calor adicional del sistema después de
activar la enfriadora puede ser utilizado en otras
aplicaciones como proporcionar calefacción. Los
resultados de la evaluación son presentados en la tabla
3.
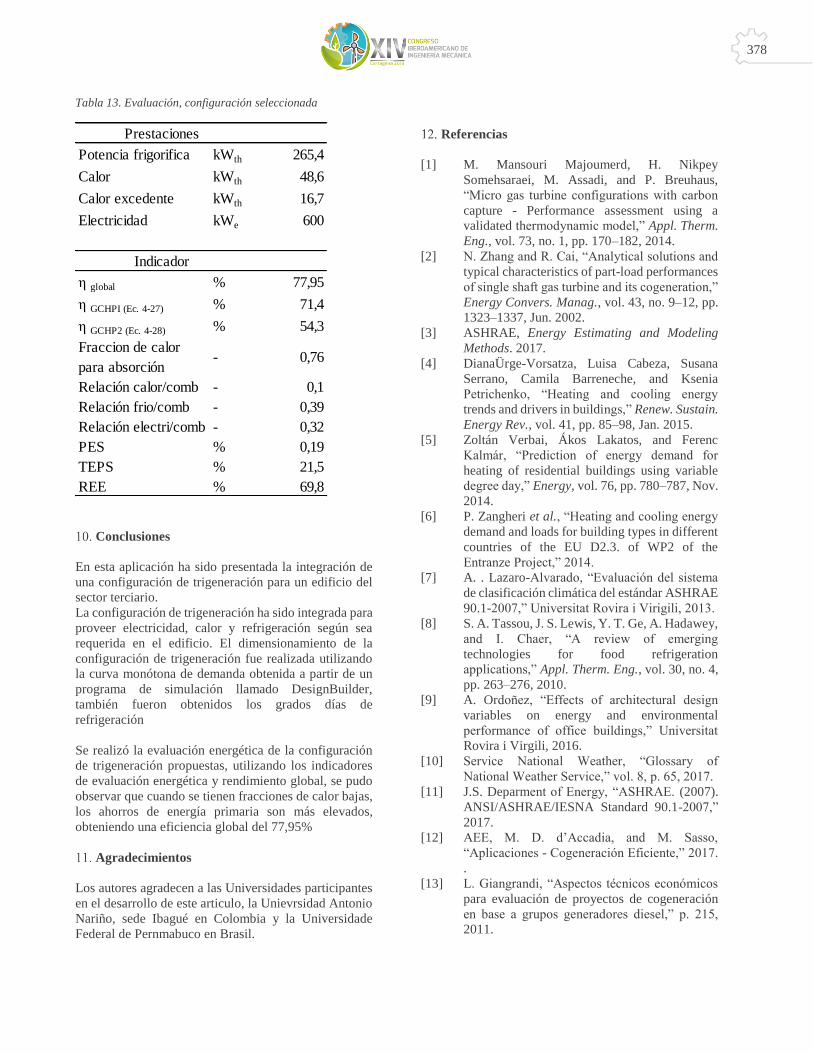
378
Tabla 13. Evaluación, configuración seleccionada
Conclusiones
En esta aplicación ha sido presentada la integración de
una configuración de trigeneración para un edificio del
sector terciario.
La configuración de trigeneración ha sido integrada para
proveer electricidad, calor y refrigeración según sea
requerida en el edificio. El dimensionamiento de la
configuración de trigeneración fue realizada utilizando
la curva monótona de demanda obtenida a partir de un
programa de simulación llamado DesignBuilder,
también fueron obtenidos los grados días de
refrigeración
Se realizó la evaluación energética de la configuración
de trigeneración propuestas, utilizando los indicadores
de evaluación energética y rendimiento global, se pudo
observar que cuando se tienen fracciones de calor bajas,
los ahorros de energía primaria son más elevados,
obteniendo una eficiencia global del 77,95%
Agradecimientos
Los autores agradecen a las Universidades participantes
en el desarrollo de este articulo, la Unievrsidad Antonio
Nariño, sede Ibagué en Colombia y la Universidade
Federal de Pernmabuco en Brasil.
Referencias
[1] M. Mansouri Majoumerd, H. Nikpey
Somehsaraei, M. Assadi, and P. Breuhaus,
“Micro gas turbine configurations with carbon
capture - Performance assessment using a
validated thermodynamic model,” Appl. Therm.
Eng., vol. 73, no. 1, pp. 170–182, 2014.
[2] N. Zhang and R. Cai, “Analytical solutions and
typical characteristics of part-load performances
of single shaft gas turbine and its cogeneration,”
Energy Convers. Manag., vol. 43, no. 9–12, pp.
1323–1337, Jun. 2002.
[3] ASHRAE, Energy Estimating and Modeling
Methods. 2017.
[4] DianaÜrge-Vorsatza, Luisa Cabeza, Susana
Serrano, Camila Barreneche, and Ksenia
Petrichenko, “Heating and cooling energy
trends and drivers in buildings,” Renew. Sustain.
Energy Rev., vol. 41, pp. 85–98, Jan. 2015.
[5] Zoltán Verbai, Ákos Lakatos, and Ferenc
Kalmár, “Prediction of energy demand for
heating of residential buildings using variable
degree day,” Energy, vol. 76, pp. 780–787, Nov.
2014.
[6] P. Zangheri et al., “Heating and cooling energy
demand and loads for building types in different
countries of the EU D2.3. of WP2 of the
Entranze Project,” 2014.
[7] A. . Lazaro-Alvarado, “Evaluación del sistema
de clasificación climática del estándar ASHRAE
90.1-2007,” Universitat Rovira i Virigili, 2013.
[8] S. A. Tassou, J. S. Lewis, Y. T. Ge, A. Hadawey,
and I. Chaer, “A review of emerging
technologies for food refrigeration
applications,” Appl. Therm. Eng., vol. 30, no. 4,
pp. 263–276, 2010.
[9] A. Ordoñez, “Effects of architectural design
variables on energy and environmental
performance of office buildings,” Universitat
Rovira i Virgili, 2016.
[10] Service National Weather, “Glossary of
National Weather Service,” vol. 8, p. 65, 2017.
[11] J.S. Deparment of Energy, “ASHRAE. (2007).
ANSI/ASHRAE/IESNA Standard 90.1-2007,”
2017.
[12] AEE, M. D. d’Accadia, and M. Sasso,
“Aplicaciones - Cogeneración Eficiente,” 2017.
.
[13] L. Giangrandi, “Aspectos técnicos económicos
para evaluación de proyectos de cogeneración
en base a grupos generadores diesel,” p. 215,
2011.
Potencia frigorifica kWth 265,4
Calor kWth 48,6
Calor excedente kWth 16,7
Electricidad kWe 600
η global % 77,95
η GCHPI (Ec. 4-27) % 71,4
η GCHP2 (Ec. 4-28) % 54,3
Fraccion de calor
para absorción - 0,76
Relación calor/comb - 0,1
Relación frio/comb - 0,39
Relación electri/comb - 0,32
PES % 0,19
TEPS % 21,5
REE % 69,8
Prestaciones
Indicador

379
2671. REAL GAS ANALYSIS OF WEAK OBLIQUE SHOCK- WAVES FOR CARBON DIOXIDE
Julián Restrepo-Lozano1, Andrés Bolaños-Acosta 2, Claudio Trancoso-Rodrigues 3, José Simões-Moreira 4
SISEA – Alternative Energy Systems Laboratory, Mechanical engineering department, Escola politecnica,
University of São Paulo, Brazil. 1Email: [email protected], 2 Email:[email protected], 3Email: [email protected], 4Email: [email protected]
Abstract
One of the several challenges of the oil and natural gas offshore extraction in pre-salt reserves in Brazil, is the high content
of carbon dioxide inside the wells, reaching values up to 80% in molar fraction. This issue has a big impact on the crude
extraction, due to the necessity of further expensive equipment occupying considerable deck space in platforms.
Therefore, it is necessary to carry out research and find new technologies, which allow separating high contents of carbon
dioxide at low energy consumption and low maintenance. The supersonic separation concept fulfils all these requirements
due to the absence of moving parts and simple operation, because its working principle is based on the strong temperature
drop of gas mixtures at supersonic expansion as it occurs in de Laval nozzles. Eventually, at the right operating conditions,
the mixture starts to nucleate and, therefore, it will drive the phase change.
Nevertheless, beyond the need of the phase change and posterior carbon dioxide separation and removal, it is also required
to decrease much as possible the stagnation pressure losses across the device, being necessary to control the generation of
oblique shock-waves inside the separator. In the context of the supersonic separator is desired their formation because it
allows a strong pressure recovery. For this reason, in this paper will study the formation of weak shockwaves for real gas
flow, using a modern multi parameter equation of state for carbon dioxide for several deflection angles.
Keywords: Supersonic Separators, Carbon capture and Storage, oblique Shockwave, Real gas.
Introduction
One of the main technological challenges to confront
global warming is developing reliable technologies to
reduce the carbon dioxide emissions, being capture and
storage (CCS) one of the more promising approaches
[1]. Nevertheless, these devices have to withstand
exigent operation conditions to ensure their sustainable
operation [2].
Some of the devices used in CCS, such as; supercritical
compressors, supersonic separators and turbines have to
operate at high pressures, and sometimes even at
supersonic speeds (M>1) in this case it is desired to
calculate the behaviour of the machines considering
compressible flow and real gas effects, nevertheless
their calculation could become expensive from the
numerical point of view due the cost of the
implementation of a reliable equation of state, because
their complexness and nonlinear behaviour.
For this reason, this work will present an approach
applied to the formation of wake oblique shockwaves
using a state-of-the-art equation of state, where this
methodology could be used for preliminary designs of
turbomachinery [3][4], supersonic separators [5] or real
gas wind tunnels.
For the supersonic separator operation is required low
Mach numbers (>1,5)[6] and the oblique shockwave will
be the mechanism that will allow a smooth recuperation
of the pressure after the supersonic expansion and phase
change.
Mathematical model
In the next sections, will be presented the mathematical
model used in this work related to real gas
thermodynamic properties calculations and conservation
equations for the calculation of an oblique shock wave.
The algorithm used to construct the iso-Mach line for
different deflection angles is presented in Fig. 1, where
it is presented the calculation of the conditions for the
shock downstream condition, the initial guesses and the
stop criteria.
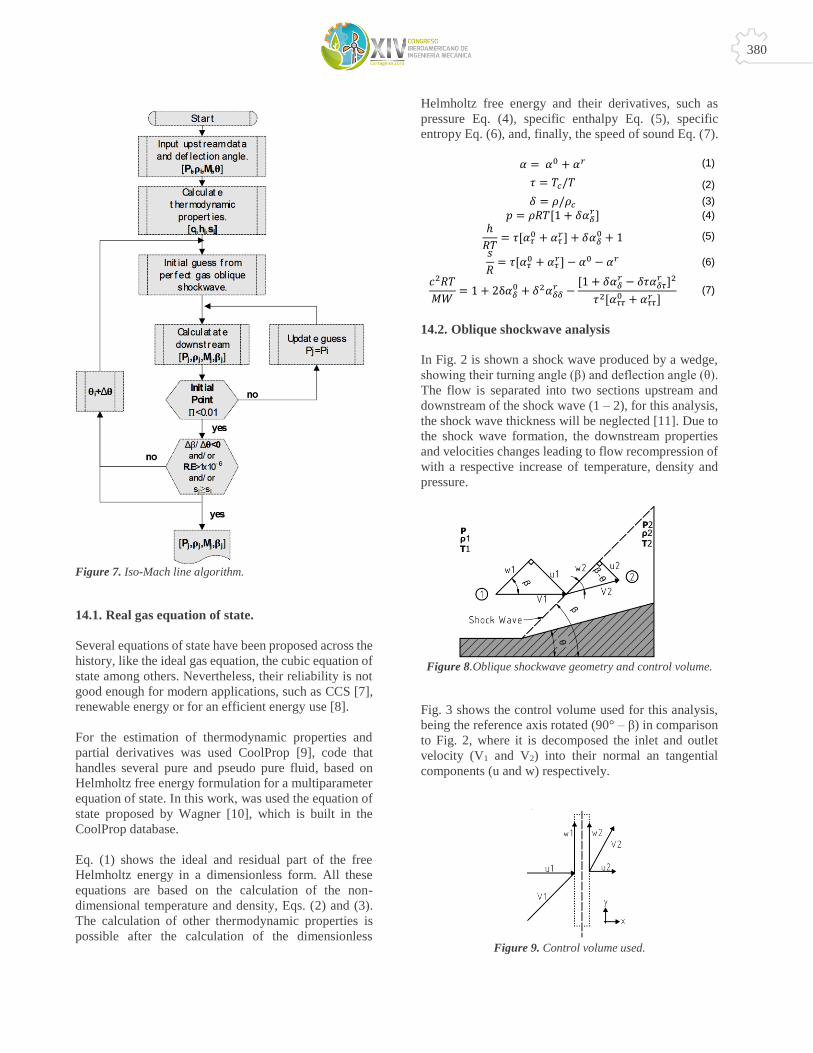
380
Figure 7. Iso-Mach line algorithm.
14.1. Real gas equation of state.
Several equations of state have been proposed across the
history, like the ideal gas equation, the cubic equation of
state among others. Nevertheless, their reliability is not
good enough for modern applications, such as CCS [7],
renewable energy or for an efficient energy use [8].
For the estimation of thermodynamic properties and
partial derivatives was used CoolProp [9], code that
handles several pure and pseudo pure fluid, based on
Helmholtz free energy formulation for a multiparameter
equation of state. In this work, was used the equation of
state proposed by Wagner [10], which is built in the
CoolProp database.
Eq. (1) shows the ideal and residual part of the free
Helmholtz energy in a dimensionless form. All these
equations are based on the calculation of the non-
dimensional temperature and density, Eqs. (2) and (3).
The calculation of other thermodynamic properties is
possible after the calculation of the dimensionless
Helmholtz free energy and their derivatives, such as
pressure Eq. (4), specific enthalpy Eq. (5), specific
entropy Eq. (6), and, finally, the speed of sound Eq. (7).
𝛼 = 𝛼0 + 𝛼𝑟 (1)
𝜏 = 𝑇𝑐/𝑇 (2)
𝛿 = 𝜌/𝜌𝑐 (3)
𝑝 = 𝜌𝑅𝑇[1 + 𝛿𝛼𝛿𝑟] (4)
ℎ
𝑅𝑇= 𝜏[𝛼𝜏
0 + 𝛼𝜏𝑟] + 𝛿𝛼𝛿
0 + 1 (5)
𝑠
𝑅= 𝜏[𝛼𝜏
0 + 𝛼𝜏𝑟] − 𝛼0 − 𝛼𝑟 (6)
𝑐2𝑅𝑇
𝑀𝑊= 1 + 2δ𝛼𝛿
0 + 𝛿2𝛼𝛿𝛿𝑟 −
[1 + 𝛿𝛼𝛿𝑟 − 𝛿𝜏𝛼𝛿𝜏
𝑟 ]2
𝜏2[𝛼𝜏𝜏0 + 𝛼𝜏𝜏
𝑟 ] (7)
14.2. Oblique shockwave analysis
In Fig. 2 is shown a shock wave produced by a wedge,
showing their turning angle (β) and deflection angle (θ).
The flow is separated into two sections upstream and
downstream of the shock wave (1 – 2), for this analysis,
the shock wave thickness will be neglected [11]. Due to
the shock wave formation, the downstream properties
and velocities changes leading to flow recompression of
with a respective increase of temperature, density and
pressure.
Figure 8.Oblique shockwave geometry and control volume.
Fig. 3 shows the control volume used for this analysis,
being the reference axis rotated (90° – β) in comparison
to Fig. 2, where it is decomposed the inlet and outlet
velocity (V1 and V2) into their normal an tangential
components (u and w) respectively.
Figure 9. Control volume used.

381
The conservation equations for this control volume are
exposed in Eqs. (8-11) for mass, momentum in the x-
direction, momentum in y-direction and energy,
respectively.
𝜌1𝑢1 = 𝜌2𝑢2 (8)
𝑃1 + 𝜌1𝑢12 = 𝑃2 + 𝜌2𝑢2
2 (9)
𝜌1𝑢1𝑤1 = 𝜌2𝑢2𝑤2 (10)
𝜌1𝑢1 [ℎ1 +𝑉12
2] = 𝜌2𝑢2 [ℎ2 +
𝑉22
2] (11)
From Fig. 2, will be expressed their normal and
tangential components in function of their angle and
total velocity as expressed in Eqs. (12,14) for the
tangential component and Eqs. (13,15) for the normal
component, for the upstream and downstream
conditions.
𝑤1 = 𝑉1cos (β) (12)
𝑢1 = 𝑉1sin (𝛽) (13)
𝑤2 = 𝑉2 cos(𝛽 − 𝜃) (14)
𝑢2 = 𝑉2 sin(𝛽 − 𝜃) (15)
Finally after replacement of the Eqs. (12-15) into Eqs.
(8-11) and simplifying was obtained a non-linear
equation system Eqs. (16-19) with four unknow
variables (P2,V2,ρ2,β), the solution of this system of
equations must satisfy the entropy generation inside the
shock-wave Eq. (20).
𝜌1𝑉1sin (𝛽) = 𝜌2𝑉2sin (𝛽 − 𝜃) (16)
𝑃1 + 𝜌1𝑉12 sin2(𝛽) = 𝑃2 + 𝜌2𝑉2
2 sin2(𝛽 − 𝜃) (17)
𝑉1 cos(β) = 𝑉2 cos(𝛽 − 𝜃) (18)
ℎ1 +𝑉12
2= ℎ2 +
𝑉22
2 (19)
𝑠2 − 𝑠1 ≥ 0 (20)
These equations must be coupled with the equation of
state to calculate the required thermodynamic
properties, therefore, for solve this system of equations
was used a multidimensional root solver from the Scipy
library for Python 3.X. Due to the nonlinear behaviour
of this phenomena, it is required an adequate guess to
initialize the solver, therefore, in this paper will be used
the Eqs. (21-23) for the initial guess of the turning angle,
outlet pressure and density respectively, corresponding
to the solution for the oblique shockwave for a perfect
gas.
tan 𝜃 = 2cot𝛽 [𝑀1
2sin2𝛽 − 1
𝑀12(𝛾 + cos2𝛽) + 2
] (21)
𝑃2𝑃1
=2𝛾𝑀1
2sin2(𝛽) − (𝛾 − 1)
𝛾 + 1 (22)
𝜌2𝜌1
=(𝛾 + 1)𝑀1
2sin2(𝛽)
(𝛾 − 1)𝑀12sin2(𝛽) + 2
(23)
14.2.1. Oblique weak shock wave solution.
This paper was focused in the estimation of the weak
shock wave solution for the nonlinear equation system
because is a typical solution for typical industrial
operational conditions [12], therefore will be used the
non-dimensional pressure jump Eq. (24) [11] as the
criteria for the initial solution of the solver.
Π =𝑃2 − 𝑃1
𝜌1𝑐12 ≪ 1
(24)
14.2.2. Stop solver criteria.
Was selected as stop criteria of the solver the evaluation
of the derivative of the shock angle in function of the
deflection angle as expressed in Eq. (25), if the
derivative is negative. the solver stops.
𝑑𝛽
𝑑𝜃≈Δ𝛽
Δ𝜃≥ 0
(25)
This criterion allows the estimation of the maximum
deflection angle for a specified Mach number and
stagnation conditions, for the reason that a higher
deflection angle will cause a detached normal shock
wave as presented in Fig. 4, which is an undesirable
condition for the flow because a normal shockwave
implies high stagnation pressure losses.
Figure 10. Attached and detached shocks, adapted from [12].
Results
Was evaluated 3 upstream conditions analyzed as shown
in Table 1, for different reduced temperatures and
pressures with their respective compressibility factors,
showing the behaviour of the oblique shock wave for
conditions near to the critical point region and shows as
the behaviour changes as the compressibility factor
increases.
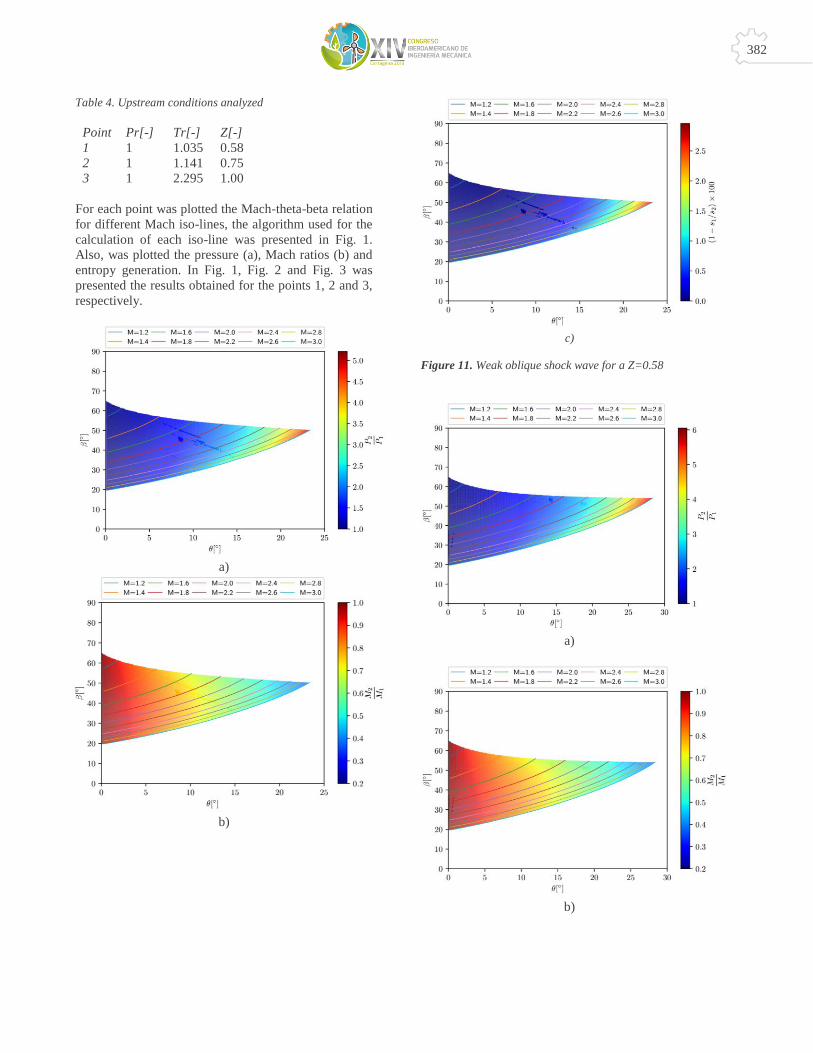
382
Table 4. Upstream conditions analyzed
Point Pr[-] Tr[-] Z[-]
1 1 1.035 0.58
2 1 1.141 0.75
3 1 2.295 1.00
For each point was plotted the Mach-theta-beta relation
for different Mach iso-lines, the algorithm used for the
calculation of each iso-line was presented in Fig. 1.
Also, was plotted the pressure (a), Mach ratios (b) and
entropy generation. In Fig. 1, Fig. 2 and Fig. 3 was
presented the results obtained for the points 1, 2 and 3,
respectively.
a)
b)
c)
Figure 11. Weak oblique shock wave for a Z=0.58
a)
b)
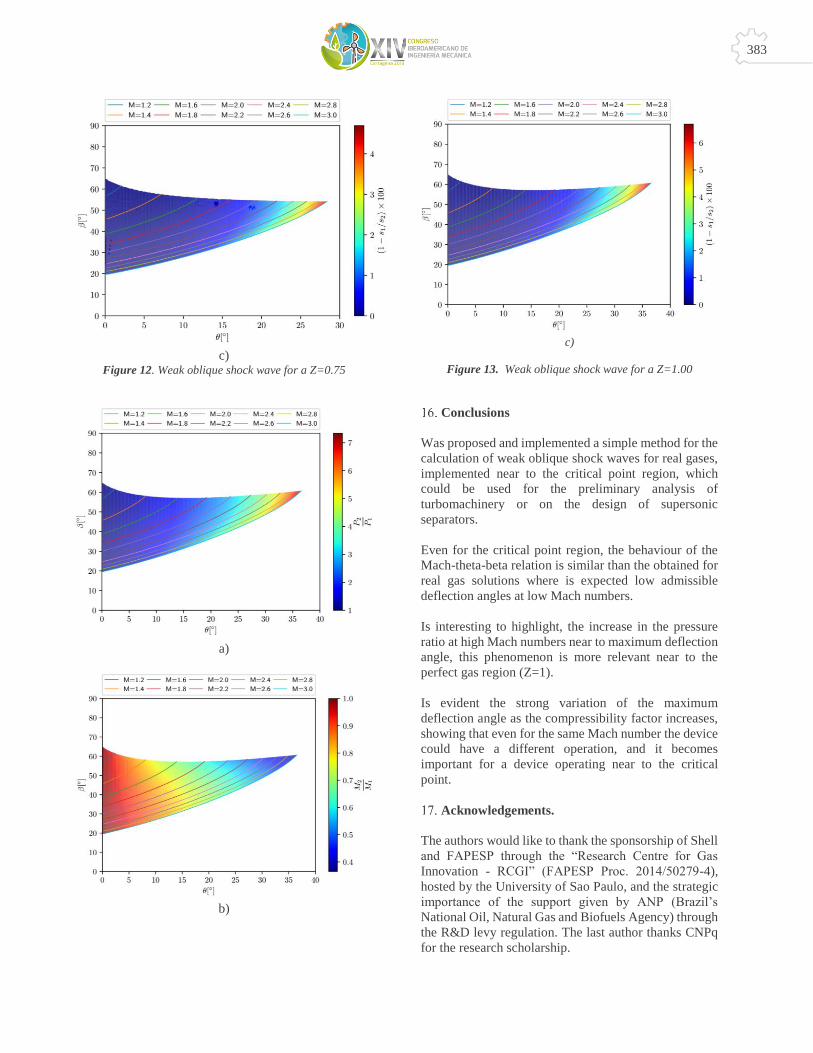
383
c)
Figure 12. Weak oblique shock wave for a Z=0.75
a)
b)
c)
Figure 13. Weak oblique shock wave for a Z=1.00
Conclusions
Was proposed and implemented a simple method for the
calculation of weak oblique shock waves for real gases,
implemented near to the critical point region, which
could be used for the preliminary analysis of
turbomachinery or on the design of supersonic
separators.
Even for the critical point region, the behaviour of the
Mach-theta-beta relation is similar than the obtained for
real gas solutions where is expected low admissible
deflection angles at low Mach numbers.
Is interesting to highlight, the increase in the pressure
ratio at high Mach numbers near to maximum deflection
angle, this phenomenon is more relevant near to the
perfect gas region (Z=1).
Is evident the strong variation of the maximum
deflection angle as the compressibility factor increases,
showing that even for the same Mach number the device
could have a different operation, and it becomes
important for a device operating near to the critical
point.
Acknowledgements.
The authors would like to thank the sponsorship of Shell
and FAPESP through the “Research Centre for Gas
Innovation - RCGI” (FAPESP Proc. 2014/50279-4),
hosted by the University of Sao Paulo, and the strategic
importance of the support given by ANP (Brazil’s
National Oil, Natural Gas and Biofuels Agency) through
the R&D levy regulation. The last author thanks CNPq
for the research scholarship.

384
References.
[1] IEA (Internation energy agency), “Carbon
capture and storage 2013 edition,” Paris, 2013.
[2] S. Murai and N. Yuichi Fujioka, “Challenges to
the Carbon dioxide Capture and Storage (CCS)
Technology,” Trans. Electr. Electron. Eng.
IEEJ Trans, vol. 3, pp. 37–42, 2008.
[3] M. Luxa, D. Simurda, J. Prihoda, and J.
Vachova, “Shock Wave Boundary Layer
Interaction in Profile Cascades Representing
Rotor Bladings of the Last Stage of Large
Output Steam Turbines,” in ECCOMAS
Congress 2016 VII European Congress on
Computational Methods in Applied Sciences
and Engineering, 2016, no. Greece, pp. 1464–
1473.
[4] I. Andrić et al., “Non-ideal effects on the typical
trailing edge shock pattern of ORC Turbine
blades,” 2017.
[5] M. Haghighi, K. A. Hawboldt, and M.
Abedinzadegan Abdi, “Supersonic gas
separators: Review of latest developments,” J.
Nat. Gas Sci. Eng., vol. 27, pp. 109–121, 2015.
[6] J. Restrepo and J. R. Simões-Moreira,
“Operational behaviour of supersonic separators
for real gas mixtures of methane and carbon
dioxide, from the homogeneous nucleation point
of view.,” in Proceedings of the ASME 2019
38th International Conference on Ocean,
Offshore and Arctic Engineering OMAE2019,
2019, pp. 1–7.
[7] G. J. Gernert, “A New Helmholtz Energy Model
for Humid Gases and CCS Mixtures,” Ruhr-
Universität Bochum, 2013.
[8] A. R. Goodwin, J. Sengers, and C. J. Peters,
Eds., Applied Thermodynamics of Fluids.
Cambridge: Royal Society of Chemistry, 2010.
[9] I. H. Bell, J. Wronski, S. Quoilin, and V.
Lemort, “Pure and Pseudo-pure Fluid
Thermophysical Property Evaluation and the
Open-Source Thermophysical Property Library
CoolProp,” Ind. Eng. Chem. Res., vol. 53, no. 6,
pp. 2498–2508, 2014.
[10] R. Span and W. Wagner, “A New Equation of
State for Carbon Dioxide Covering the Fluid
Region from the Triple‐Point Temperature to
1100 K at Pressures up to 800 MPa,” J. Phys.
Chem. Ref. Data, vol. 25, no. 6, pp. 1509–1596,
Nov. 1996.
[11] P. A. Thompson, Compressible-fluid dynamics.
McGraw-Hill, 1971.
[12] J. D. Anderson, Modern compressible flow :
with historical perspective. McGraw-Hill, 1990.

385
2676. MODELACIÓN DE CAMPANA DE EXTRACCIÓN DE GASES EN UN CONVERTIDOR DE
ACERO PARA RECUPERACIÓN DE ENERGÍA MEDIANTE USO DE MATERIALES DE
CAMBIO DE FASE
GAS EXTRACTION HOOD MODELING IN A STEEL CONVERTER FOR ENERGY RECOVERY
USING PHASE CHANGE MATERIALS
Roberto Ramirez1, Oscar Farias2
1Departamento de Ingeniería Mecánica, Universidad de Concepción, Concepción, Chile, email: [email protected]
2Departamento de Ingeniería Mecánica, Universidad de Concepción, Concepción, Chile, email: [email protected]
Resumen
La industria siderúrgica se caracteriza por procesos intensivos en el uso de energía. Se destaca la formación del acero,
donde la oxidación del carbono al reaccionar genera gases de combustión incompleta a alta temperatura mediante el
proceso de inyección básica de oxígeno en horno (BOF). Se plantea la modelación del sistema de captación de gases de
alta temperatura, cuyo proceso es intermitente, para luego realizar la recuperación energética desde los gases de
combustión usando materiales de cambio de fase (PCM) para la acumulación temporal de energía.
En una primera aproximación, los humos al interior de la campana podrían aportar 77 GJ de energía disponible durante
los 15 minutos de inyección de oxígeno (soplado). Con el uso de un dispositivo PCM se obtiene entre 20%-30% de
recuperación de la energía residual, equivalente a 10-20 GJ. De esta forma, se podría generar un flujo de calor continuo
durante todo el proceso para la generación de vapor, a través un sistema de refrigeración en el sistema de captación de
gases, con un potencial de generación energía eléctrica con un Ciclo Rankine de 15 MW.
Palabras clave: Convertidor de acero; BOF; Material de cambio de fase; Recuperación de energía
Abstract
Energy-intensive processes characterize the steel industry. The one of steel formation stands out, where the oxidation of
the carbon when reacting generates incomplete combustion gases at high temperature by means of the basic oxygen
injection process in the furnace (BOF). A proposed model of the gas collection system, at high temperature for an
intermittent process, consider the energy recovery from combustion gases by incorporating a phase change materials
(PCM) method for temporally energy accumulation.
In a first approximation, the fumes inside the hood could provide 77 GJ of available energy during the 15 minutes of
oxygen injection (blowing). With the use of a PCM device, you get between 20% -30% recovery of residual energy,
equivalent to 10-20 GJ. In this way, a continuous heat flow could be generated throughout the process for the generation
of steam through a refrigeration system in the gas collection system, with a potential for generating electricity with a
Rankine Cycle of 15 MW.
Keywords: Steel converter; BOF; Phase change material; Energy Recovery
Introducción
La industria del acero contribuye intensivamente al consumo de combustibles fósiles y en la contaminación ambiental,
por lo cual en diferentes países del mundo se plantea el desafío de eficiencia energética y reducción de emisiones. Para
ello, una oportunidad de mejora consiste en la recuperación de la energía residual en sus distintos procesos. En Chile, la
Compañía Siderúrgica (CSCh) provee al mercado de aceros brutos y especiales, caracterizándose por procesos intensivos
en el consumo energético, lo cual equivale al 1% del consumo nacional [1]. Existe un potencial de mejora en eficiencia
energética de las plantas siderúrgicas a nivel mundial; por ejemplo, mediante una investigación sobre recuperación de
calor residual, una planta siderúrgica China presenta un potencial de 4.87 GJ/t de acero crudo, el cual equivale a un 26%
del consumo total de energía [7].
En las referencias [2, 3, 4, 5, 6, 7, 8, 9, 10] se puede obtener información adicional sobre el uso de energía, medidas y
tecnologías de eficiencia energética para la industria siderúrgica. En particular, se decide explorar la recuperación de
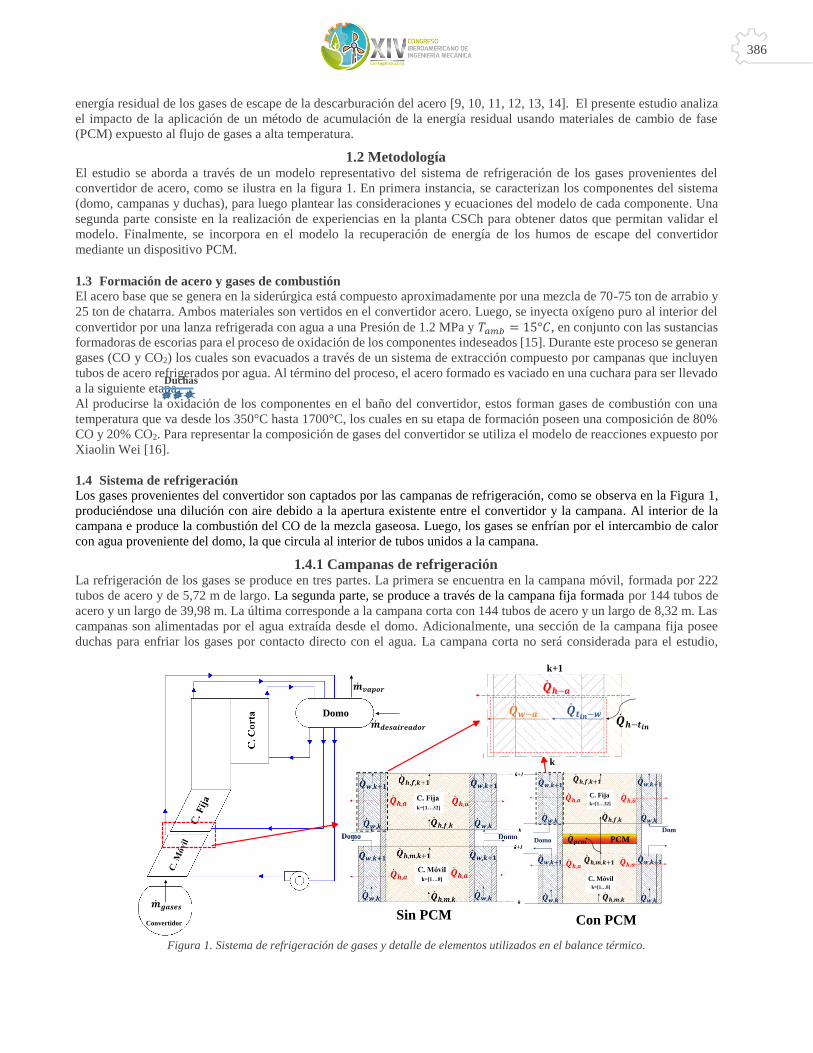
386
energía residual de los gases de escape de la descarburación del acero [9, 10, 11, 12, 13, 14]. El presente estudio analiza
el impacto de la aplicación de un método de acumulación de la energía residual usando materiales de cambio de fase
(PCM) expuesto al flujo de gases a alta temperatura.
1.2 Metodología El estudio se aborda a través de un modelo representativo del sistema de refrigeración de los gases provenientes del
convertidor de acero, como se ilustra en la figura 1. En primera instancia, se caracterizan los componentes del sistema
(domo, campanas y duchas), para luego plantear las consideraciones y ecuaciones del modelo de cada componente. Una
segunda parte consiste en la realización de experiencias en la planta CSCh para obtener datos que permitan validar el
modelo. Finalmente, se incorpora en el modelo la recuperación de energía de los humos de escape del convertidor
mediante un dispositivo PCM.
1.3 Formación de acero y gases de combustión
El acero base que se genera en la siderúrgica está compuesto aproximadamente por una mezcla de 70-75 ton de arrabio y
25 ton de chatarra. Ambos materiales son vertidos en el convertidor acero. Luego, se inyecta oxígeno puro al interior del
convertidor por una lanza refrigerada con agua a una Presión de 1.2 MPa y 𝑇𝑎𝑚𝑏 = 15°𝐶, en conjunto con las sustancias
formadoras de escorias para el proceso de oxidación de los componentes indeseados [15]. Durante este proceso se generan
gases (CO y CO2) los cuales son evacuados a través de un sistema de extracción compuesto por campanas que incluyen
tubos de acero refrigerados por agua. Al término del proceso, el acero formado es vaciado en una cuchara para ser llevado
a la siguiente etapa.
Al producirse la oxidación de los componentes en el baño del convertidor, estos forman gases de combustión con una
temperatura que va desde los 350°C hasta 1700°C, los cuales en su etapa de formación poseen una composición de 80%
CO y 20% CO2. Para representar la composición de gases del convertidor se utiliza el modelo de reacciones expuesto por
Xiaolin Wei [16].
1.4 Sistema de refrigeración
Los gases provenientes del convertidor son captados por las campanas de refrigeración, como se observa en la Figura 1,
produciéndose una dilución con aire debido a la apertura existente entre el convertidor y la campana. Al interior de la
campana e produce la combustión del CO de la mezcla gaseosa. Luego, los gases se enfrían por el intercambio de calor
con agua proveniente del domo, la que circula al interior de tubos unidos a la campana.
1.4.1 Campanas de refrigeración La refrigeración de los gases se produce en tres partes. La primera se encuentra en la campana móvil, formada por 222
tubos de acero y de 5,72 m de largo. La segunda parte, se produce a través de la campana fija formada por 144 tubos de
acero y un largo de 39,98 m. La última corresponde a la campana corta con 144 tubos de acero y un largo de 8,32 m. Las
campanas son alimentadas por el agua extraída desde el domo. Adicionalmente, una sección de la campana fija posee
duchas para enfriar los gases por contacto directo con el agua. La campana corta no será considerada para el estudio,
Figura 1. Sistema de refrigeración de gases y detalle de elementos utilizados en el balance térmico.
Domo
Convertidor
𝒎 𝒈𝒂𝒔𝒆𝒔
𝒎 𝒗𝒂𝒑𝒐𝒓
𝒎 𝒅𝒆𝒔𝒂𝒊𝒓𝒆𝒂𝒅𝒐𝒓
|
𝑸 𝒕𝒊𝒏−𝒘 𝑸 𝒘−𝒂
𝑸 𝒉−𝒂
𝑸 𝒉−𝒕𝒊𝒏
k
k+1
𝑸 𝒉,𝒇,𝒌+𝟏 𝑸 𝒘,𝒌+𝟏
𝑸 𝒉,𝒂
𝑸 𝒉,𝒇,𝒌
𝑸 𝒉,𝒂
𝑸 𝒘,𝒌+𝟏
𝑸 𝒘,𝒌 𝑸 𝒘,𝒌
𝑸 𝒘,𝒌 𝑸 𝒘,𝒌
𝑸 𝒘,𝒌+𝟏 𝑸 𝒘,𝒌+𝟏
𝑸 𝒉,𝒎,𝒌
𝑸 𝒉,𝒎,𝒌+𝟏 𝑸 𝒉,𝒂 𝑸 𝒉,𝒂
Dom
o Domo
C. Fija
k=[1…32]
C. Móvil
k=[1…8]
𝑸 𝒑𝒄𝒎 PCM
Con PCM Sin PCM
Duchas
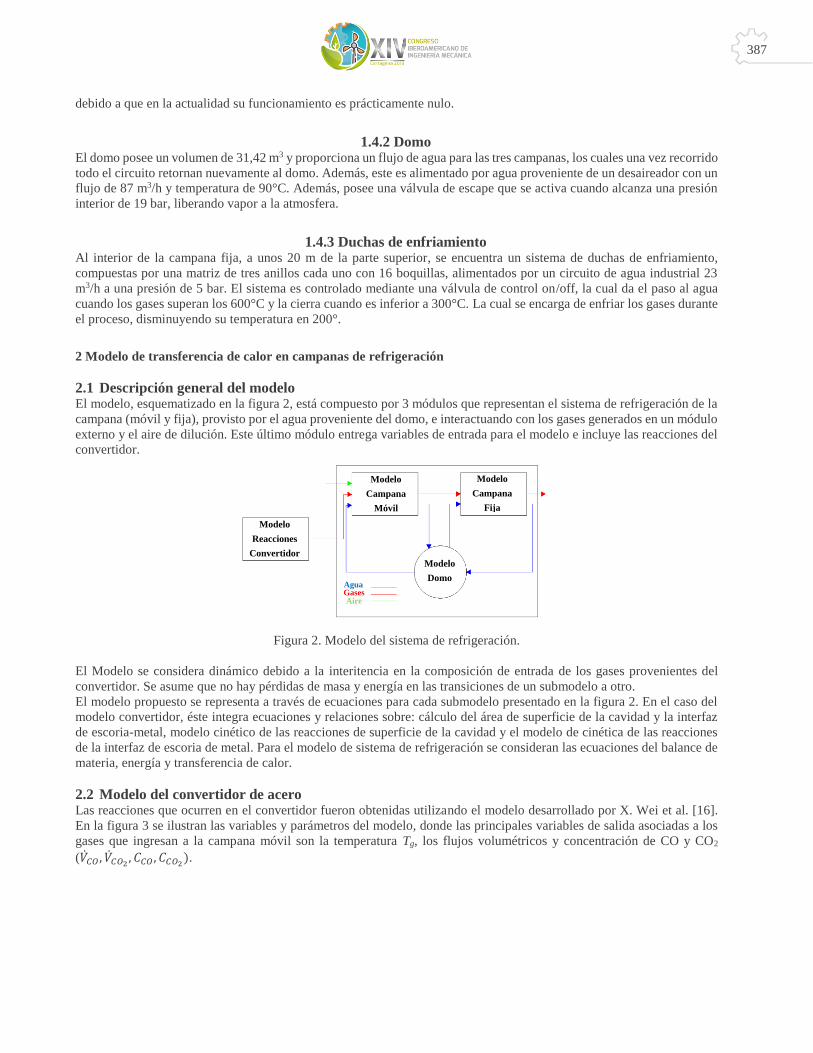
387
debido a que en la actualidad su funcionamiento es prácticamente nulo.
1.4.2 Domo El domo posee un volumen de 31,42 m3 y proporciona un flujo de agua para las tres campanas, los cuales una vez recorrido
todo el circuito retornan nuevamente al domo. Además, este es alimentado por agua proveniente de un desaireador con un
flujo de 87 m3/h y temperatura de 90°C. Además, posee una válvula de escape que se activa cuando alcanza una presión
interior de 19 bar, liberando vapor a la atmosfera.
1.4.3 Duchas de enfriamiento Al interior de la campana fija, a unos 20 m de la parte superior, se encuentra un sistema de duchas de enfriamiento,
compuestas por una matriz de tres anillos cada uno con 16 boquillas, alimentados por un circuito de agua industrial 23
m3/h a una presión de 5 bar. El sistema es controlado mediante una válvula de control on/off, la cual da el paso al agua
cuando los gases superan los 600°C y la cierra cuando es inferior a 300°C. La cual se encarga de enfriar los gases durante
el proceso, disminuyendo su temperatura en 200°.
2 Modelo de transferencia de calor en campanas de refrigeración
2.1 Descripción general del modelo El modelo, esquematizado en la figura 2, está compuesto por 3 módulos que representan el sistema de refrigeración de la
campana (móvil y fija), provisto por el agua proveniente del domo, e interactuando con los gases generados en un módulo
externo y el aire de dilución. Este último módulo entrega variables de entrada para el modelo e incluye las reacciones del
convertidor.
Figura 2. Modelo del sistema de refrigeración.
El Modelo se considera dinámico debido a la interitencia en la composición de entrada de los gases provenientes del
convertidor. Se asume que no hay pérdidas de masa y energía en las transiciones de un submodelo a otro.
El modelo propuesto se representa a través de ecuaciones para cada submodelo presentado en la figura 2. En el caso del
modelo convertidor, éste integra ecuaciones y relaciones sobre: cálculo del área de superficie de la cavidad y la interfaz
de escoria-metal, modelo cinético de las reacciones de superficie de la cavidad y el modelo de cinética de las reacciones
de la interfaz de escoria de metal. Para el modelo de sistema de refrigeración se consideran las ecuaciones del balance de
materia, energía y transferencia de calor.
2.2 Modelo del convertidor de acero Las reacciones que ocurren en el convertidor fueron obtenidas utilizando el modelo desarrollado por X. Wei et al. [16].
En la figura 3 se ilustran las variables y parámetros del modelo, donde las principales variables de salida asociadas a los
gases que ingresan a la campana móvil son la temperatura Tg, los flujos volumétricos y concentración de CO y CO2
(𝑉 𝐶𝑂 , 𝑉 𝐶𝑂2 , 𝐶𝐶𝑂 , 𝐶𝐶𝑂2).
Modelo
Reacciones
Convertidor
Modelo
Campana
Móvil
Modelo
Campana
Fija
Modelo
Domo Agua
Gases Aire

388
Figura 3. Variables y parámetros en el modelo del convertidor de acero.
El modelo considera que el gas de escape del convertidor se mezcla completamente, el exceso de gas de escape se descarga
a través boca del convertidor en el proceso de soplado de oxígeno y que las reacciones de oxidación son controladas por
la transferencia de masa
El flujo de oxígeno residual después de la oxidación de las impurezas en baño de metal fundido 𝐹𝑂2 (𝑚𝑜𝑙
𝑠) de acuerdo con
las reacciones de oxidación de C, Si, Mn, P y Fe es:
𝐹𝑂2 =𝑉 𝑂2×100−[𝑁2]×1000
100×22,4− [
𝑑(𝑊𝑚𝐶[𝐶]𝑏 )
𝑑𝑡] − 2 [
𝑑(𝑊𝑚𝐶[𝑆𝑖]𝑏 )
𝑑𝑡] − [
𝑑(𝑊𝑚𝐶[𝑀𝑛]𝑏 )
𝑑𝑡] −
5
2[𝑑(𝑊𝑚𝐶[𝑃]
𝑏 )
𝑑𝑡] − [
𝑑(𝑊𝑚𝐶[𝐹𝑒]𝑏 )
𝑑𝑡] (1)
Donde 𝑉 𝑂2 (m3/s) es la cantidad de oxígeno soplado, [N2] (%) es la concentración de N2 en el oxígeno soplado, 𝑊𝑚 (kg)
es la masa de líquido de metal fundido, 𝐶[𝑖]𝑏 es concentración de elementos en metal líquido fundido (i = C, Si, Fe, P)
(𝑘𝑚𝑜𝑙
𝑘𝑔𝐹𝑒) y 𝐹𝐶𝑂 (mol/s) el flujo de CO producido por la reacción de la descarburación, representado por:
𝐹𝐶𝑂 = 𝜎𝐶𝐽𝑂𝐴𝐶 (2)
Donde 𝐽𝑂 es la difusión media del flujo de oxígeno en la superficie de la cavidad (𝑚𝑜𝑙
𝑠∙𝑚2), 𝐴𝐶 (m2) es el área de la superficie
de la cavidad y 𝜎𝐶 es la relación entre el consumo de oxígeno de las reacciones de oxidación de carbono en la cavidad.
De acuerdo con el equilibrio de masa en convertidor de gases de escape, la variación en el volumen molar de O2, CO, CO2
y N2 en el espacio de separación libre del convertidor son:
𝑑𝑛𝑂2
𝑑𝑡= 𝐹𝑂2 − 𝐹𝑜𝑢𝑡 (
𝑛𝑂2
𝑛𝑣) −
𝑅𝐶𝑂
2 (3)
𝑑𝑛𝐶𝑂
𝑑𝑡= 𝐹𝐶𝑂 − 𝐹𝑜𝑢𝑡 (
𝑛𝐶𝑂
𝑛𝑣) − 𝑅𝐶𝑂 (4)
𝑑𝑛𝐶𝑂2
𝑑𝑡= −𝐹𝑜𝑢𝑡 (
𝑛𝐶𝑂2
𝑛𝑣) + 𝑅𝐶𝑂 (5)
𝑑𝑛𝑁2
𝑑𝑡= −𝐹𝑜𝑢𝑡 (
𝑛𝑁2
𝑛𝑣) −
𝑄𝑂2[𝑁2]×10
22,4 (6)
La mezcla gaseosa a la salida del convertidor se considera como gas ideal, por lo tanto, el número total de moles se puede
expresar como:
𝑛𝑣 = 𝑛𝐶𝑂2 + 𝑛𝐶𝑂 + 𝑛𝑂2 + 𝑛𝑁2 (7)
De acuerdo con el equilibrio químico de CO y la conservación de material en el espacio de separación libre del convertidor,
la tasa de consumo de CO (𝑅𝐶𝑂) y la tasa de flujo del gas de escape (𝐹𝑜𝑢𝑡) se calculan mediante las ecuaciones (8) y (9)
respectivamente.
𝑅𝐶𝑂 =𝐸−𝐴×𝐷
𝐶+𝐷×𝐵 (8)
𝐹𝑜𝑢𝑡 = 𝐴 + 𝐵 × 𝑅𝐶𝑂 (9)
Los valores A hasta F se obtienen a partir de:
𝐴 =𝑇𝑔+273
2𝑇𝑔+273[𝐹𝑂2 + 𝐹𝐶𝑂 +
𝑄𝑂2[%𝑁2]×10
22,4+
𝑞𝑛𝑚
𝐹(𝑇𝑔+273)] (10)

389
𝐵 =2(−∆𝐻𝐶𝑂)𝑛𝑣−𝐹(𝑇𝑔−273)
2𝐹(2𝑇𝑔+273) (11)
𝐶 =1
𝑛𝐶𝑂2+
1
𝑛𝐶𝑂+
1
4𝑛𝑂2 (12)
𝐷 =1
2𝑛𝑣 (13)
𝐸 =𝐹𝐶𝑂
𝑛𝐶𝑂+
𝐹𝑂2
2𝑛𝑂2 (14)
𝐹 = ∑ 𝑛𝑖𝐶𝑝𝑖4𝑖=1 (15)
Donde 𝐶𝑃𝑖 es la capacidad calorífica del gas (con i=O2, CO, CO2 y N2)( 𝐽
𝑚𝑜𝑙𝐾). Según el balance de calor del convertidor
de gases de escape, el cambio de temperatura del gas de escape se calcula como:
𝑑𝑇𝑔
𝑑𝑡=
𝑞−𝐹𝑜𝑢𝑡𝑛𝑣
(∑ 𝑛𝑖𝐶𝑝𝑖4𝑖=1 )𝑇𝑔+𝑅𝐶𝑂(−∆𝐻𝐶𝑂)
∑ 𝑛𝑖𝐶𝑝𝑖4𝑖=1
(16)
Dónde, q (kJ/kg) es el calor específico total absorbido por el gas y 𝑅𝐶𝑂 la tasa de flujo molar de CO (mol/s).
2.3 Modelo de la campana móvil
2.3.1 Descripción y consideraciones del modelo
La campana móvil capta los gases de escape del convertidor generando dos fenómenos durante el tiempo de soplado:
combustión secundaria de los gases de salida del convertidor y enfriamiento de humos, los cuales el modelo se encargará
de representar mediante las variables y parámetros señalados en la figura 4. Por lo que, esta componente recibirá las
variables de salida del Modelo Reacciones Convertidor como entrada en conjunto con algunas variables proveniente desde
el Modelo Domo.
Figura 4. Modelo campana móvil.
Las consideraciones del modelo son: flujo de agua y vapor homogéneo, funcionamiento continuo de la bomba de
alimentación, no existen pérdidas de masa en los trayectos, variación de energía interna despreciable, concentraciones de
CO/CO2 post combustión secundaria de 15%/85%.
Se consideró un volumen de control definido por elementos discretos equivalente a un metro de la campana para el
planteamiento de ecuaciones del modelo. Cada elemento (k+1) desde el anterior (k) con una cantidad de 8 elementos (ver
detalle en figura 1).
2.3.2 Ecuaciones del modelo sin PCM La combustión generada en la campana se representa mediante un modelo de cámara adiabática, donde ingresa el flujo de
calor de la combustión de los gases (𝑄 𝑓), el flujo de calor sensible aportado por los gases (𝑄 𝑔) y el flujo de calor del aire
inducido que ingresa a la campana (𝑄 𝑎), obteniendo como salida el flujo de calor de los humos post combustión (𝑄 ℎ,𝑎𝑑), los cuales pasan al intercambiador de calor que representa las pérdidas al ambiente debido a la exposición de la campana
en su exterior al aire ambiente 𝑄 𝑎𝑚 y las pérdidas debido al enfriamiento del agua (𝑄 𝑤,𝑚). Como resultado se tiene el
calor de los humos de salida de la campana móvil (𝑄 ℎ).
Balance químico
Xe,COCO + Xe,CO2CO2 + 𝑎𝑒𝑠𝑡(1 + 𝑒)(𝑂2 + 3,76𝑁2) → 0,85𝐶𝑂2 + 0,15𝐶𝑂 + 𝑋𝑂2 + 𝑌𝑁2 (17)
390
Balance para modelo de cámara de combustión
𝑄 𝑓 + 𝑄 𝑔 + 𝑄 𝑎 = 𝑄 ℎ,𝑎 (18)
𝑄 𝑓 = 𝑚 𝑔 ∙ 𝑃𝐶𝐼 (19)
𝑄 𝑔 = ∑ 𝑚 𝑖(ℎ𝑒,𝑖 − ℎ𝑟,𝑖)2𝑖=1 (20)
𝑄 𝑎 = 𝑚 𝑎 ∙ (ℎ𝑒,𝑎 − ℎ𝑟,𝑎) (21)
𝑄 ℎ,𝑎𝑑 = ∑ 𝑚 𝑖(ℎ𝑎𝑑,𝑖 − ℎ𝑟,𝑖)4𝑖=1 (22)
Balance térmico del intercambiador de calor
𝑄 ℎ,𝑘 − 𝑄 𝑎𝑚,𝑘 − 𝑄 𝑤,𝑚,𝑘 = 𝑄 ℎ,𝑘+1 (23)
𝑄 𝑤,𝑚,𝑘 = 𝑚 𝑤,𝑚,𝑘 ∙ (ℎ𝑠,𝑤,𝑘+1 − ℎ𝑒,𝑤,𝑘) (24)
𝑄 ℎ,𝑘+1 = ∑ 𝑚 𝑖,𝑘(ℎℎ,𝑖,𝑘+1 − ℎ𝑟,𝑖)4𝑖=1 (25)
Ecuaciones de transferencia de calor
Q h,k = ntAt (σεh(Tp,h,k4 − Tt,k
4 ) + Ηh(Tp,h,k − Tt,k)) (26)
Q t,k = ntAt (kac
rextln(rextrint
)+
rint
rextΗw) (Tt,k − Tp,w,k) (27)
Q am,k =ntAt
rext(
kac
ln(rextrint
)+ rint(Ηa + Hw)) (Tp,w,k − Ta,k) (28)
Donde X, Y son los moles correspondientes para cada compuesto, 𝑚 es flujo másico, ℎ entalpía, PCI poder calorífico
inferior, n número de tubos, A área superficial del tubo, k coeficiente conductivo, r radio del tubo, 𝜎 constante de Stefan-
Boltzmann, 휀 emisividad, T temperatura, H coeficiente convectivo. Los subíndices corresponden a: g (gases), a (aire), e
(entrada), s (salida), r (referencia), am (aire ambiente), w (agua), m (móvil) h (humos), ad (adiabático), p (promedio), ext
(exterior), int (interior) y ac (acero) con (i=O2, CO, CO2 y N2)
2.3.3 Ecuaciones del modelo con PCM En esta sección se integra el dispositivo de PCM para la recuperación del calor sensible de los gases entre la campana
móvil y fija, tal como se muestra en la figura 1. La diferencia de flujos de calor entre los humos de salida de la campana
móvil y salida del PCM, 𝑄 ℎ,𝑠,𝑚 y 𝑄 ℎ,𝑠,𝑓 respectivamente, da como resultado la variación de energía interna absorbida por
el PCM (𝜕𝑄𝑝𝑐𝑚
𝜕𝑡):
𝑄 ℎ,𝑠,𝑚 − 𝑄 ℎ,𝑠,𝑝𝑐𝑚 =𝜕𝑄𝑝𝑐𝑚
𝜕𝑡 (29)
Donde:
𝑄 ℎ,𝑠,𝑚 = ∑ 𝑚 𝑖(ℎ𝑠,𝑚,𝑖 − ℎ𝑟,𝑖)4𝑖=1 (30)
𝑄 ℎ,𝑝𝑐𝑚,𝑓 = ∑ 𝑚 𝑖(ℎ𝑠,𝑝𝑐𝑚,𝑖 − ℎ𝑟,𝑖)4𝑖=1 (31)
𝑄𝑝𝑐𝑚 = 𝑚𝑝𝑐𝑚 ∙ ℎ𝑓𝑔,𝑝𝑐𝑚 (32)
Donde hfg corresponde a la entalpía de cambio de fase del material.
2.4 Modelo de la campana fija
2.4.1 Descripción y consideraciones del modelo La campana fija es el segundo componente del sistema de refrigeración que capta los gases de salida de la campana móvil,
produciendo un enfriamiento adicional de los humos. Este modelo, representado en la figura 5, recibe como entradas las
variables de salida del modelo de la campana móvil en conjunto con algunas variables proveniente del modelo del domo.
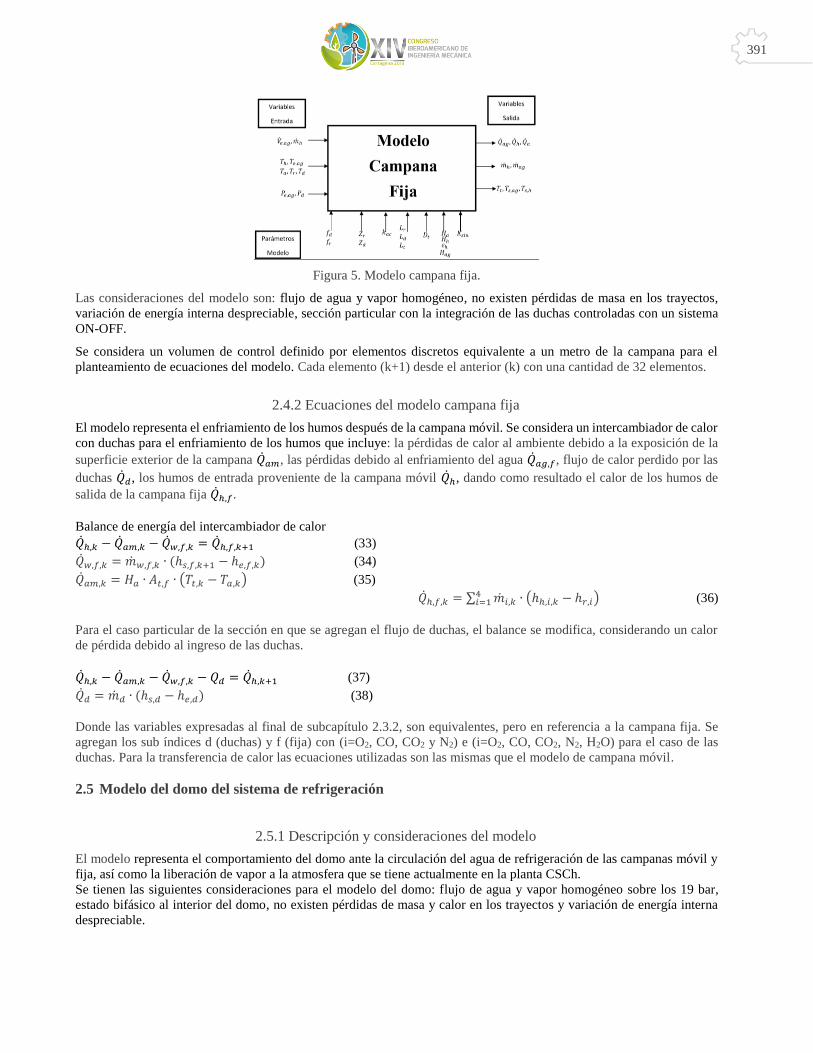
391
Figura 5. Modelo campana fija.
Las consideraciones del modelo son: flujo de agua y vapor homogéneo, no existen pérdidas de masa en los trayectos,
variación de energía interna despreciable, sección particular con la integración de las duchas controladas con un sistema
ON-OFF.
Se considera un volumen de control definido por elementos discretos equivalente a un metro de la campana para el
planteamiento de ecuaciones del modelo. Cada elemento (k+1) desde el anterior (k) con una cantidad de 32 elementos.
2.4.2 Ecuaciones del modelo campana fija
El modelo representa el enfriamiento de los humos después de la campana móvil. Se considera un intercambiador de calor
con duchas para el enfriamiento de los humos que incluye: la pérdidas de calor al ambiente debido a la exposición de la
superficie exterior de la campana 𝑄 𝑎𝑚, las pérdidas debido al enfriamiento del agua 𝑄 𝑎𝑔,𝑓, flujo de calor perdido por las
duchas 𝑄 𝑑, los humos de entrada proveniente de la campana móvil 𝑄 ℎ, dando como resultado el calor de los humos de
salida de la campana fija 𝑄 ℎ,𝑓.
Balance de energía del intercambiador de calor
𝑄 ℎ,𝑘 − 𝑄 𝑎𝑚,𝑘 − 𝑄 𝑤,𝑓,𝑘 = 𝑄 ℎ,𝑓,𝑘+1 (33)
𝑄 𝑤,𝑓,𝑘 = 𝑚 𝑤,𝑓,𝑘 ∙ (ℎ𝑠,𝑓,𝑘+1 − ℎ𝑒,𝑓,𝑘) (34)
𝑄 𝑎𝑚,𝑘 = 𝐻𝑎 ∙ 𝐴𝑡,𝑓 ∙ (𝑇𝑡,𝑘 − 𝑇𝑎,𝑘) (35)
𝑄 ℎ,𝑓,𝑘 = ∑ 𝑚 𝑖,𝑘 ∙ (ℎℎ,𝑖,𝑘 − ℎ𝑟,𝑖)4𝑖=1 (36)
Para el caso particular de la sección en que se agregan el flujo de duchas, el balance se modifica, considerando un calor
de pérdida debido al ingreso de las duchas.
𝑄 ℎ,𝑘 − 𝑄 𝑎𝑚,𝑘 − 𝑄 𝑤,𝑓,𝑘 − 𝑄𝑑 = 𝑄 ℎ,𝑘+1 (37)
𝑄 𝑑 = 𝑚 𝑑 ∙ (ℎ𝑠,𝑑 − ℎ𝑒,𝑑) (38)
Donde las variables expresadas al final de subcapítulo 2.3.2, son equivalentes, pero en referencia a la campana fija. Se
agregan los sub índices d (duchas) y f (fija) con (i=O2, CO, CO2 y N2) e (i=O2, CO, CO2, N2, H2O) para el caso de las
duchas. Para la transferencia de calor las ecuaciones utilizadas son las mismas que el modelo de campana móvil.
2.5 Modelo del domo del sistema de refrigeración
2.5.1 Descripción y consideraciones del modelo
El modelo representa el comportamiento del domo ante la circulación del agua de refrigeración de las campanas móvil y
fija, así como la liberación de vapor a la atmosfera que se tiene actualmente en la planta CSCh.
Se tienen las siguientes consideraciones para el modelo del domo: flujo de agua y vapor homogéneo sobre los 19 bar,
estado bifásico al interior del domo, no existen pérdidas de masa y calor en los trayectos y variación de energía interna
despreciable.

392
Figura 6. Modelo del domo.
2.5.2 Ecuaciones de balance en el domo
El modelo representa la variación de energía interna del domo, incluyendo los distintos flujos de energía que ingresan y
salen del sistema, los cuales provocan la apertura de la válvula y liberación de vapor.
𝑚 𝑚(ℎ𝑚 − ℎ𝑤,𝑑𝑜) + 𝑚 𝑓(ℎ𝑓 − ℎ𝑤,𝑑𝑜) + 𝑚 𝐷ℎ𝐷 −𝑚 𝑣ℎ𝑣,𝑑𝑜 =𝜕𝐸
𝜕𝑡 (39)
Donde E es la energía interna del sistema (interior domo), los subíndices do (domo), D (desaireador) y v (vapor).
3 Resultados del modelo
3.1 Resultados del modelo del convertidor
En las figuras 7, 8 y 9 se muestran los resultados del flujo de gases de salida del convertidor durante el tiempo de inyección
de O2, las concentraciones de CO y CO2 y su temperatura, respectivamente. Estos resultados son coherentes con los
presentados por Wei et al. [16].
Figura 7. Flujo de salida gases convertidor.
Figura 8. Concentraciones de CO y CO2.
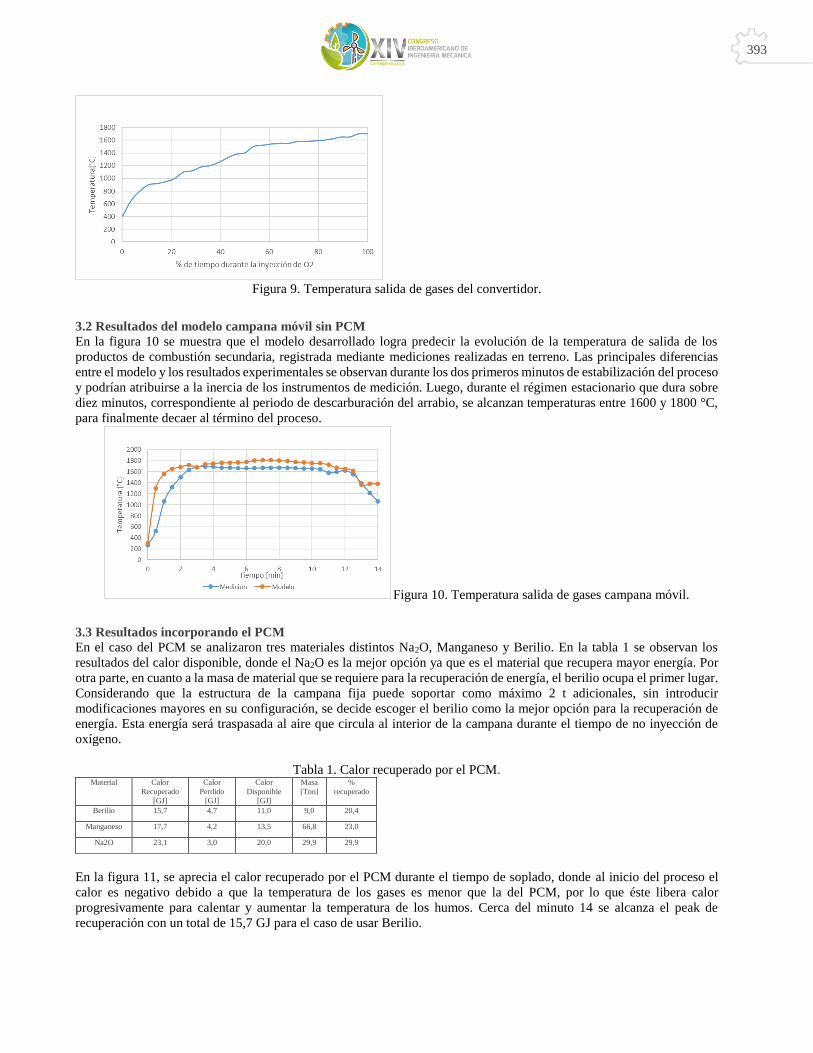
393
Figura 9. Temperatura salida de gases del convertidor.
3.2 Resultados del modelo campana móvil sin PCM
En la figura 10 se muestra que el modelo desarrollado logra predecir la evolución de la temperatura de salida de los
productos de combustión secundaria, registrada mediante mediciones realizadas en terreno. Las principales diferencias
entre el modelo y los resultados experimentales se observan durante los dos primeros minutos de estabilización del proceso
y podrían atribuirse a la inercia de los instrumentos de medición. Luego, durante el régimen estacionario que dura sobre
diez minutos, correspondiente al periodo de descarburación del arrabio, se alcanzan temperaturas entre 1600 y 1800 °C,
para finalmente decaer al término del proceso.
Figura 10. Temperatura salida de gases campana móvil.
3.3 Resultados incorporando el PCM
En el caso del PCM se analizaron tres materiales distintos Na2O, Manganeso y Berilio. En la tabla 1 se observan los
resultados del calor disponible, donde el Na2O es la mejor opción ya que es el material que recupera mayor energía. Por
otra parte, en cuanto a la masa de material que se requiere para la recuperación de energía, el berilio ocupa el primer lugar.
Considerando que la estructura de la campana fija puede soportar como máximo 2 t adicionales, sin introducir
modificaciones mayores en su configuración, se decide escoger el berilio como la mejor opción para la recuperación de
energía. Esta energía será traspasada al aire que circula al interior de la campana durante el tiempo de no inyección de
oxígeno.
Tabla 1. Calor recuperado por el PCM. Material Calor
Recuperado
[GJ]
Calor
Perdido
[GJ]
Calor
Disponible
[GJ]
Masa
[Ton]
%
recuperado
Berilio 15,7 4,7 11,0 9,0 20,4
Manganeso 17,7 4,2 13,5 66,8 23,0
Na2O 23,1 3,0 20,0 29,9 29,9
En la figura 11, se aprecia el calor recuperado por el PCM durante el tiempo de soplado, donde al inicio del proceso el
calor es negativo debido a que la temperatura de los gases es menor que la del PCM, por lo que éste libera calor
progresivamente para calentar y aumentar la temperatura de los humos. Cerca del minuto 14 se alcanza el peak de
recuperación con un total de 15,7 GJ para el caso de usar Berilio.

394
Figura 11. Calor recuperado por el PCM.
3.4 Potencial de recuperación de energía
La aplicación del PCM tiene un impacto directo sobre la energía al interior de la campana, en la figura x se observa en
naranjo el flujo de calor normal sin modificaciones y en celeste con el PCM, donde claramente se aprecia la disminución
de la brecha entre las fases de inyección y no inyección de oxígeno.
Figura 12. Flujo de calor transferido con y sin PCM.
La aplicación del PCM tiene un impacto directo sobre la energía al interior de la campana. En la figura 12 se observa en
naranjo el flujo de calor normal sin modificaciones y en celeste con el PCM, donde claramente se aprecia la disminución
de la brecha entre las fases de inyección y no inyección de oxígeno. En los gases se obtienen 77 GJ de energía disponible
por los humos al interior de la campana durante los 15 minutos de inyección de oxígeno (soplado).
Con el uso de un dispositivo PCM se obtiene entre 20% de recuperación de la energía residual, equivalente a 15,7 GJ, el
cual puede ser utilizado en calentar el flujo aire que circula al interior de la campana durante el tiempo de no soplado. De
esta forma, se podría generar un flujo de calor continuo durante todo proceso para la generación de vapor, con un potencial
de generación energía eléctrica de 15 MW mediante un Ciclo Rankine como el que se ilustra en la figura 13.
Lo anterior requeriría de un acumulador ya que el calor transferido por el PCM al aire, durante el tiempo de no soplado,
es inferior al calor proveniente de los gases durante el soplado. Esta diferencia afectaría al flujo de vapor generado, lo cual
se soluciona con un acumulador de vapor que sea capaz guardar la cantidad necesaria de vapor durante el peak de mayor
generación de energía, para luego suplir el déficit necesario para obtener un flujo de vapor constante durante todo el
proceso.
Figura 13. Aplicación PCM para generación de potencia.
Conclusiones
El modelo desarrollado permite estimar la energía residual de los gases provenientes de un convertidor de acero, la cual
𝒎 𝒗𝒂𝒑𝒐𝒓
Acumulador Domo
Turbina
Condensador
Bomba
𝒎 𝒂𝒈𝒖𝒂

395
se transfiere al sistema de refrigeración en las campanas de extracción. Incorporando al modelo procesos de cambio de
fase para acumular energía mediante materiales como Na2O, manganeso y berilio, se estima un potencial de recuperación
energética del 30%, 23% y 20%, respectivamente, de la energía sensible de los gases. De estos materiales, en una
evaluación inicial se selecciona el berilio por motivos prácticos relativos al peso que se agregaría a la campana.
El calor recuperado podría ser utilizado para la evaporación continua del agua al interior de los tubos del sistema de
refrigeración, generando un flujo de vapor continuo en el domo, para luego ser liberado y captado por un acumulador de
vapor, y finalmente ser inyectado a un ciclo de Rankine simple para la generación de energía eléctrica. Considerando un
rendimiento del ciclo de 30%, se podría generar una potencia de 15 MWe.
Referencias
[1] AETS, ECONOLER, “Estudio de Mercado de Eficiencia Energética en Chile”, 2010,
http://dataset.cne.cl/Energia_Abierta/Estudios/Minerg/11.Informe%20Final%20Mercado%20EE%20(1047).pdf.
[2] K. He, L. Wang, “A review of energy use and energy-efficient technologies for the iron and steel industry” Renewable
and Sustainable Energy Reviews, Vol. 70, pp 1022-1039, 2017.
[3] A. Hasanbeigi, L. Price, “Emerging energy-efficiency and CO2 emission-reduction technologies for cement and
concrete production: A technical review” Renewable and Sustainable Energy Reviews, Vol. 16, Issue 8, pp 6220-6238,
2012.
[4] G. Xin Gui, “Ministry of Industry and Information Technology Issuance of the Iron and Steel Industry Twelfth Five-
Year Development Plan”, 2011. https://members.wto.org/CRNAttachments/2014/SCMQ2/law3.pdf
[5] T. A. Napp, A. Gambhir, T. P. Hills, N. Florin, P. S Fennell, “A review of the technologies, economics and policy
instruments for decarbonising energy-intensive manufacturing industries”, Renewable and Sustainable Energy Reviews,
Vol. 30, pp 616-640, 2014.
[6] G. Oluleye, R. Smith, M. Jobson, “Modelling and screening heat pump options for the exploitation of lowgrade waste
heat in process sites”, Applied Energy, Vol. 169, pp 267-2861, 2016.
[7] H. Zhang, L. Dong, H. Li, B. Chen, “Investigation of the residual heat recovery and carbon emission mitigation
potential in a Chinese”, Sustainable Energy Technologies and Assessments, Vol. 2, pp 67-80, 2013.
[8] L. Miró, S. Brückner, L. Cabeza, “Mapping and discussing Industrial Waste Heat (IWH) potentials for different
countries”, Renewable and Sustainable Energy Reviews, Vol. 51, pp 847-855, 2015.
[9] N. Shigaki, T. Akiyama and F. Tsukihashi, “Exergy Analysis of Steel Production Processes, Japan”, Materials
Transactions, Vol. 43, N°3, pp. 379-384, 2002.
[10] E. Worrell, L. Price, N. Martin, “Energy efficiency and carbon dioxide emissions reduction opportunities in the US
iron and steel sector”, Energy, Vol. 26, N° 5, pp 513-536, 2001.
[11] Q. Zhang, X. Zhao, H. Lu, T. Ni, Y. Li, “Waste energy recovery and energy efficiency improvement in China’s iron
and steel industry”, Applied Energy, Vol. 191, pp 502-520, 2017.
[12] N. Maruoka, T. Akiyama, “Exergy recovery from steelmaking off-gas by latent heat storage for methanol
production”, Energy, Vol. 31, N° 10–11, pp 1632-1642, 2006.
[13] N. Maruoka, H. Purwanto, T. Akiyama, “Exergy Analysis of Methane Steam Reformer Utilizing Steelmaking Waste
Heat”, Vol, 50, N° 9, pp 1311-1318, 2010.
[14] J. Moya, N. Pardo, “The potential for improvements in energy efficiency and CO2 emissions in the EU27 iron and
steel”, Journal of Cleaner Production, Vol. 52, pp 71-83, 2013.
[15] J. Coma, F. Blanco, “Simulación de la metalurgia
en el convertidor LD”
http://digibuo.uniovi.es/dspace/bitstream/10651/38354/ /TFM_JorgeComaGarcia.pdf
[16] S. Li, X. Wei, L. Yu “Numerical simulation of off-gas formation during top-blown oxygen converter steelmaking”,
Fuel, Vol. 90, N° 4, pp 1350-1360, 2011.

396
2678. CARACTERIZACIÓN DE MATERIAL COMPUESTO CON MATRIZ EPÓXICA Y
REFUERZO ORGÁNICO PROVENIENTE DEL RAQUIS DE LA PALMA DE ACEITE
UTILIZANDO MODELOS NUMÉRICOS Y EXPERIMENTALES
CHARACTERIZATION OF COMPOSITE MATERIAL WITH EPOXY MATRIX AND ORGANIC
REINFORCEMENT FROM PALM OIL BUNCHES FIBERS
O. Bohórquez *1, LC APoveda 2, A. Pertuz 3, O. A. González-Estrada 4
Grupo de Investigación en Energía y Medio Ambiente (GIEMA), Escuela de Ingeniería Mecánica, Universidad Industrial de
Santander (UIS), Colombia. 1Email: [email protected]
2Email: [email protected] 3Email: [email protected] 4Email: [email protected]
Resumen
El desarrollo de nuevos materiales que permiten el uso de residuos agrícolas, en reemplazo de la utilización habitual de
los materiales obtenidos de la naturaleza en forma extractiva, permite reconocer la potencialidad de lo considerado como
desecho, de igual forma estimula nuevos procesos de fabricación y tendencias en diseño. En la presente investigación se
caracterizó la fibra del raquis de la palma africana (Elaeis Guineensis) con el objetivo de evaluar su comportamiento como
elemento de refuerzo en materiales compuestos, para ello se utilizó una matriz de resina epóxica creando así un nuevo
material compuesto. Se realizó un modelo geométrico en un software de simulación, el cual mediante el uso de elementos
finitos estipula la respuesta mecánica del material bajo cargas a tracción y flexión. Los resultados obtenidos en la
simulación son validados mediante pruebas experimentales, las cuales se desarrollaron bajo las normas ASTM D3039 y
ASTM D7264 para tracción y flexión respectivamente, con esto se puede determinar la relación de resistencia-peso, lo
cual hace posible la disminución en volumen en aplicaciones industriales, brindando así la posibilidad de nuevos usos
para el raquis de la palma africana.
Palabras clave: Caracterización, compuestos, refuerzo orgánico, palma africana, raquis.
Abstract
The development of new materials that allow the use of agricultural waste, replacing the usual use of materials obtained
from nature in an extractive way, allows us to recognize the potential of what is considered as waste, likewise stimulates
new manufacturing processes and trends In design. In the present investigation, the fiber of the African palm spine (Elaeis
Guineensis) was characterized to evaluate its behavior as a reinforcing element in composite materials, for this purpose
an epoxy resin matrix was created creating new composite material. A geometric model was made in a simulation software
which, through the use of finite elements, stipulates the mechanical response of the material under tensile and flexural
loads. The results obtained in the simulation are validated by experimental tests, which were developed under the standards
ASTM D3039 and ASTM D7264 for traction and flexion respectively, with this the resistance-weight ratio can be
determined, which makes possible the decrease in volume in industrial applications, thus providing the possibility of new
uses for the rachis of African palm.
Keywords: Characterization, composites, organic reinforcement, African palm, Bunches.

397
c. 2679. DIMENSIONAMENTO DA CAPACIDADE TÉRMICA DE UM SISTEMA EXPERIMENTAL DE RECUPERAÇÃO DE CALOR RESIDUAL PARA O CONDICIONAMENTO DO AR DE ADMISSÃO DE UM MOTOR DE COMBUSTÃO INTERNA DE GRANDE PORTE
André Chun1, Bruno M. F. Miotto2, Gustavo S. Krohling3, Lucas A. Paulo4, Kaio Spacini5, Carla César M. Cunha6, José Joaquim C. S. Santos7, João Luiz M. Donatelli8
1Universidade Federal do Espírito Santo, Brasil. Email:
[email protected] 2Universidade Federal do Espírito
Santo, Brasil. Email: [email protected]
3Universidade Federal do Espírito Santo, Brasil. Email:
[email protected] 4Universidade Federal do
Espírito Santo, Brasil. Email:
[email protected] 5Universidade Federal do
Espírito Santo, Brasil. Email: [email protected]
6Universidade Federal do Espírito Santo, Brasil. Email:
[email protected] 7Universidade Federal do Espírito
Santo, Brasil. Email: [email protected]
8Universidade Federal do Espírito Santo, Brasil. Email:
Palavras chave : motor de combustão interna ; chiller por absorção; condicionamento do ar de admissão; recuperação de calor residual.
Este trabalho apresenta os procedimentos e resultados preliminares de uma modelagem desenvolvida para dimensionar a capacidade de um sistema térmico experimental para recuperação de calor residual visando ao condicionamento do ar de combustão de um motor de combustão interna de grande porte (9 MW). O sistema térmico, a ser acoplado ao motor, deve ser capaz de suprir água gelada suficiente tanto para o resfriamento e a desumidificação do ar de admissão antes do turbocompressor, bem como para a diminuição da temperatura da água de resfriamento que sai do radiador, antes de chegar ao intercooler. Os resultados apontam para um chiller por absorção com capacidade de 431 TR para a condição climática mais extrema. Porém, um chiller de 328 TR já atenderia 99% do tempo para potência nominal do motor. Como a formação de gotículas foi observada, seu impacto é discutido e possíveis soluções são apresentadas.

398
2688. MATERIALES JERÁRQUICOS MULTIFUNCIONALES BASADOS EN UNA RESINA
EPÓXICA FOTOCURABLE REFORZADA CON FIBRAS DE CARBONO RECUBIERTAS POR
NANOPARTÍCULAS DE BaTio3
HIERARCHICAL MULTIFUNCTIONAL MATERIALS BASED ON A PHOTOCURABLE EPOXY
RESIN REINFORCED WITH CARBON FIBERS COATED BY BATIO3 NANOPARTICLES
Angello Martínez Crocker1, William Cáceres Ferreira2, Helia Bibiana León-Molina3, Graciela Morales4, Ricardo
Acosta Ortiz5, Gustavo Soria6, José de Jesús Ku-Herrera7*
1Universidad Nacional de Colombia, Bogotá, Colombia. [email protected] 2Centro de Investigación en Química Aplicada. Síntesis de Polímeros, Blvd. Enrique Reyna Hermosillo No. 140, CP. 25294, Saltillo,
Coahuila, México. [email protected] 3Universidad Nacional de Colombia, Bogotá, Colombia. [email protected]
4Centro de Investigación en Química Aplicada. Síntesis de Polímeros, Blvd. Enrique Reyna Hermosillo No. 140, CP. 25294, Saltillo,
Coahuila, México. [email protected] 5Centro de Investigación en Química Aplicada. Síntesis de Polímeros, Blvd. Enrique Reyna Hermosillo No. 140, CP. 25294, Saltillo,
Coahuila, México. [email protected] 6Centro de Investigación en Química Aplicada. Síntesis de Polímeros, Blvd. Enrique Reyna Hermosillo No. 140, CP. 25294, Saltillo,
Coahuila, México. [email protected] 7CONACYT-Centro de Investigación en Química Aplicada. Síntesis de Polímeros, Blvd. Enrique Reyna Hermosillo No. 140, CP.
25294, Saltillo, Coahuila, México.
Resumen
Esta investigación explora compuestos jerárquicos multifuncionales basados en resina epóxica fotocurable reforzada con
fibras de carbono, recubiertas con nanopartículas de BaTiO3. El BaTiO3 se sintetizó in situ sobre fibras de carbono por
conversión solvotérmica de TiO2. La caracterización morfológica y la distribución espacial de las nanopartículas de TiO2
y BaTiO3 en las fibras de carbono se realizó a través de microscopía electrónica de barrido (MEB). Se empleó la
espectroscopia Raman para caracterizar la estructura cristalina de TiO2 y BaTiO3 sobre las fibras de carbono. Los
laminados multifuncionales consistían en dos capas de fibras de carbono recubiertas con BaTiO3 impregnadas con la
resina fotocurable a través de un proceso de infusión asistida por vacío. Se unieron un par de electrodos en la parte superior
e inferior de la preforma de fibra de carbono a fin de monitorear el curado de la resina al ser expuesta radiación UV.
Adicionalmente también se midió la generación de voltaje de los materiales compuestos al ser sometidos a cargas cíclicas
de flexión. La conversión parcial de TiO2 en BaTiO3 se logró después del tratamiento solvotérmico. El compuesto
multifuncional generó voltajes del hasta 27 mV como respuesta a la amplitud y la frecuencia de la excitación. Los
compuestos jerárquicos multifuncionales desarrollados en este trabajo pueden explotarse para aplicaciones de detección
y activación.
Palabras clave: materiales multifuncionales; fibras de carbono; nanopartículas de BaTiO3; compuestos multifuncionales.
Abstract
This research explores multifunctional hierarchical compounds based on photocurable epoxy resin reinforced with carbon
fibers, coated with BaTiO3 nanoparticles. BaTiO3 was synthesized in situ on carbon fibers by solvothermal conversion
of TiO2. The morphological characterization and the spatial distribution of the TiO2 and BaTiO3 nanoparticles in the
carbon fibers was carried out through scanning electron microscopy (SEM). Raman spectroscopy was used to characterize
the crystal structure of TiO2 and BaTiO3 on carbon fibers. The multifunctional laminates consisted of two layers of carbon
fibers coated with BaTiO3 impregnated with the photocurable resin through a vacuum-assisted infusion process. A pair
of electrodes were attached to the top and bottom of the carbon fiber preform in order to monitor the curing of the resin
when exposed to UV radiation. In addition, the voltage generation of the composite materials was also measured when
subjected to cyclic bending loads. The partial conversion of TiO2 to BaTiO3 was achieved after the solvothermal
treatment. The multifunctional compound generated voltages up to 27 mV in response to the amplitude and frequency of
the excitation. The multifunctional hierarchical compounds developed in this work can be exploited for detection and
activation applications.
Keywords: multifunctional materials; carbon fibers; BaTiO3 nanoparticles; multifunctional composites.

399
Introducción
Los materiales compuestos multifuncionales, son
diseñados para cumplir funciones adicionales a la
primaria. A través de ellos, se puede satisfacer
aplicaciones que demanden simultáneamente buena
resistencia mecánica, bajo peso, protección UV,
capacidad de sensado de temperatura, deformación, etc
[1]. Una de las aplicaciones que ha motivado un gran
número de trabajos científicos, involucra usar fibras de
carbono o aramidas como sustrato para sintetizar
nanopartículas piezoeléctricas y usar estos materiales
para la generación de energía eléctrica a través de
vibraciones mecánicas. Dos de las partículas más
empleadas en esos sistemas son el ZnO y BaTiO3 [2].
Estos desarrollos exploratorios a partir del
recubrimiento de fibras estructurales con nanopartículas
surgen como [3]. Por tanto el deseo de explorar
materiales jerárquicos con base en propiedades
piezoeléctricas es de gran relevancia para el desarrollo
de nuevas tecnologías en los sectores industriales [4].
Por tanto, en este trabajo se desarrolló un material
compuesto de fibras de carbono-BaTiO3/resina epóxica
y se estudió la respuesta eléctrica durante la
fotopolimerización de la resina y ante cargas cíclicas a
flexión.
Metodología
7.1. Síntesis de BaTiO3 sobre fibras de carbono
Las fibras de carbono utilizadas fueron de 3K PAN, en
presentación de cinta de medidas de 25.4 mm de ancho
por 0.5 mm de grosor con un diámetro medio de 7 µm.
Estas fueron lavadas por el método Soxhlet durante 6
horas con acetona al 99% y luego por 6 horas más con
cloroformo al 99.5%, las fibras se lavaron con el fin de
eliminar el recubrimiento de fábrica [7]. Posteriormente
las fibras se trataron con plasma Jet a base de nitrógeno
por 2 minutos para remover impurezas y crear grupos
funcionales sobre la superficie de la fibra que ayudaran
a la nucleación del dióxido de titanio en la etapa
posterior, esencial para la transformación a titanato de
bario [8].
La funcionalización de las fibras fue seguida por una
reacción solvotérmica asistida por microondas, se utilizó
propanol al 99.5% como medio de interacción y como
reactivos isopropóxido de titanio (97%) y ácido
clorhídrico al 37%, en moles de 0.785 y 1.63x10-4
respectivamente. Las condiciones de la reacción
solvotérmica se observan en la Error! Reference
source not found..
La segunda fase constituye la manufactura del
compuesto con las fibras de carbono modificadas en la
cual se monitoreo in situ la fotopolimerización de la
resina mediante 2 electrómetros. Para la primera fase, la
obtención se basó en estudios posteriores del grupo de
trabajo sobre la síntesis de nanopartículas de titanato de
bario por medio de reacciones solvotérmicas [6]. Se
mejoraron los tiempos de reacción y la cantidad de
reactivos por cada fase de síntesis.
2.1. Caracterización de las fibras de carbono-BaTiO3
Las fibras de carbono se modifican superficialmente por
plasma a presión atmosférica empleando nitrógeno
como gas de trabajo. Posteriormente, se sintetizaron
nanoestructuras alargadas de TiO2 por un método
solvotérmico asistido por microondas. Finalmente, se
obtuvo BaTiO3 a partir del TiO2 por medio de un
tratamiento solvotérmico convencional.
7.2. Obtención de Titanato de Bario
Para la etapa 2 se empleó un medio acido para la
reacción solvotérmica asistida por microondas
utilizando ácido clorhídrico al 37% y agua en relación
1:1. Como precursores se emplearon isopropóxido de
titanio (C12H28O4Ti) y tetracloruro de titanio (Cl4Ti) en
una relación volumétrica de 2:1 respectivamente. Las
condiciones de la reacción se presentan en la Error!
Reference source not found..
La última etapa de la ruta para la obtención de
nanopartículas sobre las fibras es la reacción
solvotérmica. Se procedió utilizando un medio acuoso,
y como precursores 0.22753 moles de dicloruro de bario
di hidratado (99%) y 0.02 moles de hidróxido de potasio
(90%). Las condiciones de la reacción se observan en la
Error! Reference source not found..
Las fibras posteriormente se secaron a 80°C y se lavaron
con ácido clorhídrico al 10%
7.3. Manufactura material jerárquico
Las fibras modificadas se usaron como principal sensor en la
polimerización de la resina diglicidiléter de bisfenol A en
reacción de tiol-n [9]. en la Tabla 7-1 se presentan los
precursores para la resina fotopolimérica y en la Fuente:
Angello Crocker
sus concentraciones.

400
Tabla 7-1. Reactivos resina fotopolimérica
Nombre
(formula
química,
proveedor)
Formula Química Concentració
n
moles
DGEBA
(C21H24O4,
Aldrich)
0.03235
DMPA
(C16H16O3,
99%,
Aldrich)
0.00013
PTKMP
(C17H28O8S4
, 97%,
Aldrich)
0.01294
ALA-4
0.01294
Fuente: Angello Crocker
La transferencia de resina asistida por vacío se realizó
para cubrir el compuesto el cual se constituyó por dos
capas de fibra de vidrio como material protector y
aislante; dos electrodos de cinta de cobre unidas a las
fibras de carbono Figura 2-4.
Se midió la temperatura del compuesto y la resistencia
por medio de dos electrómetros de gran resolución de la
marca Keysight, en el momento que el compuesto estuvo
expuesto a la cámara UV.
La caracterización piezoelectrica del compuesto se basó
en la realización de deformaciones a cargas cíclicas de 2
y 3 Hz a flexión. Se monitoreo el voltaje producido por
la deformación.
Resultados
8.1. Caracterización nanopartículas BaTiO3 sobre
las fibras de carbono
Se utilizó microscopia electrónica de barrido para
observar la morfología en las etapas de obtención de
nanopartículas de titanato de bario. Se empleó
espectroscopía Raman y difracción de rayos X para
caracterizar la estructura cristalina de las nanopartículas
sintetizadas en la superficie
mientras que para la caracterización fisicoquímica se
empleó espectroscopia Raman.
Caracterización morfológica
Se implementó una microscopia electrónica de barrido
con el equipo JCM-6000 Plus de JEOL operando en alto
vacío y a 15KV. Las fibras prístinas, presentan estrías
características mientras que las fibras tratadas en la
reacción solvotérmica asistida por microondas de la
etapa 1 se observan pequeñas formaciones blancas, que
se intuyen a la formación de dióxido de titanio en la
superficie de las fibras. Figura 8-1.
Figura 8-1. a) Fibras de carbono sin modificar. b) Fibras de
carbono etapa 1 crecimiento de dióxido de titanio.
La etapa 2 de crecimiento de dióxido de titanio es
responsable del recubrimiento de la superficie de las
fibras valiéndose de los núcleos generados en la etapa 1
de crecimiento [10]. En la Figura 8-2 se observa el
recubrimiento total de las fibras de carbono con
formaciones anguladas semejantes a granos de arroz.
Esta formación que crece radialmente es propia del
dióxido de titanio en forma de rutilo [11].
Figura 7-1. Estructura compuesto jerárquico.
a b
10µm 10µm

401
Figura 8-2. Fibras recubiertas con dióxido de titanio en
etapa 2 de crecimiento de TiO2.
Las fibras tratadas en la etapa de obtención de titanato
de Bario presentan un recubrimiento completo con
formaciones hexagonales que aglomeradas se presentan
como partículas esféricas. La Figura 8-3 presenta
también algunas formaciones anguladas, como agujas,
estas expresan el dióxido de titanio que no alcanzo a
transformarse en titanato de Bario.
Figura 8-3. Fibras recubiertas con Titanato de Bario.
Caracterización fisicoquímica
Se obtuvo la espectroscopia Raman para las fibras de
carbono, evidenciando las bandas características D y G
a 1350 y 1580 cm-1 [12]. Para la etapa 2 de crecimiento
de dióxido de titanio se obtuvieron intensidades a 235,
435 y 605 cm-1 correspondientes a las bandas A1g, Eg. las
cuales son características del dióxido de titanio en forma
de rutilo. [13].
250 500 750 1000 1250 1500 1750 2000 2250 2500
Inte
nsi
da
d (
u.a
.)
Longitude onda (cm-1)
Fibra De Cárbono
Fibra Funcionalizada
con Plasma
D G
Figura 8-4. Espectroscopia Raman fibras de carbono
La espectroscopia para las fibras funcionalizadas con
plasma (Figura 8-4) presenta un aumento en la
intensidad de las bandas D y G, la intensidad de la banda
G respecto a la D aumentó, mostrando a la banda G con
mayor intensidad que la banda D. lo anterior es efecto
del tratamiento por plasma, que modifica la superficie de
la fibra y crea mayor desorden estructural de los
grafenos [14].
500 1000 1500 2000 2500
Inte
nsi
da
d [
u.a
.]
Raman Shift [cm-1]
EgA1g
DG
Figura 8-5. Espectroscopia Raman fibras de carbono en etapa
2 crecimiento de TiO2
La espectroscopia en la
Figura 8-6 se observan modos vibraciones característicos
del titanato de bario con estructura tetraédrica, esencial
para la propiedad piezoeléctric. Las bandas 295, 508 y
710 obtenidas se encuentran en concordancia con la
expresada en la literatura [15] [16].
10µm
10µm
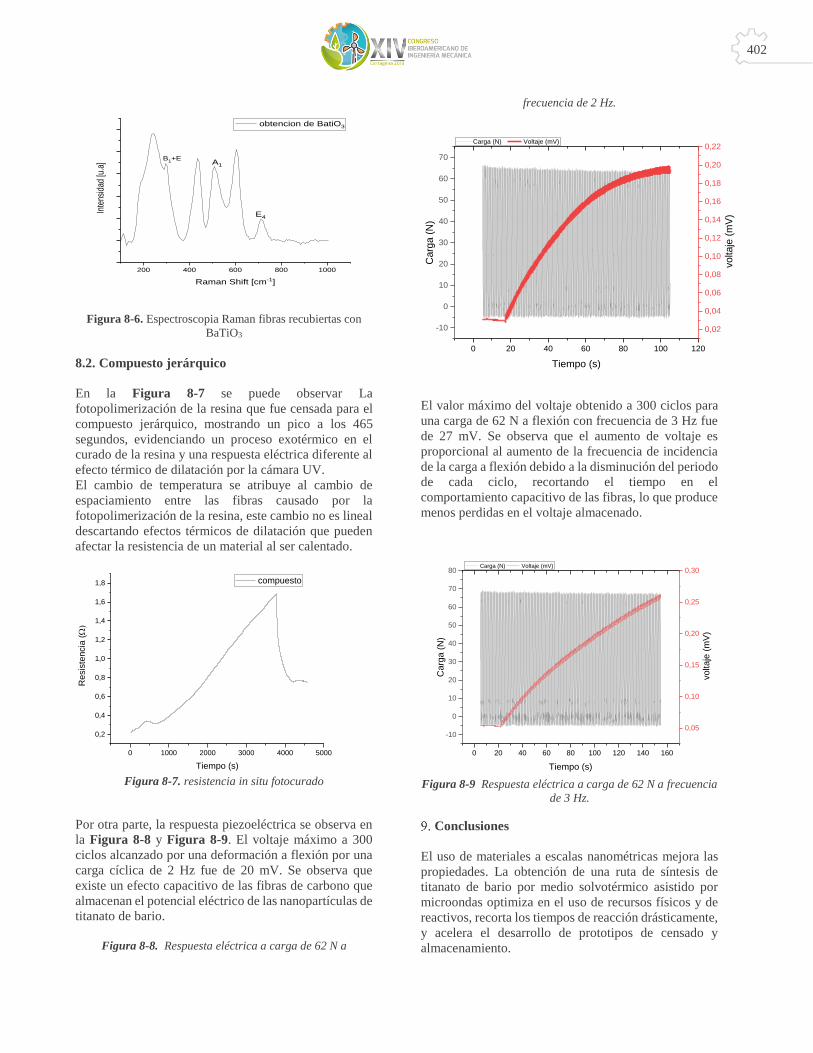
402
200 400 600 800 1000
Inte
nsid
ad [u
.a]
Raman Shift [cm-1]
obtencion de BatiO3
A1
E4
B1+E
Figura 8-6. Espectroscopia Raman fibras recubiertas con
BaTiO3
8.2. Compuesto jerárquico
En la Figura 8-7 se puede observar La
fotopolimerización de la resina que fue censada para el
compuesto jerárquico, mostrando un pico a los 465
segundos, evidenciando un proceso exotérmico en el
curado de la resina y una respuesta eléctrica diferente al
efecto térmico de dilatación por la cámara UV.
El cambio de temperatura se atribuye al cambio de
espaciamiento entre las fibras causado por la
fotopolimerización de la resina, este cambio no es lineal
descartando efectos térmicos de dilatación que pueden
afectar la resistencia de un material al ser calentado.
0 1000 2000 3000 4000 5000
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
Re
sis
tencia
(W
Tiempo (s)
compuesto
Figura 8-7. resistencia in situ fotocurado
Por otra parte, la respuesta piezoeléctrica se observa en
la Figura 8-8 y Figura 8-9. El voltaje máximo a 300
ciclos alcanzado por una deformación a flexión por una
carga cíclica de 2 Hz fue de 20 mV. Se observa que
existe un efecto capacitivo de las fibras de carbono que
almacenan el potencial eléctrico de las nanopartículas de
titanato de bario.
Figura 8-8. Respuesta eléctrica a carga de 62 N a
frecuencia de 2 Hz.
El valor máximo del voltaje obtenido a 300 ciclos para
una carga de 62 N a flexión con frecuencia de 3 Hz fue
de 27 mV. Se observa que el aumento de voltaje es
proporcional al aumento de la frecuencia de incidencia
de la carga a flexión debido a la disminución del periodo
de cada ciclo, recortando el tiempo en el
comportamiento capacitivo de las fibras, lo que produce
menos perdidas en el voltaje almacenado.
Figura 8-9 Respuesta eléctrica a carga de 62 N a frecuencia
de 3 Hz.
Conclusiones
El uso de materiales a escalas nanométricas mejora las
propiedades. La obtención de una ruta de síntesis de
titanato de bario por medio solvotérmico asistido por
microondas optimiza en el uso de recursos físicos y de
reactivos, recorta los tiempos de reacción drásticamente,
y acelera el desarrollo de prototipos de censado y
almacenamiento.
0 20 40 60 80 100 120
-10
0
10
20
30
40
50
60
70
Carga (N) Voltaje (mV)
Tiempo (s)
Carg
a (
N)
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0,20
0,22
voltaje
(m
V)
0 20 40 60 80 100 120 140 160
-10
0
10
20
30
40
50
60
70
80 Carga (N) Voltaje (mV)
Tiempo (s)
Ca
rga
(N
)
0,05
0,10
0,15
0,20
0,25
0,30
vo
ltaje
(m
V)

403
Se demostró la capacidad de mejorar métodos de
reacción a bajas temperaturas para obtener
recubrimientos totales de fibras de carbono en tiempos
menores a 2 horas.
Se obtuvo un rastreo de la fotopolimerización de la
resina epóxica in situ mediante la resistencia del
compuesto jerárquico multifuncional.
Se obtuvo una respuesta piezoeléctrica mediante la
deformación a flexión del compuesto jerárquico
multifuncional a cargas de 2 y 3 Hz. Determinando que
la fabricación de estos compuestos tiene la capacidad de
censar perturbaciones mecánicas hasta alcanzar niveles
de mV confiriendo las características para integrar
elementos o instrumentos recolectores de señales. Y por
tanto aumenta el interés en la investigación de materiales
multifuncionales jerárquicos con nanopartículas de
materiales piezoeléctricos.
Referencias
[1] F. Ali, W. Raza, X. Li, H. Gul, and K. H. Kim,
“Piezoelectric energy harvesters for biomedical
applications,” Nano Energy, vol. 57, no.
January, pp. 879–902, 2019.
[2] C. C. Bowland, M. H. Malakooti, and H. A.
Sodano, “Barium titanate film interfaces for
hybrid composite energy harvesters,” ACS Appl.
Mater. Interfaces, vol. 9, no. 4, pp. 4057–4065,
2017.
[3] Z. Zhou, C. C. Bowland, B. A. Patterson, M. H.
Malakooti, and H. A. Sodano, “Conformal
BaTiO3 Films with High Piezoelectric Coupling
through an Optimized Hydrothermal Synthesis,”
ACS Appl. Mater. Interfaces, vol. 8, no. 33, pp.
21446–21453, 2016.
[4] M. H. Malakooti, Z. Zhou, J. H. Spears, T. J.
Shankwitz, and H. A. Sodano, “Biomimetic
Nanostructured Interfaces for Hierarchical
Composites,” Adv. Mater. Interfaces, vol. 3, no.
2, pp. 1–9, 2016.
[5] C. Bowland, Z. Zhou, and H. A. Sodano,
“Multifunctional barium titanate coated carbon
fibers,” Adv. Funct. Mater., vol. 24, no. 40, pp.
6303–6308, 2014.
[6] C. C. Bowland and H. A. Sodano,
“Hydrothermal synthesis of tetragonal phase
BaTiO3 on carbon fiber with enhanced
electromechanical coupling,” Journal of
Materials Science, vol. 52, no. 13. pp. 7893–
7906, 2017.
[7] L. Meng, D. Fan, Y. Huang, Z. Jiang, and C.
Zhang, “Comparison studies of surface cleaning
methods for PAN-based carbon fibers with
acetone, supercritical acetone and subcritical
alkali aqueous solutions,” Appl. Surf. Sci., vol.
261, pp. 415–421, 2012.
[8] L. Y. Yuan, C. S. Chen, S. S. Shyu, and J. Y.
Lai, “Plasma surface treatment on carbon fibers.
Part 1: Morphology and surface analysis of
plasma etched fibers,” Compos. Sci. Technol.,
vol. 45, no. 1, pp. 1–7, 1992.
[9] R. Acosta Ortiz et al., “The development of an
Epoxy-amine/Thiol-ene photocurable system,”
J. Polym. Res., vol. 21, no. 7, 2014.
[10] K. I. Othman et al., “Formation Mechanism of
Barium Titanate by Solid-State Reactions,” Int.
J. Sci. Eng. Res., vol. 5, no. 7, pp. 1460–1465,
2014.
[11] C. A. Grimes, O. K. Varghese, T. J. Latempa, K.
Shankar, M. Paulose, and X. Feng, “ Vertically
Aligned Single Crystal TiO 2 Nanowire Arrays
Grown Directly on Transparent Conducting
Oxide Coated Glass: Synthesis Details and
Applications ,” Nano Letters, vol. 8, no. 11. pp.
3781–3786, 2008.
[12] T. Ohsaka, F. Izumi, and Y. Fujiki, “Raman
spectrum of anatase, TiO2,” J. Raman
Spectrosc., vol. 7, no. 6, pp. 321–324, 1978.
[13] H. L. Ma, J. Y. Yang, Y. Dai, Y. B. Zhang, B.
Lu, and G. H. Ma, “Raman study of phase
transformation of TiO 2 rutile single crystal
irradiated by infrared femtosecond laser,” Appl.
Surf. Sci., vol. 253, no. 18, pp. 7497–7500,
2007.
[14] M. A. Montes-Morán and R. J. Young, “Raman
spectroscopy study of HM carbon fibres: effect
of plasma treatment on the interfacial properties
of single fibre/epoxy composites,” Carbon N.
Y., vol. 40, no. 6, pp. 845–855, 2002.
[15] J. L. Parsons and L. Rimai, “Raman spectrum of
BaTiO3,” Solid State Commun., vol. 5, no. 5, pp.
423–427, 1967.
[16] W. An et al., “Assignment for vibrational
spectra of BaTiO<inf>3</inf> ferroelectric
ceramic based on the first-principles
calculation,” Wuli Huaxue Xuebao/ Acta Phys. -
Chim. Sin., vol. 31, no. 6, pp. 1059–1068, 2015.

404
2661. ANÁLISIS ESTRUCTURAL DEL HUESO MEDIANTE SEGMENTACIÓN Y ELEMENTOS
FINITOS EN PACIENTES CON OSTEOPOROSIS
STRUCTURAL ANALYSIS OF BONE BY SEGMENTATION AND
FINITE ELEMENTS IN PATIENTS WITH OSTEOPOROSIS
Jeisson Orlando Paternina Baena1, Diego Fernando Villegas-Bermudez1, Octavio Andrés González-Estrada 2
1GIEMA, Universidad Industrial de Santander, Bucaramanga, Colombia, Email: [email protected],
[email protected] 2GIC, Universidad Industrial de Santander, Bucaramanga, Colombia, Email: [email protected] [email protected]
Resumen
Las técnicas de simulación numérica permiten obtener, a través de modelos matemáticos, soluciones aproximadas a gran
cantidad de fenómenos físicos caracterizados por diversos tipos de complejidades como, por ejemplo, geométricas, de
materiales, o condiciones de contorno. Mediante la caracterización de la densidad del tejido óseo es posible determinar
parámetros característicos asociados a la resistencia y rigidez del material. Enfermedades como la osteoporosis se
fundamentan en la disminución de la masa ósea y la densidad media del hueso, lo cual conlleva a un alto riesgo de fractura,
siendo muy evidente la disminución en las propiedades mecánicas. En este trabajo se investiga una metodología para
evaluar mediante métodos numéricos e imagen médica diagnóstica el riesgo de fractura por osteoporosis. Se realiza el
proceso de segmentación a distintos huesos relacionados con el conjunto cadera-fémur y se comparan los resultados contra
pruebas de densidad mineral de hueso (BDM) realizadas en un laboratorio.
Palabras clave: Métodos numéricos, valoración de riesgo de fractura, tomografía computarizada, 3D Slicer
Abstract
Numerical simulation techniques allow, through mathematical models, approximate solutions to a large number of
physical phenomena characterized by various types of complexities, such as geometric, material, or boundary conditions.
By characterizing the density of bone tissue, it is possible to determine characteristic parameters associated with the
strength and stiffness of the material. Diseases such as osteoporosis are based on the decrease in bone mass and average
bone density, which leads to a high risk of fracture, the decrease in mechanical properties being very evident. This paper
investigates a methodology to evaluate the risk of osteoporosis fracture using numerical methods and medical imaging.
The segmentation process is performed to different bones related to the hip-femur set and the results are compared against
bone mineral density (BDM) tests performed in a laboratory.
Keywords: Numerical methods, Fracture risk assessment, computed tomography, 3D Slicer.
Introducción
La osteoporosis una enfermedad que afecta el sistema
óseo, donde la medición de la densidad mineral ósea
(DMO) es el componente central de cualquier
disposición que surja de la definición aceptada
internacionalmente de osteoporosis[6]; provocando la
disminución de la densidad ósea mineral (DMO),[15];
que a su paso causa la disminución de la resistencia en
la parte esquelética afectada (huesos), modificando la
condición natural de sus propiedades en estado sano,
provocando un alto índice de fragilidad que a su vez
incrementa la susceptibilidad a las fracturas[18]; de
acuerdo a la Organización mundial de la salud (OMS),
tres millones de personas sufren fractura de cadera cada
año, de las cuales 200.000 mueren[14]; a consecuencia
directa de ese traumatismo de esas fracturas, la tercera
parte casi se registra en América Latina y Asia.
No presenta síntoma alguno que permita tratar con
anticipación los pacientes esto hace ser una enfermedad
completamente silenciosa que requiere de diagnósticos
más complejos, Esta información luego se combina con
factores de riesgo clínicos (como edad, sexo, peso, talla,
fracturas previas, tabaquismo, etc.) [16], para estimular
un riesgo presente en un individuo pero el poder
predictivo de estas variables aún es insuficiente para
predecir quién tendrá una fractura o para identificar
inequívocamente los grupos de alto riesgo. Se cree que
la estructura o disposición espacial del hueso en los
niveles macroscópico y microscópico proporciona
información adicional e independiente y puede ayudar a
predecir mejor el riesgo de fractura y evaluar la
respuesta a la intervención farmacológica [10].
405
El estándar clínico para diagnosticar la osteoporosis se
basa en la medición de la DMO mediante absorciómetro
de rayos X de energía dual (DXA) [8]-[18]; Una opción
efectiva para brindar a este plan una opción más amplia
para la detección de la osteoporosis al tiempo que se
mantiene la eficacia para predecir la fractura de
cadera[17]-[10], La fractura de cadera representa
aproximadamente el 20% de todas las fracturas
osteoporóticas [18], pero de acuerdo al estudio realizado
por Viceconti, M [16]; donde se compara la precisión de
la predicción a la resistencia ósea mediante dos
procedimientos tales como DXA-BMD Y QCT-SSFE,
este concluye que QCT-SSFE es preferible a la DXA-
BMD en estudios clínicos para fuerzas femorales, pero
no siendo rentable para factor de riesgo de fractura de
cadera.
El análisis de tensión de elementos finitos (FEA) brinda
una amplia apreciación de conjunto de tensión en una
estructura ósea. Siendo esto un factor clave para
comprender el comportamiento funcional de los huesos
diferentes investigaciones y aplicaciones clínicas [20]-
[12]. El comportamiento de las estructuras óseas
depende de su forma y tamaño, así como de las
propiedades mecánicas del material del que están
compuestas.
Cada vez la necesidad de avanzar buscando un
mejoramiento para la determinación de riesgo a la
factura, se es necesario verificar una metodología de la
cual contenga el menor margen de error en la predicción
de la fractura mediante la aplicación de métodos de
elementos finitos (FEM) y el uso de imagen medica
diagnosticada mediante tomografía computarizada (TC)
la cual es fundamental para el avance en la identificación
de nuevos tendencias para la validación de métodos
tanto físicos como analíticos, los cuales brinden
diversos resultados que conlleven a una mejora para el
beneficio de la comunidad.
Uno de los importantes objetivos prácticos de
procesamiento de imágenes es la demarcación de los
objetos que aparecen en las imágenes digitales. Este
proceso se denomina segmentación, y una buena
aproximación a menudo se puede lograr mediante
umbralización. En términos generales, esto implica la
separación de las regiones claras y oscuras de la imagen,
e identificar de este modo los objetos oscuros sobre un
fondo claro (o viceversa), [19]. ya que el coeficiente de
atenuación del tejido óseo es mucho más alto que el de
los tejidos blandos circundantes, lo que da como
resultado bordes bien contrastados[21].
Existen una cantidad de herramientas que aportan y
ayudan a procesar la información DEXA o DXA, utiliza
una dosis muy pequeña de radiación ionizante para
producir imágenes del interior del cuerpo, generalmente
la parte inferior de la columna (lumbar) y las caderas,
para medir la pérdida de hueso. Siendo bien
comprometidos con el desarrollo y el avance medico. 3D
Slicer es una plataforma de software de código abierto
creada para la visualización y procesamiento de
imágenes médicas la cual ofrece herramientas de
procesamiento multiplataforma gratuitas y potentes para
médicos, investigadores y el público en general
[17].posicionándose como una de las más reconocidas
para el desarrollo de investigaciones gracias a su
facilidad para la creación de algoritmos como
extensiones del software, donde se puede apreciar
mediante los métodos “thresholding” mediante el
algoritmo “Otsu” y “Region Growing”, mediante
segmentación manual, utilizando esos métodos se
realiza la recreación del hueso procedientes de (IM) en
formato Dicom permiten una recreación del hueso con
más rapidez
Se segmentara varias IM que se encuentra diagnosticada
bajo la patología de osteoporosis, nos concentraremos en
segmentar tanto la parte cortical y la trabecular para
observar irregularidades correspondientes al desgaste
del hueso Y mediante el software Bonemat
Tiene propiedades heterogéneas del material óseo y, por
lo tanto, para crear modelos representativos de
elementos finitos es esencial que las propiedades se
describan correctamente para obtener resultados útiles,
es posible calcular la densidad aparente del hueso a
partir de una tomografía computarizada. una vez que se
conoce la densidad, se puede usar para calcular el valor
del módulo Young , normalmente utilizando una
ecuación de potencia[22], para el uso de este software se
encuentra el manual [23] que permiten el manejo casi
completo de la herramienta, aplicados para muchos
estudios médicos y se caracterizan por ser muy
explícitos.
Metodología
Como prioridad para este estudio fue necesario contar
con el apoyo del centro de atención médica y tomografía
(catme) quien proporciono las imágenes médica (IM) de
los pacientes con riesgo a osteoporosis y diagnosticadas
con osteoporosis; en primera instancia para realizar el
análisis a partir de IM (imagen medica) se eligió del
software 3D slider la visualización y el procesamiento
de imágenes médicas y Bonemat para el análisis
estructural por medio de FEA.
Resultados
13.1. Segmentación manual software 3D SLICER
Para visualizar la (IM) como primero se debe cargar el
archivo en formato DICOM, este se ve relejada en el
programa mediante tres vistas generalmente frontal,
lateral y superior, las cuales se pueden modificar, todo
depende de la ubicación del plano de corte (Figura 5),
cabe destacar que se desea visualizar dependiendo el
hueso a seleccionar para modelarlo de tal forma que el
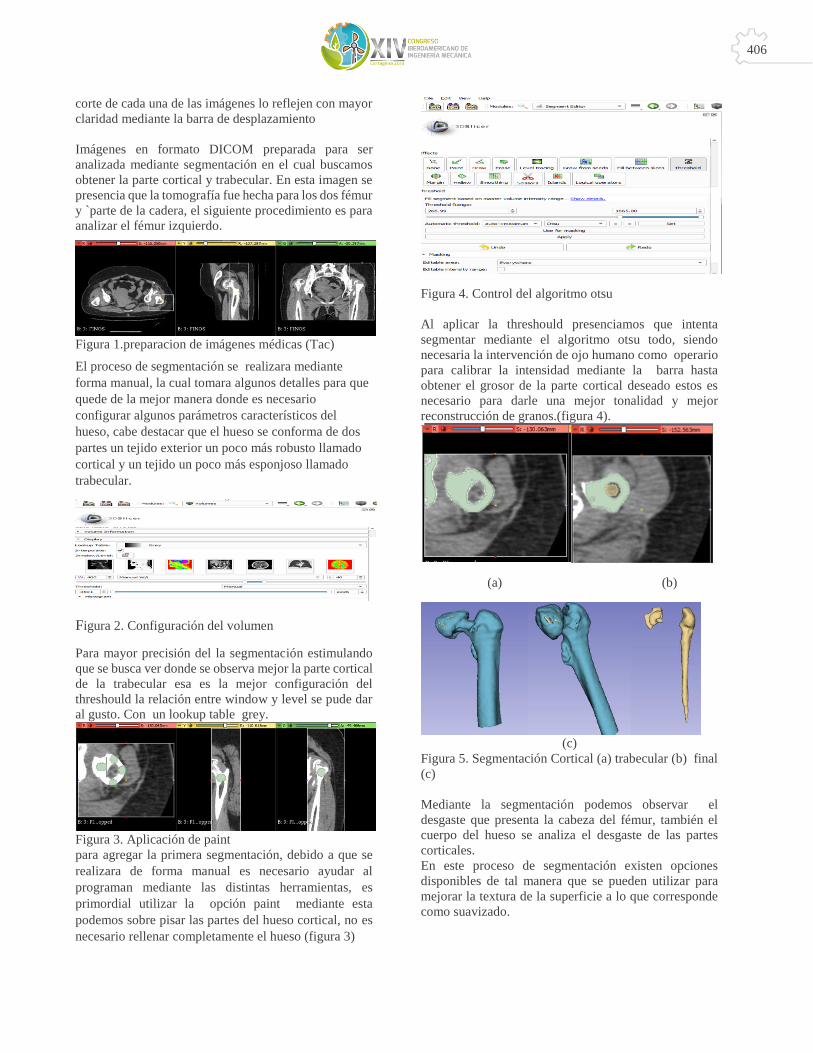
406
corte de cada una de las imágenes lo reflejen con mayor
claridad mediante la barra de desplazamiento
Imágenes en formato DICOM preparada para ser
analizada mediante segmentación en el cual buscamos
obtener la parte cortical y trabecular. En esta imagen se
presencia que la tomografía fue hecha para los dos fémur
y `parte de la cadera, el siguiente procedimiento es para
analizar el fémur izquierdo.
Figura 1.preparacion de imágenes médicas (Tac)
El proceso de segmentación se realizara mediante
forma manual, la cual tomara algunos detalles para que
quede de la mejor manera donde es necesario
configurar algunos parámetros característicos del
hueso, cabe destacar que el hueso se conforma de dos
partes un tejido exterior un poco más robusto llamado
cortical y un tejido un poco más esponjoso llamado
trabecular.
Figura 2. Configuración del volumen
Para mayor precisión del la segmentación estimulando
que se busca ver donde se observa mejor la parte cortical
de la trabecular esa es la mejor configuración del
threshould la relación entre window y level se pude dar
al gusto. Con un lookup table grey.
Figura 3. Aplicación de paint
para agregar la primera segmentación, debido a que se
realizara de forma manual es necesario ayudar al
programan mediante las distintas herramientas, es
primordial utilizar la opción paint mediante esta
podemos sobre pisar las partes del hueso cortical, no es
necesario rellenar completamente el hueso (figura 3)
Figura 4. Control del algoritmo otsu
Al aplicar la threshould presenciamos que intenta
segmentar mediante el algoritmo otsu todo, siendo
necesaria la intervención de ojo humano como operario
para calibrar la intensidad mediante la barra hasta
obtener el grosor de la parte cortical deseado estos es
necesario para darle una mejor tonalidad y mejor
reconstrucción de granos.(figura 4).
(a) (b)
(c)
Figura 5. Segmentación Cortical (a) trabecular (b) final
(c)
Mediante la segmentación podemos observar el
desgaste que presenta la cabeza del fémur, también el
cuerpo del hueso se analiza el desgaste de las partes
corticales.
En este proceso de segmentación existen opciones
disponibles de tal manera que se pueden utilizar para
mejorar la textura de la superficie a lo que corresponde
como suavizado.
407
Figura 6. Barra de umbral
Para el estudio de la herramienta 3d slicer también se
probaron los tipos de suavizados en el cual se escogió
como método más apropiado teniendo en cuenta que no
sobrepone ni quita la capa de la capa cortical el método
de smoothing mediante el método gaussian. (Figura 7)
Figura 7. Hueso cortical segmentado y suavizado
Todo el proceso lo podemos apreciar de una mejor
manera en el anexo A donde explico paso a paso para
realizar la segmentación, en el análisis de la herramienta
como método de segmentación se procesó tanto la parte
de fémur y la cadera.
Teniendo un volumen es posible utilizar otra
herramienta matemática para el cálculo de la densidad
osea mineral mediante FEM que es el principal factor
que se tiene en cuenta para hacer un análisis micro y
macroestructural del conjunto del hueso mediante
aplicación de esfuerzos.
Conclusión y Recomendaciones
El software 3D Slicer ofrece las herramientas necesarias
para recrear a partir de imagen 3d (Tac) la estructura del
hueso para apreciar los mínimos detalles que este
presenta con anomalía
El uso manual de segmentación es más apropiado para
el análisis teniendo en cuenta que se puede enfocar y
calibrar mejor la parte critica a estudiar.
Cuando se utiliza el software para segmentar
automáticamente el tiempo disminuye pero la
segmentación es general lo que no enfatiza en las
pequeñas partes que son de gran importancia, además
mediante el uso de herramientas de forma manual se
puede llegar a suavizar la superficie para obtener una
mejor calidad en la superficie del hueso.
Dependiendo el estado en el que se encuentre el hueso a
estudiar, la segmentación genera un poco más de
complicación puesto se crean saltos en el crecimiento de
granos lo que genera una uniformidad en algunas partes
del hueso
Teniendo el hueso ya generado y segmentado a partir de
las imágenes 3d en formato (DICOM) por medio de la
utilización del software libre bonemat se genera el
análisis de elementos finitos a partir de las densidades.
Referencia
[1] A. Fedorov et al., “3D Slicer as an image
computing platform for the Quantitative
Imaging Network,” Magnetic Resonance
Imaging, vol. 30, no. 9, pp. 1323–1341, 2012.
[2] T. J. Vaughan, M. Voisin, G. L. Niebur, and L.
M. McNamara, “Multiscale Modeling of
Trabecular Bone Marrow: Understanding the
Micromechanical Environment of
Mesenchymal Stem Cells During
Osteoporosis,” Journal of Biomechanical
Engineering, vol. 137, no. 1, p. 011003, 2015.
[3] H. Giambini, D. Dragomir-Daescu, A. Nassr, M.
J. Yaszemski, and C. Zhao, “Quantitative
Computed Tomography Protocols Affect
Material Mapping and Quantitative Computed
Tomography-Based Finite-Element Analysis
Predicted Stiffness,” Journal of Biomechanical
Engineering, vol. 138, no. 9, p. 091003, 2016.
[4] H. Giambini, D. Dragomir-Daescu, P. M.
Huddleston, J. J. Camp, K.-N. An, and A. Nassr,
“The Effect of Quantitative Computed
Tomography Acquisition Protocols on Bone
Mineral Density Estimation,” Journal of
Biomechanical Engineering, vol. 137, no. 11, p.
114502, 2015.
[5] A. I. Hussein, D. T. Louzeiro, G. U.
Unnikrishnan, and E. F. Morgan, Differences in
Trabecular Microarchitecture and Simplified
Boundary Conditions Limit the Accuracy of
Quantitative Computed Tomography-Based
Finite Element Models of Vertebral Failure, vol.
140, no. 2. 2018.
[6] J. A. Kanis, “Diagnosis of osteoporosis and
assessment of fracture risk,” Lancet, vol. 359,
no. 9321, pp. 1929–1936, 2002.
[7] R. Krug, A. J. Burghardt, S. Majumdar, and T.
M. Link, “High-resolution Imaging Techniques
408
for the Assessment of Osteoporosis,”
Radiologic Clinics of North America, vol. 48,
no. 3, pp. 601–621, 2011.
[8] M. S. R. Aziz, B. Nicayenzi, M. C. Crookshank,
H. Bougherara, E. H. Schemitsch, and R. Zdero,
“Biomechanical Measurements of Stiffness and
Strength for Five Types of Whole Human and
Artificial Humeri,” Journal of Biomechanical
Engineering, vol. 136, no. 5, p. 051006, 2014.
[9] D. B., C. R., and B.-S. B., “Evaluation of stress
fields in trabecular bone large scale finite
element simulations: Influence of model
parameters,” Osteoporosis International. 2012.
[10] H. K. Genant, K. Engelke, and S. Prevrhal,
“Advanced CT bone imaging in osteoporosis,”
Rheumatology, vol. 47, no. SUPPL. 4, 2008.
[11] M. Stenstrom, B. Olander, D. Lehto-Axtelius, J.
E. Madsen, L. Nordsletten, and G. a Carlsson,
“Bone mineral density and bone structure
parameters as predictors of bone strength: an
analysis using computerized microtomography
and gastrectomy-induced osteopenia in the rat,”
J.Biomech., vol. 33, no. 0021-9290 (Print) LA-
eng PT-Comparative Study PT-Journal Article
PT-Research Support, Non-U.S. Gov’t SB-IM,
pp. 289–297, 2000.
[12] M. Miura et al., “Prediction of fracture load and
stiffness of the proximal femur by CT-based
specimen specific finite element analysis:
Cadaveric validation study,” BMC
Musculoskeletal Disorders, vol. 18, no. 1, pp. 1–
8, 2017.
[13] W. S. Enns-Bray et al., “Morphology based
anisotropic finite element models of the
proximal femur validated with experimental
data,” Medical Engineering and Physics, vol.
38, no. 11, pp. 1339–1347, 2016.
[14] M. R. Amjadi Kashani et al., “An in silico
parametric model of vertebrae trabecular bone
based on density and microstructural parameters
to assess risk of fracture in osteoporosis,”
Proceedings of the Institution of Mechanical
Engineers, Part H: Journal of Engineering in
Medicine, vol. 228, no. 12, pp. 1281–1295,
2014.
[15] A. L. Adams et al., “Osteoporosis and Hip
Fracture Risk From Routine Computed
Tomography Scans: The Fracture, Osteoporosis,
and CT Utilization Study (FOCUS),” Journal of
Bone and Mineral Research, vol. 33, no. 7, pp.
1291–1301, 2018.
[16] M. Viceconti, M. Qasim, P. Bhattacharya, and
X. Li, “Correction to: Are CT-Based Finite
Element Model Predictions of Femoral Bone
Strength Clinically Useful?,” Current
Osteoporosis Reports, p. 1, 2018.
[17] E. López et al., “Application of a model based
on dual-energy X-ray absorptiometry and finite
element simulation for predicting the probability
of osteoporotic hip fractures to a sample of
people over 60 years,” Proceedings of the
Institution of Mechanical Engineers, Part H:
Journal of Engineering in Medicine, vol. 229,
no. 5, pp. 369–385, 2015.
[18] M. Plischuk, A. M. Inda, and A. L. Errecalde,
“Modificaciones de la estructura ósea del fémur
proximal. Análisis de una muestra esqueletal,”
Revista Argentina de Radiologia, vol. 78, no. 1,
pp. 42–48, 2014.
[19] E. R. Davies and E. R. Davies, “Thresholding
Techniques,” Computer and Machine Vision,
pp. 82–110, Jan. 2012.
[20] C. Zannoni, R. Mantovani, and M. Viceconti,
“Material properties assignment to finite
element models of bone structures: A new
method,” Medical Engineering and Physics,
vol. 20, no. 10, pp. 735–740, 1999.
[21] F. Taddei, A. Pancanti, and M. Viceconti, “An
improved method for the automatic mapping of
computed tomography numbers onto finite
element models,” Medical Engineering and
Physics, vol. 26, no. 1, pp. 61–69, 2004.
[22] E. C. Pegg and H. S. Gill, “An open source
software tool to assign the material properties of
bone for ABAQUS finite element simulations,”
Journal of Biomechanics, vol. 49, no. 13, pp.
3116–3121, 2016.
[23] H. Liebl et al., “In-vivo assessment of femoral
bone strength using finite element analysis
(FEA) based on routine MDCT imaging: A
preliminary study on patients with vertebral
fractures,” PLoS ONE, vol. 10, no. 2, pp. 1–15,
2015.

409
2625. ANÁLISE DA EFICIÊNCIA ENERGÉTICA DAS BOMBAS DE ALIMENTAÇÃO DE
CALDEIRA DA UNIDADE TERMOELÉTRICA DE UMA PETROQUÍMICA
ANALYSIS OF THE ENERGY EFFICIENCY OF THE BOILER FEED PUMPS OF THE
THERMOELECTRIC UNIT OF A PETROCHEMICAL
Leandro Mota Carvalho1, Eduardo Luís Pinto Santana2, Antônio Gabriel Souza Almeida3
1IFBA- Instituto Federal de Educação, Ciência e Tecnologia da Bahia, Salvador, Brasil
email: [email protected] 2IFBA- Instituto Federal de Educação, Ciência e Tecnologia da Bahia, Salvador, Brasil,
email:[email protected] 3IFBA- Instituto Federal de Educação, Ciência e Tecnologia da Bahia, Salvador, Brasil,
email:[email protected]
Resumo
Na maioria das instalações industriais os geradores de calor são uma presença constante para a geração de energia, sendo
as unidades geradoras de vapor superaquecido uma das mais utilizadas para esse fim. A eficiência desse processo
compreende a otimização das transformações, e por isso as relações entre vazão mássica de água de alimentação, vapor
gerado e combustível consumido são indicadores de performance importantes para mensurar a eficiência do ativo. Uma
vez mensuradas as condições de geração, são indispensáveis buscas por soluções que otimizem a performance da unidade,
sendo as análises técnica em investimentos de tecnologias de processo e tecnologias energéticas transversais medidas que
atuam diretamente na minimização dos gastos e dos impactos ambientais. Dentro do contexto apresentado, este trabalho
faz uma análise da eficiência das bombas de alimentação de caldeira da unidade termoelétrica de uma petroquímica, e
quantifica a perda financeira decorrente da atual configuração de operação, além de propor ações para que seja mantida
de maneira eficiente a relação entre a quantidade de energia empregada em um processo e aquela disponibilizada para sua
realização.
Palavras clave: Eficiência energética, geração de vapor, energia, confiabilidade, manutenção, BFW.
Abstract
In most industrial installations, heat generators are a constant presence for the generation of energy, the superheated steam
generating units being one of the most used for this purpose. The efficiency of this process comprises the optimization of
the transformations, and therefore the relations between mass flow of feed water, generated steam and fuel consumed are
important performance indicators to measure the efficiency of the asset. Once the generation conditions are measured,
searches for solutions that optimize the performance of the unit are indispensable, being the technical analysis in
investments of process technologies and transversal energy technologies measures that act directly in the minimization of
the expenses and the environmental impacts. In this context, this paper analyzes the efficiency of the boiler feed pumps
of the thermoelectric unit of a petrochemical plant, and quantifies the financial loss resulting from the current operation
configuration, and proposes actions to maintain the relationship efficiently between the amount of energy used in a process
and that made available for its realization.
Keywords: Energy efficiency, steam generation, energy, reliability, maintenance, BFW.
Introdução
A competitividade do setor industrial faz as empresas
definirem um conjunto de estratégias para a
minimização dos custos e otimização dos investimentos,
o que reflete inexoravelmente na gestão da energia e
aumento da confiabilidade dos ativos. Para alcançar esse
resultado é necessário diminuir as perdas do processo
produtivo, garantindo a operação dos equipamentos com
a maior eficiência energética possível, e evitando-se os
custos de manutenções não planejadas [1].
Nas indústrias petroquímicas, os equipamentos utilizam
a energia para garantir as transformações da matéria,
sendo para isso necessário o escoamento de fluídos por
diferentes processos. A água desmineralizada que flui
por permutadores de calor e vasos desaerantes até chegar
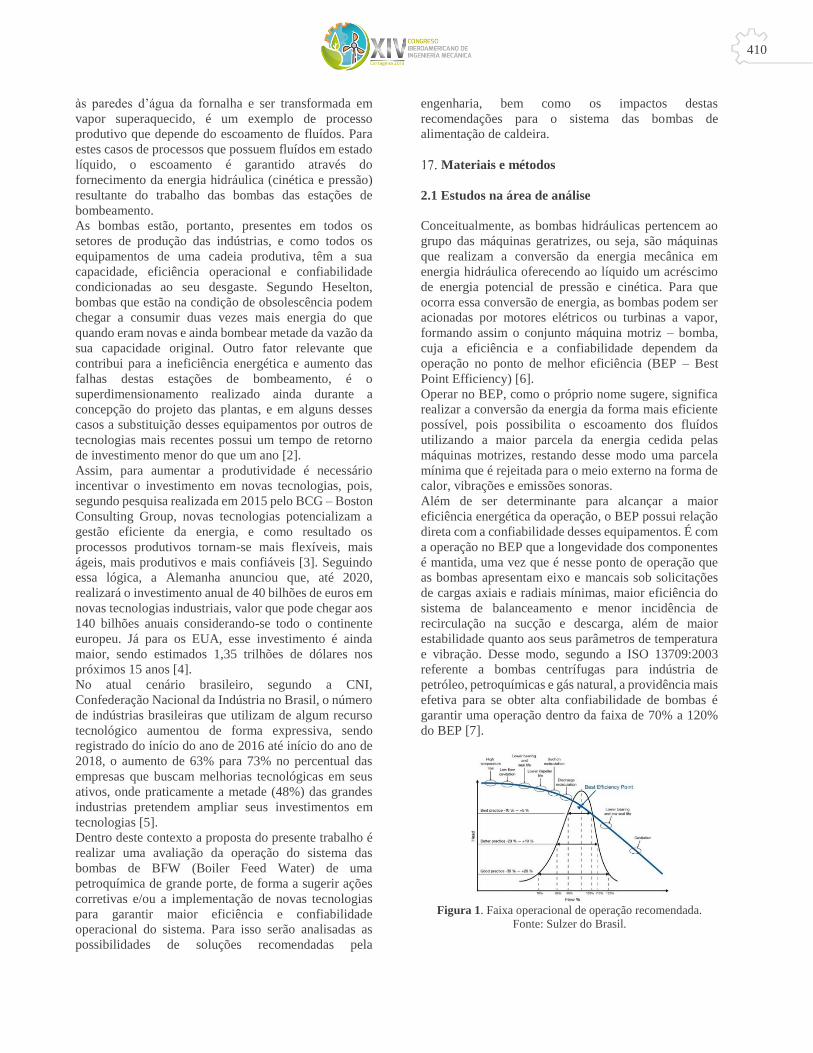
410
às paredes d’água da fornalha e ser transformada em
vapor superaquecido, é um exemplo de processo
produtivo que depende do escoamento de fluídos. Para
estes casos de processos que possuem fluídos em estado
líquido, o escoamento é garantido através do
fornecimento da energia hidráulica (cinética e pressão)
resultante do trabalho das bombas das estações de
bombeamento.
As bombas estão, portanto, presentes em todos os
setores de produção das indústrias, e como todos os
equipamentos de uma cadeia produtiva, têm a sua
capacidade, eficiência operacional e confiabilidade
condicionadas ao seu desgaste. Segundo Heselton,
bombas que estão na condição de obsolescência podem
chegar a consumir duas vezes mais energia do que
quando eram novas e ainda bombear metade da vazão da
sua capacidade original. Outro fator relevante que
contribui para a ineficiência energética e aumento das
falhas destas estações de bombeamento, é o
superdimensionamento realizado ainda durante a
concepção do projeto das plantas, e em alguns desses
casos a substituição desses equipamentos por outros de
tecnologias mais recentes possui um tempo de retorno
de investimento menor do que um ano [2].
Assim, para aumentar a produtividade é necessário
incentivar o investimento em novas tecnologias, pois,
segundo pesquisa realizada em 2015 pelo BCG – Boston
Consulting Group, novas tecnologias potencializam a
gestão eficiente da energia, e como resultado os
processos produtivos tornam-se mais flexíveis, mais
ágeis, mais produtivos e mais confiáveis [3]. Seguindo
essa lógica, a Alemanha anunciou que, até 2020,
realizará o investimento anual de 40 bilhões de euros em
novas tecnologias industriais, valor que pode chegar aos
140 bilhões anuais considerando-se todo o continente
europeu. Já para os EUA, esse investimento é ainda
maior, sendo estimados 1,35 trilhões de dólares nos
próximos 15 anos [4].
No atual cenário brasileiro, segundo a CNI,
Confederação Nacional da Indústria no Brasil, o número
de indústrias brasileiras que utilizam de algum recurso
tecnológico aumentou de forma expressiva, sendo
registrado do início do ano de 2016 até início do ano de
2018, o aumento de 63% para 73% no percentual das
empresas que buscam melhorias tecnológicas em seus
ativos, onde praticamente a metade (48%) das grandes
industrias pretendem ampliar seus investimentos em
tecnologias [5].
Dentro deste contexto a proposta do presente trabalho é
realizar uma avaliação da operação do sistema das
bombas de BFW (Boiler Feed Water) de uma
petroquímica de grande porte, de forma a sugerir ações
corretivas e/ou a implementação de novas tecnologias
para garantir maior eficiência e confiabilidade
operacional do sistema. Para isso serão analisadas as
possibilidades de soluções recomendadas pela
engenharia, bem como os impactos destas
recomendações para o sistema das bombas de
alimentação de caldeira.
Materiais e métodos
2.1 Estudos na área de análise
Conceitualmente, as bombas hidráulicas pertencem ao
grupo das máquinas geratrizes, ou seja, são máquinas
que realizam a conversão da energia mecânica em
energia hidráulica oferecendo ao líquido um acréscimo
de energia potencial de pressão e cinética. Para que
ocorra essa conversão de energia, as bombas podem ser
acionadas por motores elétricos ou turbinas a vapor,
formando assim o conjunto máquina motriz – bomba,
cuja a eficiência e a confiabilidade dependem da
operação no ponto de melhor eficiência (BEP – Best
Point Efficiency) [6].
Operar no BEP, como o próprio nome sugere, significa
realizar a conversão da energia da forma mais eficiente
possível, pois possibilita o escoamento dos fluídos
utilizando a maior parcela da energia cedida pelas
máquinas motrizes, restando desse modo uma parcela
mínima que é rejeitada para o meio externo na forma de
calor, vibrações e emissões sonoras.
Além de ser determinante para alcançar a maior
eficiência energética da operação, o BEP possui relação
direta com a confiabilidade desses equipamentos. É com
a operação no BEP que a longevidade dos componentes
é mantida, uma vez que é nesse ponto de operação que
as bombas apresentam eixo e mancais sob solicitações
de cargas axiais e radiais mínimas, maior eficiência do
sistema de balanceamento e menor incidência de
recirculação na sucção e descarga, além de maior
estabilidade quanto aos seus parâmetros de temperatura
e vibração. Desse modo, segundo a ISO 13709:2003
referente a bombas centrífugas para indústria de
petróleo, petroquímicas e gás natural, a providência mais
efetiva para se obter alta confiabilidade de bombas é
garantir uma operação dentro da faixa de 70% a 120%
do BEP [7].
Figura 1. Faixa operacional de operação recomendada.
Fonte: Sulzer do Brasil.

411
Assim, por ser o ponto de melhor eficiência
condicionado a pressão e a vazão que o processo
demanda, os mecanismos disponíveis para que seja
alcançada a faixa de operação recomendada pela norma
compreendem ações que interferem na curva do sistema
ou da bomba [8]. A variação da rotação através da
instalação de inversores de frequência, modificação no
diâmetro dos rotores, ou alteração da curva do sistema
através da abertura ou fechamento das válvulas do
processo, são os principais mecanismos utilizados pela
engenharia.
2.2. Variação da rotação
Variar a rotação de operação das bombas representa
alterações em suas curvas características, estabelecendo
consequentemente modificações em seus parâmetros de
desempenho. Essa variação de rotação pode ser
implementada mediante o uso da tecnologia dos
inversores de frequência, que são dispositivos de
controle da velocidade e do torque de motores de
corrente alternada [9].
A operação em rotação variável dos motores elétricos de
bombas centrífugas é realizada através da emissão de
comandos elétricos do controlador proporcional
derivativo (PID) que é interno aos inversores, e as
alterações resultantes no comportamento operacional
das bombas podem ser previstas mediante o uso das
relações de semelhança. Considerando-se os casos em
que apenas a velocidade de rotação é modificada, as
relações de semelhança são definidas conforme as
equações (1), (2) e (3).
Q1
Q2=
N1
N2 Equação
(1) 𝑃1
P2= (
N1
N2)2
Equação
(2) W1
W2= (
N1
N2)3
Equação
(3)
Onde:
Q: vazão da bomba (m3 /s);
P: pressão de descarga da bomba (m);
W: potência da bomba (W);
N: velocidade de rotação da bomba (rpm);
1 e 2: condições de velocidades antes e após a
modificação, respectivamente.
Figura 2. Variação da curva da bomba com a rotação ou
diâmetro do rotor. Fonte: Apostila Petrobras.
2.3. Variação no diâmetro do rotor
É possível também alterar a curva da bomba para
garantir a faixa operacional recomendada em relação ao
BEP através da variação do diâmetro dos rotores
instalados. As equações abaixo apresentam essas
relações, onde D é a variável referente ao diâmetro do
rotor.
𝑄2 = D2
𝐷1 𝑥 𝑄 1 Equação
(4)
𝑃2 = (D2
D1)2
𝑥 𝑃1 Equação
(5)
𝑊2 = (𝐷2
D1)3
𝑥 𝑊1 Equação
(6)
É importante ressaltar que as relações apresentadas nas
equações (4), (5) e (6) são válidas para “cortes” de até
aproximadamente 20% no diâmetro dos rotores, pois
para valores superiores ao mencionado, é amplificada a
ocorrência de recirculação interna decorrente do
aumento da folga entre rotor e anel de desgaste [10].
2.4. Alteração da curva do sistema
Esse é o procedimento mais utilizado nas indústrias
devido a sua praticidade e por dispensar investimentos
financeiros.
O procedimento consiste em modular manualmente a
abertura ou fechamento da válvula localizada no
recalque das bombas, fazendo com que seja controlada
a perda de carga do sistema. Assim a modulação dessa
válvula permite obter qualquer vazão na faixa de
trabalho da bomba. A Figura 3 apresenta a influência
desse processo na curva do sistema [11].
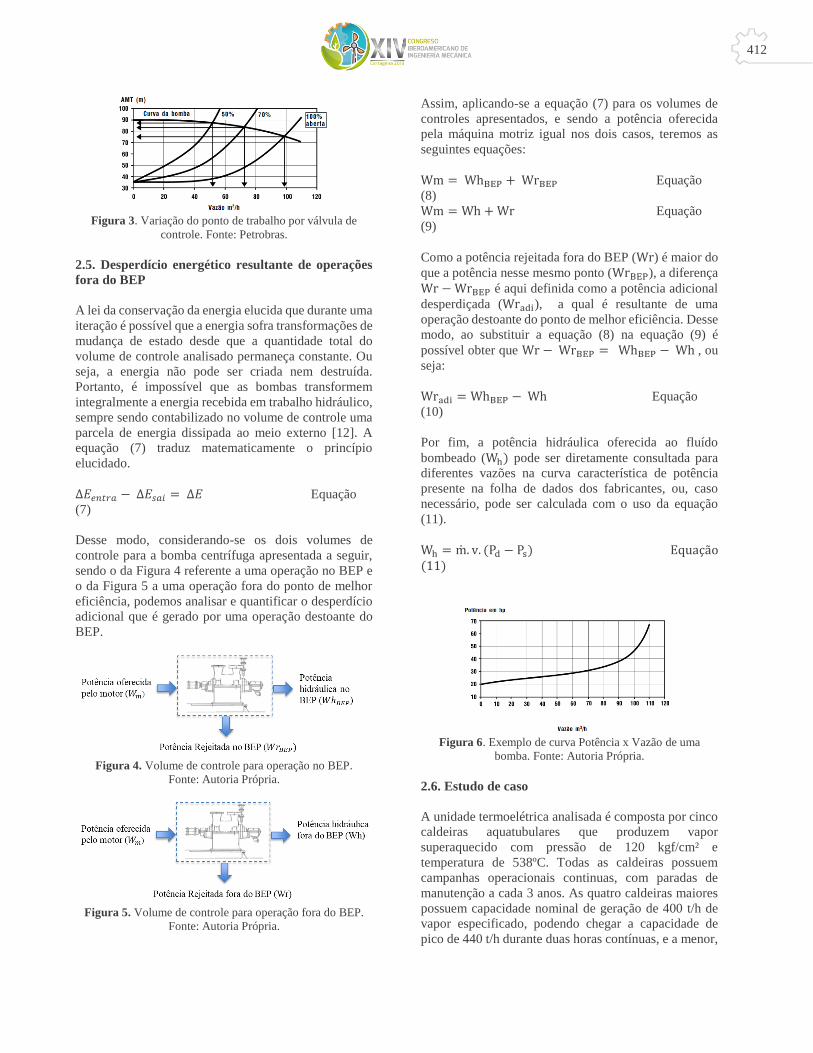
412
Figura 3. Variação do ponto de trabalho por válvula de
controle. Fonte: Petrobras.
2.5. Desperdício energético resultante de operações
fora do BEP
A lei da conservação da energia elucida que durante uma
iteração é possível que a energia sofra transformações de
mudança de estado desde que a quantidade total do
volume de controle analisado permaneça constante. Ou
seja, a energia não pode ser criada nem destruída.
Portanto, é impossível que as bombas transformem
integralmente a energia recebida em trabalho hidráulico,
sempre sendo contabilizado no volume de controle uma
parcela de energia dissipada ao meio externo [12]. A
equação (7) traduz matematicamente o princípio
elucidado.
∆𝐸𝑒𝑛𝑡𝑟𝑎 − ∆𝐸𝑠𝑎𝑖 = ∆𝐸 Equação
(7)
Desse modo, considerando-se os dois volumes de
controle para a bomba centrífuga apresentada a seguir,
sendo o da Figura 4 referente a uma operação no BEP e
o da Figura 5 a uma operação fora do ponto de melhor
eficiência, podemos analisar e quantificar o desperdício
adicional que é gerado por uma operação destoante do
BEP.
Figura 4. Volume de controle para operação no BEP.
Fonte: Autoria Própria.
Figura 5. Volume de controle para operação fora do BEP.
Fonte: Autoria Própria.
Assim, aplicando-se a equação (7) para os volumes de
controles apresentados, e sendo a potência oferecida
pela máquina motriz igual nos dois casos, teremos as
seguintes equações:
Wm = WhBEP + WrBEP Equação
(8)
Wm = Wh +Wr Equação
(9)
Como a potência rejeitada fora do BEP (Wr) é maior do
que a potência nesse mesmo ponto (WrBEP), a diferença
Wr −WrBEP é aqui definida como a potência adicional
desperdiçada (Wraⅆi), a qual é resultante de uma
operação destoante do ponto de melhor eficiência. Desse
modo, ao substituir a equação (8) na equação (9) é
possível obter que Wr − WrBEP = WhBEP − Wh , ou
seja:
Wraⅆi = WhBEP − Wh Equação
(10)
Por fim, a potência hidráulica oferecida ao fluído
bombeado (Wh) pode ser diretamente consultada para
diferentes vazões na curva característica de potência
presente na folha de dados dos fabricantes, ou, caso
necessário, pode ser calculada com o uso da equação
(11).
Wh = m . v. (Pⅆ − Ps) Equação (11)
Figura 6. Exemplo de curva Potência x Vazão de uma
bomba. Fonte: Autoria Própria.
2.6. Estudo de caso
A unidade termoelétrica analisada é composta por cinco
caldeiras aquatubulares que produzem vapor
superaquecido com pressão de 120 kgf/cm² e
temperatura de 538ºC. Todas as caldeiras possuem
campanhas operacionais continuas, com paradas de
manutenção a cada 3 anos. As quatro caldeiras maiores
possuem capacidade nominal de geração de 400 t/h de
vapor especificado, podendo chegar a capacidade de
pico de 440 t/h durante duas horas contínuas, e a menor,

413
a caldeira de recuperação, a qual realiza o
aproveitamento dos gases de combustão de uma turbina
a gás, possui capacidade de geração de 50 t/h de vapor
especificado, capacidade que é aumentada através da
queima complementar de gás combustível que eleva a
capacidade nominal para 100 t/h. Para suprir a demanda
de geração das caldeiras, seis bombas multiestágio estão
disponíveis para a operação em uma configuração em
paralelo elevando a pressão de água desmineralizada de
11 a 160 kgf/cm² até o header principal que alimenta as
caldeiras geradoras de vapor superaquecido.
A unidade termoelétrica descrita, é resultado da
combinação de dois projetos implementados em
períodos distintos. O primeiro, posto em operação no
ano de 1978 com três caldeiras, tinha por objetivo
atender a demanda de uma central de matérias primas e
das demais indústrias existentes no período. Em 1984,
ocorreu um aumento significativo da demanda por vapor
superaquecido, sendo então necessária a ampliação da
produção. Assim, foi acrescido à termoelétrica três
caldeiras, sendo uma dessas pertencentes ao conjunto da
turbina a gás em ciclo combinado Brayton – Rankine.
Com a ampliação implementada em meados da década
de 80, a produção de vapor da unidade chegou a ser em
média de 1500 t/h, carga que solicitava do sistema de
bombeamento uma operação com três bombas, cada
uma entregando a média 500 t/h de água
desmineralizada ao sistema. No entanto, a partir do
início do ano 2000 o ativo começou a sofrer uma
redução gradativa na demanda de vapor, chegando
atualmente à produção média de apenas 579 t/h. Esse
fato influenciou diretamente na redução da
confiabilidade das bombas de alimentação de caldeira,
pois, confiabilidade é a probabilidade de que um
componente ou sistema cumpra sua função com sucesso,
por um período de tempo previsto, sob condições de
operação especificadas [13]. Logo, a redução da
demanda de vapor tornou as bombas de alimentação de
caldeira superdimensionadas para o cenário atual da
planta, fato que as levam a uma operação com vazão
destoante do BEP (do inglês Best Point Efficiency), e
consequente alta probabilidade de falha.
Um estudo de confiabilidade realizado na termoelétrica
no ano de 2005, explicitou o elevado número de falhas
dessas bombas e os custos associados às intervenções
para manutenção. O estudo informa que
aproximadamente 40% dos custos de manutenção
referentes aos equipamentos dinâmicos do ativo são
associados às falhas das bombas de BFW (Boiler Feed
Water), e que a confiabilidade para um ano de operação
destas bombas é inferior a 30%, situação ainda mais
crítica para cinco anos, cuja confiabilidade é 0,001%. Os
dados apresentados por este estudo são alarmantes, pois,
segundo a API 610-11, espera-se que bombas
centrífugas industriais, para serviços pesados em
refinarias, petroquímicas e plantas de geração de
energia, realizem seu trabalho sem queda de eficiência
por pelo menos 3 anos ininterruptos.
Diante disso, com a finalidade de atenuar os efeitos das
baixas vazões operacionais das bombas de alimentação
de caldeira, foi implementado no ano de 2016 um
projeto para a substituição do sistema das válvulas de
fluxo mínimo destas bombas. O sistema instalado
objetiva aumentar a vazão das bombas de BFW por meio
da recirculação de água para os vasos desaerantes,
origem da sucção das bombas. Para isso medidores de
vazões independentes foram instalados na descarga de
cada bomba, e ao identificar uma vazão inferior a 330
t/h enviam o sinal elétrico para abertura proporcional das
válvulas de fluxo mínimo, devolvendo água
desmineralizada à sucção.
Após passarem a operar assistidas do sistema modulado
de fluxo mínimo, a confiabilidade desses equipamentos
ainda apresenta valores preocupantes com elevados
números de falhas. Além disso, a opção de operar
mediante a utilização desse sistema representa para o
ativo um ônus energético, consequentemente financeiro,
por ser energeticamente a solução mais ineficiente
possível.
2.7. Método
Um diagnóstico energético, avaliação energética ou
auditoria energética tem por objetivo analisar os fluxos
de energia de um processo produtivo através da
quantificação da energia que é consumida, além da
identificação de onde e quem está consumindo essa
energia, e qual é a eficiência do consumo [14]. Por outro
lado, tratando-se de confiabilidade, a redução dos custos
excessivos associados a imprevisibilidade da
manutenção está condicionada a detecção, análise, e
tratamento das causas das falhas [15]. Desse modo, a
metodologia adotada para o estudo de caso apresentado,
busca a identificação das principais ações que garantam
a maior eficiência energética e confiabilidade
operacional das bombas de BFW da termoelétrica
analisada.
2.7.1. Pesquisa de Campo
Para quantificar a energia consumida pelas bombas de
BFW durante a operação, foi realizada uma pesquisa
interna de campo no sistema de água de alimentação de
caldeira da termoelétrica. Nesta pesquisa foram
consultados na empresa engenheiros, técnicos e as
documentações necessárias para que sejam identificadas
as condições de operação das bombas, apresentando
suas especificações técnicas de pressão, vazão,
temperatura, potência e ponto de melhor eficiência.
Durante a pesquisa também foram coletados, junto ao
sistema de monitoramento supervisório do painel de
controle da termoelétrica, os dados mensais de pressão e

414
vazão da água desmineralizada das caldeiras. Assim,
com o uso das equações apresentadas no item 2.2, os
dados obtidos no campo foram utilizados para
quantificar a perda energética e financeira da atual
operação das bombas de BFW.
2.7.2. Identificação da principal causa das falhas
Foi realizado o levantamento dos dados de falha das
bombas do sistema de água de alimentação de caldeira.
Para essa pesquisa foram coletadas todas as notas
destinadas a manutenção desses equipamentos no banco
de dados da termoelétrica. Posteriormente os dados
foram filtrados conforme a política de definição de falha
da empresa, a qual é composta dos seguintes itens:
O evento deve ter tornado o equipamento
indisponível para operação;
Durante a manutenção deverá existir a
substituição de componentes;
A manutenção realizada não era prevista nos
planos base tempo.
Os dados foram então catalogados para a identificação
do dos principais modos de falhas do sistema de BFW,
e analisados para a identificação da principal causa das
falhas.
2.7.3. Análise e identificação das possíveis soluções
As soluções propostas foram condicionadas aos valores
mínimos e máximos recomendados para as variáveis de
pressão e vazão do processo. Por isso, os dados
coletados durante a pesquisa de campo foram imputados
nas equações apresentadas para as recomendações
descritas no item 2.1. Isso foi realizado para avaliar
quais das recomendações satisfazem as condições
operacionais de geração de vapor da termoelétrica.
Resultados e Discussões
3.1 Características operacionais do sistema de BFW
Como resultado da pesquisa de campo foram obtidos os
dados das características operacionais de projeto das
bombas de BFW. Esses dados são apresentados na
Figura 8.
Figura 8. Folha de dados operacionais das bombas de BFW.
Fonte: Autoria própria.
Também foram coletados no campo a vazão que é
demandada pelas caldeiras e a que foi oferecida pelo
sistema de BFW no ano de 2018. Através da análise
desses dados apresentados na Figura 9, é possível
perceber que as bombas tiveram uma vazão média de
681 t/h, excedendo em 102 t/h a vazão média demandada
pelas caldeiras, que foi de 579 t/h. Esse excesso de água
bombeada é proveniente da atuação do sistema de
recirculação para sucção, o qual impede que as bombas
operem com vazões menores que 330 t/h.
No sistema também foi obtido o intervalo de pressão que
deve existir no header principal de água de alimentação
de caldeira para que não ocorram oscilações
operacionais na geração de vapor. Segundo informações
coletadas no sistema, esse intervalo compreende os
valores que variam de 140 kgf/cm² até 180 kgf/cm².
Fluído
bombeado
Temperatura de
operação (°C)
Rotação de operação
(RPM)
Potência(kW)
BEP
Água
desmineralizada147 3.956 2.826
Pressão na
sucção (kPA)
Pressão na descarga
(kPA)
Volume específico
(m³/kg)
Peso
específico
(kgf/m³)
1078,73 15690,6 0,001711 8559,5
Dados de operação das Bombas de BFW
Propriedades físicas do Flúido Bombeado - Para pressão de 15,7 MPa e
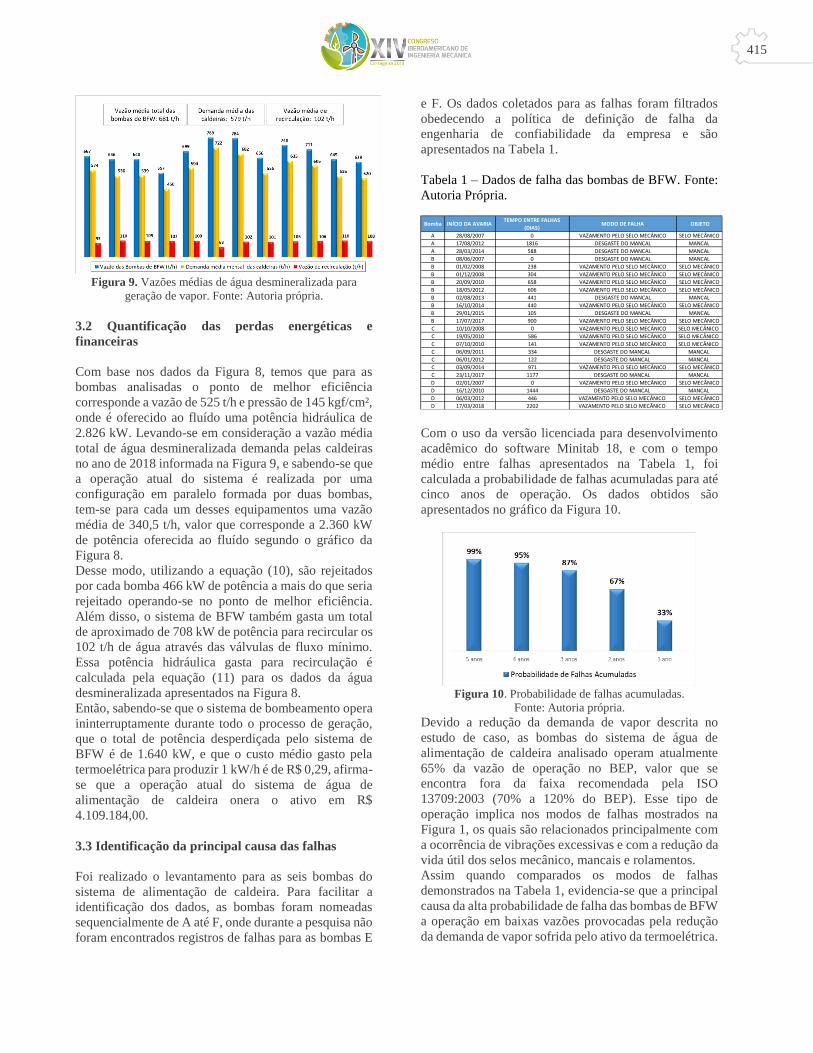
415
Figura 9. Vazões médias de água desmineralizada para
geração de vapor. Fonte: Autoria própria.
3.2 Quantificação das perdas energéticas e
financeiras
Com base nos dados da Figura 8, temos que para as
bombas analisadas o ponto de melhor eficiência
corresponde a vazão de 525 t/h e pressão de 145 kgf/cm²,
onde é oferecido ao fluído uma potência hidráulica de
2.826 kW. Levando-se em consideração a vazão média
total de água desmineralizada demanda pelas caldeiras
no ano de 2018 informada na Figura 9, e sabendo-se que
a operação atual do sistema é realizada por uma
configuração em paralelo formada por duas bombas,
tem-se para cada um desses equipamentos uma vazão
média de 340,5 t/h, valor que corresponde a 2.360 kW
de potência oferecida ao fluído segundo o gráfico da
Figura 8.
Desse modo, utilizando a equação (10), são rejeitados
por cada bomba 466 kW de potência a mais do que seria
rejeitado operando-se no ponto de melhor eficiência.
Além disso, o sistema de BFW também gasta um total
de aproximado de 708 kW de potência para recircular os
102 t/h de água através das válvulas de fluxo mínimo.
Essa potência hidráulica gasta para recirculação é
calculada pela equação (11) para os dados da água
desmineralizada apresentados na Figura 8.
Então, sabendo-se que o sistema de bombeamento opera
ininterruptamente durante todo o processo de geração,
que o total de potência desperdiçada pelo sistema de
BFW é de 1.640 kW, e que o custo médio gasto pela
termoelétrica para produzir 1 kW/h é de R$ 0,29, afirma-
se que a operação atual do sistema de água de
alimentação de caldeira onera o ativo em R$
4.109.184,00.
3.3 Identificação da principal causa das falhas
Foi realizado o levantamento para as seis bombas do
sistema de alimentação de caldeira. Para facilitar a
identificação dos dados, as bombas foram nomeadas
sequencialmente de A até F, onde durante a pesquisa não
foram encontrados registros de falhas para as bombas E
e F. Os dados coletados para as falhas foram filtrados
obedecendo a política de definição de falha da
engenharia de confiabilidade da empresa e são
apresentados na Tabela 1.
Tabela 1 – Dados de falha das bombas de BFW. Fonte:
Autoria Própria.
Com o uso da versão licenciada para desenvolvimento
acadêmico do software Minitab 18, e com o tempo
médio entre falhas apresentados na Tabela 1, foi
calculada a probabilidade de falhas acumuladas para até
cinco anos de operação. Os dados obtidos são
apresentados no gráfico da Figura 10.
Figura 10. Probabilidade de falhas acumuladas.
Fonte: Autoria própria.
Devido a redução da demanda de vapor descrita no
estudo de caso, as bombas do sistema de água de
alimentação de caldeira analisado operam atualmente
65% da vazão de operação no BEP, valor que se
encontra fora da faixa recomendada pela ISO
13709:2003 (70% a 120% do BEP). Esse tipo de
operação implica nos modos de falhas mostrados na
Figura 1, os quais são relacionados principalmente com
a ocorrência de vibrações excessivas e com a redução da
vida útil dos selos mecânico, mancais e rolamentos.
Assim quando comparados os modos de falhas
demonstrados na Tabela 1, evidencia-se que a principal
causa da alta probabilidade de falha das bombas de BFW
a operação em baixas vazões provocadas pela redução
da demanda de vapor sofrida pelo ativo da termoelétrica.
Bomba INÍCIO DA AVARIA TEMPO ENTRE FALHAS
(DIAS)MODO DE FALHA OBJETO
A 28/08/2007 0 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
A 17/08/2012 1816 DESGASTE DO MANCAL MANCAL
A 28/03/2014 588 DESGASTE DO MANCAL MANCAL
B 08/06/2007 0 DESGASTE DO MANCAL MANCAL
B 01/02/2008 238 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
B 01/12/2008 304 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
B 20/09/2010 658 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
B 18/05/2012 606 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
B 02/08/2013 441 DESGASTE DO MANCAL MANCAL
B 16/10/2014 440 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
B 29/01/2015 105 DESGASTE DO MANCAL MANCAL
B 17/07/2017 900 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
C 10/10/2008 0 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
C 19/05/2010 586 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
C 07/10/2010 141 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
C 06/09/2011 334 DESGASTE DO MANCAL MANCAL
C 06/01/2012 122 DESGASTE DO MANCAL MANCAL
C 03/09/2014 971 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
C 23/11/2017 1177 DESGASTE DO MANCAL MANCAL
D 02/01/2007 0 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
D 16/12/2010 1444 DESGASTE DO MANCAL MANCAL
D 06/03/2012 446 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
D 17/03/2018 2202 VAZAMENTO PELO SELO MECÂNICO SELO MECÂNICO
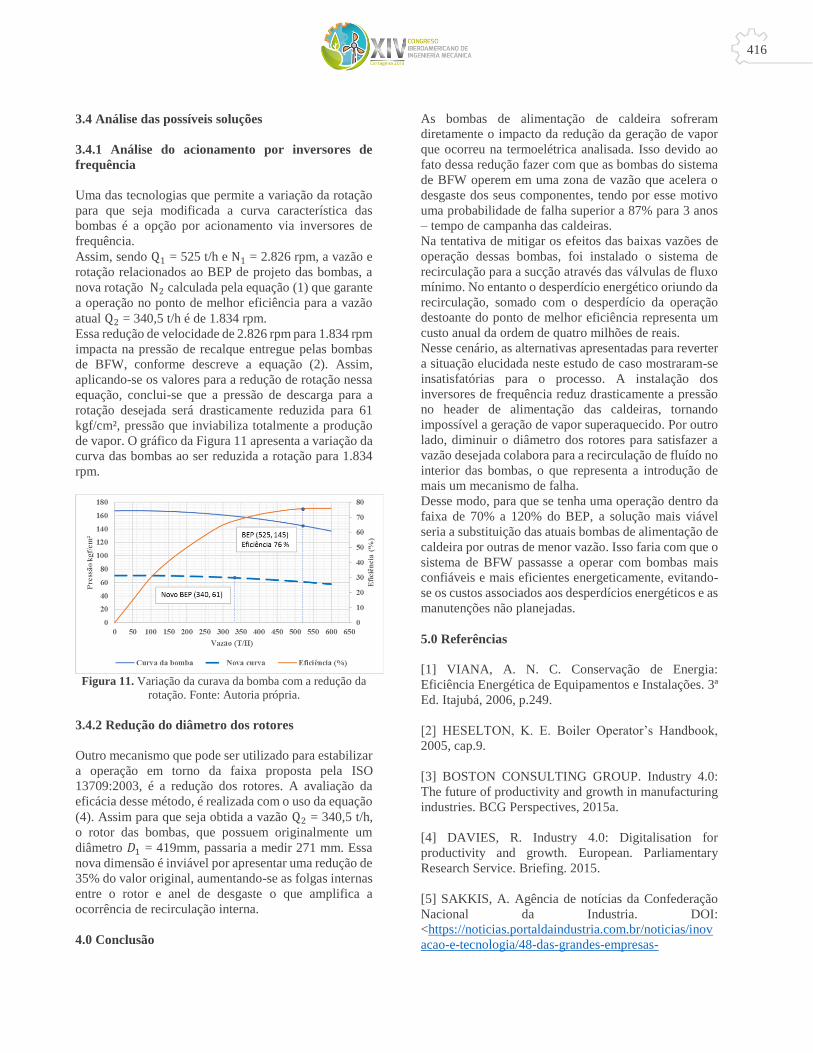
416
3.4 Análise das possíveis soluções
3.4.1 Análise do acionamento por inversores de
frequência
Uma das tecnologias que permite a variação da rotação
para que seja modificada a curva característica das
bombas é a opção por acionamento via inversores de
frequência.
Assim, sendo Q1 = 525 t/h e N1 = 2.826 rpm, a vazão e
rotação relacionados ao BEP de projeto das bombas, a
nova rotação N2 calculada pela equação (1) que garante
a operação no ponto de melhor eficiência para a vazão
atual Q2 = 340,5 t/h é de 1.834 rpm.
Essa redução de velocidade de 2.826 rpm para 1.834 rpm
impacta na pressão de recalque entregue pelas bombas
de BFW, conforme descreve a equação (2). Assim,
aplicando-se os valores para a redução de rotação nessa
equação, conclui-se que a pressão de descarga para a
rotação desejada será drasticamente reduzida para 61
kgf/cm², pressão que inviabiliza totalmente a produção
de vapor. O gráfico da Figura 11 apresenta a variação da
curva das bombas ao ser reduzida a rotação para 1.834
rpm.
Figura 11. Variação da curava da bomba com a redução da
rotação. Fonte: Autoria própria.
3.4.2 Redução do diâmetro dos rotores
Outro mecanismo que pode ser utilizado para estabilizar
a operação em torno da faixa proposta pela ISO
13709:2003, é a redução dos rotores. A avaliação da
eficácia desse método, é realizada com o uso da equação
(4). Assim para que seja obtida a vazão Q2 = 340,5 t/h,
o rotor das bombas, que possuem originalmente um
diâmetro 𝐷1 = 419mm, passaria a medir 271 mm. Essa
nova dimensão é inviável por apresentar uma redução de
35% do valor original, aumentando-se as folgas internas
entre o rotor e anel de desgaste o que amplifica a
ocorrência de recirculação interna.
4.0 Conclusão
As bombas de alimentação de caldeira sofreram
diretamente o impacto da redução da geração de vapor
que ocorreu na termoelétrica analisada. Isso devido ao
fato dessa redução fazer com que as bombas do sistema
de BFW operem em uma zona de vazão que acelera o
desgaste dos seus componentes, tendo por esse motivo
uma probabilidade de falha superior a 87% para 3 anos
– tempo de campanha das caldeiras.
Na tentativa de mitigar os efeitos das baixas vazões de
operação dessas bombas, foi instalado o sistema de
recirculação para a sucção através das válvulas de fluxo
mínimo. No entanto o desperdício energético oriundo da
recirculação, somado com o desperdício da operação
destoante do ponto de melhor eficiência representa um
custo anual da ordem de quatro milhões de reais.
Nesse cenário, as alternativas apresentadas para reverter
a situação elucidada neste estudo de caso mostraram-se
insatisfatórias para o processo. A instalação dos
inversores de frequência reduz drasticamente a pressão
no header de alimentação das caldeiras, tornando
impossível a geração de vapor superaquecido. Por outro
lado, diminuir o diâmetro dos rotores para satisfazer a
vazão desejada colabora para a recirculação de fluído no
interior das bombas, o que representa a introdução de
mais um mecanismo de falha.
Desse modo, para que se tenha uma operação dentro da
faixa de 70% a 120% do BEP, a solução mais viável
seria a substituição das atuais bombas de alimentação de
caldeira por outras de menor vazão. Isso faria com que o
sistema de BFW passasse a operar com bombas mais
confiáveis e mais eficientes energeticamente, evitando-
se os custos associados aos desperdícios energéticos e as
manutenções não planejadas.
5.0 Referências
[1] VIANA, A. N. C. Conservação de Energia:
Eficiência Energética de Equipamentos e Instalações. 3ª
Ed. Itajubá, 2006, p.249.
[2] HESELTON, K. E. Boiler Operator’s Handbook,
2005, cap.9.
[3] BOSTON CONSULTING GROUP. Industry 4.0:
The future of productivity and growth in manufacturing
industries. BCG Perspectives, 2015a.
[4] DAVIES, R. Industry 4.0: Digitalisation for
productivity and growth. European. Parliamentary
Research Service. Briefing. 2015.
[5] SAKKIS, A. Agência de notícias da Confederação
Nacional da Industria. DOI:
<https://noticias.portaldaindustria.com.br/noticias/inov
acao-e-tecnologia/48-das-grandes-empresas-
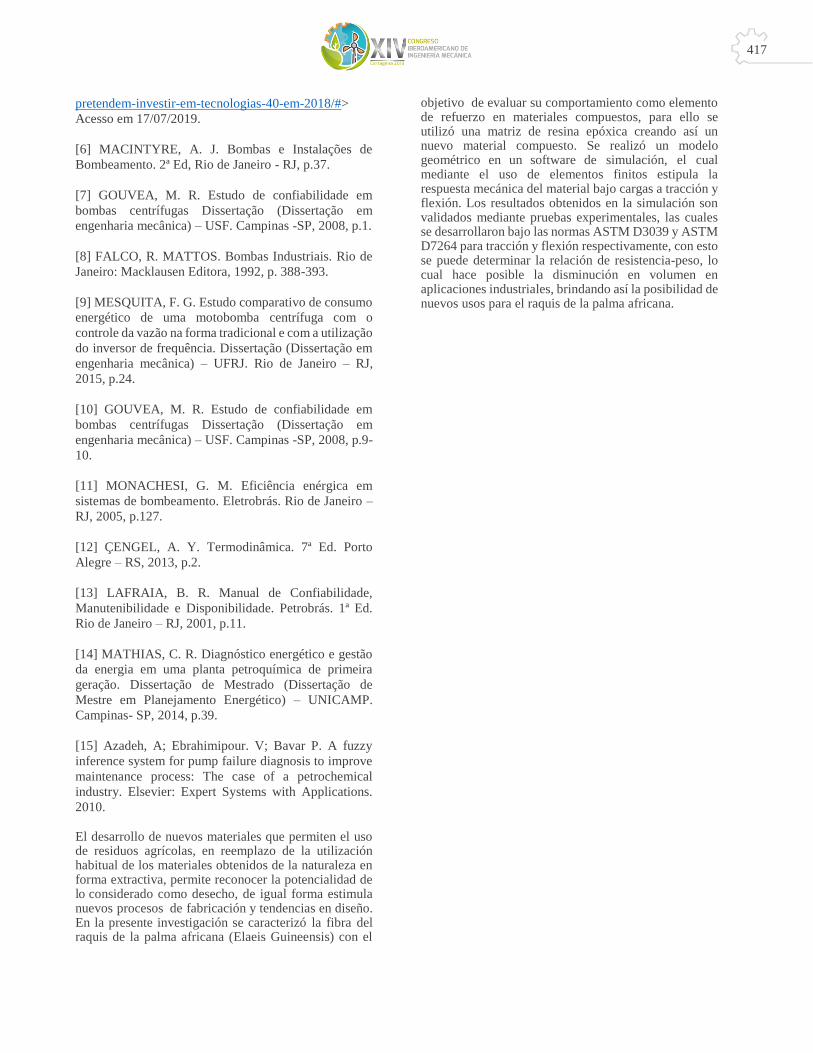
417
pretendem-investir-em-tecnologias-40-em-2018/#>
Acesso em 17/07/2019.
[6] MACINTYRE, A. J. Bombas e Instalações de
Bombeamento. 2ª Ed, Rio de Janeiro - RJ, p.37.
[7] GOUVEA, M. R. Estudo de confiabilidade em
bombas centrífugas Dissertação (Dissertação em
engenharia mecânica) – USF. Campinas -SP, 2008, p.1.
[8] FALCO, R. MATTOS. Bombas Industriais. Rio de
Janeiro: Macklausen Editora, 1992, p. 388-393.
[9] MESQUITA, F. G. Estudo comparativo de consumo
energético de uma motobomba centrífuga com o
controle da vazão na forma tradicional e com a utilização
do inversor de frequência. Dissertação (Dissertação em
engenharia mecânica) – UFRJ. Rio de Janeiro – RJ,
2015, p.24.
[10] GOUVEA, M. R. Estudo de confiabilidade em
bombas centrífugas Dissertação (Dissertação em
engenharia mecânica) – USF. Campinas -SP, 2008, p.9-
10.
[11] MONACHESI, G. M. Eficiência enérgica em
sistemas de bombeamento. Eletrobrás. Rio de Janeiro –
RJ, 2005, p.127.
[12] ÇENGEL, A. Y. Termodinâmica. 7ª Ed. Porto
Alegre – RS, 2013, p.2.
[13] LAFRAIA, B. R. Manual de Confiabilidade,
Manutenibilidade e Disponibilidade. Petrobrás. 1ª Ed.
Rio de Janeiro – RJ, 2001, p.11.
[14] MATHIAS, C. R. Diagnóstico energético e gestão
da energia em uma planta petroquímica de primeira
geração. Dissertação de Mestrado (Dissertação de
Mestre em Planejamento Energético) – UNICAMP.
Campinas- SP, 2014, p.39.
[15] Azadeh, A; Ebrahimipour. V; Bavar P. A fuzzy
inference system for pump failure diagnosis to improve
maintenance process: The case of a petrochemical
industry. Elsevier: Expert Systems with Applications.
2010.
El desarrollo de nuevos materiales que permiten el uso de residuos agrícolas, en reemplazo de la utilización habitual de los materiales obtenidos de la naturaleza en forma extractiva, permite reconocer la potencialidad de lo considerado como desecho, de igual forma estimula nuevos procesos de fabricación y tendencias en diseño. En la presente investigación se caracterizó la fibra del raquis de la palma africana (Elaeis Guineensis) con el
objetivo de evaluar su comportamiento como elemento de refuerzo en materiales compuestos, para ello se utilizó una matriz de resina epóxica creando así un nuevo material compuesto. Se realizó un modelo geométrico en un software de simulación, el cual mediante el uso de elementos finitos estipula la respuesta mecánica del material bajo cargas a tracción y flexión. Los resultados obtenidos en la simulación son validados mediante pruebas experimentales, las cuales se desarrollaron bajo las normas ASTM D3039 y ASTM D7264 para tracción y flexión respectivamente, con esto se puede determinar la relación de resistencia-peso, lo cual hace posible la disminución en volumen en aplicaciones industriales, brindando así la posibilidad de nuevos usos para el raquis de la palma africana.

418





























