Embed Size (px)
Citation preview

Concepción de accionamientosde alta velocidad basados en husillos a bolas
Juan José Zulaika, Jokin Lekunberri, José Gorrotxategi
Separata de INAMayo 1999

3
Concepción de accionamientos de alta velocidad basados en husillos a bolasJuan José Zulaika, Jokin Lekunberri, José Gorrotxategi
1. IntroducciónDentro de las tecnologías que rodean almecanizado a alta velocidad, uno de losaspectos fundamentales es el desarrollode accionamientos de ejes de altadinámica basados en husillos a bolas.Estos accionamientos alcanzan unosrendimientos muy por encima de surango de trabajo habitual, situándose envelocidades en torno a los 120 m/min. y aceleraciones superiores a 1g, frente alrango habitual de 30 m/min. conaceleraciones muy por debajo de 1g.
Un accionamiento de altas prestacionesdebe conseguir una elevada productividadde la máquina, maximizando la velocidadde avance y la aceleración, y manteniendoconstante la fuerza de avance. Por otrolado, la precisión del accionamiento
viene marcada por dos aspectosfundamentales:• La rigidez dinámica y estática de los
elementos mecánicos de transmisión• La estabilidad térmica.El sistema de guiado debe serseleccionado de forma que permitaalcanzar las exigencias del accionamiento y,al mismo tiempo, soportar las elevadasfuerzas de inercia, manteniendo unaelevada precisión repetitiva.En el presente documento, la firmaFatronik System, S.A. de Elgoibar(Gipuzkoa), analiza diversas solucionesorientadas a la mejora del diseñomecánico de los accionamientos de altavelocidad. Algunas de estas solucioneshan quedado comprobadas experimen-talmente mediante la utilización de unbanco de ensayos diseñado al efecto.
2. Banco de ensayosEl banco de ensayos nace de la necesidadde evaluar y comprobar resultadosalcanzados analíticamente, que enmuchas ocasiones son obtenidos trasasumir hipótesis de dudosa validez. (Fig.1 y Fig. 2).El banco se concibe con un clarocarácter de versatilidad, de modo quesus características constructivaspermitan la utilización de una ampliagama de accionamientos, de carreras dehasta 4 m., de accionamientos clásicoscon husillo giratorio, o de husillos fijoscon tuerca giratoria, etc. Esta condiciónexige la utilización de un bastidor dedimensiones generosas.
Fig. 1 y Fig. 2 Vistas generales del banco de ensayos
4
Para atender estas especificaciones serealizaron los oportunos trabajos depredimensionado, que consistieron en:• Selección del mecanismo de avance:
husillo giratorio o tuerca giratoria• Selección de los valores: diámetro y
paso del husillo • Selección del sistema de guiado• Selección de las características del
motor • Selección de la relación entre poleas,
en caso de que fueran necesarias.
Excepto la solución obvia de utilizar unatuerca giratoria, dada la alta velocidad derotación a la que necesariamente deberíaestar sometido el husillo, las demásdecisiones exigían ser respaldadasanalíticamente, para lo que se desarrollóuna herramienta informática para elpredimensionado, que permitía optar porla combinación más favorable deparámetros.Entre las diversas soluciones quesatisfacían los requerimientos del ensayo,se seleccionaron los siguientes valores:
Fig. 5 Lubricación de la tuerca y del rodamiento
Tipo de Tuerca accionamiento giratoria
Paso del husillo 40 mm
Par motor 23 Nm
Par motor máximo 82 Nm
Masa a desplazar, máximo 350 kg
Reducción 1,33
Siguiendo con esta idea, se ha realizadouna primera aplicación, consistente en unaccionamiento de altas prestaciones queresponda a las siguientes especificaciones:• Velocidad máxima:
120 m/min.• Aceleración: ≥ 14 m/s2
• Masa a desplazar: 350 kg• Distancia entre apoyos del husillo:
2.000 mm.
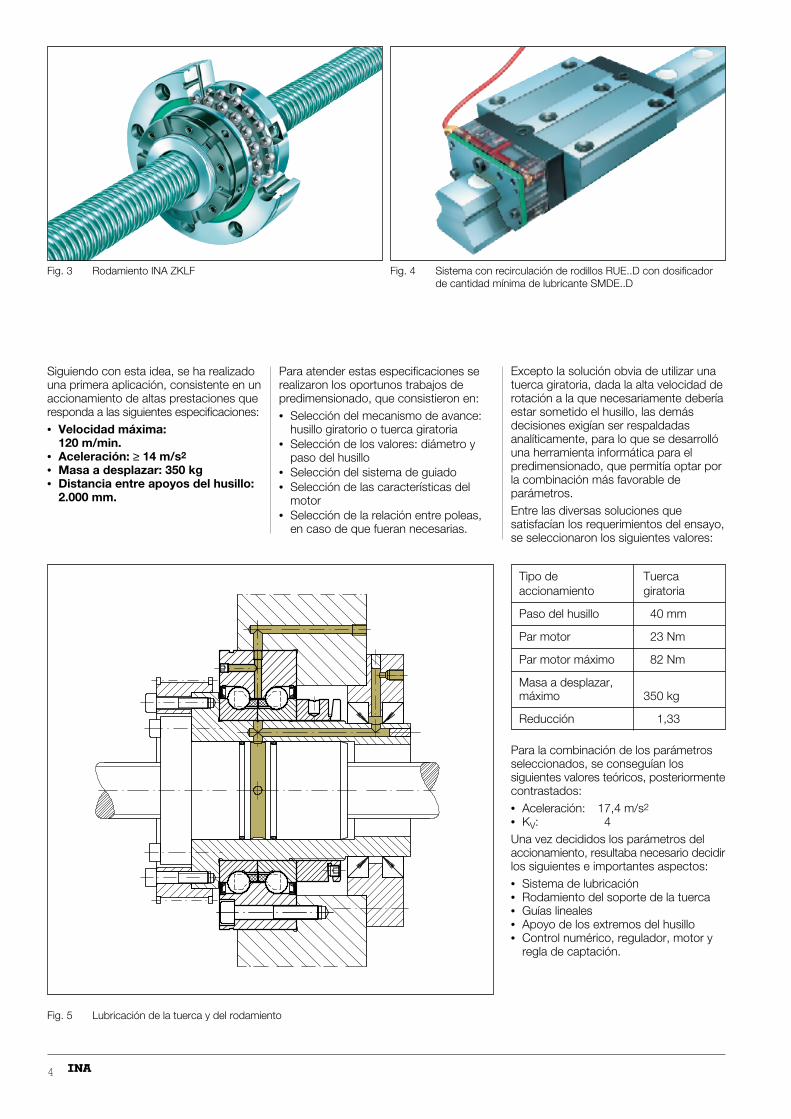
Fig. 4 Sistema con recirculación de rodillos RUE..D con dosificadorde cantidad mínima de lubricante SMDE..D
Fig. 3 Rodamiento INA ZKLF
Para la combinación de los parámetrosseleccionados, se conseguían lossiguientes valores teóricos, posteriormentecontrastados:• Aceleración: 17,4 m/s2
• KV: 4Una vez decididos los parámetros delaccionamiento, resultaba necesario decidirlos siguientes e importantes aspectos:• Sistema de lubricación• Rodamiento del soporte de la tuerca• Guías lineales• Apoyo de los extremos del husillo• Control numérico, regulador, motor y
regla de captación.
5
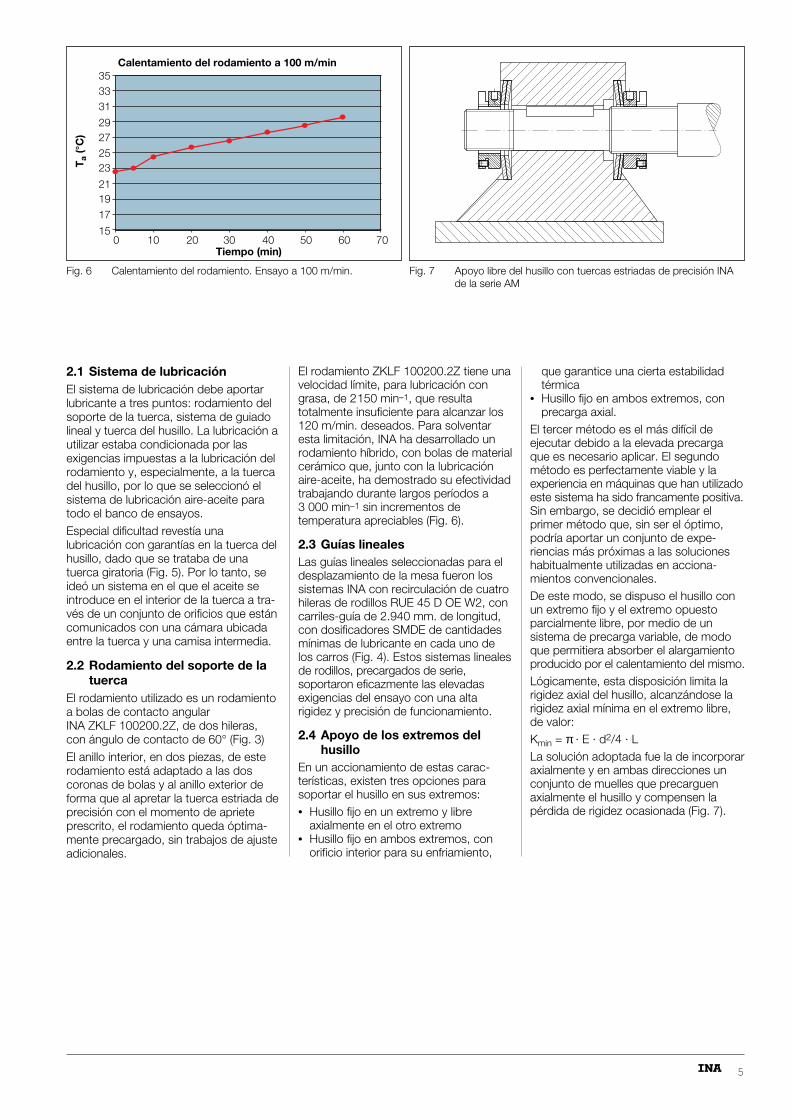
Fig. 7 Apoyo libre del husillo con tuercas estriadas de precisión INAde la serie AM
2.1 Sistema de lubricaciónEl sistema de lubricación debe aportarlubricante a tres puntos: rodamiento delsoporte de la tuerca, sistema de guiadolineal y tuerca del husillo. La lubricación autilizar estaba condicionada por lasexigencias impuestas a la lubricación delrodamiento y, especialmente, a la tuercadel husillo, por lo que se seleccionó elsistema de lubricación aire-aceite paratodo el banco de ensayos.Especial dificultad revestía unalubricación con garantías en la tuerca delhusillo, dado que se trataba de unatuerca giratoria (Fig. 5). Por lo tanto, seideó un sistema en el que el aceite seintroduce en el interior de la tuerca a tra-vés de un conjunto de orificios que estáncomunicados con una cámara ubicadaentre la tuerca y una camisa intermedia.
2.2 Rodamiento del soporte de la tuerca
El rodamiento utilizado es un rodamientoa bolas de contacto angularINA ZKLF 100200.2Z, de dos hileras,con ángulo de contacto de 60° (Fig. 3)El anillo interior, en dos piezas, de esterodamiento está adaptado a las doscoronas de bolas y al anillo exterior deforma que al apretar la tuerca estriada deprecisión con el momento de aprieteprescrito, el rodamiento queda óptima-mente precargado, sin trabajos de ajusteadicionales.
El rodamiento ZKLF 100200.2Z tiene unavelocidad límite, para lubricación congrasa, de 2150 min–1, que resultatotalmente insuficiente para alcanzar los120 m/min. deseados. Para solventaresta limitación, INA ha desarrollado unrodamiento híbrido, con bolas de materialcerámico que, junto con la lubricaciónaire-aceite, ha demostrado su efectividadtrabajando durante largos períodos a 3 000 min–1 sin incrementos detemperatura apreciables (Fig. 6).
2.3 Guías linealesLas guías lineales seleccionadas para eldesplazamiento de la mesa fueron lossistemas INA con recirculación de cuatrohileras de rodillos RUE 45 D OE W2, concarriles-guía de 2.940 mm. de longitud,con dosificadores SMDE de cantidadesmínimas de lubricante en cada uno de los carros (Fig. 4). Estos sistemas linealesde rodillos, precargados de serie,soportaron eficazmente las elevadasexigencias del ensayo con una altarigidez y precisión de funcionamiento.
2.4 Apoyo de los extremos delhusillo
En un accionamiento de estas carac-terísticas, existen tres opciones parasoportar el husillo en sus extremos:• Husillo fijo en un extremo y libre
axialmente en el otro extremo• Husillo fijo en ambos extremos, con
orificio interior para su enfriamiento,
que garantice una cierta estabilidadtérmica
• Husillo fijo en ambos extremos, conprecarga axial.
El tercer método es el más difícil deejecutar debido a la elevada precargaque es necesario aplicar. El segundométodo es perfectamente viable y laexperiencia en máquinas que han utilizadoeste sistema ha sido francamente positiva.Sin embargo, se decidió emplear elprimer método que, sin ser el óptimo,podría aportar un conjunto de expe-riencias más próximas a las solucioneshabitualmente utilizadas en acciona-mientos convencionales.De este modo, se dispuso el husillo conun extremo fijo y el extremo opuestoparcialmente libre, por medio de unsistema de precarga variable, de modoque permitiera absorber el alargamientoproducido por el calentamiento del mismo.Lógicamente, esta disposición limita larigidez axial del husillo, alcanzándose larigidez axial mínima en el extremo libre,de valor: Kmin = π · E · d2/4 · LLa solución adoptada fue la de incorporaraxialmente y en ambas direcciones unconjunto de muelles que precarguenaxialmente el husillo y compensen lapérdida de rigidez ocasionada (Fig. 7).
Fig. 6 Calentamiento del rodamiento. Ensayo a 100 m/min.
353331
29272523
211917
150 10 20 30 40 50 60 70
Calentamiento del rodamiento a 100 m/min
Tiempo (min)
Ta
(°C
)

6
3. EnsayosLos ensayos están aún en proceso deejecución. Sin embargo, se dio prioridada los ensayos que evidenciaran elcomportamiento térmico del acciona-miento.Se han realizado los siguientes ensayosespecíficos:• Evaluación de los focos de calor del
banco de ensayos• Ensayos para la determinación del
caudal óptimo de lubricante. Para la obtención de los mismos sedispuso de un conjunto de termore-sistencias, sensores de temperatura porinfrarrojos, detectores de proximidad y un convertidor analógico-digital.
3.1 Evaluación de los focos decalor del banco de ensayos
En la evaluación del comportamientotérmico del banco se determinaron unconjunto de puntos a analizar:• Tuerca del husillo• Rodamiento• Husillo• Guías lineales.
El sistema de lubricación empleado esaire-aceite. Este método, habitualmenteempleado en la lubricación de losrodamientos de husillos de trabajo ocabezales, presenta ventajas en cuantopermite alcanzar altas velocidades,generando pocas pérdidas por rozamien-to, al tiempo que tiene un bajo consumode aceite, aunque resulta difícil ajustar elcaudal óptimo del mismo. Siguiendo lasrecomendaciones del proveedor delsistema de lubricación, se eligió un aceitede viscosidad ISO-VG 68.
El banco fue sometido a una ampliagama de ensayos encaminados aobtener el volumen óptimo de aceite, con los siguientes resultados:
En la Fig. 11 se puede observar larelación entre el tiempo empleado por latuerca en alcanzar 70 °C y el volumen deaceite introducido, para una velocidad deavance de 100 m/min. Se aprecia queeste tiempo es máximo para un caudalde aceite próximo a los 2 mm3/min. Laspruebas realizadas a otras velocidadesde avance mostraron un comportamientomuy similar.
Fig. 8 Ensayo realizado a 100 m/min
En la Fig. 8 se describe la evolución de latemperatura de cada componente en unperiodo de tiempo de 60 minutos, siendola velocidad de avance de 100 m/min.
Como era de esperar, el punto másconflictivo resultó ser la tuerca del husillo.Los demás puntos no ofrecían ningunaproblemática especial desde el punto devista térmico, por lo que los esfuerzos sedirigieron a mejorar el comportamientotérmico de la tuerca.
En la Fig. 9 se observa la curva decalentamiento de la tuerca, que presentaun calentamiento inicial rápido y una faseposterior de estabilización cuyacontinuidad está estrechamente ligada alvolumen de aceite lubricante introducido.
Paralelamente, fue analizada la dilatacióndel husillo, presentando los resultadosque se muestran en la Fig.10
3.2 Optimización de la lubricaciónDado que la primera limitación delaccionamiento ensayado viene derivadapor un calentamiento rápido de la tuerca,resulta necesario optimizar la lubricaciónde la misma.
Calentamiento en diversos puntos
Tiempo (min)
Tuerca
Husillo
Guías
Rodamiento
Ta
(°C
)65
55
45
35
25
150 10 20 30 40 50 60 70
Fig. 10 Alargamiento del husillo
Fig. 9 Calentamiento de la tuerca
Evolución de la temperatura de la tuerca
Deformación térmica del husillo
Ta husillo (°C)
Elo
ngac
ión
husi
llo(m
m)
60
0,2
0,15
0,1
0,05
0
50
40
30
20
10
10 20 30 40 50 60 70 80 90
20 22 24 26 28 30 32
10000
Tiempo (min)
Ta-
To

7
Datos respecto a los autoresLos ingenieros en construcción demáquinas Juan José Zulaika, JokinLekunberri y José Gorrotxategi soncolaboradores de Fatronik System,S.A. de Elgoibar (Gipuzkoa), en España.Persona de contacto:Ing. José Miguel AzkoitiaEste proyecto ha sido coordinado por el Dipl.-Ing. (FH) Martin Schreiberresponsable de aplicaciones en máquinasde producción y sistemas, de INA Wälzlager Schaeffler oHG,Herzogenaurach (Alemania).
En la Fig. 12 se puede observar cómovaría la temperatura de la tuerca paradistintos caudales de aceite, tomando sutemperatura transcurrido un período detiempo constante para todas las pruebas.En el caso de la Fig. 12, se ha tomado unintervalo de tiempo de 20 minutos antesde realizar las mediciones, siendo lavelocidad de avance, en todos los casosensayados, de 100 m/min.Podemos observar que el caudal óptimocoincide con el reflejado en la Fig.11, que es del orden de los 2 mm3/min.Asimismo, se han detectado otrosmínimos locales para otros caudales,pero dichos puntos reflejan valores detemperatura superiores al punto óptimo.
4. ConclusionesEste trabajo presenta un conjunto depropuestas, básicamente mecánicasque, junto con mejoras en la rigidezestática y dinámica de los elementosmecánicos, ponen de manifiesto laviabilidad de los accionamientos de altavelocidad.Esta nueva generación de accionamientosbasados en husillos a bolas abre unespectacular campo de aplicación que vadesde máquinas ligeras a máquinaspesadas e incluye la posibilidad de serincorporados a máquinas ya existentes.
Bibliografía[1] Weck M.:
“Handbook of Machine Tools”, John Wiley & Sons, Vol. 2 y 3
[2] Schulz H.:“Hochgeschwindigkeitsbearbeitung.High Speed Machining”, Carl Hanser Verlag
[3] Schulz H.:“High Speed Milling of Metal andNonmetal Materials”, Carl Hanser Verlag
[4] Ogata K.:“Ingeniería de Control Moderna”,Prentice Hall, 1993
[5] Lorosh H.:“Reliable Lubrication of Machine ToolBearings”, FAG WL 02 113 E
[6] Koren Y., Lo C.C.: “Advanced Controllers for FeedDrives”, annals of the CIRP,Vol. 41/2/1992
[7] Uriarte L.G.:“Ensayo de accionamientos”Jornadas sobre Control yAccionamientos.Fundación Tekniker, Nov. 1996
[8] T. Frank y E. Lunz:“Eje de accionamiento de altavelocidad con husillo a bolas“, Artículo de la revista “Antriebs-technik”, nº 1, Enero 1998, publicado por INA
Fig. 12 Calentamiento de la tuerca para distintos caudalesFig. 11 Tiempo transcurrido en llegar a 70 °C, para distintos caudales
Optimización de la lubricación Calentamiento de la tuerca
Q (mm3/min) Q (mm3/min)
Tie
mp
o 7
0°C
(min
)
Ta
Tue
rca
del
hus
illo
(°C
)120
100
80
60
40
55
0 50 100
50
45
40
35
30
20
00 5 10 15 20

Sac
h-N
r. 0
05-1
61-2
58/A
HK
E-E
049
91 ●●
·Im
pres
o en
Ale
man
ia
INA Rodamientos, s. a.
Polígono Pont Reixat08960 Sant Just DesvernBarcelonaTeléfono 934 803 410Fax 933 729 250http://www.ina.com/es





























