Embed Size (px)
Citation preview

Công nghệ hànMIG/MAG

2
Nội dung chínhNội dung chính
• Tại khóa học này, chúngta sẽ thảo luận đến cácvấn đề chính sau:• An toàn trong công tác hàn• Các vấn đề cơ bản của quá
trình• Thiết lập chế độ cho thiết bị• Các thông số hàn• Ưu điểm và nhược điểm của
quá trình

3
Phạm viPhạm vi
• Để đạt được kết quả tốtnhất khi thực hiện quátrình Hàn GMAW, bạnphải nghiên cứu vào cácvấn đề sau:– Kỹ năng an toàn trong quá
trình thực hiện– Thiết lập và vận hành thiết
bị– Các tạo và duy trình sự ổn
định của hồ quang– Hàn ở nhiều vị trí với các
loại vật liệu hàn khác nhau– Kiểm tra chất lượng hàn
– Ký hiệu vật liệu hàn theotiêu chuẩn
– Các bước để trở thành thợhàn có tay nghề cao.

4
Vấn đề an toànVấn đề an toàn

5
Vấn đề an toànVấn đề an toàn
• Vấn đề an toàn của GMAW là bổxung dựa trên cơ sơ về các vấnđề an toàn đối với hàn hồ quangnói chung
• Hiểu và tuân thủ quy phạm về antoàn đối với hàn hồ quang củahiệu hội kỹ thuật hàn Mỹ (AWS)“ANSI Z49.1”. Và tiêu chuẩn Việtnam về an toan với thiết bị điệnnói chung – “TCVN 4726 – 89”
• Hiểu và tuân thủ những cảnh báovề an toàn được ghi trên nhãnmác của:
– Vỏ thiết bị hàn– Bỏ đóng gói của vật liệu hàn– Những tài liệu hướng dẫn sử
dụng đi kèm
ĐẶT CÂU HỎI CHO NGƯỜI HƯỚNGDẤN, Nếu bạn có bất kỳ thắc mắc nàovề vấn đề an toàn!
ĐẶT CÂU HỎI CHO NGƯỜI HƯỚNGDẤN, Nếu bạn có bất kỳ thắc mắc nàovề vấn đề an toàn!

6
Vấn đề an toànVấn đề an toàn• Khí và khói có thể gây nguy hiểm
– Khi thao tác, tránh đề đầu hướng về luồng khói– Sử dụng đủ các thiết bị thông gió, hút khói tại khu vực hồ quang. Tránh không để phạm vi
thở vào vung khối và khí hàn.– Thiết bị hút khói và thông gió có thể sử dụng mà không làm ảnh hưởng đến chất lượng của
mối hàn• Điện giật có thể gây chất người – Khi thợ hàn chạm đồng thời vào điện cực và vật
hàn hoặc đất.– Không chạm vào điện cực, hoặc phần kim loại của mỏ hàn với tay không hoặc khi mặc
quần áo ẩm ướt– Đảm bảo các dụng cụ bảo hộ luôn khô: Quần áo. Vật hàn và khu vực làm việc (nếu có thể)– Dây hàn là dây nóng khi nhấn cò khởi động hồ quang của mỏ hàn
• Tia tử ngoại từ hồ quang có thể làm tổn hại cho mắt và da – Sử dụng đúng loạikính bảo vệ khi thao tác.
Tham khảo chi tiết tại bộ tiêu chuẩn về kính bảo hộ hàn tại ANSI Z49.1

7
Vấn đề an toànVấn đề an toàn
• GHI NHỚ – Chai khí có yêu cầu đặc biệt về các điềukiện an toàn– Chai khi phải đảm bảo luôn đặt ở vị trí thẳng đứng– Chai khi phải được đặt ở khu vực xa hồ quang hàn & cắt,
nguồn nhiệt, khu vực dễ đánh lửa, và có ngọn lửa cháy– Tham khảo chi tiết tại quy phạn an toàn với hàn hồ quang
(ANSI Z49.1) hoặc TCVN 4245:1996 - Yêu cầu kỹ thuật antoàn trong sản xuất, sử dụng Oxy, Accetylen. để có thông tinđây đủ trong quá trình sử dụng chai khí hóa lỏng

8
Nguyên lý hàn GMAWNguyên lý hàn GMAW

9
Các định nghĩaCác định nghĩa
• GMAW là viết tắt của “GasMetal Arc Welding” Hàn hồquang trong môi trường khíbảo vệ.
• GMAW thông thường hiểu làhàn Mig / Mag
• Trong quá trình hàn, dây hànđi qua súng hàn và trở thànhkim loại điền đầy mối hàn.
• Không dùng thuốc hàn, khíhàn được sử dụng để bảo vệkim loại mối hàn khổi tác độngcủa yếu tố bên ngoài. Do đó,Hàn GMAW không tạo xỉ.

10
Các nguyên lýCác nguyên lý
• Khi khở động hồquang:-– Dây điện cực bắt
đầu được cấp quasúng hàn
– Dòng hàn trở thànhdòng điện nóng.
• Dòng hàn từ nguồn hàn, qua cáp hàn đến súng hàn, đi quađầu tiếp xúc đến dây hàn và qua hồ quan. Trên dòng hồ qua,dòng điện hàn tiếp tục qua kim loại cơ bản, cáp tiếp mát vàquay trở lại nguồn hàn.– Dòng khí bảo vệ đi qua súng hàn từ bép hàn

11
Các yếu tố của GMAWCác yếu tố của GMAW
• Nguyên lý quá trình hàn GMAW
Hướng di chuyển
Điện cực
1
Hồ quang
2
Bể hàn
3
Khí bảo vệ4
5Kim loại hàn
Thông thường, kéo trên nhữngtấm mỏng và đẩy trên những vậthàn dầy

12
1 – Vật liệu hàn1 – Vật liệu hàn
• Điện cực của hànGMAW là:– Dây kim loại– Cấp qua súng hàn bằng
đầu cấp dây– Đo bằng đơn vị mi-ni-
métDây hàn GMAW thường đóng góibằng các cuộn khối lượng tùythuộc và nhà sản xuất. Có thể lênđến 1000 pao (~480kg)

13
2 – Hồ quang hàn2 – Hồ quang hàn
• Hồ quang điện hànxuất hiện trong vùngkhí bảo vệ, ở vùnggiữa điện cực và vậthàn
Nhiệt độ của hồ quang có thểlên đến 10,000°F (9,727°C)

14
3 – Bể hàn3 – Bể hàn
• Khi điện cực và vậthàn được núng nóngvà nóng chảy, kimloại lỏng chảy tạothành dạng bể lỏng,vùng này được gọi làBỂ HÀN
• Đó là những hiệntượng mà thợ hàn cóthể quan sát thaytrong quá trình hàn
Dây ER70S-6 1.2mm đường kính,tốc độ cấp dây 9.8 m/ph, Điện áphàn 28.5V, Khí bảo vệ: 90% Ar/10% CO2.

15
4 – Khí bảo vệ4 – Khí bảo vệ
• Quá trình hàn GMAWlà quá trình hàn màkhí được dùng đểbảo vệ kim loại bểhàn khỏi tác độngcủa các yêu tố bênngoài.
• Khí thường sử dụnglà CO2, Argon, hoặcHỗn hợp cả 2 loại khí
Đồng hồ đo khí trên bình khí hiện thịlưu lượng khí và áp lực khí trong bình

16
5 – Kim loại mối hàn5 – Kim loại mối hàn
• Thợ hàn điều chỉnhdây hàn nóng chảy từhồ qua và xếp thànhđường hàn dạng vẩytạo thành kim loạimối hàn.
• Mối hàn của hànGMAW là không có xỉ Ví dụ: một đường hàn Mig
Nhôm

17
Ứng dụng của GMAWỨng dụng của GMAW

18
Các yếu tố của GMAWỨng dụng
Các yếu tố của GMAWỨng dụng
• 1 __________
• 2 __________
• 3 __________
• 4 __________
• 5 __________
• Nhìn lại những thành tố chính
Hướng di chuyển
12
3
4
5

19
Lắp rắp thiết bịLắp rắp thiết bị

20
Lắp ráp thiết bị hànLắp ráp thiết bị hàn
1. Nối cáp, định vị vật hàn2. Lựa chọn dây hàn
a. Lọai dâyb. Đường kính
3. Lựa chọn khí bảo vệ4. Bật nguồn hàn5. Điều chỉnh thông số dầu ra
a. Tốc độc cấp dâyb. Điện ápb. Dòng hàn
6. Điều chỉnh lưu lượng khíWhy would GMAW be a betterchoice than SMAW for this job?
21
Thông số quá trình hàn GMAWThông số quá trình hàn GMAW
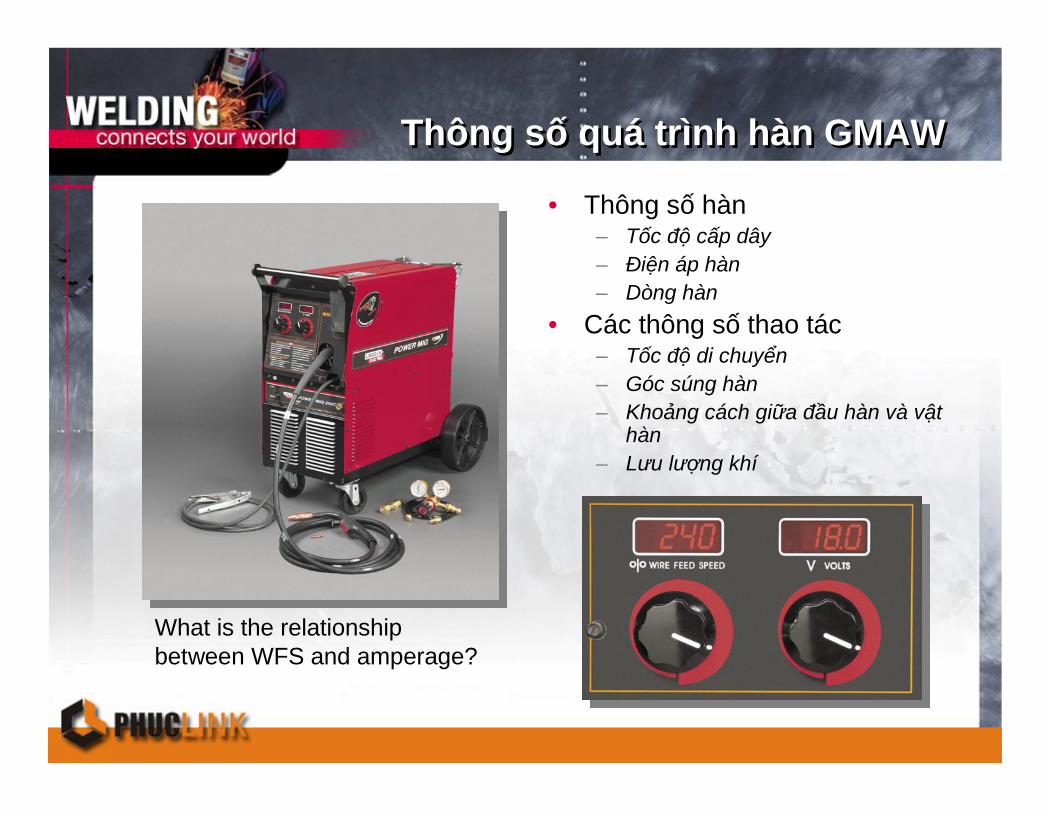
• Thông số hàn– Tốc độ cấp dây– Điện áp hàn– Dòng hàn
• Các thông số thao tác– Tốc độ di chuyển– Góc súng hàn– Khoảng cách giữa đầu hàn và vật
hàn– Lưu lượng khí
What is the relationshipbetween WFS and amperage?

22
Gây hồ quangVà mối hàn
Gây hồ quangVà mối hàn

23
Gây hồ quangGây hồ quang
• Đưa súng hàn vàovị trí mối hàn
• Vị trị mặt thợ hànđể bảo về mắt vàmặt
• Nhấn cò ở súnghàn và bắt đầu quátrình hàn What are some things to
consider before striking an arc?
24
Thao tác hànThao tác hàn
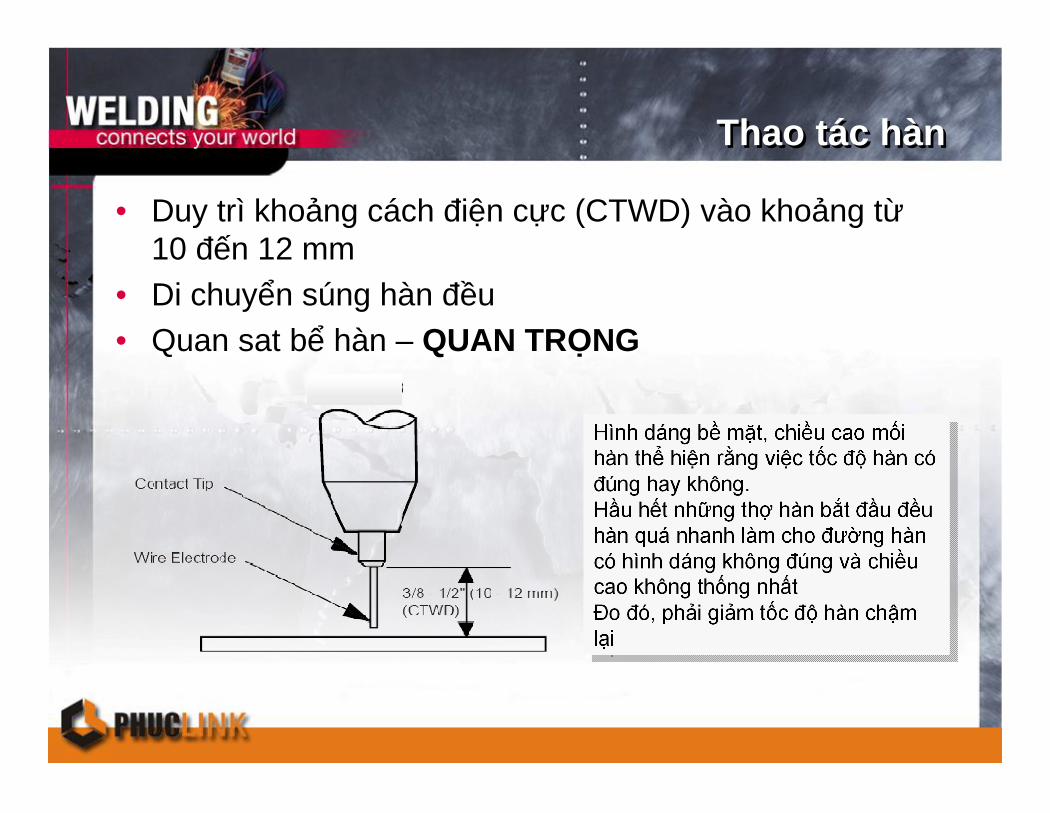
Hình dáng bề mặt, chiều cao mốihàn thể hiện rằng việc tốc độ hàn cóđúng hay không.Hầu hết những thợ hàn bắt đầu đềuhàn quá nhanh làm cho đường hàncó hình dáng không đúng và chiềucao không thống nhấtĐo đó, phải giảm tốc độ hàn chậmlại
Hình dáng bề mặt, chiều cao mốihàn thể hiện rằng việc tốc độ hàn cóđúng hay không.Hầu hết những thợ hàn bắt đầu đềuhàn quá nhanh làm cho đường hàncó hình dáng không đúng và chiềucao không thống nhấtĐo đó, phải giảm tốc độ hàn chậmlại
• Duy trì khoảng cách điện cực (CTWD) vào khoảng từ10 đến 12 mm
• Di chuyển súng hàn đều• Quan sat bể hàn – QUAN TRỌNG

25
Kết thúc mối hànKết thúc mối hàn
• Kết mối hàn bằng việcdừng hoặc quay trở lạimột bước nhỏ
• Nhả cò súng hoặc đưasúng hàn ra xa vùng hànsau khi kết thúc hồquang.
• Phần kết thúc là nhữnglõm lớn có thể là nguyênnhân gây nứt mối hàn
Crater cracks cannot betolerated on NASCAR radiators.
26
Hàn lại một đường hànHàn lại một đường hàn
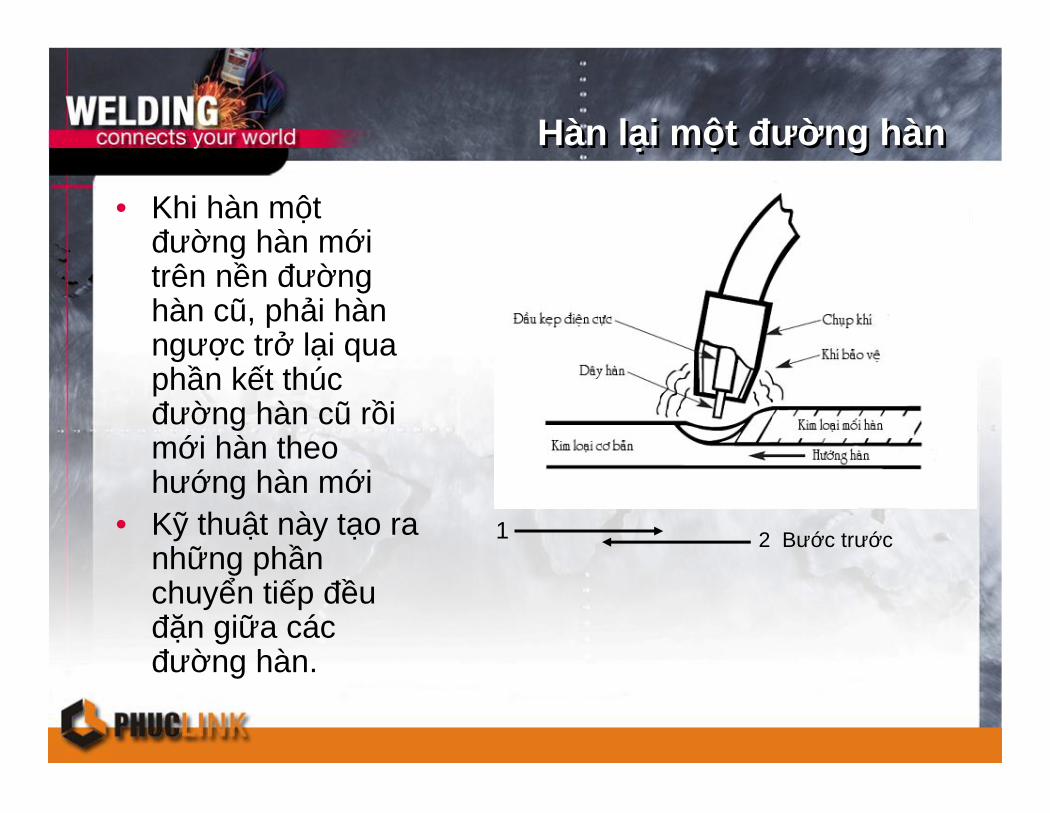
• Khi hàn mộtđường hàn mớitrên nền đườnghàn cũ, phải hànngược trở lại quaphần kết thúcđường hàn cũ rồimới hàn theohướng hàn mới
• Kỹ thuật này tạo ranhững phầnchuyển tiếp đềuđặn giữa cácđường hàn.
2 Bước trước1

27
Dạng chuyển mạchkim loại hàn
Dạng chuyển mạchkim loại hàn
28
Dạng dịch chuyển kim loạiDạng dịch chuyển kim loại
• GMAW is a process thatfeatures several distinctive,individual methods and typesof metal transfer
• The mode of metal transfer isdetermined by a number ofwelding variables– Voltage– Amperage– Shielding Gas
• By changing one or morevariables, you can go fromone metal transfer mode toanother
29
Dạng dịch chuyển kim loạiDạng dịch chuyển kim loại
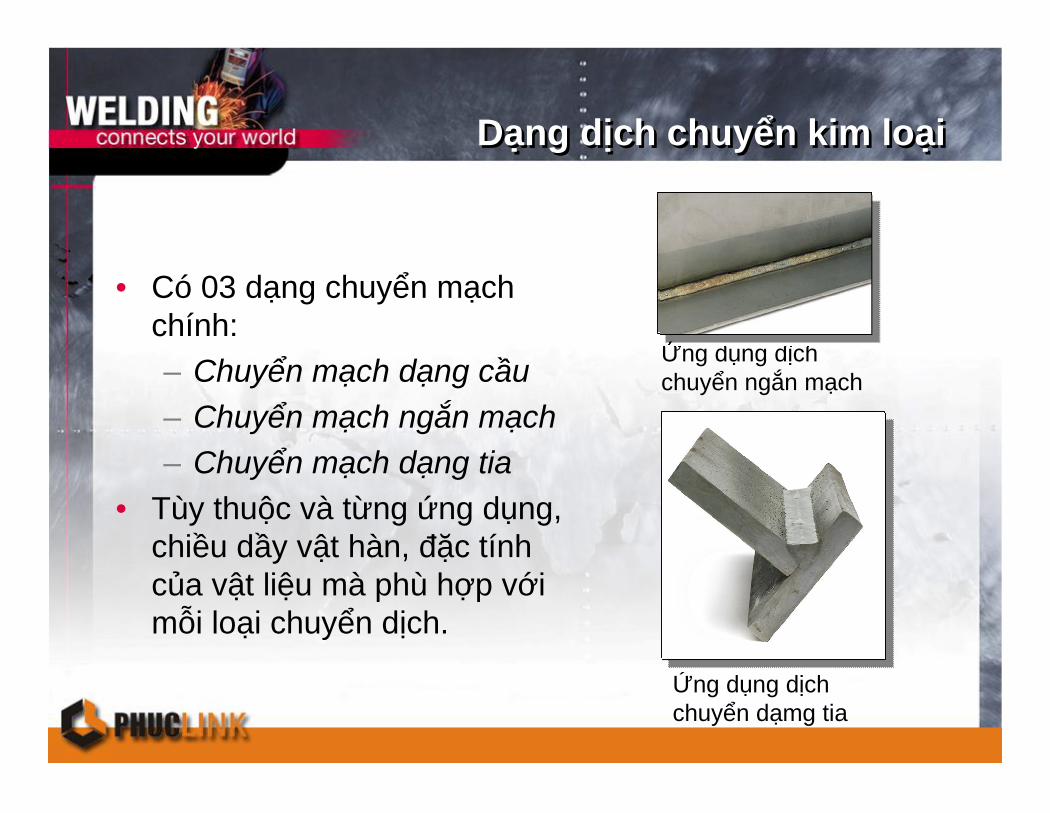
• Có 03 dạng chuyển mạchchính:– Chuyển mạch dạng cầu– Chuyển mạch ngắn mạch– Chuyển mạch dạng tia
• Tùy thuộc và từng ứng dụng,chiều dầy vật hàn, đặc tínhcủa vật liệu mà phù hợp vớimỗi loại chuyển dịch.
Ứng dụng dịchchuyển ngắn mạch
Ứng dụng dịchchuyển dạmg tia

30
Dịch chuyển dạng cầuDịch chuyển dạng cầu
• Với dạng hồ quangngắn mạch…– Giọt kim loại là những
giọt lớn tao ra và rơixuống bề hàn ở đầudây hàn.
– Dòng điện hàn ở mứcthấp. Khí bảo vệthành phần CO2 cao

31
Dịch chuyển ngắn mạchDịch chuyển ngắn mạch
• Với dạng hồ quangngắn mạch…– Hồ quang bắt đầu và
tạo giọt kim loại ngaytrên đầu mũi của dâyhàn
– Khi dây hàn chạm vậthàn, hiện tượng ngắnmạch xảy ra
– Giọt kim loại được tạothành và chuyển ngayxuống bể hàn

32
Dịch chuyển dạng tiaDịch chuyển dạng tia
• Dịch chuyển dạng tia:– Dòng hàn rất cao, nhiệt
cấp vào lớn và tốc độ đắpcao
– Giọt kim loại tạo ra rất nhỏvà chuyển vào bể hànthành những tia liên tụctheo hồ quang.
– Bể hàn rất dễ chảy lỏng.Thích hợp với vị trí hànsấp, ngang.
– Thành phần khí bảo vệ vớiArgon cao 85-90%

33
Ưu điểm vàNhược điểmƯu điểm và
Nhược điểm

34
Ưu điểmƯu điểm
• Hệ số hoạt động cao• Đơn giản• Ít phải làm sạch• Có thể sử dụng để hàn
nhiều loại kim loại khácnhau: Inox, Thép Carbon,Nhôm và các loại khác
• Có thể hàn ở tất các vị tríhàn

35
Nhược điểmNhược điểm
• Tính linh hoạt kém, ít cóthể di chuyển nhiều.
• Thiết bị đắt tiền hơn hànque.
• Khí bảo vệ có thể bị thổilệch vì gió. Vì vậy khó cóthể áp dụng ở môitrường công trường.
• Bức xạ nhiệt cao

36
Ký hiệu dây hàntheo AWS
Ký hiệu dây hàntheo AWS

37
ER70S-XElectrode – Điện cựcRod – Dạng queĐộ bền kéo tối thiểu - 70,000 psi Min.Solid – Dây đặcThành phần hóa học, Các oxit (Silic, Mangan&/hoặc Nhôm, Kẽm Và Titan) X=2,3,4,6,7 or G
Cách ký hiệu vật liệu hànCách ký hiệu vật liệu hàn

38
Bài thực hànhBài thực hành

39
Bài thực hành 1Bài thực hành 1
• Đầu bài: Thực hiện 1 đường hàn bằng việc sử dụng dạng dịch chuyển ngắnmạch. Bắt đầu và kết thức hồ quang đúng
• Thiết bị:– Máy hàn – Nguồn hàn & bộ Cấp dây tách rời
Có thể sử dụng PLMig 315– Máy hàn – Nguồn hàn tích hợp sẵn bộ cấp dây
Có thể sử dụng MARS 250• Vật liệu:
– Thép cácbon – 8mm hoặc dầy hơn Dây hàn: ER70S-6 Khí hàn: 100% CO2 hoặc hỗn hợp 25% CO2/ 75% Argon

40
Bài thực hành 2Bài thực hành 2
• Đầu bài: Thực hiện mối hàn góc ở liên kết hàn chồng với vị trí hàn ngang (2F)• Thiết bị:
– Máy hàn – Nguồn hàn & bộ Cấp dây tách rời Có thể sử dụng PLMig 315
– Máy hàn – Nguồn hàn tích hợp sẵn bộ cấp dây Có thể sử dụng MARS 250
• Material– Tấm thép Carbon – 10 mm– Dây hàn: ER70S-6– Khí hàn: 100% CO2 or 25% CO2/ 75% Agron
2F

41
Bài thực hành 3Bài thực hành 3
• Đầu bài: Thực hiện mối hàn góc ở liên kết hàn chữ T với vị tríhàn ngang (2F)
• Thiết bị:– Máy hàn – Nguồn hàn & bộ Cấp dây tách rời
Có thể sử dụng PLMig 315– Máy hàn – Nguồn hàn tích hợp sẵn bộ cấp dây
Có thể sử dụng MARS 250
• Material– Tấm thép Carbon – 10 mm– Dây hàn: ER70S-6– Khí hàn: 100% CO2 or 25% CO2/ 75% Agron
2F
42
Bài thực hành 4Bài thực hành 4
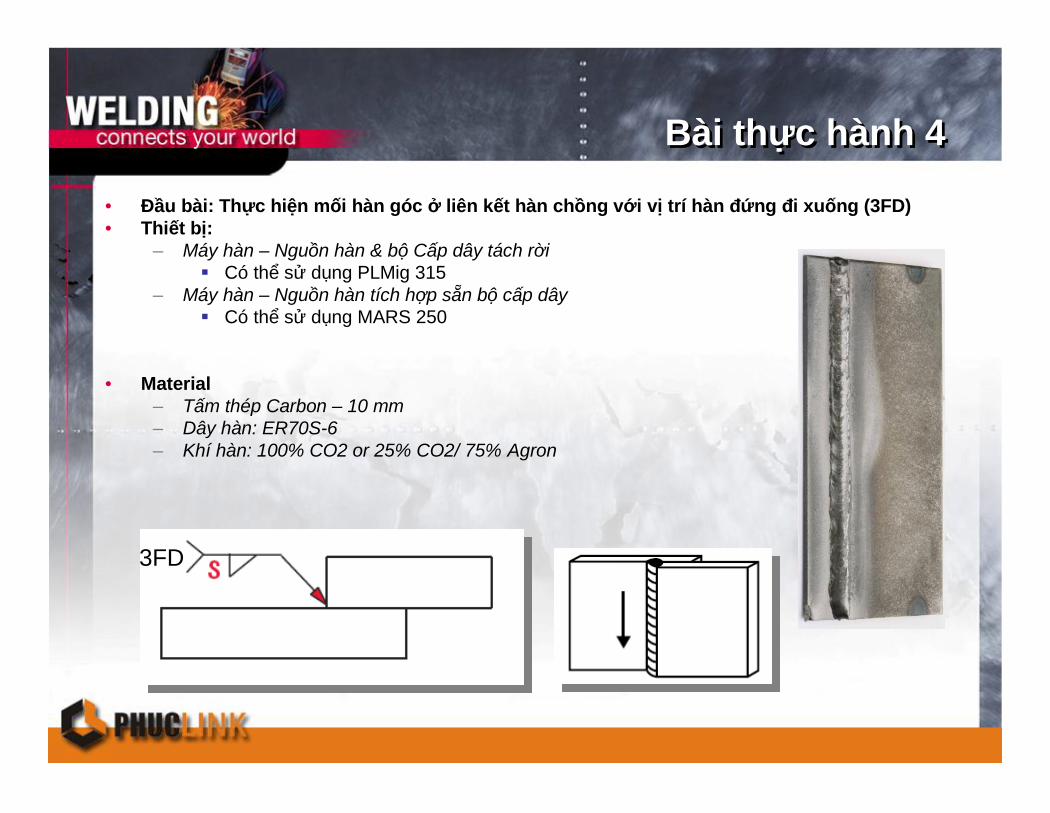
• Đầu bài: Thực hiện mối hàn góc ở liên kết hàn chồng với vị trí hàn đứng đi xuống (3FD)• Thiết bị:
– Máy hàn – Nguồn hàn & bộ Cấp dây tách rời Có thể sử dụng PLMig 315
– Máy hàn – Nguồn hàn tích hợp sẵn bộ cấp dây Có thể sử dụng MARS 250
• Material– Tấm thép Carbon – 10 mm– Dây hàn: ER70S-6– Khí hàn: 100% CO2 or 25% CO2/ 75% Agron
3FD

43
Bài thực hành 5Bài thực hành 5• Đầu bài: Thực hiện mối hàn góc ở liên kết hàn chữ T với vị trí hàn đứng đi xuống (3FD)• Thiết bị:
– Máy hàn – Nguồn hàn & bộ Cấp dây tách rời Có thể sử dụng PLMig 315
– Máy hàn – Nguồn hàn tích hợp sẵn bộ cấp dây Có thể sử dụng MARS 250
• Material– Tấm thép Carbon – 10 mm– Dây hàn: ER70S-6– Khí hàn: 100% CO2 or 25% CO2/ 75% Agron
3FD

44
Bài thực hành 6Bài thực hành 6
• Đầu bài: Thực hiện mối hàn giáp mối, không vát mép mối hàn,ở vị trí hàn đứng (3G)
• Thiết bị:– Máy hàn – Nguồn hàn & bộ Cấp dây tách rời
Có thể sử dụng PLMig 315– Máy hàn – Nguồn hàn tích hợp sẵn bộ cấp dây
Có thể sử dụng MARS 250
• Material– Tấm thép Carbon – 10 mm– Dây hàn: ER70S-6– Khí hàn: 100% CO2 or 25% CO2/ 75% Agron
3G

45
Bài thực hành 7Bài thực hành 7
• Đầu bài: Thực hiện mối hàn góc ởliên kết hàn chữ T với vị trí hàn trần(4F)
• Thiết bị:– Máy hàn – Nguồn hàn & bộ Cấp
dây tách rời Có thể sử dụng PLMig 315
– Máy hàn – Nguồn hàn tích hợpsẵn bộ cấp dây Có thể sử dụng MARS 250
• Material– Tấm thép Carbon – 10 mm– Dây hàn: ER70S-6– Khí hàn: 100% CO2 or 25% CO2/
75% Agron
4F

46
Bài thực hành 8Bài thực hành 8• Đầu bài: Thực hiện mối hàn 3 lớp hàn ở vị trí hàn
góc của liên kết hàn chữa T với vị trí hànngang(2F)
• Thiết bị:– Máy hàn – Nguồn hàn & bộ Cấp dây tách rời
Có thể sử dụng PLMig 315– Máy hàn – Nguồn hàn tích hợp sẵn bộ cấp dây
Có thể sử dụng MARS 250• Material
– Tấm thép Carbon – 10 mm– Dây hàn: ER70S-6– Khí hàn: 100% CO2 or 25% CO2/ 75% Agron
2F

47
Bài thực hành 9Bài thực hành 9
2F
• Đầu bài: Thực hiện mối hàn hàn góc của liên kếthàn chữa T sử dụng dạng dịch chuyển dạng tiavới vị trí hàn ngang (2F)
• Thiết bị:– Máy hàn – Nguồn hàn & bộ Cấp dây tách rời
Có thể sử dụng PLMig 315– Máy hàn – Nguồn hàn tích hợp sẵn bộ cấp dây
Có thể sử dụng MARS 250• Material
– Tấm thép Carbon – 10 mm– Dây hàn: ER70S-6– Khí hàn: 100% CO2 or 25% CO2/ 75% Agron





























