Embed Size (px)
Citation preview

CutPRO ミリングシミュレータ
不等ピッチ、不等リードカッターのシミュレーションhoshirt 2010年 1月 31日, 改定 2月 2日
CutPROのミリングシミュレータを用いて、不等ピッチ、不等リードカッターの使用準備を行う手順を説明します。
N= Ni+1 Ni Ni-0.5 Ni-1
Ni+0.5
Nは安定ポケットの次数 (浮動少数点)
Niは安定ポケットの次数 (整数)
AB
1234
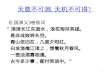
5プロセスダンピングによる低速安定範囲
不等ピッチ/リードの有効範囲 安定ポケット法の有効範囲
びびり抑制の方法として、低速安定性の利用、不等ピッチ/不等リードカッタの使用、安定ポケット法が有効な主軸回転速度範囲の説明図
上記の説明図で、主軸速度の低い左側のほうは、びびりが起こった
ら主軸速度を下げるしかないという古来の知識による安定範囲であ
ります。
2000年頃より実用化されてきている安定ポケット法は、1次から5次までのの安定ポケットのある右側の高速な範囲で、有効でありま
す。
両者に挟まれた中間の速度範囲では、不等ピッチ或いは不等リード
角のカッターが有効であります。これは、等ピッチカッターの場合
1

には幅が狭くて使用できない安定ポケットが、不等ピッチ或いは不
等リード角のカッターを使う場合には、幅が広く有効に使用できる
安定ポケットとなるためであります。
不等ピッチ或いは不等リード角のカッターを有効に使用するために
は、幅が広く有効に使用できる安定ポケットがどの主軸回転数で発
生するか、その中心回転数を CutPROミリングシミュレータというソフトウェアを使って、把握しておくことが必要です。
1. ミリングシミュレーターを起動する。
図1 シミュレータの起動画面。
a., b.,c.は良く使用するミリングシミュレータの三つの機能です。
(a) 解析的に安定限界線図を計算する方法です。
(b) 時間経過で加工作業を再現する加工プロセスのシミュレ
ーション計算です。
(c) 時間経過で加工作業を再現して安定限界線図を
計算するタイムドメインと呼ぶ方法です。
2

方法(c)は計算時間が大変長くかかります。2. 不等ピッチカッターのシミュレーション計算。
不等ピッチカッターの安定限界線図計算は、図1に示す解析的に計
算する方法(a)と、時間経過で加工作業を再現して計算するタイムドメインと呼ぶ方法(c)の二つがあります。方法(c)は計算時間が大変長くかかります。
2.1 解析的計算(a)で不等ピッチカッターの安定限界線図を計算する手順
まず解析的計算(a)で安定限界線図を計算し、おおよその形を把握します。
2.1.1 図1で、(a)解析的方法を指定して、Nextアローをクリックし、次のページに移ります。
3

図2 不等ピッチカッターのデータ入力
4

図3 構造動特性データの呼び出し
図4 加工状況と計算条件の設定
5

図5 設定終了と計算開始
図6 解析計算による安定限界線図の例
6

2.2 タイムドメイン(時間を追って行う)計算(c)で不等ピッチカッターの安定限界線図を計算する手順
解析計算の結果を見て定めた主軸回転数範囲について、タイムドメ
イン計算を行います。
先の図1で、タイムドメイン(時間を追って行う)計算(c)を選びます。
続いて、上記の図2から図4の設定を行います。その後タイムドメ
イン計算を行う主軸速度範囲を指定してから計算を開始します。
図7 タイムドメイン計算の主軸速度範囲の設定
計算がスタートして、次のように計算の進行状況が表示されます。
計算がすべて終了するまでには、パソコンの処理速度にもよります
が、多くの場合数時間を要します。
7

図8 タイムドメイン計算の進行状況表示
計算が終了したら、PlotAllアイコンをクリックすると結果が表示されます。
図9 タイムドメイン計算度求めた安定限界線図の例
8

2.2 加工プロセスシミュレーションで、生じる振動の周波
数を同定する。
リアルタイムびびり制御装置のモード2を使用して、不等ピッチ/不等リードカッタのびびり制御を行うには、次の二つの値を把握して
おくことが必要です。
A. びびりの生じる周波数
B. それに対応する安定ポケットの中心主軸回転数
の二つです。
タイムドメイン計算で求めた安定限界線図から上記の B を求めたら次に、加工プロセスシミュレーションでAを同定します。
2.2.1 加工プロセスシミュレーションの実行手順。
先の図1で、(b) 加工プロセスシミュレーションを選んでおきます。
続いて、上記の図2から図4の設定を行います。図4の設定にはど
のような加工条件で、主軸が何回転する時間のあいだの加工シミュ
レーションを行うかを指定して計算を開始します。
9

図 10 加工プロセスシミュレーションを行う加工条件2.2.1.1 安定条件の例
図11に見るように、もっとも顕著な振動成分の周波数が、主軸回
転数、または(主軸回転数x刃数)の整数倍に一致する場合は、強
制振動が起こっており、びびりは起こっていません。安定な状況で
す。
図11 安定条件の例
2.2.1.2 不安定条件の例
図12に見るように、もっとも顕著な振動成分の周波数が、主軸回
転数、または(主軸回転数x刃数)の整数倍に一致せず、それらの
中間の周波数の場合は、びびりが起こってる不安定状態です。
図12 不安定条件(図10のロ、S3200rpm、DOC200mm)の計算結果
10

図12の例では、びびり周波数は 986Hzに現れています。対応する固有振動数は 986Hz/(1+減衰比)=966Hzと推定されます。
したがって、次の二つのパラメータが得られます。
A. 仮定する固有振動数 966HzB. その固有振動数に対応する、使用したい安定ポケットの中
心回転数 3200rpm
リアルタイムびびり制御装置のモード 2(不等ピッチカッターの使用)において、これら二つのパラメータを設定します。
3. 不等リードカッターのシミュレーション計算。
不等リードカッターの安定限界線図計算は、図1に示す時間経過で
加工作業を再現して計算するタイムドメインと呼ぶ方法(c)で行います。この方法(c)は計算時間が大変長くかかります。
3.1 カッター条件の入力
11

図13 不等リード角の入力例
3.2 安定限界線図の計算例
図14 安定限界線図の計算結果例と、
加工プロセスシミュレーションを行う加工条件
3.3加工プロセスシミュレーションで、生じる振動の周波数を同定する。
12

3.3.2.1 安定条件の例
図15 安定条件(図14の(ハ)、S3100rpm、DOC200mm)の計算結果例
図15に見るように、もっとも顕著な振動成分の周波数が、主軸回
転数、または(主軸回転数x刃数)の整数倍に一致する場合は、強
制振動が起こっており、びびりは起こっていません。安定な状況で
す。
3.3.2.2 不安定条件の例
図16に見るように、もっとも顕著な振動成分の周波数が、主軸回
転数、または(主軸回転数x刃数)の整数倍に一致せず、それらの
中間の周波数の場合は、びびりが起こってる不安定状態です。
図16 不安定条件(図10の(二)、S3100rpm、DOC200mm)の計算結果図16の例では、びびり周波数は 990Hzに現れています。対応する固有振動数は 990Hz/(1+減衰比)=970Hzと推定されます。
13

したがって、次の二つのパラメータが得られます。
A. 仮定する固有振動数 970HzB その固有振動数に対応する、使用したい安定ポケットの中心回転数 3200rpm
リアルタイムびびり制御装置のモード 2(不等ピッチカッターの使用)において、これら二つのパラメータを設定します。
3.3.3仮想的な固有振動数(A)(例えば 500Hz)をあたえて、安定ポケットの中心回転数を計算する方法。
3.3.3.1 仮想的なモーダルパラメータの入力。
構造動特性を入力する場合、先の図3ではファイルに保存してあっ
たモーダルパラメータを呼び出したが、その代わりに、次のような
仮想的な値を手動で入力します。
14

3.3.3.2 安定限界線図の計算例
3.3.3.3 安定条件(イ)のシミュレーション結果
3.3.3.4 不安定条件(ロ)のシミュレーション結果
15

したがって、次の二つのパラメータが得られます。
B. 仮定する固有振動数 500HzB その固有振動数に対応する、使用したい安定ポケットの中心回転数 1150rpm
リアルタイムびびり制御装置のモード 2 (不等ピッチカッターの使用)において、これら二つのパラメータを設定します。
以上
参考資料 例題工具
16

不等リード角工具 D40、 Lead angle 21/25度 の FRF
17

18