Embed Size (px)
Citation preview

Faculdade de Tecnologia José Crespo Gonzales
Relatório Final
DESENVOLVIMENTO DO PROTÓTIPO DE VASSOURAS
POLIMÉRICAS - MATRIZ
Aluno: Max Willian Gatti
Orientadora: Profa. Dra. Luciana Sgarbi Rossino
Coorientador: Prof. Carlos Eduardo Correa
SOROCABA/SP
2015

RESUMO
Este trabalho faz parte de um conjunto de projetos direcionados à
fabricação de uma vassoura plástica e propõe um modelo de matriz tubular,
incluindo desenhos com vistas necessárias e dimensionamento, para a extrusão
do cabo do produto.
Com o auxílio de Software Computadorizado (Solid Works), tornou-se
possível o desenvolvimento da ferramenta baseada em um modelo já existente.
O novo modelo obtido permitiu uma melhor visualização e adequação da
ferramenta às especificações do produto e a definição do material usado na
construção da matriz, além de fornecer as informações necessárias à posterior
fabricação da matriz e garantir a possibilidade de alteração das dimensões e
características em caso de não conformidades em relação à máquina utilizada.
Palavras-chave: Vassoura plástica, matriz de extrusão, extrusão de tubos,
perfis plásticos, tubos poliméricos.

LISTA DE FIGURAS
Figura 1 - Funcionamento de uma extrusora de tubos ....................................... 9
Figura 2 – Perfis que podem ser obtidos no processo de extrusão. ................... 9
Figura 3 - Matriz de extrusão do tipo Direta. .................................................... 10
Figura 4 – Matriz do tipo Aranha. ..................................................................... 11
Figura 5 – Processo de extrusão para tubos. ................................................... 12
Figura 6 - Calibração com ar comprimido. ....................................................... 13
Figura 7 - Calibração com vácuo. ..................................................................... 13
Figura 8 – Vista Frontal: Cabo .......................................................................... 15
Figura 9 – Vista Lateral do sistema para pendurar a vassoura: Cabo. ............. 15
Figura 10 - Vista Lateral com quebra: Cabo. .................................................... 15
Figura 11 – Modelo 3D: Cabo. ......................................................................... 16
Figura 12 - Vista frontal: Estrela. ...................................................................... 17
Figura 13 - Vista de Seção A-A e Detalhe A: Estrela. ...................................... 18
Figura 14 – Vista Superior: Estrela. .................................................................. 18
Figura 15 – Modelo 3D: Estrela. ....................................................................... 19
Figura 16 – Vista Frontal: Flange Base de fixação. .......................................... 19
Figura 17 – Vista de Seção A-A: Flange Base de fixação. ............................... 20
Figura 18 – Detalhe B: Flange Base de fixação. .............................................. 20
Figura 19 – Vista seção C-C. ........................................................................... 21
Figura 20 – Modelo 3D: Flange Base de fixação. ............................................. 21
Figura 21 – Vistas frontal e lateral direita: Flange de fixação da matriz. .......... 22
Figura 22 – Modelo 3D: Flange de fixação da matriz. ...................................... 22
Figura 23 – Vista Frontal: Flange Espaçadora. ................................................ 23
Figura 24 – Vista Superior: Flange Espaçadora. .............................................. 23

Figura 25 – Vista de Seção A-A: Flange Espaçadora. ..................................... 24
Figura 26 – Modelo 3D: Flange Espaçadora. ................................................... 24
Figura 27 – Vista frontal: Matriz. ....................................................................... 25
Figura 28 – Vista Lateral Esquerda: Matriz. ..................................................... 25
Figura 29 – Detalhe B: Matriz. .......................................................................... 26
Figura 30 – Modelo 3D: Matriz. ........................................................................ 26
Figura 31 – Vista Lateral Esquerda: Torpedo. .................................................. 27
Figura 32 – Vista Frontal: Torpedo. .................................................................. 27
Figura 33 – Modelo 3D em corte: Torpedo ....................................................... 28
Figura 34 – Modelo 3D: Torpedo. ..................................................................... 28
Figura 35 – Identificação de cada componente do conjunto. ........................... 29
Figura 36 – Vista Lateral Esquerda: Montagem. .............................................. 30
Figura 37 – Modelo 3D em corte: Montagem. .................................................. 30
Figura 38 – Modelo 3D: Montagem. ................................................................. 31
Figura 39 – Vista explodida: Montagem. .......................................................... 31

LISTA DE TABELAS
Tabela 1– Lista de peças, material e quantidade. ............................................ 29

SUMÁRIO
1.INTRODUÇÃO ................................................................................................ 7
2. PESQUISA ..................................................................................................... 8
2.1. Introdução ao processamento de plásticos. ............................................. 8
2.2. Matriz ....................................................................................................... 9
3. OBJETIVO .................................................................................................... 14
4. MATERIAIS E MÉTODOS............................................................................ 14
5. RESULTADOS E DISCUSSÕES ................................................................. 16
6. CONCLUSÃO ............................................................................................... 32
7. SUGESTÕES PARA TRABALHOS FUTUROS ........................................... 32
8. REFERÊNCIAS ............................................................................................ 33

7
1. INTRODUÇÃO
Desde os primórdios da vida humana o homem faz uso dos materiais
disponíveis na natureza para realizar suas atividades e garantir sua
sobrevivência. Com isso, ao longo dos anos cada vez mais materiais foram
descobertos e desenvolvidos, buscando sempre facilitar a execução das tarefas
cotidianas, sejam elas industriais ou domiciliares. (CALLISTER, William;
RETHWISCH, David. 2013, p.2)
Dentre as matérias-primas mais exploradas atualmente encontram-se os
metais, as cerâmicas e os polímeros, considerando que este último vem
ganhando uma maior utilização na fabricação e concepção de novos produtos
desde o século XX, permitindo até substituir outros materiais dependendo da
aplicação. (CANEVAROLO, Sebastião. 2006, p.19)
Em meio aos diversos produtos altamente comercializados hoje, que
possuem algum componente plástico em sua constituição e ainda podem sofrer
melhorias encontram-se as vassouras, que apesar de geralmente apresentar a
base fabricada com um polímero, possuem o cabo de madeira ou metal.
No caso do cabo de madeira, segundo dados obtidos no trabalho
Madeira Envelhecida disponível no site da UFPR, o mau uso ou a intensa
exposição a fatores ambientais, como chuva e sol, podem fazê-lo empenar e/ou
quebrar. Já os cabos metálicos, conforme podem oxidar ao longo do tempo e
quebrar durante o uso, favorecendo a ocorrência de acidentes domésticos, além
de encarecerem o produto final. (CALLISTER, William; RETHWISCH, David.
2013, p.599-601)
Tomando por base as ideias já apresentadas em relação aos materiais
que, na maioria das vezes, compõem as vassouras e a imensa gama de

8
propriedades e possibilidades de aplicações que pode ser conferida aos
materiais poliméricos, o trabalho realizado tem como principal meta a inovação
e a melhoria do produto em questão, propondo o desenvolvimento de uma
vassoura produzida inteiramente em plástico.
O Projeto do produto será dividido em partes a serem desenvolvidas
separadamente devido à quantidade de componentes diferentes do produto.
Este trabalho trata do desenvolvimento de um modelo de matriz de extrusão em
3D, com dimensões estimadas com base em um modelo existente, para a
fabricação do cabo.
2. PESQUISA
2.1. Introdução ao processamento de plásticos.
Devido, principalmente, à sua facilidade de processamento, o uso dos
polímeros vem crescendo cada vez mais. A matéria-prima pode passar por
diversos processamentos até ganhar alguma utilidade. Um dos processos
amplamente utilizados é a extrusão, que se caracteriza pela transformação
constante de matéria-prima em produto.
O princípio de funcionamento de uma extrusora é o seguinte: uma ou
mais roscas inseridas em um canhão cilíndrico aquecido promove o transporte
do material peletizado ou em pó ao mesmo tempo fundindo-o e compactando-o,
formando uma massa polimérica altamente viscosa que é forçada através de
uma matriz que definirá sua forma. O perfil, então, é resfriado para a obtenção o
produto final.

9
2.2. Matriz
Dentre os diversos componentes de uma extrusora, encontra-se a matriz
de extrusão, que é responsável pela moldagem do polímero e definição de sua
forma final. A Figura 1 mostra um esquema de funcionamento de uma extrusora
de tubos.
Figura 1 - Funcionamento de uma extrusora de tubos
Fonte: ABIPLAST
São diversos os perfis que podem ser obtidos de acordo com a matriz
construída, desde produtos tubulares a retangulares. Alguns deles podem ser
visualizados na Figura 2.
Figura 2 – Perfis que podem ser obtidos no processo de extrusão.
Fonte: Abiplast

10
O desenvolvimento e determinação do design de uma matriz é um
processo complexo e difícil. Apesar do amplo conhecimento atual sobre os
princípios e comportamento dos polímeros fundidos, o processo de
planejamento e construção de uma matriz exige uma certa experiência.
O tipo de matriz utilizado na extrusão de tubos é, normalmente, do tipo
direta, em que o material fundido é forçado contra a ferramenta. Alguns dos
componentes da matriz de extrusora estão apresentados na Figura 3.
Figura 3 - Matriz de extrusão do tipo Direta.
Fonte: Fundação Santo André
A extrusão de tubos também pode ser realizada com o auxílio de uma
matriz do tipo aranha (2 patas) (Figura 4). O ponto negativo é que este modelo
causa frentes de fluxo que resultam em linhas de solda no sentido longitudunal
devido à união no mandril. Se a temperatura se mantiver elevada e a matriz for
comprida o material da linha de emenda fluirá por mais tempo, fortalecendo as
linhas de emenda no produto final.

11
Figura 4 – Matriz do tipo Aranha.
Fonte: Fundação Santo André.
O dimensionamento da matriz deve considerar também o inchamento e
contração do extrudado, respeitando a seguinte equação:
Onde: D1 = Diâmetro interno da matriz
D2 = Diâmetro externo da matriz
D = Diâmetro externo do tubo
Sr = Espessura da parede do tubo
IE = razão de inchamento (%)
As matrizes são construídas com seções longas para que as moléculas
de polímeros se alinhem. Isso é importante porque a orientação influencia nas
propriedades físicas do polímero, como resistência, módulo e alongamento
máximo. Módulo baixo e resistência indicam a diminuição do enovelamento e
rearranjo das moléculas ao invés do rompimento das ligações. A orientação das
cadeias torna essas propriedades anisotrópicas, o que significa que elas variam
em direções diferentes.

12
2.3. Extrusão de tubos e canos
O material é plastificado, passa pela matriz onde tomará sua forma, passa
por um sistema de resfriamento e calibração e depois pode ser cortado. A linha
básica do processo de extrusão está apresentada na Figura 5, na qual o material
plastificado passa pela matriz, onde toma a forma desejada, depois pelo
calibrador/resfriamento, onde o produto terá as dimensões mantidas enquanto é
resfriado. À frente o puxador leva o produto adiante, para ser cortado, chegando, enfim,
ao fim do processo.
Figura 5 – Processo de extrusão para tubos.
Fonte: Fundação Santo André.
2.4. Calibração
Na extrusão de tubos o material que sai da matriz passa por um calibrador,
que baixa a temperatura mantendo a sua forma, sendo resfriado em seguida
num banho de água. Nesse sentido, a calibração é um processo extremamente
importante, pois evita problemas maiores no produto como dimensional incorreto
e a junção das bordas do tubo.
As duas principais formas de calibração são:
- CALIBRAÇÃO COM AR COMPRIMIDO: O ar comprimido prensa o tubo
contra a parede do sistema, entrando por um canal existente na estrela,
passando também pelo torpedo (abordados mais adiante neste trabalho). As
pressões que são recomendadas para o processo são de 0,2 á 1,5 atm para
paredes finas e 6 á 15 atm para paredes grossas. (Figura 6)

13
Figura 6 - Calibração com ar comprimido.
Fonte: Fundação Santo André.
- CALIBRAÇÃO COM VÁCUO: Placa perfurada que faz com que o vácuo
puxe o material para a parede. (Figura 7)
Figura 7 - Calibração com vácuo.
Fonte: Fundação Santo André.

14
3. OBJETIVO
O principal objetivo deste projeto é o desenvolvimento do desenho 3D e
dimensionamento estimado da matriz tubular, de forma que, posteriormente,
possa ser construída e utilizada na extrusão do cabo da vassoura plástica. Outro
ponto almejado é a apresentação de dados consistentes e informações claras
que possibilitem a fabricação da matriz para o posterior uso na obtenção de
perfis plásticos tubulares, nesse caso, o cabo.
4. MATERIAIS E MÉTODOS
Para a realização deste trabalho, inicialmente, desenvolveu-se uma
ampla pesquisa em livros e Sites a respeito do processo de extrusão de plástico
e fabricação de matrizes, e consultou-se um especialista, com anos de
experiência na área, sobre os processos de fabricação, as dimensões, matéria-
prima e os modelos mais indicados à construção da matriz.
Em seguida, utilizou-se as informações obtidas através do levantamento
de dados para a modelagem da ferramenta com o auxílio de um Software 3D
para computador (Solid Works 2013 x64 Edition). Os desenhos 2D com as vistas
necessárias e as imagens foram criados e capturados através do mesmo
programa. O dimensionamento da matriz foi realizado de acordo com as
especificações do produto, conforme as Figuras 8, 9, 10 e 11.

15
Figura 8 – Vista Frontal: Cabo
Fonte: Autoria própria.
Figura 9 – Vista Lateral do sistema para pendurar a vassoura: Cabo.
Fonte: Autoria própria.
Figura 10 - Vista Lateral com quebra: Cabo.
Fonte: Autoria própria.

16
Figura 11 – Modelo 3D: Cabo.
Fonte: Autoria própria.
Segundo as bibliografias pesquisadas e informações obtidas com
profissionais da área, o polímero contrai cerca de 22% de seu volume quando
resfria. Como o diâmetro projetado para o cabo é de 22 mm, o valor que a matriz
deverá ter de diâmetro externo para que se consiga essa dimensão é de,
aproximadamente, 26,8 mm. A partir desses valores, foram determinadas as
outras dimensões da matriz.
A escolha do material foi feita com base nas necessidades do produto e
levantamento de dados a respeito dos materiais comumente utilizados na
fabricação de matrizes.
5. RESULTADOS E DISCUSSÕES
A matriz de obtenção do cabo da vassoura plástica é composta por um
conjunto de 6 peças:
- Estrela;
- Flange base de fixação;
- Flange de fixação da matriz;
- Flange Espaçadora;
- Matriz – diâmetro 26,8.

17
- Torpedo.
A estrela é a peça responsável pelo direcionamento do fluxo de material
fundido e de permitir a entrada de ar que caminhará pelo torpedo até chegar ao
interior do tubo. As cotas e vistas necessárias podem ser visualizadas nas
Figuras 12, 13, 14 e 15.
Figura 12 - Vista frontal: Estrela.
Fonte: Autoria própria.

18
Figura 13 - Vista de Seção A-A e Detalhe A: Estrela.
Fonte: Autoria própria.
Figura 14 – Vista Superior: Estrela.
Fonte: Autoria própria.

19
Figura 15 – Modelo 3D: Estrela.
Fonte: Autoria própria.
A Flange Base de fixação é a peça responsável por permitir a fixação do
conjunto na máquina extrusora. Essa peça possui um canal interno por onde
passará o plástico fundido, conforme as Figuras 16, 17, 18, 19 e 20.
Figura 16 – Vista Frontal: Flange Base de fixação.
Fonte: Autoria própria.

20
Figura 17 – Vista de Seção A-A: Flange Base de fixação.
Fonte: Autoria própria.
Figura 18 – Detalhe B: Flange Base de fixação.
Fonte: Autoria própria.

21
Figura 19 – Vista seção C-C.
Fonte: Autoria própria.
Figura 20 – Modelo 3D: Flange Base de fixação.
Fonte: Autoria própria.
A Flange de fixação da matriz é a peça que prende a matriz à Flange
Espaçadora, prendendo também a matriz. As dimensões são apresentadas nas
Figuras 21 e 22.

22
Figura 21 – Vistas frontal e lateral direita: Flange de fixação da matriz.
Fonte: Autoria própria.
Figura 22 – Modelo 3D: Flange de fixação da matriz.
Fonte: Autoria própria.
A flange espaçadora é o componente promove o afastamento entre a
Flange de fixação da matriz e a estrela, possibilitando o encaixe do torpedo e da

23
matriz entre as peças. O dimensionamento da Flange Espaçadora está
apresentado nas Figuras 23, 24, 25 e 26.
Figura 23 – Vista Frontal: Flange Espaçadora.
Fonte: Autoria própria.
Figura 24 – Vista Superior: Flange Espaçadora.
Fonte: Autoria própria.

24
Figura 25 – Vista de Seção A-A: Flange Espaçadora.
Fonte: Autoria própria.
Figura 26 – Modelo 3D: Flange Espaçadora.
Fonte: Autoria própria.
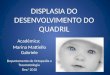
A matriz, é o componente responsável por dar a forma desejável ao
produto. Possui dimensões específicas que levam em consideração as
características de contração do polímero utilizado visando buscando a melhor
estabilidade dimensional possível para garantir a qualidade do produto final. As
dimensões da matriz encontram-se nas Figuras 27, 28, 29 e 30.
25
Figura 27 – Vista frontal: Matriz.
Fonte: Autoria própria.
Figura 28 – Vista Lateral Esquerda: Matriz.
Fonte: Autoria própria.

26
Figura 29 – Detalhe B: Matriz.
Fonte: Autoria própria.
Figura 30 – Modelo 3D: Matriz.
Fonte: Autoria própria.

27
Juntamente com a matriz, o Torpedo permite a formação do produto e
possibilita a passagem de ar pelo interior da peça evitando que as paredes se
colem causando a perda do produto. A representação do torpedo está
apresentada nas Figuras 31, 32, 33 e 34.
Figura 31 – Vista Lateral Esquerda: Torpedo.
Fonte: Autoria própria.
Figura 32 – Vista Frontal: Torpedo.
Fonte: Autoria própria.

28
Figura 33 – Modelo 3D em corte: Torpedo
Fonte: Autoria própria.
Figura 34 – Modelo 3D: Torpedo.
Fonte: Autoria própria.
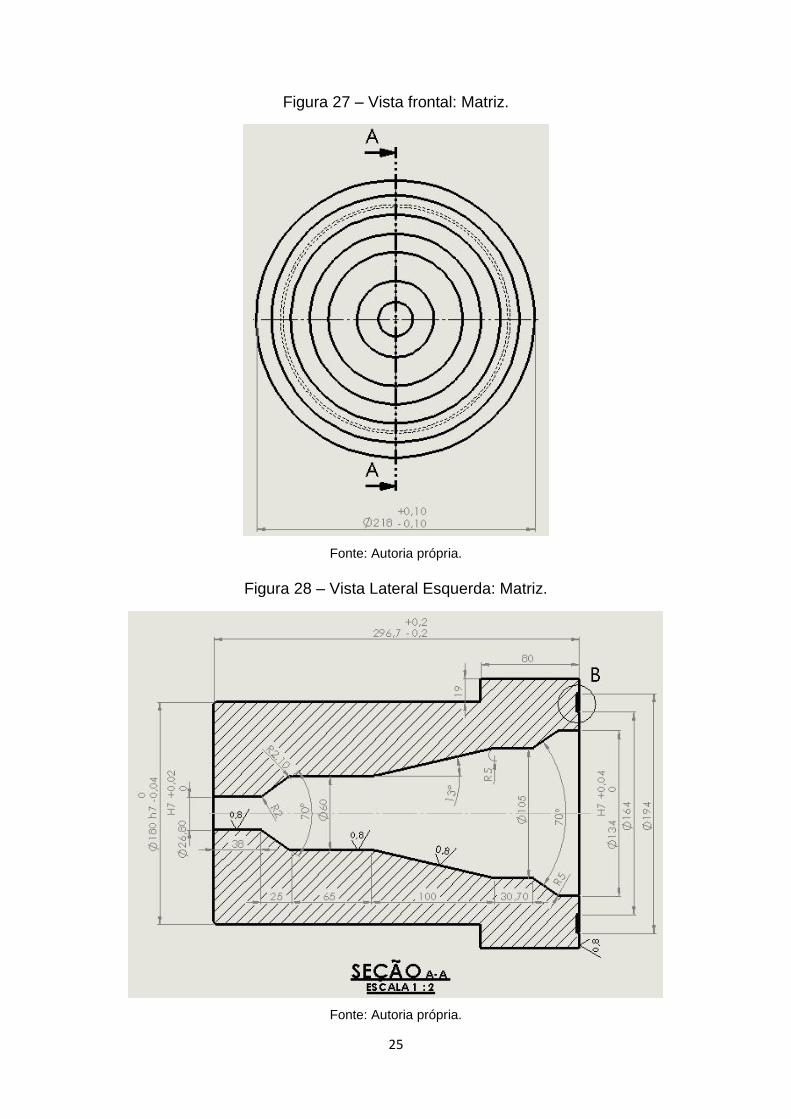
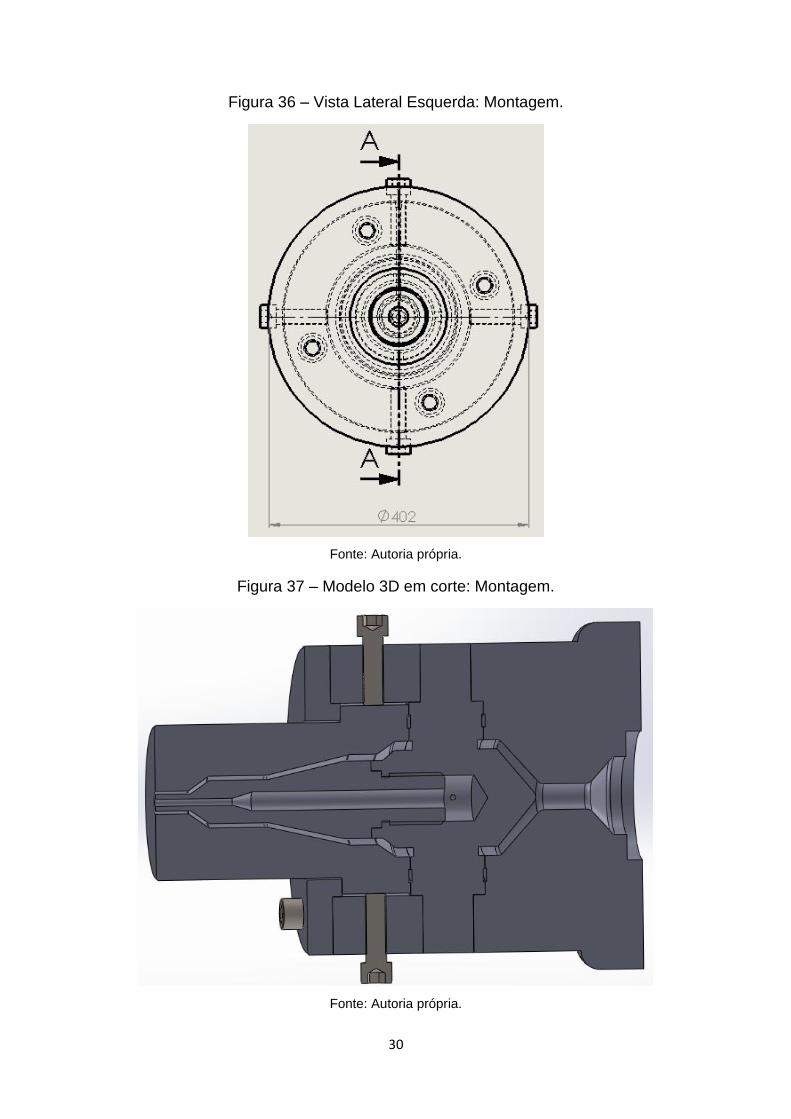
A montagem de todos os componentes constitui o conjunto da matriz de
extrusão que será conectado à máquina para a fabricação do objeto desejado.
As Figuras 35, 36, 37 e 38 mostram o resultado final da união dos elementos. O
material escolhido para a fabricação dos componentes da matriz de extrusão
está apresentado na Tabela 1.

29
Figura 35 – Identificação de cada componente do conjunto.
Fonte: Autoria própria.
Tabela 1– Lista de peças, material e quantidade.
Fonte: Autoria própria.
30
Figura 36 – Vista Lateral Esquerda: Montagem.
Fonte: Autoria própria.
Figura 37 – Modelo 3D em corte: Montagem.
Fonte: Autoria própria.

31
Figura 38 – Modelo 3D: Montagem.
Fonte: Autoria própria.
A Figura 39 apresenta uma vista explodida do conjunto, facilitando a
visualização de cada componente.
Figura 39 – Vista explodida: Montagem.
Fonte: Autoria própria.

32
6. CONCLUSÃO
Tendo em vista a quantidade de lixo produzida diariamente no mundo e
o conhecimento de que parte desses resíduos são compostos por plásticos, a
proposta de reutilização desses materiais na produção de um objeto amplamente
utilizado representa uma alternativa que pode ser bastante eficaz na diminuição
da poluição.
A modelagem 3D da ferramenta de extrusão permite uma excelente
visualização do projeto e planejamento do produto, além de fornecer dados muito
importantes que possibilitem o desenvolvimento de uma matriz de qualidade e
atendendo às especificações do produto. O cabo constitui um dos principais
componentes do produto em estudo e receberá grande parte dos esforços,
justificando os estudos realizados.
Através da pesquisa realizada, decidiu-se que o material mais indicado
para a fabricação das peças é o aço P20, por possuir uma boa usinabilidade,
pode ser encontrado já com a dureza de 34 HRC, bom polimento e ter a
possibilidade de ser cementado ou nitretado. Esse material é um dos mais
indicados para moldes e matrizes.
A partir dos resultados obtidos, nota-se também que o projeto e
construção de uma matriz que atenda aos requisitos dimensionais do produto e
garanta a qualidade e estabilidade do processo exige bastante tempo, estudo,
tecnologia e, principalmente, disponibilidade de recursos financeiros.
7. SUGESTÕES PARA TRABALHOS FUTUROS
Seria interessante para uma possível continuação deste projeto a
realização de cálculos exatos relacionados às dimensões da matriz de acordo

33
com o produto a ser produzido já adequando também à máquina utilizada. Além
disso, sugere-se também que se consiga com a maior antecedência possível a
parceria ou o apoio de pessoas, empresas ou até mesmo outras instituições de
ensino que possam fornecer as matérias-primas, máquinas e equipamentos que
possibilitem a fabricação da ferramenta de extrusão e o seu uso na produção
dos perfis tubulares.
Por fim, considera-se plausível a realização de orçamentos e simulações
computadorizadas de forma que se possa ter mais certeza sobre o
comportamento do material em serviço, garantindo que suportará às condições
de aplicação antes que o equipamento seja construído, evitando perda de
material e, consequentemente, o custo desnecessário.
8. REFERÊNCIAS
1. CALLISTER, William; RETHWISCH, David. Ciência e Engenharia dos
Materiais: Uma introdução. Ed. LTC, 8ª Edição, 2013.
2. CANEVAROLO, Sebastião. Ciências dos polímeros. Ed. Art Liber. 2ª Edição,
2006, 280 pgs.
3. UFRGS. Linha de Extrusão. Disponível em:
<http://www.ufrgs.br/lapol/processamento/l_46.html>. Acesso em: 12 dez.
2015.
4. ABIPLAST. Processos de transformação para materiais plásticos. Disponivel
em:
<http://file.abiplast.org.br/download/links/links%202014/apresentacao_sobre
_transformacao_vf.pdf>. Acesso em: 12 dez. 2015.

34
5. FUNDAÇÃO SANTO ANDRÉ. Processos Baseados em extrusão. Disponível
em: <http://www3.fsa.br/materiais/Processamento/extru_4.pdf>. Acesso em:
14 dez. 2015.
6. UFRGS. Orientação em tubos e mangueiras. Disponível em:
<http://www.ufrgs.br/lapol/processamento/l_53.html>. Acesso em: 15 dez.
2015.