pág. 1 Juliian Saez ( [email protected]) Metodología para el Desarrollo de Proyectos de Automatización Industrial http://www.slideshare.net/julsaez/cv-julian-saez 01/04/2009 Metodología para el Desarrollo de Proyectos de Automatización Industrial. Aplicaciones Prácticas Julián Sáez Mateo [email protected]http://www.slideshare.net/julsaez/cv-julian-saez
Metodología pora el desarrollo de proyectos de automatización industrial
Citation preview
Diapositiva 1http://www.slideshare.net/julsaez/cv-julian-saez
01/04/2009
Julián Sáez Mateo
http://www.slideshare.net/julsaez/cv-julian-saez
Índice
Introducción. El ciclo de vida de un Proyecto de
Automatización.
Ingeniería Básica e Ingeniería de Detalle.
Información de partida para la Ingeniería de Detalle.
Documentos que componen el Proyecto de Automatización.
Actividades de la Disciplina de Sistemas.
Índice
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
http://www.slideshare.net/julsaez/cv-julian-saez
Análisis de la metodología para la realización de proyectos de
automatización en plantas industriales.
Estudio en la fase de ingeniería de detalle.
Secuencia de actividades y aspectos prácticos necesarios.
Introducción y una guía práctica para ingenieros que trabajen en el
campo de la Automatización Industrial (Instrumentación y
Sistemas).
Metodología bien establecida y estandarizada, y que es la que
utilizan las empresas de ingeniería, tanto de España (Técnicas
Reunidas, Foster Wheeler Iberia, Sener, Inctecsa, Initec, Iberinco,
etc) como del resto del mundo (Kellog, Technip, Fluor, Linde,
Jacobs, etc).
Se abordarán los aspectos del desarrollo de un proyecto de
automatización fuera del ámbito puramente teórico. Se enfocará el
mismo ilustrándolo siempre con casos prácticos reales.
1. Objeto del Curso
http://www.slideshare.net/julsaez/cv-julian-saez
Introducción. El Ciclo de Vida de un Proyecto de
Automatización
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
Para el desarrollo de proyectos de Automatización Industrial, el
ingeniero de automatización, ha de manejar diferentes:
- Sistemas de información
- Técnicas de diseño
- Estrategias de control
- Conocimientos de instrumentación industrial, equipos y procesos
industriales
- Conceptos de seguridad y enclavamientos
Esta amalgama de sistemas, técnicas, metodologías y conceptos, en
las aplicaciones prácticas para entornos de automatización
industrial presentan entre sí un alto grado de interrelación.
Esto hace que resulte complejo, para el ingeniero de
automatización, el integrar los requerimientos de las diferentes
disciplinas (electricidad, operaciones, seguridad, automatización,
etc) que actúan como clientes en el desarrollo de proyectos de
automatización.
Diseños adecuados de los distintos sistemas de control (Sistema de
Control Distribuido, Autómatas Programables, controladores locales
...etc) de modo que se cumplan los objetivos del proyecto, dentro
del plazo y coste requeridos por el cliente.
2. Introducción.
http://www.slideshare.net/julsaez/cv-julian-saez
http://www.slideshare.net/julsaez/cv-julian-saez
Este curso pretende analizar la implementación de proyectos de
automatización en plantas químicas industriales, centrándose en la
fase de ingeniería de detalle de los mismos.
En el ámbito de la industria, la disciplina de automatización de
procesos industriales se compone de las áreas de conocimiento de
instrumentación y de sistemas de control.
Estas dos áreas están íntimamente ligadas (la instrumentación es,
de hecho, parte del sistema de control) pero muy especializadas, lo
que lleva, en la práctica, a la existencia de profesionales con
dedicación exclusiva para cada una de ellas.
Los términos de ingeniero de automatización de procesos e ingeniero
de sistemas de control suelen emplearse de manera indistinta,
mientras que para el área de instrumentación se emplea el término
de ingeniero de instrumentación.
2. Introducción.
http://www.slideshare.net/julsaez/cv-julian-saez
Los proyectos de automatización suelen presentar ciclos de vida
lineales:
- Cada fase se realiza una sola vez, detrás de la fase anterior y
antes de la siguiente .
Cada actividad del proyecto puede descomponerse de manera que una
fase no necesite resultados de las siguientes (realimentación),
aunque pueden admitirse ciertos supuestos de realimentación
correctiva.
Las fases comprenden las actividades de diseño requeridas con el
objeto de producir los documentos necesarios para la adquisición y
montaje de sistemas de control (hardware), junto con la
instrumentación e instalaciones necesarias, así como la definición
de estrategias de control para cumplir los requerimientos de
automatización (software).
2. El Ciclo de Vida de un Proyecto de Automatización.
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
Los proyectos de automatización, en plantas industriales, suelen
darse como parte integrante de proyectos que engloban al resto de
disciplinas (procesos, electricidad, civil y estructuras, mecánica,
tuberías, dibujo, proyecto...etc).
Es necesario fijar a priori, en el desarrollo de un proyecto
industrial, el alcance del mismo, definiendo hasta que fase ha de
llegar el proyecto. También es necesario definir las actividades a
realizar en cada una de las fases que componen el ciclo de vida,
así como las relaciones entre las diferentes actividades y la
información que genera, almacena e intercambia cada actividad
(proceso) con el resto (sistema de información del proyecto).
2. El Ciclo de Vida de un Proyecto de Automatización.
Sheet1
Etapas
Fases
Planificación
Requisición del Proyecto
Preparación de Ofertas, Comparación de Ofertas, Adjudicación del
Proyecto y Pedido
Realización
Mantenimiento y modificaciones
Definición y Análisis de Objetivos
Cliente
Cliente
Entrega
Empresa Ingeniería - Cliente (con contratistas)
Mantenimiento
http://www.slideshare.net/julsaez/cv-julian-saez
Definición de objetivos: Quien solicita el proyecto (cliente)
determina cual es el objeto del mismo y realiza una estimación de
costes (para cada fase), así como la estimación del tiempo de
realización (por fases). Se determinan los requerimientos iniciales
y se realiza el estudio de la factibilidad. Se toma la decisión de
acometer o no el proyecto. Si se decide acometer el proyecto se
describen las actividades principales del mismo, se planifican, y
se identifican los recursos.
Requisición del proyecto de automatización: documento
(especificación técnica) que recoge los requerimientos del cliente
para la realización del proyecto de automatización (diseño,
fabricación, programación del software, configuración, pruebas y
entrega). Este documento incluye, además, los estándares requeridos
por el cliente para la realización del mismo. Es utilizada por las
empresas de ingeniería para confeccionar ofertas que incluyan los
requerimientos coste plazos.
Comparación de ofertas: el cliente evalúa cual es la empresa de
ingeniería más adecuada (evaluación técnico-económica) a la que
adjudicar el proyecto, realizándosele a esta empresa el pedido del
mismo. El pedido, una vez aceptado por la empresa de ingeniería, es
un documento contractual entre empresa de ingeniería y cliente que
incluirá, al igual que la oferta, los requerimientos del cliente,
plazos de entrega y coste económico.
Ingeniería conceptual: conjunto de estudios básicos que definen el
proyecto (requisitos del proyecto) en términos de tamaño,
capacidad, selección de tecnología (propuesta y evaluación del
proceso, diagramas de flujo conceptual “DFC”), localización,
estudios de factibilidad (evaluaciones económicas) y demás factores
(documentación del proyecto...etc) de importancia para que el
propietario pueda tomar decisiones acertadas sobre la ejecución del
mismo.
2. El Ciclo de Vida de un Proyecto de Automatización.
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
- Diagramas de Flujo de Proceso “DFP”.
- Estimación del número de señales requerido.
- Especificación funcional de la automatización.
- Especificaciones de sistemas de control.
- Diagramas básicos de implantación de los sistemas de control,
propuesta de instalaciones requeridas que sirven para analizar
alternativas tecnológicas, definir, cuantificar y dimensionar cada
uno de los componentes del proyecto y que constituyen la base para
el desarrollo de la ingeniería de detalle.
Ingeniería de detalle: producción de especificaciones técnicas,
cálculos, planos de detalle para construcción, presupuestos,
requisiciones de compra, contratos y otros documentos de cada una
de las áreas de ingeniería, que permitan adquirir, fabricar,
construir y montar los materiales, equipos e instalaciones
requeridos para materializar el proyecto. Queda dentro de la
ingeniería de detalle:
- Estudios técnicos, administrativos y económicos necesarios para
adoptar soluciones.
- Análisis de los materiales y equipos a ser instalados en la obra
o trabajos.
- Determinación del programa de trabajo a seguir para la ejecución
de las obras.
- Preparación de especificaciones técnicas y documentos de
licitación.
- Elaboración de planos detallados para la construcción.
2. El Ciclo de Vida de un Proyecto de Automatización.
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
Ejecución del proyecto: tareas y actividades que suponen la
materialización del proyecto.
Objetivo: completar su instalación y puesta en marcha, atendiendo a
las especificaciones del diseño, en un tiempo mínimo.
La instalación de los sistemas se ejecuta atendiendo a los
contratos de montaje con las empresas contratistas, realizada
durante la etapa de ingeniería de detalle.
Antes de recibir los equipos en el lugar de la obra se realizan
inspecciones y pruebas a los mismos (tanto para el hardware como
para el software) para la aceptación por parte del cliente antes de
que estos salgan de los almacenes del suministrador (pruebas de
aceptación en fábrica).
La supervisión de obra es realizada por el cliente para asegurar la
correcta ejecución del proyecto por parte de la empresa
contratista.
Finalización del proyecto: es la entrega de la obra al cliente o
puesta en marcha del sistema desarrollado, comprobando que funciona
adecuadamente y que responde a las especificaciones en su momento
aprobadas.
Esta etapa es clave, por las dificultades que suele presentar en la
práctica, alargándose excesivamente y provocando retrasos y costes
imprevistos. La etapa de entrega de la obra comprende las
siguientes fases:
2. El Ciclo de Vida de un Proyecto de Automatización.
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
Precomisionado (o puesta en servicio previa): se realiza una vez
que el proyecto ha sido montado (ejecución del proyecto o
terminación mecánica). Se realiza sistema por sistema.
Actividades de precomisionado en la disciplina de
automatización:
- Pruebas en planta del hardware del sistema de control
- Pruebas de lazos de control: se comprueba que las señales
llegan
correctamente, a través de las entradas /salidas (E/S, I/O) de los
sistemas de
control, desde su origen en los instrumentos (o destino en los
elementos finales
de control) instalados en campo, hasta los controladores y las
consolas de
operación. Esta fase de precomisionado es realizada por el
contratista que
monta el proyecto
2. El Ciclo de Vida de un Proyecto de Automatización.
CONSOLA
http://www.slideshare.net/julsaez/cv-julian-saez
Comisionado (también llamada aceptación final): los diferentes
sistemas que componen la obra son puestos en servicio por el
cliente, de manera que queden disponibles para ser puestos en
operación.
Actividades del comisionado, en la disciplina de
automatización:
- Pruebas de enclavamientos (acciones de control sobre el proceso,
programadas sobre los sistemas para proteger posibles daños sobre
equipos o personas).
- Pruebas funcionales (correcta operación del conjunto
hardware-software de acuerdo a la funcionalidad especificada) de
los sistemas de control.
Estas pruebas se hacen con los equipos (tanques, reactores, hornos,
columnas de destilación, silos... etc) e interconexiones (tuberías)
del proceso a controlar en vacío.
- Una vez realizadas las pruebas de enclavamientos y pruebas
funcionales en vacío, se pueden ejecutar, a criterio del cliente,
pruebas funcionales en carga, con agua (water run) u otro producto,
para la comprobación de la correcta operación de los equipos de
proceso e interconexiones.
Durante esta fase también se acepta, por parte del cliente, la
documentación final del proyecto.
- Puesta en marcha: Es la última fase del proyecto (sin considerar
la etapa continua del futuro mantenimiento y modificaciones).
Es realizada por el cliente (departamentos de producción y
mantenimiento).
Los sistemas de control y la instrumentación entran a funcionar,
realizando el control de la planta en carga, con los productos
químicos siguiendo el proceso diseñado para generar el
producto.
2. El Ciclo de Vida de un Proyecto de Automatización.
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
http://www.slideshare.net/julsaez/cv-julian-saez
- Diagramas de flujo de proceso “DFP”
Representan, de modo esquemático, el flujo del proceso a través de
los equipos principales de la planta.
Indican la instrumentación y controles básicos necesarios para
controlar el proceso.
A partir de estos diagramas se desarrollarán los diagramas de
instrumentación y tuberías “P&ID” durante la fase de ingeniería
de detalle.
- Especificación funcional básica de la automatización
Documento complementario a los diagramas de flujo de proceso.
Describe el proceso físico y químico que tiene lugar en el sistema
especificado, así como las variables de proceso a ser monitorizadas
o controladas y los controles principales (nivel, presión,
temperatura, etc.).
Describe también las principales protecciones (enclavamientos) que
ha de realizar el sistema de control para evitar que el proceso
pueda ocasionar daños a equipos, a personas o al medio
ambiente.
- Estimación del número de señales requerido:
Se hace en base a los controles especificados por los diagramas de
flujo de proceso y por la especificación funcional de la
automatización.
Teniendo en cuenta que durante la fase de ingeniería de detalle
aparecerán más señales aparte de las que intervienen en los
controles y enclavamientos principales (indicaciones, controles
secundarios, interfase con unidades paquete, paneles
locales...etc).
Sirve para dimensionar los sistemas de control requeridos.
*
http://www.slideshare.net/julsaez/cv-julian-saez
- Especificaciones de los sistemas de control requeridos:
Establecen unas bases de diseño para los sistemas de control del
proceso.
- Controladores centralizados en sala de control o distribuidos en
planta.
- Entradas/ salidas centralizadas en I/O room (también llamada sala
de racks) única o distribuidas por planta en varias I/O
rooms.
- Ubicación de sala de control e I/O rooms.
- Estaciones de operación centralizadas en sala control o
distribuidas en planta.
- Sistema de protecciones o enclavamientos independiente o incluido
en sistema de control del proceso.
- Sistemas de control basados en sistema de control distribuido
(SCD), autómatas programables (PLC), controladores locales, PC,
etc.
- Necesidad de SAI (Sistema de Alimentación Ininterrumpida) para la
alimentación de los sistemas de control.
- Necesidad acondicionamiento del aire en las I/O rooos que
contengan hardware del sistema de control.
- Necesidades de repuestos.
- Salas de control e I/O rooms necesarias.
- Equipos principales a instalar en cada una de ellas .
*
http://www.slideshare.net/julsaez/cv-julian-saez
http://www.slideshare.net/julsaez/cv-julian-saez
http://www.slideshare.net/julsaez/cv-julian-saez
3. Ingeniería de Detalle
Consiste en la producción de especificaciones técnicas, cálculos,
planos de detalle para construcción, presupuestos, requisiciones de
compra, contratos y otros documentos de cada una de las áreas de
ingeniería, que permitan adquirir, fabricar, construir y montar los
materiales, equipos e instalaciones requeridos para materializar el
proyecto.
TOMA COMO BASE:
Todas las especificaciones (estándares) requeridas por el cliente
para aplicar al proyecto:
- Ingeniería de instrumentación y automatización
- Sistemas de control distribuido (SCD)
- Sistemas de enclavamiento y automatismos (PLC)
- Desarrollo de software para DCS
- Desarrollo de software para PLC
- Sistemas de alimentación eléctrica a instrumentos y servicios
esenciales
- Instrumentos (nivel, presión, caudal, temperatura,
analizadores..etc)
- Válvulas de control
- Seguridad intrínseca (S.I.)
http://www.slideshare.net/julsaez/cv-julian-saez
- Montaje de instrumentación
- Paneles locales
Todos los datos de la ingeniería básica.
Lo indicado en los diagramas de instrumentación y tuberías
(P&ID).
*
http://www.slideshare.net/julsaez/cv-julian-saez
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
4. Información de partida para la Ingeniería de Detalle
Tomando como bases para el diseño las especificaciones y estándares
del cliente, se requiere la siguiente información de partida:
- Isométricos de tuberías (generados por la disciplina de
tuberías). Se utilizan para obtener la implantación de los
instrumentos.
- Descripción funcional detallada del proceso (este documento es
generado por la disciplina de proceso a partir de la “Descripción
básica del proceso y de sus controles” desarrollada durante la fase
de ingeniería básica). Este documento contiene la descripción
detallada del proceso, y descripción detallada del control del
proceso y de sus enclavamientos. Se utiliza para desarrollar la
descripción funcional del sistema de control.
- Diagramas instrumentación y tuberías (P&ID) (proporcionados
por disciplina de proceso y desarrollados durante la fase de
ingeniería de detalle a partir de los diagramas de flujo de proceso
“DFP”). Se utilizan para obtener el listado de la instrumentación
requerida y de señales a implementar como E/S de los sistemas de
control.
- Hojas de Datos de Proceso para Instrumentación (proporcionadas
por la disciplina de procesos), definen los datos relativos al
proceso a medir, que permiten seleccionar el instrumento adecuado
para ese proceso y condiciones de operación. Estos datos serán
integrados en las hojas de datos de los instrumentos. Se utilizan
para especificar los instrumentos a comprar.
- Planos de implantación de la planta (plot plant) (proporcionados
por la disciplina de tuberías), definen la localización de equipos
en planta, recorridos de racks principales para el tendido de
tuberías y bandejas de cableado. Se utilizan para el diseño del
recorrido de los cableados entre los instrumentos de campo y las
diferentes salas de I/O, así como para definir la ubicación
geográfica de las mismas y de cualquier otro elementos del SC
(paneles locales, instrumentos de campo...etc).
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
Planos de Implantación de Instrumentos
En inglés “Instrument Layout Drawings”.
Son planos, generados por la disciplina de instrumentación, que
tienen como base los planos de implantación de equipos de la planta
(plot plant) generados por la disciplina de tuberías y sobre los
que se representan los instrumentos electrónicos (detectores
digitales y transmisores analógicos) y neumáticos (válvulas
todo-nada y válvulas de control).
Para cada instrumento se pueden obtener las coordenadas (norte/
este) de ubicación, viniendo indicada la altura, esquema de
conexiones correspondiente, etc.
Estos datos de coordenadas de ubicación de cada instrumentos se
obtienen de los planos isométricos de tuberías, generados por la
disciplina de tuberías.
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
En inglés “Panel Layout Drawings”.
Generados por la disciplina de instrumentación o de sistemas (según
se trate de paneles o armarios que contengan instrumentación o
elementos hardware del sistema de control).
- La implantación de paneles o armarios del Sistema de
Control:
- Se representa en los Planos de Implantación de Instrumentos,
cuando se trata de reflejar la implantación de paneles que van
instalados en campo.
- Se representa en los planos de implantación de las
correspondientes salas de E/S (también llamadas I/O rooms o salas
de racks, que pueden estar montadas en casetas de campo,
subestaciones eléctricas, salas de control...etc) cuando se trata
de reflejar la implantación de paneles que van instalados en el
interior de salas especialmente acondicionadas para la instalación
de este tipo de equipos (aire acondicionado, alimentación de UPS,
etc).
- Reflejan los lugares de instalación, identificación y dimensiones
de los paneles o armarios correspondientes. Así mismo suelen
representar detalles del conexionado exterior de estos paneles o
armarios (alimentación a 220Vca, si la llevan, que suele venir de
UPS, interconexiones con otros paneles o armarios, puestas a tierra
...etc.).
- La disposición de paneles o armarios de los sistemas de control
reflejan la disposición interior, dentro de los bastidores de los
mismos, de los diferentes elementos constitutivos de los mismos
(fuentes de alimentación 220Vca/24Vcc, regleteros de terminales,
relés , CPUs, racks, conexiones para puesta a tierra, etc.) así
como la disposición exterior, sobre las puertas o laterales de
pilotos luminosos y bocinas de señalización, indicadores analógicos
o digitales, pulsadores ...etc,
- Estos planos van acompañados de los planos o esquemas de cableado
interno de los
paneles o armarios, que reflejan el detalle del conexionado
interior entre los diferentes
elementos que los componen.
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
Índice de Instrumentos
También llamado “Lista de Instrumentos” (en inglés Instrument Index
o Instrument List).
Es una tabla que contienen información acerca de cada uno/a
de:
Los instrumentos instalados en la planta.
Las señales cableadas de instrumentación: entradas/ salidas
“físicas” de los sistema de control.
Las señales “serie” de instrumentación: entradas/ salidas
transmitidas vía serie entre los sistema de control (PLC, DCS
...etc).
Las señales generadas por los sistemas de control para indicación
en la pantalla de las consolas.
La instrumentación local para indicación o actuación en campo que
no están cableadas a los sistemas de control.
Este listado es generado por la disciplina de instrumentación, a
partir de los datos relativos a la instrumentación y al control que
vienen reflejados en los P&IDs (denominación o “tag” de la
señal, tipo de señal, descripción, localización del instrumento que
origina la señal, especificación de la tubería donde se instala el
instrumento).
Contiene datos que se utilizarán en el diseño de la ingeniería de
detalle de la instrumentación de la planta (plano de implantación
de instrumentos correspondiente a cada instrumento, típico de
conexionado a proceso, típico de soportación del instrumento, caja
de conexiones a la que se conecta el instrumento, nº de hoja de
datos del instrumento, fabricante).
Es utilizado por la disciplina de sistemas para dimensionar el
hardware requerido para el control.
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
Diagrama de lazos de Instrumentación
En Inglés “Instrument Loop Diagram” (ILD).
Son esquemas unifilares que representan el conexionado de las
señales desde su origen en instrumento o sistema de control hasta
su finalización en la pantalla del terminal de operación del
sistema de control.
Suele realizarse un diagrama por lazo de control, reflejando los
detalles del cableado y conexionado de cada señal:
- Instrumento o sistema origen de la señal (indicando
identificación y bornas de conexión)
- Cable simple que transmite la señal del instrumento hasta la caja
de conexionado de campo
- Multicable que transmite la señal desde la caja de conexionado de
campo hasta la I/O room correspondiente
- Armario y regletero al que va conectado el multicable en el lado
de la I/O room
- Cableado interno o “cross-wiring “ (caso de haberlo) de la señal,
dentro de los armarios de la I/O room, hasta llegar al canal del la
tarjeta de E/S correspondiente
- Identificación, tipo de señal y punto de control que recibe o
produce la señal en el sistema de control y que muestra su valor
por pantalla (caso de que sea una señal con visualización en
pantalla del sistema de control)
- ... Etc.
http://www.slideshare.net/julsaez/cv-julian-saez
5. Documentos que componen el Proyecto de Automatización
Los diagramas de lazos de instrumentación, pese a contener el
detalle del conexionado de las señales desde su origen (instrumento
de campo o sistema de control) hasta su destino (instrumento de
campo o sistema de control), no suele utilizarse como documento de
referencia para labores de instalación y montaje del cableado de
instrumentación.
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
Diagrama de Conexionado de Instrumentos a Proceso
En inglés “Process Hook-ups”
Son esquemas o diagramas que indican la forma en que cada
instrumento se conecta al proceso (roscado o bridado a la tubería o
equipo, si lleva vaina ...etc).
Estos esquemas indican además cualquier otro material adicional
necesario para la instalación y conexionado del instrumento al
proceso (soportación, racorería, tubings ...etc).
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
Planos de Aire de Instrumentos
El aire es uno de los servicios generales necesarios para el
funcionamiento de las plantas químicas (junto al vapor, nitrógeno,
electricidad, etc).
Estos servicios generales se distribuyen a través de redes a lo
largo de toda la planta para poder ser utilizados allá donde se
precise.
El aire de instrumentos (para válvulas de control, válvulas
todo-nada, presurización de paneles locales ...etc), en condiciones
específicas de presión, grado de humedad, contenido de aceite y
agua ... etc (calidad del aire de instrumentos de acuerdo a las
normas ISO-8573 y ANSI/ISA S7.3.), se obtiene con un sistema de
compresión, filtrado, secado y se distribuye por toda la planta a
través de unos colectores y subcolectores.
Los planos de aire de instrumentos son desarrollados por la
disciplina de instrumentación, y reflejan la red de distribución de
aire para instrumentos existente en la planta.
Esta red es independiente y separada de las redes de aire de
proceso, herramientas o cualquier otra red que pueda existir.
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
Planos de Traceado Eléctrico de Instrumentos
El traceado eléctrico de instrumentos, consiste en la instalación
de resistencias eléctricas alrededor de la instalación de un
instrumento (montado en el exterior de una línea de proceso o de un
equipo) y de sus conducciones de conexionado al proceso, con el
propósito de prevenir alguna de las siguientes situaciones:
- La congelación de fluidos en los instrumentos o líneas de
conducción
- Interferencias en la adecuada operación del instrumentos debido
al aumento de viscosidad de los fluidos en el interior de los
instrumentos o líneas de conducción
- Daño o mal funcionamiento , por causa de bajas temperaturas, de
la parte electrónica de un instrumento
Condensación de vapores de proceso dentro del instrumento, cuando
esta condensación resulta perjudicial para el instrumento
Los elementos y conducciones de instrumentación a los que se aplica
traceado eléctrico son también recubiertos de aislamiento
térmico.
El traceado eléctrico de instrumentos, así como el correspondiente
aislamiento térmico, se indica en los diagramas de tuberías e
instrumentación (P&IDs) sobre los instrumentos a tracear
eléctricamente.
Los instrumentos montados en línea con el proceso (como válvulas de
control, medidores de caudal de área variable, ...etc) que
requieren traceado eléctrico son traceados con el sistema de
traceado eléctrico de las líneas de proceso (que es independiente
del sistema de traceado eléctrico para instrumentos).
*
http://www.slideshare.net/julsaez/cv-julian-saez
Planos de Instrumentos de Vapor
El traceado con vapor de instrumentos, consiste en la instalación
de líneas de vapor junto a la la instalación de un instrumento
(montado en el exterior de una línea de proceso o de un equipo) y
de sus conducciones de conexionado al proceso, con el propósito de
prevenir alguna de las siguientes situaciones:
La congelación de fluidos en los instrumentos o líneas de
conducción
Interferencias en la adecuada operación del instrumentos debido al
aumento de viscosidad de los fluidos en el interior de los
instrumentos o líneas de conducción
- Daño o mal funcionamiento , por causa de bajas temperaturas, de
la parte electrónica de un instrumento
Condensación de vapores de proceso dentro del instrumento, cuando
esta condensación resulta perjudicial para el instrumento
Los instrumentos montados en línea con el proceso (como válvulas de
control, medidores de caudal de área variable, ...etc) que
requieren traceado con vapor son traceados con el sistema de
traceado con vapor de las líneas de proceso (que es independiente
del sistema de traceado con vapor para instrumentos).
Los elementos y conducciones de instrumentación a los que se aplica
traceado con vapor son también recubiertos de aislamiento
térmico.
El traceado con vapor de instrumentos, así como el correspondiente
aislamiento térmico, se indica en los diagramas de tuberías e
instrumentación (P&IDs) sobre los instrumentos a tracear con
vapor.
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
Especificación Funcional del Control
Es el documento que se utilizará como base para la configuración y
programación de los sistemas de control.
Ha de especificar de forma clara y concisa como han de estar
configurados y funcionar los sistemas de control de la planta
(sistema de control distribuido, PLCs, controladores ...etc) de
forma que posibiliten la realización del software requerido por
parte de los programadores especializados.
Es muy importante que las señales que han de intervenir en el
control, aparte de ser descritas por el servicio que presta (caudal
de vapor a caldera, temperatura de cámara de combustión...etc), se
identifiquen claramente por su tag (función + número de área +
número correlativo dentro del área: FI8321467, TI4512308, etc) para
facilitar las tareas de programación y evitar posibles
errores.
Es imprescindible realizar la descripción funcional en términos de
“señales” (a través de sus tags), identificando de manera precisa
su correspondencia con los instrumentos y elementos finales de
control (también a través de sus tags), de modo que no haya lugar a
ambigüedades o interpretaciones por parte de quien vaya a realizar
la programación.
*
http://www.slideshare.net/julsaez/cv-julian-saez
5. Documentos que componen el Proyecto de Automatización
De no realizarse la Descripción Funcional del Control en los
términos a continuación descritos, la fase de programación,
configuración y pruebas de los sistemas de control puede alargarse
de manera importante (consultas, modificaciones,
reprogramaciones).
En la práctica, el personal que programa los sistemas de control
suele ser personal cualificado en programación de sistemas de
control, pero ajeno a la planta o al conjunto del proyecto
(empresas vendedoras de sistemas de control, empresas integradoras
de sistemas de control ...etc) lo que implica que no esté
familiarizado con el funcionamiento de la planta ni de los procesos
o sistemas a automatizar, y que le resulte difícil el interpretar
directamente las Descripciones del Proceso generadas por la
disciplina de procesos en líneas de código de programa.
*
http://www.slideshare.net/julsaez/cv-julian-saez
Especificación Funcional del Control (Apartados)
Descripción Básica del Proceso
Breve descripción del proceso a controlar, extraída de la
descripción del proceso generada por la disciplina de
procesos.
Esta descripción es necesaria como referencia básica del sistema
objeto de la automatización.
Descripción de la Filosofía de Control del Proceso
Es la descripción genérica de cómo se controla el proceso:
- Qué variables de proceso hay que controlar
- De que modo se relacionan las variables para realizar el control
del proceso (p. ej controlar nivel con caudal,
presión con caudal, presión con temperatura, temperatura con
caudal, etc)
- Qué elementos de control final se utilizan para ello (válvulas de
control, válvulas todo-nada, bombas con o sin
variador de velocidad, hornos, calentadores eléctricos, etc)
*
http://www.slideshare.net/julsaez/cv-julian-saez
Tabla de Señales del Sistema de Control
Contiene un registro por cada una de las señales a configurar en el
sistema de control.
Para cada señal se indica la información de ingeniería necesaria
para la configuración de dicha señal en el sistema de control, así
como del punto de control asociado.
Los campos de esta tabla son:
- Identificación (“tag”) de la señal
- Tipo de señal
- Descripción
- Punto al que se asocia la señal en el sistema de control
- Tipo de punto al que se asocia la señal
- Plantilla de manejo del punto (para puntos de control
discreto)
- Rango de la señal
- Unidades y niveles de alarma a configurar (para entradas
analógicas)
- Si llega al sistema de control cableada (un cable por señal) o
por comunicación serie (múltiples señales por un sólo
cables mediante de protocolo de comunicaciones).
- Si es de seguridad intrínseca, etc.
Estrategias de Control del Proceso
- Se especifican, una por una, todas las estrategias de control
elegidas (por el departamento de procesos) para la implementación
de la filosofía de control
- Las estrategias de control están, así mismo, representadas en los
P&IDs
*
http://www.slideshare.net/julsaez/cv-julian-saez
- Control “Batch”: (aplicado al procesamiento por lotes)
Se trata de secuencias programadas en los sistemas de control que
se componen de una serie de fases (p. ej. iniciar, llenar,
calentar, Vaciar....) compuestas de pasos (p. ej. cerrar válvula 2,
abrir válvula 1, esperar 30 min, cerrar válvula 1, etc.).
Las diferentes configuraciones (variación de parámetros) de un
mismo lote (secuencia o batch) se denominan recetas.
También se utiliza como estrategia de control la programación de
secuencias para la automatización de tareas de naturaleza
secuencial como paradas o puestas en marcha programadas (encendido
de hornos, arranque de compresores, etc).
- Control Todo-Nada:
El control todo-nada (on-off control) es el que realiza el sistema
de control cuando actúa automáticamente sobre elementos finales de
control discreto (p. ej marcha-paro de bombas, abrir-cerrar
válvulas on-off, etc).
Ejemplos:
Funcionalidad de “stand-by” para bombas redundantes, que, en
determinadas situaciones (bajo caudal o fallo de la bomba
principal) hacen arrancar la bomba de reserva.
Funcionalidad de apertura-cierre temporizada de válvulas todo-nada
para controlar pequeños caudales.
*
http://www.slideshare.net/julsaez/cv-julian-saez
- Control Continuo:
Es el que se realiza sobre elementos de control continuo (válvulas
de control, variadores de velocidad de motores, calentadores
eléctricos, etc).
Es realizado por puntos tipo “PID” (cuando estos actúan de forma
independiente, es decir, una AI, una AO y una consigna que se
introduce desde la consola de operación desde).
Lazo de control simple no suele describirse como estrategia de
control, ya que su configuración en el sistema de control puede
realizarse a partir de los datos de la tabla de señales y de la
información representada en el P&ID correspondiente, siendo las
constantes del PID valores estándar según la naturaleza de la
variable de proceso (presión, nivel, temperatura...etc) que se
ajustan (sintonización de lazos) durante la puesta en marcha de la
planta.
Ejemplos de estrategias de control continuo son:
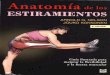
Control en cascada:
La consigna (set point) de un lazo de control tipo PID no es
introducida desde la consola de operación (modo de operación
automático), sino que viene dada como la salida de otro lazo tipo
PID.
El lazo que recibe la consigna actúa como esclavo del lazo que
envía la consigna (que actúa como maestro).
Ejemplo típico de control en cascada es el control PID del caudal
que pasa por una tubería, actuando en cascada sobre el control de
velocidad de la bomba que impulsa el fluido.
AI
AO
AI
Consigna
FT
FC
SC
http://www.slideshare.net/julsaez/cv-julian-saez
Estrategias de Control del Proceso
Control en rango partido:
Un controlador tipo PID actúa sobre diferentes elementos finales de
control (continuo) de modo que la salida del controlador es
aplicada, en tramos continuos, a la actuación de los diferentes
elementos finales de control asociados
Un ejemplo típico es el control de una variable de proceso actuando
sobre dos elementos finales de control con efectos opuestos sobre
la variable a controlar (p. ej control de presión en recipiente
mediante actuación sobre válvula de control de inyección de
nitrógeno y válvula de control de alivio)
NHP
ATM
PVB
PVA
PT
PC
AI
AO
0%
100%
http://www.slideshare.net/julsaez/cv-julian-saez
Estrategias de Control del Proceso
Control Selectivo:
Alguno de los elementos que intervienen en un lazo de control
(señal de entrada al controlador, controlador, señal de salida del
controlador o elemento final de control) son seleccionados de entre
varios, dependiendo de las condiciones del proceso.
Ej: Actuación sobre válvula de descarga de vapor por control de
nivel o por control de presión según la presión en la línea de
descarga.
VAPOR
LV
LT
PT
LC
XS
PC
http://www.slideshare.net/julsaez/cv-julian-saez
Estrategias de Control del Proceso
Control en adelanto (“feedforward”):
El lazo típico de control continuo por realimentación tipo PID toma
actuación sobre el elemento final de control (variable manipulada)
una vez que ha medido una perturbación en la variable a controlar
que provoca un aumento del error (valor de la variable de proceso –
valor de consigna).
El control en adelanto trata de prever las variaciones que van a
suceder en la variable a controlar, midiendo las variables que
producen perturbaciones en la variable a controlar y tomando las
acciones de control oportunas (sobre la variable manipulada).
PROCESO
http://www.slideshare.net/julsaez/cv-julian-saez
Estrategias de Control del Proceso
Control en adelanto (“feedforward”):
Un típico control en adelanto, como mejora del típico control PID
de nivel sobre un tanque (con entrada del controlador la medición
de nivel y salida del controlador sobre la válvula de entrada de
caudal al tanque), es introducir al controlador de nivel una
entrada adicional con la medida del caudal de entrada al
tanque.
El control PID se mantiene, pero la entrada de adicional que indica
el caudal permite al controlador de nivel “adelantarse” ante una
variación del caudal de entrada y tomar acción sobre la válvula de
control antes de que la variable a controlar (nivel) haya variado
(detectándose el error en el controlador de nivel). Esto redunda en
un menor error de la variable de proceso a controlar (nivel) cuando
este llegue a producirse (y detectarse mediante el medidor de
nivel).
Control de relación (“ratio control”):
Se ajusta una variable de proceso en relación a otra variable.
Estas variables suelen ser caudales de fluidos.
La señal del transmisor de caudal no controlado se divide por la
señal del transmisor de caudal del caudal a controlar y el
resultado se envía a un controlador tipo PID que actúa sobre la
válvula de control del caudal a controlar.
*
http://www.slideshare.net/julsaez/cv-julian-saez
Enclavamientos (interlocks) y parada de planta (shutdown)
Se especifican, uno por uno, todos los enclavamientos del sistema
(definidos por la disciplina de procesos), indicando sus causas y
sus efectos.
Los enclavamientos aparecen todos reflejados en los
P&IDs.
La descripción de los enclavamientos se acompaña, a modo de resumen
de tablas o diagramas causa-efecto.
Se especifican también los modos de parada de la planta o
sistema:
- Secuencia de parada normal
- Otras secuencias de parada (parada en fríó, parada en
caliente...etc)
Indicando causas de activación de las paradas (normalmente setas de
emergencia locales o en sala de control) y sus efectos o acciones a
tomar (simultáneas o secuenciales) sobre los elementos finales de
control para ejecutar las paradas. La descripción de las secuencias
de parada se acompaña, a modo de aclaración, de flujogramas de las
secuencias.
Se especifican, además, los by-pass previstos sobre las señales
causa de enclavamiento o parada, de modo que se permitan tareas de
operación (by-pass de operación) y mantenimiento (by-pass de
mantenimiento) sobre el sistema sin que se produzca la actuación de
los enclavamientos o la parada de la planta.
*
http://www.slideshare.net/julsaez/cv-julian-saez
Enclavamientos (interlocks) y parada de planta (shutdown)
Especificar los niveles de redundancia (doble o triple) requeridos
en las señales, tanto en las señales de entrada como en las señales
de salida para los enclavamientos considerados críticos para la
seguridad (de acuerdo a los criterios SIS).
Especificar, de acuerdo a los criterios SIS, los niveles de
redundancia requeridos para el hardware de los sistemas de control
donde resida la lógica de enclavamientos críticos para
seguridad:
Tarjetas redundantes (con redundancia 1:1 o 1:n)
CPUs redundantes (redundacia 1:1 del tipo hot stand-by o
procesamiento paralelo)
Fuentes de alimentación 220Vca/24Vdc redundantes en los armarios de
los sistemas de control
Alimentación eléctrica 220Vca independiente para fuentes de
alimentación redundantes en los armarios de los sistemas de
control
Redundancia en cableados de comunicaciones
...etc,
*
http://www.slideshare.net/julsaez/cv-julian-saez
Gráficos para las Consolas de Operación del Sistema de
Control
Definición a nivel esquemático de la parte estática (diagramas en
formato CAD) de los gráficos a implementar para la monitorización e
interacción con el proceso desde los terminales de operación (o
consolas) de los sistemas de control.
La parte estática de los gráficos del sistema de control constituye
una simplificación de la información reflejada en los
P&IDs.
Se representan tan sólo las líneas y equipos afectadas de
instrumentación que llevan E/S con el sistema de control (no se
representa la instrumentación ni controles locales) y otras líneas
y equipos de referencia para la representación esquemática de los
flujos principales de las líneas de proceso.
*
http://www.slideshare.net/julsaez/cv-julian-saez
Comunicación con dispositivos externos
Los sistemas de control en las plantas químicas industriales suelen
ser sistemas cerrados, es decir sistemas de bus propietario,
preparados básicamente para que los diferentes controladores del
SCD se comuniquen entre sí, y con sus E/S.
Para permitir la comunicación de los controladores del SCD y los
PLCs de otros fabricantes, los fabricantes de SCDs prevén tarjetas
de interface que utilizan comunicación serie (con diferentes
protocolos: Modbus, Ethernet, etc).
Para permitir la comunicación de los controladores del SCD con los
sistemas de información de la planta (computadores de sistemas
logísticos, sistemas de almacenamiento de datos históricos,
estaciones de ingeniería, etc), los fabricantes de SCDs también
prevén tarjetas de interface que suelen utilizar comunicación serie
en formato ethernet.
A veces es necesario definir protocolos de comunicaciones entre
diferentes sistemas.
La especificación de las comunicaciones se realiza contemplando los
siguientes aspectos:
*
http://www.slideshare.net/julsaez/cv-julian-saez
5. Documentos que componen el Proyecto de Automatización
Nivel de Enlace Red: Se especifica como ha de ser el acceso al
medio (maestro/ esclavo, división de tiempo con árbitro de bus,
paso de testigo...etc.), la división de los datos en tramas
(formato de la información a enviar), como ha de ser la
sincronización de las comunicaciones, y se gestiona la integridad
de la información, el control de errores (físicos, semánticos, de
protocolo, lógicos, etc) y recuperación en caso de fallos.
*
http://www.slideshare.net/julsaez/cv-julian-saez
Esquemas de Interconexiones Eléctricas
En inglés “Terminal Connection drawings”.
Son formatos en los que se refleja, para cada uno de los cables (un
par) o multicables de interconexión de la instrumentación de la
planta con los sistemas de control:
- Identificación (“tag”) del cable o multicable
- Armario o caja de conexionado origen del cable o multicable
- Armario o caja de conexionado Destino del cable o
multicable
- Regletero de conexionado origen del cabel o multicable
- Regletero de conexionado destino del cabel o multicable
- Identificación de instrumentos (ó señales) a conectar a cada par
del cable o multicable
- Identificación de las bornas de conexión de cada par del cable o
multicable
Estos esquemas son utilizados para el conexionado de cada cable o
multicable (una vez tendidos) en cada uno de sus extremos.
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
Lista de Cables
Son formatos en los que se refleja, para cada uno de los cables o
multicables de interconexión de la instrumentación de la planta con
los sistemas de control:
- Identificación del cable o multicable
- Tipo de cable o multicable (según estandard de especificación de
cables de instrumentación)
- Longitud del cable o multicable
- Armario o caja de conexionado origen del cable o multicable
- Armario o caja de conexionado destino del cable o
multicable
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
5. Documentos que componen el Proyecto de Automatización
Planos de Ruteado de Cables e Implantación de Cajas de
Conexiones
Son planos, generados por la disciplina de instrumentación.
Tienen como base los planos de implantación de equipos de la planta
(“plot plant”) generados por la disciplina de tuberías.
Representa el tendido por la planta de:
- Cables y multicables de instrumentación y de sistemas
- Cables para las señales de interface entre los diferentes
sistemas de control
- Cables para las señales que comunican entre sí las diferentes
partes de los sistemas de control (I/O buses): controladores con
tarjetas E/S, paneles locales con tarjetas de E/S...etc.
- Cables de alimentación de 220Vca desde UPS hasta los elementos de
los sistemas de control e instrumentación de campo que requiera
este tipo de alimentación segura
Se representan el recorrido por la planta de las diferentes
bandejas (analógico/digital, solenoides, seguridad intrínseca,
220Vca UPS...etc, Buses Serie) por las que van ruteados los cables
de instrumentación, indicando para cada bandeja las
identificaciones de los cables que contienen.
Se utilizan en durante la fase de montaje del proyecto para el
tendido de los cables y multicables de instrumentación y
sistemas.
También reflejan la ubicación de las cajas de conexionado de
campo.
*
http://www.slideshare.net/julsaez/cv-julian-saez
*
http://www.slideshare.net/julsaez/cv-julian-saez
Hojas de Datos de Instrumentos
Son generadas por la disciplina de instrumentación.
Contienen lo datos necesarios para la especificación técnica de la
instrumentación a comprar :
Analizadores
http://www.slideshare.net/julsaez/cv-julian-saez
5. Documentos que componen el Proyecto de Automatización
Son utilizadas para la preparación de las requisiciones de oferta ,
como paso inicial para la compra de materiales y contratación de
servicios.
*
http://www.slideshare.net/julsaez/cv-julian-saez
pág. *
http://www.slideshare.net/julsaez/cv-julian-saez
*
proyecto)
Cliente
Planificación
Realización del Pedido Cliente
Empresa Ingeniería - Cliente