Embed Size (px)
DESCRIPTION
tecsup
Citation preview
“La historia del comportamiento de las construcciones metálicas soldadas ha sido rica en percances, con una impresionante lista de desgracias personales y grandes pérdidas económicas. Son mundialmente conocidos los estrepitosos fallos por rotura frágil de diversas construcciones industriales debidos a falta de conocimientos metalúrgicos. En otros casos el fallo solía ocurrir en las pruebas de sobrecarga con que finaliza la fabricación y los acaecidos durante el servicio de la construcción soldada. Mención aparte merece la rotura frágil. Estas últimas suelen iniciarse en fisuras originadas por la operación de soldeo y se localizan en el área de la soldadura. Las grietas se generan en la martensita de la zona térmicamente afectada, ZAT, de la soldadura, bajo la acción del hidrógeno inoculado en el metal durante el soldeo y de las tensiones residuales de soldadura.
• Reconocer los efectos del calor en la soldadura. Los efectos del calor y las variables de soldeo en los materiales que son unidos por soldadura
• Conocer la metalurgia de la soldadura
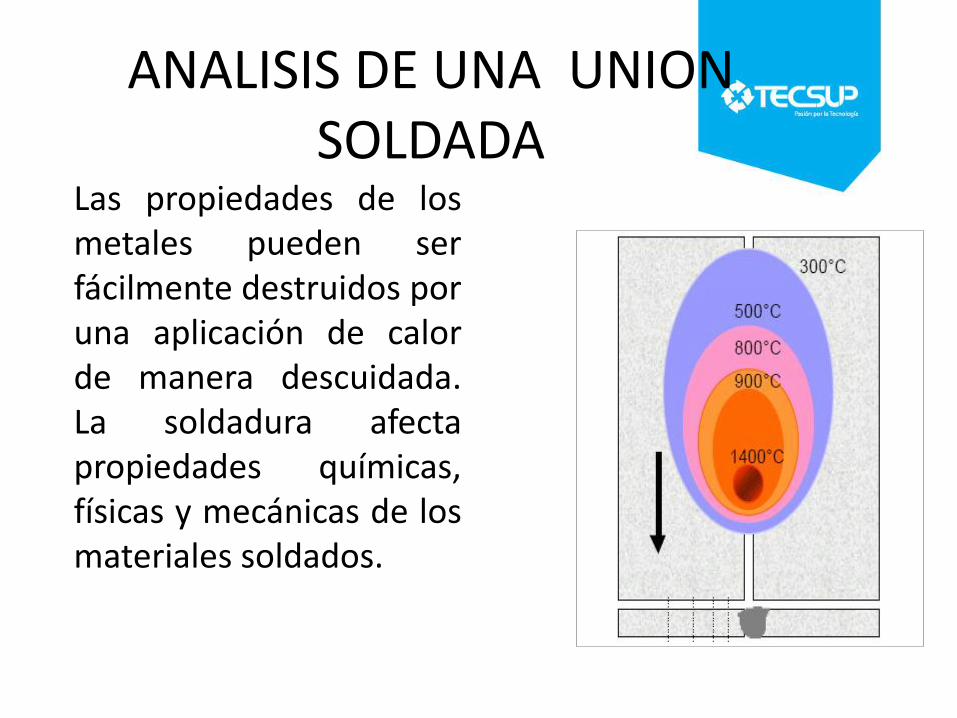
ANALISIS DE UNA UNION SOLDADA
Las propiedades de los metales pueden ser fácilmente destruidos por una aplicación de calor de manera descuidada. La soldadura afecta propiedades químicas, físicas y mecánicas de los materiales soldados.
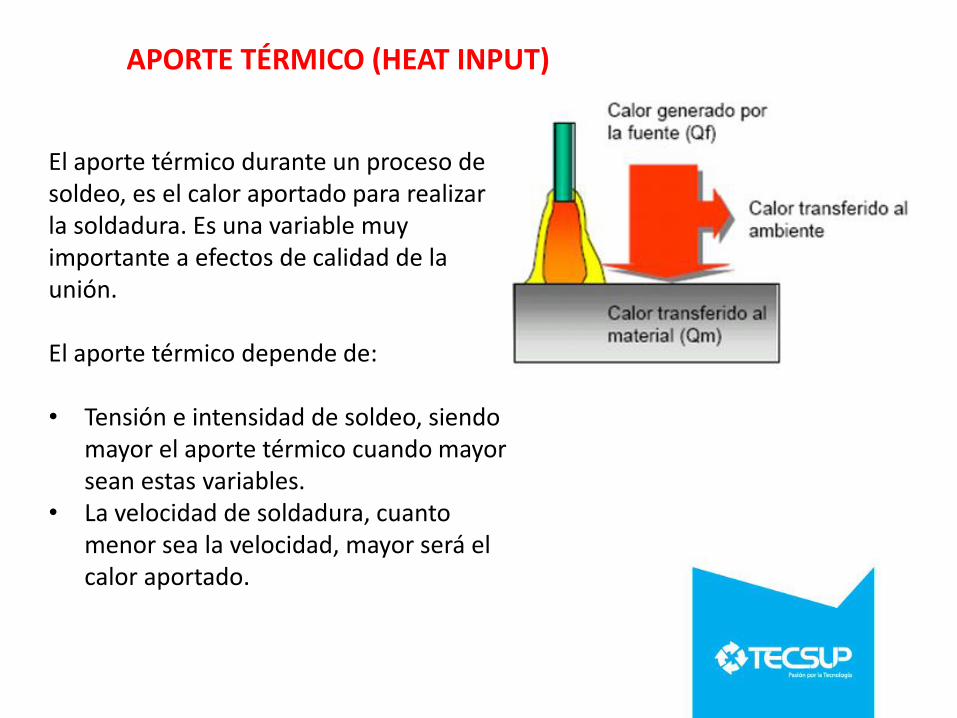
APORTE TÉRMICO (HEAT INPUT)
El aporte térmico durante un proceso de soldeo, es el calor aportado para realizar la soldadura. Es una variable muy importante a efectos de calidad de la unión. El aporte térmico depende de: • Tensión e intensidad de soldeo, siendo
mayor el aporte térmico cuando mayor sean estas variables.
• La velocidad de soldadura, cuanto menor sea la velocidad, mayor será el calor aportado.
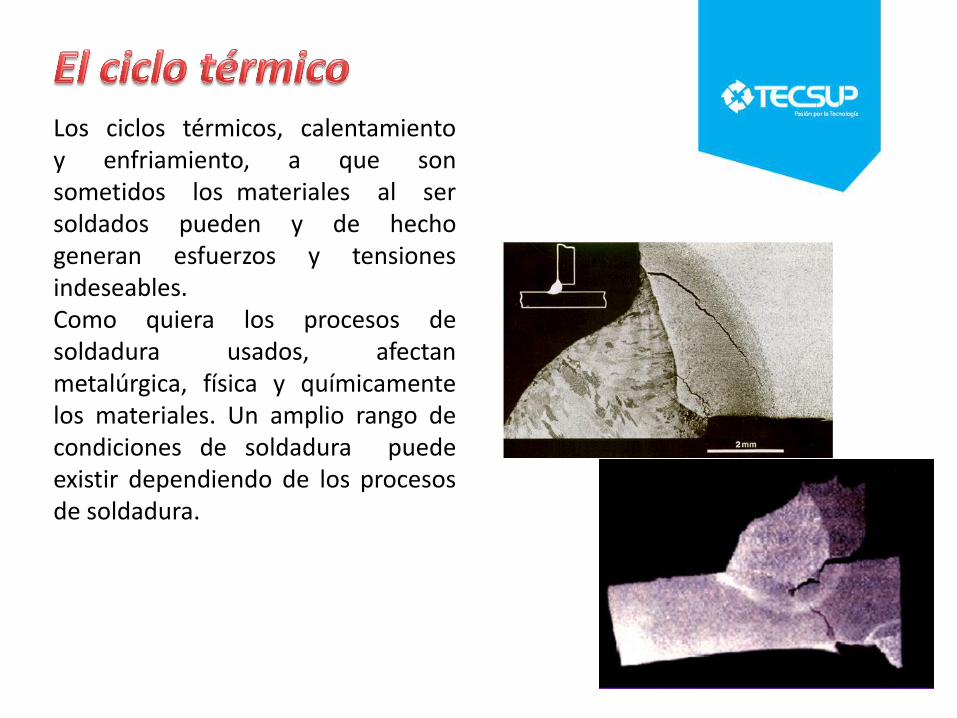
Los ciclos térmicos, calentamiento y enfriamiento, a que son sometidos los materiales al ser soldados pueden y de hecho generan esfuerzos y tensiones indeseables. Como quiera los procesos de soldadura usados, afectan metalúrgica, física y químicamente los materiales. Un amplio rango de condiciones de soldadura puede existir dependiendo de los procesos de soldadura.
Atmósfera de soldeo • Material de aporte • Material Fundente • Método o técnica de soldeo • Tratamiento térmico:
•Precalentamiento, •Post-calentamiento y/o •Temperatura interpases
Si el metal tiene características indeseables, respecto a la soldabilidad, el proceso puede facilitar el soldeo modificando uno o algunos de los siguientes factores:
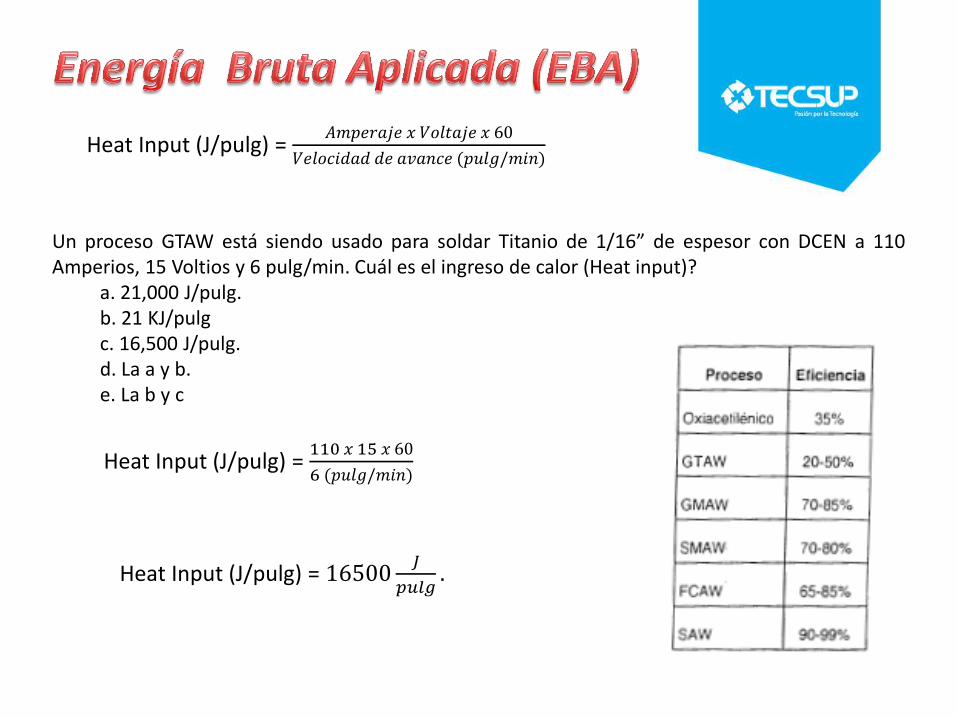
Un proceso GTAW está siendo usado para soldar Titanio de 1/16” de espesor con DCEN a 110 Amperios, 15 Voltios y 6 pulg/min. Cuál es el ingreso de calor (Heat input)?
a. 21,000 J/pulg. b. 21 KJ/pulg c. 16,500 J/pulg. d. La a y b. e. La b y c
Heat Input (J/pulg) = 𝐴𝑚𝑝𝑒𝑟𝑎𝑗𝑒 𝑥 𝑉𝑜𝑙𝑡𝑎𝑗𝑒 𝑥 60
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑎𝑣𝑎𝑛𝑐𝑒 (𝑝𝑢𝑙𝑔/𝑚𝑖𝑛)
Heat Input (J/pulg) = 110 𝑥 15 𝑥 60
6 (𝑝𝑢𝑙𝑔/𝑚𝑖𝑛)
Heat Input (J/pulg) = 16500𝐽
𝑝𝑢𝑙𝑔.
Heat Input (J/pulg) = 𝐴𝑚𝑝𝑒𝑟𝑎𝑗𝑒 𝑥 𝑉𝑜𝑙𝑡𝑎𝑗𝑒 𝑥 60
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑎𝑣𝑎𝑛𝑐𝑒 (𝑝𝑢𝑙𝑔/𝑚𝑖𝑛) x f
1. Un proceso FCAW está siendo usado para soldar un miembro de acero estructural a una columna. La soldadura está siendo efectuada con un electrodo autoprotegido de 3/32” y temperatura mínima de precalentamiento y entre pases de 150°F. Los parámetros de soldadura son ajustados a 30 Voltios, 250 Amperios y una velocidad de 12 pulg / min. Cuál es la entrada de calor (Heat input)? a. 375 J/pulg. b. 37500 J /pulg. c. 375 KJ / m d. La a y b e. La b y c 2. Un proceso de soldadura GMAW (en corto circuito), es producido a 18 Voltios, 100 Amperios y 22 pulg/min. Cuál es la entrada de calor (Heat input)? a. 238 J/pulg. b. 7333 J/pulg. c. 4909 J/pulg. d. 30 J/pulg. E) NA 3. Un proceso GMAW es mecanizado para soldar planchas de acero inoxidable contra barras de refuerzo de Cobre. El proceso es operado a 300 Amperios, 28 Voltios y 15 pulg / min. Cuál es el ingreso de calor (Heat input)? a. 650 KJ/pulg. b. 650,000 J/pulg. c. 165,000 J/pulg d. 16,500 J/pulg. E) NA
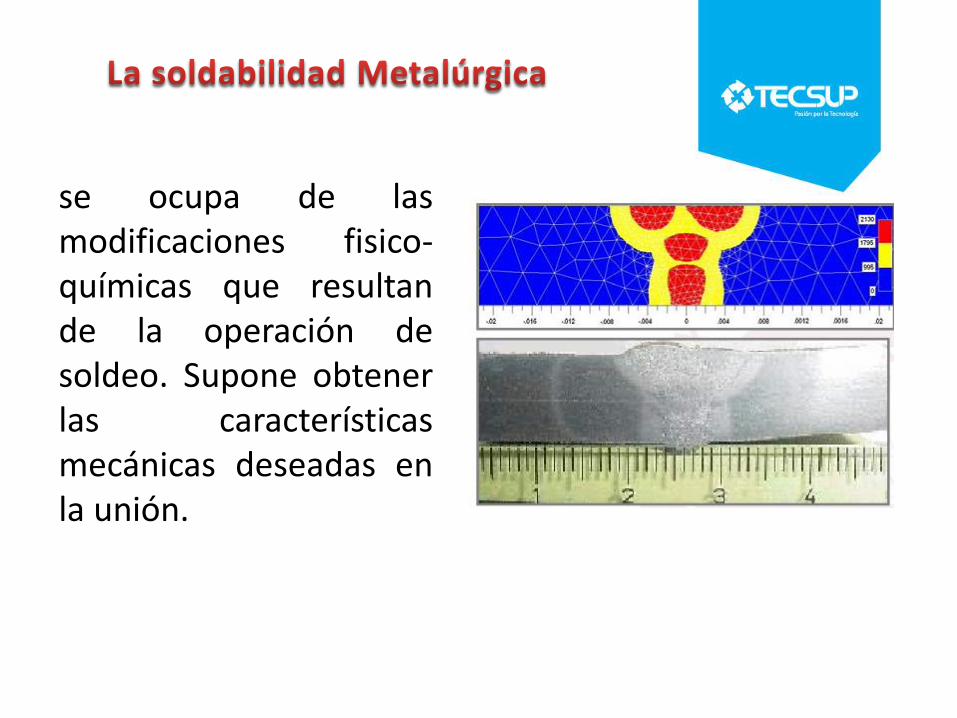
se ocupa de las modificaciones fisico-químicas que resultan de la operación de soldeo. Supone obtener las características mecánicas deseadas en la unión.
Los ciclos térmicos, calentamiento y enfriamiento, a que son sometidos los materiales al ser soldados pueden y de hecho generan esfuerzos y tensiones indeseables. Como quiera los procesos de soldadura usados, afectan metalúrgica, física y químicamente los materiales. Un amplio rango de condiciones de soldadura puede existir dependiendo de los procesos de soldadura.
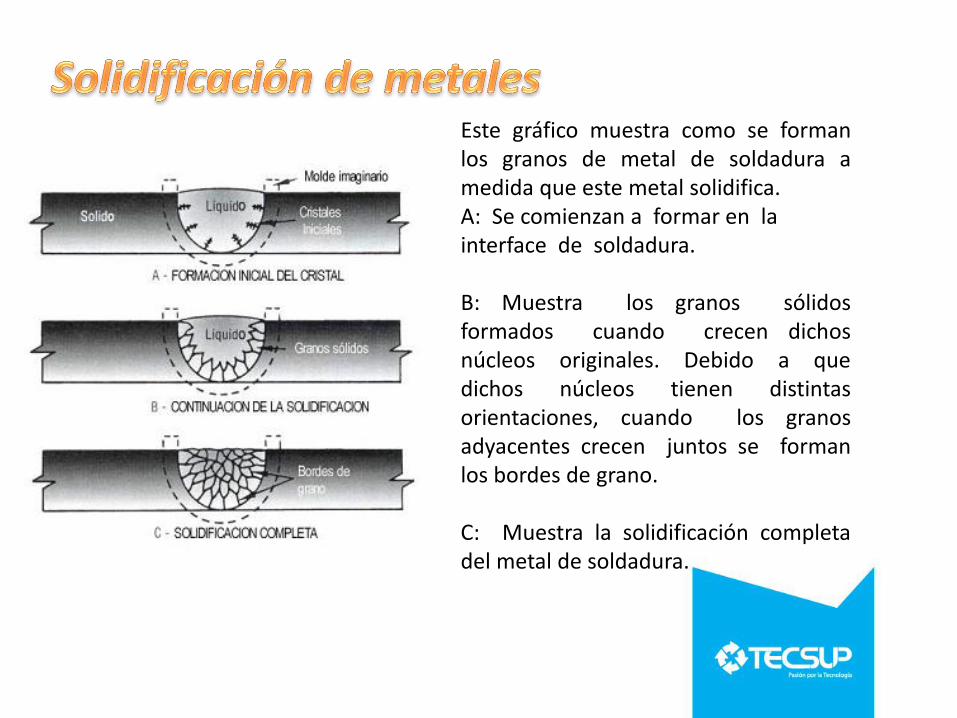
Este gráfico muestra como se forman los granos de metal de soldadura a medida que este metal solidifica. A: Se comienzan a formar en la interface de soldadura. B: Muestra los granos sólidos formados cuando crecen dichos núcleos originales. Debido a que dichos núcleos tienen distintas orientaciones, cuando los granos adyacentes crecen juntos se forman los bordes de grano. C: Muestra la solidificación completa del metal de soldadura.
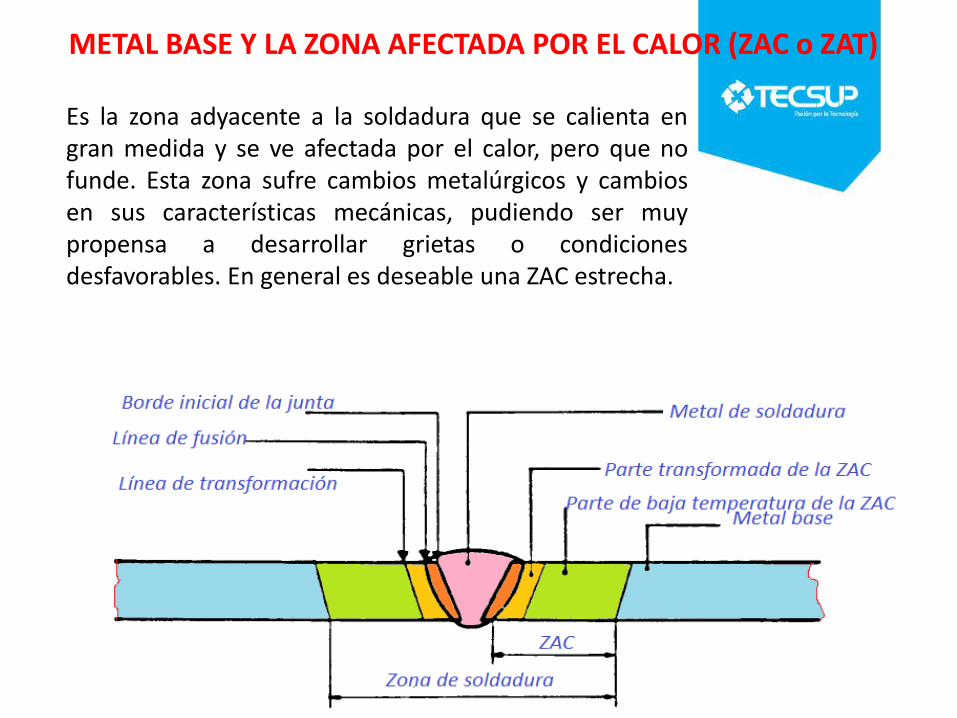
METAL BASE Y LA ZONA AFECTADA POR EL CALOR (ZAC o ZAT)
Es la zona adyacente a la soldadura que se calienta en gran medida y se ve afectada por el calor, pero que no funde. Esta zona sufre cambios metalúrgicos y cambios en sus características mecánicas, pudiendo ser muy propensa a desarrollar grietas o condiciones desfavorables. En general es deseable una ZAC estrecha.
Efectos del Calor
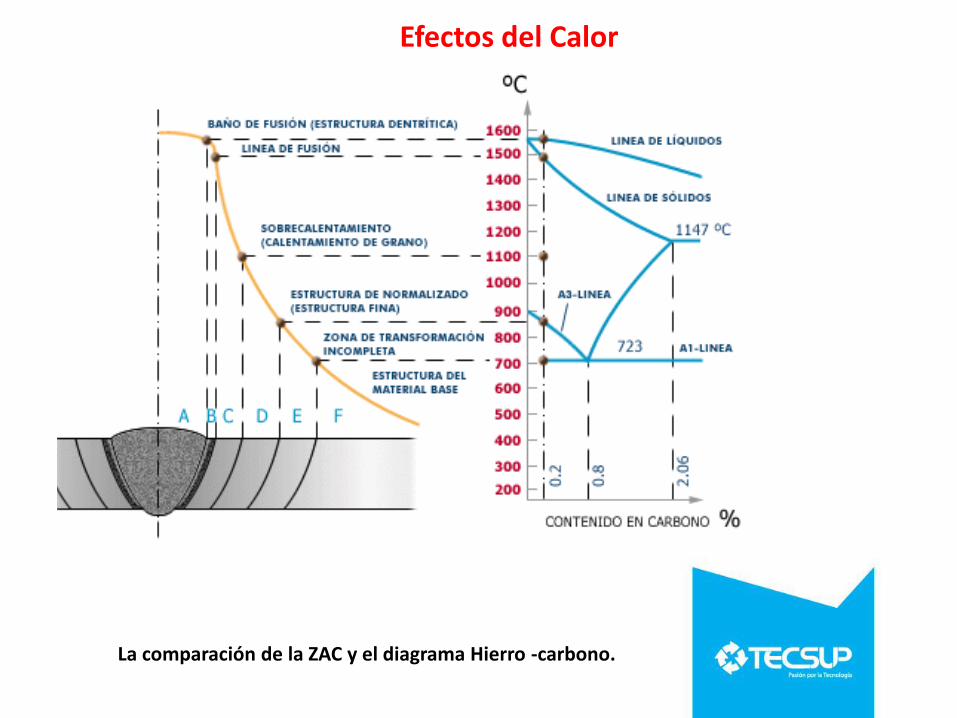
La comparación de la ZAC y el diagrama Hierro -carbono.
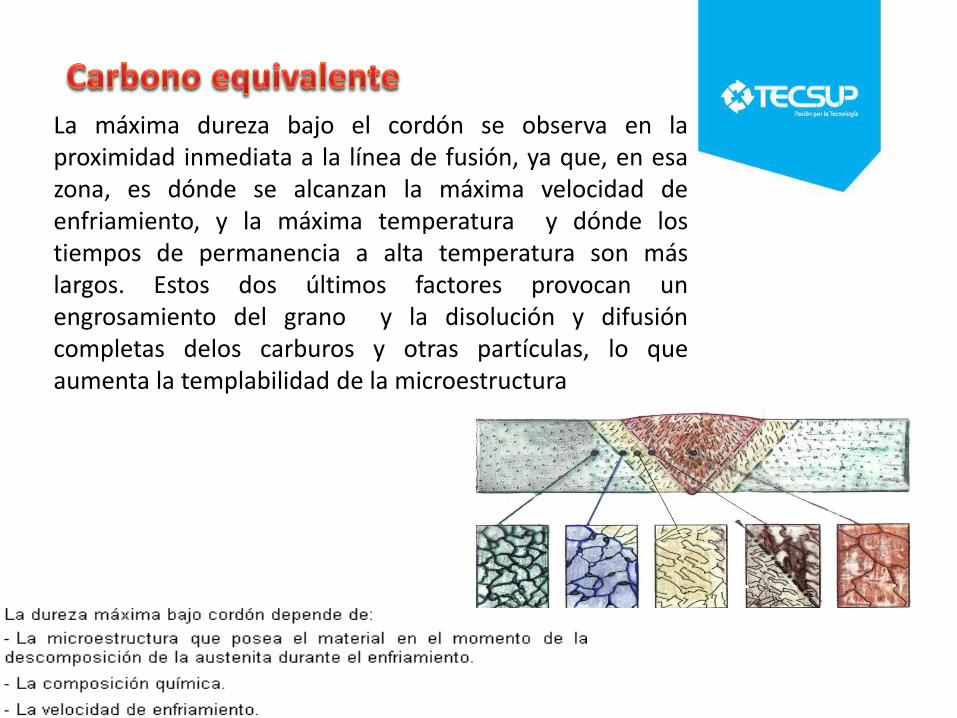
La máxima dureza bajo el cordón se observa en la proximidad inmediata a la línea de fusión, ya que, en esa zona, es dónde se alcanzan la máxima velocidad de enfriamiento, y la máxima temperatura y dónde los tiempos de permanencia a alta temperatura son más largos. Estos dos últimos factores provocan un engrosamiento del grano y la disolución y difusión completas delos carburos y otras partículas, lo que aumenta la templabilidad de la microestructura
La medida de la dureza de las soldaduras, en la Zona Afectada Térmicamente (ZAT) o (ZAC) Zona afectada por el calor, se considera a menudo como un medio práctico para obtener fácilmente información relativa a la soldabilidad de los aceros de construcción y al comportamiento en servicio de las uniones soldadas. En la soldadura los valores de dureza excesivos se han considerado en el tiempo como reveladores, en general, de las dificultades que durante la operación de soldeo, se plantean con relación a la fisuración en frío y durante el servicio con respecto al comportamiento de las uniones soldadas.
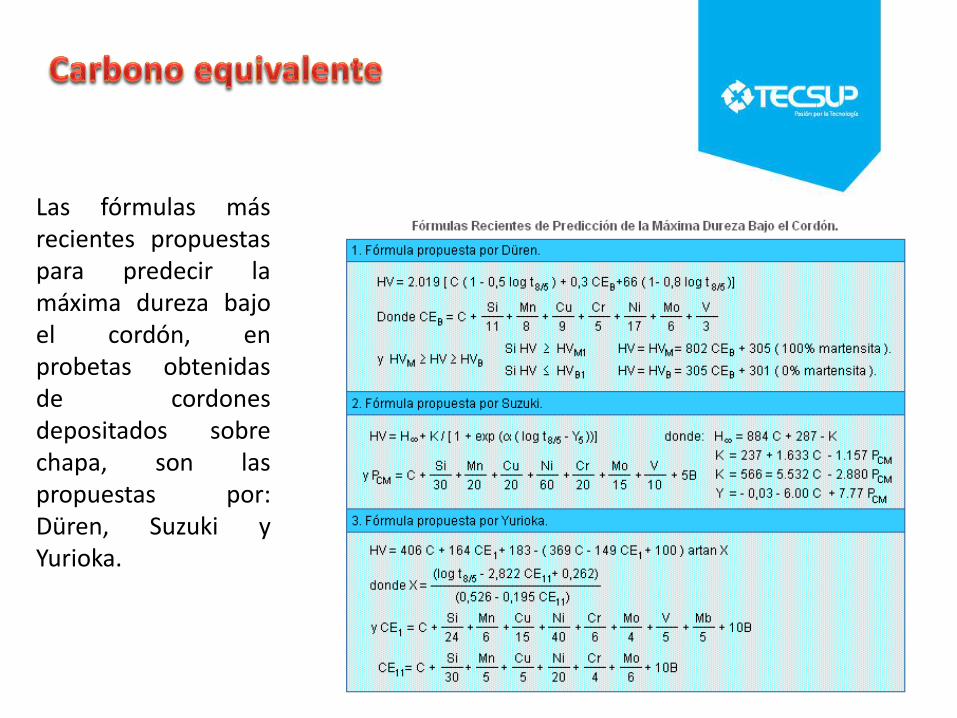
Las fórmulas más recientes propuestas para predecir la máxima dureza bajo el cordón, en probetas obtenidas de cordones depositados sobre chapa, son las propuestas por: Düren, Suzuki y Yurioka.
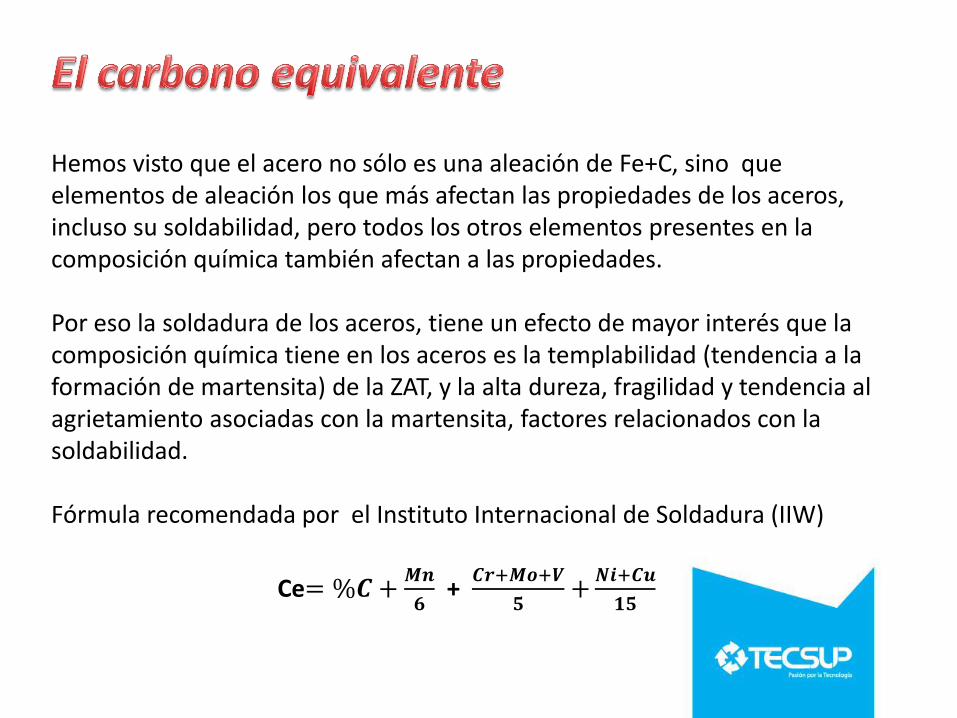
Hemos visto que el acero no sólo es una aleación de Fe+C, sino que elementos de aleación los que más afectan las propiedades de los aceros, incluso su soldabilidad, pero todos los otros elementos presentes en la composición química también afectan a las propiedades. Por eso la soldadura de los aceros, tiene un efecto de mayor interés que la composición química tiene en los aceros es la templabilidad (tendencia a la formación de martensita) de la ZAT, y la alta dureza, fragilidad y tendencia al agrietamiento asociadas con la martensita, factores relacionados con la soldabilidad. Fórmula recomendada por el Instituto Internacional de Soldadura (IIW)
Ce= %𝑪 +𝑴𝒏
𝟔 +
𝑪𝒓+𝑴𝒐+𝑽
𝟓 +
𝑵𝒊+𝑪𝒖
𝟏𝟓
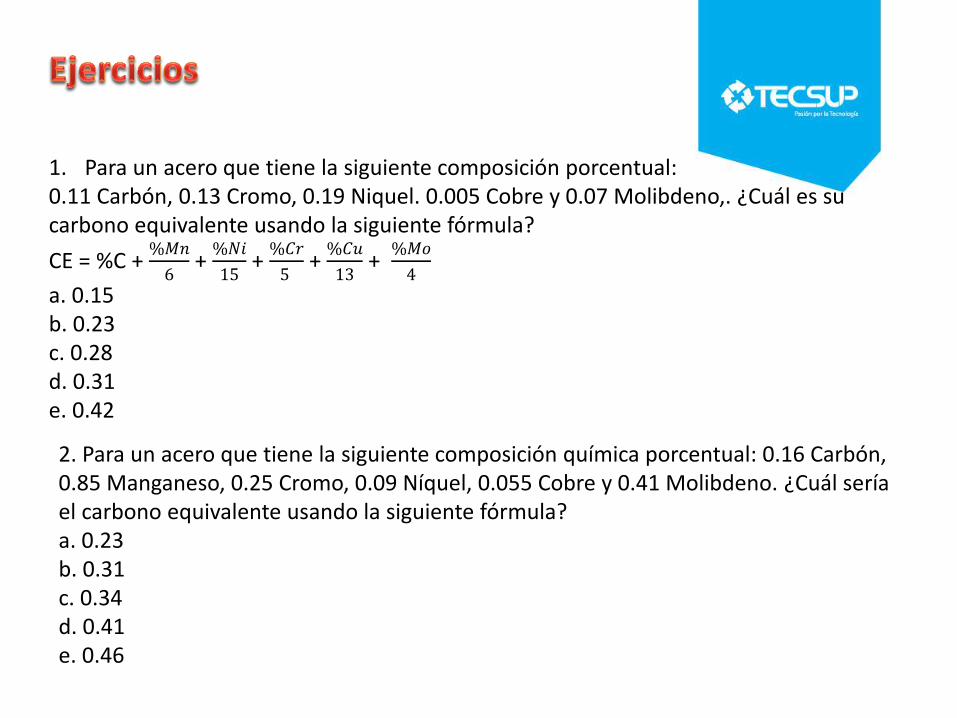
1. Para un acero que tiene la siguiente composición porcentual: 0.11 Carbón, 0.13 Cromo, 0.19 Niquel. 0.005 Cobre y 0.07 Molibdeno,. ¿Cuál es su carbono equivalente usando la siguiente fórmula?
CE = %C + %𝑀𝑛
6 +
%𝑁𝑖
15 +
%𝐶𝑟
5 +
%𝐶𝑢
13 +
%𝑀𝑜
4
a. 0.15 b. 0.23 c. 0.28 d. 0.31 e. 0.42 2. Para un acero que tiene la siguiente composición química porcentual: 0.16 Carbón, 0.85 Manganeso, 0.25 Cromo, 0.09 Níquel, 0.055 Cobre y 0.41 Molibdeno. ¿Cuál sería el carbono equivalente usando la siguiente fórmula? a. 0.23 b. 0.31 c. 0.34 d. 0.41 e. 0.46
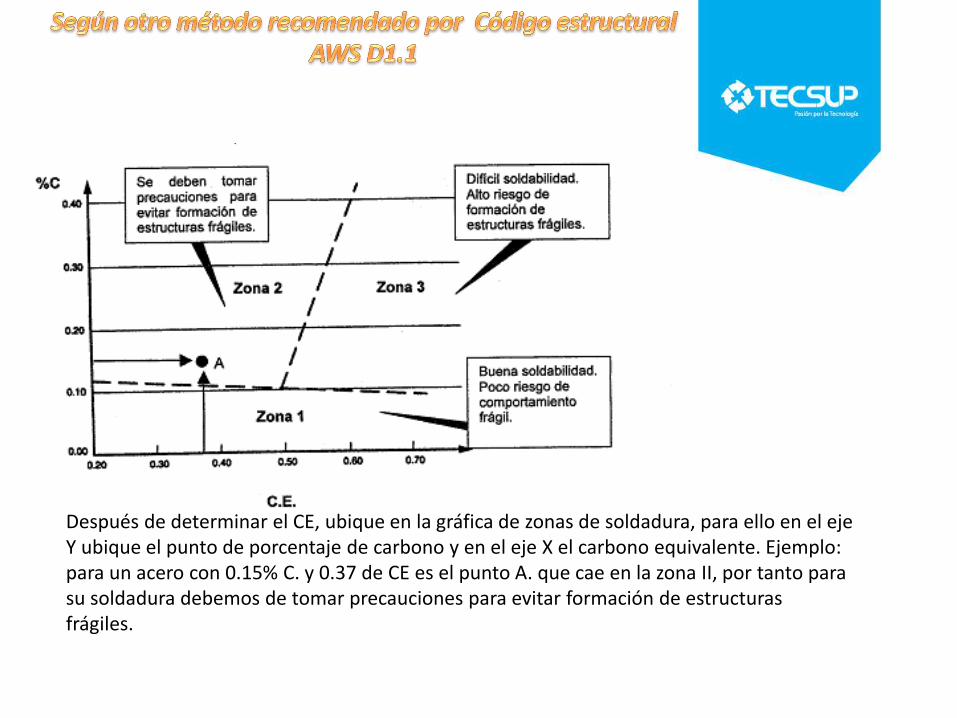
Después de determinar el CE, ubique en la gráfica de zonas de soldadura, para ello en el eje Y ubique el punto de porcentaje de carbono y en el eje X el carbono equivalente. Ejemplo: para un acero con 0.15% C. y 0.37 de CE es el punto A. que cae en la zona II, por tanto para su soldadura debemos de tomar precauciones para evitar formación de estructuras frágiles.
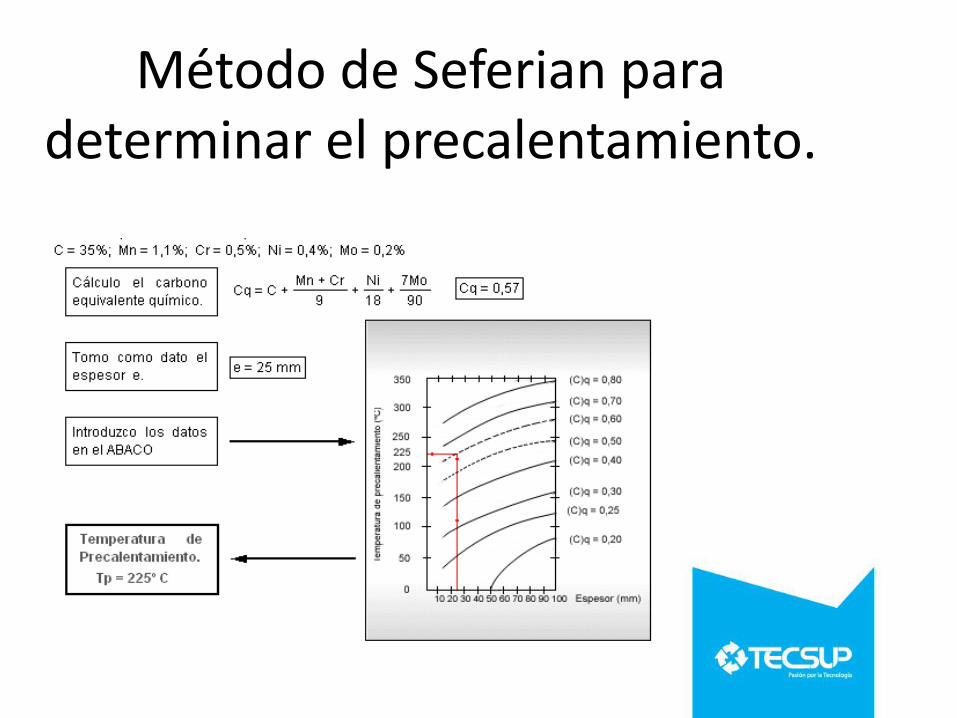
Método de Seferian para determinar el precalentamiento.
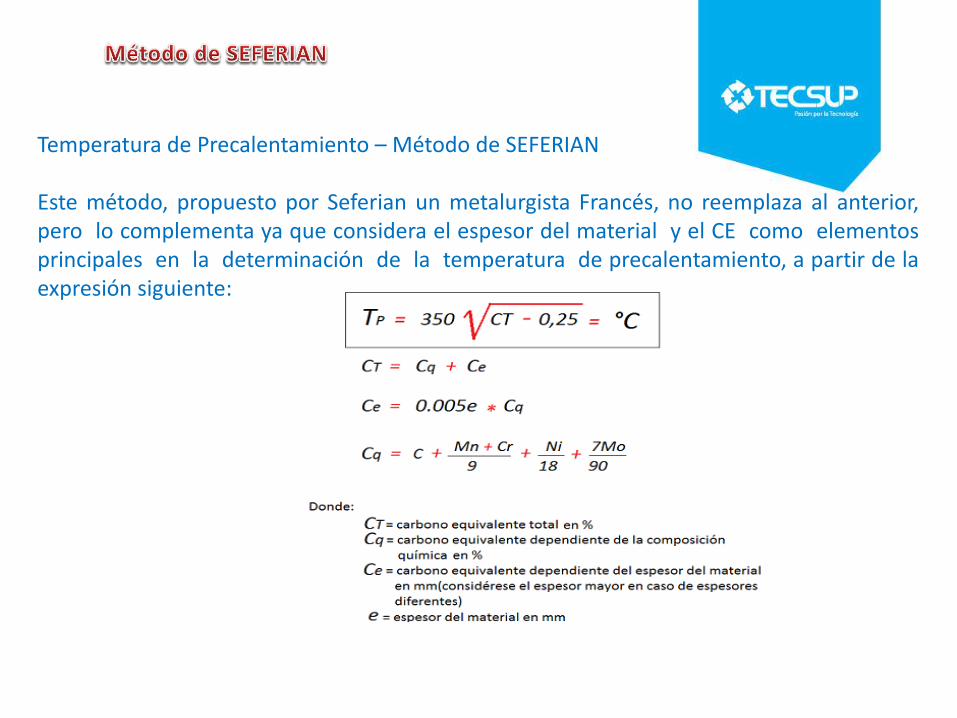
Temperatura de Precalentamiento – Método de SEFERIAN Este método, propuesto por Seferian un metalurgista Francés, no reemplaza al anterior, pero lo complementa ya que considera el espesor del material y el CE como elementos principales en la determinación de la temperatura de precalentamiento, a partir de la expresión siguiente:
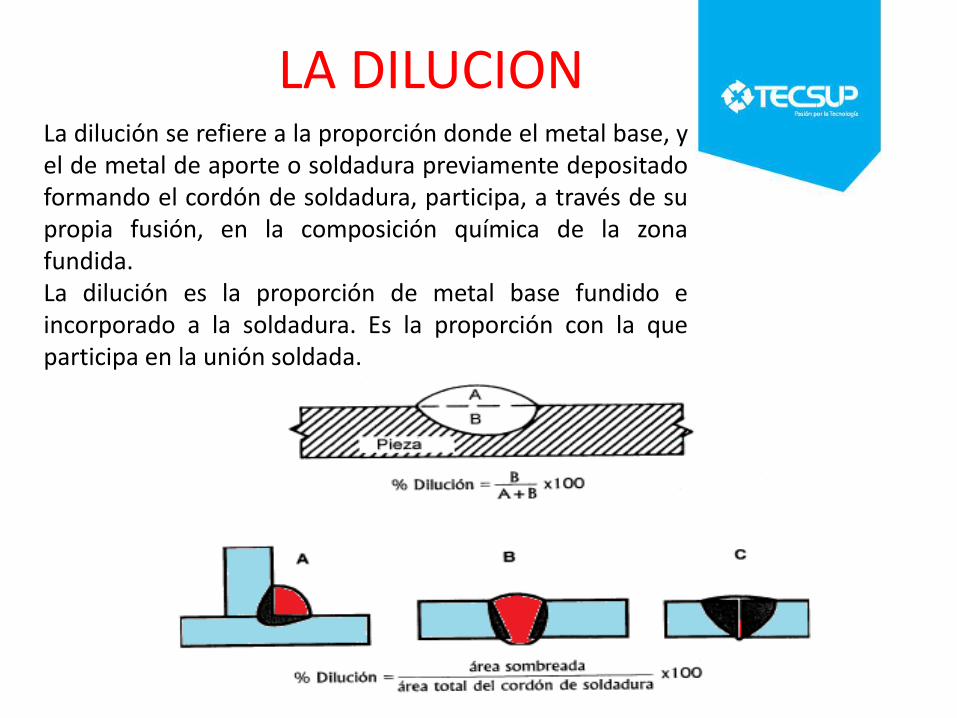
LA DILUCION La dilución se refiere a la proporción donde el metal base, y el de metal de aporte o soldadura previamente depositado formando el cordón de soldadura, participa, a través de su propia fusión, en la composición química de la zona fundida. La dilución es la proporción de metal base fundido e incorporado a la soldadura. Es la proporción con la que participa en la unión soldada.
• Introducción a la Metalurgia de la Soldadura Dr. Carlos Fosca – PUCP 4ta. E
• “Welding Handbook” American Welding Society 9na. E
• MAINTENANCE WELDING Edgar Graham – Prentice Hall
• WELDING Principles and Applications Larry Jeffus. Harold V. Johnson - 1984
• ACEROS AL CARBONO Y AL C-Mn Curso de Formación de Ingenieros
Europeos Int. de Soldadura – CESOL – 2005