Embed Size (px)
Citation preview
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 1/184
DISCONTINUIDADES Y DEFECTOS EN
SOLDADURA
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 2/184
Discontinuidad
Una discontinuidad es considerada como una interrupción enla estructura cristalina típica de una junta soldada y secaracteriza por una falta de homogeneidad en laspropiedades mecánicas, metalúrgicas o físicas de los
materiales involucrados.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 3/184
Donde se pueden encontrar
• En el metal de soldadura
•
En la zona afectada por elcalor (ZAC) o
• En el metal base.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 4/184
“Una discontinuidad no
necesariamente constituye undefecto”
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 5/184
Las discontinuidades son consideradascomo defectos:
• tipo• tamaño• distribución o• localización
estipulados en las normas o códigos correspondientes.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 6/184
Una discontinuidad es aquella que por su mínima naturalezaqueda dentro de los límites de tolerancia y aceptación que
especifican los códigos de soldadura.
Discontinuidad
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 7/184
El defecto se entiende como una o más discontinuidades que
debido a su naturaleza o a su efecto acumulativo deja unaparte de la unión incapaz de reunir las condiciones mínimas
de aplicación requeridas en los códigos aplicados.
Defecto

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 8/184
“Defecto significa rechazo”
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 9/184
• Tamaño
•
Agudeza• Orientación con respecto a los esfuerzos principales
• Localización dentro del metal de soldadura
Características de una Discontinuidad

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 10/184
Definiciones
• Indicación: Respuesta o evidencia de unadiscontinuidad.
• Evaluación de indicaciones: Proceso por el cual sedefine el estado de la pieza o parte.
• Indicaciones Irrelevantes: las condiciones que lascausan, están presentes por diseño, por accidente, etc.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 11/184
CLASIFICACIÓN DE DISCONTINUIDADES EN UNA JUNTA SOLDADA
1. SEGUN EL PROCESO Y EL PROCEDIMIENTO DE SOLDADURA
A. Geométricas
Desalineamiento (Misalignment)Socavado (Undercut)Concavidad (Underfill)Sobreespesor excesivo (Excessive refoircement)Traslape (Overlap)Falta de penetración (Lack of penetration)Penetración excesiva (Burn-through / Excesive penetration)Falta de fusión (Lack of fusion)Distorsión (Warpage)Irregularidad superficial (Surface irregularity)Salpicaduras (Spatter)Choque accidental de arco (Arc strike)Cráteres (Crater pipes)Ondas superficiales (Surface ripples)Otras irregularidades
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 12/184
B. Otras
Inclusiones de escoria (Slag inclusions)
Inclusiones metálicas (Metal inclusions)
2. SEGUN EL ASPECTO METALURGICO
A. Grietas (Cracks)
Grietas en caliente (Hot cracks)Grietas en frío (Cold cracks)Grietas longitudinales y transversales (Longitudinal and transverse cracks)Grietas cráter (Crater cracks)Grietas en la garganta (Throat cracks)
Grietas en la raíz (Root cracks)Grietas en el borde (Toe cracks)Grietas por desgarre interno (Underbead cracks)Fisuras (Fissures)Desgarres Laminares (Lamellar tears)
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 13/184
B. Cavidades por gases atrapadosPoros uniformemente distribuídos (Unifor porosity)Porosidad localizada (Restart porosity)Porosidad lineal (Linear porosity)Cavidades vermiculares (Wormholes)
Porosidad superficial (Surface porosity)C. Cavidades por contracción (Shrinkage cavity)
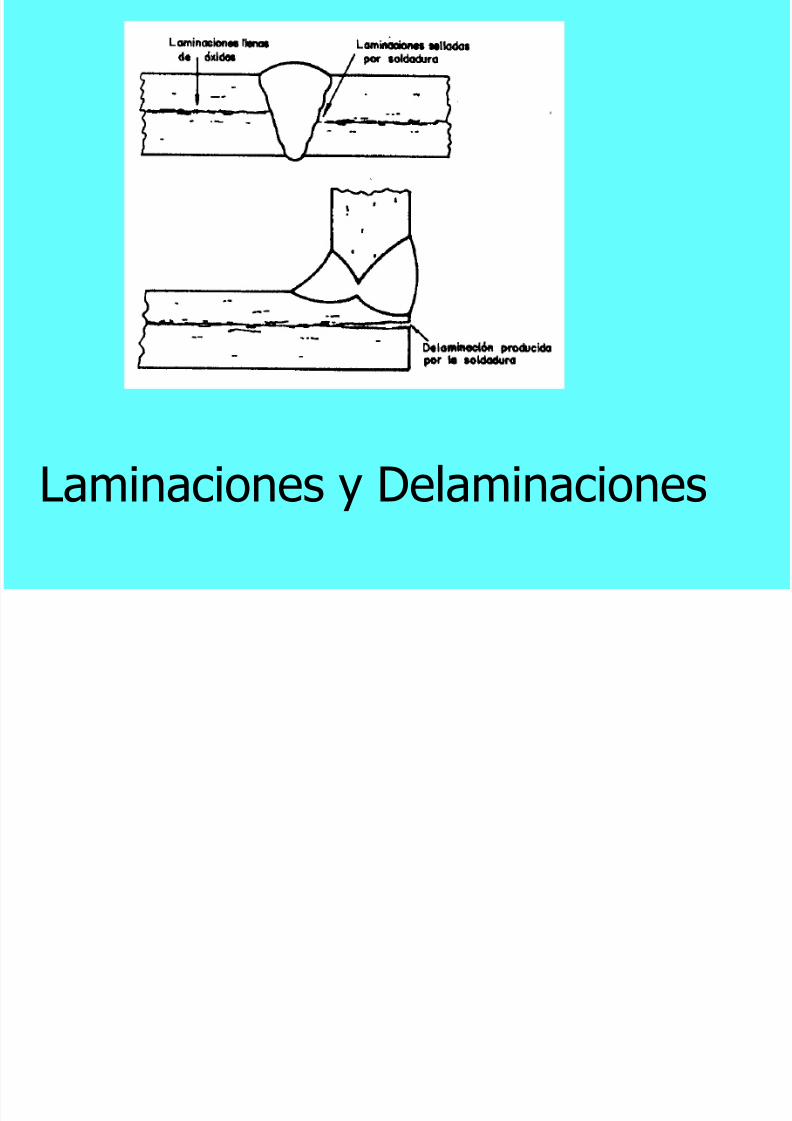
D. Laminaciones y delaminaciones en el metal base
(Laminations and delaminationsin the base metal)
E. Traslapos y rebabas (Laps and seams)
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 14/184
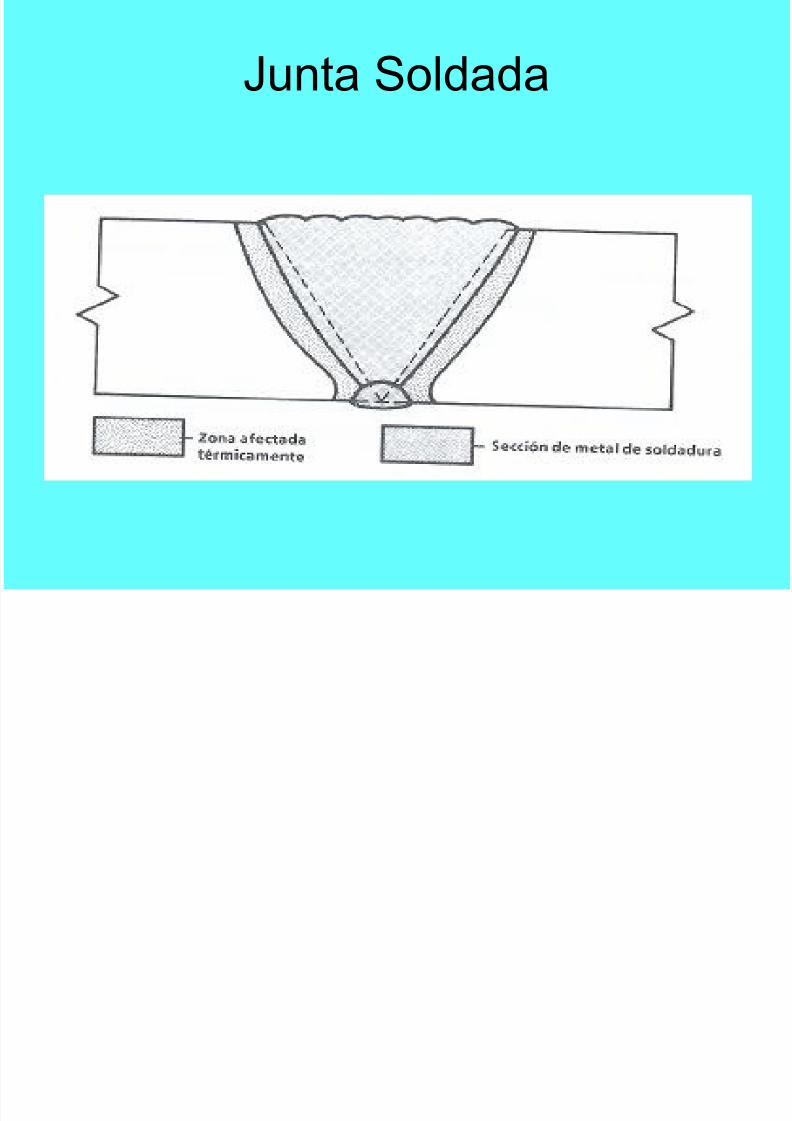
Junta Soldada
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 15/184
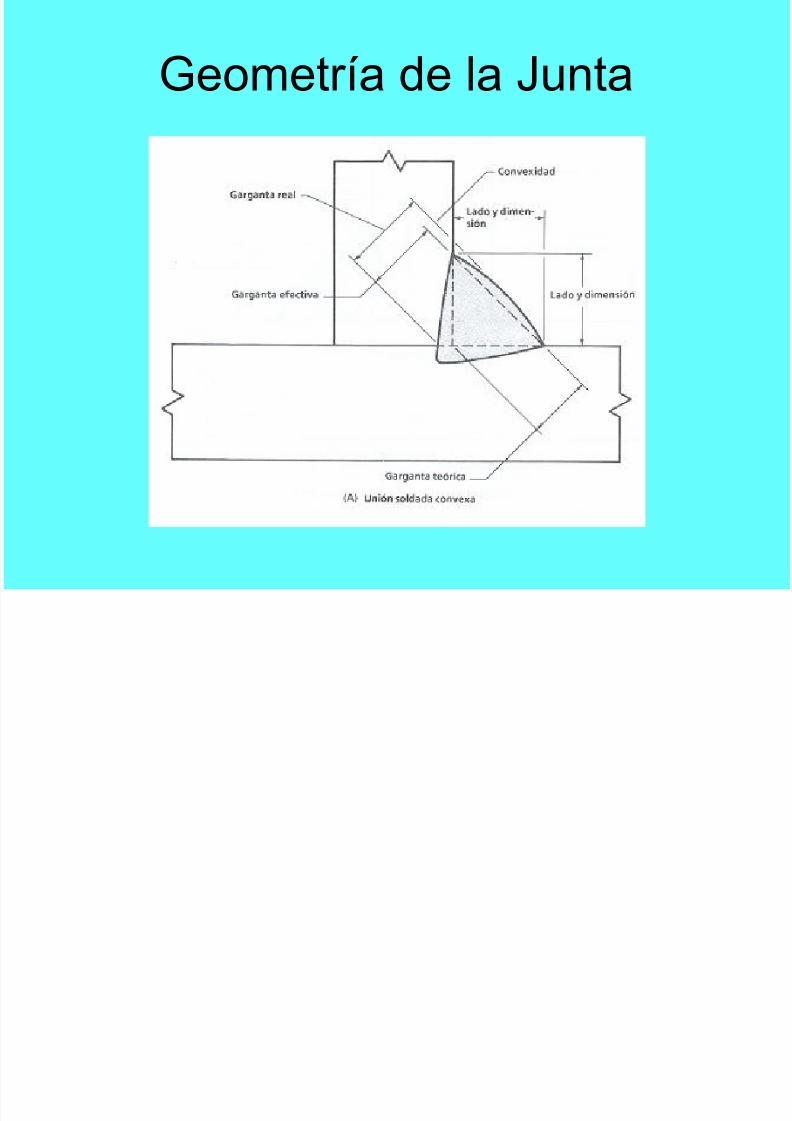
Geometría de la Junta
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 16/184
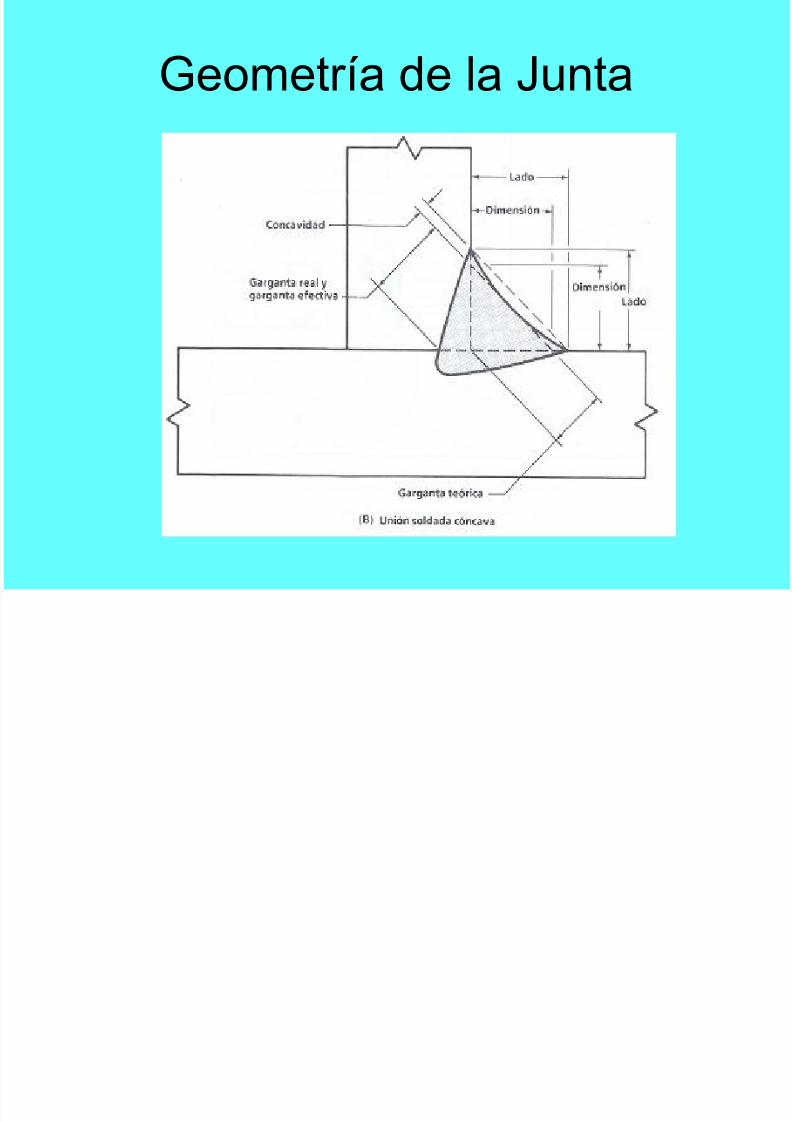
Geometría de la Junta
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 17/184
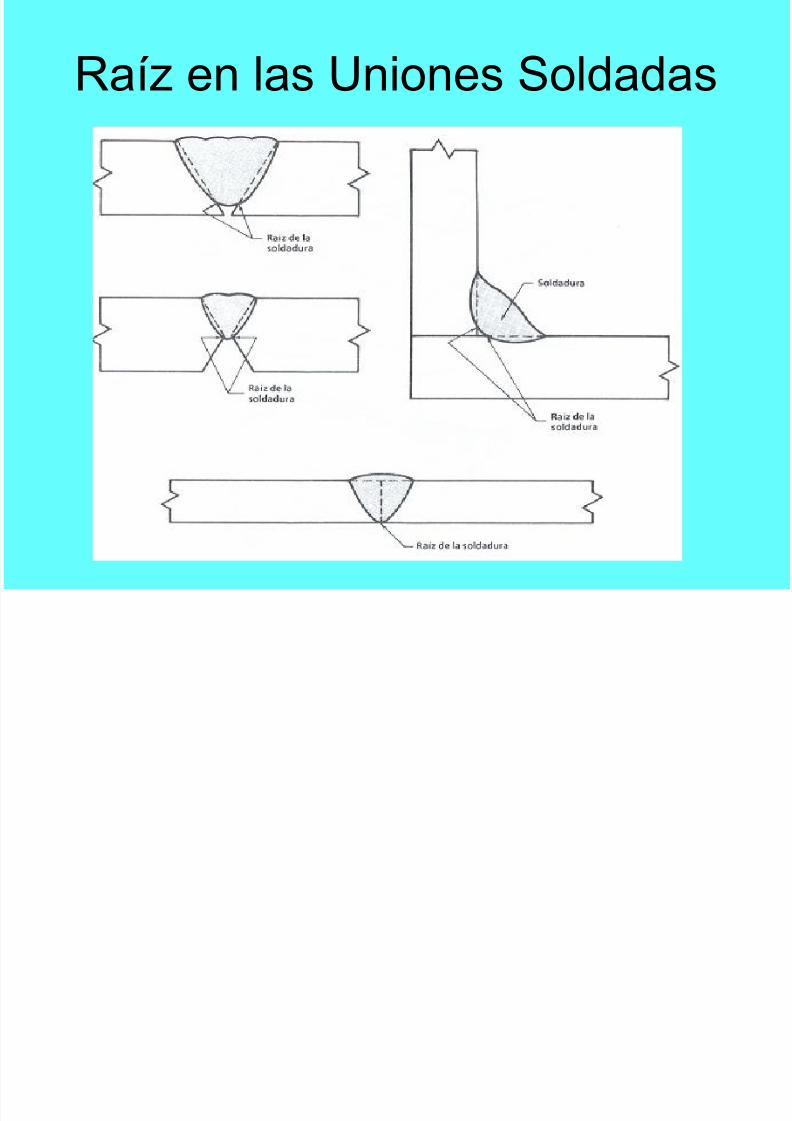
Raíz en las Uniones Soldadas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 18/184
Tipos de Ensayos No Destructivos
• RT: Radiografía (Radiographic Testing)
• UT: Ultrasonido (Ultrasonic Testing)
• MT: Partículas Magnéticas (Magnetic Testing)
•
PT: Líquidos Penetrantes (Penetrant Liquids Testing)• VT: Ensayo Visual (Visual Testing)
• ET: Corrientes Parásitas (Eddy’s Current Testing)
• AE: Emisión Acústica (Acustic Emission)
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 19/184
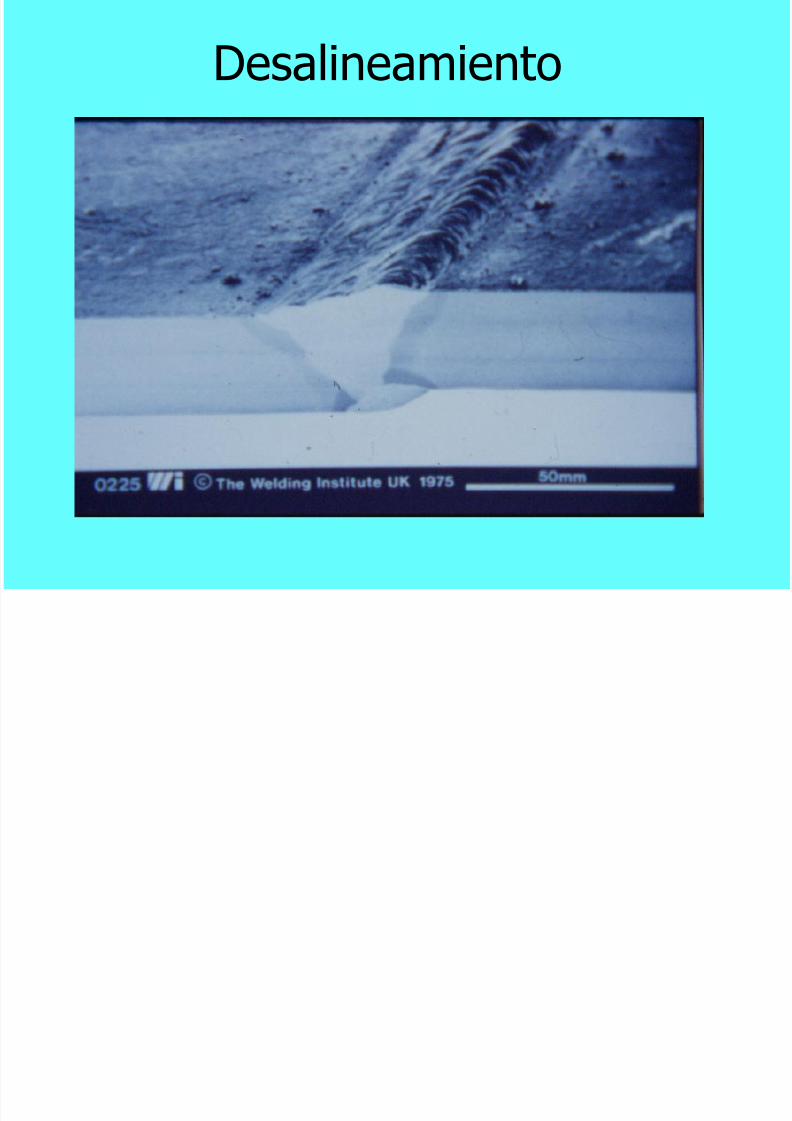
Desalineamiento
Definición
Es el grado de desfase de las partes a soldar, a lo largo deuna junta a tope de igual espesor.
Se puede dar desalineamento lineal, cuando los planos de lassuperficies a unir no están al mismo nivel aunque sonparalelos; o desalineamiento angular, cuando estos planos no
son paralelos.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 20/184
Causas
• Inexactitud en el proceso de ensamble.• Distorsión proveniente de otros cordones
de soldadura.• Excesivo curvado como consecuencia del laminado en
caliente.• En tubería se presenta cuando los extremos no son
circulares.
Desalineamiento
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 21/184
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
7.2- El desalineamiento no debe exceder 3 mm(1/8 de Pulg).
9.3.2- Falta de penetración debido a desalineamiento (IPD):A- La longitud de una indicación individual de IPD que exceda 50
mm (2 Pulg).B- La longitud total de las indicaciones de cualquier longitud
continua de soldadura de 300 mm (12 Pulg) que exceda 75 mm(3 Pulg).
Desalineamiento
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 22/184
Desalineamiento
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN ASMESECCIÓN VIII
UW-33 Tolerancia de alineamiento
El alineamiento de la sección de los bordes de la soldadura atope debe ser tal que el máximo desalineamiento no sea mayorde las cantidades aplicables para la categoría de la junta enconsideración, t es el espesor nominal de la junta mas delgada.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 23/184
Desalineamiento
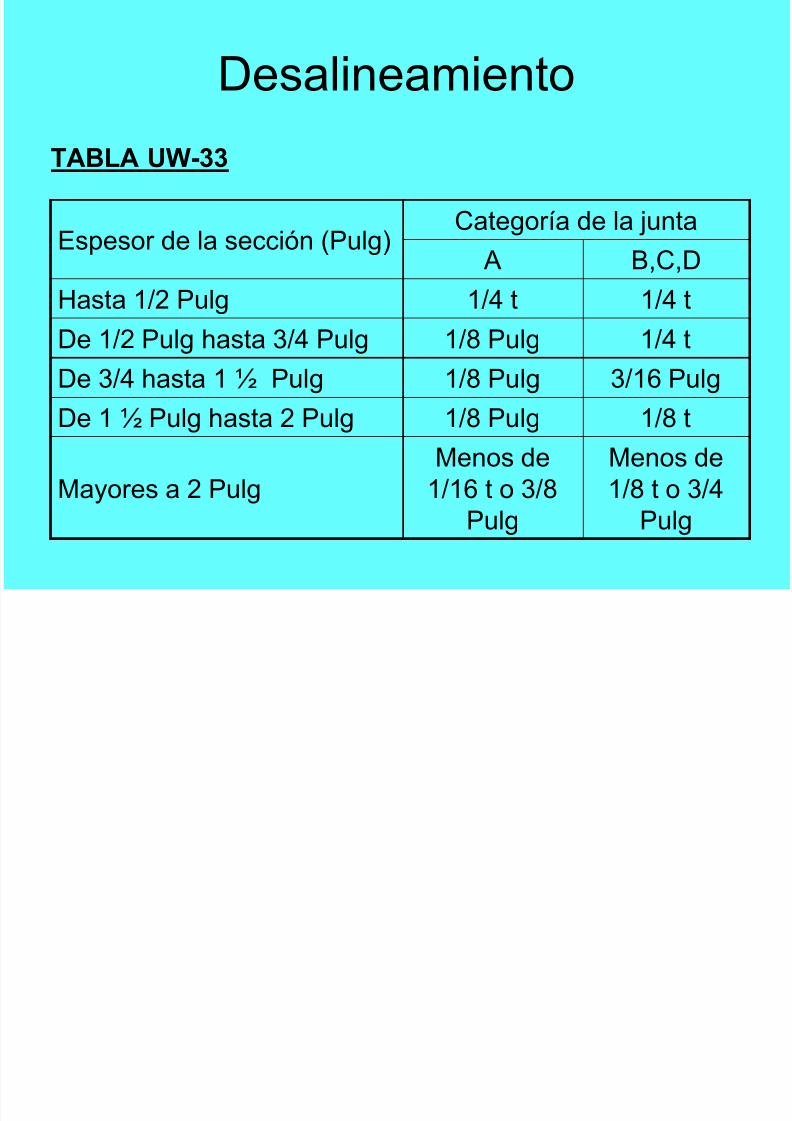
TABLA UW-33
Espesor de la sección (Pulg)Categoría de la junta
A B,C,D
Hasta 1/2 Pulg 1/4 t 1/4 t
De 1/2 Pulg hasta 3/4 Pulg 1/8 Pulg 1/4 t
De 3/4 hasta 1 ½ Pulg 1/8 Pulg 3/16 Pulg
De 1 ½ Pulg hasta 2 Pulg 1/8 Pulg 1/8 t
Mayores a 2 PulgMenos de
1/16 t o 3/8Pulg
Menos de1/8 t o 3/4
Pulg
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 24/184
Desalineamiento
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 25/184
Desalineamiento
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 26/184
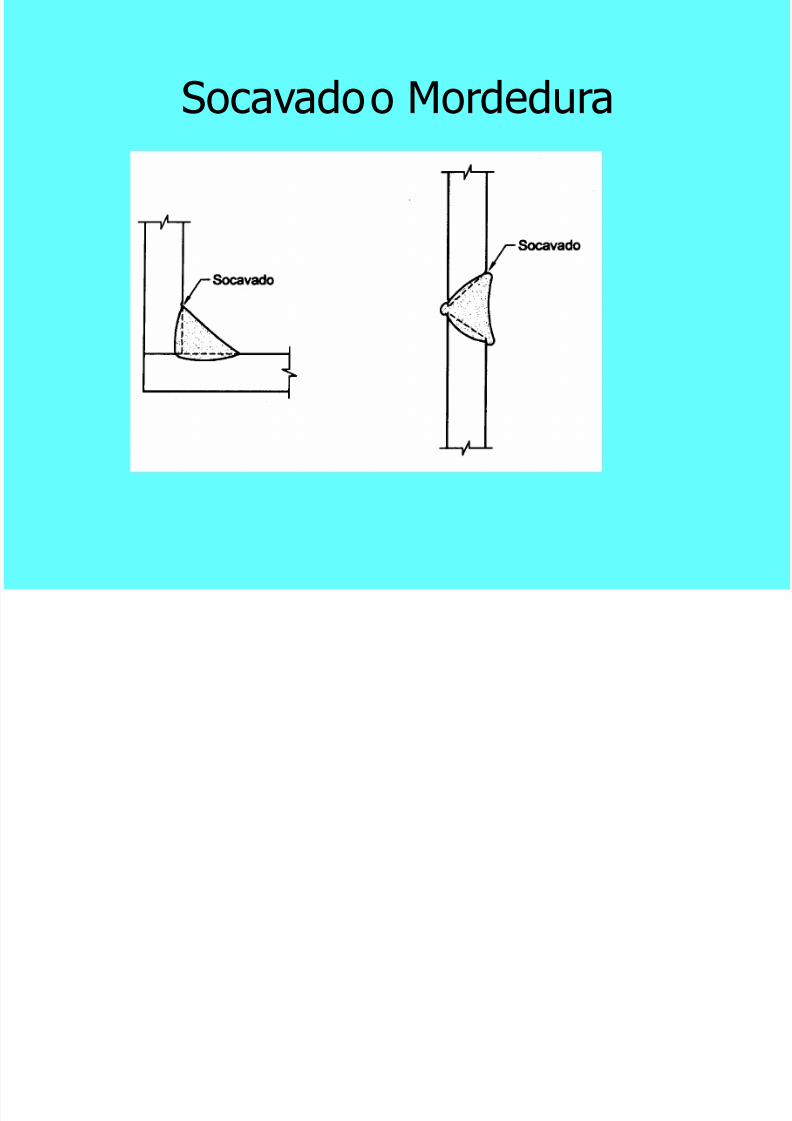
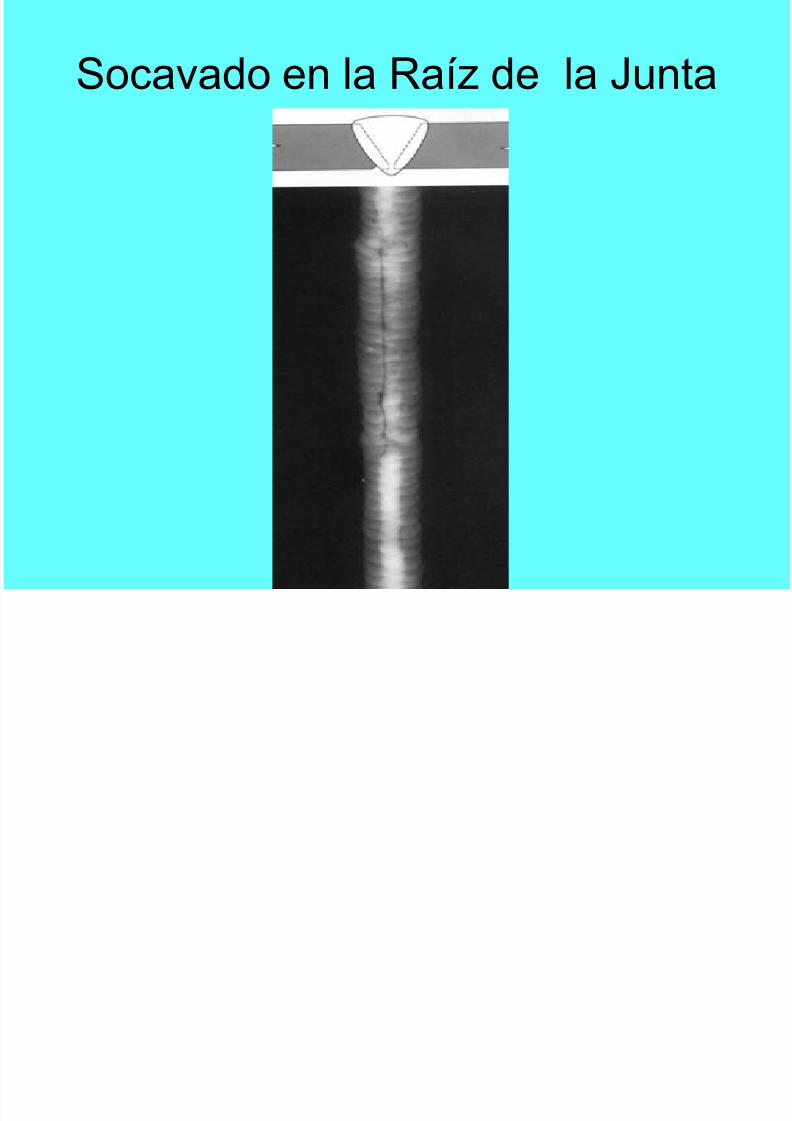
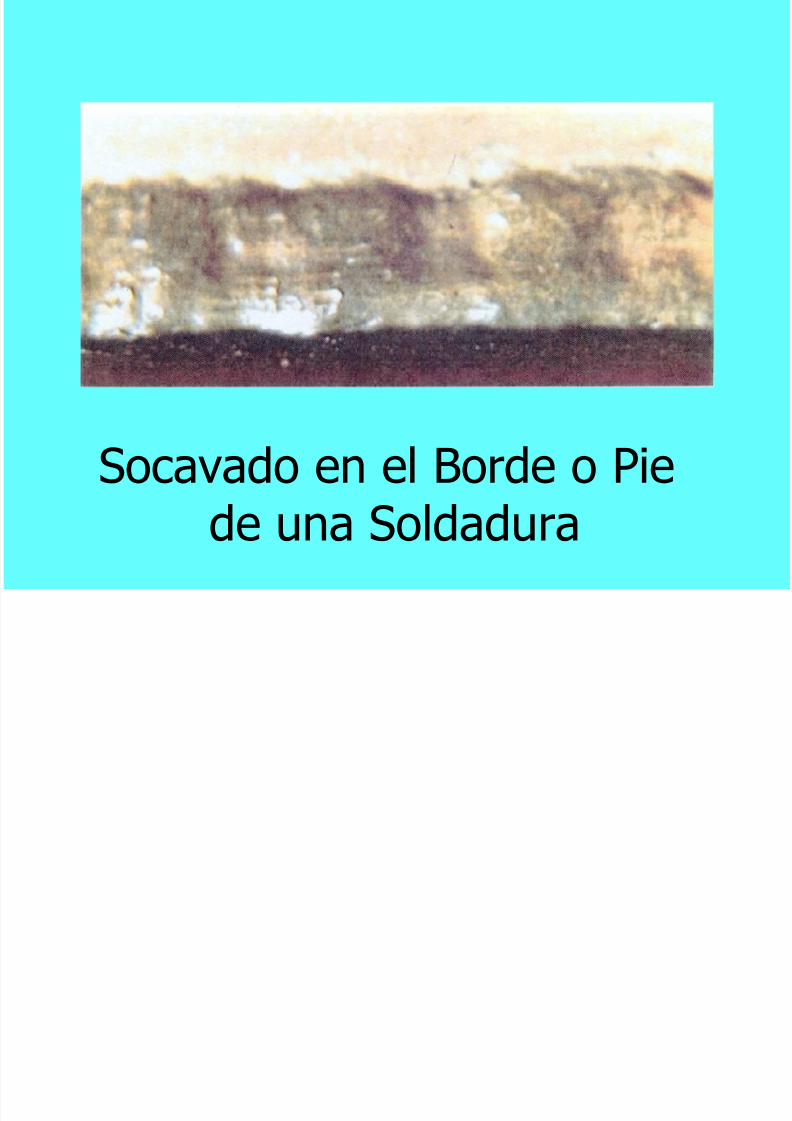
Definición
Es una muesca fundida dentro del metal base, adyacente al
borde o a la raíz de la soldadura que deja una concavidad en elmetal de aporte.
Socavado o Mordedura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 27/184
Causas
• Técnicas inapropiadas de soldadura corriente excesiva oambas.
•
En soldadura de filete o en ranura a tope, en posiciónhorizontal o vertical se da por exceso de corriente.• Por incorrecto movimiento al soldar en posición vertical.• Al pretender producir una soldadura de filete, ya sea
horizontal o vertical, con un cateto superior a 9mm.• Incorrectas posiciones de soldeo, ángulo incorrecto del
electrodo, manipulación inapropiada del gas protector,velocidades demasiado lenta.
• Excesiva temperatura liberada en los bordes del metal
base, en procesos de soldadura con precalentamiento.
Socavado o Mordedura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 28/184
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
6.4- El socavado adyacente al cordon final en el exterior del tuvo no debeexceder 0.8 mm (1/32 Pulg) de profundidad o el 12.5% del espesor de pareddel tubo, la que sea más pequeña de las dos, y no debe haber más de 50
mm (2 Pulg) de longitud de socavado en cualquier soldadura continua de300 mm (12 Pulg) de longitud.
9.3.11- El socavado adyacente al pase de presentación (externo) o al pase deraiz (interno) debe ser considerado un defecto si existe alguna de lassiguientes condiciones:
A- La longitud total acumulada de indicaciones EU o de IU, en cualquiercombinación, en una longitud continua de 300 mm (12 Pulg) de soldadura,excede los 50 mm (2 Pulg).
B- La longitud total acumulada de EU y de IU, en cualquier combinación,excede 1/6 de la longitud soldada.
Socavado o Mordedura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 29/184
Socavado o Mordedura
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
9.7.2 – Cuando se emplean medios visuales y mecanicos para
determinar la profundidad, el socavado adyacente al cordon depresentación o de raiz no debe exceder las dimenciones dadasen la tabla 4. Cuando a un mismo tiempo las dimencionesmecanicas y radiograficas estan disponibles, deben regir lasdimenciones mecanicas.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 30/184
Socavado o Mordedura
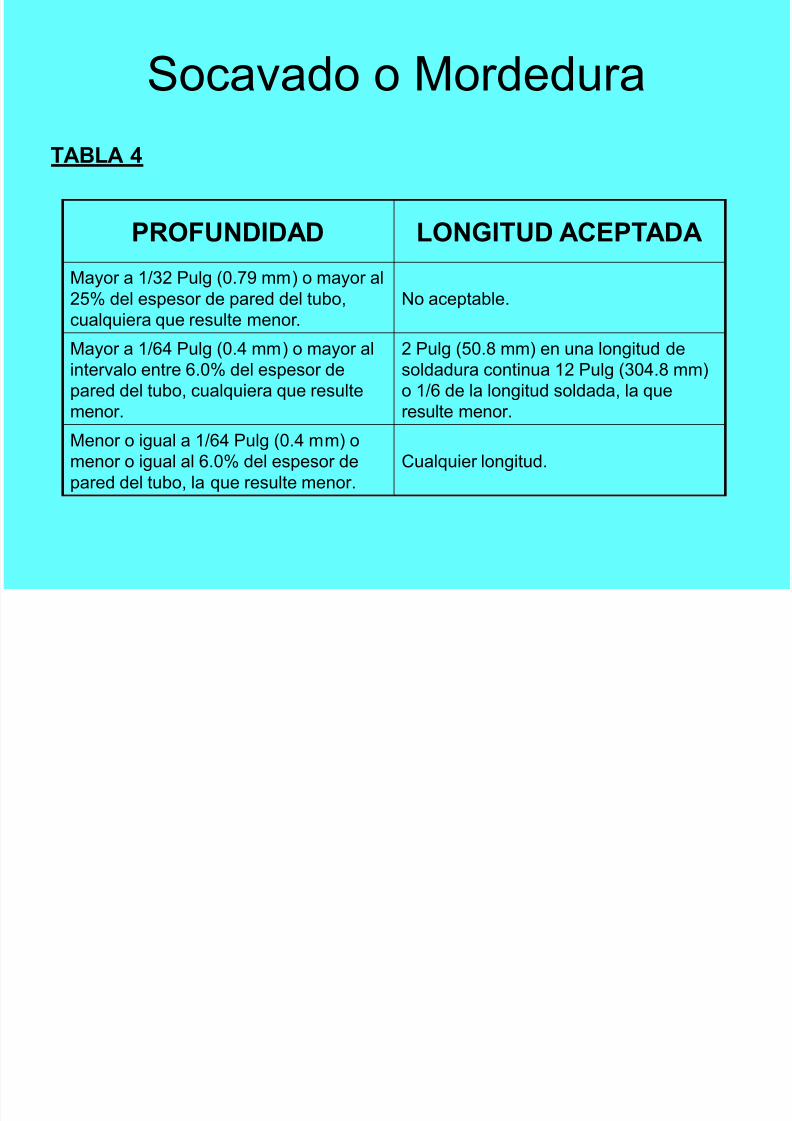
TABLA 4
PROFUNDIDAD LONGITUD ACEPTADA
Mayor a 1/32 Pulg (0.79 mm) o mayor al25% del espesor de pared del tubo,cualquiera que resulte menor.
No aceptable.
Mayor a 1/64 Pulg (0.4 mm) o mayor alintervalo entre 6.0% del espesor depared del tubo, cualquiera que resulte
menor.
2 Pulg (50.8 mm) en una longitud desoldadura continua 12 Pulg (304.8 mm)o 1/6 de la longitud soldada, la que
resulte menor.Menor o igual a 1/64 Pulg (0.4 mm) omenor o igual al 6.0% del espesor depared del tubo, la que resulte menor.
Cualquier longitud.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 31/184
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN AWS D1.1
4.8.1(3)- El socavado no debe exceder 1/32 Pulg (1mm).Tabla 6.1(A) Para material menor a 1 Pulg (25 mm) espesor, el
socavado no debe exceder 1/32 Pulg (1 mm), Excepto: Elsocavado no debe exceder 1/16 Pulg (2 mm) para cualquierlongitud acumulada superior a 2 Pulg (50 mm) dentro de 12
Pulg (300 mm). Para material igual o mayor a 1 Pulg deespesor, el socavado no debe exceder 1/16 Pulg (2 mm) paracualquier longitud de soldadura.
Socavado o Mordedura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 32/184
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN AWS D1.1
Tabla 6.1(B)- En miembros primarios, cuando la soldadura estransversal a esfuerzos de tensión bajo cualquier condición decarga de diseño, el socavado no deberá ser mayor a 0.01 Pulg(0.25 mm) de profundidad.Para los demás casos el socavado no deberá ser mayor a 1/32(1 mm) de profundidad.
Socavado o Mordedura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 33/184
Socavadoo Mordedura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 34/184
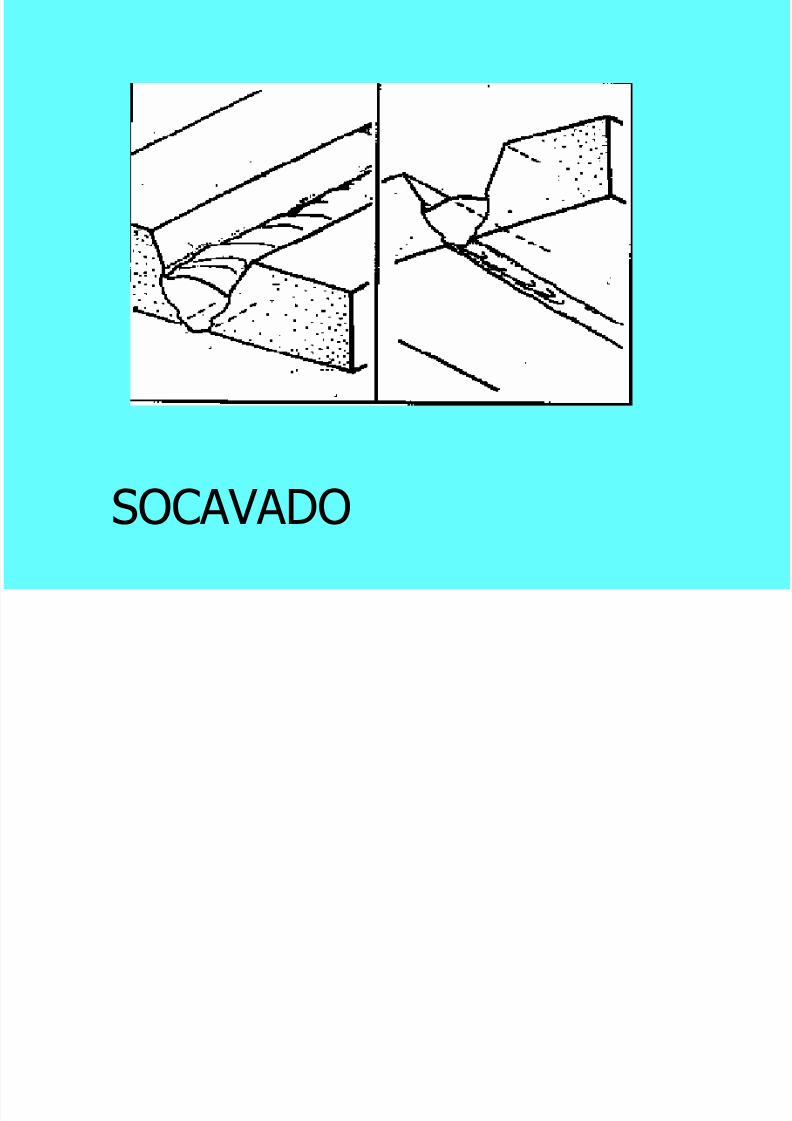
SOCAVADO
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 35/184
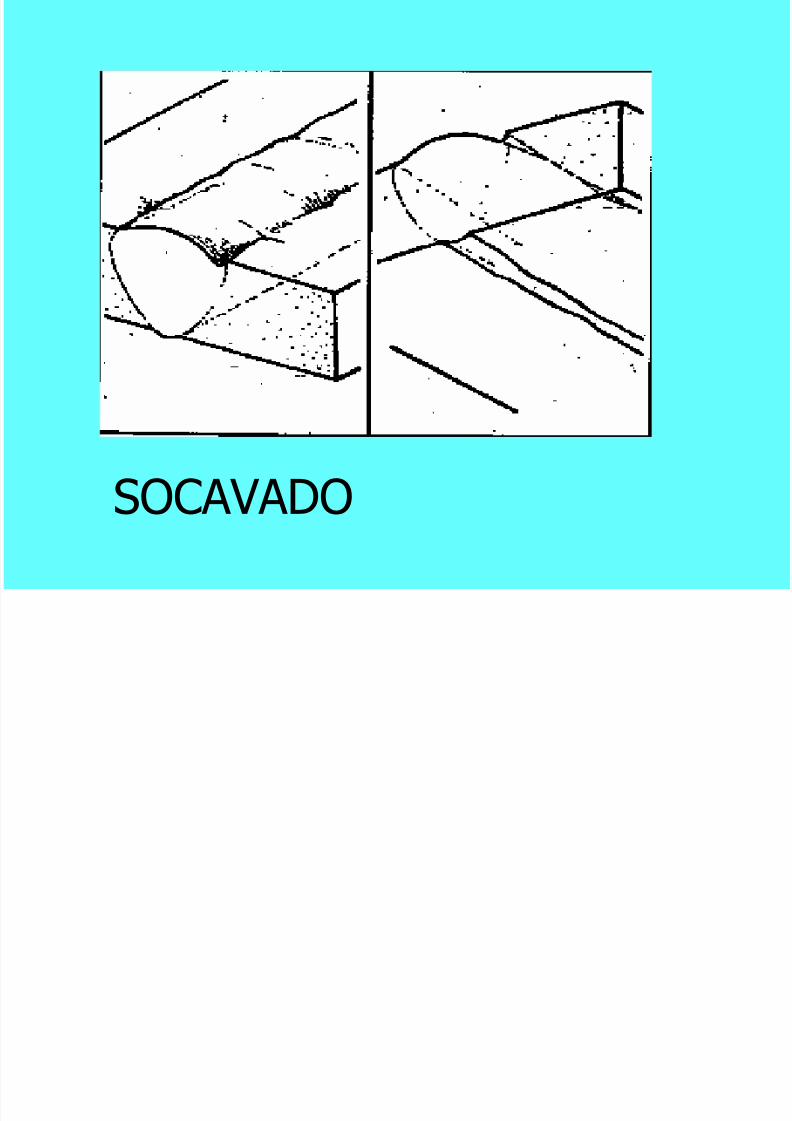
SOCAVADO
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 36/184
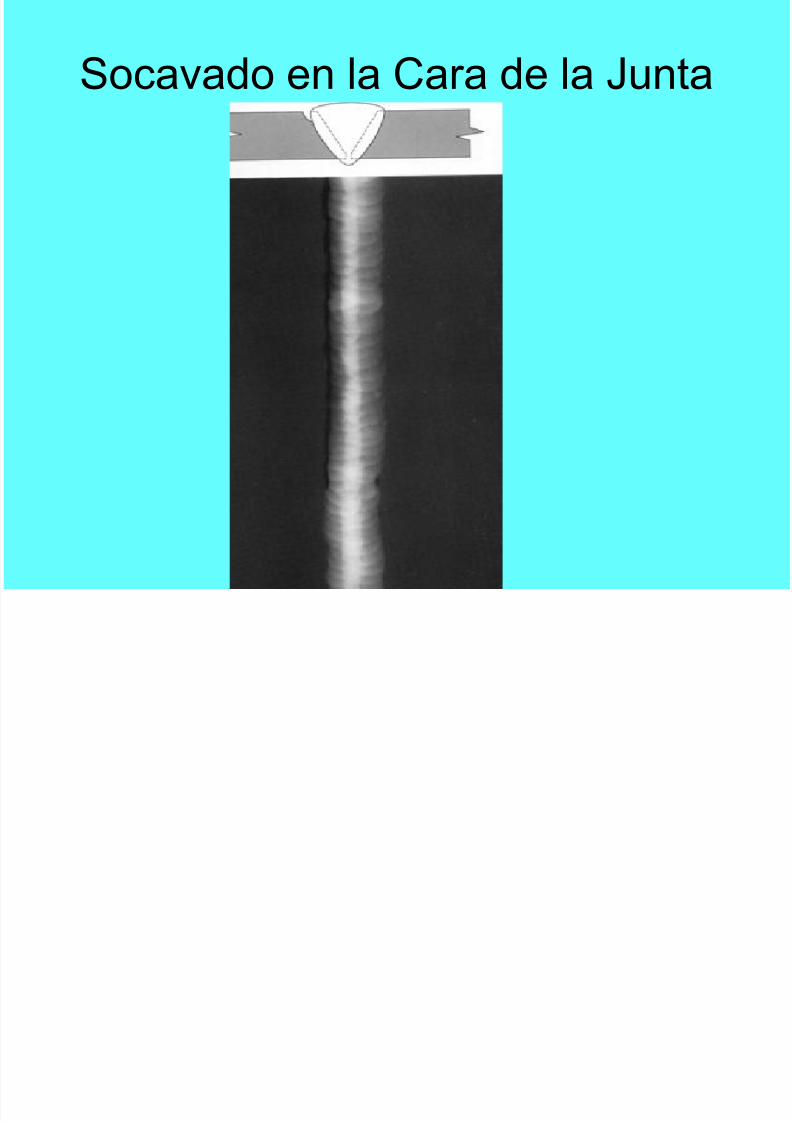
Socavado en la Cara de la Junta
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 37/184
Socavado en la Raíz de la Junta
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 38/184
Socavado en el Borde o Piede una Soldadura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 39/184
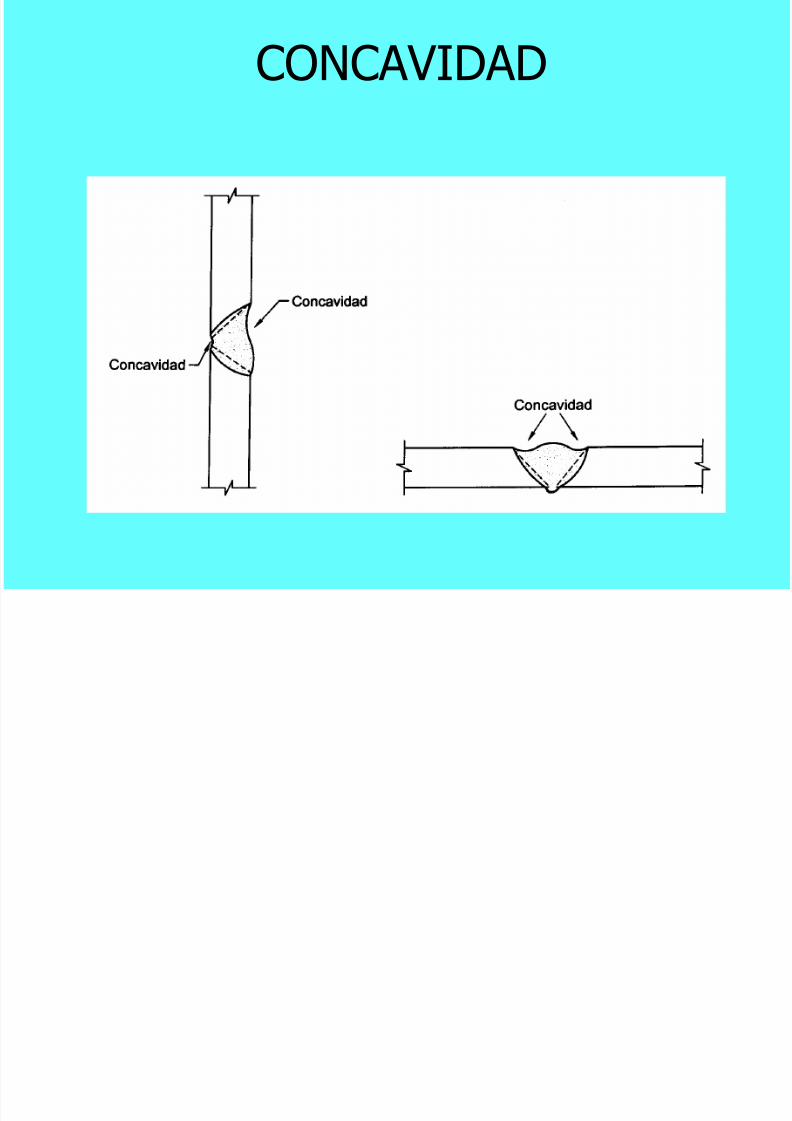
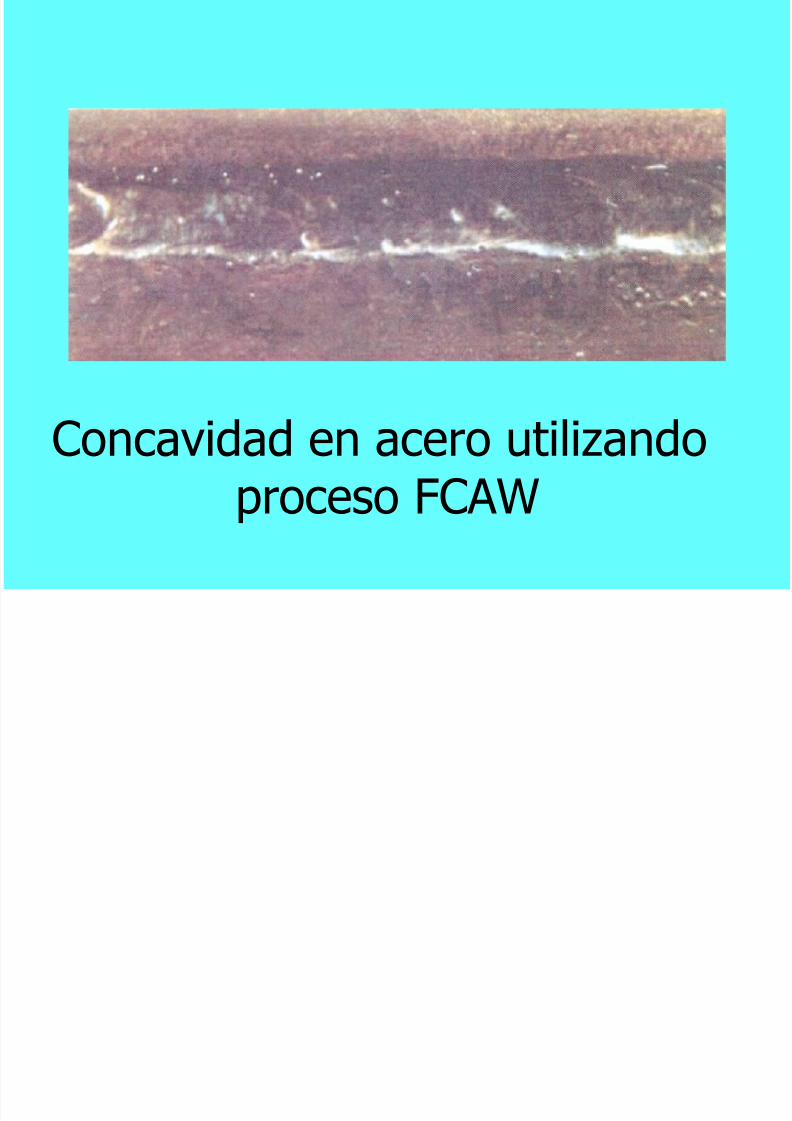
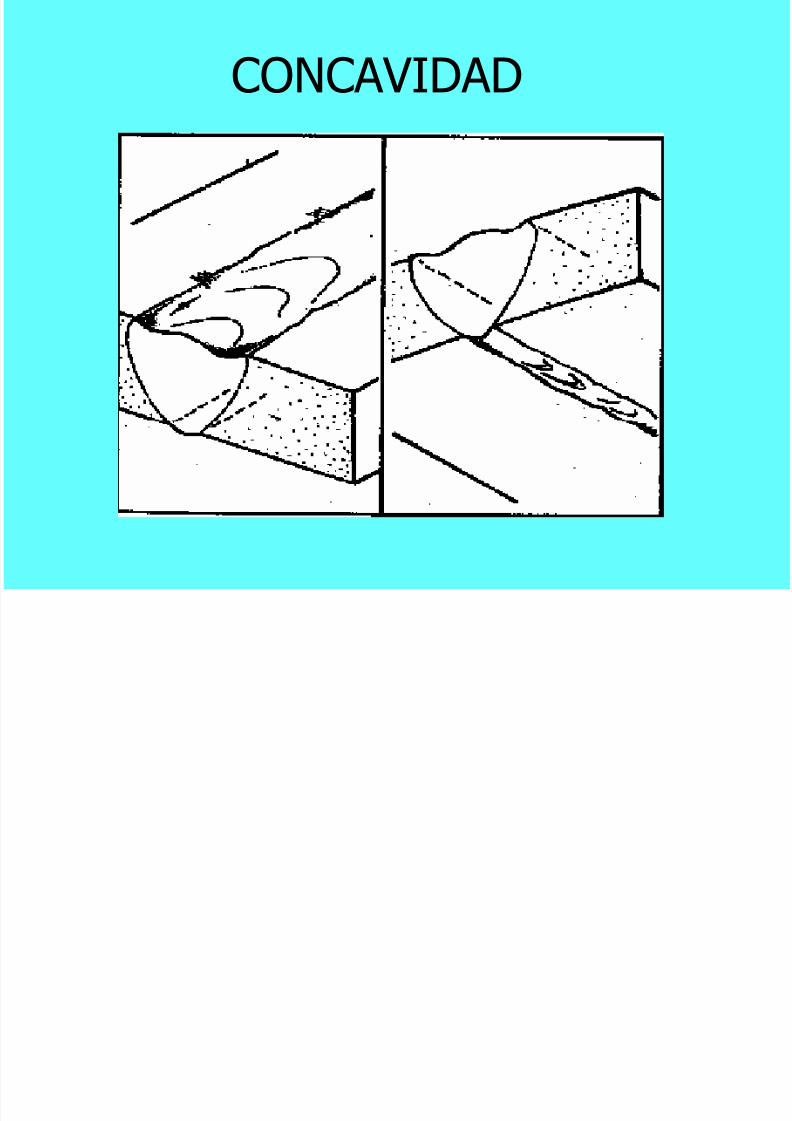
Definición
La concavidad es una condición en la cual la cara de lasoldadura o superficie de la raíz de una soldadura a topese extiende debajo de la superficie adyacente del metalbase. Resulta del fracaso del soldador para completar launión de la soldadura.
CONCAVIDAD
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 40/184
Causas
- En la cara, por falla del operario para llenarcompletamente de acuerdo a especificaciones.
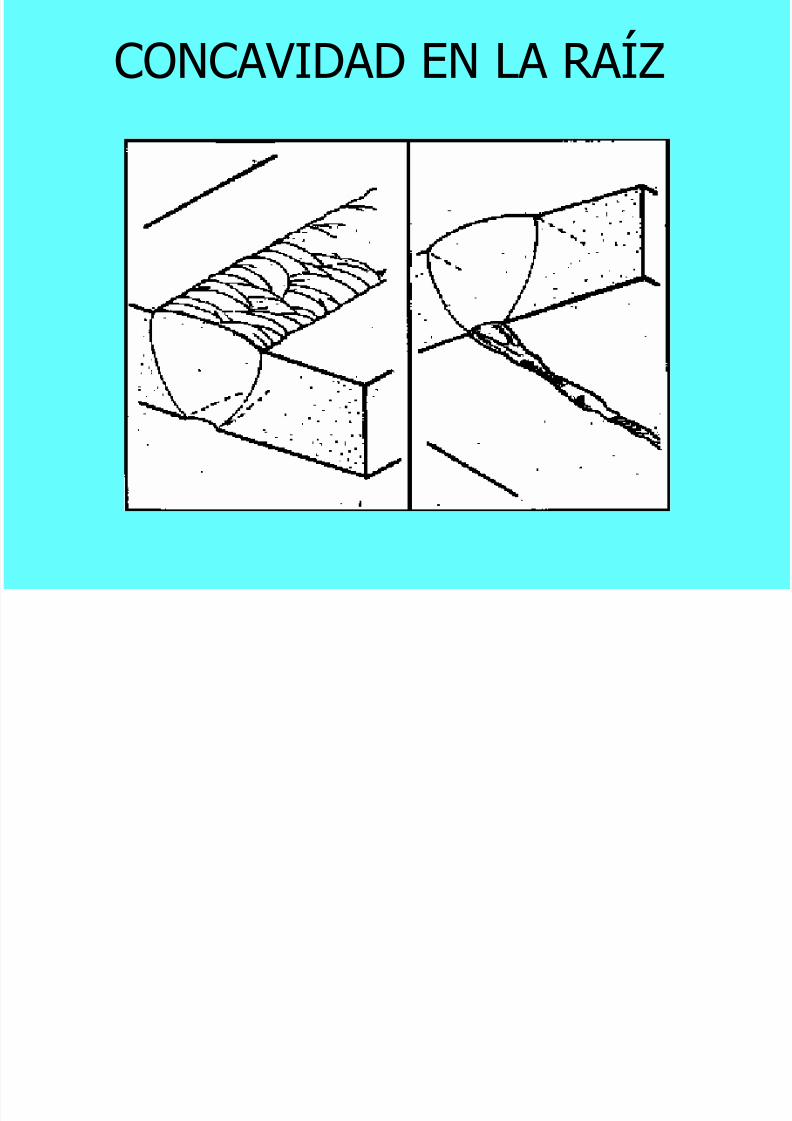
- En la superficie de la raíz, debido a una excesivaprofundidad de la raíz.- Insuficiente energía en el arco para lograr una buena
penetración del cordón.- Excesiva presión del gas en la parte correspondiente a
la raíz del cordón de soldadura.- Escorias en el charco de soldadura con arco manual.
CONCAVIDAD
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 41/184
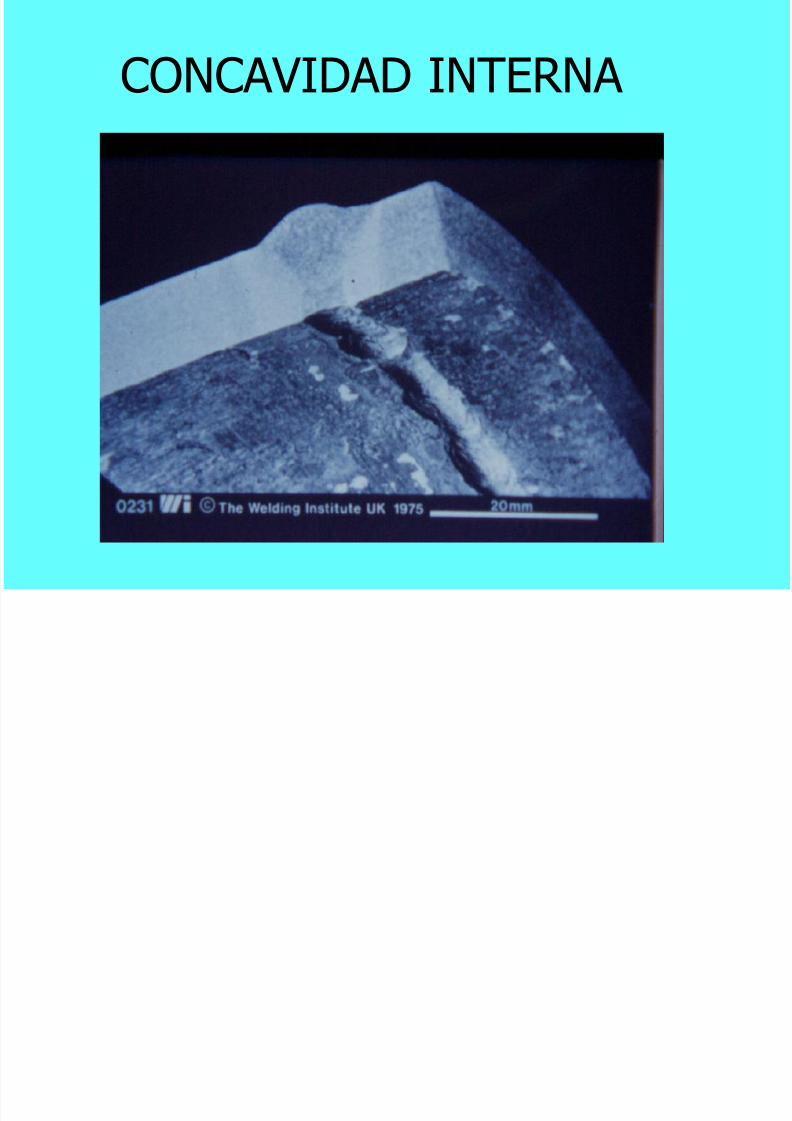
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API1104
9.3.6- Cualquier longitud de concavidad interna es aceptable,
siempre que la densidad de imagen de la radiografía de laconcavidad interna no exceda la densidad del metal baseadyacente más delgado. Para las áreas que excedan ladensidad del metal base adyacente más delgado, se aplica
el criterio de quemón.
CONCAVIDAD
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 42/184
CONCAVIDAD
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN ASME IX
QW-184(B)- Macrografia (soldador)
La soldadura no debe tener una concavidad o convexidadmayor que 1/16 Pulg.
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 43/184
CONCAVIDAD
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN AWS D1.1
4.8.1(4-A)- La máxima concavidad en la superficie de raíz debeser 1/16 Pulg (2 mm).
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 44/184
CONCAVIDAD
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 45/184
Concavidad en acero utilizandoproceso FCAW
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 46/184
CONCAVIDAD
Í
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 47/184
CONCAVIDAD EN LA RAÍZ
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 48/184
CONCAVIDAD INTERNA
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 49/184
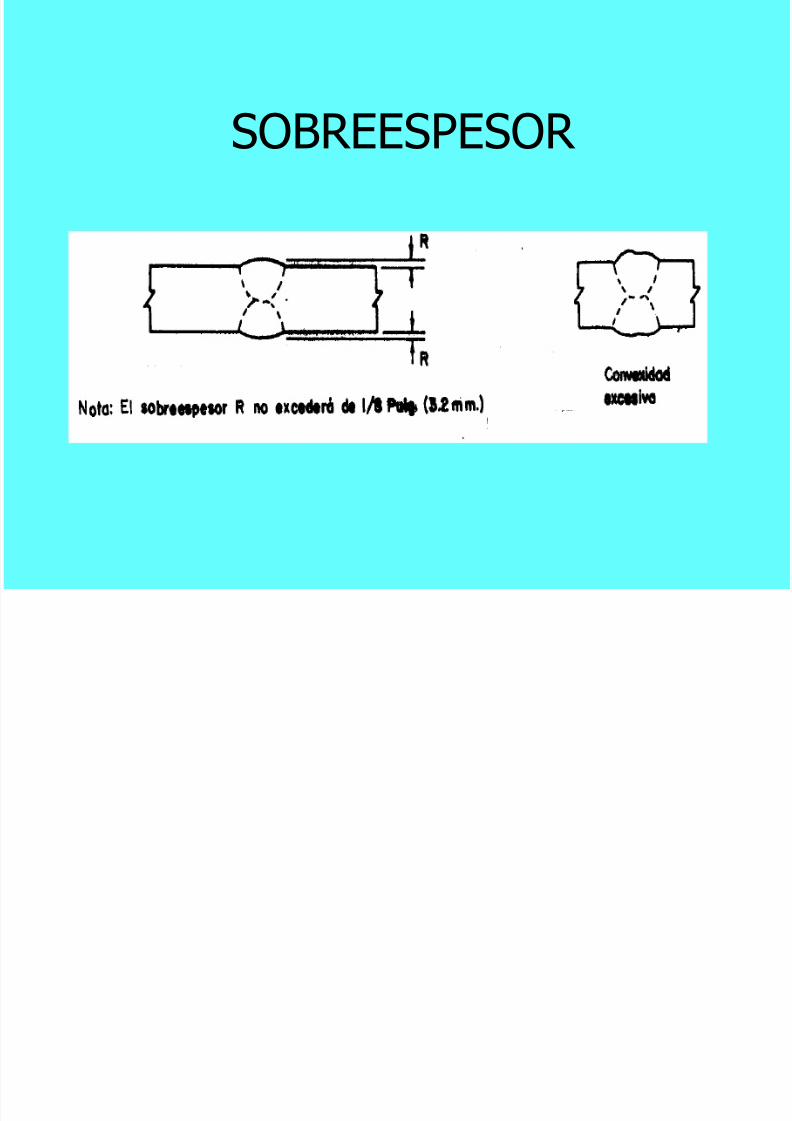
Definición
Es también llamado refuerzo excesivo, es el exceso dematerial que produce una convexidad en el cordón yhace que su espesor sea mayor que el nivel de lasuperficie del metal base en soldaduras a tope
SOBREESPESOR
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 50/184
Causas
- El exceso de energía en el arco produce un metalsobrante en la soldadura, por ejemplo en soldadura
MIG, MAG y arco sumergido.- Mala manipulación del electrodo.- Selección incorrecta del tamaño del electrodo.- Preparación inapropiada de los bordes de la junta.
SOBREESPESOR
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 51/184
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
7.8.2- Soldadura en posición fija
En ningún punto la superficie superior de la soldadura debeestar por debajo de la superficie exterior del tubo, ni deberásobresalir del metal base por más de 1/16 Pulg(1.6 mm).
7.9.2- Soldadura en posición giradaNingún punto de la superficie exterior de la soldadura debeestar por debajo de la superficie exterior del tubo, Ni deberíasobresalir del metal base por mas 1/16 Pulg (1.6 mm).
SOBREESPESOR
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 52/184
SOBREESPESOR
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN AWS D1.1
4.8.1(4-A)- La máxima concavidad en la superficie de raíz debeser 1/16 Pulg (1.6 mm).
4.8.1(3)- Inspección visualLa soldadura de refuerzo no debe exceder 1/8 Pulg (3 mm).
5.24.4- Soldaduras en ranura deben ser hechas con el mínimo
refuerzo de cara, a menos que otra cosa sea especificado.En caso de juntas a tope o esquina, el refuerzo de cara no debeexceder 1/8 Pulg (3 mm) en altura.
SOBREESPESOR
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 53/184
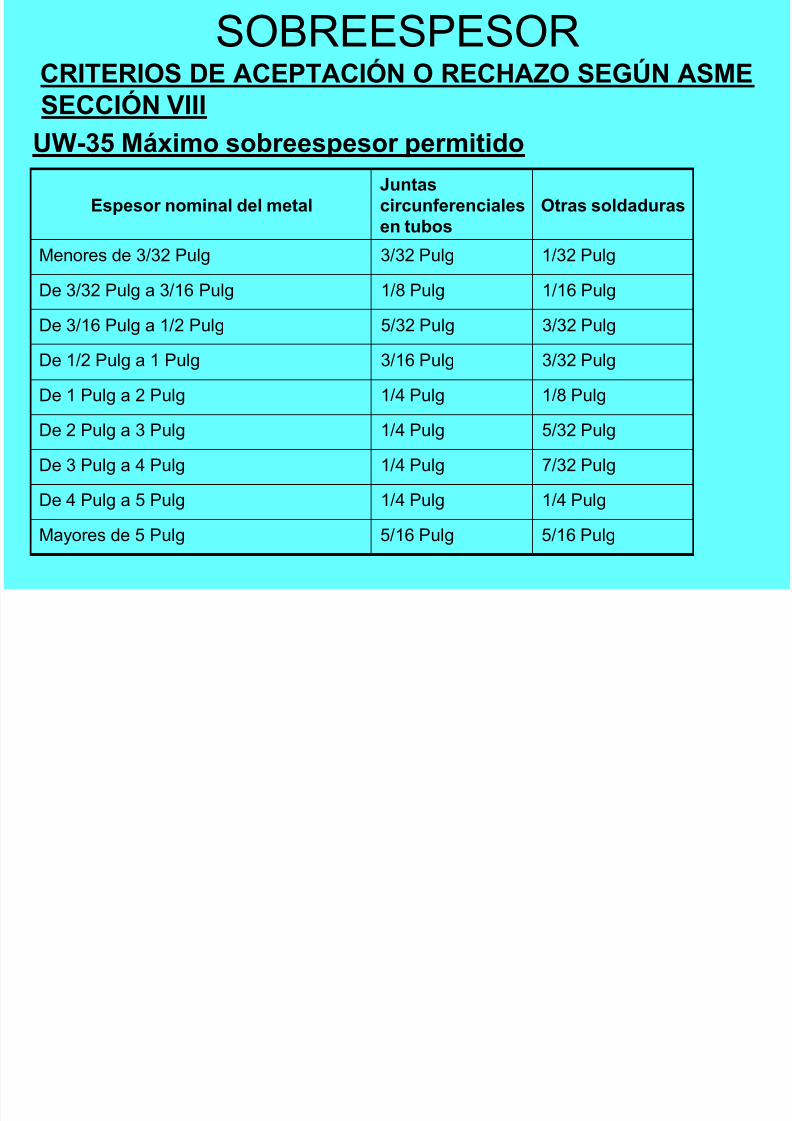
SOBREESPESORCRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN ASMESECCIÓN VIII
UW-35 Máximo sobreespesor permitido
Espesor nominal del metalJuntascircunferencialesen tubos
Otras soldaduras
Menores de 3/32 Pulg 3/32 Pulg 1/32 Pulg
De 3/32 Pulg a 3/16 Pulg 1/8 Pulg 1/16 Pulg
De 3/16 Pulg a 1/2 Pulg 5/32 Pulg 3/32 Pulg
De 1/2 Pulg a 1 Pulg 3/16 Pulg 3/32 Pulg
De 1 Pulg a 2 Pulg 1/4 Pulg 1/8 Pulg
De 2 Pulg a 3 Pulg 1/4 Pulg 5/32 Pulg
De 3 Pulg a 4 Pulg 1/4 Pulg 7/32 Pulg
De 4 Pulg a 5 Pulg 1/4 Pulg 1/4 Pulg
Mayores de 5 Pulg 5/16 Pulg 5/16 Pulg
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 54/184
SOBREESPESOR

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 55/184
Sobreespesor
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 56/184
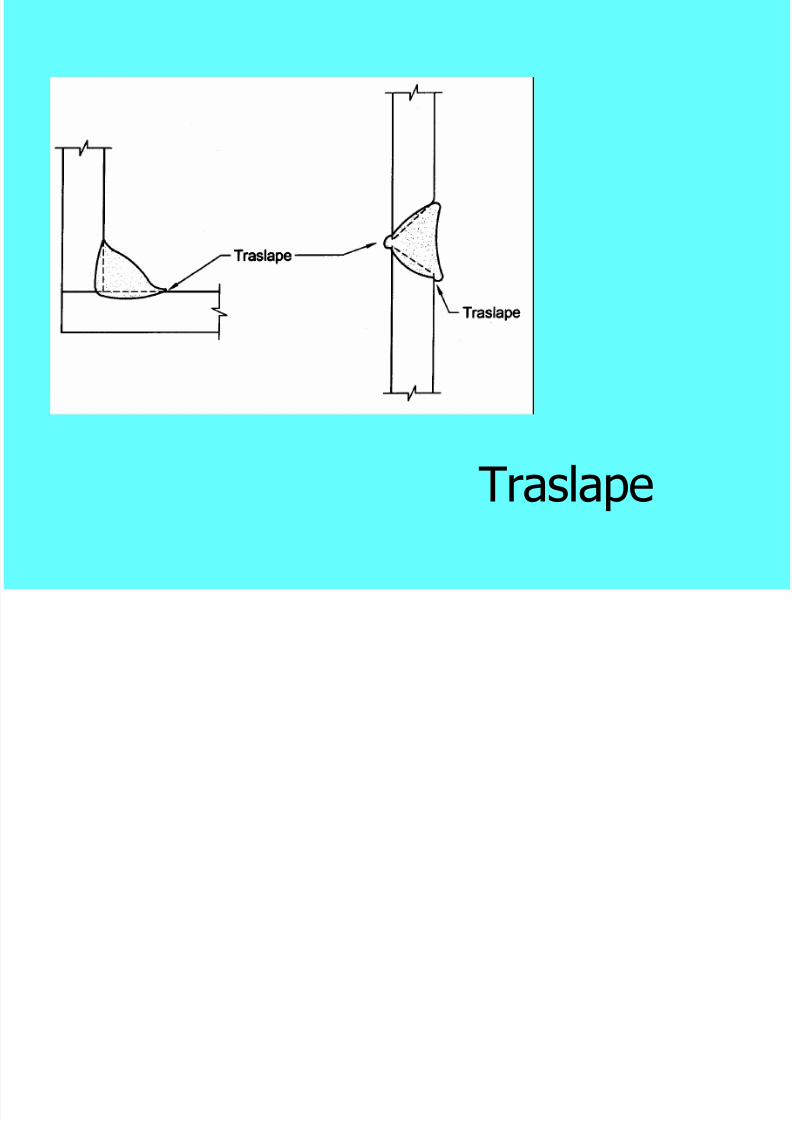
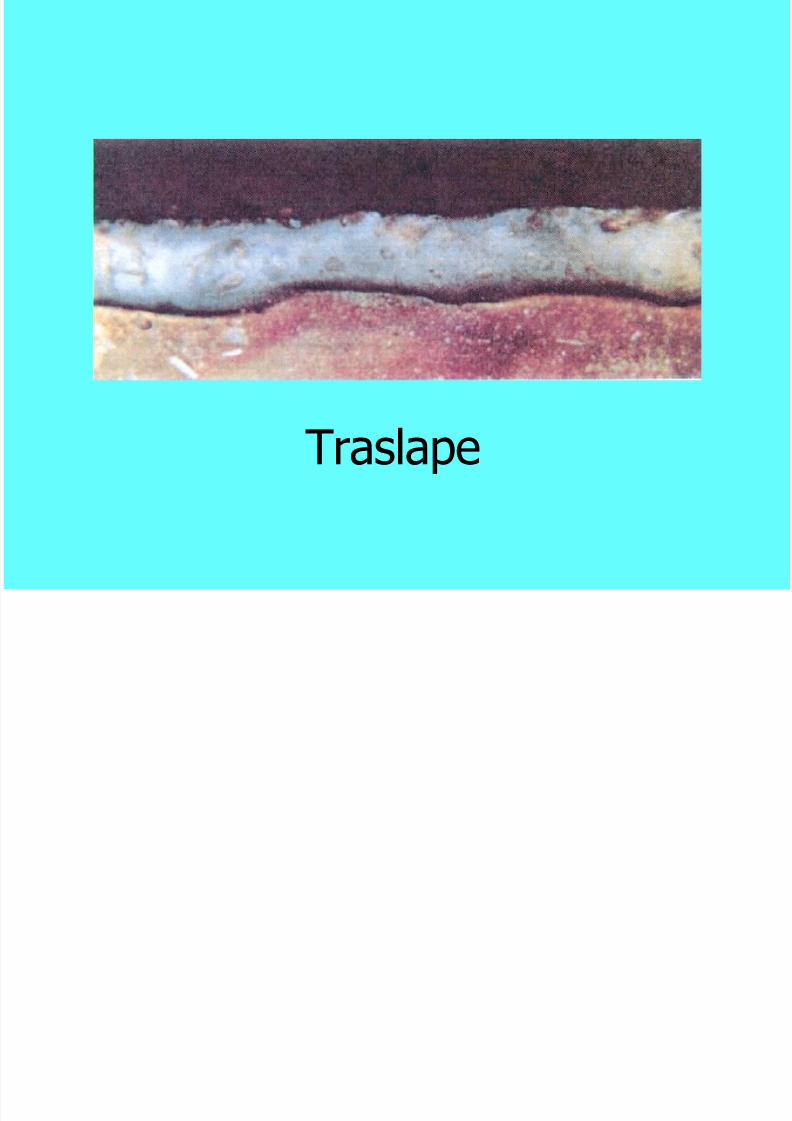
Definición
El traslape es la protuberancia de metal no fundido al
lado de borde (pie) de la soldadura o en la raíz de esta.El traslape es una discontinuidad de la superficie, queforma una entalla mecánica y casi siempre se consideracomo rechazable.
TRASLAPE
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 57/184
Causas
- Mala manipulación del electrodo en arco manual; excesivaoscilación (usualmente en soldaduras verticales).
- Energía de entrada demasiado baja para fundir apropiadamente elmetal base.
- Velocidad muy baja y por tanto, una alta energía de entrada.- Posición inapropiada de la junta.- Mala limpieza del metal base, pues los óxidos adheridos a el
dificultan su fusión.
TRASLAPE
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 58/184
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN AWS D1.1
- Las soldaduras deberán estar libres de sobremonta.
TRASLAPE
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 59/184
Traslape
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 60/184
Traslape
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 61/184
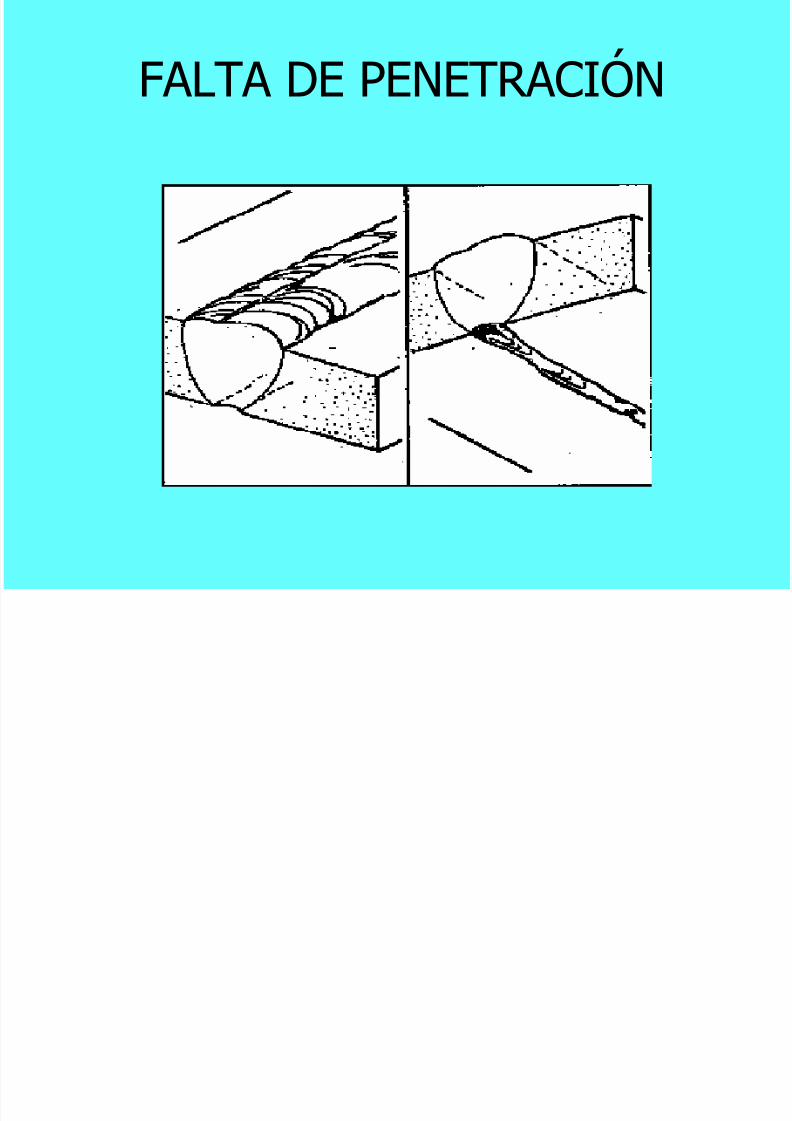
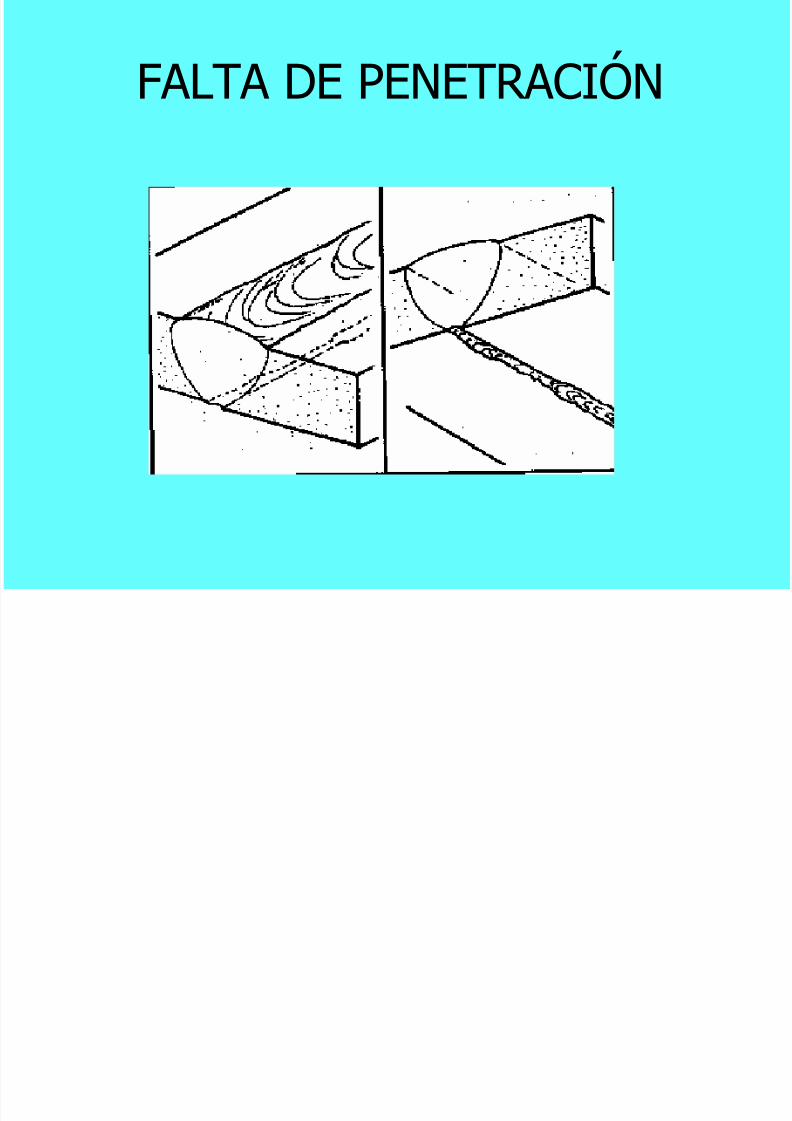
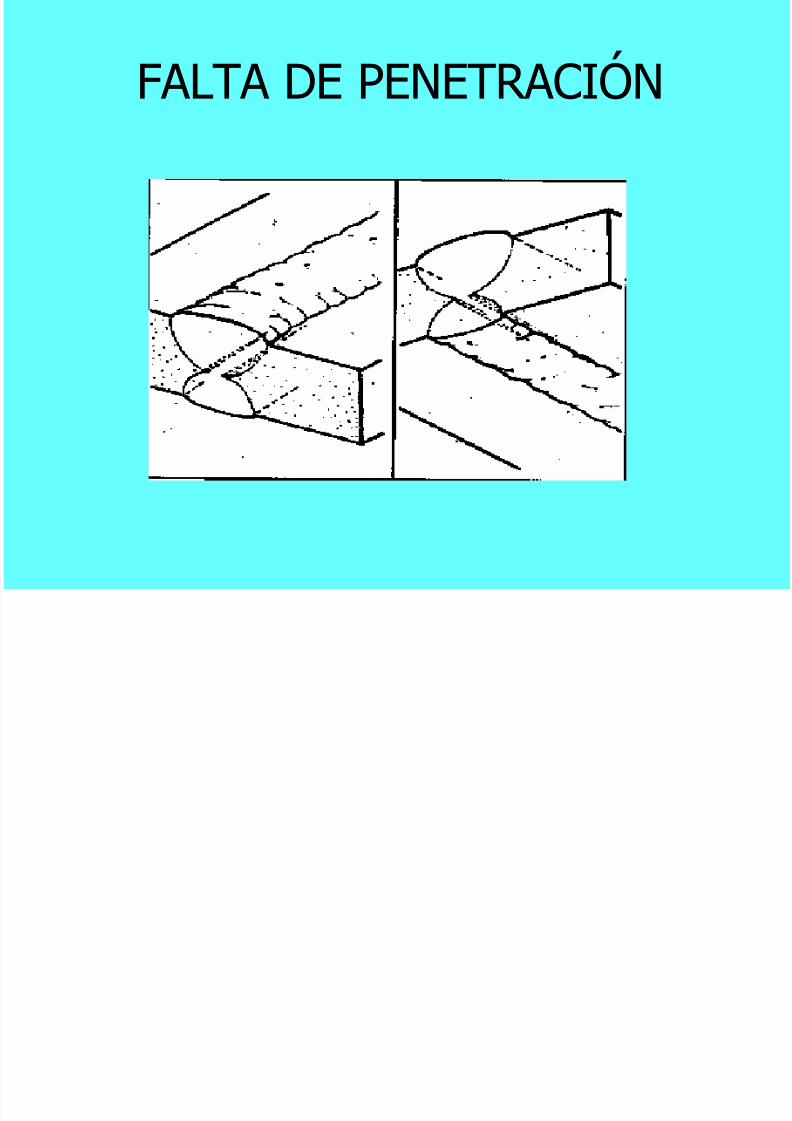
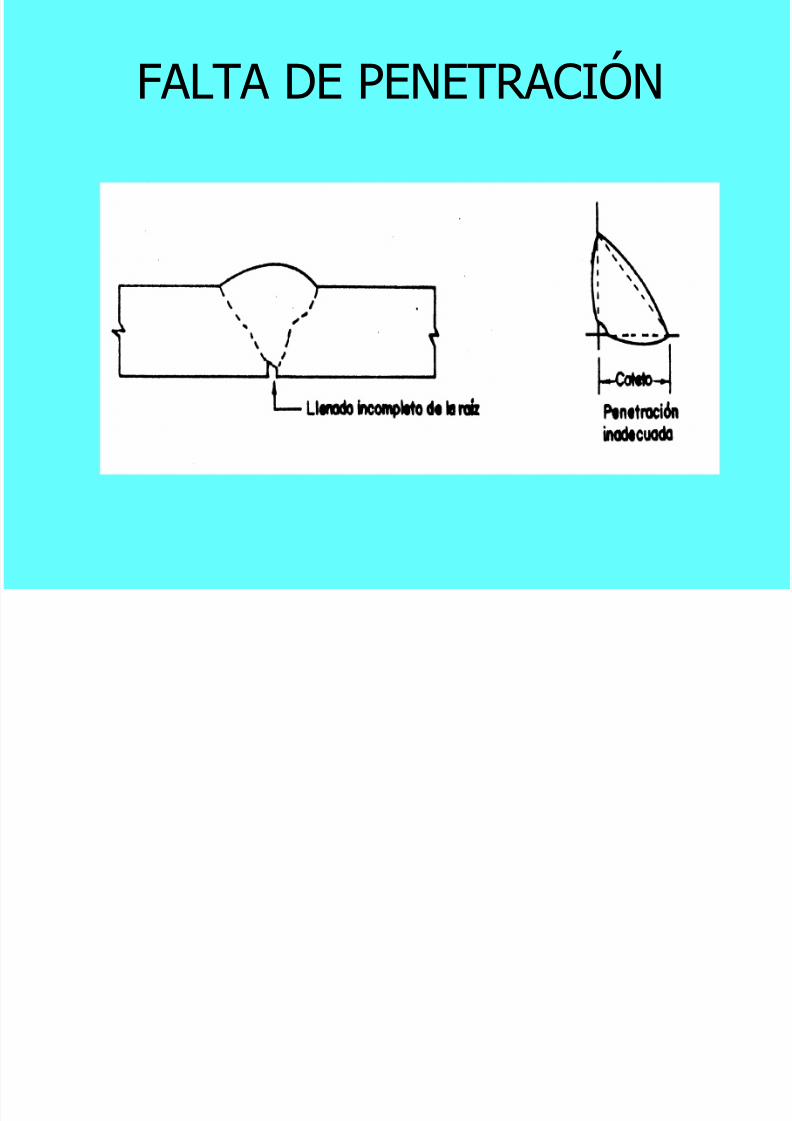
Definición
Es la falta de extensión del metal de aporte hasta la raízde la junta, la penetración incompleta está generalmenteasociada con la garganta de la junta.En algunos diseños de soldadura no siempre serequiere una penetración completa a través de todo elespesor de la junta, estas soldaduras pueden tener una
inadecuada penetración cuando la garganta efectiva esmenor que la especificada.
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 62/184
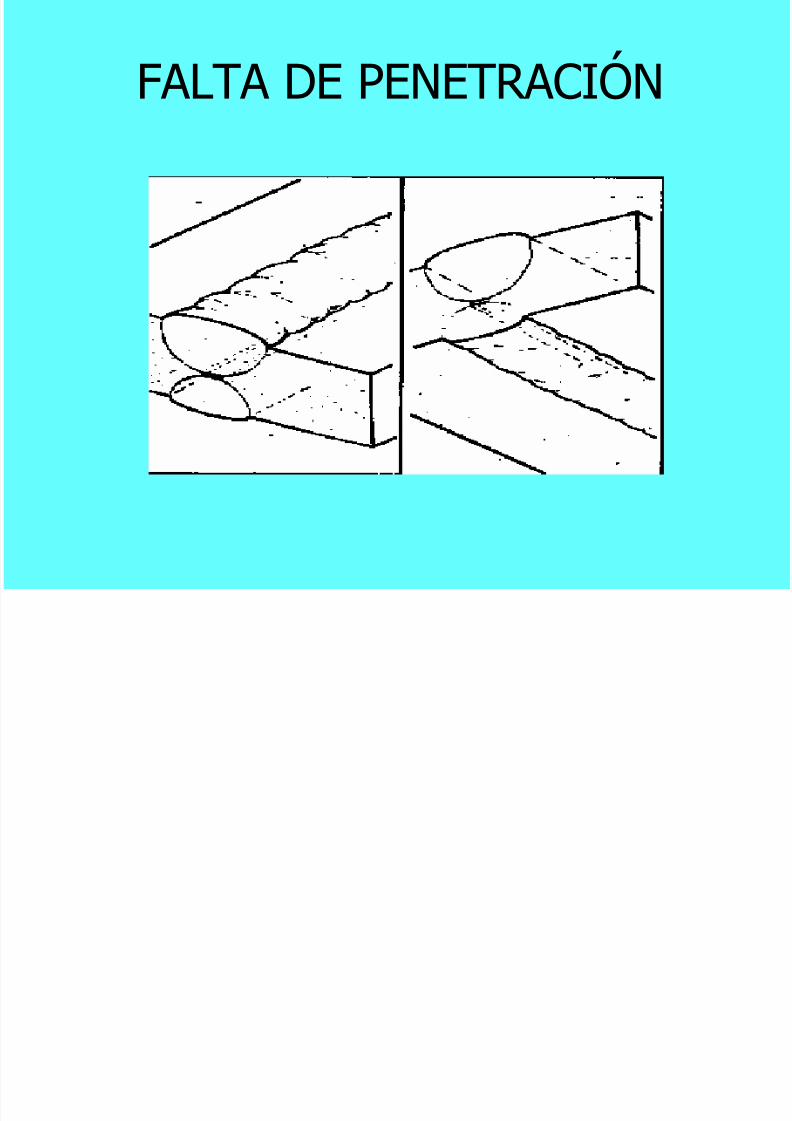
Causas
- Mal diseño de la junta.
- Excesivo espesor en el hombro de la raíz o insuficienteluz entre caras.- Desalineamiento.- Inclusiones formadas adelante del arco debido a una
mala posición del electrodo.- Falta de remoción del metal sólido en la parte posteriorde la soldadura para los siguientes pases.
- Formación de un puente entre las caras de raíz, debidoa una conducción insuficiente del calor hasta la raíz.
FALTA DE PENETRACIÓN
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 63/184
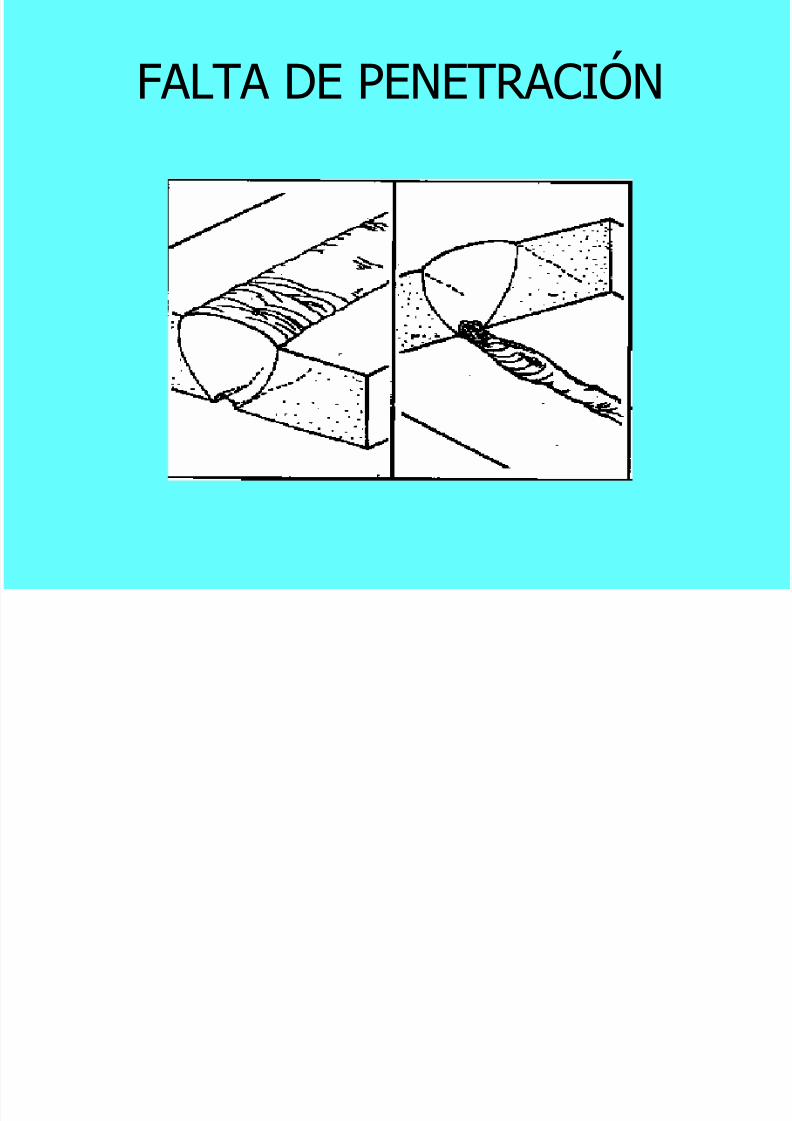
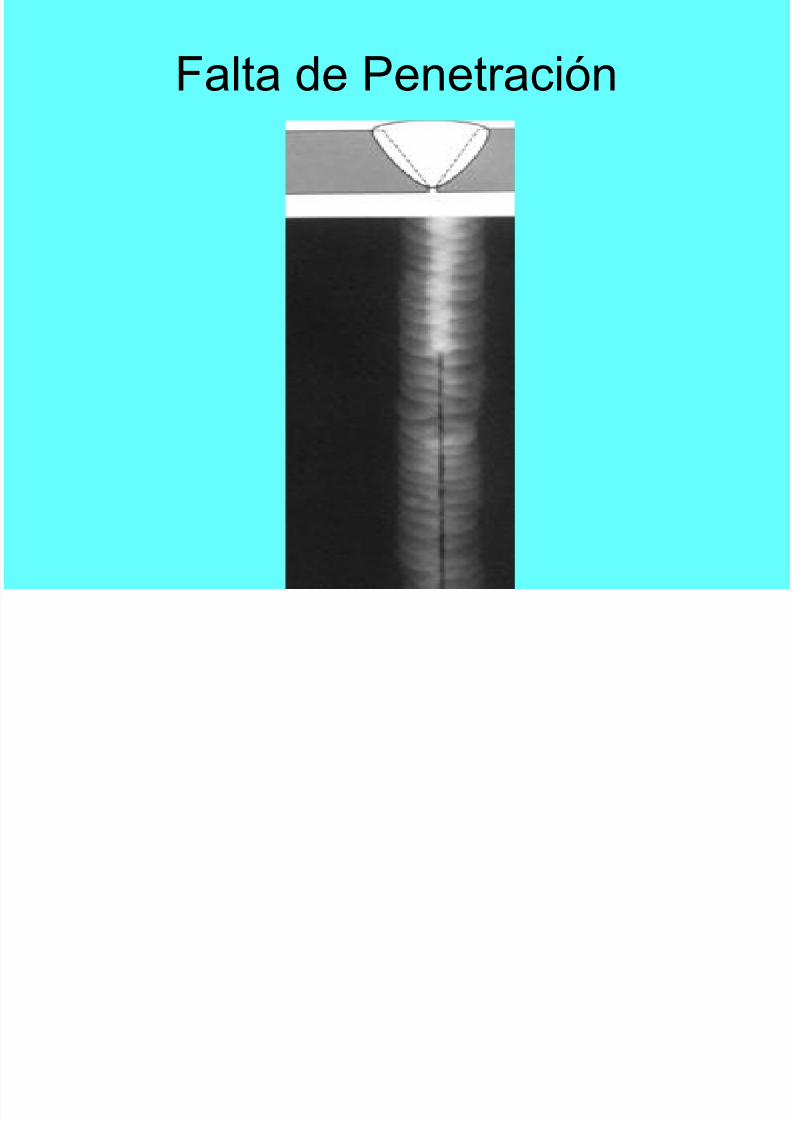
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
9.3.1- Falta de penetración sin desalineamiento (IP)La falta de penetración sin que esté presente un desalineamiento (IP,Inadequete Cross Penetration), se define como el llenado incompleto de la
raíz de la soldadura. La falta de penetración de la raíz debe ser consideradacomo un defecto si existiera alguna de las siguientes condiciones:
A- La longitud de una indicación individual de IP excede 25 mm (1 Pulg).B- La longitud total acumulada de indicaciones IP en cualquier longitud de
soldadura continua de 300 mm (12 Pulg) excede 25 mm (1 Pulg).C- La longitud total acumulada de indicaciones IP excede el 8% de la longitud
soldada en cualquier longitud de soldadura inferior a 300 mm (12 Pulg).
FALTA DE PENETRACIÓN
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 64/184
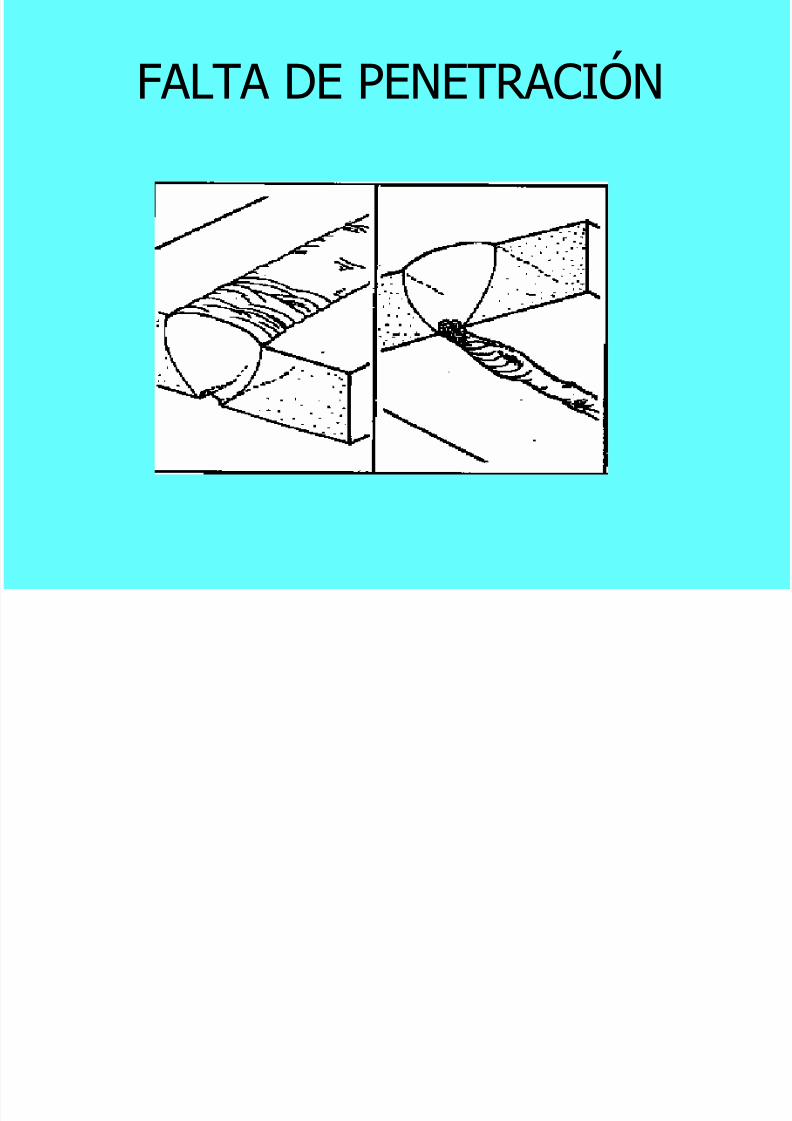
9.3.2 Falta de penetración debida a desalineamiento (IPD)La falta de penetración debida a desalineamiento (IPD, InadequatePenetratiion Due to High-Low), se define como la condición queexiste cuando un borde de la raíz está expuesto (o no unido) porqueel tubo adyacente o el accesorio de la unión están desalineados. La
IPD debe ser considerada un defecto si existiera alguna de lassiguientes condiciones:
A- La longitud de una indicación individual de IPD excede de 50 mm(2 Pulg).
B- La longitud total de las indicaciones de IPD en cualquier longitudcontinua de soldadura de 300 mm (12 Pulg) excede 75 mm (3 Pulg).
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 65/184
FALTA DE PENETRACIÓN
Ó

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 66/184
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 67/184
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 68/184
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 69/184
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 70/184
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 71/184
FALTA DE PENETRACIÓN
Ó
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 72/184
FALTA DE PENETRACIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 73/184
Falta de Penetración
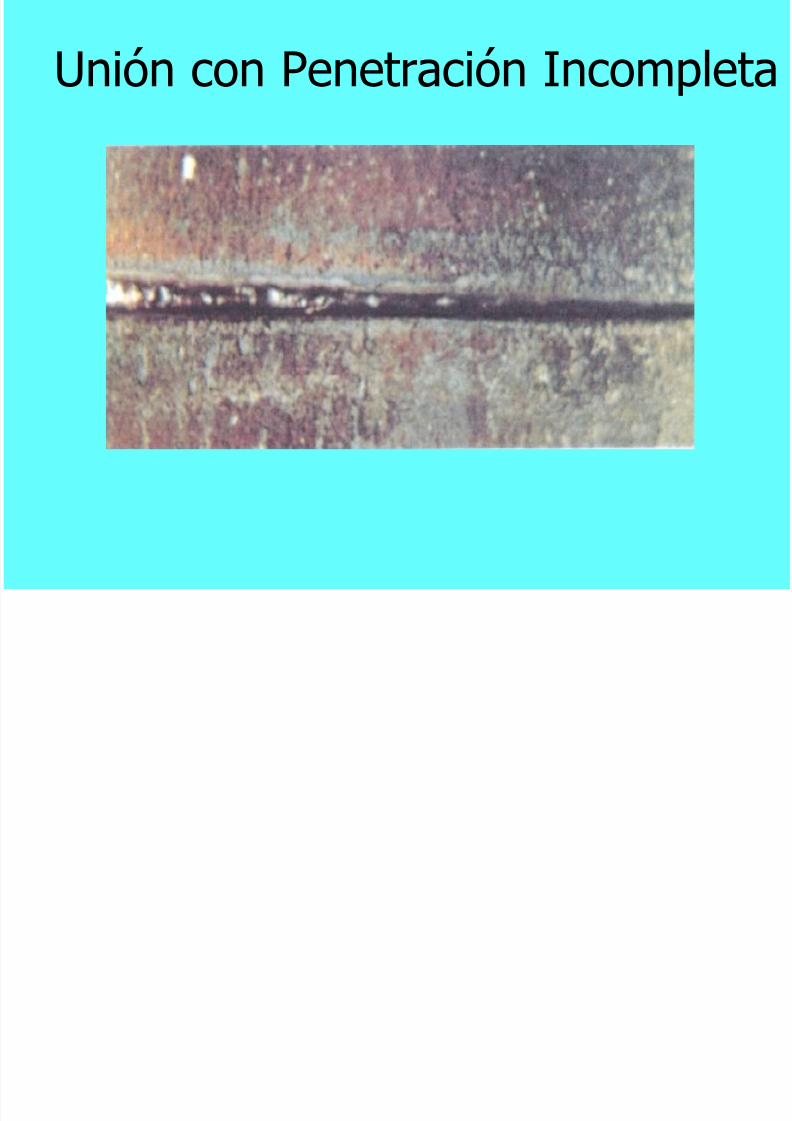
Unión con Penetración Incompleta
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 74/184
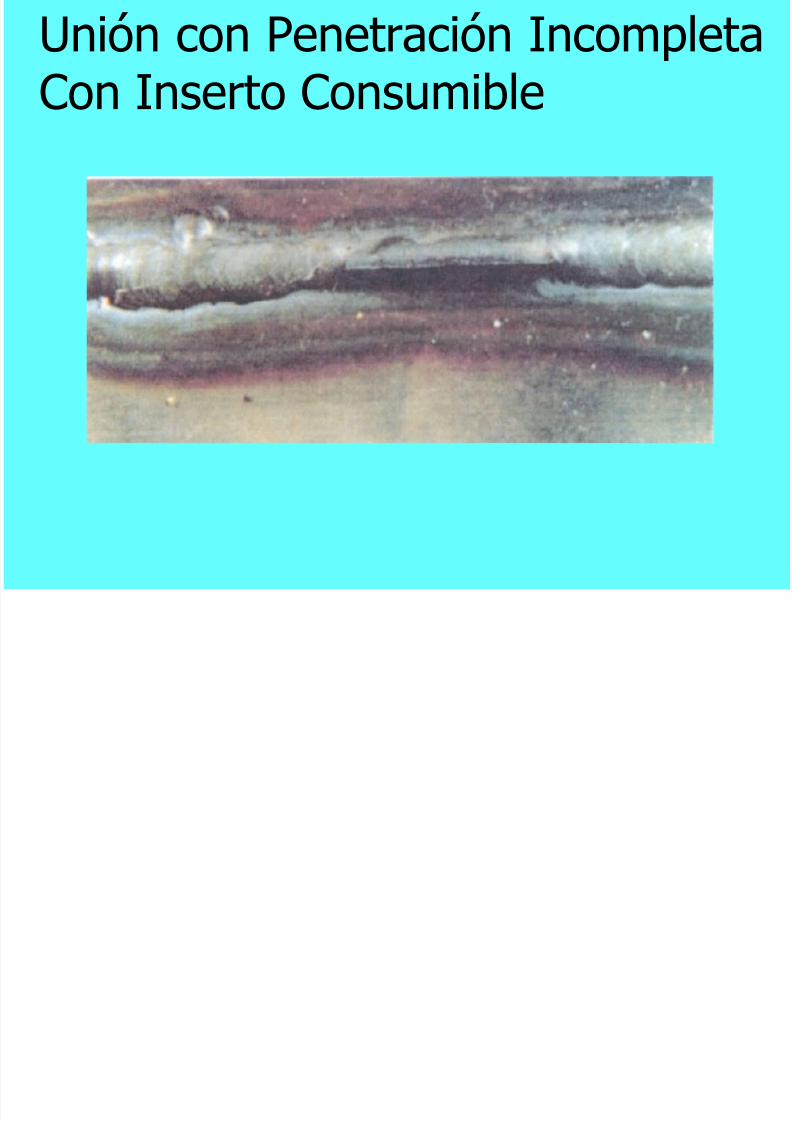
Unión con Penetración IncompletaCon Inserto Consumible
U ió P t ió I l t
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 75/184
Unión con Penetración Incompleta
Ó
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 76/184
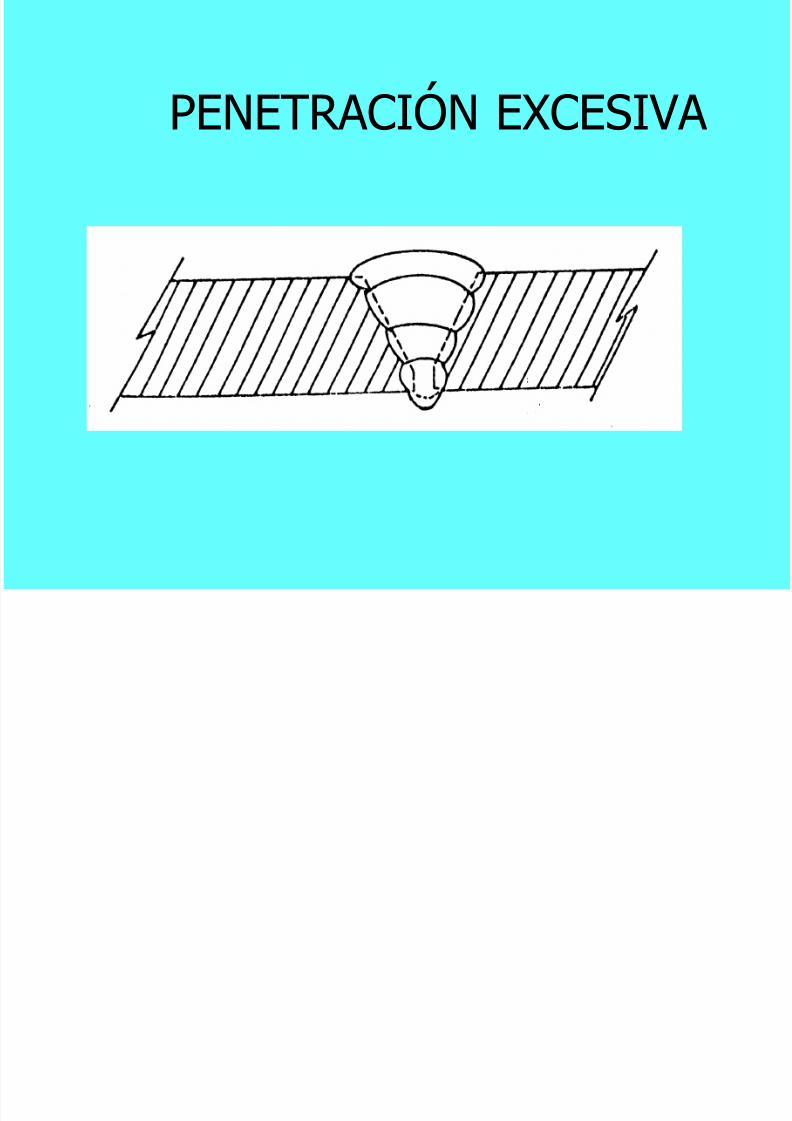
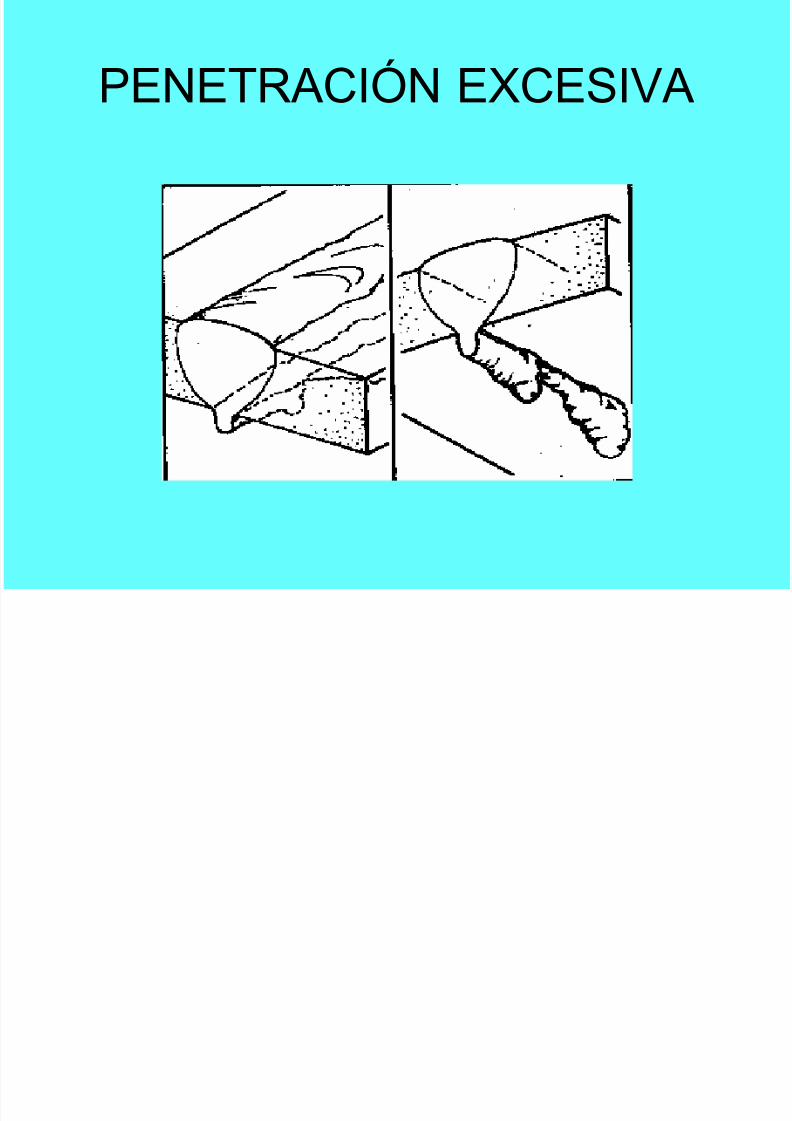
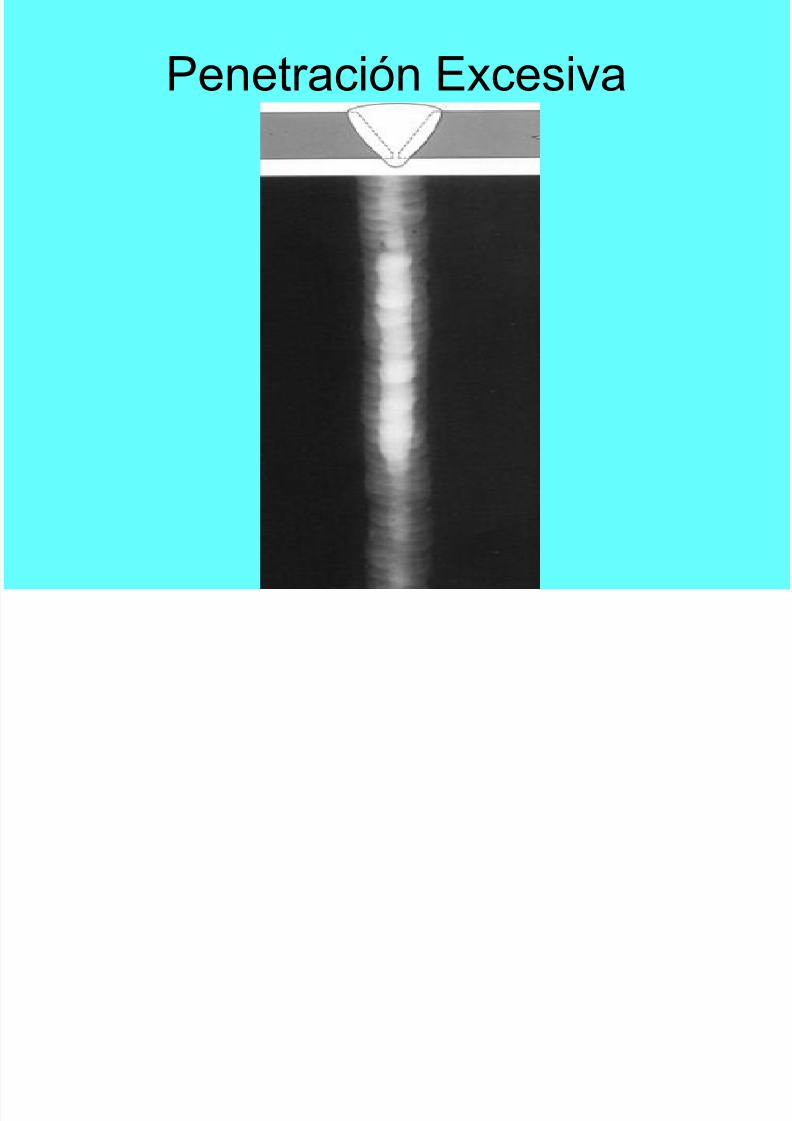
Definición
Es una sobremonta en la raíz, producida en una uniónsoldada desde un lado; generalmente, aceptables, a
menos que resulte ser una del tipo sobremonta excesivade raíz.
PENETRACIÓN EXCESIVA
Ó
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 77/184
Causas
- Preparación o ensamble incorrecto.- Excesiva luz en la raíz.
- Chapas de respaldo mal montadas.- Pase de raíz incapaz de soportar los subsiguientespases.
- Energía aportada demasiado baja.- Falta de destreza por parte del soldador.
PENETRACIÓN EXCESIVA
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 78/184
PENETRACIÓN EXCESIVA
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 79/184
PENETRACIÓN EXCESIVA
P ió E i
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 80/184
Penetración Excesiva
FALTA DE FUSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 81/184
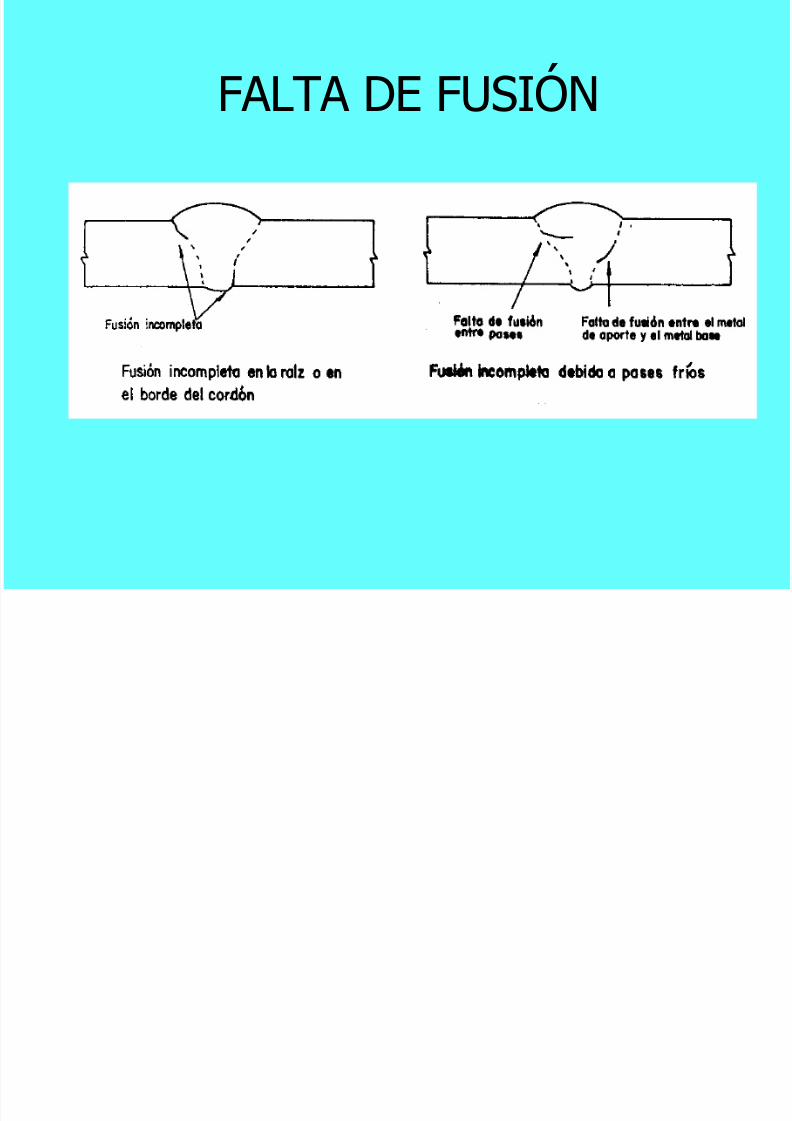
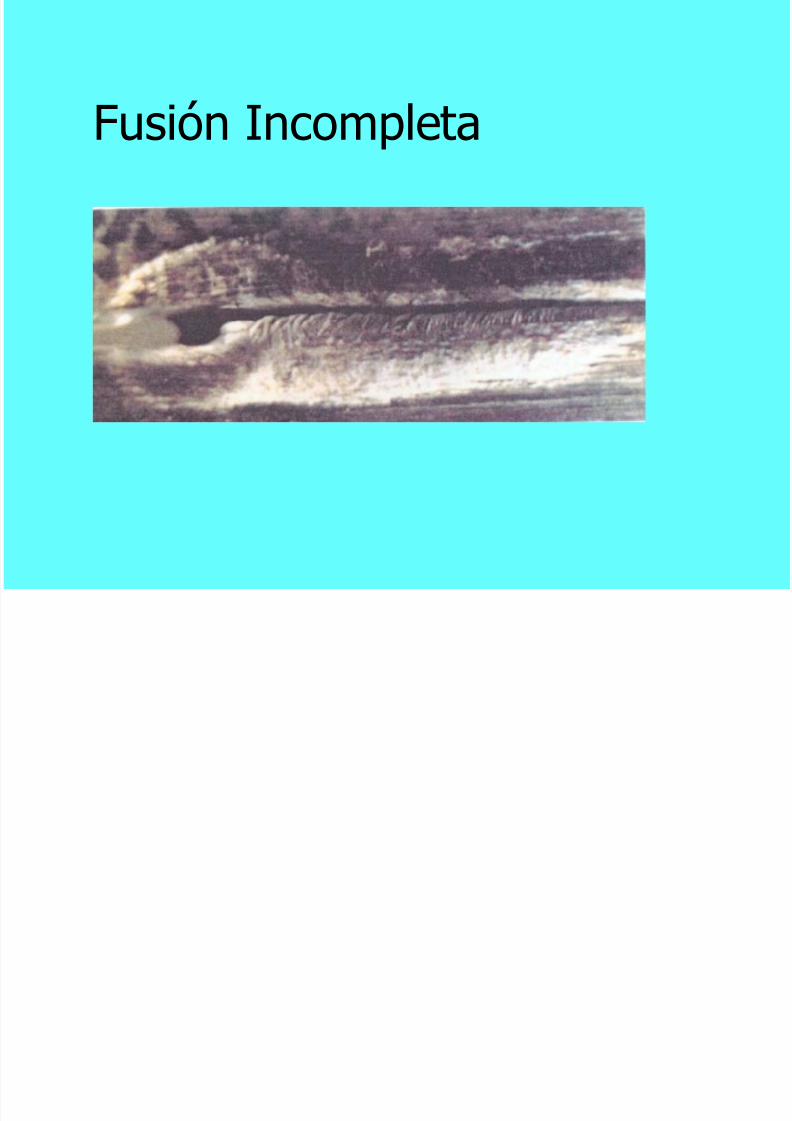
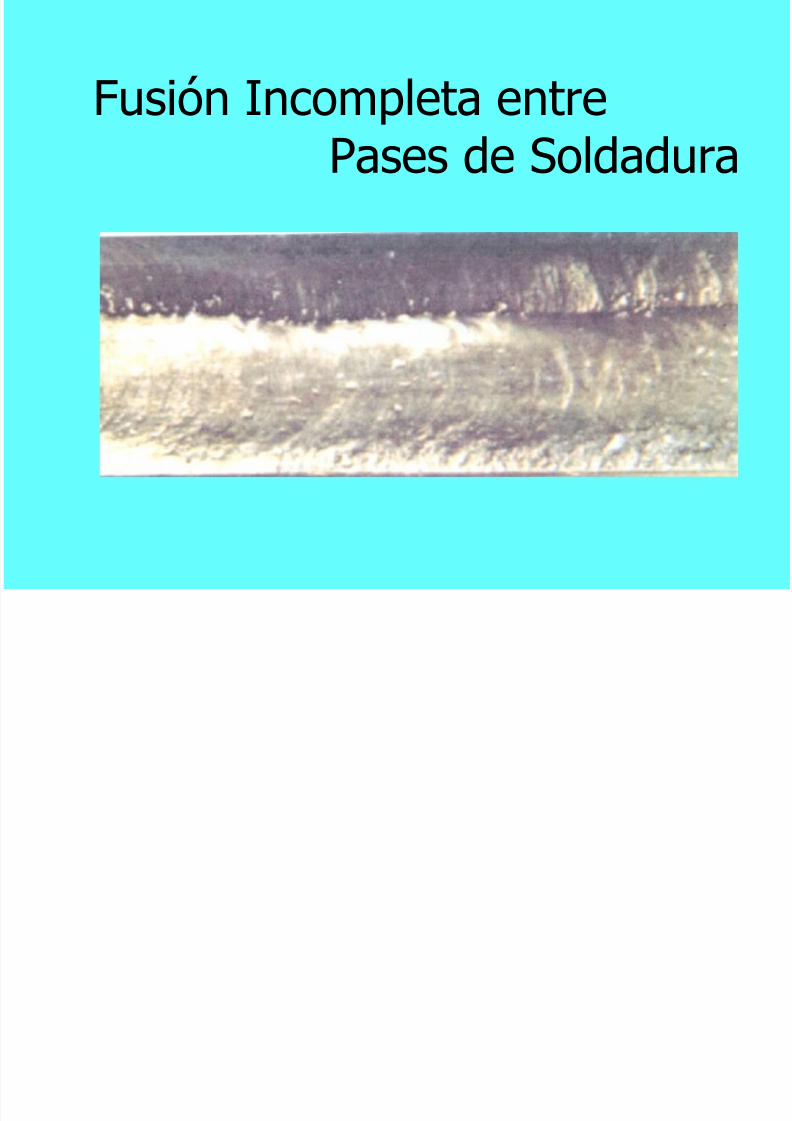
Definición
La fusión incompleta es una discontinuidad de lasoldadura, en la cual la fusión no ocurrió entre el metal
de aporte y las caras de fusión o entrepases. Estas sonel resultado de técnicas inapropiadas de soldadura.
FALTA DE FUSIÓN
FALTA DE FUSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 82/184
Causas
- Insuficiente suministro de calor como resultado de una
baja corriente o alta velocidad.- Posiciones incorrecta del electrodo.- Excesiva inductancia durante la creación del arco en
procesos de arco protegido por gas, como MAG.- Falta de remoción de óxidos o escorias de las caras de
la garganta, o de cordones anteriores.- Mala elección del tipo o tamaño del electrodo.- Diseño de la junta mal hecho.- Gas protector inadecuado.
FALTA DE FUSIÓN
FALTA DE FUSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 83/184
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
9.3.4 Debe ser considerada como un defecto si existiera algunade las siguientes condiciones:
A- La longitud de una indicación individual no debe exceder 25mm (1 Pulg).
B-La longitud total acumulada de las indicaciones en cualquierlongitud continua de soldadura de 300 mm (12 Pulg) excede 25mm (1 Pulg).
C- La longitud total acumulada de las indicaciones excede el 8%de la longitud soldada, en cualquier longitud de soldadurainferior a 300 mm (12 Pulg).
FALTA DE FUSIÓN
FALTA DE FUSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 84/184
9.3.5- Fusión incompleta debida a un traslape frióLa fusión incompleta debida a un traslape frío debe serconsiderado un defecto si existiera alguna de las
siguientes condiciones:A- La longitud de una indicación individual exceda 50 mm
(2 Pulg).B- La longitud total acumulada de las indicaciones en
cualquier longitud de soldadura continua de 300 mm(12 Pulg) excede 50 mm (2 Pulg).C- La longitud total acumulada de indicaciones excede el 8%
de la longitud de soldadura.
FALTA DE FUSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 85/184
FALTA DE FUSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 86/184
Fusión Incompleta

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 87/184
Fusión Incompleta en laCara de Raíz
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 88/184
Fusión Incompleta entre
Pases de Soldadura
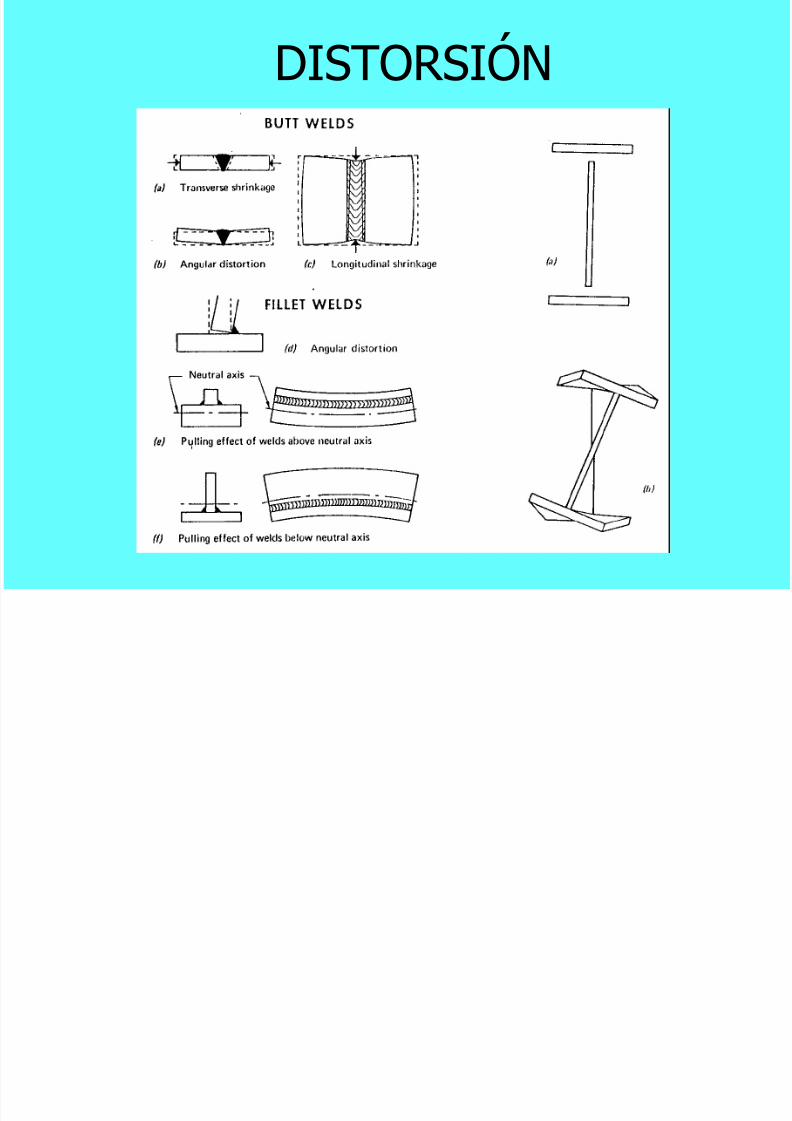
DISTORSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 89/184
Definición
Deformación presentada en el metal de soldadura y enla ZAC del metal base, con la consecuente variación en
la alineación y forma de la unión soldada.
DISTORSIÓN
DISTORSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 90/184
Causas
- Esfuerzos de gran magnitud que resultan de laexpansión y contracción térmica (debida al calor
involucrado durante la soldadura), como también a lasolidificación del metal fundido.Estos esfuerzos permanecen en la estructura soldadadespués de haberse enfriado.
DISTORSIÓN
DISTORSIÓN
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 91/184
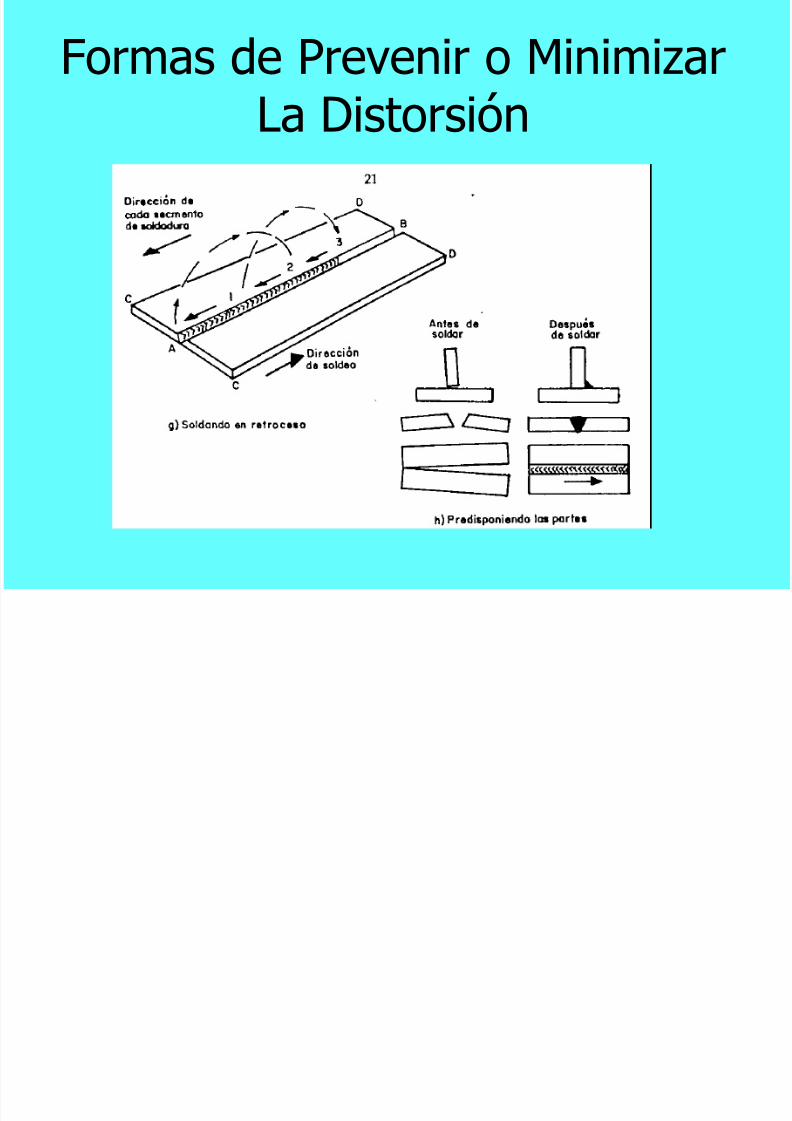
DISTORSIÓN
Formas de Prevenir o Minimizar
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 92/184
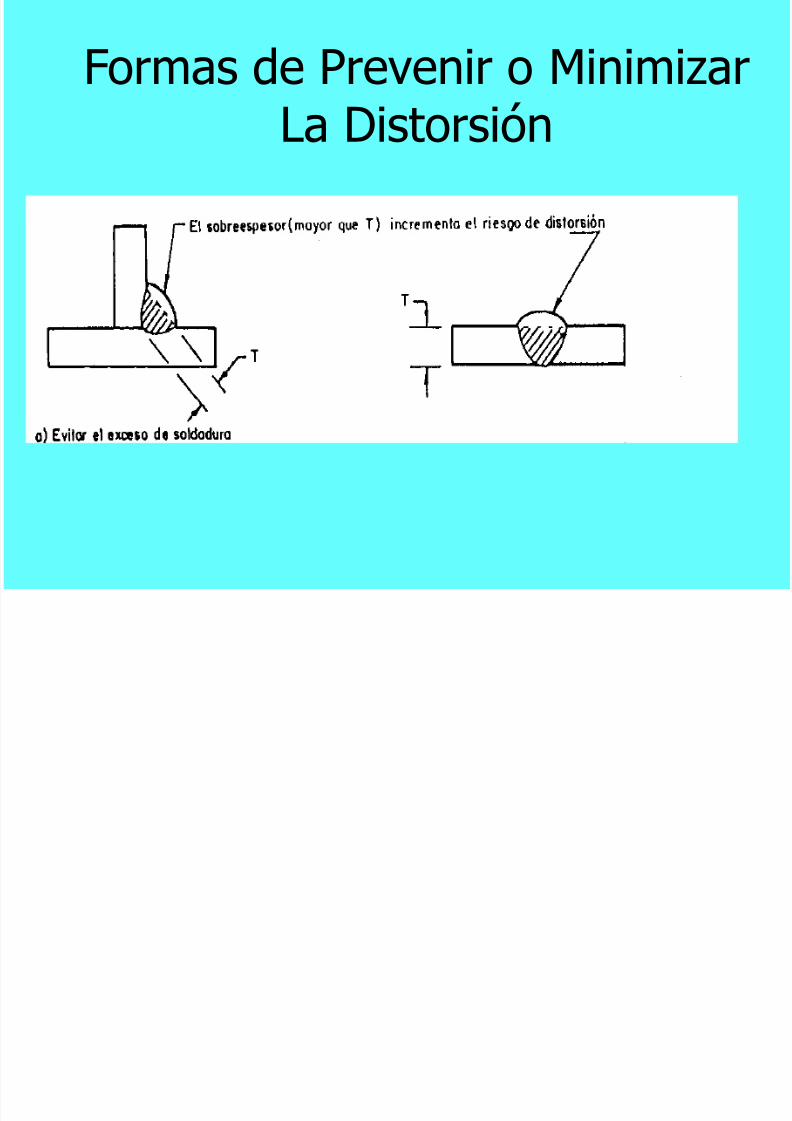
Formas de Prevenir o MinimizarLa Distorsión
Formas de Prevenir o Minimizar
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 93/184
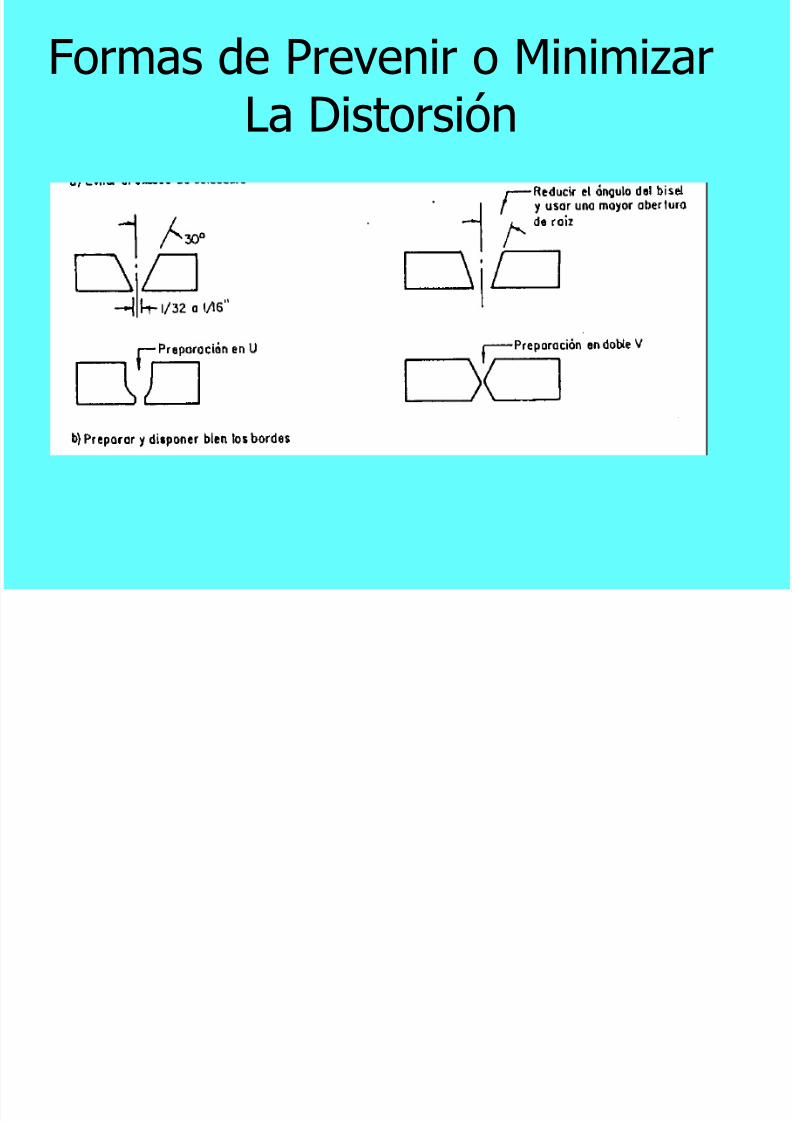
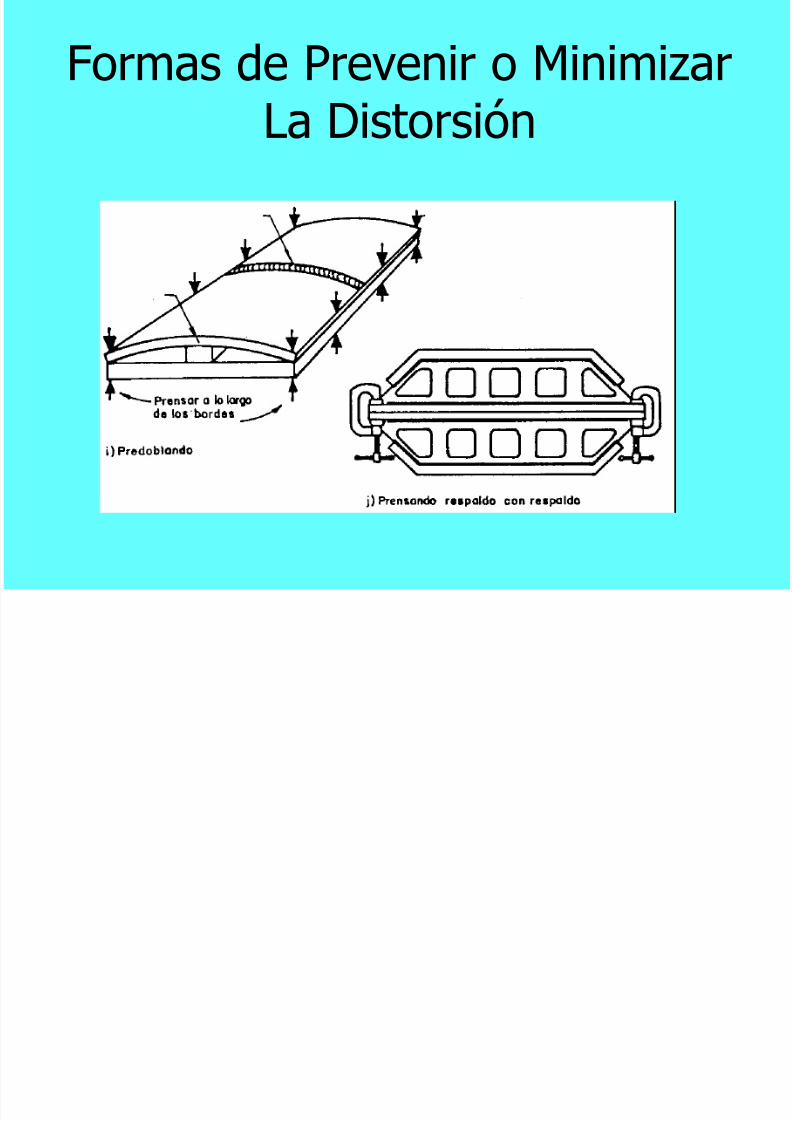
Formas de Prevenir o MinimizarLa Distorsión
Formas de Prevenir o Minimizar
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 94/184
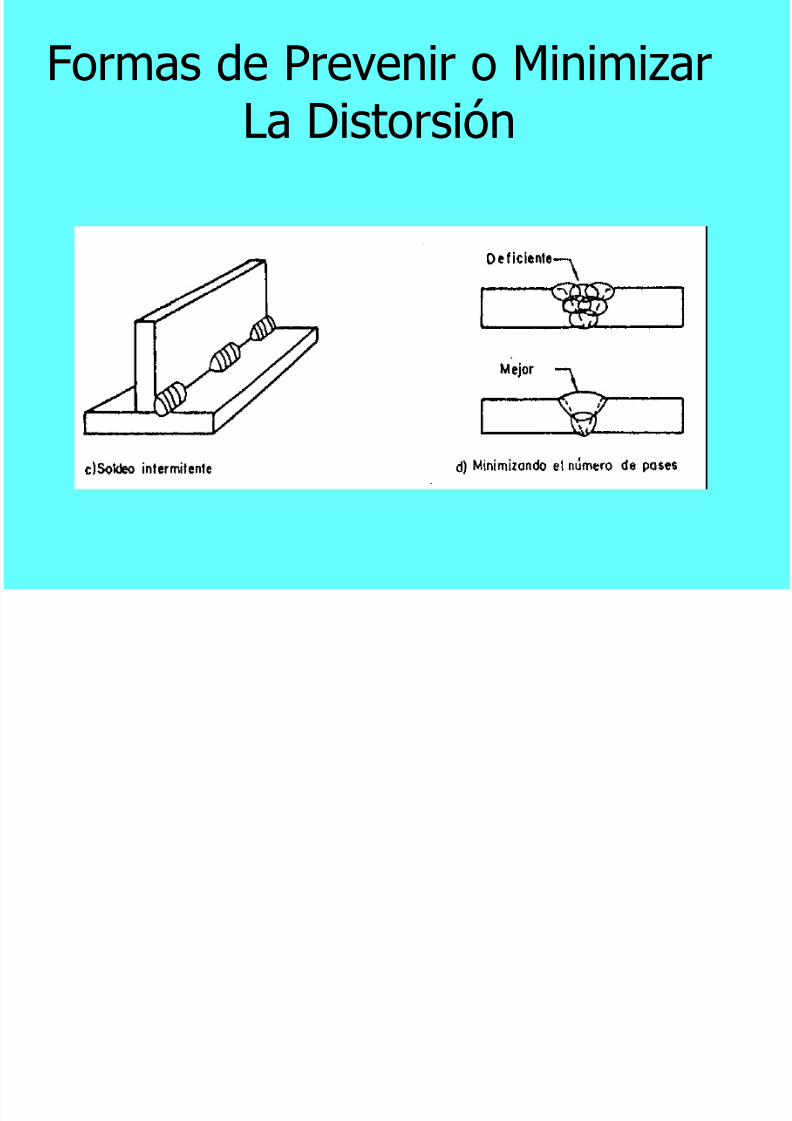
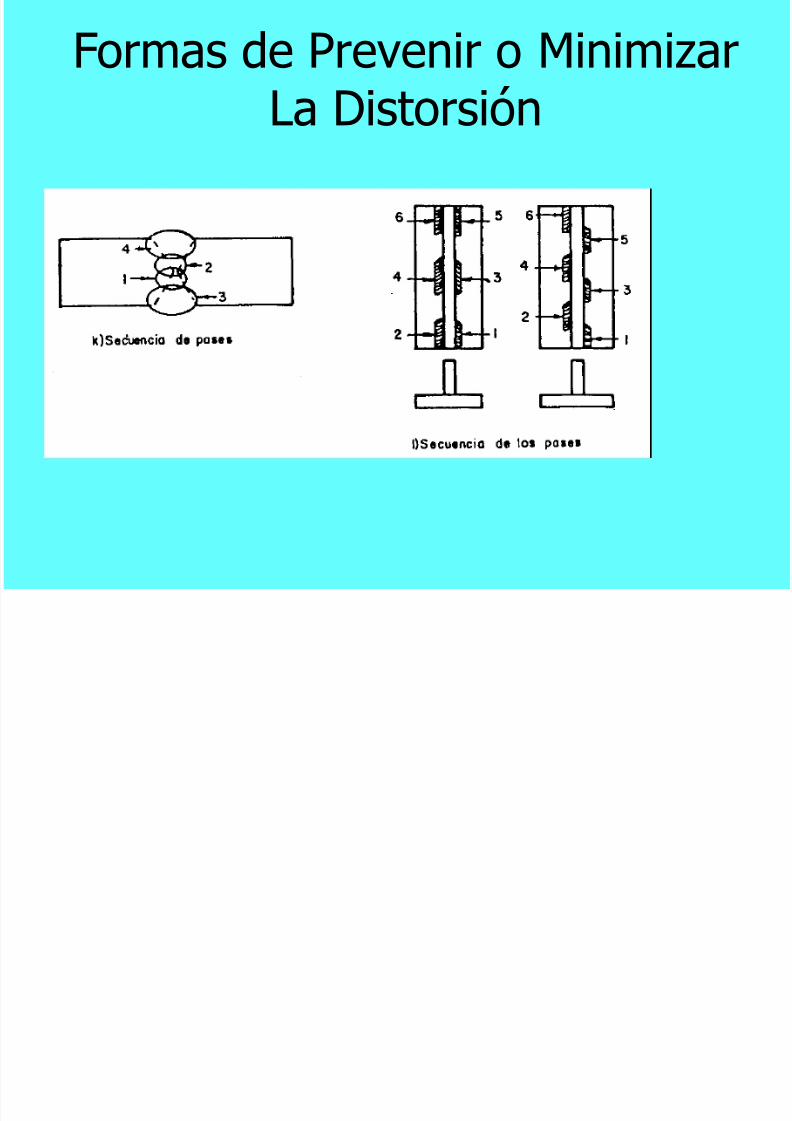
Formas de Prevenir o MinimizarLa Distorsión
Formas de Prevenir o Minimizar
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 95/184
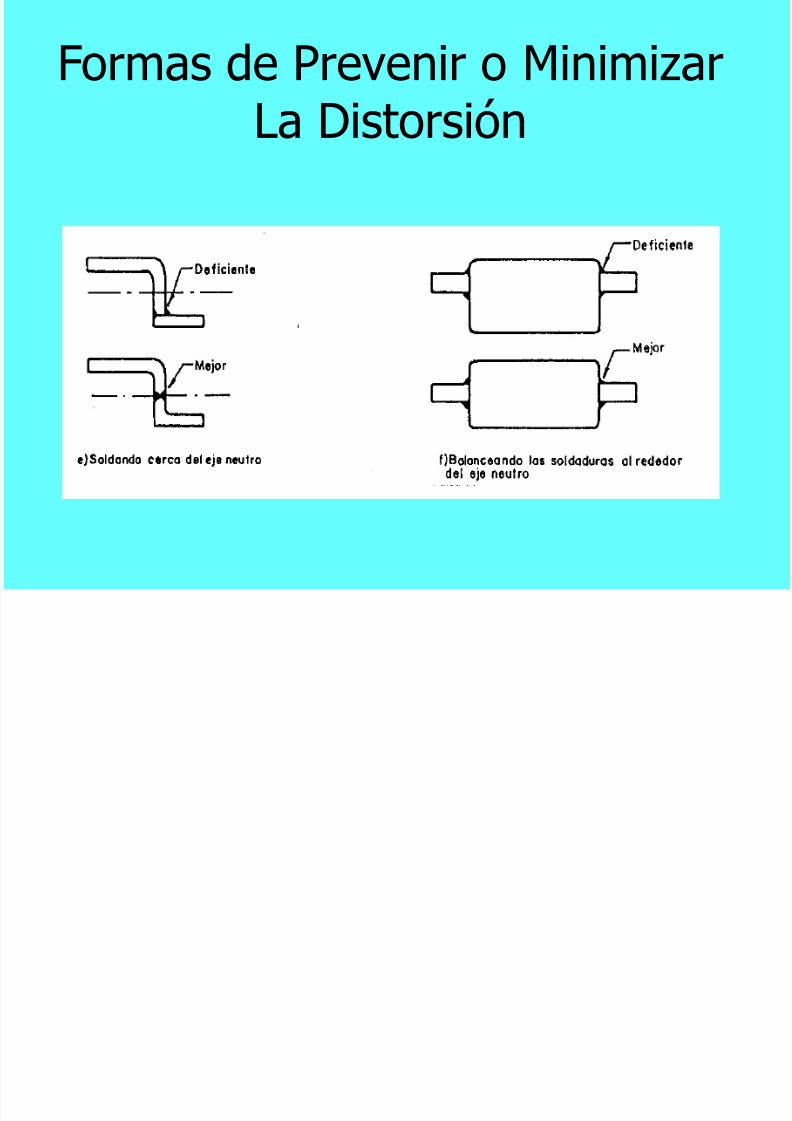
Formas de Prevenir o MinimizarLa Distorsión
Formas de Prevenir o Minimizar
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 96/184
Formas de Prevenir o MinimizarLa Distorsión
Formas de Prevenir o Minimizar
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 97/184
Formas de Prevenir o MinimizarLa Distorsión
Formas de Prevenir o Minimizar
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 98/184
La Distorsión
SALPICADURAS
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 99/184
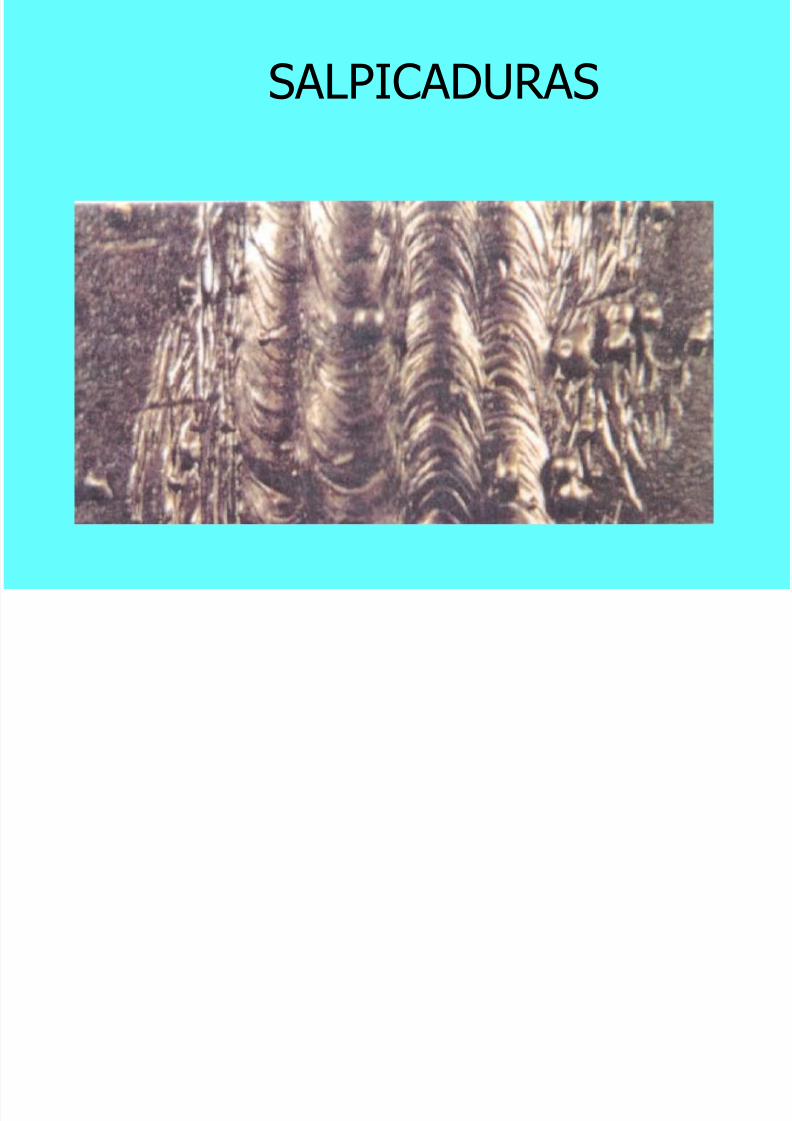
Definición
Consisten en partículas de metal expelidas durante lafusión, que no forman parte de la soldadura. Las
salpicaduras que se adhieren al metal base son delinterés del inspector visual.
SALPICADURAS
SALPICADURAS
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 100/184
Causas
- Condiciones incorrectas de soldeo, como energíaexcesiva, demasiada longitud del arco, soplo magnéticoen el arco, insuficiente inductancia en procesos de
soldadura como MAG con CO2.- Soldadura contaminada como por ejemplo conelectrodos húmedos.
- Por la excesiva cantidad de gases liberados al enfriarrápidamente.
- Reacciones entre ciertos elementos en el metal, porejemplo debido a sulfuros y gases en la atmósfera querodea la soldadura.
SALPICADURAS
SALPICADURAS
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 101/184
SALPICADURAS
Choque accidental de arco
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 102/184
Definición
Un choque del arco es una discontinuidad que consisteen cualquier metal fundido localizado, metal afectado
por el calor, o el cambio de perfil de la superficie encualquier parte de una soldadura o del metal base acausa de un arco.
Choque accidental de arco
Choque accidental de arco
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 103/184
Causas
- Difícil acceso de la junta.
- Aislante defectuoso en la manija o en la boquilla.- Falta de un soporte aislado para la pinza o boquilla
cuando no esta en uso.- Terminal del cable de retorno flojo.
- Ajustar la alimentación del alambre en procesos MIGcon CO2, sin interrumpir el flujo de corriente.
Choque accidental de arco
Choque accidental de arco

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 104/184
Poro Cráter
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 105/184
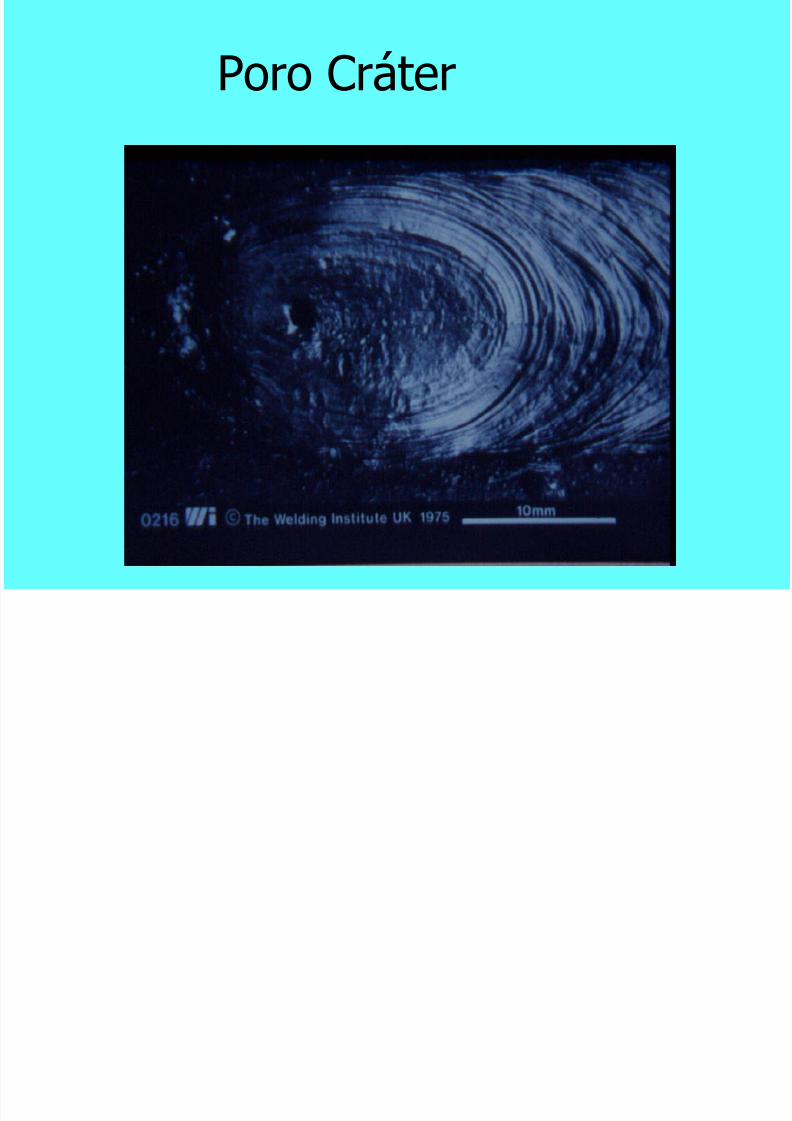
Definición
Es una depresión dada por la contracción del metal al
terminar el cordón, en el lugar donde fue retirada lafuente de calor.En la soldadura los cráteres tienden a formar grietas ycavidades, pues el cráter enfría mas rápidamente que el
resto del cordón, y solidifica del contorno hacia adentro,favoreciendo la formación de grietas por contracciones.
Poro Cráter
Poro Cráter
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 106/184
Causas
- Combinación de reacciones de desoxidacióninterrumpidas y del cambio de volumen de liquido a
sólido.
Poro Cráter
Poro Cráter
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 107/184
Poro CráterCRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN AWS D1.1
TABLA 6.1(3)Todos los cráteres serán llenados en toda la seccióntransversal de la soldadura.
Para estructuras cargadas estáticamenteTodos los cráteres serán llenados en toda la seccióntransversal de la soldadura.
Para estructuras cargadas dinámicamenteTodos los cráteres serán llenados en toda la seccióntransversal de la soldadura.
Poro Cráter
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 108/184
Poro Cráter
Ondulado Excesivo
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 109/184
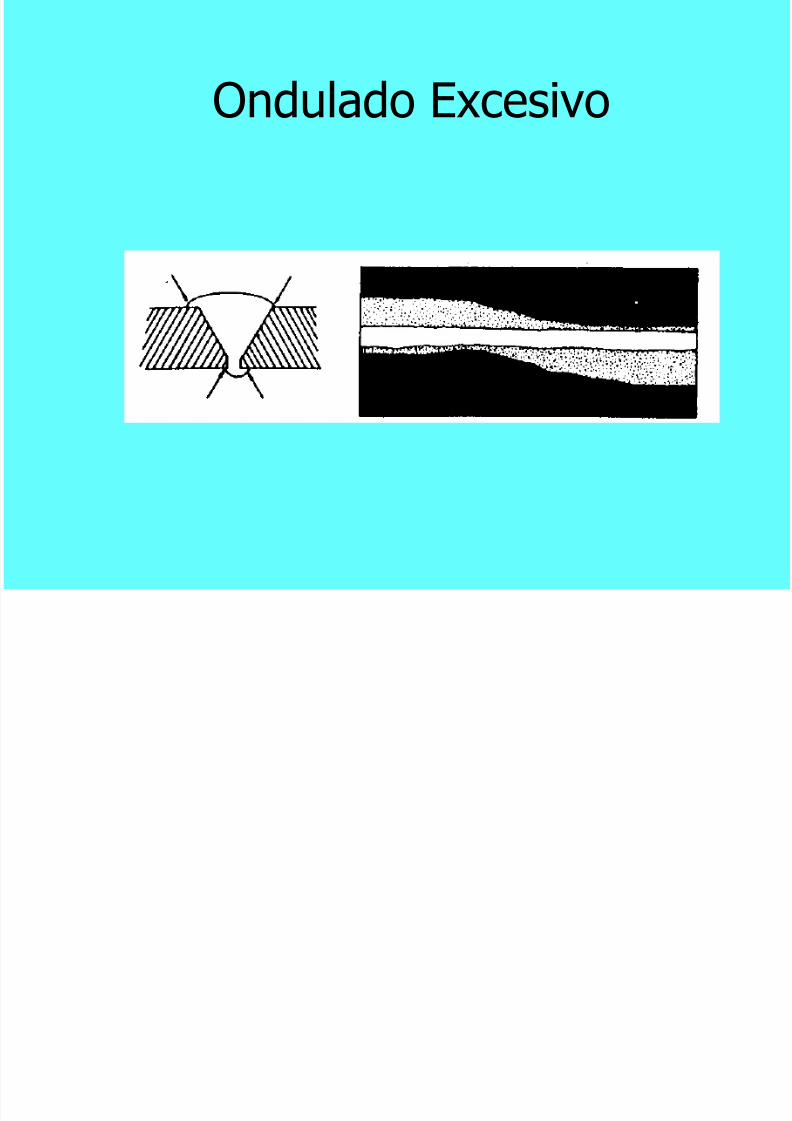
Definición
Es un ondulado exagerado en la superficie de la soldadura, el cualaunque casi nunca constituye un defecto que justifique sueliminación , para algunos tipos de cargas y posiciones, puede darorigen a defectos graves como fisuras.
- Para cargas estáticas y cargas de fatiga, con el cordón en posicióntransversal, el ondulado no es motivo de rechazo.
- Para cargas repetidas longitudinales, el ondulado actuara comoconcentrador de tensiones que pueden conducir eventualmente a laformación de una fisura por fatiga por fatiga en el cordón.
Ondulado Excesivo
Ondulado Excesivo
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 110/184
Causas
- Se origina en el proceso de solidificación del charcodurante la soldadura. Parece que el proceso no es
continuo, sino que se produce a saltos, o sea que luegode un avance repentino del frente de solidificación, seproduce un instante de reposo y así sucesivamente.Esto debido a factores térmicos y metalúrgicos de
segregación de soluto frente a la interfase sólido-liquido.
Ondulado Excesivo
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 111/184
Ondulado Excesivo
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 112/184
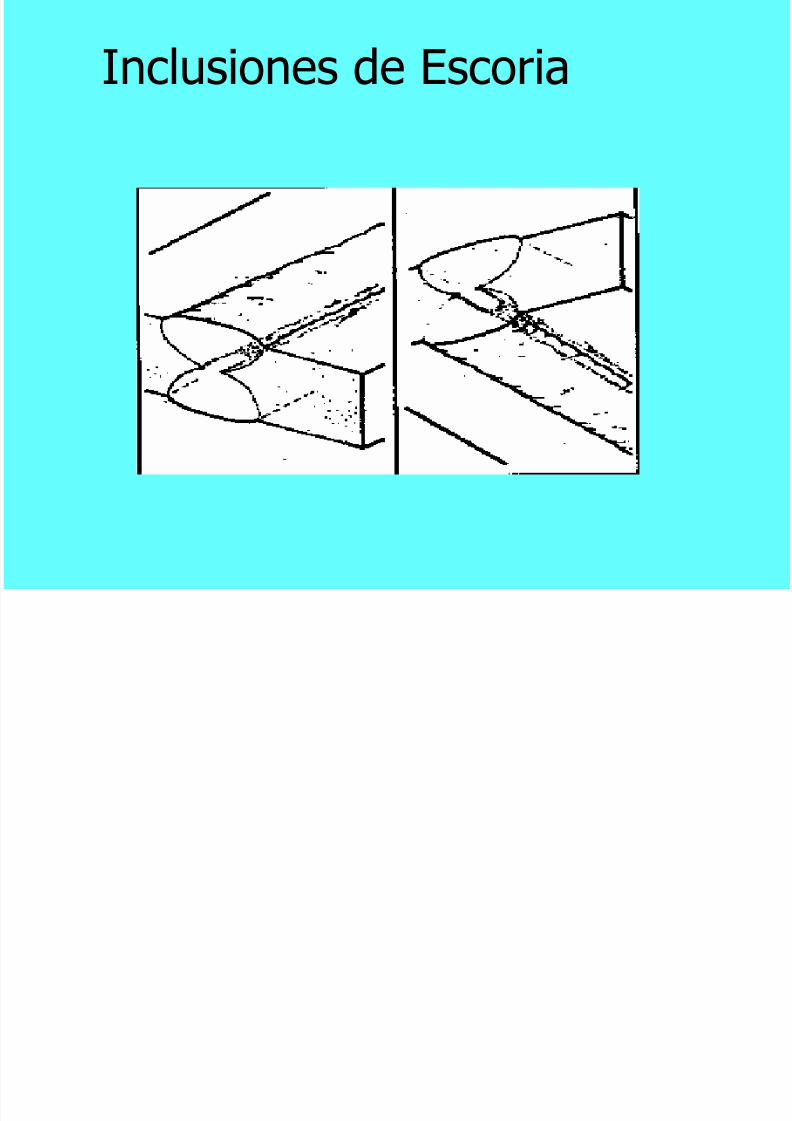
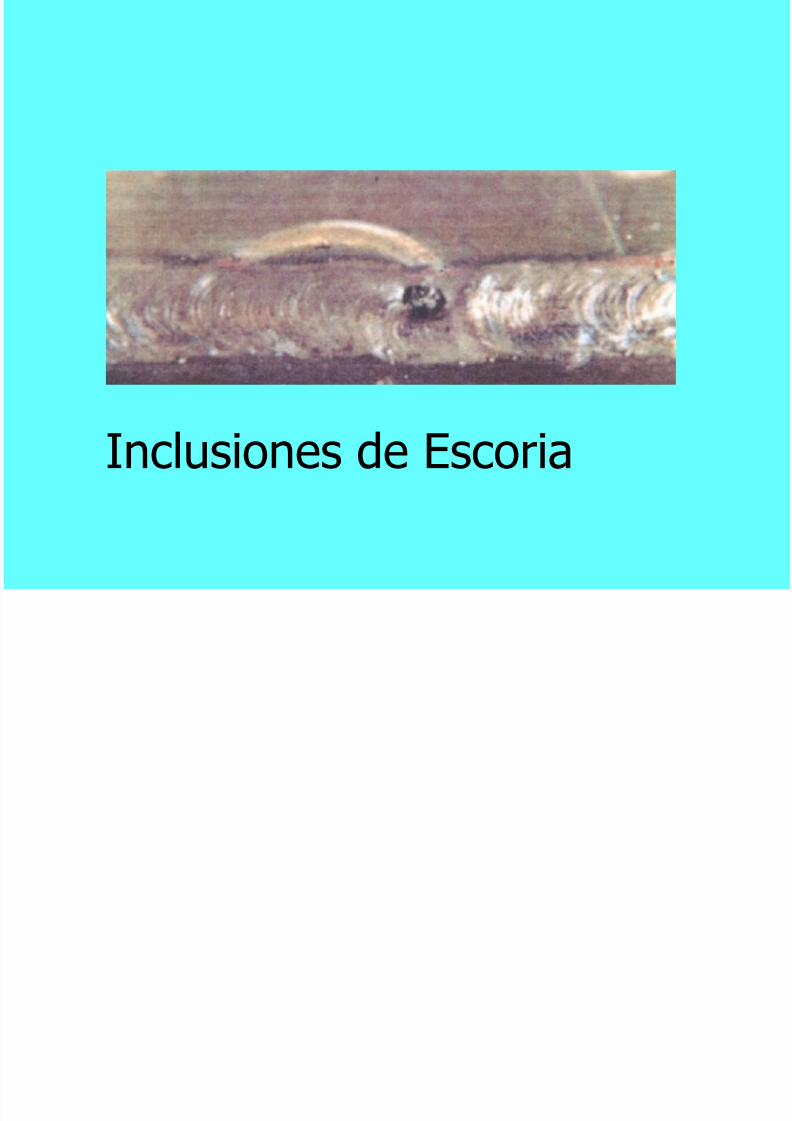
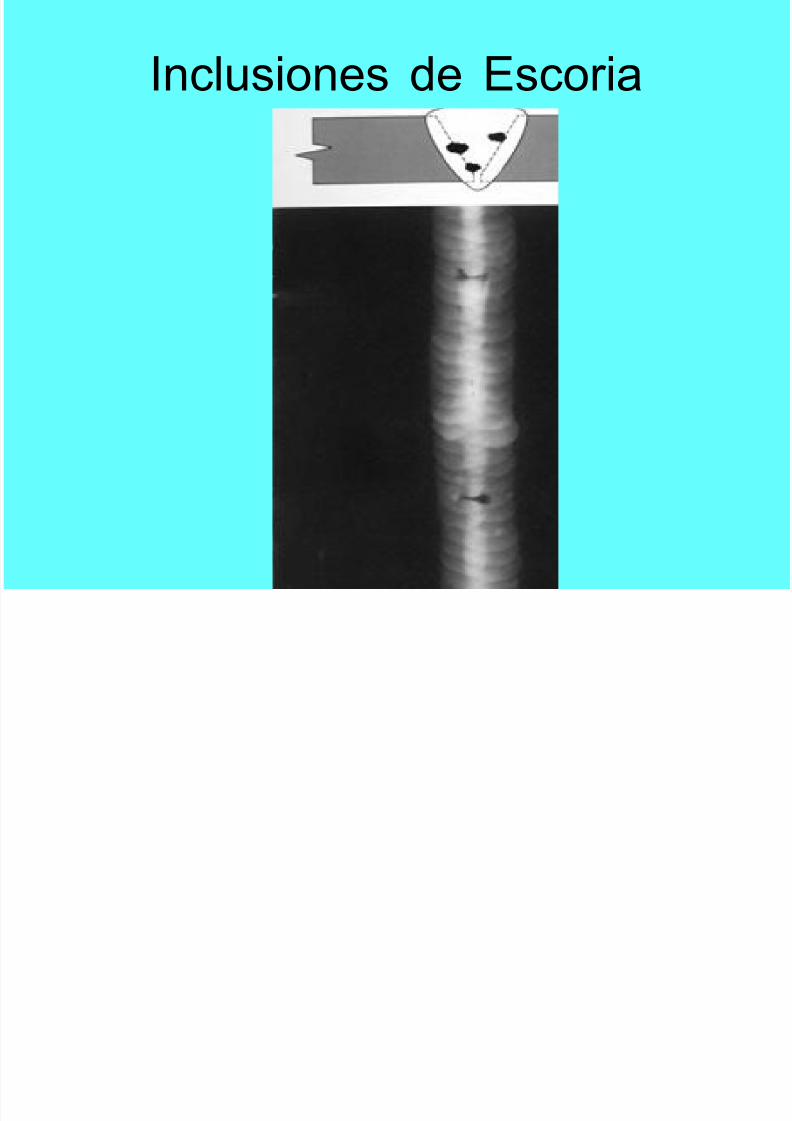
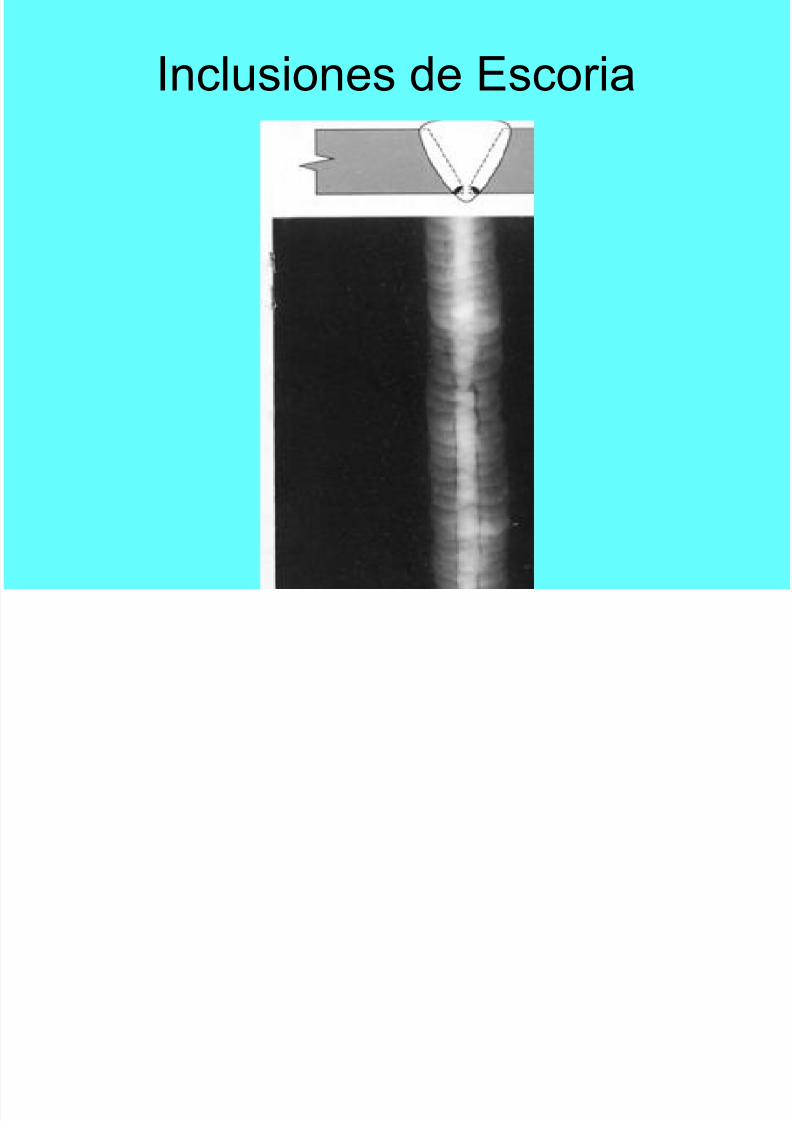
Inclusiones de Escoria
Definición
Es material sólido no metálico atrapado en el material de
soldadura o en su unión con el metal base, estospresentan en la mayoría de los procesos de soldadurapor arco y se puede encontrar aislados de formairregular, con una apariencia diferente a los poros degas, o líneas paralelas del eje axial de la soldadura.
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 113/184
Inclusiones de Escoria
Causas
- Mala manipulación del electrodo.- Flujo de escoria adelante del arco, debido a una
inapropiada posición del electrodo.- Remoción incompleta de la escoria solidificada en los
pases intermedios.- Un incorrecto perfil del cordón en pases intermedios.
- Presencia de óxidos y cascarillas en el metal baseprovenientes de la laminación.
- Inclusiones de sólidos de fundente provenientes deelectrodos con revestimientos deteriorados.
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 114/184
Inclusiones de EscoriaCRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
9.3.8.2- Para tuberías con un diámetro exterior mayor o igual a 23/8 pulg (60.33 mm), las inclusiones de escoria seránconsideradas inaceptables cuando exista una cualquiera de las
siguientes condiciones:A- La longitud de la indicación de una inclusión alargada deescoria exceda a 2 Pulg (50.8 mm).
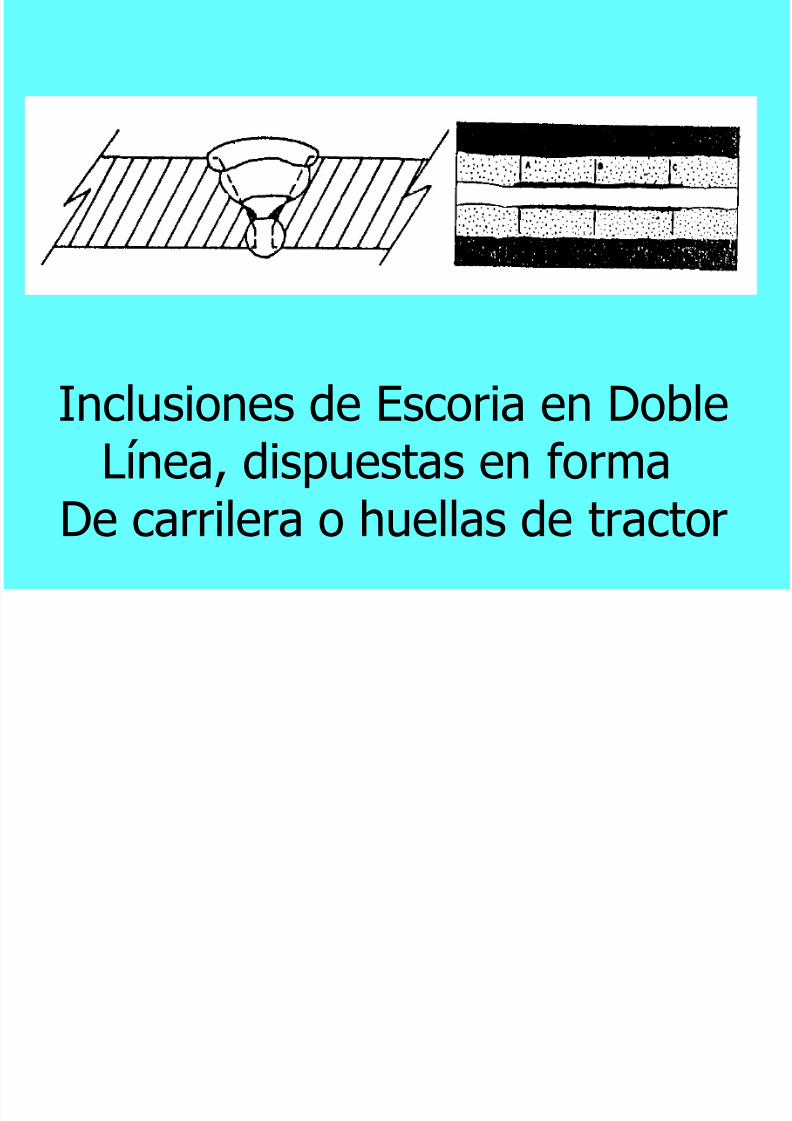
Nota: Indicaciones paralelas de inclusiones de escoria separadasaproximadamente por el nacho del cordón de raíz (huellas decarro) se consideran como una sola inclusión a menos que elancho de cualquiera de ellas exceda 1/32 Pulg (0.79 mm). Eneste caso serán consideradas como indicaciones separadas.
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 115/184
Inclusiones de EscoriaCRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
B- La longitud total de las indicaciones de inclusiones alargadasde escoria en cualquier sección continua de 12 Pulg (304.8mm) de soldadura exceda 2 Pulg (50.8 mm).
C- El ancho de una indicación de inclusión de escoria exceda1/16 Pulg (1.59 mm).
D- La longitud total de indicaciones de inclusiones aisladas deescoria en cualquier sección continúa de 12 Pulg (304.8 mm)
de soldadura exceda ½ Pulg (12.7 mm).E- El ancho de una indicación de escoria aislada exceda 1/8 Pulg(3.17 mm).
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 116/184
Inclusiones de EscoriaCRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
F- Si mas de cuatro indicaciones de inclusiones de escoriaaislada con un ancho máximo de 1/8 Pulg (3.17 mm) estánpresentes en cualquier longitud continua de 12 Pulg
(304.8 mm) de soldadura.G- La longitud total de indicaciones de inclusiones de escoria e
inclusiones de escoria aisladas excedan el 8% de la longitudsoldada.
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 117/184
Inclusiones de EscoriaCRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
9.3.8.3- Para tuberías con un diámetro exterior menor a 2 3/8Pulg (60.3 mm), las inclusiones de escoria serán inaceptablescuando exista alguna de las siguientes condiciones:
A- La longitud de las indicaciones de inclusiones de escoriaexceda tres veces el espesor nominal de las mas delgada delas paredes.
Nota: Las indicaciones de inclusiones de escoria paralela y
separadas aproximadamente por el ancho del cordon de raíz(huellas de carro) serán consideradas cmo una indicaciónsimple a menos que el ancho de cualquiera de ellas exceda1/32 Pulg (0.79 mm). En este caso serán consideradas
indicaciones separadas
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 118/184
Inclusiones de EscoriaCRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN API 1104
B- El ancho de una indicación de inclusión de escoria exceda1/16 Pulg (1.59 mm).
C- La longitud total de indicaciones de escoria aislada exceda dosveces el espesor de la mas delgada de las paredes unidas y elancho exceda la mitad del espesor nominal de la mas delgadade las paredes soldadas.
D- La longitud total de indicaciones de inclusiones de escoria e
inclusiones de escoria aislada exceda el 8% de la longitudsoldada.
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 119/184
Inclusiones de Escoria
CRITERIOS DE ACEPTACIÓN O RECHAZO SEGÚN AWS D1.1
5.26.1.3- Toda inclusión de escoria será removida del metal desoldadura.
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 120/184
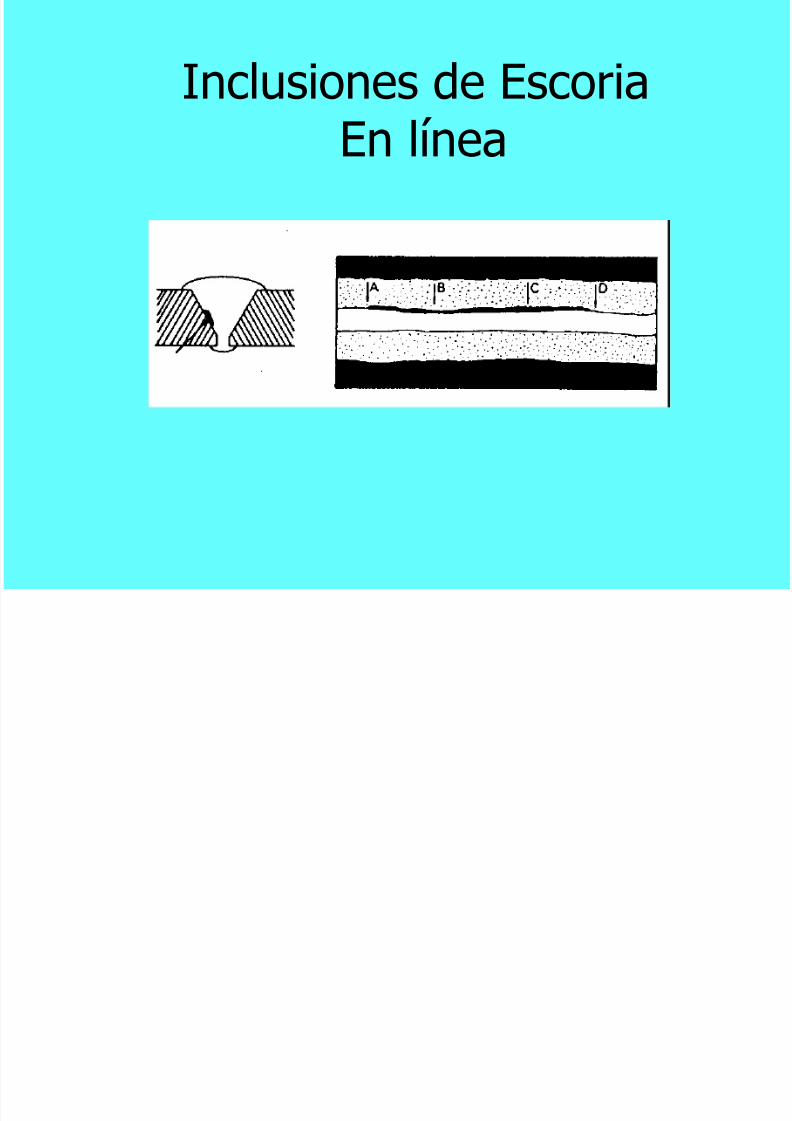
Inclusiones de Escoria
En línea
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 121/184
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 122/184
Inclusiones de Escoria en DobleLínea, dispuestas en forma
De carrilera o huellas de tractor
Inclusión de Escoria Aislada

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 123/184
Inclusión de Escoria Aislada
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 124/184
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 125/184
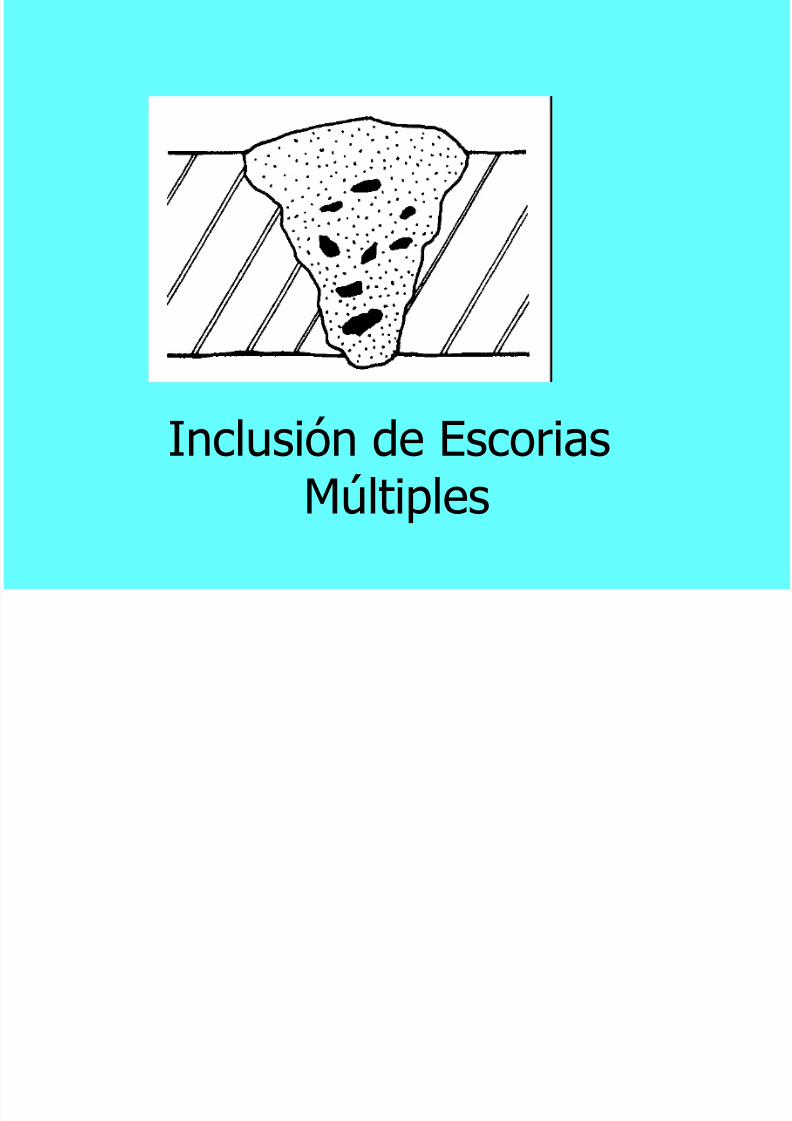
Inclusión de EscoriasMúltiples
Inclusiones de Metálicas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 126/184
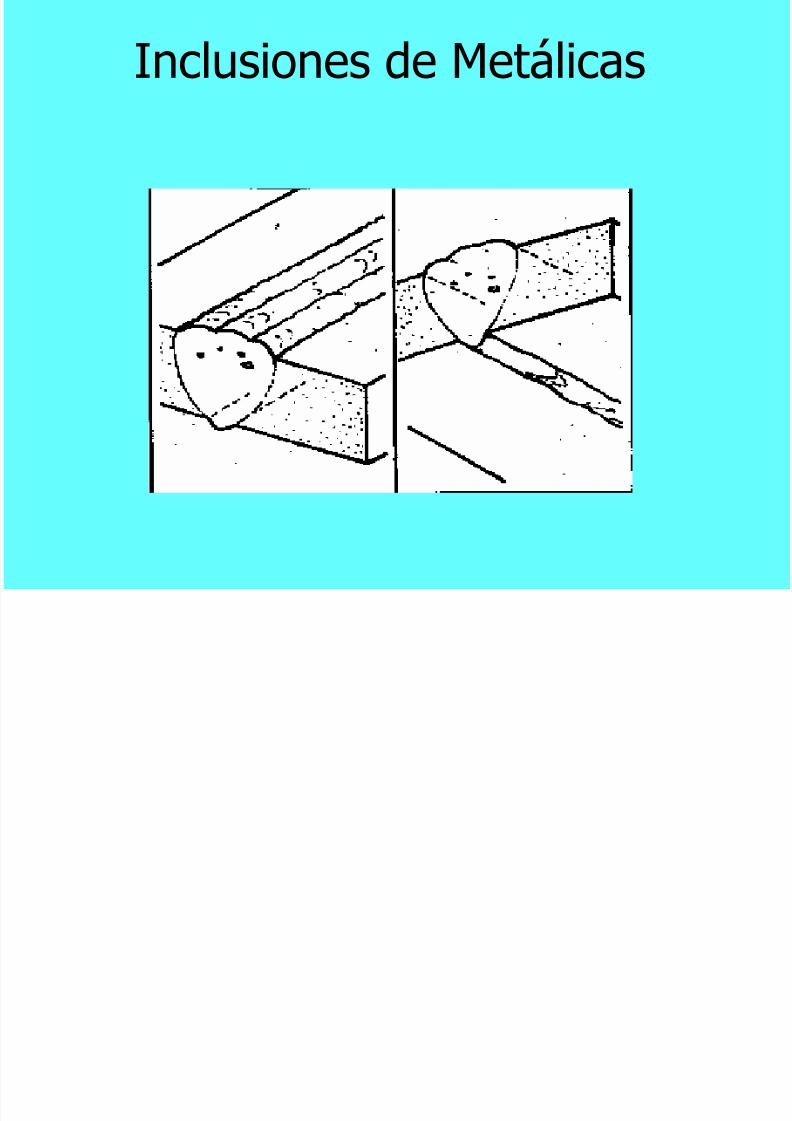
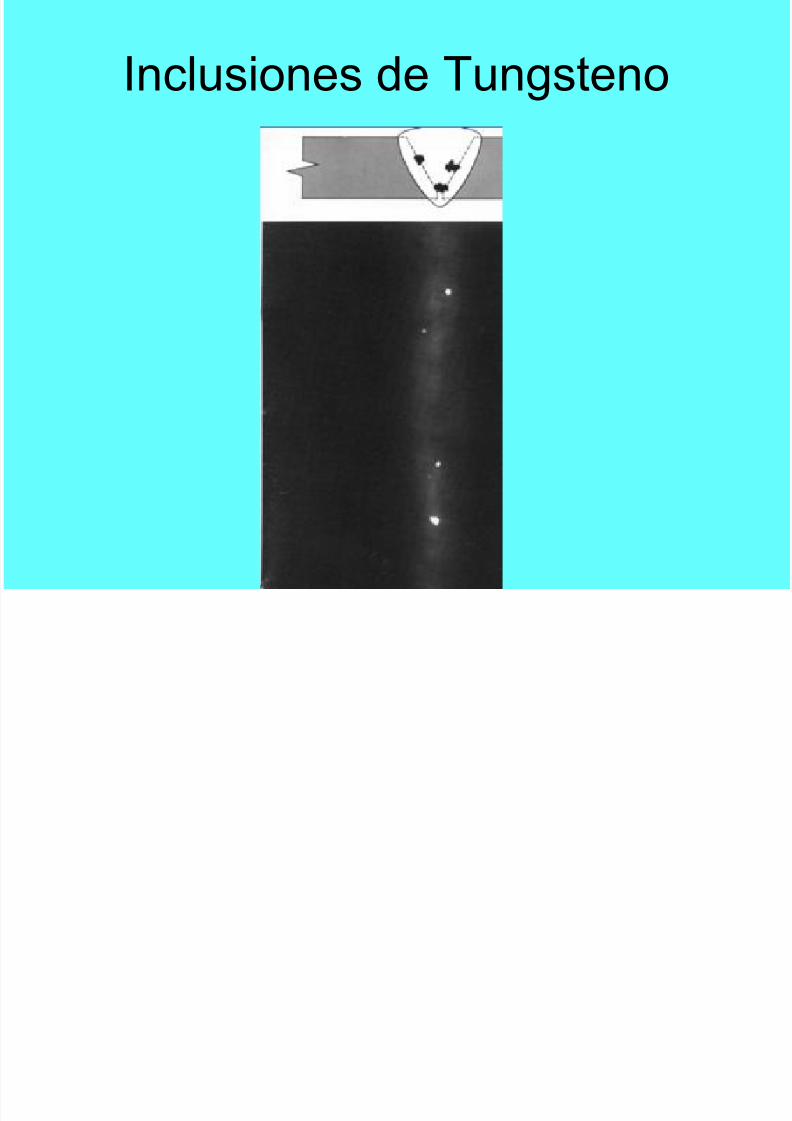
Definición
Son partículas de tungsteno provenientes del procesoTIG o inclusiones accidentales de cobre en proceso
como MIG Y MAG, que pueden dar inicio a grietas en elmetal de soldadura.
Inclusiones de Metálicas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 127/184
Causas
- Inclusiones de Tungsteno se presentan cuando elelectrodo es consumido accidentalmente dentro del
charco de metal.- Cuando la corriente de soldadura es demasiado alta y
causa fusión y transferencia de gotas de Tungstenodentro del charco metálico.
- Las inclusiones de cobre se deben a la fusión accidentalde las boquillas en procesos como MIG o MAG, al hacercontacto con el charco de soldadura, debido a un arcoinestable o a un difícil acceso de la junta.
Inclusiones de Metálicas

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 128/184
Causas
- También al perder el agua de enfriamiento se presenta
fusión en algunas partes de la pistola.- Transferencia de cobre de los dispositivos de enfriamientocomo resultado de la abrasión.
Inclusiones de Metálicas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 129/184
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 130/184
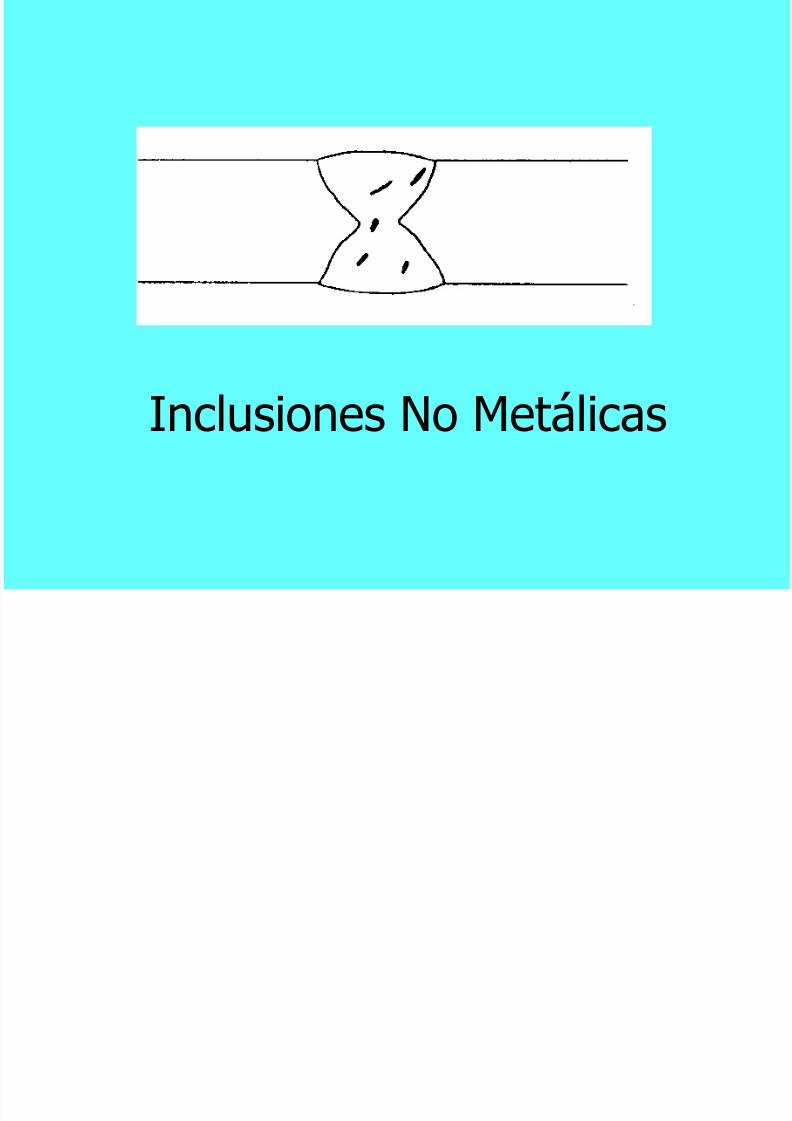
Inclusiones No Metálicas
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 131/184
Inclusiones de Escoria
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 132/184
Inclusiones de Tungsteno
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 133/184
g
GRIETAS
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 134/184
Definición
Es el defecto más temido en las uniones soldadas, debidoa que en una amplia gama de aplicaciones se debeanticipar la aparición de grietas para ser evitadas o almenos detectadas o removidas.
Las grietas representan una falla bajo esfuerzos de unmetal base, cuando los esfuerzos localizados excedan elesfuerzo último del metal.
Las grietas son generalmente esperadas en una zona deamplificación de esfuerzos cerca de las discontinuidadesen el metal base o el de aporte, o cerca de entallasmecánicas asociadas con el diseño de la soldadura.
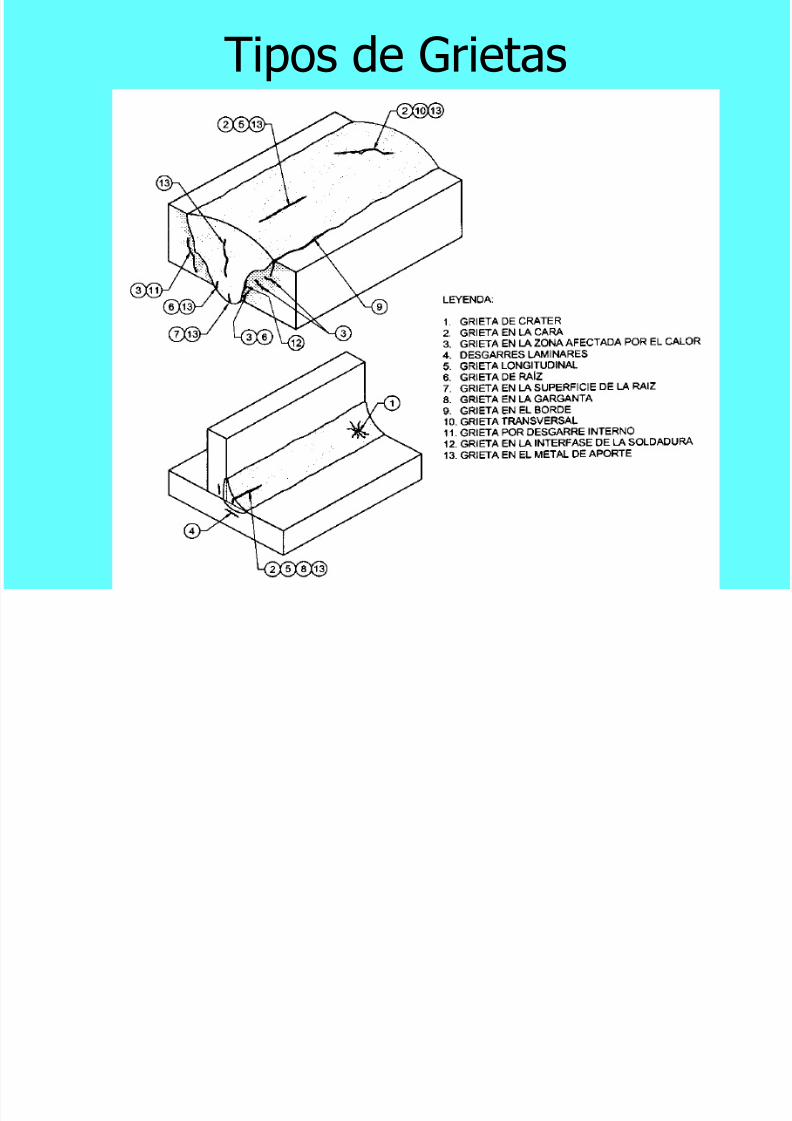
Tipos de Grietas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 135/184
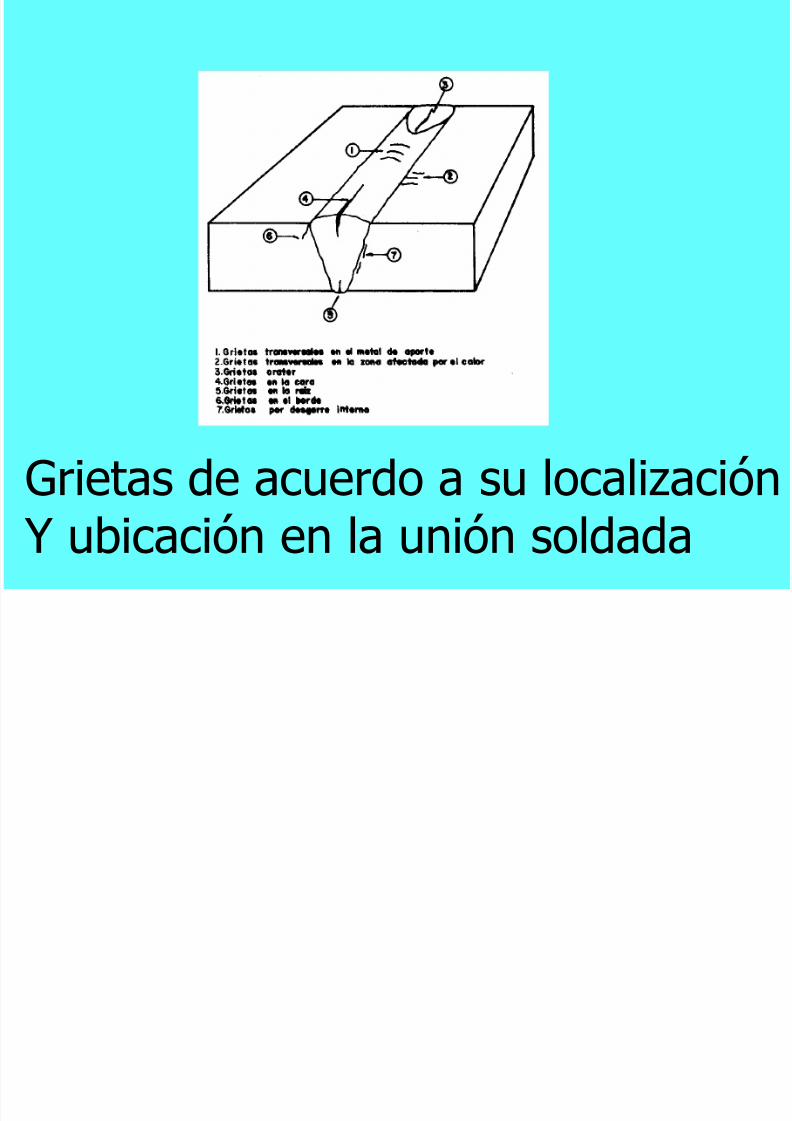
Grietas Cráter
Ocurren por una inapropiada terminación del arcoeléctrico al soldar dentro del cráter formado. Son grietassuperficiales en caliente y se encuentran en formalongitudinal, transversal o de estrella.
Grietas en la CaraCorren longitudinalmente en la cara de la soldaduraextendiéndose hacia la raíz, generalmente son grietasen caliente.
Grietas en la RaízCorren también longitudinalmente pero en la raíz de lasoldadura, son generalmente grietas en caliente.
Tipos de Grietas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 136/184
Grietas en el borde
Son grietas generalmente en frío, comienzan aproximadamentenormales a la superficie del material base y se propagan desde elborde de la soldadura, donde los esfuerzos residuales son masaltos, hacia la ZAC; Son el resultado de esfuerzos por contraccióntérmica actuando sobre la ZAC que ha sido fragilizada.
Grietas por Desgarre InternoSon generalmente grietas en frío que se forman en la ZAC del metal
base, son cortas en la mayor parte de los casos, pero puedenunirse para formar una grieta continua ocurren cuando se presentanuna de estas condiciones:
- Hidrogeno en el acero.- Microestructura relativamente frágil.- Altos esfuerzos residuales.
Tipos de Grietas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 137/184
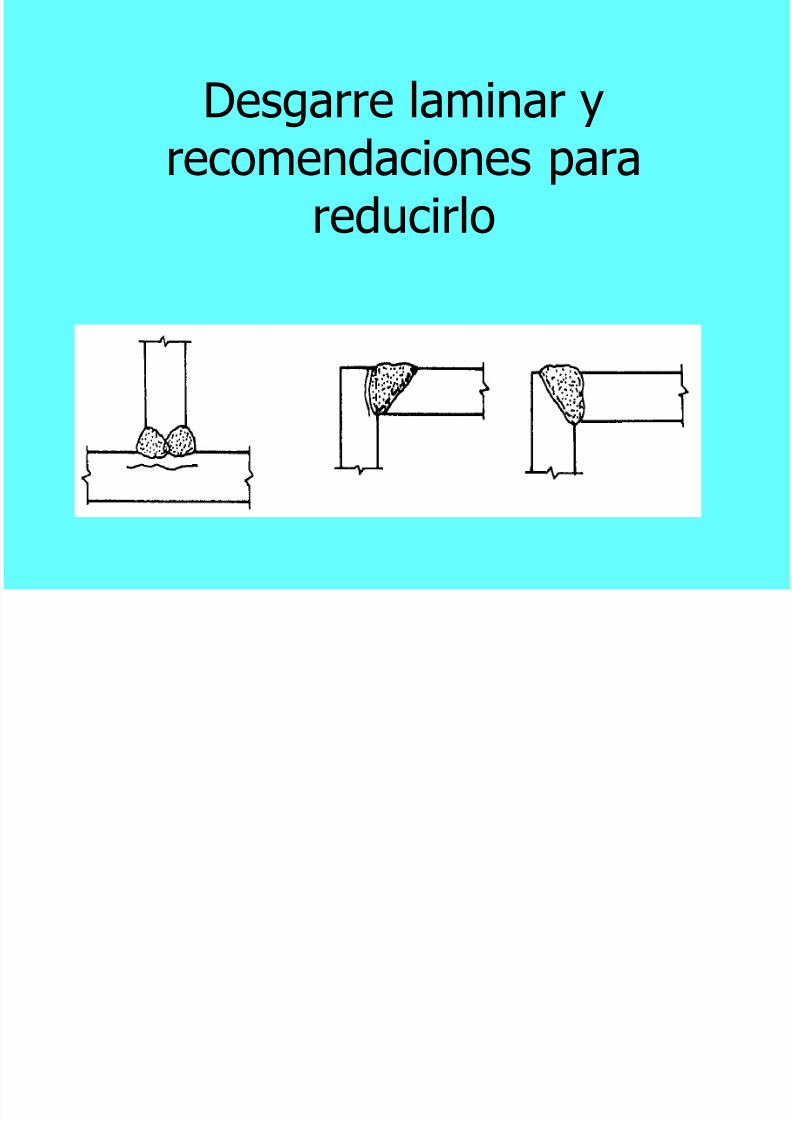
Desgarres Laminares
Llamados también Fracturas por Desgarramiento, songeneralmente separaciones escalonadas o en forma deterrazas, que se dan de manera brusca, extendiéndose
paralelas a la superficie de la chapa metálica, desde lazona adyacente a la ZAC en el metal base, el desgarrelaminar se origina debido a esfuerzos de contraccióninducidos térmicamente al soldar.
Tipos de Grietas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 138/184
p
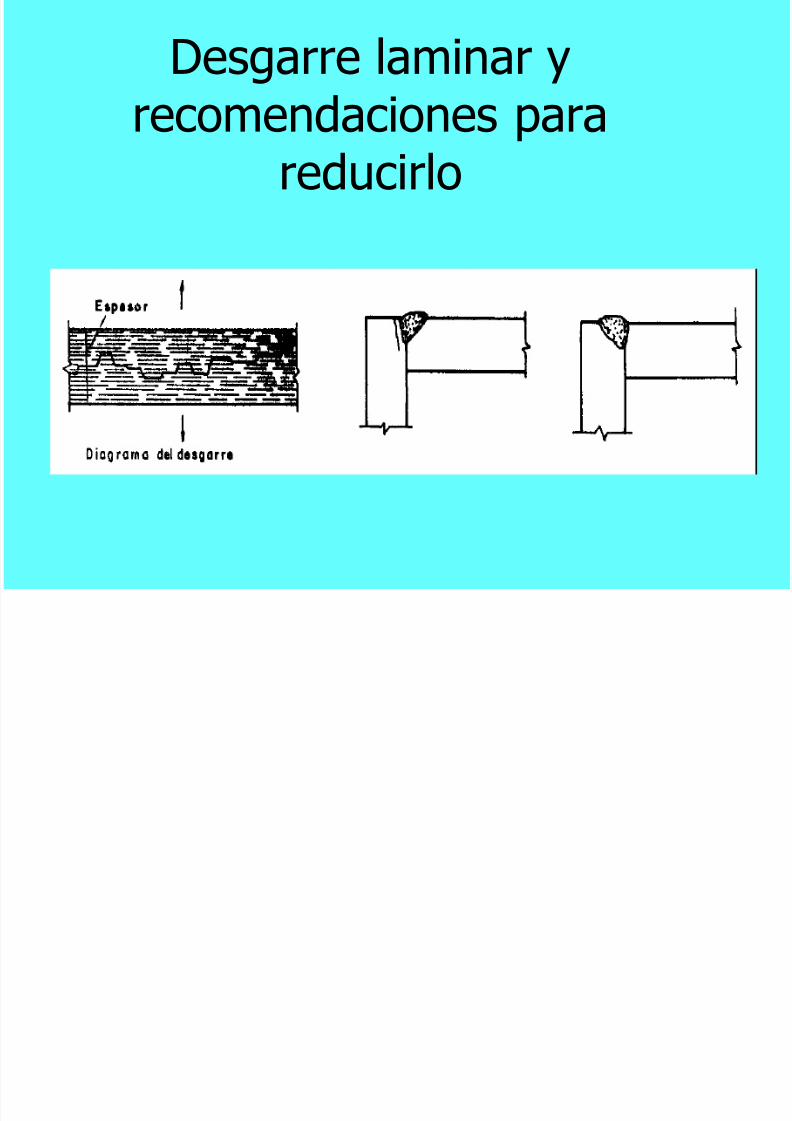
Causas
-Baja ductilidad en dirección del espesor de la chapalaminada, esta causa es debido a delgadas zonas deinclusiones no metálicas.
-Diseño incorrecto de la junta.-Altos esfuerzos residuales en juntas restringidas o
embridadas, en esfuerzos pueden incrementarse conuniones soldadas o estructuras sin suficiente grado delibertad.
Tipos de Grietas
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 139/184
Agrietamiento en Frío Influencia delHidrogeno
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 140/184
Hidrogeno
Definición
Cuando las grietas no son inergranulares (Transgranulares),
sin una aparente tendencia a bordear los limites de grano,sino atravesándolos, entonces el agrietamiento posiblementeocurrió a temperaturas relativamente bajas, y se consideraun agrietamiento en frío.
Agrietamiento en Frío. Influenciadel Hidrogeno
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 141/184
del Hidrogeno
CausasPara producirse una grieta en frío se necesita la aparición
simultanea de los siguientes tres factores:- Tensiones de tracción por embridamiento o
configuración inadecuada de la junta.- Áreas de endurecimiento en la ZAC, debido a la
inadecuada elección del acero.- Absorción de Hidrogeno durante el proceso térmico.
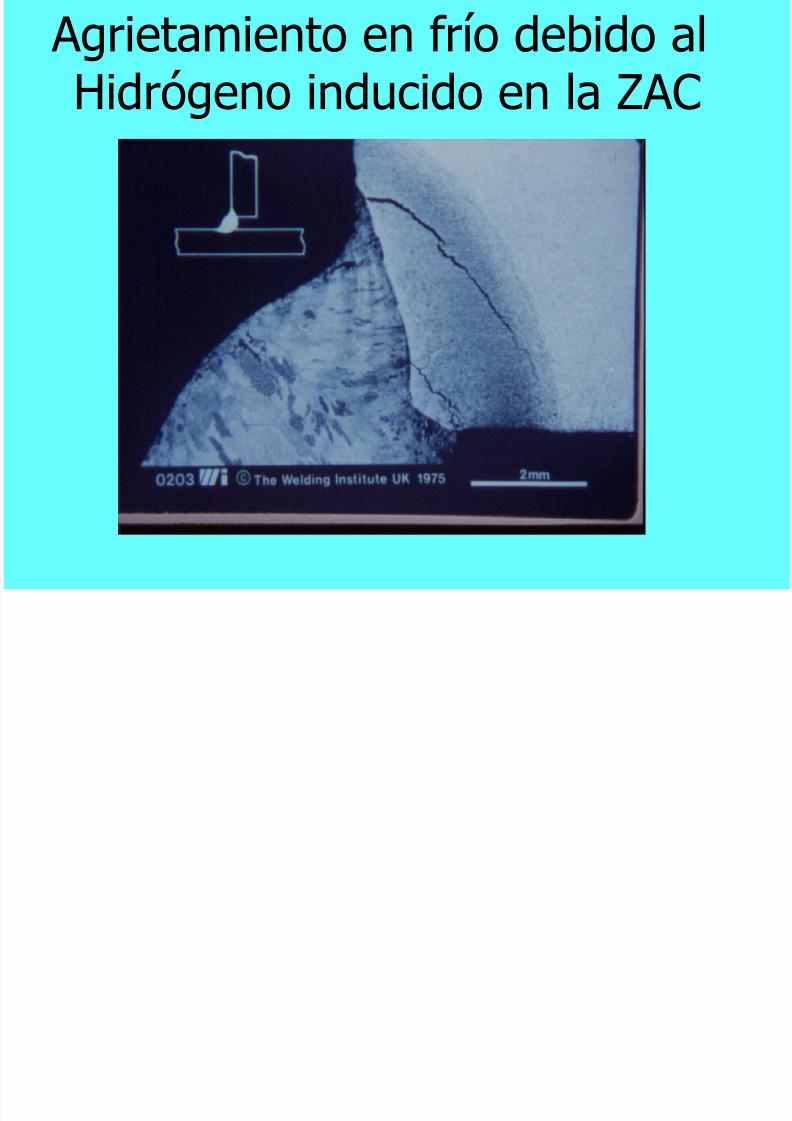
Agrietamiento en frío debido alHidrógeno inducido en la ZAC
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 142/184
Hidrógeno inducido en la ZAC
Grietas Longitudinales yTransversales
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 143/184
Transversales
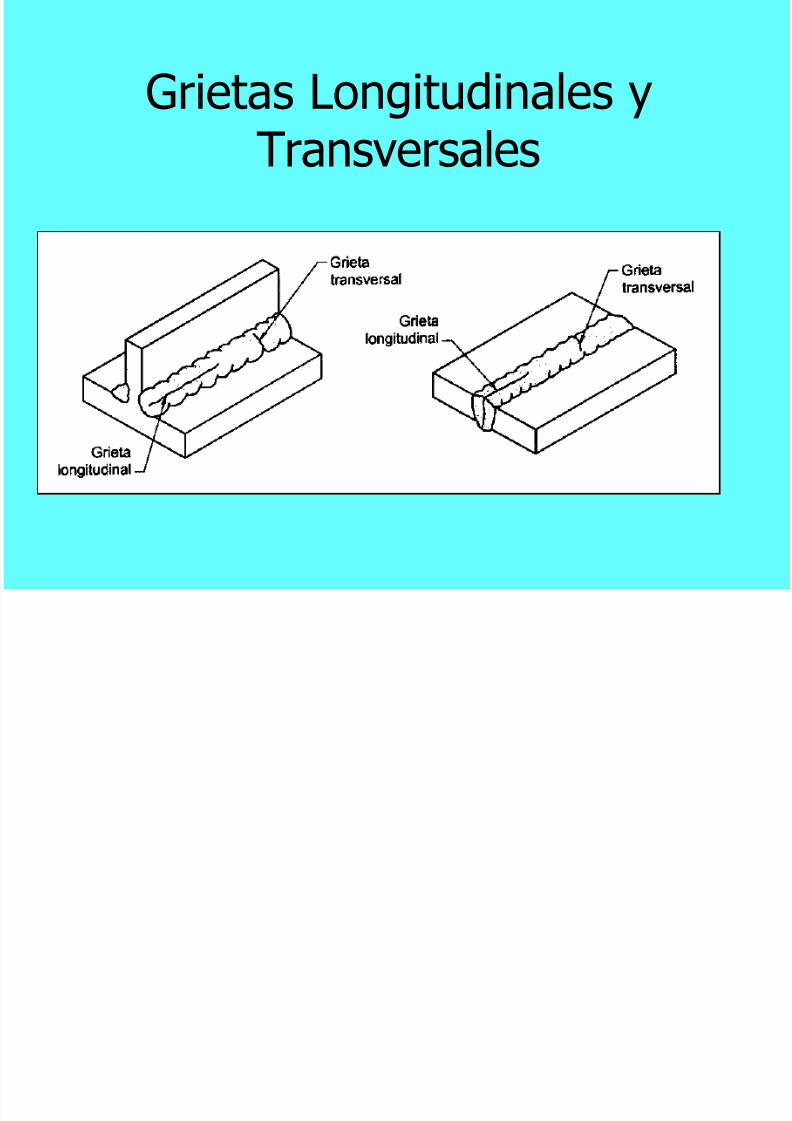
DefiniciónSon longitudinales si corren paralelas al eje axial de lasoldadura en cualquiera de las tres zona anteriores; otransversales, que tienden a ser perpendiculares el eje
de la soldadura.
Grietas Longitudinales y
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 144/184
Grietas Longitudinales y
Transversales
Grieta longitudinal y Porosidad Lineal
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 145/184
g y
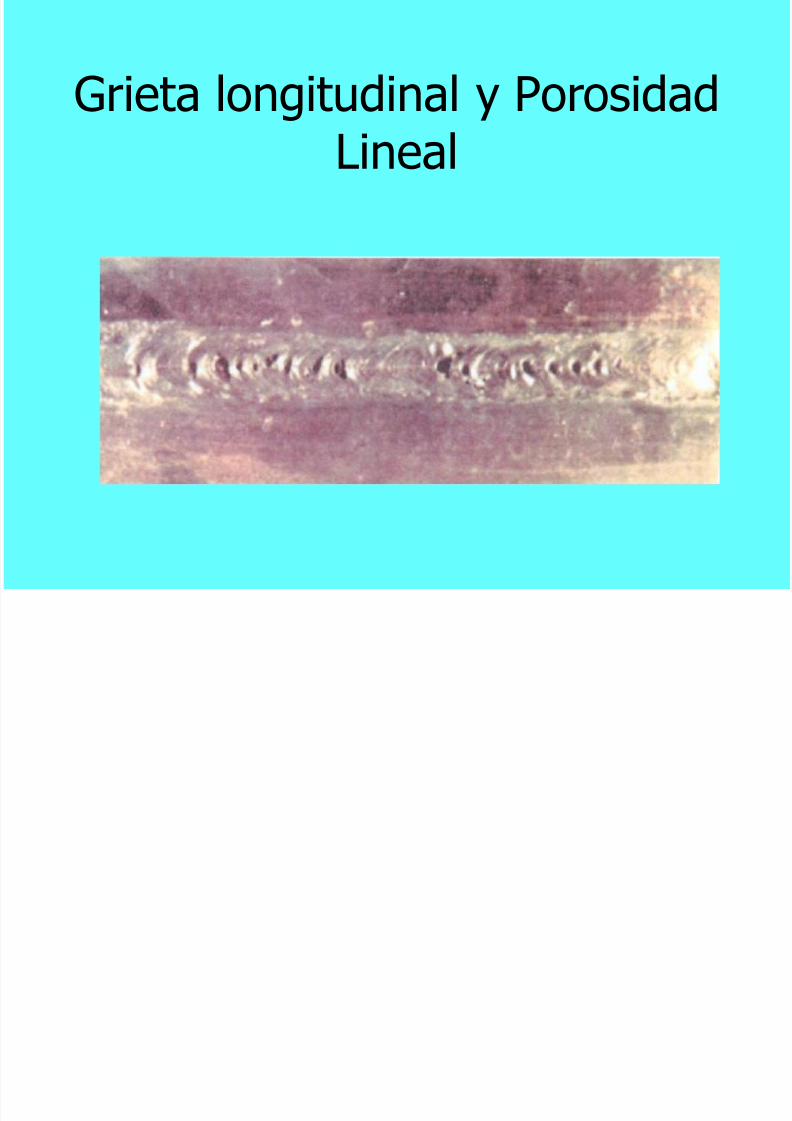
Grieta LongitudinalEs la grieta que se encuentra paralela al eje de lasoldadura, independientemente de si se trata de unagrieta centrada en el metal de aporte o es una grieta enel borde (Pie) de la zona afectada por el calor en el
metal base.
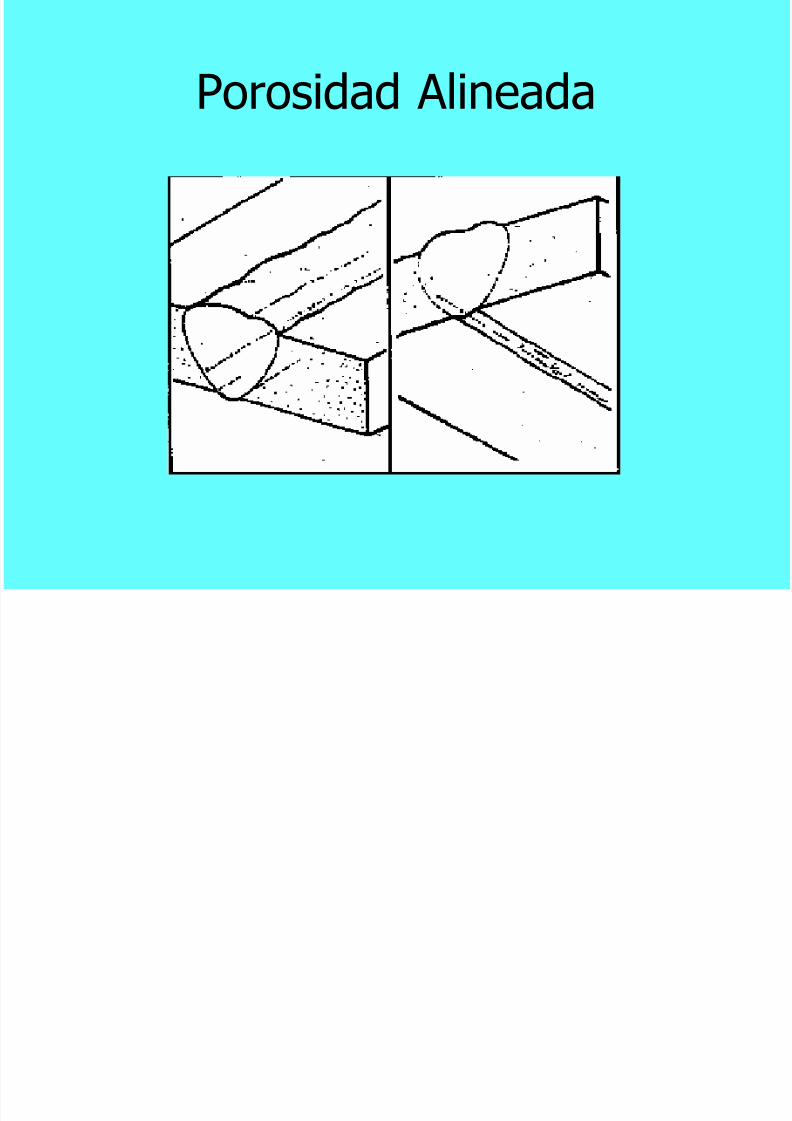
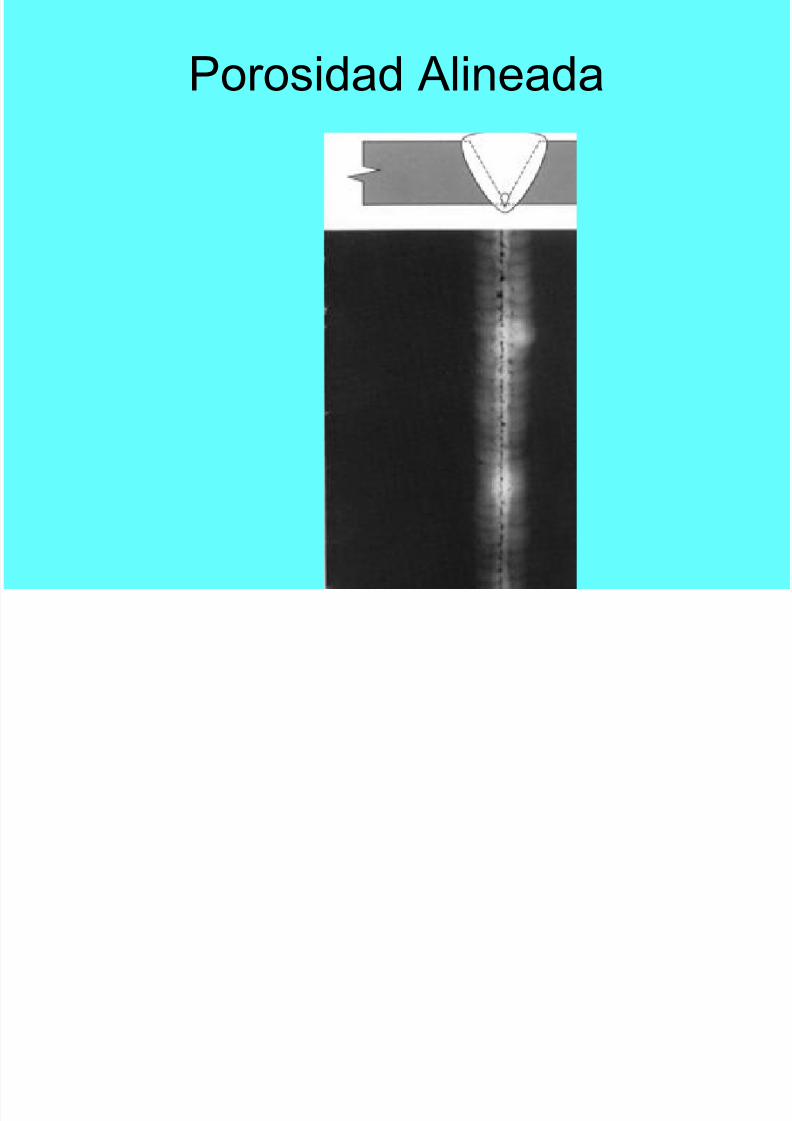
Porosidad LinealHace referencia a la porosidad orientada en una línea,
los poros pueden ser esféricos o alargados.
Grieta longitudinal y Porosidad
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 146/184
Grieta longitudinal y Porosidad
Lineal
Grietas Transversales
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 147/184
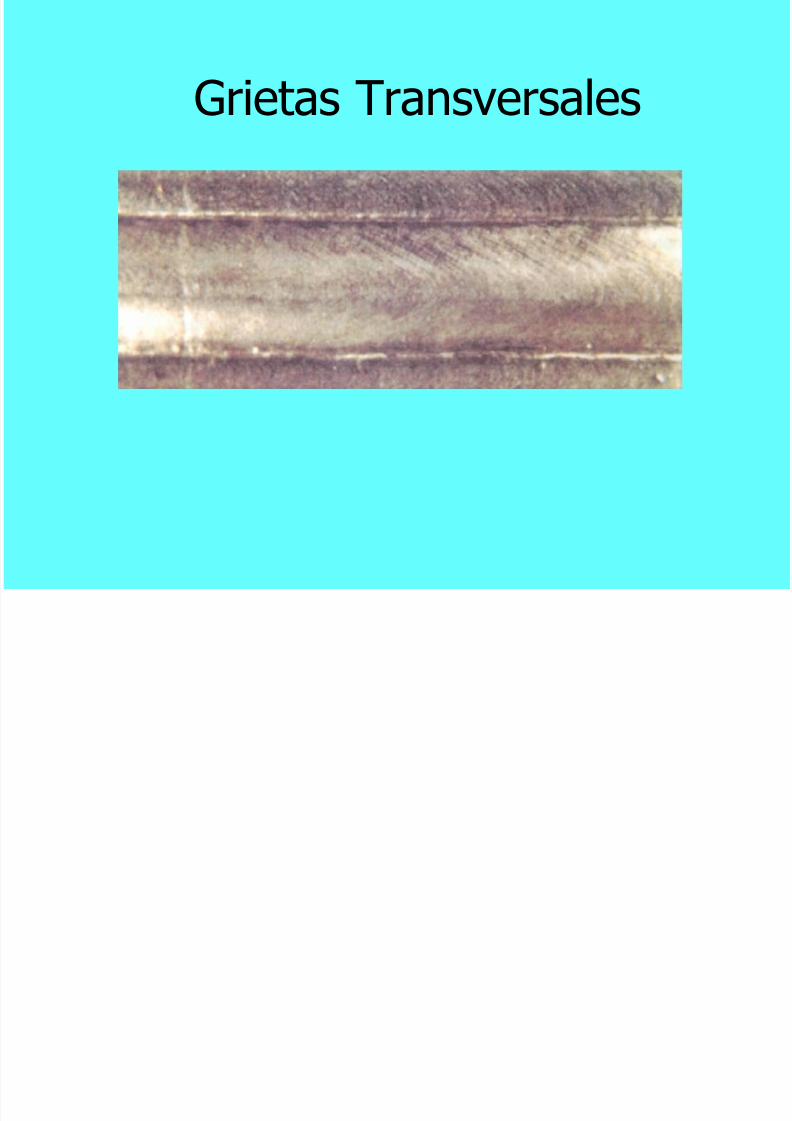
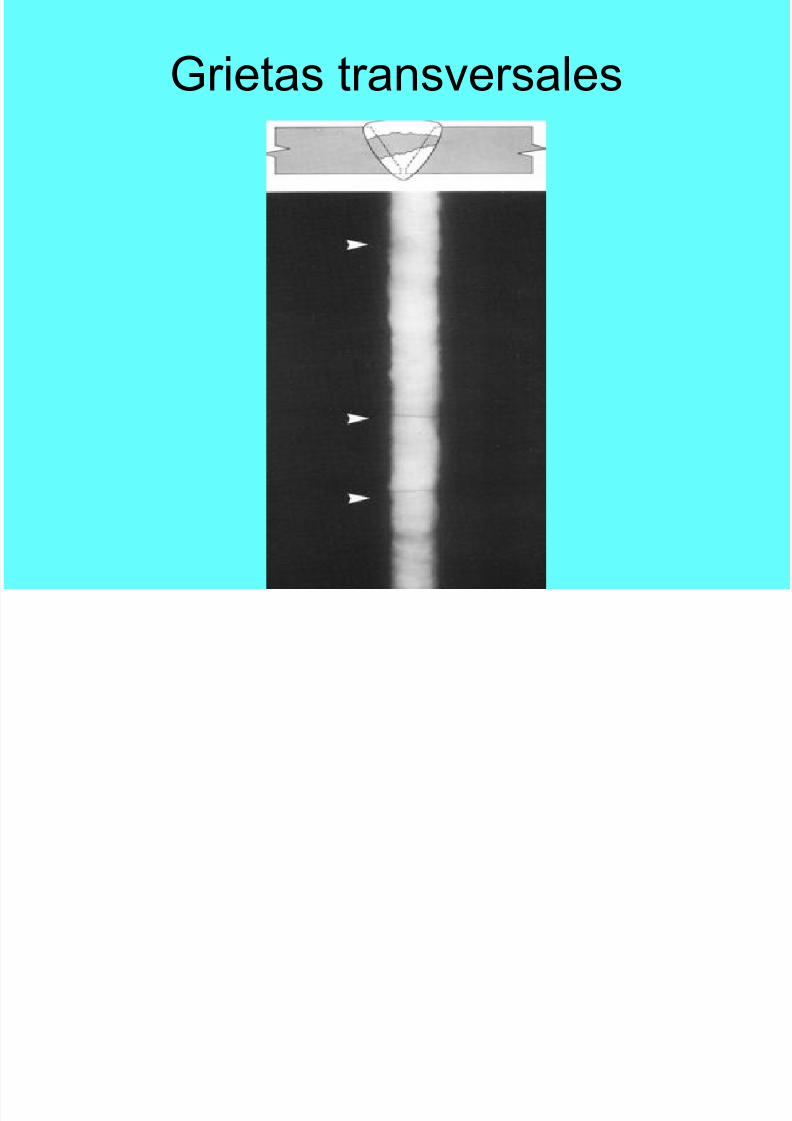
Definición
Son aquellas perpendicular al eje de la soldadura, esaspueden estar limitadas en tamaño y estar contenidas
completamente entre el metal de aporte, o puedenpropagarse desde el metal de aporte hacia la zonaafectada por el calor y posteriormente dentro del metalbase; en algunas soldadura las grietas transversales seformarán en la zona afectada por el calor y no en lasoldadura.
Grietas Transversales
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 148/184
Grietas Transversales
Grietas transversales
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 149/184
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 150/184
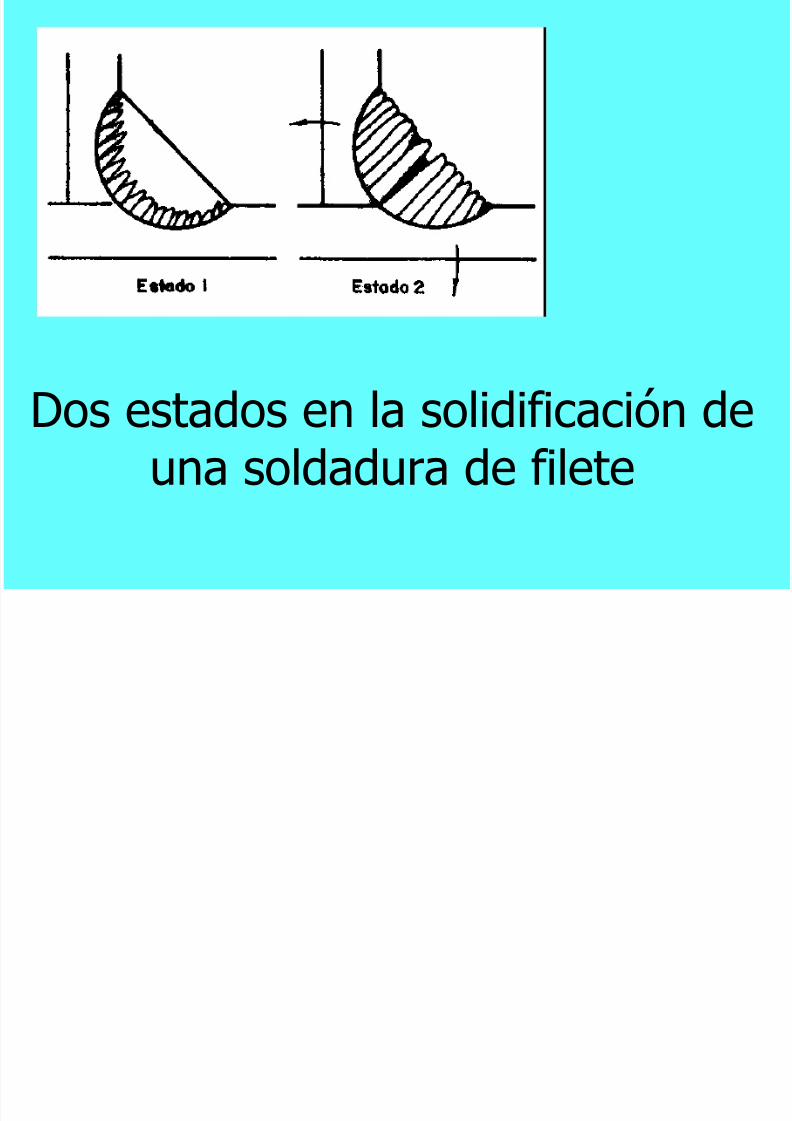
Dos estados en la solidificación deuna soldadura de filete
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 151/184
Grietas de acuerdo a su localización Y ubicación en la unión soldada
Desgarre laminar y
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 152/184
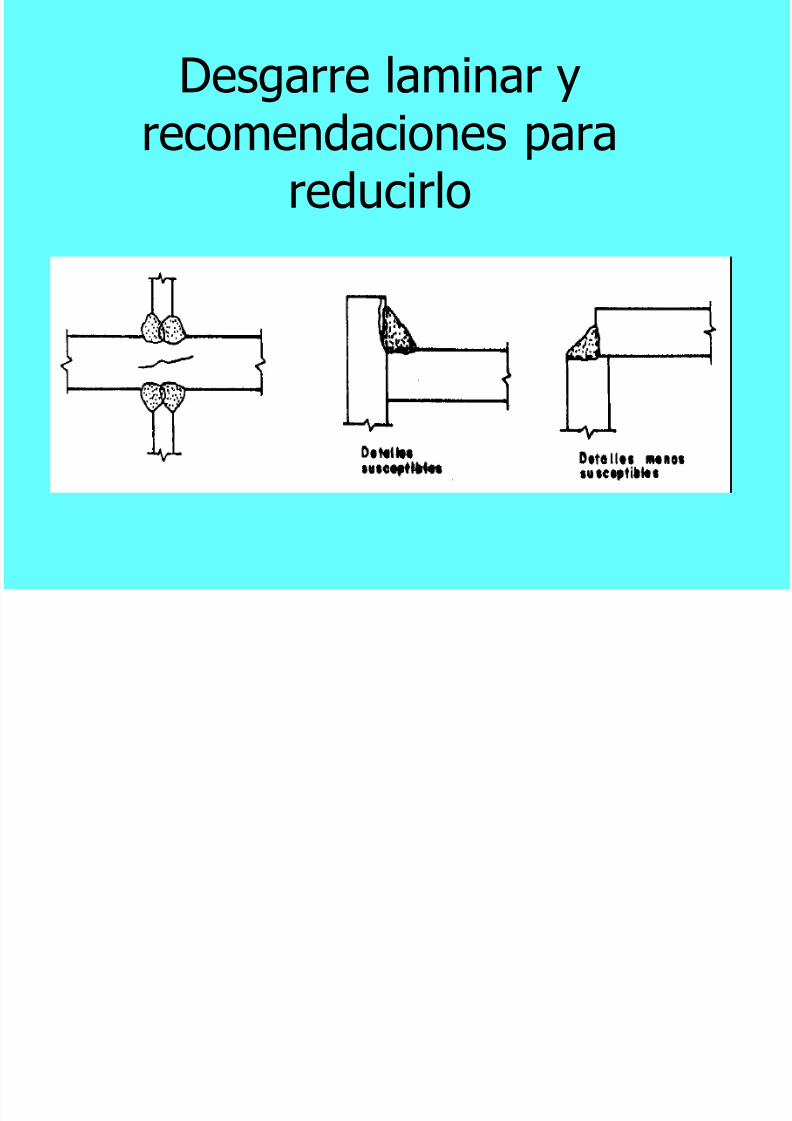
Desgarre laminar y
recomendaciones parareducirlo
Desgarre laminar yrecomendaciones para
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 153/184
recomendaciones para
reducirlo
Desgarre laminar y
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 154/184
recomendaciones parareducirlo
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 155/184
Laminaciones y Delaminaciones
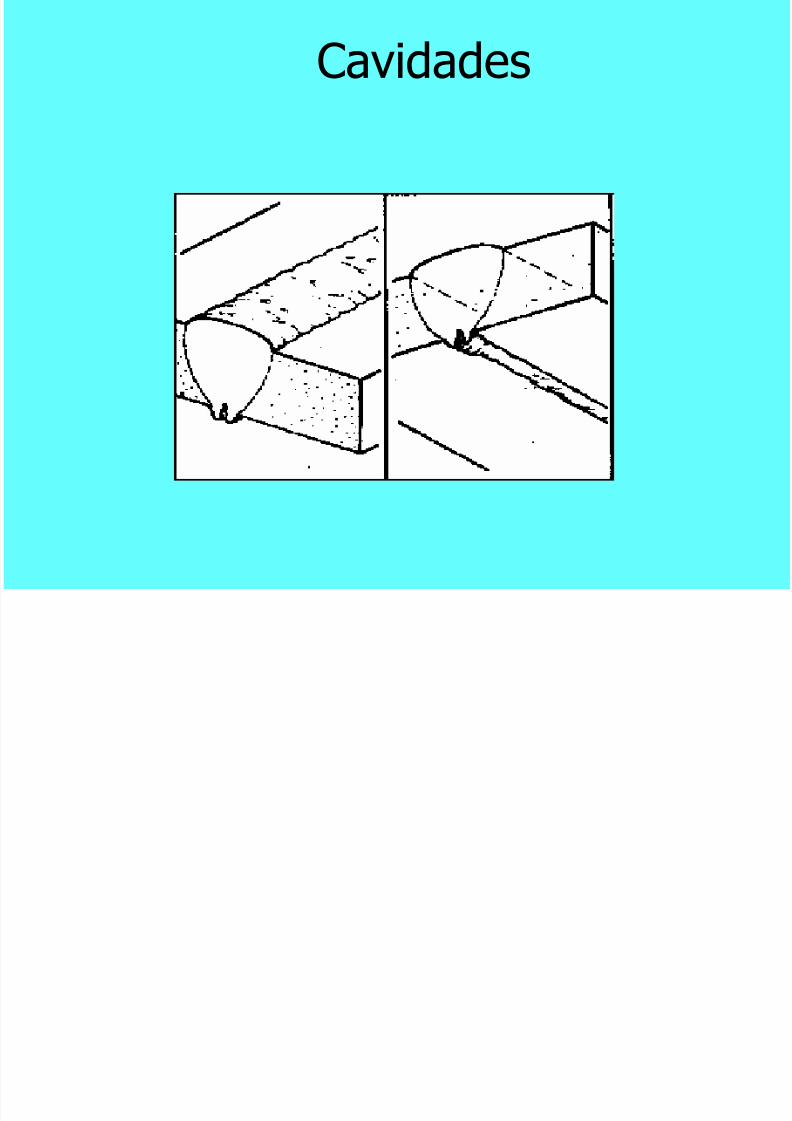
Cavidades
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 156/184
Definición
Es una discontinuidad o un defecto que se detectaradiograficamente en las uniones soldadas, se dadebido a la contracción del material como a la presenciade gases atrapados.
A- Los gases presentes o absorbidos por el metal desoldadura en estado liquido.
B- Los gases se encuentran en gran cantidad y el periodo
de solidificación es relativamente corto.C- Los gases se encuentran en gran cantidad y el periodode solidificación es relativamente largo.
Cavidades
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 157/184
Tipos de Gases
- Hidrogeno (Vapor de Agua).- Oxigeno (Sulfuro de Hidrogeno).
- Nitrógeno (Argon, Helio).- Monóxido de Carbono (Dióxido de Carbono).
Cavidades
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 158/184
Poros
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 159/184
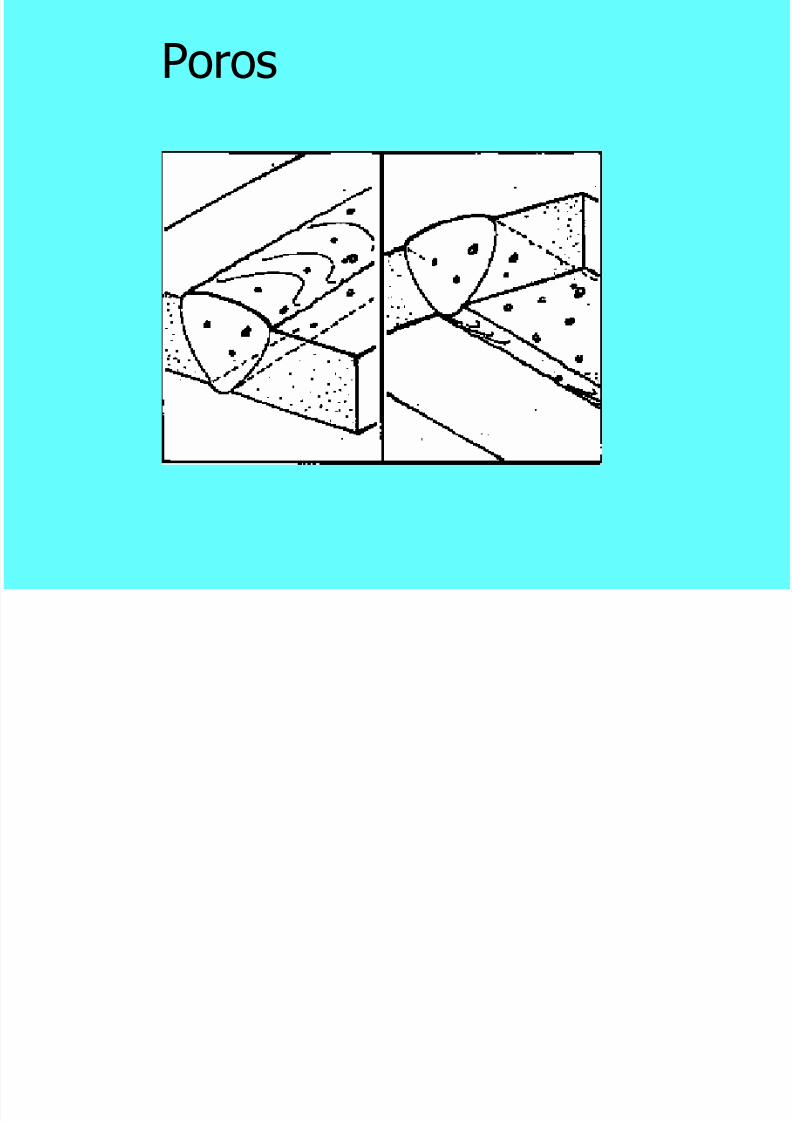
Definición
Es una distribución tipo cavidad, formada cuando seatrapa gas durante la solidificación o en un deposito de
roció térmico, la discontinuidad o el defecto esgeneralmente esférica pero podría ser alargada.
Poros
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 160/184
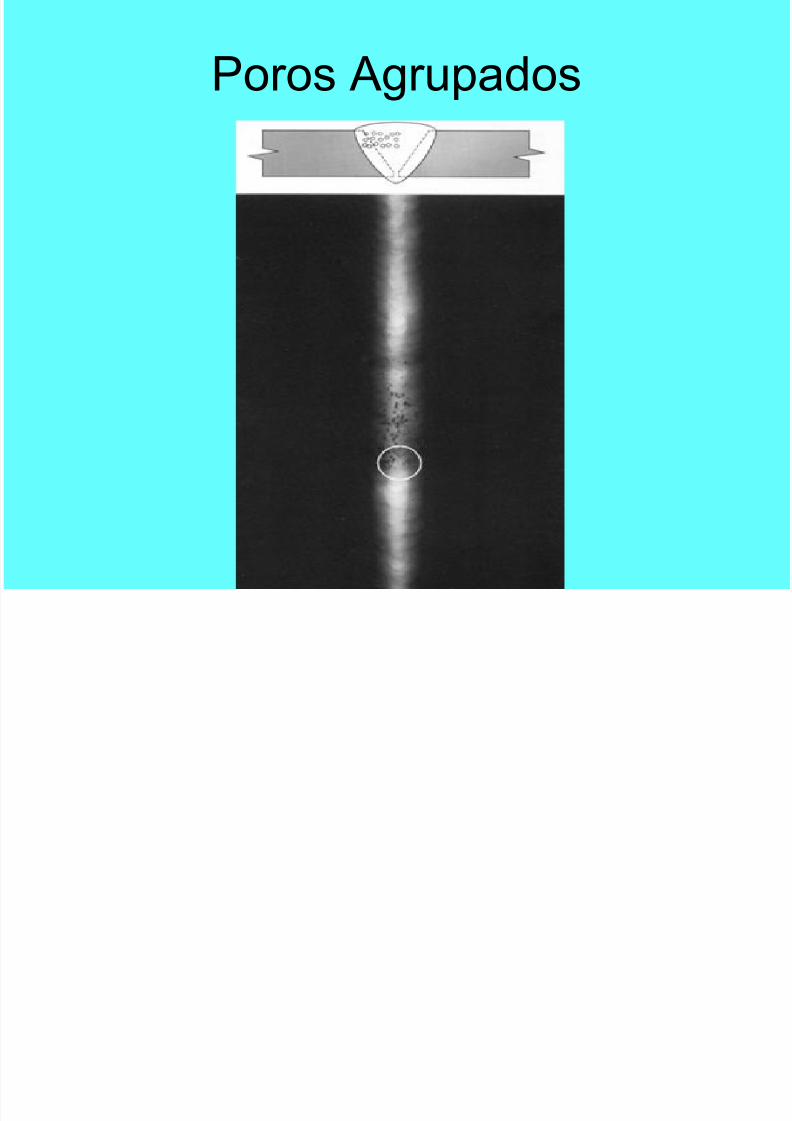
Poros Agrupados
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 161/184
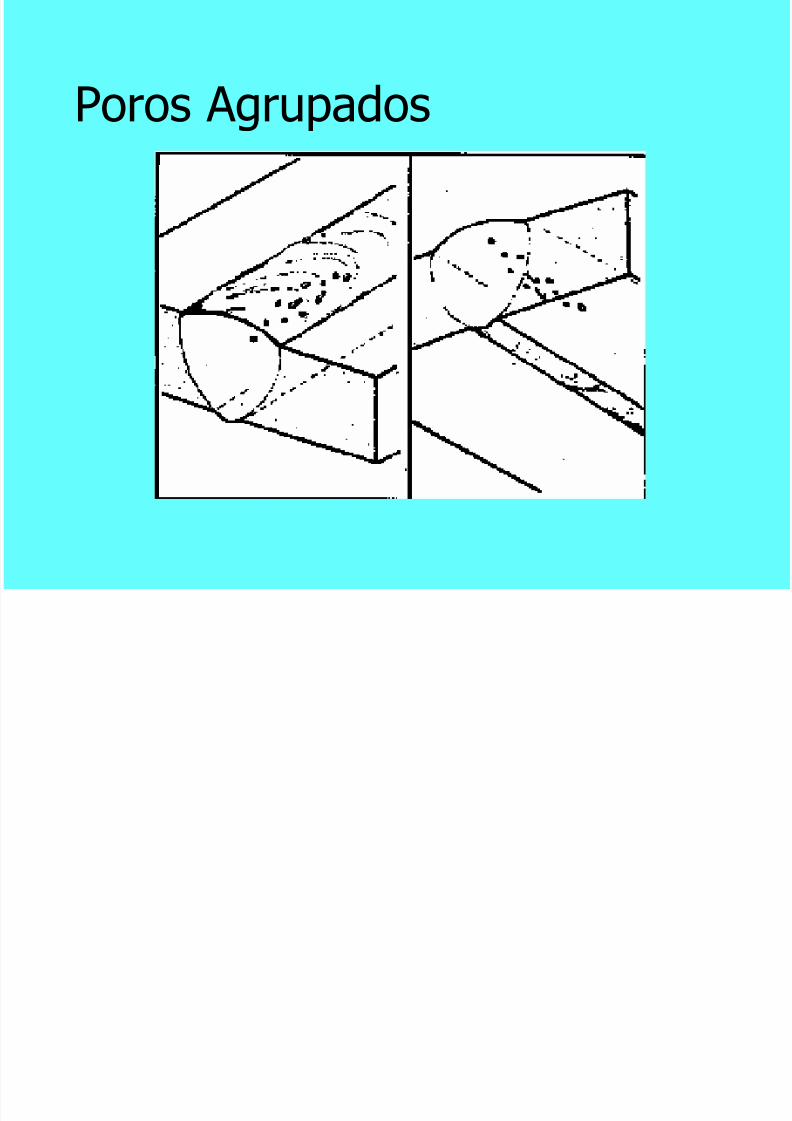
Definición
La porosidad agrupada es un arreglo localizado enporosidad que tiene una distribución geométricaaleatoria.
Poros Agrupados
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 162/184
Poros Agrupados
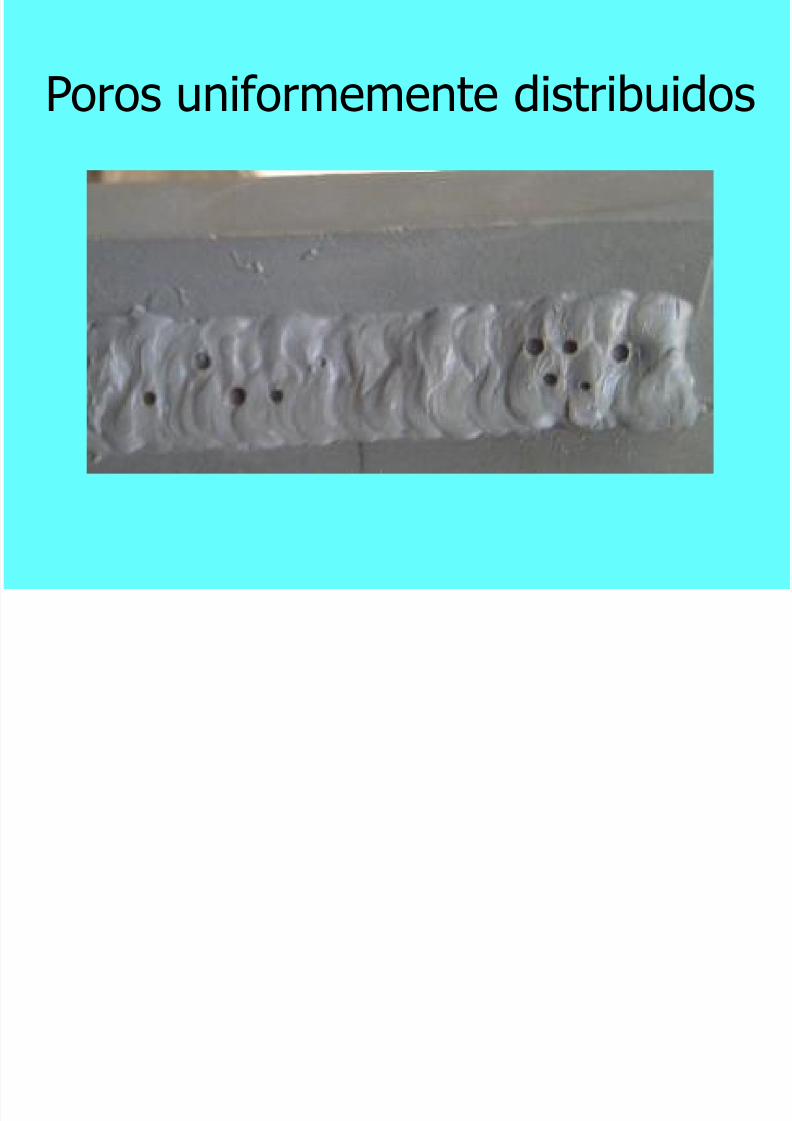
Poros uniformemente distribuidos
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 163/184
Definición
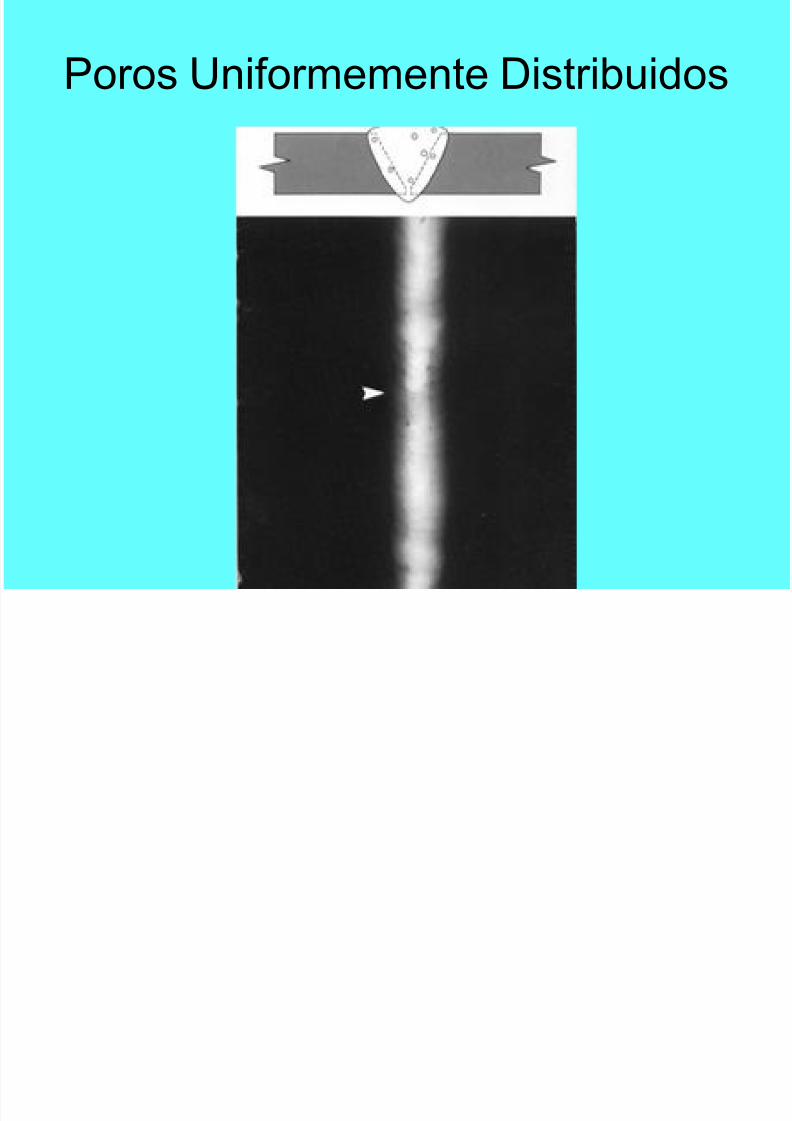
Porosidad distribuida de manera regular a través de todoel pase de la soldadura, los poros son equiaxiales ypueden variar su medida
Poros uniformemente distribuidos
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 164/184
Causas
- Fundentes húmedos.- Electrodos de alambre continuo corroídos.
- Exceso de aire mezclado con el gas protector.- Contaminación con grasa u otros hidrocarburos.- Perdida del gas protector.- Fugas de agua en el sistema de enfriamiento de la
pistola.- Incorrecta o insuficiente cantidad de desoxidante ya sea
en el electrodo, alambre de aporte o metal base.
Poros uniformemente distribuidos
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 165/184
Poros Uniformemente Distribuidos
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 166/184

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 167/184
Poros agrupados
Poros Agrupados
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 168/184
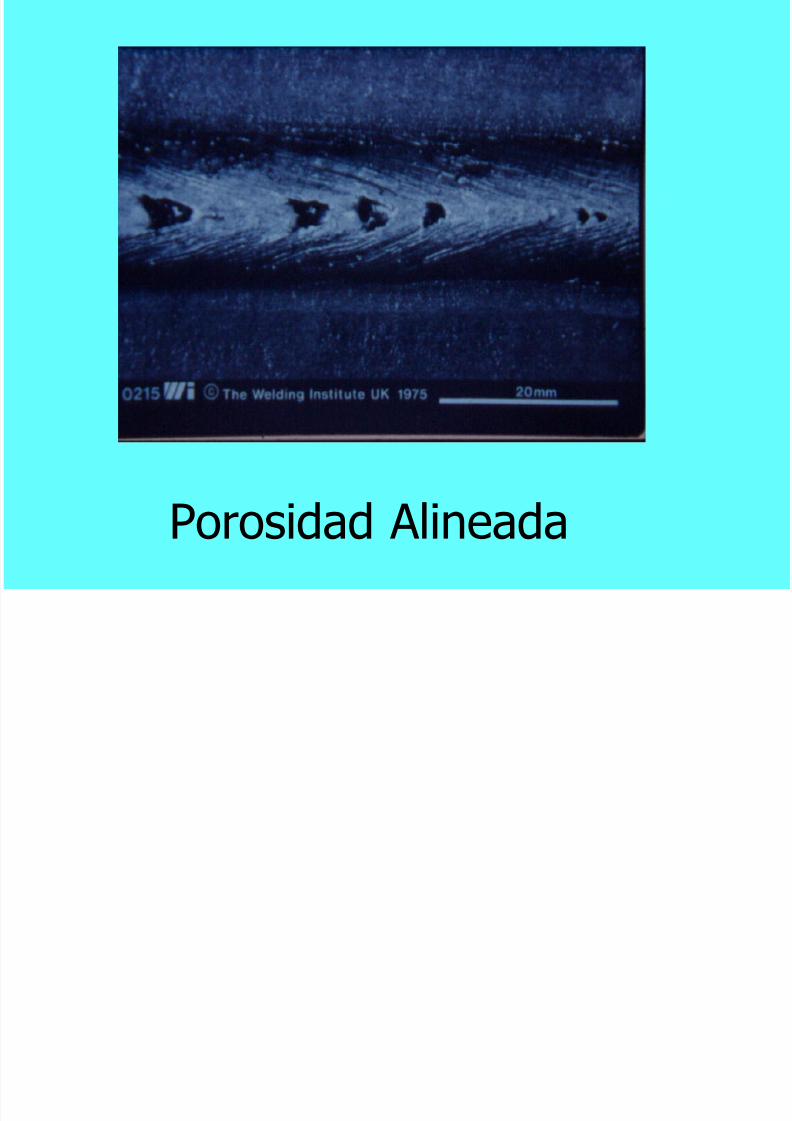
Porosidad Alineada
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 169/184
Porosidad Alineada
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 170/184
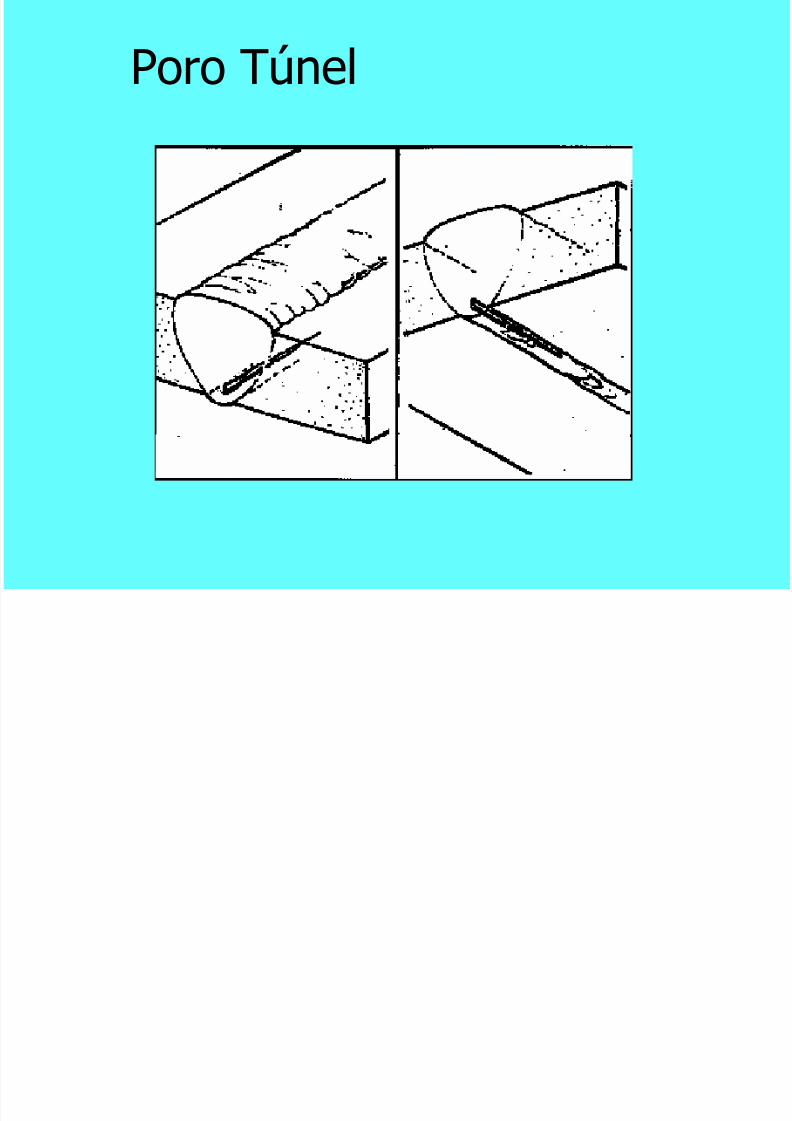
Poro Túnel
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 171/184
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 172/184
Porosidad Alineada
Poros Cavidades Vermiculares
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 173/184
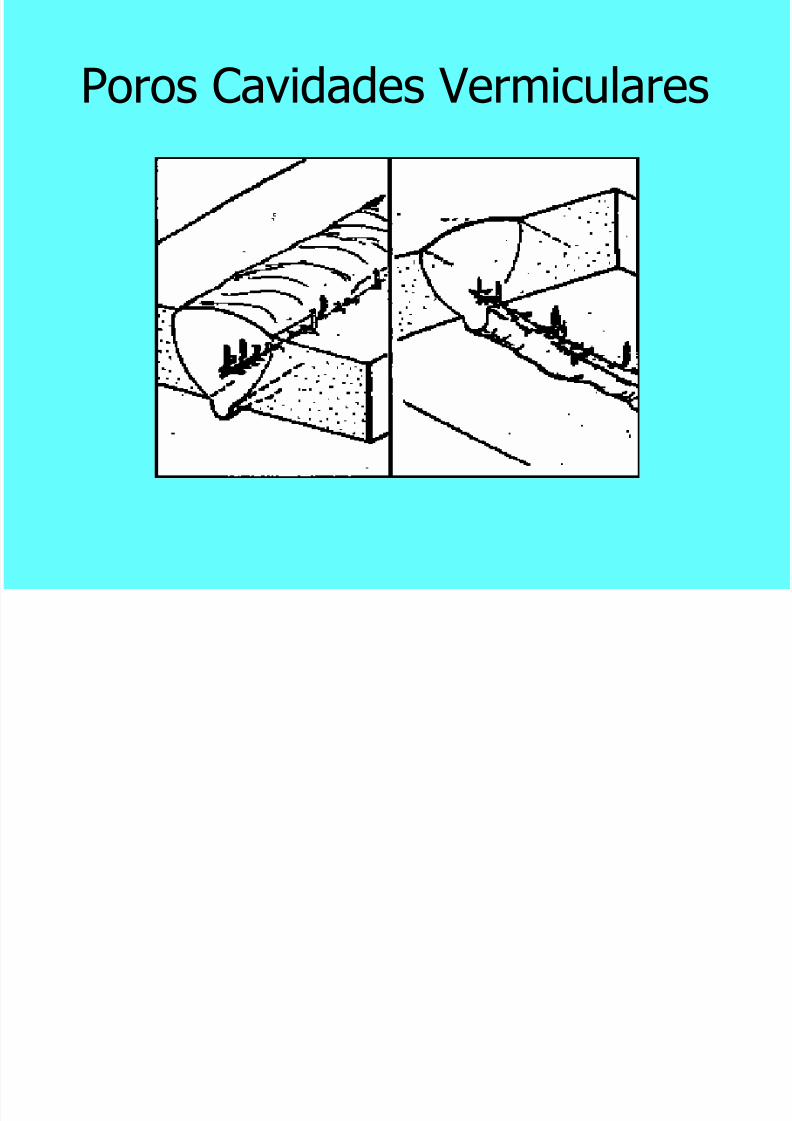
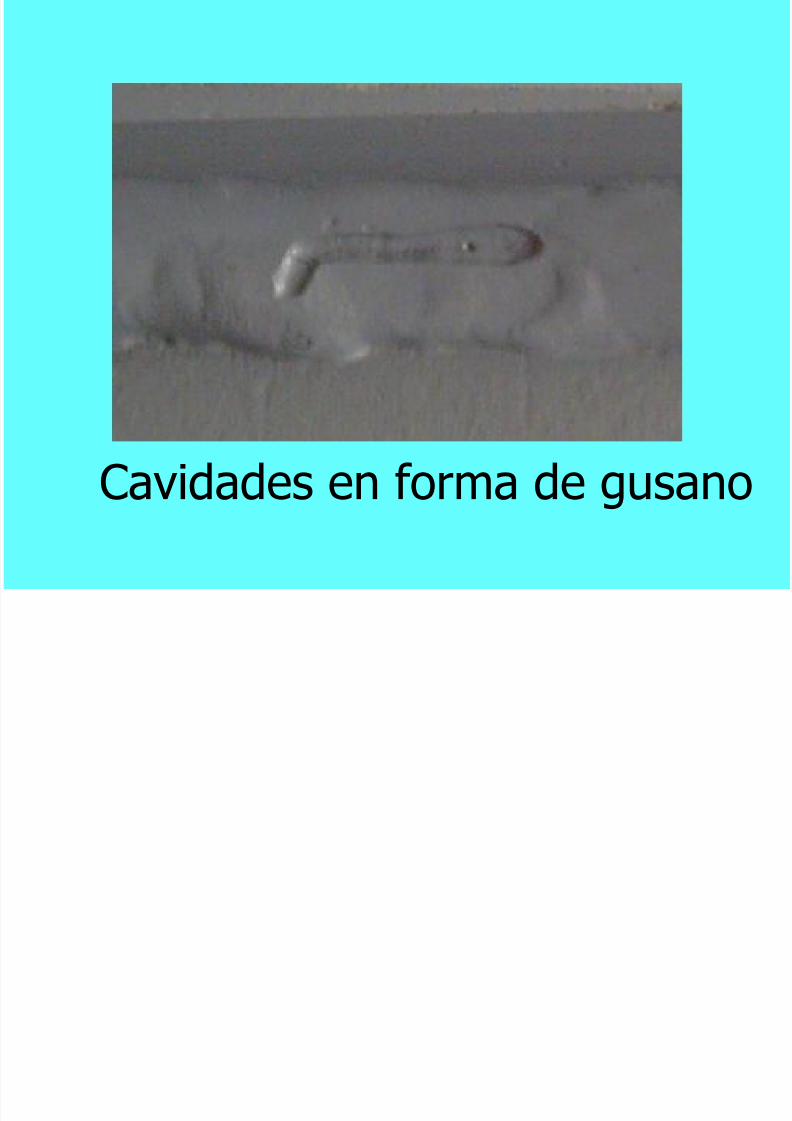
Definición
Son cavidades elongadas o tubulares formadas por gas
atrapado durante la solidificación del metal desoldadura, pueden ocurrir separadamente o en gruposen forma de espina de pescado.En soldadura de filete se pueden extender desde la raíz
hasta la cara.
Poros Cavidades Vermiculares
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 174/184
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 175/184
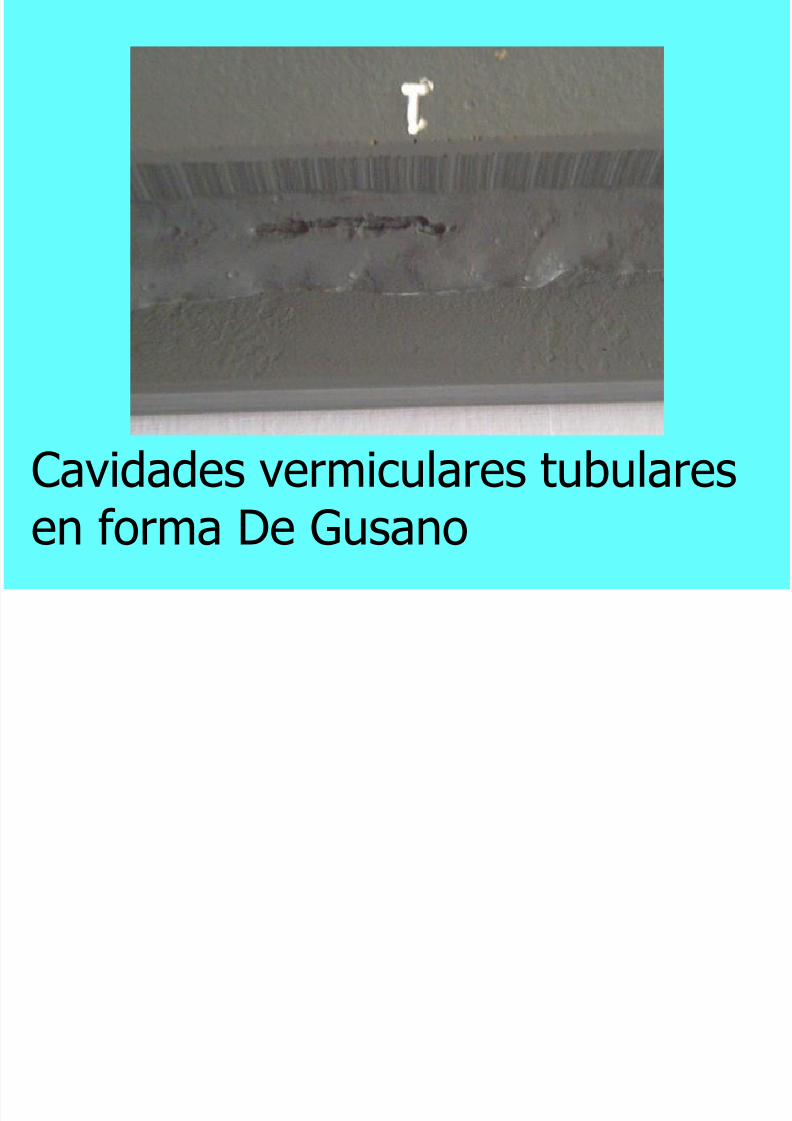
Cavidades vermiculares tubularesen forma De Gusano
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 176/184
Cavidades en forma de gusano
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 177/184
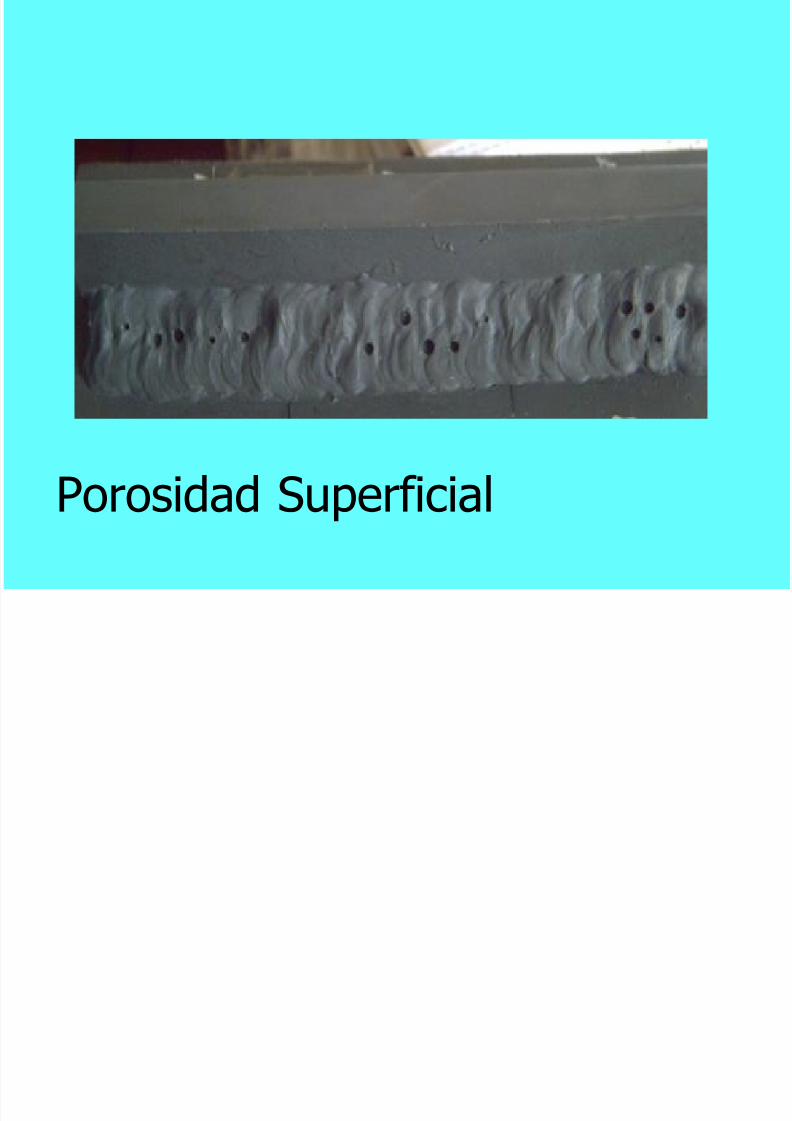
Porosidad Superficial
Quemón
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 178/184
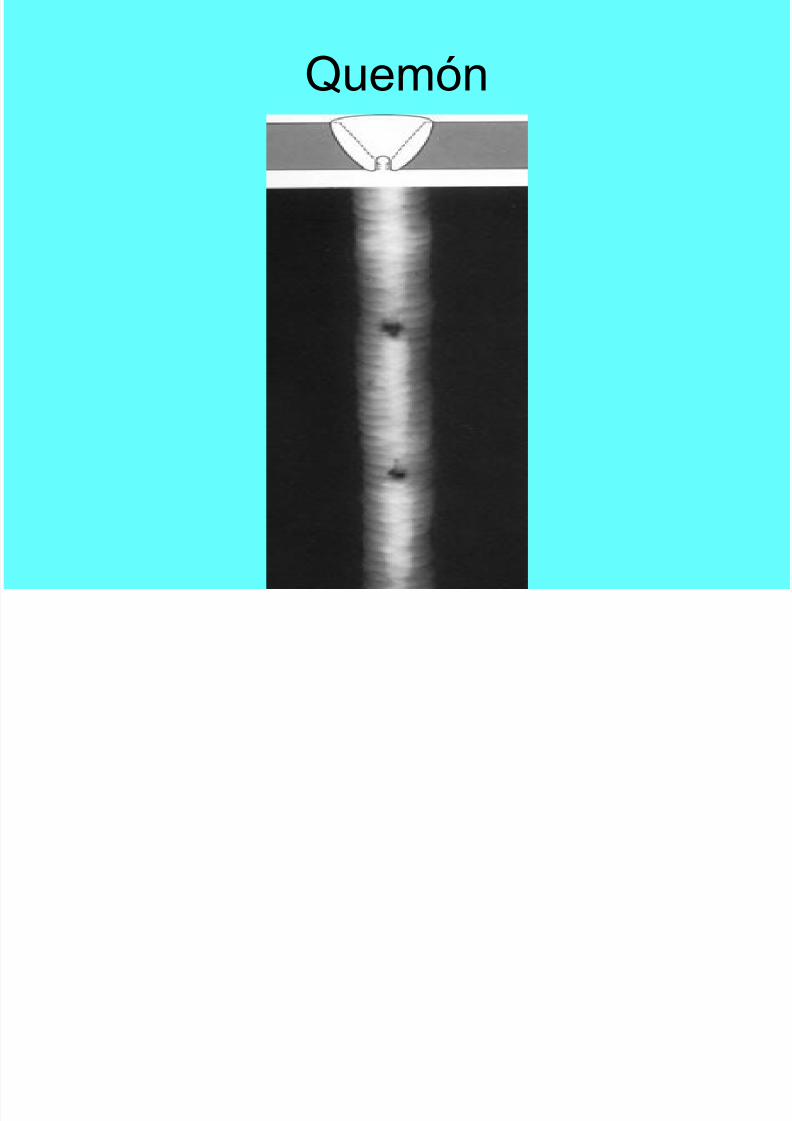
Definición
Es una porción del cordón de la raíz donde una excesivapenetración causa que el metal de soldadura sea
soplado hacia el inferior o descuelgue un exceso demetal fundido, suelen presentarse en la raíz.
Quemón
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 179/184
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 180/184
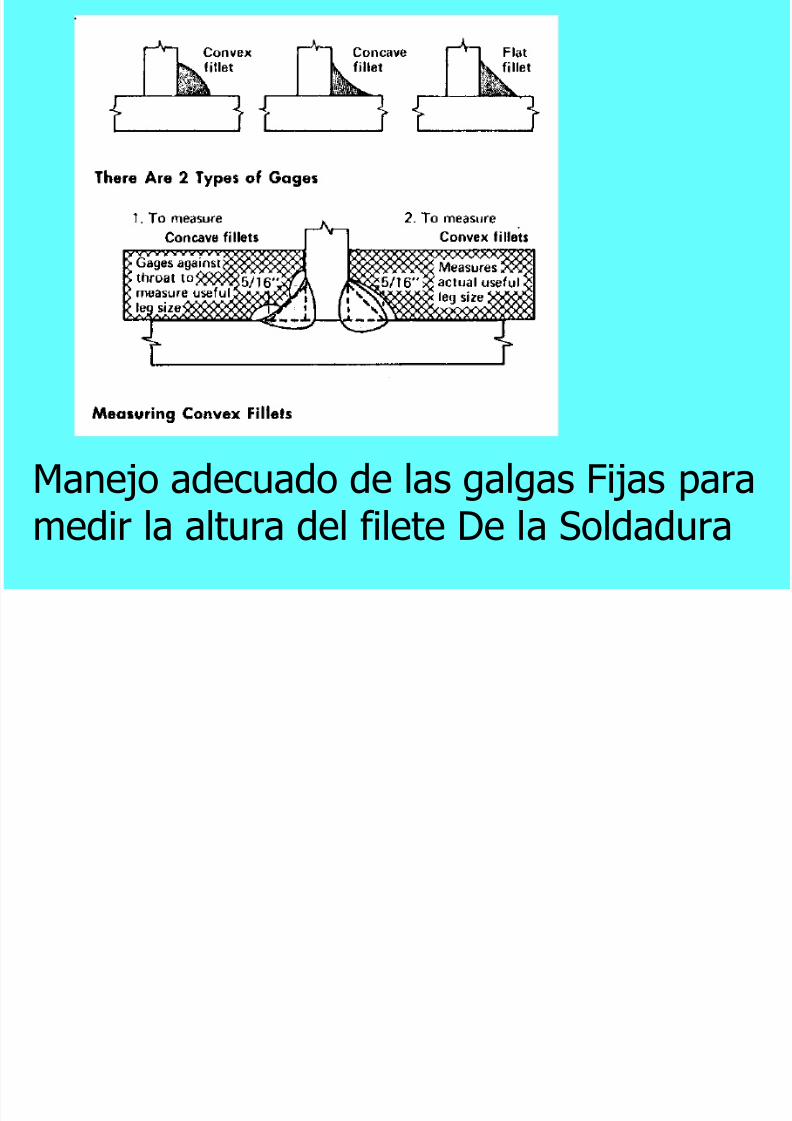
Manejo adecuado de las galgas Fijas paramedir la altura del filete De la Soldadura

5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 181/184
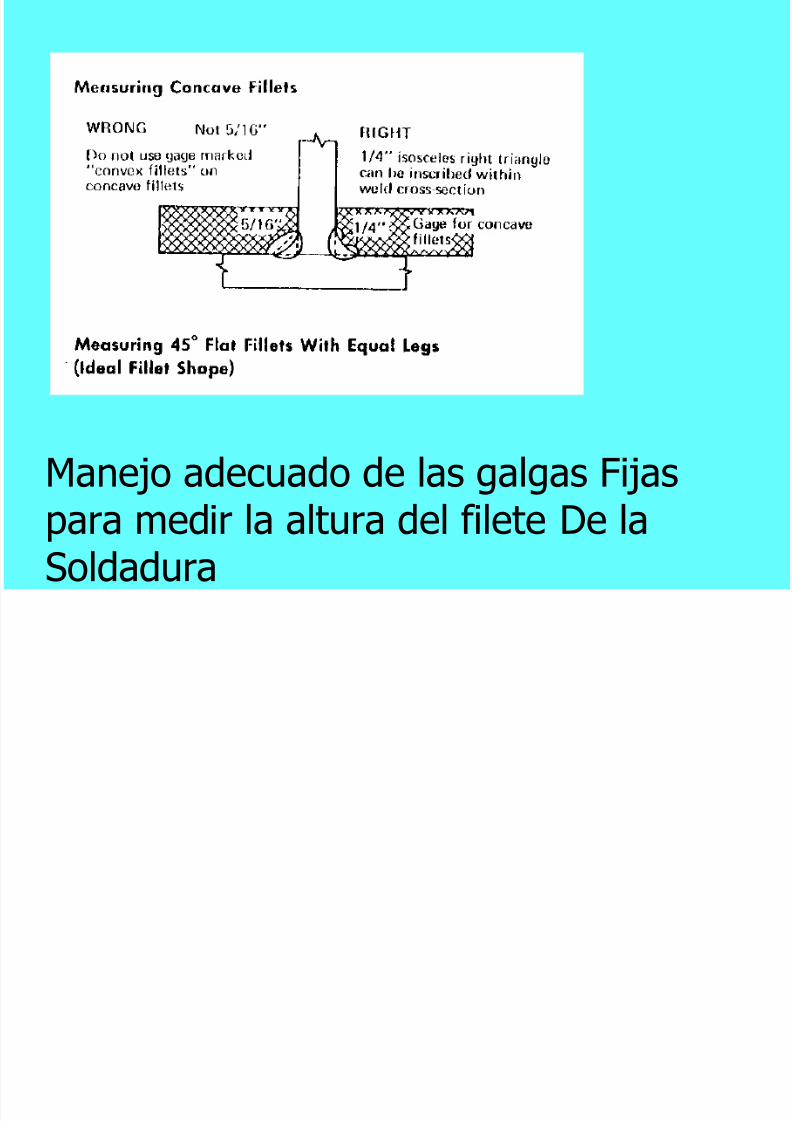
Manejo adecuado de las galgas Fijas paramedir la altura del filete De la Soldadura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 182/184
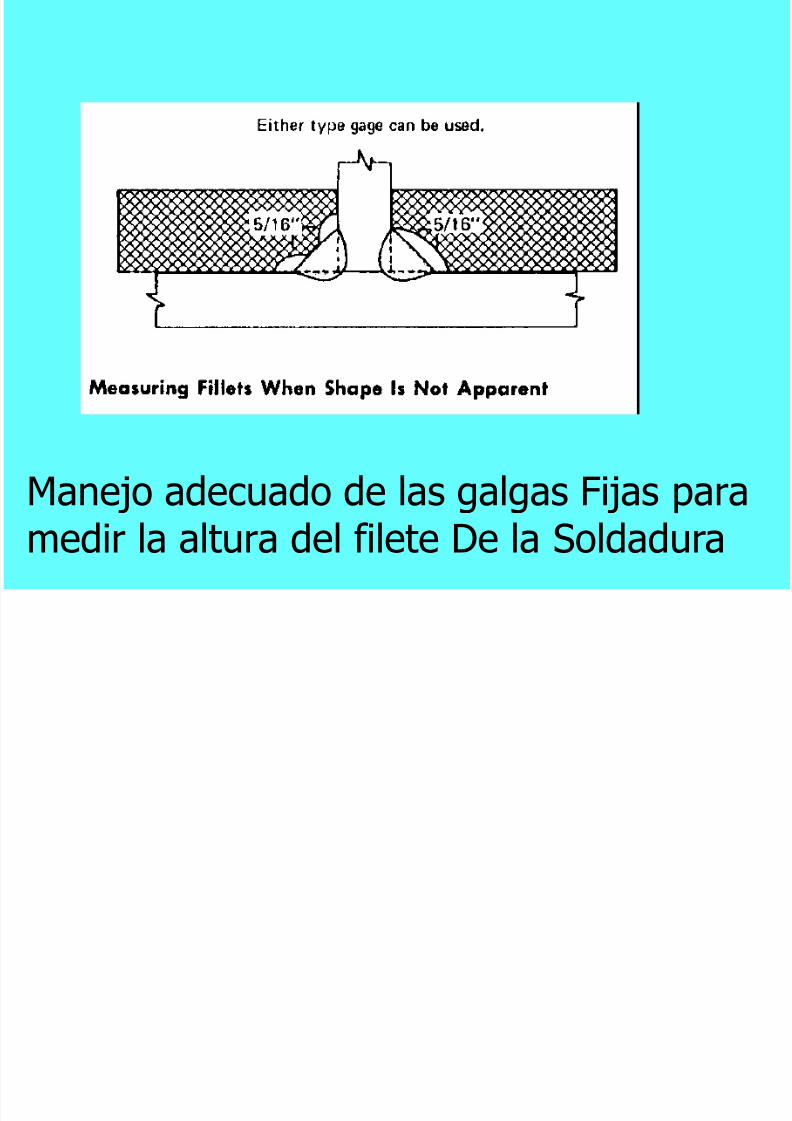
Manejo adecuado de las galgas Fijaspara medir la altura del filete De la
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 183/184
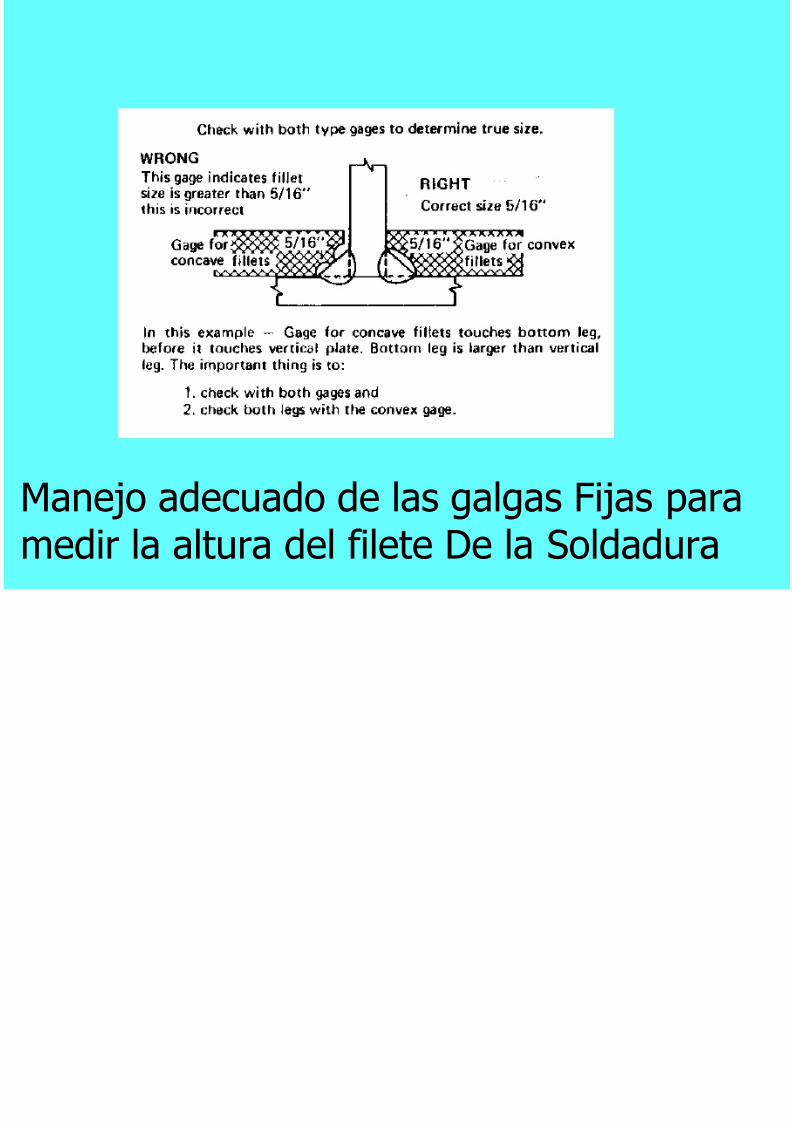
Manejo adecuado de las galgas Fijas paramedir la altura del filete De la Soldadura
5/17/2018 des en Soldadura - slidepdf.com
http://slidepdf.com/reader/full/des-en-soldadura 184/184