Embed Size (px)
Citation preview
Administración de Operaciones I
Clase 5:Planeamiento de la Capacidad
Objetivo:Determinar la capacidad de
producción del sistema
PLANEAMIENTO DE LA CAPACIDAD
o Definiciones
o Capacidad de diseño (Instalada)
o Capacidad efectiva
o Capacidad Real
o Cálculo de eficiencias
o Planificación del Requerimiento de
capacidad
o Resolución de casos
Definiciones
CAPACIDAD
Volumen de producción (throughput) o número de
unidades que puede alojar, recibir, almacenar o producir
una instalación en un periodo de tiempo específico.
DIMENSIONAMIENTO DE LA CAPACIDAD
¿Cuántos asistentes debe alojar una sala de conciertos?
¿Cuántos clientes por día debe ser capaz de atender un Olive Garden
o un Hard Rock Café?
¿Cuántas computadoras debe producir la planta de Dell basada en
Nashville en un turno de 8 horas?
¿Y cómo debemos construir instalaciones para satisfacer estas
demandas inciertas?
Si la instalación es demasiado grande, algunas de sus partes
estarán ociosas y agregarán costos a la producción existente.
Si la instalación es demasiado pequeña, se perderán clientes y
quizá mercados completos.
Por lo tanto, la determinación del tamaño de las instalaciones,
con el objetivo de alcanzar altos niveles de utilización y un
elevado rendimiento sobre la inversión, resulta crítica.
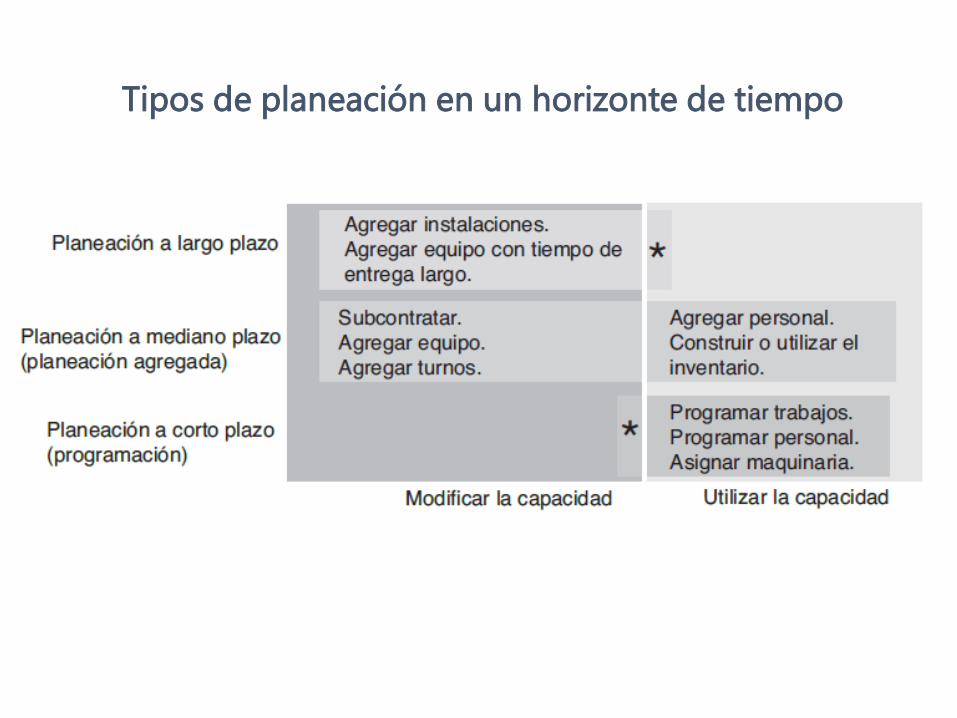
Tipos de planeación en un horizonte de tiempo
• Capacidad de diseño (o Instalada)
• Capacidad efectiva
• Capacidad real
1. CAPACIDAD DE DISEÑO (INSTALADA)
La capacidad de diseño es la producción teórica máxima
de un sistema en un periodo dado bajo condiciones
ideales. Normalmente se expresa como una tasa, como el
número de toneladas de acero que se pueden producir
por semana, por mes o por año. Para muchas compañías,
medir la capacidad resulta sencillo: es el número máximo
de unidades producidas en un tiempo específico. Sin
embargo, para otras organizaciones, determinar la
capacidad puede ser más difícil. La capacidad se puede
medir en términos de camas (un hospital), miembros
activos (una iglesia) o tamaño de los salones de clase (una
escuela). Otras organizaciones usan el tiempo de trabajo
total disponible como medida de su capacidad global.
La mayoría de las organizaciones operan sus instalaciones
a una tasa menor que la capacidad de diseño. Lo hacen
porque han encontrado que pueden operar con más
eficiencia cuando no tienen que extender sus recursos
hasta el límite. En vez de esto, prefieren operar quizá a un
82% de la capacidad de diseño. Este concepto se
denomina capacidad efectiva.
2. CAPACIDAD EFECTIVA
La capacidad efectiva es la capacidad que una empresa
espera alcanzar dadas las restricciones operativas actuales.
A menudo la capacidad efectiva es menor que la capacidad
diseñada debido a que la instalación puede haber sido
diseñada para una versión anterior del producto o para una
mezcla de productos diferente que la que se produce
actualmente.
Considera que la mayoría de las empresas no operan a su
máxima capacidad. Lo hacen por las restricciones “típicas”,
entre las cuales podemos encontrar el mantenimiento de la
maquinaria, los errores del personal, los tiempos perdidos,
etc. Con esto en mente, piensa en la capacidad efectiva
como la producción que se espera alcanzar en condiciones
reales de funcionamiento.
3. CAPACIDAD REAL
Es la producción real conseguida en un período
determinado.
En la práctica, se asume a la capacidad efectiva como si
toda la producción o prestación del servicio se realizará de
forma normal sin complicaciones atípicas. Sin embargo,
yéndonos a condiciones realistas, lo más común es que
ocurran tropiezos y problemas inesperados día a día que
no tienen relación con la mano de obra.
Muchos administradores de planta suelen considerar otro
porcentaje adicional al que denomina factor de merma
inherente de proceso, valor que es obtenido con base en
registros basados en las causas de retraso.
Realmente, el concepto de capacidad real es útil al ser
utilizado en conjunto con la capacidad de diseño y la
capacidad efectiva con la finalidad de calcular la
utilización de capacidad y la eficiencia de producción.
Cálculo de eficiencias
Dos medidas del desempeño del sistema particularmente
útiles son:
La utilización, es simplemente el porcentaje de la
capacidad de diseño que realmente se logra.
La eficiencia, es el porcentaje de la capacidad efectiva que
se alcanza en realidad.
Dependiendo de la forma en que se usen y administren las
instalaciones, puede ser difícil o imposible alcanzar el 100%
de eficiencia.
Los administradores de operaciones tienden a ser
evaluados con base en la eficiencia.
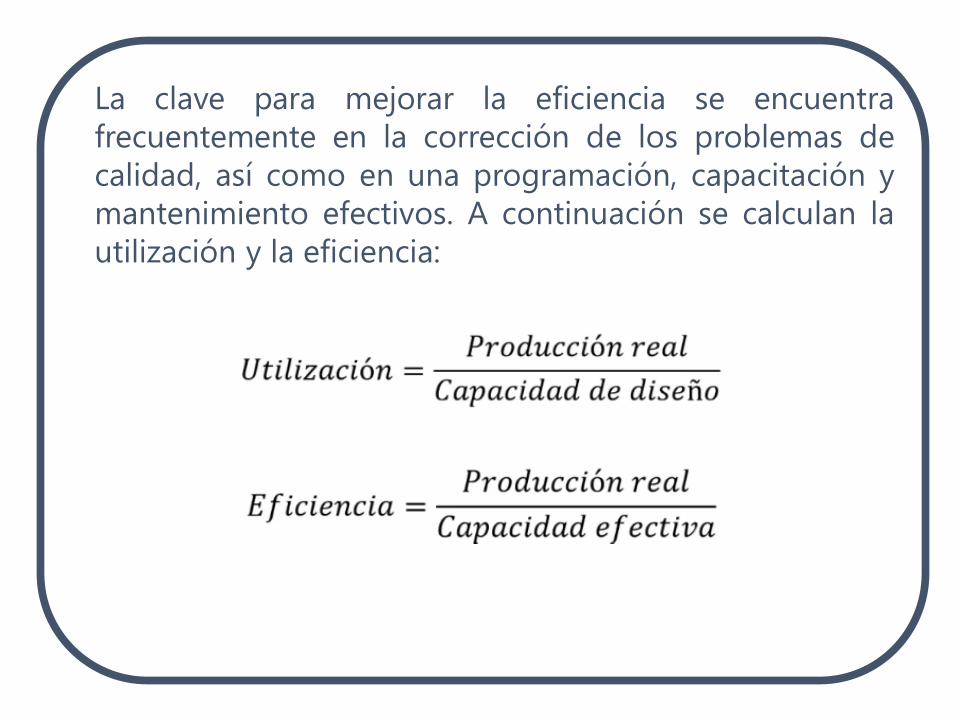
La clave para mejorar la eficiencia se encuentra
frecuentemente en la corrección de los problemas de
calidad, así como en una programación, capacitación y
mantenimiento efectivos. A continuación se calculan la
utilización y la eficiencia:
¿Ahora qué?
El control de los índices es el primer dato a tener en
cuenta cuando decidimos emprender estrategias para
modificar la capacidad.
No se considera bueno estar trabajando con una
utilización cercana al 100%, pero tener una utilización
inferior al 70% es sinónimo de improductividad.
Con esto tenemos suficientes alertas para subir o bajar
la capacidad según aplica, apuntando por ejemplo a
tener un 85% de utilización.
EJEMPLO 1:
Sara James Bakery tiene una planta procesadora de panecillos
Deluxe para el desayuno y quiere entender mejor su capacidad.
Determine la capacidad de diseño, la utilización y la eficiencia para
esta planta al producir este panecillo Deluxe.
Datos:
La semana pasada la instalación produjo 148,000 panecillos.
La capacidad efectiva es de 175,000 unidades.
La línea de producción opera 7 días a la semana en tres turnos de 8
horas al día.
La línea fue diseñada para procesar los panecillos Deluxe, rellenos
de nuez y con sabor a canela, a una tasa de 1,200 por hora.
Determinar: - La Capacidad de diseño
- La Utilización
- La Eficiencia
Solución:
Capacidad de diseño = (7 días x 3 turnos x 8 horas) x
(1,200 panecillos por hora) = 201,600 panecillos
Utilización = Producción real / Capacidad de diseño =
148,000/201,600 = 73.4%
Eficiencia = Producción real / Capacidad efectiva =
148,000/175,000 = 84.6%
Ejercicio propuesto: si la producción real es de 150,000,
¿cuál es la eficiencia?
[Respuesta: ? %]
Solución:
Capacidad de diseño = (7 días x 3 turnos x 8 horas) x
(1,200 panecillos por hora) = 201,600 panecillos
Utilización = Producción real / Capacidad de diseño =
148,000/201,600 = 73.4%
Eficiencia = Producción real / Capacidad efectiva =
148,000/175,000 = 84.6%
Ejercicio propuesto: si la producción real es de 150,000,
¿cuál es la eficiencia?
[Respuesta: 85.7%]
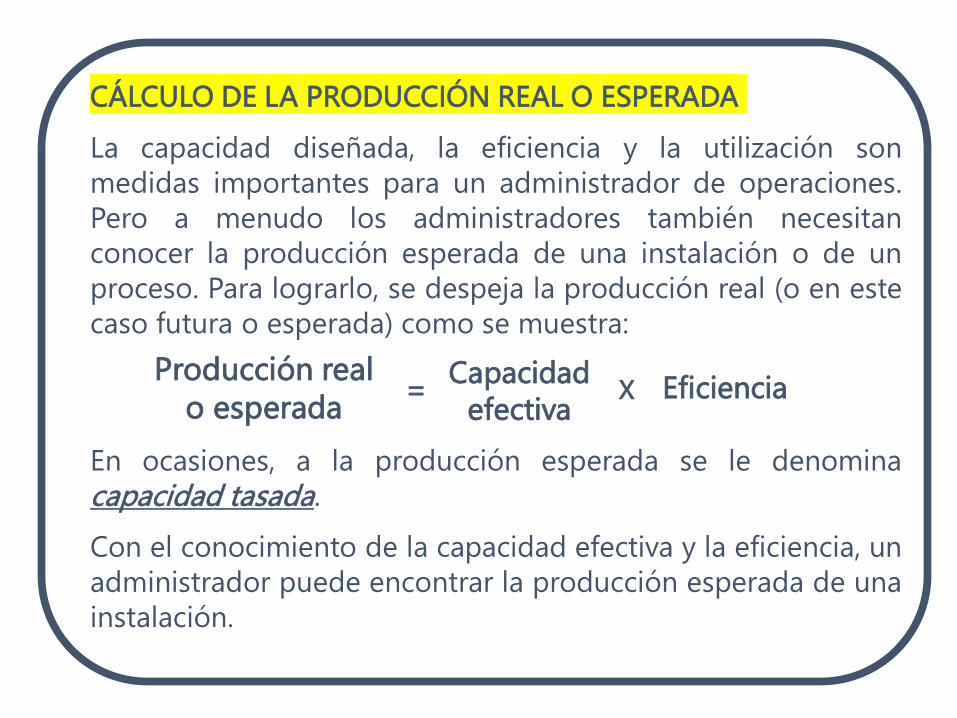
CÁLCULO DE LA PRODUCCIÓN REAL O ESPERADA
La capacidad diseñada, la eficiencia y la utilización son
medidas importantes para un administrador de operaciones.
Pero a menudo los administradores también necesitan
conocer la producción esperada de una instalación o de un
proceso. Para lograrlo, se despeja la producción real (o en este
caso futura o esperada) como se muestra:
En ocasiones, a la producción esperada se le denomina
capacidad tasada.
Con el conocimiento de la capacidad efectiva y la eficiencia, un
administrador puede encontrar la producción esperada de una
instalación.
Producción real
o esperadaCapacidad
efectivaEficienciaX=
EJEMPLO 2:
La administradora de Sara James Bakery (del ejemplo
anterior) ahora necesita incrementar la producción del cada
vez más popular panecillo Deluxe. Para satisfacer la demanda,
debe agregar una segunda línea de producción.
La administradora debe determinar la producción esperada
en esta segunda línea para el departamento de ventas. La
capacidad efectiva en la segunda línea es la misma que en la
primera línea, es decir, 175,000 panecillos Deluxe. Como se
calculó en el ejemplo anterior, la primera línea opera con una
eficiencia del 84.6%. Pero la producción en la segunda línea
será menor debido a que el personal será primordialmente de
nueva contratación; así que se espera que la eficiencia no sea
mayor al 75%. ¿Cuál es la producción esperada entonces?
Solución:
Se calcula la producción esperada
Producción esperada = (Capacidad efectiva)(Eficiencia) =
(175,000)(.75) = 131,250 panecillos
Ahora se le puede decir al departamento de ventas que la
producción esperada es de 131,250 panecillos Deluxe.
Si la producción esperada es inadecuada podría
necesitarse capacidad adicional.
Ejercicio propuesto:
Después de un mes de capacitación, se espera que el
personal de la segunda línea de producción trabaje con
una eficiencia del 80%. ¿Cuál es la producción esperada
modificada de los panecillos Deluxe? [Respuesta: ? ]
Solución:
Se calcula la producción esperada
Producción esperada = (Capacidad efectiva)(Eficiencia) =
(175,000)(.75) = 131,250 panecillos
Ahora se le puede decir al departamento de ventas que la
producción esperada es de 131,250 panecillos Deluxe.
Si la producción esperada es inadecuada podría
necesitarse capacidad adicional.
Ejercicio propuesto:
Después de un mes de capacitación, se espera que el
personal de la segunda línea de producción trabaje con
una eficiencia del 80%. ¿Cuál es la producción esperada
modificada de los panecillos Deluxe? [Respuesta: 140,000]
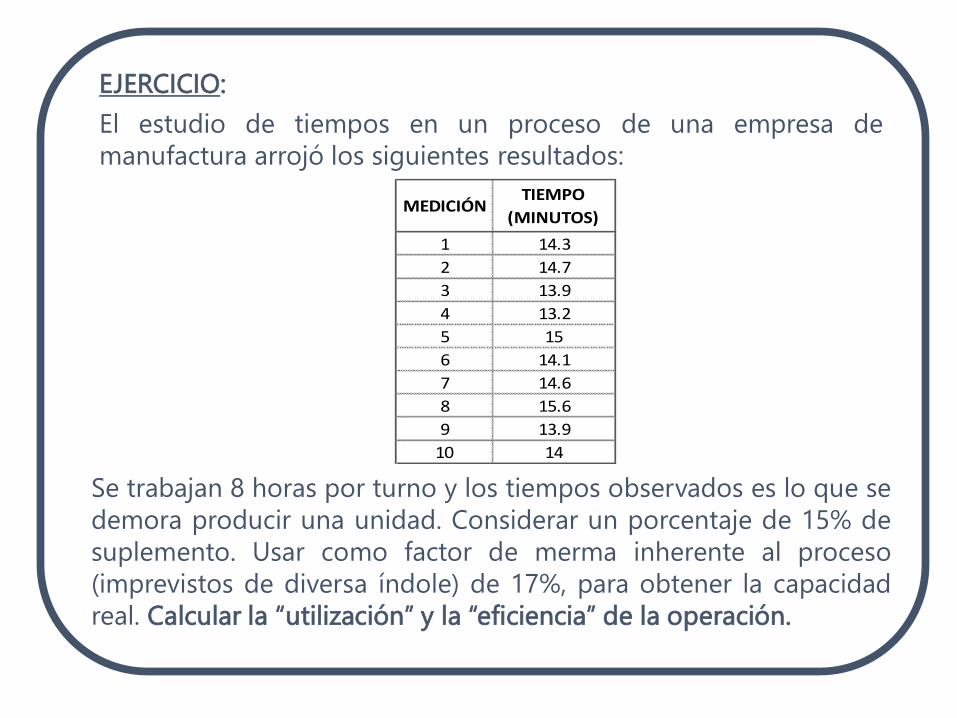
EJERCICIO:
El estudio de tiempos en un proceso de una empresa de
manufactura arrojó los siguientes resultados:TIEMPOS DE PRODUCCIÓN
MEDICIÓNTIEMPO
(MINUTOS)
1 14.3
2 14.7
3 13.9
4 13.2
5 15
6 14.1
7 14.6
8 15.6
9 13.9
10 14
PROMEDIO 14.3Se trabajan 8 horas por turno y los tiempos observados es lo que se
demora producir una unidad. Considerar un porcentaje de 15% de
suplemento. Usar como factor de merma inherente al proceso
(imprevistos de diversa índole) de 17%, para obtener la capacidad
real. Calcular la “utilización” y la “eficiencia” de la operación.
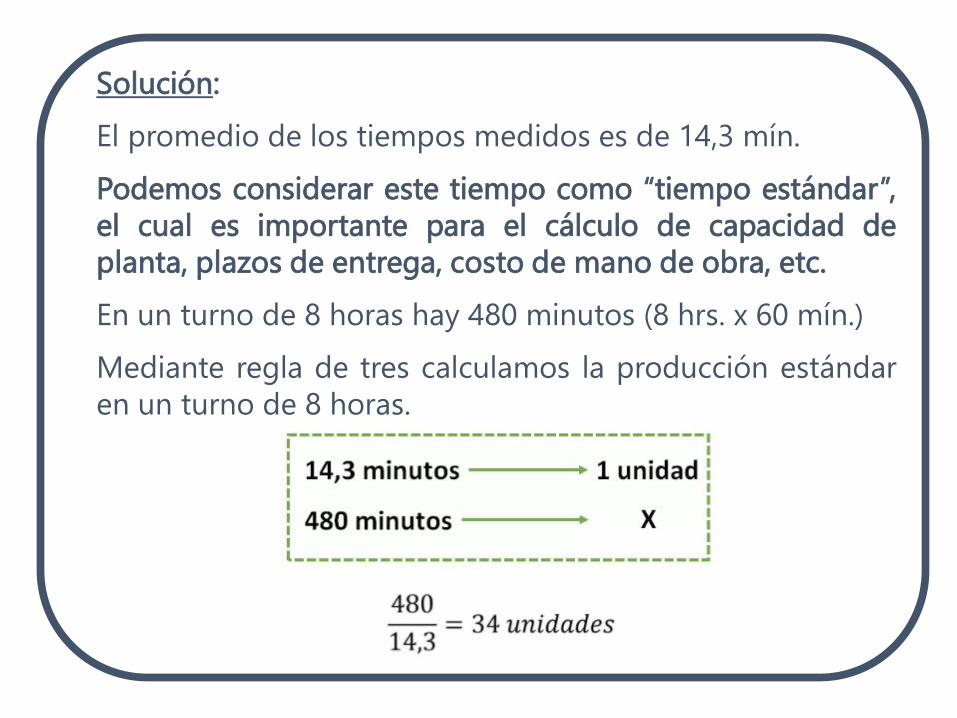
Solución:
El promedio de los tiempos medidos es de 14,3 mín.
Podemos considerar este tiempo como “tiempo estándar”,
el cual es importante para el cálculo de capacidad de
planta, plazos de entrega, costo de mano de obra, etc.
En un turno de 8 horas hay 480 minutos (8 hrs. x 60 mín.)
Mediante regla de tres calculamos la producción estándar
en un turno de 8 horas.
Entonces, en ocho horas a nivel teórico, la producción es
de 34 unidades. Pero la mano de obra no trabaja
constantemente durante toda la jornada laboral. Van al
baño, se estiran, conversan, toman una pausa, se cansan,
etc.
Esto indica que al tiempo total que trabaja la mano de
obra se le resta un porcentaje correspondiente a este tipo
de actividades y al desgaste que tienen durante la jornada
laboral, esto se refleja aplicando los suplementos,
tolerancias o concesiones de la medición del trabajo.
El trabajo real de la mano de obra es 85% (100%-15%) del
tiempo de trabajo total (8 horas).
Por eso se multiplica la capacidad de diseño por 85%, que
es el tiempo efectivo de trabajo de la mano de obra.
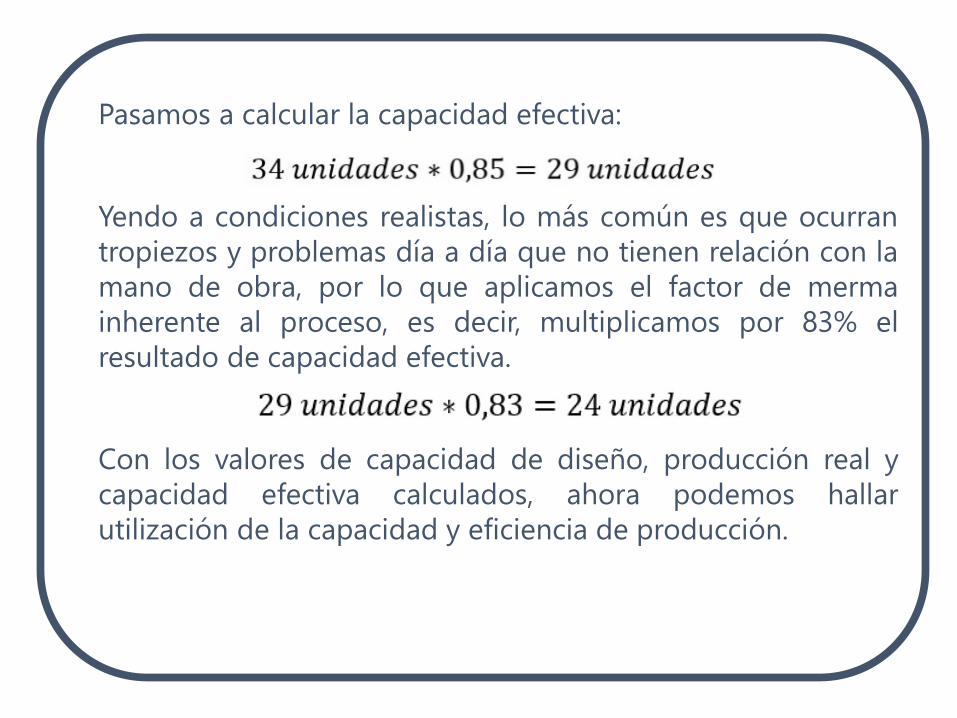
Pasamos a calcular la capacidad efectiva:
Yendo a condiciones realistas, lo más común es que ocurran
tropiezos y problemas día a día que no tienen relación con la
mano de obra, por lo que aplicamos el factor de merma
inherente al proceso, es decir, multiplicamos por 83% el
resultado de capacidad efectiva.
Con los valores de capacidad de diseño, producción real y
capacidad efectiva calculados, ahora podemos hallar
utilización de la capacidad y eficiencia de producción.
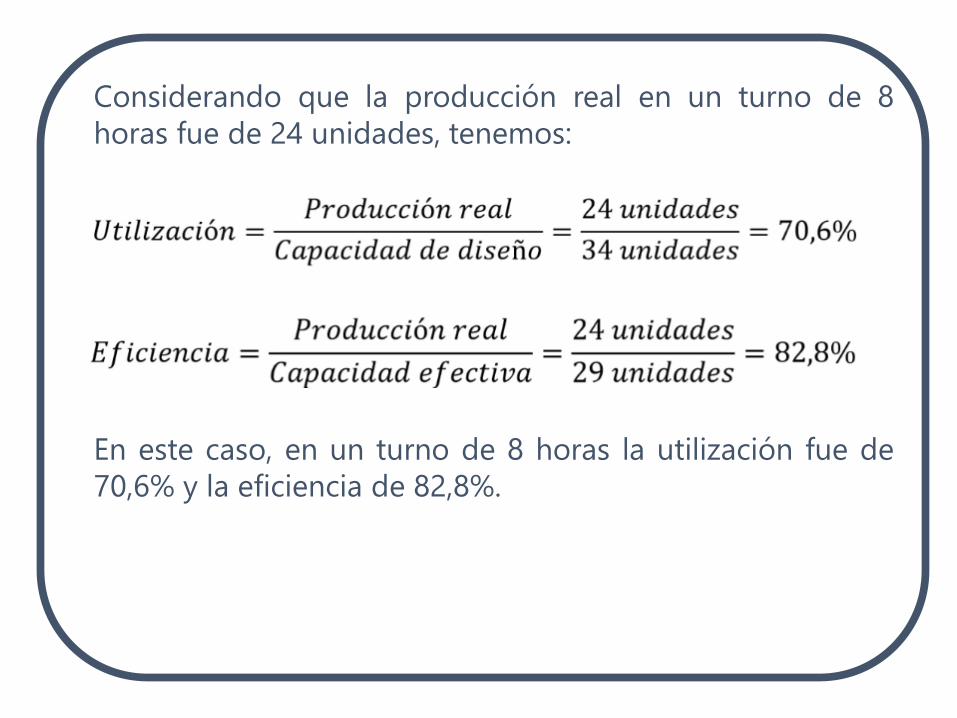
Considerando que la producción real en un turno de 8
horas fue de 24 unidades, tenemos:
En este caso, en un turno de 8 horas la utilización fue de
70,6% y la eficiencia de 82,8%.
PROBLEMAS PROPUESTOS
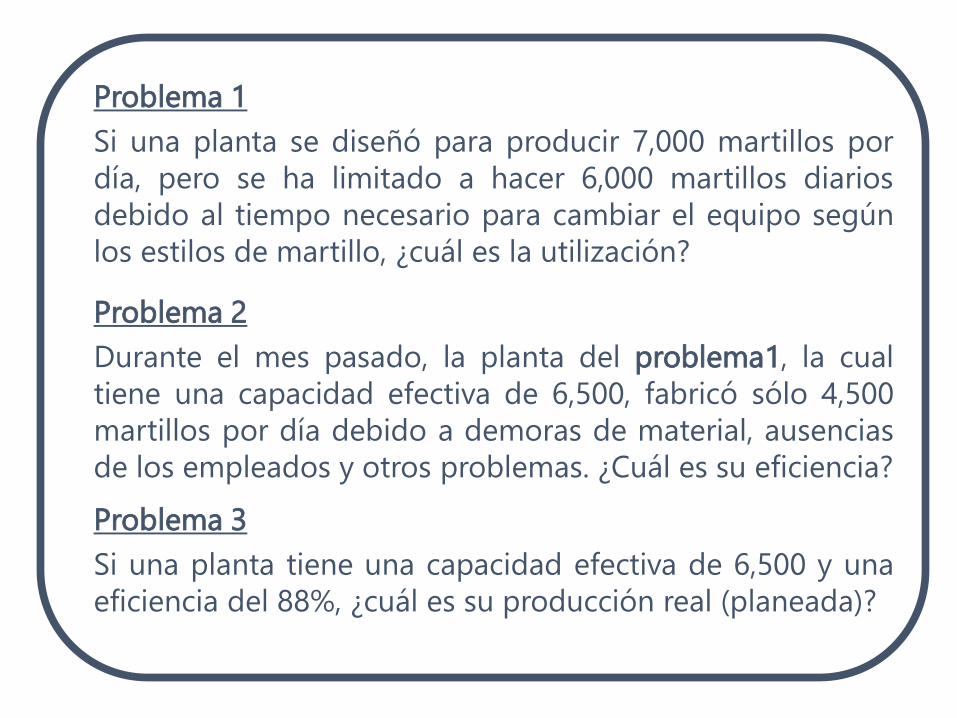
Problema 1
Si una planta se diseñó para producir 7,000 martillos por
día, pero se ha limitado a hacer 6,000 martillos diarios
debido al tiempo necesario para cambiar el equipo según
los estilos de martillo, ¿cuál es la utilización?
Problema 2
Durante el mes pasado, la planta del problema1, la cual
tiene una capacidad efectiva de 6,500, fabricó sólo 4,500
martillos por día debido a demoras de material, ausencias
de los empleados y otros problemas. ¿Cuál es su eficiencia?
Problema 3
Si una planta tiene una capacidad efectiva de 6,500 y una
eficiencia del 88%, ¿cuál es su producción real (planeada)?
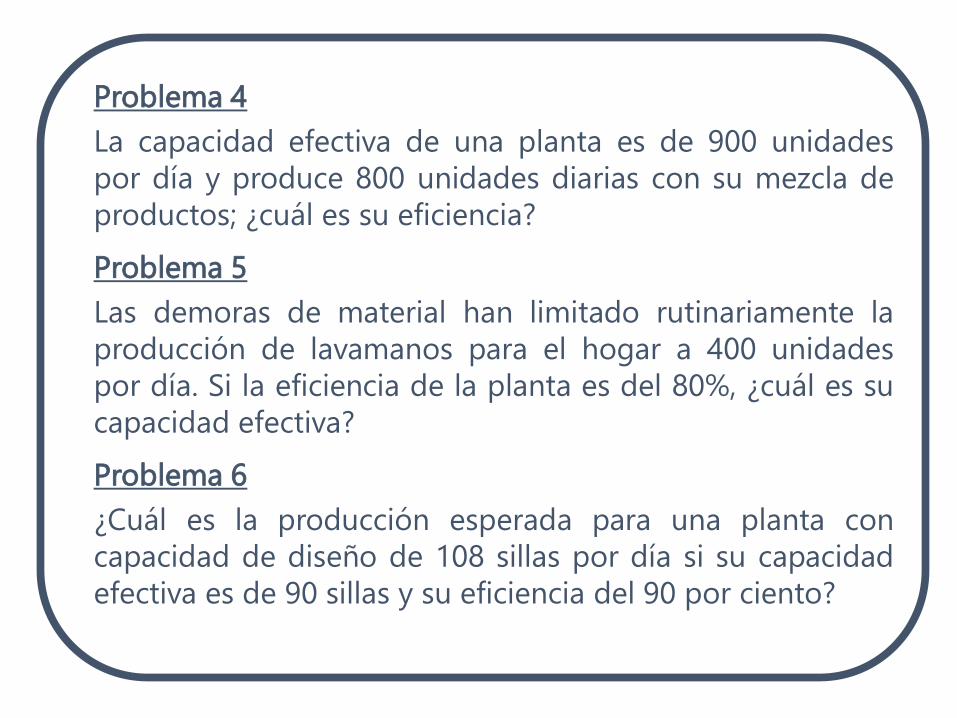
Problema 4
La capacidad efectiva de una planta es de 900 unidades
por día y produce 800 unidades diarias con su mezcla de
productos; ¿cuál es su eficiencia?
Problema 5
Las demoras de material han limitado rutinariamente la
producción de lavamanos para el hogar a 400 unidades
por día. Si la eficiencia de la planta es del 80%, ¿cuál es su
capacidad efectiva?
Problema 6
¿Cuál es la producción esperada para una planta con
capacidad de diseño de 108 sillas por día si su capacidad
efectiva es de 90 sillas y su eficiencia del 90 por ciento?
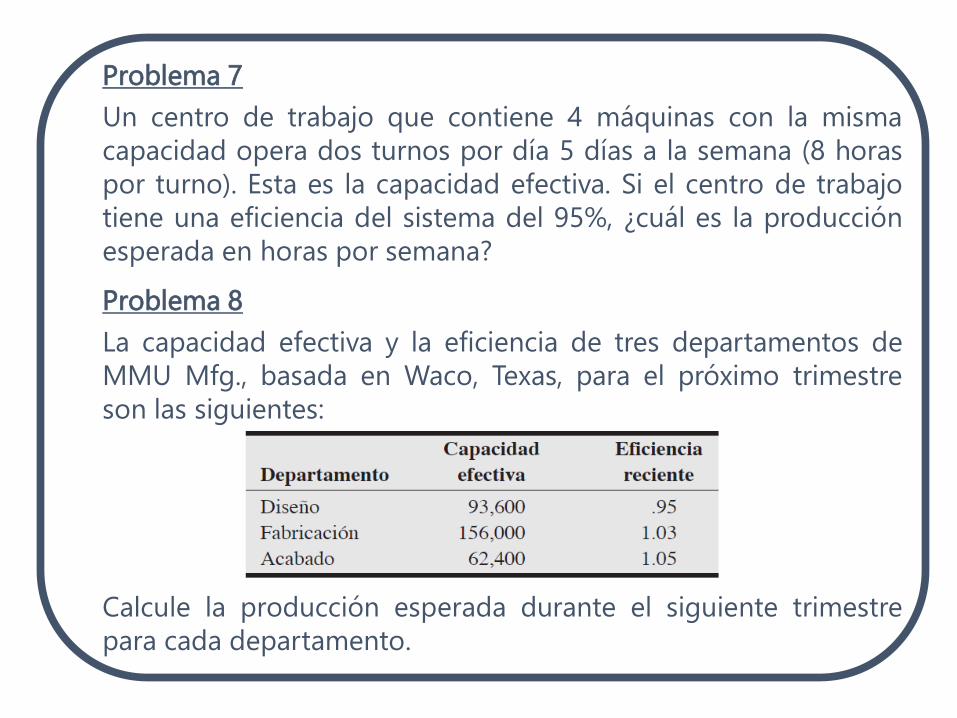
Problema 7
Un centro de trabajo que contiene 4 máquinas con la misma
capacidad opera dos turnos por día 5 días a la semana (8 horas
por turno). Esta es la capacidad efectiva. Si el centro de trabajo
tiene una eficiencia del sistema del 95%, ¿cuál es la producción
esperada en horas por semana?
Problema 8
La capacidad efectiva y la eficiencia de tres departamentos de
MMU Mfg., basada en Waco, Texas, para el próximo trimestre
son las siguientes:
Calcule la producción esperada durante el siguiente trimestre
para cada departamento.
Problema 9
Bajo condiciones ideales, una estación de servicio de
Fast Lube puede atender a 6 automóviles por hora. Se
sabe que la capacidad efectiva y la eficiencia de una
estación de servicio de Fast Lube son de 5.5 y 0.880,
respectivamente. ¿Cuál es el número mínimo de
estaciones de servicio que necesita Fast Lube para
alcanzar una producción anticipada de 200 automóviles
por cada jornada de 8 horas?
Problema 10
El programa de negocios de la Southeastern Oklahoma
State University tiene instalaciones y profesorado para
manejar una matrícula de 2,000 nuevos estudiantes por
semestre. Sin embargo, en un esfuerzo por limitar el
tamaño de las generaciones a un nivel “razonable” (en
general, abajo de 200), el decano de la universidad, Tom
Choi, estableció un tope de 1,500 nuevos estudiantes en la
inscripción. Aunque el semestre pasado hubo una
demanda amplia para los cursos de negocios, un problema
con los horarios permitió inscribir sólo a 1,450 estudiantes
en dichos cursos. ¿Cuál es la utilización y la eficiencia de
este sistema?
Respuestas
o Problema 2: 69.2%
o Problema 4: 88.9%
o Problema 6: 81 sillas
o Problema 8:
• Diseño = 88,920
• Fabricación = 160,920
• Acabado = 65,520
o Problema 9: 5.17 (ó 6) bahías o estaciones