Embed Size (px)
Citation preview

decomagazineTHINK PARTS THINK TORNOS 46 03/08 ITALIANO
Come migliorare la produttività nella
lavorazione di
impianti ortopedici e
dentali!
Il miglioramentodelle performance:
Piccoli particolari ad
elevato potenziale.
Una macchina sempre più
comunicativa.
Non vogliamo fare tutto, ma
quello che facciamo
lo facciamo bene!

decomagazine 303 / 08
Un livello nuovo per i contatti con i nostri clienti 5
Come migliorare la produttività nella lavorazione di impianti ortopedici e dentali! 6
Tornos é fornitore di guadagni in produttività della Arterial 14
Il miglioramento delle performance: Piccoli particolari ad elevato potenziale 18
Delta: Più utensili, una più mirata lubrificazione ed una maggiore preregolazione... 22
Tourbillonnage per tutti! 25
Trucchi & Astuzie 26
C’é del nuovo nell’ambito degli utensili di forma! 30
Una nuova generazione di punte ad alta prestazione! 32
Miguel Libertini S.A. il «top» della qualità in provenienza dall’Argentina 35
Un olio da taglio innovativo per la strumentazione medicale...ed altri particolari «delicati» 40
Una padronanza veloce e conviviale 43
Una macchina sempre più comunicativa 47
CN o camme? 53
Una sinergia che funziona: Göltenbodt e il Gruppo Berger
puntano sulla crescita e la fabbricazione in Germania 57
Con Tornos, la Benson Engineering Ltd cambia rotta 60
La sommità della filettatura priva di bavature! 65
Non vogliamo fare tutto, ma quello che facciamo lo facciamo bene! 68
Tornos é fornitore di guadagni in produttivitàdella Arterial.
Delta: Più utensili, una più mirata lubrificazione ed una maggiore preregolazione...
Una padronanza veloce econviviale.
CN o camme?
14 22 43 53
SOMMARIOIMPRESSUM
Circulation: 14’000 copies
Available in: English / French /German / Italian / Swedish / Spanish
TORNOS S.A.Rue Industrielle 111CH-2740 Moutierwww.tornos.comPhone ++41 (0)32 494 44 44Fax ++41 (0)32 494 49 07
Editing Manager:Pierre-Yves KohlerPhone ++41 (0)32 494 44 34
Graphic & Desktop Publishing:Georges RapinCH-2603 PéryPhone ++41 (0)32 485 14 27
Printer: AVD GOLDACHCH-9403 Goldach Phone ++41 (0)71 844 94 44
Contact:[email protected]
La nostra copertina: Vedere per credere!
L’azione commerciale che Tornos sta conducendo per lanciare la famiglia Delta si basa per il fabbricante sull’improbabileconcetto di presentare una nuova famiglia di macchine dotate di 3, 4 o 5 assi, e quindi a prezzi molto allettanti, per la rea-lizzazione di particolari semplici. Circa 40’000 aziende sono già state contattate in Europa ed é in corso un programma perl’Asia e gli Stati Uniti. (Vedi articolo a pagina 43).

Editoriale
decomagazine 503 / 08
I nostri clienti affrontano la concorrenza ovunque nelmodo. I cambiamenti sono rapidi ed influenzanonegativamente la fonte degli utili. Nello scorso anno,affinché i clienti potessero affrontare queste difficol-tà, Tornos ha lanciato dodici nuove macchine (6Delta, 4 macchine “e-line” e 2 Micro), tutte proget-tate per soddisfare le numerose nuove, e molto spe-cifiche, esigenze dei nostri clienti nell’ambito del mer-cato globale. Tutte queste macchine condividonoun’importante funzione comune: coadiuvare i nostriclienti a combattere la pressione sui prezzi dei parti-colari che andranno a produrre.
Come ben sapete, Tornos fabbrica da moltissimi annimacchine che consentono di produrre, con la massi-ma qualità, particolari di complessità da media adestrema. Questa specializzazione richiama clienticome voi (i migliori dell’industria), che sanno apprez-zare una macchina ben congegnata. (Recentementeun cliente mi ha detto che la sua macchina Tornos édi “una qualità fatta per durare 50 anni”). I clientiTornos non temono i particolari complessi tramite iquali, da sempre, ottengono un vantaggio redditiziosul mercato. Ciò nonostante, oggi, e sempre più fre-quentemente, i migliori fabbricanti e produttori diparticolari come voi devono altresì soddisfare larichiesta riferita a particolari semplici e perfetti, realtàche ha determinato il lancio della gamma di macchi-ne Delta, dedicata alla lavorazione, economicamentefavorevole, di particolari semplici. La Delta é per noiuna nuova sfida, la nostra prima macchina “d’ingres-so alla gamma”.
Recentemente, in luogo di avventurarci in un proget-to alquanto complesso di R&S con lo scopo di creareuna macchina per il succitato mercato, abbiamo pre-ferito dar vita ad una partnership con Tsugami, part-nership i cui termini includono quello che la stessaTsugami costruisca nei suoi propri stabilimenti, lamacchina di cui, in base alle vostre specificazioni,abbiamo bisogno. Così facendo siamo riusciti a forni-re la macchina Tornos necessaria ai nostri clienti intempi estremamente brevi! Negli Stati Uniti, cosìcome in ogni altra nazione, le forze di vendita Tornosstanno seguendo un corso di formazione per coadiu-varci a preparare gli utilizzatori finali alle competenzenecessarie per le produzioni che hanno motivato lacreazione di questa gamma di macchine.
A quei clienti che erano riluttanti a sepa-rarsi dai loro vecchi sistemi meccanicicomandati da camme ma che erano altre-sì perfettamente consci di dover restarecompetitivi, noi proponiamo le nuoveMicro 7 e 8, macchine modulari ideali peri particolari inferiori agli 8 mm di diame-tro. Dall’ingombro esiguo, occupanoall’incirca lo stesso spazio delle vecchiemacchine a vite che sono destinate asostituire, ma con la prerogativa che esseraggiungono una precisione di ± 2 micronper la Micro 7 e ± 1 micron per la Micro8! La loro programmazione può esserefatta tramite TB-Deco oppure ISO e pos-seggono 20 posizioni di utensili intercambiabili.
L’altra novità Tornos, la Deco “e-line” costituisce unasoluzione per la produzione di particolari al prezzomigliore. Progettata per dar man forte ai nostri clien-ti affinché vincano la guerra dei prezzi, questa effi-ciente macchina può produrre particolari di comples-sità media, da 10 a 32 mm di diametro. Le macchinesono vendute sotto forma di “pack”, con un numerostandard di opzioni, allo scopo di garantire, negli sta-bilimenti di Moutier, un processo di fabbricazionescorrevole. Compatibili con la gamma “a” di Tornos,questi centri di tornitura 7-8 assi, consentono diimpegnare simultaneamente 3 utensili sulla barra.
Nell’introdurre queste nuove macchine, non eranostra intenzione dar luogo a una valanga di argo-menti marketing o a degli slogan persuasivi, voleva-mo semplicemente adeguarci all’evoluzione dellenecessità dei nostri clienti e ciò allo scopo di potercontinuare, rafforzare ed arricchire i rapporti cheintratteniamo con loro da lunga data. In Tornos leparole “Servizio alla Clientela” non rappresentano unsemplice slogan, ma un dogma che governa la nostracondotta. La prova: stabiliamo il contatto a un livellonuovo, con delle macchine per particolari semplici,listini semplificati e nuovi programmi di formazione emanutenzione che vi saranno d’aiuto per coglierequalsiasi opportunità vi venga offerta dalla nuovaeconomia globale.
UN LIVELLO NUOVO PER I CONTATTI CON I NOSTRI CLIENTI
Tornos si é sempre impegnata a mantenere i contatti con i propri clienti allo scopo di poter offrire loro ciò dicui essi hanno realmente necessità. Tuttavia in che modo possiamo quotidianamente sapere se ci avviciniamo
all’obiettivo nell’anno o in un mese? Come possiamo essere certi che la nostra missione non si trasformi inmarketing privo di sostanza? Nell’odierna economia, caratterizzata da rapidi cambiamenti, riteniamo che il
mezzo migliore per raggiungere lo scopo sia quello di prestare attenzione a quanto ci dicono di volta in voltai clienti sulla loro attività, sui loro progetti futuri... e poi agire subito!
Scott KowalskiPresidente Tornos USA
% 0
5
10
15
20
25
30
2008 2009 2010
6 decomagazine 03 / 08
% CRESCITA UN UTILE INCOMPARABILE
0
50
100
150
200
250
Lavorazione tramitepettinatura
Lavorazione del filetto
Lavorazione tramitetourbillonnage
Sec.
55%
Aspetti tecnici
COME MIGLIORARE LA PRODUTTIVITÀ NELLA LAVORAZIONE DI IMPIANTI ORTOPE-DICI E DENTALI!
Un mercato in (costante) crescita
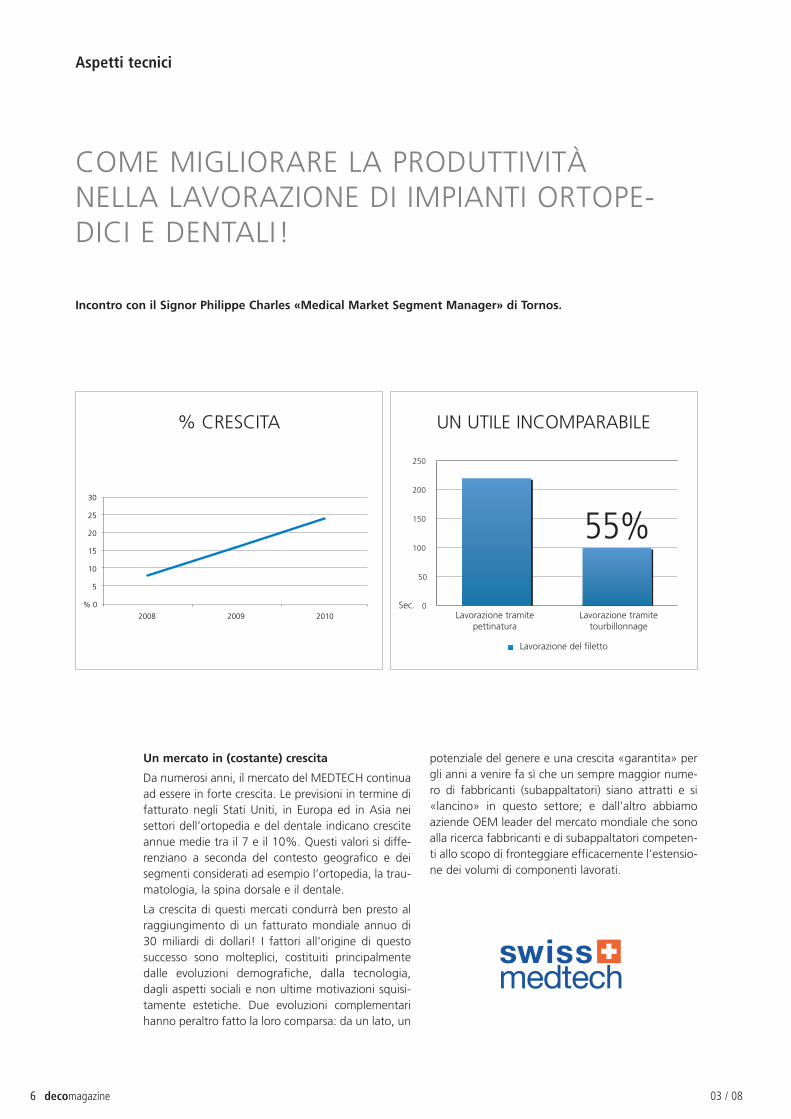
Da numerosi anni, il mercato del MEDTECH continuaad essere in forte crescita. Le previsioni in termine difatturato negli Stati Uniti, in Europa ed in Asia neisettori dell’ortopedia e del dentale indicano cresciteannue medie tra il 7 e il 10%. Questi valori si diffe-renziano a seconda del contesto geografico e deisegmenti considerati ad esempio l’ortopedia, la trau-matologia, la spina dorsale e il dentale.
La crescita di questi mercati condurrà ben presto alraggiungimento di un fatturato mondiale annuo di30 miliardi di dollari! I fattori all’origine di questosuccesso sono molteplici, costituiti principalmentedalle evoluzioni demografiche, dalla tecnologia,dagli aspetti sociali e non ultime motivazioni squisi-tamente estetiche. Due evoluzioni complementarihanno peraltro fatto la loro comparsa: da un lato, un
Incontro con il Signor Philippe Charles «Medical Market Segment Manager» di Tornos.
potenziale del genere e una crescita «garantita» pergli anni a venire fa sì che un sempre maggior nume-ro di fabbricanti (subappaltatori) siano attratti e si«lancino» in questo settore; e dall’altro abbiamoaziende OEM leader del mercato mondiale che sonoalla ricerca fabbricanti e di subappaltatori competen-ti allo scopo di fronteggiare efficacemente l’estensio-ne dei volumi di componenti lavorati.

decomagazine 703 / 08
L’accesso semplificato al mercato
«Da numerosi anni Tornos si é specializzata nei setto-ri portanti delle varie attività che sono quelli dell’au-tomobile, dell’elettronica, della micromeccanica edel “Medtech”. Abbinando esperienza ed abilitàaccumulate nel corso degli anni, Tornos ha conqui-stato la posizione di leader mondiale sul mercato delmedicale e dentale quale fornitore di soluzioni»dichiara il Signor Philippe Charles.
L’azienda svizzera propone una gamma di soluzioniper la realizzazione di tutti i tipi di impianti, sia di pic-colissima che di media dimensione e comportanticomplessità diversificate. La realizzazione dei partico-lari, si effettua partendo da barre con diametri dainferiore a 1 mm e sino a 32 mm tramite procedi-menti automatici. «Forte di un’esperienza ultracente-naria nella produzione di torni automatici a fantinamobile (swiss type) e di torni multimandrini, Tornos éun’azienda leader che dispone di vastissime cono-scenze nella lavorazione di particolari di alta precisio-ne, sovente molto complessi e realizzati con materia-li tra i più coriacei quali, ad esempio, quelli in usonell’ambito del Medtech o nell’aeronautica. Questaesperienza permette inoltre alla nostra azienda diconcepire i migliori torni automatici con caratteristi-che e funzionalità dedicate alla specifiche esigenzedei differenti mercati» (Philippe Charles).
Soluzioni chiavi in mano
Elaborata nel contesto di un tornio automatico,Tornos propone una soluzione completa che includedifferenti periferiche e utensilerie necessarie all’otte-nimento di una lavorazione performante sia in termi-ni di qualità dei particolari che di produttività. Il pro-cesso produttivo viene ottimizzato per ogni singolocliente sulla base di macchine standard ciò che per-sonalizza le competenze Tornos in una soluzioneindividuale. In numerosi paesi ormai ritroviamo glistessi componenti appartenenti ai settori dell’ortope-dia e del dentale, fabbricati con la medesima qualitàe cura. «A tale scopo servono i macchinari giusti enel merito la presenza di Tornos su tutti i principalimercati ci permette, disponendo di una cospicuaesperienza, di fornire la risposta appropriata allenecessità e alle esigenze dei clienti e ai fabbricanti diimpianti ortopedici e dentali» aggiunge il SignorPhilippe Charles.

8 decomagazine 03 / 08
Utensili da taglio
Cliente soddisfatto
Macchina-utensile
Materia
Liquido da taglio
Aspetti tecnici
Fornire soluzioni é per Tornos in primo luogo la suacapacità di mettere assieme le esperienze praticheper valutare e gestire i vari elementi che costituisco-no ogni processo di lavorazione, vale a dire la mac-china-utensile, gli utensili da taglio, gli utensili liquidi(olio da taglio), i materiali e le periferiche.Nell’ambito dei processi di lavorazione, grazie a que-sta «visione allargata», Tornos é in grado di propor-re ai propri clienti, continue migliorie. Gli elementipredominanti di cui farsi carico sono: la precisioneglobale sia a livello dimensionale che geometrica deiparticolari lavorati, l’ottimizzazione dei parametri ditaglio e della durata di vita degli utensili e, per quan-to possibile, la migliore delle produttività (tempo dilavorazione del particolare) ed infine la garanzia diuna perfetta rispondenza del prodotto e delle suefunzionalità relativamente alle necessità dei clienti.
Partnership per il Medtech
Conscia del fatto che per raggiungere questi risulta-ti sono necessarie competenze specifiche nei vari set-tori, Tornos in partnership con differenti aziendeognuna specializzata nel proprio ambito, effettua datempo dei test pratici all’interno del suo Techno-Center in Svizzera. L’obiettivo dichiarato: dominaresempre meglio l’insieme del processo e mettere incomune le specifiche competenze dei singoli partner.
Oggi oltre 200 aziende in 34 paesi si affidano aTornos per la lavorazione dei diversi tipi di impianticiò che rappresenta oltre 1’000 torni automatici delledifferenti linee di prodotti DECO, Micro e Sigma.
Sollecitazioni tecniche
La lavorazione dei materiali, quali il titanio di gradidiversi così come gli acciai inossidabili rifusi sottovuoto oppure ancora certi acciai con lega al cobalto,implicano il ricorso a specifici procedimenti.
La fabbricazione degli impianti richiede la padronan-za di diverse operazioni tramite asportazione dei tru-cioli. Oltre alla tornitura si dovranno realizzare adesempio, operazioni di fresatura, foratura/maschia-tura, foratura di buchi profondi, stampaggio, tourbil-lonnage dei filetti o ancora pettinatura/filettatura.
decomagazine 903 / 08
«Il nostro proponimento é quello di essere sempre dibuon consiglio per i nostri clienti anche su questiimportanti aspetti inerenti la lavorazione» aggiungeil Signor Philippe Charles.
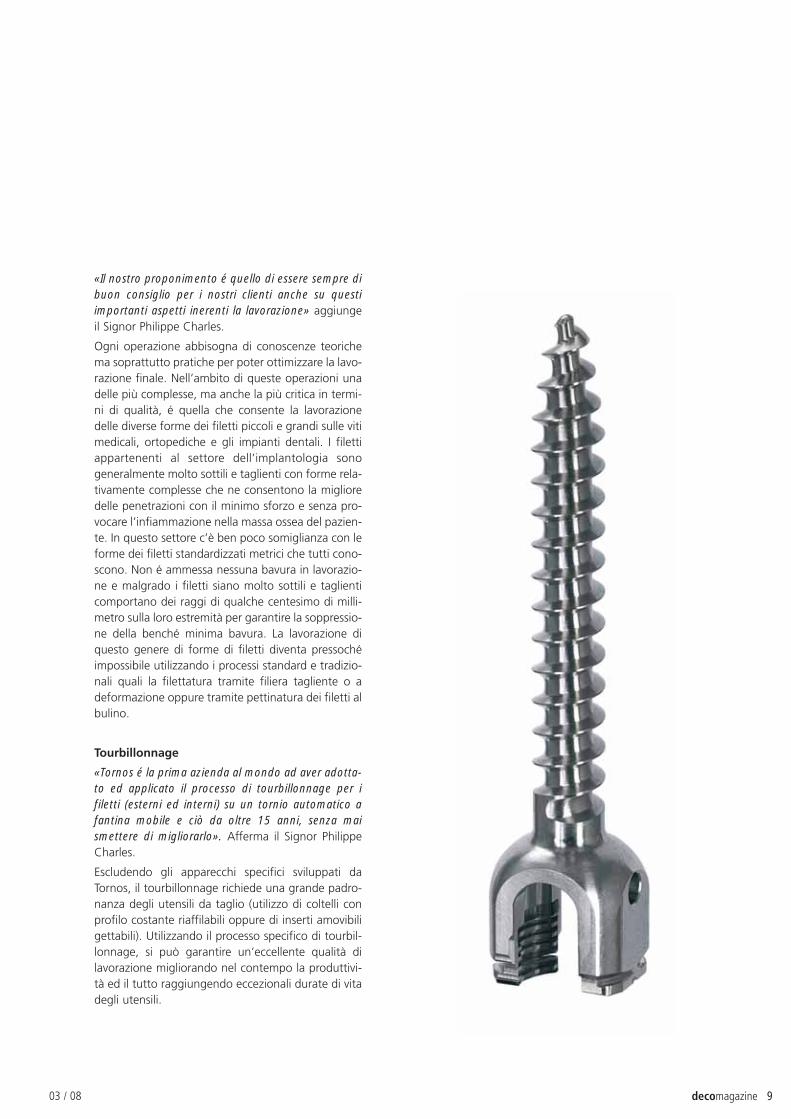
Ogni operazione abbisogna di conoscenze teorichema soprattutto pratiche per poter ottimizzare la lavo-razione finale. Nell’ambito di queste operazioni unadelle più complesse, ma anche la più critica in termi-ni di qualità, é quella che consente la lavorazionedelle diverse forme dei filetti piccoli e grandi sulle vitimedicali, ortopediche e gli impianti dentali. I filettiappartenenti al settore dell’implantologia sonogeneralmente molto sottili e taglienti con forme rela-tivamente complesse che ne consentono la miglioredelle penetrazioni con il minimo sforzo e senza pro-vocare l’infiammazione nella massa ossea del pazien-te. In questo settore c’è ben poco somiglianza con leforme dei filetti standardizzati metrici che tutti cono-scono. Non é ammessa nessuna bavura in lavorazio-ne e malgrado i filetti siano molto sottili e taglienticomportano dei raggi di qualche centesimo di milli-metro sulla loro estremità per garantire la soppressio-ne della benché minima bavura. La lavorazione diquesto genere di forme di filetti diventa pressochéimpossibile utilizzando i processi standard e tradizio-nali quali la filettatura tramite filiera tagliente o adeformazione oppure tramite pettinatura dei filetti albulino.
Tourbillonnage
«Tornos é la prima azienda al mondo ad aver adotta-to ed applicato il processo di tourbillonnage per ifiletti (esterni ed interni) su un tornio automatico afantina mobile e ciò da oltre 15 anni, senza maismettere di migliorarlo». Afferma il Signor PhilippeCharles.
Escludendo gli apparecchi specifici sviluppati daTornos, il tourbillonnage richiede una grande padro-nanza degli utensili da taglio (utilizzo di coltelli conprofilo costante riaffilabili oppure di inserti amovibiligettabili). Utilizzando il processo specifico di tourbil-lonnage, si può garantire un’eccellente qualità dilavorazione migliorando nel contempo la produttivi-tà ed il tutto raggiungendo eccezionali durate di vitadegli utensili.

10 decomagazine 03 / 08
SANDVIK LF123E17-1616B-5R123E2-0200-1001-CS
SANDVIKSDJCR 1616K11-SDCGT11T304-UM 1105
Tornitura sbozzo – Finitura in simultanea
SANDVIK R215.36-16050-AC32L 1620
SANDVIK LF123E17-1616B-5N123F2-0250-0002-CM
SANDVIK R840-0880-30-A1A 1220
SANDVIK R216.34-10030-AS14N 1620
SANDVIK R216.34-06030-AC13N 1620
PX TOOLSBulini circolari per il tourbillonnage MD
Aspetti tecnici
Test in situazione di lavoro
L’esecuzione di test pratici su un reale particolare del mercato su un tornio automatico a fantina mobileDECO 20a dotata di 10 assi numerici ha permesso a Tornos di ribadire che il processo di tourbillonnage delfiletto é una delle vere «chiavi del successo» in questo campo.
Il da noi scelto filetto della vite monoassiale nell’ambito della Spina veniva realizzato con cicli di pettinatura.
Caratteristiche del particolare analizzato
Materia Titanio Grado V ELI
Referenza DIN 3.7165D
Diametro della barra 16 mm
Lunghezza della barra 3 metri
Lunghezza totale del particolare 65 mm
Lunghezza del filetto circa 50 mm
Diametro del filetto (sulle estremità) 6,8 mm
Diametro di fondo del filetto 4,4 mm
Profondità del filetto (valore al raggio) 1,2 mm

decomagazine 1103 / 08
«Operando in stretta collaborazione con i nostri vari partner implicati in questo progetto, abbiamo ottenutorisultati straordinari a beneficio della produttività; abbiamo essenzialmente sostituito la tradizionale pettina-tura del filetto con il tourbillonnage utilizzando dei coltelli a profili costanti riaffilabili» Philippe Charles.
Caratteristiche degli utensili di tourbillonnage
Fornitore PX TOOLS (Svizzera)
Coltelli a profilo costante riaffilabili diametro 15 mm
Materiale metallo duro
Rivestimento / coating no
Ulteriori benefici
«Oltre a quanto riguarda la realizzazione del filetto,é stato possibile ottenere importanti guadagni intempo ciclo su diverse operazioni di tornitura e fre-satura ottimizzando le velocità di taglio con dueutensili ad alta performance forniti dal leader mon-diale del settore: l’azienda Sandvik. L’elevata duratadi vita nonché il grado di finitura conferiti dalla scel-ta di un lubrificante particolarmente rispondente alleesigenze del medicale ci ha altresì consentito diapportare le conseguenti migliorie specie per quantoriguarda il grado di finitura dei fianchi del filetto rea-lizzato tramite tourbillonnage». Philippe Charles.
Caratteristiche degli utensili liquidi
Fornitore Blaser Swisslube AG (Svizzera)
Denominazione olio da taglio Blasomill 22
Punto di infiammabilità 180°
Viscosità a 40° [mm2/s] 22
Interpellato sulle partnership ed una eventuale esclu-siva, il signor Philippe Charles é stato molto chiarosul fatto che la messa in opera del progetto in temaé avvenuta con i partner menzionati in questo artico-lo e che per progetti futuri verranno presi in conside-razione altri partner.
«Le competenze nell’ambito dell’utensileria, dell’oliocosì come del materiale sono numerosissime eTornos non intende certo privarne i suoi propri clien-ti». Philippe Charles.

12 decomagazine 03 / 08
Aspetti tecnici
Risultato finale
Processo di lavorazione Dati forniti Risultatidal cliente TORNOS
Tempo di lavorazione del filetto tramite pettinatura 220 sec –
Tempo di lavorazione del filetto tramite tourbillonnage – 100 sec
Guadagno in produttività – 55%
Guadagno in produttività con gli utensili SANDVIK – 12%
Guadagno totale in produttività – 26%
Utensileria necessaria alla lavorazione completa del particolare su tornio DECO 20a di Tornos
Numero totale degli utensili 24
Numero utensili in operazione principale 10
Numero utensili in contro-operazioni 14
Numero totale utensili motorizzati 11
Numero utensili SANDVIK di tornitura 4
Numero utensili SANDVIK di foratura / fresatura 4
Utensili PX TOOLS 3
decomagazine 1303 / 08
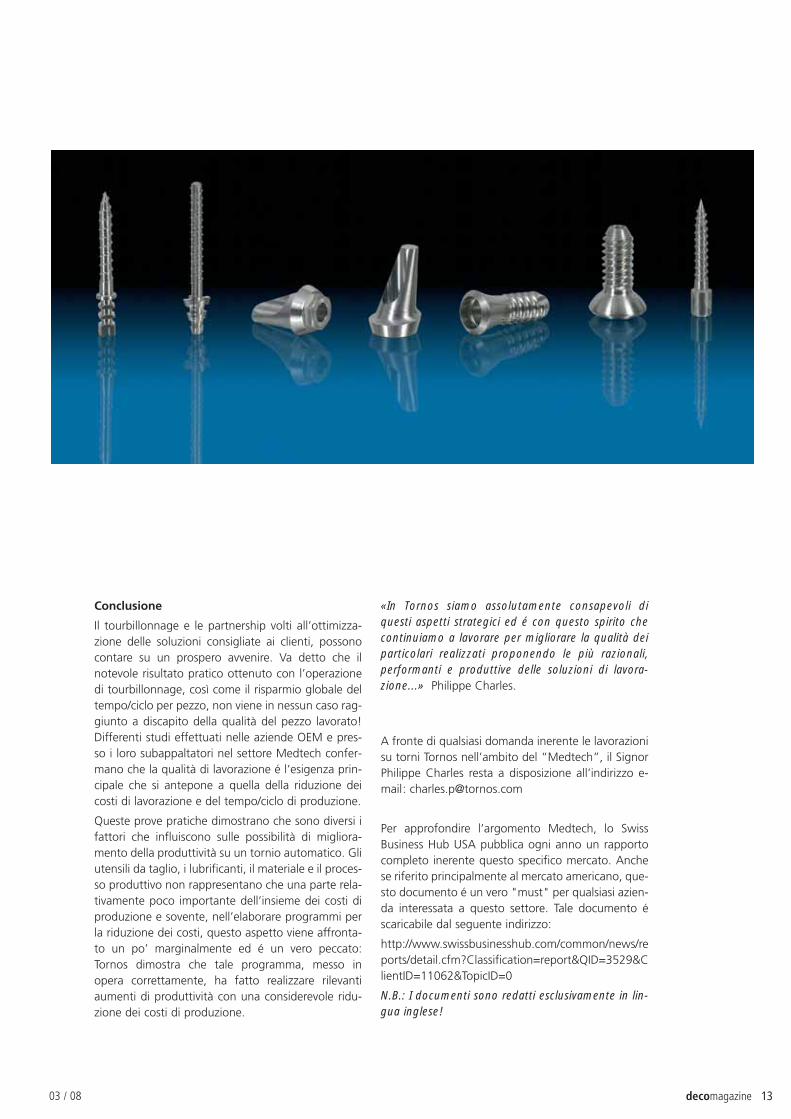
Conclusione
Il tourbillonnage e le partnership volti all’ottimizza-zione delle soluzioni consigliate ai clienti, possonocontare su un prospero avvenire. Va detto che ilnotevole risultato pratico ottenuto con l’operazionedi tourbillonnage, così come il risparmio globale deltempo/ciclo per pezzo, non viene in nessun caso rag-giunto a discapito della qualità del pezzo lavorato!Differenti studi effettuati nelle aziende OEM e pres-so i loro subappaltatori nel settore Medtech confer-mano che la qualità di lavorazione é l’esigenza prin-cipale che si antepone a quella della riduzione deicosti di lavorazione e del tempo/ciclo di produzione.
Queste prove pratiche dimostrano che sono diversi ifattori che influiscono sulle possibilità di migliora-mento della produttività su un tornio automatico. Gliutensili da taglio, i lubrificanti, il materiale e il proces-so produttivo non rappresentano che una parte rela-tivamente poco importante dell’insieme dei costi diproduzione e sovente, nell’elaborare programmi perla riduzione dei costi, questo aspetto viene affronta-to un po’ marginalmente ed é un vero peccato:Tornos dimostra che tale programma, messo inopera correttamente, ha fatto realizzare rilevantiaumenti di produttività con una considerevole ridu-zione dei costi di produzione.
«In Tornos siamo assolutamente consapevoli diquesti aspetti strategici ed é con questo spirito checontinuiamo a lavorare per migliorare la qualità deiparticolari realizzati proponendo le più razionali,performanti e produttive delle soluzioni di lavora-zione...» Philippe Charles.
A fronte di qualsiasi domanda inerente le lavorazionisu torni Tornos nell’ambito del “Medtech”, il SignorPhilippe Charles resta a disposizione all’indirizzo e-mail: [email protected]
Per approfondire l’argomento Medtech, lo SwissBusiness Hub USA pubblica ogni anno un rapportocompleto inerente questo specifico mercato. Anchese riferito principalmente al mercato americano, que-sto documento é un vero "must" per qualsiasi azien-da interessata a questo settore. Tale documento éscaricabile dal seguente indirizzo:
http://www.swissbusinesshub.com/common/news/reports/detail.cfm?Classification=report&QID=3529&ClientID=11062&TopicID=0
N.B.: I documenti sono redatti esclusivamente in lin-gua inglese!

Presentazione
14 decomagazine
TORNOS É FORNITORE DI GUADAGNI INPRODUTTIVITÀ DELLA ARTERIAL
03 / 08
Per la completa realizzazione di un complesso iniet-tore destinato all’industria alimentare, Arterial UKricorreva a cinque subappaltatori specializzati.“Questo particolare era una vera e propria voraginefinanziaria e costituiva un incubo logistico. Ma, éstato l’acquisto della nostra prima macchina Tornosavvenuto nell’aprile del 2005, a permetterci di ese-guire questo particolare all’interno delle nostre offi-cine. Abbiamo pertanto potuto lavorarlo integral-mente su una sola macchina, eccezion fatta perun’operazione di brasatura. Non siamo mai tornatisui nostri passi: Tornos non ha solo risolto il nostro
Dalla sua fondazione, avvenuta nel 2003, l’azienda Arterial UK si é sviluppata al di là di ogni aspettativa ciò chel’ha portata ad investire in macchine-utensili di alta gamma e, in particolare, in torni a fantina mobile. Nel corsodei due primi anni di attività, in ragione delle macchine-utensili e di limitate capienze, la Società ha dato in sub-appalto ogni mese, lavori corrispondenti ad un controvalore di oltre £ 20’000 e ciò sino alla consegna della suaprima macchina Tornos DECO 20a.
problema, ma ci ha anche aperto nuove porte”dichiara il Signor David Ross, Direttore della ArterialUK.
Con sede a Sturminster Marshall, nelle vicinanze diPoole, la Società, che lavorava inizialmente per leindustrie alimentare e aerospaziale, ha successiva-mente instaurato delle partnership con dei fabbri-canti operanti nei settori del medicale, dell’idraulica,dell’elettronica, della difesa e degli idrocarburi. In 5anni, questo membro della BTMA ubicato a Dorset,é passato da un semplice garage a un edificio di3’000 m2. Questa società, decisamente progressista,
Il management di Arterial durante l’acquisto del tornio Sigma 20 in occasione del Simodec 2006. Da sinistra a destra i Signori: David Ross (Direttore), John McBride (Tornos UK), David Allen (Direttore di produzione) e Ian Lake (Direttore Generale).

decomagazine 1503 / 08
dispone ormai sia di una linea di macchine-utensiliinteramente dedite alla lavorazione tramite mandri-no secondario che di una catena di torni monoman-drini.
La seconda Tornos di questa nuova linea di macchi-ne, una Tornos Sigma 20, é stata acquistata nel mesedi aprile del 2006 in occasione del Simodec. Conspecifiche inferiori a quelle della DECO 20a, la Sigma20 (soluzione più economica) rappresentava un pas-saggio strategico ad una macchina in grado di pro-durre dei componenti di relativa e/o di minore com-plessità. Il Signor Ross ci dice: “Ci siamo interessatialla DECO 20a ma le sue prestazioni erano troppoelevate per rapporto alle nostre necessità. Abbiamooptato per una macchina le cui specifiche corrispon-devano strettamente alle nostre precise esigenze. LaSigma 20, che non dispone dell’insieme delle opzio-ni, consente di lavorare particolari più lunghi chevanno dai 200 ai 225 mm: noi la utilizziamo perbarre e per dei componenti di mandrino. Tale mac-china era disponibile anche con il comando GE Fanuc31 in luogo del softwware Tornos TB-DECO, soluzio-ne Fanuc è risultata più oculata visto che le prestazio-ni offerte dal TB-DECO erano di lunga superiori aquelle di cui avevamo bisogno”.
Le macchine Tornos hanno permesso a questa socie-tà - certificata ISO 9000:2000 – di ampliare il suoventaglio di prestazioni a tal punto da consentirle diacquisire nuovi clienti e nuovi ordini. Con il passag-gio al lavoro h24 nel settore dei mandrini secondari,l’attitudine dei torni Tornos a funzionare senza lapresenza dell’uomo, ha inoltre permesso di aumen-tare la capacità di produzione. In base al potenziale,ai termini di consegna e alla qualità dei prodotti pro-posti da Arterial, elementi che avevano attirato l’at-tenzione di un crescente numero di fabbricanti delsettore aerospaziale, la Società ha potuto ottenere,nel novembre del 2007, la certificazione AS:9100(norma specifica all’industria aerospaziale). Nellostesso mese venne registrato l’acquisto di due altrinuovi torni Tornos.
“Precedentemente alla certificazione AS:9100,abbiamo comprato un tornio a fantina fissa per lavo-rare dei particolari con diametro sino a 42 mm e ciònonostante, la nostra mole di lavoro continuava adaumentare, così abbiamo effettuato anche l’acquistodella nostra terza Tornos, una DECO 26a con unacapacità di diametro di 32 mm, acquisto fatto alloscopo di disimpegnare la nostra più grossa macchinaa fantina fissa. La macchina Tornos si é rivelata esse-re un acquisto eccellente che ci ha permesso di ridur-re ulteriormente i nostri termini di consegna. Conlivelli di precisione più elevati di quelli ottenuti con lamacchina a fantina fissa, la DECO 26a, ci ha inoltrepermesso di migliorare la qualità e di rafforzare lafiducia che i nostri clienti ci riservano” aggiunge ilSignor Ross.

Presentazione
16 decomagazine 03 / 08
Nel contempo, la Società Arterial ha acquistato unaTornos DECO 13a. A questo punto il Signor Ross pro-cede dicendo: “Le nostre due prime Tornos e lanostra macchina con capacità di 42 mm di diametro,erano preposte alla produzione di lotti composti dai50 ai 5’000 pezzi. La DECO 13a era destinata allalavorazione di lotti più grandi, nell’ordine dei100’000 pezzi e anche oltre. Il carico di lavoro dellaDECO 13a, vale a dire la lavorazione di dadi, di man-drini, di bulloni e di rulli con operazioni complesse difresatura e di foratura, é stato nel frattempo suddivi-so con la più grande 26a, ciò che permette di recu-perare della capienza sui torni più grandi”.
Per la Società Arterial i vantaggi apportati dalle mac-chine Tornos, sono stati d’importanza capitale. Leloro numerose possibilità di fresatura hanno permes-so di ridurre il carico di lavoro, recuperare dellacapienza e disimpegnare il personale del settore fre-satura (che precedentemente eseguiva sui particolaritorniti, operazione secondarie). Grazie a tutti questivantaggi la società ha registrato un’importanteampliamento delle sue performance. L’eliminazionedelle procedure secondarie di fresatura ha permessoad Arterial di migliorare sia la qualità dei pezzi finitiche di aumentare le possibilità di risposta alle esigen-ze scaturite dalle sequenze di approvvigionamentirichiesti dai suoi clienti, quali il JIT (just in time) e iKan Bans il tutto nel rispetto del suo sistema internoSPC e alla sua cultura del “buono da subito”(rightfirst time).
“Con le nostre macchine a mandrino secondario efantina mobile, abbiamo potuto introdurre dellebarre a una delle loro estremità recuperando i pezzifiniti all’altra estremità. Poiché queste macchine pro-ducono pezzi finiti, otteniamo livelli di qualità ecce-zionali e, grazie al lavoro h24, possiamo agevolmen-te rispettare i termini di consegna richiesti dal merca-to con soluzioni a costi vantaggiosi”, afferma conclu-dendo il Signor Ross.
Gli interessati possono contattare
John McBrideTornos TechnologiesTornos House, Garden RoadWhitwick Business ParkCoalvilleLE67 4JQTel. 01530 [email protected]

Dossier
18 decomagazine
IL MIGLIORAMENTO DELLE PERFORMANCE:PICCOLI PARTICOLARI AD ELEVATO POTENZIALE
03 / 08
Le pompe ad iniezione diesel richiedono non meno di tre coppette a molla come quelle rappresentate. LaSocietà Aeschlimann AG Décolletages sita a Lüsslingen produce quotidianamente 15’000 di questi piccoli parti-colari estremamente precisi che andranno ad alimentare in continuità gli impianti di produzione di un noto fab-bricante di componenti per automobili e di recente ciò avviene in modo ancor più rapido, più preciso e quindiad un costo nettamente inferiore.
Fondata più di 70 anni fa, la Società AeschlimannAG, azienda gestita dall’imprenditore e specializzatanella tornitura, nel corso di decenni ha messo insie-me solide competenze conquistando una clientela dibase molto fedele. Oggi i suoi 160 dipendenti met-tono a disposizione le loro abilità e conoscenze alservizio di una clientela internazionale. Ciò non dimeno é sempre più evidente che si ci debba impe-gnare costantemente in tema di innovazione, instretta collaborazione con gli specialisti del settore dimaterie prime, di utensili, di macchine-utensili e diliquidi da taglio. Il successo raggiunto ha dato ragio-
ne all’azienda che viene annoverata tra le società lea-der nella tornitura della Svizzera.
Sui torni automatici a camme
I torni automatici multimandrini a camme continua-no a rivelarsi sempre la scelta ideale per i piccoli par-ticolari prodotti in grandi quantità. Come si vede dal-l’illustrazione della coppette a molla, la SocietàAeschlimann produce, su dei torni Tornos SAS 16.6,numerosi particolari con un diametro di barra sino a16,00 mm. Su questi torni automatici multimandrini

decomagazine 1903 / 08
a comando numerico (CN), la velocità e il comandotramite camme possono essere modificati unicamen-te attraverso la scappatoia del CN. Nel caso di seioperazioni, la velocità é conseguentemente identicasu ogni mandrino ed é la ragione per la quale anchela velocità ottimale ha dovuto essere definita per leseguenti operazioni:
1. Tappa Centraggio/Rettifica piana
2. Tappa Contornitura/Tracciatura
3. Tappa Prealesaggio/Rettifica trasversale
4. Tappa Finitura dell’alesaggio/Bisellatura
5. Tappa Puntatura per troncatura
6. Tappa Troncatura e presa
Fase finale critica con l’utensile
Grazie al Signor Carlo Secchi, responsabile dei torniautomatici multimandrini, dipendente da oltre 35anni della AE-Décolletages, MOTOREX é stata sensi-bilizzata ad ottimizzare le durate degli utensili. A fineserie e sovente anche nei turni di notte, gli spigoli ditaglio degli utensili erano talmente logori che ilrispetto delle quote ed in modo particolare il gradodi finitura non potevano più essere garantite. Dopoaver realizzato un quantitativo di circa 12’800 pezzi,i due spigoli di taglio risultavano smussati, vale a direlogorati. Ciò comprometteva anche il valore Ra a talpunto che la differenza era percettibile al tatto!
Il passaggio a MOTOREX ORTHO
L’insieme dei parametri di lavorazione venne riverifi-cato – senza risultato. L’unico parametro ancorasuscettibile di essere modificato era l’olio da taglio. Aseguito di un colloquio con il servizio tecnico di post-vendita della MOTOREX più una visita del respon-sabile del settore, si passò all’olio da taglio ORTHONF-X universale alte performance.
Il raffreddamento dell’olio e della macchina stabilea 30°C ebbe un effetto positivo sullo svolgimentodell’insieme della produzione. Sulla macchina ali-mentata con il MOTOREX ORTHO NF-X ISO 15,venne subito constatato, sin dalle prime 8 ore peralcune operazioni, un forte prolungamento delladurata di vita degli utensili. Il Signor Secchi era curio-so di conoscere i risultati di misura del cono esternodella prima serie di coppette a molla prodotto conORTHO NF-X.
Il Signor Carlo Secchi, responsabile multimandrini, un maestro in materia di tornitura. Lavora in aziendada 35 anni avvalendosi costantemente dalle sue estese competenze.
La macchina-utensile Tornos SAS 16.6 é dotata di 6 mandrini. Ancor oggi vengono correntemente utiliz-zati numerosi torni a camme di tipo piuttosto tradizionale.

Dossier
20 decomagazine 03 / 08
Cadenza accresciuta da 10 a 11
Dopo la misura, il risultato ottenuto ha potuto esse-re qualificato come estremamente preciso e quindientusiasmante. Il grado di finitura del particolare rea-lizzato in acciaio di cementazione 16MnCrS5 si érivelato essere particolarmente soddisfacente.Successivamente la velocità é stata progressivamentemodificata per poter aumentare la cadenza al minu-to e passare da 10 a 11. Il calore prodotto, generatoda una pressione di tornitura più elevata così comeuna velocità di taglio tra il pezzo e la punta dell’uten-sile, viene utilizzato in modo mirato tramite una for-mula specifica nell’ORTHO NF-X allo scopo diaumentare la stabilità ad alta pressione. Ciò influiscefavorevolmente la lavorazione in tornitura. Cosìfacendo, il film di lubrificazione perfettamente omo-geneo e stabile agisce tra lo spigolo di taglio dell’u-tensile e il particolare come un “cuscinetto”. Questainnovazione tecnica é confermata sia dall’aumentodelle prestazioni del 10 % che dal notevole migliora-mento della qualità del grado di finitura.
Avanzamento tecnologico raggiunto
“Il risultato ottenuto con MOTOREX ORTHO
NF-X mi ha fortemente impressionato. Sino ad
ora pensavo che, oltre al suo effetto di dissipa-
zione del calore e dei trucioli, l’olio da taglio si
limitasse a lubrificare il particolare, esercitando
in tal modo una funzione di protezione genera-
le. Le prestazioni delle formulazioni complicate
possono oggi essere dimostrate direttamente
sulle macchine-utensili. Per di più il carattere
universale dell’ORTHO NF-X é idoneo per tutti i
materiali correnti, ciò che mi pare un vantaggio
determinante. Prossimamente ci adopereremo
per fare progredire anche altre macchine verso
la nuova tecnologia”.
Il Signor Rolf Bläsi Direttore della AE-Decolletages/Lüsslingen
I sei mandrini vengono alimentati automaticamente dal caricatore di tipo Robobar MSF 316tramite il quale si ottiene una produzione proficua ed illimitata anche in presenza di équipeinteramente robotizzate.

decomagazine 2103 / 08
MOTOREX AG LANGENTHALServizio ClientiCasella Postale CH-4901 LangenthalTel. +41 (0)62 919 74 74Fax +41 (0)62 919 76 96www.motorex.com
Aeschlimann AG DécolletagesCasella PostaleCH-4574 LüsslingenTel. +41 (0)32 625 70 25Fax +41 (0)32 625 70 45www.ae-decolletage.ch
Siamo a vostra completa disposizione per fornirvitutte le informazioni sulla nuova generazione di olida taglio ORTHO e sulle possibilità di ottimizzazionenel vostro ambito di applicazione.
Cooperazione costruttiva con MOTOREX
L’aumento reale e il modo di procedere nella ricercadelle soluzioni di MOTOREX, hanno dimostrato airesponsabili della Aeschlimann Décolletages che dal2008 il merito di una accresciuta importanza, peral-tro ampiamente giustificata, andava riconosciuto al
liquido da taglio. Dopo aver dato “un aiutino” allamacchina, si sono potuti constatare mutamentiquantificabili. Il calcolo dei costi, effettuato dall’ap-posito reparto, ha inoltre evidenziato l’influenza delnuovo olio da taglio sull’accresciuta produttività e,conseguentemente, sulla redditività.
Alloggiate sotto una robusta protezione in ghisa, le camme di comando trasmettono ad ogni utensile e mandrino, l’impulso di comando lineare o radialerichiesto.
Quotidianamente vengono prodotti oltre 15’000 di questi particolari, aventi uno spesso-re di appena 4 mm circa. Il controllo si effettua quatto volte al giorno, sempre su sei pezzi(1 pezzo tornito per mandrino). I risultati vengono annotati con precisione nei protocol-li di misura.

Intervista
22 decomagazine 03 / 08
Il Modu-Line, peraltro già disponibile per la maggiorparte dei torni automatici a fantina mobile, é unsistema di porta-utensili preregolabili a cambiamen-to semplice e rapido. Il posizionamento avviene tra-mite due viti ed un sistema di appoggio. Per quantoriguarda la rigidità la stessa é garantita dal profilodentellato delle superfici di contatto. Questo sistemaviene commercializzato dai suddetti quattro fabbri-canti ormai circa da un anno e mezzo e, secondo ilSignor Champion, sta per diventare uno standardper i numerosi utilizzatori di macchine per la torni-tura.
decomagazine: Lei sembra essere piuttosto sod-disfatto del sistema Modu-Line e della vostra
DELTA: PIÙ UTENSILI, UNA PIÙ MIRATA LUBRIFICAZIONE EDUNA MAGGIORE PREREGOLAZIONE...
Il sistema Modu-Line offerto da quattro noti fabbricanti di utensili (Applitec, Utilis, Dieterle e Bimu)si apre alla famiglia delle macchine Delta di Tornos. Per avere maggiori informazioni su questaimportante novità decomagazine ha incontrato il Signor François Champion, direttore commercia-le di Applitec di Moutier (CH).
partnership con gli altri fabbricanti, si può affer-mare che il successo sia alle soglie?
F. Champion: La richiesta del Modu-Line cresce inmaniera molto interessante ciò che ci porta a ritene-re che questo sistema sia ormai conosciuto edapprezzato.
dm: Il fatto che siano quattro i fabbricanti chelo propongono può essere utile per voi?
F.C: Assolutamente! Sono sinceramente convintodella qualità e delle performance dei prodottiApplitec, il fatto di poter disporre del sistema Modu-Line, condividendolo con altre marche di utensili,dimostra ai clienti che non dipendono da un unico

decomagazine 2303 / 08
fornitore, un aspetto che li tranquillizza. Si aggiungache i fabbricanti che propongono il Modu-Line sonoquattro aziende per le quali la cultura della lavorazio-ne, della tornitura e della precisione é perfettamenteconnaturata.
dm: Quali sono i pregi di questo sistema?
F.C: Proponiamo un sistema di utensili molto rigidicon delle barrette da 12/15 mm o 16/16 mm per ipiù grandi.
Il sistema permette di aumentare il numero degliutensili disponibili sulle macchine, l’ingombro é
molto ridotto e si guadagna una o più posizioni perrapporto alle soluzioni «di base».
Un altro importante vantaggio é dato dalla possibili-tà di una lubrificazione degli utensili molto precisa.Possiamo dirigere il getto ad alta pressione esatta-mente nel punto in cui esso é necessario.
E poiché il Modu-Line é preregolabile, garantiamoinoltre la sicurezza del processo produttivo dei nostriclienti.
dm: Oggi lei annuncia l’uscita di Modu-Line sultornio Delta di Tornos, come mai così prestoconsiderando che il lancio della macchina émolto recente?
F.C: La nuova gamma delle macchine Delta ci sembramolto promettente. Il nostro obiettivo é quello dioffrire il sistema Modu-Line per tutte le macchine afantina mobile presenti sul mercato. La nostra azien-da propone già questo sistema su tutte le macchineTornos nonché su quelle di altri fabbricanti.
dm: Quali sono state le costrizioni per rapportoal tornio Delta?
F.C: In primo luogo volevamo preservare i vantaggidel sistema, tanto più che si tratta di una macchina«semplice». Modu-Line é di facile assimilazione, i
porta-utensili sono fissati con due semplici viti. Lospazio disponibile sui pettini ci ha indotto a sviluppa-re nuovi porta-utensili Modu-Line. In effetti, poichéla lunghezza era limitata a 85 mm, abbiamo scelto diallargare i porta-utensili a 20 mm (sezione 16x20)per disporre in tal modo di un dente in più per garan-tire la rigidità.
dm: Relativamente al tornio Delta, il Modu-Linepresenta dei vantaggi specifici?
F.C: In primo luogo il riposizionamento semplice epreciso dell’utensile dopo il cambio di una placchet-ta secondariamente poi, il preregolamento cherisponde alla domanda di un certo numero di utiliz-
Intervista
24 decomagazine 03 / 08
zatori, ed infine 1 o 2 utensili supplementari ed 1 sulpettine posteriore.
Come sempre, disponiamo anche della possibilità di«pilotare» la lubrificazione nel punto preciso in cui émaggiormente necessaria.
La nostra soluzione é flessibile, il cliente può sceglie-re di montare una piastra Applitec sia in alto che inbasso del pettine anteriore oppure sul pettine poste-riore. Tutte le combinazioni sono possibili ciò che,per il cliente, corrisponde ad una garanzia di libertà!
dm: Lei accennava alla preregolazione, ma érealmente utile in questo tipo di macchina?
F.C: Tutto dipende dalle preferenze del cliente.Immaginiamo un’officina ben equipaggiata di talimacchine semplici. In regolazione classica, lei chiamauna posizione di utensile «regolazione» e il porta-utensile si sposta sulla barra. Visivamente e manual-mente cercherà di posizionarlo, e dovrà ben intesofare attenzione per non danneggiare lo spigolo ditaglio, il tutto é un po’ «rudimentale».
Con Modu-Line quando gli utensili sono preregolati,si svitano due viti, si mette il nuovo utensile, si riavvi-ta ed il gioco é fatto! Ed é ancor meglio a fronte diun semplice cambio di placchetta, poiché é sufficien-te togliere l’utensile, cambiare la placchetta e rimet-tere l’utensile che verrà riposizionato con precisione.E’ una vera sicurezza per la produzione.
dm: Quali sono i tipi di utensili che vengonoofferti?
F.C: Offriamo tutti i tipi ISO più le placchetteApplitec, i nostri partner fanno altrettanto, in talmodo con Modu-Line si può disporre di tutti gli uten-sili di tornitura e di troncatura ISO nelle marche Utilis,Applitec, Dieterle e Bimu. Il cliente può scegliere libe-ramente in funzione delle sue preferenze, delle sueaffinità o semplicemente in base al reperimento loca-le degli utensili.
dm: Lei accennava al cambio di placchetta, éanch’esso uno standard di Modu-Line?
F.C: No, ogni fabbricante dispone di un suo propriosistema di fissaggio delle placchette. Ad esempioApplitec utilizza il sistema brevettato della gamma700. Questo sistema é dotato di un posizionamentomolto rigido a dentature scalari (di cui parleremo inun prossimo decomagazine).
dm: Per tornare alla Delta, a partire da quandosaranno disponibili i vostri utensili per questomodello?
F.C: I nostri utensili saranno sul mercato nel prossimomese di ottobre, saranno pertanto fornibili contem-poraneamente alla prime macchine Delta.
Se desiderate maggiori informazioni non esitate acontattare la Società Applitec al seguente indirizzo:
Applitec Moutier SACh. Nicolas-Junker 2Ch-2740 MoutierTel. +41 (0)32 494 60 20Fax +41 (0)32 493 42 [email protected]

Novitá
decomagazine 25
TOURBILLONNAGE PER TUTTI !
03 / 08
Opzione
Opzione numero 1900
Principio
Il dispositivo di tourbillonnage (per maggiori infor-mazioni sull’argomento leggasi l’articolo inerente ilmedicale a pagina 6) deve essere montato sul petti-ne posteriore e consente la realizzazione di filettimedicali di piccole dimensioni in special modo per leviti nel settore maxillofacciale, le viti per i sistemi dimotion (rieducazione delle fratture della mano e delpiede) ed in generale le viti di traumatologia.
Vantaggi
Grazie a questa nuova opzione, é possibile realizzaredei filetti tramite tourbillonnage sul tornio DECO 10eche non dispone di apparecchio frontale. A secondadella geometria dei particolari, l’utilizzo di dettaopzione su DECO 10a consente la realizzazione difiletti con lunghezza maggiore di quelli ottenuti conil dispositivo posizionato sull’apparecchio frontale. Inqualsiasi caso, il tourbillonnage garantisce un’eleva-ta qualità dei filetti dando la possibilità di realizzareprofili “insoliti”.
Caratteristiche tecniche
Angolo di inclinazione: +/- 15 gradi.
Diametro dei coltelli: 15 mm.
Diametro massimo di tourbillonnage: 6 mm.
L’alloggiamento del dispositivo utilizza due posizionidi utensili.
Il dispositivo di tourbillonnage, montato sull’apparecchio frontale su DECO 10a é un’opzione ben nota aTornos e ai suoi clienti, con particolare riferimento a coloro che operano nel settore medicale e dentale.
La richiesta di realizzazione di filetti molto lunghi e l’arrivo di DECO 10e coincidono con la presentazione diun nuovo dispositivo di tourbillonnage collocato sul pettine.
Compatibilità
DECO 10a e DECO 10e.
Termine di consegna
Il dispositivo in tema é sin d’ora consegnabile parten-za fabbrica nonché in opzione per le macchine giàinstallate.
Nota
L’adattamento di una lubrificazione ad alta pressionedel liquido da taglio sul dietro dell’apparecchio con-sente una migliore evacuazione dei trucioli.

26 decomagazine 03 / 08
TRUCCHI & ASTUZIE
Novitá
Le posizioni sono le seguenti :
1º scanalatura: (C) Z=-3 (B) X=4.5
2º scanalatura: (C) Z=-6 (B) X=3.5
3º scanalatura: (C) Z=-9 (B) X=5.5
La lavorazione di ogni scanalatura é programmata in una macro.
La scanalatura dovrà essere effettuata come da indicazione seguente:
• Posizionamento dell’utensile in Z.
• Avanzamento rapido sino al diametro esterno più sicurezza.
• Avanzamento del lavoro a una profondità di passata determinata da un parametro.
• Arretramento dello spezza-trucioli per un valore determinato da un parametro.
• Prosecuzione dell’avanzamento e dell’arretramento sino al diametro di fondo della scanalatura.
• Spostamento in Z per la seconda scanalatura
• Ecc.
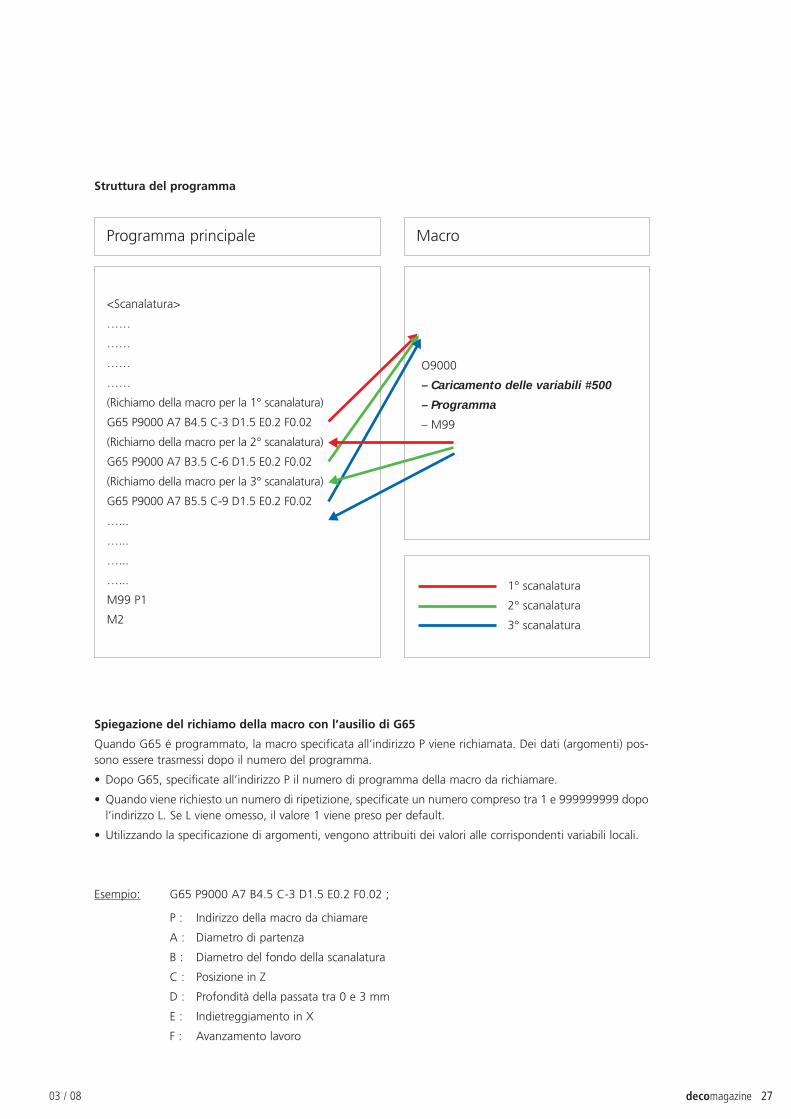
Nel decomagazine n. 45, vi abbiamo presentato un esempio di programma realizzato con il linguaggio Macro Briservato alle macchine Sigma e Micro. Si trattava di realizzare una scanalatura con un taglio interrotto. Nella pre-sente edizione, andremo a studiare il programma di un particolare che in luogo di una scanalatura, ne prevede trecon dei diversi diametri di fondo. La lavorazione sarà programmata in una macro e richiamata 3 volte dal program-ma principale servendosi di G65.
decomagazine 2703 / 08
Spiegazione del richiamo della macro con l’ausilio di G65
Quando G65 é programmato, la macro specificata all’indirizzo P viene richiamata. Dei dati (argomenti) pos-sono essere trasmessi dopo il numero del programma.
• Dopo G65, specificate all’indirizzo P il numero di programma della macro da richiamare.
• Quando viene richiesto un numero di ripetizione, specificate un numero compreso tra 1 e 999999999 dopol’indirizzo L. Se L viene omesso, il valore 1 viene preso per default.
• Utilizzando la specificazione di argomenti, vengono attribuiti dei valori alle corrispondenti variabili locali.
Esempio: G65 P9000 A7 B4.5 C-3 D1.5 E0.2 F0.02 ;
P : Indirizzo della macro da chiamare
A : Diametro di partenza
B : Diametro del fondo della scanalatura
C : Posizione in Z
D : Profondità della passata tra 0 e 3 mm
E : Indietreggiamento in X
F : Avanzamento lavoro
Struttura del programma
Programma principale Macro
O9000
– Caricamento delle variabili #500
– Programma
– M99
1° scanalatura
2° scanalatura
3° scanalatura
<Scanalatura>
……
……
……
……
(Richiamo della macro per la 1° scanalatura)
G65 P9000 A7 B4.5 C-3 D1.5 E0.2 F0.02
(Richiamo della macro per la 2° scanalatura)
G65 P9000 A7 B3.5 C-6 D1.5 E0.2 F0.02
(Richiamo della macro per la 3° scanalatura)
G65 P9000 A7 B5.5 C-9 D1.5 E0.2 F0.02
…...
…...
…...
…...
M99 P1
M2
28 decomagazine 03 / 08
Novitá
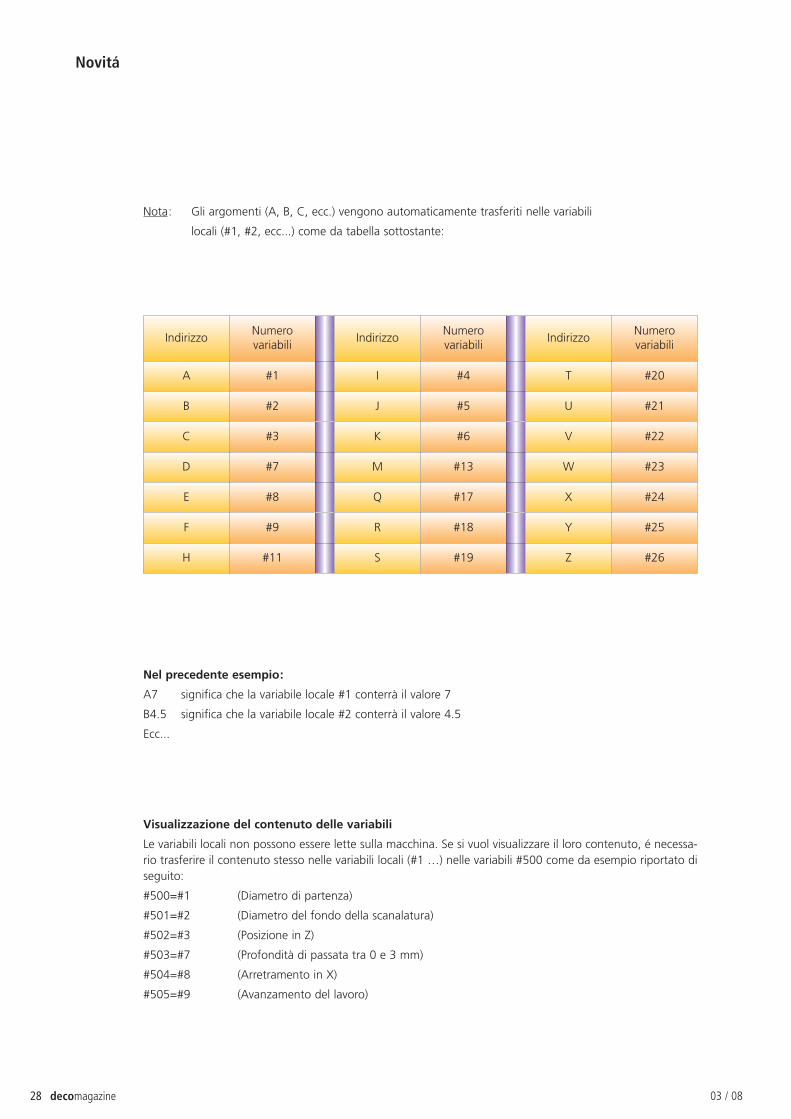
Nota: Gli argomenti (A, B, C, ecc.) vengono automaticamente trasferiti nelle variabili
locali (#1, #2, ecc...) come da tabella sottostante:
Nel precedente esempio:
A7 significa che la variabile locale #1 conterrà il valore 7
B4.5 significa che la variabile locale #2 conterrà il valore 4.5
Ecc...
Visualizzazione del contenuto delle variabili
Le variabili locali non possono essere lette sulla macchina. Se si vuol visualizzare il loro contenuto, é necessa-rio trasferire il contenuto stesso nelle variabili locali (#1 …) nelle variabili #500 come da esempio riportato diseguito:
#500=#1 (Diametro di partenza)
#501=#2 (Diametro del fondo della scanalatura)
#502=#3 (Posizione in Z)
#503=#7 (Profondità di passata tra 0 e 3 mm)
#504=#8 (Arretramento in X)
#505=#9 (Avanzamento del lavoro)
IndirizzoNumerovariabili
IndirizzoNumerovariabili
IndirizzoNumerovariabili
A #1 I #4 T #20
B #2 J #5 U #21
C #3 K #6 V #22
D #7 M #13 W #23
E #8 Q #17 X #24
F #9 R #18 Y #25
H #11 S #19 Z #26
decomagazine 2903 / 08
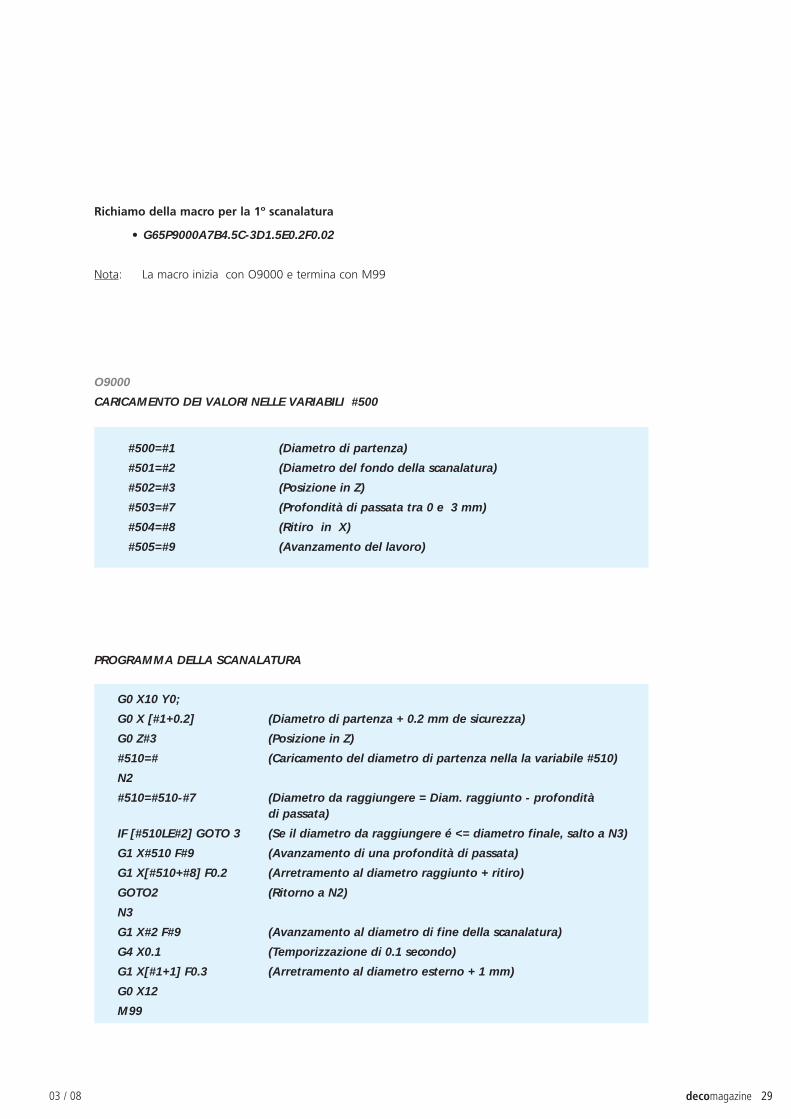
PROGRAMMA DELLA SCANALATURA
#500=#1 (Diametro di partenza)
#501=#2 (Diametro del fondo della scanalatura)
#502=#3 (Posizione in Z)
#503=#7 (Profondità di passata tra 0 e 3 mm)
#504=#8 (Ritiro in X)
#505=#9 (Avanzamento del lavoro)
G0 X10 Y0;
G0 X [#1+0.2] (Diametro di partenza + 0.2 mm de sicurezza)
G0 Z#3 (Posizione in Z)
#510=# (Caricamento del diametro di partenza nella la variabile #510)
N2
#510=#510-#7 (Diametro da raggiungere = Diam. raggiunto - profondità di passata)
IF [#510LE#2] GOTO 3 (Se il diametro da raggiungere é <= diametro finale, salto a N3)
G1 X#510 F#9 (Avanzamento di una profondità di passata)
G1 X[#510+#8] F0.2 (Arretramento al diametro raggiunto + ritiro)
GOTO2 (Ritorno a N2)
N3
G1 X#2 F#9 (Avanzamento al diametro di fine della scanalatura)
G4 X0.1 (Temporizzazione di 0.1 secondo)
G1 X[#1+1] F0.3 (Arretramento al diametro esterno + 1 mm)
G0 X12
M99
Richiamo della macro per la 1º scanalatura
• G65P9000A7B4.5C-3D1.5E0.2F0.02
Nota: La macro inizia con O9000 e termina con M99
O9000
CARICAMENTO DEI VALORI NELLE VARIABILI #500

Novitá
30 decomagazine
C’É DEL NUOVO NELL’AMBITO DEGLI UTENSILI DI FORMA!
03 / 08
Un’autentica success story…
Per la Società DIXI Polytool S.A., fabbricante svizzerodi utensili carburo monoblocco e diamante, gli annifavorevoli si susseguono senza sosta. L’incrementoaziendale é costante, tra il 12 e il 21 % annuo dal2004, pari ad una crescita media di lunga superiorea quella del mercato. Nel corso degli anni sono statieffettuati importanti investimenti, sia in termini dipersone che di materiali, allo scopo di garantire ilritmo di questo sviluppo. Attualmente l’organicodella fabbrica a Le Locle (CH) é costituito da 180 per-sone (erano 115 nel 2003) e l’insieme degli addettialla sezione «utensili da taglio» della DIXI raggiungele quasi 300 persone incluse quelle operanti fuorisede.
Anche il reparto Ricerca & Sviluppo ha registrato unacrescita importante per garantire in permanenza unpipeline di prodotti nuovi che consentiranno allasocietà di crescere anche negli anni a venire e dimantenere una posizione di avanguardia tecnologi-
DIXI Polytool S.A. estende le sue attività.
ca. In effetti in questi ultimi 12 mesi, la DIXI Polytoolha introdotto sul mercato numerosi nuovi prodottispecie in materia di tourbillonnage, di foratura HPCnonché diversi utensili rispondenti alle norme NIHS(Norme dell’Industria Orologiera Svizzera).
Nel 2004 la Società DIXI Polytool ha tratto beneficiodella compartecipazione maggioritaria all’internodella Diamant Werkzeug GmbH, fabbricante tedescodi utensili diamante mono e policristallino. Questaacquisizione ha permesso alla DIXI Polytool di raffor-zare i diversi settori di attività, in particolar modoquelli dell’orologeria e del medicale, nei quali eracomunque già presente con gli utensili carburo.
…che si amplia!
Oggi, la Società DIXI ha il piacere di annunciare l’ac-quisizione della Società Meca-Carbure con sede aGilley in Francia. La gamma dei prodotti, nonché imercati della Meca-Carbure sono in perfetta sinergiacon quelli della DIXI Polytool. Grazie a questa acqui-

decomagazine 3103 / 08
sizione, la Società DIXI si viene a dotare di elevatecompetenze nel settore degli utensili di forma non-ché di un’équipe di collaboratori altamente qualifi-cati.
Meca-Carbure rimane una società indipendente con-tinuando ad esprimere le sue competenze potendocontare ora sul sostegno della DIXI Polytool.
Contattate la Società DIXI Polytool S.A. Av. du Technicum 37CH-2400 Le LocleTel + 0041 32 933 54 44Fax + 0041 32 931 89 [email protected]
L’azienda svizzera vuole mantenere o per meglio direconsolidare le principali forze della Meca-Carburerappresentate da una fabbricazione di qualità dei piùcomplessi utensili di forma, una notevole reattività eflessibilità nonché la massima disponibilità verso laclientela.
L’acquisizione in tema, costituisce un movimentostrategico di elevata importanza per la clientela,attuale e futura, della Società DIXI che adesso dispo-ne di una gamma di prodotti più ampia e finementeadattata. Grazie a filosofie molto similari, sia perquanto riguarda l’eccellenza tecnica, il dinamismo edanche l’aspetto umano, le due società possono age-volmente collaborare per evolversi e svilupparsi cosìda garantire la loro continuità a lungo termine.
Le sinergie sono numerose specialmente riferite aisettori di attività con particolare riferimento all’orolo-geria / oreficeria, al medicale, all’automobile e all’ae-ronautica.
Desiderate maggiori informazioni? Un consiglio perla lavorazione riferito agli utensili di precisione inmetallo duro e diamante?
Aspetti tecnici
32 decomagazine
UNA NUOVA GENERAZIONE DI PUNTE ADALTA PRESTAZIONE!
03 / 08
Qualsivoglia azienda dedita alla fabbricazione desidera migliorare la propria produttività ma non certo a disca-pito della qualità o della durata di vita degli utensili.La società Dixi Polytool S.A., fabbricante svizzero di utensili carburo monoblocco, ha recentemente presentatodue famiglie di punte ad alta prestazione.

decomagazine 3303 / 08
Modello a fori di lubrificazione
I modelli DIXI 1146 a fori di lubrificazione (L1 =10xD1) presentano numerose caratteristiche chepongono questi utensili al vertice di qualsiasi analisiin fatto di performance. La geometria di punta con-sente un perfetto centraggio, un efficace fraziona-mento dei trucioli comportando deboli sforzi ditaglio. La robusta geometria permette degli avanza-menti massimali negli acciai e nelle ghise il tuttosenza arrecare danno alla punta dell’utensile. Lo spe-cifico rivestimento offre un’eccellente resistenzaall’ossidazione, un’ottima durezza a caldo nonché uncoefficiente di attrito minimo permettendo una eva-cuazione ottimale dei trucioli.
Queste nuove punte sono disponibili in una gammadi diametri che si estende da 0,80 mm a 10 mm esono state principalmente dedicate alla foratura delleghise e degli acciai ma altresì per altri materiali qualile leghe speciali (nimonic...) .
Le suddette nuove punte, con avanzamenti elevatis-simi e senza cicli di svuotamento, consentonoimpressionanti aumenti di produttività e, pur a fron-te di tali parametri, le loro durate di vita sono note-voli.
Esempio di foratura profonda Ø 5.8 mm, nell’acciaio 15NiCr13 (1.5752)
• Foratura senza puntatura su superficie fresata
• Vc = 91m/min
• f = 0.23 mm
• Vf = 1150 mm/min
• Ap = 56 mm (9.7xD)
• Lubrificante = Olio da taglio
Per qualsiasi informazione non esitate a rivolgervialla:
Esempio di foratura Ø 2.5 mm nell’acciaioCk45 (1.1191)
• Foratura senza puntatura su superficie fresata
• Vc = 71m/min
• f = 0.25 mm
• Vf = 2250 mm/min
• ap = 15 mm (6xD)
• Lubrificante = Olio da taglio
DIXI Polytool S.A.37 Av. du TechnicumCH-2400 le LocleTel. +41 32 933 54 44Fax. +41 32 931 89 16www.dixipolytool.com
Dopo 900 fori nell’acciaio 15NiCr13, l’usura dellapunta 1146 (Ø 5.8mm) é molto contenuta malgradogli elevatissimi parametri di taglio.
Modelli senza fori
La punta DIXI 1147, con una lunghezza di taglio6.5xD1, é stata progettata in modo specifico per lalavorazione di acciai e ghise; le sue caratteristichesono molto simili a quelle della DIXI 1146 ma noncomporta i fori di lubrificazione.
La durata di vita supera sistematicamente i 6’000fori, malgrado gli elevatissimi parametri di taglio.
Con queste due famiglie, DIXI Polytool S.A. rafforzala propria posizione di specialista della foratura adalta performance per gli acciai e ghise e ciò nell’inte-ra gamma di diametri.
I «grandi diametri» rappresentano per il fabbricanteun passo al di fuori della «zona micro» che, in gene-re, é il suo «territorio» prediletto.

Intervista
decomagazine 35
MIGUEL LIBERTINI S.A. IL «TOP» DELLA QUALITÀIN PROVENIENZA DALL’ARGENTINA
03 / 08
decomagazine: Per quali ragioni avete sceltoDECO?
M. Libertini: La richiesta dei clienti riferita a partico-lari lavorati più complessi é in aumento e noi abbia-mo la necessità di realizzare particolari finiti sullamacchina, senza operazione di ripresa. Abbiamoquindi preso in esame i modelli delle più modernemacchine svizzere, giapponesi, tedesche e dopo lun-ghe analisi, abbiamo optato per Tornos. In funzionedel numero degli assi delle DECO e della grandevarietà di utensili é possibile effettuare qualsiasi tipodi operazione e di lavorazioni complesse.
La macchina é molto flessibile ed inoltre, per l’addet-to alla preparazione, l’accesso alla zona di lavororisulta confortevole e pratica. In effetti, lo spazio
La Miguel Libertini S.A. é una società di tornitura automatica situata a Boulogne nel quartiere San Isidro diBuenos Aires in Argentina. L’attività della società é quella della fabbricazione di particolari lavorati destinati a
vari settori industriali e, principalmente, al mercato dei «particolari di precisione».La società dà il via alla sua attività negli anni 70 servendosi di torni automatici comandati da camme a fanti-
na fissa e mobile. All’inizio degli anni 90 passa ai torni CN e, nel 2002, acquista il suo primo tornio a comandonumerico automatico monomandrino a fantina mobile della Tornos S.A. (DECO 13).
Intervista fatta dal Signor Daniel Hauri, nostro corrispondente in Argentina, al Signor M. Libertini
necessario all’operatore per muoversi agevolmente éfondamentale.
Si tratta di ragioni positive!
dm: Cosa avete ottenuto da questa macchina?
M.L: L’acquisizione del tornio DECO é stata talmen-te soddisfacente che l’azienda ha deciso di investireintensivamente in ulteriori quattro DECO 13a neglianni seguenti. Il sesto acquisto risale al mese di feb-braio del corrente anno.
dm: Quali sono stati i vantaggi che ne avetetratto?
M.L: Uno dei vantaggi ottenuti grazie a Tornos é

Intervista
36 decomagazine 03 / 08
stata la riduzione dei tempi/cicli di lavorazione perrapporto a quelli raggiunti con i torni CN convenzio-nali; possiamo inoltre terminare i particolari eseguen-do operazioni di tornitura ad ogni estremità del par-ticolare.
Abbiamo scelto Tornos anche per un’altra ragione: ilsuo servizio post-vendita nonché quello del suo rap-presentante in Argentina, la «Plamac MáquinasHerramientas S.A.», il quale ci ha dato testimonian-za di tutto il suo appoggio.
dm: Quali sono le principali qualità della vostraazienda?
M.L: Le prerogative più importanti della MiguelLibertini sono: la qualità, la precisione la capacità ditrovare particolari soluzioni di lavorazione per i pro-pri clienti.
Le nostre priorità si basano sull’attendibilità delmateriale e la garanzia di una buona assistenza tec-nica.
dm: Per quali settori lavorate e quali sono leloro esigenze tecnologiche?
M.L: Lavoriamo tutti i tipi di materiali come l’ottone,l’alluminio, l’acciaio, l’acciaio inossidabile, il titanio
ecc. Produciamo per vari settori industriali quali quel-lo dell’automobile, dell’aeronautica, dei pneumatici,dell’elettronica, del medicale. L’Argentina non si dif-ferenzia certo dal resto del mondo!
Le esigenze tecnologiche si basano sulla capacità difabbricare prodotti in grado di ottenere certificazionidi qualità a livello internazionale. Ciò implica unacostante evoluzione, una pressione sui prodotti e laloro ideazione, miglioramenti permanenti e delleinnovazioni e il tutto obbliga qualunque azienda, chedesideri continuare ad essere competitiva, ad investi-re permanentemente in utensili ed equipaggiamentitecnologici.
dm: Qual’é il profilo del vostro personale, comeviene formato, ed in che modo riesce ad essereall’altezza delle esigenze stabilite?
M.L: L’organico della nostra azienda, composto da30 persone, é ripartito tra il personale amministrati-vo, gli operatori, i controllori ed i programmatori. Ilpersonale preposto alla lavorazione si avvale di per-sone che dispongono della dovuta esperienza neitorni automatici a camme e persone in possesso diconoscenze in programmazione ISO. La collaborazio-ne fra questi due gruppi offre l’equilibrio perfetto perun lavoro di squadra. La formazione, peraltro costan-
Il nuovissimo stabilimento della Società Libertini di recentissima ultimazione (talmente nuovo che sulle facciate mancano ancora i logo aziendali) 1.500 metriquadrati al servizio della precisione.

decomagazine 3703 / 08
te, si effettua al nostro interno e si svolge in alternan-za tra le ore di produzione e i corsi teorici. In talmodo l’apprendimento risulta essere molto più sem-plice e piacevole. Il fatto di disporre di un equipag-giamento di produzione moderno e di ultima gene-razione, incoraggia il personale a voler far parte diquesta squadra di lavoro.
Alla Miguel Libertini consideriamo indispensabilepoter contare su una squadra motivata poiché lamotivazione del personale determina in buona parteil successo aziendale.
dm: Voi producete per conto terzi, ma nonavete un vostro proprio prodotto o la vostrapropria marca?
M.L: La Miguel Libertini non si limita a lavorare soloper differenti mercati ma ha anche sviluppato unprodotto esclusivo di grandissima qualità. Si trattadella fabbricazione di “accoppiamenti rapidi” pertutti i tipi di elementi: fluidi, aria, acqua, idraulica lacui denominazione commerciale é «Instantaire cone-xión de fluidos» .
Poiché la richiesta del mercato vive una crescitacostante, abbiamo dovuto dissociare radicalmente lafabbricazione del prodotto esclusivo dalla lavorazio-ne per conto terzi e ciò costruendo un nuovo stabili-mento da 1.500 m2 in una zona industriale aventeuna superficie totale di 10.000 m2. Ed é in questanuova fabbrica che ci dedichiamo alla lavorazioneper conto terzi di particolari a partire da 2,00 mm didiametro mentre nello stabilimento abituale ci con-
sacriamo ormai solo alla produzione del “prodottoesclusivo” « Instantaire » e, ovviamente, su macchi-ne di ultima generazione.
dm: Lavorate in base ad una norma di qualità?
M.L: Per soddisfare le esigenze del mercato, maancor più per rispettare il nostro impegno nel miglio-ramento costante di ognuno dei nostri processi,abbiamo deciso di farci certificare ISO 9001:2000,certificazione che abbiamo ottenuto nel 2005 dalTÜV RHEINLAND GROUP.
Il Signor Miguel Libertini, fondatore e direttore con suo figlio Luis, direttore di produzione davanti alla prima DECO.

Intervista
38 decomagazine 03 / 08
La standardizzazione dei processi costituisce un’ulte-riormente impulso all’impegno che Miguel Libertini sié prefissato che consiste nel mantenere un livello diqualità uniforme ciò che accresce la fiducia che civiene testimoniata quotidianamente dai nostri clienti.
dm: Che prospettive ipotizzate per il futuro?
M.L: Siamo allenati a realizzare particolari moltocomplessi. Il nostro obiettivo consiste pertanto nellosviluppo e nel perfezionamento delle nostre propriecapacità di produzione allo scopo di soddisfare ancor
Contattate Plamac Máquinas Herramientas S.A. alseguente indirizzo:
Quilmes 267/269 1437Buenos AiresArgentinawww.plamac.com.ar
Jacques [email protected]
Tel: +54 (11) 4924-0245Fax: +54 (11) 4923-9018
Desiderate maggiori informazioni su Tornos inArgentina?
più pienamente le esigenze e le richieste dei nostriclienti e ciò a fronte di un mercato ricco in cambia-menti, in anticipazioni ed il cui sviluppo é costante.Ben inteso facciamo affidamento sulla collaborazio-ne di Tornos, alleato indispensabile per continuare adoffrire, con ogni particolare e ogni prodotto, preci-sione, qualità e solidità.
Cnel. J.M. Castillo 830B1609AZR BoulogneBuenos Aires - Argentina Tel.: (54 11) 4766-7070/9275 Fax: (54 11) 4766-8855 [email protected]
Aspetti tecnici
40 decomagazine
UN OLIO DA TAGLIO INNOVATIVO PER LA STRUMENTAZIONE MEDICALE...ED ALTRI PARTICOLARI “DELICATI”
03 / 08
L’aumento della complessità dei particolari ed i nuovimateriali impiegati, rendono la loro lavorazione sem-pre più difficile. Per quanto riguarda in particolarmodo la tecnica medicale, vengono impiegati gliacciai inossidabili, quali il X50CrMoV15, X40Cr13 oil “Monel”, ma anche il titanio, le leghe di titanio, ole leghe a base di cobalto o di nickel.
La lavorazione di questi materiali impone obblighirigorosi in termini di olio da taglio.
Qualità migliorata e riduzione dei costi
L’innovazione in materia di lubrificanti ha per scopoquello di garantire una resa elevata migliorando laqualità dei particolari.
Berucut 130 di Karl Bechem
Gli ottimizzati processi di produzione consentono diipotizzare delle “squadre senza operatore” e quindidi prolungare il tempo di lavoro delle macchine. E sele macchine lavorano di più, il loro ammortamentoavverrà più rapidamente.
In questa concatenazione, l’olio da taglio riveste unruolo essenziale!
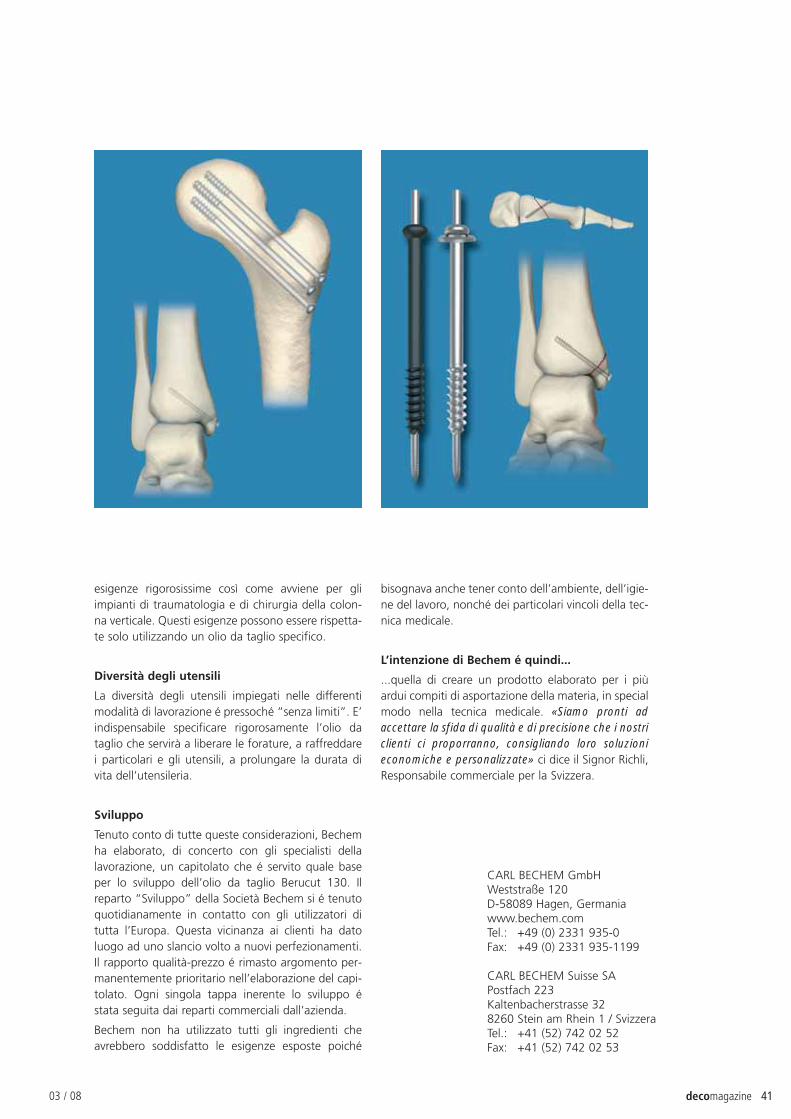
Diversità dei particolari
Gli impianti di chirurgia maxillofacciale, di chirurgiadella mano e di neurochirurgia, hanno una geome-tria molto complessa e delle pareti dalla sottigliezzaestrema.
I gradi di finitura e le tolleranze sono assoggettate a
L’olio da taglio Berucut 130 é stato oggetto di una perizia inerente la sua citotossicità.
decomagazine 4103 / 08
CARL BECHEM GmbHWeststraße 120D-58089 Hagen, Germaniawww.bechem.comTel.: +49 (0) 2331 935-0Fax: +49 (0) 2331 935-1199
CARL BECHEM Suisse SAPostfach 223Kaltenbacherstrasse 328260 Stein am Rhein 1 / SvizzeraTel.: +41 (52) 742 02 52Fax: +41 (52) 742 02 53
esigenze rigorosissime così come avviene per gliimpianti di traumatologia e di chirurgia della colon-na verticale. Questi esigenze possono essere rispetta-te solo utilizzando un olio da taglio specifico.
Diversità degli utensili
La diversità degli utensili impiegati nelle differentimodalità di lavorazione é pressoché “senza limiti”. E’indispensabile specificare rigorosamente l’olio dataglio che servirà a liberare le forature, a raffreddarei particolari e gli utensili, a prolungare la durata divita dell’utensileria.
Sviluppo
Tenuto conto di tutte queste considerazioni, Bechemha elaborato, di concerto con gli specialisti dellalavorazione, un capitolato che é servito quale baseper lo sviluppo dell’olio da taglio Berucut 130. Ilreparto “Sviluppo” della Società Bechem si é tenutoquotidianamente in contatto con gli utilizzatori ditutta l’Europa. Questa vicinanza ai clienti ha datoluogo ad uno slancio volto a nuovi perfezionamenti.Il rapporto qualità-prezzo é rimasto argomento per-manentemente prioritario nell’elaborazione del capi-tolato. Ogni singola tappa inerente lo sviluppo éstata seguita dai reparti commerciali dall’azienda.
Bechem non ha utilizzato tutti gli ingredienti cheavrebbero soddisfatto le esigenze esposte poiché
bisognava anche tener conto dell’ambiente, dell’igie-ne del lavoro, nonché dei particolari vincoli della tec-nica medicale.
L’intenzione di Bechem é quindi...
...quella di creare un prodotto elaborato per i piùardui compiti di asportazione della materia, in specialmodo nella tecnica medicale. «Siamo pronti adaccettare la sfida di qualità e di precisione che i nostriclienti ci proporranno, consigliando loro soluzionieconomiche e personalizzate» ci dice il Signor Richli,Responsabile commerciale per la Svizzera.

Intervista
decomagazine 4303 / 08
UNA PADRONANZA VELOCE E CONVIVIALE
Michaël Lanz «é il ritratto della tornitura», responsa-bile di un reparto di tornitura e poi di un’azienda, hasvolto il suo lavoro su numerosi mezzi di produzione.Recentemente ha fatto il suo ingresso in Tornosquale ingegnere di applicazioni Software, ed é statodelegato a dimostrare quanto sia semplice familiariz-zare con questa nuova macchina.
decomagazine: Buongiorno Signor Lanz, lei éingegnere in applicazione Software e sta effet-tuando il primo avviamento Delta, può darmiqualche delucidazione?
Michaël Lanz: Il mio ruolo consiste nel creare deiponti tra la meccanica e il soft, effettuo quindi anchetutta una parte di messa a punto dei prodotti. Va dasé che questo lavoro di convalida dei soft e dellameccanica andava fatto anche per la Delta ed é perciò che ne ho effettuato sia l’avviamento che ladimostrazione pratica in occasione del SIAMS.
dm: Prima di addentrarci sull’argomento ine-rente la facilità di padronanza della macchina,
Incontro, qualche giorno prima del SIAMS, con il Signor Michaël Lanz, esponente Tornos, sul tema dell’impratichirsi con la macchina Delta.
parliamo un po’ di Software, come si program-ma la Delta?
M.L: La famiglia delle macchine Delta a 3, 4 o 5 assisi programma in ISO classico di standard europeo(linguaggio C) esattamente come avviene per lemacchine Micro e Sigma di Tornos.
dm: Restando nell’ambito «soft» e CN, ha deicommenti?
M.L: Utilizziamo il nuovo comando Fanuc 0i-td chepuò gestire sino a 8 assi. La programmazione avvie-ne vuoi direttamente sulla macchina oppure con uneditor ISO su un PC. In questo caso il caricamentodella macchina é effettuato tramite MemoryCard oRS 232.
Per rapporto alle altre macchine, la differenza éimmediatamente individuabile nello schermo del CNche é a colori, un confort supplementare!
dm: Globalmente, quali sono le sue primeimpressioni di questa macchina?
M.L: La semplicità! Familiarizzare con questa mac-
Delta 20/5 e Robobar SBF 320, una nuova arma di produzione per particolari mediamente complessi.

Intervista
44 decomagazine 03 / 08
china é veramente agevole. Tuttavia se lei non hamai lavorato con un tornio automatico avrà bisognodi una formazione. Per tutti gli altri utilizzi é un veropiacere: la regolazione della pinza e del cannone,l’installazione, l’avviamento... tutto viene da sé. Perla regolazione, ad esempio, la macchina viene conse-gnata con un utensile che consente di effettuare unaregolazione rapida e precisa.
dm: La categoria a cui appartiene questa mac-china dispone di una preregolazione?
M.L: No, non é necessario, la regolazione si fa rapi-damente «sul posto».
dm: La semplicità di cui lei parla, vuol dire chechiunque può dotarsi di questa macchina?
M.L: Come per qualunque macchina, affinché lalavorazione si svolga razionalmente, la cinematicadeve essere capita. Non penso che tra le mani di unmacellaio possa essere molto efficiente.
dm: La macchina le é stata consegnata qualchegiorno prima del SIAMS, come si é svolto il suoarrivo, il posizionamento...
M.L: In occasione di una fiera non é mai l’ideale, avolte l’elettricità o l’aria compressa fanno i capricci...ma per quanto riguarda la macchina, niente da dire,nessun problema. L’abbiamo messa a livello su 4punti, come una Micro 8, quindi l’abbiamo collega-ta, acceso il CN ed abbiamo immediatamente inizia-to a lavorare.
dm: Ascoltandola pare semplice, si preme unbottone e funziona…
M.L: E’ vero, ma ciò nonostante prima bisogna sape-re quale bottone premere.
Così come per qualsiasi altra cosa, se lei acquista unanuova macchina, dovrà pur sapere dove sono icomandi per i fari, per i tergicristalli, ecc.
Una facilitata acquisizione di padronanza ed un design depurato per la nuova famiglia Delta.
Semplice non vuol dire spoglia! In occasione del SIAMS i numerosi visitatori hanno dimostrato stupore per il particolare realizzato.
decomagazine 4503 / 08
dm: Per tornare al “collo” SIAMS, ci sono com-menti?
M.L: Ci é stato consegnato un “collo” perfettamen-te equipaggiato: gli utensili necessari all’installazionevengono consegnati con la macchina: la fornitura éveramente completa.
dm: Quindi semplice non significa spoglia?
M.L: Assolutamente no! E’ veramente l’ideale. Adesempio, in occasione del SIAMS, in configurazione«esposizione», la totalità del materiale necessario éarrivato con la macchina, tutto era a disposizione enon c’era il pericolo di sbagliarci.
dm: Proseguendo in questa visione del pro-cesso, la sua macchina é ora sotto tensioneprogrammata operazionale... cosa avviene intermini di lavorazione?
M.L: La macchina é silenziosa e reattiva, la tecnolo-gia dei motomandrini é apprezzabile. Ben inteso intermini di possibilità di lavorazione, per rapporto auna DECO 20a con i suoi 10 assi, siamo alquantolimitati. E’ chiaro che la macchina é diversa, il suospettro di operazioni, in special modo in contro-ope-razione, é meno ampio.
dm: Si tratta quindi di una macchina dedicataalla realizzazione di particolari molto semplici?
M.L: Si e no... la semplicità và definita.
I visitatori del SIAMS, genericamente, si sono stupitidelle quantità di lavorazioni effettuate sul particola-re. Siamo in grado di realizzare particolari alquantolavorati a buon prezzo.
dm: Prima di intrattenerci sulla reazione deivisitatori, potrebbe esporci le sue impressioniriferite al comportamento di lavorazione dellamacchina?
M.L: Niente da dire: la macchina gira «come un oro-logio»!
dm: E per concludere, come hanno reagito i visi-tatori?
M.L: In occasione delle esposizioni, lavoriamo «len-tamente»..., gli avanzamenti sugli assi non sonorapidi affinché si possa far vedere al meglio quel chesuccede.
La reazione é stata unanime: i visitatori sono statiimpressionati dal particolare realizzato su una mac-china così semplice... e molti di loro si accalcavanoper veder meglio.
Il commento più frequente é stato «ah, Tornos mioffre una possibilità molto razionale per eseguire deiparticolari meno lavorati». Le macchine Tornos sonoal top e questa nuova soluzione é a sua volta il topdel rapporto prestazioni-prezzo per i particolari cherichiedono solo 3, 4 o 5 assi!
dm: Possiamo affermare che l’impatto é statomolto positivo?
M.L: Certamente! In primo luogo, per quanto miriguarda, sono stato conquistato da una macchinaTornos che apre all’azienda nuove prospettive. Insecondo luogo, per quanto riguarda i visitatori, ilfeed-back ottenuto é molto positivo, la qualità, lasemplicità, le possibilità... questa famiglia di macchi-ne otterrà un successo strepitoso!
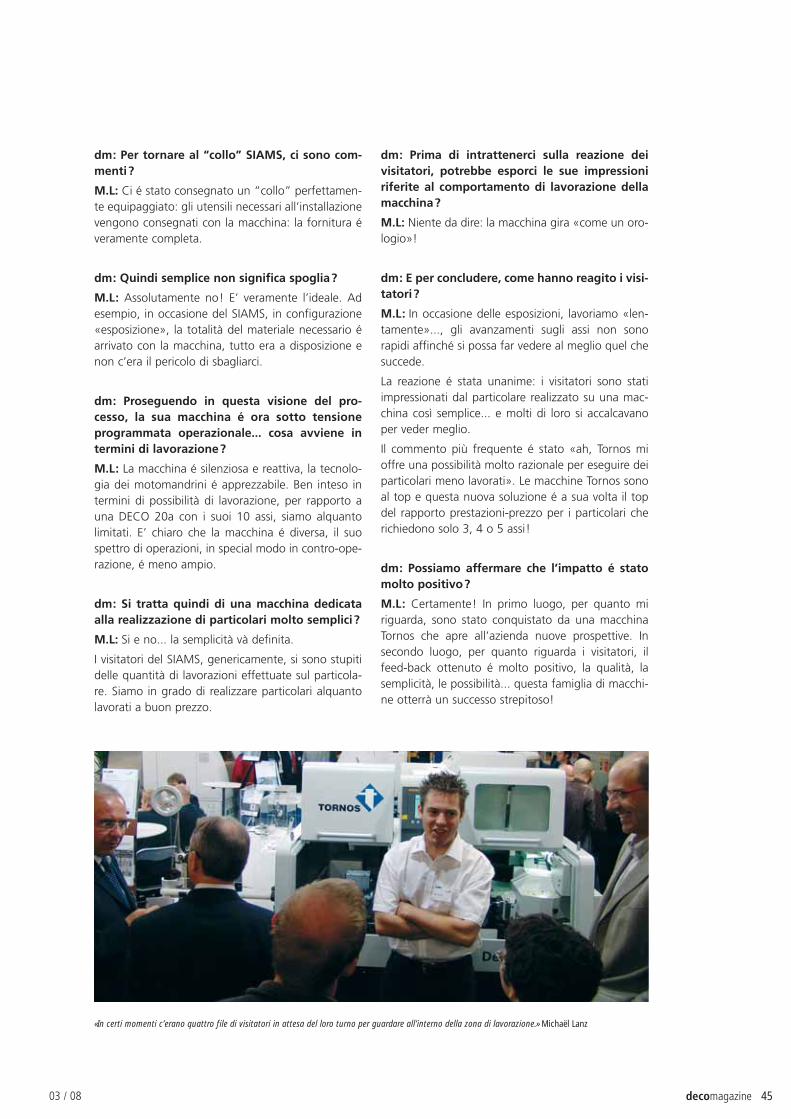
«In certi momenti c’erano quattro file di visitatori in attesa del loro turno per guardare all’interno della zona di lavorazione.» Michaël Lanz

Intervista
46 decomagazine 03 / 08
VEDERE PER CREDERE!
Basato sull’idea «vedere per credere», Tornos lancia una campagna Delta che ha per scopo quello di mo-strare la macchina «dappertutto». Nel corso del 2008, avrete la possibilità di scoprirla in occasione delleseguenti manifestazioni:
IMTS a Chicago dall’ 8 al 13 settembre
AMB a Stoccarda dal 9 al 13 settembre
TORNOS T. IBERICA a Granollers 22 settembre
MICRONORA a Besançon dal 23 al 26 settembre
BIMU a Milano dal 3 al 7 ottobre
Viennatec a Vienna dal 7 al 10 ottobre
Metal Working China a Shanghai dal 4 all’ 8 novembre
DMP a Dongguan dal 11 al 14 novembre
EMAF a Porto dal 12 al 15 novembre
PRODEX a Basilea dal 18 al 22 novembre
Thai Metalex a Bangkok dal 20 al 23 novembre
SIAMS: TRAMPOLINO IDEALE PER UN LANCIO MONDIALE?
In occasione del SIAMS, visitatori di una quindicina di paesi si sono soffermati sullo standTornos e hanno scoperto Delta (tra gli altri prodotti).
Desiderate maggiori informazioni riguardanti ilSIAMS?
Eccovi gli indirizzi:
SIAMS SA, CH-2735 Bévilard Tel. +41 32 492 70 10 - Fax +41 32 492 70 [email protected] www.siams.ch
Sono state vendute diverse macchine che andran-no in Francia ed in Svezia e si stanno redigendonumerosissime offerte!
Interpellato nel merito di questa partecipazionemondiale, il Signor Francis Koller, responsabile delSIAMS, mette in rilievo l’elevatissimo tenore diquesta edizione 2008:
«Il SIAMS, salone delle industrie dell’automazione,della meccanica e del sub-appalto, si é tenuto perl’undicesima volta a Moutier dal 20 al 24 Maggio2008. Questa vetrina delle microtecniche ha ospi-tato 480 espositori. Oltre 15’500 i professionistidel settore venuti espressamente a Moutier che,per la durata della manifestazione é stata promos-sa «Capitale delle microtecniche». L’edizione 2008
é risultata essere la migliore dall’esordio di questosalone che costituisce ormai la seconda più impor-tante esposizione industriale svizzera nel settoredell’industria meccanica di precisione».
La prossima edizione del SIAMS avrà luogodal 4 all’8 maggio 2010.
* Con riserva di modifiche.

Intervista
decomagazine 47
UNA MACCHINA SEMPRE PIÙ COMUNICATIVA
03 / 08
Per specificarne le caratteristiche e mettendo a fuocoi vantaggi di questo nuovo modo di comandare lemacchine, decomagazine ha incontrato i SignoriIvan Von Rotz e Rocco Martoccia rispettivamenteResponsabile della Business Unit Multimandrini eResponsabile Tecnico-commerciale Multimandrino.
decomagazine: Voi parlate di un PC integratonel comando, é quindi la fine del concetto DECOe della dualità PC-CNC?
Ivan Von Rotz: Assolutamente no! TB-DECO conti-nua ad essere un utensile straordinario per program-mare le nostre macchine. Questo utensile pone laprogrammazione di un tornio multimandrino, dotatodi 20 o più assi, alla portata di tutti gli operatori.
Rocco Martoccia: Abbiamo integrato un PC nellamacchina per delle ragioni di confort, ma anche per
Cosa c’è di più comune di una rete informatica aziendale? Da diversi anni, collegare i mezzi di produzione allarete informatica di una azienda é moneta corrente. Con le sue nuove macchine MultiAlpha e MultiSigma
Tornos rende questa operazione più semplice apportandovi non solo più funzionalità ma anche uno straordi-nario potenziale. La differenza più evidente, per rapporto agli altri prodotti Tornos, é il sistema di comando
integrante un PC che consente un utilizzo molto conviviale su un grande schermo a colori.
renderla più comunicativa. Abbiamo facilitato l’ac-cesso alle diverse fonti di informazione disponibili.L’utilizzatore viene a disporre di tutti i dati diretta-mente sulla macchina ciò che corrisponde alla garan-zia di una grande reattività e di una accresciuta effi-cienza.
dm: Prima di inoltrarci nel merito di questamigliorata comunicatività, soffermiamoci sulTB-DECO. Per un operatore, quali sono le novi-tà?
Ivan Von Rotz: In termini di software non c’é nulladi nuovo, la programmazione si effettua sul TB-DECO classico. Quando il nuovo sistema cambia ladistribuzione, vale a dire che si desidera effettuarequalche piccolo cambiamento di programma, nonc’é bisogno di ritornare su un PC o in un settore diprogrammazione.
Con i loro PC su un braccio girevole, le nuove macchine MultiAlpha e MultiSigma elevano la convivialità di lavoro ad un livello inedito.

Intervista
48 decomagazine 03 / 08
dm: Posso immaginare che questo modalità diprocedere non sia usualmente integrata in unastruttura aziendale in cui i ruoli sono ben defi-niti. Cosa fate se l’operatore non ha le compe-tenze per modificare i programmi?
Ivan Von Rotz: Nessun problema! Tutto é parame-trabile l’amministratore del sito può, in qualunquemomento, decidere di stabilire autorizzazioni e limi-ti. Non sussiste rischio alcuno di una «programma-zione selvaggia».
dm: Lei afferma che la programmazione puòfarsi direttamente sulla macchina, ma le possibi-lità di effettuarla all’esterno continuano adessere possibili?
Rocco Martoccia: Assolutamente, la macchinadispone di due uscite Ethernet e due interfacce USB:la massima flessibilità per i clienti. Lei può program-mare in qualunque luogo e successivamente caricareil programma. Il funzionamento é uguale a quellodelle macchine meno recenti. Il CN e il PC sonodistinti, lei potrà senz’altro programmare la lavora-zione di un particolare mentre la macchina ne staproducendo un altro. Avrà in oltre la possibilità diconsultare le informazioni disponibili, potrà ad esem-
pio consultare i manuali d’istruzione di servizio oqualsiasi altra applicazione installata mentre la mac-china sta comunque funzionando.
dm: Poiché c’é il PC integrato, si pensa immedia-tamente a due cose. In primo luogo il rischio divirus e secondariamente poi alle funzioni addi-zionali. Poiché é un PC ci si può «fare di tutto».Come vengono gestiti questi elementi?
Ivan Von Rotz: Per quanto riguarda i virus, non c’énessun pericolo. L’intero sistema é costruito su un PCindustriale non provvisto di hard disk . Lei può fareciò che vuole con il PC, quando lo si spegnerà verràautomaticamente re-inizializzato in configurazione«partenza fabbrica». E’ una sicurezza indispensabile!
Per quanto riguarda il secondo punto, si tratta diun’ottima domanda. Tecnicamente possiamo carica-re altri programmi o gestioni di periferiche in moda-lità webmaster. Ciò dipende dalla politica presa inconsiderazione da Tornos e dal suo cliente.
Come già accennato, il primo elemento ad essereinstallato é la documentazione della macchina. Nellamacchina vengono caricate tutte le istruzioni di ser-vizio, di utilizzo o di manutenzione. In caso di allar-me si può istantaneamente caricare il file e leggere
L’integrazione delle periferiche é perfettamente coerente. Nell’immagine il Robot di MultiAlpha 6x32 con il PC integrato.
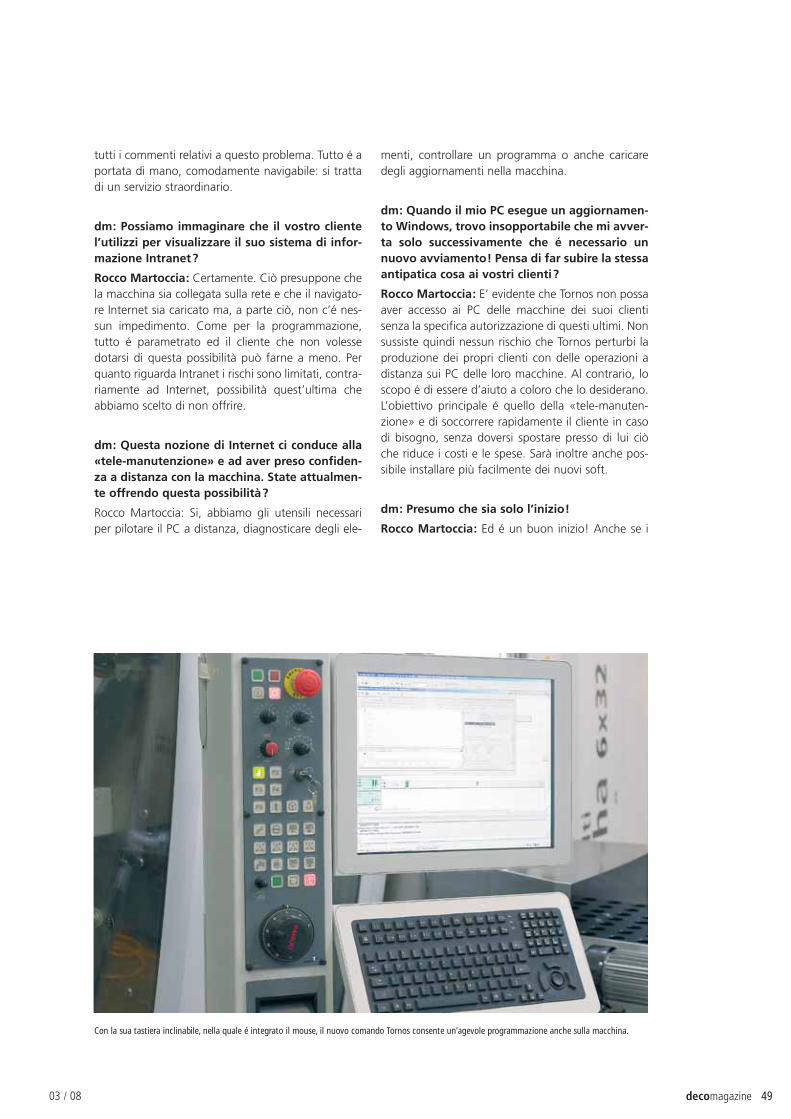
decomagazine 4903 / 08
tutti i commenti relativi a questo problema. Tutto é aportata di mano, comodamente navigabile: si trattadi un servizio straordinario.
dm: Possiamo immaginare che il vostro clientel’utilizzi per visualizzare il suo sistema di infor-mazione Intranet?
Rocco Martoccia: Certamente. Ciò presuppone chela macchina sia collegata sulla rete e che il navigato-re Internet sia caricato ma, a parte ciò, non c’é nes-sun impedimento. Come per la programmazione,tutto é parametrato ed il cliente che non volessedotarsi di questa possibilità può farne a meno. Perquanto riguarda Intranet i rischi sono limitati, contra-riamente ad Internet, possibilità quest’ultima cheabbiamo scelto di non offrire.
dm: Questa nozione di Internet ci conduce alla«tele-manutenzione» e ad aver preso confiden-za a distanza con la macchina. State attualmen-te offrendo questa possibilità?
Rocco Martoccia: Si, abbiamo gli utensili necessariper pilotare il PC a distanza, diagnosticare degli ele-
menti, controllare un programma o anche caricaredegli aggiornamenti nella macchina.
dm: Quando il mio PC esegue un aggiornamen-to Windows, trovo insopportabile che mi avver-ta solo successivamente che é necessario unnuovo avviamento! Pensa di far subire la stessaantipatica cosa ai vostri clienti?
Rocco Martoccia: E’ evidente che Tornos non possaaver accesso ai PC delle macchine dei suoi clientisenza la specifica autorizzazione di questi ultimi. Nonsussiste quindi nessun rischio che Tornos perturbi laproduzione dei propri clienti con delle operazioni adistanza sui PC delle loro macchine. Al contrario, loscopo é di essere d’aiuto a coloro che lo desiderano.L’obiettivo principale é quello della «tele-manuten-zione» e di soccorrere rapidamente il cliente in casodi bisogno, senza doversi spostare presso di lui ciòche riduce i costi e le spese. Sarà inoltre anche pos-sibile installare più facilmente dei nuovi soft.
dm: Presumo che sia solo l’inizio!
Rocco Martoccia: Ed é un buon inizio! Anche se i
Con la sua tastiera inclinabile, nella quale é integrato il mouse, il nuovo comando Tornos consente un’agevole programmazione anche sulla macchina.

Intervista
50 decomagazine 03 / 08
limiti di questa nuova evoluzione sono quelli circo-scritti dalle nostre idee. Stiamo riflettendo su variargomenti quali, l’aggiornamento della formazione,filmati inerenti la manutenzione e, perché no, lagestione della produzione... argomenti sui quali lavo-reremo nei prossimi mesi.
dm: Parlando di formazione, c’é del nuovo perquanto riguarda la programmazione o l’utilizzodel TB-DECO su questo nuovo comando?
Ivan Von Rotz: La programmazione avviene inmodo assolutamente classico, il fatto di disporre sullamacchina di uno schermo tattile é un piccolo confortsupplementare ma in termini di formazione nulla écambiato. E’ vero che questo nuovo comando ci aprele porte per numerosi progetti, ma non sono i soli...
dm: Sento odor di scoop! Avete in serbo altrenovità da svelarci?
Ivan Von Rotz: Ovviamente lavoriamo per i prodot-ti di domani e anche di dopodomani. Prossimamentepresenteremo delle soluzioni «chucker» in «packagestandard» in funzione del tipo di particolare da rea-lizzare i nostri clienti potranno scegliere differenti tipidi sistemi di caricamento, di scaricamento e di peri-feriche. Operiamo nell’ambito della realizzazione disoluzioni chucker sin dalle prime macchine multi-
mandrini (e più precisamente la BS 20) e la richiestaper questo tipo di prodotto si sta ampliando, prossi-mamente verranno consegnate diverse macchine inGermania, Spagna, Svizzera... E’ il mercato cherichiede tali soluzioni.
dm: Parleremo quindi di queste versioni «chuc-ker» in una nostra prossima edizione?
Ivan Von Rotz e Rocco Martoccia: Siamo d’accor-do: fissiamo l’appuntamento!
LA MACCHINA COMUNICATIVA E IL «BIG BROTHER»
Ritenete che il fatto di avere una macchina-utensile collegata e con la quale il fabbricante puòfamiliarizzare a distanza (con tutte le garanzie possibili) sia una cosa buona oppure ritenete che siaarrischiato?
Con questa domanda invitiamo i nostri lettori a prendere posizione nel merito inviandoci i loro com-menti all’indirizzo [email protected].
Disponete di un’esperienza positiva o negativa? Avete idee e commenti? Non esitate oltre e rende-tecene partecipi!
Tenuto conto delle esperienze e degli interessi, decomagazine pubblicherà, in una prossima edizio-ne, un dossier dedicato a questo argomento.

Presentazione
decomagazine 53
CN O CAMME ?
03 / 08
Fondata nel lontano 1926 da Josef Ganter a SanktGeorgen, nella Foresta Nera, l’azienda é stata acqui-sita nel 1980 dal padre del suo attuale direttore,Roland Müller. A far data dal 1985 Müller figlio lavo-ra nell’azienda della quale assumerà la direzione nel2004 intraprendendone lo sviluppo. Uomo dai con-tatti diretti e concreti, il Signor Roland Müller segueuna strategia di crescita coerente ricorrendo ai meto-di di management più moderni. “Facevamo sempli-cemente quello che facevamo ma meglio degli altri.Ecco perché ci stiamo concentrando sull’equipaggia-mento medicale e forniamo ai fabbricanti i nostripropri prodotti, frese a disco e nottolini dinamome-
Una PMA produttrice di particolari torniti, analizza vantaggi e inconvenienti dei due metodi
Sulla cartina stradale, non é facile trovare Dauchingen, ad ottanta chilometri a Sud di Stoccarda, eppure tuttii fabbricanti di sistemi medicali conoscono questa località in cui é ubicata la Società Josef Ganter che propone
senza dubbio il più vasto assortimento al mondo di porta-dischi. Questa prospera PMA resta fedele allaGermania malgrado certe voci che si ergono contro il “sito Tedesco”. Con idee innovatrici, prodotti di precisio-
ne ed una strategia di fabbricazione molto studiata é proprio questa azienda che determina le referenze nelcontesto della concorrenza internazionale. Il clamoroso successo di questa impresa deve molto al fabbricante
svizzero di torni automatici Tornos. Il Direttore della società Ganter, il Signor Roland Müller, ha minuziosamente predisposto la transizione dei torni a camme ai torni a comando numerico soppesando
nei minimi dettagli i vantaggi e gli inconvenienti dei due metodi.
trici, nonché particolari torniti di grande complessità,impianti e raccordi avvitati”. Dal 1997 l’azienda sidedica alla lavorazione del titanio acquisendo in que-sto settore un considerevole miglioramento in termi-ni di capacità. Il principale problema di lavorazionedel titanio é il surriscaldamento da lui prodotto afronte del quale sono necessarie macchine molto sta-bili, dalle basse velocità di taglio ed una utensileriaspeciale. Fedele a se stesso, il Signor Roland Müllertrascorre sovente i suoi sabati in fabbrica riflettendosulle possibilità di ottimizzazione. Egli decide diimporsi una cadenza di crescita considerevole. Alprimo tornio automatico a comando numerico, con-
La formula del successo della Società Josef Ganter : prodotti di elevata precisione realizzati applicando una ricercata strategia.

Presentazione
54 decomagazine 03 / 08
segnato nel 1996, se ne sono aggiunti da allora altridiciotto macchine.
La macchina CN, una trappola per i costi
Il Signor Roland Müller pianifica nei minimi particola-ri la decisione d’acquisto di una macchina. Nella pri-mavera del 2003, quando decise di sostituire i suoiventidue torni a camme con macchine a comandonumerico, possedeva già undici macchine CN e siavvaleva pertanto di una solida esperienza usandoqueste macchine per dei particolari torniti complessi,e riservando le “obsolete” macchine a camme allafabbricazione di particolari più semplici. Stava antici-pando una tendenza che nel frattempo si é consoli-data: i particolari si fanno sempre più complessi, ilotti sempre più piccoli e le esigenze di precisionecostantemente più severe. Il Signor Roland Müller haanalizzato la sua esistente gamma di particolari e si échiesto quali segmenti di mercato potrebbe ancoraconquistare con le macchine a comando numerico enel merito si é posto le seguenti domande:
• Devo lavorare un particolare sulla parte posteriore?In tal caso, mi serve un contro-mandrino?Evidentemente sarebbe vantaggioso dotarsi di unmix di macchine a 5, 7 e 9 assi.
• A che velocità girano i pezzi? Le macchine acomando numerico sono più rapide quando itempi di lavorazione superano i 20 secondi. Se iltempo di lavorazione su una macchina a camme éinferiore di 10 secondi, quella a comando numeri-co difficilmente fa meglio.
• Al momento, devo eseguire delle riprese che lamacchina a comando numerico potrebbe inveceeliminare?
• Posso raggiungere una produzione h24, preferibil-mente con delle squadre senza operatori o con uneffettivo ridotto?
• Posso approntare degli ordini in anticipo e rispar-miare in tal modo tempo prezioso per l’avviamen-to che racchiude ancora un potenziale enorme?
• Quale é il mio costo orario minimo su una macchi-na a comando numerico? Saranno sufficienti dai10 ai 15 €/ora?
• Posso proporre nuovi particolari che non mi erapossibile prendere in considerazione con le mac-chine a camme? Quali prospettive mi offre il pas-saggio al comando numerico?
Una decisione dalle pesanti conseguenze
Bisognava decidere velocemente poiché le ventiduemacchine a camme datavano per la maggior partedegli anni 50 e, non essendo provviste del caricato-re, potevano essere usate solo dalla squadra diurna.Il Signor Roland Müller aveva l’alternativa di sostitui-re il suo parco macchine con altre a comando nume-rico o di modernizzare il parco esistente. Fu allorache gli vennero proposte cinque DECO 10 a 5 assid’occasione che avevano poche ore di funzionamen-to. Ha quindi testato vari suoi prodotti durante alcu-ne settimane sulle già esistenti due DECO 10/5 assiallo scopo di valutare quanti macchinari a cammepotevano essere sostituiti con le cinque macchineproposte. I particolari presi in esame sono stati fab-bricati in differenti dimensioni e con differenze nellaforma della testa, del diametro dello stelo, della lun-ghezza e del diametro del filetto.
La resa effettiva con la macchina DECO 10/5 risultòdel 323 % superiore a quella del tornio a cammeStrohm 105: una resa di tre volte maggiore! In teo-
MacchinaTempo
di lavorazionePezzi/ora
Tempo di funzionamento
(teorico)
Tempo di funzionamento
(effetivo)Pezzi/giorno
M105 35 102 10 h 7 h 714
DECO 10 28 128 24 h 18 h 2304
Alla fine del test si ottenne la seguente tabella:
La Società Josef Ganter propone l’assortimento indubbiamente più vasto al mondo di porta-dischi.

decomagazine 5503 / 08
ria era pertanto possibile sostituire quasi tutti i tornia camme con le cinque DECO. Il tempo di lavorazio-ne per il particolare considerato si é ora ridotto a soli23 secondi. Le macchine sono state acquistate nell’a-gosto del 2003 ed installate, in una settimana, all’i-nizio di ottobre. In questo arco di tempo una decinadi torni a camme ha continuato a lavorare. Dopoalcuni mesi i programmi erano sufficientemente otti-mizzati per fermare le ultime macchine a camme. Lasostituzione delle macchine é avvenuta in quattromesi, e i cinque torni a comando numerico garanti-scono la produzione delle ventidue macchine acamme.
Miglioramenti di qualità e di resa
Il vantaggio specifico della Società Tornos a beneficiodell’acquirente, sta nel fatto di consegnare dellemacchine non solo di alto livello, ma altresì configu-rate su misura in funzione delle necessità del clientee, relativamente alle macchine del Signor RolandMüller ciò per lui significa:
• L’installazione di impianti d’estinzione per un fun-zionamento h24, in altre parole una squadra conoperatore e due senza operatore.
• L’utilizzo dei controlli di rottura degli utensili.
• Il montaggio di porta-punte triple in posizioneT21/T22 ciò che corrisponde ad avere tre postazio-ni di foratura completi.
• Il montaggio di condotti di soffiaggio d’aria perscaricare le forature profonde.
• L’ottimizzazione dei programmi.
Quando il Signor Roland Müller fa il bilancio relativoalla sua decisione di acquisire delle macchine Tornosa comando numerico, il risultato globalmente gliappare positivo. I suoi collaboratori possono interve-nire su tutte le macchine (5-9 assi), i programmi sonocreati, ottimizzati e modificati più velocemente. Lasoppressione delle spese supplementari per lecamme consente di proporre delle campionaturenonché delle serie piccole.
Le macchine, dotate di un caricatore, di un controlloper la rottura di utensili e di un impianto d’estinzio-ne, producono pressoché 24 ore su 24, 7 giorni su 7,e a volte 24 ore in assenza di sorveglianza durante ilweek-end. Attualmente il tempo medio di utilizzoannuo di una macchina, supera le 5’000 ore.
Con le macchine a comando numerico, il tempo diesecuzione dei comandi si é considerevolmenteridotto, non ci sono quasi più operazioni di ripresa, la
Il Signor Roland Müller, Direttore della Società Josef Ganter, adotta i più moderni metodi sia in termini di management che tecnologici.

Presentazione
56 decomagazine 03 / 08
precisione é migliore e la percentuale degli scarti net-tamente più bassa, aspetto molto positivo relativa-mente al montaggio dei porta-dischi.
Anche la migliorata ripartizione del personale haavuto un riscontro diretto sulla redditività: non é piùnecessario caricare a mano quelle 250 o 300 barrecome avveniva precedentemente. E’ il caricatore cheesegue questa operazione cosicché gli operatorihanno più tempo per i controlli e la preparazionedelle macchine. Per il Signor Roland Müller, la possi-bilità di preparare in anticipo determinati ordinativisulle macchine Tornos é un vantaggio da iscrivereall’attivo del fabbricante svizzero.
Due partner un solo scopo
Tra Tornos e Roland Müller la partnership vede unoscopo comune ed un rispetto reciproco. Quando siconsegna oltre il 90% della propria produzione aifabbricanti di materiale medicale, si é sottoposti acriteri particolari. Le certificazioni devono rispettarele norme ISO 9001, ISO 13485, certificato secondo ladirettiva 93/42/CE, certificazione FDA... La ricerca dimetodi di fabbricazione che economizzano le risorseé altresì lodevole, come ad esempio l’utilizzo delnuovo sistema di aspirazione, tramite l’installazionedi pozzi canadesi 1, che consumano meno energia epreservano l’ambiente. Con questo impianto, chenon era mai stato testato, il Signor Roland Müller ha
corso un certo rischio, ma per lui é un dato di fatto:“Solo coloro che abbandonano i sentieri già battuti,scoprono delle novità e progrediscono”. Il quesitoche si pone quotidianamente il Signor Roland Müllerinerente la possibilità di estendere ulteriormente lasua fabbricazione e proporre nuovi prodotti écostante, ragion per cui apprezza l’attuale rapidità disviluppo di Tornos. Continuità ed innovazione: sonoesattamente le qualità che rendono solide e di lungadurate le partnership.
Josef Ganter Niedereschacher Strasse 2478083 DauchingenTel. (07720/44 74)Fax (07720/44 74)[email protected]
Tornos Technologies Deutschland GmbHKarlsruher Strasse 3875179 PforzheimTel. (07231/91 07 - 0)Fax (07231/91 07 - 50)[email protected]. tornos.com
1 oppure anche scambiatori geotermici. Questo sistema ecologico permettedi far passare l’aria aspirata all’interno tramite un tubo sotterraneo. In que-sto modo si sfrutta l’inerzia della terra per riscaldare l’aria nuova in invernoe rinfrescarla d’estate.
Un ritmo di crescita considerevole: alla prima macchina CNC Tornos, acquistata nel 1996, ne sono seguite altre 18 oggi tutte intensamente operative.

Presentazione
decomagazine 57
UNA SINERGIA CHE FUNZIONA: GÖLTENBODT E IL GRUPPO BERGER
PUNTANO SULLA CRESCITA E LA FABBRICA-ZIONE IN GERMANIA
03 / 08
Installatasi a Leonberg, la Göltenbodt Präzisions-werkzeuge pone, da decine d’anni, la sua attenzionesulla diminuzione duratura e coerente dei costi difabbricazione con dei sistemi di porta-utensili pre-regolabili, contribuendo in tal modo a rafforzareulteriormente il sito di fabbricazione “Germania” permolti dei suoi clienti. Non é cosa impossibile concilia-re successo mondiale e rafforzamento dei siti di fab-bricazione nazionali e la miglior prova é rappresenta-ta dal gruppo Berger la cui sede si trova aMemmingen. Creata nel 1955 dal Signor AloisBerger, questo gruppo é oggi la più grande aziendafamiliare al mondo nella fabbricazione di particolaritorniti di precisione. La Holding raggruppa 13 azien-de, con siti produttivi in Germania, Svizzera, Canada,
Malgrado la Germania sia da anni screditata quale sito di produzione, coraggiosi e visionari imprenditori continuano a puntare sui suoi fattori positivi... con la soddisfazione di aver conquistato un successo
mondiale. La qualità della mano d’opera specializzata, l’eccellente infrastruttura e i potenziali di ottimizzazione, unitamente a partner tecnologici all’ascolto del mercato, costituiscono per queste aziende
dei fattori decisivi di riuscita.
Stati Uniti e Polonia. Con una superficie totale di pro-duzione che misura oltre 60’000 m2, con 1’600dipendenti e oltre 200 milioni di Euro di fatturato,Berger é il numero uno europeo e americano nellaproduzione di particolari torniti di precisione prontiall’uso, di componenti di macchine di precisione, disotto-insiemi e di viti di trascinamento a sfera.Specialista della precisione, il gruppo ha conquistatoil settore dell’automobile. Tutti i grandi costruttorisono oggi clienti della Società Berger, vuoi diretta-mente o attraverso dei subappaltatori. I particolaritorniti di precisione “Berger” vengono quotidiana-mente utilizzati nelle pompe di iniezione diesel, neisistemi ABS e ARS, i carburatori, le valvole ecc.
La società Göltenbodt a Leonberg.

Presentazione
58 decomagazine 03 / 08
Parallelamente alla sua espansione globale, tramitesiti di fabbricazione strategici all’estero, il gruppoBerger ha copiosamente investito nello sviluppo dellesue cinque aziende tedesche. Per la SignoraMarianne Berger-Molitor, Direttrice Marketing delgruppo Berger, la chiave del successo mondiale étutta qui. “Lo sviluppo costante delle tecnologie difabbricazione, un’officina di tempra interna cheimpieghi metodi esclusivi e una stretta collaborazio-ne in sinergia con dei partner locali creano un valore
aggiunto di cui traggono profitto anche i nostri altrisiti all’estero”.
Il Signor Gerald Ray, Direttore della GöltenbodtPräzisionswerkzeuge é orgoglioso di poter sottoli-neare che la sua società é fornitrice, nonché partnertecnologico, del gruppo Berger da diverse decine dianni, durante i quali un numero enorme di porta-utensili GWS standard é stato utilizzato negli stabili-menti Berger in Germania e all’estero così come éaccaduto per i sistemi speciali progettati precisamen-te in base alle specifiche Berger. Il Signor NorbertGumina, capo del servizio multimandrino CNC dellaBerger, lo conferma:
“Göltenbodt é per noi un partner tecnologico alquale ci rivolgiamo volentieri nel caso in cui debbanoessere soddisfatte nuove esigenze tecnologiche”Questa stretta collaborazione e lo sviluppo di soluzio-ni su misura per il cliente ha già reso possibile, secon-do il Signor Gerald Ray, la riuscita realizzazione di variprogetti. In questi casi Göltenbodt fornisce i “jolly”della sua ultradecennale esperienza nonché unampio ventaglio di prodotti. Il Signor NorbertGumina lo sottolinea: “In Berger, per realizzarenuove soluzioni, come ad esempio il mandrino di ser-raggio idraulico, siamo ricorsi ficusiosi alla diversitàdei prodotti Göltenbodt. Ma ci sono comunqueanche altre mansioni, ad esempio la calibratura deitorni automatici multimandrino, per le quali apprez-zo la vicinanza degli uffici tecnici di Göltenbodt e lapossibilità di raggiungerli rapidamente visto chehanno sempre una rapida ed economica soluzione aportata di mano”. L’ampissima gamma di prestazio-ni della Berger, associata alla fabbricazione in picco-le e grandi serie nonché alla realizzazione di prototi-pi, esige dal proprio partner tecnologico sia un’eleva-ta flessibilità che un’ottima qualità del servizio.Göltenbodt riveste in particolare un ruolo essenzialenella fabbricazione dei torni automatici plurimandri-ni di Berger per la riduzione dei tempi inerenti il cam-bio di utensile. Nel caso si debbano produrre grandiserie, la riduzione del tempo per il cambio dell’uten-sile é una preoccupazione primaria, mentre per lepiccole serie ed i prototipi il ruolo essenziale é rap-presentato dall’equipaggiamento preregolato deiporta-utensili GWS. Secondo quanto afferma laSignora Berger-Molitor é proprio la fabbricazioneefficiente ad assumere un’importanza sempre mag-giore per il gruppo Berger, in ragione della strettacollaborazione con tutti i grandi costruttori di auto-
Mandrino di foratura rapida GWS con afflusso di liquido lubrificante inter-no sino a 100 bar.
Soluzioni GWS speciali.

decomagazine 5903 / 08
mobili: “L’eccellente precisione dimensionale e l’e-sattezza dei sistemi GWS sono particolarmenteapprezzabili in questa collaborazione e sono statedeterminanti nella nostra scelta di continuare adoperare in stretta collaborazione con Göltenbodtanche in futuro. “Con il nostro sistema di porta-utensile GWS preregolabile, Göltenbodt impersona“il pioniere” della riduzione dei tempi d’arrestoimproduttivi correlati agli utensili nei torni automati-ci mono- e multimandrino. Il vantaggio essenzialedei porta-utensili GWS risiede nella possibilità di pre-regolarli al di fuori della macchina per i seguenticomandi e per cambiare gli utensili durante le produ-zione sull’asse X, Z e Y in parallelismo. Tutti i porta-utensili GWS standard sono provvisti di un afflusso diliquido lubrificante studiato per una pressione massi-ma di 35 bar, e sino a 100 bar su richiesta. La gran-de flessibilità, un cambio con una precisione eccel-lente pari a meno 0,02 mm e la semplicità di mani-polazione di questi porta-utensili sono le loro ulterio-ri peculiari qualità. Dal punto di vista economico, iclienti di Göltenbodt apprezzano altresì la possibilitàdi ammortizzare i sistemi GWS in solo 1 anno aven-do sfruttato appieno tutte le loro funzionalità.
In Göltenbodt le soluzioni speciali, concepite sumisura per i clienti, acquistano una sempre maggio-re importanza, le stesse includono, ad esempio, deidispositivi dall’allargamento o di tornitura longitudi-nale, degli assi U per i multimandrini a comandonumerico, dei dispositivi di tornitura conici, delle
Contatto diretto per maggiori precisazioni:
Göltenbodt Präzisionswerkzeugfabrik GmbHRöntgenstr. 18 - 22D-71229 Leonberg-HöfingenTel.: 07152/92818-0Fax: 07152/[email protected]
unità d’allargamento con asse X supplementare perla tornitura in spoglia, e sino a degli utensili a 3 frese,oppure ancora dei mandrini di foratura rapida enumerosi altri prodotti speciali. La collaborazionecon il gruppo Berger é per Göltenbodt la migliorprova che con un’attitudine dinamica e positiva, sipossono conseguire in modo molto vantaggioso tuttii potenziali d’economie offerti dalla gamma di servi-zi a beneficio di entrambi i partner. Per il SignorGerald Ray, Direttore della Göltenbodt la primatappa deve sempre essere costituita da un colloquiopersonale con il cliente allo scopo di analizzare il suoequipaggiamento tecnologico di cui doispone, i suoiobiettivi e il suo potenziale di razionalizzazione.
Porta-utensile GWS con afflusso interno di liquido lubrificante.
Porta-utensile GWS per torni automatici mono- e multimandrino (per car-relli longitudinali).

60 decomagazine 03 / 08
Presentazione
CON TORNOS, LA BENSON ENGINEERING LTDCAMBIA ROTTA
L’azienda Benson Engineering, con sede a Killarney,possiede delle macchine-utensili Tornos sin dal 1980data di inizio della sua attività; all’epoca si trattava ditornitrici a camme destinate a produrre dei particola-ri per l’industria dei prodotti bianchi 1.
Lo specialista in tornitura della Contea di Kerry(Irlanda) aveva optato, molto prima del boom dell’e-lettronica alla fine degli anni 90, per dei sorprenden-ti torni a camme Tornos. Secondo il Signor Benson, ilnumero dei pezzi lavorati in lotti é aumentato da 10a 100.000, o addirittura a un milione, con particola-
Opporsi alla dilagante tendenza di delocalizzare le attività produttive in paesi a bassi costi quali quellidell’Europa dell’Est e dell’Asia, può di per sé costituire una sfida, ma la Benson Engineering Ltd. non solo vi hamesso fine ma si é drasticamente opposta alla propensione di affidare la produzione ad aziende operanti nellesuddette località.“Il citato capovolgimento della situazione ha potuto aver luogo grazie all’investimento da noi effettuato in ter-mini di personale e di macchine-utensili di gamma alta come i torni a fantina mobile Tornos DECO”, commentail Direttore Generale della Benson Engineering, il Signor Aaron Benson.
ri che passano dalle tornitrici alle operazioni manua-li di fresatura, foratura e operazioni sul banco per itrattamenti di finitura. L’azienda beneficia inoltre diuna competenza unica nella tornitura servendosi diutensili a diamante naturale realizzando un grado difinitura estremamente preciso inferiore a 4 micropollice Ra.
Il sempre più sofisticato settore elettronico, i partico-lari fattisi sempre più complessi richiedono di riman-do un sempre maggior numero di operazioni di lavo-razione manuali. Rievocando i tempi andati il Signor
1 «Prodotti bianchi» e “Prodotti bruni” sono due «classiche» denominazioni nel Marketing.I Prodotti bianchi : rientrano nel settore degli elettrodomestici destinati principalmente alla cucina o al bagno (cucina, forno, frigorifero, lavatrice, lavastovi-glie...). "Bianco" molto semplicemente perché per i loro rivestimenti viene frequentemente utilizzato questo colore.I Prodotti bruni : fanno parte del settore degli elettrodomestici di svago (televisore, videoregistratore, hi-fi, radio…). «Bruno» molto semplicemente perché peri loro rivestimenti – principalmente in legno negli anni passati - veniva utilizzato questo colore.
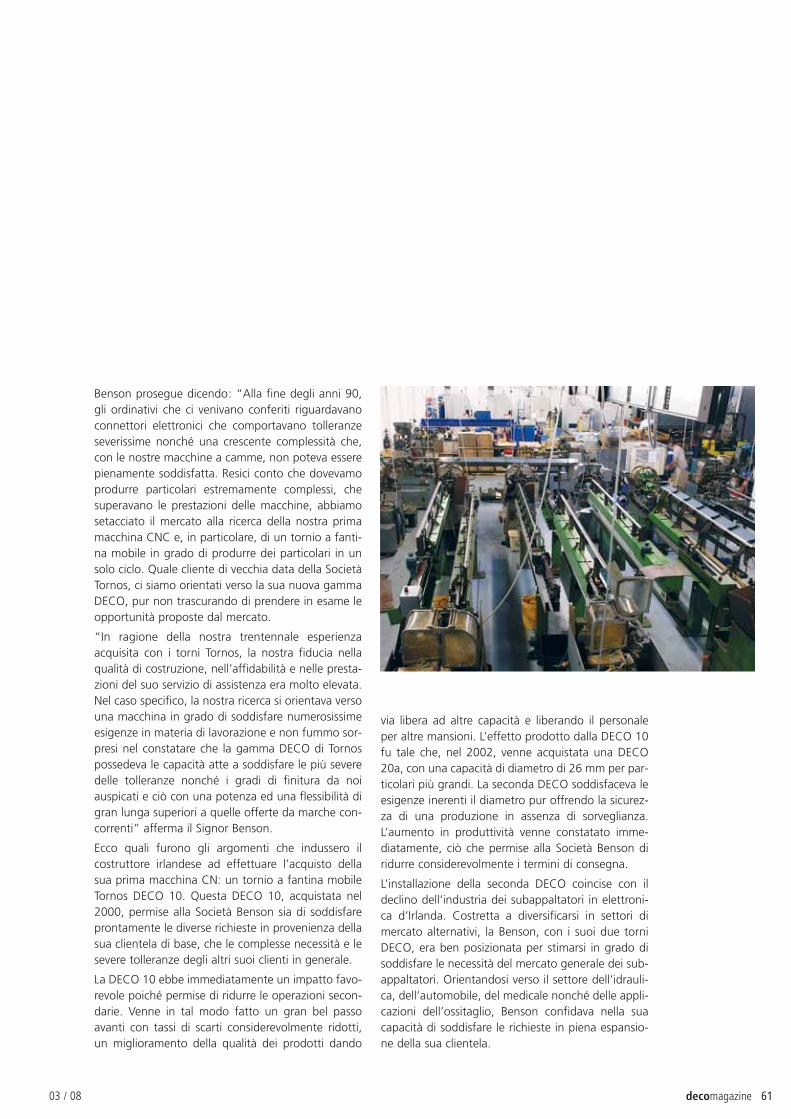
decomagazine 6103 / 08
Benson prosegue dicendo: “Alla fine degli anni 90,gli ordinativi che ci venivano conferiti riguardavanoconnettori elettronici che comportavano tolleranzeseverissime nonché una crescente complessità che,con le nostre macchine a camme, non poteva esserepienamente soddisfatta. Resici conto che dovevamoprodurre particolari estremamente complessi, chesuperavano le prestazioni delle macchine, abbiamosetacciato il mercato alla ricerca della nostra primamacchina CNC e, in particolare, di un tornio a fanti-na mobile in grado di produrre dei particolari in unsolo ciclo. Quale cliente di vecchia data della SocietàTornos, ci siamo orientati verso la sua nuova gammaDECO, pur non trascurando di prendere in esame leopportunità proposte dal mercato.
“In ragione della nostra trentennale esperienzaacquisita con i torni Tornos, la nostra fiducia nellaqualità di costruzione, nell’affidabilità e nelle presta-zioni del suo servizio di assistenza era molto elevata.Nel caso specifico, la nostra ricerca si orientava versouna macchina in grado di soddisfare numerosissimeesigenze in materia di lavorazione e non fummo sor-presi nel constatare che la gamma DECO di Tornospossedeva le capacità atte a soddisfare le più severedelle tolleranze nonché i gradi di finitura da noiauspicati e ciò con una potenza ed una flessibilità digran lunga superiori a quelle offerte da marche con-correnti” afferma il Signor Benson.
Ecco quali furono gli argomenti che indussero ilcostruttore irlandese ad effettuare l’acquisto dellasua prima macchina CN: un tornio a fantina mobileTornos DECO 10. Questa DECO 10, acquistata nel2000, permise alla Società Benson sia di soddisfareprontamente le diverse richieste in provenienza dellasua clientela di base, che le complesse necessità e lesevere tolleranze degli altri suoi clienti in generale.
La DECO 10 ebbe immediatamente un impatto favo-revole poiché permise di ridurre le operazioni secon-darie. Venne in tal modo fatto un gran bel passoavanti con tassi di scarti considerevolmente ridotti,un miglioramento della qualità dei prodotti dando
via libera ad altre capacità e liberando il personaleper altre mansioni. L’effetto prodotto dalla DECO 10fu tale che, nel 2002, venne acquistata una DECO20a, con una capacità di diametro di 26 mm per par-ticolari più grandi. La seconda DECO soddisfaceva leesigenze inerenti il diametro pur offrendo la sicurez-za di una produzione in assenza di sorveglianza.L’aumento in produttività venne constatato imme-diatamente, ciò che permise alla Società Benson diridurre considerevolmente i termini di consegna.
L’installazione della seconda DECO coincise con ildeclino dell’industria dei subappaltatori in elettroni-ca d’Irlanda. Costretta a diversificarsi in settori dimercato alternativi, la Benson, con i suoi due torniDECO, era ben posizionata per stimarsi in grado disoddisfare le necessità del mercato generale dei sub-appaltatori. Orientandosi verso il settore dell’idrauli-ca, dell’automobile, del medicale nonché delle appli-cazioni dell’ossitaglio, Benson confidava nella suacapacità di soddisfare le richieste in piena espansio-ne della sua clientela.

62 decomagazine 03 / 08
Presentazione
Nel corso degli ultimi sette anni, grazie a questafiducia in se stessa e alle performance realizzate conle macchine Tornos, l’azienda, che si avvale di 10dipendenti, esporta ormai in Cina, in Polonia, nellaRepubblica Ceca e in Brasile, per non citare che alcu-ne delle destinazioni. La possibilità di produrre senzapresenza umana, ha permesso alla Società Benson direstare competitiva in termini di costi pur continuan-do a fornire particolari dalla qualità impeccabile.Grazie a questo implicito argomento di efficacia,Benson registra nel frattempo, ordini per pistoniidraulici, viti medicali, connettori e aste per il mon-taggio in superficie delle carte di circuiti stampati inprovenienza da paesi a bassi costi. L’elevata qualità, ilivelli di precisione infallibile, la ripetitività e la reddi-tività dell’unità di produzione sono fattori che,numerosi fabbricanti europei di componenti OEMricollocatisi in Europa dell’Est ed in Asia, non sono ingrado di raggiungere localmente.
“I nostri torni a camme hanno tuttora un ruoloimportante nell’ambito della nostra attività e conti-nuano ad essere utilizzati per la lavorazione di lun-ghe serie di particolari relativamente semplici.
Le prestazioni di queste macchine tuttavia – comeperaltro la stessa tecnologia – sono rapidamentesuperate per cui dobbiamo provvedere a sostituire ilnostro equipaggiamento con macchine maggior-mente performanti che ci permetteranno di mante-
Per qualsiasi informazione complementare:
John McBrideTornos TechnologiesTornos House, Garden RoadWhitwick Business ParkCoalvilleLE67 4JQTel: 01530 [email protected]
nere, migliorandola, la nostra competitività. La ricer-ca di questa competitività ci ha condotto ad acquisi-re nel 2006 altri cinque torni DECO supplementari”dichiara il Signor Benson.
Due DECO 20a sono destinate ad ottimizzare lecapacità di fabbricazione di particolari con diametrosino a 26 mm, mentre la DECO 26a viene utilizzataper particolari idraulici aventi un diametro sino a 32mm. Le due altre DECO 13a, che sostituiscono dellemacchine a camme, sono preposte alla fabbricazionedi particolari complessi migliorando le capacità diproduzione in assenza di sorveglianza. “Poiché pernoi tutto ciò si é rivelato particolarmente vantaggio-so, abbiamo provveduto a diminuire il numero deinostri torni a camme da 30 a 12, i sette torni DECOdi Tornos rimpiazzano la bellezza di 18 torni acamme! E non solo, avendo ridotto l’ingombro alsuolo abbiamo creato dello spazio, abbiamo diminui-to i costi della mano d’opera e migliorato i nostrilivelli di competenze – senza parlare dei notevolicambiamenti apportati alla nostra produzione”aggiunge il Signor Benson.
Le capacità di fresatura supplementari offerte dallemacchine DECO di Tornos hanno permesso allaBenson di ridurre il carico di lavoro dei suoi centri dilavorazione, migliorando nel contempo la qualità, igradi di finitura e le tolleranze dei suoi particolari.Proiettandosi oltre, la Benson prevede in definitiva disostituire tutte le sue macchine a camme con deitorni a fantina mobile Tornos. Il Signor Benson con-clude dicendo: “Le macchine Tornos hanno rivoluzio-nato la nostra azienda e ci hanno conferito capacità,qualità e le competenze necessarie per posizionarciin maniera concorrenziale anche sui mercati in cui laguerra dei prezzi infuria.
In oltre, in Irlanda, si fa sempre più difficile reperireoperatori in grado di lavorare su delle macchine acamme, il futuro é chiaramente contraddistinto dalCN. L’adottamento integrale della tecnologia CN é,incontestabilmente, un vantaggio sia per noi che peri nostri clienti.

Aspetti tecnici
decomagazine 65
LA SOMMITÀ DELLA FILETTATURA PRIVA DI BAVATURE!
03 / 08
La storia della filettatura ha inizio circa 4500anni or sono
Fu inizialmente in Egitto, 2500 anni prima dellanostra era, che ci si servì del filetto. Esso venne prin-cipalmente utilizzato, ad esempio, nell’ambito dellepresse e nei torchi per il vino
Archimede (287 – 212 a.C.) l’ha reso celebre graziealla sua «Vite di Archimede» che aveva immaginatoper irrigare le zone sopraelevate.
E’ solo alla fine del Medio Evo che si diffuse l’utilizzodella vite e dei dadi per l’assemblaggio di materiali.Oggi la filettatura é divenuta irrinunciabile, maanche se il suo principio non ha subito modifiche, itipi di profili invece si sono molto evoluti ed esistonoormai in un elevato numero di geometrie.
Sono numerosi i processi di fabbricazione per unafilettatura! Quello più semplice al momento é lacreazione di un filetto utilizzando una filiera. La defi-nizione della filettatura é la seguente: «La filettatura
L’estremità inferiore di questa enorme vite integrata ad un cilindro era immersa nell’acqua. Azionando la manovella la vite si metteva in movimento e l’ac-qua veniva in tal modo convogliata verso l’alto tramite il filetto. (Fonte: Terra Nova.)
La micro filettatura esterna spiegata dal Signor Denis Juillerat, Direttore di Utilis France
é una operazione che consiste nello scavare un solcoelicoidale lungo la superficie di un cilindro» così reci-ta il Petit Larousse.
La placchetta triangolare della filettatura
Ogni meccanico o utilizzatore, conosce la tradiziona-le placchetta triangolare di filettatura. Questa plac-chetta, molto interessante, é stata sviluppata specifi-catamente per la meccanica e per un utilizzo su dellemacchine dette convenzionali. In effetti, precedente-mente alla comparsa della macchina numerica, eragrazie ai buoni riflessi dell’operatore che l’utensileveniva disimpegnato prima della fine del diametrodella filettatura. Per riuscirvi e per evitare una collisio-ne tra l’utensile e il particolare, é stata standardizza-ta una scanalatura di disimpegno dell’utensile. Oggiil parco macchine é numerico ed è la macchina chegestisce il disimpegno dell’utensile.
Grazie al comando numerico, é possibile filettare

Aspetti tecnici
66 decomagazine 03 / 08
vicinissimo al diametro superiore, senza incorrere nelrischio di una collisione rendendo più agevole la filet-tatura di piccoli diametri.
A questo punto la scanalatura di disimpegno non erapiù una necessità obbligatoria, é un utensile in menosulla macchina con la conseguente soppressione diun rischio di rottura nonché, indubbiamente, unariduzione dei costi. Scomparsa la scanalatura si ottie-ne una maggior lunghezza filettata.
L’utilizzo della placchetta triangolare, in tali condizio-ni, non é più l’optimum, con i piccoli passi su dei dia-metri piccoli, abbiamo raggiunto il limite fisico dellaplacchetta. Eliminando la scanalatura ci rendiamoconto che la placchetta é alquanto ingombrante el’utilizzatore si vede obbligato a modificarla perandare più vicino alla portata successiva.
Una placchetta specifica rispondente al partico-lare da tornire
Conscia di questa problematica, Utilis propone dadiversi anni ormai, una placchetta che offre al tempostesso un ingombro minimo nonché la possibilità dilavorare una filettatura detta «filettatura posteriore».In un primo tempo Utilis propose una placchetta conpasso 0,5 (mm) con profilo completo e la cui larghez-
Placchetta 1606-0.5-10-60 VP L, non rivestita.
za non eccedeva più di 0,02 (mm) il valore del passo,vale a dire per un passo di 0,5 (mm) una larghezzatotale di 0,7 (mm). Questo valore di 0,2 (mm) é stato
P = valore del passo da filettarea = 0.2 [mm], 0.1 da ogni latoh = 2 x (p+a)
PP+a
L
h
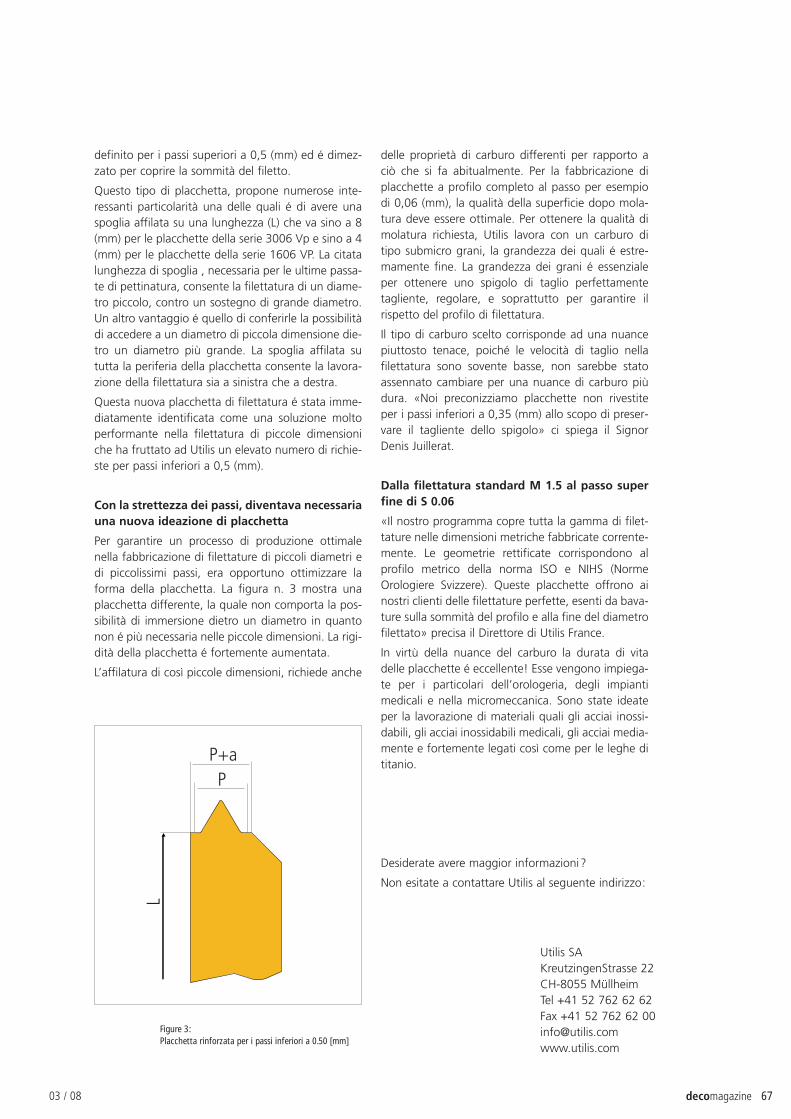
decomagazine 6703 / 08
definito per i passi superiori a 0,5 (mm) ed é dimez-zato per coprire la sommità del filetto.
Questo tipo di placchetta, propone numerose inte-ressanti particolarità una delle quali é di avere unaspoglia affilata su una lunghezza (L) che va sino a 8(mm) per le placchette della serie 3006 Vp e sino a 4(mm) per le placchette della serie 1606 VP. La citatalunghezza di spoglia , necessaria per le ultime passa-te di pettinatura, consente la filettatura di un diame-tro piccolo, contro un sostegno di grande diametro.Un altro vantaggio é quello di conferirle la possibilitàdi accedere a un diametro di piccola dimensione die-tro un diametro più grande. La spoglia affilata sututta la periferia della placchetta consente la lavora-zione della filettatura sia a sinistra che a destra.
Questa nuova placchetta di filettatura é stata imme-diatamente identificata come una soluzione moltoperformante nella filettatura di piccole dimensioniche ha fruttato ad Utilis un elevato numero di richie-ste per passi inferiori a 0,5 (mm).
Con la strettezza dei passi, diventava necessariauna nuova ideazione di placchetta
Per garantire un processo di produzione ottimalenella fabbricazione di filettature di piccoli diametri edi piccolissimi passi, era opportuno ottimizzare laforma della placchetta. La figura n. 3 mostra unaplacchetta differente, la quale non comporta la pos-sibilità di immersione dietro un diametro in quantonon é più necessaria nelle piccole dimensioni. La rigi-dità della placchetta é fortemente aumentata.
L’affilatura di così piccole dimensioni, richiede anche
delle proprietà di carburo differenti per rapporto aciò che si fa abitualmente. Per la fabbricazione diplacchette a profilo completo al passo per esempiodi 0,06 (mm), la qualità della superficie dopo mola-tura deve essere ottimale. Per ottenere la qualità dimolatura richiesta, Utilis lavora con un carburo ditipo submicro grani, la grandezza dei quali é estre-mamente fine. La grandezza dei grani é essenzialeper ottenere uno spigolo di taglio perfettamentetagliente, regolare, e soprattutto per garantire ilrispetto del profilo di filettatura.
Il tipo di carburo scelto corrisponde ad una nuancepiuttosto tenace, poiché le velocità di taglio nellafilettatura sono sovente basse, non sarebbe statoassennato cambiare per una nuance di carburo piùdura. «Noi preconizziamo placchette non rivestiteper i passi inferiori a 0,35 (mm) allo scopo di preser-vare il tagliente dello spigolo» ci spiega il SignorDenis Juillerat.
Dalla filettatura standard M 1.5 al passo superfine di S 0.06
«Il nostro programma copre tutta la gamma di filet-tature nelle dimensioni metriche fabbricate corrente-mente. Le geometrie rettificate corrispondono alprofilo metrico della norma ISO e NIHS (NormeOrologiere Svizzere). Queste placchette offrono ainostri clienti delle filettature perfette, esenti da bava-ture sulla sommità del profilo e alla fine del diametrofilettato» precisa il Direttore di Utilis France.
In virtù della nuance del carburo la durata di vitadelle placchette é eccellente! Esse vengono impiega-te per i particolari dell’orologeria, degli impiantimedicali e nella micromeccanica. Sono state ideateper la lavorazione di materiali quali gli acciai inossi-dabili, gli acciai inossidabili medicali, gli acciai media-mente e fortemente legati così come per le leghe dititanio.
Desiderate avere maggior informazioni?
Non esitate a contattare Utilis al seguente indirizzo:
Figure 3:Placchetta rinforzata per i passi inferiori a 0.50 [mm]
PP+a
L
Utilis SAKreutzingenStrasse 22CH-8055 MüllheimTel +41 52 762 62 62Fax +41 52 762 62 [email protected]

Presentazione
68 decomagazine
NON VOGLIAMO FARE TUTTO, MA QUELLO CHEFACCIAMO LO FACCIAMO BENE!
03 / 08
Ho deciso di incontrare il Signor Daniel Uhlmann, Direttore della Azuéra Technologies per parlargli delle siner-gie possibili tra Tornos e Almac, affinché ci esponga il suo punto di vista in qualità di cliente. Preso appunta-mento per l’inizio di luglio mi reco presso la Azuréa Technologies di Moutier. L’edificio, che data del 1917, éstato mirabilmente integrato in un design moderno e sobrio. Piccole vetrine testimoniano le competenze del-l’azienda: la visita si preannuncia avvincente.Il colloquio é cordiale ed interessante, il metodo di strategia globale che questo fabbricante applica e sviluppada diversi anni merita tutta la nostra attenzione.
Un po’ di storia
Fondata nel 1914 l’azienda Azuréa opera principal-mente nel settore dell’orologeria. Nel corso deglianni si é diversificata a livelli diversi, raggiungendonel 1995 il 50% dell’orologeria. Oggi Azuréa operain questo settore all’80%. Storicamente grande spe-cialista nella realizzazione di particolari per i movi-menti degli orologi, l’azienda ha sviluppato svariatecompetenze per garantirsene la realizzazione al pro-prio interno. Da questa verticalizzazione che com-prende la lavorazione, ad esempio i trattamentitermici, la galvanoplastica, la lucidatura e l’assem-blaggio, Azuréa acquista una grande flessibilitànella padronanza totale della qualità e dei termini diconsegna. Al giorno d’oggi in cui il Swiss-made si érinforzato e in cui le regole di attribuzione ne conso-lidano il valore, é molto importante che tutti i prota-gonisti del mondo orologiero ne siano consci e che
garantiscano l’elevato livello qualitativo che lo ri-guarda.
Mercati in costante evoluzione
Azuréa ha visto emergere numerosi mercati per poivederli successivamente sparire, ad esempio l’azien-da ha vissuto l’esordio della fibra ottica, poi il decli-no della tornitura in questo settore sostituito dallaceramica. Per far fronte a queste sollecitazioni, lasocietà ha potuto far affidamento sulle propriecompetenze ed equipaggiamento, ma più ancora sulproprio engineering. I tecnici della Azuréa sonoperennemente alla ricerca di soluzioni innovative peri clienti e non é raro che gli uffici di Ricerca &Sviluppo dei committenti lavorino fianco a fiancocon i loro subappaltatori.
La domanda per dei particolari di gamma alta desti-

decomagazine 6903 / 08
nati all’orologeria é oggi molto rilevante e, stando acerti studi, dovrebbe continuare così ancora per iprossimi anni. Anche se l’orologeria di gamma altaaumenta la sua produzione del 10%, la taglia delmercato é tale che non ricopre che una parte mini-ma. Se l’industria orologiera svizzera produce 3milioni di pezzi di gamma alta e che lo 0,3% dellapopolazione cinese vuole, ad esempio, acquisirneuna parte la produzione sarebbe insufficiente 1!
Una diversificazione strategica
Ciò premesso, per quale motivo Azuréa si sta occu-pando della sua certificazione ISO 13485 riferita alsettore medicale? Ecco in cosa consiste il segreto diquesto fabbricante che malgrado una «semicertez-za» di un mercato ricettivo negli anni a venire, nonvuole esservi «imprigionato». «Io credo agli approv-vigionamenti “multi-fonti” e in quest’ottica, ritengoche la diversificazione sia importante», dichiara ilSignor Uhlmann. Da molto tempo ormai applichiamoi metodi propri al settore medicale, ad esempio lagaranzia della tracciabilità. Un’azienda deve ininter-rottamente innovare apportando benefici alla suaclientela, una tale prestazione rientra ovviamente inquel “quid in più” da offrire ai clienti.
Sono gli uomini a fare la differenza
Oggigiorno «chiunque» può acquistare un tornioautomatico DECO ed effettuare del taglio, senzaripresa con un tasso di riuscita straordinaria. E’ pos-sibile acquistare dei torni a camme e delle macchinedi ripresa Almac e lanciarsi nella produzione orolo-giera... ma non é sufficiente! Così come agiscono lemanifatture orologiere che capitalizzano sulla lorostoria ed il loro savoir-faire, anche Azuréa si giova delsuo proprio savoir-faire ormai prossimamente cente-nario. Anche se oggi alcuni particolari non vengonopiù realizzati su macchine a camme, bensì su dei CN,il savoir-faire della «scuola dei 360°» é molto impor-tante. Un operatore che ha imparato a realizzare unparticolare avendo in mente l’albero a camme e isuoi 360° può facilmente passare su un CN e trarnetutti i vantaggi. La sua formazione in qualità di torni-tore rappresenta una base solida... a tal punto chel’azienda continua a formare gli operatori sulle mac-chine a camme.
La padronanza dei processi
Per garantire una consegna di qualità nei terminipattuiti, tutta la catena degli operatori e dei processi
deve essere dominata. A cosa serve la produzione diparticolari realizzati con qualche decimo di secondoin meno se poi gli stessi devono aspettare una setti-mana per la galvanoplastica? La risposta può essereuna sola...a niente! Quindi, un’azienda che si vertica-lizza nelle sue funzioni deve imparare a gestirenumerosi compiti e stare attenta a non sviarsi. «Nonvogliamo far tutto, ma quel che facciamo lo faccia-mo bene» precisa il Signor Daniel Uhlmann.
In effetti, solo una perfetta integrazione può consen-tire all’azienda di fornire la qualità pretesa. Anche sela produzione é industriale, i particolari prodotti ver-ranno utilizzati da manifatture che li tratterannocome componenti di oreficeria, ogni pezzo vieneamorevolmente manipolato da orologiai con gesticentenari.
Ma ancora una volta, nessuna sosta... se i gesti sonotradizionali, i particolari non lo sono affatto: semprepiù complessi, con un numero sempre maggiore difunzionalità e di prestazioni 2, ne consegue che unfornitore di componenti ha il dovere di rimanerecostantemente all’erta.
1 A prima vista la clientela a forte potere d’acquisto sembra limitata in Cina poiché la stessa non rappresenta neanche 1% della popolazione. Pur tuttavia ciòcostituisce una moltitudine di oltre 10 milioni di persone che possiede il 40 % delle ricchezze della nazione. Secondo il ricercatore Ruppert Hoogewerf, la Cinaconta oltre 150’000 «super-ricchi» la cui fortuna personale é stimata in oltre 5 milioni di dollari.
2 Ad esempio una maggior durata della carica per diverse settimane contro quella di 2-3 giorni di qualche anno fa.
Valori condivisi
«L’orologeria svizzera ha un’immagine di qualità, diprecisione, di amore per il mestiere.. e deve prose-guire nella capitalizzazione di queste indispensabiliqualità. Non é certo per il fatto che la domanda écospicua che i fabbricanti devono piegarsi alla facilo-neria» ci dice il Signor Daniel Uhlmann. Ed é proprioquanto avviene in Azuréa dove l’impegno per la per-formance, la qualità o anche la precisione deve esi-stere in ogni istante. Essere coerenti é importante,questa immagine e questa notorietà meritano che sifaccia il massimo per garantire la qualità.
Presentazione
70 decomagazine 03 / 08
AZURÉA TECHNOLOGIES
Data di fondazione 1914
Numero dei collaboratori 125
Certificazioni ISO 9001, ISO 13485, ISO 14001
In corso ISO 13485 medicale
Specializzazioni Tornitura, engineering, taglio, rotazione, assemblaggio, trattamentotermico, trattamento di superficie, decorazione orologiera, controlloqualità.
Contatto:
Azuréa Technologies SARue du Moulin 30CH-2740 MoutierTel.: +41 32 494 64 64Fax: +41 32 493 59 86E-Mail: [email protected]
TORNOS-ALMAC: UN GRAN POTENZIALEIntervista al Signor Daniel Uhlmann
Signor Uhlmann, quali sono le sinergie che ritie-ne individuare tra Tornos e Almac?
Daniel Uhlmann: Prima di tutto, penso che questaoperazione sia eccellente per Almac che può benefi-ciare dell’accesso ad un mercato molto più vasto. Insecondo luogo ritengo che la globalità della gammaoffra a Tornos un’estensione delle sue possibilità.
dm: E per Azuréa?
D.U: Oggi utilizziamo le macchine di questi due fab-bricanti in settori diversi, ultimiamo particolari sem-plici su Almac e lavoriamo completamente dei parti-colari complessi sulle macchine DECO. Con questemacchine operiamo quindi in due tipi di attivitàmolto diverse: per quanto ci riguarda e quale fabbri-cante svizzero che da diversi anni conosce le soluzio-ni Almac, oggi non ci sono vere sinergie...
dm: Oggi? Ritiene che possano essercene infuturo?
D.U: Si certamente, penso che in termini di sviluppoci sia ancora del potenziale e che esperienze comple-mentari... andranno collegate.
dm: Almac propone, ad esempio, soluzioni com-plete per la lavorazione di casse da orologio, ciòpuò interessarla?
D.U: Come esposto durante la nostra conversazione,noi siamo diversificati in varie specializzazioni ma perquanto riguarda l’orologio siamo chiaramente ope-rativi nel movimento e non nel rivestimento... Lecasse si collocano pertanto al di fuori della nostravisione strategica.
















![Shock cardiogeno e rottura di setto interventricolare · segmento medio del setto muscolare configurante DIV di 15 mm di diametro con shunt sn/dx emodinamicamente significativo. […]](https://img.pdfslide.tips/doc/110x75/5c669ca709d3f2c14e8c4ffc/shock-cardiogeno-e-rottura-di-setto-segmento-medio-del-setto-muscolare-configurante.jpg)












