Embed Size (px)
Citation preview
PROPUESTA DE MEJORAMIENTO PARA EL ÁREA DE ALMACENAMIENTO DE
MATERIAS PRIMAS, MATERIALES DE ENVASE Y EMPAQUE Y PRODUCTO
FARMACÉUTICO EN LA EMPRESA COLOMPACK S.A.
MELANNY SAMANTHA MORA REY
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ
2017

PROPUESTA DE MEJORAMIENTO PARA EL ÁREA DE ALMACENAMIENTO DE
MATERIAS PRIMAS, MATERIALES DE ENVASE Y EMPAQUE Y PRODUCTO
FARMACÉUTICO EN LA EMPRESA COLOMPACK S.A.
MELANNY SAMANTHA MORA REY
CÓDIGO 20141377060
Propuesta de proyecto de grado, modalidad pasantía para optar al título de
Ingeniera de Producción
Director, Ing. M. Sc ROBINSON PACHECO GARCÍA Ph. D. (c)
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ
2017

DEDICATORIA
A mi madre quién me ha enseñado a esforzarme para alcanzar lo que quiero y a
proyectarme en un futuro y ver siempre más allá, a nunca dejarme vencer y a
hacer las cosas de la mejor manera.
A quién ha sido mi segunda madre, a mi nana, que siempre me ha encomendado
a Dios y él le ha respondido de la mejor manera, no me ha dejado desistir y su
confianza se ha visto reflejada en mis actos.
A mi padre que siempre como él lo decida está conmigo al tanto de todo y
dispuesto a tenderme la mano siempre.
A todas las personas que siempre creyeron en mí, y que a pesar de lo difícil
siempre se mantuvieron atentas a ayudar y a apoyarme para no dejarme caer, me
ayudaron a inspirarme día a día y a creer que todo esto es posible y que todo lo
que me proponga no es un sueño, porque los materializo y siempre los convierto
en metas y planes para lograrlos.

AGRADECIMIENTOS
Enormemente agradezco a mi familia por la confianza que tuvo en mi a lo largo de
este proceso, a la dedicación y al apoyo que me demostraron siempre.
Agradezco a mi Universidad Distrital Francisco Jose de Caldas, por permitirme
aprovechar las oportunidades, para ser una gran profesional y aprender de los
mejores a nivel nacional e internacional, es una experiencia única, son recuerdos y
enseñanzas para toda la vida.
Con mucho cariño agradezco a mi director; al Ing. M. Sc Robinson Pacheco García
Ph. D. (c), por su profesionalismo y disposición siempre orientados a los más
grandes resultados. A mis amigos y colegas que ayudaron y apoyaron cada paso
dado en este proyecto y en el desarrollo de mi carrera.
A la familia Colompack, por permitir desarrollar mis conocimientos en su industria y
aportar al crecimiento y mejora que se procura día a día.

TABLA DE CONTENIDO
INTRODUCCIÓN .................................................................................................... 3
1. JUSTIFICACIÓN ........................................................................................... 4
2. OBJETIVOS .................................................................................................. 5
2.1 OBJETIVO GENERAL ................................................................................... 5
2.2 OBJETIVOS ESPECÍFICOS ......................................................................... 5
3. DELIMITACIÓN Y ALCANCE ........................................................................ 6
4. MARCO REFERENCIAL ............................................................................... 7
4.1 MARCO GEOGRÁFICO ................................................................................ 7
4.1.1 DATOS DE CONTACTO ................................................................................ 7
4.2 MARCO ESTRATÉGICO .............................................................................. 7
4.2.1 SECTOR ECONÓMICO Y MODELO DE NEGOCIO .................................... 7
4.2.2 MISIÓN .......................................................................................................... 7
4.2.3 VISIÓN .......................................................................................................... 7
4.2.4 PRINCIPIOS .................................................................................................. 7
4.2.5 ESTRUCTURA ORGANIZACIONAL ............................................................. 8
4.3 MARCO DE TEÓRICO .................................................................................. 9
4.3.1 LOGÍSTICA INTEGRAL .............................................................................. 10
4.3.2 DISTRIBUCIÓN FLUIDA ............................................................................. 10
4.3.3 ALMACÉN ................................................................................................... 13
4.3.4 CLASES DE ALMACENES ......................................................................... 14
4.3.5 DISTRIBUCIÓN EN PLANTA O LAYOUT ................................................... 16
4.4 MARCO CONCEPTUAL .............................................................................. 17
4.5 MARCO LEGAL ........................................................................................... 19
4.6 PLAN DE TRABAJO .................................................................................... 19
4.6.1 FASES DEL PROCESO .............................................................................. 21
5. DIAGNÓSTICO ........................................................................................... 23
5.1 SISTEMA ERP ............................................................................................ 23
5.2 RECEPCIÓN ............................................................................................... 24
5.2.1 PROCESO ACTUAL ................................................................................... 24

5.2.1.1 Ingreso físico de material ...................................................................... 24
5.2.1.2 Ingreso lógico de material ..................................................................... 24
5.2.2 DIAGRAMA DE FLUJO DEL PROCESO .................................................... 29
5.2.2.1 DIAGRAMA DE FLUJO DE LA FASE DE RECEPCIÓN ....................... 31
5.2.2.2.1 Diagrama de flujo de ingreso físico de materiales ............................. 32
5.2.2.2.2 Diagrama de flujo de ingreso lógico de materiales ............................ 33
5.2.3 ESTUDIO DE TIEMPOS ............................................................................. 34
5.2.3.1 ESTUDIO DE TIEMPOS DE LA FASE DE RECEPCIÓN ..................... 41
5.2.3.1.1 Tiempo de ingreso físico de materiales ............................................. 42
5.2.3.1.2 Tiempo de ingreso lógico de materiales ............................................ 43
5.3 ALMACENAMIENTO ................................................................................... 45
5.3.1 ESPACIOS DE ALMACENAMIENTO .......................................................... 46
5.3.1.1 PLANO SÓTANO: ALMACENAMIENTO DE MATERIAS PRIMAS ...... 46
5.3.1.2 PLANO PRIMER PISO: OFICINAS ...................................................... 47
5.3.1.3 PLANO TERCER PISO: ALMACENAMIENTO DE PRODUCTO
TERMINADO ......................................................................................................... 48
5.3.1.4 PLANO SEXTO PISO: ALMACENAMIENTO DE MATERIALES DE
ENEM 49
5.3.2 SÓTANO ..................................................................................................... 50
5.3.3 ZONAS DE ALMACENAMIENTO FÍSICO ................................................... 50
5.3.4 ZONAS DE UBICACIÓN LÓGICA ............................................................... 51
5.3.5 UBICACIONES FÍSICAS Y LÓGICAS ......................................................... 51
5.3.6 SISTEMA DE ALMACENAMIENTO ............................................................ 53
5.4 SUMINISTRO .............................................................................................. 53
5.4.1 PRODUCCIÓN Y ACONDICIONAMIENTO................................................. 53
5.4.1.1 Dispensación ........................................................................................ 54
5.4.1.2 Envase y blisteado ................................................................................ 54
5.4.1.3 Empaque ............................................................................................... 54
5.4.2 DIAGRAMA DE FLUJO DE PROCESO LA FASE DE SUMINISTRO ......... 54
5.4.2.1 Diagrama de flujo de entrega a dispensación ....................................... 55
5.4.2.2 Diagrama de flujo de entrega a envase ................................................ 56
5.4.2.3 Diagrama de flujo de entrega a blisteado.............................................. 57
5.4.2.4 Diagrama de flujo de entrega a empaque ............................................. 58

5.4.3 ESTUDIO DE TIEMPOS DE LA FASE DE SUMINISTRO .......................... 59
5.4.3.1 Tiempo de entrega a dispensación ....................................................... 59
5.4.3.2 Tiempo de entrega a envase ................................................................ 61
5.4.3.3 Tiempo de entrega a blisteado .............................................................. 63
5.4.3.4 Tiempo de entrega a empaque ............................................................. 65
5.5 MUESTREO ................................................................................................ 67
5.6 DEVOLUCIÓN INTERNA ............................................................................ 68
5.6.1 DISPENSACIÓN ......................................................................................... 68
5.6.2 ENVASE Y BLISTEADO ............................................................................. 69
5.6.3 EMPAQUE................................................................................................... 69
5.7 ENTREGA Y DEVOLUCIÓN ....................................................................... 70
6. RESULTADO Y ANÁLISIS DEL DIAGNÓSTICO ........................................ 72
6.1 MATRIZ DOFA ............................................................................................ 72
6.2 DIAGRAMA DE ESPINA DE PESCADO ..................................................... 72
7. PROPUESTA .............................................................................................. 74
7.1 METODOLOGÍA SLP ...................................................................................... 74
7.1.1 FASE 1: DEFINICIÓN ................................................................................. 75
7.1.2 FASE 2: ANÁLISIS ...................................................................................... 77
7.1.2.1 Tabla relacional de actividades ............................................................. 77
7.1.2.2 Diagrama relacional de recorridos y actividades ................................... 80
7.1.2.3 Diagrama relacional de espacios .......................................................... 81
7.1.3 FASE 3: SÍNTESIS ...................................................................................... 84
7.1.4 FASE 4: EVALUACIÓN ............................................................................... 84
7.1.5 FASE 5: SELECCIÓN ................................................................................. 85
7.1.5.1 PLANO SÓTANO: ALMACENAMIENTO PROPUESTO ....................... 86
7.1.5.2 PLANO PRIMER PISO: ALMACENAMIENTO PROPUESTO .............. 87
7.1.5.3 PLANO SEXTO PISO: ALMACENAMIENTO PROPUESTO ................ 88
7.1.6 FASE 6: IMPLANTACIÓN Y SEGUIMIENTO .............................................. 89
7.1.7 SISTEMA ELECTRÓNICO DE CODIFICACIÓN ......................................... 89
7.1.8 DIAGRAMA PROCESO PROPUESTO GENERAL ..................................... 91
7.2 ANÁLISIS PROPUESTA ............................................................................. 94
7.2.1 DIAGRAMA PROCESO PROPUESTO INGRESO FÍSICO ......................... 94

7.2.2 DIAGRAMA PROCESO PROPUESTO INGRESO LÓGICO ....................... 95
7.2.3 ESTUDIO TIEMPOS PROPUESTO INGRESO FÍSICO .............................. 96
7.2.4 DIAGRAMA PROCESO PROPUESTO ENTREGA DISPENSACIÓN ......... 98
7.2.5 DIAGRAMA PROCESO PROPUESTO ENTREGA BLISTEADO ................ 99
7.2.6 DIAGRAMA PROCESO PROPUESTO ENTREGA A ENVASE ................ 100
7.2.7 DIAGRAMA PROCESO PROPUESTO ENTREGA EMPAQUE ................ 101
7.2.8 ESTUDIO TIEMPOS PROPUESTO ENTREGA DISPENSACIÓN ............ 102
7.2.9 ESTUDIO TIEMPOS PROPUESTO ENTREGA BLISTEADO ................... 104
7.2.10 ESTUDIO TIEMPOS PROPUESTO ENTREGA ENVASE .................. 106
7.2.11 ESTUDIO TIEMPOS PROPUESTO ENTREGA EMPAQUE .............. 108
7.3 PRESUPUESTO DE INVERSIÓN ............................................................. 109
7.3.1 RECUPERACIÓN DE LA INVERSIÓN ...................................................... 109
8. CONCLUSIONES ...................................................................................... 112
9. RECOMENDACIONES ............................................................................. 113
BIBLIOGRAFÍA E INFOGRAFÍA ......................................................................... 114

LISTA DE GRÁFICAS
Gráfica 1. Estructura organización. ......................................................................... 8
Gráfica 2. Cadena de suministro. ............................................................................ 9
Gráfica 3. Distribución fluida.................................................................................. 11
Gráfica 4. Plan de trabajo, área de Almacenamiento. ........................................... 20
Gráfica 5. Lead time de ingresos lógicos vs. Ingresos físicos ............................... 28
Gráfica 6. Conjunto estándar de símbolos para diagramas de proceso según la
ASME. ................................................................................................................... 30
Gráfica 7. Símbolos no estándar para los diagramas de proceso. ........................ 31
Gráfica 8. Suplementos según su función ............................................................. 38
Gráfica 9. Distribución de áreas por niveles. ......................................................... 45
Gráfica 10. Matriz DOFA ....................................................................................... 72
Gráfica 11. Diagrama de espina de pescado ........................................................ 73
Gráfica 12. Metodología SLP. ............................................................................... 74
Gráfica 13. Clasificación ABC de producto terminado ........................................... 77
Gráfica 14. Diagrama de recorridos ...................................................................... 80
Gráfica 15. Capacidad máxima de almacenamiento. ............................................ 81
Gráfica 16. Diagrama de espacios ........................................................................ 83
Gráfica 17. Proceso general propuesto ................................................................. 93

LISTA DE TABLAS
Tabla 1 Clasificación de almacenes. ..................................................................... 15
Tabla 2. Detalle del plan de trabajo. ...................................................................... 22
Tabla 3. Control de ingresos ................................................................................. 27
Tabla 4. Diagrama de flujo de ingreso físico de materiales ................................... 32
Tabla 5. Diagrama de flujo de ingreso lógico de materiales .................................. 33
Tabla 6. Número de ciclos a estudiar utilizando el criterio de la Westinghouse .... 34
Tabla 7. Número de observaciones necesarias según la General Electric. .......... 35
Tabla 8. Sistema de calificación de habilidades de Westinghouse ....................... 36
Tabla 9. Sistema de calificación de esfuerzo de Westinghouse ............................ 36
Tabla 10. Sistema de calificación de condiciones de Westinhouse ....................... 37
Tabla 11. Sistema de calificación de consistencia de Westinhouse ...................... 37
Tabla 12. Suplementos recomendados por la ILO ................................................ 41
Tabla 13. Tiempo de ingreso físico de materiales. ................................................ 42
Tabla 14. Tiempo de ingreso físico de materiales. ................................................ 44
Tabla 15. Diagrama de flujo entrega a dispensación. ........................................... 55
Tabla 16. Diagrama de flujo entrega a envase. ..................................................... 56
Tabla 17. Diagrama de flujo entrega a blisteado. .................................................. 57
Tabla 18. Diagrama de flujo entrega a envase. ..................................................... 58
Tabla 19. Tiempo de entrega a dispensación........................................................ 60
Tabla 20. Tiempo de entrega a envase. ................................................................ 62
Tabla 21. Tiempo de entrega a blisteado. ............................................................. 64
Tabla 22. Tiempo de entrega a empaque. ............................................................ 66
Tabla 23. Clasificación ABC mensual de producto terminado. .............................. 76
Tabla 24. Grados proximidad ................................................................................ 78
Tabla 25. Motivos de proximidad ........................................................................... 78
Tabla 26. Áreas diagrama de actividades ............................................................. 78
Tabla 27. Matriz relacional de actividades. ........................................................... 79
Tabla 28. Calificación de las relaciones SLP......................................................... 80
Tabla 29. Resumen relaciones de actividades ...................................................... 82
Tabla 30. Eficiencia del resultado del SLP ............................................................ 84
Tabla 31. Diagrama proceso ingreso lógico propuesto ......................................... 94
Tabla 32. Diagrama proceso ingreso lógico propuesto ......................................... 95
Tabla 33. Estudio de tiempos ingreso físico y lógico propuesto ............................ 97
Tabla 34. Diagrama proceso entrega a dispensación propuesto .......................... 98
Tabla 35. Diagrama proceso entrega a blisteado propuesto ................................. 99
Tabla 36. Diagrama proceso de entrega a envase propuesto ............................. 100
Tabla 37. Diagrama proceso entrega a empaque propuesto .............................. 101
Tabla 38. Estudio de tiempos entrega a dispensación propuesto ....................... 103
Tabla 39. Estudio de tiempos de entrega a blisteado .......................................... 105

Tabla 40. Estudio de tiempos entrega envase propuesto ................................... 107
Tabla 41. Estudio de tiempos entrega empaque propuesto ................................ 108
Tabla 42. Valor de la inversión ............................................................................ 109
Tabla 43. Análisis de la inversión ........................................................................ 111

LISTA DE IMÁGENES
Imagen 1. Rótulo de identificación ........................................................................ 25
Imagen 2. Rótulo de cuarentena. .......................................................................... 25
Imagen 3. Identificación general ............................................................................ 26
Imagen 4. Rótulo de aprobado. ............................................................................. 29
Imagen 5. Acumulación y pérdida de rótulos impresos ......................................... 29
Imagen 6. Rótulo de rechazo. ............................................................................... 50
Imagen 7. Materiales en pasillos ........................................................................... 52
Imagen 8. Sobreocupación de espacio en rampa de entrada ............................... 52
Imagen 9. Rótulo de dispensación ........................................................................ 53
Imagen 10. Rótulo de muestreo. ........................................................................... 67
Imagen 11. Rótulo de identificación de saldo. ....................................................... 68
Imagen 12. Rótulos de saldo con espacios vacíos, pesos y unidades de medida
incongruentes ........................................................................................................ 68
Imagen 13. Remisión manual ................................................................................ 71
Imagen 14. Almacenamiento del cuarto de no disponibles ................................... 71

LISTADO DE PLANOS
Plano 1. Sótano, zonas de almacenamiento. ........................................................ 46
Plano 2. Primer piso, oficinas. ............................................................................... 47
Plano 3. Tercer piso, zonas de almacenamiento. .................................................. 48
Plano 4. Sexto piso, zonas de almacenamiento. ................................................... 49
Plano 5. Plano sótano, almacenamiento propuesto .............................................. 86
Plano 6. Plano primer piso, almacenamiento propuesto ....................................... 87
Plano 7. Plano sexto piso, almacenamiento propuesto ......................................... 88

LISTA DE ANEXOS
ANEXO A. LLLOP002 Recepción y almacenamiento de materiales
ANEXO B. LLLOP002- F5 Lista de chequeo ingreso de materiales
AUTORA
Melanny Samantha Mora Rey Código: 20141377060 Correo: [email protected] DIRECTOR
Ing. M. Sc ROBINSON PACHECO GARCÍA Ph. D. (c)
MODALIDAD
Pasantía EMPRESA COLOMPACK S.A. LÍNEA Y TEMA DE INVESTIGACIÓN Línea 2: GESTIÓN DE LA PRODUCCIÓN Y DE LAS OPERACIONES Tema 230: Logística y distribución TÍTULO PROPUESTA DE MEJORAMIENTO PARA EL ÁREA DE ALMACENAMIENTO DE
MATERIAS PRIMAS, MATERIALES DE ENVASE Y EMPAQUE Y PRODUCTO
FARMACÉUTICO EN LA EMPRESA COLOMPACK S.A.

3
INTRODUCCIÓN
Proponer la implementación de un proyecto de mejoramiento para todo lo que el
proceso de almacenar comprende, se generó como respuesta al crecimiento que
ha tenido COLOMPACK en sus últimos años; recientemente se ha visto que las
áreas disponibles para almacenamiento permanecen en un estado constante de
sobreocupación, y que el proceso se ha quedado insuficiente ante el incremento de
recepción de materiales que se ha presentado.
Las actividades anexas y las áreas con rol de cliente interno, han tenido una
evolución cuantitativa y cualitativa, contrario al área de almacenamiento que no ha
tenido evolución de ningún tipo; es una oportunidad de mejora profunda, que
intervine desde el principio hasta el final de la cadena de abastecimiento en las fases
contempladas, cada una de tan alta importancia para merecer una mejora e
inversión de recursos financieros y humanos para analizar, estudiar, diagnosticar,
evaluar y proponer un cambio.
La propuesta se divide en dos grandes partes; un diagnóstico detallado que
contempla todas las fases del proceso de almacenamiento, construcción de
diagramas de procesos por etapas, estudio de tiempos, análisis del espacio
disponible por niveles para almacenar y la interacción del proceso físico con el
realizado en el sistema a nivel transversal del proceso general y el análisis del
diagnóstico realizado; una segunda parte, es la propuesta, se basa en la
implementación en una re-distribución y organización de las áreas de
almacenamiento mediante la metodología de distribución System Layout Planning
o SLP, la descripción y aplicación de cada fase que éste conlleva, junto con la
selección de la mejor opción de distribución y de un sistema de codificación, en
donde se describe y se construyen los requerimientos necesarios, las ventajas,
posibles expansiones de la herramienta y; finalmente, el proceso propuesto con la
aplicación de las dos herramientas, el ahorro y la recuperación de la inversión.

4
1. JUSTIFICACIÓN
COLOMPACK S.A., es una empresa con una trayectoria de 17 años en el desarrollo,
fabricación, análisis físico químico, validaciones y asuntos regulatorios de productos
farmacéuticos para uso humano y veterinario, brindando soluciones que se adaptan
a las necesidades de los clientes. Cuenta con certificaciones de Buenas Prácticas
de Manufactura otorgadas por el INVIMA e ICA que destacan la calidad, confianza,
seguridad, garantía y compromiso de sus servicios y productos1.
Es una industria colombiana que presta servicios a nivel Nacional, su portafolio de
clientes se encuentra en crecimiento y así mismo la recepción de productos, es en
donde inicia la problemática a atacar, porque esto ocasiona un gran aumento del
nivel de trabajo; además, los acuerdos pactados con los clientes no están siendo
del todo cumplidos, COLOMPACK presta sus servicios de empresa maquiladora,
no presta servicios de bodegaje, es una custodia temporal de las materias primas,
materiales de envases y empaque mientras es fabricado el producto, pero el alto
volumen de órdenes de fabricación de algunos compradores desenfocan la atención
de los clientes que no generan órdenes de fabricación pero mantienen sus
materiales guardados en la empresa, con la promesa del envío de una próxima
orden. Esto, junto con la falta de control, responsabilidades no definidas, falta de
conocimiento y uso incorrecto de las herramientas tecnológicas con las que se
cuenta dentro del área, han convertido el almacén en un proceso lento,
desordenado, proveedor de información no confiable, demoras y errores en las
entregas y devoluciones de materiales a los clientes; generando mala imagen
empresarial y lo más preocupante, pérdidas de dinero por materiales propios y no
propios que se extravían, pero que, finalmente es la empresa la que debe hacerse
responsable del pago.
1 COLOMPACK, Especialistas en desarrollo y manufactura farmacéutica. Nosotros. [En línea]. [Consultado abril 12 de 2017]. Disponible en <http://www.colompack.com/?i=9>

5
2. OBJETIVOS
2.1 OBJETIVO GENERAL
Elaborar una propuesta de mejoramiento en el área de almacenamiento de materias
primas, materiales de envase, empaque y producto farmacéutico en la empresa
COLOMPACK S.A.
2.2 OBJETIVOS ESPECÍFICOS
Diseñar, re-distribuir y optimizar el espacio de almacenamiento aplicando la
metodología Systematic Layout Planning o SLP.
Plantear una estrategia para controlar el inventario físico y lógico de todos
los materiales en custodia del almacén por medio de la implementación de
un sistema electrónico de codificación.
Formular un flujo dentro del almacén de las materias primas, los materiales
de envase, empaque y producto terminado.
Plantear el aumento de la eficiencia de las actividades del personal auxiliar
del área de acuerdo a los roles asignados, con el uso de nueva tecnología.
6
3. DELIMITACIÓN Y ALCANCE
El propósito de este proyecto es generar una propuesta de mejoramiento en el
almacenamiento de materias primas y materiales de envase y empaque, por medio
de un diagnóstico de cada una de las partes que la actividad de almacenar lo
requiera y teniendo en cuenta la base de su funcionamiento, junto con los elementos
y recursos que influyan en el proceso; el desarrollo del proyecto es en el área de
planeación y logística, específicamente en la Bodega de COLOMPACK.
Se estima una duración de tres meses a partir de la aprobación de la propuesta de
grado; comprende dos grandes partes: el diagnóstico y la propuesta, planeadas
para cuatro y ocho semanas respectivamente.

7
4. MARCO REFERENCIAL
4.1 MARCO GEOGRÁFICO
Actualmente la Compañía se encuentra ubicada en Bogotá - Colombia,
Carrera 46 N° 20B – 34 en la localidad de Puente Aranda, barrio Ortezal.
4.1.1 DATOS DE CONTACTO
Teléfono: 316 4545
Celular comercial: 312 479 8566
Correo electrónico: [email protected]
Página web: http://www.colompack.com
4.2 MARCO ESTRATÉGICO
4.2.1 SECTOR ECONÓMICO Y MODELO DE NEGOCIO
Cantidad de empleados: 160 empleados
Clasificación código CIIU: 2100 Fabricación de productos
farmacéuticos, sustancias químicas medicinales, productos botánicos de
uso farmacéutico.
4.2.2 MISIÓN
Generar valor a clientes, empleados y accionistas mediante la prestación de
servicios integrales de Investigación, desarrollo, fabricación, análisis y
asuntos regulatorios en la industria farmacéutica humana y veterinaria.
4.2.3 VISIÓN
En el 2020, COLOMPACK S.A. estará posicionada como la empresa que
ofrece las mejores soluciones integrales en desarrollo, fabricación, análisis y
asuntos regulatorios para la industria farmacéutica humana y veterinaria en
Colombia, Sur y Centro América.
4.2.4 PRINCIPIOS
Orientación al cliente: La necesidad de sus clientes es su prioridad,
enfocan todos sus procesos con base en las prioridades del cliente.
Calidad: Un servicio diferenciador integral de fabricación, asuntos
regulatorios y transferencia tecnológica.
Soporte técnico: Cuentan con un equipo profesional multidisciplinario
atento a prestar acompañamiento integral a los productos de sus clientes.
Confidencialidad: Es una compañía de servicios que no tiene productos
propios, garantizando así la protección de la información de los productos
de sus clientes.

8
4.2.5 ESTRUCTURA ORGANIZACIONAL
Gráfica 1. Estructura organización. Fuente: SGC Colompack S.A.

9
4.3 MARCO DE TEÓRICO
La gestión de la cadena de suministro o Supply Chain Management (SCM) se
adopta como fundamento del desarrollo de la propuesta dentro de las etapas de
almacenamiento y en el análisis de las áreas que participan en el rol de cliente
interno, es la estrategia global encargada de gestionar conjuntamente las
funciones, procesos, actividades y agentes que componen la cadena de
suministro. Se pretende que cada función, proceso y actividad deje de
comportarse de forma aislada, procurando alcanzar sus propios objetivos; se
trata de que los agentes que componen la cadena de suministro se embarquen
en un proyecto común que permita avanzar a todo el equipo hacia objetivos
comunes.
Gráfica 2. Cadena de suministro. Fuente: GOMEZ APARICIO, Juan Miguel, Gestión Logística y Comercial. Mc Graw Hill. Madrid 2013
Las empresas y sus cadenas de suministro actúan en entornos cada vez más
competitivos, debido, entre otras causas, al desequilibrio entre la oferta y la
demanda de los mercados, al consecuente incremento del poder de los
consumidores y a los efectos de la globalización2.
2 Adaptado de Manual Básico de Logística Integral. Ediciones Díaz de Santos S.A., Madrid 2013, p. 1-2.

10
4.3.1 LOGÍSTICA INTEGRAL3
La Logística Integral se refiere al concepto tradicional de coste total, donde
se analiza la gestión coordinada de todas las actividades operativas de la
empresa. La premisa básica es bastante simple: existen trade-offs entre los
diferentes componentes logísticos (almacenamiento, transporte, inventario,
servicio al cliente, compras, fabricación y preparación de maquinaria), y la
única forma de obtener un desempeño óptimo es viendo estos procesos
como un todo. Esta visión holística permite que tomemos decisiones
acertadas que beneficien el sistema global y no únicamente uno de los
componentes en detrimento de otro. Es un concepto que tiene bastante
lógica; sin embargo, y a pesar de ser bastante antiguo, sólo una tercera parte
de las empresas que operan hoy en día logran obtener una buena integración
de sus actividades logísticas. Desde el punto de vista externo, el concepto
de Logística Integral se convierte en otra forma de denominar la SCM, puesto
que se refiere a esa coordinación en integración de actividades a lo largo de
la cadena de suministros.
La comunidad logística conoce que la Logística Integral puede mejorar tanto
los niveles de costes como el servicio al cliente; este hecho es una realidad
desde hace ya bastante tiempo. Las empresas que han asumido el concepto
de Logística Integral o el de Coste Logístico Total han logrado posiciones
competitivas bastante atractivas. El concepto de Coste Logístico Total está
basado precisamente en la interrelación existente entre los costes de
suministro, fabricación y distribución. En otras palabras, los costes de
aprovisionamientos, inventario, transporte, producción, preparación,
distribución, almacenamiento, servicio al consumidor, entre otros costes
logísticos, son interdependientes. Un cambio en cualquiera de estas
actividades influenciará las otras, y, en ocasiones, al intentar disminuir los
costes de una sola de estas actividades, podríamos hacer que el coste
logístico total fuera superior.
4.3.2 DISTRIBUCIÓN FLUIDA4
Una forma de ver o entender precisamente la Logística Integral, es a través
del concepto operativo conocido como Operaciones Fluidas de Distribución
y Producción. Un gran número de compañías están moviéndose
agresivamente hacia este nuevo panorama logístico. Esta teoría representa
la última forma de SCM e integración de canales, y proporciona incontables
ventajas competitivas a las compañías que lo están integrando a su negocio.
El concepto de Operaciones Fluidas ve el flujo del producto a través de la
3 Las Claves del Supply Chain, Gestión de la cadena de suministro. Instituto Aragonés de Fomento, Zaragoza
2002, p. 12-13. 4 Las Claves del Supply Chain, Gestión de la cadena de suministro. Instituto Aragonés de Fomento, Zaragoza
2002, p. 14-15.

11
cadena de suministros como si fuera por un oleoducto. Sin ser un concepto
realmente nuevo, puesto que está basado en los mismos criterios de logística
integral y coste total, representa una ayuda importante por la capacidad que
tiene de trascender las políticas internas de las empresas y permitir avanzar
en la integración funcional y la efectividad operacional.
El concepto es realmente simple y busca que los directivos piensen acerca
de sus actividades de suministro, fabricación y distribución como un
oleoducto integrado. La idea es la de analizar la interacción de cada una de
esas actividades como parte del sistema integral y determinar el nivel de
desempeño de ese sistema a través de tres dimensiones: suministro,
fabricación y distribución.
Gráfica 3. Distribución fluida
Fuente: GOMEZ APARICIO, Juan Miguel, Gestión Logística y Comercial. Mc Graw Hill.
Madrid 2013
Coste: el coste total de procesar y mover los materiales desde la fuente
al punto de consumo.
Servicio: incluye elementos tales como confianza en la entrega,
comportamiento de los inventarios y tiempos de entrega.
Velocidad: el tiempo que lleva mover los productos a través de la
“tubería”. Está directamente relacionada con los niveles de inventario en
el oleoducto y con la flexibilidad del oleoducto para responder a los
cambios del mercado.

12
Elementos clave de la distribución fluida:
Visibilidad de inventario
Las operaciones fluidas necesitan una visión de las ratios de utilización
de producto a través del canal de suministros. Estas empresas, por lo
tanto, emplean información de punto de venta para monitorizar las ratios
de utilización al nivel de detallista y utilizarlos en la previsión de largo
plazo, la previsión de corto plazo queda eliminada en esta metodología,
con el fin de medir la eficacia promocional y proporcionar una visión
completa de los niveles de inventario en todos los puntos de la cadena de
suministro.
Gestionar el flujo, no el aprovisionamiento
La gestión de inventarios en un ambiente de distribución fluida se
concentra en gestionar el flujo de productos a lo largo del canal, de forma
opuesta a los inventarios tradicionales de reaprovisionamiento.
Los sistemas de operaciones fluidas necesitan que los fabricantes vean
la cadena de suministro como una tubería. La compañía, por lo tanto,
debe concentrarse en establecer el tamaño correcto de la tubería, tanto
como en gestionar el flujo de productos a través de ella. El resultado es
una política de “uno entra/uno sale”, la cual necesita un replanteamiento
de las políticas tradicionales de gestión de inventarios.
Distribución flexible
Las operaciones de distribución están configuradas de tal manera que
sean rápidas y flexibles. Por lo tanto, operaciones de “cross-docking” y
envíos directos entre plantas juegan un papel muy importante en las
operaciones fluidas, para lo cual se utilizan comúnmente los medios de
transporte más rápidos. Adicionalmente, esta metodología pone un mayor
énfasis en la gestión de inventarios que en los métodos tradicionales de
distribución.
Fabricación JIT
La teoría de operaciones fluidas necesita que los fabricantes realicen
cambios rápidos, con el fin de obtener tiradas de producción más cortas.
Adicionalmente, los fabricantes deben ser lo suficientemente flexibles
para responder a los cambios en la demanda, por lo cual la flexibilidad es
un elemento que está presente en todos los sistemas de operaciones
fluidas a través de orientaciones de planificación de capacidad que
involucren los picos de producción.

13
Cohesión interfuncional
Los roles funcionales son secundarios para la gestión de procesos en las
operaciones fluidas. Los sistemas de medición están diseñados
principalmente para monitorizar el desempeño total del sistema (coste
total, rendimiento agregado de los activos, servicio al consumidor, etc).
Sistemas de información avanzados
Los sistemas de información avanzados son una parte integral de un
sistema de producción fluida. Es necesario que un sistema para
operaciones fluidas permita tener visibilidad de los estados actuales de
los inventarios con mucha precisión y de las ratios de flujo. También es
necesario poseer sistemas de soporte avanzados para la toma de
decisiones. Un sistema de operaciones fluidas proporciona ventajas
competitivas tangibles estableciendo un perfil corporativo de bajo coste,
flexible y que responde a las necesidades y directrices del mercado. El
reto en la implementación de las operaciones fluidas es que la compañía
no puede quedarse en la mitad del proceso de cambio. Esto es, la mayoría
de los componentes descritos anteriormente deben haber sido
implementados antes de poder obtener beneficios significantes. Sin
embargo, una vez terminado un sistema de producción y distribución
fluida proporciona una gran ventaja operativa. Los anteriores conceptos
han ido complementando la visión que se tiene de la cadena de
suministros y la importancia de tener una adecuada gestión de la misma.
Es cierto que, antes de pensar en avanzar hacia una integración y trabajo
conjunto con los demás socios de la cadena de suministros, es necesario
desarrollar el concepto de Logística Integral en el interior de la empresa,
unificando los criterios y la gestión de todas las actividades logísticas
internas y mejorando el flujo de las materias primas y los productos a
través de toda la organización. Sólo cuando en el ámbito interno se haya
alcanzado cierto nivel de desarrollo, será posible comenzar a buscar una
integración tanto hacia arriba como hacia abajo en la cadena de
suministros.
4.3.3 ALMACÉN5
El almacén es el recinto donde se realizan las funciones de recepción,
manipulación, conservación, protección y posterior expedición de productos.
El almacén tiene como objetivo efectuar las operaciones y actividades
necesarias para suministrar los materiales o productos en condiciones
óptimas de uso y en el momento oportuno, de manera que se eviten
paralizaciones por falta de ellos o inmovilizaciones de capitales por su
acumulación.
5 GOMEZ APARICIO, Juan Miguel, Gestión Logística y Comercial. Mc Graw Hill. Madrid 2013, p. 120 a 122

14
Razones fundamentales de la existencia de los almacenes:
Evitar desequilibrios en los ritmos de aprovisionamiento y producción
Evitar desequilibrios entre la demanda y la oferta de los productos
Optimizar los recursos financieros derivados del coste de los materiales
en el almacén
4.3.4 CLASES DE ALMACENES
De acuerdo con el propósito de la logística, a continuación, se describen
algunos aspectos que permiten clasificar los diferentes tipos de almacenes,
de acuerdo al departamento en donde se ubican:
Almacenes de entrada (departamento de aprovisionamiento): son los
que regulan el flujo interno de materiales para la realización del proceso
de fabricación: materias primas, productos incorporales y productos en
curso.
Almacenes de salida (departamento de distribución): se refieren al
mismo concepto anterior, pero destinado a los productos terminados.

15
Otros criterios para clasificar los almacenes son:
Tabla 1 Clasificación de almacenes. Fuente: GOMEZ APARICIO, Juan Miguel, Gestión Logística y Comercial. Mc Graw Hill. Madrid 2013, Capítulo 5 El almacén dentro de la red logística.
Un tipo especial de almacén son los denominados cross-docking. Están ubicados
en zonas estratégicas, y trabajan sin stocks. En ellos se realiza la recepción,
verificación y distribución física inmediata de los pedidos.
Los almacenes de cross-docking presentan el inconveniente de no servir los
pedidos urgentes, al no tener capacidad de stocks.

16
4.3.5 DISTRIBUCIÓN EN PLANTA O LAYOUT6
La distribución en planta consiste en la ordenación física de los factores y
elementos industriales que participan en el proceso productivo de la
empresa, en la distribución del área, en la determinación de las figuras,
formas relativas y ubicación de los distintos departamentos.
El principal objetivo es que esta disposición de elementos sea eficiente y se
realice de forma tal, que contribuya satisfactoriamente a la consecución de
los fines fijados por la empresa.
Sea cual sea la situación desencadenante por la cual se acomete el estudio
sobre la implantación de una distribución en planta y que necesariamente, se
englobará dentro de alguna de las siguientes categorías:
Proyecto de una planta completamente nueva
Expansión o traslado de una ya existente
Reordenación de una distribución ya existente
Ajustes menores en distribuciones ya existentes
La preocupación por la eficiencia en los métodos productivos se ha
mantenido a lo largo del tiempo y viene causada principalmente por el hecho
de la escasez de recursos. Sin embargo, consideraciones relativas al diseño
que debería adoptar un área o en el mejor de los casos, al mismo arquitecto
que proyectaba el edificio, pero en ninguno de los dos casos se recurría a
reglas establecidas o criterio sólidos
En las últimas décadas, esta discrecionalidad se ha soslayado en cierta
medida gracias a la elaboración de una serie de principios que intentan
ayudar en tarea de diseño, criterios cuyo seguimiento redundará, en buena
medida, en el éxito de la distribución y, por ende, en los resultados de la
empresa:
Principio de integración de conjunto: La mejor distribución será aquella
que integre y armonice a los trabajadores de los diferentes
departamentos, los materiales, la maquinaria, las actividades auxiliares,
así como cualquier otro factor, bajo una visión de conjunto, de modo que
cada uno de ellos esté relacionado con los demás y con el total,
resultando el compromiso mejor entre todas las partes.
Principio de la mínima distancia recorrida: Persigue el facilitar un
movimiento satisfactorio de materiales y personal, y un eficaz mecanismo
de control de dicho movimiento.
A igualdad de condiciones, será siempre mejor aquella distribución que
permita que la distancia a recorrer por el material y el personal entre
6 GARCÍA DE LA FUENTE, David. Distribución en planta, Universidad de Oviedo, p. 3 - 8

17
operaciones sea más corta, ya que ello se traducirá en reducción de
manutención.
Principio de circulación: En igualdad de condiciones, es mejor la
distribución que ordene las áreas de trabajo de modo que cada operación
o proceso esté en el mismo orden o secuencia en que se transforman,
tratan o montan los materiales.
Principio de espacio cúbico: Intentar asegurar la adecuada asignación
y utilización eficiente de espacio, tanto en los centros de producción como
en los departamentos de servicios. La economía se obtiene utilizando de
un modo efectivo todo el espacio disponible, tanto vertical como en
horizontal, sobre todo, en aquel caso en que no tengamos delimitación
del espacio impuesta por paredes, techos y demás.
Principio de satisfacción y seguridad de los trabajadores: Entre dos
distribuciones semejantes, siempre será más eficiente aquella
distribución que permita el desarrollo del trabajo de una forma más
satisfactoria y segura para los trabajadores.
Principio de la flexibilidad: Es muy importante que la flexibilidad sea un
atributo de la ordenación finalmente elegida, entendiendo como flexible
aquella ordenación de elementos que facilite cualquier reajuste posterior
que se revele necesario efectuar en un futuro a fin de adaptarse a nuevas
situaciones.
4.4 MARCO CONCEPTUAL
AREA BLANCA: o área limpia cuenta con un control definido del medio
ambiente respecto a la contaminación con partículas, microorganismos,
cuenta con instalaciones construidas y usadas de tal manera que se reduzca
la introducción, generación y retención de contaminantes dentro del área, allí
se encuentra expuesto el producto.
AREA GRIS: se encuentra en una interface entre un área negra una limpia.
AREA NEGRA: no tiene algún control ambiental o de limpieza específico.
BLISTER: envase para medicamentos dosificados en tabletas o cápsulas,
que consiste en un soporte de aluminio sobre el que va pegada una lámina
de plástico transparente con cavidades en las que se alojan las cápsulas o
tabletas.
BPA: con un conjunto de normas mínimas para el almacenamiento de
productos y tiene por objeto enunciar los estándares vigentes que deben ser
observados, los cuales deben satisfacer criterios de calidad establecidos7.
BPM: son los principios básicos y prácticas generales de higiene en la
manipulación, preparación, elaboración, envasado, almacenamiento,
transporte y distribución de alimentos, medicamentos, cosméticos, aparatos
7 Notas de curso BPM para la industria cosmética y farmacéutica. Sesión BPA. Universidad Nacional de
Colombia. Julio 2017
18
médicos, productos biológicos y derivados sanguíneos, con el objeto de
garantizar que los productos se fabriquen en condiciones sanitarias
adecuadas y se disminuyan los riesgos inherentes a la producción8.
CADENA DE SUMNISTRO: la cadena de suministro es el conjunto de
funciones, procesos y actividades que permiten que la materia prima,
productos o servicios sean transformados, entregados y consumidos por el
cliente final.9
ENEM: se refiere a materiales de envase y empaque.
ESCLUSA: lugar cerrado, con dos puertas, que se interpone entre dos o más
ambientes con diferentes requerimientos de limpieza10.
EXCIPIENTE: un excipiente es todo componente, distinto de la sustancia o
las sustancias activas, agregado intencionalmente a la formulación de una
forma farmacéutica11.
HOJA DE CARGA (HC): es el listado del picking a alistar por el área de
bodega, en él se encuentra el nombre del cliente, del producto a fabricar, la
materia prima o material de enem, de acuerdo al área de planta a atender, el
pedido al que va amarrado, el número de lote interno y la cantidad solicitada.
Es generado por el sistema ERP.
MERMA: es la pérdida que se produce antes de que los materiales sean
transformados, generalmente se presenta en el proceso de dispensación.
PREDISPENSADO: materias primas y materiales de enem, que son
entregados por el cliente a la maquila en la cantidad exacta que se utilizará
para la fabricación.
PRINCIPIO ACTIVO: cualquier sustancia o mezcla de sustancias destinada
a ser parte de una forma de dosificación farmacéutica y que, cuando se
utiliza, se convierte en un ingrediente activo de esa forma de dosificación
farmacéutica. Tales sustancias están destinadas a proporcionar actividad
farmacológica u otro efecto directo en el diagnóstico, cura, mitigación,
tratamiento o prevención de la enfermedad, o para afectar la estructura y la
función cuerpo12.
8 Notas de curso BPM para la industria cosmética y farmaceútica. Sesión BPM. Universidad Nacional de
Colombia. Julio 2017 9 Las Claves del Supply Chain, Gestión de la cadena de suministro. Instituto Aragonés de Fomento, Zaragoza 2002, p. 225 10 Informe 40 OMS. Anexo 2 11 USP 38 NF 33 Tomo 1. Preliminares vii 12 Informe 37 OMS, p. 39

19
4.5 MARCO LEGAL
En la industria farmacéutica la legislación es un punto crítico de control, los
medicamente fabricados son de consumo humano y animal, así que los entes
regulatorios que vigilan la operación es el INVIMA y el ICA, basados en la
normatividad nacional vigente:
Actualmente es el informe técnico N°32 especificaciones para las
preparaciones farmacéuticas de la OMS del año 1992, a partir de octubre del
2019 será el informe 37 del año 2003 el de obligatorio cumplimiento.
Resolución 1160 de 2016, Manuales de Buenas Prácticas de Manufactura y
las Guías de Inspección de Laboratorios o establecimientos de producción
de medicamentos, para la obtención del certificado de Cumplimiento de las
Buenas Prácticas de Manufactura.
Decreto 549 de 2001, procedimiento para la obtención del certificado de
cumplimiento de las Buenas Prácticas de Manufactura por parte de los
laboratorios fabricantes de medicamentos que se importen o produzcan en
el país.
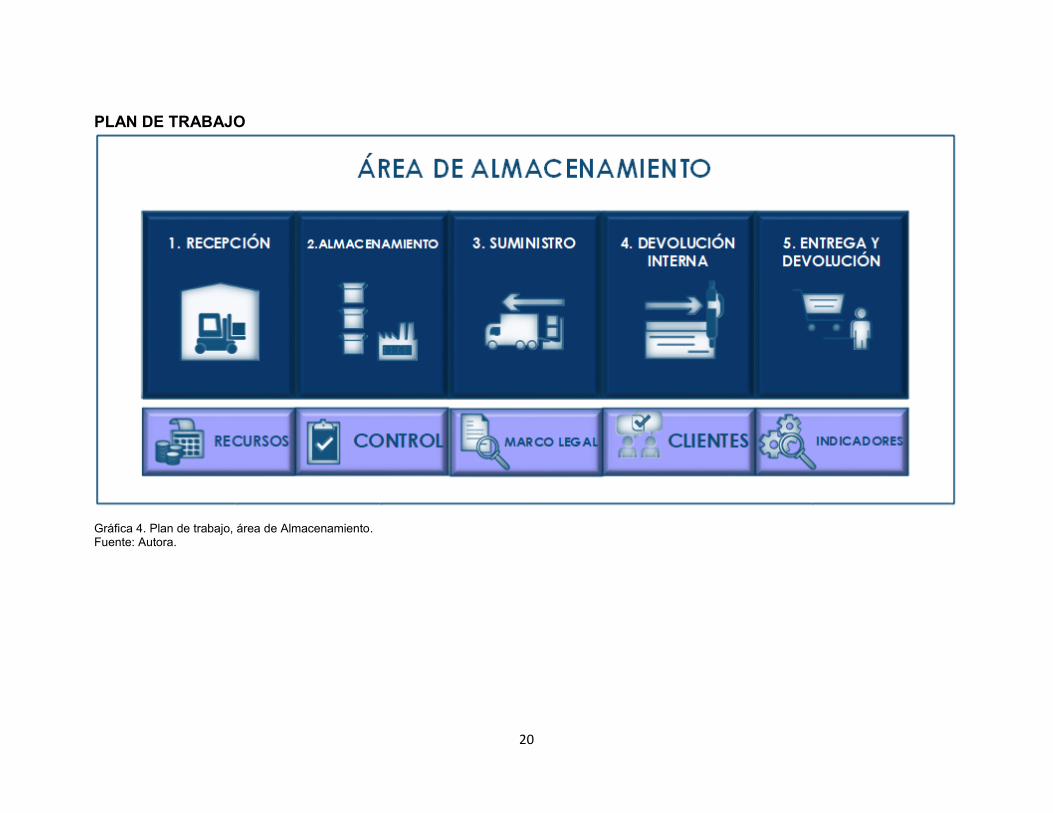
4.6 PLAN DE TRABAJO
El desarrollo de la propuesta de mejora inicia con un diagnóstico del estado
actual de los aspectos que intervienen en el área a estudiar.
Finalizado el diagnóstico, se continuará con la estructura de la propuesta de
mejora, implementando diferentes herramientas logísticas aplicadas a la función
del almacenamiento de materiales, teniendo en cuenta la relación costo –
beneficio, la planificación, la gestión y el control de la cadena de abastecimiento.
20
PLAN DE TRABAJO
Gráfica 4. Plan de trabajo, área de Almacenamiento. Fuente: Autora.

21
4.6.1 FASES DEL PROCESO
De acuerdo al flujo del almacenamiento y a sus funciones específicas se
establece: la fase de recepción, la fase de suministro a los clientes internos,
la fase de la devolución, y la fase de entrega y devolución a clientes externos.
Como herramienta principal y transversal del proceso, la empresa cuenta con
un sistema ERP implementado, éste se diagnosticará antes de iniciar con las
fases de funcionamiento.
FASE CONCEPTO DESCRIPCIÓN
1. SISTEMA ERP
Materia prima
Material de envase y
empaque
Documentación
Tipo de material almacenado
Zonas
Ubicaciones
Tipo de material almacenado
Zonas
Ubicaciones
Tipo de material almacenado
Zonas
Ubicaciones
Materias primas
Documentación
Material de envase
Documentación
Material de empaque
Documentación
Aluminio y PVC
Documentación
MuestreosMaterias primas y material de
envase y empaque
4. SUMINISTRO
Blisteado
Empaque
Envase
Dispensación
Sexto piso
Clientes2. RECEPCIÓN
3. ALMACENAMIENTO
Sótano
Acondicionamiento

22
Tabla 2. Detalle del plan de trabajo. Fuente: Autora
FASE CONCEPTO DESCRIPCIÓN
Materias primas
Documentación
Material de envase
Documentación
Material de empaque
Documentación
Aluminio y PVC
Documentación
Producto terminado
Materias primas
Material de envase y
empaque
Documentación
5. DEVOLUCIÓN
6. ENTREGA Y
DEVOLUCIÓN AL
CLIENTE
Cliente
Blisteado
Empaque
Envase
Dispensación

23
5. DIAGNÓSTICO
5.1 SISTEMA ERP
Una ventaja dentro del desarrollo de cualquier mejora propuesta para
COLOMPACK es, que cuenta desde el año 2014, con un Software de gestión
empresarial ERP llamado LIBRA y desarrollado por EDISA. Es una solución
tecnológica apropiada para empresas medianas y grandes, cuenta con un alto
nivel de personalización que facilita al software adaptarse a la estructura, gestión
y funcionalidad de la empresa.
Dentro de su estructura permite la integración de un seguimiento y finalización
de procesos, por medio de una herramienta llamada, Gestor de Procesos,
basado en Business Process Management o BPM, por medio del que se han
establecido varios procedimientos dentro de la compañía, en mayor parte para
el área de Contabilidad, Gestión Humana y Comercial; para el área de
Planeación y Logística no han sido incorporados sus procesos al BPM,
principalmente, porque los procesos no se han establecido de forma definitiva;
en creación, actualmente se encuentra el proceso de ingreso de materiales de
terceros. La función del Gestor de Procesos, es alertar al usuario que interviene
en cada paso, que debe ejecutar la tarea correspondiente, para dar continuidad
y final correcto a un determinado proceso.
Es una herramienta muy amplia, que en el corto tiempo que tiene de
implementación han sido ajustados y validados los programas que contiene, por
lo mismo, los procesos continúan en ajuste para ser manejados de la mejor
forma posible dentro del ERP. Referente al proceso de almacenamiento, las
siguientes actividades que influyen en él se realizan en el sistema:
Ingreso al sistema de todas las materias primas y materiales de envase y
empaque de terceros y propias.
Generación de un rótulo adhesivo de todo lo ingresa al sistema para
identificarlo.
Aprobación y rechazo de materiales y materias primas, por parte del área de
Control de Calidad.
Asignación de materiales y materias primas a una hoja de carga para
alistamiento de las órdenes de fabricación.
Consumo de inventario.
Devoluciones al cliente, idealmente una vez finaliza la orden de fabricación y
es entregado el producto terminado.
Los puntos anteriores serán tratados con más detalle en los siguientes
numerales.
24
5.2 RECEPCIÓN
5.2.1 PROCESO ACTUAL
Los materiales llegan a las instalaciones de COLOMPACK; los auxiliares de
bodega se encargan de recibir la documentación, revisar que cumpla con las
especificaciones exigidas por la Compañía: fecha de vencimiento mayor a
tres meses, coincidencia de lotes y que los certificados de los materiales se
encuentren completos. Diligenciar la LLLOP002- F5 Lista de Chequeo de
ingreso de materiales (ver anexo B), que evalúa la conformidad de lo que se
está recibiendo, en caso de que algo no cumpla, se informa al supervisor y
se llega a un acuerdo con el cliente, de acuerdo con el caso: si es por
documentación incompleta generalmente el cliente la hace llegar por correo
electrónico, si es por fechas de vencimiento debe confirmarse con el cliente
si son materiales para re-análisis, de lo contrario no pueden recibirse una vez
tomada la decisión se descargan los materiales conformes. El material debe
ubicarse en la ZONA DE RECEPCIÓN correspondiente, según el tipo de
material, las materias primas son almacenadas en el sótano y los materiales
de ENEM en el sexto piso.
Cuando ingresa material de ENEM se transporta hasta el sexto piso, si es
posible inmediatamente, pero en muchas ocasiones no es así, debido a que
el ascensor se necesita para otras actividades por lo que puede quedar en el
sótano varios días, ocupando espacio necesario para ubicar los alistamientos
de materias primas para dispensación.
Posteriormente, la documentación es entregada a un auxiliar encargado de
realizar el ingreso lógico de los materiales, por el sistema LIBRA, debe
realizar dos operaciones: ingresar el material y trasladarlo de la zona de
recepción a ZONA GENERAL.
5.2.1.1 Ingreso físico de material
Una vez en las instalaciones de la Compañía, el material es ubicado de
acuerdo al espacio disponible, la zona de recepción no es suficiente así que
se ubica en la rampa de la entrada o en su defecto en los pasillos. Al
realizarse el ingreso en sistema, el material debe ser identificado físicamente
con el rótulo generado y el respectivo rótulo de cuarentena, posteriormente,
ubicado en el rack de acuerdo al cliente propietario.
5.2.1.2 Ingreso lógico de material
Se realiza de acuerdo a las prioridades informadas por el área de planeación
y logística, cuando no es así se hace de acuerdo al orden de llegada del
material a las instalaciones de la empresa. Se ingresa por el módulo de
entrada de mercancía y se ejecutan los pasos descritos en el procedimiento
LLLOP002 Recepción y almacenamiento de materiales, ver anexo A, versión
vigente, el realizar el ingreso de mercancía, el sistema genera un rótulo de

25
identificación interno en una impresora térmica, el auxiliar debe definir la
cantidad de éstos a imprimir y continuar con el cambio de zona de la entrada
realizada; retirar los rótulos de la impresora y diligenciar los rótulos de
cuarentena con los datos del material ingresado, éstos dos rótulos deben ser
pegados en cada recipiente recibido.
Imagen 1. Rótulo de identificación Fuente: Procedimiento CLLOP04-F1 Recepción y almacenamiento de materiales de terceros, SGC Colompack.
Imagen 2. Rótulo de cuarentena. Fuente: Procedimiento C09033-01 Definición de los estados de calidad. SGC Colompack.
La identificación de los materiales de ENEM se realiza con un rótulo de
identificación general, no se realiza una identificación individual como en el
caso de las materias primas. Así que sólo hay una identificación para más de
una caja, en caso de que el mismo material se entregue para más de una
orden de fabricación debe generarse nuevamente la identificación.

26
Imagen 3. Identificación general Fuente: SGC Colompack
El ingreso físico y el ingreso lógico de los materiales no se hace de manera
simultánea, en su mayoría por el exceso de ingresos pendientes,
documentación incompleta, inconsistencias en el lote del certificado y la
remisión o por fechas de vencimiento menores a tres meses. Entonces, la
cadena de abastecimiento inicia por defecto con una demora de 4 a 10 días,
más el tiempo que demora la rotulación; se convierte también en una fuente
de incumplimiento de las BPM por confusión de materiales y clientes
propietarios al no contar con identificación correspondiente.
Durante las semanas comprendidas entre el 2 de mayo y el 3 de junio (5
semanas), se realizó la medición de la cantidad de ingresos físicos a las
instalaciones de COLOMPACK “Entradas” y la cantidad de ingresos al
sistema Libra “Ingresos”, actualmente una auxiliar de bodega es la
responsable de los ingresos al sistema, se calculó la cantidad de ingresos
realizados en menos de 7 días después de la fecha de entrada, el tiempo de
demora del total de ingresos realizados en menos de 7 días y el lead time
total.

27
Tabla 3. Control de ingresos Fuente: autora
CANT ART
ENTRADAS 245
INGRESOS 200
> 7DÍAS 179
≤ 7DÍAS 21
LEAD TIME
> 7 DÍAS 9
≤ 7 DÍAS 4,0
TOTAL 7,5
TASA PROMEDIO DE
INGRESOS DIARIOS26,7
SEM 18
02/05/17 - 06/05/17
CANT ART
ENTRADAS 302
INGRESOS 212
> 7DÍAS 187
≤ 7DÍAS 25
LEAD TIME
> 7DÍAS 8,2
≤ 7DÍAS 5,8
TOTAL 7,9
TASA PROMEDIO
DE INGRESOS
DIARIOS
26,8
SEM 19
08/05/17 - 13/05/17
CANT ART
ENTRADAS 210
INGRESOS 245
> 7DÍAS 137
≤ 7DÍAS 108
LEAD TIME
> 7DÍAS 8,5
≤ 7DÍAS 6,0
TOTAL 8,9
TASA PROMEDIO
DE INGRESOS
DIARIOS
27,5
SEM 20
15/05/17 - 20/05/17
CANT ART
ENTRADAS 206
INGRESOS 173
> 7DÍAS 61
≤ 7DÍAS 112
LEAD TIME
> 7DÍAS 9,6
≤ 7DÍAS 5,0
TOTAL 7,3
TASA PROMEDIO
DE INGRESOS
DIARIOS
23,7
SEM 22
30/05/17 - 03/06/17
CANT ART
ENTRADAS 176
INGRESOS 238
> 7DÍAS 174
≤ 7DÍAS 64
LEAD TIME
> 7DÍAS 7,4
≤ 7DÍAS 6,8
TOTAL 7,8
TASA PROMEDIO
DE INGRESOS
DIARIOS
30,5
SEM 21
22/05/17 - 27/05/17

28
Gráfica 5. Lead time de ingresos lógicos vs. Ingresos físicos Fuente: Autora

29
Una vez ingresado el material al sistema, por defecto entra a una zona de
recepción, debe cambiarse a zona general para que el área de control de
calidad proceda con la aprobación en sistema, físicamente, lo realiza con un
rótulo de aprobado que debe diligenciar y luego pegar sobre el rótulo de
cuarentena en cada recipiente, sólo así pueden ser entregadas las materias
primas y los materiales de enem a producción; la aprobación física se realiza
únicamente si el material tiene rótulo de identificación y rótulo de cuarentena,
estos no son puestos en el momento del ingreso al sistema pero si son
generados, así que se acumulan por largos periodos de tiempo, lo que
ocasiona pérdida de los mismos, desperdicio de recursos y demoras a las
áreas que dependen de este proceso.
Imagen 4. Rótulo de aprobado. Fuente: Procedimiento C09033-01 Definición de los estados de calidad. SGC COLOMPACK.
Imagen 5. Acumulación y pérdida de rótulos impresos Fuente: Autora
5.2.2 DIAGRAMA DE FLUJO DEL PROCESO
El diagrama de flujo del proceso registra costos ocultos no productivos, como
distancias recorridas, retrasos y almacenamientos temporales. Una vez
detectados estos periodos no productivos se pueden tomar medidas para
minimizarlos y, por ende, sus costos. Además de registrar las operaciones e
inspecciones, estos diagramas muestran todos los movimientos y
almacenamientos de un artículo en su paso por la planta. Usa un símbolo
para cada registro, una flecha significa transporte, que se puede definir como
mover un objeto de un lugar a otro, excepto cuando el movimiento se lleva a
cabo durante el curso normal de una operación o inspección. Una D
mayúscula indica demora que ocurre cuando no se permite el procesamiento
inmediato de una parte en la siguiente estación de trabajo. Un triángulo

30
equilátero sobre un vértice significa un almacenamiento, que sucede cuando
una parte se detiene y se protege contra el movimiento no autorizado13
Gráfica 6. Conjunto estándar de símbolos para diagramas de proceso según la ASME. Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11a. México 2004
13 Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega.
ED. 11a. México 2004.

31
Gráfica 7. Símbolos no estándar para los diagramas de proceso. Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11a. México 2004
5.2.2.1 DIAGRAMA DE FLUJO DE LA FASE DE RECEPCIÓN
Con el fin de evaluar los procesos anteriormente descritos se crea y
analiza el diagrama de flujo para cada una de las tareas de la fase de
recepción y posteriormente se presentará para la fase de suministro. Se
definen las tareas del proceso a evaluar y se especifica la ubicación
espacial en donde se encuentra el auxiliar que realiza el proceso.

32
5.2.2.2.1 Diagrama de flujo de ingreso físico de materiales
Tabla 4. Diagrama de flujo de ingreso físico de materiales Fuente: Autora
FECHA: Mayo, junio 2017
PROCESO: Ingreso físico de materiales
UBICACIÓN INICIAL: Entrada del almacén
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la documentación y rev isar el cumplimiento de
las especificaciones documentales requeridas
Descargar los materiales del camión
Ingresar los materiales a la bodega
Ubicar las materias primas en la zona de recepción
Diligenciar la LLLOP002- F5 Lista de Chequeo
Entregar la documentación para el ingreso lógico de
la mercancía
Solicitar y esperar el ascensor de carga
Cargar los materiales de enem
Subirlos al sexto piso
Descargarlos y ubicarlos en la zona de recepción
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
TOTAL
DIAGRAMA DE PROCESO
SÍMBOLO
COLABORADOR: Auxiliar de
bodega
RESUMEN
ACTUAL PROPUESTO AHORRO
MÉTODO: Actual
2
0
1
2
2
3
10

33
5.2.2.2.2 Diagrama de flujo de ingreso lógico de materiales
Tabla 5. Diagrama de flujo de ingreso lógico de materiales Fuente: Autora
FECHA: Mayo, junio 2017
PROCESO: Ingreso lógico de materiales
UBICACIÓN INICIAL: Oficina de almacén/rampla de descenso
DESCRIPCIÓN DE LA ACTIVIDAD
Revisar documentación
Separar la documentación: materias primas y material
de enem
Ingresar al sistema y realizar la entrada de mercancía
Imprimir el rótulo de identificación
Realizar cambio de zona, salir del sistema
Llevar la documentación al laboratorio
Registrar en la bitácora la entrega por remisión y tipo
de material
Volver a la bodega
Diligenciar los rótulos de cuarentena de acuerdo a los
rótulos impresos
Identificar los materiales en el sótano
Generar rótulo de identificación general para
materiales de enem
Dirigirse al sexto piso
Identificar los materiales en el sexto piso
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de
bodega
MÉTODO: Actual
SÍMBOLO
RESUMEN
ACTUAL PROPUESTO AHORRO
8
3
0
1
13
0
1

34
5.2.3 ESTUDIO DE TIEMPOS
El estudio de tiempos es una técnica para determinar con la mayor
exactitud posible, partiendo de un número limitado de observaciones, el
tiempo necesario para ejecutar una tarea definida y actualizada con base a
una norma de rendimiento establecida.
La cantidad de ciclos a observar se puede determinar de acuerdo a la
opinión del analista, por acuerdo entre la organización y el sindicato. La OIT
recomienda por lo menos 50 observaciones para ciclos de trabajo con
elementos cortos y 20 o 30 para ciclos con elementos largos. Existen tablas
para determinar la cantidad de ciclos a observar emitidas por las empresas
Westinghouse Electric y General Electric14.
Tabla 6. Número de ciclos a estudiar utilizando el criterio de la Westinghouse Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004
14 Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed.
Alfaomega. ED. 11a. México 2004

35
Tabla 7. Número de observaciones necesarias según la General Electric. Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004
Para todos los procesos del área de almacenamiento se usará para
calcular el número de ciclos a cronometrar la tabla de criterio de la
General Electric, que contempla ciclos entre 0.10 minutos y más de 40
minutos; contrario a la tabla de criterios de la Westinghouse que aplica
para operaciones muy repetitivas realizadas por operarios muy
especializados.
Calificación del desempeño15: uno de los sistemas de calificación
más antiguos y con mayor aplicación fue desarrollado por la
Westinghouse Electric Corporation, este método considera cuatro
factores para evaluar el desempeño del operario: habilidad, esfuerzo,
condiciones y consistencia.
Habilidad: es el resultado de la experiencia y las aptitudes inherentes
de coordinación natural y ritmo. La habilidad de una persona en una
operación dada aumenta con el tiempo, debido a que, al familiarizarse
con el trabajo, tendrá más rapidez, movimientos más suaves y mayor
libertad en cuanto a titubeos y movimientos falsos. El sistema de
calificación enumera seis grados de habilidades que representan un
grado de competencia aceptable para la evaluación: malo, aceptable,
promedio, bueno, excelente y superior.
15 Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004, se toma desde el punto 6.2.3.1 hasta el punto 9.3.8.5.

36
Tabla 8. Sistema de calificación de habilidades de Westinghouse Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004 p. 415.
Esfuerzo: es representativo de la velocidad con la que se aplica la
habilidad, y el operario puede controlarla en un alto grado. Al evaluar
el esfuerzo del operario, el observador debe tener en cuenta sólo el
esfuerzo “efectivo”, para explicar esto, en ocasiones el operario aplica
un esfuerzo rápido mal dirigido para aumentar el tiempo de ciclo de
estudio y al mismo tiempo conservar un factor de calificación alto. Las
seis clases de esfuerzo para asignar calificaciones son: malo,
aceptable, promedio, bueno, excelente y excesivo.
Tabla 9. Sistema de calificación de esfuerzo de Westinghouse Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004 p. 416

37
Condiciones: las condiciones son las que afectan al operario mas no
a la operación, los elementos que afectan las condiciones de trabajo
incluyen temperatura, ventilación, luz y ruido. Las seis clases de
generales de condiciones de trabajo son: ideal, excelente, bueno,
promedio, aceptable y malo.
Tabla 10. Sistema de calificación de condiciones de Westinhouse Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004 p. 416
Consistencia: condición de realizar el trabajo en los distintos ciclos al
mismo ritmo, los valores de tiempos elementales que se repiten
constantemente tendrán una consistencia perfecta. Esta situación
ocurre rara vez, pues siempre tiende a haber una dispersión debido a
muchas variables, como la dureza de los materiales, el filo de la
herramienta de corte, los lubricantes, la habilidad y el esfuerzo del
operario y las equivocaciones en las lecturas de cronómetro. Los
elementos que tienen control mecánico también tendrán una
consistencia perfecta, pero estos elementos no se califican. Las seis
clases de consistencia son: perfecta, excelente, buena, promedio,
aceptable y mala.
Tabla 11. Sistema de calificación de consistencia de Westinhouse Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004 p. 417

38
Aplicación de la calificación: se califica el desempeño del operario
en comparación con el de un operario calificado que trabaja a un paso
estándar de desempeño, sin esfuerzo adicional y con el método
correcto. El resultado de la calificación se agrega al tiempo normal
obtenido, de acuerdo a la siguiente fórmula:
TN = TO x (1 + Calificación)16
Suplementos: el tiempo normal tomado no incluye las demoras
inevitables que quizá no fueron observadas ni algunos tiempos
perdidos legítimos. En consecuencia, se deben hacer algunos ajustes
para compensar esas pérdidas. La aplicación de estos suplementos
puede ser mucho más amplia de acuerdo a la Compañía.
Los distintos tipos de suplementos se clasifican en la siguiente figura
de acuerdo a su función:
Gráfica 8. Suplementos según su función Fuente: Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004
Suplementos por descanso: “Suplemento por descanso es el que se
añade al tiempo básico para dar al trabajador la posibilidad de
reponerse de los efectos fisiológicos y psicológicos causados por la
ejecución de determinado trabajo en determinadas condiciones y para
que pueda atender a sus necesidades personales. Su cuantía
depende de la naturaleza del trabajo.” (OIT)
Los suplementos por descanso se calculan de tal manera que
permitan al trabajador reponerse de la fatiga, fatiga es el cansancio
físico o mental, real o imaginario, que influye en su capacidad de
trabajo.
16 Niebel B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004

39
Las necesidades personales, estas no varían mucho de una persona
a otra, y aplica en los casos inevitables de abandono del puesto de
trabajo, por ejemplo, para ir a beber algo, o ir al baño.
Los suplementos variables se aplican a medida que las condiciones
de trabajo estén muy alejadas de las condiciones deseadas.
Es importante recalcar que el proceso de determinación de
suplementos por descanso, abre un espacio de reflexión acerca de las
condiciones de trabajo.
Una de las prácticas más adoptadas por las organizaciones y
propuestas por los especialistas son las denominadas "Pausas de
descanso", las cuales consisten en detener el trabajo durante diez o
quince minutos a media mañana y a media tarde, dando comúnmente
la posibilidad de tomar un refrigerio, y dejando que el trabajador utilice
según su parecer el resto de tiempo de descanso previsto. En la
práctica las pausas de descanso han producido muy buenos
resultados, permitiendo que:
Se atenúen las variaciones de rendimiento del trabajador a lo largo
del día.
Se rompa la monotonía de la jornada.
Se ofrezca a los trabajadores la posibilidad de reponerse de la
fatiga.
Se reduzcan las interrupciones del trabajo.
Suplementos por contingencias: “Suplemento por contingencias
es el margen que se incluye en el tiempo estándar para prever
legítimos añadidos de trabajo o demora que no compensa medir
exactamente porque aparecen sin frecuencia ni regularidad.” (OIT)
Esta clase de suplementos agrupa las pequeñas demoras
inevitables y los pequeños trabajos se expresan como porcentajes
del total de minutos básicos repetitivos de la tarea, porcentajes que
se suman al resto de trabajo de la tarea.
Suplementos especiales: pueden ser permanentes o pasajeros,
y suelen ir ligados más que al proceso en general, a una
circunstancia del mismo. Dentro de los suplementos especiales
más utilizados se encuentran:
Suplemento por comienzo: que compense el tiempo invertido
en los preparativos o esperas obligadas que se produzcan al
principio de un turno.
Suplemento por cierre: por concepto de los trabajos o esperas
habituales al final de la jornada.
Suplemento por limpieza: para las ocasiones en que es debido
limpiar la máquina o el lugar de trabajo.

40
Suplemento por herramientas: para las ocasiones en que sea
preciso realizar un ajuste de las mismas.
Suplemento por montaje: tiempo de alistamiento de una
máquina, o cuando se pretende fabricar un nuevo lote.
Suplemento por desmontaje: al terminar la producción y se
modifique la máquina o el proceso.
Suplemento por aprendizaje: para el operario novato que se
esté formando en un trabajo sujeto ya a un tiempo estándar.
Suplemento por formación: para el operario que guíe en el
ejercicio de su actividad a un operario en formación.
Suplemento por implantación: cuando se les pide a los
operarios que adopten un nuevo método o procedimiento.

41
Tabla 12. Suplementos recomendados por la ILO Fuente: NIEBEL B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004
Aplicaciones de los suplementos
El objetivo fundamental de todos los suplementos es agregar tiempo
suficiente al tiempo normal de producción para que el trabajador promedio
cumpla con el estándar cuando tiene un desempeño estándar, se
determina con la siguiente fórmula:
TE = TN x (1 + suplemento)
TE = Tiempo estándar
TN = Tiempo normal
5.2.3.1 ESTUDIO DE TIEMPOS DE LA FASE DE RECEPCIÓN
El estudio de tiempos es la parte complementaria de los diagramas de
procesos presentados en numerales anteriores, en la fase de recepción
de almacén y posteriormente en la fase de suministro. Las observaciones
fueron realizadas en días y momentos aleatorios durante el mes de mayo,
junio y julio del año 2017. En los formatos presentados a continuación T:
Tiempo, L: Lectura de cronómetro, el método utilizado: lectura continua,
herramienta: cronómetro.

42
5.2.3.1.1 Tiempo de ingreso físico de materiales
Tabla 13. Tiempo de ingreso físico de materiales. Fuente: Autora
FECHA: Julio 2017 COLABORADOR: Auxiliar de bodega
PROCESO: Ingreso físico de materiales MÉTODO: Actual UBICACIÓN INICIAL: Sótano
A Recibir la documentación y rev isar el cumplimiento de las especificaciones documentales requeridas
B
C Diligenciar la LLLOP002- F5 Lista de Chequeo y entregar la documentación para el ingreso lógico de la mercancía
D Solicitar el ascensor y cargar los materiales de enem
E Subirlos al sexto piso
F Descargarlos y bajar al sótano
T L T L T L T L T L T L
5,49 5,49 35,17 40,66 5,12 45,78 5,50 51,28 0,52 51,80 1,19 52,99
4,08 4,08 26,19 30,27 3,31 33,58 6,21 39,79 0,55 40,34 2,04 42,38
4,15 4,15 42,49 46,64 3,11 49,75 12,01 61,76 0,50 62,26 2,17 64,43
TIEMPO TOTAL ESTÁNDAR DEL PROCESO
HH:MM:SS
Habilidad C1 (+0,06) Fatiga básica 4%
Esfuerzo C2 (+0,02) Estar de pie 2%
Condiciones E (-0,03) 9%
TOTAL 0,05 PORCENTAJE TOTAL 15%
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
Descargar los materiales del camión, ingresar los materiales a la bodega y ubicar las materias primas en la zona de
recepción
ACTIVIDADES
1:04:19
Observaciones: El mismo auxiliar inicia y finliza el proceso. Se toma el tiempo del proceso de recibir 100Kg por ciclo
TP 4,57 34,62 3,85 7,91
0,55
Peso manipulado (40 Kg por v iaje
en promedio)
SUPLEMENTOS** 1,15
TE 5,52 41,80 4,64 9,55 0,63 2,17
FE
CALIFICACIÓN* SUPLEMENTOS**
CICLO
1
2
3
TN 4,80 36,35 4,04
A CB D
1,80
1,89
64,32
0,52
CALIFICACIÓN* 1,05
8,30
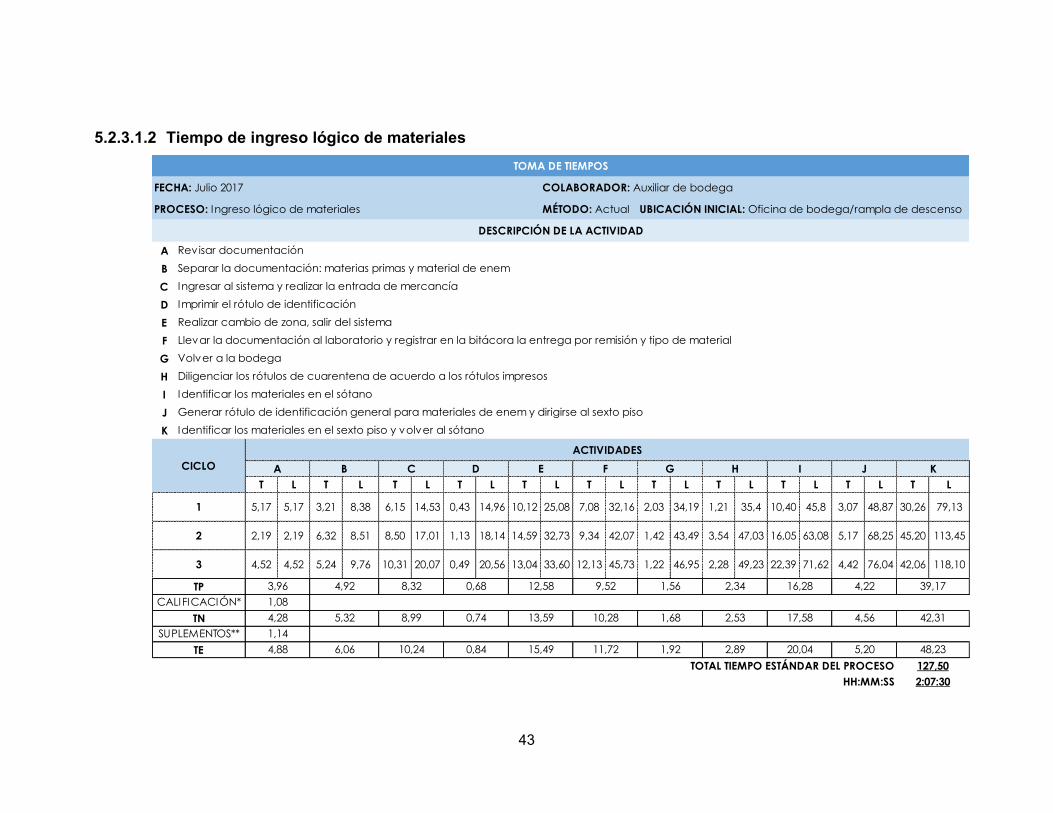
43
5.2.3.1.2 Tiempo de ingreso lógico de materiales
FECHA: Julio 2017 COLABORADOR: Auxiliar de bodega
PROCESO: Ingreso lógico de materiales MÉTODO: Actual UBICACIÓN INICIAL: Oficina de bodega/rampla de descenso
A Revisar documentación
B Separar la documentación: materias primas y material de enem
C Ingresar al sistema y realizar la entrada de mercancía
D Imprimir el rótulo de identificación
E Realizar cambio de zona, salir del sistema
F Llevar la documentación al laboratorio y registrar en la bitácora la entrega por remisión y tipo de material
G Volver a la bodega
H Diligenciar los rótulos de cuarentena de acuerdo a los rótulos impresos
I Identificar los materiales en el sótano
J Generar rótulo de identificación general para materiales de enem y dirigirse al sexto piso
K Identificar los materiales en el sexto piso y volver al sótano
T L T L T L T L T L T L T L T L T L T L T L
5,17 5,17 3,21 8,38 6,15 14,53 0,43 14,96 10,12 25,08 7,08 32,16 2,03 34,19 1,21 35,4 10,40 45,8 3,07 48,87 30,26 79,13
2,19 2,19 6,32 8,51 8,50 17,01 1,13 18,14 14,59 32,73 9,34 42,07 1,42 43,49 3,54 47,03 16,05 63,08 5,17 68,25 45,20 113,45
4,52 4,52 5,24 9,76 10,31 20,07 0,49 20,56 13,04 33,60 12,13 45,73 1,22 46,95 2,28 49,23 22,39 71,62 4,42 76,04 42,06 118,10
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
Habilidad B2 (+0,08) Personal 5%
Esfuerzo D (+0,00) Trabajo fino o preciso 2%
Condiciones D (-0,00) 4%
Monotonía media 1%
Algo tedioso 2%
TOTAL 0,08 PORCENTAJE TOTAL 14%
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
12,58 9,52TP 3,96 4,92 8,32 0,68 1,56
1
3
2
11,72
CALIFICACIÓN* 1,08
TN 4,28 5,32 8,99 0,74 13,59 10,28 1,68
SUPLEMENTOS** 1,14
TE
GCICLO A B C D E F
ACTIVIDADES
H I J K
2,34 16,28 4,22 39,17
2,53 17,58 4,56 42,31
Atención compleja o amplia
Observaciones: El proceso se detuvo en varias ocasiones por periodos de tiempo entre 20 min y 30 min, debido a que en otros procesos ejecutados en
paralelo necesitan imprimir rótulos de identificación que no fueron hechos en el momento en que llegó el material.
La cantidad ingresada fue de 10 artículo por ciclo.
En semanas pasadas tuvo que ser adelantada una jornada de rotulación de los materiales que se encontraban sin identificar.
2,89 20,04 5,20 48,23
127,50
1,924,88 6,06 10,24 0,84 15,49
2:07:30
SUPLEMENTOS**CALIFICACIÓN*

44
Tabla 14. Tiempo de ingreso físico de materiales. Fuente: Autora
FECHA: Julio 2017 COLABORADOR: Auxiliar de bodega
PROCESO: Ingreso lógico de materiales MÉTODO: Actual UBICACIÓN INICIAL: Oficina de bodega/rampla de descenso
A Revisar documentación
B Separar la documentación: materias primas y material de enem
C Ingresar al sistema y realizar la entrada de mercancía
D Imprimir el rótulo de identificación
E Realizar cambio de zona, salir del sistema
F Llevar la documentación al laboratorio y registrar en la bitácora la entrega por remisión y tipo de material
G Volver a la bodega
H Diligenciar los rótulos de cuarentena de acuerdo a los rótulos impresos
I Identificar los materiales en el sótano
J Generar rótulo de identificación general para materiales de enem y dirigirse al sexto piso
K Identificar los materiales en el sexto piso y volver al sótano
T L T L T L T L T L T L T L T L T L T L T L
5,17 5,17 3,21 8,38 6,15 14,53 0,43 14,96 10,12 25,08 7,08 32,16 2,03 34,19 1,21 35,4 10,40 45,8 3,07 48,87 30,26 79,13
2,19 2,19 6,32 8,51 8,50 17,01 1,13 18,14 14,59 32,73 9,34 42,07 1,42 43,49 3,54 47,03 16,05 63,08 5,17 68,25 45,20 113,45
4,52 4,52 5,24 9,76 10,31 20,07 0,49 20,56 13,04 33,60 12,13 45,73 1,22 46,95 2,28 49,23 22,39 71,62 4,42 76,04 42,06 118,10
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
Habilidad B2 (+0,08) Personal 5%
Esfuerzo D (+0,00) Trabajo fino o preciso 2%
Condiciones D (-0,00) 4%
Monotonía media 1%
Algo tedioso 2%
TOTAL 0,08 PORCENTAJE TOTAL 14%
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
12,58 9,52TP 3,96 4,92 8,32 0,68 1,56
1
3
2
11,72
CALIFICACIÓN* 1,08
TN 4,28 5,32 8,99 0,74 13,59 10,28 1,68
SUPLEMENTOS** 1,14
TE
GCICLO A B C D E F
ACTIVIDADES
H I J K
2,34 16,28 4,22 39,17
2,53 17,58 4,56 42,31
Atención compleja o amplia
Observaciones: El proceso se detuvo en varias ocasiones por periodos de tiempo entre 20 min y 30 min, debido a que en otros procesos ejecutados en
paralelo necesitan imprimir rótulos de identificación que no fueron hechos en el momento en que llegó el material.
La cantidad ingresada fue de 10 artículo por ciclo.
En semanas pasadas tuvo que ser adelantada una jornada de rotulación de los materiales que se encontraban sin identificar.
2,89 20,04 5,20 48,23
127,50
1,924,88 6,06 10,24 0,84 15,49
2:07:30
SUPLEMENTOS**CALIFICACIÓN*
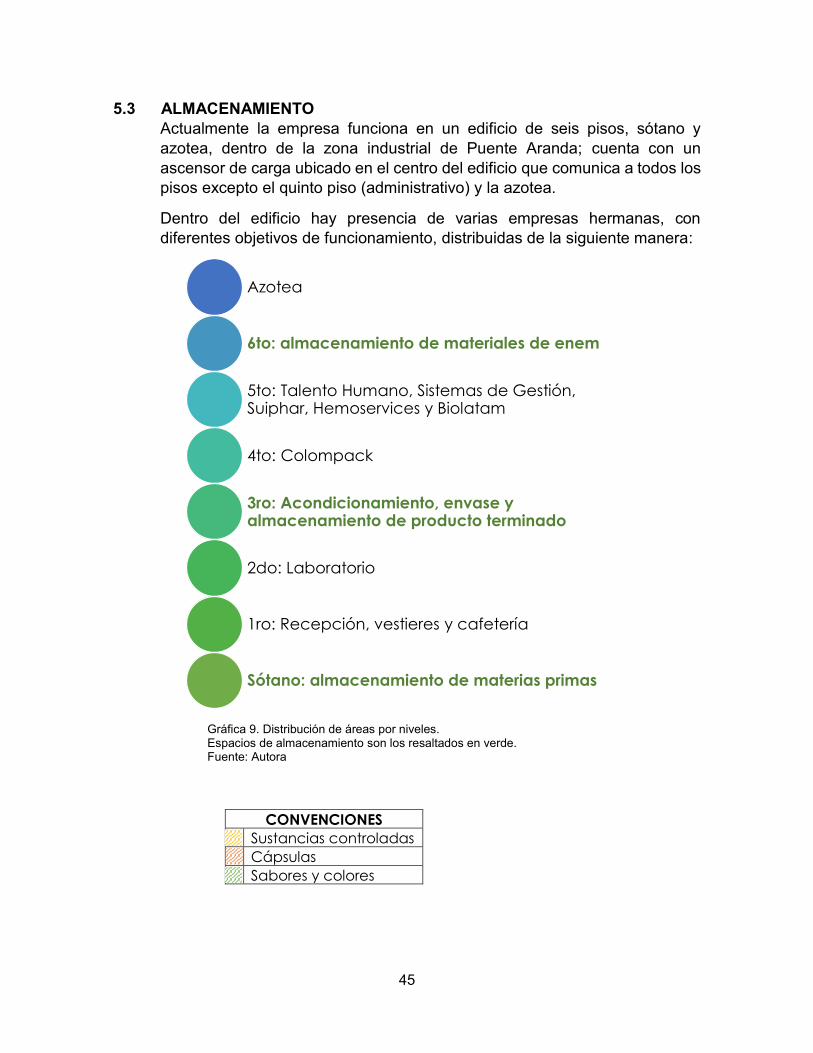
45
5.3 ALMACENAMIENTO
Actualmente la empresa funciona en un edificio de seis pisos, sótano y
azotea, dentro de la zona industrial de Puente Aranda; cuenta con un
ascensor de carga ubicado en el centro del edificio que comunica a todos los
pisos excepto el quinto piso (administrativo) y la azotea.
Dentro del edificio hay presencia de varias empresas hermanas, con
diferentes objetivos de funcionamiento, distribuidas de la siguiente manera:
Gráfica 9. Distribución de áreas por niveles. Espacios de almacenamiento son los resaltados en verde. Fuente: Autora
Azotea
6to: almacenamiento de materiales de enem
5to: Talento Humano, Sistemas de Gestión, Suiphar, Hemoservices y Biolatam
4to: Colompack
3ro: Acondicionamiento, envase y almacenamiento de producto terminado
2do: Laboratorio
1ro: Recepción, vestieres y cafetería
Sótano: almacenamiento de materias primas
CONVENCIONES
Sustancias controladas
Cápsulas
Sabores y colores

46
5.3.1 ESPACIOS DE ALMACENAMIENTO
5.3.1.1 PLANO SÓTANO: ALMACENAMIENTO DE MATERIAS PRIMAS
Plano 1. Sótano, zonas de almacenamiento. Fuente: Adaptado del Sistema Documental Colompack
TR
AN
SF
OR
MA
DO
R
BLISTEADO 1
SU
BE
ST
AC
IÓN
TA
BLE
RO
S
EL
ÉC
TR
ICO
S
ENVASE
PRIMARIO
BLISTEADO 2
MONTACARGA
ESCLUSA 1
ÁREA DE
ALMACENAMIENTO
MATERIALES Y
GRANELES
ALMACENAMIENTO
MATERIAL
DE ENVASE
PUESTOS DE
TRABAJO
EQUIPO
DE AGUA
POTABLE
1,5
7
3,6
4
3,4
6
7,86
1,3
2
4,74
2,7
4
3,25
4,7
50,75
0,91
4,1
1
4,68
19,24
0,4
1,2
7
10,51
1,5
7
10,44
MATERIAS PRIMAS
MATERIAS PRIMAS
MATERIAS PRIMAS
MP AEROSILES MP NO
DISPONIBLES
ZONA DE
RECEPCIÓN
M
P
M
P
ALCOHOLES IMPLEMENTOS
DE ASEO
INGRESO Y SALIDA DE
MP, ENEM Y PT
ZONA DE RECEPCIÓN
ALTERNA

47
5.3.1.2 PLANO PRIMER PISO: OFICINAS
Plano 2. Primer piso, oficinas. Fuente: Adaptado del Sistema Documental Colompack
ENVASE DESOLIDOS 2
MEZCLA 1
TABLETERIA 2
ENVASE DESOLIDOS 1
RECUBRIMIENTO
ENCAPSULADO
SECADO 2
AL
MA
CE
NA
MIE
NT
OD
E L
OT
ES
DIS
PE
NS
AD
OS
PRODUCTOSEN PROCESO
DISPENSACIÓN
ZONA DELAVADOMANOS
VESTIER MUJERES
ASEO
BAÑOHOMBRES
ACCESO ACOLOMPACK S.A.
RECEPCIÓN
ESCALERA
SALA DE ESPERA
VESTIERHOMBRES
PA
SIL
LO
IN
GR
ES
O
CU
AR
TO
DE
LA
VA
DO
ESCALERA
CUARTODE ASEO
ESCLUSA 2
ESCLUSA 1
PASILLO
PASILLO GENERAL
CONTROL EN
PROCESO
TABLETERIA 3
BAÑO MUJERESM
ON
TA
CA
RG
A
TABLETERIA 1
CUARTOGRANELES
ALMACENAMIENTODE EQUIPOS DEPRODUCCIÓN
TABLETERIA 4
SECADO 1
ESCLUSA 4
PA
SIL
LO
GE
NE
RA
L
MEZCLA 2
ZONA DELAVADO MANOS
A. B.
ESCLUSA 3
REPISA
UNIFORMES ÁREABLANCA
VESTIERDE BPM
CUARTO DE INSUMOS
CAFETERIA
ESCLUSAPERSONAL
7,96
3,6
4
2,18
SUPERVISOR
OFICINA

48
5.3.1.3 PLANO TERCER PISO: ALMACENAMIENTO DE PRODUCTO TERMINADO
Plano 3. Tercer piso, zonas de almacenamiento. Fuente: Adaptado del Sistema Documental Colompack
CUARTO
DE ASEO
ENVASE 3
LÍNEA DE EMPAQUE 2
LÍNEA DE EMPAQUE 4
ALMACENAMIENTO
MATERIAL CODIFICADO
CUARTO
DE LAVADO
FABRICACIÓN 2
ENVASE 1
PASILLO
ESCLUSA 2
PRODUCTOEN
PROCESO
LÍNEA DE EMPAQUE 3
ESCALERA VESTIER MUJERES
EMPAQUE
LÍNEA DE EMPAQUE 1
CODIFICADO
CUARTO DE ASEO
ENVASE 2
ESCALERA
FABRICACIÓN 1 PISO TÉCNICO
MONTACARGA
ESCLUSA 1
ESCLUSA 3
PASILLO
escaleragato
ALMACENAMIENTO
INSUMOS
1,3
6,29
1,3
2,29
2,6
4
6,8
PRODUCTO TERMINADO
PRODUCTO TERMINADO
PRODUCTO
TERMINADO
PRODUCTO
TERMINADO
PRODUCTO TERMINADO

49
5.3.1.4 PLANO SEXTO PISO: ALMACENAMIENTO DE MATERIALES DE ENEM
Plano 4. Sexto piso, zonas de almacenamiento.
Fuente: Adaptado del Sistema Documental Colompack
ARCHIVO DOCUMENTAL
ALMACENAMIENTO SUMINISTROS DE LABORATORIO
MONTACARGA
VESTIERES
BODEGA
OFICINA
2,6
9
4,74
1,3
2
6,39
6,39
1,7
91,1
5
3,2
7
1,14
3,9
8
5,29
1,5
7
12,27
1,6
3
10,51
7,31
1,4
9
7,042,1
7,14
1,0
4
ALMACENAMIENTO
INSUMOS GH
1,8
5
9,87
ENEM
ENEM
ENEM
ENEM
ENEM
ENEM
ENEM
ENEM
ENEM
ENEM
ENEM

50
5.3.2 SÓTANO
Espacio destinado para ubicar materias primas y cápsulas, es la
comunicación de ingreso y salida de todo tipo de objetos para todo el edificio,
hay destinado un espacio bajo llave en donde se almacenan materias primas
no disponibles, CUARTO DE NO DISPONIBLES, éste por exigencia de los
entes regulatorios no debe sobrepasar su capacidad y es allí en donde todas
las materias primas próximas a vencer se encuentran ubicadas, el área de
calidad periódicamente informa las materias primas próximas a vencer, una
vez ubicadas por el área de bodega, debe alertarse a calidad para que
procedan con su respectiva rotulación de rechazo.
Imagen 6. Rótulo de rechazo. Fuente: Procedimiento C09033-01 Definición de los estados de calidad. SGC Colompack.
5.3.3 ZONAS DE ALMACENAMIENTO FÍSICO
Zona de recepción: allí se ubican las materias primas que recién llegan,
por espacio no es posible que todas se organicen en esta zona, por lo que
se hace necesario ubicarlas también sobre la rampla de llegada. Lo ideal
es que una vez identificada la materia prima se ubique en el rack de
acuerdo al cliente; la identificación sólo puede hacerse una vez se ingrese
lógicamente la materia prima lo que actualmente está demorando de 4 a
10 días, así que en la mayoría de los casos la materia prima es ubicada
en el rack del cliente propietario sin identificación interna.
Zona de ubicación de acuerdo al cliente propietario: allí son ubicadas
las materias primas de acuerdo al cliente propietario, lo ideal es que el
recipiente original de cada materia prima y en caso de tener saldo se
encuentre en el mismo lugar.
Zona por tipo de material: existen materias primas y materiales de
envase (cápsulas) que se encuentran ubicadas en un espacio definido,
porque debido a la naturaleza de su composición pueden contaminar
fácilmente otras materias primas o generar desastres.
Cápsulas
Aerosiles
Alcoholes
Sabores
Colores

51
5.3.4 ZONAS DE UBICACIÓN LÓGICA
En el sistema ERP, existen zonas de tránsito de materias primas o material
ENEM que físicamente no corresponden, debido al poco espacio disponible
en el sótano.
Zona de recepción (100): es la primera zona, una vez ingresada la
materia prima automáticamente se ubica en la zona de recepción. Las
materias primas en esta zona no pueden ser tomadas por otras áreas,
únicamente pueden ser tomadas por bodega.
Zona general (400): es responsabilidad de bodega trasladar de zona de
recepción (100) a zona general todo lo ingresado, de esta manera las
otras áreas pueden disponer de las materias primas.
5.3.5 UBICACIONES FÍSICAS Y LÓGICAS
Físicamente las materias primas como ya se encuentran organizadas por
cliente propietario, tienen en el rack una combinación alfanumérica que al
consultarse en el sistema ERP debería arrojar las materias primas que allí se
encuentran, pero no es así, en el sistema cuando se ingresa un material se
realiza bajo un listado de ubicaciones por cliente que no son las mismas
físicas.
Físicamente el almacén cuenta con 98 ubicaciones en el sótano y 127
ubicaciones en el sexto piso; actualmente el almacén no administra las
ubicaciones de producto terminado (tercer piso), todas las ubicaciones se
encuentran ocupadas, es más existen materiales ubicados en los pasillos, y
en las ramplas de subida y bajada en la entrada de la bodega, es decir, existe
una capacidad sobrestimada de espacio.

52
Imagen 7. Materiales en pasillos
Imagen 8. Sobreocupación de espacio en rampa de entrada

53
En el sistema se encuentran creadas 402 ubicaciones, de las cuales 172
están vacías, es decir, el 40,95% del almacén virtual se encuentra vacío.
5.3.6 SISTEMA DE ALMACENAMIENTO
El sistema de almacenamiento es caótico, debido a que se ubica el material
en donde se encuentre espacio o donde el almacén lo permita, este tipo de
almacenamiento permite agilidad en la organización y ocupación de los
espacios vacíos, siempre y cuando base su operación sea en un sistema de
información que lo permita y se use de forma adecuada, para que lo físico
comparado con lo lógico sea coherente, con esto también agilizar la
ubicación de las materias primas.
5.4 SUMINISTRO
5.4.1 PRODUCCIÓN Y ACONDICIONAMIENTO
El proceso inicia cuando bodega recibe una Hoja de Carga (HC) por parte de
planeación, en ella se indica el cliente, las materias primas o materiales de
enem y la cantidad que debe alistarse para ser entregada al área de
producción. Adicional, debe imprimirse los rótulos de dispensación de cada
material a entregar en la impresora térmica, ésta labor la realiza bodega
porque es la única área que cuenta con una impresora de este tipo. Los
materiales son entregados al área que corresponda, junto con una remisión
y se hace firmar la HC como constancia.
Imagen 9. Rótulo de dispensación Fuente: ERP Libra
54
5.4.1.1 Dispensación
Se entregan materias primas, por la cantidad que se recibe del cliente, es
decir que si en la HC indica que debe alistarse 0.20 Kg y el cliente envió
1Kg, a dispensación se le hace entrega de 1Kg, debido a que el área de
bodega es un área negra y sus condiciones no permiten por BPM que las
materias primas sean expuestas, sólo pueden estar expuestas en áreas
blancas, en este caso, en dispensación.
5.4.1.2 Envase y blisteado
Se entregan materiales de envase, PVC, aluminio y cápsulas, al igual que
en dispensación, a ésta área se entregan los materiales por la cantidad
enviada por el cliente, no pueden alistarse en bodega la cantidad exacta
solicitada, ya que son materiales que tienen contacto directo con el
producto y pueden contaminarse.
5.4.1.3 Empaque
Se entregan materiales de envase secundario, es decir, los que no tienen
contacto directo con el producto, por ello pueden alistarse por la cantidad
exacta solicitada, los contenedores originales se entregan como fueron
recibidos por el cliente y los saldos son contados antes de la entrega a
empaque.
5.4.2 DIAGRAMA DE FLUJO DE PROCESO LA FASE DE SUMINISTRO
Se definen diagramas de flujo para cada tipo de material a entregar:
dispensación para entrega de materias primas, envase para entrega de
materiales de envase primario, blisteado para entrega de aluminio y PVC, y
empaque para entrega de material de envase secundario; teniendo en cuenta
que no todos llegan al mismo destino y que no parten del mismo lugar, en
cada uno se indica el punto de partida.

55
5.4.2.1 Diagrama de flujo de entrega a dispensación
Tabla 15. Diagrama de flujo entrega a dispensación. Fuente: Autora
FECHA: Mayo, junio 2017
PROCESO: Suministro de materias primas MÉTODO: Actual
UBICACIÓN INICIAL: Sótano
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC de las materias primas para iniciar el picking
Alistar las materias primas solicitadas verificando cantidades y
lotes
Ubicarlas en una estiba
Garantizar que las materias primas se encuentren en condiciones
de ser entregadas a planta, embolsar y v inipelar de ser necesario
Revisar que todas las materias primas tengan rótulo de aprobado,
en caso contrario solicitar a calidad la debida rotulación
Imprimir rótulos de dispensación
Diligenciar rótulos de dispensación
Solicitar el ascensor
Cargar las materias primas
Dirigirse al primer piso
Ubicar la estiba en la esclusa
Entregar las materias primas
Hacer firmar la HC como constancia
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
1
2
13
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de bodega
SÍMBOLO
1
RESUMEN
AHORROACTUAL PROPUESTO
4
4
0
1

56
5.4.2.2 Diagrama de flujo de entrega a envase
Tabla 16. Diagrama de flujo entrega a envase. Fuente: Autora
FECHA: Mayo, junio 2017
PROCESO: Suministro de envases
UBICACIÓN INICIAL: Sexto piso
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC envases para iniciar el picking
Alistar los materiales solicitados verificando cantidades y lotes
Ubicarlos en una estiba
Generar rótulo de identificación general y en el pegar el de
identificación del sistema, solicitar aprobación de calidad
Imprimir rótulos de dispensación
Diligenciar rótulos de dispensación
Solicitar el ascensor
Cargar los materiales
Dirigirse al tercer piso
Ubicar la estiba en la esclusa
Retirar las cajas y dejar únicamente las bolsas con los envases en
la esclusa
Entregar los materiales
Hacer firmar la HC como constancia
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
6
4
ACTUAL PROPUESTO
RESUMEN
AHORRO
0
1
0
1
1
13
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de bodega
MÉTODO: Actual
SÍMBOLO

57
5.4.2.3 Diagrama de flujo de entrega a blisteado
Tabla 17. Diagrama de flujo entrega a blisteado. Fuente: Autora
FECHA: Mayo, junio 2017
PROCESO: Suministro de aluminio y PVC
UBICACIÓN INICIAL: Sexto piso
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC del aluminio y PVC para iniciar el picking
Alistar los materiales solicitados verificando cantidades y lotes
Ubicarlos en una estiba
Generar rótulo de identificación general y en el pegar el de
identificación del sistema, solicitar aprobación de calidad
Imprimir rótulos de dispensación
Diligenciar rótulos de dispensación
Solicitar el ascensor
Cargar los materiales
Dirigirse al sótano
Ubicar la estiba en la esclusa
Retirar las cajas y dejar únicamente las bolsas del aluminio y PVC
en la esclusa
Entregar los materiales
Hacer firmar la HC como constancia
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
1
13
0
1
0
SÍMBOLO
COLABORADOR: Auxiliar de bodega
MÉTODO: Actual
DIAGRAMA DE PROCESO
AHORRO
4
6
ACTUAL PROPUESTO
RESUMEN
1

58
5.4.2.4 Diagrama de flujo de entrega a empaque
Tabla 18. Diagrama de flujo entrega a envase. Fuente: Autora
FECHA: Mayo, junio 2017
PROCESO: Suministro de empaque
UBICACIÓN INICIAL: Sexto piso
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC de empaque para iniciar el picking
Alistar los materiales solicitados verificando cantidades y lotes
Ubicarlos en una estiba
Generar rótulo de identificación general y en el pegar el de
identificación del sistema, solicitar aprobación de calidad
Imprimir rótulos de dispensación
Diligenciar rótulos de dispensación
Solicitar el ascensor
Cargar los materiales
Dirigirse al tercer piso
Ubicar la estiba en el área
Entregar los materiales
Hacer firmar la HC como constancia
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
ACTUAL PROPUESTO AHORRO
0
1
4
4
11
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de bodega
MÉTODO: Actual
SÍMBOLO
1
0
1

59
5.4.3 ESTUDIO DE TIEMPOS DE LA FASE DE SUMINISTRO
5.4.3.1 Tiempo de entrega a dispensación
FECHA: Mayo 2017 COLABORADOR: Auxiliar de bodega
PROCESO: Suministro de materias primas MÉTODO: Actual UBICACIÓN INICIAL: Sótano
A
B
C
D
E Imprimir rótulos de dispensación y diligenciarlos
F
G Ubicar la estiba en la esclusa, entregar las materias primas y hacer firmar la HC como constancia
T L T L T L T L T L T L T L
8,12 8,12 4,49 12,61 3,19 15,80 12,4 28,20 3,55 31,75 13,14 44,89 5,24 50,13
9,35 9,35 7,23 16,58 5,31 21,89 16,4 38,29 3,4 41,69 10,47 52,16 8,06 60,22
5,48 5,48 10,29 15,77 9,2 24,97 15,45 40,42 2,04 42,46 19,41 61,87 5,53 67,40
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
Garantizar que las materias primas se encuentren en condiciones de ser entregadas a planta, embolsar y v inipelar de ser
necesario
Revisar que todas las materias primas tengan rótulo de aprobado, en caso contrario solicitar a calidad la debida rotulación
0:58:19
58,32
G
6,28
6,34
6,91
14,483,0314,90
Recibir la HC de las materias primas para iniciar el picking
CICLOA B C D E F
7,417,73
1,01
3
3,0014,75
Alistar las materias primas solicitadas verificando cantidades y lotes, ubicarlas en una estiba
Solicitar el ascensor, cargar las materias primas y dirigirse al primer piso
1
2
5,96
5,907,347,65 14,34
TE
SUPLEMENTOS**
TN
CALIFICACIÓN*
TP
8,08 15,793,3016,246,508,42
1,09

60
Tabla 19. Tiempo de entrega a dispensación. Fuente: Autora
FECHA: Mayo 2017 COLABORADOR: Auxiliar de bodega
PROCESO: Suministro de materias primas MÉTODO: Actual UBICACIÓN INICIAL: Sótano
A
B
C
D
E Imprimir rótulos de dispensación y diligenciarlos
F
G Ubicar la estiba en la esclusa, entregar las materias primas y hacer firmar la HC como constancia
T L T L T L T L T L T L T L
8,12 8,12 4,49 12,61 3,19 15,80 12,4 28,20 3,55 31,75 13,14 44,89 5,24 50,13
9,35 9,35 7,23 16,58 5,31 21,89 16,4 38,29 3,4 41,69 10,47 52,16 8,06 60,22
5,48 5,48 10,29 15,77 9,2 24,97 15,45 40,42 2,04 42,46 19,41 61,87 5,53 67,40
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
Habilidad D (+0,00) Fatiga básica 4%
Esfuerzo B2 (+0,08) Estar de pie 2%
Condiciones F (-0,07) Peso manipulado (20 Kg sin ayuda mecánica) 3%
TOTAL 0,01 PORCENTAJE TOTAL 9%
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
Garantizar que las materias primas se encuentren en condiciones de ser entregadas a planta, embolsar y v inipelar de ser
necesario
Revisar que todas las materias primas tengan rótulo de aprobado, en caso contrario solicitar a calidad la debida rotulación
SUPLEMENTOS**CALIFICACIÓN*
0:58:19
58,32
Observaciones: Las materias primas no se encuentran en un lugar designado según el cliente, se debe buscar en todas las zonas
de la bodega; no hay espacio para circular estibas en los pasillos, así que en cada alistamiento debe despejarse el espacio para
el tránsito de materias primas.
En la mayoría de los casos los lotes asignados en la HC no corresponden a los lotes encontrados físicamente, el Auxiliar o
Superv isor debe desplazarse al área de planeación para informar la situación y llegar a una solución.
En la bodega hay sólo un equipo de computo, es en donde se realiza el ingreso lógico de los materiales; para las tareas que lo
requieran, debe solicitarse a la persona encargada de realizar los ingresos que le permita realizarlas.
Fueron entregadas 10 materias primas en promedio durante cada ciclo.
G
6,28
6,34
6,91
14,483,0314,90
Recibir la HC de las materias primas para iniciar el picking
CICLOA B C D E F
7,417,73
1,01
3
3,0014,75
Alistar las materias primas solicitadas verificando cantidades y lotes, ubicarlas en una estiba
Solicitar el ascensor, cargar las materias primas y dirigirse al primer piso
1
2
5,96
5,907,347,65 14,34
TE
SUPLEMENTOS**
TN
CALIFICACIÓN*
TP
8,08 15,793,3016,246,508,42
1,09

61
5.4.3.2 Tiempo de entrega a envase
FECHA: Mayo 2017 COLABORADOR: Auxiliar de bodega
PROCESO: Suministro de envases MÉTODO: Actual UBICACIÓN INICIAL: Sexto piso
A
B Alistar los materiales solicitados verificando cantidades y lotes, ubicarlos en una estiba
C Generar rótulo de identificación general y en el pegar el de identificación del sistema, solicitar aprobación de calidad
D Imprimir rótulos de dispensación y diligenciarlos
E Solicitar el ascensor y cargar los materiales, dirigirse al tercer piso
F Ubicar la estiba en la esclusa, retirar las cajas y dejar únicamente las bolsas con los envases en la esclusa
G Entregar los envases y hacer firmar la HC como constancia
H Retirar las cajas de la esclusa, anular los rótulos de indentificación y llevarlas a la zona de reciclaje
T L T L T L T L T L T L T L T L
2,15 2,15 25,44 27,59 0,45 28,04 11,08 39,12 7,5 46,62 29,25 75,87 1,19 77,06 6,09 83,15
1,48 1,48 18,36 19,84 1,24 21,08 9,56 30,64 5,06 35,7 22,53 58,23 0,54 58,77 5,24 64,01
2,44 2,44 23,49 25,93 0,57 26,5 12,3 38,8 3,51 42,31 25,32 67,63 1,02 68,65 5,56 74,21
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS 1:28:23
0,92
G
CALIFICACIÓN* 1,06
TN 2,14 23,78 0,80 11,64 5,68 27,24
H
5,97
6,74
88,39
1,10
0,97
5,63
ACTIVIDADES
SUPLEMENTOS** 1,13
TE 2,42 26,87 0,90 13,15 6,42 30,78
Recibir la HC de los envases para iniciar el picking
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
1
2
3
CICLO A B
TP 2,02 22,43 0,75 10,98 5,36 25,70
C D E F

62
Tabla 20. Tiempo de entrega a envase. Fuente: Autora
Habilidad B1 (+0,11) Fatiga básica 4%
Esfuerzo C2 (+0,02) Estar de pie 2%
Condiciones F (-0,07) Posición muy incómoda 7%
TOTAL 0,06 PORCENTAJE TOTAL 13%
SUPLEMENTOS**CALIFICACIÓN*
Observaciones: se evalúa el proceso con la entrega de 24 corrugadas de envase aproximadamente por ciclo.
Los pasillos tienen estibas ubicadas lo que no permite abrir espacio, así que, debe sacarse caja por caja para el alistamiento.
Las tareas C y D se realizan en el sótano, debido a que es la ubicación de las impresoras del área (normal y térmica).
No hay suficiente espacio en la esclusa para poder dejar los envases en ella.

63
5.4.3.3 Tiempo de entrega a blisteado
FECHA: Mayo 2017 COLABORADOR: Auxiliar de bodega
PROCESO: Suministro de aluminio y PVC MÉTODO: Actual UBICACIÓN INICIAL: Sexto piso
A
B Alistar los materiales solicitados verificando cantidades y lotes, ubicarlos en una estiba
C Generar rótulo de identificación general y en el pegar lo de identificación del sistema, solicitar aprobación de calidad
D Imprimir rótulos de dispensación y diligenciarlos
E Solicitar el ascensor y cargar los materiales, dirigirse al sótano
F Ubicar la estiba en la esclusa, retirar las cajas y dejar únicamente las bolsas con el aluminio y el PVC en la esclusa
G Entregar los materiales y hacer firmar la HC como constancia
H Retirar las cajas de la esclusa, anular los rótulos de indentificación y llevarlas a la zona de reciclaje
T L T L T L T L T L T L T L T L
2,47 2,47 11,49 13,96 10,5 24,46 9,32 33,78 11,36 45,14 5,52 50,66 2,17 52,83 4,07 56,9
4,26 4,26 9,55 13,81 7,34 21,15 8,56 29,71 9,45 39,16 7,45 46,61 7,04 53,65 2,57 56,22
4,19 4,19 15,06 19,25 3,19 22,44 14,37 36,81 13,02 49,83 7,23 57,06 4,36 61,42 5,52 66,94
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
ACTIVIDADES
H
4,05
5,13
6,22
71,57
1:11:34
6,69
CALIFICACIÓN* 1,08
TN 4,72 13,11 8,09 11,83 12,36 7,81 5,60
SUPLEMENTOS** 1,09
TE 5,81 14,20 9,18 12,92 13,45 8,90
TP 3,64 12,03 7,01 10,75 11,28 6,73 4,52
E F GB C D
TOMA DE TIEMPOS
3
Recibir la HC del aluminio y PVC para iniciar el picking
1
2
DESCRIPCIÓN DE LA ACTIVIDAD
CICLO A

64
Tabla 21. Tiempo de entrega a blisteado. Fuente: Autora
Habilidad A2 (+0,13) Fatiga básica 4%
Esfuerzo C2 (+0,02) Estar de pie 2%
Condiciones F (-0,07) 3%
TOTAL 0,08 PORCENTAJE TOTAL 9%
Observaciones: Se evalúa el proceso con la entrega de 3 rollos de aluminio y 3 rollos de PVC por ciclo.
Dificultad al encontrar e identificar los números de lotes de los rótulos de saldo de los rollos del material.
Los pasillos tienen estibas ubicadas lo que no permite abrir espacio, así que, debe sacarse caja por caja para el alistamiento.
Las tareas C y D se realizan en el sótano, debido a que es la ubicación de las impresoras del área (normal y térmica).
SUPLEMENTOS**CALIFICACIÓN*
Peso manipulado (20 Kg sin ayuda
mecánica)

65
5.4.3.4 Tiempo de entrega a empaque
FECHA: Mayo 2017 COLABORADOR: Auxiliar de bodega
PROCESO: Suministro de empaque MÉTODO: Actual UBICACIÓN INICIAL: Sexto piso
A
B Alistar las cajas originales y contar los saldos de los materiales solicitados verificando cantidades y lotes, ubicarlos en una estiba
C Generar rótulo de identificación general y en el pegar lo de identificación del sistema, solicitar aprobación de calidad
D Imprimir rótulos de dispensación y diligenciarlos
E Solicitar el ascensor y cargar los materiales, dirigirse al tercer piso
F Ubicar la estiba en el área, entregar los materiales y hacer firmar la HC
T L T L T L T L T L T L
2,04 2,04 12,51 14,55 10,09 24,64 8,11 32,75 8,11 40,86 5,48 46,34
5,14 5,14 15,39 20,53 17,11 37,64 6,3 43,94 6,3 50,24 3,16 53,4
4,22 4,22 13,58 17,8 15,2 33 7,43 40,43 7,43 47,86 3,01 50,87
TOTAL TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
17,03 17,41 8,97 8,97 4,78
1:02:50
61,84
SUPLEMENTOS** 1,13
TE 4,68
CALIFICACIÓN* 1,09
TN 4,142 15,07 15,41 7,94 7,94 4,23
7,28 3,88TP 3,8 13,83 14,13 7,28
2
3
F
1
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC de los materiales de empaque para iniciar el picking
CICLO A B C D E
ACTIVIDADES
TOMA DE TIEMPOS

66
Tabla 22. Tiempo de entrega a empaque. Fuente: Autora
Habilidad D (+0,00) Fatiga básica 4%
Esfuerzo C2 (+0,02) Estar de pie 2%
Condiciones F (-0,07) Posición muy incómoda 7%
TOTAL 0,09 PORCENTAJE TOTAL 13%
Observaciones: Para iniciar la búsqueda de los materiales solicitados se corrieron varias estibas que se encontraban obstruyendo
espacio en los pasillos.
Para el alistamiento, la HC es una segunda opción, el personal se basa inicialmente en la solicitud que le hace directamente el
área de empaque.
Las tareas C y D se realizan en el sótano, debido a que es la ubicación de las impresoras del área (normal y térmica).
SUPLEMENTOS**CALIFICACIÓN*

67
5.5 MUESTREO
Algunas materias primas y materiales de envase primario deben ser
|analizadas, por lo que el área de calidad solicita dichos materiales a petición
del cliente, por medio de correo electrónico, enviado hasta tres veces al día al
área de bodega. El listado contiene el nombre del material o materia prima,
número de gran lote, lote original y cliente, además de la cantidad a tomar para
muestreo, con esta información bodega alista el material en la esclusa, debe
tener rótulo de identificación y cuarentena; la mayoría de las veces las
solicitudes se atienden con demora porque los materiales no están
identificados al tiempo que calidad necesita realizar el muestreo por los días
de demora que hay entre la llegada física y el ingreso lógico del material
incluyendo su debida rotulación, no es suficiente el ingreso en el sistema, el
material debe rotularse en el mismo proceso de ingreso y esto no se está
realizando en el orden lógico.
Después de que se realiza el muestreo, los materiales son dejados en la
esclusa con un rótulo de muestreado, los auxiliares de bodega revisan por la
fecha del rótulo, cuáles materiales pueden ser reubicados, se presentan
confusiones en saber cuáles materiales ya han sido muestreados, porque
algunos han sido muestreados más de una vez en fecha seguidas, así que se
han reubicado materiales sin muestrear; el área de calidad no es clara con las
solicitudes de materiales que ya han sido muestreados, pero el cliente solicita
análisis adicionales, bodega no es el contacto directo del cliente para este tipo
de trámites así que para bodega es una solicitud atendida y para calidad es
una solicitud pendiente por completar análisis.
Imagen 10. Rótulo de muestreo. Fuente: Procedimiento C09033-01 Definición de los estados de calidad. SGC Colompack.
Los consumos por muestreo no se están teniendo en cuenta en el inventario,
a pesar de que no es una gran cantidad la que se toma para dicha actividad,
representa un alto costo cuando son principios activos, cuando se muestrea
más de una vez o cuando el cliente envía la cantidad exacta que se consumirá
en producción.

68
5.6 DEVOLUCIÓN INTERNA
Como se mencionó en el sub-numeral 5.4.1 PRODUCCIÓN Y
ACONDICIONAMIENTO del numeral 5.4 SUMINISTRO, bodega hace entrega
de materias primas y materiales de envase por la cantidad que recibe del
cliente, así que el excedente es vuelto por cada una de las áreas de la siguiente
manera de acuerdo a la naturaleza de lo entregado:
5.6.1 DISPENSACIÓN
El excedente de materias primas es entregado a bodega con un rótulo de
identificación de saldo rotulo de saldo, en el deben diligenciarse todos los
datos; el rótulo incluye los campos para el peso neto, tara y peso bruto.
Imagen 11. Rótulo de identificación de saldo. Fuente: SGC Colompack.
Los rótulos son de papel y se pegan con cinta al recipiente en el que son
devueltos, generalmente, bolsas plásticas transparentes, en reiteradas
ocasiones los campos son mal diligenciados o en el peor de los casos no son
diligenciados, a continuación, se muestran los errores más comunes.
Imagen 12. Rótulos de saldo con espacios vacíos, pesos y unidades de medida incongruentes Fuente. Autora

69
5.6.2 ENVASE Y BLISTEADO
El saldo de envases, PVC y aluminio, es entregado a bodega dentro de una
bolsa plástica, en ella se pega con cinta el rótulo de saldo, como es un área
blanca no deben manipular cartón por esto bodega al momento de entregar
el material retira la caja que tiene el rótulo del material y entrega únicamente
las bolsas que lo contienen, así que el saldo sólo cuenta con el rótulo de
saldo. Éste es diligenciado manualmente y un error muy frecuente es que el
número del lote con el que identifican el material es el número del lote del
producto terminado, no del material recibido, en muchas ocasiones se
encuentran los rollos de devoluciones con la bolsa abierta o sin rótulo de
saldo porque éstos se caen muy fácilmente.
Para el caso del PVC y del aluminio, el consumo por producción es mayor al
que la HC indica, esto sucede por el ajuste de las máquinas antes de iniciar
el proceso y porque la cantidad de blíster no conformes por daño en la
maquinaria es muy alto.
5.6.3 EMPAQUE
A pesar de que bodega entrega la cantidad exacta de materiales solicitados
en la HC, existen devoluciones porque la eficiencia de los lotes no siempre
es el 100%, también puede que el auxiliar que entregó los materiales a
empaque se haya equivocado en el conteo o que desde el mismo proveedor
del cliente la cantidad se encontraba errada, así que el excedente debe ser
devuelto a bodega, por decisión del área de empaque cuando tienen
conocimiento de que se encuentra un lote del mismo producto en proceso se
quedan con el material sobrante y así llegan a acumular una alta cantidad de
unidades por devolver a bodega; en el caso de que si entreguen el saldo a
bodega, se han presentado quejas por parte del cliente referente a errores
en las cantidades entregadas.
La devolución de las materias primas, el aluminio, el PVC, los materiales de
envase y empaque, no son verificadas por el área de bodega, en el caso que
producción utilice una cantidad mayor a la cantidad teórica (la indicada en la
HC) dicho consumo no queda registrado en el sistema y en el momento en
que planeación cargue para una nueva orden va a tomar la cantidad teórica
que el sistema le indica y no la cantidad que realmente se encuentra en la
bodega; para el caso en que no se vayan a utilizar nuevamente los
materiales, deben devolverse al cliente, y deben ser descargados del
inventario; la cantidad en inventario tampoco coincide con la cantidad física
que se le entrega al cliente, las devoluciones externas se explicarán con
detalle más adelante.

70
5.7 ENTREGA Y DEVOLUCIÓN
El producto terminado es almacenado en el tercer piso, allí se realiza el último
proceso de producción, empaque y embalaje, desde este piso es llevado al
sótano una vez el cliente se encuentra en espera de la entrega; junto con una
remisión y copia de ella son verificadas las cantidades a entregar, en algunas
ocasiones se devuelve al cliente material de empaque que es entregado por el
área con el producto terminado como excedente, éste material se entrega bajo
una remisión manual y el cliente firma una copia.
Una vez finalizada la producción, no se tiene la información de las materias
primas que deben ser devueltas al cliente, cuando el cliente entrega las
materias primas y el material de ENEM predispensado, se supondría que la
devolución completa debe hacerse una vez el producto se encuentra disponible
para la entrega al cliente, pero no sucede se dicha manera; son los clientes
quienes solicitan por correo electrónico, por teléfono o en el momento que
recogen el producto, la devolución en su mayoría de las materias primas, el
material ENEM es solicitado en muy pocas ocasiones.
Sea materia prima o material de ENEM, éstos son devueltos al cliente por el
área de bodega, con una remisión manual y una copia firmada por el cliente es
la constancia de la entrega; posteriormente el movimiento en el sistema debe
realizarlo la persona responsable de bodega, por medio de un pedido de
devolución, se genera un retraso en los movimientos en sistema y con la
entrega física al cliente, porque a los materiales de ENEM debe realizarse una
trazabilidad adicional que permita identificar el número del lote del material, ya
que en el rótulo de devolución sólo se encuentra la del producto terminado, en
el caso de las materias primas, sucede por hay diferencia entre la cantidad
registrada en el sistema y la cantidad entregada, debido a los errores
encontrados en los rótulos de dispensación. Para todos los materiales y
materias primas la cantidad del sistema no es fiel imagen de lo físico, porque
no existe un control de la cantidad que retorna a la bodega de manos de
producción, cuando teóricamente deben devolver una cantidad que
físicamente es distinta, además de los ajustes y daños de maquinaria, también
debido a la merma de cada dispensación, la viscosidad de la materia prima, la
recepción y el registro en el sistema de cantidades basadas en la remisión del
cliente y no en la cantidad física.

71
Imagen 13. Remisión manual Fuente: Sistema Documental Colompack S.A.
Dentro de las devoluciones, se encuentran también las materias primas
vencidas, son aquellas que se almacenas bajo llave dentro del espacio
nombrado CUARTO DE NO DISPONIBLES, éstas deben ser entregadas al
cliente o debe gestionarse el respectivo re-análisis si es solicitado por el
cliente; de ninguna manera debería almacenarse materias primas con fecha
de vencimiento muy antigua, pero por falta de gestión de devolución se han
encontrado materias primas vencidas desde hace más de un año, lo que
influye negativamente en la capacidad de almacenamiento del cuarto de no
disponibles.
Imagen 14. Almacenamiento del cuarto de no disponibles

72
6. RESULTADO Y ANÁLISIS DEL DIAGNÓSTICO
6.1 MATRIZ DOFA
Gráfica 10. Matriz DOFA Fuente: Autora
6.2 DIAGRAMA DE ESPINA DE PESCADO
El problema raíz del área de almacenamiento, es la falta de identificación,
ubicación, organización y control de los materiales custodiados por la
compañía, lo que ocasiona que la información del inventario físico sea
diferente a la información del inventario lógico y afecta a toda la cadena de
suministro ya que es el área de almacenamiento quién inicia y finaliza el
proceso, esto causa demoras, reprocesos, decisiones incorrectas e
inseguridad de la información reportada.
DEBILIDADES
•Trabajo bajo presión
•Perdida del sentido de urgencia
•Falta evolución en las técnicas laborales
•Uso exagerado de documentos impresos
OPORTUNIDADES
•Implementar tecnología de captura de información en tiempo real
•Capacitación del personal en el uso correcto de la tecnología
•Re-distribución y organización de los espacios de almacenamiento
FORTALEZAS
•Sistema ERP
•Agilidad del personal
AMENAZAS
•Cantidad de los materiales y las matrias primas registrada en el sistema diferente a la cantidad física
•Pilares de las BPM
•Espaco de almacenamiento insuficiente

73
Gráfica 11. Diagrama de espina de pescado Fuente: Autora

74
7. PROPUESTA
De acuerdo al análisis realizado y a los resultados obtenidos se propone
implementar dos herramientas fundamentales en la logística que brindarán un
proceso fluido, controlado y confiable. La primera herramienta es la implementación
de la metodología SLP para la re-distribución de los espacios de almacenamiento y
la segunda es un sistema electrónico de codificación por medio de códigos de barras
de manejo interno.
7.1 METODOLOGÍA SLP17
El SLP es un procedimiento organizado y sistemático para realizar un
planeamiento correcto. Existen más procedimientos, pero uno de los más
usados por su facilidad y reconocimiento por varios autores es el Systematic
Layout Planning (SLP), que indica paso a paso la secuencia a seguir para
obtener la distribución en planta óptima para una implantación industrial.
Gráfica 12. Metodología SLP. Fuente: CASALS, Miguel. Complejos industriales, lección 4 distribución en planta.
17 CASALS, Miguel. Complejos industriales, Centre de Recursos de Suport a la Docéncia, Universidad de Catalunya, septiembre, 2001

75
El SLP se puede desglosar en seis pasos bien diferenciados:
a. Definición. Saber qué se va a fabricar y cómo.
b. Análisis. Analizar las diferentes operaciones del proceso industrial y
las diversas dependencias de las zonas de la planta.
c. Síntesis. Reflejar en unos diagramas el análisis realizado
anteriormente, dejando varias opciones distintas.
d. Evaluación. Comparar entre varias soluciones.
e. Selección. Escoger la solución más adecuada para cada caso,
posteriormente a realizar la evaluación.
f. Implantación y seguimiento. Implantar la opción seleccionada y
realizar un seguimiento de la misma.
Antes de la aplicación del SLP, se deben realizar estudios de mercado para
saber qué producto se necesita fabricar y qué cantidad es capaz de absorber
el propio mercado de ese producto. A partir de este punto, se realiza un
análisis del producto conociendo las operaciones necesarias para realizarlo,
centrándose éste en un análisis Producto-Cantidad (P-Q). Este análisis
Producto-Cantidad fue explicado en la lección 2, correspondiendo a la casilla
1 del SLP.
Cada fase se seguirá de acuerdo a la numeración de las casillas de la Gráfica 12. Metodología SLP.
7.1.1 FASE 1: DEFINICIÓN
Análisis producto cantidad (P-Q) para todos los productos a fabricar,
corresponde a la casilla 1 de la metodología SLP y forma parte de la
definición del proceso.
Se toma la cantidad de producto terminado entregado durante el primer semestre del año 2017, incluyendo los desarrollos, ya que las materias primas consumidas en ellos son igualmente almacenadas en las instalaciones de la empresa. Cada mes es analizado de acuerdo a la clasificación ABC, la clasificación se establece por la cantidad de unidades vendidas mensuales y se tiene en cuenta también el valor cobrado como punto de comparación, finalmente se agrupan las clasificaciones para tener una visión general del flujo de producto terminado en las instalaciones. De acuerdo a los datos obtenidos se evidencia que los sitios destinados a almacenamiento deben ser flexibles porque el rango de respuesta de COLOMPACK ante las necesidades del cliente abarca cualquier rango de unidades que va en promedio desde 100 un hasta 120.000 un, así que debe cumplirse que sea un almacén sólo de transito de las materias primas y los materiales de empaque necesarios para la producción y de igual manera gestionar la entrega oportuna de producto terminado con el fin de no colapsar la cadena de suministro.

76
Tabla 23. Clasificación ABC mensual de producto terminado. Datos tomados del sistema ERP. Fuente: Autora.
MES CLASIFICACIÓN ART CANT MONTO
A 8 158.752 44.041.635
B 15 56.019 43.246.750
C 11 3.207 1.407.595
TOTAL 34 217.978 $ 88.695.980
A 14 315.847 120.442.623
B 69 298.808 231.071.052
C 25 7.862 11.770.745
TOTAL 108 622.517 $ 363.284.420
A 29 677.971 137.666.592
B 64 389.204 198.315.903
C 20 8.443 18.497.474
TOTAL 113 1.075.618 $ 354.479.969
A 29 677.971 137.666.592
B 64 389.204 198.315.903
C 20 8.443 18.497.474
TOTAL 113 1.075.618 $ 354.479.969
A 18 806.611 135.552.239
B 34 329.537 166.572.272
C 91 150.445 146.063.990
TOTAL 143 1.286.593 $ 448.188.501
A 16 494.694 105.977.005
B 72 465.656 254.841.658
C 27 17.183 27.331.990
TOTAL 115 977.533 $ 388.150.653
ART CANT MONTO
114 3.131.846 681.346.686
318 1.928.428 1.092.363.538
194 195.583 223.569.268
626 5.255.857 1.997.279.492
TOTALES GENERALES
C
B
A
TOTAL
ENERO
FEBRERO
MARZO
ABRIL
MAYO
JUNIO

77
Gráfica 13. Clasificación ABC de producto terminado Fuente: Autora
7.1.2 FASE 2: ANÁLISIS
Casillas desde la 2 a la 7, comprenden el recorrido de los productos o
diagramas de flujo del proceso presentados en los numerales 5.2.2.1 y 5.4.2,
una tabla racional de actividades, el diagrama relacional de recorridos y
actividades, todo esto teniendo en cuenta y alineando los conceptos de
necesidad de espacio y espacio disponible; la fase de análisis finaliza en el
diagrama relacional de espacios.
7.1.2.1 Tabla relacional de actividades
También conocido como diagrama de relación de actividades, es una
herramienta que permite mostrar el nivel de proximidad que deben tener
las áreas entre sí, responde a la pregunta ¿Qué tan importante es la
cercanía entre dos áreas?
0 100.000 200.000 300.000 400.000 500.000 600.000 700.000 800.000 900.000
ENERO
FEBRERO
MARZO
ABRIL
MAYO
JUNIO
UNIDADES VENDIDAS
Clasificación ABC - PRODUCTO TERMINADO
C
B
A

78
La escala de los valores para la proximidad de las actividades queda
indicada por las letras A, E, I, O, U, X:
RELACIÓN INTENSIDAD DE LA RELACIÓN
A Absolutamente importante
E Especialmente importante
I Importante
O Proximidad Ordinaria
U Sin importancia
X No aconsejable
Tabla 24. Grados proximidad Fuente: CASALS, Miguel. Complejos industriales, Centre de Recursos de Suport a la Docéncia, Universidad de Catalunya, septiembre, 2001
CÓDIGO MOTIVO
1 Flujo de material
2 Flujo del proceso
3 Flujo del personal
4 Control de inventario
5 Sin importancia
6 No es permitido por normatividad Tabla 25. Motivos de proximidad Fuente: Autora
Para la construcción de la tabla relacional de actividades se definen
las siguientes áreas y su correspondiente abreviatura de identificación
ABREVIATURA ÁREA
ALMP Almacenamiento MP
ALPVC/ALUM Almacenamiento aluminio y PVC
ALENV Almacenamiento de envases
ALEMP Almacenamiento de empaques
ALMPT Almacenamiento PT
DISP Dispensación
BLIST Blisteado
ENV Envase
EMP Empaque
RECEP Recepción de MP y ENEM
ENTPT Entrega de PT
OFALM Oficina del almacén
Tabla 26. Áreas diagrama de actividades Fuente: Autora

79
Tabla 27. Matriz relacional de actividades. Fuente: Autora
ALMP ALPVC/ALUM ALENV ALEMP ALMPT DISP BLIST ENV EMP RECEP ENTPT OFALM
ALMPU
5
U
5
X
6
X
6
A
1-2-3-4
U
5
U
5
X
5
E
1-3-4
U
5
E
2-4
ALPVC/ALUMU
5
O
1
U
5
U
5
A
1-2-3-4
O
5
U
5
E
1-3-4
U
5
E
2-4
ALENVO
1
O
5
U
5
U
5
A
1-2-3-4
X
6
E
1-3
U
5
E
2-4
ALEMPO
5
X
6
X
6
X
6
A
1-2-3-4
E
1-3
U
5
E
2-4
ALMPTX
6
X
6
X
6
A
1-2-3-4
U
5
A
1-2-3-4
E
2-4
DISPO
4
I
1
X
6
X
6
X
5
U
5
BLIST I
1
U
4
X
6
X
6
U
5
ENVI
1
X
6
X
6
U
5
EMPU
5
U
5
U
5
RECEPO
5
A
2-3-4
ENTPTI
2
OFALM

80
Las áreas resaltadas en la tabla de relaciones hacen parte de área blanca,
la lejanía es garantizada mediante el control del flujo de material y
personal exigido por las BPM, por lo que las relaciones X se evalúan, pero
no se grafican.
7.1.2.2 Diagrama relacional de recorridos y actividades
Consiste en graficar las relaciones resultantes de la tabla relacional de
actividades; es un esquema que se construye progresivamente hasta
llegar a lo establecido en el paso anterior. Se siguen los criterios a
continuación descritos, las áreas se unen con un tipo de línea y un tono
de acuerdo al tipo de relación:
Tabla 28. Calificación de las relaciones SLP Fuente: NIEBEL B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega. ED. 11ª. México 2004
Gráfica 14. Diagrama de recorridos Fuente: Autora

81
7.1.2.3 Diagrama relacional de espacios
La realización del diagrama relacional de espacios corresponde a la
casilla 7 de la metodología SPL, para ellos se debe pasar antes por las
casillas 6 y 7, que es conocer las necesidades de espacio de cada
actividad y contrastarlo con el espacio disponible.
Lo más frecuente es que un planteamiento tenga que enfrentar con la insuficiencia de superficies disponibles más que con ningún otro factor financiero. La limitación de las posibilidades de inversión se traduce, por lo general, a una reducción del espacio disponible. Sea la causa que sea, el caso es que no podrá disponer de todo el espacio que se desearía, lo cual significa que se debe efectuar un arreglo y ajustar el espacio que se necesita al espacio que se puede poner lógicamente a disposición. Este ajuste es una de las etapas más delicadas del SLP.
El almacenamiento de materias primas y materiales de enem lo conforma la capacidad del sótano más la capacidad del sexto piso, la estantería es semipesada máximo soporta 500 Kg por nivel, esto equivale a una capacidad máxima de 117.300 Kg. Entre los meses de enero a junio se recibieron en promedio 148.370 Kg de materiales, es decir, que la bodega se mantuvo con un exceso de capacidad del 40% durante el primer semestre del 2017, se debe tener presente no hay una rotación de materiales mensual, la rotación depende del lead time de liberación de una orden más el tiempo que demora en ser programada para producción.
Gráfica 15. Capacidad máxima de almacenamiento. Fuente: Autora, datos tomados del sistema ERP

82
Se evidencia que existe una falta de espacio de almacenamiento, junto con una gestión constante de devolución de saldos de materias primas y materiales de ENEM de producciones finalizadas, además de adaptar al cliente de que no debe enviar materiales sin contar con una orden de compra, de lo contrario se debe facturar el servicio de almacenamiento, porque el almacén de COLOMPACK es temporal no fijo.
Se tendrán en cuenta los espacios únicamente de almacenamiento, los espacios de producción se evalúan con el fin de reubicar el almacén que le provee materiales, no de reubicar el espacio de producción.
Principalmente deben hacerse cumplir las relaciones de más importante cercanía (A) y lejanía (X), en total son 17 relaciones de lejanía, pero como se mencionó anteriormente éstas se garantizan por el cumplimiento de las BPM, de estas relaciones deben cumplirse entonces 4.
Tabla 29. Resumen relaciones de actividades Fuente: Autora
RELACIONES CANTIDAD
A 7
E 9
I 4
O 7
U 21
X 17

83
Gráfica 16. Diagrama de espacios Fuente: Autora
ÁREA m²UNIDAD
10m²
ALM MP 84,04 8
ALM ENV 92,1 9
ALM PVC
ALUM9,34 1
ALM EMP 39,47 4
ALM PT 8,91 1
OF ALM 10,37 1
RECEP 13,6 1
ENTPT 13,6 1
TOTAL 271,43 26
ALM
PVC
ALUM
ALM
PT
RECEP OFALM ENT PT
ALM ENV
PR
OD
UC
CIÓ
NA
LMA
CÉN
ALM MP
ALM EMP
EMPBLISTENVDISP
RECORRIDO (# de pisos) ACTUAL PROPUESTO AHORRO
Almacen PVC y aluminio - Blisteado 3 0 3
Almacen PT - Entrega PT 3 0 3
Almacen y recepción - Oficina 1 0 1

84
7.1.3 FASE 3: SÍNTESIS
Incluye las casillas 8 y 9 del SPL y la creación de varias alternativas
definitivas de distribución de espacios de almacenamiento.
El resultado final de la fase de síntesis son varias opciones de distribución
adaptadas a las necesidades de la industria.
El espacio actual en donde funciona la planta y el almacén de COLOMPACK,
se está quedando atrás de la evolución y crecimiento que está teniendo la
empresa, así que lo ideal es una ampliación de las instalaciones adecuando
las actuales o considerando unas nuevas. La propuesta es inicialmente una
reestructuración de los espacios actuales de almacenamiento con el espacio
disponible, con el espacio actual es posible una reestructuración pero las
limitantes son muy altas, el personal no cuenta con el espacio adecuado para
cambiar su ropa de calle por la del trabajo y guardar sus pertenencias, es
necesario que el personal de bodega cuente con las mismas condiciones que
el personal de producción, tanto en beneficios como en deberes, los horarios
deben ser los mismos para todo el personal no es adecuado ni beneficioso
para el área misma que exista cruce de tiempo laborales, esto ocasiona
retrasos en las funciones, errores y faltantes en producción porque no hay en
las mismas jornadas personal de producción y bodega.
7.1.4 FASE 4: EVALUACIÓN
Hace parte de las últimas fases de la metodología SPL, es el momento de
evaluar el cumplimiento del layout de las relaciones establecidas de acuerdo
a las necesidades identificadas, sometiendo las opciones obtenidas a una
ponderación de acuerdo a los criterios del evaluador.
De acuerdo a los diagramas obtenidos, las relaciones de actividades y las
limitaciones expuestas, con la propuesta de distribución creada se logra
cumplir el 70% de lo establecido; no sin dejar a un lago la opción de que
puede obtenerse un resultado más óptimo y cómodo para el desarrollo de las
funciones y el flujo de la cadena de abastecimiento a lo largo del proceso.
Tabla 30. Eficiencia del resultado del SLP Fuente: Autora
RELACIONES CANTIDAD CUMPLIMIENTO
A 7 5
E 9 5
X 4 4
TOTAL 20 14
EFICIENCIA 70%

85
7.1.5 FASE 5: SELECCIÓN
De acuerdo a los resultados de la evaluación y a las necesidades de la
redistribución se debe seleccionar una opción o proyecto.
Se propone modificar y trasladar espacios de almacenamiento en el sótano,
en el tercer piso se libera espacio de producto terminado y en el sexto piso
se redistribuyen los espacios.

86
7.1.5.1 PLANO SÓTANO: ALMACENAMIENTO PROPUESTO
Plano 5. Plano sótano, almacenamiento propuesto Fuente: Autora
CONVENCIONES
Sabores y colores
TR
AN
SF
OR
MA
DO
R
BLISTEADO 1
SU
BE
ST
AC
IÓN
TA
BL
ER
OS
ELÉ
CT
RIC
OS
ENVASE
PRIMARIO
BLISTEADO 2
MONTACARGA
ESCLUSA 1
ÁREA DE
ALMACENAMIENTO
MATERIALES Y
GRANELES
ALMACENAMIENTO
MATERIAL
DE ENVASE
PUESTOS DE
TRABAJO
EQUIPO
DE AGUA
POTABLE
1,5
7
3,6
4
3,4
6
7,86
2,7
4
3,25
4,7
5
0,75
0,91
4,1
1
4,68
19,24
0,4
1,2
7
10,51
1,5
7
12,08
1,6
8
MATERIAS PRIMAS
MATERIAS PRIMAS
PRODUCTO
TERMINADO
INGRESO Y SALIDA
DE MP, ENEM Y PT
MP AEROSILES
SUPERVISOR OFICINA
M
P
ALUMINIO
PVC
ALCOHOLES IMPLEMENTOS
DE ASEO

87
7.1.5.2 PLANO PRIMER PISO: ALMACENAMIENTO PROPUESTO
Plano 6. Plano primer piso, almacenamiento propuesto Fuente: Autora
CONVENCIONES
Sustancias controladas
DISPENSACIÓN
PASILLO GENERAL
ENVASE DESOLIDOS 2
MEZCLA 1
TABLETERIA 2
ENVASE DESOLIDOS 1
RECUBRIMIENTO
ENCAPSULADO
SECADO 2
ALM
AC
EN
AM
IEN
TO
DE
LO
TE
SD
ISP
EN
SA
DO
S
PRODUCTOSEN PROCESO
ZONA DELAVADOMANOS
VESTIER MUJERES
ASEO
BAÑOHOMBRES
ACCESO ACOLOMPACK S.A.
RECEPCIÓN
ESCALERA
SALA DE ESPERA
VESTIERHOMBRES
PA
SIL
LO
IN
GR
ES
O
CU
AR
TO
DE
LA
VA
DO
ESCALERA
CUARTODE ASEO
ESCLUSA 2
ESCLUSA 1
PASILLO
CONTROL EN
PROCESO
TABLETERIA 3
BAÑO MUJERES
MO
NT
AC
AR
GA
TABLETERIA 1
CUARTOGRANELES
ALMACENAMIENTODE EQUIPOS DEPRODUCCIÓN
TABLETERIA 4
SECADO 1
ESCLUSA 4
PA
SIL
LO
GE
NE
RA
L
MEZCLA 2
ZONA DELAVADO MANOS
A. B.
ESCLUSA 3
REPISA
UNIFORMES ÁREABLANCA
VESTIERDE BPM
CUARTO DE INSUMOS
CAFETERIA
ESCLUSAPERSONAL
7,96
3,6
4
2,18
MATERIAS
PRIMAS NO
DISPONIBLES

88
7.1.5.3 PLANO SEXTO PISO: ALMACENAMIENTO PROPUESTO
Plano 7. Plano sexto piso, almacenamiento propuesto Fuente: Autora
CONVENCIONES
Cápsulas
ARCHIVO DOCUMENTAL
ALMACENAMIENTO
SUMINISTROS DE
LABORATORIO
MONTACARGA
2,6
9
4,74
1,3
2
6,39
6,39
1,7
91
,15
3,2
7
1,14
3,9
8
5,29
1,5
7
12,27
10,51
7,31
1,4
97,04
2,1
7,14
1,0
4
ALMACENAMIENTO
INSUMOS GH
1,8
5
9,87
1,5
7
1,6
1
7,4
2,94
ENEM
ENEM
ENEM
ENEM
ENEM
PUNTO DE
CONSULTA
ENEM
ENEM
ENEM
ENEM
89
7.1.6 FASE 6: IMPLANTACIÓN Y SEGUIMIENTO
No basta sólo con la puesta en marcha del proyecto seleccionado, es
indispensable realizar un seguimiento del resultado en para comprobar que
se esté ejecutando tal y como se había planeado, para en dado caso tomar
acciones de mejora o reevaluar la decisión tomada.
Para poner en marcha la propuesta es necesario: a. Habilitar ante los entes reguladores el espacio de almacenamiento
ubicado en el sexto piso, esto incluye adecuación del techo, muros y piso. b. Trasladar el almacenamiento de sustancias controladas al lugar donde
actualmente se encuentra la Oficina del Supervisor. c. Trasladar las materias primas no disponibles al lugar donde actualmente
se encuentra la Oficina del almacén. d. Ubicar en el espacio de las materias primas no disponibles y los aerosiles,
las dos oficinas: Supervisor y almacén e. Ubicar los aerosiles en donde se encuentran las sustancias controladas. f. Ubicar los vestieres en el primer pis, junto con los vestieres de planta, en
este espacio ubicar los suministros del laboratorio. g. Subir al sexto piso las cápsulas, en donde era el almacenamiento de
suministros del laboratorio. h. Bajar al sótano los aluminios y los PVC, ubicarlos en donde se encuentran
las cápsulas i. Finalmente, la base para el adecuado funcionamiento y flujo de todos los
materiales, es mantener una gestión de devolución de los saldos de las producciones junto con el producto terminado y la recepción de materias primas y materiales de enem junto con orden de compra, certificados completos y fechas de vencimiento dentro de los parámetros establecidos por la compañía (mayor a 3 meses).
7.1.7 SISTEMA ELECTRÓNICO DE CODIFICACIÓN18
Los sistemas electrónicos están basados en los WMS (Warehouse
Management Systems, o sistemas de administración de almacenes).
El sistema de códigos de barras es el más usado, debe ser complementario
con un sistema que lo soporte y haga su más óptimo aprovechamiento de la
herramienta.
El código de barras es un sistema de codificación creado a través de una
serie de líneas y espacios paralelos de distinto grosor. El código de barras
sirve para reconocer rápidamente un artículo en un comercio o en un punto
de la cadena logística, como un almacén.
Entre las ventajas principales de la implantación del código de barras destaca
especialmente su capacidad de agilizar la lectura de los artículos en los
productos, y la propiedad de evitar errores al teclear a mano.
18 GOMEZ APARICIO, Juan Miguel, Gestión Logística y Comercial. Mc Graw Hill. Madrid 2013. Unidad 5 El
almacén dentro de la red logística

90
Las siguientes cinco razones justifican el uso de códigos de barras para el
control de inventarios y actividades relacionadas19:
a. Exactitud: El desempeño representativo típico es menos de un error
en 3.4 millones de caracteres. Esto es favorable al compararlo con el
2% al 5% de error característico de la introducción de datos a través
de un teclado.
b. Desempeño: Un escáner de códigos de barras introduce datos tres o
cuatro veces más rápido que al oprimir teclas en un teclado.
c. Aceptación: La mayoría de los empleados disfrutan usar el escáner.
Es inevitable que lo prefieran al uso del teclado.
d. Costo bajo: Su costo de inversión es bastante bajo, más si se tiene
en cuenta que el no deben adquirirse sólo generalmente por el sistema
ERP, serán únicamente de uso interno.
e. Portabilidad: Un trabajador puede llevar un escáner a cualquier área
de la planta para determinarlos inventarios, el estado de las órdenes
y demás tareas.
El código de barras es útil en todas las fases del almacenamiento, desde la
recepción de materias primas y materiales de enem hasta la entrega de
producto terminado, el uso de un sistema ERP con el dinamismo de LIBRA
permite la generación de códigos de barras para uso interno, es decir, no se
necesita la adquisición a un tercero; tanto lo que ingresa a la cadena de
suministro como lo que sale no es propiedad de Colompack, por lo que el uso
de códigos de barras con reconocimiento comercial no es necesario, son los
clientes propietarios los responsables de implementar o no en sus productos
terminados los códigos de barras.
19 NIEBEL B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del trabajo. Ed. Alfaomega.
ED. 11ª. México 2004, p. 107-108

91
7.1.8 DIAGRAMA PROCESO PROPUESTO GENERAL
RECEPCIÓN 1
AUXILIAR BOD1 Revisar de la documentación
técnica. AUXILIAR BOD2 Contar y pesar, revisar la
remisión y recibirla a
conformidad.
AUXILIAR BOD1 Escanear la documentación
técnica. AUXILIAR BOD2 Ingresar al sistema lo recibido,
generar rótulos e identificar, junto
con los rótulos de cuarentena.
GENERACIÓN CÓDIGO DE
BARRAS
Identificación del material
AUXILIAR BOD1 Cargar al sistema la documentación técnica. AUXILIAR BOD2 De acuerdo a la ocupación en sistema de las
ubicaciones, con el terminal móvil dar
localización a los materiales recepcionados.
CÓDIGO DE BARRAS
Movimiento: CAMBIO UBICACIÓN
CÓDIGO DE BARRAS
Ubicación en estantes
ALMACENAMIENTO 2

92
SUMINISTRO
AUXILIAR BODEGA Con el terminal móvil
traspasar en el sistema las
cantidades reales a
entregar a producción
AUXILIAR
PRODUCCIÓN Dispensación de las
cantidades de
acuerdo a la OF. Generar rótulo de
dispensación
CÓDIGO DE BARRAS
Movimiento:
TRASPASO PRODUCCION
COLOMPACK
3
AUXILIAR BODEGA Revisar información de los saldos a
medida que el auxiliar de producción
los entrega. Con el terminal móvil traspasar en el
sistema las cantidades a almacén. Reubicar los saldos de acuerdo a la
ocupación del sistema.
AUXILIAR PRODUCCIÓN Generar el rótulo de
devolución, desde la
impresora térmica. Entregar saldos al
auxiliar de bodega
DEVOLUCIÓN INTERNA
CÓDIGO DE
BARRAS
Movimiento:
TRASPASO
ALMACÉN COLOMPACK
4
CÓDIGO DE
BARRAS
Movimiento:
CAMBIO UBICACIÓN

93
Gráfica 17. Proceso general propuesto Fuente: Autora
PRODUCTO TERMINADO
CÓDIGO DE
BARRAS
Movimiento:
SALIDA MATERIAL TERC. DEVOL
ENTREGA Y DEVOLUCIÓN 5
AUXILIAR DE EMPAQUE Ingresar el producto terminado al
sistema. Generar rótulo de identificación para el
producto terminado. AUXILIAR BODEGA Con el terminal móvil remisionar el
producto terminado a entregar Entregar remisión a conformidad al
cliente.
AUXILIAR DE BODEGA Recibir por parte de Planeación
información de las cantidades de
materias primas y materiales de
enem a entregar al cliente. Con el terminal móvil traspasar en el
sistema la cantidad a devolver. Remisionar y entregar a
conformidad al cliente.
CÓDIGO DE
BARRAS
Identificación del material
GENERAR
CÓDIGO DE
BARRAS
Identificación
del PT

94
7.2 ANÁLISIS PROPUESTA
7.2.1 DIAGRAMA PROCESO PROPUESTO INGRESO FÍSICO
Tabla 31. Diagrama proceso ingreso lógico propuesto Fuente: Autora
PROCESO: Ingreso físico de materiales
UBICACIÓN INICIAL: Entrada del almacén CANT AUXILIARES: 2
MÉTODO: Propuesto
AUX
1
Recibir la documentación y rev isar el cumplimiento de
las especificaciones documentales requeridas
AUX
2
Contar y pesar, rev isar la remisión y recibirla a
conformidad.
AUX
1Escanear la documentación técnica
AUX
2
Con la terminal móvil ingresar al sistema lo recibido,
generar rótulos en la impresora portátil e identificar,
junto con los rótulos de cuarentena preimpresos.
AUX
1Cargar al sistema la documentación técnica.
AUX
2
De acuerdo a la ocupación en sistema de las
ubicaciones, con el lector móvil dar localización a los
materiales recepcionados.
AUX
2Solicitar y esperar el ascensor de carga
AUX
2Cargar los materiales de enem
AUX
2Subirlos al sexto piso
AUX
2Descargarlos y ubicarlos en la zona de recepción
ACTUAL PROPUESTO
SÍMBOLODESCRIPCIÓN DE LA ACTIVIDAD
RESUMEN
ACTIVIDAD AHORRO
2 2
1 1
3 2
2 2
TOTAL 0
0 0
2 1
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de bodega
10 10
OPERACIÓN
CREAR REGISTRO 0 2 -2
1
0
0
0
0
1
INSPECCIÓN Y OPERACIÓN
INSPECCIÓN
DEMORA
ALMACENAMIENTO
TRANSPORTE

95
7.2.2 DIAGRAMA PROCESO PROPUESTO INGRESO LÓGICO
Tabla 32. Diagrama proceso ingreso lógico propuesto Fuente: Autora
PROCESO: Ingreso lógico de materiales
UBICACIÓN INICIAL: Oficina de almacén/rampla de descenso
MÉTODO: Propuesto
DESCRIPCIÓN DE LA ACTIVIDAD
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de
bodega
SÍMBOLO
RESUMEN
ACTUAL PROPUESTO AHORRO
13 0 13
1 0 1
0 0 0
1 0 1
3 0 3
0 0 0
8 0 8

96
7.2.3 ESTUDIO TIEMPOS PROPUESTO INGRESO FÍSICO
PROCESO: Ingreso físico de materiales COLABORADOR: Auxiliar de bodega CANT AUXILIARES: 2
MÉTODO: Propuesto UBICACIÓN INICIAL: Sótano
A AUX 1 Recibir la documentación y rev isar el cumplimiento de las especificaciones documentales requeridas
B AUX 2 Contar y pesar, rev isar la remisión y recibirla a conformidad.
C AUX 1 Escanear la documentación técnica
D AUX 2
E AUX 1 Cargar al sistema la documentación técnica.
F AUX 2
G AUX 2 Solicitar y esperar el ascensor de carga
H AUX 2 Cargar los materiales de enem y subirlos al sexto piso
I AUX 2 Descargarlos y ubicarlos en la zona de recepción
T L T L T L T L T L T L T L T L T L
5,49 5,49 35,17 40,66 1,35 42,01 6,58 48,59 1,02 49,61 10,19 59,80 1,09 60,89 1,33 62,22 2,45 64,67
4,08 4,08 26,19 30,27 0,43 30,70 9,63 40,33 1,30 41,63 20,04 61,67 2,23 63,90 1,25 65,15 1,24 66,39
4,15 4,15 42,49 46,64 1,17 47,81 10,80 58,61 0,50 59,11 20,17 79,28 1,22 80,50 1,48 81,98 3,05 85,03
TIEMPO TOTAL ESTÁNDAR DEL PROCESO
HH:MM:SS
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
Con la terminal móvil ingresar al sistema lo recibido, generar rótulos en la impresora portátil e identificar, junto
con los rótulos de cuarentena preimpresos.
De acuerdo a la ocupación en sistema de las ubicaciones, con el lector móvil dar localización a los materiales
recepcionados.
1,51 1,35 2,25
1,68 1,50 2,49
1,93 1,73 2,87
91,95
1:31:57
1,04 18,65
SUPLEMENTOS** 1,15
TE 5,84 44,19 1,26 11,49
CALIFICACIÓN* 1,11
TN 5,08 38,42 1,09 9,99
1,20 21,45
ACTIVIDADES
CICLO A B C D E F G H I
1
2
3
TP 4,57 34,62 0,98 9,00 0,94 16,80

97
Tabla 33. Estudio de tiempos ingreso físico y lógico propuesto Fuente: Autora
ACTUAL PROPUESTO AHORRO
64,32 91,95 -27,63
127,5 0 127,5
191,82 91,95 99,87
3:11:49 1:31:57 1:39:52HH:MM:SS
INGRESO LÓGICO
INGRESO FÍSICO
PROCESO
TOTAL
RESUMEN (minutos)
Habilidad B1 (+0,11) Fatiga básica 4%
Esfuerzo D (+0,00) Estar de pie 2%
Condiciones D (+0,00) 9%
TOTAL 0,11 PORCENTAJE TOTAL 15%
Peso manipulado (40 Kg por v iaje
en promedio)
Observaciones: El proceso se lleva a cabo por dos auxiliares, el AUX 1 tiene mayor habilidad en la rev isión y comprensión de los
documentos técnicos, el mismo auxiliar se encarga de toda la parte documental. El AUX 2, genera los rótulos e identifica
inmediatamente los materiales recibidos.
Se estima el tiempo del proceso de recibir 100Kg por ciclo.
CALIFICACIÓN* SUPLEMENTOS**

98
7.2.4 DIAGRAMA PROCESO PROPUESTO ENTREGA DISPENSACIÓN
Tabla 34. Diagrama proceso entrega a dispensación propuesto Fuente: Autora
PROCESO: Suministro de materias primas
UBICACIÓN INICIAL: Sótano MÉTODO: Actual
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC de las materias primas para iniciar el picking
Con el lector móvil traspasar en el sistema las cantidades reales a
entregar a producción
Ubicarlas en una estiba
Garantizar que las materias primas se encuentren en condiciones
de ser entregadas a planta, embolsar y v inipelar de ser necesario
Solicitar el ascensor
Cargar las materias primas
Dirigirse al primer piso
Ubicar la estiba en la esclusa
Entregar las materias primas
Hacer firmar la HC como constancia
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
1 1 0
13 10 3
1 0 1
2 2 0
0 0 0
1 1 0
4 2 2
4 4 0
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de bodega
SÍMBOLO
RESUMEN
ACTUAL PROPUESTO AHORRO

99
7.2.5 DIAGRAMA PROCESO PROPUESTO ENTREGA BLISTEADO
Tabla 35. Diagrama proceso entrega a blisteado propuesto Fuente: Autora
PROCESO: Suministro de aluminio y PVC
UBICACIÓN INICIAL: Sótano
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC del aluminio y PVC para iniciar el picking
Con el lector móvil traspasar en el sistema las cantidades reales a
entregar a producción
Ubicarlas en una estiba
Llevar la estiba a la esclusa
Retirar las cajas y dejar únicamente las bolsas del aluminio y PVC
en la esclusa
Entregar los materiales
Hacer firmar la HC como constancia
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
1 1 0
13 7 6
0 0 0
1 1 0
0 0 0
1 0 1
6 3 3
4 2 2
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de bodega
MÉTODO: Propuesto
SÍMBOLO
RESUMEN
ACTUAL PROPUESTO AHORRO

100
7.2.6 DIAGRAMA PROCESO PROPUESTO ENTREGA A ENVASE
Tabla 36. Diagrama proceso de entrega a envase propuesto Fuente: Autora
PROCESO: Suministro de envases
UBICACIÓN INICIAL: Sexto piso
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC envases para iniciar el picking
Con el lector móvil traspasar en el sistema las cantidades reales a
entregar a producción
Ubicarlos en una estiba
Solicitar el ascensor
Cargar los materiales
Dirigirse al tercer piso
Ubicar la estiba en la esclusa
Retirar las cajas y dejar únicamente las bolsas con los envases en
la esclusa
Entregar los materiales
Hacer firmar la HC como constancia
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
1 1 0
13 10 3
0 0 0
1 1 0
0 0 0
1 1 0
6 3 3
4 4 0
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de bodega
MÉTODO: Propuesto
SÍMBOLO
RESUMEN
ACTUAL PROPUESTO AHORRO

101
7.2.7 DIAGRAMA PROCESO PROPUESTO ENTREGA EMPAQUE
Tabla 37. Diagrama proceso entrega a empaque propuesto Fuente: Autora
PROCESO: Suministro de empaque
UBICACIÓN INICIAL: Sexto piso
DESCRIPCIÓN DE LA ACTIVIDAD
Recibir la HC de empaque para iniciar el picking
Con el lector móvil traspasar en el sistema las cantidades reales a
entregar a producción
Ubicarlos en una estiba
Solicitar el ascensor
Cargar los materiales
Dirigirse al tercer piso
Ubicar la estiba en el área
Entregar los materiales
Hacer firmar la HC como constancia
ACTIVIDAD
OPERACIÓN
TRANSPORTE
ALMACENAMIENTO
DEMORA
INSPECCIÓN
INSPECCIÓN Y OPERACIÓN
AGREGAR INFORMACIÓN A UN REGISTRO
TOTAL
1 1 0
11 9 2
0 0 0
1 1 0
0 0 0
1 1 0
4 2 2
4 4 0
DIAGRAMA DE PROCESO
COLABORADOR: Auxiliar de bodega
MÉTODO: Propuesto
SÍMBOLO
ACTUAL PROPUESTO AHORRO

102
7.2.8 ESTUDIO TIEMPOS PROPUESTO ENTREGA DISPENSACIÓN
PROCESO: Suministro de materias primas COLABORADOR: Auxiliar de bodega
MÉTODO: Propuesto UBICACIÓN INICIAL: Sótano
A Recibir la HC de las materias primas para iniciar el picking
B Con el lector móvil traspasar en el sistema las cantidades reales a entregar a producción y ubicarlas en una estiba
C
D Solicitar el ascensor y cargar los materiales, dirigirse al tercer piso
E Ubicar la estiba en el área, entregar los materiales y hacer firmar la HC
T L T L T L T L T L
4,12 4,12 3,45 7,57 6,19 13,76 13,14 26,90 5,24 32,14
5,38 5,38 2,3 7,68 5,31 12,99 10,47 23,46 8,06 31,52
3,07 3,07 5,1 8,17 9,2 17,37 19,41 36,78 5,53 42,31
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
CICLOA B C D E
6,90 6,90 14,34
Garantizar que las materias primas se encuentren en condiciones de ser entregadas a planta, embolsar y v inipelar de ser
necesario
CALIFICACIÓN* 1,02
1
2
3
TP 4,19 3,62
SUPLEMENTOS** 1,09
14,63
15,94
39,97
0:40:22
TE 4,66 4,02 7,67 7,67
TN 4,27 3,69 7,04 7,04

103
Tabla 38. Estudio de tiempos entrega a dispensación propuesto Fuente: Autora
Habilidad D (+0,00) Fatiga básica 4%
Esfuerzo C2 (+0,02) Estar de pie 2%
Condiciones D (+0,00) Peso manipulado (20 Kg sin ayuda mecánica) 3%
TOTAL 0,02 PORCENTAJE TOTAL 9%
CALIFICACIÓN* SUPLEMENTOS**
Observaciones: Las materias primas al ser almacenada por ubicación de acuerdo a la disponibilidad en sistema, la búsqueda se
realiza consultando la ubicación solciitada en la HC.
El auxiliar cuenta con un lector móvil que permite la consulta inmediata en el sistema de lo que requiera.

104
7.2.9 ESTUDIO TIEMPOS PROPUESTO ENTREGA BLISTEADO
PROCESO: Suministro de aluminio y PVC COLABORADOR: Auxiliar de bodega
MÉTODO: Propuesto UBICACIÓN INICIAL: Sótano
A Recibir la HC del aluminio y PVC para iniciar el picking
B Con el lector móvil traspasar en el sistema las cantidades reales a entregar a producción
C Ubicarlas en una estiba y llevar la estiba a la esclusa
D Retirar las cajas y dejar únicamente las bolsas del aluminio y PVC en la esclusa
E Entregar los materiales y hacer firmar la HC como constancia
F Retirar las cajas de la esclusa, anular los rótulos de indentificación y llevarlas a la zona de reciclaje
T L T L T L T L T L T L
2,47 2,47 10,35 12,82 0,34 13,16 5,52 18,68 2,17 20,85 4,07 24,92
4,26 4,26 8,2 12,46 0,52 12,98 7,45 20,43 7,04 27,47 2,57 30,04
4,19 4,19 12,45 16,64 0,46 17,1 7,23 24,33 4,36 28,69 5,52 34,21
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
CICLO A B C D E F
ACTIVIDADES
0,44 6,73 4,52 4,05
1
2
3
TP 3,64 10,33
7,78 5,57 5,10
SUPLEMENTOS** 1,09
CALIFICACIÓN* 1,05
TN 4,69 11,38 1,49
6,19
36,78
0:37:11
TE 5,78 12,47 2,58 8,87 6,66

105
Tabla 39. Estudio de tiempos de entrega a blisteado Fuente: Autora
Habilidad C2 (+0,03) Fatiga básica 4%
Esfuerzo C2 (+0,02) Estar de pie 2%
Condiciones D (-0,00) 3%
TOTAL 0,05 PORCENTAJE TOTAL 9%
CALIFICACIÓN* SUPLEMENTOS**
Peso manipulado (20 Kg sin ayuda
mecánica)
Observaciones: Se evalúa el proceso con la entrega de 3 rollos de aluminio y 3 rollos de PVC por ciclo.
Facilidad al identificar los saldos, el rótulo del saldo se genera desde el sistema y es adhesivo.

106
7.2.10 ESTUDIO TIEMPOS PROPUESTO ENTREGA ENVASE
PROCESO: Suministro de envases COLABORADOR: Auxiliar de bodega
MÉTODO: Propuesto UBICACIÓN INICIAL: Sexto piso
A Recibir la HC envases para iniciar el picking
B Con el lector móvil traspasar en el sistema las cantidades reales a entregar a producción y ubicarlos en una estiba
C Solicitar el ascensor y cargar los materiales, dirigirse al tercer piso
D Ubicar la estiba en la esclusa, retirar las cajas y dejar únicamente las bolsas con los envases en la esclusa
E Entregar los envases y hacer firmar la HC como constancia
F Retirar las cajas de la esclusa, anular los rótulos de indentificación y llevarlas a la zona de reciclaje
ACTIVIDADES
T L T L T L T L T L T L
2,15 2,15 15,45 17,6 7,5 25,1 29,25 54,35 1,19 55,54 6,09 61,63
1,48 1,48 11,26 12,74 5,06 17,8 22,53 40,33 0,54 40,87 5,24 46,11
2,44 2,44 17,52 19,96 3,51 23,47 25,32 48,79 1,02 49,81 5,56 55,37
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
0,97 5,97
CICLO A B C D E F
5,36 25,70 0,92 5,63
1
2
3
TP 2,02 14,74
SUPLEMENTOS** 1,06
TE 2,27 16,57 6,02 28,88
CALIFICACIÓN* 1,06
TN 2,14 15,63 5,68 27,24
1,03 6,33
61,09
1:01:54

107
Tabla 40. Estudio de tiempos entrega envase propuesto Fuente: Autora
Habilidad B2 (+0,08) Fatiga básica 4%
Esfuerzo C2 (+0,02) Estar de pie 2%
Condiciones E1 (-0,04)
TOTAL 0,06 PORCENTAJE TOTAL 6%
CALIFICACIÓN* SUPLEMENTOS**
Observaciones: se evalúa el proceso con la entrega de 24 corrugadas de envase aproximadamente por ciclo.
Todo el material se encuentra identificado desde su ingreso.

108
7.2.11 ESTUDIO TIEMPOS PROPUESTO ENTREGA EMPAQUE
Tabla 41. Estudio de tiempos entrega empaque propuesto Fuente: propio
PROCESO: Suministro de empaque COLABORADOR: Auxiliar de bodega
MÉTODO: Propuesto UBICACIÓN INICIAL: Sexto piso
A Recibir la HC de empaque para iniciar el picking
B Con el lector móvil traspasar en el sistema las cantidades reales a entregar a producción y ubicarlos en una estiba
C Solicitar el ascensor y cargar los materiales, dirigirse al tercer piso
D Ubicar la estiba en el área, entregar los materiales y hacer firmar la HC
ACTIVIDADES
T L T L T L T L
2,04 2,04 9,43 11,47 8,11 19,58 5,48 25,06
5,14 5,14 12,24 17,38 6,3 23,68 3,16 26,84
4,22 4,22 10,35 14,57 7,43 22 3,01 25,01
TOTAL TIEMPO ESTÁNDAR DEL PROCESO
HH:MM:SS
Habilidad D (+0,00) Fatiga básica 4%
Esfuerzo C2 (+0,02) Estar de pie 2%
Condiciones D (+0,00)
TOTAL 0,02 PORCENTAJE TOTAL 6%
C D
TOMA DE TIEMPOS
DESCRIPCIÓN DE LA ACTIVIDAD
1
2
3
TP 3,8 10,67
CICLO A B
Observaciones: Los materiales se encuentran identificados desde su ingreso.
SUPLEMENTOS** 1,06
TE 4,11 11,54 7,87 4,20
7,28 3,88
CALIFICACIÓN* 1,02
TN 3,876 10,89 7,43 3,96
27,72
0:27:43
CALIFICACIÓN* SUPLEMENTOS**

109
7.3 PRESUPUESTO DE INVERSIÓN
La implementación de la propuesta incluye la adquisición de los siguientes recursos, en la columna de “estado” se indica si debe o no comprarse, ya que se cuenta con alguno de ellos.
Tabla 42. Valor de la inversión Fuente: Autora
La cantidad de códigos de barras de las ubicaciones se calcula de acuerdo a la cantidad de ubicaciones físicas contadas en el sótano y en el sexto piso; las terminales portátiles son básicas, deben permitir la lectura de códigos de barras y tener plataforma Android que permite la adaptación del sistema ERP.
7.3.1 RECUPERACIÓN DE LA INVERSIÓN
Se comparan los recursos actuales y los propuestos, el tiempo es el recurso
más alto y se calcula de acuerdo al valor pagado por auxiliar, actualmente, la
cantidad de horas extra se traduce en un promedio mensual de $700.000, en
la propuesta no se hace necesario generar horas extra, ya que se garantiza
un proceso organizado y fluido que se puede realizar dentro de la jornada
laboral normal. El sueldo mensual es el pagado por la empresa que incluye,
auxilio de transporte, salud, cesantías y prestaciones.
RECURSO ESTADO CANTIDAD VALOR TOTAL
Escaner Conforme 1 -
Equipo de cómputo Conforme 1 -
Terminal portatil Adquirir 3 3.000.000
Códigos de barras movimientos y
cambio de ubicaciónGenerar 3 -
Impresora térmica producción Adquirir 1 3.200.000
Impresora térmica empaque Adquirir 1 3.200.000
Impresora térmica bodega Conforme 1 -
Rótulos blancos adhesivos pequeños Adquirir 225 6.750
Códigos de barras en cada ubicación Generar 225 -
9.406.750$
INVERSIÓN
TOTAL

110
Valor minuto
ACTUAL* 1.301.160$ 90$
PROPUESTO 1.161.160$ 81$
Sueldo mensual
Promedio entrega de ordenes de fabricación a planta, 6 OF
Días trabajados al mes, 20 días
Promedio diario de clientes, 5 clientes
*Se paga en promedio $140.000 de horas extras mensuales
Salario auxiliar de bodega $770.000
ETAPA DESCRIPCIÓNTIEMPO
(min/proceso)
TIEMPO
(min/mes)VALOR
Ingreso físico de materiales 64,32 6.432,00 581.184,80
Ingreso lógico de materiales 127,5 12.750,00 1.152.068,75
Entrega a dispensación 58,32 6.998,20 632.345,79
Entrega a blisteado 71,57 8.588,40 776.033,51
Entrega a envase 88,39 10.606,28 958.365,73
Entrega a empaque 61,84 7.420,25 670.481,74
471,93 52.795,13 4.770.480,32$
TIEMPO AUXILIARES - ACTUAL
RECEPCIÓN
SUMINISTRO
TOTAL
RECURSOS ACTUALES MENSUALES CANTIDAD VALOR TOTAL
Rótulo adhesivos blancos bodega 2.500 80.250
Tinta para bodega 0,75 21.467
Tiempo auxiliares NA 4.770.480
4.872.198$ TOTAL
ETAPA DESCRIPCIÓNTIEMPO
(min/proceso)
TIEMPO
(min/mes)VALOR
Ingreso físico de materiales 91,946295 9.194,63 741.419,17
Ingreso lógico de materiales 0 - -
Entrega a dispensación 39,97 3.997,00 322.302,54
Entrega a blisteado 36,78 3.678,00 296.579,62
Entrega a envase 61,09 6.109,00 492.606,00
Entregaa empaque 27,72 2.772,00 223.523,30
257,51 25.750,63 2.076.430,62$ TOTAL
SUMINISTRO
TIEMPO AUXILIARES - PROPUESTO
RECEPCIÓN

111
Tabla 43. Análisis de la inversión Fuente: Autora
Se estima que, en un periodo de 3 meses y medio, la inversión se recupere,
a partir de este periodo la empresa percibirá un ahorro de $2.692.475
mensuales con la implementación de la propuesta de mejoramiento en el
almacenamiento que corresponde a un 45% de los recursos actuales.
RECURSOS PROPUESTOS MENSUALES CANTIDAD VALOR TOTAL
Etiquetas para impresoras móviles 750 24.075
Tinta para impresoras móviles 0,23 6.440
Etiquetas para impresora de producción 1.250 41.250
Tinta para impresora de producción 0,38 10.734
Etiquetas para impresora de empaque 500 16.500
Tinta empaque 0,15 4.293
Tiempo auxiliares NA 2.076.431
2.179.723$ TOTAL
RECURSOS ACTUALES MENSUALES 4.872.198
RECURSOS PROPUESTOS MENSUALES 2.179.723
AHORRO 2.692.475
INVERSIÓN 9.406.750$
TIEMPO EN RECUPERAR LA INVERSIÓN 3,49
RECUPERACIÓN DE LA INVERSIÓN

112
8. CONCLUSIONES
El diagnóstico de las etapas del proceso de almacenamiento permitió ver
claramente los puntos con oportunidades de mejora, el hecho de no dejar
parar la operación hace que se interrumpa el flujo diariamente, detenerse
y analizar el estado actual del proceso ayuda a crear nuevas prácticas
que hacen que el proceso avance y evolucione.
A pesar de la reacción inicial negativa por parte del personal durante la
toma de tiempos y observación de las tareas, se obtiene de ellos mismos
ideas que re-direccionadas y gestionadas adecuadamente generan
cambios beneficiosos para ellos mismos.
La implementación de tecnología, permite el ahorro de tiempo, esfuerzo y
recursos, además, disminuye la información poco fiable, y los problemas
de inventarios que se presentan diariamente, ya que facilita el control en
todas las etapas del proceso.
La implementación de la propuesta garantiza el control, la identificación y
la organización de los materiales custodiados por la empresa, pero está
en manos de la capacitación y el seguimiento del personal, que el proceso
se mantenga de la forma ideal planteada en la presente propuesta.
El ingreso físico y lógico dejan de ser procesos independientes, se
reasignan funciones y se combina la tarea, para lograr que los materiales
ingresados sean identificados completamente antes de ser ubicados, y
evidenciar fallas en la documentación técnica enviada por el cliente.
Después de 3 meses y medio, de implementar la propuesta la empresa
percibirá un ahorro del 45% es decir, $2.692.475, esto en términos de
dinero, pero el personal evidenciará así mismo una mayor optimización
de sus facultades, no se desgastará en búsquedas innecesarias de
materiales y sus tareas será cada vez más fluidas.
113
9. RECOMENDACIONES
El espacio disponible de almacenamiento no es suficiente para el volumen de materiales recibidos mensualmente, se recomienda un traslado o modificación de las instalaciones actuales.
El hecho de que la empresa funcione en diferentes pisos hace que el trabajo sea más dispendioso, que los auxiliares se esfuercen más y las tareas tenga una demora por defecto, ya que la única comunicación entre los pisos para el transporte de materiales es un ascensor de carga, si la empresa funcionara en una sola planta esto se eliminaría, para disminuir un poco la demora en la entrega de producto al cliente se habilita un espacio de almacenamiento de producto terminado en el sótano, allí se espera se ubique el producto terminado que será entregado durante el día.
Es vital que el área de planeación gestione la devolución de materias primas y materiales de envase y empaque al cliente, informando a bodega que puede debe devolver, para no entorpecer próximas producciones.
La correcta implementación de la propuesta beneficia no sólo al área de almacenamiento, favorece y mejora todos los procesos de la empresa, porque es el área que inicia y finaliza la cadena de abastecimiento, además de ser el contacto más cercano con el cliente y el que debe mantener la mejor imagen de COLOMPACK.
114
BIBLIOGRAFÍA E INFOGRAFÍA
CASALS, Miguel. Complejos industriales, Centre de Recursos de Suport a la
Docéncia, Universidad de Catalunya, septiembre 2001.
COLOMPACK, Especialistas en desarrollo y manufactura farmacéutica. Nosotros.
[En línea]. [Consultado abril 12 de 2017]. Disponible en
<http://www.colompack.com/?i=9>
ESADE, Business School. Guías de gestión de la innovación: Producción y
Logística. Primera edición en Castellano. Cataluña: Generalitat de Cataluña, 2004.
ESPITIA ESCUER, Manuel Antonio y grupo PILOT de investigación en logística.
Logística y cadena de suministro: líneas de investigación actuales. Gobierno de
Aragón, Universidad de Zaragoza.
GARCÍA DE LA FUENTE, David. Distribución en planta, Universidad de Oviedo.
GOMEZ APARICIO, Juan Miguel, Gestión Logística y Comercial. Mc Graw Hill.
Madrid 2013.
INIVIMA, Instituto Nacional de Vigilancia de Medicamentos y Alimentos. Decreto
número 677 de 1995 (abril 26). [En línea]. [Consultado abril 15 de 2017]. Disponible
en
<https://www.invima.gov.co/images/pdf/medicamentos/decretos/decreto_677_199
5.pdf>
Manual Básico de Logística Integral. Ediciones Díaz de Santos S.A., Madrid 2013
MORA GARCÍA, Luis Anibal. Indicadores de la gestión logística: KPI “Los
indicadores claves del desempeño logístico”. Segunda edición. Bogotá: Ecoe
Ediciones, 2012.
MORA GARCÍA, Luis Anibal. Diccionario de logística y SCM. 1ra edición. Bogotá:
High Logistics.
NIEBEL B. W., Freivalds A. Ingeniería Industrial, Métodos estándares y diseño del
trabajo. Ed. Alfaomega. ED. 11ª. México 2004.
Notas de curso BPM para la industria cosmética y farmaceútica. Sesión BPA.
Universidad Nacional de Colombia. Julio 2017.
ORGANIZACIÓN MUNDIAL DE LA SALUD, Series de Informe Técnicos. Informe 40 OMS. Anexo 2, Ginebra 1990. USP 38, Farmacopea de los Estados Unidos de América. NF 33 Tomo 1, preliminares VII, Mayo 2015.

TIPO DE DOCUMENTO Página 1 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
1. OBJETIVO: Garantizar que los materiales que ingresan a COLOMPACK S.A., cumplan con las especificaciones de las Buenas Prácticas de Manufactura (BPM) y se almacenen en condiciones óptimas logrando mantener su calidad total. 2. ALCANCE: El presente procedimiento aplica al área de Bodega para la recepción y almacenamiento de todos los materiales (materias primas, insumos, material de acondicionamiento primario y secundario y producto a granel) que ingresen a COLOMPACK S.A. 3. RESPONSABLES:
Este procedimiento es de cumplimiento por los auxiliares de bodega y debe ser verificado por el Supervisor de Bodega y Coordinador de Planeación.
Aseguramiento de calidad es el responsable de verificar el cumplimiento del presente procedimiento. 4. FLUJOGRAMA.
Verificar el estado
del material,
embalaje y
documentación
Se hace el ingreso al
sistema libra de
acuerdo a los
parámetros solicitados
por este
Se identifica la materia
prima con el rótulo
generado por libra al
hacer el ingreso
Se ingresa al inventario
en la ubicación del
cliente correspondiente
y en las condiciones
indicadas
¿Material esta
conforme?

TIPO DE DOCUMENTO Página 2 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
5. POLITICAS Y GENERALIDADES. 5.1. Para la ejecución de las actividades de bodega, el personal de este proceso debe utilizar
los implementos de seguridad obligatorios: botas, overol, guantes, cofia y tapa bocas en caso de ser necesario. El casco no se considera como elemento de protección puesto que los racks no son de gran altura.
5.2. Para materias primas que sean adquiridas por Colompack y de acuerdo a las políticas de
compras establecidas, se debe tener en cuenta para el ingreso que estas deben tener una vida útil mínima de 1 año, excepto si la Dirección Técnica aprueba algo diferente.
5.3. Los materiales entregados por parte de los clientes, estos deberán recibirse con una vida útil mínima de tres meses, salvo excepciones acordadas con los clientes. En caso de que la fecha sea menor a éste tiempo, el cliente debe adjuntar la orden de compra por el servicio de reanálisis, si no se cuenta con dicho documento no es permitido recibir la materia prima.
5.4. Todos los materiales que ingresen a bodega antes de ser almacenados deberán ser limpiados exteriormente con ALCOHOL AL 70%.
5.5. Los materiales siempre deben ser recibidos con certificados de análisis ya sea de proveedor o del cliente, en caso contrario se debe informar al Coordinador de Planeación logística quien deberá autorizar la recepción e informar al cliente del faltante de la documentación.
5.6. El almacenamiento que se lleva a cabo en COLOMPACK S.A. es de tipo caótico debido que las asignaciones de espacio se efectúan a medida que va recibiendo el material.
5.7. El material de empaque secundario pre impreso deberá ser ingresado al sistema de control de inventarios inmediatamente sea recibido, para luego ser almacenado bajo llave en el área de acondicionamiento. para el material de empaque primario se coordinara con el cliente la fecha de ingreso según programación de producción para que este se enviado el día de inicio del proceso de envase.
5.8. Las materias primas recibidas deben estar ligadas a una orden de fabricación radicada por el cliente en el área de Planeación y logística. Lo anterior para evitar el almacenamiento de materias primas que no son necesarias para la fabricación.
5.9. Los gases recibidos deben tratarse como otra materia prima, es decir, deben ser recibidos con certificados de análisis ya sea de proveedor o del cliente.
5.10. Cuando sea recibida una materia prima poco común, se debe verificar que se tenga archivada la ficha de seguridad. En caso tal, solicitar al cliente.
5.11. Los aromas, sabores y colores deben almacenarse en racks separados de las demás materias primas.

TIPO DE DOCUMENTO Página 3 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
5.12. El peso de las materias primas recibidas debe ser verificado por el auxiliar de bodega, confirmando que coincida con la remisión y rotulo de la materia prima. En caso de que no coincida, se debe informar al cliente por medio del área de Planeación y Logística.
5.13. Las materias primas deben ser almacenadas según sean aromas, sabores, colores,
materias primas controladas, alcoholes, aerosiles y capsulas. Las restantes deben ser almacenadas en el rack del respectivo cliente.
5.14. La zona de cuarentena implementada es por medio del sistema de inventarios LIBRA.
5.15. Todas las áreas de la bodega deben estar debidamente identificadas, delimitadas y
separadas. 6. DESCRIPCION DE LAS ACTIVIDADES: 6.1. RECEPCION DE MATERIALES
Numeral Descripción de las Actividades Responsable
6.1.1
Verificar el estado físico del material que ingresa a la bodega. Proceder a diligenciar la LLLOP002- F5 Lista de Chequeo versión vigente, esta lista de chequeo debe ser diligenciada por el auxiliar o supervisor de bodega, en caso de que un ítem de verificación No Cumpla, el supervisor de bodega deberá remitir el documento a Aseguramiento de Calidad para determinar si el material se recibe o no, o las precauciones a seguir.
Auxiliar y/o Supervisor de
Bodega
6.1.2
Se debe verificar los aspectos:
Cantidades de los materiales recibidos contra la remisión enviada por el cliente, revisando el número de contenedores y el peso declarado en cada uno.
Que los recipientes no presenten perforaciones o rupturas, que se encuentren libres de suciedad y de oxido y que el material no se encuentre expuesto al ambiente.
Que el rotulo de identificación sea legible y que contenga mínimo la siguiente información: nombre del material, nombre del cliente, número de lote, cantidad y fecha de vencimiento.
Las canecas deben llegar con anillo de seguridad en buen estado y/o cubierto con cinta de seguridad y rotuladas.
Los rollos de aluminio, PVC, PVDC u otros materiales laminados se encuentren protegidos con bolsas plásticas de polietileno limpias, en buen estado y con su respectivo rotulo de aprobado.
Material de empaque (plegadiza, etiqueta) debe ser recibido en bolsas plásticas o de papel. Materiales como liner, frascos, tapas, tubos colapsibles, jeringas, deben ser recibidos en bolsas plásticas dentro de cajas corrugadas, correctamente rotuladas.
Auxiliar y/o Supervisor de
Bodega
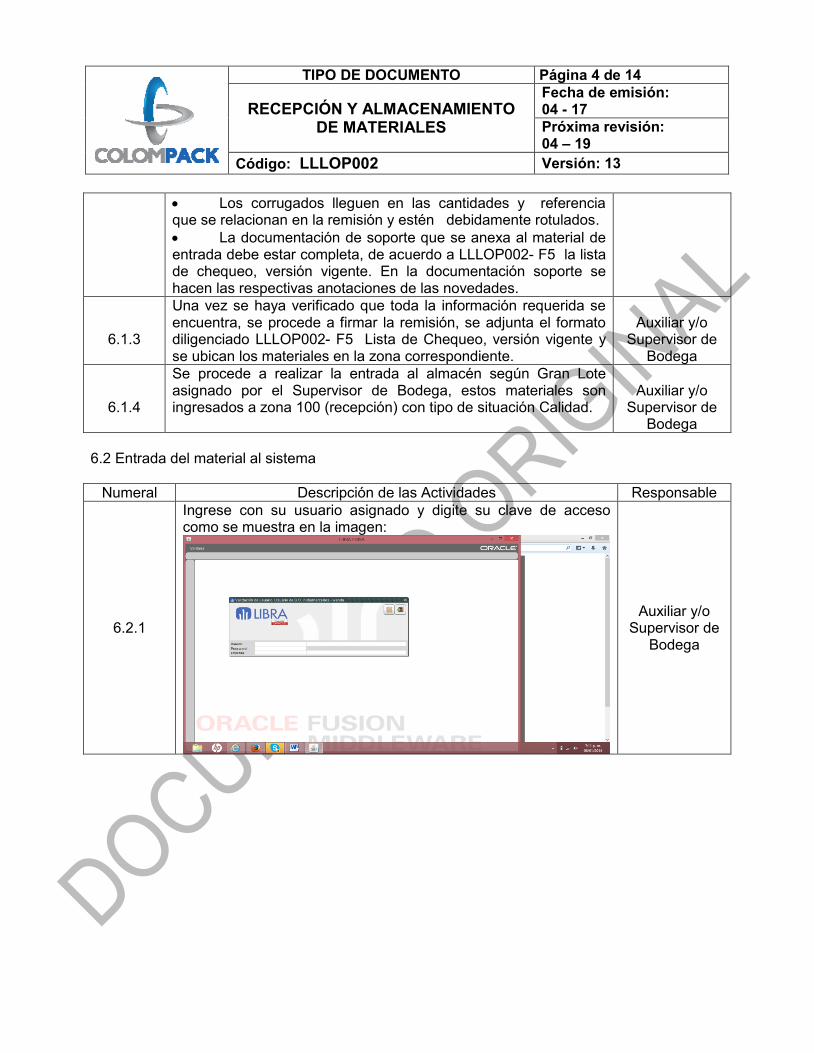
TIPO DE DOCUMENTO Página 4 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
Los corrugados lleguen en las cantidades y referencia que se relacionan en la remisión y estén debidamente rotulados.
La documentación de soporte que se anexa al material de entrada debe estar completa, de acuerdo a LLLOP002- F5 la lista de chequeo, versión vigente. En la documentación soporte se hacen las respectivas anotaciones de las novedades.
6.1.3
Una vez se haya verificado que toda la información requerida se encuentra, se procede a firmar la remisión, se adjunta el formato diligenciado LLLOP002- F5 Lista de Chequeo, versión vigente y se ubican los materiales en la zona correspondiente.
Auxiliar y/o
Supervisor de Bodega
6.1.4
Se procede a realizar la entrada al almacén según Gran Lote asignado por el Supervisor de Bodega, estos materiales son ingresados a zona 100 (recepción) con tipo de situación Calidad.
Auxiliar y/o
Supervisor de Bodega
6.2 Entrada del material al sistema
Numeral Descripción de las Actividades Responsable
6.2.1
Ingrese con su usuario asignado y digite su clave de acceso como se muestra en la imagen:
Auxiliar y/o Supervisor de
Bodega

TIPO DE DOCUMENTO Página 5 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
6.2.2
Ingrese al sistema de inventarios seleccionando el icono de Entrada de Mercancía como se muestra en la siguiente imagen:
Auxiliar y/o Supervisor de
Bodega
6.2.3
Para llamar la consulta del Gran Lote asignado por cliente, situarse sobre la celda Gran Lote y digitar el código asignado como se muestra en la imagen:
Auxiliar y/o Supervisor de
Bodega

TIPO DE DOCUMENTO Página 6 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
6.2.4
Colocar la fecha y seleccionar el nombre del material (M.P o M.E) como se muestra en la imagen:
Auxiliar y/o Supervisor de
Bodega
6.2.5
Una vez seleccionada la referencia registrar la cantidad recibida como se muestra en la imagen:
Continuar con los registros en cada una de las celdas como lo muestra la imagen :
Auxiliar y/o Supervisor de
Bodega

TIPO DE DOCUMENTO Página 7 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
Donde: 1. Lote: Número de lote de la materia prima o material de empaque que está compuesto de : CL: Identificación de la Bodega Lote, según certificado del material XXX, consecutivo del número de ingresos que se han generado del mismo lote. Ejem. Lote 1234 Asignación sistema: CL1234-XXX 2. Cantidad recibida: número de unidades o cantidad en peso de materias primas o material de empaque ingresado a las instalaciones de Colompack 3. Fecha de Vencimiento: para materia prima será la consignada en el certificado de calidad y para material de empaque se asignara un año a partir de la fecha de ingreso del material. 4. Fabricante: Nombre del fabricante del material 5. Lote Original: Lote del fabricante o No. de lote que asigne el cliente en el certificado de análisis que puede ser el mismo del lote. 6. Proveedor: nombre del cliente quien suministra los materiales

TIPO DE DOCUMENTO Página 8 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
7. Transporte: Nombre del cliente que trae la mercancía
6.2.6
Realizado el ingreso de todos los registros se procede a digitar el número de recipientes recibidos y asignación de pallet que el sistema lo realiza automáticamente. Pallet: Consecutivo asignado a cada material ingresado que nos deja ver la trazabilidad del ingreso. Identificado como código de barras.
Auxiliar y/o Supervisor de
Bodega
6.2.7
Una vez generado el pallet se emite el rotulo de identificación como lo muestra la siguiente figura:
Registrar la cantidad y numero de recipientes recibidos una vez el rotulo este impreso.
Auxiliar y/o Supervisor de
Bodega
6.2.8
Verificar que la documentación este completa y direcciona los documentos así:
Laboratorio de Control de Calidad: Materias Primas, producto con certificado de proveedor y del cliente se entregan de inmediato para su aprobación. Material de Empaque: Una vez muestreado el material se entrega la documentación respectiva al ingreso, junto con la muestra del material.
Las materias primas que no llegan con certificado del cliente y son lotes nuevos son retenidas hasta obtener autorización del cliente para su respectiva aprobación o muestreo del producto. El Área de Planeación será la encargada de informar al cliente del requerimiento.
Auxiliar y/o Supervisor de Bodega / Jefe de Planeación

TIPO DE DOCUMENTO Página 9 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
6.3 Identificación y Almacenamiento de Materias Primas y Material de Empaque
6.3.1
Una vez los materiales son Ingresados al sistema de inventario, se procede a emitir los rótulos de identificación LLLOP002-F1 “IDENTIFICACION MATERIA PRIMA Y MATERIAL DE EMPAQUE” versión vigente de cada material recibido.
Auxiliar y/o Supervisor de
Bodega
6.3.2
La rotulación para materias primas se debe generar al 100%, por cada recipiente o contenedor recibido, esta identificación está estructurada así: Propietario: código y nombre del cliente Producto: Código y Nombre de la Materia Prima, Material de Empaque y Material de Envase, granel. Gran Lote: Conjunto de mercancía de un solo cliente o un solo proveedor, que corresponde a una sola transacción (documento) de entrada. Lote No: Identificación que le da el proveedor al material. De acuerdo a la estructura del sistema de inventarios el lote esta precedido de un CL, número de lote del material y tres dígitos al finalizar que corresponde al número de ingresos que se han realizado con el mismo lote. Ejem. Lote 1234 Asignación sistema: CL1234-XXX Lote Original: Identificación que le da el fabricante al material. Fecha de Entrada: Fecha de ingreso del Material Proveedor: Nombre del proveedor del material. Fecha de Caducidad: Fecha límite en la cual se puede utilizar la Materia Prima o el Material de Empaque y Envase, si Aplica Fabricante: Nombre del fabricante del material Pallet o Código de barras: Consecutivo asignado a cada material ingresado que nos deja ver la trazabilidad del ingreso como:
Cantidad Recibida: Cantidad en unidades o Kg ingresada
Recipientes: Numero de Tambores, Corrugadas o canecas en las cuales viene almacenado las Materias primas o el Material de Empaque y Envase
Tipo de zona (100) y Situación (calidad)
El rotulo de identificación LLLOP002-F1 “IDENTIFICACION MATERIA PRIMA Y MATERIAL DE EMPAQUE” versión vigente se sitúa en la materia prima y/o material de empaque primario o secundario de forma visible con su respectivo estado de calidad y se almacenan en la zona de RECEPCION O EN LA ZONA GENERAL, si estos materiales son ubicados en la zona General se debe realizar el traslado de zona de inmediato por sistema asignando la ubicación respectiva.
Auxiliar y/o Supervisor de
Bodega

TIPO DE DOCUMENTO Página 10 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
6.3.3
Para materiales (empaque/Materias Primas) que se reciban con rotulo de Aprobado del cliente (100% de los recipientes) no será necesaria la identificación con rotulo de Cuarentena. En el caso de material de empaque se puede identificar con el formato LLLOP002-F3 “IDENTIFICACION RECEPCION MATERIALES” versión vigente por pallet recibido, adjuntar un rotulo de identificación del ingreso del material.
Auxiliar y/o Supervisor de
Bodega
6.3.4
Una vez son aprobados los materiales de empaque primario y secundario y materias primas por Laboratorio de Control de Calidad, se procede a identificarlos con el rotulo de “APROBADO” versión vigente, cuando aplique y se trasladan de zona de Recepción a Zona General por sistema asignando la ubicación respectiva por cada insumo.
Asistente o Analista de
Laboratorio / Auxiliar y/o
Supervisor de Bodega
6.3.5
Ubicar los materiales de empaque y materias primas teniendo en cuentas las siguientes recomendaciones:
o Los materiales más pesados, voluminosos y tóxicos, se deben almacenar en la parte baja.
El almacenamiento se debe realizar de acuerdo a la diagramación que contenga el recipiente o en el caso que este no lo tenga remitirse a la ficha técnica, solo para el material que represente algún tipo de amenaza a la salud y a la calidad de la misma deben ser situadas según el direccionamiento asignado para dichos materiales, procurando no realizar mezclas de materiales con diferentes grados de peligrosidad. Ver Anexo 1 LLLOP002-A1 “ALMACENAMIENTO DE MATERIAS PRIMAS Y PRINCIPIOS ACTIVOS SEGN SU GRADO DE PELIGROSIDAD”
o Versión vigente o Acomodar todo material a almacenar sobre estibas
plásticas, NUNCA EN EL SUELO. o Tener en cuenta la resistencia, estabilidad y facilidad de
manipulación del embalaje procurando que los materiales no queden ocultos por bultos, pilas, etc.
o Las pilas de materiales no deben entorpecer el paso, estorbar la visibilidad ni tapar el alumbrado.
o Evitar pilas demasiado altas, para bajar un bulto de una pila no colocarse delante de ella sino a un costado.
o Las materias primas que vienen en sacos deben ser almacenados en pilas de capas atravesadas. Las bocas de los sacos deben estar dirigidas hacia la parte interior de la pila.
o Utilizar, siempre que se pueda, medios mecánicos para el movimiento de materiales. En suelos inclinados como la rampa, las cargas deben ser bloqueadas apropiadamente para evitar vuelcos.
o En caso de requerirse un almacenamiento provisional que suponga una obstrucción de los pasillos, colocar algún
Auxiliar de Bodega

TIPO DE DOCUMENTO Página 11 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
tipo de identificación que sea visible y que indique que no hay pasó sobre ese pasillo.
o Mantener permanentemente despejadas las salidas para el personal, sin obstáculos.
6.4 Manejo y almacenamiento de Sustancias Inflamables
6.4.1
Ubicar las sustancias en el área designada para estas la cual debe tener las siguientes características (Ver Anexo 1) LLLOP002-A1 “ALMACENAMIENTO DE MATERIAS PRIMAS Y PRINCIPIOS ACTIVOS SEGN SU GRADO DE PELIGROSIDAD” Versión vigente:
zona ventilada y señalizada
Estructura solida
Separado de las otras materias primas
debe evitarse el ingreso de luz solar directamente sobre estas
Cada recipiente metálico (alcohol etílico) debe tener un polo a tierra para evitar sobrecargas eléctricas.
Organizar de tal forma que los envases pesados y voluminosos o que tengan un mayor nivel de riesgo queden en los estantes inferiores o zonas más bajas.
Auxiliar de Bodega
6.5 Manejo y almacenamiento de Tanques de gas comprimido
Numeral Actividad Responsable
6.5.1
Ubicar los tanques en el área asignada para estos teniendo en cuenta las siguientes condiciones:
Zona ventilada y señalizada
Alejado de toda fuente de ignición
Almacenar en posición vertical y debidamente protegidos con cadena para evitar su caída como se muestra en el gráfico.
NOTA: La recepción de los tanques comprimidos se realiza de acuerdo a la programación de fabricación. Almacenamiento
transitorio.
Auxiliar de Bodega

TIPO DE DOCUMENTO Página 12 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
6.6 Condiciones Ambientales de Almacenamiento
Numeral Actividad Responsable
6.6.1
Tomar diariamente los datos obtenidos en los termo higrómetros y reportar las condiciones ambientales de HR% y T ºC teniendo en cuenta los parámetros establecidos como se muestra en el formato LLLOP002-F4V03 “CONDICIONES AMBIENTALES ÁREA DE BODEGA” versión vigente indicando la zona en la cual se está tomando la información:
1) Material Disponible - Ubicación S 2) Material Disponible - Ubicación N 3) Material Disponible - Ubicación E 4) Área de alcoholes 5) Área de Cápsulas 6) Área de controlados
Auxiliar y/o
Supervisor de Bodega
6.6.2
Rotar la ubicación de los termo-higrómetros diariamente, es decir realizar el registro diario de los 6 puntos nombrados en el ítem anterior. El termohigrómetro debe permanecer como mínimo 1 hora en la ubicación de medición antes de tomar el valor de temperatura y humedad reportada. Si los valores reportados se encuentran fuera de especificación, informar al área de Aseguramiento de Calidad para tomar las medidas pertinentes.
Auxiliar y/o Supervisor de
Bodega
6.6.3
Al detectar que las condiciones ambientales se encuentran fuera de especificación se debe comunicar inmediatamente al Supervisor de Bodega y Aseguramiento de Calidad para que éste realice el análisis pertinente y defina acciones para corregir la desviación.
Auxiliar y/o Supervisor de
Bodega
AREA/PISO ZONA CONDICIONES
TºC HR%
Bodega
Material Disponible 15 - 30ºC 35 - 70 HR%
Área de Alcoholes
Área de Cápsulas 15 – 25 ºC
35 – 65 HR% Área de Controlados
Tabla No. 2
6.7 Manejo y almacenamiento de Materias Primas de Control Especial
Numeral Actividad Responsable
6.7.1 Se realiza la recepción de la materia prima controlada y se procede al almacenamiento en el área asignada para este tipo de sustancias. Ver anexo 2 LLLOP002-A2
Auxiliar y/o Supervisor de
Bodega

TIPO DE DOCUMENTO Página 13 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
“LISTADO DE MATERIAS PRIMAS DE CONTROL ESPECIAL” versión vigente de las materias primas controladas por COLOMPACK.
6.7.2
Los rechazos de este tipo de sustancias provenientes de las áreas de fabricación y empaque deben ser almacenados temporalmente en esta área y entregados al cliente con la entrega de producto terminado, registrando ingresos y salidas según formato LLLOP002-F2 “REGISTRO DE PRODUCTOS CONTROLADOS” versión vigente.
Auxiliar y/o Supervisor de
Bodega
8. DOCUMENTOS RELACIONADOS
LLLOP002-F1 “IDENTIFICACION MATERIA PRIMA Y MATERIAL DE EMPAQUE”, versión vigente.
LLLOP002-F2 “REGISTRO DE PRODUCTOS CONTROLADOS”, versión vigente.
LLLOP002-F3 “IDENTIFICACION RECEPCION MATERIALES”, versión vigente.
LLLOP002-F4 “CONDICIONES AMBIENTALES BODEGA”, versión vigente.
LLLOP002- F5 “LISTA DE CHEQUEO”, versión vigente.
LLLOP002-A1 “ALMACENAMIENTO DE MATERIAS PRIMAS Y PRINCIPIOS ACTIVOS SEGUN SU GRADO DE PELIGROSIDAD”, versión vigente.
LLLOP002-A2 “LISTADO DE MATERIAS PRIMAS DE CONTROL ESPECIAL”, versión vigente.
9. DOCUMENTOS DE REFERENCIA.
NOMBRE DEL DOCUMENTO DESCRIPCION
N.A N.A
10. CONTROL DE CAMBIOS.
VERSION FECHA NUMERAL DESCRIPCION DE LA MODIFICACION
08 Jul/13 Todos
Se incluye la identificación D04002-F3para el material
que se ingresa con rótulos de aprobado por el cliente.
Se confiere la responsabilidad al supervisor de bodega
en la ejecución de las actividades descritas en el
documento. Se incluyen condiciones de
almacenamiento para eliminar el documento D04004.
08 Dic/13 Todos
Revisión general del procedimiento Eliminar el ítem 6.2. Creación de códigos en el sistema Factory de materiales Incluir el nuevo proceso de ingreso de materiales bajo los parámetros establecidos en el nuevo sistema de inventarios. Incluir formato de registro de sustancias controladas y

TIPO DE DOCUMENTO Página 14 de 14
RECEPCIÓN Y ALMACENAMIENTO DE MATERIALES
Fecha de emisión: 04 - 17
Próxima revisión: 04 – 19
Código: LLLOP002 Versión: 13
anexo 2.
9 May/14 Todos
Incluir al Supervisor de Bodega como responsable de todas las etapas de recepción Modificar el formato de registro de sustancias controladas para incluir fecha de salida del material.
10 Ago/14 Consideración generales 4.7
Aclaración de manejo de material de empaque pre impreso-
11 Ago/14 6.1.1 Se retira la lista de chequeo al ingresar los materiales, y las pertinentes observaciones se hacen directamente en la remisión.
12 08-16 Todos
Actualización por pérdida de vigencia, Cambio del encabezado y código del procedimiento D04002 Camia a LLLOP002. Se incluye separación en almacenamiento de aromas
– sabores – colores) y condiciones para recepción de
materias primas.
Se incluye: todas las áreas de la bodega deben ser identificadas, estar separadas y estar delimitadas
13 04-17 6.6.1 y 6.6.2
Se modifica la frecuencia de medición de las condiciones de temperatura y humedad de la zona de material disponible: Se modifica de medición quincenal a medición diaria. Especificar los 6 puntos a registrar con los termohigrómetros.
1) Material Disponible - Ubicación S 2) Material Disponible - Ubicación N 3) Material Disponible - Ubicación E 4) Área de alcoholes 5) Área de Cápsulas 6) Área de controlados
Modificación del formato LLLOP002-F4V03 “CONDICIONES AMBIENTALES ÁREA DE BODEGA”, adicionando las 6 ubicaciones. Se incluye el tiempo en que debe permanecer el termohigrómetro en la ubicación de medición antes de tomar datos de humedad y temperatura.
Elaborado por: Revisado por: Aprobado por:
Cargo: Coordinadora de planeación
Cargo: Coordinadora de aseguramiento de calidad
Cargo: Directora Técnica y Jefe de Aseguramiento de Calidad
Fecha: Fecha: Fecha:

DOC. ENTRADA:
NOMBRE DEL CLIENTE
NOMBRE DEL PRODUCTO
CANTIDAD RECIBIDA
NUMERO DE RECIPIENTES
NUMERO DE LOTE (LOTE DEL MATERIAL O LOTE DE
LA ORDEN A PRODUCIR)
MATERIAL DE EMPAQUE PRIMARIO
MATERIAL DE EMPAQUE SECUNDARIO
MATERIAS PRIMAS
NOMBRE DEL CLIENTE
NOMBRE DEL PRODUCTO
NUMERO DE LOTE ( LOTE DE LA ORDEN A PRODUCIR)
FECHA DE VENCIMIENTO
ROTULOS CON EL ESTADO DE CALIDAD
(CUARENTENA O APROBADO)
NOMBRE DEL CLIENTE
NOMBRE DEL PRODUCTO
NUMERO DE LOTE (LOTE DEL MATERIAL)
FECHA DE VENCIMIENTO
ROTULOS CON EL ESTADO DE CALIDAD
(CUARENTENA O APROBADO)
LOS RECIPIENTES SE ENCUENTRAN
COMPLETAMENTE CERRADOS
LOS RECIPIENTES SE ENCUENTRAN CON ANILLOS DE
SEGURIDAD (MATERIA PRIMA)LOS MATERIALES DE ENVASE PRIMARIO SE
ENCUENTRAN PROTEGIDOS CON BOLSA PLASTICA,
LIMPIOS Y EN BUEN ESTADO
C: Cumple NC: No cumple NA: No Aplica
Fecha de emisión: 10-16 Próxima revisión: 10-18
LLLOP002-F5V02
IDENTIFICACION MATERIAS
PRIMAS
ASPECTO GENERAL DE LA
ENTREGA
OBSERVACIONES:
IDENTIFICACION MATERIAL DE
EMPAQUE PRIMARIO Y
SECUNDARIO
REALIZADO POR :
REMISION (MATERIAL DE
ENVASE PRIMARIO, MATERIAL
DE EMPAQUE Y MATERIA
PRIMA )
CERTIFICADO DE ANALISIS
REQUISITOS CONDICIONES A VERIFICAR C
CLIENTE: FECHA DE RECEPCION:
NC
LISTA DE CHEQUEO DE INGRESO DE MATERIALES
NA
TIPO DE MATERIAL
MATERIAS PRIMAS
MATERIAL DE ENVASE
MATERIAL DE EMPAQUE