Embed Size (px)
Citation preview
368Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Resumen
En años recientes, se han efectuado reiteradas recomen-daciones – principalmente en publicaciones técnicas alem-anas – de controlar la velocidad de las correas en los sis-temas transportadores. Un nivel de llenado � al 100% dela concavidad de la correa debe servir de base para el pro-cedimiento de control. Esto significa que siempre deberíaapuntarse a una alta utilización de la capacidad de trans-porte promedio, con una velocidad adaptada, reducida, dela correa. Se afirma que este tipo de operación reduce elconsumo de energía y, por ende, el costo de operación. Elpresente estudio examina críticamente esta recomen-dación. Dado que la norma DIN 22101 es aplicable al dis-eño de las correas transportadoras y no al establecimientodel coeficiente de resistencia ficticio a velocidades de cor-rea o niveles de llenado distintos, se describen las canti-dades limitantes en relación con la resistencia al movimien-to de las correas transportadoras. Sobre la base de lasdependencias de las resistencias individuales investigadasen la literatura relevante, se utilizan cálculos de simulaciónpara una correa transportadora ficticia para demostrar queel coeficiente de resistencia ficticio de las correas dependeen gran parte del nivel de llenado � y sólo en pequeñamedida de la velocidad de la correa. A través de la cantidadcaracterística “requerimiento de energía específica” sedemuestra que el control de velocidad con fines de ahorrode energía es inadecuado a niveles tradicionales de llena-do de entre 60% y 100%.
1 Introducción
Las correas transportadoras han demostrado ser una solu-ción excelente para el transporte de materias primas min-erales y áridos. Hoy, en la mayoría de los casos represen-tan la solución más efectiva en términos de costos para elmanejo de flujos de masas de material a granel a través dedistancias de transporte cortas y medianas. A pesar de quelos costos de operación de las correas transportadoras yason ventajosos, siempre existe el deseo de reducirlos aúnmás.
Las fuentes publicadas sostienen que, para equilibrar elnivel de llenado, debe controlarse la velocidad de la correaen conformidad con la carga. Esto debiera resultar en unadisminución del consumo de energía. Según las publica-ciones, da la impresión que es posible lograr una reduccióndel consumo de energía de hasta el 30% si, al controlar lavelocidad de transportecon el flujo volumétrico nominal como cantidad principal, esdecir, un nivel de llenado del 100%, la correa transportado-ra también puede ser operada si el flujo volumétrico pre-senta fluctuaciones. En este contexto, las publicacionesmencionan distancias centrales de más de 1400 mts. En suresumen, las fuentes también sugieren que es posiblelograr una operación más económica si se utilizan sistemasmotrices de velocidad variable en las correas. En algunasfuentes publicadas, se utiliza DIN 22101 como base paraestas aseveraciones.
A la luz de estos antecedentes, Voith Turbo solicitó al autorde este estudio formular una opinión experta sobre si (conaplicación universal) el consumo de energía de las correastransportadoras se reduce – y, por ende, permite unaoperación más económica – si el nivel de llenado � de laconcavidad de la correa se utiliza al 100%.
2 Principales Métodos de Cálculo para Determinar laResistencia al Movimiento de las CorreasTransportadoras
El consumo de energía de sistemas de correas largas yhorizontales en condiciones operativas estacionarias sedetermina a través de la resistencia al movimiento de la
H. Lauhoff, Alemania
Control de Velocidad en CorreasTransportadoras - ¿Realmente AhorraEnergía?
______________________
Dipl.-Ing HANS LAUHOFF, Ingenieurbüro Hans Lauhoff,
Wessingweg 11, 59269 Beckum, Alemania.
Tel.: +49 (0) 2521 299 844 • Fax: +49 (0) 2521 299 843
E-Mail: [email protected]
Este trabajo fue presentado por primera vez en la conferencia Beltcon
13, organizado por la IMHC y realizado los días 3 y 4 de agosto de 2005
en Randburg, Rep. de Sudáfrica.
369 Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Control de Velocidad en Correas Transportadoras
sección cargada de la correa y de la correa de retorno.Esta resistencia consiste en la resistencia al rodaje de losrodillos que soportan la correa, además de la resistencia ala flexión del material a granel y de la correa cuando estánrodando por los rodillos de soporte. La energía requeridapara superar estas resistencias se determina a través deuna cantidad de propiedades operativas y constructivascaracterísticas. En comparación con las demás resisten-cias, la superación de las diferencias de altura requieremucha energía. En este caso, la elevación de las masas adistintos niveles es lo que determina principalmente la can-tidad de energía requerida, por lo que no es posible influiren ella. Las resistencias al movimiento son todas fuerzasque actúan sobre la correa en la dirección de transporte yque deben ser superadas durante la operación de la cor-rea.
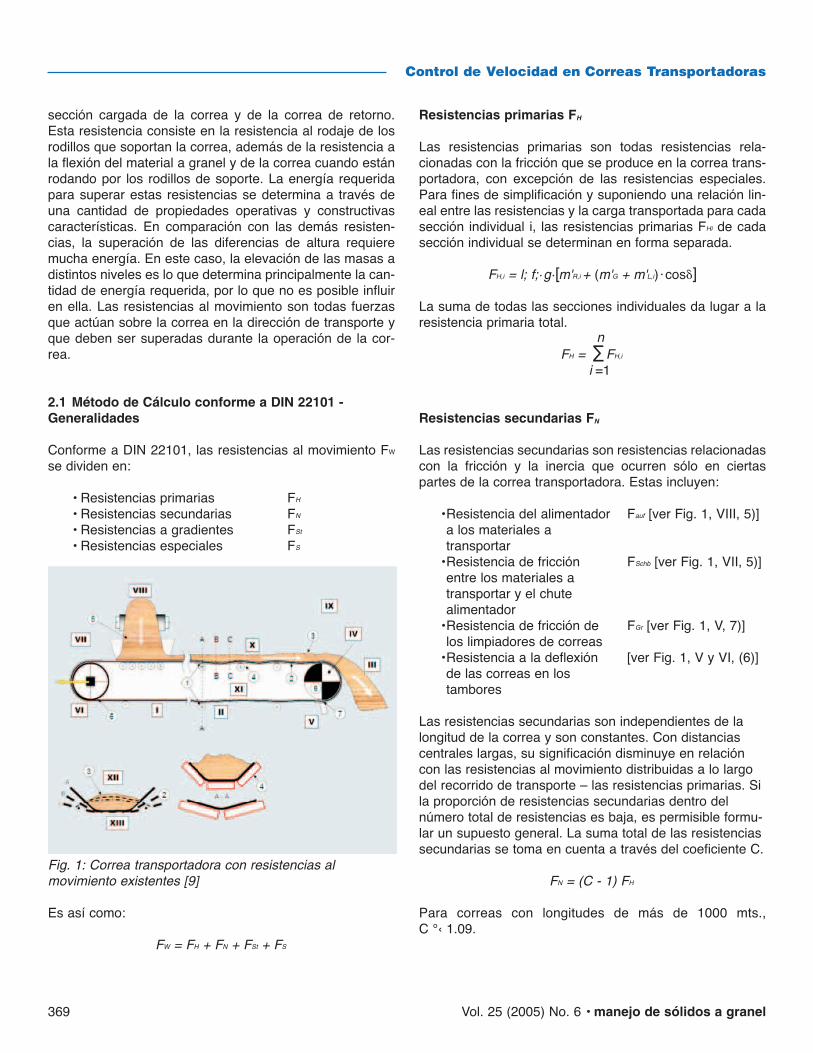
2.1 Método de Cálculo conforme a DIN 22101 -Generalidades
Conforme a DIN 22101, las resistencias al movimiento FW
se dividen en:
• Resistencias primarias FH
• Resistencias secundarias FN
• Resistencias a gradientes FSt
• Resistencias especiales FS
Fig. 1: Correa transportadora con resistencias almovimiento existentes [9]
Es así como:
FW = FH + FN + FSt + FS
Resistencias primarias FH
Las resistencias primarias son todas resistencias rela-cionadas con la fricción que se produce en la correa trans-portadora, con excepción de las resistencias especiales.Para fines de simplificación y suponiendo una relación lin-eal entre las resistencias y la carga transportada para cadasección individual i, las resistencias primarias FHi de cadasección individual se determinan en forma separada.
FH,i = l; f;·g·[m'R,i + (m'G + m'L,i) ·cos�]
La suma de todas las secciones individuales da lugar a laresistencia primaria total.
FH = ∑FH,i
Resistencias secundarias FN
Las resistencias secundarias son resistencias relacionadascon la fricción y la inercia que ocurren sólo en ciertaspartes de la correa transportadora. Estas incluyen:
Las resistencias secundarias son independientes de lalongitud de la correa y son constantes. Con distanciascentrales largas, su significación disminuye en relacióncon las resistencias al movimiento distribuidas a lo largodel recorrido de transporte – las resistencias primarias. Sila proporción de resistencias secundarias dentro delnúmero total de resistencias es baja, es permisible formu-lar un supuesto general. La suma total de las resistenciassecundarias se toma en cuenta a través del coeficiente C.
FN = (C - 1) FH
Para correas con longitudes de más de 1000 mts., C °‹ 1.09.
Fauf [ver Fig. 1, VIII, 5)]
FSchb [ver Fig. 1, VII, 5)]
FGr [ver Fig. 1, V, 7)]
[ver Fig. 1, V y VI, (6)]
•Resistencia del alimentadora los materiales a transportar
•Resistencia de fricción entre los materiales a transportar y el chute alimentador
•Resistencia de fricción de los limpiadores de correas
•Resistencia a la deflexión de las correas en los tambores
n
i =1
Control de Velocidad en Correas Transportadoras
370Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Resistencias especiales FS
Las resistencias especiales son aquellas que no ocurrenen todas las correas transportadoras. Estas son, en espe-cial, la resistencia vertical de los polines (idlers), resisten-cias de fricción al exterior de las estaciones de ali-mentación y resistencias de los equipos utilizados para ali-mentar el material a granel al exterior si esto ocurre en elcurso del recorrido de transporte.
Área de aplicación de DIN 22101
La norma DIN 22101 cubre los aspectos fundamentalespara el cálculo y diseño de correas transportadoras paramateriales a granel. Para la determinación de las resisten-cias primarias, se utiliza una base matemática en conformi-dad con la ley de fricción de COULOMB.
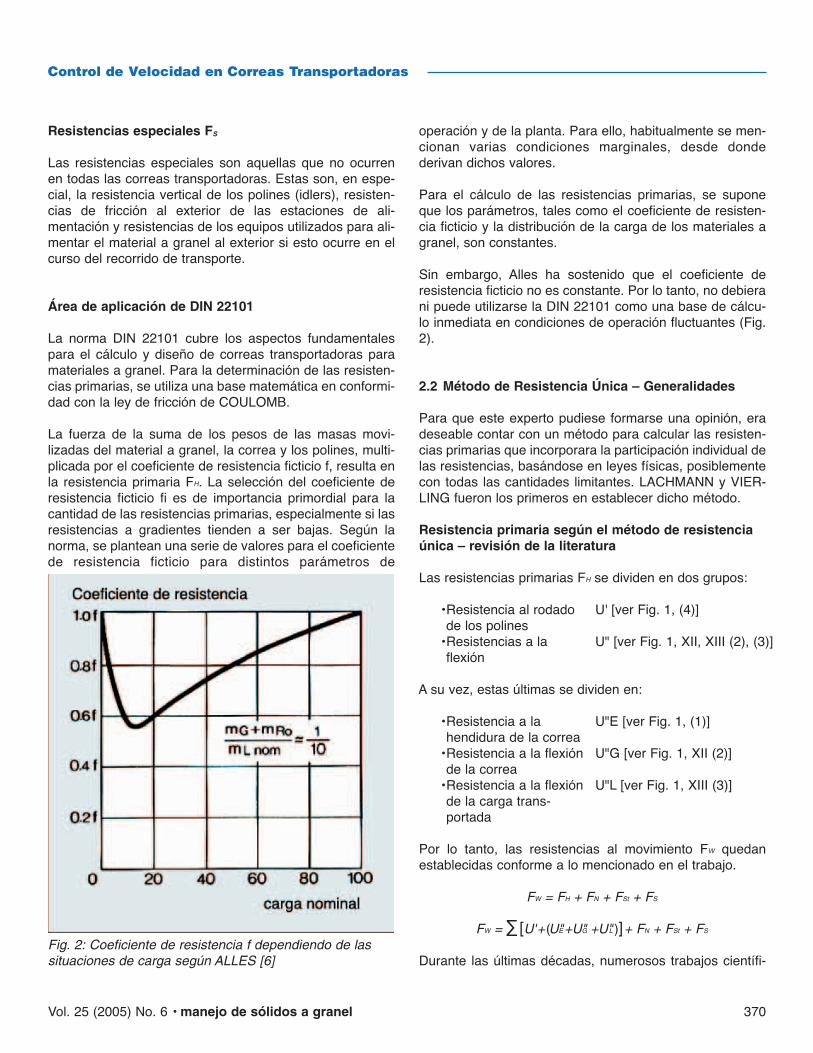
La fuerza de la suma de los pesos de las masas movi-lizadas del material a granel, la correa y los polines, multi-plicada por el coeficiente de resistencia ficticio f, resulta enla resistencia primaria FH. La selección del coeficiente deresistencia ficticio fi es de importancia primordial para lacantidad de las resistencias primarias, especialmente si lasresistencias a gradientes tienden a ser bajas. Según lanorma, se plantean una serie de valores para el coeficiente de resistencia ficticio para distintos parámetros de
operación y de la planta. Para ello, habitualmente se men-cionan varias condiciones marginales, desde dondederivan dichos valores.
Para el cálculo de las resistencias primarias, se suponeque los parámetros, tales como el coeficiente de resisten-cia ficticio y la distribución de la carga de los materiales agranel, son constantes.
Sin embargo, Alles ha sostenido que el coeficiente deresistencia ficticio no es constante. Por lo tanto, no debierani puede utilizarse la DIN 22101 como una base de cálcu-lo inmediata en condiciones de operación fluctuantes (Fig.2).
2.2 Método de Resistencia Única – Generalidades
Para que este experto pudiese formarse una opinión, eradeseable contar con un método para calcular las resisten-cias primarias que incorporara la participación individual delas resistencias, basándose en leyes físicas, posiblementecon todas las cantidades limitantes. LACHMANN y VIER-LING fueron los primeros en establecer dicho método.
Resistencia primaria según el método de resistenciaúnica – revisión de la literatura
Las resistencias primarias FH se dividen en dos grupos:
Por lo tanto, las resistencias al movimiento FW quedanestablecidas conforme a lo mencionado en el trabajo.
FW = FH + FN + FSt + FS
FW = ∑[U'+(UE"+UG" +U"L )]+ FN + FSt + FS
Durante las últimas décadas, numerosos trabajos científi-Fig. 2: Coeficiente de resistencia f dependiendo de lassituaciones de carga según ALLES [6]
•Resistencia al rodado de los polines
•Resistencias a la flexión
•Resistencia a la hendidura de la correa
•Resistencia a la flexiónde la correa
•Resistencia a la flexiónde la carga trans-portada
U' [ver Fig. 1, (4)]
U" [ver Fig. 1, XII, XIII (2), (3)]
U"E [ver Fig. 1, (1)]
U"G [ver Fig. 1, XII (2)]
U"L [ver Fig. 1, XIII (3)]
A su vez, estas últimas se dividen en:
371 Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Control de Velocidad en Correas Transportadoras
cos abordaron esta diferenciación al calcular las resisten-cias únicas. Debido a la compleja influencia de caracterís-ticas constructivas, tecnológicas y operativas que afectanla resistencia a la flexión, el método de resistencia únicapara establecer la resistencia primaria no logró aceptaciónen el pasado. También había una carencia de cantidadescaracterísticas individuales que permitieran formular unpronóstico preciso de la cantidad real de resistencias úni-cas antes de realizar la instalación.
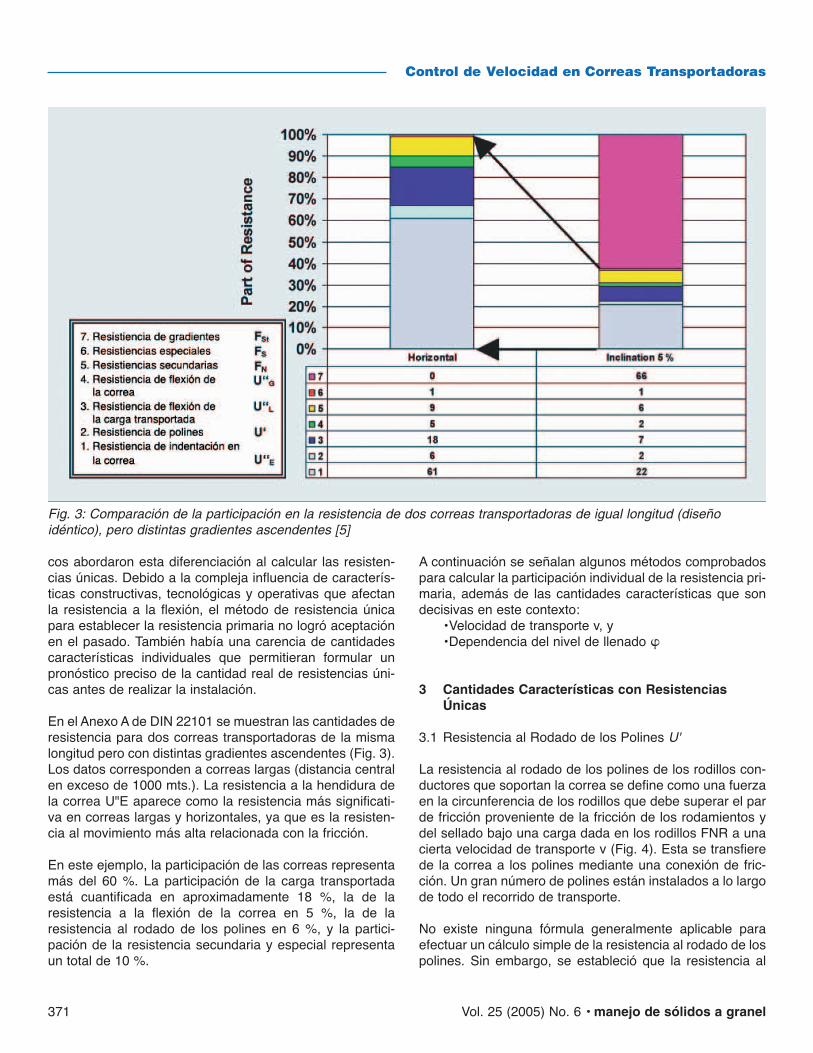
En el Anexo A de DIN 22101 se muestran las cantidades deresistencia para dos correas transportadoras de la mismalongitud pero con distintas gradientes ascendentes (Fig. 3).Los datos corresponden a correas largas (distancia centralen exceso de 1000 mts.). La resistencia a la hendidura dela correa U"E aparece como la resistencia más significati-va en correas largas y horizontales, ya que es la resisten-cia al movimiento más alta relacionada con la fricción.
En este ejemplo, la participación de las correas representamás del 60 %. La participación de la carga transportadaestá cuantificada en aproximadamente 18 %, la de laresistencia a la flexión de la correa en 5 %, la de laresistencia al rodado de los polines en 6 %, y la partici-pación de la resistencia secundaria y especial representaun total de 10 %.
A continuación se señalan algunos métodos comprobadospara calcular la participación individual de la resistencia pri-maria, además de las cantidades características que sondecisivas en este contexto:
•Velocidad de transporte v, y •Dependencia del nivel de llenado �
3 Cantidades Características con Resistencias Únicas
3.1 Resistencia al Rodado de los Polines U'
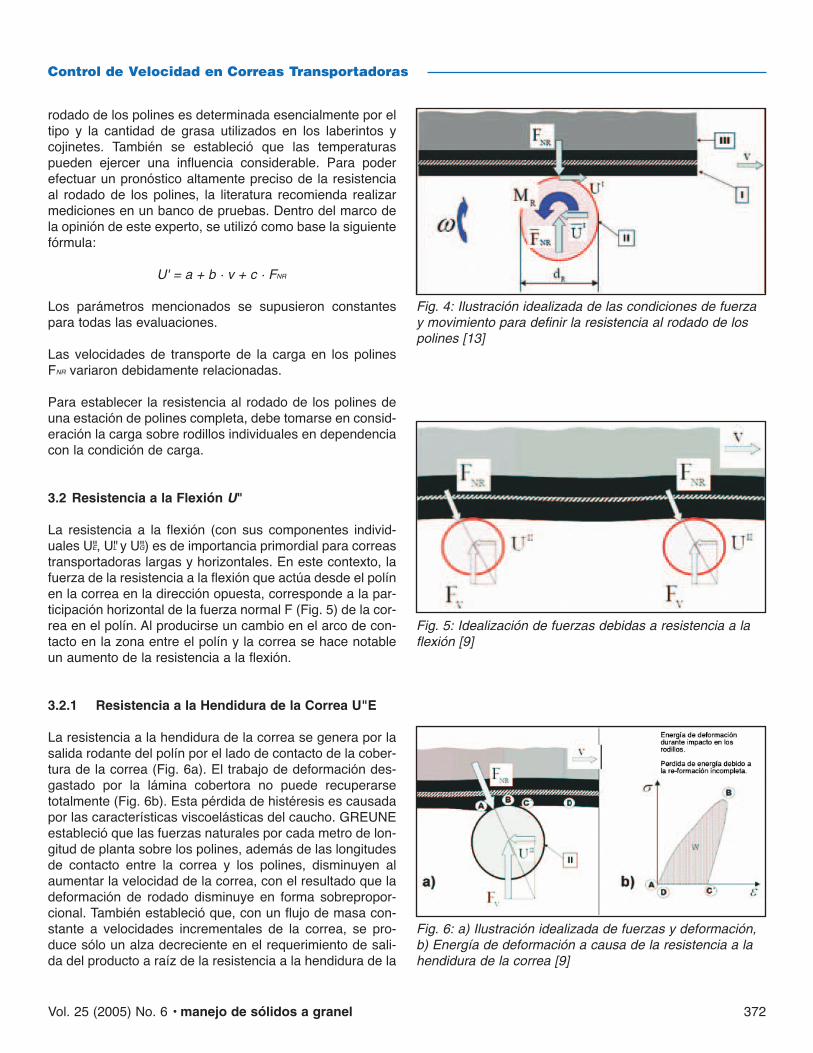
La resistencia al rodado de los polines de los rodillos con-ductores que soportan la correa se define como una fuerzaen la circunferencia de los rodillos que debe superar el parde fricción proveniente de la fricción de los rodamientos ydel sellado bajo una carga dada en los rodillos FNR a unacierta velocidad de transporte v (Fig. 4). Esta se transfierede la correa a los polines mediante una conexión de fric-ción. Un gran número de polines están instalados a lo largode todo el recorrido de transporte.
No existe ninguna fórmula generalmente aplicable paraefectuar un cálculo simple de la resistencia al rodado de lospolines. Sin embargo, se estableció que la resistencia al
Fig. 3: Comparación de la participación en la resistencia de dos correas transportadoras de igual longitud (diseño idéntico), pero distintas gradientes ascendentes [5]
Control de Velocidad en Correas Transportadoras
372Vol. 25 (2005) No. 6 • manejo de sólidos a granel
rodado de los polines es determinada esencialmente por eltipo y la cantidad de grasa utilizados en los laberintos ycojinetes. También se estableció que las temperaturaspueden ejercer una influencia considerable. Para poderefectuar un pronóstico altamente preciso de la resistenciaal rodado de los polines, la literatura recomienda realizarmediciones en un banco de pruebas. Dentro del marco dela opinión de este experto, se utilizó como base la siguientefórmula:
U' = a + b · v + c · FNR
Los parámetros mencionados se supusieron constantespara todas las evaluaciones.
Las velocidades de transporte de la carga en los polinesFNR variaron debidamente relacionadas.
Para establecer la resistencia al rodado de los polines deuna estación de polines completa, debe tomarse en consid-eración la carga sobre rodillos individuales en dependenciacon la condición de carga.
3.2 Resistencia a la Flexión U"
La resistencia a la flexión (con sus componentes individ-uales U"E, U"L y U"G) es de importancia primordial para correastransportadoras largas y horizontales. En este contexto, lafuerza de la resistencia a la flexión que actúa desde el polínen la correa en la dirección opuesta, corresponde a la par-ticipación horizontal de la fuerza normal F (Fig. 5) de la cor-rea en el polín. Al producirse un cambio en el arco de con-tacto en la zona entre el polín y la correa se hace notableun aumento de la resistencia a la flexión.
3.2.1 Resistencia a la Hendidura de la Correa U"E
La resistencia a la hendidura de la correa se genera por lasalida rodante del polín por el lado de contacto de la cober-tura de la correa (Fig. 6a). El trabajo de deformación des-gastado por la lámina cobertora no puede recuperarsetotalmente (Fig. 6b). Esta pérdida de histéresis es causadapor las características viscoelásticas del caucho. GREUNEestableció que las fuerzas naturales por cada metro de lon-gitud de planta sobre los polines, además de las longitudesde contacto entre la correa y los polines, disminuyen alaumentar la velocidad de la correa, con el resultado que ladeformación de rodado disminuye en forma sobrepropor-cional. También estableció que, con un flujo de masa con-stante a velocidades incrementales de la correa, se pro-duce sólo un alza decreciente en el requerimiento de sali-da del producto a raíz de la resistencia a la hendidura de la
Fig. 4: Ilustración idealizada de las condiciones de fuerzay movimiento para definir la resistencia al rodado de lospolines [13]
Fig. 5: Idealización de fuerzas debidas a resistencia a laflexión [9]
Fig. 6: a) Ilustración idealizada de fuerzas y deformación,b) Energía de deformación a causa de la resistencia a lahendidura de la correa [9]
373 Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Control de Velocidad en Correas Transportadoras
correa y la velocidad de ésta.
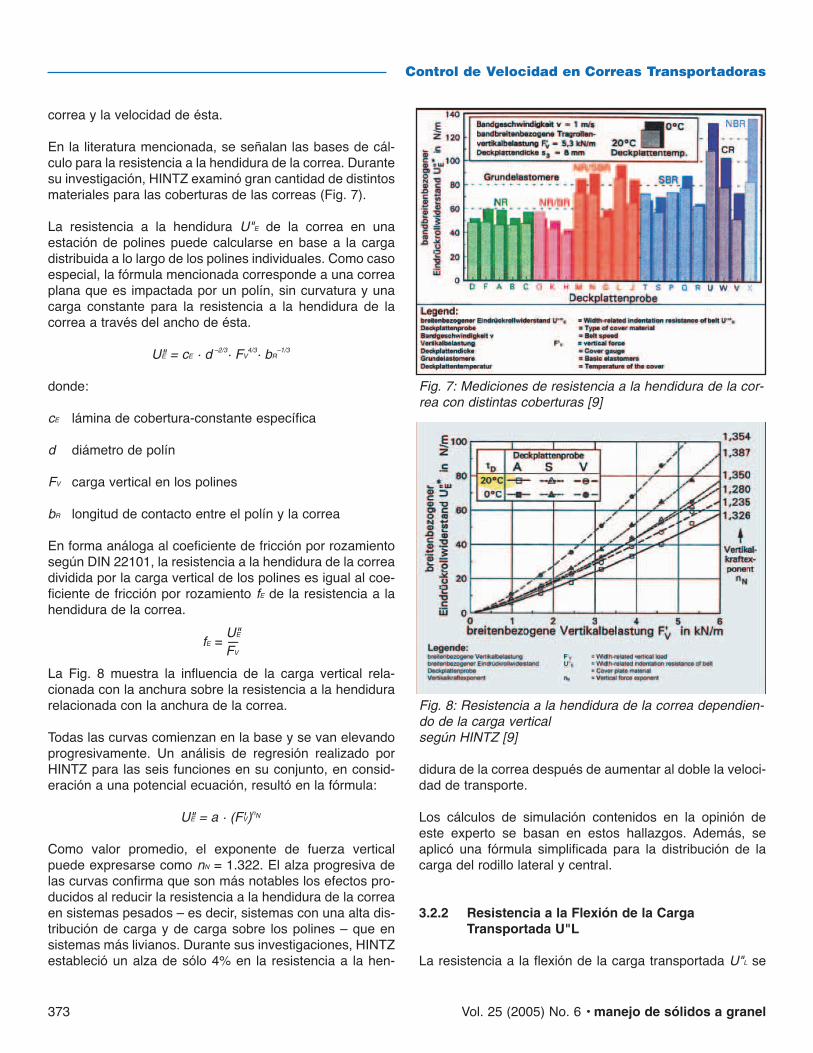
En la literatura mencionada, se señalan las bases de cál-culo para la resistencia a la hendidura de la correa. Durantesu investigación, HINTZ examinó gran cantidad de distintosmateriales para las coberturas de las correas (Fig. 7).
La resistencia a la hendidura U"E de la correa en unaestación de polines puede calcularse en base a la cargadistribuida a lo largo de los polines individuales. Como casoespecial, la fórmula mencionada corresponde a una correaplana que es impactada por un polín, sin curvatura y unacarga constante para la resistencia a la hendidura de lacorrea a través del ancho de ésta.
U"E = cE · d –2/3· FV4/3· bR
–1/3
donde:
cE lámina de cobertura-constante específica
d diámetro de polín
FV carga vertical en los polines
bR longitud de contacto entre el polín y la correa
En forma análoga al coeficiente de fricción por rozamientosegún DIN 22101, la resistencia a la hendidura de la correadividida por la carga vertical de los polines es igual al coe-ficiente de fricción por rozamiento fE de la resistencia a lahendidura de la correa.
fE = —FV
La Fig. 8 muestra la influencia de la carga vertical rela-cionada con la anchura sobre la resistencia a la hendidurarelacionada con la anchura de la correa.
Todas las curvas comienzan en la base y se van elevandoprogresivamente. Un análisis de regresión realizado porHINTZ para las seis funciones en su conjunto, en consid-eración a una potencial ecuación, resultó en la fórmula:
U"E = a · (F'V)nN
Como valor promedio, el exponente de fuerza verticalpuede expresarse como nN = 1.322. El alza progresiva delas curvas confirma que son más notables los efectos pro-ducidos al reducir la resistencia a la hendidura de la correaen sistemas pesados – es decir, sistemas con una alta dis-tribución de carga y de carga sobre los polines – que ensistemas más livianos. Durante sus investigaciones, HINTZestableció un alza de sólo 4% en la resistencia a la hen-
didura de la correa después de aumentar al doble la veloci-dad de transporte.
Los cálculos de simulación contenidos en la opinión deeste experto se basan en estos hallazgos. Además, seaplicó una fórmula simplificada para la distribución de lacarga del rodillo lateral y central.
3.2.2 Resistencia a la Flexión de la Carga Transportada U"L
La resistencia a la flexión de la carga transportada U"L se
Fig. 7: Mediciones de resistencia a la hendidura de la cor-rea con distintas coberturas [9]
Fig. 8: Resistencia a la hendidura de la correa dependien-do de la carga verticalsegún HINTZ [9]
U"E
Control de Velocidad en Correas Transportadoras
374Vol. 25 (2005) No. 6 • manejo de sólidos a granel
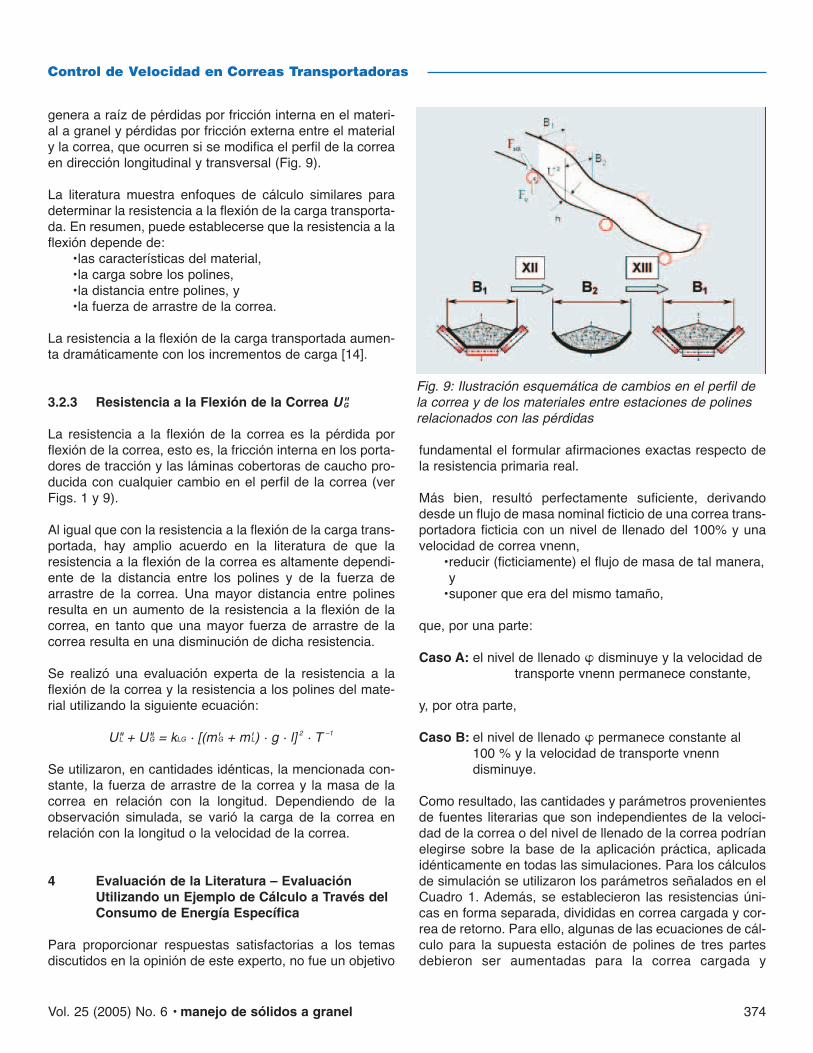
genera a raíz de pérdidas por fricción interna en el materi-al a granel y pérdidas por fricción externa entre el materialy la correa, que ocurren si se modifica el perfil de la correaen dirección longitudinal y transversal (Fig. 9).
La literatura muestra enfoques de cálculo similares paradeterminar la resistencia a la flexión de la carga transporta-da. En resumen, puede establecerse que la resistencia a laflexión depende de:
• las características del material, • la carga sobre los polines, • la distancia entre polines, y • la fuerza de arrastre de la correa.
La resistencia a la flexión de la carga transportada aumen-ta dramáticamente con los incrementos de carga [14].
3.2.3 Resistencia a la Flexión de la Correa U"G
La resistencia a la flexión de la correa es la pérdida porflexión de la correa, esto es, la fricción interna en los porta-dores de tracción y las láminas cobertoras de caucho pro-ducida con cualquier cambio en el perfil de la correa (verFigs. 1 y 9).
Al igual que con la resistencia a la flexión de la carga trans-portada, hay amplio acuerdo en la literatura de que laresistencia a la flexión de la correa es altamente dependi-ente de la distancia entre los polines y de la fuerza dearrastre de la correa. Una mayor distancia entre polinesresulta en un aumento de la resistencia a la flexión de lacorrea, en tanto que una mayor fuerza de arrastre de lacorrea resulta en una disminución de dicha resistencia.
Se realizó una evaluación experta de la resistencia a laflexión de la correa y la resistencia a los polines del mate-rial utilizando la siguiente ecuación:
U"L + U"G = kLG · [(m'G + m'L) · g · l] 2 · T –1
Se utilizaron, en cantidades idénticas, la mencionada con-stante, la fuerza de arrastre de la correa y la masa de lacorrea en relación con la longitud. Dependiendo de laobservación simulada, se varió la carga de la correa enrelación con la longitud o la velocidad de la correa.
4 Evaluación de la Literatura – Evaluación Utilizando un Ejemplo de Cálculo a Través del Consumo de Energía Específica
Para proporcionar respuestas satisfactorias a los temasdiscutidos en la opinión de este experto, no fue un objetivo
fundamental el formular afirmaciones exactas respecto dela resistencia primaria real.
Más bien, resultó perfectamente suficiente, derivandodesde un flujo de masa nominal ficticio de una correa trans-portadora ficticia con un nivel de llenado del 100% y unavelocidad de correa vnenn,
•reducir (ficticiamente) el flujo de masa de tal manera,y
•suponer que era del mismo tamaño,
que, por una parte:
Caso A: el nivel de llenado � disminuye y la velocidad detransporte vnenn permanece constante,
y, por otra parte,
Caso B: el nivel de llenado � permanece constante al 100 % y la velocidad de transporte vnenn disminuye.
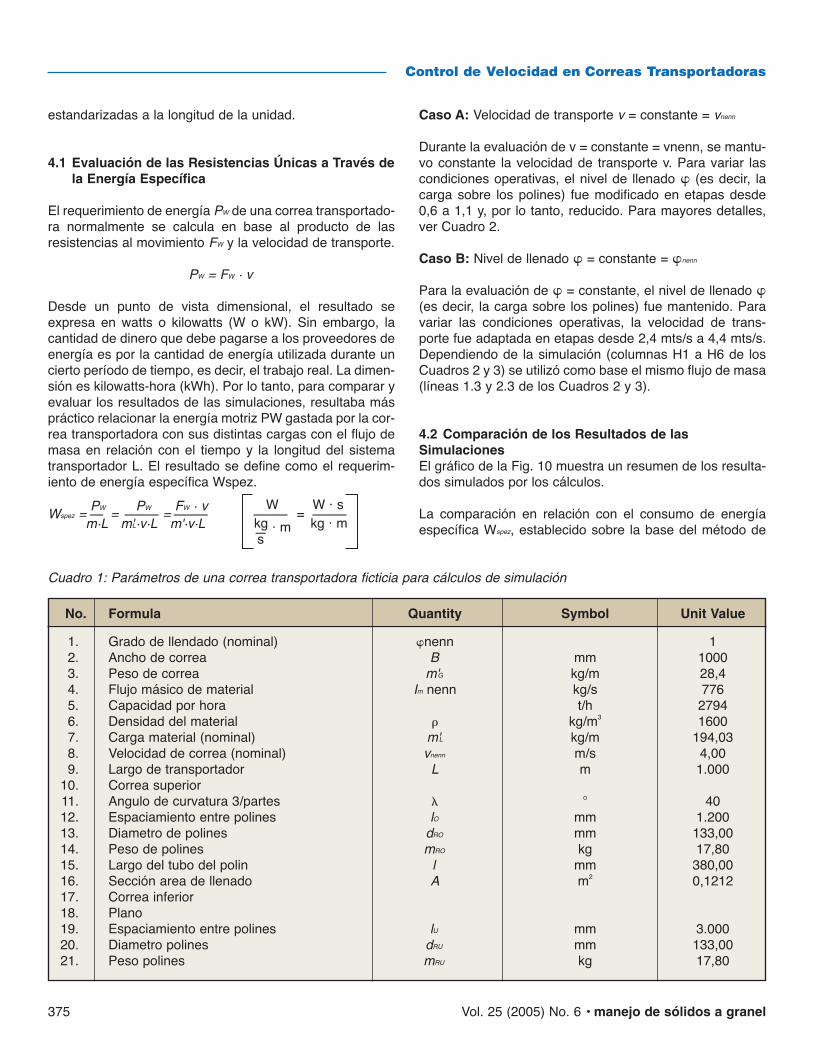
Como resultado, las cantidades y parámetros provenientesde fuentes literarias que son independientes de la veloci-dad de la correa o del nivel de llenado de la correa podríanelegirse sobre la base de la aplicación práctica, aplicadaidénticamente en todas las simulaciones. Para los cálculosde simulación se utilizaron los parámetros señalados en elCuadro 1. Además, se establecieron las resistencias úni-cas en forma separada, divididas en correa cargada y cor-rea de retorno. Para ello, algunas de las ecuaciones de cál-culo para la supuesta estación de polines de tres partesdebieron ser aumentadas para la correa cargada y
Fig. 9: Ilustración esquemática de cambios en el perfil dela correa y de los materiales entre estaciones de polinesrelacionados con las pérdidas
375 Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Control de Velocidad en Correas Transportadoras
estandarizadas a la longitud de la unidad.
4.1 Evaluación de las Resistencias Únicas a Través dela Energía Específica
El requerimiento de energía PW de una correa transportado-ra normalmente se calcula en base al producto de lasresistencias al movimiento FW y la velocidad de transporte.
PW = FW · v
Desde un punto de vista dimensional, el resultado seexpresa en watts o kilowatts (W o kW). Sin embargo, lacantidad de dinero que debe pagarse a los proveedores deenergía es por la cantidad de energía utilizada durante uncierto período de tiempo, es decir, el trabajo real. La dimen-sión es kilowatts-hora (kWh). Por lo tanto, para comparar yevaluar los resultados de las simulaciones, resultaba máspráctico relacionar la energía motriz PW gastada por la cor-rea transportadora con sus distintas cargas con el flujo demasa en relación con el tiempo y la longitud del sistematransportador L. El resultado se define como el requerim-iento de energía específica Wspez.
Wspez = PW
= PW
= FW · v
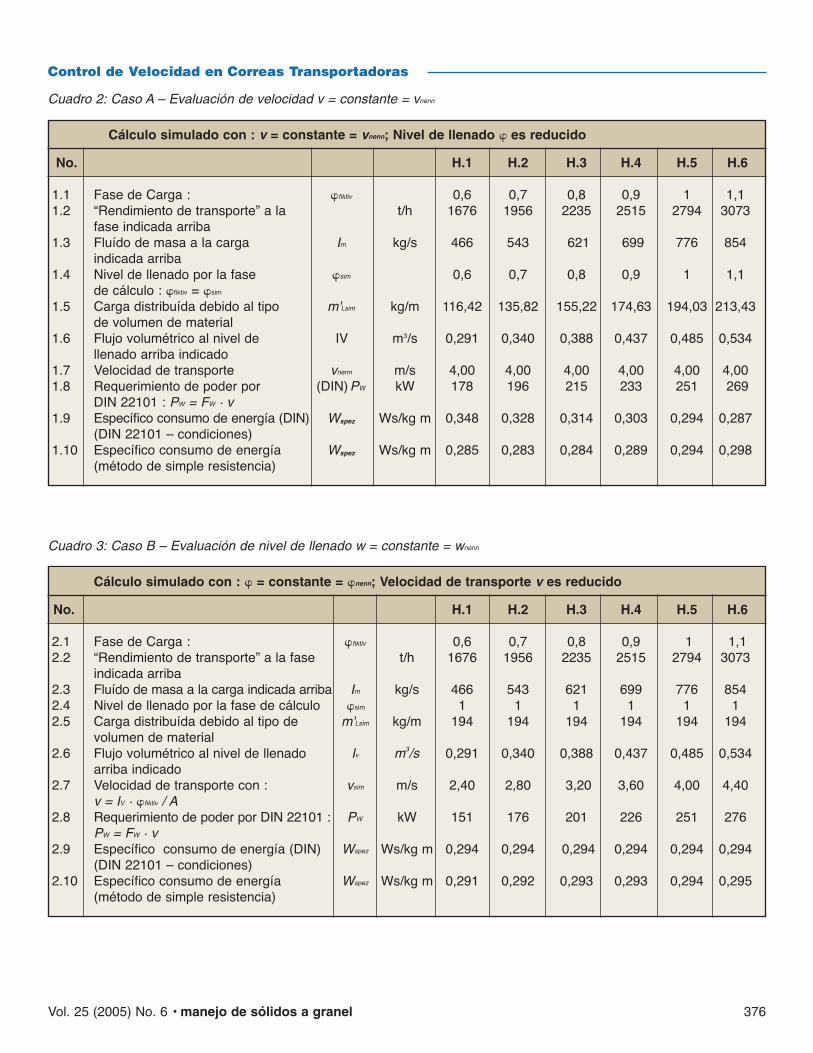
Caso A: Velocidad de transporte v = constante = vnenn
Durante la evaluación de v = constante = vnenn, se mantu-vo constante la velocidad de transporte v. Para variar lascondiciones operativas, el nivel de llenado � (es decir, lacarga sobre los polines) fue modificado en etapas desde0,6 a 1,1 y, por lo tanto, reducido. Para mayores detalles,ver Cuadro 2.
Caso B: Nivel de llenado � = constante = �nenn
Para la evaluación de � = constante, el nivel de llenado �(es decir, la carga sobre los polines) fue mantenido. Paravariar las condiciones operativas, la velocidad de trans-porte fue adaptada en etapas desde 2,4 mts/s a 4,4 mts/s.Dependiendo de la simulación (columnas H1 a H6 de losCuadros 2 y 3) se utilizó como base el mismo flujo de masa(líneas 1.3 y 2.3 de los Cuadros 2 y 3).
4.2 Comparación de los Resultados de lasSimulacionesEl gráfico de la Fig. 10 muestra un resumen de los resulta-dos simulados por los cálculos.
La comparación en relación con el consumo de energíaespecífica Wspez, establecido sobre la base del método de
No. Formula Quantity Symbol Unit Value
1. Grado de llendado (nominal) �nenn 12. Ancho de correa B mm 10003. Peso de correa m'G kg/m 28,44. Flujo másico de material Im nenn kg/s 7765. Capacidad por hora t/h 27946. Densidad del material � kg/m3 16007. Carga material (nominal) m'L kg/m 194,038. Velocidad de correa (nominal) vnenn m/s 4,009. Largo de transportador L m 1.000
10. Correa superior11. Angulo de curvatura 3/partes � � 4012. Espaciamiento entre polines lO mm 1.20013. Diametro de polines dRO mm 133,0014. Peso de polines mRO kg 17,8015. Largo del tubo del polin l mm 380,0016. Sección area de llenado A m2 0,121217. Correa inferior18. Plano19. Espaciamiento entre polines lU mm 3.00020. Diametro polines dRU mm 133,0021. Peso polines mRU kg 17,80
Cuadro 1: Parámetros de una correa transportadora ficticia para cálculos de simulación
— ——– ——– ——– ——–m·L m'L·v·L m'·v·L
W =
W · skg · m kg · m—s
Control de Velocidad en Correas Transportadoras
376Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Cálculo simulado con : v = constante = vnenn; Nivel de llenado � es reducido
No. H.1 H.2 H.3 H.4 H.5 H.6
1.1 Fase de Carga : �fiktiv 0,6 0,7 0,8 0,9 1 1,11.2 “Rendimiento de transporte” a la t/h 1676 1956 2235 2515 2794 3073
fase indicada arriba1.3 Fluído de masa a la carga Im kg/s 466 543 621 699 776 854
indicada arriba1.4 Nivel de llenado por la fase �sim 0,6 0,7 0,8 0,9 1 1,1
de cálculo : �fiktiv = �sim
1.5 Carga distribuída debido al tipo m'Lsim kg/m 116,42 135,82 155,22 174,63 194,03 213,43de volumen de material
1.6 Flujo volumétrico al nivel de IV m3/s 0,291 0,340 0,388 0,437 0,485 0,534llenado arriba indicado
1.7 Velocidad de transporte vnenn m/s 4,00 4,00 4,00 4,00 4,00 4,001.8 Requerimiento de poder por (DIN) PW kW 178 196 215 233 251 269
DIN 22101 : PW = FW · v1.9 Específico consumo de energía (DIN) Wspez Ws/kg m 0,348 0,328 0,314 0,303 0,294 0,287
(DIN 22101 – condiciones)1.10 Específico consumo de energía Wspez Ws/kg m 0,285 0,283 0,284 0,289 0,294 0,298
(método de simple resistencia)
Cuadro 2: Caso A – Evaluación de velocidad v = constante = vnenn
Cálculo simulado con : � = constante = �nenn; Velocidad de transporte v es reducido
No. H.1 H.2 H.3 H.4 H.5 H.6
2.1 Fase de Carga : �fiktiv 0,6 0,7 0,8 0,9 1 1,12.2 “Rendimiento de transporte” a la fase t/h 1676 1956 2235 2515 2794 3073
indicada arriba2.3 Fluído de masa a la carga indicada arriba Im kg/s 466 543 621 699 776 8542.4 Nivel de llenado por la fase de cálculo �sim 1 1 1 1 1 12.5 Carga distribuída debido al tipo de m'Lsim kg/m 194 194 194 194 194 194
volumen de material2.6 Flujo volumétrico al nivel de llenado Iv m3/s 0,291 0,340 0,388 0,437 0,485 0,534
arriba indicado2.7 Velocidad de transporte con : vsim m/s 2,40 2,80 3,20 3,60 4,00 4,40
v = IV · �fiktiv / A2.8 Requerimiento de poder por DIN 22101 : PW kW 151 176 201 226 251 276
PW = FW · v 2.9 Específico consumo de energía (DIN) Wspez Ws/kg m 0,294 0,294 0,294 0,294 0,294 0,294
(DIN 22101 – condiciones) 2.10 Específico consumo de energía Wspez Ws/kg m 0,291 0,292 0,293 0,293 0,294 0,295
(método de simple resistencia)
Cuadro 3: Caso B – Evaluación de nivel de llenado w = constante = wnenn
377 Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Control de Velocidad en Correas Transportadoras
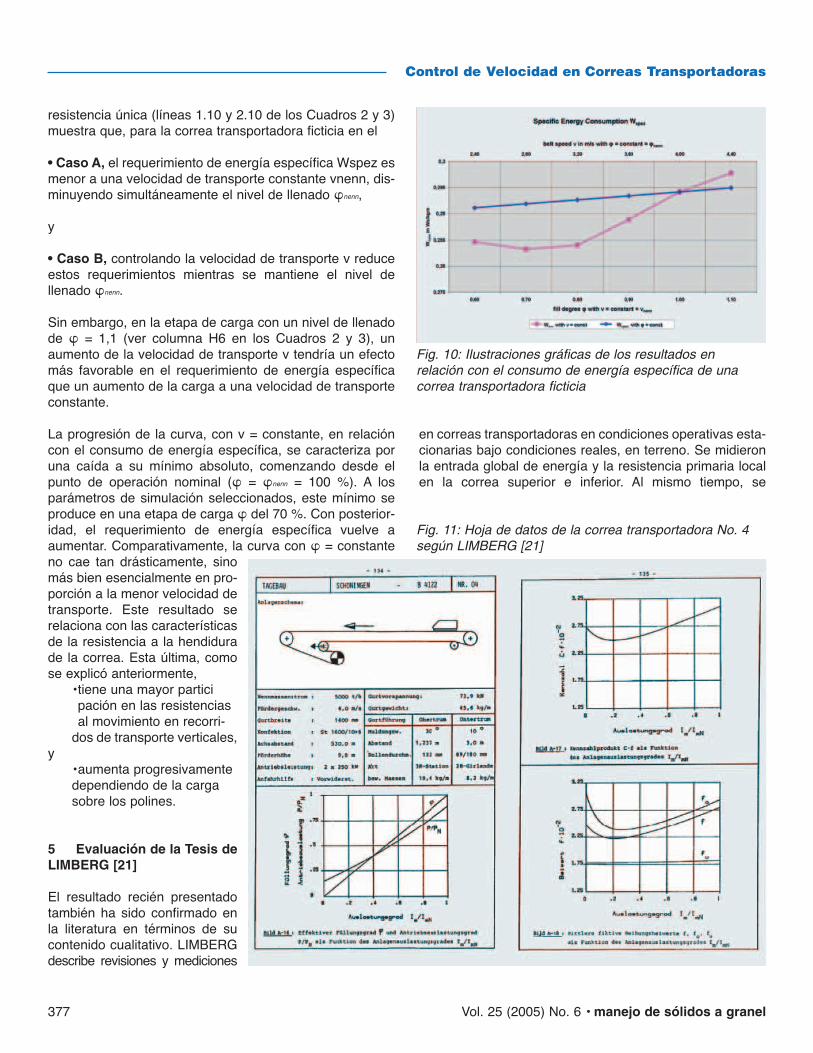
resistencia única (líneas 1.10 y 2.10 de los Cuadros 2 y 3)muestra que, para la correa transportadora ficticia en el
• Caso A, el requerimiento de energía específica Wspez esmenor a una velocidad de transporte constante vnenn, dis-minuyendo simultáneamente el nivel de llenado �nenn,
y
• Caso B, controlando la velocidad de transporte v reduceestos requerimientos mientras se mantiene el nivel dellenado �nenn.
Sin embargo, en la etapa de carga con un nivel de llenadode � = 1,1 (ver columna H6 en los Cuadros 2 y 3), unaumento de la velocidad de transporte v tendría un efectomás favorable en el requerimiento de energía específicaque un aumento de la carga a una velocidad de transporteconstante.
La progresión de la curva, con v = constante, en relacióncon el consumo de energía específica, se caracteriza poruna caída a su mínimo absoluto, comenzando desde elpunto de operación nominal (� = �nenn = 100 %). A losparámetros de simulación seleccionados, este mínimo seproduce en una etapa de carga � del 70 %. Con posterior-idad, el requerimiento de energía específica vuelve aaumentar. Comparativamente, la curva con � = constanteno cae tan drásticamente, sinomás bien esencialmente en pro-porción a la menor velocidad detransporte. Este resultado serelaciona con las característicasde la resistencia a la hendidurade la correa. Esta última, comose explicó anteriormente,
• tiene una mayor participación en las resistencias al movimiento en recorri-
dos de transporte verticales, y
•aumenta progresivamente dependiendo de la carga sobre los polines.
5 Evaluación de la Tesis deLIMBERG [21]
El resultado recién presentadotambién ha sido confirmado enla literatura en términos de sucontenido cualitativo. LIMBERGdescribe revisiones y mediciones
en correas transportadoras en condiciones operativas esta-cionarias bajo condiciones reales, en terreno. Se midieronla entrada global de energía y la resistencia primaria localen la correa superior e inferior. Al mismo tiempo, se
Fig. 10: Ilustraciones gráficas de los resultados enrelación con el consumo de energía específica de unacorrea transportadora ficticia
Fig. 11: Hoja de datos de la correa transportadora No. 4según LIMBERG [21]
Control de Velocidad en Correas Transportadoras
378Vol. 25 (2005) No. 6 • manejo de sólidos a granel
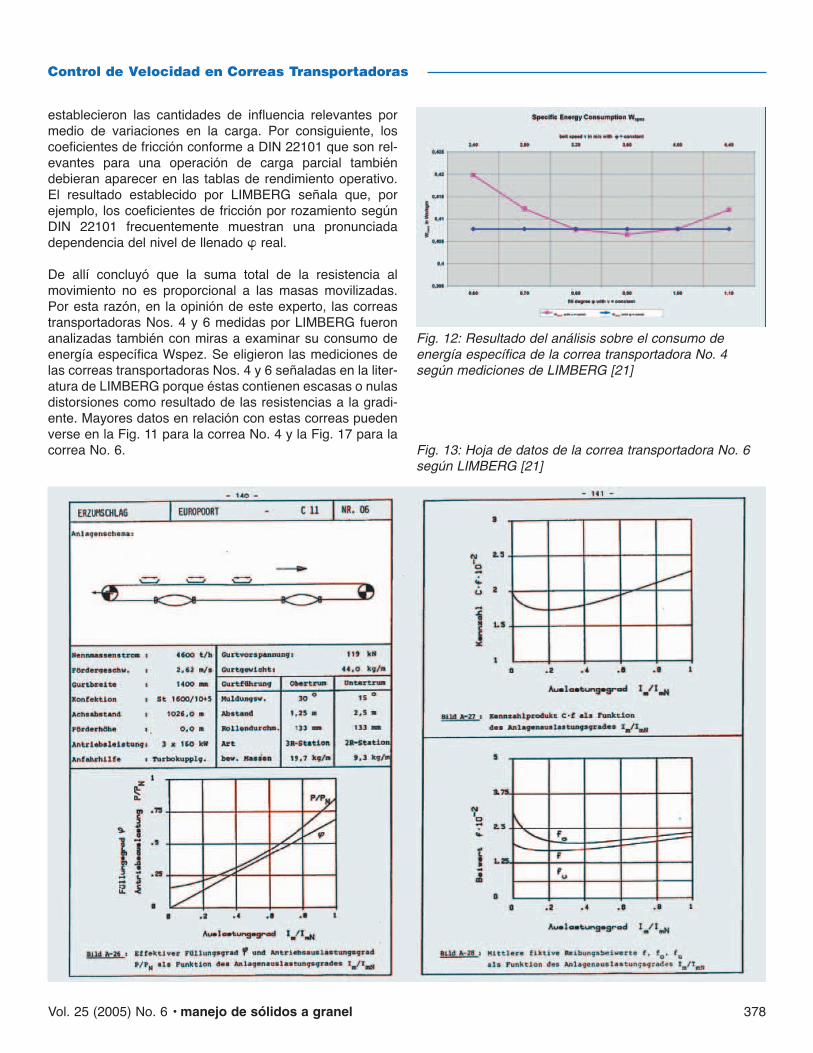
Fig. 12: Resultado del análisis sobre el consumo deenergía específica de la correa transportadora No. 4según mediciones de LIMBERG [21]
Fig. 13: Hoja de datos de la correa transportadora No. 6según LIMBERG [21]
establecieron las cantidades de influencia relevantes pormedio de variaciones en la carga. Por consiguiente, loscoeficientes de fricción conforme a DIN 22101 que son rel-evantes para una operación de carga parcial tambiéndebieran aparecer en las tablas de rendimiento operativo.El resultado establecido por LIMBERG señala que, porejemplo, los coeficientes de fricción por rozamiento segúnDIN 22101 frecuentemente muestran una pronunciadadependencia del nivel de llenado � real.
De allí concluyó que la suma total de la resistencia almovimiento no es proporcional a las masas movilizadas.Por esta razón, en la opinión de este experto, las correastransportadoras Nos. 4 y 6 medidas por LIMBERG fueronanalizadas también con miras a examinar su consumo deenergía específica Wspez. Se eligieron las mediciones delas correas transportadoras Nos. 4 y 6 señaladas en la liter-atura de LIMBERG porque éstas contienen escasas o nulasdistorsiones como resultado de las resistencias a la gradi-ente. Mayores datos en relación con estas correas puedenverse en la Fig. 11 para la correa No. 4 y la Fig. 17 para lacorrea No. 6.
379 Vol. 25 (2005) No. 6 • manejo de sólidos a granel
Control de Velocidad en Correas Transportadoras
En las tablas de desempeño, LIMBERG se refiere a loscoeficientes de fricción por rozamiento conforme a DIN22101 para áreas con carga parcial (nivel de llenado �menor que 100 %) para cada una de estas correas (Figs.11 y 13). Para la opinión de este experto, los coeficientesde fricción dependientes de la carga antes mencionadosfueron tomados de las tablas de desempeño e incorpora-dos a los cálculos del requerimiento de energía específica.
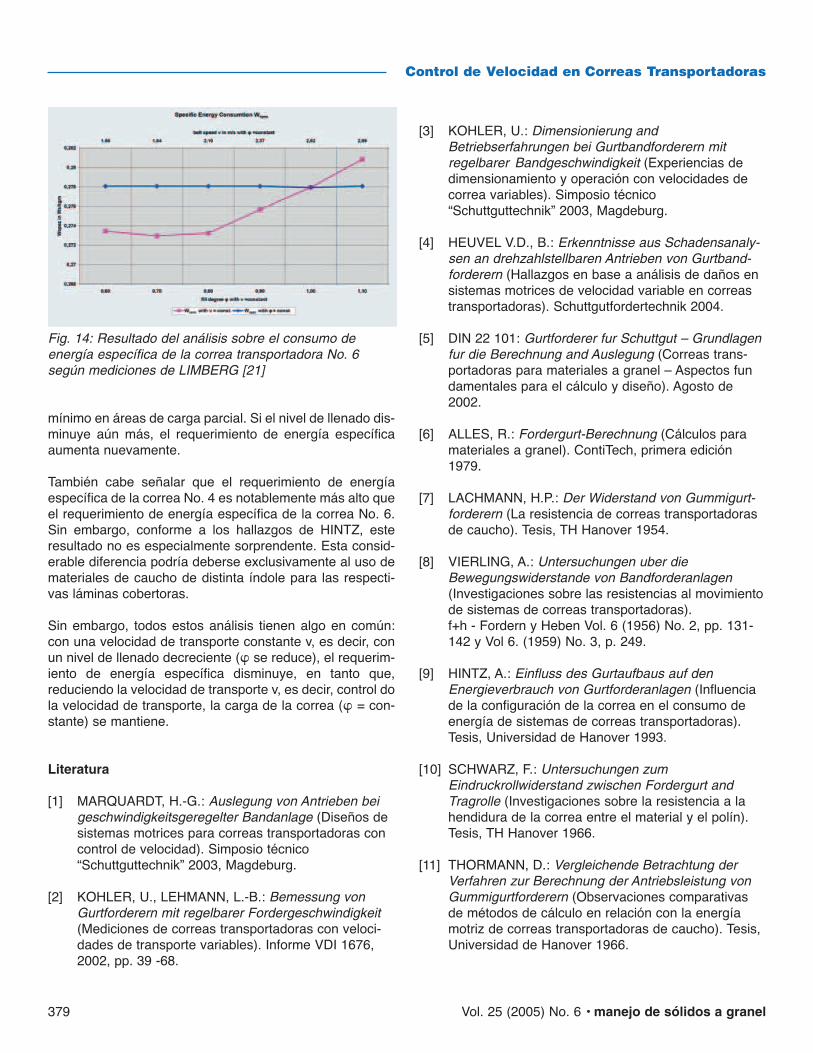
Los resultados aparecen en las Figs. 12 y 14. En este con-texto, también son significativas las aseveraciones de que,con una supuesta velocidad de transporte constante, elrequerimiento de energía específica inicialmente cae a un
mínimo en áreas de carga parcial. Si el nivel de llenado dis-minuye aún más, el requerimiento de energía específicaaumenta nuevamente.
También cabe señalar que el requerimiento de energíaespecífica de la correa No. 4 es notablemente más alto queel requerimiento de energía específica de la correa No. 6.Sin embargo, conforme a los hallazgos de HINTZ, esteresultado no es especialmente sorprendente. Esta consid-erable diferencia podría deberse exclusivamente al uso demateriales de caucho de distinta índole para las respecti-vas láminas cobertoras.
Sin embargo, todos estos análisis tienen algo en común:con una velocidad de transporte constante v, es decir, conun nivel de llenado decreciente (� se reduce), el requerim-iento de energía específica disminuye, en tanto que,reduciendo la velocidad de transporte v, es decir, control dola velocidad de transporte, la carga de la correa (� = con-stante) se mantiene.
Literatura
[1] MARQUARDT, H.-G.: Auslegung von Antrieben bei geschwindigkeitsgeregelter Bandanlage (Diseños de sistemas motrices para correas transportadoras con control de velocidad). Simposio técnico “Schuttguttechnik” 2003, Magdeburg.
[2] KOHLER, U., LEHMANN, L.-B.: Bemessung von Gurtforderern mit regelbarer Fordergeschwindigkeit(Mediciones de correas transportadoras con veloci-dades de transporte variables). Informe VDI 1676, 2002, pp. 39 -68.
[3] KOHLER, U.: Dimensionierung and Betriebserfahrungen bei Gurtbandforderern mit regelbarer Bandgeschwindigkeit (Experiencias de dimensionamiento y operación con velocidades de correa variables). Simposio técnico “Schuttguttechnik” 2003, Magdeburg.
[4] HEUVEL V.D., B.: Erkenntnisse aus Schadensanaly-sen an drehzahlstellbaren Antrieben von Gurtband-forderern (Hallazgos en base a análisis de daños en sistemas motrices de velocidad variable en correas transportadoras). Schuttgutfordertechnik 2004.
[5] DIN 22 101: Gurtforderer fur Schuttgut – Grundlagen fur die Berechnung and Auslegung (Correas trans-portadoras para materiales a granel – Aspectos fundamentales para el cálculo y diseño). Agosto de 2002.
[6] ALLES, R.: Fordergurt-Berechnung (Cálculos para materiales a granel). ContiTech, primera edición 1979.
[7] LACHMANN, H.P.: Der Widerstand von Gummigurt-forderern (La resistencia de correas transportadoras de caucho). Tesis, TH Hanover 1954.
[8] VIERLING, A.: Untersuchungen uber die Bewegungswiderstande von Bandforderanlagen (Investigaciones sobre las resistencias al movimientode sistemas de correas transportadoras). f+h - Fordern y Heben Vol. 6 (1956) No. 2, pp. 131- 142 y Vol 6. (1959) No. 3, p. 249.
[9] HINTZ, A.: Einfluss des Gurtaufbaus auf den Energieverbrauch von Gurtforderanlagen (Influencia de la configuración de la correa en el consumo de energía de sistemas de correas transportadoras). Tesis, Universidad de Hanover 1993.
[10] SCHWARZ, F.: Untersuchungen zum Eindruckrollwiderstand zwischen Fordergurt and Tragrolle (Investigaciones sobre la resistencia a la hendidura de la correa entre el material y el polín). Tesis, TH Hanover 1966.
[11] THORMANN, D.: Vergleichende Betrachtung der Verfahren zur Berechnung der Antriebsleistung von Gummigurtforderern (Observaciones comparativas de métodos de cálculo en relación con la energía motriz de correas transportadoras de caucho). Tesis, Universidad de Hanover 1966.
Fig. 14: Resultado del análisis sobre el consumo deenergía específica de la correa transportadora No. 6según mediciones de LIMBERG [21]
Control de Velocidad en Correas Transportadoras
380Vol. 25 (2005) No. 6 • manejo de sólidos a granel
[12] BEHRENS, U.: Untersuchungen zum Walkwiderstand schwerer Forderbandanlagen(Investigaciones sobre la resistencia a la flexión de sistemas pesados de correas transportadoras). Tesis,TH Hanover 1966.
[13] GREUNE, A.: Energie sparende Auslegung von Gurtforderanlagen (Configuraciones de sistemas de correas transportadoras que ahorran energía). Tesis, Universidad de Hanover 1989.
[14] GEESMANN, F.-O.: Experimentelle and theoretische Untersuchungen der Bewegungswiderstande von Gurtforderanlagen (Investigaciones experimentales y teóricas sobre las resistencias al movimiento de sistemas de correas transportadoras). Tesis, Universidad de Hanover 2001.
[15] GRABNER, K.: Untersuchungen zum Normalkraftverlauf zwischen Gurt and Tragrollen(Investigaciones sobre el flujo normal de energía entre la correa y los polines). Tesis, Montan University Leoben 1990.
[16] GRIMMER, K.-J.: Auslegung von Gurtforderern mit Horizontalkurven (Diseño de correas transportadorascon curvas horizontales). Seminar Montan University Leoben.
[17] LAUHOFF, H.: Horizontalkurvengangige Gurtforderer – Ein Schlussel zur Kostensenkung beim Materialtransport (Correas transportadoras de curva horizontal – una clave para la reducción de costos durante el transporte de materiales). ZKG International Vol. 40 (1987) No.: 4, pp. 190-195.
[18] LAUHOFF, H.: Design of Belt Conveyors with Horizontal Curves in Special Consideration of the Belt Speed (Diseño de correas transportadoras con curvas horizontales con especial consideración de la velocidad de la correa). Beltcon, Johannesburg (1989), Sudáfrica.
[19] FUNKE, H., HARTMANN, K., and LAUHOFF, H.: Design and Operating Performance of a Long-Distance Belt Conveyor System with Horizontal Curves and Simultaneous Material Transport in Upper and Lower Strands (Diseño y Resultado Operativo de un Sistema de Correas Transportadoras de Larga Distancia con Curvas Horizontales y Transporte Simultáneo de Materiales en las Franjas Superiores e Inferiores). Bulk solids handling Vol. 20 (2000), No. 1, pp. 45-55.
[20] VDI 3602 Hoja 2, Borrador: Belt Conveyors for Bulk Materials, Drives, Operation (Correas transportado-ras para materiales a granel, sistemas motrices, operación). 2001.
[21] LIMBERG, H.: Untersuchung der trumbezogenen Bewegungswiderstande von Gurtforderern(Investigación de resistencias al movimiento rela-cionados con las correas en correas transportado-ras). Tesis, Universidad de Hanover 1988.





























