Embed Size (px)
Citation preview

Contractor Safety Meeting
Date of Meeting: January 19, 2016
Minutes Prepared By: Cindy Maille
Location: Copper Cliff Club – Main Hall
Time: 8:00 – 10:00 AM
Chair: Chris LePera
Emergency Preparedness- Chris LePera
• Invac/Outvac locations, emergency procedures.
• Introductions around the room. Stop and Correct- Mike Mascioli
• PMO’s stop and correct reporting program is going very well. • Highest frequency reported is housekeeping. • MOL visits have not reported housekeeping as an issue. • Our Stop and Correct reporting system is working. • Congratulations and keep up the good work.
Purpose of Meeting
Monthly Contractor safety review
Attendance
Attendance Jan 19_2016.pdf
Attachments
• Please see end of minutes for presentation information.

Safety Share- Speeding- Chris LePera
• Review safety videos and presentation
Speeding-SafetyShare.ppt
• Mike: My son was in an accident recently- everyone was ok. The vehicle that collided with the vehicle he was in was driven by a person texting. Make sure you and your family invests in hands free for your vehicles.
Safety Stats- Chris LePera
• Review of safety stats
MinesPMO-Safety Stats-MONTHLY PPT.p
• Most RWIs were MSD type injuries • Good work on Stop and Correct Reporting.
High Potential Hazards – Mike Mascioli
• Review of high potential hazards
HiPots for Jan-216.ppt
• We have had seven fires in the last five weeks, four of which were at Coleman Mine. • A hazard alert was issued in August:
Hazard Alert 2015-09-10 Improper
• Brad Hoffard, Technica: the wrap they were using was contaminated with oil. Special caulking should be used on wrap. If any of the wrap is exposed, it will wick oil.
• Technica has added a check for this to their equipment inspections. • There is a silicone spray on the market that works well for this purpose.

Presentation- Victaulic Vortex – Wayne Johnstone, Andrew Burt
• Review of new clamps available. • They are installation ready, have less pinch points, safer; you can keep your gloves on to install.
Victaulic Vortex 2016.ppt
• No shelf life on nitrogen • TSSA not required for installation.
Hazard Alert Review- Chris LePera
Hazard Alerts for Jan-2016.ppt
• Review of hazard alerts
• Mike: Stop and correct reporting is making a difference.
Jim Mathiasen- Legislation changes
• Review of changes around fall protection, rotary drills, CO2, confined space.
Next Meeting February 16th, 8 AM



Safety Share:
History of Speed Limits
• 1903- First province-wide speed limit on rural highways was introduced at 24 km/h
• 1920- Increased to 40 km/h
• 1937- Increased to 80km/h
• 1942-During World War II, the speed limits were temporarily lowered to 65 km/h to conserve Canada's fuel supplies.
• 1959-Passenger cars using the new superhighways such as Highway 400 and Highway 401 was changed to
100 km/h. • 1968- Increased to 115km/h on the 400 Series Highways
• 1974- Decreased back down to 100km/h during the energy crisis
• The energy crisis also brought about the reduction of speed limits on most conventional highways back to a
maximum of 55 mph (90 km/h).
• 1977- Conversion to Metric measurements reduced the speed limit on most conventional highways 80 km/h.
• Traffic engineers set speed limits according to the following factors: • The local land use indicating the driving environment • The road classification • The highway geometry • Features such as shoulder width and the number of intersections and highway entrances • The history of the highway, including number and types of incidents • The volume of traffic and vehicle types Motorists’ behaviors are also taken into account when establishing a speed limit zone. “Most” drivers are sensible and will naturally drive at a reasonable speed to reach their destination safely. As such, the ministry uses the “majority” concept as a guiding principle for evaluating speed limits. The “majority” speed represents that speed at or below which most of the traffic is moving in ideal road conditions, and is widely accepted in North America as being closest to that “just right” speed limit motorists will comply with.
How /Who Determines Speed Limits?
Engineers……

Penalties and Fines SPEEDING RANGE DEMERIT POINTS FINE AMOUNT 0 – 15 kilometers •0 demerit points $17.50 – $52.50
16 – 29 kilometers over the limit •3 demerit points $55.00 - $138.75
30 – 49 kilometers over the limit •4 demerit points •30 Day Suspension for G1 and G2 drivers •100% Insurance increase
$220 - $359.00
50 kilometres over the limit •6 demerit points •30 Day Suspension for G1 and G2 drivers •100% Insurance increase
Summons Issued by the Court (Consider Lawyer fees, and imposed fine from the Court)
Stunt Driving – Racing – Speeding 50km/h or more
•6 demerit points •Immediate 7 day licence suspension •Immediate 7 day vehicle impound •One year licence suspension •Jail up to 6 months •100% Insurance increase
•Minimum fine $2,000 •Maximum fine $10,000

Ontario Statistics 2013 Ontario Road Safety Annual Report
Selected Statistics: Total Fatal and Personal Injury Collisions 42,966
Personal Injury Collisions 42,537
Fatal Collisions 429
Top 3 Factors for Fatalities: Drinking and driving collisions 25.00%
Inattentive driving collisions 16.60%
Speed-related collisions 13.70%

Stopping Distances

Sept 18,2013 –Ottawa Bus-Train Crash 5 Fatalities
Investigation Findings: The Train was travelling at 75km/h in an area where the speed limit is 161km/h The Bus was travelling at 67.6km/h in a posted 60km/h 1st Basic Cause: The fact that the bus was speeding affected it’s stopping distance 2nd Basic Cause: The bus driver was distracted by the video screen which is required to monitor passengers on the upper level of the bus
Remember: 5km/h increase in Speed = 27km/h difference at Impact

Sept 18,2013 –Ottawa Bus-Train Crash 5 Fatalities


PMO Contractor Safety Meeting Safety Stats Jan 19,2016

SAP Incident Management Report Summary For PMO Mines
Nov-2015 Dec-2015 Year to Date-2015 8 Total Incidents 5 Total Incidents 63 Incident Reports 7 Near Misses 1 Near Misses 36 Near Misses 1 Unsafe Conditions 1 Unsafe Conditions 5 Unsafe Conditions
16 Monthly Total 7 Monthly Total 104 Yearly Total
12 High Potential Incidents
Nov-2015 Dec-2015 Year to Date-2015 18 Field Visits 11 Field Visits 164 Field Visits 42 Orders 11 Orders 523 Orders 31 Completed Orders 5 Completed Orders 491 Completed Orders
MOL Field Visits on Vale Operations Sites

TRIF ANALYSIS
2014 Hrs Worked 850606 Triff 14.1 FAI MAI RWI LTI 16 5 6 1 2015 Hrs Worked 961404 Triff 10.4 FAI MAI RWI LTI 4 4 5 1

INJURY STATS PMO Mines
FAI MAI RWI LTI
TOTAL 2015: 4 4 5 1
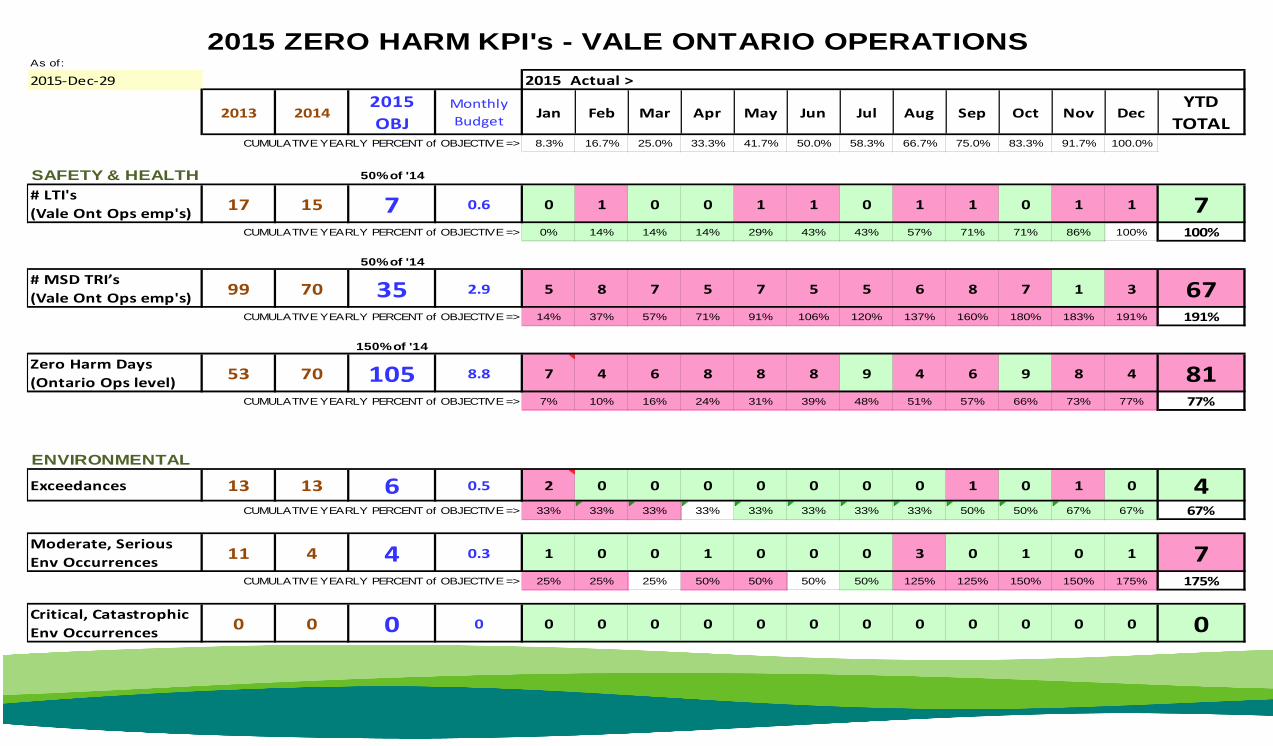
2015 ZERO HARM KPI's - VALE ONTARIO OPERATIONSAs of:
2015-Dec-29
2013 20142015 OBJ
Monthly Budget Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
YTD TOTAL
CUMULATIVE YEARLY PERCENT of OBJECTIVE => 8.3% 16.7% 25.0% 33.3% 41.7% 50.0% 58.3% 66.7% 75.0% 83.3% 91.7% 100.0%
SAFETY & HEALTH 50% of '14
# LTI's (Vale Ont Ops emp's) 17 15 7 0.6 0 1 0 0 1 1 0 1 1 0 1 1 7
CUMULATIVE YEARLY PERCENT of OBJECTIVE => 0% 14% 14% 14% 29% 43% 43% 57% 71% 71% 86% 100% 100%
50% of '14
# MSD TRI’s (Vale Ont Ops emp's) 99 70 35 2.9 5 8 7 5 7 5 5 6 8 7 1 3 67
CUMULATIVE YEARLY PERCENT of OBJECTIVE => 14% 37% 57% 71% 91% 106% 120% 137% 160% 180% 183% 191% 191%
150% of '14
Zero Harm Days(Ontario Ops level) 53 70 105 8.8 7 4 6 8 8 8 9 4 6 9 8 4 81
CUMULATIVE YEARLY PERCENT of OBJECTIVE => 7% 10% 16% 24% 31% 39% 48% 51% 57% 66% 73% 77% 77%
ENVIRONMENTAL
Exceedances 13 13 6 0.5 2 0 0 0 0 0 0 0 1 0 1 0 4CUMULATIVE YEARLY PERCENT of OBJECTIVE => 33% 33% 33% 33% 33% 33% 33% 33% 50% 50% 67% 67% 67%
Moderate, Serious Env Occurrences 11 4 4 0.3 1 0 0 1 0 0 0 3 0 1 0 1 7
CUMULATIVE YEARLY PERCENT of OBJECTIVE => 25% 25% 25% 50% 50% 50% 50% 125% 125% 150% 150% 175% 175%
Critical, CatastrophicEnv Occurrences 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
2015 Actual >
PMO Mines: Stop & Correct Reporting

Stop & Correct Reporting Summary For PMO Mines
Nov-2015 Dec-2015 Year to Date-2015
193 Unsafe Conditions 197 Unsafe Conditions 658 Unsafe Conditions
7 Near Misses 5 Near Misses 52 Near Misses
200 Monthly Total 202 Monthly Total 710 Yearly Total

Stop & Correct Trends Nov & Dec 2015
Trend Reported Housekeeping 51 Dust 36 Mobile Equipment(Inclusive) 30 Ventilation 26 Water Management 26

Stop & Correct Reporting Examples TREND DETAILS OF EVENT CORRECTIVE ACTIONS
Housekeeping Extension cord needed to be run inside building because exterior electrical outlet was not working. This created a tripping hazard outside of the door due to cord being run across doorway.
Stop and Correct: Had electrician repair outlet
Dust Drift on south side of 4050 level very dusty. Scoop mucking through area.
Stop and Correct: Contacted Vale foreman. He had calcium spread on level to minimize dust.
Mobile Equipment While completing pre-op for #79 forklift worker noticed flammable material inside the engine compartment. Ex: Old rags, paper.
Stop and Correct: Flammable material was removed and disposed of in proper location. Pre-op completed.
ventilation Ventilation with screen underneat for support was hanging very low in main drift. Truck would hit when passing.
Stop and Correct: Got man basket and with Vale driller raised ventilation and screen and tied off.
Water Management Sump over flowing, tried to turn on pump, would not operate.
Stop and Correct: Called Vale electrical team to come look at pump.

Safety Goals for 2016
GOAL 2015 2016 Reduce High Potential Incidents by 50%
Total of 12, 5 of which were Mobile Equipment related
8
Reduce Triff by 25% Triff for 2015 was 11.3 9 Reduce Incidents 126 total IM's for 2015. Average time
spent: 8hrs. Total of 1008 Hours of lost "Boots on the Ground"

High Potential Incidents

COMPANY: Vale LOCATION: COLEMAN MINE – 4400L
INTERNAL USE: This document is Vale's property and may only be used in internal communications.
Brief Description: SAP IM Occurrence No: 1575887 147 Scoop ( R1600) was being moved from the 5160 shop to 3370 for further fuel tank and exhaust welding repairs. Machine was inspected by the shop mechanics prior to being moved and deemed safe to do so. Operator pulled off ramp on 4400 level to avoid Kiruna truck traffic and noticed small flame coming from the exhaust compartment. He exited scoop and put out flame with 20 lbs. extinguisher. Immediate Action: •Operator extinguished fire with 20 pound hand held fire extinguisher and immediately notified Supervisor. •Mobile department was contacted and fuel tank was drained. Access cover was removed and tank was flushed with water.
ACTUAL SEVERITY (H&S): Without Harm POTENTIAL SEVERITY (H&S): Critical ASSOCIATED CRITICAL ACTIVITY: Mobile Equipment
NEAR MISS INCIDENT 14/DEC/2015 – 10:00
Sudbury, Ontario Canada
Place one (01) image in this space.
Exhaust area caught fire
INVESTIGATION REPORT
BASE METALS / ONTARIO OPERATIONS / COLEMAN MINE
Contact: [email protected] – Safety Systems Specialist

Place one (01) image in this space. Place one (01) image in this space.
Corrosion present on the inner fender well of 147 LHD The fuel tank was drained and the fuel tank cross over
hose was capped.
Place one (01) image in this space. Place one (01) image in this space.
The exhaust purifier on unit was corroded badly and leaking into compartment.
Fuel was able to enter exhaust compartment through corroded seam
INVESTIGATION REPORT
BASE METALS / ONTARIO OPERATIONS / COLEMAN MINE

COMPANY: Vale LOCATION: COLEMAN MINE - 3850 level
INTERNAL USE: This document is Vale's property and may only be used in internal communications.
Brief Description: SAP IM Occurrence No: 1584114
Operator called to report small electrical. Fire on 796 jumbo Immediate Action: •Operator immediately extinguished fire with 20 pound fire extinguisher and notified supervisor. •Mobile department was contacted and Batteries were disconnected. •Unit was watched to ensure there were no further flare ups.
ACTUAL SEVERITY (H&S): Without Harm POTENTIAL SEVERITY (H&S): Critical ASSOCIATED CRITICAL ACTIVITY: Mobile Equipment
NEAR MISS INCIDENT 17/DEC/2015 – 02:45
Sudbury, Ontario Canada
Place one (01) image in this space.
Unit number 796 Jumbo had thermal event under hydraulic tank
INVESTIGATION REPORT
BASE METALS/ ONTARIO OPERATIONS / COLEMAN MINE
Contact: [email protected] – Safety Systems Specialist

Place one (01) image in this space. Place one (01) image in this space.
Atlas Copco 282 Rocket Boomer
Unit # 796 Jumbo
Place one (01) image in this space. Place one (01) image in this space.
Presence of hydraulic oil running down the hydraulic tank
The operator was able to extinguish the thermal event with the onboard 20 pound fire extinguisher
INVESTIGATION REPORT
BASE METALS/ ONTARIO OPERATIONS / COLEMAN MINE

COMPANY: Vale LOCATION: PLANT – Coleman
INTERNAL USE: This document is Vale's property and may only be used in internal communications.
Brief Description:
ACTUAL SEVERITY (H&S): Without Harm POTENTIAL SEVERITY (H&S): Critical ASSOCIATED CRITICAL ACTIVITY: Mobile Equipment
NEAR MISS INCIDENT 03/JAN/2016
Sudbury, Ontario Canada
Place one (01) image in this space.
Exhaust area caught fire
INVESTIGATION REPORT
BASE METALS/ ONTARIO OPERATIONS / COLEMAN MINE
SAP IM Occurrence No: 1633653 314 scoop had been mucking at location 1 draw point. The operator was grabbing a bucket when he turned around seen flames coming from engine compartment. The operator after discharging fire suppression system needed 2 fire extinguishers to put fire out because of oil leak and fire had restarted up. Area is double guard railed for investigation. Immediate Action: Operator of scoop discharged fire suppression system on scoop. Retreated from area and with the assistance of the Hoe Ram operator who was near by extinguished the flames using two additional 20lb extinguishers. Scoop was then cooled down using fire hose. Mobile Department was called and covers were removed to inspect for any possible flare ups. Area was safe guarded and scene was frozen for investigation.
Contact: [email protected] – Safety Systems Specialist

Place one (01) image in this space. Place one (01) image in this space.
Top view of Torque compartment. Main implement pump is on right and exhaust compartment is on left
Main Hydraulic pump outlet flange bolts failed causing Quad ring to rupture
Place one (01) image in this space. Place one (01) image in this space.
Image of failed Quad ring and broken bolt Fire started in exhaust compartment
INVESTIGATION REPORT
BASE METALS/ ONTARIO OPERATIONS / COLEMAN MINE

COMPANY: Vale LOCATION: COLEMAN MINE – 4945L
INTERNAL USE: This document is Vale's property and may only be used in internal communications.
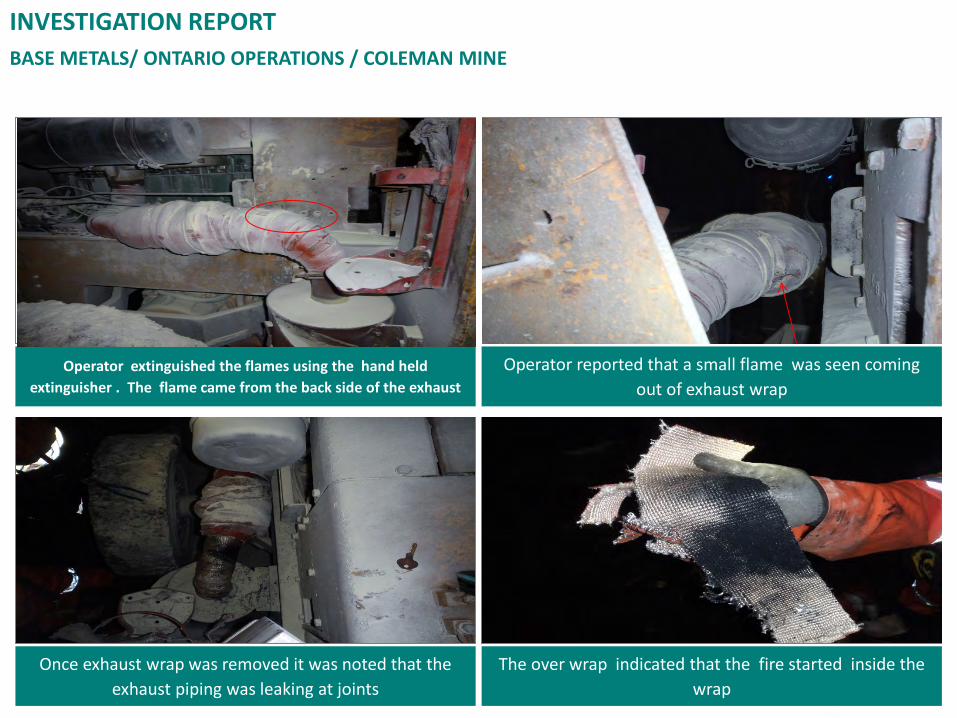
Brief Description: SAP IM Occurrence No: 1636603 While tramming 984 S/L on 4945L the exhaust wrap caught fire. Operator noticed it immediately and put out the Flame with the Fire Extinguisher that was on the Unit. He than notified supervisor and stayed with unit to make sure it was completely out. Immediate Action:
•Supervisor visited scene and barricaded area once the unit as cooled off. No Injuries occurred during the event. Scene has been barricaded off till released from investigation.
ACTUAL SEVERITY (H&S): Without Harm POTENTIAL SEVERITY (H&S): Critical ASSOCIATED CRITICAL ACTIVITY: Mobile Equipment
NEAR MISS INCIDENT 04/JAN/2016 – 14:00
Sudbury, Ontario Canada
Place one (01) image in this space.
984 scissor truck
INVESTIGATION REPORT
BASE METALS/ ONTARIO OPERATIONS / COLEMAN MINE
Contact: [email protected] – Safety Systems Specialist
Place one (01) image in this space. Place one (01) image in this space.
Operator extinguished the flames using the hand held extinguisher . The flame came from the back side of the exhaust
Operator reported that a small flame was seen coming out of exhaust wrap
Place one (01) image in this space. Place one (01) image in this space.
Once exhaust wrap was removed it was noted that the exhaust piping was leaking at joints
The over wrap indicated that the fire started inside the wrap
INVESTIGATION REPORT
BASE METALS/ ONTARIO OPERATIONS / COLEMAN MINE


Ontario Operations
Safety
Document: Issue Date: Page: Approval:
Hazard Alert 2015-09-10 1 of 3 General Safety
Filed in Safety Reports Index as: Hazard Alert 2015-09-10 Improper Exhaust Heat Wrapping IM-1221169.doc
HAZARD ALERT This is NOT an investigation report. It is a WARNING related to a hazard that has been recognized.
The information provided is a preliminary assessment of an incident and is not a formal review of the incident.
Initiating Plant: Totten Mine Awareness Date: 2015-08-26
Concern: Improper and Poor Condition Exhaust Wrapping used on a Scissor Lift
IM #: 1221169
Hazard Description:
Near the end of day shift on Aug 25, Technica employees were driving 065 scissor truck up the ramp between 4050L and 3950L at Totten Mine. Employees noticed smoke coming from the exhaust wrap. Unit was pulled off the ramp; employees washed down exhaust area, removed the wrap and soaked it in water. Stood guard for half an hour for fire watch. Incident notification protocol was followed.
Actions by Initiating Mine/Plant:
1. SAP IM initiated and followed the investigation process 2. Investigation found that the exhaust wrapping had picked up oil while it was
being reinstalled after a service 3. The wrap involved in this incident is not the standard wrapping as it will
absorb flammable liquids (fuel source) and eventually ignite as the heat of the exhaust is an ignition source.
4. Totten Mine is auditing all equipment (Vale and contractor owned) for non-standard exhaust wrap.
Recommended Actions for Other Mines/Plants:
1. Audit all equipment (Vale and contractor owned) for non-standard exhaust wrap.
2. Ensure that the exhaust wrap is in good condition and good order. If the exhaust wrap is improperly installed or damaged and exposes the wrap to absorb or trap fluids which will be exposed to hot exhaust, repair or replace with Vale recommended exhaust wrap.
3. Any exhaust wrap that is not to recommended Vale Standard but is in good condition (i.e. not allowing fluids to reach surfaces where the temperature may exceed the auto-ignition temperature of the fluid) shall be monitored during maintenance inspections. If exhaust wrap is deemed to be in poor condition, replace with Vale recommended exhaust wrap.
4. Use the Engineering Standards (Performance Criteria excerpt and link provided next page; Equipment Delivery Acceptance Checklist form link provided next page) Record in Safety Plan Tracking using: Activity Type = “1sp-Hazard Alert / Significant Incident Review”; and, Activity Topic = “Hazard Alert 2015-09 Improper Exhaust Heat Wrap”

Ontario Operations
Safety
Document: Issue Date: Page: Approval:
Hazard Alert 2015-09-10 2 of 3 General Safety
Filed in Safety Reports Index as: Hazard Alert 2015-09-10 Improper Exhaust Heat Wrapping IM-1221169.doc
Excerpt from: SPECIALTY ENGINEERING MOBILE EQUIPMENT UNDERGROUND - HOT SURFACE PROTECTION http://192.168.1.2/gen_eng/standards/pdf/SPEC-81504.pdf 6.2 COATING / WRAP PRODUCT PERFORMANCE CRITERIA Product shall reduce exposed surface temperature to a level below those prescribed for the intended “Hot Surface Protection” application. Product, when properly installed, shall not absorb, trap or otherwise retain fluids when they are sprayed onto or at the surface Product, when properly installed, shall not allow fluids to reach surfaces where the temperature may exceed the auto-ignition temperature of the fluid. Product when properly installed will cover associated flanges, clamps and any other portions of exhaust system mounting brackets that may reach unacceptable temperatures due to heat transfer. Product when properly installed will have access locations in the form of grommeted holes or similar designs to allow for the removal and reinstallation of any test port plugs (i.e. emissions testing). Areas with grommeted holes or similar designs to permit access to test ports will be equipped with a moveable secondary flap or similar design to cover the opening and protect it from direct spray when access is not required. Flap should be replaceable if damaged. Product shall not utilize any components that may be subject to auto-ignition temperatures lower than 2 times the maximum surface temperature being protected. Product shall not utilize any components that may ignite and sustain combustion when exposed to an open flame. Where required, product shall be easily removed and reinstalled in order to conduct regular maintenance and/or inspections.
Product durability: • Shall withstand normal wash down with a low-pressure (<100 psi) water
hose. • Shall withstand indirect spray from high-pressure power washing. • Shall withstand exposure to standard cleaning agents and de-greasers used
underground. • Shall withstand exposure to fuels and machine fluids used underground.
Equipment Delivery Acceptance Checklist
Photos on next page…

Ontario Operations
Safety
Document: Issue Date: Page: Approval:
Hazard Alert 2015-09-10 3 of 3 General Safety
Filed in Safety Reports Index as: Hazard Alert 2015-09-10 Improper Exhaust Heat Wrapping IM-1221169.doc
Contaminated/NTS Heat Wrapping, from the Totten Mine Incident
Standard Heat Wrapping

Victaulic Vortex™ Next Generation Fire Suppression System

The Victaulic Vortex Solution
Hybrid System that utilizes inert gas and fine water droplets to extinguish a fire more efficiently than stand alone inert gas or water fire suppression systems.

Victaulic Vortex • Victaulic Vortex is currently protecting over 6.5 million
ft3 in total-flooding applications in over 260+ projects.
Victaulic Vortex Approvals NFPA Special hazard standards:
• NFPA 750 - Water Mist • NFPA 2001 - Clean Agent Gas System **Coming Soon – NFPA 770 Hybrid Suppression Standard APPROVALS AND THIRD PARTY REPORTS
– EPA SNAP approval as an “inert gas water based system” – FM 5580 Approval Machine Spaces/Turbine Enclosure – UL2127 Test Report by UL and FM for Class A and B fires – Compliant with NFPA 750


Victaulic Vortex
• What a hybrid system is: Not a water mist system!
– Patented supersonic emitter creates a multi-layer shock wave of nitrogen which atomizes the water droplets to a sub 10 micron level.
– Creates a homogenous suspension of nitrogen and water by imbedding the water molecules into the nitrogen molecules

Victaulic Vortex
• Emitter Flow
Water Input
Nitrogen

Victaulic Vortex • Atomization
– Air is pushed out of the way and drawn in, causing wrapping around dispersion - “Vortex effect”
As suspension
disperses, N2 reduces air drag and H2O particles
maintain velocity

Oxygen (O2) Heat
Fuel
Victaulic Vortex
• Fire Extinguishing Mechanics

Oxygen Heat
Fuel

Page 11
Victaulic Vortex
• Fire Extinguishing Mechanics
Oxygen Levels%2220181614121086420
Normal Air/Inert GasAtmosphere Atmosphere
O2 level 10% (LOAEL)
O2 level 15%(NOAEL - Fire O2
deprived))
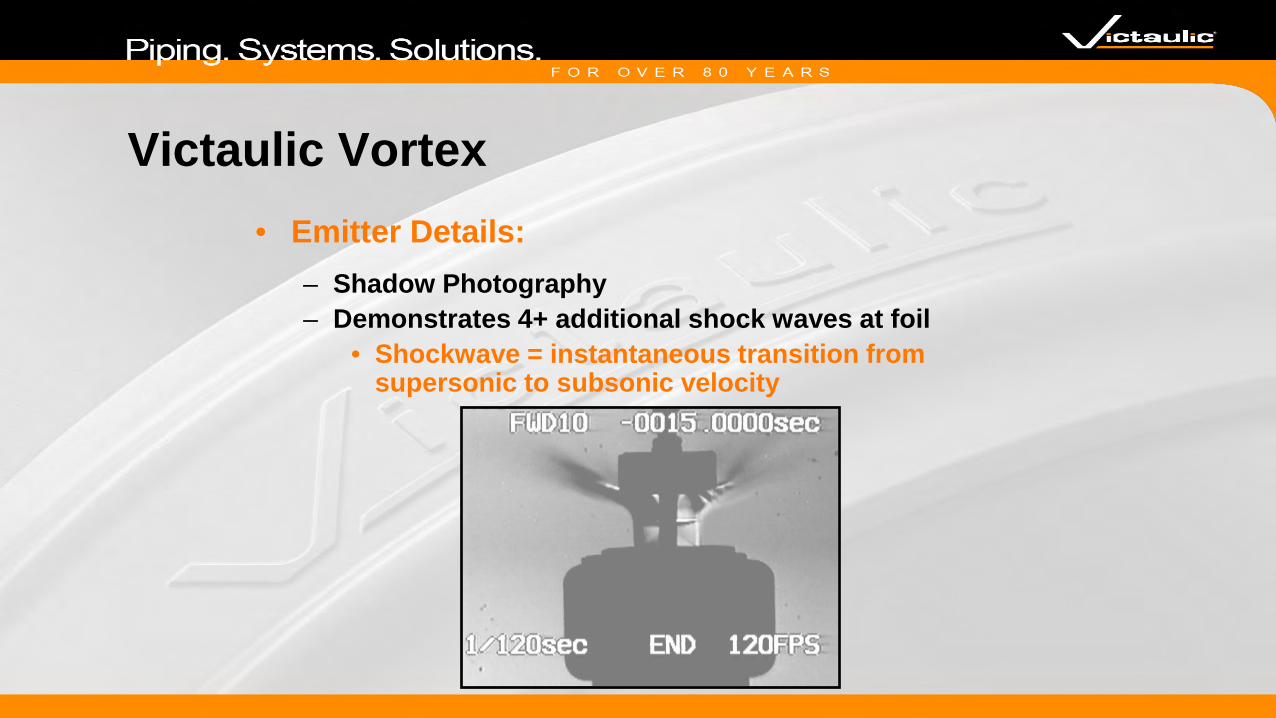
Victaulic Vortex • Emitter Details:
– Shadow Photography – Demonstrates 4+ additional shock waves at foil
• Shockwave = instantaneous transition from supersonic to subsonic velocity

Victaulic Vortex • Emitter Details: Penn State Research
– Schlieren Photography • Shock disc between foil and emitter • Secondary shock fronts at foil create high
turbulence • Velocity
– At emitter: approx. Mach 1
– At 2 ft.: approx. 80mph
– At 8ft.: approx. 40 mph

Victaulic Vortex • Atomization
– Atomization occurs at the emitter (atomization zone): • N2 velocity VERY HIGH • H2O velocity at zero
– Resulting suspension has high
momentum due to the high gas velocity

Victaulic Vortex • Relative Surface Area of Heat Exposure
0
10
20
30
40
50
60
70
80
90
Standard Sprinkler High Pressure Mist Vortex
Square Inches Per Minute, normalized Standard Sprinkler = 1
7
1
81

Vortex Research Product Advancements Nitrogen Storage Emitter Materials Multi-Purpose Flow Cartridges

Victaulic Vortex • Emitter Details
– Brass, Stainless Steel, PVDF or Clean Room Emitter
– 1/8”, ¼”, 3/8”, 1/2” or 5/8” Opening for Nitrogen Flow

Page 18
Vortex 5/8” Electrical Spaces – Nitrogen gas pressure of
25psig – Nitrogen flow is 250 SCFM
per emitter – Water pressure of only <5
psig – Water flow is approximately
0.26 GPM per emitter – Each emitter covers ~ 1500
ft3 (42 m3) – With Demineralized water the
discharge has zero conductivity

Page 19
Vortex ½” Machine Space Emitter
– Nitrogen gas pressure of 25psig
– Nitrogen flow is 150 SCFM per emitter
– Water pressure of only <5 psig
– Water flow is approximately 1.0 GPM per emitter
– Each emitter covers ~ 2500 ft3 (70 m3)

Victaulic Vortex
• Nitrogen Supply – Single or Multi-Zone

Victaulic Vortex

• System Layout – Combines fluid control / zone control
panels into one panel for single zone systems
High Pressure Valve Supervisory Switch
Main Control Panel Series 950
Emitter
Nitrogen Gas Supply*
Water Supply (local pressure)
*Low Pressure tank (450psi) or High Pressure Cylinder (2500psi)
Emitter
Typical Combo - Panel
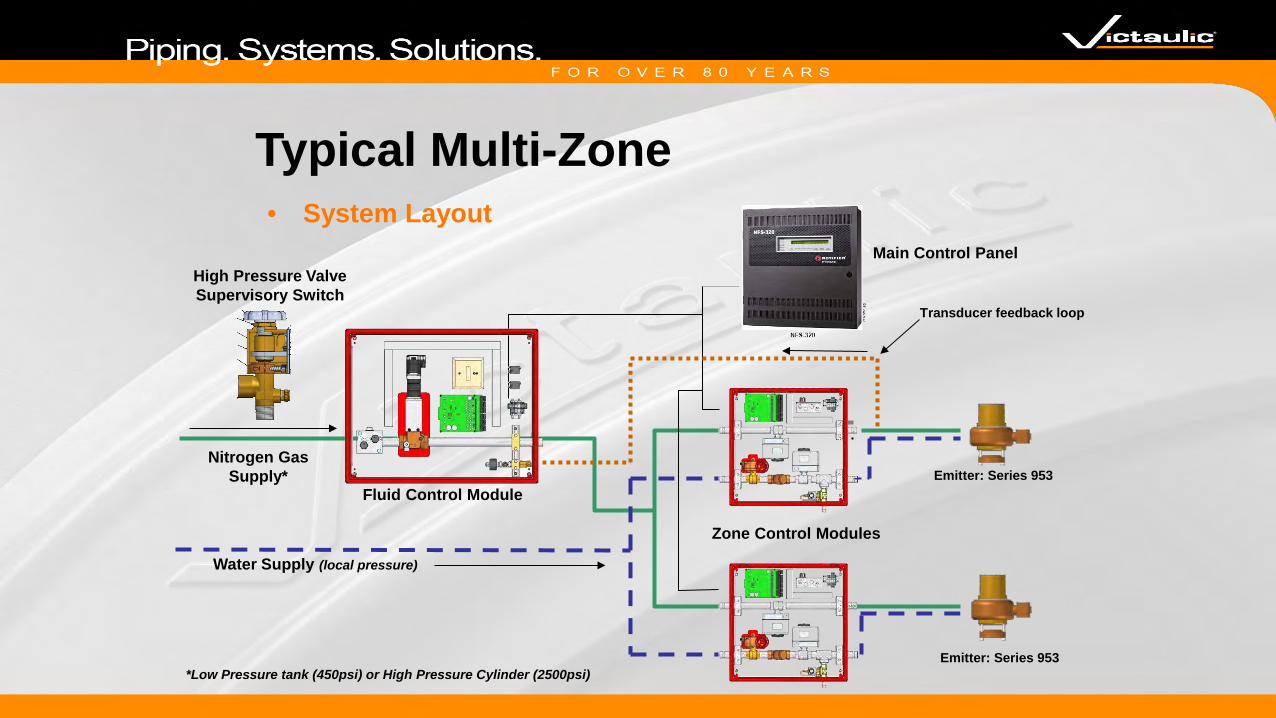
High Pressure Valve Supervisory Switch
Nitrogen Gas Supply*
Water Supply (local pressure)
Main Control Panel
Fluid Control Module
Zone Control Modules
*Low Pressure tank (450psi) or High Pressure Cylinder (2500psi) Emitter: Series 953
Transducer feedback loop
Emitter: Series 953
Typical Multi-Zone • System Layout

Victaulic Vortex • Layout / Design Criteria
– Vortex Emitter Min. Distance Requirements Sheet Pendent Sidewall


Features of Victaulic Vortex® 500

Vortex 500 Pre-engineered system for Data Rooms & MCC Rooms
under 6,100 cubic feet • Sidewall style emitters,
located at the top of the system – Able to adjust aim
• No additional piping
needed or allowed
• Quantity of stored Nitrogen required is dictated by both the elevation and enclosure volume of the hazard area.

Milton Hydro, Milton, Ontario

Industrial Applications • Power Generation
– Base Load Plants – Co-Generation and
Combined Cycle Plants – Gas Turbines – Hydro Turbines – Enclosed Steam turbines – Machinery Spaces – Cable vaults
• Diesel Generators • Industrial Ovens
– Carbon Fiber Manufacturing Ovens
• Metal Production and Processing – Electrical Furnaces – Continuous Casters – Rolling Mills (steel and
aluminum) – Coating Lines – Packaging Areas – Pickle and Annealing Lines – Exhaust Ducting – Pulpits
• Automotive • Engine Test Cells • Paint application • Mixing and storage

Commercial Applications • Electronic Operations
– Computer Areas – MCC Rooms
– Automated Information
Storage Areas • Electronic/Computer
Production – Wet Benches – Wave Soldering Machines
• Underground Storage Vaults • Research Facilities
– Test Facilities – Anechoic Chambers
• Telecommunications Facilities
• Rare Book Libraries • Museums • Petrochemical and Medical Facilities
• Clean Room Laboratories •MRI Rooms
• Coating Lines • Food Processing

Netelligent Data Center in Montreal
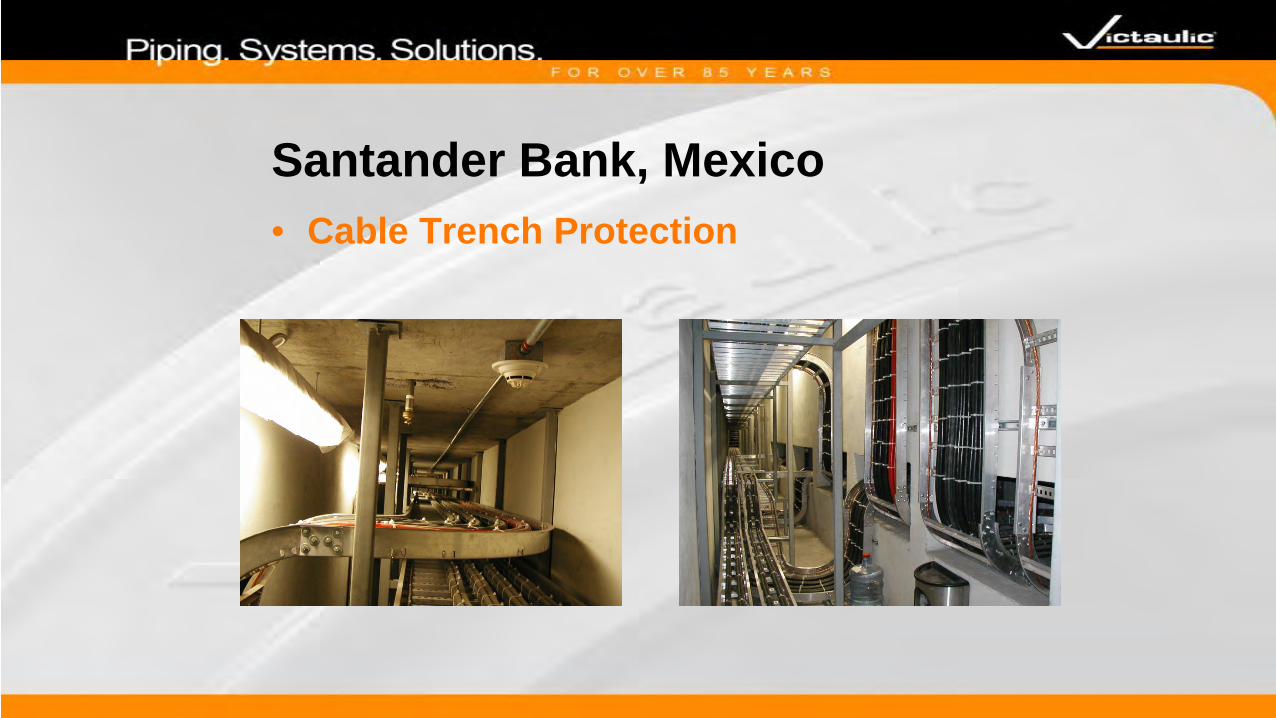
Santander Bank, Mexico • Cable Trench Protection

Polycello Flexographic Printer: Local Application

Turbine Enclosure Emitter Placement

Turbine Enclosure Protection

Glencore Machine Shop/ Lube Bay. 3900 ft. Underground

Glencore Machine Shop/ Lube Bay 3900 ft. Underground

Glencore Diesel Fuel Bay: 3900 ft. Underground

Local Application, Pickle Line

Exhaust Ducts
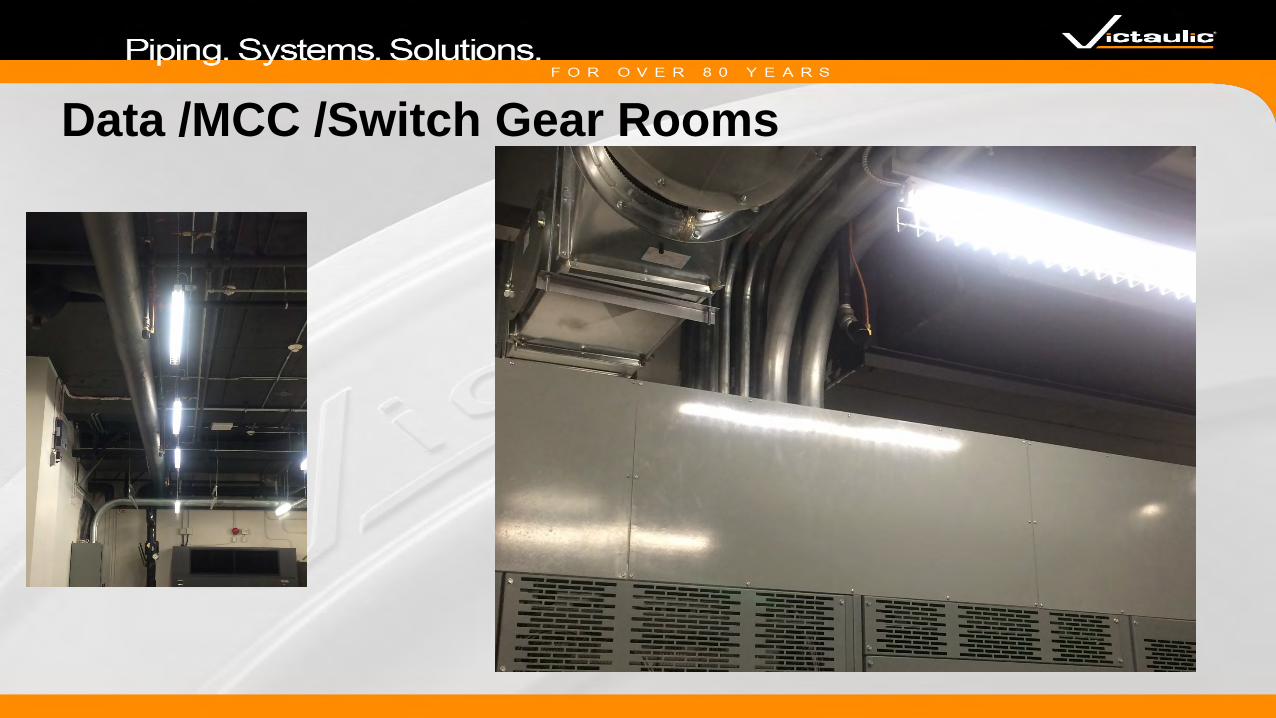
Data /MCC /Switch Gear Rooms

Cylinder Rack and Panel

Abington Metals – Philadelphia, PA

Bulk Tubes – Severstal Steel Plant

Page 46
• The combination of inert gas with small (<10 microns) water droplets, allows for safe protection
• Decreased amounts of water in hybrid systems reduce potential for water damage, containment, and clean-up as a result of a discharge
• Hybrid Fire Extinguishing systems have been evaluated and tested – Turbines – Machinery Spaces – Data Centers
Conclusions

Vortex: The “Solution Product” • Does the application have room integrity issues?
– Sometimes virtually impossible or so expensive to achieve – Halocarbons need room integrity – Vortex does not require fan tests – Room sustainability – retrofits for new equipment or conduit, etc through
walls or floors can render gaseous systems less effective or ineffective as time passes

Vortex: The “Solution Product”
• Recharge costs can be high for alternative systems! – FM-200 sells to end customer for around $20 / lb., plus labor
to replace – 10,000 lb. system - $200k plus labor – In contrast, equivalent amount of nitrogen is $12.5k – on site
refill truck

Vortex: The “Solution Product” • Containment of a Sprinkler discharge
– If containment systems for a sprinkler
discharge are needed, safe to assume collection is hazardous and expensive to dispose.
– The containment system cost can be more
expensive than the Vortex system installed!

Vortex: The “Solution Product” • No water or little water is available at the site
– Running water lines is very costly – Fire pumps, tanks or pond (heated) – Vortex uses very little water (.26 to 1.06 gpm),
and can provide stand alone water tanks

Vortex: The “Solution Product” • The material in the application is
valuable and can’t be destroyed – Protects material in fire incident or
accidental discharge – Data Center emitter used in this
application flows only .26 GPM • High Pressure water mist – 8 GPM
and will run for ten minutes • Closed head water mist system –
expect bigger fire before activation – Vortex would discharge immediately upon detection

Vortex: The “Solution Product”
• The customer wants a green system! – Vortex is totally green
with its use of nitrogen (most common element of air) and water
– Most gaseous systems are not green



Victaulic Vortex™ Next Generation Fire Suppression System

COMPANY: Vale/Technica LOCATION: Copper Cliff Mine – 120 Orebody 4520L
HEALTH AND SAFETY INCIDENT NOTIFICATION
BASE METALS/ ONTARIO OPERATIONS / Copper Cliff Mine
INTERNAL USE: This document is Vale's property and may only be used in internal communications.
Contacts: [email protected] – H&S Manager
Brief Description: SAP IM Occurrence No: 1558147 A Maclean bolter operator was in the process of reconditioning 4520 Level access when the connection points between the step-down box and main feed, male and female ends, shorted out causing the cable to arc flash for approximately 5 seconds. Small flames were visible when arcing stopped and were extinguished by Technica employee and supervisor. Immediate Action: • Flame extinguished. • Fire watch posted. • Vale electrical contacted. • 4370 Starter panel inspected – no damage. • Step down panel was tagged out and scene was frozen. • Investigation by Technica and PMO following shift. • Technica reported incident to MOL in writing.
ACTUAL SEVERITY (H&S): Serious POTENTIAL SEVERITY (H&S): Critical ASSOCIATED CRITICAL ACTIVITY: To be completed by HSE
INCIDENT 12/08/2015 – 01:20
Sudbury, Ontario Canada
Place one (01) image in this space, fitting it to the rectangle.
Plug with boot pulled back.

Main Hoist Hook Place one (01) image in this space,
fitting it to the rectangle.
Cables stripped back approx 2” beyond insert location leaving wires not insolated
Place one (01) image in this space, fitting it to the rectangle.
End of Plug where arcing occurred showing exposed conductors.
Place one (01) image in this space, fitting it to the rectangle.
Plug with dust boot pulled back to expose connection/arc flash location.
Place one (01) image in this space, fitting it to the rectangle.
No inner boot found on plug to prevent contaminants such as water and dust which could create arcing.
HEALTH AND SAFETY INCIDENT NOTIFICATION
BASE METALS/ ONTARIO OPERATIONS / Copper Cliff Mine NEAR MISS INCIDENT
12/08/2015 – 01:20 Sudbury, Ontario
Canada
Tension on cable

Jumbo Plug Failure

Steel Through Jeep Floor

Steel through Jeep Floor

Articulating Equipment

Articulating Equipment




















![Marifix General Contractor [ITA]](https://img.pdfslide.tips/doc/110x75/568c48f51a28ab49169244ec/marifix-general-contractor-ita.jpg)