Upload
yamith-gutierrez
View
38
Download
1
Embed Size (px)
Citation preview
5/28/2018 CONTROL DE CALIDAD.pdf
1/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
1
CONTROL DE CALIDAD
MDULO
REN ALEJANDRO ALVARADO RUEDA
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA - UNAD -ESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERA
PROGRAMA DE INGENIERA INDUSTRIALBOGOT
2008
5/28/2018 CONTROL DE CALIDAD.pdf
2/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
2
AutorRen Alejandro Alvarado RuedaIngeniero Industrial.Especialista en Ingeniera de Produccin.Magster en Educacin. nfasis en Docencia Universitaria.Programa de Ingeniera Industrial. UNAD
COMIT DIRECTIVO
Jaime Alberto Leal AfanadorRector
Gloria Herrera SnchezVicerrector Acadmico
Claudia Patricia ToroVicerrector de Desarrollo Regional y proyeccin Comunitaria
Maribel Crdoba GuerreroSecretaria General
Gustavo Velsquez QuintanaDecano Escuela Ciencias Bsicas Tecnologa e Ingeniera
CURSO CONTROL DE CALIDADPrimera Edicin
@CopyRigth
Universidad Nacional Abierta y a Distancia
ISBN
2008Centro Nacional de Medios para el aprendizaje
5/28/2018 CONTROL DE CALIDAD.pdf
3/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
3
CONTENIDO
INTRODUCCION 11
UNIDAD 1. FUNDAMENTOS DEL CONTROL DE CALIDAD 12
1. CONCEPTUALIZACIN Y ANTECEDENTES 13
1.1. HISTORIA DE LA CALIDAD 13
1.1.1. Calidad en la poca artesanal 13
1.1.2. Calidad a partir de la poca industrial 14
1.1.3. La inspeccin de la calidad 14
1.1.4. El control estadstico de la calidad 16
1.1.5. El aseguramiento de la calidad 18
1.1.6. La gestin de la calidad 21
1.2. DEFINICIONES DE CALIDAD 22
1.2.1. Calidad como conformidad 22
1.2.2. Calidad como satisfaccin de las expectativas del cliente 23
1.2.3. Calidad como valor con relacin al precio 24
1.2.4. Calidad como excelencia 24
1.3. REAS RESPONSABLES DE LA CALIDAD 28
1.4. CONTROL TOTAL DE CALIDAD 30
2. CONTROL ESTADSTICO DE LA CALIDAD 34
2.1. DISTRIBUCIN DE FRECUENCIAS Y PARMETROS 34
2.1.1. La toma de datos 34
2.1.2. La ordenacin 34
2.1.3. Medidas de la tendencia central 34
5/28/2018 CONTROL DE CALIDAD.pdf
4/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
4
2.1.4. Rango 37
2.1.5. Procedimiento para determinar la distribucin de frecuencias 38
2.2. CAPACIDAD DEL PROCESO 43
2.2.1. Capacidad del proceso 44
2.2.2. Habilidad del proceso 45
2.2.3. Habilidad del proceso con tolerancias unilaterales 47
2.2.4. Ventajas al calcular los ndices de capacidad y habilidad del
proceso 48
2.3. GRFICOS DE CONTROL POR VARIABLES 49
2.3.1. Marco conceptual de grficos de control 49
2.3.2. Grficos de control x (x barra) 50
2.3.3. Grficos de control R 55
2.4. GRFICOS DE CONTROL POR ATRIBUTOS 582.4.1. Grficos de control p 58
2.4.2. Grficos de control ppara muestras de tamao variable 62
2.4.3. Grficos de control c 64
3. MUESTREO DE ACEPTACIN LOTE A LOTE POR ATRIBUTOS 66
3.1. CONCEPTOS FUNDAMENTALES 66
3.2. ASPECTOS ESTADSTICOS 673.2.1. Curvas de caractersticas operativas (CO) 67
3.2.2. Determinacin de curvas CO 69
3.2.3. Riesgos para el productor y para el consumidor 69
3.3. DISEO DEL PLAN DE MUESTREO 72
UNIDAD 2. DESARROLLO DEL CONTROL DE CALIDAD 76
4. TCNICAS CON DATOS NUMRICOS PARA MEJORAR LA CALIDAD 77
5/28/2018 CONTROL DE CALIDAD.pdf
5/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
5
4.1. DIAGRAMA DE PARETO 77
4.2. HISTOGRAMA 80
4.2.1. Cmo hacer histogramas 81
4.2.2. Cmo interpretar histogramas 83
4.3. GRFICOS DE CONTROL 83
4.3.1. Uso de los grficos de control de medias y rangos 84
4.3.2. Elaboracin del grfico de control de medias y rangos 84
4.3.3. Estudio de los datos preparatorios o estudio inicial, comparados
con el rango permisible especificado 87
4.3.4. Control de la lnea de produccin o de servicio 87
4.3.5. Ajuste de las lneas de control 88
5. TCNICAS CON DATOS NO NUMRICOS PARA MEJORAR LA
CALIDAD 89
5.1. REGISTRO DE NO CONFORMIDADES 89
5.2. DIAGRAMA CAUSA EFECTO 91
5.2.1. Cmo hacer diagramas de causa efecto 92
5.2.2. Estructura del diagrama de causa efecto 92
5.2.3. Procedimiento para hacer un diagrama de causa efecto 92
5.2.4. Explicacin del procedimiento 935.3. DIAGRAMA DE GANTT 95
5.3.1. El diagrama de Gantt 95
5.3.2. Tcnicas de administracin de proyectos 97
5.3.3. Desarrollo de un modelo de planeacin por redes 98
6. COSTOS DE LA CALIDAD 101
6.1. CATEGORAS Y ELEMENTOS DEL COSTO DE LA CALIDAD 101
5/28/2018 CONTROL DE CALIDAD.pdf
6/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
6
6.1.1. Categoras del costo de la calidad 101
6.1.2. Elementos del costo de la calidad 103
6.2. ANLISIS DE LOS COSTOS DE CALIDAD 104
6.2.1. Costos generados por productos defectuosos 104
6.2.2. Costos generados por inspecciones 106
6.2.3. Costo total de calidad 106
6.3. OPTIMIZACIN 107
6.3.1. Importancia de la curva de demanda y precio 107
6.3.2. Sensibilidad de la demanda a las variaciones de calidad 108
6.3.3. Curva de beneficios de calidad 109
BIBLIOGRAFA 111
5/28/2018 CONTROL DE CALIDAD.pdf
7/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
7
TABLA DE FIGURAS
Figura 1.1. Etapas de la calidad 15
Figura 1.2. Esquema de los conceptos de calidad 25Figura 1.3. Esquema del concepto de productividad 26
Figura 1.4. Diferentes aseveraciones sobre el concepto deproductividad 27
Figura 1.5. Relacin de eficacia, eficiencia y efectividad 27
Figura 1.6. Diferencia entre meta de produccin, recursosprogramados, produccin lograda y recursos reales 28
Figura 1.7. reas responsables de la calidad 30
Figura 1.8. Proceso para lograr la calidad total 33
Figura 2.1. Datos observados de un rango 38
Figura 2.2. Distribucin de frecuencias 43
Figura 2.3. Representacin grfica de la calidad del proceso 44
Figura 2.4. Diferentes valores de Cpk comparados con lasespecificaciones 46
Figura 2.5. Grfico de control x en la que se muestran los promediosde proceso y lmites de control 54
Figura 2.6. Grfico R en la que se muestran promedios de procesosy lmites de control 57
Figura 2.7. Grfico de control p para examinar datos histricos yestablecer lmites de control 62
Figura 3.1. Curva de caracterstica operativa (CO), con n=100 y c=2 68
Figura 3.2. Curva de caractersticas operativas (CO) con = 0.05 y = 0.10 70
5/28/2018 CONTROL DE CALIDAD.pdf
8/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
8
Figura 3.3. Curva de caractersticas operativas (CO)
con = 0.05 y = 0.10, LTPD = 0.08 y AQL = 0.02 72
Figura 3.4. Curva de caractersticas operativas (CO) planes quepasen por los puntos a y b 73
Figura 4.1. Diagrama de barras por nmero de situaciones 79
Figura 4.2. Diagrama de lneas por porcentaje acumulado 80
Figura 4.3. Frecuencia por puntajes 83
Figura 5.1. Diagrama de causa- efecto 93
Figura 5.2. Diagrama de rbol 95
Figura 5.3. Diagrama de Gantt 96
Figura 5.4. Smbolos y convenciones 100
Figura 5.5. Red del ejemplo 100
Figura 6.1. Ciclo artesanal de la calidad 102
Figura 6.2. Ciclo industrial de la calidad 102Figura 6.3. Costos de la calidad 106
Figura 6.4. Zonas de los costos de calidad 107
Figura 6.5. Curva de demanda y precio 108
Figura 6.6. Curva de variaciones de la calidad 109
Figura 6.7. Curva de beneficios de la calidad 110
5/28/2018 CONTROL DE CALIDAD.pdf
9/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
9
LISTA DE TABLASTabla 2.1. Datos de media aritmtica 36
Tabla 2.2. Tabla de valores de K 39
Tabla 2.3. Datos para distribucin de frecuencias 39
Tabla 2.4. Fronteras de clase 40
Tabla 2.5. Comportamiento de la lectura de datos 41
Tabla 2.6. Fronteras de clase. 42
Tabla 2.7. Marcas de clase 42
Tabla 2.8.Frecuencia en cada uno de los intervalos de clase 43
Tabla 2.9. Factores para convertir un rango en promedio, R, a lmitescontrol variables 52
Tabla 2.10. Mediciones tomadas en secuencia sobre los resultadosde un proceso de produccin (tamao de muestra N=20,n =5), para 53
Tabla 2.11. Mediciones tomadas en secuencia sobre los resultadosde un proceso de produccin (tamao de muestraN=20, n =5), para R. 56
Tabla 2.12. Registro del nmero de partes defectuosas y fraccincalculada de defectos en nuestras muestras diarias den = 200 60
Tabla 3.1. Extracto de una tabla de plan de muestreo convencional
para ,=0.05 y = 0.010 71
Tabla 3.2. Clculo de valores de Pa x 100 a partir de la grfica deThorndike (plan de muestreo: n= 100 y c =2) 74
Tabla 3.3. Determinacin de planes de muestreo con AQL yLTDP especificadas ,=5 % y =10 % 75
Tabla 4.1. Hoja de conteo de datos 78
x
5/28/2018 CONTROL DE CALIDAD.pdf
10/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
10
Tabla 4.2. Hoja de datos del diagrama de Pareto 79
Tabla 4.3. Puntuacin del servicio prestado a clientes (X, Y e Z) 82
Tabla 4.4. Frecuencia por puntajes 82
Tabla 4.5. Coeficientes o factores para grficos de control demedias y rangos 85
Tabla 5.1. Reporte de rechazo 91
Tabla 5.2. Lista de actividades 97
5/28/2018 CONTROL DE CALIDAD.pdf
11/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
11
INTRODUCCIN
La presente obra es fruto del esfuerzo y dedicacin, escrita pensando en losestudiantes de educacin a distancia, con el nimo de brindarles un texto didcticoy fcil de abordar, siguiendo el direccionamiento de la Coordinacin de IngenieraIndustrial de la UNAD.
Esta obra est dividida en cinco captulos donde en primer lugar se aborda latemtica general de la conceptualizacin y antecedentes del tema de calidad, en
segundo lugar los aspectos concernientes al control estadstico de la calidad, paraposteriormente y en tercer lugar entrar al muestreo de aceptacin lote a lote poratributos, en cuarto lugar se describen las tcnicas para mejorar la calidad, parafinalmente y en quinto lugar tratar el tema de los costos de la calidad, esperandoas llenar las expectativas de los lectores vidos por el tema.
5/28/2018 CONTROL DE CALIDAD.pdf
12/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
12
UNIDAD 1. FUNDAMENTOS DEL CONTROL DECALIDAD
Introduccin:
En esta unidad se concepta y se establecen los antecedentes del control decalidad. Inicialmente se parte por definir la calidad y sus antecedentes, luego semuestran las reas responsables de la calidad; posteriormente se dan a conocerlos planteamientos del control total de calidad, as como la historia de la calidad.
Objetivo general:
Fundamentar a los estudiantes del control de calidad con respecto a laconceptualizacin y antecedentes, el control estadstico de la calidad y elmuestreo de aceptacin lote a lote por atributos.
Objetivos especficos:
Que el estudiante conozca acerca de los antecedentes, conceptos ydesarrollo de la calidad a travs del tiempo.
Conceptualizar y definir los elementos que le permitan al estudianteidentificar la importancia de la calidad y su significado en el mbitoempresarial.
Desarrollar capacidades en el estudiante para el uso de las tcnicas delcontrol de la calidad, aplicndolas a casos especficos presentados a nivelde empresa, con el fin de demostrar la importancia de la aplicacin de susbeneficios en el mejoramiento continuo de los procesos.
Competencias a desarrollar:
El estudiante conoce y comprende los antecedentes, conceptos y desarrollode la calidad.
El estudiante describe, analiza y sustenta de manera suficiente, solucionesa situaciones problemticas especficas de organizaciones productivas apartir de la aplicacin de tcnicas de control de calidad.
5/28/2018 CONTROL DE CALIDAD.pdf
13/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
13
1. CONTROL ESTADSTICO DE LA CALIDAD
Para la conceptualizacin y antecedentes de la calidad se parte de las definicionesms comunes de calidad y se contina con determinar cules son las reasresponsables de la misma, as como el control total de calidad y la historia de sta.
1.1. HISTORIA DE LA CALIDADPara mostrar un recorrido de la historia de la calidad se comienza con la calidaden la poca artesanal hasta llegar a la gestin de la calidad; en este sentido, secomparte con Gutirrez (1995)1, as:
1.1.1. Calidad en la poca artesanal
En la poca artesanal los trabajadores de manufactura de la poca preindustrial,como eran prcticamente labores de artesana, tenan mucho que ver con la obra
de arte. El artesano pona todo su empeo en hacer lo mejor posible cada una desus obras cuidando incluso que la presentacin del trabajo satisficiera los gustosestticos de la poca, dado que de la perfeccin de su obra dependa su prestigioartesanal.
El juicio acerca de la calidad del producto tena entonces como base la relacinpersonal que se estableca entre el artesano y el usuario. Cuando alguiennecesitaba de un producto, como podra ser una herramienta o un determinadovestido o traje, expona sus necesidades al fabricante, quien lo elaboraba deacuerdo con los requerimientos establecidos por el cliente. Como eran los trabajoshechos a la medida, el productor saba de inmediato si su trabajo haba dejado
satisfecho al cliente o no.
1.1.2. Calidad a partir de la poca industrial
1GUTIERREZ, Mario.Administrar para la calidad. Conceptos administrativos para el control total de calidad.2ed. Mjico: Limusa, 1995.297p.
5/28/2018 CONTROL DE CALIDAD.pdf
14/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
14
La calidad a partir de la poca industrial tuvo lugar con el advenimiento de la era
industrial, por suerte esta situacin cambi. El taller cedi su lugar a la fbrica deproduccin masiva, bien fuera de artculos terminados o bien de piezas que ibana ser ensambladas en una etapa posterior de produccin y que, por consiguiente,eran reemplazadas.
El cambi en el proceso de produccin trajo consigo cambios en la organizacinde la empresa. Como ya no era el caso de un operario que se dedicara a laelaboracin de un artculo, fue necesario introducir en las fbricas procedimientosespecficos para atender la calidad de los productos fabricados en forma masiva.Dichos procedimientos han ido evolucionando, sobre todo, durante estos ltimostiempos; lo cual ha sido a su vez ocasin para que se pusieran de relieve
determinados matices involucrados en el concepto de calidad.
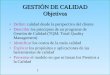
En este proceso de evolucin se distinguen cuatro diferentes etapas: la primeraconsiderada entre 1950 1960, conocida como la etapa en la que se cuida lacalidad de los productos mediante un trabajo de inspeccin, la segunda entre 1960
1970, se distingue como la etapa en la que se tiene en la cuenta que la atencina la calidad exige observacin del proceso a fin de mejorarlo, tercera entre 1970 1980, es una etapa en la que, adems del mejoramiento de proceso, se percibe elmejoramiento introducido; y finalmente entre 1980 2000, es la etapa en la que laadministracin misma redefine su papel con el propsito de que la calidad delproducto sea la estrategia a emplear para tener xito frente a los competidores.
Vase Figura 1.1.
1.1.3. La inspeccin de la calidad
En la primera etapa de inspeccin, sta coincide con el periodo en el quecomienza a tener mucha importancia la produccin de artculos en serie. Ante estasituacin era necesario ver si el artculo, al final de la lnea de produccin,resultaba apto o no, para el uso para el que estaba destinado; por eso, en lasfbricas se vio la conveniencia de introducir un departamento especial a cuyocargo estuviera la tarea de inspeccin. A este nuevo organismo se le denomino
departamento de control de calidad.
5/28/2018 CONTROL DE CALIDAD.pdf
15/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
15
Gestin de lacalidad total
Aseguramientode la calidad
Control de la
calidad
Inspeccin de lacalidad
1950 1960
1960 1970
1970 1980
1980 2000
I
CC
CC
AC
AC
GCT
GCTI
Figura 1.1. Etapas de la calidad
Adaptado de: MORENO-LUZN, Mara. D.; PERIS, Fernando J. y GONZLEZ, Toms. Gestin de lacalidad y diseo de organizaciones. Teora y estudio de casos. Madrid: Pearson Educacin, 2001. 432p.
Segn Frederick W. Taylor, el iniciador de la administracin cientfica, lecorresponde a la administracin definir la tarea de los operarios y especificarles elprocedimiento y la relacin que debe darse entre tiempos y movimientos. La tareade control de calidad compete a los supervisores. Es sta una de sus ocho tarasespecficas.
G.S.Radford, en su obra The Control of Quality in Manufacturing, afirma que lainspeccin tiene como propsito examinar de cerca y en forma crtica el trabajopara comprobar su calidad y detectar los errores; una vez que estos han sidoidentificados, personas especializadas en la materia deben ponerles remedio. Loimportante es que el producto cumpla con los estndares establecidos, porque elcomprador juzga la calidad de los artculos tomado como base su uniformidad, quees resultado de que el fabricante se cia a dichas especificaciones.
La inspeccin no slo debe llevarse a cabo en forma visual, sino adems conayuda de instrumentos de medicin. Radford propone mtodos de muestreo conayuda para llevar a cabo el control de calidad, mas no fundamenta sus mtodosen la estadstica; habla, adems de cmo debe organizarse el departamento deinspeccin.
El libro toca otros aspectos relacionados con la calidad; es decir, la calidad sedisea, como lo es la necesidad de que los diseadores se involucren desde elcomienzo en las actividades de calidad, la necesidad de que exista coordinacinentre los diferentes departamentos y la relacin que debe existir entre elmejoramiento de la calidad y la baja de costos.
5/28/2018 CONTROL DE CALIDAD.pdf
16/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
16
1.1.4. El control estadstico de la calidad
En la segunda etapa del Los trabajos de investigacin llevados a cabo, en ladcada de los treinta, por Bell Telephone Laboratorios fueron el origen de los queactualmente se denomina control estadstico de la calidad (Statistical QualityControl SQC)
A este grupo de investigadores pertenecieron entre otros, W. A Shewhart, HaroldDodge. Harry Romig y, ms tarde, G.D. Edwards y Joseph Juran, quienes con eltiempo iban a ser figuras prominentes del movimiento hacia la calidad.
En 1931, W.A Shewhart- public su libro Economic Control of Quality ofManufactured product, que signific un avance definitivo en el movimiento hacia lacalidad. El autor proporciona una definicin precisa del control a efectuarse en elproceso de manufactura, desarrolla tcnicas eficaces para monitorear y evaluarda a da la produccin y propone diversas formas para mejorar la calidad.
Shewhart fue el primero en reconocer que en toda produccin industrial se davariacin en el proceso.
Esta variacin debe ser estudiada con los principios de la probabilidad y de la
estadstica. Observ que no pueden producirse dos partes con las mismasespecificaciones, lo cual se debe, entre otras cosas a las diferencias que se danen la materia prima, a las diferentes habilidades de los operadores y a lascondiciones en que se encuentra el equipo.Ms an, se da variacin aun en laspiezas producidas por un mismo operador y con la misma maquinaria.
La administracin debe tomar en cuenta este hecho, relacionado ntimamente conel problema de la calidad. No se trata de suprimir la variacin,- esto resultaprcticamente imposible-, sino de ver qu rango de variacin es aceptable sin quese originen problemas. El anlisis expuesto tuvo su origen en el concepto decontrol estadstico de Shewhart.
Se dice que un fenmeno se controla cuando, con base en experienciasanteriores, podemos predecir, al menos dentro de ciertos lmites, cmo esperamosque el fenmeno va a variar en el futuro. Esta prediccin significa que podemosestablecer, en forma al menos aproximada, la probabilidad con la que el fenmenoobservado se va a dar dentro de ciertos lmites
Teniendo en cuenta los conceptos anteriores, shewhart desarrollo tcnicas yestadsticas sencillas para determinar dichos lmites y grficas de control en lasque se pudieran presentar los resultados.
5/28/2018 CONTROL DE CALIDAD.pdf
17/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
17
Mientras Shewhart prosegua su trabajo con respecto al control del proceso, otros
investigadores de la misma compaa, principalmente Harold Dodge y HarryRoming, avanzaban en la forma de llevar a cabo la prctica del muestreo, que esel segundo elemento importante del control estadstico del proceso.
Las tcnicas de muestreo parten del hecho de que en una produccin masiva esimposible inspeccionar todos los productos, para diferenciar los buenos de losmalos. De ah la necesidad de verificar un cierto nmero de artculos entresacadosde un mismo lote de produccin, para decidir sobre esta base si el lote entero esaceptable o no.
Sin embargo, esta forma de proceder incluye riesgos: debido a los defectos de
unas cuantas muestras se puede rechazar todo un lote de produccin de calidadaceptable, como tambin se puede pasar como bueno un lote que en realidaddebera ser rechazado. Los investigadores, que consideraron este problema comoriesgo del productor y del consumidor, desarrollaron tambin algunas tcnicaspara solventarlo.
La participacin de Estados Unidos en la Segunda Guerra Mundial y la necesidadde producir armamento en grandes cantidades fueron la ocasin para que seaplicaran con mayor amplitud los conceptos y las tcnicas de control estadsticode la calidad.
En diciembre de 1940, el Departamento de Guerra de Estados Unidos form uncomit para establecer estndares de calidad. Dicho departamento se enfrentcon el problema de determinar los niveles aceptables de calidad de las armas einstrumentos estratgicos proporcionados por diferentes proveedores. Sepresentaron dos alternativas: o se daba un entrenamiento masivo a loscontratistas en el uso de las grficas del control del proceso, o bien, sedesarrollaba un sistema de procedimientos de aceptacin mediante un sistema demuestreo a ser aplicado por inspectores del gobierno. Se opt por esta segundaforma de proceder; y en 1942 el Departamento de Guerra estableci la seccin decontrol de calidad, organismo en el que ocuparon puestos relevantes algunosespecialistas en estadstica de la Compaa Bell Telephone Laboratorios.
Este grupo desarroll pronto un conjunto de tablas de muestreo basadas en elconcepto de niveles aceptables de calidad (Aceptable Quality Levels AQL). Enellas se determinaba el mximo por ciento de defectos que se poda tolerar paraque la produccin de un proveedor pudiera ser considerada satisfactoria.
La necesidad de elaborar programas de entrenamiento en asuntos referentes alcontrol de calidad con la cooperacin de importantes universidades de EstadosUnidos, fue la ocasin para que los conceptos y las tcnicas de control estadsticose introdujeran en el mbito universitario. Los estudiantes que haban tomadocursos comenzaron a integrar sociedades locales de control de calidad. Fue as
como se origin la American Society for Quality Control (ASQC) y otras ms.
5/28/2018 CONTROL DE CALIDAD.pdf
18/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
18
A finales de la dcada de los cuarenta, el control de la calidad era parte ya de laenseanza acadmica. Sin embargo, se le consideraba nicamente desde elpunto de vista estadstico y se crea que el mbito de su aplicacin se reduca, enla prctica, al departamento de manufactura y produccin.
Se inicia una nueva en el movimiento haca la calidad slo hasta el momento enque se perciben las implicaciones que el control estadstico de la calidad tienepara la administracin.
1.1.5. El aseguramiento de la calidad
Esta tercera etapa se caracteriza por dos hechos muy importantes: la toma deconciencia por parte de la administracin del papel que le corresponde en elaseguramiento de la calidad y la implantacin del nuevo concepto de control decalidad en Japn.
Antes de la dcada de los cincuenta, la atencin se haba centrado en el controlestadstico del proceso, ya que en esta forma era posible tomar medidasadecuadas para prevenir los defectos. Este trabajo se considerabaresponsabilidad de los estadsticos.
Sin embargo, era necesario que quedara asegurado el mejoramiento de la calidadlogrado; lo cual significaba que haba que desarrollar profesionales dedicados alproblema del aseguramiento de la calidad y que, ms an, haba que involucrar atodos en el logro de la calidad. Todo lo cual requera un compromiso mayor porparte de la administracin. Estara dispuesta la alta gerencia a un compromisode este gnero?
Lo anterior implica una partida presupuestal dedicada especficamente a atenderprogramas de calidad. Estara la administracin dispuesta a hacer dichaerogacin? Ciertamente se era consciente de que el producto defectuoso incidaen los costos de produccin, pero hasta que grado? La inversin hecha para
asegurar la calidad quedara justificada por el ahorro que significaba evitar elproducto defectuoso? Tales eran, en el fondo, los problemas que se planteaban alinicia de esta nueva poca del desarrollo del movimiento hacia la calidad.
Cuatro son ahora los autores m importantes que figuran: W. Edwards Deming,Joseph Juran, Armand Feigenbaum y Philip B. Crosby. Deming pone de relieve laresponsabilidad que la alta gerencia tiene en la produccin de artculosdefectuosos. Juran investiga los costos de la calidad. Feigenbaum, por su parte,concibe el sistema administrativo como coordinador, en la compaa, delcompromiso de todos en orden al logro de la calidad. Crosby es el promotor delmovimiento denominado cero defectos.
5/28/2018 CONTROL DE CALIDAD.pdf
19/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
19
W. Edwards Deming ocupa un lugar preponderante en el movimiento hacia la
calidad debido, sobre todo, a su planteamiento visionario de la responsabilidad dela administracin y a la influencia que tuvo en el movimiento japons hacia lacalidad.
Su planteamiento es el siguiente: si se mejora la calidad, disminuyen los costos.La reduccin de costos juntamente con el mejoramiento de la calidad se traduceen mayor productividad. La empresa con mayor productividad es capaz decapturar un mercado cada vez mayor, lo cual le va a permitir permanecer en elmundo de los negocios conservando as las fuentes de trabajo para susempleados. Hacer este cambio en el sistema es tarea de la alta gerencia.
Dado que la alta gerencia es responsable del sistema y puesto que gran parte delos productos defectuosos se derivan del sistema mismo, la alta gerencia, y no lostrabajadores, es la responsable en mayor medida (el 85%) de los productosdefectuosos. Si la alta gerencia quiere cumplir con la responsabilidad que lecompete en esta poca de gran competitividad, debe llevar a cabo determinadasacciones (los catorce puntos de Deming) que le van a permitir hacer el cambio delsistema. El planteamiento de Deming se publico en su obra Quality. Producivity,and Competittive Position, editada en 1982.
Joseph Juran, en su libro Quality Control Handbook editado en 1951, trat el temade los costos de la calidad y de los ahorros substanciales que los administradores
podan lograr si atendan inteligentemente el problema. Estos ahorros los comparael autor con el oro de una mina que es necesario saber explotar. Algunos costosde produccin, son inevitables, pero otros se pueden suprimir. Son inevitables losrelacionados con el control de la calidad.
Los que se pueden suprimir son los que se relacionan con los productosdefectuosos, como son el material de desecho, las horas invertidas enreparaciones, en retrabado y en atender reclamaciones, y las prdidas financierasque resultan de clientes insatisfechos. Si se suprimieran todos estos costosinvirtiendo en el mejoramiento de la calidad, se lograran ahorros verdaderamentesubstanciales.
Se estara explotando el oro contenido en la mina.Es responsabilidad de la altagerencia decidir qu tanto quiere invertir en este mejoramiento. Losadministradores, adems deben tener en cuenta que determinadas decisionestienen consecuencias muy importantes. Por ejemplo, la inversin hecha en eldiseo de la calidad de un nuevo producto va a repercutir grandemente en loscostos de fabricacin del producto y en la aceptacin que el artculo va a tenerentre los consumidores.
En 1956, Armand Feigenbaum en su libro Total Quality Control, propone porprimera vez el concepto control total de calidad.Su planteamiento es el siguiente:
no es posible fabricar productos de alta calidad si el departamento de manufactura
5/28/2018 CONTROL DE CALIDAD.pdf
20/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
20
trabaja aisladamente. Para que el control de calidad sea efectivo, ste debe
iniciarse con el diseo mismo del producto y terminar slo cuando el artculo esten manos de un consumidor satisfecho. Por consiguiente, el principio fundamentaldel que hay que partir es el siguiente: la calidad es trabajo de todos y de cada unode los que intervienen en cada etapa del proceso.
Diferentes departamentos deben intervenir, en mayor o menor medidadependiendo de la actividad que les es propia tanto en el control del diseo de unnuevo producto, como en el control del diseo de un nuevo producto como en elcontrol del material que entra y en el control del producto que sale a la venta. Si nointervienen grupos interdepartamentales en todas estas actividades, se corre elriesgo de cometer errores en el proceso, que tarde o temprano van a ser causa de
problemas en la lnea de ensamble o, peor an, cuando el producto est ya enmanos del consumidor.
A fin de que el sistema funcione, es necesario que las compaas desarrollenmatrices en las que expresen las responsabilidades que los diferentesdepartamentos tienen con respecto a determinadas actividades o funciones. Deah la necesidad de construir equipos interdepartamentales que tengan comofuncin llevar a la mesa de discusin los puntos de vista de los diferentesdepartamentos y asegurar el que estos puntos de vista sean tomados en cuentaen la actividad propia de cada departamento. La alta gerencia es, en ltimotrmino, la responsable de la efectividad del sistema.
Tanto Juran como Feigenbaum sealan la necesidad de contar con nuevosprofesionales de la calidad que renan conocimientos estadsticos y habilidadesadministrativas; expertos en ingeniera de control de calidad, que sepan planear lacalidad a alto nivel, coordinar las actividades de otros departamentos y empresasy de establecer estndares de calidad y proporcionar mediciones adecuadas;pero tambin ve cmo se comporta el producto en el mercado a fin de mejorar eldiseo del producto y del proceso y competir mejor.
Philip B. Crosby est ligado con la filosofa conocida como cero defectos, que seexperiment en la Martn Company, fbrica de los misiles Pershing. El hecho de
haber podido entregar en Cabo Caaveral uno de estos artefactos el 12 dediciembre de 1961 sin ningn defecto y el haber podido entregar otro en febrerode 1962 tambin sin ningn defecto, pero este ltimo ya como resultado de unapeticin expresa de la administracin a los trabajadores en este sentido, hizo caeren la cuenta a los directivos de esta compaa que cuando la administracin pideperfeccin, sta se da. Si no se da la perfeccin en un trabajo, esto se debe a quela administracin o no la exige a los trabajadores no tienen la intencin de darla.
Dicho razonamiento permiti ver la importancia que tiene motivar a lostrabajadores y hacerlos conscientes de que pueden hacer su labor sin ningndefecto.
5/28/2018 CONTROL DE CALIDAD.pdf
21/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
21
El programa se denomin cero defectos y se, distingui por el nfasis que puso en
hacer conscientes de la importancia del programa a quienes iban a participar en ly en motivarlos. Martn Company, pues, articul una filosofa, segn la cual elnico Standard aceptable de calidad es cero defectos.
Para lograr este propsito entren a sus trabajadores, hizo eventos especiales,estableci metas y llev a cabo autoevaluaciones. Philip B. Crosby, quien trabajen la compaa Martn en la dcada de los sesenta, divulg esta filosofa en sulibro Quality Is Free (12). A juicio de este autor es tcnicamente posible lograr unaexcelente calidad; la cual es lo ms reducible desde el punto de vista econmico.
1.1.6. La gestin de la calidad
En la cuarta etapa, relacionada con las dos ltimas dcadas, ha tenido lugar uncambio muy importante en la actitud de la alta gerencia con respecto a la calidaddebido, sobre todo, al impacto que, por su calidad, precio y confiabilidad, hantenido los productos japoneses en el mercado internacional.
Se trata de un cambio profundo en la forma como la administracin concibe elpapel que la calidad desempea actualmente en el mundo de los negocios. Si enpocas anteriores se pensaba que la falta de calidad era perjudicial a la compaa,ahora se valora la calidad como la estrategia fundamental para alcanzar
competitividad y, por consiguiente, como el valor ms importante que debe presidirlas actividades de la alta gerencia.
La calidad no pasa a ser estrategia competitiva slo porque se apliquen mtodosestadsticos para controlar el proceso; como tampoco lo es por el hecho de quetodos se comprometan a elaborar productos sin ningn defecto, pues esto de nadaservira si no hay mercado para ellos. La calidad pasa a ser estrategia decompetitividad en el momento en el que la alta gerencia toma como punto departida para su planeacin estratgica los requerimientos del consumidor y lacalidad de los productos de los competidores. Se trata de planear toda laactividad de la empresa, en tal forma de entregar al consumidor artculos que
respondan a sus requerimientos y que tengan una calidad superior a la queofrecen los competidores.
Esto, sin embargo, implica cambios profundos en la mentalidad de losadministradores, en la cultura de las organizaciones y en las estructuras de lasempresas. La experiencia que las empresas japonesas han tenido en laimplantacin de un sistema administrativo enfocado al logro de la calidad hacontribuido en gran media a visualizar cules deben ser estos cambios y, porconsiguiente, a comprender los pasos a dar para lograr que la calidad llegue a serestrategia competitiva por excelencia, sintetizada en la gestin de la calidad.
5/28/2018 CONTROL DE CALIDAD.pdf
22/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
22
1.2. DEFINICIONES DE CALIDAD
Debido a la importancia que el tema de calidad ha venido ganando en los ltimostiempos, es necesario estar al tanto que cuando se habla de calidad se debe saberexactamente a qu se est refiriendo, ya que la diversidad de propuestasexistentes en la literatura especializada puede crear cierta confusin en quienesse introducen en este tema, es de anotar que se comparten los planteamientostanto de los clsicos de la calidad, como los de Moreno y otros (2001) 2, as:
La clsica adecuacin al uso de Juran (1974), la interesante propuesta de Garvin(1988) de calidad como simple y no analizable propiedad que aprendemos areconocer slo a travs de la experiencia, la especfica conformidad con losrequerimientos de Crosby (1979), o la de Pirsig (1974) que pone en cuestin lapropia definicin de la calidad no es ni mente ni materia, sino una tercera entidadindependiente de las dos, algo que se conoce, pero sobre lo que es difcilestablecer un juicio objetivo (como para citar algunos ejemplos).
Tambin, cuando se habla de calidad no se puede precisar el objeto al que seatribuye esa cualidad, que suele estar en el producto, el servicio, el proceso, o lapropia empresa y sus sistemas de gestin, en especial el sistema de gestin de lacalidad como complemento del control estadstico de la calidad.
Garvin (1988) y Reeves y Vendar (1994), realizan una sntesis de las definiciones
del concepto en las que pueden encuadrarse, entre otras, las propuestas por losautores ms conocidos como Deming. Juran, Feigenbaum o Crosby. Acontinuacin se dan a conocer algunas aproximaciones a stas.
1.2.1. Calidad como conformidad
La calidad como conformidad con unas especificaciones es una idea que surge enel mbito del taller y de la fbrica de manufacturas. A finales del pasado siglo yprincipios de ste, el objetivo de las empresas manufactureras era conseguir laproduccin en masa de productos iguales y sin defectos. Se busca conseguir quetodas las piezas del mismo tipo sean semejantes e intercambiables. Lo substancialest en obtener una produccin estndar que permita obtener piezas y productosparecidos. De esta forma la calidad equivale a la no variabilidad de procesos yproductos.
La calidad como conformidad coexiste en los postulados tayloristas y fordistas y sumayor logro es el control estadstico de procesos, que trata de eliminar el elevadocoste de la inspeccin masiva (Shewhart 1931; Jurn 1951; Deming, 1989;
2MORENO-LUZN, Mara. D.; PERIS, Fernando J. y GONZLEZ, Toms. Gestin de la calidad y diseo de organizaciones. Teora yestudio de casos.Madrid: Pearson Educacin, 2001. 432p.
5/28/2018 CONTROL DE CALIDAD.pdf
23/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
23
Crosby, 1984; 19991). La calidad de los productos es medida a travs de
indicadores cuantitativos, de los cuales permiten ver la conformidad de losproductos con las especificaciones diseadas.Lo anterior se centra en un concepto til en mercados de productos industriales,fcil de implantar y administrar, y que puede ser medido y controlado conexactitud.
La aplicacin de este concepto de calidad involucra incrementos de la eficienciaen aquellas partes de las organizaciones que afrontan menores grados deincertidumbre y en las que es ms fcil definir especificaciones tales como:produccin, facturacin, servicio, entre otros. De hecho, siempre que sea posibleidentificar correctamente las especificaciones exigidas por el cliente, y siempre
que stas tengan un grado suficiente de estabilidad en el tiempo, hace posible laestandarizacin de procesos y productos.
Sin embargo, la aplicacin de este concepto se vuelve ms problemtica cuandosus defensores (Juran, Deming y Crosby, para citar algunos), insisten en que lasespecificaciones deben ser definidas en funcin de los requerimientos del cliente.Los clientes en general, no conocen las especificaciones de calidad del producto,ni se preocupan por estos aspectos tan tcnicos y especficos del mismo, lo cuales especialmente cierto en los productos de gran consumo o de consumo demasas.
1.2.2. Calidad como satisfaccin de las expectativas del cliente
La calidad como satisfaccin de las expectativas del cliente parte de la evolucinde la gestin de calidad desde una perspectiva muy centrada en la produccinhasta perspectivas que integran la dimensin, se ha tenido como consecuencia eldar cada vez mayor importancia a la satisfaccin de las expectativas de losclientes como eje central y principio bsico de la calidad. En este sentido unproducto o servicio ser de calidad cuando satisfaga o exceda las expectativas delcliente.
Esta definicin del concepto de calidad hace necesario un conjunto de factoressubjetivos de tal manera que puedan ser medidos. Los clientes ciertamente, noconocen las especificaciones que permitan juzgar la calidad de un modo objetivo;pero s tienen expectativas y estas son susceptibles de medicin, an cuando estamedicin pueda ser una cuestin difcil en muchos casos.
Se trata de una definicin enfocada hacia el exterior de la organizacin y, portanto, va a ser especialmente sensible a los cambios del mercado. Si una empresadescubre los factores que conforman las expectativas de sus diversos clientes yes capaz de monitorizarlos, puede afirmarse que habr adquirido las bases parauna ventaja competitiva importante. Dicha organizacin estar en situacin de
5/28/2018 CONTROL DE CALIDAD.pdf
24/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
24
elegir los atributos del producto o servicio sobre los que cimentar su estrategia
producto-mercado.
1.2.3. Calidad como valor con relacin al precio
La calidad como valor con relacin al precio es un pensamiento aplicable, aproductos y servicios. Los autores que utilizan esta definicin entienden que lanocin de valor debe ser incluida en la definicin de calidad. Plantean que tantoprecio como calidad deben ser tenidas en cuenta en un mercado competitivo.
Feigenbaum (1955) plantea que la calidad no tiene el sentido popular de lo mejor
en un sentido absoluto. Representa lo mejor para cierto consumidor en funcin deluso actual del producto-servicio y de su mejor precio de venta. Coexiste, la calidadde un producto-servicio y de su mejor precio de venta. Es decir, la calidad de unproducto no puede ser desligada de su coste y de su precio.
Los modelos de comportamiento del consumidor, que explican cmo ste intentamaximizar sus utilidades, pueden ser utilizados de forma sencilla para analizar lasrelaciones precio-calidad. En consecuencia, un bien con diferentes calidades ydiferentes precios puede ser tratado como un conjunto de diferentes bienes entrelos cuales el consumidor asignar su renta segn su funcin de unidad.
En el concepto de calidad como valor, est la concepcin econmica de que elprecio es el primer determinante en la eleccin del consumidor. Por ende lacalidad se entiende aqu como un concepto subordinado y relativo, lo que implicaque se tratar de obtener la mejor calidad posible a un precio dado. Es laconcepcin que subyace a la definicin muy extendida.
El concepto de calidad incorpora aqu, adems, una serie de atributos comodurabilidad, comodidad, etc.; que, junto al precio, permiten su concrecin enindicadores que ayudan al establecimiento de comparaciones efectivas entreproductos, servicios y experiencias de consumo distintas.
1.2.4. Calidad como excelencia
La calidad como excelencia es el concepto ms genrico e integrador de lasformas de entender la calidad. Se puede aplicar a productos, servicios, procesos,y a la empresa en su conjunto. De hecho el trmino excelencia es el mscomnmente utilizado en referencia a la calidad en contextos muy diversos. Esfrecuente su uso para calificar a las personas, e indica en el mismo uncomportamiento ejemplar, una alta calidad humana.
5/28/2018 CONTROL DE CALIDAD.pdf
25/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
25
Como concepto de uso general y denotar aquello que es lo mejor posible, la
calidad como excelencia es un objetivo que permite y exige incorporar elcompromiso de todos los integrantes de la organizacin; y que, si es reconocidapor el mercado, ser fuente de ventaja competitiva, va diferenciacin (Garvin,1984). Este concepto se aplica a aquellos productos y servicios que renen losmximos estndares de calidad en sus diferentes caractersticas. El concepto decalidad implica aqu no admitir, en la realizacin de cualquier tarea, todo aquelloque no sea lo mejor (Juran 1951), y supone la inversin de las mejores habilidadesy materiales en la realizacin de una tarea, para alcanzar el mejor resultadoposible. Concluyentemente, un producto o un servicio son de calidad excelentecuando se aplican, en su realizacin, los mejores componentes y la mejor gestiny realizacin de los procesos.
En consecuencia de lo anterior se pueden esquematizar los anteriores conceptos,tal como puede verse en la Figura 1.2.
Conformidad
con las especificacionesdel PRODUCTO
(Eficiencia)Perspectiva interna
Satisfacer expectativas
del CLIENTE(Eficacia)
ValorR PrecioPerspectiva de mercado
Excelencia
Perspectiva global
(Eficiencia * Eficacia) = Efectividad
Figura 1.2. Esquema de los conceptos de calidad
Adaptado de: MORENO-LUZN, Mara. D.; PERIS, Fernando J. y GONZLEZ, Toms. Gestinde la calidad y diseo de organizaciones. Teora y estudio de casos. Madrid: Pearson Educacin,2001. 432p.
Teniendo en cuenta como punto de referencia a la empresa, se puede agrupar lasdiferentes definiciones de calidad, as:
La perspectiva interna hace nfasis en la eficiencia. Parte del supuesto de que laempresa est ofreciendo productos y servicios que interesan al mercado y, portanto, lo importante es elaborar el producto o prestar el servicio con una atencinespecial a los costes y a la productividad, respetando lo pactado con el cliente deforma tctica o explcita. Se asume aqu que si un output est elaboradoeficientemente, y tiene un rendimiento igualmente eficiente, ser adquirido en elmercado.
5/28/2018 CONTROL DE CALIDAD.pdf
26/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
26
La perspectiva externa, posterior en el tiempo, trata de cubrir las lagunas del
enfoque anterior, asumiendo que en los mercados con un alto grado de rivalidadentre competidores, fuerte ritmo de cambio tecnolgico, y cambios en los gustosde los consumidores es necesario centrarse en el cliente, que es quien va aindicar qu productos y servicios necesita, con qu caractersticas y prestaciones,y a que precio. Esta perspectiva deja un segundo plano la eficiencia para poner elnfasis en la eficacia y en la satisfaccin de los deseos del cliente, dejandotambin en un lugar secundario la satisfaccin de otros grupos de influencia; esdecir, los stakeholders.3
La perspectiva global abarca las dos anteriores: la empresa excelente es aquellaque satisface las necesidades de todos los stakeholders relacionados con ella, y
adems con criterios de eficiencia. En este caso se entiende el concepto deexcelencia no como estado a alcanzar, sino como una filosofa de trabajo que dalugar a un proceso dinmico de mejora en el que el objetivo es alcanzar laeficiencia y la eficacia; y por consiguiente, la efectividad considerada como elproducto de las dos.
Dada la importancia que representan aqu los conceptos de eficiencia y eficacia, ypor ende el de efectividad, as como el de productividad; stos se amplan acontinuacin en la Figura 1.3, as:
ProcesodeTransformacin
Bienes
Servicios
Entrada,Inputs Insumos
PRODUCTIVIDAD
RRRRelacin Bienes
Servicios
Salida,Outputs
Produccin
Figura 1.3. Esquema del concepto de productividad
Mientras que en la Figura 1.3., se observa claramente el concepto deproductividad visto como la relacin que existe entre el proceso de transformacin
3Empleados, accionistas, proveedores, otras empresas y sociedad en general.
5/28/2018 CONTROL DE CALIDAD.pdf
27/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
27
de bienes y servicios para la obtencin de otros bienes servicios, en la Figura 1.4.,
se dan a conocer diferentes aseveraciones del trmino de productividad.
La productividad es la Relacin entre las Salidas y Entradas.
La productividad es la Relacin entre las Outputs e Inputs.
La productividad es la Relacin entre la Produccin eInsumos.
Figura 1.4. Diferentes aseveraciones sobre elconcepto de productividad
Para concluir, en la Figura 1.5., se resaltan los conceptos de eficacia, eficiencia yefectividad, donde como ya se mencion anteriormente esta ltima se consideracomo el producto de las dos; es decir, tanto de la eficiencia como de la eficacia.
Figura 1.5. Relacin de eficacia, eficiencia y efectividad
Eficacia =
Eficiencia =
Efectividad =
Produccin LogradaMeta de Produccin
Recursos ProgramadosRecursos Reales
Eficacia * Eficiencia
Se tiene en cuenta aqu que mientras que la meta de produccin y los recursos
programadas pueden ser son obtenidos mediante estudios previos de tiempos y
5/28/2018 CONTROL DE CALIDAD.pdf
28/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
28
movimientos, la produccin logradas y los recursos reales pueden ser tomados de
reportes de produccin y de minutas de produccin respectivamente, tal comopuede verse en la Figura 1.6.
Figura 1.6. Diferencia entre meta de produccin,recursos programados, produccin lograda y recursos
reales
Meta de Produccin:Cantidad de unidades aproducir (resultado delestudio de tiempos y
movimientos).
Produccin Lograda:Cantidad de unidadesproducidas (tomada delos reportes de
produccin).
Recursos Programados:Tiempos programados(resultado del estudio detiempos y movimientos) uotros recursosprogramados.
Recursos Reales:Tiempos realmenteconsumidos (tomados delas minutas deproduccin) u otrosrecursos programados.
1.3. REAS RESPONSABLES DE LA CALIDAD
Teniendo en cuenta que la calidad es algo con lo que la organizacin en sutotalidad debe estar relacionada, la administracin de sta es objeto de estudiosms profundos. Este hecho incluye la mejora continua, la prevencin de defectos,los enfoques de calidad total y la calidad japonesa.
Tal como qued establecido en la seccin anterior, el trmino calidad se utiliza enuna amplia variedad de formas diferentes; no existe una definicin clara de sta, amenos que sea vista desde las dimensiones del concepto de calidad; es decir,
desde el punto de vista del comprador, la calidad con frecuencia se asocia a suvalor, utilidad o incluso al precio; desde el punto de vista del productor, la calidadse asocia con el diseo y la produccin de un producto para satisfacer lanecesidad del cliente.
As las cosas, los productores deben esforzarse continuamente para mejorar lacalidad, esto es, realizar un mejor trabajo para satisfacer las necesidades delcliente y reducir la variabilidad en todos los procesos. La mejora continua es unproceso que nunca termina y se estima con conocimiento y resolucin deproblemas. Conforme los productores cumplen mejor las expectativas de losclientes, y conforme se tiene disponible una mejor tecnologa, la calidad se puede
mejorar continuamente.
5/28/2018 CONTROL DE CALIDAD.pdf
29/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
29
De acuerdo con Juran y otros autores versados sobre el tema, como es el caso deSchroeder (1994)4, la calidad incluye las siguientes cinco caractersticas:
Tecnolgicas (por ejemplo, resistencia y dureza) Psicolgicas, (por ejemplo, sabor, belleza, posicin relativa) Orientadas en tiempo (por ejemplo, confiabilidad y servicio) Contractuales (por ejemplo, estipulacin de la garanta) ticas (por ejemplo, cortesa del personal de ventas, honestidad)
La calidad para un producto manufacturado se puede definir principalmente por lascaractersticas tecnolgicas contractuales y orientadas en tiempo, mientras un
producto de servicio puede incluir todas las caractersticas mencionadasanteriormente.
En este sentido, las reas responsables de la calidad requieren una interaccincontinua entre el consumidor, operaciones y otras reas de la organizacin. En laFigura 1.7., se muestra cmo estas interacciones tienen lugar en las reasresponsables de la calidad. El cliente especifica las necesidades, por lo regular atravs de la funcin de la mercadotecnia. Estas necesidades son o estnexpresadas directamente por el cliente, o descubiertas a travs de un proceso deinvestigacin de mercados. La ingeniera, a su vez, disea un producto parasatisfacer esas necesidades o trabaja junto con el cliente en las modificaciones de
diseo que se adaptarn de acuerdo con las capacidades de produccin.
4SCHROEDER, Roger.Administracin de operaciones. Toma de decisiones en la funcin de operaciones.3ed. Mjico: McGraw-Hill, 1994.855p.
5/28/2018 CONTROL DE CALIDAD.pdf
30/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
30
Figura 1.7. reas responsables de la calidadCLIENTE
Especifica las necesidades de calidad.Redefine las necesidades para fijar las
capacidades de operaciones.
MERCADOTECNIAInterpreta las necesidades del cliente.Trabaja con el cliente en el diseo del
producto para fijar las operaciones.
INGENIERADefine el concepto de diseo.Prepara las especificaciones.
Define caractersticas de calidad.
OPERACIONESFabrica el producto
o servicio.
CONTROL DECALIDAD
Planea y monitorea lacalidad.
Necesidades
Interpretacin dela necesidades
Especificaciones
Adaptado de: SCHROEDER, Roger.Administracin de operaciones. Toma de decisiones en lafuncin de operaciones. 3ed. Mjico: McGraw-Hill, 1994. 855p.
Una vez que se ha terminado el concepto de diseo y las especificaciones, quedaestablecida la calidad de diseo. La ingeniera debe entonces trabajar junto conoperaciones para producir el producto especificado o, si se encuentrandificultades, modificar las especificaciones. Operaciones debe asegurarsecontinuamente de que el producto se est fabricando conforme a lo especificado, yesto se logra insistiendo en la calidad de conformidad con las especificaciones delproducto o servicio.
Esto generalmente se realiza mediante la capacitacin, supervisin,mantenimiento de maquinaria y equipo e inspeccin apropiadas. Adems, paracumplir con las especificaciones, operaciones debe esforzarse por reducir lavariacin de sus procesos y productos en el tiempo. De esta forma se lleva a cabola mejora continua.
1.4. CONTROL TOTAL DE CALIDAD
Para iniciar el proceso de control total de calidad en primer lugar, es de recalcarque las autoridades de los niveles superiores deben establecer una poltica decalidad; vale decir, la alta direccin. sta a su vez, debe derivarse de unaestrategia corporativa.
En segundo lugar, despus de considerar los factores estratgicos, la gerencia dealto nivel debe fijar una poltica de calidad. El comportamiento de calidad totalsignifica entender quin, cules son los requerimientos y satisfacer esos
requerimientos sin error, a tiempo y durante todo el tiempo.
5/28/2018 CONTROL DE CALIDAD.pdf
31/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
31
Los enunciados de la poltica deben continuarse con objetivos de calidadestablecidos sobre bases peridicas, generalmente anuales. Si la compaa tieneun sistema de Administracin Por Objetivos (MBO - Management By Objetives),los objetivos de calidad deben incorporarse en ste. Los objetivos de la calidaddeben aparecer no nicamente en los enunciados de MBO del administrador de lacalidad, sino en los enunciados de cada gerente relacionado con la calidad, porejemplo, operaciones, mercadotecnia, ingeniera y servicio en campo, etc.
Para mencionar algunos se citan los siguientes ejemplos de objetivos de lacalidad:
Aumentar el nivel de calidad de salida a 99.999% (10 defectos en un millnde unidades) medido mediante procedimientos de muestreo. Asegurarse de que todos los gerentes reciban un curso de capacitacin de
5 das sobre aseguramiento de la calidad. Formar crculos de control de calidad de trabajadores y asesores para
reunirse semanalmente, con objeto de identificar las causas de una baja decalidad y tomar la accin correctiva apropiada.
Una vez que se han formulado los objetivos y se han asignado a gerentesespecficos, estos ltimos proporcionarn los recursos a corto plazo paramejorar la calidad y llevar a cabo la poltica de calidad de la compaa.
Por otra parte, conjuntamente con la poltica y los objetivos, la estructuraorganizacional es uno de los asuntos que deben decidirse como parte de laadministracin de la calidad.
Si la calidad debe reportar a manufactura o no da lugar a grandes controversias.Aquellos que argumentan una funcin de calidad separada reportando al gerente,afirman que la calidad debe ser independiente para evitar el comprometerla con elesfuerzo para satisfacer los programas o reducir costos. Este punto de vista hasido especialmente fuerte en compaas que trabajan para el gobierno. Enalgunos casos, el gobierno insiste en que la calidad debe ser organizada en formaseparada para proteger los intereses del gobierno como cliente (en la actualidad
en Colombia quien viene adelantando esta labor es Accin Social de laPresidencia de la Repblica).
Reiterando, aquellos que argumentan que la calidad debe depender demanufactura puntualizan que sta no se puede inspeccionar en un producto oservicio y que la calidad requiere una coordinacin estrecha con la fuerza detrabajo, compras y todas las fases de la operacin. Sostienen que el gerente demanufactura es la persona indicada para coordinar el trabajo del departamento decalidad y todos los otros departamentos dentro de manufactura que afecta lacalidad.
5/28/2018 CONTROL DE CALIDAD.pdf
32/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
32
En aos recientes, en la medida que se ha desarrollado el concepto de calidad
total, el arreglo organizacional en uso se ha hecho menos importante. Utilizando elconcepto de calidad total, el departamento de calidad se percibe como elcoordinador organizacional de todos los otros departamentos que afectan a lacalidad: manufactura, compras, mercadotecnia e ingeniera. Bajo un programa decalidad total. Cada departamento debe identificar su papel exacto en cuanto a lacalidad se refiere y debe establecer objetivos para mantener aceptable la calidadde diseo y comportamiento.
El concepto de la calidad total requiere entonces, que el departamento de calidady fbrica invierta ms tiempo en la planeacin y menos en la inspeccin y control.Un enfoque de calidad total subraya la prevencin de defectos y reconoce el papel
de todas las reas de la organizacin para lograr los objetivos de la calidad. Dehecho, la prevencin no es algo que pueda llevar a cabo cualquier departamentodebido a que requiere la atencin sobre las relaciones del proveedor (compras),capacitacin (personal), diseo (ingeniera) necesidades del cliente(mercadotecnia) y fabricacin del producto (operaciones).
Se requiere un enfoque de sistemas total que abarque la organizacin porcompleto. En este caso, el departamento de calidad no es responsable de todos.El departamento de calidad sirve en su papel de coordinador para asegurar quecada uno contribuya a los objetivos de calidad. En consecuencia, la falta de unconcepto de calidad total se puede ver todos los das en la industria.
Al descubrir un problema de calidad, el gerente general con frecuencia toma ensus manos el control de calidad para identificar el problema. En realidad, el controlde calidad puede hacer poco, dado que el problema fue ocasionado en primerlugar por ingeniera, manufactura o mercadotecnia. Es un error llamar a la mayorade los problemas como problemas de calidad; deben llamarse por los nombres delos departamentos que los ocasionaron. Es de aclarar que cada una de estasreas responsables de la calidad fue explicada en la seccin anterior.
Por lo tanto, no es simple reconocer la importancia del control de calidad total; sinoque, se debe poner en ejecucin un programa positivo a travs de toda la
organizacin. El programa debe especificar cmo sern organizados los esfuerzosde la calidad total, cmo pueden los individuos estar conscientes de su papel en lacalidad y cmo se deben medir los resultados del enfoque de calidad total, raznpor la que el enfoque de Deming es el ms empleado.
Para ilustrar los conceptos anteriores, a continuacin se esquematiza la forma quetiene lugar la aplicacin de stos en la Figura 1.8. Es de resaltar que las tcnicassugeridas como son el costo de la calidad, estudios de prdidas, medicin,diagrama de causa efecto, diagrama de Pareto; y los anlisis estadsticos comogrficos de control, muestreo e inspeccin, se vern en ms adelante en loscaptulos sucedentes.
5/28/2018 CONTROL DE CALIDAD.pdf
33/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
33
Estrategia y calidad
Aclaracin del tema de calidad, un objetivo de las operaciones
Factores que afectanla calidad:
AdministracinEmpleadosInstalaciones,procesos yequiposMaterialesVendedores
Figura 1.8. Proceso para lograr la calidad total
Comprensin de las relaciones entrelos factores que afectan la calidad ydesempeo de la calidad:
Percepciones del clienteResultados que se esperan de lacalidadFactores que afectan la calidad
Anlisis: la base para elcontinuo mejoramiento, lagestin y el aseguramientode la calidad y su control:
Diagnsticoorientado hacia lacalidad total: Costo dela calidad, estudios deprdidas, medicin,diagrama de causa efecto, diagrama dePareto.Anlisis estadstico:Grficos de control,muestreo einspeccin
Acciones para mejorar y asegurar elapego a los objetivos:
Enfoques iniciados por laadministracinComportamiento y calidad
Resultados: Consistencia con lacalidad de todos los productos yservicios en concordancia con la
posicin estratgica deseada
Adaptado de: ADAM, Everett y EBERT, Ronald.Administracin de la produccin y las operaciones.4ed. Mjico: Prentice-Hall, 1991. 739p.
5/28/2018 CONTROL DE CALIDAD.pdf
34/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
34
2. CONTROL ESTADSTICO DE LA CALIDAD
Para el estudio del control estadstico de la calidad es necesario conocer acercadel papel que juega la distribucin de frecuencias y parmetros en el mismo, lacapacidad del proceso para medir la variacin de stos; y de hecho, los grficos
de control por variables y atributos, entre otros de los muchos autores que hantrabajado el tema, se acompaan los esbozados por Tabla (1998)5, as:
2.1. DISTRIBUCIN DE FRECUENCIAS Y PARMETROS
Para realizar la distribucin de frecuencias y parmetros, es necesario conoceralgunos conceptos como la toma de datos, la ordenacin, las medidas detendencia central, a saber: la media aritmtica, la mediana y la moda, as como elrango.
2.1.1. La toma de datos
La toma de datos es la obtencin de las lecturas de caractersticas variables quede alguna manera se obtienen para conocer el estado del proceso y que no hansido ordenadas numricamente.
2.1.2. La ordenacin
La ordenacin es una coleccin de datos numricos, anotados en forma creciente
o decreciente en magnitud.
2.1.3. Medidas de la tendencia central
Se definen tres de ellas a continuacin como son: la media aritmtica, la medianay la moda.
5TABLA, Guillermo. Gua para implantar la norma ISO 9000 para empresas de todos tipos y tamaos. Mxico: McGraw-Hill, 1998. 387p.
5/28/2018 CONTROL DE CALIDAD.pdf
35/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
35
Media aritmtica. La media aritmtica de un conjunto de datos es un valor tpico
y representativo del mismo, que al tender a situarse en el centro de los valoresobtenidos y ordenados, indica cul es la posicin del centro aritmtico de los datosproporcionados.
La media aritmtica se representa de la siguiente manera:
n
xxxxx
n++++=
...321
Que tambin puede ser:
n
xx
n
ii
== 1
Donde:
x = Media aritmtica x1, x2, x3, ... , xn= Datos variables medidos n =Nmero de datos medidos
A manera de ejemplo:
6
232723254240 +++++=x
=6
180
= 30
Si las mismas lecturas se presentan ms de una vez, la representacin dela media aritmtica es:
ffff
xfxfxfxfx
k
kk
++++
++++=
...
...
321
332211
5/28/2018 CONTROL DE CALIDAD.pdf
36/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
36
O de la misma manera:
=
=
= k
ii
i
k
ii
f
xf
x
1
1
Donde:
x = Media aritmtica
x1, x2, x3, ... , xk= Datos medidos f1, f2, f3, ... , fk= Frecuencia de los datos medidos
n = =
k
iif
1=Frecuencia total, es decir el nmero total de datos
A manera de ejemplo vanse los datos de la Tabla 2.1.
Si las mismas lecturas se presentan ms de una vez, la representacin dela media aritmtica es:
=
=
= k
ii
i
k
ii
f
xf
x
1
1
122
3100=x
Item fk xk fkxk1 5 34 170
2 4 21 843 20 14 2804 31 52 1612
5 47 12 5646 15 26 390
122 3100
Tabla 2.1. Datos de media aritmtica
=n ==
k
ikkxf
1
5/28/2018 CONTROL DE CALIDAD.pdf
37/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
37
= 25.41
Mediana. La medianaes una coleccin de datos ordenados en magnitud, donde lamediana es el valor medio, si la cantidad de datos es non o la media aritmtica dedos valores medios si la cantidad de datos es par.
A manera de ejemplo, si la cantidad de datos es impar:
1, 3, 4, 5, 7, 9, 13, 14, 18, la mediana es el nmero7.
A manera de ejemplo, si la cantidad de datos es par:
4, 5, 6, 10, 13, 16, 17,18,su mediana se calcula de la siguiente manera:
( )13102
1+=M
= 11.5
Geomtricamente, la mediana es el valor xk que corresponde a la vertical quedivide un histograma en dos partes de igual rea.
Moda. La moda de una serie de nmeros, es aquel valor que en los datos sepresenta con la mayor frecuencia, es decir es el valor ms comn. La moda puedeno existir y cuando existe, puede no ser nica.
A manera de ejemplo:
El conjunto de datos 3, 8, 10, 12, 12, 12, 12, 17, 19, 21, 23, tiene un valorde moda de 12.
El conjunto de datos 3, 8, 10, 12, 17, 19, 21, 23no tiene un valor de moda.
El conjunto de datos 5, 8, 11, 11, 11, 15, 17, 19, 19, 19, tiene dos valoresde moda que son 11y 19, llamndose bimodal.
2.1.4. Rango
El rango se define como la diferencia que hay entre el valor mayor y el valormenor, obtenidos en un conjunto de datos.
La media aritmtica o promedio se usa como medida de la tendencia central; sin
embargo, es necesario establecer indicadores que muestren la variabilidad de los
5/28/2018 CONTROL DE CALIDAD.pdf
38/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
38
datos. Tales indicadores se conocen como medidas de dispersin o de variacin y
su medicin se realiza calculando el rango de los datos, as:
VVxxRango mMmenormayor ==
El rango es una medida de variacin que proporciona la amplitud dentro de la quese encuentran la totalidad de los datos.
A manera de ejemplo obsrvese la Figura 2.1.
2.1.5. Procedimiento para determinar la distribucin de frecuencias
Para determinar la distribucin de frecuencias, se deben seguir los siguientescinco pasos, as:
Paso 1. Se calcula el rango de los datos medidos.
Rango
VVRango mM =
Paso 2.Se calcula la amplitud de clase, que es la cantidad propuesta de barrasque tendr el histograma; as:
Figura 2.1. Datos observados dentro de un rango
0
0,5
1
1,5
2
2,5
0 5 10 15 20 25 30
Nmero observado
Nmeroqueserepite
y
5/28/2018 CONTROL DE CALIDAD.pdf
39/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
39
Amplitud de clase
k
RA =
Donde:
A =Amplitud de clase R =Rango de datos medidos k = Valor que depende del nmero de datos o de muestras n y de la
cantidad de barras en el histograma que se pretende tener.En funcin del valor de los nmeros decimales que d como resultado la relacinanterior; se debe elevar hacia el siguiente nmero que tenga la misma cantidad dedecimales que los datos originales, por lo que se calcula A, tal como puede verseen la Tabla 2.2.
A manera de ejemplo, si se tiene un conjunto de 9 datos como el que se muestraen la Tabla 2.3., expresados en milsimas, para calcular la amplitud de losintervalos se procede de la siguiente manera:
Amplitud de clase:
k
RA =
( )
5
348.5023.9 =
7,421 5,348 5,324
9,023 4,528 8,5978,642 7,568 6,541
Tabla 2.3. Datos para distribucin de frecuencias
n kmenor a 50 de 5 a 7
de 50 a 100 de 6 a 10
de 100 a 250 de 7 a 12
250 ms de 10 a 20
Tabla 2.2. Tabla de valores de k
Adaptado de: TABLA, Guillermo. Gua para implantar lanorma ISO 9000 para empresas de todos tipos y tamaos.Mxico: McGraw-Hill, 1998. 387p.
5/28/2018 CONTROL DE CALIDAD.pdf
40/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
40
= 0.735
Paso 3. Se obtienen las fronteras de clase: para hacerlo, se requiere de unafrontera inicial, que se calcula de la siguiente manera:
Fronteras de clase
( ) uVx menor 5.0*
=
Donde:
x*=Es el valor de la frontera inferior para el histograma Vmenor=Es el valor menor de los datos medidos u =Valor de la unidad de lo que est midiendo
Posteriormente, a partir del valor de x*se le va sumando los valores de A (amplitudde clase)para definir los intervalos en los que se integran las frecuencias de cadauno de los valores de xpara completar el histograma, como se ilustra en la Tabla2.4.
Paso 4. Se calcula la marca de clase, mediante el clculo del punto medio decada intervalo, usando la siguiente frmula:
Marcas de clase
2
SuperiorFronteraInferiorFronteraM
mmi
+=
Donde:
Mi=Marca de clase en cada intervalo m
Frontera Inferior m=Frontera inferior del intervalo m
Intervalo (i) Frontera inferior (i) Frontera inferior (i)1 x
*x
*+ A
2 x*+ A x
*+ 3A
3 x*+ 2A x
*+ 2A
N x + (n-1)A x + (n)A
Tabla 2.4. Fronteras de clase
Adaptado de: TABLA, Guillermo. Gua para implantar la norma ISO 9000 para empresas detodos tipos y tamaos. Mxico: McGraw-Hill, 1998. 387p.
5/28/2018 CONTROL DE CALIDAD.pdf
41/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
41
Frontera Superiorm=Frontera superior del intervalo m m =Intervalo del histograma; m = 1, 2, 3,, r
Paso 5. Se elabora la distribucin de frecuencia, anotando en la escala lafrecuencia con la que en los datos iniciales se van presentando en cada intervalo.Se debe tener cuidado de asegurar que la frecuencia total no sea diferente a lasuma de los datos.
A manera de ejemplo, se desea analizar el comportamiento del torque de lostornillos que sujetan la cubierta a la base de una pieza; se tienen 30 lecturas quese han tomado como muestra del lote de productos. Los datos se encuentran en laTabla 2.5., se requiere conocer su histograma para revisar su comportamiento.
A continuacin se muestra como desarrollarlo; as:
Rango:
VVRango mM =
= 3747 1806
= 1941
Amplitud de clase: como n = 30, se selecciona k = 5:
k
RA =
2.3885
1941==
389
2371 1806 2852 2257 2883 2328
2904 2349 2715 2950 2476 3380
3157 2841 3208 2552 3059 2743
2840 2924 1921 3185 2682 2796
2613 3747 2284 3588 2105 2449
3747 1806 1941
Tabla 2.5. Comportamiento de la lectura de datos
389
=Vm=VM =Rango
=A
5/28/2018 CONTROL DE CALIDAD.pdf
42/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
42
Fronteras de clase: en este caso, u = 1, que es la unidad mnima de
medida, por lo que:
( ) uVx menor 5.0*
=
)1)(5.0(1806=
= 1805.5
En consecuencia tenemos que las fronteras de clase son las que aparecen en laTabla 2.6., as:
Marcas de clase:
2
SuperiorFronteraInferiorFronteraM
mmi
+=
Para m1, se tiene que:( )
2
5.21945.18051
+=m
= 2000
En consecuencia tenemos que las marcas de clase son las que aparecen en laTabla 2.7., as:
mi Mi1 2000
2 2389
3 2778
4 3167
5 3556
Tabla 2.7. Marcas de clase
Intervalo (i) Frontera (i) Frontera (i)
1 x*
1805,5
2 x*+ A 2194,5
3 x*+ 2A 2583,5
4 x + 3A 2972,5
5 x + 4A 3361,5
6 x + 5A 3750,5
Tabla 2.6. Fronteras de clase
5/28/2018 CONTROL DE CALIDAD.pdf
43/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
43
Con estos valores de fronteras y marcas de clase, se procede a integrar los
valores reales encontrados en la muestra para determinar la frecuencia en cadauno de los intervalos de clase que se calcularon anteriormente y que se muestranenseguida en la Tabla 2.8., as:
Finalmente, a continuacin se elabora la distribucin de frecuencias como se veen la Figura 2.2.
2.2. CAPACIDAD DEL PROCESO
Las tcnicas estadsticas permiten evaluar la variacin que tienen los procesosmedidos, para despus compararlos con las especificaciones o normasestablecidas. La variacin se puede conocer con el anlisis estadstico de lacapacidad y habilidad de los procesos cuando se cumplen con talesespecificaciones. Los ndices que se pueden calcular para evaluar estascaractersticas son la capacidad y la habilidad de un proceso.
Figura 2.2. Distribucin de frecuencias
0
2
4
6
8
10
12
14
2000 2389 2778 3167 3556
Marcas de clase
frecuencia
Serie1
Intervalo Marca de clase frecuenciami Finf Fsup Mi fi1 1805,5 2194,5 2000 3
2 2194,5 2583,5 2389 8
3 2583,5 2972,5 2778 12
4 2972,5 3361,5 3167 4
5 3361,5 3750,5 3556 3
FronteraTabla 2.8. Frecuencia en cada uno de los intervalos de clase
5/28/2018 CONTROL DE CALIDAD.pdf
44/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
44
2.2.1. Capacidad del proceso
El parmetro conocido como Cp indica la capacidad que tiene un proceso paracumplir con las especificaciones o normas; este valor relaciona la dispersin realdel proceso en estudio comparado con respecto a las especificaciones o normas.Para una mejor ilustracin vase la Figura 2.3.
LSELIE
x
Figura 2.3. Representacin grfica de lacapacidad del proceso
La frmula para su clculo es:
6s
LIELSE
procesodelrealVariacin
permitidaodaespecificaVariacinCp
==
Donde :
Cp=Capacidad del proceso LSE =Lmite Superior de Especificacin LIE =Lmite Inferior de Especificacin s =Desviacin estndar muestral
5/28/2018 CONTROL DE CALIDAD.pdf
45/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
45
2.2.2. Habilidad del proceso
Representa la variacin del proceso comparada con los lmites de especificacinen sus condiciones ms crticas. Esta descrita como la distancia existe entre eluso de promedio del proceso medido y los lmites. Para calcular la habilidad delproceso se requieren las siguientes frmulas:
s
xLSEZ
=
sup
s
LIExZ
=
inf
Entonces:
3minZ
Cpk=
En donde:
Zsup =Valor de la variacin estandarizada en trminos de las desviacionesestndar, en comparacin con el lmite superior de especificacin.
Zinf =Valor de la variacin estandarizada en trminos de las desviacionesestndar, en comparacin con el lmite inferior de especificaciones.
Zmin =Valor menor entre los resultados calculados de Z. x =Promedio calculo de la muestra. Cpk= Habilidad del proceso.
En primer lugar, se calculan los dos valores de Z, se elige el valor menor entre losdos (incluyendo los valores negativos, entre mayor sea el nmero negativo ste se
toma como Zmenor); posteriormente se divide entre la cantidad seleccionada dedesviaciones estndar que se requiere analizar para encontrar el valor de Cpk.
En segundo lugar, para tener la seguridad de que se tiene controlado el proceso,los valores de Cpy de Cpkdeben ser mayores que 1.33, lo cual quiere decir que setiene al menos una desviacin estndar entre el lmite de especificacin y la orillade la curva del proceso real a la cantidad de desviaciones estndar calculadas.
En tercer lugar, en este anlisis, si se tienen valores ms altos de la capacidad yhabilidad del proceso, ste est ms controlado. Para entender el comportamiento
5/28/2018 CONTROL DE CALIDAD.pdf
46/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
46
del proceso de transformacin, es necesario que se tengan las siguientes
condiciones:
a) El histograma debe tener un comportamiento normal, esto es que se tengauna tendencia central y una dispersin de los datos semejantes a cada ladode la tendencia central.
b) El histograma debe ser unimodal.
Enseguida se muestran las condiciones de los diferentes valores de la habilidaddel proceso Cpk. Vase Figura 2.4.
Cpk= Cp > 1. En esta condicin, el valor del promedio del proceso est ubicado en
el valor de la tolerancia especificada y la variacin es menor al total.
=
s
LIEx
s
xLSECpk
33min
Figura 2.4. Diferentes valores de Cpkcomparados conlas especificaciones
Cpk> 1:
Proceso controlado dentro de los lmites de especificacin y con unavariacin pequea con respecto a lo permitido; ,
Proceso controlado dentro de los lmites de especificacin, con unavariacin mayor a la anterior; ,
Proceso controlado en donde la orilla de la variacin del procesocalculado a 3 (3s), coincide con el lmite inferior de especificacin.
Cpk = 1. Proceso controlado en donde la orilla de la variacin del procesocalculado a 3 (3s), coincide con el lmite superior de especificacin.
5/28/2018 CONTROL DE CALIDAD.pdf
47/113
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIAESCUELA DE CIENCIAS BSICAS TECNOLOGA E INGENIERAPrograma de Ingeniera Industrial
CONTROL DE CALIDAD
Sede Nacional Jos Celestino MutisCalle 14 Sur No. 14-23, PBX: 3443700 Ext. 454 434. e-mail:[email protected]
47
Cpk< 1:
Proceso fuera de control; parte de su variacin calculada a 3 (3s), estfuera de las esp