Embed Size (px)
Citation preview
1
DENEY
NO
ISIL İŞLEM-1 : NORMALİZASYON, SU VERME VE
MENEVİŞLEME, JOMİNY UÇTAN SU VERME DENEYİ
1
Prof. Dr. Cuma BİNDAL - Prof. Dr. S. Cem OKUMUŞ - Doç. Dr. İbrahim
ÖZBEK – Araş. Gör. İbrahim ALTINSOY
Deney aşamaları Tahmini
süre (dak)
1) Hazırlık Sınavı 30
2)Normalizasyon, Temperleme, Jominy Su Verme Yöntemi, Sunum 60
3) Jominy Uçtan Su Verme Deneyi 40
4) Normalizasyon, Su Verme ve Menevişleme Deneyi 70
5) Numunelerin değerlendirilmesi 40
TOPLAM 240
1. GİRİŞ
1.1. SADE KARBONLU ÇELİKLERİN SINIFLANDIRILMASI
Sade karbonlu çelikler Tablo 1’de belirtildiği gibi 4 farklı şekilde sınıflandırılırlar ve
uygulanabilecek ısıl işlemler buna bağlı olarak, değişir.
Tablo 1. Çeliklerin karbon oranına bağlı sınıflandırılması ve uygulanabilecek ısıl işlemler.
Çok düşük karbonlu Düşük Karbonlu Orta Karbonlu Yüksek Karbonlu
%C < %0.1
Tavlama ve
Normalizasyon
uygun,
Sertleştirme
yapılamaz
%0.1 < %C < % 0.25
Tavlama ve
Normalizasyon
uygun,
Sertleştirme
yapılamaz
%0.25< %C<%0.55
Tavlama,
Normalizasyon uygun
Sertleştirme ve
Temperleme
yapılabilir.
%0.55< %C<%1-2
Tavlama,
Normalizasyon uygun
Sertleştirme ve
Temperleme
yapılabilir.

2
1.2. SADE KARBONLU ÇELİKLERİN ISIL İŞLEMİ
Çeliklerin ısıl işlemi esasen faz dönüşümü olayına dayanan bir prosestir. Temel olarak iki
adımda gerçekleştirilir;
İlk adımda, çelik ostenitleme sıcaklığına ısıtılır. Ostenit fazının oluşumu ve
homojenliği ısıl işlem sıcaklığına ve bu sıcaklıkta tutma süresine bağlıdır.
İkinci adımda, belki de en önemli aşamada, su verme ortamı içerisinde çelik parça oda
sıcaklığına soğutulur. Bu kısım, çeliğin karbon içeriğine bağlı olarak, martensit,
beynit, perlit, ferrit veya bütün bu fazların karışımının oluşturulacağı faz
dönüşümünün gerçekleştiği aşamadır.
Özetle, belirli bir çelik parça için en önemli ısıl işlem parametreleri: ostenitleme sıcaklığı,
ostenitleme süresi ve soğutucu ortamdır. Çeliklere uygulanan genel ısıl işlem prosedürleri
Tablo 2’ de verilmiştir.
Tablo 2. Çeliklere uygulanan genel ısıl işlem ve prosedürleri
Isıl İşlem Prosedür
Tavlama
(Soğutma hızı: 0.01 °F/sn.)
Çeliğin ostenitlenmesi ve fırında yavaşça
soğutulması
Normalizasyon
(Soğutma hızı: 1 °F/sn.)
Çeliğin ostenitlenmesi ve havada
soğutulması
Su Verme (Sertleştirme)
(Soğutma hızı: 30 °F/sn. yağda, 300 °F/sn.
suda)
Çeliğin ostenitlenmesi ve yağ veya su
ortamında soğutulması
Temperleme
Martensitik çeliğin yeniden ısıtılması
(Ostenitleme sıcaklığına çıkılmaksızın) ve
herhangi bir şekilde, tercihen suda
soğutulması
Küreselleştirme Tavı Çeliğin fırın içerisinde uzun süre (yaklaşık
70 saat) ve herhangi bir ortamda soğutulması

3
2.NORMALİZASYON
DENEYİN AMACI: Normalizasyon ısıl işleminin AISI 1040 çeliğinin mikroyapı ve sertliği
üzerine etkisinin incelenmesi.
2.1. TEORİK BİLGİ
Bu tavlamanın amacı, göz önüne alınan çeliğe, her türlü muhtemel ön işlemlerden sonra
“normal içyapı” diye tarif edebileceğimiz ince, yuvarlak taneli, homojen dağılımlı içyapısını –
tekrar kazandırmaktır. Normalleştirme Tavlaması sadece γ→α dönüşümünün olduğu çelikler
için anlam taşır: Uygulama esası –yararlanılan mekanizmalar- bu dönüşüme dayanır. γ→α
dönüşümünün bastırıldığı alaşımlı çeliklerde normal tavlama işlemi uygulanması söz konusu
değildir. Normalizasyon için çelik, “su vermede” olduğu gibi karbon oranına bağlı A3
sıcaklığının 20-50 °C üzerine çıkarılır, bir süre (45-60 dk) bekletildikten sonra durgun havada
soğutulur. Daha yüksek sıcaklıklara ısıtma veya bu sıcaklıklarda daha uzun süre tutma, tane
irileşmelerine yol açar. Isıtma sırasında ise, A1 ve A3 sıcaklıkları arası, sonuçta özellikle ince
taneli ostenit eldesi için, mümkün mertebe çabuk geçilmelidir. Ötektoitüstü çeliklerde parça
A1 sıcaklığının üzerine kadar ısıtılır. Daha yüksek sıcaklıklara ısıtma tane irileşmelerine ve
yüzey bölgesinin karbon kaybına (dekarbürizasyona) yol açar. Ötektoitüstü çeliklerde düşük
sıcaklıklardaki tavlamanın önemli bir faydası da, tane sınırlarındaki ikinci sementit ağının,
sementitlerin kısmen de olsa küreselleşmek meyli ile, parçalanmasını sağlamasıdır. Oluşacak
nihai içyapı çeliğe önceden uygulanmış olan üretim ve hazırlama işlemlerinden (dövme,
haddeleme, döküm, kaynak ve/veya ısıl işlemler gibi) bağımsız olmuş olacaktır. Tavlanmış
parça, kararlı dengeye uygun içyapıya (büyük bir yaklaşıklıkla denge diyagramının
gerektirdiği tane yapısına) kavuşmuş olacaktır.
Normalizasyon uygulamalarının söz konusu olduğu veya olması gerektiği yerleri, genel olarak
ve önem sırası gözetilmeksizin bir arada özetleyerek belirtmek mümkündür :
• Her şeyden önce bazı ısıl işlemlere bağlı olarak, ince taneli nihai içyapı eldesi için difuzyon
tavlamasından sonra ve su verme işleminden önce,
• Sıcak haddelemelerden sonra, haddeleme tekstürüne bağlı olarak ortaya çıkabilecek
anizotropik etkileri ve gevrek kırılma meylini azaltmak amacıyla,
• Dövme ve diğer plastik şekil verme işlemlerinden sonra sıcak deformasyona ilişkin içyapı
oluşumlarının normalleştirilmesinde,
• Özellikle çelik döküm parçaların dökümden sonraki kaba ve gevrek içyapısından
(Widmannstaetten yapısından) kurtarmak, mukavemet ve tokluk özelliklerini iyileştirmek
için,

4
• Çoğu zaman rekristalizasyon tavlaması yerine uygulamak, yeniden kristalleşme sırasında
tane irileşmesine meydan vermemek için,
• Kaynak işlemlerinden sonra, temel malzeme, sıcaklık etki bölgesi (geçiş bölgesi) ve kaynak
dikişi arasında ortak nitelikli tane yapısı oluşturmak için normalizasyon tavlaması gündeme
gelir.
• Normalizasyon tavlamasının malzeme bilimindeki önemli yeri ve vazgeçilmezliği, bilimsel
çalışmalarda bir çıkış noktası oluşturmasından ve referans verileri teslim etmesindendir.
Şekil 1. Ötektoid üstü ve altı çeliklerde normalizasyon tavlaması ile tane küçülmesi.
3. SERTLEŞTİRME VE TEMPERLEME (MENEVİŞLEME)
DENEYİN AMACI: Su verilerek sertleştirilmiş AISI 1040 çeliklerinin mikroyapı ve
mekanik özellikleri üzerine farklı temperleme sıcaklıklarının etkisinin incelenmesi.
3.1. TEORİK BİLGİ
3.1.1. DEMİR VE DÖNÜŞÜMLERİ
Demir günümüzün en çok tercih edilen mühendislik metali olup; farklı çelik çeşitlerini elde
etmek için kullanılan metallerin başında gelir.
Demirin allotropik özelliği farklı mikroyapılara sahip çelikler elde edilmesini sağlar ve başlıca
iki kristal formu vardır. Saf demir, oda sıcaklığında hacim merkezli kübik (HMK) yapıdadır.
Küpün, merkezinde bir ve sekiz köşesinde birer demir atomu mevcuttur. Bu yapı Şekil 1’de

5
gösterilmekte olup; ferrit olarak adlandırılan alfa () demirdir. Saf demirin 910°C’ye kadar
ısıtılması ile alfa demirin yapısında değişiklik olmaz. Eğer demir 910°C’nin üzerine ısıtılırsa
atomik diziliş değişir ve küp köşeleri ile her yüzeyin merkezinde birer atom bulunan yüzey
merkezli kübik (YMK) sistem oluşur (Şekil 2). Bu, metalurjik terimi ostenit olan gama (γ)
demir olarak isimlendirilir ve ferrite göre yüksek karbon çözünürlüğüne sahiptir. Eğer ısıtma
devam ederse, gama yapısı 1394°C’de tekrar hacim merkezli kübik (HMK) yapıya dönüşür ve
delta (δ) demir olarak bilinir. Aşırı ısıtma, atomların termal titreşimlerinde artışa yol açar ve
1538°C’de kristal kohezif kuvvetler kaybolarak metal sıvı ya da ergimiş hale geçer. Ergimiş
demirin oda sıcaklığına soğutulması esnasında olaylar ters yönde vuku bulur. Demir oda
sıcaklığında ferromanyetiktir ve manyetikliği sıcaklıktaki artışla azalır ve A2 noktası olarak
isimlendirilen 769°C' de tamamen yok olur.
Şekil 2. Hacim merkezli kübik alfa demirin elementer kafesi.
Şekil 3. Yüzey merkezli kübik gama demirin elementer kafesi.
3.1.2. SERTLEŞTİRME
Sertleştirme çeliğe istenen sertliği kazandırmak amacı ile yapılan ısıl işlemdir. Bu işlem
çeliğin sertleştirme sıcaklığına (ostenit bölgesi) ısıtılıp (Şekil 3) bu sıcaklıkta inç başına bir
saat tutulması ve ardından uygun ortamda su verilmesi ile gerçekleştirilir. Su verme ortamı
olarak su, yağ ve hava vb. kullanılabilir. Yağda su verme genellikle suda soğutmaya göre
daha düşük soğutma hızı verir. Bununla birlikte, suda soğutma parça cinsine bağlı olarak,
yağda su vermeye göre şiddetli kalıntı gerilmelere sebep olabilir. Ötektoidaltı çelikler için
sertleştirme sıcaklığı (ya da ostenitleme sıcaklığı) A3’ün 30-50°C üzeri, ötektoidüstü çelikler
6
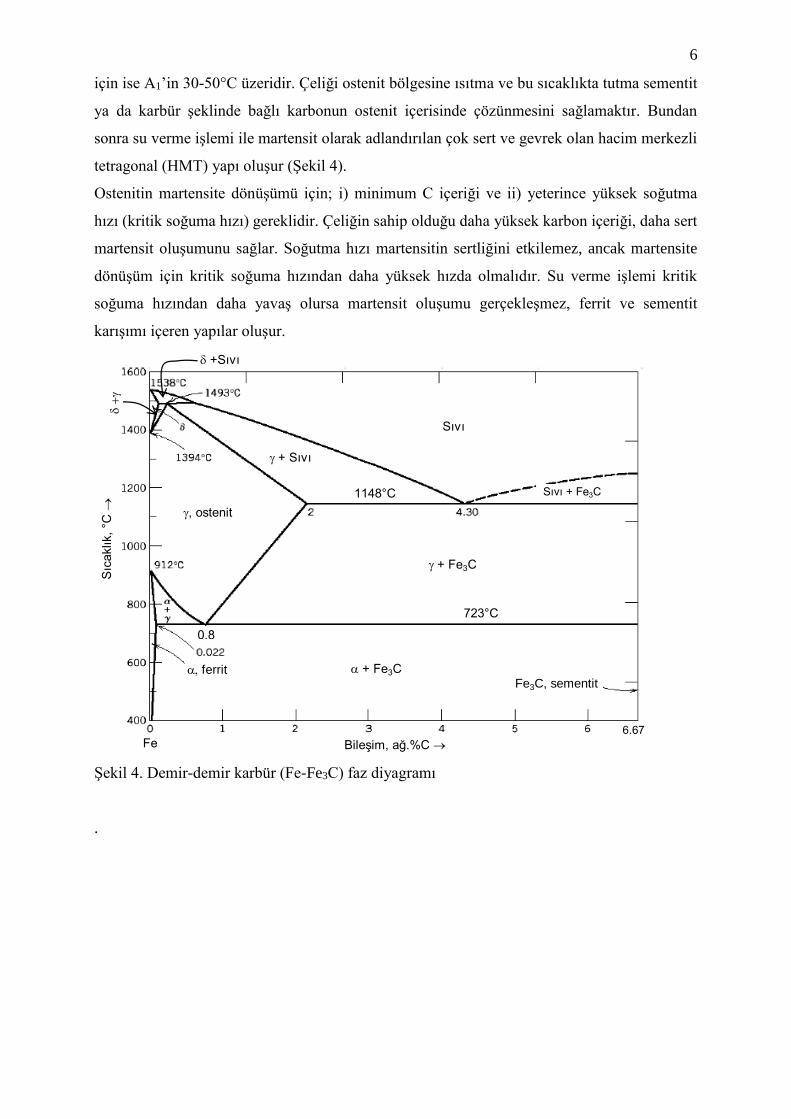
için ise A1’in 30-50°C üzeridir. Çeliği ostenit bölgesine ısıtma ve bu sıcaklıkta tutma sementit
ya da karbür şeklinde bağlı karbonun ostenit içerisinde çözünmesini sağlamaktır. Bundan
sonra su verme işlemi ile martensit olarak adlandırılan çok sert ve gevrek olan hacim merkezli
tetragonal (HMT) yapı oluşur (Şekil 4).
Ostenitin martensite dönüşümü için; i) minimum C içeriği ve ii) yeterince yüksek soğutma
hızı (kritik soğuma hızı) gereklidir. Çeliğin sahip olduğu daha yüksek karbon içeriği, daha sert
martensit oluşumunu sağlar. Soğutma hızı martensitin sertliğini etkilemez, ancak martensite
dönüşüm için kritik soğuma hızından daha yüksek hızda olmalıdır. Su verme işlemi kritik
soğuma hızından daha yavaş olursa martensit oluşumu gerçekleşmez, ferrit ve sementit
karışımı içeren yapılar oluşur.
0.8
g, ostenit
, ferritFe3C, sementit
Bileşim, ağ.%C
6.67
723°C
1148°C
Sıvı
g + Sıvı
Sıvı + Fe3C
g + Fe3C
+ Fe3C
Fe
Sıc
aklık,
°C
d +Sıvı
d +
g
Şekil 4. Demir-demir karbür (Fe-Fe3C) faz diyagramı
.

7
Şekil 5. Su verme sonrası oluşan martensitin kristal yapısı
Su verme işlemi çeliğin hızlı soğutulmasını sağlar ve farklı ortamlarda gerçekleştirilebilir.
Bunlar, su, tuzlu su, yağ ya da polimer olabilir. Hızlı soğutma, faz dönüşümünü ve difüzyonu
engellemekte, soğuma sonucu aşırı doymuş bir katı eriyiğin oluşumunu sağlamaktadır. YMK
yapıya sahip ostenit karbonca aşırı doymuş olan HMT yapıya dönüşmekte yapıda hapis olan
C atomları kristal kafesin distorsiyonuna (çarpılmasına) yol açarak (Şekil 5); malzemenin
sertliğini arttırmaktadır. Hemen hemen cam kadar sert olan bu yapıyı bu haliyle kullanmak
mümkün değildir. Bu yüzden endüstriyel anlamda kullanabilmek için bu yapının temperleme
ısıl işlemine tabi tutulması tavsiye edilir.
Şekil 6. Karbon miktarına göre martensit latisinin a ve c eksenlerinin değişimi.
3.2. TEMPERLEME (MENEVİŞLEME)
Çeliklerde su verme sonrası oluşan martensit yapısı oldukça sert ve gevrektir. Dolayısıyla
çalışma koşullarında kolayca çatlayabilir ve hasara yol açar. Bu yüzden çeliklere su verme
8
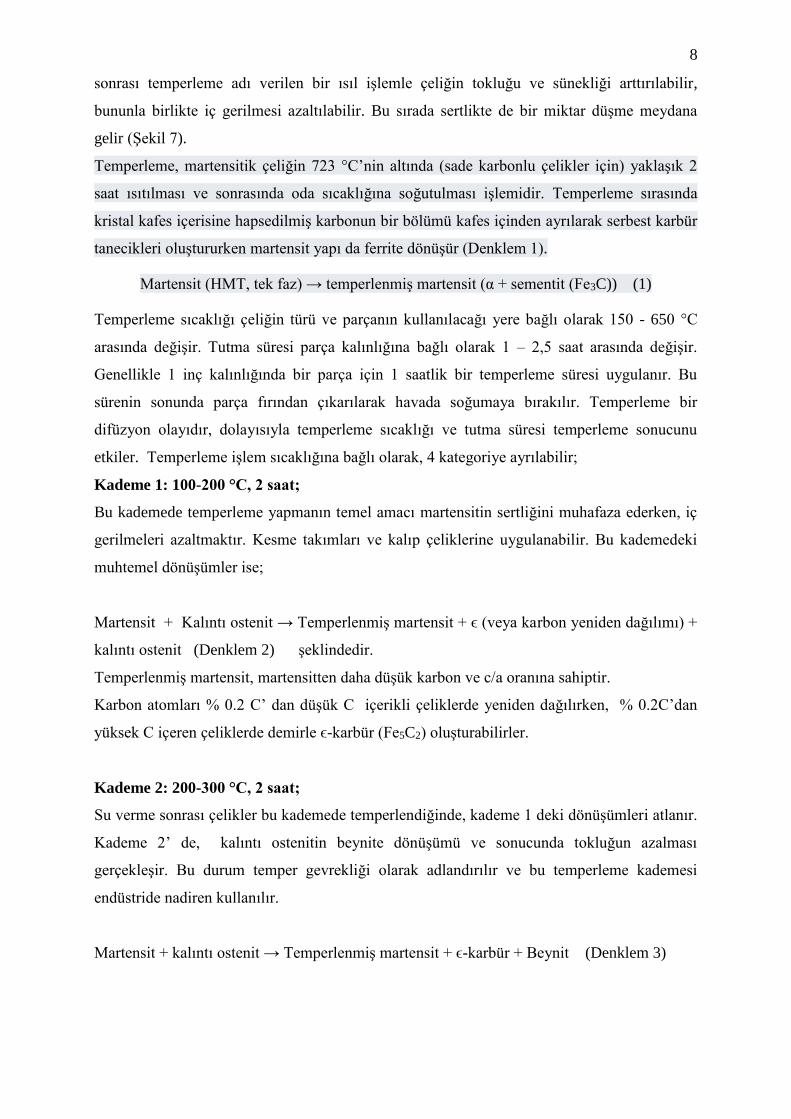
sonrası temperleme adı verilen bir ısıl işlemle çeliğin tokluğu ve sünekliği arttırılabilir,
bununla birlikte iç gerilmesi azaltılabilir. Bu sırada sertlikte de bir miktar düşme meydana
gelir (Şekil 7).
Temperleme, martensitik çeliğin 723 °C’nin altında (sade karbonlu çelikler için) yaklaşık 2
saat ısıtılması ve sonrasında oda sıcaklığına soğutulması işlemidir. Temperleme sırasında
kristal kafes içerisine hapsedilmiş karbonun bir bölümü kafes içinden ayrılarak serbest karbür
tanecikleri oluştururken martensit yapı da ferrite dönüşür (Denklem 1).
Martensit (HMT, tek faz) → temperlenmiş martensit (α + sementit (Fe3C)) (1)
Temperleme sıcaklığı çeliğin türü ve parçanın kullanılacağı yere bağlı olarak 150 - 650 °C
arasında değişir. Tutma süresi parça kalınlığına bağlı olarak 1 – 2,5 saat arasında değişir.
Genellikle 1 inç kalınlığında bir parça için 1 saatlik bir temperleme süresi uygulanır. Bu
sürenin sonunda parça fırından çıkarılarak havada soğumaya bırakılır. Temperleme bir
difüzyon olayıdır, dolayısıyla temperleme sıcaklığı ve tutma süresi temperleme sonucunu
etkiler. Temperleme işlem sıcaklığına bağlı olarak, 4 kategoriye ayrılabilir;
Kademe 1: 100-200 °C, 2 saat;
Bu kademede temperleme yapmanın temel amacı martensitin sertliğini muhafaza ederken, iç
gerilmeleri azaltmaktır. Kesme takımları ve kalıp çeliklerine uygulanabilir. Bu kademedeki
muhtemel dönüşümler ise;
Martensit + Kalıntı ostenit → Temperlenmiş martensit + ϵ (veya karbon yeniden dağılımı) +
kalıntı ostenit (Denklem 2) şeklindedir.
Temperlenmiş martensit, martensitten daha düşük karbon ve c/a oranına sahiptir.
Karbon atomları % 0.2 C’ dan düşük C içerikli çeliklerde yeniden dağılırken, % 0.2C’dan
yüksek C içeren çeliklerde demirle ϵ-karbür (Fe5C2) oluşturabilirler.
Kademe 2: 200-300 °C, 2 saat;
Su verme sonrası çelikler bu kademede temperlendiğinde, kademe 1 deki dönüşümleri atlanır.
Kademe 2’ de, kalıntı ostenitin beynite dönüşümü ve sonucunda tokluğun azalması
gerçekleşir. Bu durum temper gevrekliği olarak adlandırılır ve bu temperleme kademesi
endüstride nadiren kullanılır.
Martensit + kalıntı ostenit → Temperlenmiş martensit + ϵ-karbür + Beynit (Denklem 3)

9
Kademe 3: 300-700 °C, 2saat;
Su verilen çelikler bu aralıkta temperlendiğinde, kademe 2’deki dönüşümlere uğramazlar. Bu
kademe birçok uygulama için en genel uygulama safhasıdır. Reaksiyonlar,
Martensit + kalıntı ostenit → Temperlenmiş martensit + θ + α ( veya perlit) (Denklem 4)
teki gibidir.
Temperleme sıcaklığı 300 °C’ den 700 °C’ye yükseldikçe θ ve α ağırlıkça oranları artar
(temperlenmiş martensit azalır).
Kademe 4: 300-700 °C, 24 saat veya daha fazla,
Daha uzun temperleme süreleri perlitin küreselleşmesine yol açar ve en yumuşak /yüksek
süneklik durumu meydana gelir.
Temperlenmiş martensitin mikroyapısı sürekli ferrit matris içerisine üniform olarak çok ince
partiküller halinde dağılmış sementitten oluşmaktadır. Bu, sementitin çok daha küçük olması
haricinde sferoiditin mikroyapısına benzerlik göstermektedir. Temperlenmiş martensit
yaklaşık martensit kadar mukavemetli olabilir, bunun yanında daha yüksek süneklik ve
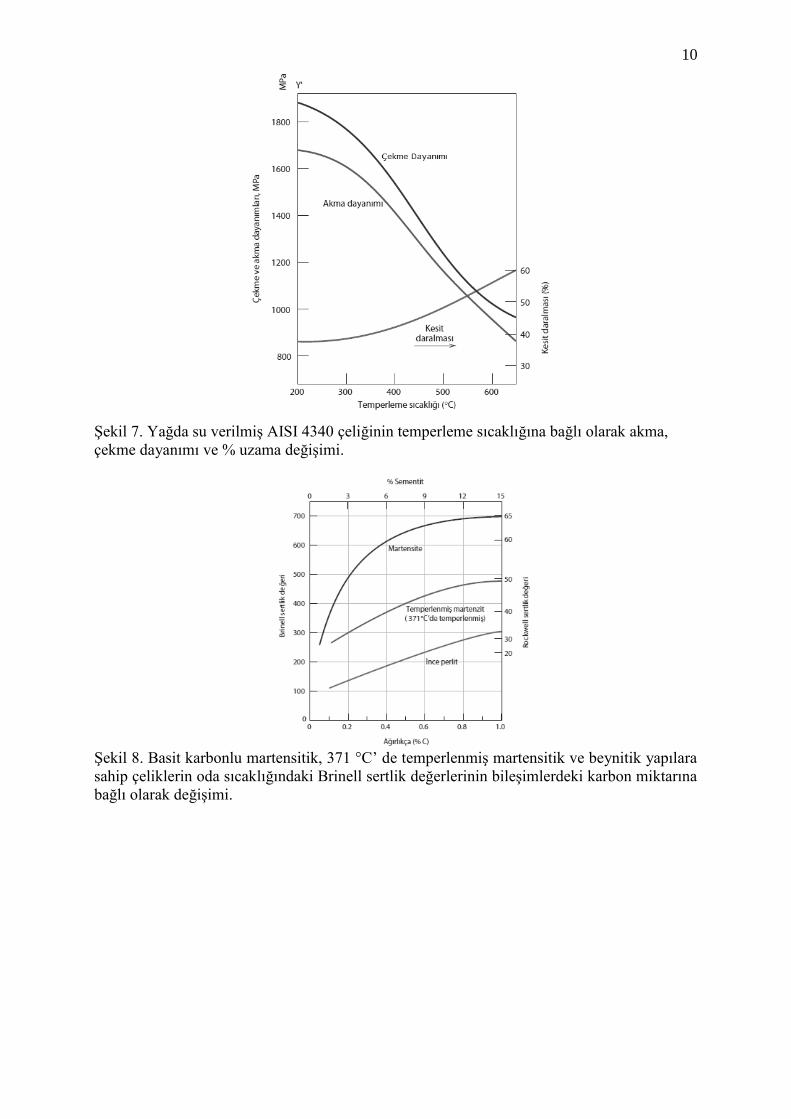
tokluğa sahiptir. Örneğin, Şekil 8’ de temperlenmiş martensitin sertliğinin karbon oranıyla
değişimini veren bir eğri verilmiştir. Temperlenmiş martensitteki yüksek dayanım ve sertlik,
sementitin iç yapıda çok ince ve sık olarak dağılmış olması nedeniyle, birim hacim başına
düşen sementit-ferrit faz sınırı alanının yüksek olmasıyla açıklanır. Sert sementit parçacıkları
ferrit matrisi güçlendirmekte ve ferrit-sementit tane sınırları da plastik deformasyon sırasında
dislokasyon hareketlerini engelleyici rol oynamaktadır. Sürekli olarak yapıda yer alan ferrit
fazı da sünek ve tok özellik gösterdiğinden, temperlenmiş martensit yapının hem sert hem de
martensitik yapıya oranla daha sünek olmasına neden olur.
10
Şekil 7. Yağda su verilmiş AISI 4340 çeliğinin temperleme sıcaklığına bağlı olarak akma,
çekme dayanımı ve % uzama değişimi.
Şekil 8. Basit karbonlu martensitik, 371 °C’ de temperlenmiş martensitik ve beynitik yapılara
sahip çeliklerin oda sıcaklığındaki Brinell sertlik değerlerinin bileşimlerdeki karbon miktarına
bağlı olarak değişimi.

11
4. JOMİNY DENEYİ
DENEYİN AMACI
Karbon ve alaşımlı çeliklerin sertleşebilirliğinin belirlenmesi.
DENEYİN YAPILIŞI
Jominy uçtan su verme deneyinde şu adımlar gerçekleştirilecektir:
i) Isıtma: Standart çelik çubuk (Jominy çubuğu) karbon içeriğine göre uygun ostenit
sıcaklığına ısıtılır ve bu sıcaklıkta homojen ostenit eldesi için belirli bir süre tutulur.
ii) Su verme: Isıtılmış çelik deney cihazına yerleştirilir ve su fıskiyesi kullanılarak bir
uçtan soğutulur.
iii) Sertlik belirleme: Jominy çubuğunun uzunluğu boyunca belirli aralıklarla Rockwell C
cinsinden sertlik değerleri belirlenir.
iv) Su verilen uçtan mesafe ile sertlik değerleri arasında çizilen grafik yardımı ile
sertleşebilirlik eğrileri çıkarılır.
4.1. SERTLEŞEBİLİRLİK
Büyük kesitli çelik parçalara su verildiği zaman yüzeyden merkeze doğru farklı soğuma
hızları gözlenir ve soğuma hızı yüzeyden merkeze doğru giderek azalır. Bunun sonucu parça
kesiti boyunca, yüzeyinde %100 martensitten başlayıp, alt beynit, üst beynit ve merkezinde
%100 perlitten oluşan çeşitli mikroyapılar içerir. Oluşan mikroyapısal değişimler uniform
olmayan özelliklere neden olur. Bu noktada sertleşebilirlik önem kazanır. Yeterli
sertleşebilirliğe sahip çelik verilen kesit kalınlığı boyunca en az %50 martensitik mikroyapı
verebilmelidir. Bu nedenle sertleşebilirlik, su verilmiş ve temperlenmiş halde kullanılacak
çeliklerin seçiminde önemli bir parametredir.
Sertleşebilirlik, Fe-C alaşımının martensit oluşumu ile sertleşebilme kabiliyetidir.
Sertleşebilirlik sertlik değildir, su verme işlemi ile çelik yüzeyinde elde edilen sertliğin
merkeze doğru ilerleyebilme kabiliyetidir ve su vermeyle elde edilen sertliğin derinliğini
saptar. Derinlik sertleşebilirliğin bir fonksiyonu olup; martensitin yüzeyden itibaren yarı
miktarına indiği veya en az %50 martensitin mevcut olduğu mesafe olarak belirtilir. Bir çelik
parçasının su verilmiş yüzeyinin sertliği öncelikle karbon içeriğine ve soğuma hızına bağlıdır.
Sertleşebilirlik önemli ölçüde alaşım elementlerinin yüzdesine, ostenit tane boyutuna,
ostenitleme sıcaklığına ve süresine bağlıdır. Yüksek sertleşebilirliğe sahip bir çeliğin

12
karakteristik özelliği, onun büyük bir sertleşme derinliği göstermesi veya büyük parçalar
halinde tam olarak sertleşebilmesidir.
Sertleşebilirlik ve sertlik arasındaki fark, iki farklı çeliğin sertleşebilirliğine bakılarak
gösterilmiştir (Şekil 9). Şekil 9a’da verilen AISI 4140 çeliği %0,4 C ve %0,7 Cr içermektedir,
Şekil 6b’de verilen ise %0,45 C içeren sade karbon çeliğidir. Bu çelikler farklı boyutlarda
hazırlanmış ve her birine aynı koşullarda su verilmiştir ve yüzeyden merkeze doğru sertlikleri
incelenmiştir. Alaşımlı çeliğin sertleşebilirliği (Şekil 9a) karbon çeliğinden (Şekil 9b) daha
yüksektir. AISI 4140 çeliği 40 mm çapa kadar tamamen sertleşmiştir, oysa tamamen aynı
koşullarda su verilen karbon çeliği 20 mm çapa kadar tam olarak sertleşebilmiştir.
(a)
(b)
Şekil 9. a) AISI 4140 ve b) % 0.45 C’lu çeliğin suda su vermeden sonra kesit boyunca elde
edilen sertlik paterni
4.2. SERTLEŞEBİLİRLİK METODLARI
Çeliklerin sertleşebilirliğinin tespitinde iki metod bulunmaktadır. Bunlar;
i. Grossmann sertleşebilirlik testi (Direk sonuç, fakat gerçekleştirilmesi pahalıdır),
ii. Jominy uçtan su verme testidir (Dolaylı sonuç, fakat endüstride yaygın ).

13
4.2.1. Grossmann Sertleşebilirlik Testi
Grossmann’a göre sertleşebilirliğin saptanması için farklı çaplarda (0.5 – 2.5 inç) olan çok
sayıda silindirik çubuk numuneler ostenitleme işlemi sonrası belli bir soğutma ortamında
sertleştirilirler. Metalografik inceleme sonucu %50 martensitten oluşan çubuk seçilir. Su
verilmiş halde merkezinde %50 martensit içeren (tam sertleştirilmiş) maksimum çap kritik
çap, D, olarak isimlendirilir. Kritik değerin üzerinde çapa sahip çelik çubukların merkezinde
tam sertlik sağlanamaz ve martensit miktarı %50’den daha azdır. Kritik çap su verme ortamı
ile değişir. Örneğin suda su verildiği zaman 25 mm çapında tam sertleşmiş olan çelik çubuğa
yağda su verildiğinde kritik çap 15 mm olmalıdır. Tablo 3 su verme ortamlarının şiddetlerini,
H, göstermektedir.
Tablo 3. Su verme ortamlarının şiddetleri
Karıştırma Su Yağ
Yok 0,9-1,0 0,25-0,30
Yumuşak 1,0-1,1 0,30-0,35
Orta 1,2-1,3 0,35-0,40
İyi 1,4-1,5 0,40-0,50
Kuvvetli 1,6-2,0 0,50-0,80
Şiddetli 4,0 0,80-1,10
D değeri soğutma ortamının H değeri kullanılarak ideal çapa, Di, çevrilebilir. İdeal çap
yüzeyin sonsuz hızda soğutulması halinde (H=), merkezinde %50 martensit oluşan çubuğun
ideal çapı olarak tarif edilir ve diğer ortamlarda (yağda veya suda) su verme için gereken
kritik çaptan daha büyüktür. Kritik çap, D, ile ideal çap, Di, arasındaki ilişki Şekil 10’da
verilmiştir.
Çeliğin sertleşebilirliği alaşım elementleri ilavesiyle artar ve kritik çapta bununla birlikte
artar. Grosmann yöntemi ile az alaşımlı ve orta alaşımlı çeliklerin kimyasal bileşimlerinden
ideal çap hesaplanabilir. Bunun için, her bir elementin ostenitleme sıcaklığında, katı eriyik
içindeki miktarının ve aynı zamanda ostenit tane boyutunun göz önünde tutulması gerekir.
Tane boyutu ne kadar küçük olursa sertleşebilirlik o kadar düşük olur. Bunun nedeni, tane
boyutunun azalmasına paralel olarak tane sınırlarının toplam yüzeylerinin artması ve bunun
karşılığında soğuma sırasında perlit oluşumu için başlangıç yerleri olan çok sayıda çekirdeğin
oluşmasıdır.

14
Şekil 10. Kritik çap (D), ideal kritik çap (Di) ve su verme ortamının şiddeti (H) arasındaki
ilişki.
Grosmann yöntemi ile kimyasal bileşimden ideal kritik çap hesabı
1. Şekil 11’den %C ve ASTM tane boyutuna tekabül eden ideal kritik çap (Dic) ve
2. Şekil 12’den % alaşım elementleri miktarına tekabül eden çarpım faktörleri bulunur.
3. Daha sonra Dic ile bu çarpım faktörleri çarpılarak o çelik için ideal çap (Di)
hesaplanır.

15
Şekil 11. Sade karbonlu çeliklerde karbon miktarı ve ostenit tane boyutunun fonksiyonu
olarak ideal çapın değişimi
Şekil 12. Sertleşebilirlik hesaplamaları için çeşitli elementlerin çarpım faktörleri (AISI)

16
Örnek: ASTM tane boyutu 8 olan bir AISI 8640 çeliğinin ideal kritik çapı nedir?
Tablo AISI 8620 çeliğinin kimyasal bileşimi
C Mn Si Ni Cr Mo
0,39 0,91 0,25 0,54 0,56 0,20
Şekil 8’den Dic ideal kritik çapın 0,195 olduğu görülür. Bu değeri Şekil 9’da belirtilen uygun
faktörle çarparak son Di şu şekilde hesaplanır:
Di = Dic × Mn %’sinin çarpım faktörü × Si %’sinin çarpım faktörü × Ni %’sinin
çarpım faktörü × Cr %’sinin çarpım faktörü × Mo %’sinin çarpım faktörü
Di = 0.195 × 4.03 × 1.18 × 1.20 × 2.21 × 1.60 = 3.93 inç
4.2.2. Jomıny Uçtan Su Verme Testi
Günümüzde en yaygın kullanılan sertleşebilirlik testi Jominy tarafından geliştirilmiştir Jominy
uçtan su verme deneyi çeliklerin sertleşebilirliğini belirlemede kullanılan standart bir testtir.
Test ostenitlenmiş standart bir deney çubuğunun (1 inc çapında 4 inc uzunluğunda) bir
ucundan su verilmesini içerir (Şekil 13). Sertleştirme fırınından numunenin alınması ile su
vermenin başlangıcı arasındaki zaman 5 sn’den az olmalıdır. Numunenin tutucuya
yerleşiminden hemen sonra su fıskiyesi 10 dk’dan az olmayan süreyle numunenin yüzeyine
karşı tüm kuvvetiyle direkt olarak açılmalıdır. Bunun bir sonucu olarak, test çubuğunun su
verilen ucu çok hızlı bir şekilde soğur, fakat soğuma hızı zıt uca doğru kademeli olarak azalır
(Tablo 4). Bu durum tüm düşük alaşımlı ve sade karbonlu çelikler için aynıdır. Test
numunesinin soğuması, soğuk su içerisine daldırmayla tamamlanır.
Tablo 4. Su verilen uçtan itibaren mesafeye bağlı soğuma hızı değişimi
JD 1 2 3 4 5 6 7 8 9
CR 490 300 200 125 77 56 42 32 21
JD: Su verilen uçtan itibaren mesafe, 1JD = 1.6mm veya 1/6 inç
CR: Soğutma hızı, °F/sn.
Soğuma hızı çubuk uzunluğu boyunca farklılık gösterir ve su verilmiş uçtan itibaren artan
mesafe ile azalır. Su verilmiş uçta kritik soğuma hızından daha yüksek hızla su verilir ise
%100 martensit ve su verilmiş uçtan uzaklaştıkça azalan soğuma hızına bağlı olarak diğer
17
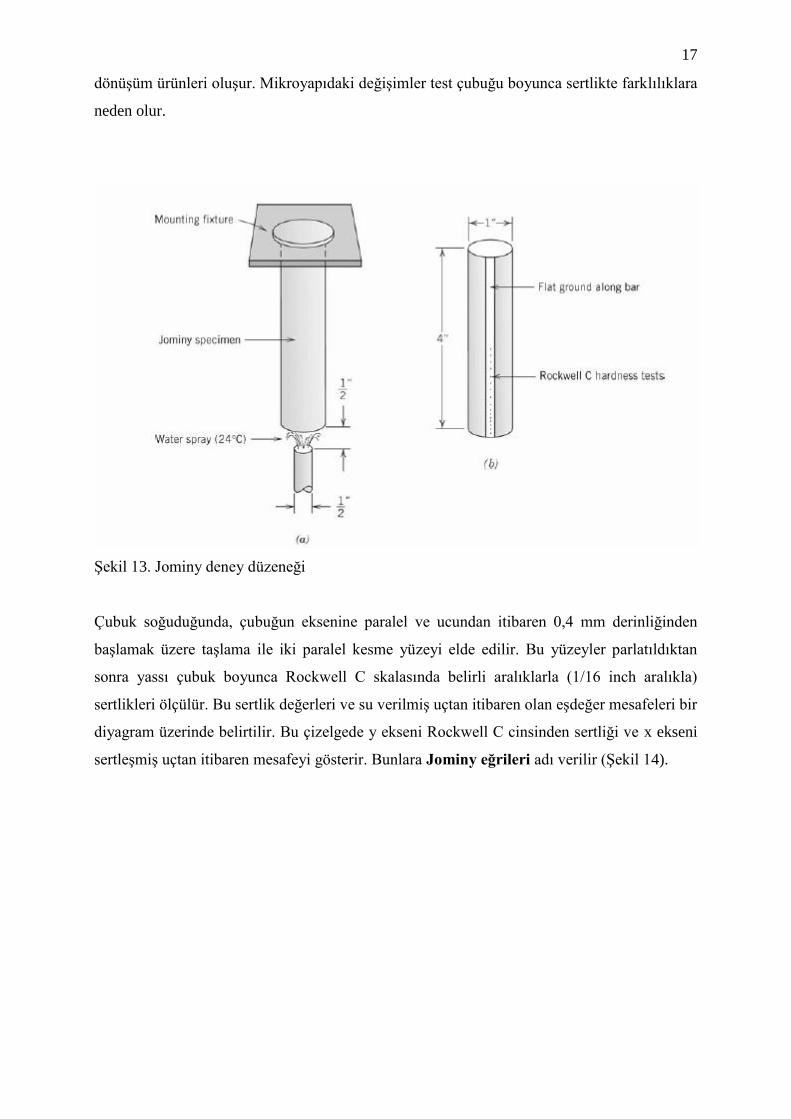
dönüşüm ürünleri oluşur. Mikroyapıdaki değişimler test çubuğu boyunca sertlikte farklılıklara
neden olur.
Şekil 13. Jominy deney düzeneği
Çubuk soğuduğunda, çubuğun eksenine paralel ve ucundan itibaren 0,4 mm derinliğinden
başlamak üzere taşlama ile iki paralel kesme yüzeyi elde edilir. Bu yüzeyler parlatıldıktan
sonra yassı çubuk boyunca Rockwell C skalasında belirli aralıklarla (1/16 inch aralıkla)
sertlikleri ölçülür. Bu sertlik değerleri ve su verilmiş uçtan itibaren olan eşdeğer mesafeleri bir
diyagram üzerinde belirtilir. Bu çizelgede y ekseni Rockwell C cinsinden sertliği ve x ekseni
sertleşmiş uçtan itibaren mesafeyi gösterir. Bunlara Jominy eğrileri adı verilir (Şekil 14).

18
Şekil 14. Jominy eğrisi (sertleşebilirlik eğrisi)
Sertleşebilirliği yüksek olan bir çelik Şekil 15’deki neredeyse yatay X ‘e benzer şekilde
Jominy eğrisi verecektir. Bu çeliğin mikroyapısında martensitik yapı gözlenir. Orta seviyede
sertleşebilirlik gösteren bir çelikte Y’ ye benzer bir eğri verecektir.
Şekil 15. Farklı sertleşebilirliğe sahip iki jominy numunesinin sertleşebilirlik eğrileri
Çeliğin sertleşebilirliği, kimyasal kompozisyonu ve tane boyutuna bağlı olarak değişebilir
(Şekil 16). Bu eğrilerden üstteki çeliğin en üst kimyasal bileşim sınırına uyan maksimum
sertlik değerlerini, alttaki ise en alt bileşim sınırına uygun minimum sertlik değerlerini verir.
Eğriler beraber olarak düşünüldüğünde Jominy veya sertleşebilirlik bandı adını alırlar.

19
Şekil 16. AISI 4140 çeliğinin sertleşebilirlik bandı.
Su verme işleminden sonra su verilmiş uçtan başlayarak test çubuğu boyunca belirli
aralıklarla düzenli olarak sertlik belirlenmiş ise %100 martensit olan su verilmiş uç ile %50
martensit içeren mikroyapıya sahip mesafe belirlenebilir. Sertleşebilirliği tanımlayan Jominy
mesafesi (J) su verilmiş uç ile su verilmiş uç sertliğinin %50’sinin altına düştüğü nokta
arasındaki mesafedir. J belirlendikten sonra Tablo 5 kullanılarak ideal çap belirlenebilir.
Tablo 5. Jominy mesafesine bağlı olarak belirlenmiş ideal çap değerleri

20
4.3. TASARIMDA SERTLEŞEBİLİRLİK
Jominy sertleşebilirlik eğrileri şaft ve dişli gibi makine parçaları için alaşımlı çeliklerin
dizaynında çok kullanışlıdır. Bu testler silindirik çelik bar içerisindeki çeşitli radyal bölgelerin
(yüzey, merkez, yüzey-merkez arası) sertliğini hesaplamak için kullanılabilir. Prosedür iki
aşamalıdır;
Silindirik çubuk parçaya suda veya yağda su verildiğinde belirli bölgelerdeki soğuma
hızı hakkında bilgi olmalıdır. Şekil 17, suda veya yağda su verilmiş çeşitli boyuttaki
çelik çubuklar için eşdeğer JD (bkz. Tablo 4) değerinin hesaplanmasında
kullanılabilen şemayı göstermektedir.
Eşdeğer JD değeri bilindiğinde, çeliğin sertleşebilirlik eğrilerinden sertlik
hesaplanabilir.
Şekil 17. Suda veya yağda su verilmiş silindirik çubuk parçanın çeşitli bölgelerindeki soğuma
hızları.

21
4.4. SERTLEŞEBİLİRLİĞİ ETKİLEYEN FAKTÖRLER
4.4.1. Ostenit Tane Boyutunun Çeliklerin Sertleşebilirliği Üzerine Etkisi
Ostenit tane boyutunun küçük olması daha çok tane sınırı ara yüzeyinin bulunması,
dolayısıyla daha fazla çekirdeklenme bölgeleri olmasından dolayı perlit oluşumunu
kolaylaştırır. Bu nedenle küçük tane boyutu diğer faktörler sabit olduğunda sertleşebilirliği
azaltır. Çoğu çelikler için kaba tane yapısı arzu edilmez. Çünkü kaba tane yapısı sünekliği ve
tokluğu düşürüp, çatlama riskini arttırdığından, mekanik özellikleri olumsuz yönde etkiler. Bu
nedenle tane boyutunu büyüterek sertleşebilirliği arttırmak faydalı bir işlem değildir ve
normal olarak bu yola başvurulmaz. Çeliğin sertleşebilirliğini arttırmak için alaşım
elementleri ilave etmek çok daha etkilidir.
4.4.2. Karbon İçeriğinin Çeliklerin Sertleşebilirliği Üzerine Etkisi
Çeliğin karbon içeriğini arttırmakla çeliğin sertleşebilirliği büyük ölçüde arttırılabilir. Çelikte
yüksek karbon içeriği gevrekliği arttırdığından dolayı her zaman arzu edilmediği için, alaşım
elementlerinin ilavesi ile az karbonlu çeliklerin sertleşebilirliğini arttırma çok bilinen bir
durumdur.
4.4.3. Alaşım Elementlerinin Çeliklerin Sertleşebilirliği Üzerine Etkileri
Her element çelikte sertleşebilirlik üzerine bir miktar etkiye sahiptir. Kobalt haricinde bilinen
elementlerin hepsi, özellikle Mn, Cr ve Mo çeliğin sertleşebilirliğini arttırır. Kobalt perlitin
çekirdeklenme ve büyümesini arttırdığı için, sertleşebilirliği azaltır. Çok kullanılan alaşım
elementlerinin sertleşebilirlik üzerine nispi etkileri Şekil 9’da gösterilmiştir. Bu nispi etkiler
çelikteki farklı yüzdelere sahip her alaşım elementi için çarpım faktörlerini vermektedir. Bu
çarpım faktörleri kimyasal kompozisyon ve ostenit tane boyutu bilindiğinde yaklaşık bir
sertleşebilirlik hesabının yapılmasını mümkün hale getirir.
4.4.4. İnklüzyon ve Emprüteler
Çeliğin içerisinde yer alan çeşitli inklüzyon ve emprüteler çekirdeklenmyei arttırarak,
martensit yerine perlit oluşumunu sağlarlar ve sertleşebilirliği azaltırlar.
22
5. İSTENENLER
1. Ölçülen sertlik değerlerini su verilen uçtan itibaren mesafelerin bir fonksiyonu olarak
çiziniz.
2. Jominy deneyi hangi amaçla yapılmaktadır?
3. ASTM nosu 4, 5, 6, 7, 8 olan ve kimyasal bileşimi aşağıda verilen çeliğin idaeal çapını
hesaplayınız.
%C %Mn %Si %Ni %Cr %Mo
0.5 1.2 0.8 1.6 1.0 0.4
4. Su verme işlemi niçin ostenit bölgesinde yapılmaktadır?
5. Normalizasyon Tavlaması niçin yapılır, hangi tür çeliklere niçin uygulanamaz?
6. Temperleme işlemi sırasında oluşabilen temper gevrekliği nasıl meydana gelir,
sakıncaları nelerdir? Ne tür önlemler alınabilir? Araştırınız.
Kaynaklar
1.http://home.uludag.edu.tr/users/mumintutar/mm/4.pdf-Eylül 2012
2. K. H. Praphudev, Handbook of Heat treatment of the Steels, Mc-GrawHill Education,
1988.
3. William D. Callister, Jr., David R. Rethwisch, Materials Science and Engineering: An
Introduction, Eighth Edition, Wiley, 2009.
4. Molian, Engineerin Alloys, ME321, Syf:109-121.

























