DINCLUJ-NAPOCA UNIVERSITATEA TEHNICA 2011/2012 2011/2012 Prof.dr.ing. Liviu Cri Prof.dr.ing. Liviu Cri şan şan 1/17 TEHNICI DE MASURARE SI CONTROL DIMENSIONAL Capitolul I Capitolul I Introducere 1.1. Dezvoltarea metrologiei dimensionale 1.2. Locul şi importanţa măsurărilor şi a controlului în asigurarea calităţii Capitolul II Capitolul II Realizarea dimensiunilor, a formei şi a suprafeţelor Capitolul III Capitolul III Toleranţe şi ajustaje 3.1. Dimensiuni 3.2. Toleranţe 3.3. Abateri 3.4. Ajustaje 3.5. Interschimbabilitatea în construcţia de maşini
TEHNICI DE MASURARE SI CONTROL DIMENSIONALCapitolul I
Introducere
asigurarea calitii
Capitolul III Tolerane i ajustaje
3.1. Dimensiuni
3.2. Tolerane
3.3. Abateri
3.4. Ajustaje
Prof.dr.ing. Liviu Crian
4.1. Scurt istoric
4.6. Sisteme de ajustaje
4.8. Proiectarea ajustajelor
4.9. Ajustaje recomandate
Prof.dr.ing. Liviu Crian
Capitolul V Tolerane geometrice
5.1. Precizia prelucrrii suprafeelor
5.2. Toleranele formei suprafeei
5.3. Toleranele orientrii
5.4. Toleranele poziiei
5.4.3. Tolerarea simetriei
5.5. Toleranele btii
5.5.4. Tolerarea btii totale
5.6. Notarea pe desene a toleranelor geometrice
5.7. Limita maxim i minim material
5.7.1. Condiia maximului de material
5.7.2. Limita material maxim virtual
5.7.3. Condiia minimului de material
5.8. Influena preciziei formei suprafeelor asupra ajustajelor
Capitolul VI Rugozitatea suprafeelor
6.1. Noiuni generale. Terminologie
Prof.dr.ing. Liviu Crian
Capitolul VII Erori de msurare. Incertitudinea msurrii
7.1. Noiuni generale
7.3. Incertitudinea de msurare
Capitolul VIII Mijloace moderne de msurare utilizate la inspecia
abaterilor geometrice
8.1. Introducere
8.3. Msurarea unghiurilor
8.7. Scanarea suprafeelor
Prof.dr.ing. Liviu Crian
*/17
Dezvoltarea exploziv a microelectronicii i informaticii, realizarea
sistemelor flexibile de fabricaie, implementarea unor tehnologii
noi, de vârf, a permis realizarea unor produse tot mai complexe,
realizate prin procese tehnologice greu de inut sub control prin
metodele tradiionale. Astfel s-a impus o nou abordare a sistemelor
de producie punându-se la punct sistemele integrate de producie cu
ajutorul calculatorului – Computer Integrated Manufactury – CIM, în
cadrul crora un subsistem important îl reprezint cel al calitii
asistate de calculator – Computer Aided Quality – CAQ.
În cadrul sistemului QM (Quality Management) tehnica msurrii este o
parte component indisolubil legat de procesul de obinere a
produsului finit. Progresul tehnicilor de msurare trebuie s in
pasul cu dezvoltarea tehnicilor de prelucrare, având în vedere c
procesul de msurare, adic de estimare a calitii execuiei, este faza
final în realizarea produsului finit care îi pune decisiv amprenta
asupra modului în care s-a desfurat prelucrarea.
Prof.dr.ing. Liviu Crian
*/17
Oricât de precis am reui s prelucrm un produs, dac nu tim s-l msurm
cel puin la fel de precis, investiia fcut în prelucrare este
inutil, produsul fiind estimat i apreciat la nivelul controlului
tehnic.
0,05m
5m
Comparatoare optice
Comparatoare mecanice
0,5m
*/17
Prima etapa în realizarea unei piese este proiectarea acesteia.
Aceast operaie const nu numai în desenarea formei piesei, dar i în
stabilirea i indicarea tuturor restriciilor dimensionale, ale
formei i suprafeelor ce alctuiesc piesa dorit. Atunci când se
proiecteaz o pies, aceasta este imaginat ca având o form ideal,
fiind compus de cele mai multe ori din suprafee geometrice
elementare (cilindru, paralelipiped, sfer etc.), deci atât
dimensiunile, cât i forma sunt considerate perfecte, fr erori fa de
acestea, iar suprafeele sunt fine.
Prof.dr.ing. Liviu Crian
*/17
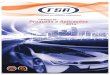
Geometria unei piese, sau a unui ansamblu, poate s fie descris
printr-un set de specificaii care este cunoscut sub denumirea de
”Specificii geometrice ale produsului” (SGP) (”Geometrical Product
Specifications” (GPS)) acoperind cerinele de mrime i dimensiune,
toleranele geometrice i proprietile geometrice ale
suprafeelor
Fig. 2.1. „Specificaii geometrice ale produsului” - concepte
generale
SGP
(cazuri speciale)
*/17
ISO – International Standardizing Organization – Institutul
Internaional pentru Standardizare, prin Comitetul Tehnic ISO/TC 213
Dimensional and Geometrical Product Specification and Verification,
înfiinat în anul 1996, este interesat în dezvoltarea conceptelor
SGP. ISO/TC 213 poate fi accesat pe pagina web la adresa
http://www.ds.dk/isotc213 , unde în funcie de drepturile de acces
pot fi gsite informaii cu privire la activitatea acestui comitet
tehnic. În paralel cu acest comitet tehnic s-a înfiinat i un alt
comitet tehnic în cadrul organizaiei europene CEN/TC 290. Printr-o
convenie încheiat la Viena s-a stabilit c toate proiectele
dezvoltate de ISO se vor dezvolta în paralel i de comitetul
european iar documentele finale vor fi practic adoptate de comun
acord, deci vor fi similare.
Institutele de standardizare din rile membre ISO sunt invitate de
dou ori pe an s participe la reuniunile organizate de ISO în cadrul
comitetelor tehnice. Unele ri se mulumesc îns s preia standardele
elaborate de comitetele tehnice în forma final i s le traduc în
limba naional, acestea cptând apoi statutul de standard naional.
Din pcate, de multe ori traducerile sufer datorit faptului c nu
exprim sensul dorit de standardul original. Adoptarea expresiilor
tehnice noi, care nu pot fi traduse decât în cazul înelegerii
depline a înelesului lor tehnic, poate duce la confuzii propagate
apoi la nivel naional.
Prof.dr.ing. Liviu Crian
*/17
Rolul unui sistem SGP este acela de a "traduce" diferitele cerine
tehnice sau tehnologice în "limbaj geometric". Înainte de
înfiinarea comitetului tehnic ISO/TC 213, un alt grup din cadrul
ISO, Joint Harmonization Group ISO/TC 3-10 – 57/JHG a prezentat un
raport propunând o clasificare a sistemului de standarde SPG (GPS),
acesta fiind intitulat Masterplan. În cadrul acestei propuneri
documentele sistemului SGP (GPS) au fost împrite în patru grupe
(fig. 2.2):
Fig.2.2. Structura Masterplan GPS
*/17
Standardele globale GPS – conin standarde de baz, fundamentale, cum
ar fi ISO 1 – stabilirea temperaturii de referin, sau ISO 14660-1
care stabilete noiunile i definiiile specificaiilor
geometrice.
Standardele generale GPS – sunt aranjate într-o matrice (tab. 2.1),
fiecare linie coninând lanuri de standarde iar fiecare coloan
conine specificaii ale caracteristicilor geometrice.
Standarde complementare GPS – au fost propuse de diferite comitete
tehnice i nu numai de ISO/TC 213, acestea referindu-se la reguli de
desenare, principii de verificare a diferitelor categorii de
elemente geometrice, a unor organe de maini (filete, roi dinate
etc.) etc.
Tabelul 2.1. Matricea general GPS
Prof.dr.ing. Liviu Crian
Numrul celulei
6
7
8
9
Orientare
10
Poziie
11
1
2
3
4
5
6
ISO 14253-1
ISO 463 ISO 9121 ISO 9493 ISO 10360-1 ISO
10360-2 ISO 13225 ISO 13385 ISO 14253-1
ISO 3650 ISO 14253-1
*/17
Masterplan-ul are la baz trei reguli deosebit de importante care
constituie obligaii ce revin standardelor elaborate:
Regula neambiguitii - fiecare lan de standarde din matricea general
GPS va conine reguli clare între indicaiile de pe desen i
caracteristicile geometrice ale piesei i valoarea nominal ce
reprezint caracteristica ce poate fi determinat cu standardele
internaionale de calibrare.
Regula totalitii – standardele vor asigura posibilitatea de a
indica pe desen toate caracteristicile cerute.
Regula complementaritii – fiecare lan individual de standarde din
matricea general GPS va fi complementar cu un altul.
Prof.dr.ing. Liviu Crian
DIN CLUJ-NAPOCAUNIVERSITATEA TEHNICA