Embed Size (px)
Citation preview

Sao Paulo, Brasil 14/septiembre/2006
STEEL CONSTRUCTION IN
MEXICO: Challenges and Competitiveness
CONSTRUCCION EN
ACERO EN MÉXICO: Desafíos y Competitividad
CONSTRUCCION EN
ACERO EN MÉXICO: Desafíos y Competitividad
M. en I. Ismael Vázquez Martínez

Sao Paulo, Brasil 14/septiembre/2006
¿Cómo ha evolucionado la estructura metálica a través de los años?
ANTECEDENTES

Sao Paulo, Brasil 14/septiembre/2006
1796: primera estructura metálica en Shrewsbury, Inglaterra.
1889: primer rascacielos con estructura metálica (Rand McNally Building) en Chicago.
1909: primer nave prefabricada por Butler Manufacturing Co.
ANTECEDENTES
Sao Paulo, Brasil 14/septiembre/2006
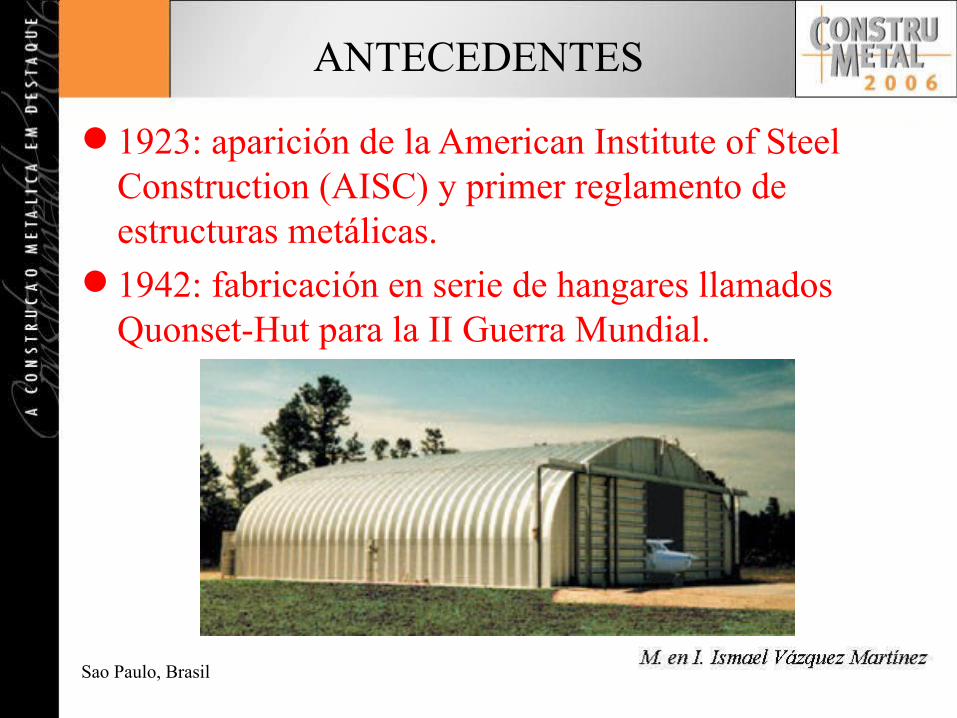
1923: aparición de la American Institute of Steel Construction (AISC) y primer reglamento de estructuras metálicas.
1942: fabricación en serie de hangares llamados Quonset-Hut para la II Guerra Mundial.
ANTECEDENTES
Sao Paulo, Brasil 14/septiembre/2006
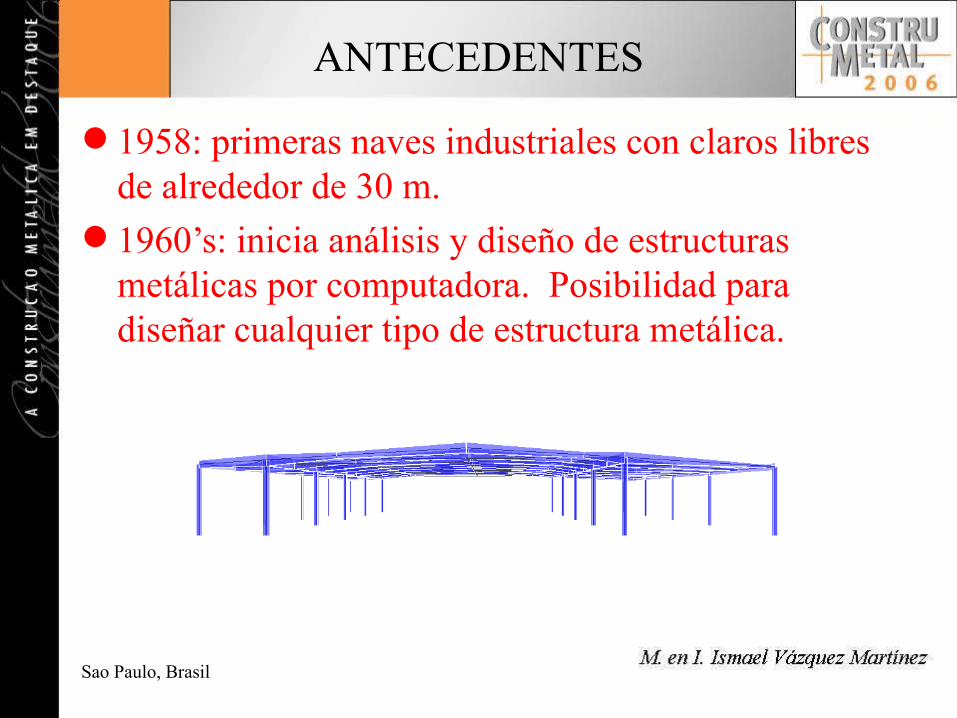
1958: primeras naves industriales con claros libres de alrededor de 30 m.
1960’s: inicia análisis y diseño de estructuras metálicas por computadora. Posibilidad para diseñar cualquier tipo de estructura metálica.
ANTECEDENTES
Sao Paulo, Brasil 14/septiembre/2006
ANTECEDENTES
Sao Paulo, Brasil 14/septiembre/2006
ANTECEDENTES
Sao Paulo, Brasil 14/septiembre/2006
ANTECEDENTES
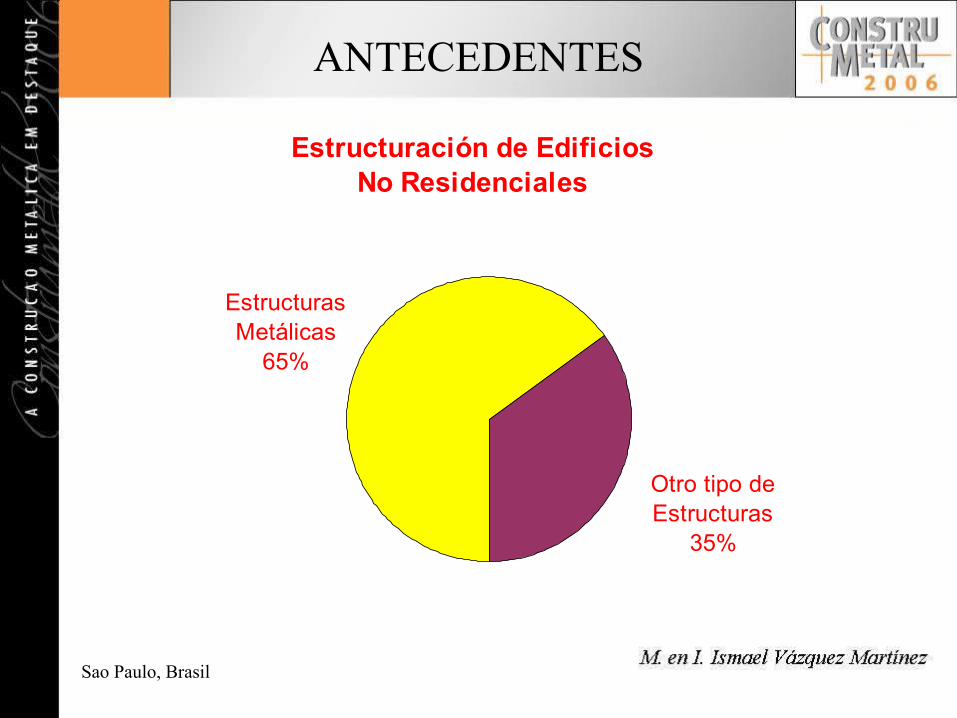
Estructuración de Edificios No Residenciales
Otro tipo de Estructuras
35%
Estructuras Metálicas
65%
Sao Paulo, Brasil 14/septiembre/2006
ANTECEDENTES
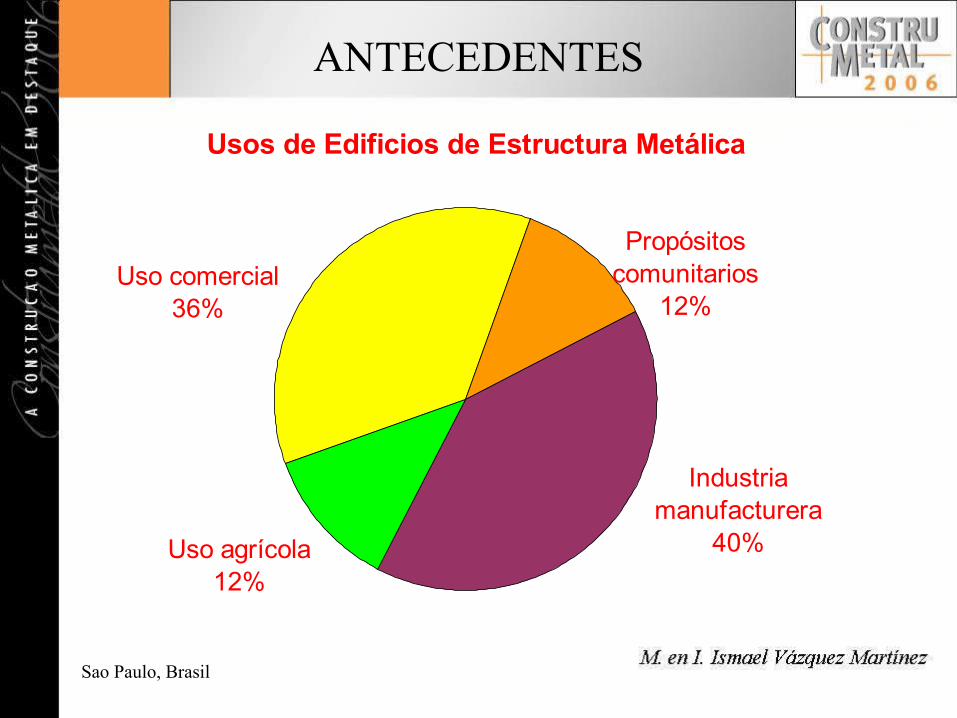
Usos de Edificios de Estructura Metálica
Industria manufacturera
40%Uso agrícola12%
Propósitos comunitarios
12%Uso comercial
36%
Sao Paulo, Brasil 14/septiembre/2006
VENTAJAS DEL ACERO
Claros más grandes.
Columnas más pequeñas.
Flexibilidad y adaptación en el diseño.
Facilidad para la modificación y renovación.
Tiempo reducido de construcción.
Sao Paulo, Brasil 14/septiembre/2006
VENTAJAS DEL ACERO
Reducción de los costos de los cimientos.
Reducción de los costos de financiamiento.
Desempeño superior durante movimientos sísmicos.
Completo reciclaje.
Sao Paulo, Brasil 14/septiembre/2006
TENDENCIAS ACTUALES DE DISEÑO
¿Qué es lo que busca un cliente cuando invierte en la construcción de un bien inmueble fabricado con estructura metálica?
a) Que sea segura
b) Que le cueste barato (No necesa-riamente busca el peso mínimo)
Sao Paulo, Brasil 14/septiembre/2006
• En el pasado el diseño de estructuras metálicas consideraba:Únicamente satisfacer el Reglamento de
Construcciones vigentes (seguridad).
• Actualmente se rige por criterios asociados a:seguridad, facilidad de fabricación y montaje yeconomía del proyecto.
TENDENCIAS ACTUALES DE DISEÑO
Sao Paulo, Brasil 14/septiembre/2006
• Requisitos básicos que debe cumplir una estructura de acuerdo al Reglamento de Construcciones del D.F. (29 de enero de 2004) y sus Normas Técnicas Complementarias:Seguridad adecuada contra todo estado límite
de falla posible ante las combinaciones de acciones desfavorables que puedan presentarse en su vida esperada.
No rebasar ningún estado límite de servicio ante combinaciones de acciones correspondientes a las condiciones normales de operación.
TENDENCIAS ACTUALES DE DISEÑO
Sao Paulo, Brasil 14/septiembre/2006
AVANCES DE LA TECNOLOGÍA
• El tiempo de construcción de cualquier tipo de estructura se ha reducido gracias a:1) programas de cómputo para el análisis y diseño
tridimensional de las estructuras,2) programas para el modelado tridimensional de las
estructuras y elaboración automatizada de planos de fabricación y montaje,
3) fabricación de estructuras metálicas con técnicas C.N.C. de procesos automatizados de fabricación utilizando conexiones atornilladas.
4) programas para el control y la administración del proyecto (“Project Manager”).
Sao Paulo, Brasil 14/septiembre/2006
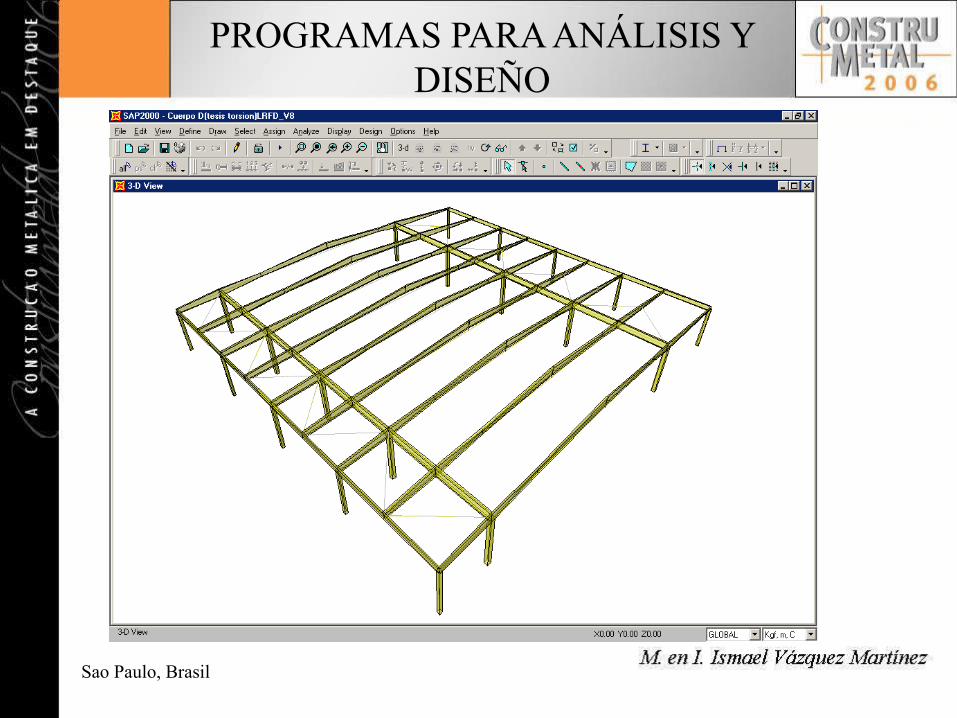
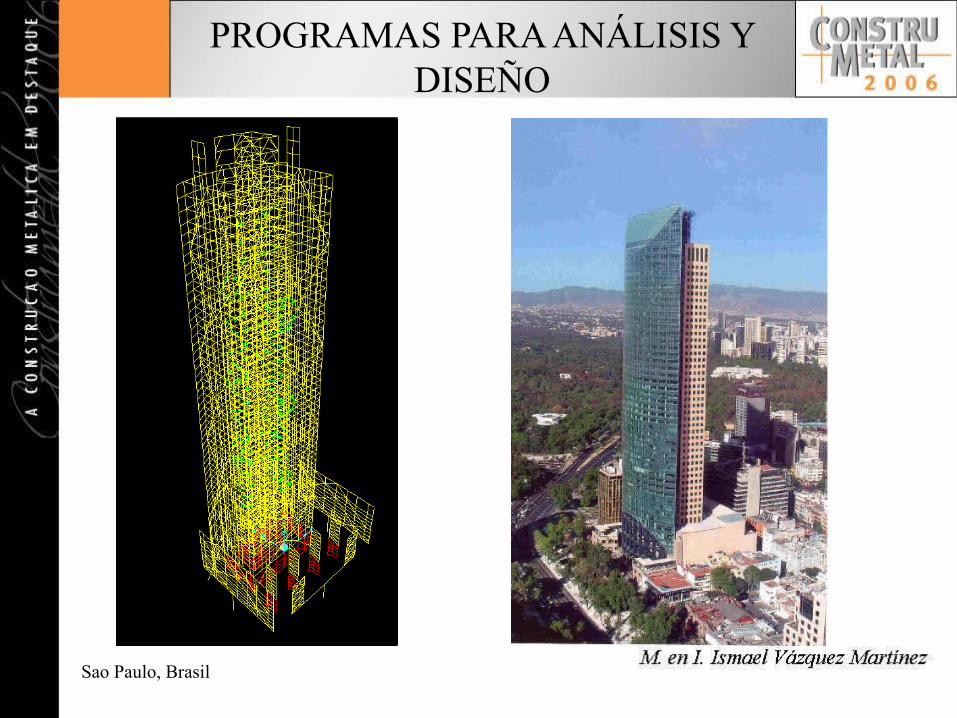
1) Programas de cómputo para el análisis y diseño tridimensional de las estructuras. Hoy en día existen muchos tipos de
programas para el análisis y diseño tridimensional de estructuras.
En general estos programas se basan en los métodos de las rigideces o de las flexibilidades.
Ejemplos de estos programas son el ETABS, el SAP2000, el RAM Advance, el STAD Pro, etc.
PROGRAMAS PARA ANÁLISIS Y DISEÑO
Sao Paulo, Brasil 14/septiembre/2006
PROGRAMAS PARA ANÁLISIS Y DISEÑO

Sao Paulo, Brasil 14/septiembre/2006
PROGRAMAS PARA ANÁLISIS Y DISEÑO

Sao Paulo, Brasil 14/septiembre/2006
PROGRAMAS PARA ANÁLISIS Y DISEÑO
Sao Paulo, Brasil 14/septiembre/2006
PROGRAMAS PARA ANÁLISIS Y DISEÑO
Sao Paulo, Brasil 14/septiembre/2006
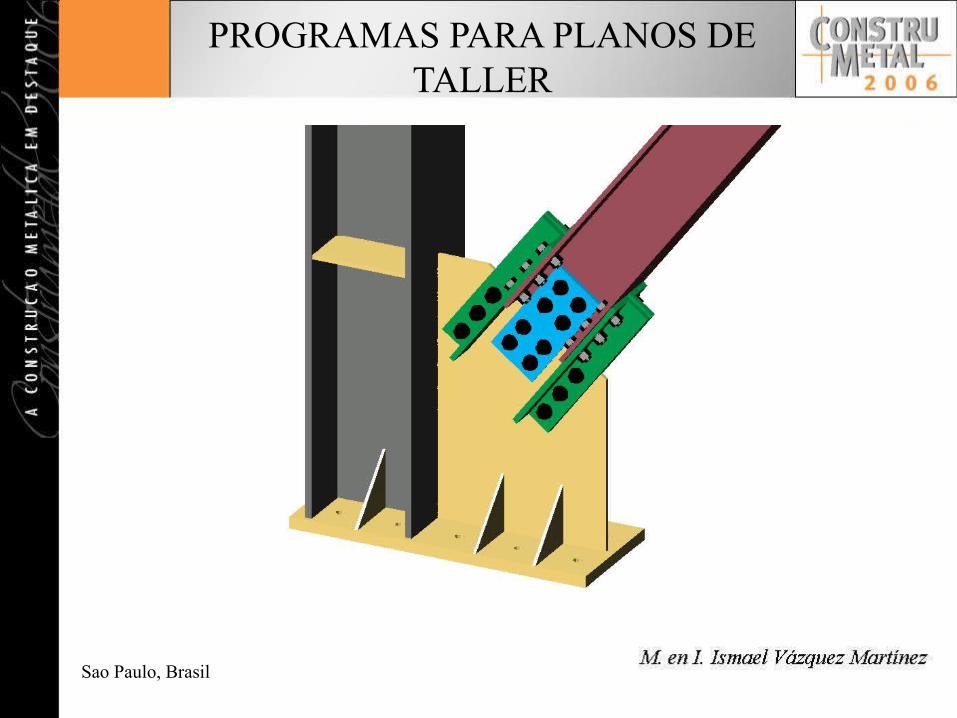
1) Programas para el modelado tridimensional de las estructuras y elaboración automatizada de planos de fabricación y montaje. Debido a la rápida fabricación de estructuras
con las máquinas CNC es necesario incrementar la velocidad de elaboración de los planos de fabricación y montaje.
Al utilizar conexiones atornilladas las tolerancias son mínimas (1 o 2 mm.), por lo tanto se requiere una gran precisión en los planos de taller.
PROGRAMAS PARA PLANOS DE TALLER
Sao Paulo, Brasil 14/septiembre/2006
Los nuevos programas para la elaboración de los planos de taller poseen las siguientes ventajas:Modelado totalmente tridimensional con
elementos sólidos.Elaboración automática de listas de materiales
y tornillos.Actualización automática de planos cuando
sea necesario modificar el modelo por razones arquitectónicas o constructivas.
PROGRAMAS PARA PLANOS DE TALLER
Sao Paulo, Brasil 14/septiembre/2006
Generación de subrutinas automáticas para conexiones (macros).
Verificación automática de no interferencia de elementos.
Compatibilidad de los programas con las máquinas CNC.
Compatibilidad con el programa administrador de proyectos (“Project Manager”).
PROGRAMAS PARA PLANOS DE TALLER
Sao Paulo, Brasil 14/septiembre/2006
PROGRAMAS PARA PLANOS DE TALLER
Sao Paulo, Brasil 14/septiembre/2006
PROGRAMAS PARA PLANOS DE TALLER
Sao Paulo, Brasil 14/septiembre/2006
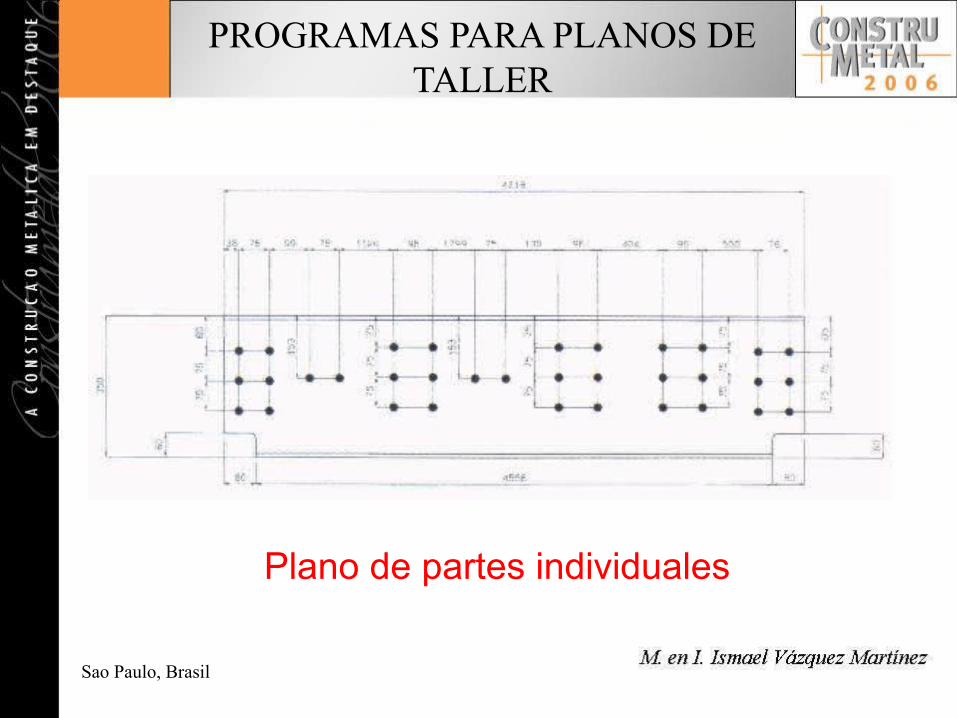
Plano de partes individuales
PROGRAMAS PARA PLANOS DE TALLER
Sao Paulo, Brasil 14/septiembre/2006
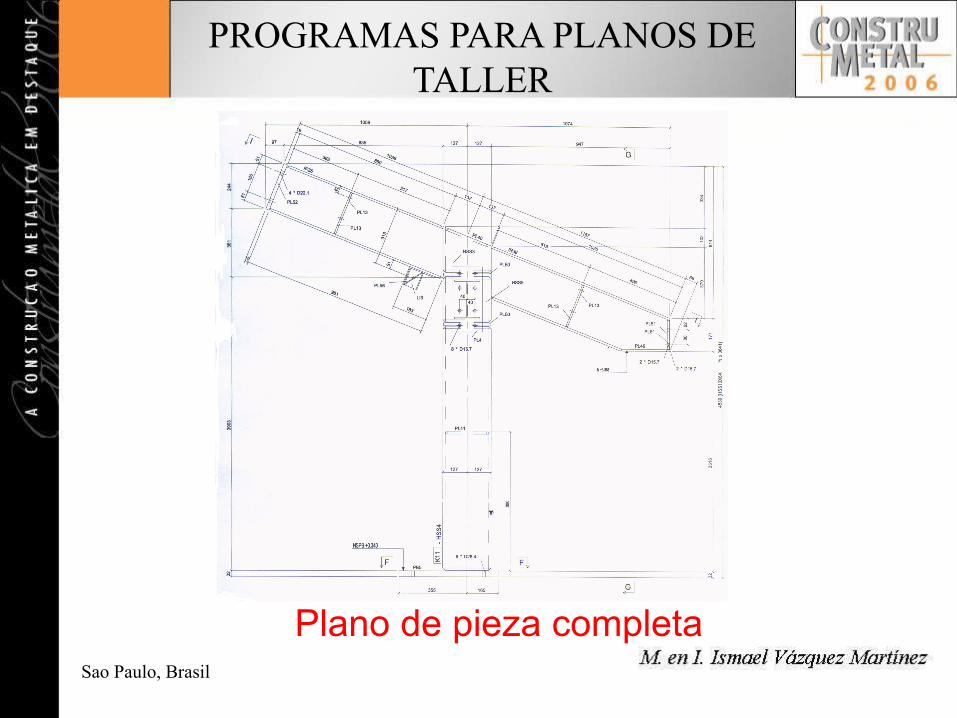
Plano de pieza completa
PROGRAMAS PARA PLANOS DE TALLER
Sao Paulo, Brasil 14/septiembre/2006
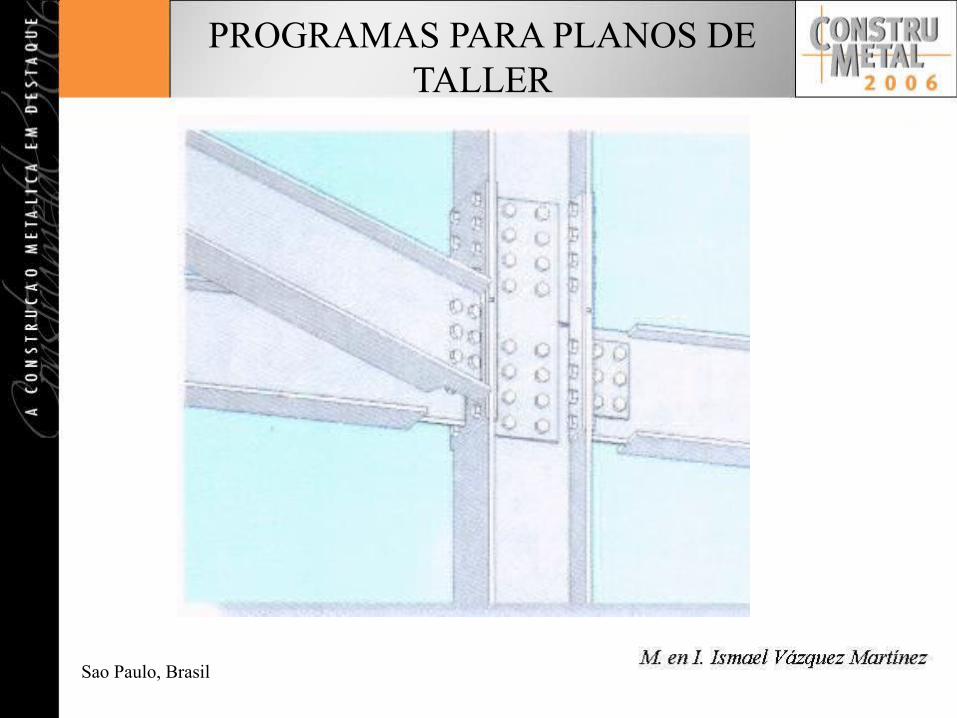
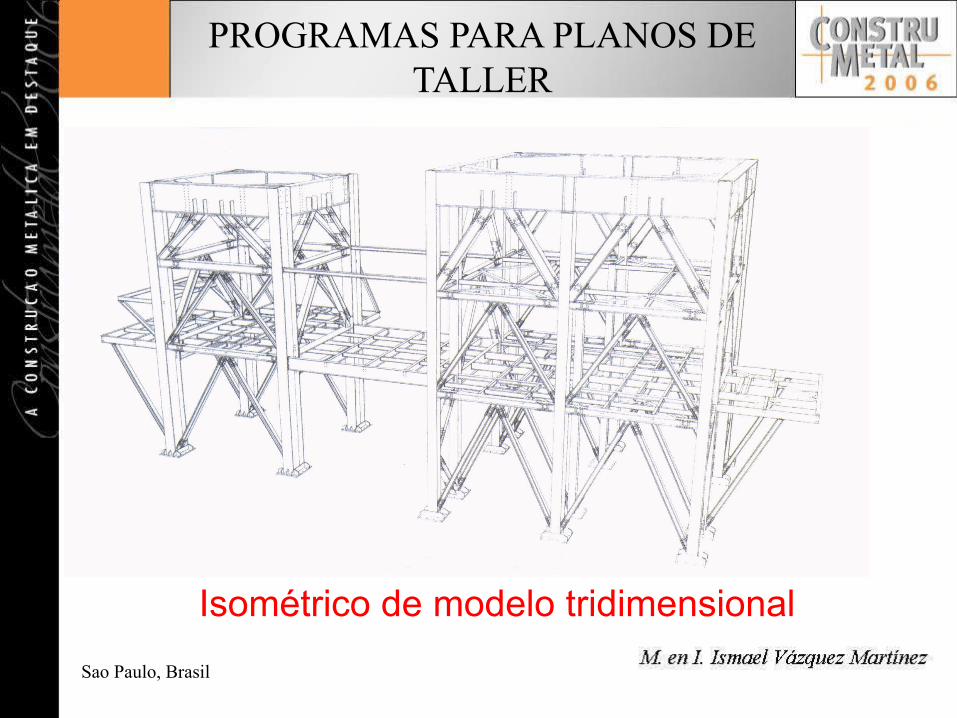
Isométrico de modelo tridimensional
PROGRAMAS PARA PLANOS DE TALLER

Sao Paulo, Brasil 14/septiembre/2006
PROGRAMAS PARA PLANOS DE TALLER

Sao Paulo, Brasil 14/septiembre/2006
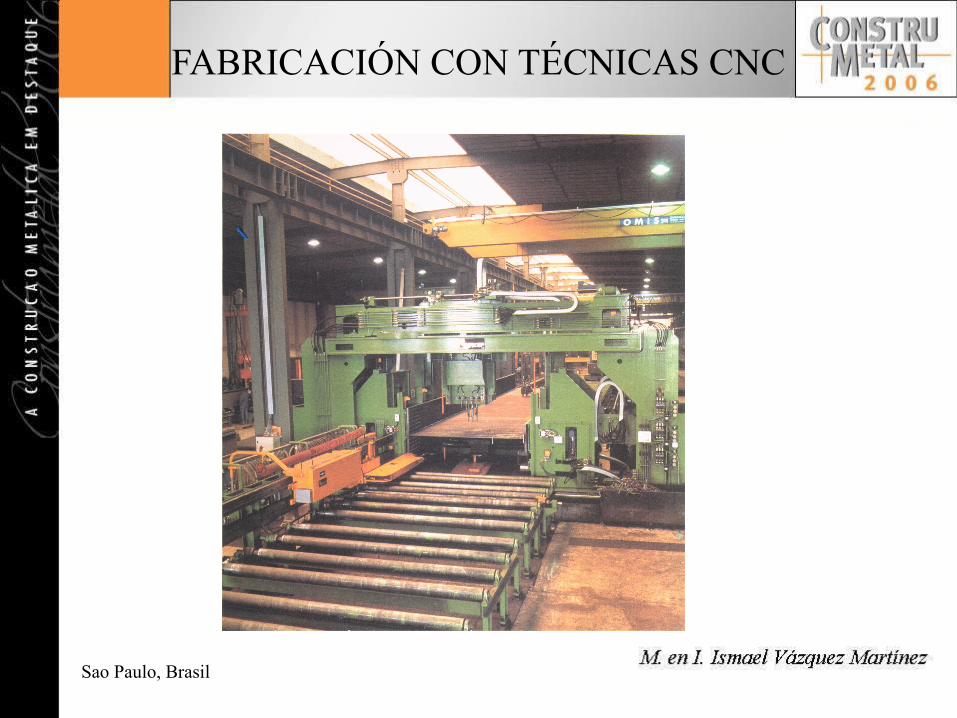
1) Fabricación de estructuras metálicas con técnicas C.N.C. de procesos automatizados de fabricación utilizando conexiones atornilladas mediante una línea de producción integral.
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
Solución Integral
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
Solución Integral
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
TIPOS DE PROCESOS DE FABRICACIÓN MANEJADOS POR LAS MÁQUINAS CNC.
A) Corte en frío
B) Barrenación
C) Marcado
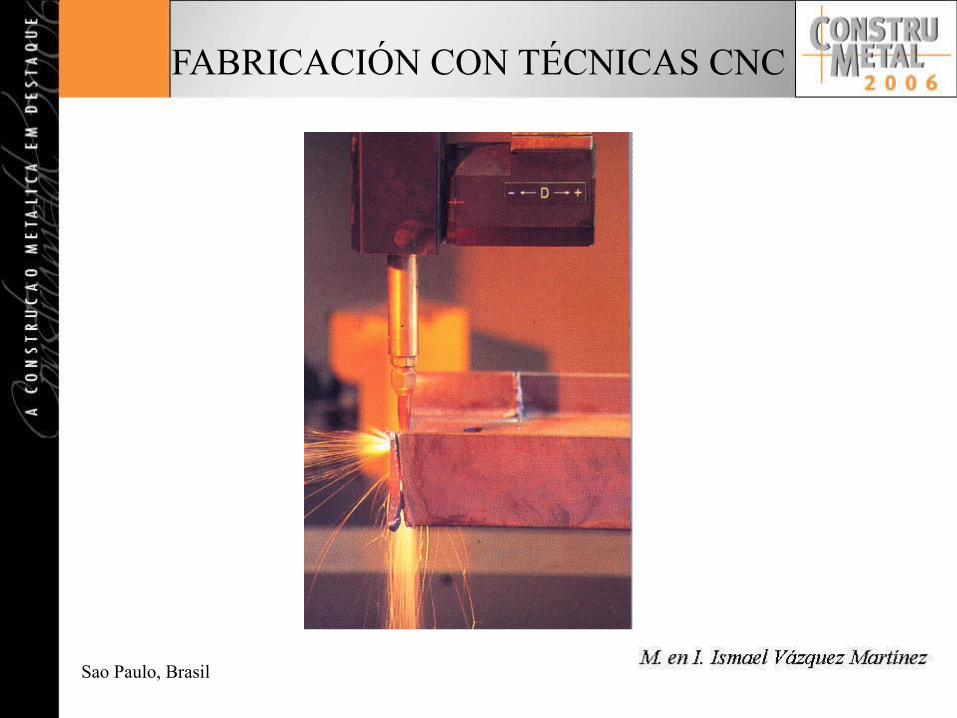
D) Corte térmico
E) Soldadura
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
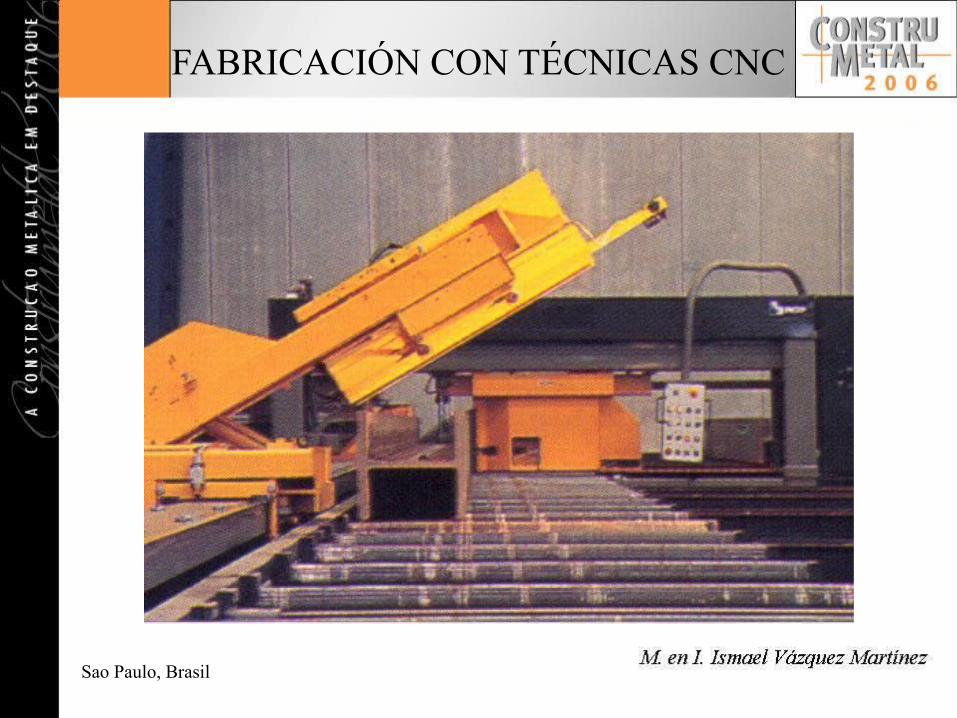
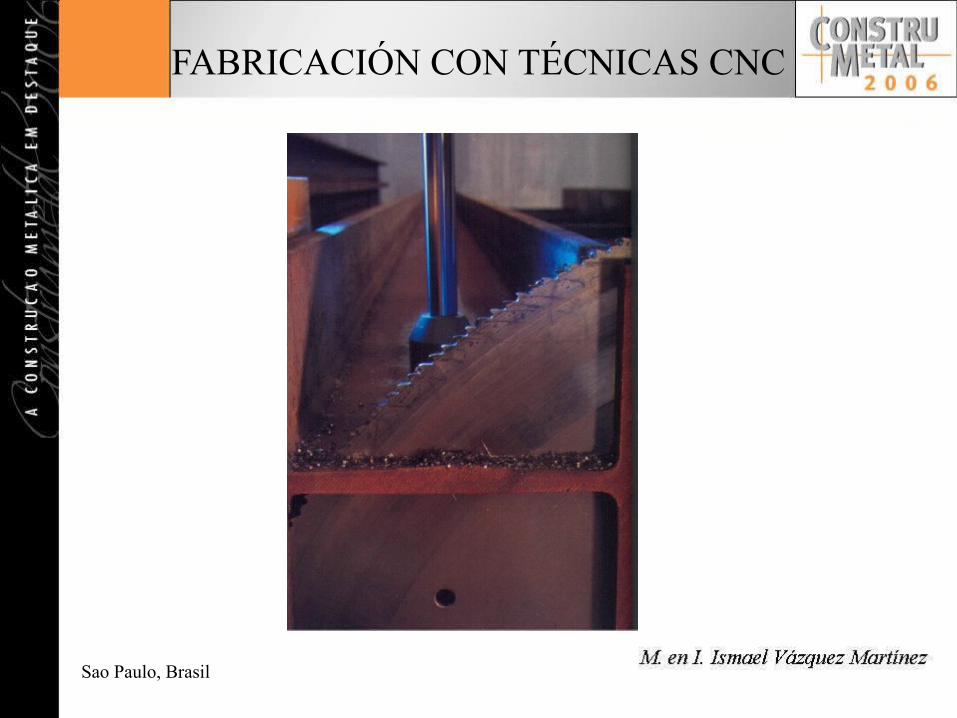
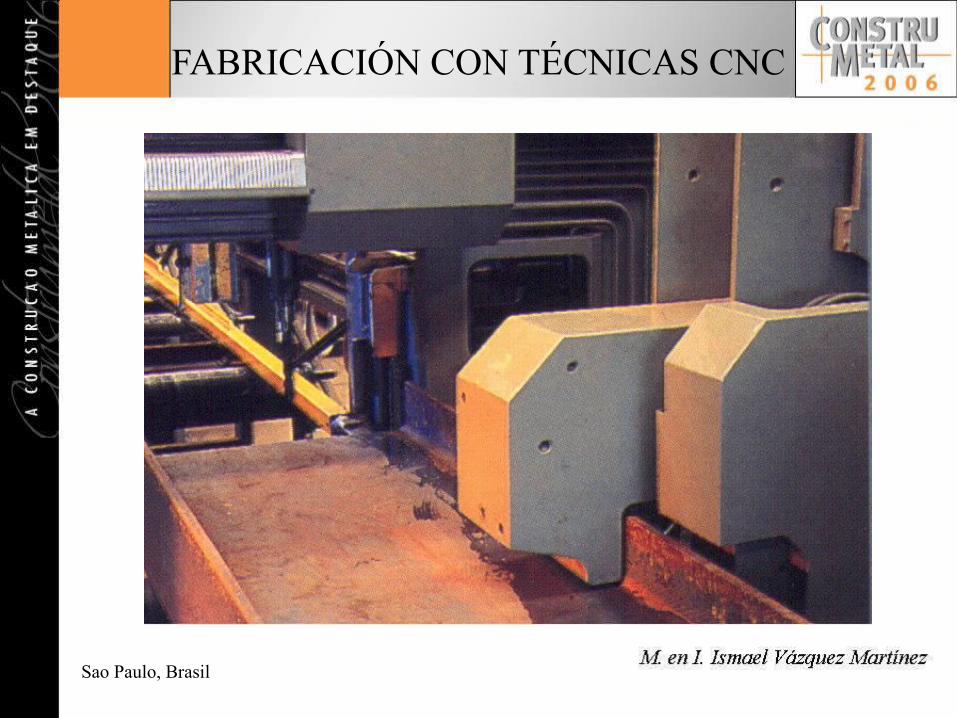
A) CORTE EN FRÍO.
Se aplica en dos formas: Sierra cinta: aplicado generalmente para
perfiles menores. Sierra de disco: aplicado a todo género de
perfiles debido a su gran rigidez.
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
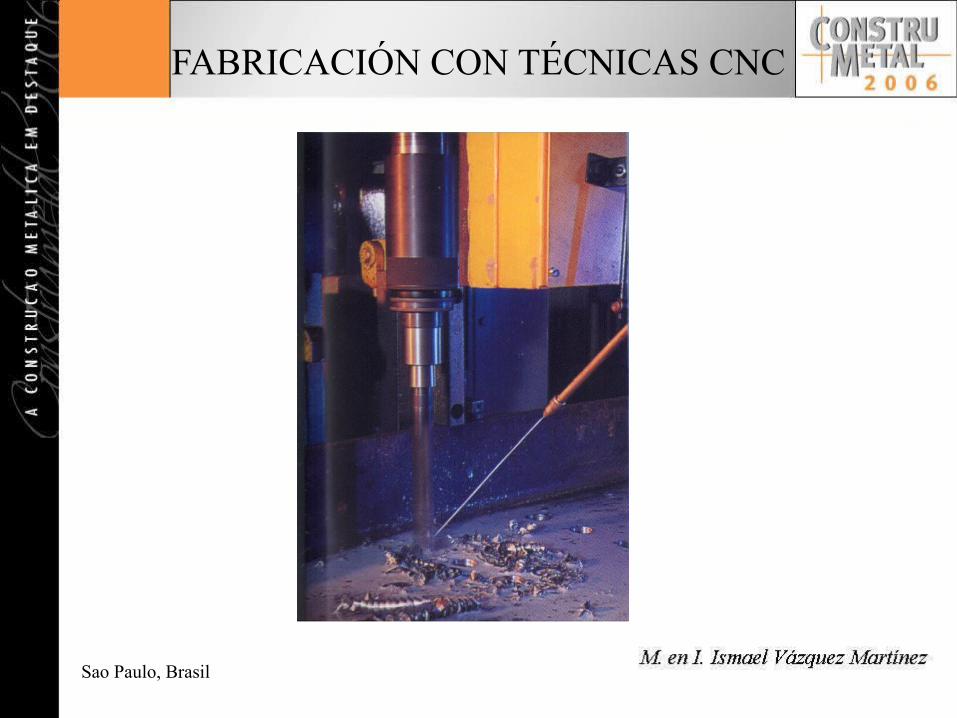
B) BARRENACIÓN.Existen dos procedimientos para barrenación:
Punzonado: realizado vía sistemas hidráulicos que se traducen en mayores velocidades de producción, pero con limitaciones en cuanto a diámetros y espesores.
Taladrado: consistente en un trabajo de desgaste mecánico por broca pudiendo atacar cualquier diámetro y espesor requerido.
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
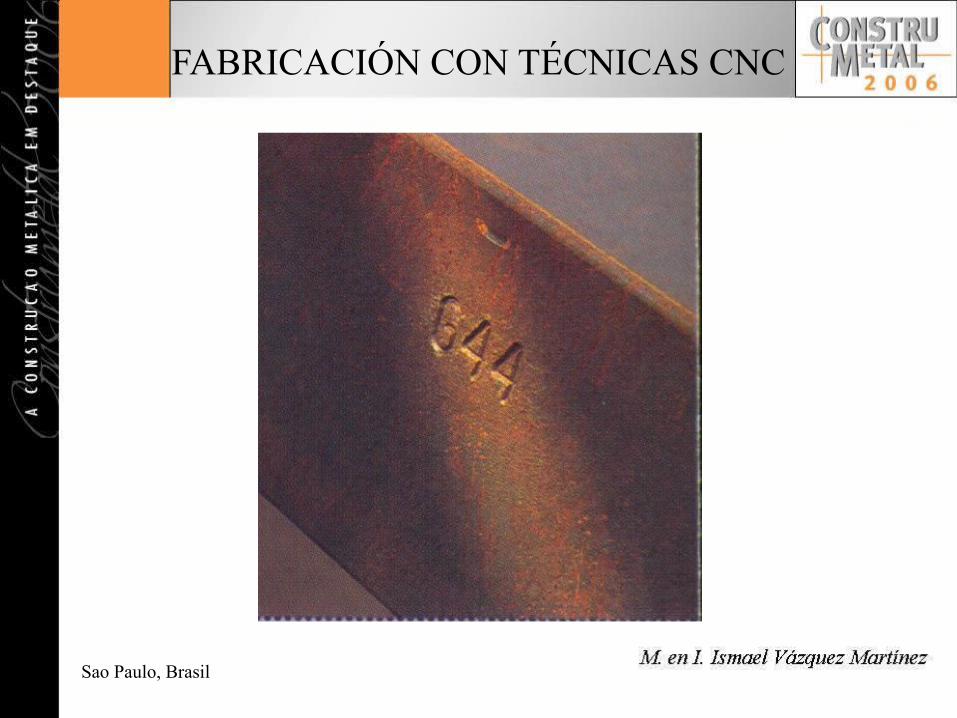
C) MARCADO.
Consiste en el troquelado para la identificación de las piezas con relación a su etiqueta en el plano de montaje.
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
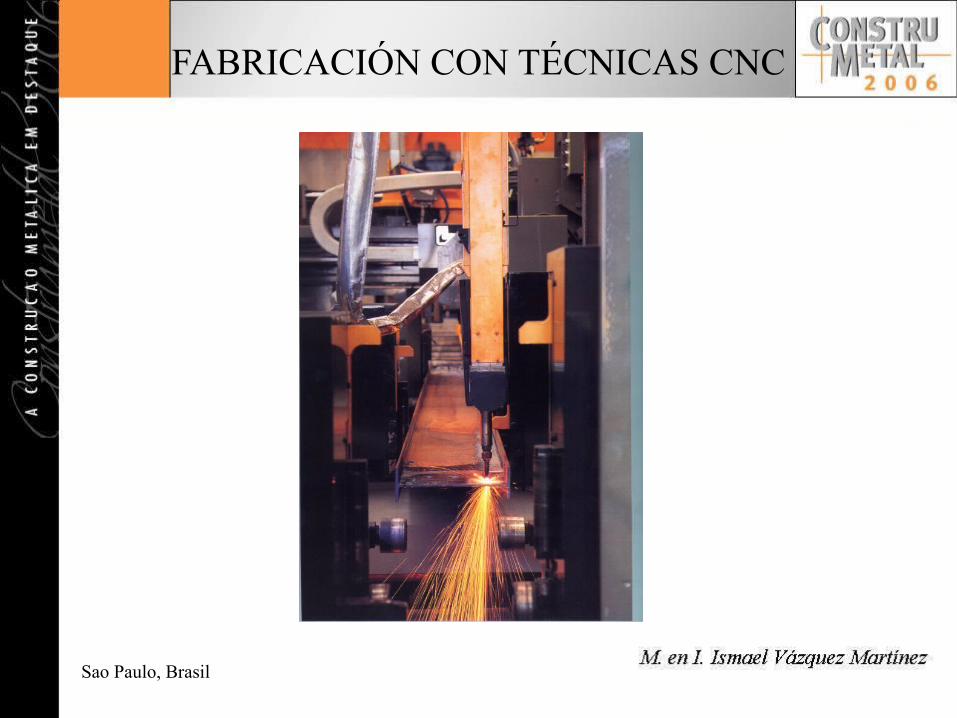
D) CORTE TÉRMICO.
Este proceso se logra a través de la utilización de robots que manejan antorchas alimentadas por oxi-acetileno que permiten despatinar, desmembrar, biselar y en general crear cualquier forma hueca dentro del elemento.
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
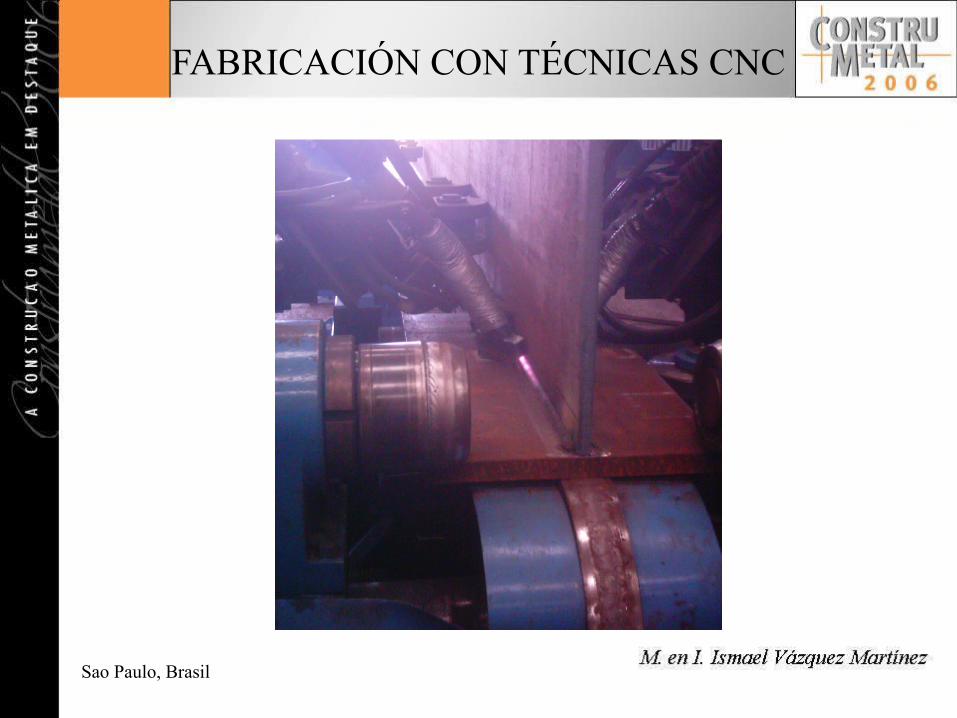
E) SOLDADURA.
En la actualidad no hay gran utilización de la técnica de CNC aplicada al proceso de soldadura para fabricación de estructura metálica.
La máxima automatización se consigue con máquinas de soldadura automáticas para perfiles de tres placas, ya sean de sección variable o constante.
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC

Sao Paulo, Brasil 14/septiembre/2006
FABRICACIÓN CON TÉCNICAS CNC
Sao Paulo, Brasil 14/septiembre/2006
¿Qué es el “Project Manager”?
• Programa utilizado para conocer el estado en el que se encuentra el proyecto en todo momento.
• Además, nos permite revisar los cambios que han ocurrido durante la realización del mismo.
• Se puede tener control del proyecto desde la etapa de ingeniería conceptual hasta la etapa de fabricación y montaje.
ADMINISTRADOR DE PROYECTOS(Project Manager)
Sao Paulo, Brasil 14/septiembre/2006
Ventajas del “Project Manager”:• Asignar partes del proyecto a diferentes
personas (o incluso compañías) y tener el seguimiento completo de los trabajos correspondientes
• Añadir datos de proyecto a elementos o grupos de elementos del mismo.
• Dar un seguimiento visual del proyecto en la pantalla de la computadora.
• Generar reportes basados en el avance de obra.
ADMINISTRADOR DE PROYECTOS(Project Manager)
Sao Paulo, Brasil 14/septiembre/2006
• Publicar en alguna página web el modelo del proyecto.
• Realizar búsquedas de elementos o de grupos de elementos con cierta característica (filtrar).
• Crear “fases” para dividir el modelo en diferentes secciones.
• Crear lotes de elementos (por ejemplo, lote para transportación con peso total menor a 20 toneladas).
ADMINISTRADOR DE PROYECTOS(Project Manager)
Sao Paulo, Brasil 14/septiembre/2006
• Crear secuencias para montajes.• Manejar el modelo en cuatro dimensiones (4-D)
con la escala del tiempo incluida. Esto permite visualizar el progreso del proyecto.
ADMINISTRADOR DE PROYECTOS(Project Manager)

Sao Paulo, Brasil 14/septiembre/2006
ADMINISTRADOR DE PROYECTOS(Project Manager)
Sao Paulo, Brasil 14/septiembre/2006
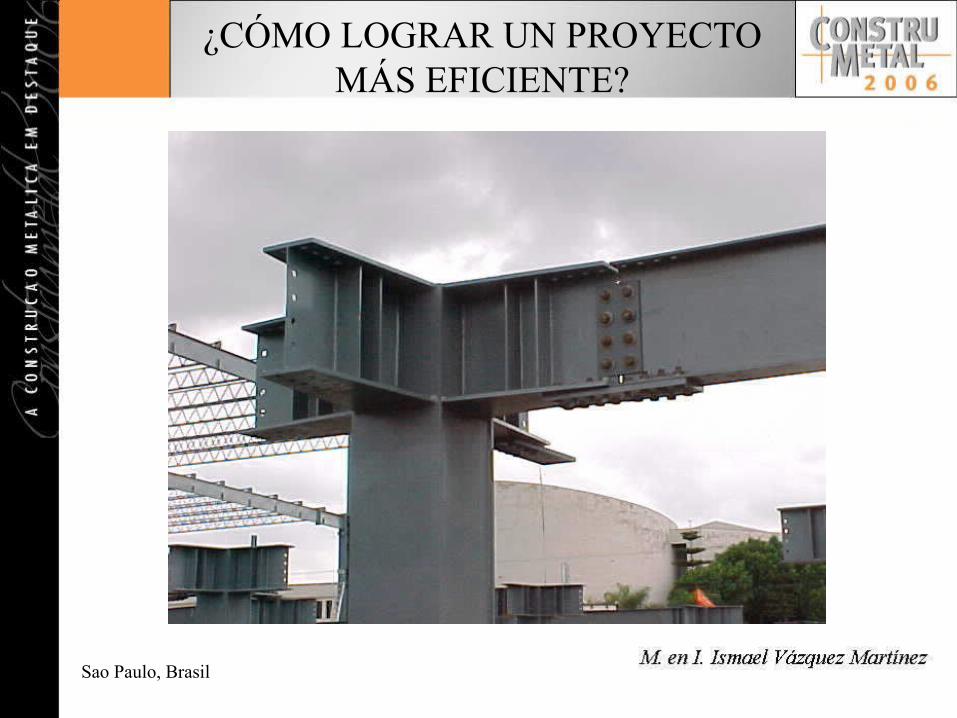
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
• ¿Cómo aprovechar de la manera más eficiente los recursos que la tecnología nos ofrece actualmente?

Sao Paulo, Brasil 14/septiembre/2006
Existen tres actores principales que deben interactuar para lograr un proyecto de estructura metálica eficiente:
• El Cliente (inversionista y/o arquitecto),• El Ingeniero Estructurista,• El Fabricante de Estructura Metálica.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
I. Cliente• Estar convencido de las bondades que
ofrece la estructura metálica como opción de construcción.
• Contratar a un buen despacho de cálculo para que realice un diseño eficiente (seguro y económico). No irse por el más barato.
• Contratar a un fabricante de estructura metálica con capacidad y experiencia para fabricar el proyecto. No contratar un maestro herrero.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
I. Ingeniero estructurista• Seleccionar adecuadamente los tipos de
acero que se van a utilizar: A-36 o Gr-50
• Tratar de utilizar perfiles laminados o bien perfiles de tres placas soldadas.
• Utilizar pocas secciones de perfiles (estandarizar).
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
• Evitar utilizar secciones que no son de fabricación común.
• En caso de no poder evitar las secciones armadas con cuatro placas, tratar de aplicarles soldadura de filete, en lugar de penetración.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
Sección de cuatro placas con soldadura de penetración.
Evitar en la medida de lo posible.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
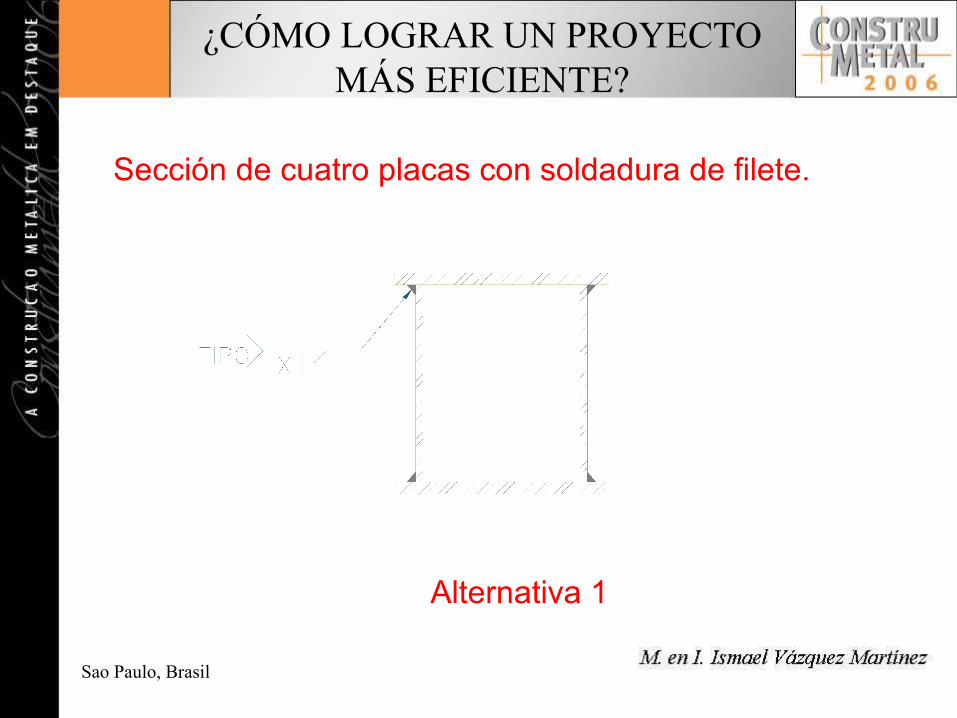
Sección de cuatro placas con soldadura de filete.
Alternativa 1
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
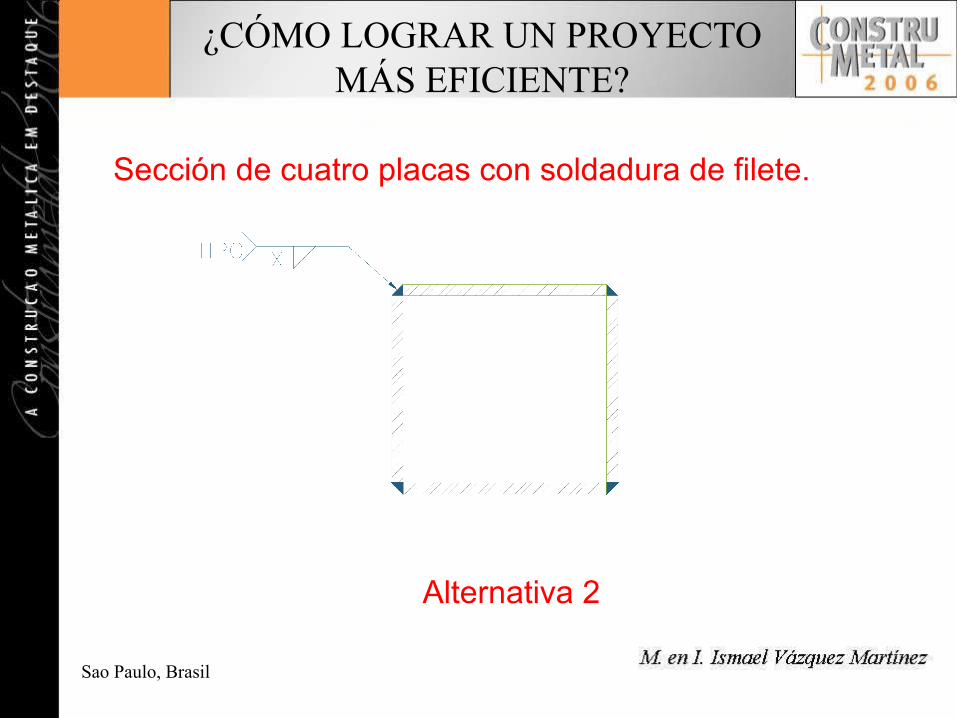
Sección de cuatro placas con soldadura de filete.
Alternativa 2
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
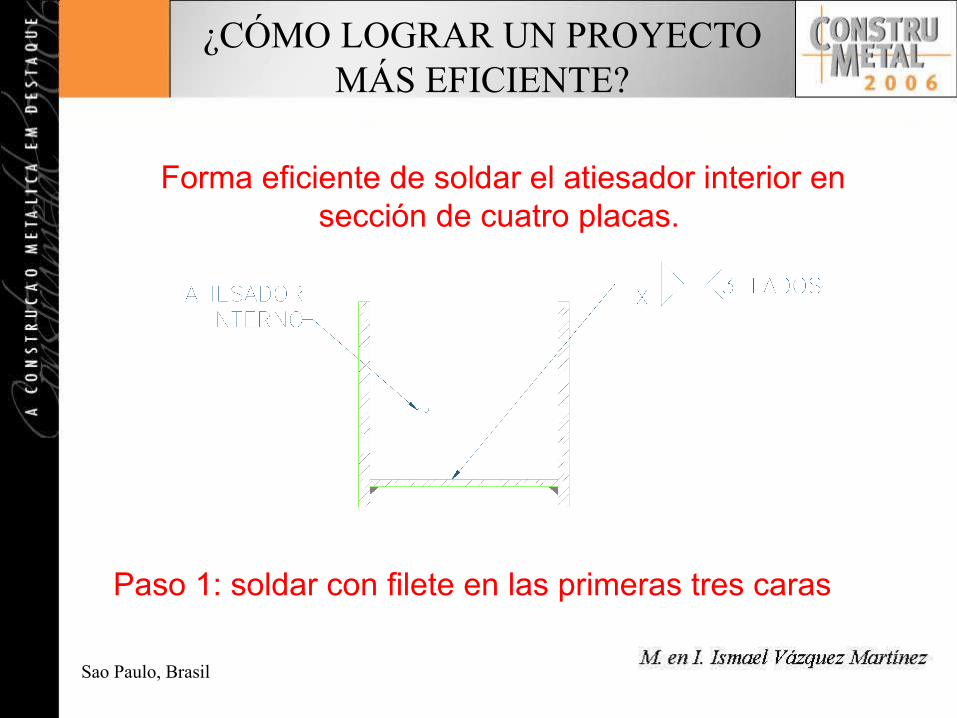
Forma eficiente de soldar el atiesador interior en sección de cuatro placas.
Paso 1: soldar con filete en las primeras tres caras
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
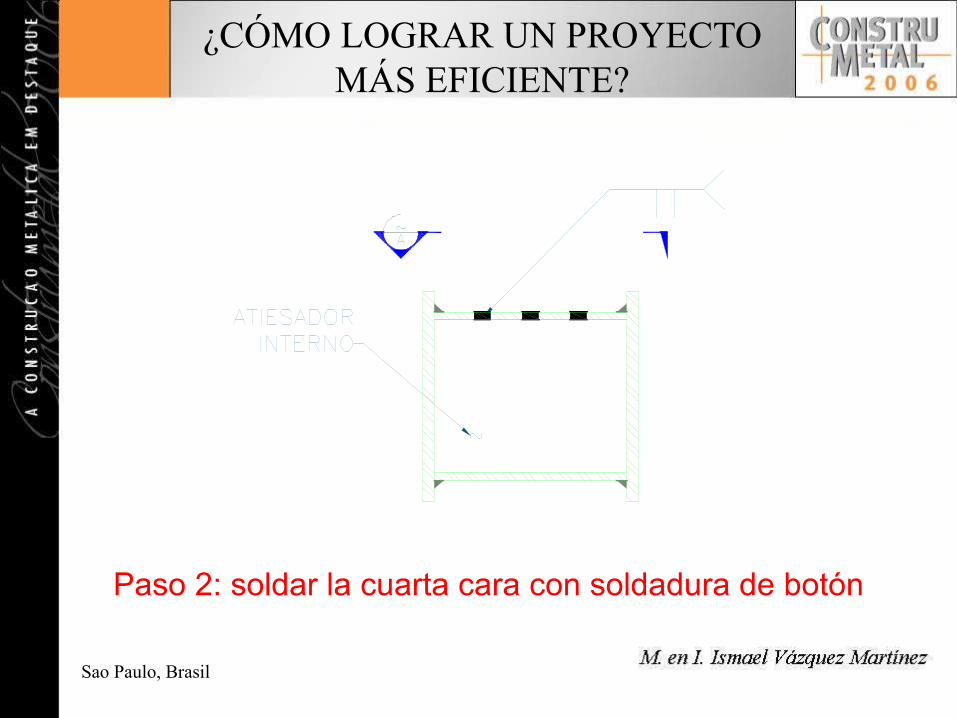
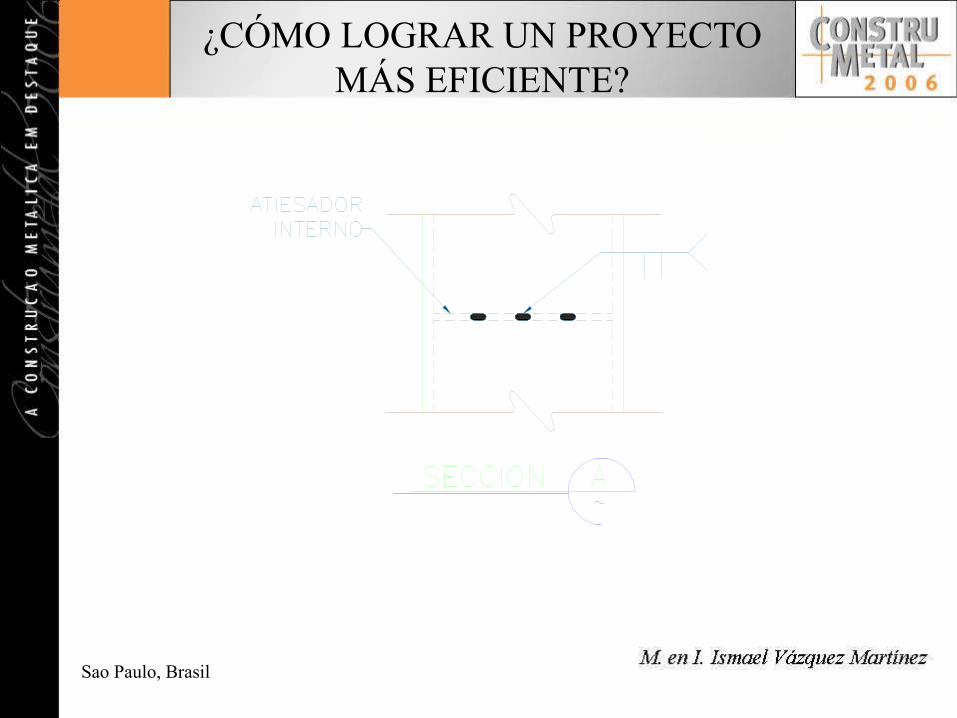
Paso 2: soldar la cuarta cara con soldadura de botón
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
• Aprovechar los incrementos de esfuerzos que permiten los reglamentos para las cargas accidentales.
• Aprovechar la reducción de carga viva en áreas grandes cuando aplique según Reglamento.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
• Diseñar largueros trabajando en sección compuesta.
• Hacer una buena selección de la orientación de los largueros (paralelos al lado largo (1.25a<b<1.50a)).
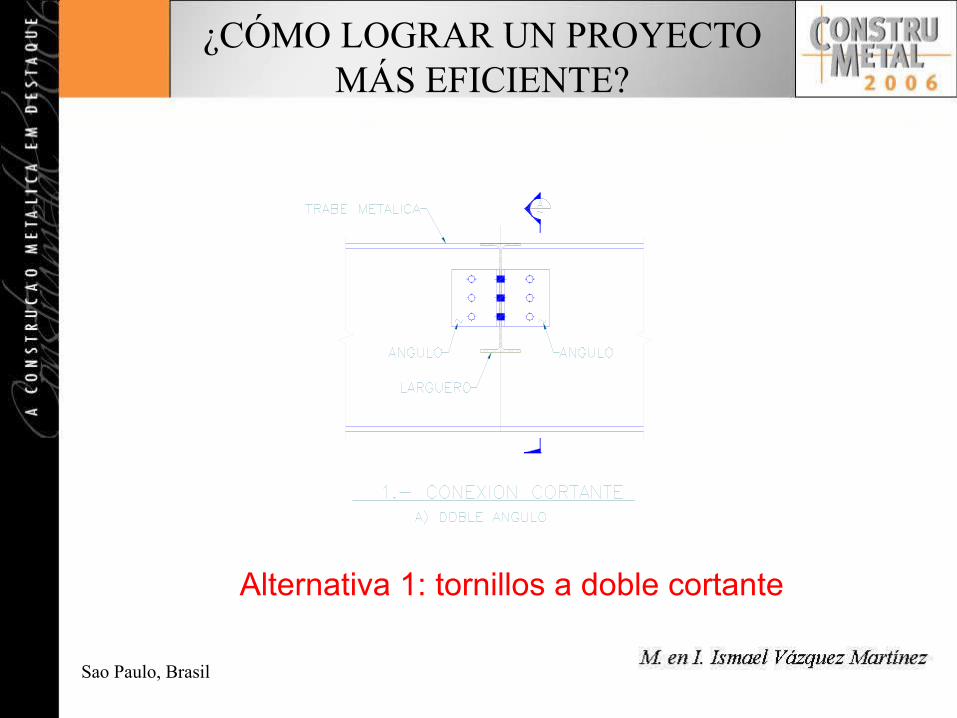
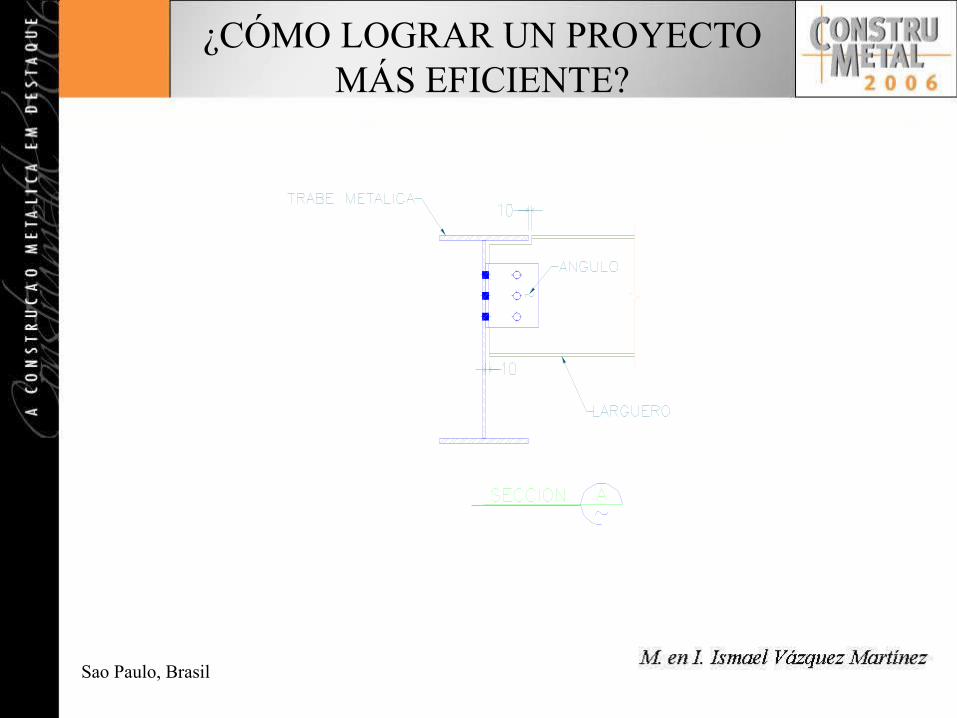
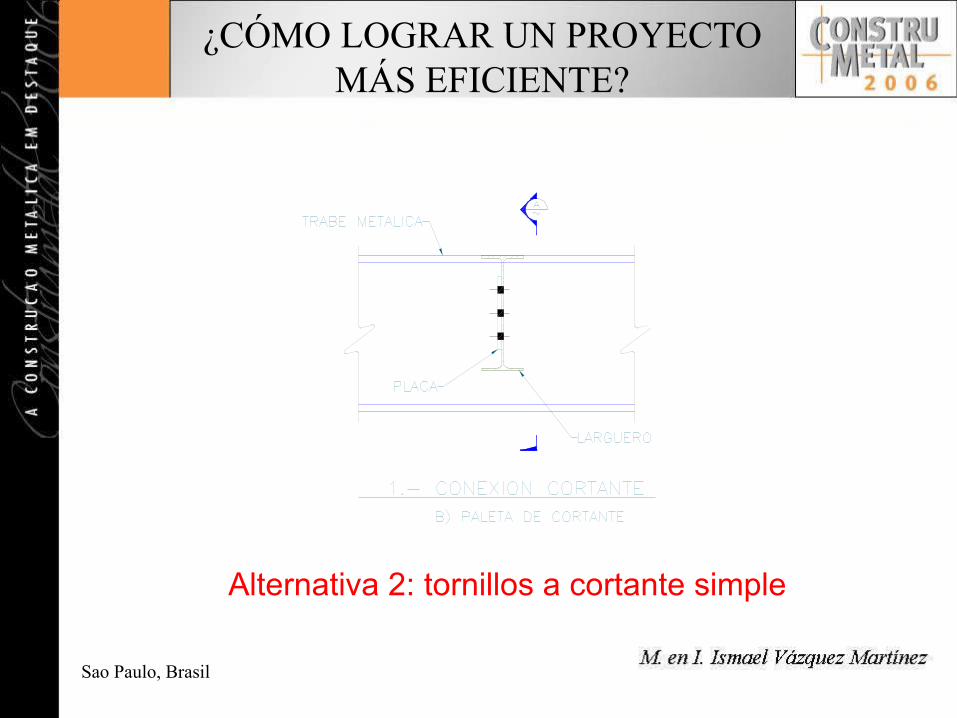
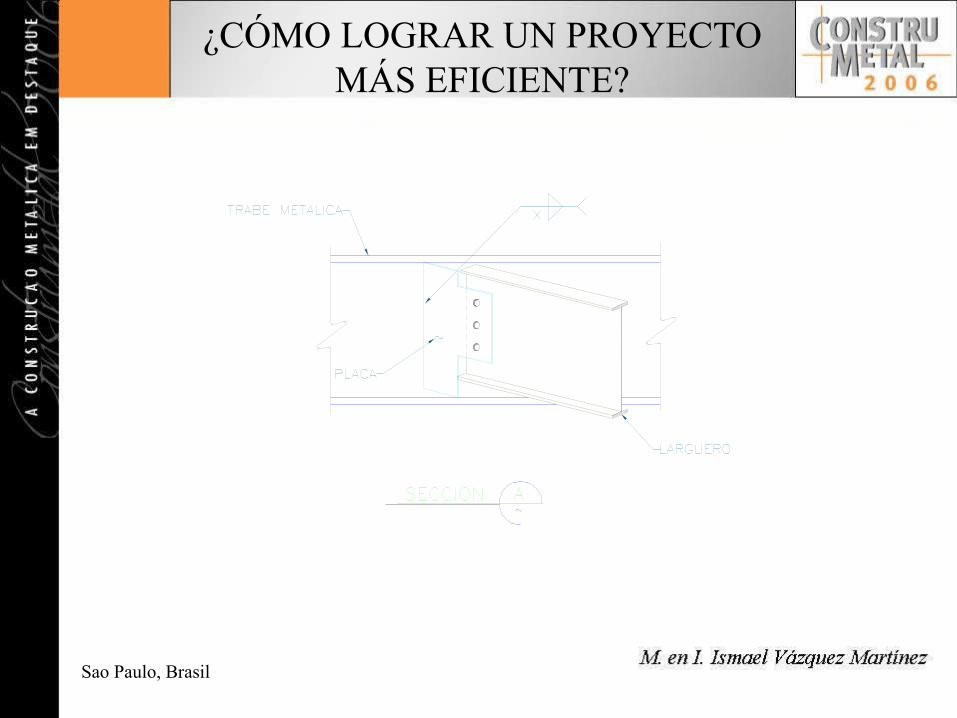
• Utilizar conexiones atornilladas para la unión de largueros a trabe principal.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
Alternativa 1: tornillos a doble cortante
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
Alternativa 2: tornillos a cortante simple
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
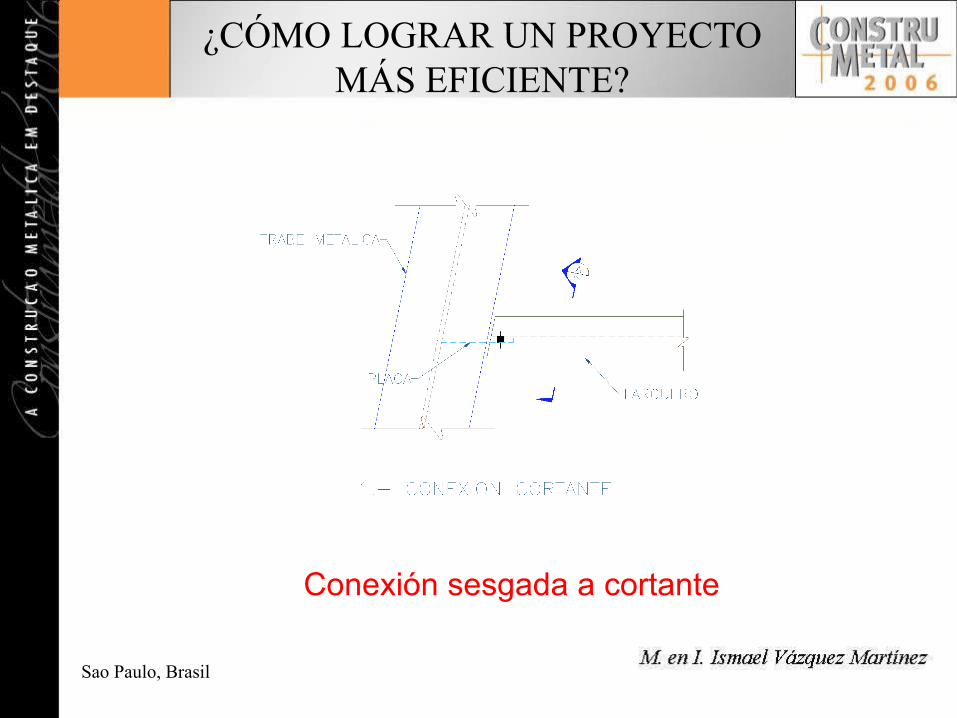
Conexión sesgada a cortante
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
• Especificar soldaduras de filete en lugar de penetración completa cuando sea posible.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
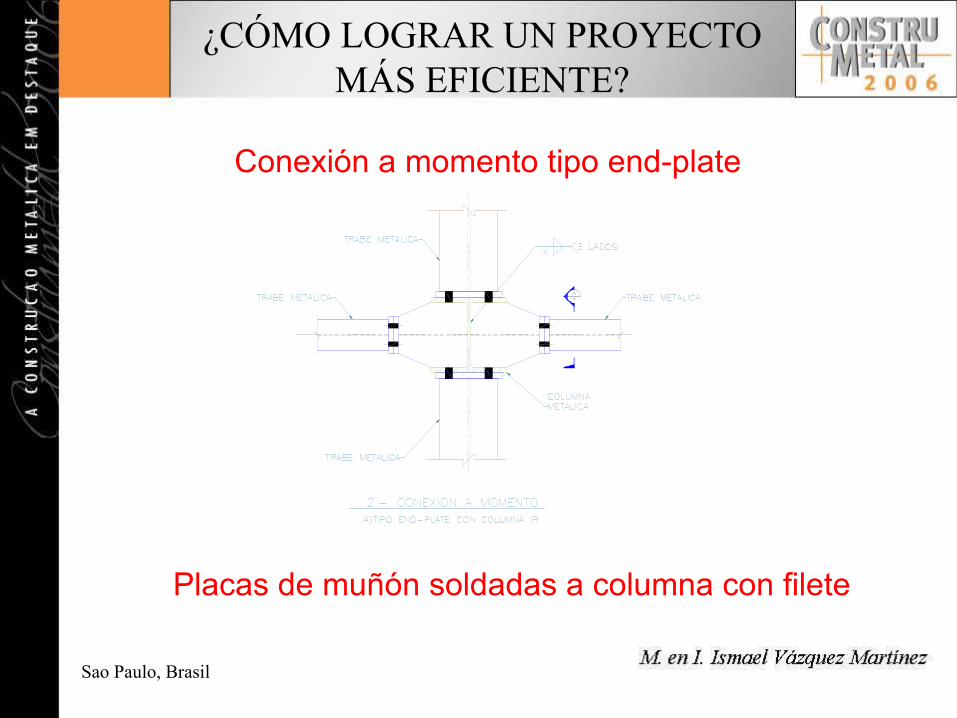
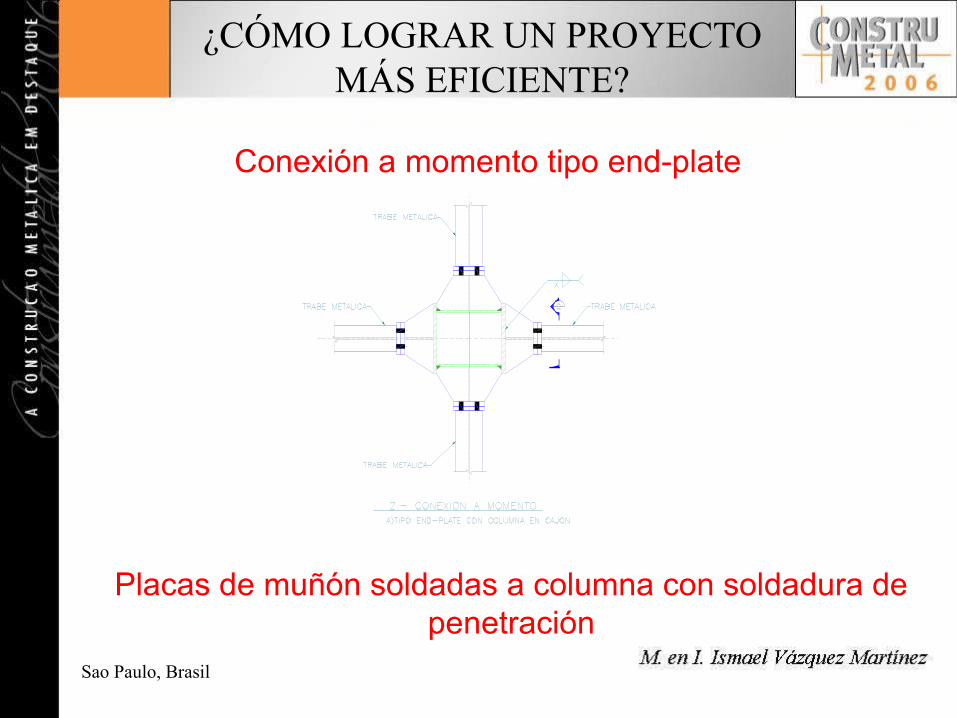
Conexión a momento tipo end-plate
Placas de muñón soldadas a columna con filete
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
Placas de muñón soldadas a columna con soldadura de penetración
Conexión a momento tipo end-plate
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
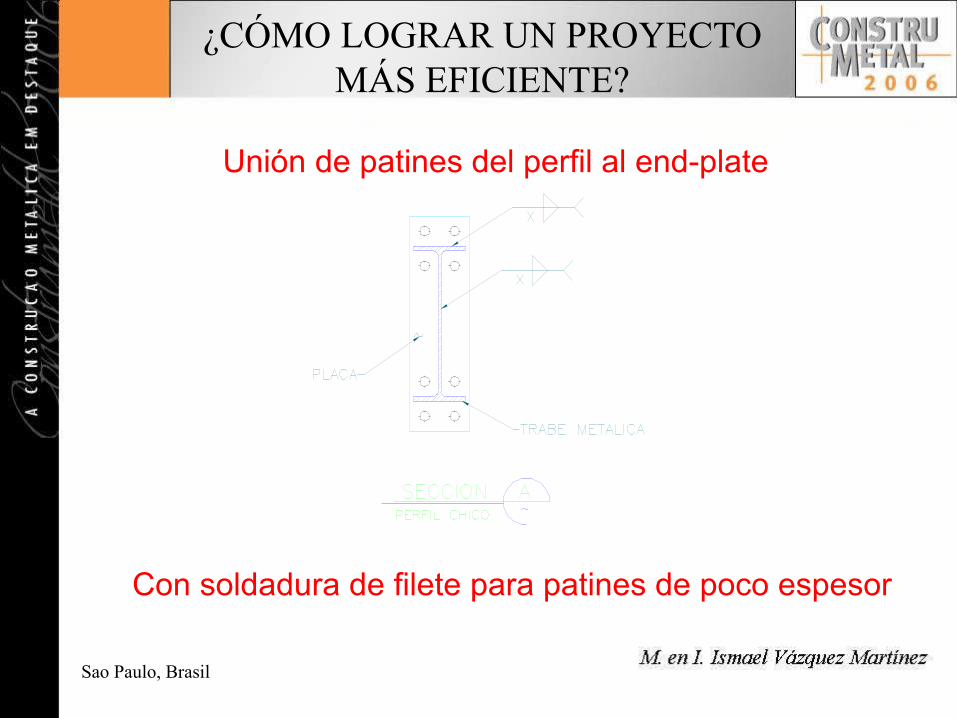
Unión de patines del perfil al end-plate
Con soldadura de filete para patines de poco espesor
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
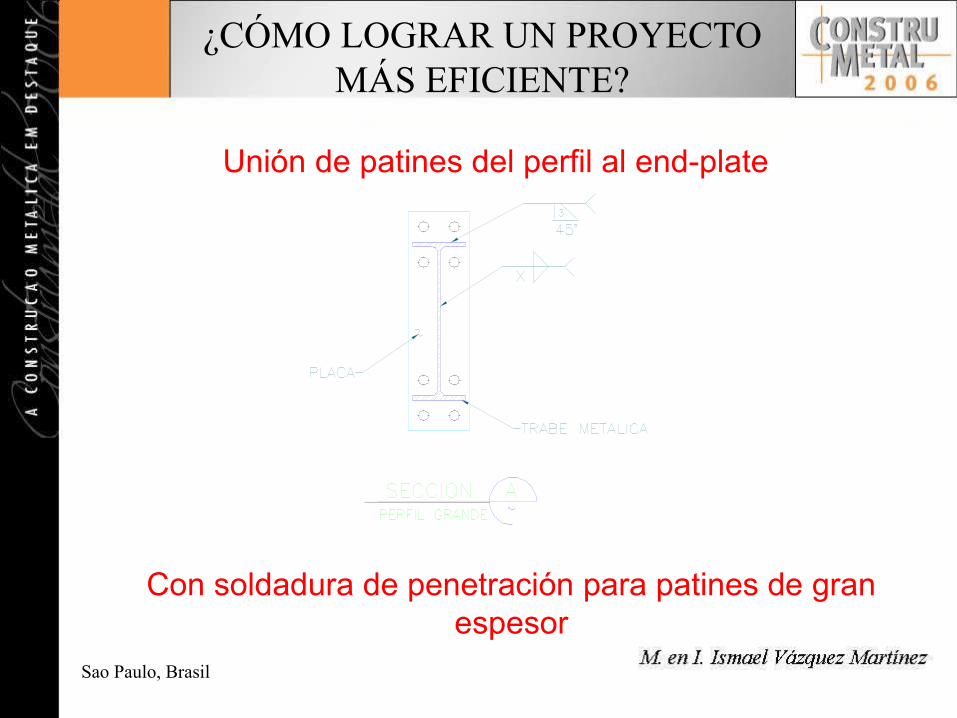
Unión de patines del perfil al end-plate
Con soldadura de penetración para patines de gran espesor
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
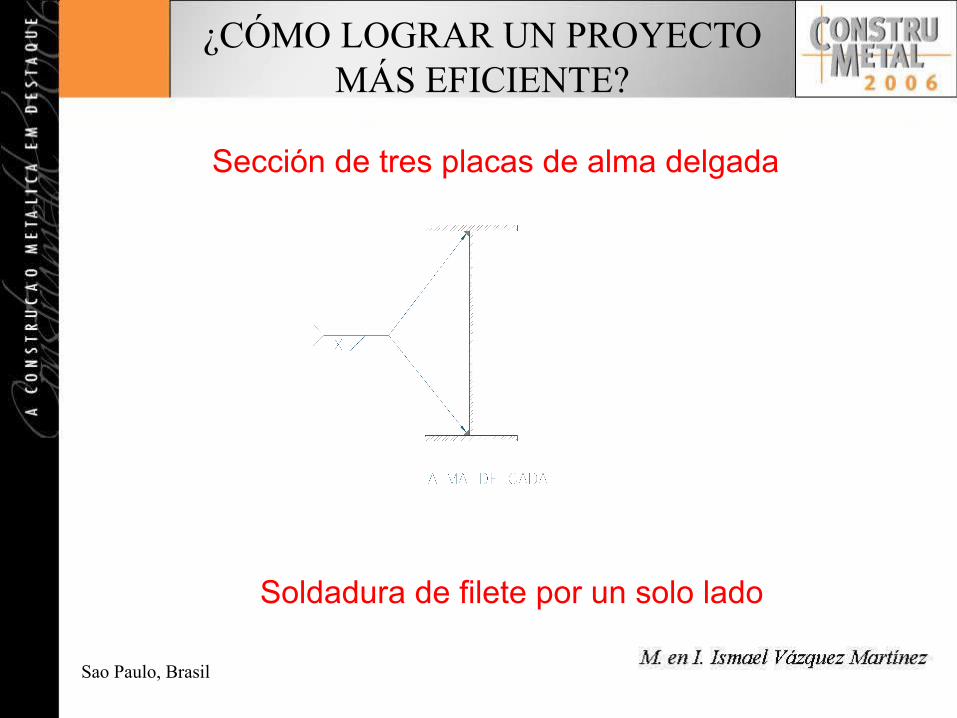
• Indicar soldaduras de filete que pueden realizarse en una sola pasada con máquinas de soldadura automática cuando sea posible.
• Ejemplo: sección constante o variable de tres placas (de alma delgada) para naves industriales.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
Sección de tres placas de alma delgada
Soldadura de filete por un solo lado
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
Sección constante de tres placas de alma delgada
Soldadura de filete por un solo lado
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
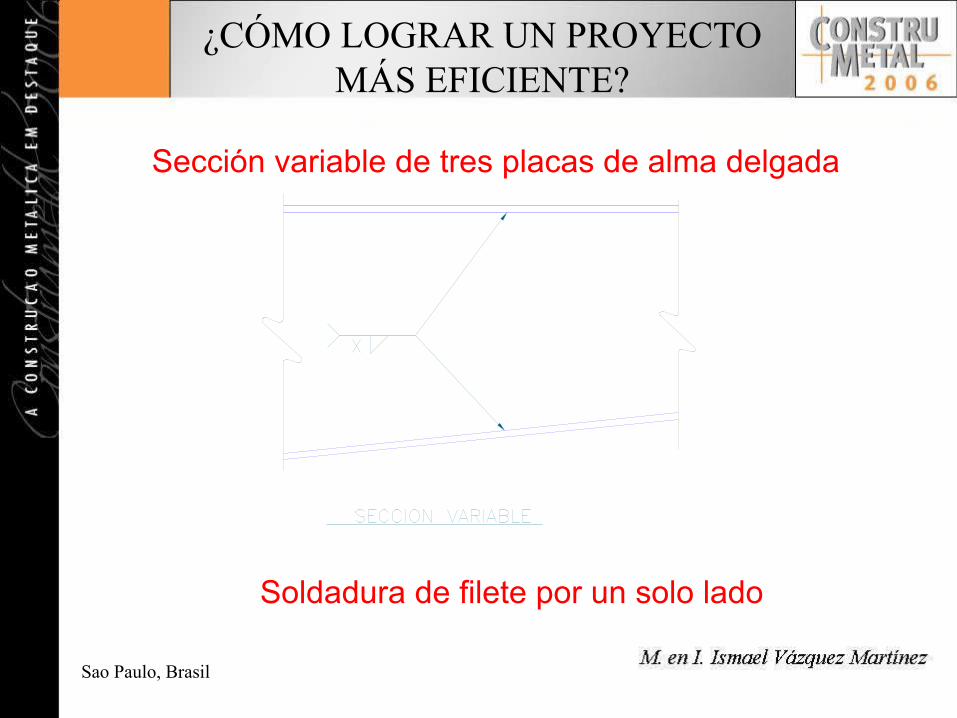
Soldadura de filete por un solo lado
Sección variable de tres placas de alma delgada
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
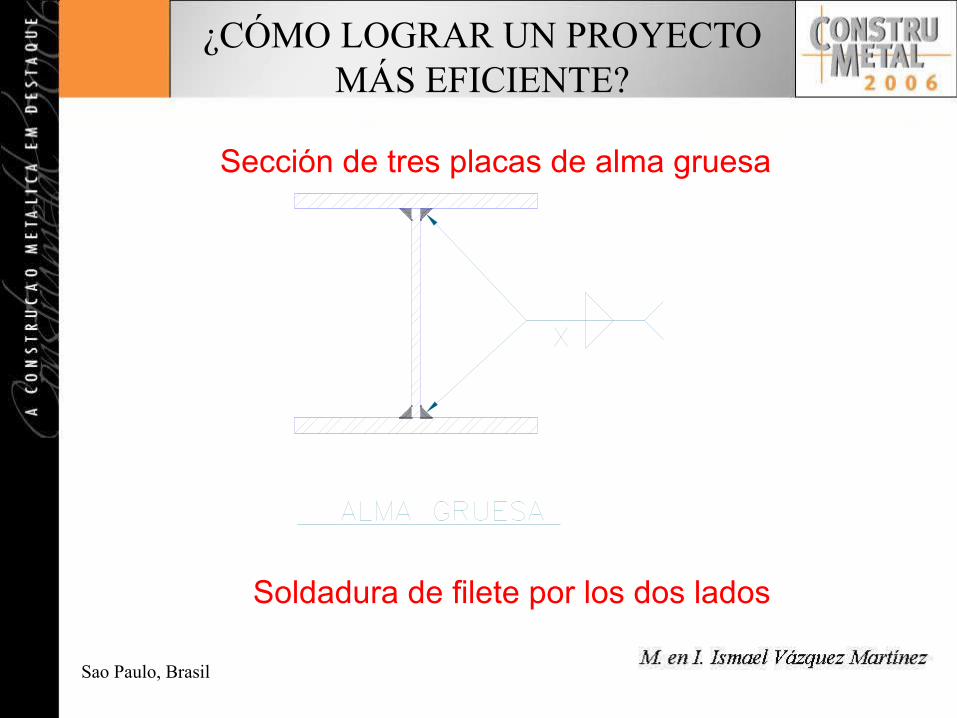
Sección de tres placas de alma gruesa
Soldadura de filete por los dos lados
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
• No indicar más soldadura que la realmente necesaria. Así se evita sobrecalentamiento y deformación de perfiles.
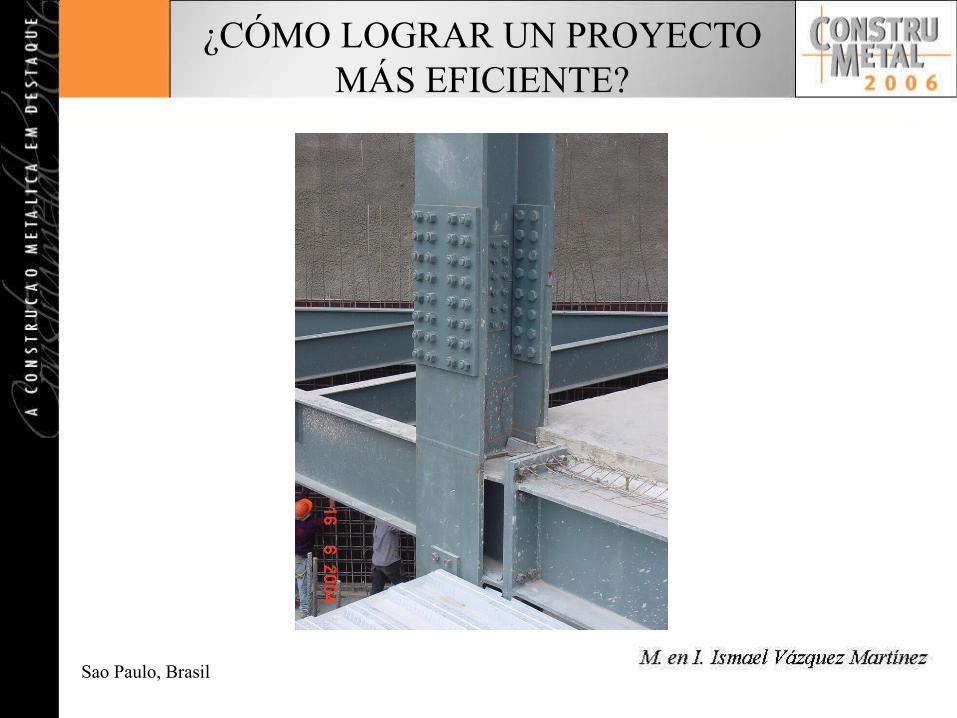
• Buscar el menor número de empalmes de columnas posible.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
• Considerar la posibilidad de utilizar una sección más rígida para evitar la colocación de atiesadores
• Especificar refuerzo en almas de trabes en zona de huecos para instalaciones sólo donde realmente se requiera.
• Tratar de utilizar perfiles HSS para contraventeo de marcos.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
Detalle de conexión de contraventeo con perfil HSS
Conexión en zona de nudo viga-columna
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
Conexión con placa (tipo peine)
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
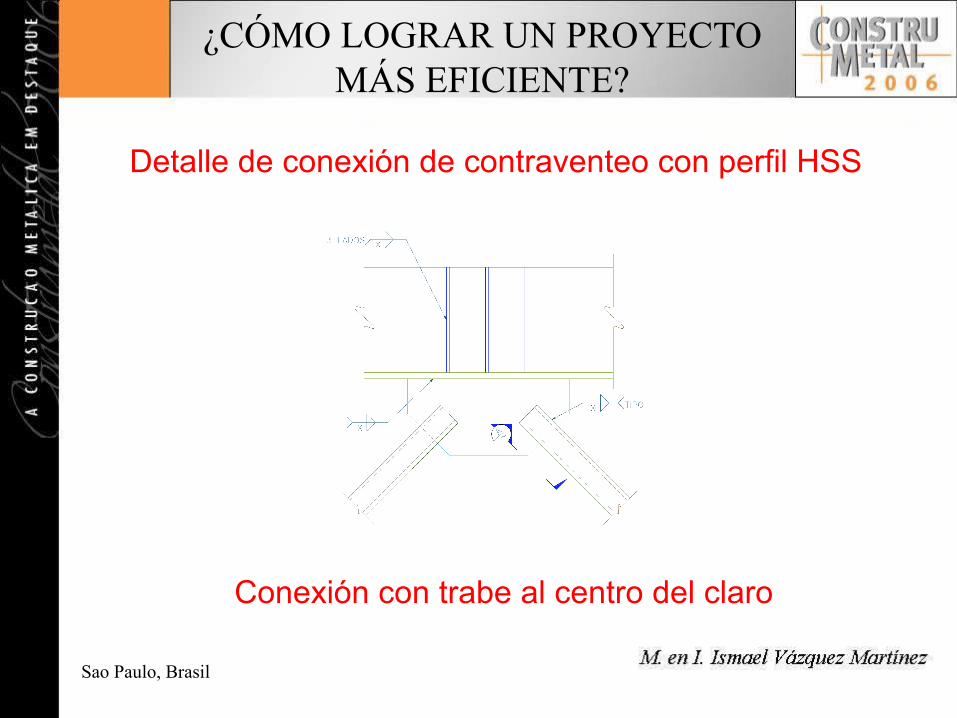
Detalle de conexión de contraventeo con perfil HSS
Conexión con trabe al centro del claro
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
• Elaborar un presupuesto de acuerdo a las características del proyecto estructural:
Analizar con cuidado la fabricación y montaje.
No cobrar por kilogramo de estructura indiscriminadamente. Cobrar de acuerdo a la facilidad de fabricación y montaje del proyecto.
I. Fabricante de estructura metálica
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
• Estudiar una buena estrategia de fabricación:
a) Comprar con tiempo de anticipación los materiales requeridos (de preferencia cortados a la medida), o bien fabricar con anticipación los perfiles de tres placas.
b) Establecer un orden de fabricación con el programa administrador de proyectos.
c) Dar el seguimiento del proceso de fabricación con el mismo programa.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
• Acordar con el cliente quien va a fabricar y colocar algunos accesorios metálicos como son:
Guías para elevadores Anclas Fijación para precolados Etc.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
• Acordar con el cliente las características del recubrimiento (pintura) de los perfiles.
• Negociar con el estructurista el uso de agujeros oblongos en conexiones con elementos de concreto (muros, columnas).
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
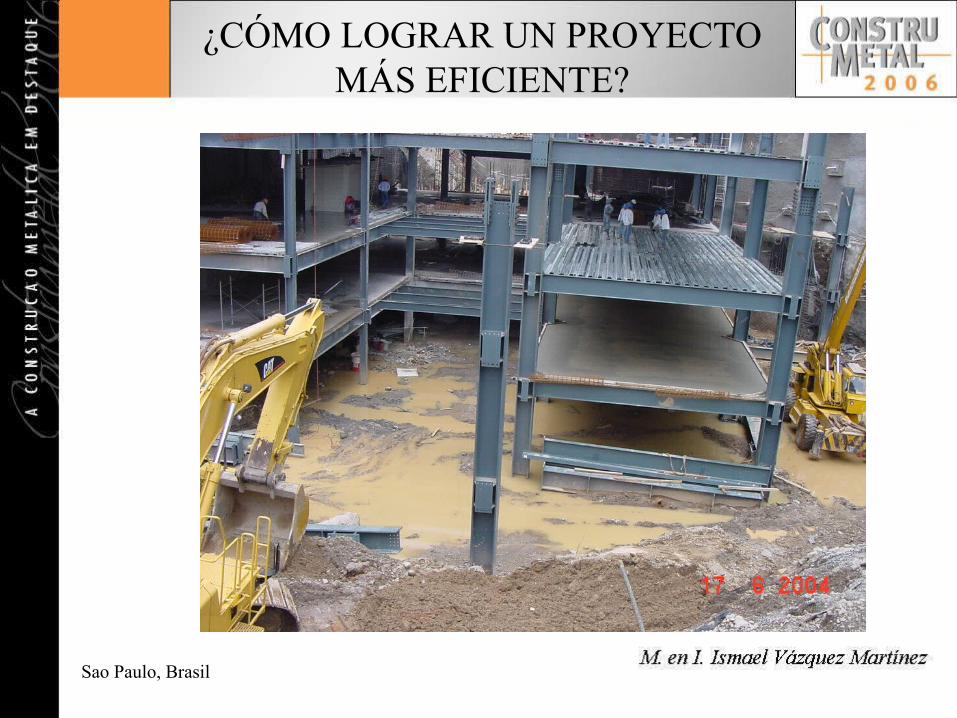
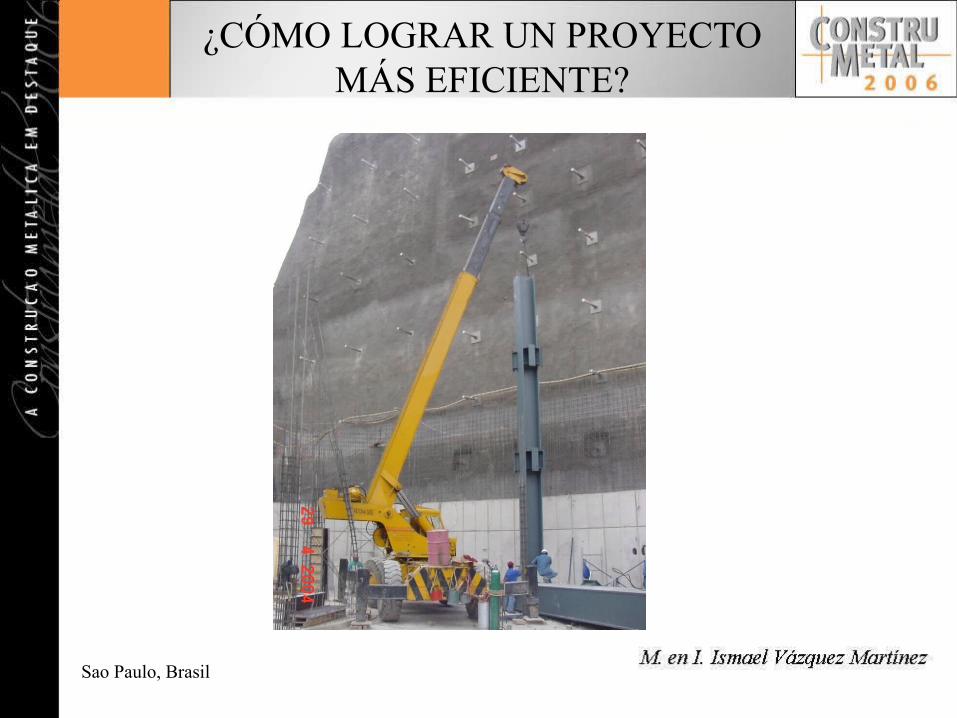
• Estudiar una buena estrategia de montaje con el auxilio del programa administrador de proyectos:
Orden de montaje de las piezas Ubicación de la(s) grúa(s) Coordinación con contratistas de obra
civil.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?

Sao Paulo, Brasil 14/septiembre/2006
• Utilizar tornillos de tensión controlada o arandelas indicadoras de torque.
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
¿CÓMO LOGRAR UN PROYECTO MÁS EFICIENTE?
Sao Paulo, Brasil 14/septiembre/2006
CONCLUSIONES
• Cada vez los proyectos son más complejos y el tiempo para llevarlos a cabo es más corto.
• Sólo con procesos automatizados es posible ajustarse al ritmo dinámico y a la precisión que exigen los proyectos actuales.
• El cliente debe convencerse de las ventajas que actualmente ofrece la tecnología, no sólo para la fabricación de estructuras metálicas, sino para mejorar el comportamiento de las mismas.

Sao Paulo, Brasil 14/septiembre/2006
CONCLUSIONES

Sao Paulo, Brasil 14/septiembre/2006
CONCLUSIONES
Sao Paulo, Brasil 14/septiembre/2006
CONCLUSIONES
• Es importante conscientizar al ingeniero estructurista para que adecue sus diseños de manera que se puedan aplicar al máximo los procesos de fabricación automatizada.
• El fabricante de estructura metálica debe invertir en la compra de equipos y programas de computo que faciliten las labores de fabricación y montaje, así como el control del proyecto.
• Al considerar todo lo anterior, los proyectos podrán abaratarse y realizarse en mucho menos tiempo.

Sao Paulo, Brasil 14/septiembre/2006
• Quien no logre adaptarse a los avances tecnológicos de hoy en día será menos competitivo y tarde o temprano estará condenado a desaparecer.
CONCLUSIONES