Embed Size (px)
Citation preview

UNIVERSIDADE DO SUL DE SANTA CATARINA
EDUARDO EFFTING
DESENVOLVIMENTO DO PROJETO INFORMACIONAL E CONCEITUAL DE UMA
MINI FRESADORA CNC PARA PEQUENAS EMPRESAS
Palhoça
2021

EDUARDO EFFTING
DESENVOLVIMENTO DO PROJETO INFORMACIONAL E CONCEITUAL DE UMA
MINI FRESADORA CNC PARA PEQUENAS EMPRESAS
Trabalho de Conclusão de Curso apresentado ao Curso de graduação em Engenharia de Produção, da Universidade do Sul de Santa Catarina, como requisito parcial para obtenção do título de Bacharel em Engenharia de produção
Orientador: Prof. Juliano Mazute, Me.
Palhoça
2021

EDUARDO EFFTING
DESENVOLVIMENTO DO PROJETO INFORMACIONAL E CONCEITUAL DE UMA
MINI FRESADORA CNC PARA PEQUENAS EMPRESAS
Este Trabalho de Conclusão de Curso foi
julgado adequado à obtenção do título de
Bacharelado em Engenharia de Produção
e aprovado em sua forma final pelo Curso
de Engenharia de Produção da
Universidade do Sul de Santa Catarina.
Palhoça, 30 de junho de 2021.
______________________________________________________
Prof. e orientador Juliano Mazute, MSc. Universidade do Sul de Santa Catarina
______________________________________________________
Prof. Silvio Jorge Machado, MSc. Universidade do Sul de Santa Catarina
______________________________________________________
Prof. Valnei Carlos Denardin, MSc. Universidade do Sul de Santa Catarina

RESUMO
O presente estudo tem como objetivo a aplicação da metodologia de processo
de desenvolvimento integrado de produtos industriais para o desenvolvimento de uma
mini fresadora CNC. As fresadoras CNC são máquinas capazes de executar a
usinagem operada através de comando numérico computadorizado, comunicável
através de softwares CAD e CAM, proporcionando a fabricação de peças com relativa
rapidez. As fresadoras CNCs compactas, tem se tornado uma tendência mundial,
devido aos seus benefícios e acessibilidade, tornando-a máquina ideal para compor
espaços educacionais, pequenas empresas e ambientes de prototipagem como os
Fab Labs. A tendência e procura por estas máquinas tem crescido, mas não há uma
definição certa sobre qual modelo ideal de fresadora compacta poderia compor e
suprir as necessidades de pequenas empresas tendo em vista o grande número de
combinações e aplicações possíveis para máquinas operadas por comando numérico.
O objetivo deste trabalho é desenvolver as etapas de projeto informacional e
conceitual da metodologia de processo integrado de produtos industriais de uma mini
fresadora CNC ideal para utilização em pequenas empresas, ressaltando os aspectos
e necessidades essenciais para o sucesso desse produto.
Palavras-chave: Fresadora, CNC, compactas.

LISTA DE FIGURAS
Figura 1 - Tamanho do mercado de máquinas CNC norte americanas. ................... 15
Figura 2 - Processo de desenvolvimento de produtos industriais ............................. 20
Figura 4 - Fluxo de desenvolvimento de uma mini fresadora CNC ........................... 23
Figura 5 - Fluxograma da fase de projeto informacional ........................................... 24
Figura 6 - Fluxograma da fase de projeto conceitual ................................................ 26
Figura 7- Demonstrativo de fresadora de 3 e 5 eixos. .............................................. 28
Figura 8 - Componentes de uma fresadora CNC ..................................................... 28
Figura 9 - Mini fresadora CNC Invantables X-carvey................................................ 30
Figura 10 - Mini fresadora CNC Carbide Nomad 883 ............................................... 30
Figura 11 - Mini fresadora e impressora 3D Zmorph ................................................ 31
Figura 12 - Matriz de metodologia de pesquisa ........................................................ 32
Figura 13 - Fluxograma da fase de projeto informacional ......................................... 34
Figura 14 - Espiral do ciclo de vida de produto......................................................... 37
Figura 15 - Fase inicial do processo de projeto ........................................................ 44
Figura 16 - Processo de tradução dos requisitos de usuários .................................. 44
Figura 17 - Esquema demonstrativo ........................................................................ 53
Figura 18 - Indicação de aproveitamento de espaço ................................................ 54
Figura 19 - Indicação de aproveitamento de espaço ................................................ 55
Figura 20 - Imagem do modelo Haas Desktop CNC ................................................ 55
Figura 21 - Fluxograma da etapa de projeto conceitual ............................................ 59
Figura 22 - Fluxograma das funções parciais ........................................................... 61
Figura 23 - Ilustração ponte fixa ............................................................................... 70
Figura 24 – Comparativo do sistema guia linear com sistema roldanas e eixos ....... 71
Figura 25 – Comparativo do sistema correia com sistema fuso ............................... 72
Figura 26 - Suporte alumínio .................................................................................... 73
Figura 27 – Comparativo da fixação parafuso e grampo, com trilho e grampo ......... 74
Figura 28 – Comparativo do sistema de sucção com sistema de lubrificação .......... 75
Figura 29 - Esquema de funcionamento da comunicação da CNC .......................... 75
Figura 30 – Visão geral do protótipo ........................................................................ 76
Figura 31 - Detalhamento da ponte fixa e spindle .................................................... 77
Figura 32 - Detalhamento da mesa de trabalho ....................................................... 77

Figura 33 - Detalhamento dos componentes na parte de traseira da ponte ............. 78
Figura 34 - Detalhamento da torre ........................................................................... 78
Figura 35 - Detalhamento da eletrônica ................................................................... 79

LISTA DE QUADROS
Quadro 1 - Problemas do projeto a serem resolvidos............................................... 38
Quadro 2 - Necessidades iniciais dos clientes ......................................................... 38
Quadro 3 - Atributos básicos do produto .................................................................. 40
Quadro 4 - Requisitos de usuários ........................................................................... 42
Quadro 5 - Requisitos de usuários mais relevantes ................................................. 43
Quadro 6 - Requisitos de projeto.............................................................................. 45
Quadro 7 - Especificações do modelo Carvey 3D .................................................... 46
Quadro 8 - Especificações do modelo Carbide 3D ................................................... 47
Quadro 9 - Especificações do modelo Bantam Desktop ........................................... 48
Quadro 10 - Especificações do modelo Evo-One ..................................................... 49
Quadro 11 - Especificações do modelo Haas Desktop............................................. 50
Quadro 12 - Análise comparativa entre os modelos ................................................. 51
Quadro 13 - Lista de requisitos finais ....................................................................... 57
Quadro 14 - Função global do produto ..................................................................... 60
Quadro 15 - Funções parciais do produto ................................................................ 60
Quadro 16 - Princípios de solução - Matriz morfológica ........................................... 63
Quadro 17 - Concepções alternativas - Matriz morfológica ...................................... 66
Quadro 18 - Matriz Pugh .......................................................................................... 68
Quadro 19 - Detalhamento da concepção selecionada ............................................ 70

LISTA DE TABELAS
Tabela 2 - Comparativo dimensional ........................................................................ 52
Tabela 3 - Resultados da comparação dimensional ................................................. 53

LISTA DE ABREVIATURAS E SIGLAS
PRODIP - Processo de Desenvolvimento Integrado de Produtos
CAD – Desenho Auxiliado por Computador
CAM – Manufatura Auxiliada por Computador
CNC – Comando Numérico Computadorizado
Fab Labs – Fabrication Laboratories – Laboratórios de fabricação compartilhados.
CN – Comando numérico
Routers – Roteadoras CNC
NEPID – Núcleo de desenvolvimento integrado de produtos
USGS – Software Universal G-code Sender

SUMÁRIO
1 INTRODUÇÃO ...................................................................................................... 12
1.1 PROBLEMA DA PESQUISA .............................................................................. 14
1.2 OBJETIVOS ....................................................................................................... 14
1.2.1 Objetivo geral ................................................................................................ 14
1.2.2 Objetivo específico ....................................................................................... 15
1.3 JUSTIFICATIVA ................................................................................................. 15
1.4 ESTRUTURA ..................................................................................................... 16
1.5 DELIMITAÇÃO DO ASSUNTO .......................................................................... 16
2 FUNDAMENTAÇÃO TEÓRICA ............................................................................ 17
2.1 CONTEXTUALIZAÇÃO DO USO DE MÁQUINAS CNC DE PEQUENO PORTE17
2.2 PROCESSO DE DESENVOLVIMENTO DE PRODUTO .................................... 19
2.2.1 Projeto de desenvolvimento de produto ..................................................... 19
2.2.2 Processo de desenvolvimento de produtos................................................ 19
2.2.3 Planejamento ................................................................................................. 20
2.2.4 Projetação........................................................................................................21
2.2.5 Implementação .............................................................................................. 22
2.2.6 Fluxograma das etapas de desenvolvimento do projeto ........................... 22
2.2.7 Projeto informacional ................................................................................... 23
2.2.8 Projeto conceitual ......................................................................................... 25
2.3 CONTEXTUALIZAÇÃO das FRESADORAS CNC ............................................. 27
2.3.1 Estrutura de uma fresadora CNC ................................................................. 28
2.3.2 Aspectos relevantes ao projeto ................................................................... 29
2.3.3 Inspirações projetuais .................................................................................. 29
3 METODOLOGIA ................................................................................................... 32
3.1 CARACTERIZAÇÃO DA PESQUISA ................................................................. 32
4 DESENVOLVIMENTO DO ESTUDO .................................................................... 34

4.1 PROJETO INFORMACIONAL ............................................................................ 34
4.1.1 Fatores de influência no projeto .................................................................. 34
4.1.1.1 Relato de necessidade de empresas ........................................................... 35
4.1.1.1.1 Empresa 1....................................................................................................35
4.1.1.1.2 Empresa 2....................................................................................................36
4.2 ANÁLISE DO CICLO DE VIDA DO PRODUTO .................................................. 37
4.3 APLICAÇÃO DA MATRIZ ROTH ....................................................................... 39
4.4 APLICAÇÃO DA MATRIZ DE REQUISITOS DE USUÁRIOS ............................ 41
4.4.1 Relevância de requisitos de usuários .............................................................. 43
4.5 REQUISITOS DE PROJETO ............................................................................. 44
4.6 ANÁLISE COMPARATIVA DOS REQUISITOS DE PROJETO COM MÁQUINAS
EXISTENTES NO MERCADO ................................................................................. 45
4.6.1 Análise comparativa ........................................................................................ 50
4.7 ESPECIFICAÇÃO FINAL DO PROJETO ........................................................... 56
5 PROJETO CONCEITUAL ..................................................................................... 59
5.1 DEFINIÇÃO DA FUNÇÃO GLOBAL ................................................................... 59
5.2 PRINCÍPIOS DE SOLUÇÃO .............................................................................. 61
5.3 ELABORAÇÃO DAS CONCEPÇÕES ALTERNATIVAS..................................... 65
5.4 PONDERAÇÃO DE REQUISITOS ..................................................................... 68
5.4.1 Avaliação dos resultados ................................................................................ 69
5.5 DETALHAMENTO DA CONCEPÇÃO SELECIONADA ...................................... 70
6 PROJETO PRELIMINAR ...................................................................................... 76
6.1 CONSTRUÇÃO DO PROTÓTIPO...................................................................... 76
7 CONCLUSÃO ....................................................................................................... 80
7.1 RESULTADOS OBTIDOS .................................................................................. 80
7.2 LIMITAÇÕES ..................................................................................................... 80
7.3 RECOMENDAÇÕES FUTURAS ........................................................................ 81

12
1 INTRODUÇÃO
As máquinas ferramentas operadas por comando numérico computadorizado
nem sempre fizeram parte da nossa realidade. O desenvolvimento do primeiro
protótipo de fresadora por comando numérico (CN) surgiu em 1952 diante da
necessidade gritante de otimização dos processos industriais da época.
O impulsionamento no desenvolvimento desta ferramenta foi inteiramente
influenciado pela necessidade de produção acelerada e padronizada de
equipamentos de guerra, principalmente para a indústria aeronáutica, onde nesta
época, tornava-se fator decisivo para o sucesso nos campos de batalha.
As primeiras fresadoras CN operavam através de cartões perfurados, onde o
operador perfurava um cartão na ordem em que havia planejado e a máquina
executava os comandos conforme perfuração do cartão. O processo era trabalhoso e
despendia de semanas de projeto de comando antes de ser executado.
Tempos depois, a computação passou a fazer parte da realidade tecnológica,
e consequentemente os sistemas CN foram afetados por ela, ocasionando mudanças
significativas no processo de usinagem. Agora as máquinas operavam através de
comandos computadorizados, e daí o surgimento da nomenclatura comando numérico
computadorizado (CNC).
Com o passar dos anos, ocorreu o surgimento de máquinas semelhantes que
operavam com o mesmo princípio de fresadoras CNC, porém, possuíam geometria,
condições e aplicações diferentes.
Podemos considerar que se entende por definição, que as fresadoras CNC são
equipamentos de torre fixa, com motor e eixo acoplador de fresas, possuem
geralmente 3 eixos de operação, X, Y e Z que são movimentados por motores de
passo que são acionados por comandos numéricos computadorizados. Possuem
como principal característica a robustez, justamente por trabalharem com usinagem
de materiais mais rígidos, como aços e suas ligas.
Já os equipamentos denominados de Routers CNC (Tipo de fresadora CNC)
possuem os mesmos princípios de operação, porém com estrutura e geometria
diferentes. O objetivo é a usinagem de materiais mais moles, como madeira e
polímeros em geral. Por conta disso não se faz necessário uma estrutura com

13
demasiada robustez, e desta forma consegue-se aplicar geometrias favoráveis ao
aumento da área de trabalho, capacidade produtiva e velocidade de operação.
Este tipo de plataforma de máquina, permite a aplicação de inúmeras
tecnologias, temos por exemplo, Routers CNC, responsáveis por trabalhos de corte a
plasma em chapas de aço, corte a laser em diferentes materiais e cortadoras para
indústria de vidros, gravadoras e até máquinas de desenho. Hoje em dia os fabricantes
estão investindo inclusive em variações que fazem múltiplas operações como furar,
cortar, facear e lixar em uma única máquina, que acabam por proporcionar
flexibilidade para os operadores reduzindo a necessidade de mão de obra humana,
Grand View Research (2020).
Percebe-se que conforme o aumento da aplicação de diferentes tecnologias
nas máquinas CNC, tem-se o crescente desenvolvimento e aplicação para produção
de produtos e serviços. Cada vez mais estas máquinas estão saindo dos laboratórios
e das mãos dos engenheiros e ganhando portes menores para fazerem parte da vida
das pessoas, que tem por objetivo a criação de protótipos e produtos em pequenas
empresas.
Há demanda crescente de utilização destes equipamentos em portes menores,
com simplicidade e instintividade de softwares tornando-se mais acessíveis ao público
em geral, ocasionando desta forma um desenvolvimento mais acessível deste tipo de
tecnologia, quanto mais pessoas tiverem acesso, maior será o crescimento
tecnológico.
De maneira semelhante, temos a tecnologia de impressão 3D, que embora
trouxe uma abordagem diferente de processo produtivo, conseguiu de maneira
compacta e acessível possibilitar a utilização por mais pessoas nos ambientes com
espaço e condições limitadas, onde proporciona maior segurança para o
desenvolvimento de produtos/protótipos, ou, em muitos casos, a criação de pequenos
negócios.
As fresadoras CNC estão seguindo esta tendência de incorporarem ambientes
de desenvolvimento de projetos, garagens residenciais, fab labs, pequenas empresas
entre outros, porém apresentam obstáculos demasiadamente maiores na adequação
a este tipo de ambiente devido as características funcionais das Fresadoras CNC.
Com este trabalho, veremos o desenvolvimento informacional e conceitual de
uma mini fresadora CNC destinada à uso em ambientes industriais e empresariais de

14
pequeno porte. Aplicaremos a metodologia de processo de desenvolvimento integrado
de produtos (PRODIP) para desenvolvimento do projeto com maior eficiência e
visando atender as necessidades deste público-alvo.
1.1 PROBLEMA DA PESQUISA
A utilização de fresadoras CNC permite a produção com elevado grau de
precisão e padronização em diversos tipos de materiais, o que as tornam máquinas
essenciais para a maioria das indústrias.
Porém existe um crescente movimento de pequenas empresas incorporarem
este tipo de maquinário de uma maneira adaptada à sua produção, o que antes não
era possível devido ao alto investimento, além de serem máquinas de grande porte
que acabavam por não se enquadrar nos pequenos espaços em que as empresas
estão surgindo hoje. As adaptações tendem a restringir aspectos como: Tamanho, tipo
de aplicação, tipo de materiais a serem usinados, robustez necessária, nível de ruído
entre outros.
De acordo com a Grand View Research (2020) estes novos modelos de CNC
são compactos e requerem menos espaço físico comparado com os modelos
tradicionais, reduzindo custos associados a manutenção e operação, sendo isto o
principal ponto de vantagem para uso em pequenas empresas.
Coloca-se a questão sobre qual seria o modelo de fresadora ideal para suprir
as necessidades encontradas em pequenas empresas?
Desta forma pretende-se com este projeto, o desenvolvimento através da
aplicação da metodologia PRODIP de uma fresadora CNC de pequeno porte para uso
em pequenas empresas, visando atender às necessidades identificadas.
1.2 OBJETIVOS
1.2.1 Objetivo geral
Desenvolver o projeto informacional e conceitual de uma fresadora CNC de
pequeno porte para pequenas empresas, através da Aplicação da metodologia
PRODIP.

15
1.2.2 Objetivo específico
▪ Identificar e analisar tendência de mercado desse nicho.
▪ Definir as necessidades de uso da fresadora no ambiente alvo;
▪ Especificar concepção da fresadora
▪ Compreender a metodologia PRODIP e aplicar de maneira correta.
1.3 JUSTIFICATIVA
Este trabalho justifica-se pela crescente tendência e necessidade de utilização
de fresadoras CNC, principalmente em pequenas empresas, o que permitirá o
desenvolvimento acelerado, com precisão e qualidade de protótipos e produtos sem
a necessidade de altos investimentos, garantindo competitividade e bons resultados
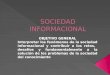
no mercado. De acordo com dados da Grand view research (2020), o mercado de
máquinas CNC foi avaliado em 67,19 bilhões de dólares em 2019, e espera-se um
crescimento de 7,3% de 2020 até 2027. Este crescimento se deve as pequenas
empresas que possuem espaço limitado estarem investindo em máquinas CNC mais
compactas e de menor complexidade sem a necessidade de um operador
monitorando-as constantemente, como ocorre em grandes indústrias. No gráfico
abaixo, demonstra-se a projeção de crescimento dos diversos tipos de fresadoras
CNC até 2027.
Figura 1 - Tamanho do mercado de máquinas CNC norte americanas.
Fonte: Traduzido de Grand view research, 2020.

16
A aplicação destes tipos de fresadoras CNC contribui para o crescimento das
oportunidades para o ramo de engenharia, onde ampliará a oferta de empregos como
também as possibilidades de aplicação em diferentes sistemas produtivos. Este
trabalho pode ser utilizado como uma referência básica de conceitos e aspectos para
definição das melhores configurações de máquina para implementação em uma
pequena empresa.
1.4 ESTRUTURA
Este trabalho está dividido em 6 principais etapas de acordo com a metodologia
PRODIP que serão responsáveis pela informação e conceituação dos aspectos do
projeto, de maneira a observar requisitos específicos para o detalhamento construtivo
e funcional da fresadora.
O entendimento dos conceitos básicos e nomenclaturas serão apresentados
inicialmente, segundo pela definição de aspectos mais específicos do produto, como
componentes e design da máquina.
Por fim traremos a apresentação de um modelo detalhado do produto.
1.5 DELIMITAÇÃO DO ASSUNTO
Com o objetivo de delimitação do estudo deste trabalho, tem-se a aplicação da
metodologia PRODIP nas etapas de projeto informacional e projeto conceitual,
encontradas dentro da macro fase de projetação.
O projeto será desenvolvido até a etapa de definição da concepção, que
proporcionará as informações necessárias para as fases subsequentes.

17
2 FUNDAMENTAÇÃO TEÓRICA
Neste capítulo, serão apresentados todos os conceitos e conteúdos
importantes para o entendimento e fundamentação do projeto. Serão explicados
fatores que influenciaram a criação deste projeto, como também informações
relevantes a nova tendência de mercado que vem se observando. Teremos também
a definição dos conceitos de fresadoras CNC, assim como sua estrutura funcional e
pôr fim a definição dos conceitos relacionados ao processo de projeto.
2.1 CONTEXTUALIZAÇÃO DO USO DE MÁQUINAS CNC DE PEQUENO PORTE
O uso de máquinas CNC de pequeno porte para fabricação de protótipos, ou
até pequenos lotes de algum produto, tem sido cada vez mais adotado pelas pessoas,
devido a tendência mundial de fabricação própria. Segundo Anderson (2013), estamos
passando por um processo de revolução industrial, onde, através do movimento
maker qualquer pessoa com um bom desenho, ou um bom projeto, é capaz de fabricar
praticamente qualquer coisa.
O movimento maker, por definição, é feito por pessoas que utilizam ferramentas
digitais em seus computadores, para elaboração de projetos que serão executados
em máquinas de fabricação própria, posteriormente os resultados são compartilhados
entre outros “makers” via web, que podem incluir desde os próprios arquivos utilizados
como também instruções de como foram fabricados (ANDERSON, 2013). Todo esse
compartilhamento de informações, que tem por característica “código aberto” permite
a modificação, re-criação e co-criação dos projetos, proporcionando uma estimulação
e avanço na inovação e criação de novos produtos, sendo que muitas vezes estes
projetos são trabalhados e realizados nas próprias casas, garagem ou espaços
limitados desses indivíduos (GAVASSA, 2016).
Esse movimento estimulou a criação de Laboratórios de fabricação, conhecidos
popularmente como “Fab Labs”, inicialmente originado no Massachusetts Institute of
Technology (MIT). Hoje estão espalhados mundialmente.
Os Fab Labs, são espaços destinados ao desenvolvimento e fabricação de
projetos próprios, contam com espaço limitado e público restrito, de acordo com o tipo
de objetivo do Fab Lab. Possuem máquinas de impressão 3D, máquinas de corte e

18
gravação à laser, fresadoras CNC entre outras de acordo com a finalidade do Fab Lab
(GAVASSA, 2016).
Foi identificado um crescimento acentuado do movimento maker nos últimos
anos através da análise da quantidade de Fab Labs criados entre os anos de 2016 e
2018, conforme demonstrado na tabela abaixo.
Tabela 1 - Países x quantidades de Fab Labs
Fonte: Fab Lab foundation, 2018.
Percebe-se que este movimento ocorre geralmente em espaços compactos,
podendo ser os próprios Fab Labs como também garagens ou pequenas empresas.
Desta forma, torna-se imprescindível a utilização de máquinas compactas para
otimização do espaço. Ao contrário das impressoras 3D, que foram idealizadas com
uma proposta de serem compactas, as fresadoras CNC estão em processo de
adaptação para se adequarem à essas novas necessidades.
Além da questão educacional desenvolvida através dos Fab Labs, a utilização
de fresadoras CNC de pequeno porte por pequenas empresas permite a viabilidade
dos seus processos de fabricação com alto nível de qualidade e padronização, sem
se comprometerem com altos investimentos. Proporcionando maior diversificação e
competição entre as empresas do mercado.
A sociedade também se beneficia deste tipo de prática, com mais ofertas de
produtos e avanços tecnológicos.
A incorporação destas máquinas em laboratórios universitários favorece o
desenvolvimento de pesquisa, algo que não era acessível anteriormente devido às
características construtivas deste tipo de equipamento.

19
Com esta demanda crescente de empresas, pessoas e centros acadêmicos
utilizando este tipo de tecnologia, estimula-se a capacitação profissional e a
necessidade de engenheiros especializados na área de forma a projetar, e adequar o
uso destas máquinas nos mais variados ambientes.
2.2 PROCESSO DE DESENVOLVIMENTO DE PRODUTO
2.2.1 Projeto de desenvolvimento de produto
Para o entendimento correto de projetos de desenvolvimento de produto,
deve-se primeiro compreender a definição do termo projeto. Projeto, são compostos
por ações, trabalhos executados em organizações ou por um grupo de pessoas
com o objetivo de gerar algum resultado. Deve-se observar que Projetos são
semelhantes a operações, mas não devem ser confundidos com tal. Assim como
projetos, as operações executam trabalhos planejados através de pessoas e
máquinas, possuem recursos limitados e são controlados, de modo a sempre
alcançar o objetivo principal. Vale destacar então, que operações são trabalhos
repetitivos que visam cada vez mais a padronização e otimização dos recursos
envolvidos. Por outro lado, os projetos não são repetitivos, e desta forma estão
caracterizados com início, meio e fim, são os principais aspectos que o diferem das
operações (ROMANO, 2003).
Projeto é um empreendimento não repetitivo caracterizado por uma sequência clara e lógica de eventos, com início, meio e fim, que se destina a atingir um objetivo claro e definido, sendo conduzido por pessoas dentro de parâmetros pré-definidos de tempo, custo, recursos envolvidos e qualidade. (VARGAS, 2000, p.8)
2.2.2 Processo de desenvolvimento de produtos
Segundo Romano (2003) o processo de desenvolvimento de produto é
aquele que visa o empreendimento na criação, desenvolvimento, modificação de
um bem material ao longo de diversas fases de projeto, previamente estipuladas
de modo a controlar desde a o início até o lançamento do produto.

20
O processo de desenvolvimento integrado de produtos industriais,
denominado pela sigla PRODIP, é um modelo referência para o desenvolvimento
de projetos de produtos industriais de maneira sistemática e formal, que permite a
integração dos participantes da cadeia produtiva como também dos clientes (BACK
et al, 2008).
Inicialmente o PRODIP foi experimentado pelo núcleo de desenvolvimento
integrado de produtos (NEPID) com o desenvolvimento de projetos de máquinas
agrícolas por Romano, além de outros projetos e pesquisas. Posteriormente foi
adaptado por Back et al (2008), que incluiu uma etapa inicial ao processo de
desenvolvimento de produto.
O processo de desenvolvimento integrado de produtos está dividido em três
macro frases de acordo com Back at el (2008), que estão definidas como:
planejamento, projetação e implementação.
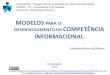
Na figura 01 é possível observar todas as etapas que compõe o PRODIP,
juntamente com os documentos e resultados esperados ao término de cada etapa.
Os resultados das etapas são analisados e autorizam ou não o avanço do projeto
à próxima etapa. Assim, tem-se então nove subfases que se desdobram em etapas
e tarefas. Back et al (2003).
Figura 2 - Processo de desenvolvimento de produtos industriais
Fonte: Back, 2008.
2.2.3 Planejamento
Esta fase é responsável pelo planejamento de tanto o projeto quanto o produto
que serão desenvolvidas nas etapas subsequentes. No planejamento do produto,

21
ocorrerá a inclusão de todos os aspectos e conceitos iniciais desejáveis ao produto.
Já no planejamento do projeto, temos da mesma maneira, a definição de todos os
aspectos relevantes para o desenvolvimento do resto do projeto. Segundo Smith e
Back et al (2003) a etapa de planejamento de projeto representa apenas 5% dos
custos do projeto, porém influencia em 70% dos custos totais do projeto, conforme
demonstrado na figura abaixo.
Figura 3 - Gráfico de representatividade do projeto
Fonte: Smith e Reinertsen, 1991.
Ao término desta fase, temos a elaboração do plano do produto e do plano do
projeto, documentos responsáveis para a análise de viabilidade e aprovação para
prosseguimento do projeto às demais etapas.
2.2.4 Projetação
Segundo Fonseca, 2000. A fase de projetação é responsável principalmente
pela elaboração do projeto, sendo composta por quatro principais etapas, sendo
elas: projeto conceitual, projeto informacional, projeto preliminar e projeto
detalhado, as quais correspondem aspectos importantes para o andamento do
projeto. Cada etapa irá gerar como resultado do processo, respectivamente os
seguintes documentos: especificações do projeto, concepção do produto, leiaute

22
do produto e documentação do produto, que serão posteriormente analisadas e
aprovadas para serem executadas na fase seguinte de implementação.
Este trabalho demonstrará apenas as etapas de projeto informacional e
conceitual.
2.2.5 Implementação
Esta etapa é responsável pela preparação da produção, lançamento e
validação do produto, conforme definido nas três etapas à que compõe, compreende
aspectos como liberação do produto após todas as melhorias terem sido aplicadas na
etapa anterior, validação do lote inicial de produção, com intuito de ajustar aspectos
relacionados a fabricação do produto. Tem-se a validação e o consequente
lançamento do produto com o início da produção em massa e posteriormente sendo
acompanhado pela etapa de validação do produto de acordo com o desempenho do
mesmo no mercado.
2.2.6 Fluxograma das etapas de desenvolvimento do projeto
O processo de desenvolvimento integrado de produtos possui uma sequência
linear no andamento das diversas etapas que o compõe. Entre uma etapa e outra,
existe os chamados “GATES”. Os gates são momentos de transição entre as fases, o
projeto só avançará caso o resultado obtido na etapa anterior seja analisado e
aprovado. O fluxograma demonstrado abaixo representa com clareza o fluxo do
processo de desenvolvimento da mini fresadora CNC com a utilização da metodologia
PRODIP.

23
Figura 3 - Fluxo de desenvolvimento de uma mini fresadora CNC
Fonte: Mazute, 2014.
2.2.7 Projeto informacional
Segundo Back et al (2008) A etapa de projeto informacional, é destinada para
a elaboração das especificações de projeto que é desenvolvido através das sub
etapas que devem ser seguidas em ordem cronológica. Back et al (2008) demonstra
o fluxograma de todo o processo de projeto informacional, conforme demonstrado.

24
Figura 4 - Fluxograma da fase de projeto informacional
Fonte: Back, 2008.
A etapa de projeto informacional começa após a apresentação do plano de
projeto, com objetivo de entendimento de escopo. Sequencialmente trabalha-se para
a definição dos fatores que podem influenciar o projeto. Neste momento a equipe de
marketing já está trabalhando em conjunto até o final da etapa de projeto informacional

25
de modo a monitorar o mercado e o projeto afim de garantir que mudanças no
mercado não venham a passar desapercebidas, o que poderia causar o fracasso do
projeto. Subsequentemente, são definidas as necessidades dos usuários, requisitos
dos usuários, requisitos do projeto e especificações do projeto, concluindo-se assim
os aspectos principais do projeto e produto.
Agora as demais etapas, sendo elas fatores de influência na manufatura,
envolvimento de fornecedores, informações de segurança, metas de dependência,
custo médio do produto e avaliação das especificações, serão trabalhadas
simultaneamente de modo a estudar a viabilidade do produto, para que mudanças
possam ser aplicadas na etapa seguinte de lições aprendidas, de modo a finalizar os
aspectos relacionados ao produto, manufatura e custos, antes da sua aprovação,
Back et al (2008).
As demais etapas são responsáveis pela aprovação das especificações,
análise financeira, e atualização do plano de projeto, documento que deverá ser
utilizado na próxima fase de desenvolvimento, o projeto conceitual, Back et al (2008).
2.2.8 Projeto conceitual
O projeto conceitual está relacionado a concepção do produto, busca por
intermédio das suas doze etapas, desenvolver todos os aspectos relacionados ao
produto, desde a concepção inicial, partindo da apresentação do plano de produto,
até definições técnicas, fabricação e operação do produto.
O projeto conceitual inicia-se com a apresentação do plano de produto
atualizado à equipe de projeto, ocorrendo uma orientação inicial dos aspectos a serem
desenvolvidos nas etapas subsequentes.
O fluxograma demonstrado abaixo, deixa claro todas as etapas a serem
desenvolvidas nesta fase de projeto.

26
Figura 5 - Fluxograma da fase de projeto conceitual
Fonte: Back et al, 2008.
Back et al (2008) ainda afirma que, as primeiras etapas visam elaborar a
estrutura do produto, concepções alternativas, e por último selecionar a concepção
escolhida. É somente após a aprovação da concepção escolhida que as demais
etapas como, processos de fabricação que serão envolvidos na fabricação do produto,

27
envolvimento de fornecedores, cadeia produtiva, estudo inicial de segurança, e
avaliação da concepção, serão executadas de forma simultânea.
Aplica-se então as lições aprendidas de forma a aprimorar ainda mais o projeto
de acordo com os aspectos desenvolvidos. Segundo Back et al (2008) a equipe de
marketing atua novamente de maneira simultânea a todas essas etapas de projeto
previamente informadas desde a apresentação do plano de projeto à equipe, com o
objetivo de monitorar mudanças no mercado que possam afetar o sucesso do produto.
Por fim, ocorre a aprovação da concepção do produto, análise econômica e
então a atualização do plano de projeto para que a próxima etapa possa ser iniciada.
2.3 CONTEXTUALIZAÇÃO DAS FRESADORAS CNC
Fresadoras CNC são máquinas ferramentas que utilizam fresas de diversos
tipos e formatos acopladas à um mancal principal. São encontradas em diversas
configurações de arranjos estruturais, mas basicamente possuem duas bases que
se movimentam sobre guias lineares e a torre principal para fixação do motor
principal. A fresadora realiza movimentação nos eixos X, Y e Z do eixo cartesiano
conforme programação fornecida com o objetivo de remover material sob a forma
de cavaco do corpo a que esteja trabalhando, independendo do tipo de material de
composição.
Segundo Machado (1996), máquinas ferramentas operadas por comando
numérico computadorizado, são máquinas que realizam movimentos sequenciais
de acordo com a programação utilizada em um sistema de coordenadas
cartesianas para elaboração de qualquer perfil geométrico.
Estas máquinas possuem certo grau de liberdade construtiva devido a sua
grande variedade de opções de montagem de arranjo estrutural. O arranjo
estrutural da máquina está diretamente ligado ao nível de estabilidade que a
mesma necessita, isto é, caso o objetivo seja a usinagem de materiais duros com
alto nível de precisão, a estrutura da máquina deverá consequentemente ser mais
robusta, enquanto que, para usinagem de materiais mais moles, como madeira ou
polímeros em geral, pode-se usar estruturas menos enrijecidas que inclusive
favorecem para o aumento da área de trabalho.
As fresadoras podem possuir movimentação de dois até cinco eixos
cartesianos, conforme necessidade do projeto.

28
Figura 6- Demonstrativo de fresadora de 3 e 5 eixos.
Fonte: Adaptado de Sandvik, 2015.
A função principal no uso deste tipo de máquina seria para a usinagem de
diversos tipos de materiais com objetivo de geometria desejada, sendo assim, uma
máquina essencial para fabricação de componentes para produtos.
2.3.1 Estrutura de uma fresadora CNC
A estrutura de uma fresadora CNC comporta alguns componentes principais,
podendo diferenciar de acordo com o tipo de arranjo estrutural, número de eixos e
o tipo de aplicação da máquina. Abaixo demonstra-se uma imagem ilustrativa com
os principais componentes de uma Fresadora CNC.
Figura 7 - Componentes de uma fresadora CNC
Fonte: Adaptado do site www.aliexpress.com/item/32709438257.html

29
Conforme demonstrado na figura, temos a configuração básica dos componentes de
uma CNC que seguem:
1 – Motor de fresamento/Spindle
2 - Bases de movimentação
3 – Estrutura da máquina
4 – Eixos e Guias Lineares
5 – Eletrônica
6 – Motores de Passo
7 – Base para fixação de peças
2.3.2 Aspectos relevantes ao projeto
Para o desenvolvimento da mini fresadora CNC à que se destina a este projeto,
alguns aspectos estruturais e funcionais da máquina devem ser respeitados. Como a
proposta desta máquina está destinada a utilização em pequenos espaços, como
pequenas empresas. Seu arranjo estrutural deverá proporcionar dimensões reduzidas
para instalação e utilização em cima de bancadas, A atenuação de ruído é aspecto
altamente relevante, assim como o controle de rejeito. Seu arranjo estrutural deverá
proporcionar estabilidade ideal para trabalho em metais não ferrosos, madeiras, e
polímeros em geral.
A máquina deverá operar com um mínimo de 3 eixos, sendo, X, Y, e Z, e
rotação variável regulável para ajuste de velocidade de trabalho nos diferentes tipos
de materiais, visando promover ampla utilização nos mais diversos tipos de projetos.
2.3.3 Inspirações projetuais
Este trabalho originou-se através de inspirações em projetos de mini fresadoras
CNC já existentes no mercado, mas que de certa forma possuem aspectos que podem
ser melhorados de forma a adequar à proposta de uso destas máquinas. As
inspirações projetuais se resumem a dois modelos em específico, a Invantables X-
carvey, Carbide 3D Nomad 883, zmorph vx multitool, demonstradas respectivamente
nas fotos abaixo.

30
Figura 8 - Mini fresadora CNC Invantables X-carvey
Fonte: Retirado do site www.inventables.com
Figura 9 - Mini fresadora CNC Carbide Nomad 883
Fonte: Retirado do site www.carbide3d.com

31
Figura 10 - Mini fresadora e impressora 3D Zmorph
Fonte: Retirado do site www.zmorph3d.com.br
Ambas os produtos possuem estrutura fechada para contenção de resíduos
durante o processo de usinagem, design moderno, atraente e compacto. Porém,
foram destinadas para uso leve, em materiais moles, e não aceitam usinagem de
metais, sendo desenvolvidas com o objetivo de uso didático, o que acaba por limitar
as possibilidades de desenvolvimento de produtos.
Com este trabalho, pretende-se unir as qualidades apresentadas nos produtos
inspiradores, com robustez suficiente para trabalho em metais não ferrosos, além de
possuir capacidade de atenuação de ruído elevado.

32
3 METODOLOGIA
A metodologia pode ser classificada quanto a sua natureza, abordagem,
objetivo e procedimento. Iremos entender como nosso trabalho se enquadra em cada
uma dessas classificações, como também demonstrar os métodos utilizados.
Figura 11 - Matriz de metodologia de pesquisa
Fonte: Elaborado pelo Autor, 2021.
3.1 CARACTERIZAÇÃO DA PESQUISA
Como a pesquisa deste trabalho remete-se ao desenvolvimento de uma mini
fresadora CNC com a utilização de uma metodologia de desenvolvimento de projetos,
entende-se que a mesma está classificada como exploratória, devido a importância
de que se consiga os mais variados tipos de informações para podermos elaborar
hipóteses, como também deixar explícito os aspectos relacionados ao tema.
Estas pesquisas têm como objetivo proporcionar maior familiaridade com o problema, com vistas a torná-lo mais explícito ou a constituir hipóteses. Pode-se dizer que estas pesquisas têm como objetivo principal o aprimoramento de ideias ou a descoberta de intuições (GIL, 2002, p.41)
A natureza da pesquisa deste trabalho está classificada como básica, devido a
necessidade de adquirir conhecimentos e informações que possam ser aplicados. Ao
contrário da pesquisa aplicada, não há necessidade de aplicação dos conhecimentos
e informações aqui levantados.

33
O trabalho trará abordagens qualitativas por prezarem pela qualidade das
informações além de possuir conteúdo é altamente descritivo.
Os procedimentos que serão utilizados neste trabalho, estão fundamentados
especificamente em conteúdos bibliográficos, principalmente livros, revistas, artigos,
monografias e demais fontes de dados disponíveis em domínio público, para trazer
informações relevantes como também comprovar hipóteses e melhores
procedimentos para o desenvolvimento desta pesquisa. Este tipo de procedimento de
pesquisa traz vantagens conforme comentado por Gil (2002) na citação abaixo:
A principal vantagem da pesquisa bibliográfica reside no fato de permitir ao investigador a cobertura de uma gama de fenômenos muito mais ampla do que aquela que poderia pesquisar diretamente. Essa vantagem torna-se particularmente importante quando o problema de
pesquisa requer dados muito dispersos pelo espaço. (GIL, 2002, p.45)

34
4 DESENVOLVIMENTO DO ESTUDO
4.1 PROJETO INFORMACIONAL
O desenvolvimento do estudo inicia-se na primeira fase da macro fase de
projetação, a qual destina-se especificamente ao desenvolvimento de toda à
“informação do projeto”, ou seja, nesta fase será possível compreender as
necessidades dos clientes envolvidos no ciclo de vida do produto, os requisitos
essenciais para a boa aceitação e sucesso do produto, documentos e especificações
importantes que visam garantir uma concepção inicial, em outras palavras um
norteador para que as demais etapas do processo de desenvolvimento de produto
possam apenas afunilar as definições para chegar no ideal de produto.
Figura 12 - Fluxograma da fase de projeto informacional
Fonte: Mazute, 2014.
4.1.1 Fatores de influência no projeto
A primeira etapa do projeto informacional visa analisar os fatores de influência
no projeto com objetivo de garantir que todos os aspectos que podem influenciar de
forma negativa, como também positiva sejam atendidos de forma a maximizar ou
minimizar os efeitos dependendo da classificação definida.

35
Estes fatores devem ser monitorados pela equipe de projeto e marketing ao
longo desta etapa afim de garantir que caso haja alguma mudança no mercado como
por exemplo o lançamento de um novo produto, ou mudança das preferências dos
usuários por alguma razão, estas, sejam corrigidas e atendidas a tempo do
lançamento do produto, para justamente evitar o lançamento de um produto “atrasado”
ou em desacordo com as preferências do mercado.
O início da análise dos fatores de influência no projeto geralmente começa-se
com a aplicação de questionário em consumidores ou possíveis consumidores. A
aplicação de questionário, traz dados mais próximos da realidade e de forma direta
indicando os pontos que devem ser observados no projeto. Neste projeto não foi
realizada aplicação de questionário, mas em contrapartida, utilizou-se o feedback
recebido de duas empresas durante conversa com os proprietários à respeito da ideia
de projeto. As empresas não serão identificadas por seus nomes verdadeiros com
intuito de preservar a identidade das mesmas.
4.1.1.1 Relato de necessidade de empresas
4.1.1.1.1 Empresa 1
Empresa de porte pequeno que destina suas atividades para o projeto e
fabricação de instrumentos de medição meteorológicos, atuando em sua maior parte
em projetos de licitação governamental. O nível de exigência e qualidade dos produtos
é elevado e a maior parte dos processos é feito internamente na empresa, como a
produção de placas de circuito e painéis de comando. Porém a empresa terceiriza a
fabricação das bases onde os equipamentos vão montados (Base em placa de
alumínio ou aço podendo variar de 1 a 2 mm de espessura. Também terceiriza
espaçadores e calços fabricados em plástico de engenharia que são utilizados nos
equipamentos. A empresa terceirizada contratada fabrica estas peças em uma Router
CNC de pequeno porte e atende de maneira eficiente a demanda da empresa 1. Em
conversa com o proprietário da empresa 1, o mesmo comentou da necessidade de
incorporar esse processo para dentro da empresa com o investimento de uma
fresadora CNC pequena, que caiba em cima de uma bancada, por exemplo. Porém
serão necessárias algumas adaptações à máquina, para que ela esteja adequada a
ser instalada nas dependências da empresa, como controle de rejeitos ( Evitar que os

36
restos da usinagem se espalhem pelo ambiente ), Atenuação de ruído provocado pela
máquina, robustez para usinar em alumínio e plásticos de engenharia com uma área
útil de trabalho de pelo menos 30x30x5cm.
As necessidades coletadas através deste feedback recebido, se encaixam em
algumas predefinições do projeto que serão esclarecidas mais adiante neste projeto.
4.1.1.1.2 Empresa 2
Microempresa que fornece serviços de projeto de placas de circuito eletrônico.
Atualmente a empresa realiza a construção das placas protótipos de modo manual,
ou seja, utilizando os processos desenho e oxidação da placa de cobre. Em conversa
com o proprietário, ele informou planos para incluir uma mini fresadora CNC para atuar
na construção das placas protótipos. Inclusive, isso irá ampliar as possibilidades dos
projetos, podendo fazer placas com qualquer formado, e em um tempo
significativamente menor. A inclusão da máquina, iria absorver 80% do processo
manual hoje de fabricação das placas protótipos. Da mesma forma que informado pela
empresa 1, a fresadora teria que possuir alguns aspectos para poder operar de forma
confortável dentro do ambiente da empresa, como por exemplo: Controle de ruídos,
controle dos cavacos do processo, tamanho reduzido com uma área útil de pelo
menos 20x30x3cm, e tamanho geral reduzido para que seja possível acomodá-la em
cima de alguma bancada disponível na empresa.
Quanto maior o aprofundamento, seja através da aplicação de questionário, ou
de coleta de feedbacks de possíveis usuários do produto, percebe-se que existe pré-
requisitos comum que são essenciais para que a máquina obtenha sucesso no
mercado.
Os relatos informados, são apenas dois exemplos de onde as fresadoras CNC
de pequeno porte poderiam ser empregadas. Mesmo que utilizando muito pouco da
sua capacidade nas duas situações informadas, ainda é possível aplicá-las em uma
infinidade de ambientes empresariais que podem fazer uso de todo potencial que uma
fresadora CNC proporciona.
Com as informações coletadas nesta primeira pesquisa começa-se a ter uma
ideia de pré-requisitos essenciais para o produto em questão, porém é necessário que
a análise do ciclo de vida seja realizada, com o intuito de mapear as necessidades
dos clientes envolvidos em todas as etapas do ciclo de vida do produto.

37
4.2 ANÁLISE DO CICLO DE VIDA DO PRODUTO
O modelo de ciclo de vida desenvolvido por Fonseca (2000) define com clareza
as etapas do ciclo de vida do produto como também as necessidades dos clientes em
cada etapa do ciclo de vida. Percebe-se que o modelo demonstra em forma de espiral
todas as etapas do ciclo de vida de um produto, que ocorrem em diferentes níveis.
Cada nível, é representado por diferentes setas, que podem incluir etapas específicas,
como também excluir etapas que para determinado projeto não fazem sentido. Por
exemplo: Caso o projeto esteja apenas em uma fase de conceituação, e não será
realizada a fabricação dele, não faz sentido analisarmos as necessidades dos clientes
envolvidos na etapa de fabricação, portanto a análise é realizada apenas nas etapas
que de fato são relevantes para o projeto de acordo com os objetivos estabelecidos.
Figura 13 - Espiral do ciclo de vida de produto
Fonte: Fonseca, 2000.
A análise do ciclo de vida proposto por Fonseca (2000) considerou apenas as
etapas de Projeto, Fabricação, Montagem, Uso, Função e Manutenção justamente por
estarem alinhadas com os objetivos deste trabalho.

38
Na primeira “rodada da espiral” (análise) Seguimos pela seta que busca
identificar possíveis problemas a serem resolvidos no projeto (seta fina na cor preta).
Os problemas identificados foram demonstrados abaixo de acordo com sua respectiva
etapa do ciclo de vida.
Quadro 1 - Problemas do projeto a serem resolvidos
Fonte: Elaborado pelo Autor, 2021.
Em uma segunda análise do ciclo de vida, agora seguindo pela seta cinza,
buscamos identificar as necessidades dos clientes em cada etapa analisada.
Quadro 2 - Necessidades iniciais dos clientes
Fonte: Elaborado pelo Autor, 2021.

39
A análise do ciclo de vida é de total importância para o projeto, e através dela
que iremos identificar muitos aspectos que não foram identificados em etapas
anteriores bem como analisar todos os pontos possíveis do processo de
desenvolvimento de produto para que se certifique que todas as etapas do ciclo de
vida do produto foram analisadas quando aplicável.
A identificação destas necessidades iniciais através da análise do ciclo de vida,
não garante que todos as necessidades foram identificadas. Neste caso aplica-se de
maneira subsequente à análise do ciclo de vida a Matriz Roth.
4.3 APLICAÇÃO DA MATRIZ ROTH
Com as necessidades iniciais dos clientes, elaborou-se uma matriz de apoio a
identificação e complementação das necessidades dos clientes previamente
identificadas. Esta matriz funciona de maneira a cruzar as necessidades identificadas
em cada etapa do ciclo de vida com atributos bases do produto, desta forma temos
uma clareza maior sobre as necessidades dos clientes que poderiam não ter sido
identificadas nas etapas anteriores abaixo temos o resultado da matriz de apoio.

40
Quadro 3 - Atributos básicos do produto
Fonte: Elaborado pelo Autor, 2021.

41
Após a elaboração da matriz ROTH, foram listadas 32 necessidades de
usuários ao todo nas 6 etapas do ciclo de vida do produto. Esta listagem é necessária
para elaboração da matriz de Requisitos de usuários (matriz RU).
4.4 APLICAÇÃO DA MATRIZ DE REQUISITOS DE USUÁRIOS
A matriz de requisitos de usuários (clientes) funciona de maneira em que
devemos atribuir uma nota (grau de importância) de 1 até 10 para cada necessidade
identificada com o objetivo de elencar as necessidades mais importantes.
O estabelecido critério de considerar apenas as necessidades que obtiveram
grau de importância igual ou superior a nota 8 é importante para concentrarmos os
esforços do projeto nas necessidades que são mais importantes.

42
Quadro 4 - Requisitos de usuários
Fonte: Elaborado pelo Autor, 2021.

43
4.4.1 Relevância de requisitos de usuários
Após a atribuição do grau de relevância para todos as necessidades dos
usuários, é necessário que estabelecer uma regra de relevância para considerar
apenas os requisitos mais relevantes a serem focados no desenvolvimento do projeto.
Para o trabalho em questão, levamos em consideração apenas as
necessidades de usuários que obtiveram nota maior ou igual a 8. Desta forma estamos
garantindo que as necessidades mais importantes serão consideradas no
desenvolvimento do projeto.
Quadro 5 - Requisitos de usuários mais relevantes
Fonte: Elaborado pelo Autor, 2021.

44
4.5 REQUISITOS DE PROJETO
Conforme afirma Fonseca, os requisitos do projeto devem ser obtidos
diretamente das necessidades dos clientes que são transformadas passo a passo
conforme determinado no fluxograma abaixo:
Figura 14 - Fase inicial do processo de projeto
Fonte: Elaborado pelo Autor, 2021.
Para a obtenção dos requisitos de projeto, realiza-se interpretação/tradução
direta das necessidades de usuários mais importantes definidas na matriz RU, em
linguagem de engenharia. A interpretação é realizada com o objetivo de auxiliar a
equipe de engenharia no entendimento correto das necessidades dos clientes.
Figura 15 - Processo de tradução dos requisitos de usuários
Fonte: Elaborado pelo Autor, 2021.
Na tabela abaixo, podemos ver o resultado da tradução das necessidades de
usuários traduzidas em requisitos de projeto.

45
Quadro 6 - Requisitos de projeto
Fonte: Elaborado pelo Autor, 2021.
A quantidade final de requisitos de projeto se mostrou menor que a quantidade
de necessidades de usuários identificadas previamente, devido à mais de uma
necessidade de projeto ser solucionada com um requisito de projeto. Por conta disso
Dando continuidade na análise dos requisitos, também é necessário analisar e
comparar os requisitos das máquinas existentes no mercado, para que se entenda o
que está atualmente sendo empregado no mercado, como também como os clientes
estão reagindo a estas especificações. Essa comparação também proporciona que o
produto a ser lançado esteja posicionado de forma competitiva em relação aos c
concorrentes.
4.6 ANÁLISE COMPARATIVA DOS REQUISITOS DE PROJETO COM MÁQUINAS
EXISTENTES NO MERCADO
Foram analisados cinco modelos de máquinas de diferentes fornecedores
existentes no mercado que são consideradas líderes nos segmentos de fresadoras
CNC compactas.
O estudo conteve a análise das principais especificações técnicas, levando em
consideração Volume útil de trabalho, Dimensões gerais, finalidade de uso, estrutura,

46
Software de comunicação, velocidade do spindle e o tipo de mandril. Os modelos
analisados seguem conforme abaixo:
Quadro 7 - Especificações do modelo Carvey 3D
Fonte: Elaborado pelo Autor, 2021.
A carvey 3D fabricada pela marca inventables, é talvez, uma das máquinas
CNC compactas com maior apelo estético. Projetada e desenvolvida com objetivo
educacional, não possui grande área de trabalho, mas usufrui de boa aparência
funcionalidade com programa de código aberto, invólucro de proteção e usabilidade
fácil e intuitiva. Sua capacidade de usinagem fica limitada a materiais moles,
justamente por conta do seu aspecto construtivo e proposta da máquina.

47
Quadro 8 - Especificações do modelo Carbide 3D
Fonte: Elaborado pelo Autor, 2021.
Nomad 883 é o modelo de fresadora de pequeno porte fornecido pela marca
Carbide 3D. A marca é bastante conhecida por seu modelo de router CNC de pequeno
porte intitulada por Shapeoko, a qual obteve bastante sucesso e aceitação do
mercado. A marca conta agora com o lançamento recente da Nomad 883, o qual traz
a proposta de uma fresadora CNC portátil, com capacidade de usinagem maior que o
modelo Shapeoko. O design da máquina também conta com invólucro com
acabamento em madeira.
43,75 x 47,5 x 42,5 cm

48
Quadro 9 - Especificações do modelo Bantam Desktop
Fonte: Elaborado pelo Autor, 2021.
A Bantam desktop, foi lançada recentemente pela marca Bantam tools, com
foco em comercializar máquinas CNCs compactas. Especificamente focada em 2
modelos, os quais são destinados a usinagem de alumínio com bom desempenho e
usinagem de placas de circuito impresso. O modelo Bantam desktop, proporcional alto
desempenho em usinagem de alumínio, tornando-se um diferencial no mercado,
mesmo possuindo algumas desvantagens como pouca área de trabalho. Pode se
considerar uma das melhores máquinas do mercado hoje.

49
Quadro 10 - Especificações do modelo Evo-One
Fonte: Elaborado pelo Autor, 2021.
O modelo Evo One da makersdream, é talvez a melhor máquina do mercado
de fresadoras CNCs compactas, devido ao excelente custo-benefício, além de
proporcionar excelente desempenho em usinagem de alumínio, aliada a uma área de
trabalho grande. Também conta com software próprio de operação, invólucro com
acabamento em madeira, estrutura sólida em alumínio.

50
Quadro 11 - Especificações do modelo Haas Desktop
Fonte: Elaborado pelo Autor, 2021.
A Haas Automation inc. é uma empresa alemã, bastante conhecida no ramo de
usinagem, já conta com diversos modelos de máquinas para as mais diversas
aplicações, é a fornecedora oficial das máquinas de usinagem usadas pelas equipes
de engenharia da Fórmula 1. Também lançou recentemente um modelo compacto,
com foco educacional. O objetivo da haas com este modelo é de treinar futuros
operadores das máquinas de tamanho convencional, uma vez que esta utiliza o
mesmo comando utilizado nas máquinas maiores. Também quer promover com este
modelo o acesso a esta tecnologia em ambientes educacionais. O modelo conta com
invólucro de proteção, porém acaba se tornando o maior modelo dentre os
apresentados.
4.6.1 Análise comparativa
Com o detalhamento das especificações das máquinas existentes no mercado,
prosseguimos para a compilação das informações técnicas em uma tabela
comparativa contendo todas as máquinas analisadas em questão, esta análise tem
por objetivo entender as vantagens e desvantagens de cada setup como também
elencar os concorrentes diretos para comparação de requisitos na matriz QFD e
definição final dos mesmos, antes da etapa de projeto conceitual.

51
Quadro 12 - Análise comparativa entre os modelos
Fonte: Elaborado pelo Autor, 2021.
Considerando a comparação direta dos modelos existentes no mercado,
podemos considerar que o aspecto de dimensão total, e dimensão do volume de
trabalho são os dois aspectos mais relevantes quando estamos falando de máquinas
CNCs compactas para uso em bancadas. Cada modelo possui um arranjo construtivo
diferente e entrega uma área útil de trabalho diferente, diretamente relacionada ao
arranjo construtivo da máquina. Em outras palavras, de maneira genérica, quanto
maior a dimensão total da máquina, maior a área útil de trabalho disponível, porém
existe um fator limitante de dimensão total para se enquadrar na categoria “compacta
de bancada”. Então a pergunta que fica é, qual modelo apresentado possui o arranjo
físico que consegue ocupar a menor dimensão total entregando a maior área de
trabalho possível? Esta comparação é extremamente importante, uma vez que uma
escolha ruim no arranjo físico, poderá comprometer a área útil de trabalho fornecida.
Ou seja, podemos acabar desenvolvendo um produto muito grande com uma
capacidade de trabalho muito pequena. Nosso objetivo é fornecer o máximo de
volume de trabalho com o menor espaço possível ocupado.
Desta forma, realizamos um estudo mais aprofundado acerca do tipo de arranjo
físico, dimensão total ocupada, e dimensão de área de trabalho útil fornecida, para
entender, qual modelo corrente de mercado possuí a melhor configuração arranjo

52
físico versus área útil fornecida, de modo que possamos nos basear para a futura
concepção do nosso modelo.
Realizamos a comparação aprofundada simplesmente através da definição do
volume dimensional ocupado, e o volume útil de trabalho fornecido por cada modelo.
Tabela 1 - Comparativo dimensional
Fonte: Elaborado pelo Autor, 2021.
Com estas informações foi possível realizar a aplicação da fórmula entre os 5
modelos levando em consideração a eficiência de volume dimensional de cada um
quando comparado com os demais.
Sendo:
vema = Volume estrutural do modelo A
vemb = Volume estrutural do modelo B
vemc = Volume estrutural do modelo C
vemd = Volume estrutural do modelo D
vtmr = Volume de trabalho do modelo referência
vemr = Volume estrutural do modelo referência

53
Figura 16 - Esquema demonstrativo
Fonte: Elaborado pelo Autor, 2021.
O resultado do cálculo foi demonstrado individualmente por modelo.
Tabela 2 - Resultados da comparação dimensional
Fonte: Elaborado pelo Autor, 2021.
Com os resultados obtidos, fica claro perceber que o modelo EVO ONE da
Makersdream possui a melhor relação entre espaço ocupado no ambiente x volume
útil de trabalho fornecido pela máquina. Com um arranjo físico semelhante ao utilizado
neste modelo conseguiremos usufruir o máximo do espaço ocupado fornecendo o
máximo de área de trabalho possível. Da mesma maneira, devemos entender os
motivos que proporcionaram que este modelo alcançasse resultado tão superior aos
demais, e porque alguns modelos obtiveram resultado tão abaixo do esperado.
Os modelos, Carvey 3d, Nomad 883 e Evo, são semelhantes em termos de
construção, possuindo as guias lineares de suporte da torre posicionados de forma
frontal e paralela. A diferença maior está relacionada ao espaço ocupado pela largura
da torre que tende a consumir curso útil do eixo que poderia ser utilizado para
aumentar a área de trabalho da mesa.

54
Figura 17 - Indicação de aproveitamento de espaço
Fonte: Elaborado pelo autor, 2021.
Conforme ilustrado na imagem acima, a EVO ONE ocupa o menor espaço
possível com a torre de modo a otimizar o aproveitamento do curso do eixo, enquanto
os outros modelos perdem curso útil do eixo por conta do design ineficiente da torre
de usinagem. Repare que a Nomad 883 ainda utiliza um motor auxiliar para
movimentar o spindle posicionado de forma lateral ao eixo do spindle na própria torre.
Consumindo um espaço desnecessário, que poderia ter sido evitado se tivessem
utilizado um spindle com motor integrado, como ocorre nos demais modelos.
O modelo BANTAM obteve um desempenho inferior as 3 mencionadas acima
justamente por posicionar as guias lineares do eixo Z de forma lateral ao spindle.
Embora esta configuração traga maior estabilidade para usinagem de materiais duros
ela compromete muito a área de trabalho disponível no equipamento.

55
Figura 18 - Indicação de aproveitamento de espaço
Fonte: Elaborado pelo autor, 2021.
O pior desempenho, foi observado no modelo HAAS, justificado pelo exagero
dimensional do design do invólucro da máquina. Ela também conta com um arranjo
estrutural do tipo Pórtico Móvel, onde a torre movimenta-se nos eixos X e Y e a mesa
permanece parada. Este modelo não tem boa eficiência em termos de estabilidade de
usinagem em materiais duros o que acaba comprometendo muito a máquina em
relação ao espaço ocupado x desempenho oferecido. A máquina conta com outros
aspectos vantajosos que não vem ao caso para a comparação em questão. Vale
salientar que a máquina ainda acompanha um painel de comando HAAS, o mesmo
utilizado em máquinas grandes fornecida pela empresa.
Figura 19 - Imagem do modelo Haas Desktop CNC
Fonte: Retirado do site www.haascnc.com

56
Ao que diz respeito aos aspectos técnicos de velocidade de usinagem do
spindle, o modelo BANTAM sai na frente possuindo uma ampla configuração de
velocidade de spindle, o que permite que a máquina usine nos mais diversos materiais
incluindo metais moles e duros dependendo da configuração.
Os demais modelos ficaram limitados ao máximo de 15.000 RPM oque
restringe as capacidades de usinagem da máquina. Tivemos a exceção da carvey 3d
que oferece a menor velocidade de spindle dos 5 modelos.
Com relação ao aspecto peso, todas as máquinas com exceção da HAAS
pesam entre 29 e 31 kg, mantendo certa semelhança entre os modelos, porém o
modelo haas extrapola de maneira impressionante com 164kgs no conjunto. Vale
lembrar que a máquina possuí um invólucro elaborado, e acompanha módulo de
controle externo, enquanto os outros modelos os módulos de controle são apenas
softwares utilizados no próprio computador.
A análise comparativa destes 5 modelos foi importante para identificarmos
aspectos principais de sucesso do projeto. Que irão influenciar nas etapas de
conceituação do produto, indicando configurações e arranjos que são vantajosos de
modo a otimizar as características da máquina.
4.7 ESPECIFICAÇÃO FINAL DO PROJETO
Nesta etapa temos a elaboração do documento final de especificação de
requisitos do projeto.

57
Quadro 13 - Lista de requisitos finais
(continua)
Fonte: Elaborado pelo Autor, 2021.

58
Quadro 13 - Lista de requisitos finais
(conclusão)
Fonte: Elaborado pelo Autor, 2021.

59
5 PROJETO CONCEITUAL
Segundo Back (2008) a etapa de desenvolvimento conceitual do projeto é
destinada a elaboração de princípios de solução alternativas, definição de função do
produto de modo a satisfazerem as especificações definidas de forma preliminar na
etapa de projeto informacional. Esta etapa começa com o recebimento do documento
com requisitos dos projetos definidos através das diversas ferramentas aplicadas de
acordo com cada situação.
Abaixo temos um entendimento maior sobre o desenvolvimento desta
etapa de projeto com a demonstração do fluxograma que representa esta etapa.
Figura 20 - Fluxograma da etapa de projeto conceitual
Fonte: Mazute, 2014.
5.1 DEFINIÇÃO DA FUNÇÃO GLOBAL
Conforme informado por Romano (2003), se torna essencial definir as
estruturas funcionais do produto, para que haja um entendimento por completo e
clareza no desenvolvimento conceitual do produto, de modo que a concepção
solucione as funções parciais e globais do produto. Primeiro devemos entender a
função global do produto bem como as funções parciais desdobradas da função global
considerando os materiais, energia e sinais de entrada, o processamento e, as saídas
do processo (MAZUTE, 2014).

60
A função global da Mini fresadora CNC desenvolvida neste projeto está definida
como: Usinar materiais através da execução de programação numérica
computadorizada, e definida com entradas e saídas conforme Tabela abaixo:
Quadro 14 - Função global do produto
Fonte: Elaborado pelo Autor, 2021.
Uma vez definida a função global do produto, é possível desmembrar a mesma
em subfunções parciais que são necessárias para o entendimento de uma maneira
completa sobre todas as funções da máquina que estão relacionadas com a função
global. A tabela abaixo especifica as funções parciais relacionadas com a função
global.
Quadro 15 - Funções parciais do produto
Fonte: Elaborado pelo Autor, 2021.

61
Através dos desdobramentos das funções parciais, torna-se necessário a
elaboração do fluxograma das funções parciais com indicação do fluxo de matéria,
energia e sinal, para que seja possível identificar com maior clareza as relações entre
as funções parciais, conforme, proposto por Pahl e Beitz (2011).
O Fluxograma das funções parciais deste projeto foi definido conforme figura
abaixo:
Figura 21 - Fluxograma das funções parciais
Fonte: Elaborado pelo Autor, 2021.
Com as funções parciais definidas, tem-se claro o entendimento do
funcionamento geral da máquina, como também a interação das funções.
5.2 PRINCÍPIOS DE SOLUÇÃO
Conforme discutido por Back et al. (2008), devemos elaborar diversas
alternativas de soluções para os requisitos encontrados ao longo do desenvolvimento
das fases iniciais do projeto. Estas alternativas visam a comparação com os requisitos
para combinar e orientar acerca das melhores soluções para os problemas
encontrados, visando promover a elaboração da concepção ideal de acordo com os
objetivos estabelecidos.
Os princípos de solução são elaboradas através da aplicação da ferramenta
matriz morfológica, conforme sugerido por Back et al. (2008).

62
Na matriz morfológia, utilizaremos da metodologia de brainstorming com os
envolvidos do projeto para elaboração de possíveis soluções para cada um dos
requisitos estabelecidos conforme sugerido por Back et al. (2008)
As soluções desenvolvidas nesta matriz, serão posteriormente avaliadas para
que as possíveis concepções finais do produto sejam definidas de forma acertiva a
satisfazer todos os requisitos de projeto previamente estabelecidos.
Para o projeto em questão foram elaborados 4 princípios de solução, que compõem
as soluções mais viáveis e acessíveis para o projeto. Existem outras alternativas mas
que foram identificadas e classificadas como inviáveis. Os princípios de solução
definidos para cada um dos requisitos do projeto estão demonstrados na matriz
morfológica.

63
Quadro 16 - Princípios de solução - Matriz morfológica
(continua)
Fonte: Elaborado pelo Autor, 2021.

64
Quadro 16 - Princípios de solução - Matriz morfológica
(conclusão)
Fonte: Elaborado pelo Autor, 2021.
Após a elaboração dos princípios de solução, é possivel visualizar de forma
clara todas as possiveis soluções para cada uma das funções definidas. Porém é

65
importante observar que nem todas as soluções serão ótimas ao ponto de satisfazer
os requisitos de usuários.
5.3 ELABORAÇÃO DAS CONCEPÇÕES ALTERNATIVAS
A partir dos princípios de solução desenvolvidos, parte-se à análise e
montagem das possíveis concepções. Foram elaboradas 3 concepções possíveis à
partir dos princípios de solução. Cada concepção desenvolvida utiliza um modelo
diferente de arranjo estrutural, que irá ocasionar que os demais componentes sejam
ajustados para este modelo. As concepções elaboradas estão demonstradas na
matriz morfológica abaixo.

66
Quadro 17 - Concepções alternativas - Matriz morfológica (continua)
Fonte: Elaborado pelo Autor, 2021.

67
Quadro 17 - Concepções alternativas - Matriz morfológica (conclusão)
Fonte: Elaborado pelo Autor, 2021.

68
5.4 PONDERAÇÃO DE REQUISITOS
Para a etapa de ponderação de requisitos devemos reunir e considerar os
requisitos de usuários definidos na etapa de projeto informacional, cruzar com as
informações de funções parciais, com o objetivo de ponderar, quais requisitos são
mais relevantes para as funções em questão. Em outras palavras os requisitos serão
classificados por ordem de importancia de acordo com a estruta funcional definida. A
ponderação dos requisitos ocorre conforme o método da matriz de Pugh, conforme
sugerido por BACK et al (2008).
A matriz Pugh é um método que compara os diversos requisitos de produto
com um modelo referência de mercado, para que possa ser analisado se a concepção
escolhida é realmente efetiva e se sobressai ao modelo concorrente.
Quadro 18 - Matriz Pugh
Fonte: Elaborado pelo Autor, 2021.
O modelo referência utilizado para a aplicação da matriz Pugh foi o EVO-ONE
da makerspace por possui maior desempenho geral das características, sendo o
modelo com maior eficiência de arranjo físico em relação a área de trabalho

69
proporcionada, também possuir bom desempenho na usinagem de metais moles entre
outros aspectos.
5.4.1 Avaliação dos resultados
Após a aplicação da matriz, foi possível analisar que as concepções 1 e 2
obtiveram resultado bem abaixo do esperado em relação aos requisitos de projetos e
comparação com o modelo existente de mercado EVO-ONE, de modo que
principalmente o modelo elaborado na concepção 2 não satisfaz em sua maioria os
requisitos de projeto necessários em comparação com o modelo de mercado.
Podemos entender que o resultado ruim nesta concepção se deve
primariamente ao arranjo estrutural escolhido, no caso, Ponte móvel e base fixa.
Este tipo de arranjo físico é muito eficiente quando procura-se uma area
extensa de trabalho onde geralmente a mesa de trabalho ficará fixa à estrutura da
máquina. Modelo muito utilizado para fresadoras do tipo Router que pretendem usinar
grandes extensões de area, como por exemplo: Usinagem de paineis de mdf em
marcenarias.
A concepção 1 também obteve resultado ruim na aplicação da matriz, mas
superior a concepção 2, justamente por utilizar um arranjo físico diferente da
concepção 2 que por sua vez permite vantagem em diversos aspectos como rigidez
estrutural, tamanho compacto mas que perde em rigidez estrutural, área útil da mesa
de trabalho pequena, controle impreciso, entre outros.
A concepção 3, foi a concepção escolhida na aplicação da matriz, que
diferentemente das demais concepções obteve um excelente. Esse resultado é
explicado devido a semelhança construtiva entre o modelo referência e a concepção
3, em que a concepção 3 tende a reforçar aspectos que o modelo referência não
prioriza, resultando em boa pontuação. A concepção 3 ainda iguala na maioria dos
requisitos de usuários, não perdendo em nada para o modelo referência.
Com exceção do requisito “precisão de movimentação dos eixos” onde obteve
um resultado inferior ao modelo referência, todos os demais requisitos foram
satisfeitos ou superados.
O resultado inferior no requisito “precisão de movimentação dos eixos” é
explicado devido ao tipo de fuso utilizado. No modelo referência utiliza-se o fuso de
esferas, enquanto que no modelo desenvolvido na concepção 3 utiliza-se o fuso

70
convencional, sem esferas. Uma diferença pequena, mas que proporciona muito efeito
em termos de precisão de movimentação.
5.5 DETALHAMENTO DA CONCEPÇÃO SELECIONADA
Abaixo encontra-se um esboço da concepção selecionada onde é possível
entender os diferentes aspectos escolhidos na elaboração da concepção 3. O esboço
apresentado não demonstra o invólucro da máquina.
Quadro 19 - Detalhamento da concepção selecionada
Fonte: Elaborado pelo Autor, 2021.
A concepção selecionada utiliza arranjo estrutural com ponte fixa e mesa
móvel, este arranjo confere maior estabilidade estrutural, uma vez que a maior parte
da vibração produzida no processo de usinagem é transferida diretamente para a
estrutura da torre e a mesa de trabalho.
Figura 22 - Ilustração ponte fixa
Fonte: Elaborado pelo Autor, 2021.

71
Este tipo de arranjo estrutural também permite que a máquina seja compacta,
preservando boa área de trabalho.
Outro fator de extrema relevância para a estabilidade estrutural do equipamento
é a utilização de materiais rígidos de forma a garantir uma robustez da estrutura como
um todo. No caso da concepção selecionada optou-se pela utilização de tubo de aço
para a construção estrutural da máquina.
Os tubos de aço são facilmente encontrados o que facilita a fabricação
conforme identificado em um dos requisitos da etapa de projeto informacional.
A utilização de aço confere alta resistência mecânica, robustez à estrutura,
além da facilidade de trabalhar e soldar. Também estão disponíveis em diversos
tamanhos e espessuras. Permite fabricar roscas na próprio tubo o que simplifica a
montagem. Via de regra, quanto menor a quantidade de componentes o equipamento
possuir, melhor. Também podemos utilizar alumínio para a composição estrutural da
máquina, o que garantirá menor peso específico, porém tornará os custos do projeto
elevados e inviáveis.
Outro aspecto muito relevante considerado na elaboração desta concepção, foi
a utilização de Guias lineares apoiadas, que evitam o efeito torção que ocorre em
guias lineares suspensas. Embora esta opção aparente possuir um custo mais
elevado em comparação com as guias lineares suspensas, ela proporciona que a
montagem seja feita utilizando um número inferior de peças. A quantidade de
elementos necessários para instalação dos componentes é menor, aspecto essencial
para o sucesso de um design otimizado.
Figura 23 – Comparativo do sistema guia linear com sistema roldanas e eixos
Fonte: Elaborado pelo Autor, 2021.

72
A opção de escolha por apoiar os eixos em trilhos e roldanas se torna
totalmente inviável devido ao nível de precisão e estabilidade que se pretende com
este projeto o qual não é alcançado com a utilização deste tipo de apoio.
Em termos de tração, foram selecionados componentes que permitam alcançar
um nível satisfatório de precisão e torque e velocidade de usinagem. Fusos
convencionais e motores de passo com nível intermediário de torque para
proporcional a precisão desejada, mas manter os custos do projeto baixos. Não há
necessidade da utilização de fusos de esferas devido a pouca diferença na precisão
e considerável aumento dos custos de projeto. A opção de utilização de correia
dentada e engrenagens de transferências não é desejável para o projeto em questão
devido ao aumento de componentes necessários, além de prejudicar o design, não
conferem precisão necessária.
As correias dentadas de espessuras pequena geralmente sofrem influência das
condições ambientes como temperatura e humidade, ocasionando o estiramento ou
relaxamento da correia dentada dependendo das condições em que esteja operando.
Também necessita de um fluxo maior de manutenção onde é sempre necessário
conferir a tensão das correias antes do início de cada usinagem. Todos estes fatores
provocam erro dimensional durante o processo de usinagem, e podem ocasionar
tração em falso dos componentes durante usinagens que requerem maior resistência.
Figura 24 – Comparativo do sistema correia com sistema fuso
Fonte: Elaborado pelo Autor, 2021.

73
Este tipo de sistema só é vantajoso para máquinas que usinam em materiais
moles onde exista a necessidade de percorrer grandes metragens de movimentação
nos eixos da máquina.
Os motores de passo foram projetados com torque intermediário devido a
pequena distância que precisarão promover a movimentação dos eixos. Caso a
máquina tivesse distâncias maiores à movimentar os eixos, precisaríamos instalar
motores com torque maior para manter a velocidade e desempenho necessário no
projeto.
Ao que diz respeito a parte de fixação do spindle, a melhor opção foi a utilização
de um suporte robusto em alumínio, que confere a resistência necessária de fixação
como também baixo peso no conjunto da torre.
Figura 25 - Suporte alumínio
Fonte: Elaborado pelo Autor, 2021.
Para a fixação de peça a melhor opção dentre as concepções elaboradas está
na utilização de mesa perfurada em alumínio, onde será possível utilizar grampos
fixadores de diferentes tamanhos e posições parafusados as diversas posições de
fixação. Esta opção garante maior resistência na fixação das partes devido a
ancoragem dos parafusos ao longo do segmento de rosca.

74
Figura 26 – Comparativo da fixação parafuso e grampo, com trilho e grampo
Fonte: Elaborado pelo Autor, 2021.
Em comparação com a mesa de trilhos em alumínio, a mesma oferece uma
força de fixação limitada, pois após determinado ponto as abas de fixação dos trilhos
podem empenar, causando danos graves a mesa.
Optou-se pelo controle de rejeitos através da utilização de um invólucro na
estrutura da máquina, em outras palavras, uma “carcaça” para a máquina. Este
invólucro irá permitir não só a segurança de quem estiver operando a máquina, por
evitar que lascas de material voem no operador, mas também garantir que todos os
cavacos originários da usinagem fiquem contidos na área de usinagem da máquina.
Não será possível utilizar o método da sucção em volta do spindle, pois
pretende-se utilizar sistema de lubrificação à ar comprimido e fluído de arrefecimento
diretamente na ferramenta de usinagem, uma vez que a qualidade e desempenho da
máquina está diretamente relacionada a capacidade de usinar o material à
temperaturas controladas.
A utilização de Sucção em volta do spindle é usada principalmente em
usinagem de materiais que não necessitam lubrificação da ferramenta durante o
processo, como madeira ou polímeros.

75
Figura 27 – Comparativo do sistema de sucção com sistema de lubrificação
Fonte: Elaborado pelo Autor, 2021.
Como opção de controle da máquina, selecionamos a utilização de um software
CAM de código aberto, definido por GRBL. Este software utiliza a plataforma Arduino
para comunicar as informações enviadas pelo software para os motores de passo.
Desta forma podemos ter uma plataforma de controle intuitivo, com alto volume de
informações de apoio na comunidade online, como também custo baixo. As demais
opções de softwares CAM oferecem melhores desempenho, mas necessitam de
placas específicas como também licenças de software para utilização.
Figura 28 - Esquema de funcionamento da comunicação da CNC
Fonte: Elaborado pelo Autor, 2021.
O comando dos motores é efetuado através dos módulos TB6600 escolhidos
para a concepção, que permitem a utilização e motores de 10kg, os quais consomem
amperagem superior a amperagem fornecida pela placa CNC SHIELD. Os módulos
de controle TB6600 também oferecem precisão e controle consideráveis à um bom
custo-benefício. Para otimização da precisão de controles precisaríamos optar pelos
modelos DM556 quem possuem custo 4x maior que os módulos TB6600.

76
6 PROJETO PRELIMINAR
6.1 CONSTRUÇÃO DO PROTÓTIPO
O projeto avançou para a etapa seguinte (projeto preliminar) com a criação do
protótipo, que tem por objetivo validar todos os aspectos definidos na etapa de projeto
conceitual. Alguns parâmetros e aspectos do protótipo foram alterados visando a
viabilidade de construção, como também suprir necessidades específicas às quais a
máquina já poderia proporcionar.
A área de trabalho foi especificada em 40x40x12cm, inicialmente utilizado como
mesa chapas de MDF mas que serão substituídas por chapas de alumínio usinado na
própria máquina. Mesmo com o aumento dimensional da área de trabalho o protótipo
conseguiu manter uma excelente proporção dimensional entre tamanho externo e
área de trabalho fornecida, ainda sendo possível utilizar em cima de bancadas.
Com a aplicação de testes, como também utilização na rotina de trabalhos, o
protótipo será possível validar a concepção final ideal, realizar ajustes e melhorias no
protótipo a ponto de chegar na concepção final ideal, além de poder utilizar o próprio
protótipo para fabricação de algumas peças que irão compor a versão final.
Figura 29 – Visão geral do protótipo
Fonte: Elaborado pelo Autor, 2021.

77
Figura 30 - Detalhamento da ponte fixa e spindle
Fonte: Elaborado pelo Autor, 2021.
Figura 31 - Detalhamento da mesa de trabalho
Fonte: Elaborado pelo Autor, 2021.

78
Figura 32 - Detalhamento dos componentes na parte de traseira da ponte
Fonte: Elaborado pelo Autor, 2021.
Figura 33 - Detalhamento da torre
Fonte: Elaborado pelo Autor, 2021.

79
Figura 34 - Detalhamento da eletrônica
Fonte: Elaborado pelo Autor, 2021.

80
7 CONCLUSÃO
7.1 RESULTADOS OBTIDOS
O desenvolvimento deste estudo através da metodologia PRODIP, possibilitou
a criação de um conceito de uma mini fresadora CNC destinada especificamente a
atender uma necessidade de mercado identificada através dos estudos de mercado,
tendência, e feedbacks coletados em ambientes empresariais. O conceito definido
atende aos requisitos identificados através da análise de mercado, análise do ciclo de
vida, e requisitos de usuários. Também comparada com produtos já existentes no
mercado, definindo assim, modelo ideal de fresadora CNC de pequeno porte para
pequenas empresas.
Através da aplicação correta, a utilização da metodologia PRODIP se
demonstrou eficaz ao decorrer de todo o desenvolvimento do estudo, onde possibilitou
a definição de aspectos essenciais para o projeto, como também aplicação de
ferramentas que visam a solução de alternativas. Essa metodologia se torna essencial
no processo de desenvolvimento de produtos industriais, justamente por conseguir
promover uma solução de concepção ideal diante de tantas alternativas no decorrer
do projeto. Assim como a metodologia prevê, foi possível acompanhar mudanças no
mercado com a saída do produto Carvey 3d da marca inventables, devido ao baixo
rendimento de mercado.
7.2 LIMITAÇÕES
Este projeto ficou limitado ao desenvolvimento do projeto informacional e
conceitual da metodologia PRODIP, devido ao tempo necessário para o
desenvolvimento das demais etapas. Foi possível, trazer a construção do primeiro
protótipo a título de validação da concepção utilizada no projeto conceitual, porém os
testes, e detalhamentos posteriores demandariam tempo necessário superior ao
desenvolvimento deste estudo.

81
7.3 RECOMENDAÇÕES FUTURAS
Recomenda-se que o projeto seja desenvolvido nas demais etapas, devido ao
grande potencial de desenvolvimento de equipamento extremamente eficiente e
compacto para utilização em todos os espaços makers, ou de pequenas empresas,
conforme necessidades relatadas.
A concepção desenvolvida com o projeto, visa trazer soluções viáveis para o
atendimento dos requisitos estabelecidos, porém estas configurações devem ser
analisadas e validadas em testes com protótipos para identificação de ineficiências e
promover melhorias para que a concepção final seja definida.

82
REFERÊNCIAS
ANDERSON, Chris. Makers: A Nova Revolução Industrial. Rio de Janeiro: Elsevier, 2012. E-book. Disponível em: https://issuu.com/j00kun/docs/chris_anderson_-_maker_-_a_nova_revolucao_industri. Acesso em: 16 nov. 2020.
BACK, N. et al. Projeto integrado de produtos: planejamento, concepção e modelagem. Barueri, SP: Manole, 2008. FAB LAB FOUNDATION. What is a Fab Lab? Disponível em: https://fabfoundation.org/. Acesso em 23 nov. 2020.
FARINA, Everson. Desenvolvimento conceitual de um módulo de potência autopropelido para agricultura. 2012. Tese (Mestrado em Engenharia Mecânica) – Universidade Federal de Santa Catarina, Florianópolis, 2012. Disponível em: https://repositorio.ufsc.br/xmlui/handle/123456789/94657. Acesso em 23 nov. 2020. FONSECA, Antonio Jorge. Sistematização do processo de obtenção das especificações de projeto de produtos industriais e sua implementação. 2000. Tese (Doutorado em Engenharia Mecânica) – Universidade Federal de Santa Catarina, Florianópolis, 2000. Disponível em: https://repositorio.ufsc.br/xmlui/handle/123456789/78276. Acesso em 23 nov. 2020.
GAVASSA, Regina et al. Cultura Maker, Aprendizagem Investigativa por Desafios e Resolução de Problemas na SME-SP (Brasil). Portal SME-SP, São Paulo. Disponível em: https://fablearn.org/wp-content/uploads/2016/09/FLBrazil_2016_paper_127.pdf. Acesso em: 16 nov. 2020. GERNER, Wernwe. Desenvolvimento de uma fresadora CNC para usinagem em 5 eixos, do curso Engenharia de Controle de Automação da UNIVATES. 2015. Trabalho de Conclusão de Curso (Bacharelado em Engenharia de Controle de Automação) – Universidade do Vale do Taquari, Lajeado, 2015. Disponível em: https://www.univates.br/bdu/bitstream/10737/999/1/2015GersonWerner.pdf. Acesso em 23 nov. 2020. GIL, Antônio Carlos. Como elaborar projetos de pesquisa. 4 Ed, São Paulo: Atlas, 2002. GRAND VIEW RESEARCH. Computer Numerical Control Machines Market Size, Share & Trends Analysis Report By Type (Milling Machines), By End Use (Automotive, Industrial), By Region, And Segment Forecasts, 2020 – 2027. Market Analysis Report. Fev. 2020. Disponível em: https://www.grandviewresearch.com/industry-analysis/computer-numerical-controls-CNC-market. Acesso em 06 dez. 2020. MACHADO, A. Comando numérico aplicado às máquinas ferramenta. 1ª edição. Cone Editora, 1986.

83
MAZUTE, Juliano. Estudo de mecanismo dosador para plantadora de mandioca. 2014. Tese (Mestrado em Engenharia Mecânica) – Universidade Federal de Santa Catarina, Florianópolis, 2014. Disponível em: https://repositorio.ufsc.br/xmlui/handle/123456789/129334. Acesso em 23 nov. 2020. ROMANO, Leonardo. Modelo de referência para o processo de desenvolvimento de máquinas agrícolas. Tese (Doutorado em Engenharia Mecânica) – Universidade Federal de Santa Catarina, Florianópolis, 2003. Disponível em: https://repositorio.ufsc.br/xmlui/handle/123456789/86408. Acesso em 23 nov. 2020.