Embed Size (px)
Citation preview

2013
Autor: Juan Rafael Marín Alcaide
Tutor: Adolfo Crespo Márquez
28/05/2013
Institución: Universidad de Sevilla
Titulación: Ingeniería de Organización Industrial
Diseño de un plan de mantenimiento mediante metodología RCM para una
máquina de desmoldeo de queso fresco

- 1 -
INDICE
1.- INTRODUCCIÓN Y OBJETO DEL PROYECTO………..….…....3
2.- MODELO EMPRESARIAL ANALIZADO………………………...4 2.1.- TIPO Y ACTIVIDAD DE LA ORGANIZACIÓN….…..…....…….....………...4 2.2.- PROCESO DE ELABORACIÓN……………..….…..…….....…......…………..4 2.3.- EL SECTOR QUESERO………………………..…..…….….…..…...……..…...5 3.- METODOLOGÍA RCM……………………………………………..11 3.1.- INTRODUCCIÓN.................................................................................................11 3.2.- DEFINICIÓN........................................................................................................11 3.3.- FASES....................................................................................................................12 3.4.- INDICADORES DE MANTENIMIENTO.........................................................26 4.- PLANTA DE FABRICACION DE QUESO FRESCO……………41 4.1.- DESCRIPCIÓN DE LA MAQUINARIA………....….....…...……..……...…..41 5.- DESARROLLO DEL PROYECTO………………………………...46 5.1.- SISTEMA DE ESTUDIO Y DESGLOSE EN SUBSISTEMAS……………..46 5.2.- ESTÁNDAR DE FUNCIONAMIENTO Y FALLOS FUNCIONALES…......48 5.3.- DEFINICIÓN DE LOS MODOS DE FALLO ASOCIADOS A CADA FALLO FUNCIONAL……………………………………………………...…..…….58 5.4.- EFECTOS DE LOS MODOS DE FALLO Y CRITICIDAD…………………68 5.5.- PROCESO DE SELECCIÓN DE LAS ACTIVIDADES DE MANTENIMIENTO………………………………………………………………...103 5.6.- AGRUPACION EN PLAN DE MANTENIMIENTO……………………….107
6.- CONCLUSIÓN……………………………………………………...112
ANEXO………………………………………………………………….119
BIBLIOGRAFIA……………………………………………………….130

- 2 -
INDICE DE FIGURAS
Fig. 1 – Evolución de las exportaciones………………………..……..……....……….7 Fig. 2 – Evolución del mercado exterior en los últimos años………………………...8 Fig. 3 – Venta de queso por canal……………………………………….….……...…..9 Fig. 4 – Niveles de organización de los activos de la planta………………………...13
Fig. 5 – Tipos de tareas de mantenimiento……………...……..……..…..…..….…..20
Fig. 6 – Diagrama de flujo para la elaboración de un plan de mantenimiento basado en las recomendaciones de los fabricantes…………..….......……....25
Fig. 7 – Diagrama de flujo de la elaboración del plan de mantenimiento basado en
el análisis de fallos…………………………………………………….............26 Fig. 8 – Ejemplo de tabla de costes…………………………………………………...34 Fig. 9 – Resumen de indicadores…………………………………………………......40
Fig. 10 – Tabla de impacto – ocurrencia…………………………………………….79 Fig. 11 – Análisis de los resultados del FMECA…………………………………….91 Fig. 12 – Árbol de decisión RCM…………………………………………………...104 Fig. 13 – Base de datos de gamas……………………………………………………120
Fig. 14 – Realización de la macro…………………………………………………...120
Fig. 15 – Modelo tipo de la gama……………………………………………………125
Fig. 16 – Carpetas donde se ubica la base de datos………………………………..126
Fig. 17 - Gama de limpieza…………………………………………………………128
Fig. 18 – Gama de inspección visual……………………………………..……..…..129

- 3 -
1.- INTRODUCCIÓN Y OBJETO DEL PROYECTO 1.1.- INTRODUCCIÓN Desde Junio de 2011 trabajo en la empresa de fabricación de queso Marinta S.L. (más conocida por su marca comercial La Chacha Sebastiana), la cual tiene su planta de fabricación de queso fresco totalmente automatizada. Desde el primer momento surgió la posibilidad de realizar un proyecto fin de carrera, para la realización de un plan de mantenimiento que optimizara los recursos de la planta de fabricación. Este se realizará mediante la metodología RCM (Reliability Centered Maintenance) ó MCF (Mantenimiento Centrado en la Fiabilidad). En este caso se aplicará en la máquina más crítica de la línea de fabricación de queso fresco, la Quita-Tapas Desmoldeadora. Se trata del cuello de botella de todo el proceso, pues toda la línea está a expensas del buen funcionamiento de esta. Debido a que no existe histórico de fallos deberemos de buscar toda la información disponible acerca de la vida de la máquina en los encargados de mantenimiento y documentación técnica que el fabricante nos pueda facilitar. Es aquí donde el carácter vivo del RCM adquiere su importancia, pues más allá de la ayuda que se pueda obtener del instalador, se deberán ir incluyendo los nuevos aspectos que de su uso intensivo se deriven, completando aquellos que por falta de previsión se pasaran por alto, y comprobando si la criticidad y el hincapié en determinados aspectos del plan de mantenimiento siguen siendo vigentes durante la vida de la llenadora. El presente documento constituye la realización del proyecto fin de carrera “realización de un plan de mantenimiento mediante la metodología RCM para una máquina de desmoldeo de queso fresco”, que lejos de ser una entelequia académica, es la aplicación real de una de las herramientas más poderosas con las que cuenta la ingeniería y gestión del mantenimiento actual a un sistema productivo en su contexto operacional. 1.2.- OBJETO DEL PROYECTO El objeto de éste proyecto es la obtención de un plan de mantenimiento vivo y ajustado a una máquina desmoldeadora de queso fresco. Vivo por cuanto no es un estudio cerrado, sino que debe irse enriqueciendo con las aportaciones que de la experiencia en el uso del sistema se deriven, y ajustado porque es de aplicación a este sistema en particular, trabajando en su entorno y en sus condiciones determinadas de operación.

- 4 -
2.- MODELO EMPRESARIAL ANALIZADO Detallaremos ahora la información relativa a la empresa y su actividad. Concretamente se realiza una definición del tipo de empresa, la distribución física de sus instalaciones y la actividad comercial en la que opera actualmente. A continuación se comentarán someramente los procesos que se realizan en las instalaciones en las que está situada la quita tapas, sirviéndonos, en parte, para presentar a la máquina en su contexto operacional. 2.1.- TIPO Y ACTIVIDAD DE LA ORGANIZACIÓN Marinta S.L es una empresa Cordobesa, fundada en el año 1990, que se ubica en el municipio de La Carlota en la llamada comarca de la Vega del Guadalquivir. Se trata de una empresa familiar en la cual los creadores y dueños son primos, de hecho la marca, “La Chacha Sebastiána”, debe su nombre a la madre y tía de ambos socios. El crecimiento de esta empresa ha sido constante desde la fecha de su creación.
La dedicación principal de esta empresa consiste en la fabricación diaria de queso fresco, queso de Burgos y requesón, para su posterior venta a comercios o distribución al por mayor. La línea de queso fresco existe desde el principio de la creación de la empresa y a lo largo de sus 20 años de vida ha sufrido numerosos cambios y ampliaciones. Desde el 2007 se encuentra automatizada. Paralelamente a ella desde el 2001 está funcionando otro línea de queso de Burgos la cual está también automatizada (esta fue la primera fábrica de Andalucía en fabricar este producto). Como complemento a la fabricación de queso fresco se fabrica requesón, que es un producto que proviene de la proteína extraída a la leche durante la fabricación de la masa para el queso fresco.
En cuanto a la venta se refiere, en distribución al minorista sus zonas de venta se ubican en Andalucía central, principalmente Córdoba, Sevilla y Málaga y algunos pueblos de Jaén, Granada, Huelva y Extremadura. Y en cuanto a distribución mayorista la empresa contrata el servicio de una empresa exterior para servir el producto en hoteles y servicios de catering para el resto de España y Portugal.
También como servicio añadido dedica una parte de la materia prima a la fabricación, por parte de una empresa externa, de queso curado, semicurado y mezcla, el cual se vende entre sus ámbitos de actuación antes enumerados.
Como complemento también distribuye bajo su marca carne membrillo, postres caseros y demás productos alimenticios (estos no bajo su marca y por periodos de tiempo de varios años).
2.2.- PROCESO DE ELABORACIÓN La leche es recepcionada en un tanque de acero inoxidable con sus correspondientes mallas y filtros para la leche, posteriormente esta pasa al tanque de enfriamiento que se encuentra en un nivel inferior. El tanque de enfriamiento está construido también de

- 5 -
acero inoxidable. Desde el mismo y accionado por una bomba la leche pasará a un pasteurizador siendo antes filtrada con un filtro tipo tubular con malla microperforada. El equipo de pasteurización de leche mantendrá la misma a una temperatura mayor de 65 ºC durante un tiempo de 30 minutos. Dicha temperatura se consigue a través de un intercambiador de calor por donde circula agua caliente proveniente de la caldera. Una vez realizada la operación de pasteurización se enfría la leche por medio de agua fría hasta una temperatura de 32 ºC, a la que se realizará la cuajada una vez accionados los correspondientes fermentos y cuajos. Para ello se disponen tres cubas de cuajo elevadas. Realizada la cuajada se procede al corte de la misma y la llenada de moldes automáticamente mediante un dosificador para ser posteriormente conducidos a las prensas. En estas prensas se trata de conseguir un desuerado de la masa con un prensado inicial para eliminación rápida del suero en su mayor porcentaje y con el que se consigue que se forme y tome la textura idónea del queso. Tras este tiempo, que puede oscilar entre 2 y 4 minutos, se retiran los moldes de la prensa y se sacan los quesos. Las prensas donde se efectúan todas estas operaciones, en la actualidad son tipo colchón accionadas reumáticamente mediante aire a presión proveniente de compresores. Construidas íntegramente en acero inoxidable. Una vez los quesos están prensados y sacados de dichos moldes se introducen en un baño de salmuera, a temperatura inferior a 5 ºC, para tomar sabor y consistencia a la vez. La duración de este baño de salmuera oscilara de acuerdo con el sabor y la textura que se le quiera dar al producto. Como referencia este tiempo puede oscilar entre 15 minutos y 1 hora. Actualmente este baño de salmuera se efectúa en una cámara frigorífica, anexa a la sala de producción, en unos saladeros habituados al efecto. A partir de este verano este proceso de salado pasará a formar parte del proceso de producción automatizado, con lo cual se colocara justo a continuación del actual final de línea de producción, que actualmente finalizaba con el desmoldeado del queso. Por su parte los moldes son recirculados en la línea, donde a continuación son lavados, previo a su nuevo llenado. Finalizada la operación de baño en salmuera se sacan los quesos y pasan a ser envasados, tanto de forma manual (ya que es un formato el cual continua teniendo gran demanda en el mercado) o de forma automática en la envasadora de vacío. Por ultimo son colocados en cajas para su transporte y llevados a la cámara frigorífica, donde se conservaran, a una temperatura inferior a 4 ºC, hasta la mañana siguiente previo a su venta en los mercados. 2.3.- EL SECTOR QUESERO El mercado El mercado de quesos en nuestro país mostró durante 2011 un claro estancamiento, al igual que en el ejercicio anterior. Tan solo unas sensibles disminuciones de precio parecen animar las demandas. También las presentaciones más saludables y los quesos frescos muestran un mayor dinamismo. En el caso de estos últimos, el incremento

- 6 -
interanual de sus ventas ha sido de un importante 15,6% en volumen y del 12,6% en valor. En el otro extremo aparecen los quesos regionales y manchegos, con una reducción significativa de sus ventas. La producción española de quesos se acerca a las 302.000 toneladas, de las que 124.100 toneladas son de queso de vaca, algo menos de 45.000 toneladas de queso de oveja y 16.200 toneladas de queso de cabra. Los quesos de mezcla de leches suponen las restantes 117.000 toneladas. Atendiendo a sus diferentes categorías, los más comunes son los quesos frescos (111.100 toneladas), seguidos por los quesos de pasta semidura (76.300 toneladas), los de pasta dura (43.700 toneladas), los de pasta blanda (35.000 toneladas), los de pasta semiblanda (30.300 toneladas) y los de pasta extradura (5.400 toneladas). Además hay una producción de 33.800 toneladas de queso fundido. En el mercado español, la principal oferta está compuesta por los quesos frescos, ya que éstos representan el 28,2% de todas las ventas en volumen y el 22,1% en valor. Dentro de éstos, los quesos tipo Burgos suponen el 90,5% del total en volumen. A continuación aparecen los quesos manchegos y regionales (23,6% y 29,6%, respectivamente), los quesos fundidos (19,3% y 13,6%), los quesos rallados (12,2% y 13,6%), las especialidades de importación (9,6% y 11,7%), los quesos de pasta blanda (3,6% en volumen y valor), los emmental y gruyere (1,9% y 2%), los quesos de pasta veteada (1,2% y 2%) y los surtidos de quesos, con porcentajes del 0,3% en volumen y del 0,6% en valor. Hasta no hace mucho tiempo, el sector de las empresas fabricantes y comercializadoras de quesos en España presentaba un notable grado de atomización, con muchos operadores de carácter semiartesanal, volúmenes de producción muy limitados y una incidencia regional o local. Esa realidad ha cambiado de manera importante y aparecen ya algunas empresas de dimensiones significativas, con estrategias basadas en el comercio internacional. Incluso han irrumpido con fuerza algunas compañías multinacionales y, también, algunas empresas francesas e italianas. Por último, las marcas de distribución han adquirido rápidamente una preeminencia muy clara en la distribución organizada. El principal grupo fabricante e importador de quesos de nuestro país registra un volumen de negocios de 110.000 toneladas, mientras que el segundo llega hasta las 47.000 toneladas y el tercero ronda las 36.400 toneladas. Otras dos empresas presentan cifras en torno a las 25.000 toneladas. Entre las 10.000 y las 22.000 toneladas aparecen otros nueve operadores. En la actualidad las marcas de distribución suponen ya el 36% de todas las ventas de quesos en volumen y el 27% en valor. Esos porcentajes son todavía más importantes en el caso del queso fresco, la oferta más dinámica del mercado, con cuotas del 58,4% y del 42,3%, respectivamente. Dentro de los quesos manchegos y regionales esos porcentajes llegan hasta el 68,7% en volumen y el 33% en valor. A pesar del escaso dinamismo de las demandas, las principales empresas del sector quesero continúan con sus planes de inversión para adaptar sus instalaciones a las nuevas necesidades del mercado. Están previstas unas inversiones de más de 150 millones de euros, básicamente para aumentar las capacidades de producción. Comercio exterior El comercio exterior de quesos es claramente desfavorable para nuestro país, ya que las importaciones son mucho más importantes que las exportaciones. Durante el último ejercicio computado se importaron cerca de 246.840 toneladas de quesos y requesones, con un incremento interanual del 4,5%. El valor de todas las partidas importadas llegó hasta unos 847 millones de euros, un 11,6% más que en el año anterior. Los quesos
- 7 -
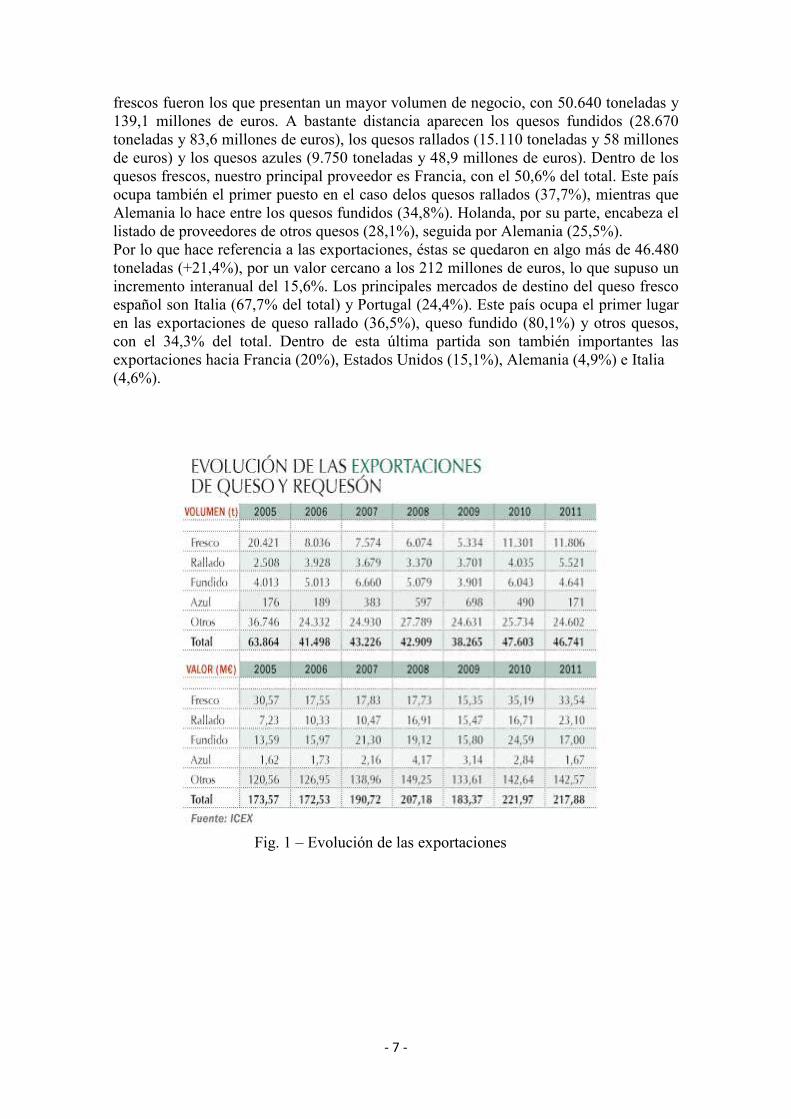
frescos fueron los que presentan un mayor volumen de negocio, con 50.640 toneladas y 139,1 millones de euros. A bastante distancia aparecen los quesos fundidos (28.670 toneladas y 83,6 millones de euros), los quesos rallados (15.110 toneladas y 58 millones de euros) y los quesos azules (9.750 toneladas y 48,9 millones de euros). Dentro de los quesos frescos, nuestro principal proveedor es Francia, con el 50,6% del total. Este país ocupa también el primer puesto en el caso delos quesos rallados (37,7%), mientras que Alemania lo hace entre los quesos fundidos (34,8%). Holanda, por su parte, encabeza el listado de proveedores de otros quesos (28,1%), seguida por Alemania (25,5%). Por lo que hace referencia a las exportaciones, éstas se quedaron en algo más de 46.480 toneladas (+21,4%), por un valor cercano a los 212 millones de euros, lo que supuso un incremento interanual del 15,6%. Los principales mercados de destino del queso fresco español son Italia (67,7% del total) y Portugal (24,4%). Este país ocupa el primer lugar en las exportaciones de queso rallado (36,5%), queso fundido (80,1%) y otros quesos, con el 34,3% del total. Dentro de esta última partida son también importantes las exportaciones hacia Francia (20%), Estados Unidos (15,1%), Alemania (4,9%) e Italia (4,6%).
Fig. 1 – Evolución de las exportaciones

- 8 -
Fig. 2 – Evolución del mercado exterior en los últimos años La importancia de la trazabilidad La creciente preocupación de la sociedad en su conjunto por los temas de seguridad alimentaria requiere cada vez más de procesos integrados de control de calidad que garanticen la trazabilidad de los alimentos a lo largo de toda la cadena, desde la fase de producción primaria en el campo hasta llegar a los consumidores finales, pasando por todos los agentes y etapas de los canales comerciales propios de cada sector productivo. En España y más concretamente en el caso de las pequeñas empresas agroalimentarias, la dificultad de la aplicación de los sistemas de autocontrol de calidad a sus producciones radica fundamentalmente en la enorme cantidad de normas y disposiciones existentes sobre la materia, lo que requiere un gran esfuerzo de gestión, organización y archivo de numerosos documentos, y de puesta en marcha de una serie de programas auxiliares y de ejecución de medidas preventivas, correctoras y de vigilancia, cuyos costes en tiempo y dinero rebasan con creces la capacidad operativa de las mismas. La situación descrita se complica aún más en el caso de las microempresas de campo y queserías artesanales donde es habitual que en el mismo establecimiento se realicen todas las actividades integradas en la cadena alimentaria, incluyendo las fases de producción ganadera-lechera, la transformación e industrialización de las materias primas y la distribución y comercialización de los productos finales, cada una de ellas con su normativa específica y con distintos organismos y autoridades de control. Por el contrario, la situación es bien distinta en algunos países de la Unión Europea, donde estas pequeñas empresas agroalimentarias, entre ellas las lácteas, cuentan con criterios más flexibles y sencillos para la aplicación y vigilancia de los sistemas de autocontrol de calidad.

- 9 -
En este sentido, cabe señalar que el Plan Nacional de Control de la Cadena Alimentaria 2007-2010, primer documento de este tipo elaborado en España, proporciona un marco más flexible para la realización del control oficial de los alimentos, estableciendo una serie de obligaciones y garantías para las administraciones públicas, los agentes y operadores económicos y los consumidores finales. Este Plan tiene un doble objetivo, por un lado, dar cumplimiento al Reglamento (CE) 882/2004 del Parlamento Europeo y del Consejo, relativo a los controles oficiales efectuados para garantizar la verificación del cumplimiento de la legislación en materia de alimentos (incluidos los piensos) y la normativa sobre salud animal y bienestar de los animales, que establece que “…cada Estado miembro preparará un único plan nacional de control plurianual integrado” (artículo 41). Y por otro lado, respetar la organización y distribución competencial del Estado español, conjugando los planes de controles oficiales de todas las Autoridades competentes a nivel Central, Autonómico y Local.
Fig. 3 – Venta de queso por canal El sector quesero Andaluz El sector quesero de Andalucía está integrado mayoritariamente por microempresas y pequeñas queserías artesanales de régimen familiar, situadas principalmente en zonas rurales de las ocho provincias de la región. Dada la pequeña dimensión de la mayor parte de estas empresas, y los escasos recursos humanos y económicos disponibles, sólo un movimiento asociativo fuerte y bien coordinado permitirá un futuro crecimiento sostenible del sector, así como la puesta en marcha de diversas actividades de forma conjunta, que individualmente resultarían inviables para la mayoría de las queserías de la región. Por ello, no cabe duda de que el papel del asociacionismo en el sector quesero artesanal de Andalucía debe ser muy importante. Asimismo, hay que tener en cuenta que muchas de estas pequeñas empresas artesanales elaboran sus quesos utilizando exclusivamente leche de sus propios rebaños de cabras, ovejas y vacas, lo cual representa una doble actividad por parte de los emprendedores, generalmente poco remunerada, a pesar de su importante papel al

- 10 -
garantizar el origen de las materias primas, su identificación con el territorio y el entorno natural, y la calidad y autenticidad de los productos finales que llegan a los consumidores. Las actuaciones en materia de promoción y la apertura de nuevos canales comerciales a través de fórmulas asociativas, permitiría alcanzar mercados que valoricen estos quesos con mejores precios mejorando la rentabilidad de estas producciones lácteas artesanales. Con esta filosofía nació en 1997 la Asociación de Queseros Artesanos de Andalucía (España), que se constituyó como asociación empresarial sin ánimo de lucro, de ámbito geográfico andaluz, y en la que están integradas actualmente unas 40 empresas queseras repartidas territorialmente por las ocho provincias. Durante los primeros ocho años la sede de la Asociación estuvo ubicada en Bobadilla Estación (Málaga); en el periodo 2005-2010 tuvo su domicilio social en el municipio de Baena (Córdoba), y desde entonces, su sede está en la localidad de Jayena (Granada). Hasta la fecha actual han ejercido la Presidencia de la AQAA las siguientes personas: Gonzalo Ramírez (1997-2005), Manuel Peña (2005-2010) y María Jesús Jiménez (2010-actualidad). Con vocación de servicio a todo el sector quesero artesano, la principal finalidad de la Asociación es la defensa y promoción del queso artesano andaluz y la representación colectiva de los empresarios de la región ante las Administraciones públicas (Estado, Autonomías, Diputaciones, Ayuntamientos) y a las diferentes instituciones y entidades privadas (otras asociaciones de queseros, asociaciones de criadores de ganado de razas selectas, grupos de desarrollo rural, federaciones de consumidores, etc.). Algunas de las instituciones y entidades con las que la AQAA ha colaborado en los últimos años son el Instituto de Investigación y Formación Agroalimentaria y Pesquera (Ifapa), la Dirección General de Industrias y Promoción Agroalimentaria, las Delegaciones Provinciales de Agricultura y Pesca de Cádiz, Córdoba, Granada, Huelva y Málaga, diversas Diputaciones y Ayuntamientos, las universidades de Córdoba y Sevilla, el Instituto de Comercio Exterior de España (Icex), CdeA, Extenda, Instituto Andaluz de la Dieta Mediterránea, etc. Entre las entidades extranjeras figuran algunas italianas (Alsia, Pncvd), francesas (Frecap, Paca, Carmejane, Cirval), entre otras. Y todo ello, con objeto de dar a conocer la amplia diversidad quesera andaluza, teniendo en cuenta asimismo la evolución de los hábitos de consumo y facilitando a las empresas artesanales nuevas estrategias para que amplíen sus mercados actuales, informando sobre las peculiaridades de los quesos tradicionales a todos sus potenciales consumidores en general y, de manera especial, a los profesionales de la gastronomía, y del sector hostelero, sin olvidar los nuevos canales comerciales.

- 11 -
3.- METODOLOGÍA RCM 3.1.- INTRODUCCIÓN RCM o Reliability Centred Maintenance, (Mantenimiento Centrado en Fiabilidad/Confiabilidad) es una metodología para el desarrollo de un plan de mantenimiento basada en el análisis de fallos de la instalación. Inicialmente fue desarrollada para el sector de aviación, donde los altos costes derivados de la sustitución sistemática de piezas, amenazaba la rentabilidad de las compañías aéreas. Posteriormente fue trasladada al campo industrial, después de comprobarse los excelentes resultados que había dado en el campo aeronáutico. Fue documentado por primera vez en un reporte escrito por F.S. Nowlan y H.F. Heap y publicado por el Departamento de Defensa de los Estados Unidos de América en 1978. Desde entonces, el RCM ha sido usado para ayudar a formular estrategias de gestión de activos físicos en prácticamente todas las áreas de la actividad humana organizada, y en prácticamente todos los países industrializados del mundo. Este proceso definido por Nowlan y Heap ha servido de base para varios documentos de aplicación en los cuales el proceso RCM ha sido desarrollado y refinado en los años siguientes. Muchos de estos documentos conservan los elementos clave del proceso original. Sin embargo el uso extendido del nombre “RCM” ha llevado al surgimiento de un gran número de metodologías de análisis de fallos que difieren significativamente del original, pero que sus autores también llaman “RCM”. Muchos de estos otros procesos fallan en alcanzar los objetivos de Nowlan y Heap, y algunos son incluso contraproducentes. En general tratan de abreviar y resumir el proceso, lo que lleva en algunos casos a desnaturalizarlo completamente. Como resultado de la demanda internacional por una norma que establezca unos criterios mínimos para que un proceso de análisis de fallos pueda ser llamado “RCM” surgió en 1999 la norma SAE JA 1011 y en el año 2002 la norma SAE JA 1012. No intentan ser un manual ni una guía de procedimientos, sino que simplemente establece unos criterios que debe satisfacer una metodología para que pueda llamarse RCM. Ambas normas se pueden conseguir en la dirección www.sae.org 3.2. – DEFINICIÓN Según Moubray, el Mantenimiento Centrado en Fiabilidad (RCM) es un método empleado para determinar las necesidades de mantenimiento de cualquier activo físico en su contexto de operación. Entendiéndose por mantenimiento (UNE-EN 13306:2002) la combinación de todas las acciones técnicas, administrativas y de gestión, durante el ciclo de vida de un elemento, destinadas a conservarlo o devolverlo a un estado en el cual pueda desarrollar la función requerida. La función requerida (UNE-EN 13306:2002) es la función o combinación de funciones de un elemento que se consideran necesarias para proporcionar un servicio dado. Esta función puede definirse de muchas formas dependiendo exactamente de dónde y cómo se esté usando el elemento, es decir, dependiendo del contexto operacional.
El RCM sirve de guía para identificar las actividades de mantenimiento con sus respectivas frecuencias a los activos más importantes (críticos) de un contexto

- 12 -
operacional concreto y su éxito radica principalmente en el análisis funcional de los activos, realizado por un equipo natural de trabajo.
Si se aplica correctamente, el RCM transforma las relaciones entre las empresas que lo emplean, los activos físicos existentes, y el personal que opera y mantiene esos activos. También permite poner en funcionamiento nuevos activos con gran velocidad, seguridad y precisión.
El mantenimiento centrado en fiabilidad se basa en el análisis de fallos, tanto aquellos que ya han ocurrido, como los que se están tratando de evitar con determinadas acciones preventivas como por último aquellos que tienen cierta probabilidad de ocurrir y pueden tener consecuencias graves. Durante ese análisis de fallos debemos contestar a siete preguntas claves:
1- ¿Cuáles son las funciones y los estándares de ejecución asociados con el activo en su actual entorno de operación?
2- ¿En qué forma falla el equipo, con respecto a la función que cumple en el contexto operacional?
3- ¿Qué causa cada fallo funcional?
4- ¿Qué ocurre cuando sucede un fallo?
5- ¿Cómo impacta cada fallo?
6- ¿Qué puede hacerse para predecir o prevenir cada fallo funcional?
7- ¿Qué puede hacerse si no se conoce una tarea de prevención adecuada a este fallo?
3.3.- FASES La metodología en la que se basa RCM supone ir completando una serie de fases para cada uno de los sistemas que componen la planta, a saber: FASE 0: LISTADO Y CODIFICACIÓN DE EQUIPOS El primer problema que se plantea al intentar realizar un análisis de fallos según la metodología del RCM es elaborar una lista ordenada de los equipos que hay en ella. Para realizar un inventario de los activos de la planta debemos expresar esta lista en forma de estructura arbórea, en la que se indiquen las relaciones de dependencia de cada uno de lo ítems con los restantes. En una planta industrial podemos distinguir los siguientes niveles, a la hora de elaborar esta estructura arbórea:

- 13 -
Fig. 4 – Niveles de organización de los activos de la planta
Definamos en primer lugar qué entendemos por cada uno de estos términos: Planta: Centro de trabajo. Ej.: Empresa X, Planta de Barcelona
Área: Zona de la planta que tiene una característica común (centro de coste, similitud de equipos, línea de producto, función).
Equipo: Cada uno de las unidades productivas que componen el área, que constituyen un conjunto único.
Sistema: Conjunto de elementos que tienen una función común dentro de un equipo
Elemento: cada uno de las partes que integran un sistema. Ej.: el motor de la bomba de lubricación de un compresor. Es importante diferenciar elemento y equipo. Un equipo puede estar conectado o dar servicio a más de un equipo. Un elemento, en cambio, solo puede pertenecer a un equipo. Si el ítem que tratamos de identificar puede estar conectado o dar servicio simultáneamente a más de un equipo, será un equipo, y no un elemento. Así, si una bomba de lubricación sólo lubrica un compresor, se tratará de un elemento del compresor. Si en cambio, se trata de una bomba que envía aceite de

- 14 -
lubricación a varios compresores (sistema de lubricación centralizado), se tratará en realidad de otro equipo, y no de un elemento de alguno de ellos.
Componentes: partes en que puede subdividirse un elemento. Ej.: Rodamiento de un motor.
FASE 1: LISTADO DE FUNCIONES Y ESPECIFICACIONES Significa detallar todas las funciones que tiene el sistema que se está estudiando, cuantificando cuando sea posible como se lleva a cabo esa función (especificación a alcanzar por el sistema). Para que el sistema cumpla su función cada uno de los elementos en que se subdivide deben cumplir la suya. Para ello, será necesario listar también las funciones de cada uno de los elementos. Por último, cada uno de los elementos está compuesto por una serie de componentes. Posiblemente fuera conveniente detallar la función de cada uno de estos componentes, por muy pequeño que fuera, pero esto haría que el trabajo fuera interminable, y que los recursos que deberíamos asignar para la realización de este estudio fueran tan grandes que lo harían inviable. Tendremos, pues, tres listados de funciones: - Las funciones del sistema en su conjunto. - Las funciones de cada uno de los elementos que lo componen. - Las funciones de cada uno de los componentes. FASE 2: DETERMINACIÓN DE FALLOS FUNCIONALES Un fallo es la incapacidad de un ítem para cumplir alguna de sus funciones. Por ello tendremos un posible fallo por cada función que tenga el item y no se cumpla. Puede ser conveniente hacer una distinción entre fallos funcionales y fallos técnicos. Definiremos como fallo funcional aquel fallo que impide al sistema en su conjunto cumplir su función principal. Un fallo técnico es aquel que, no impidiendo al sistema cumplir su función, supone un funcionamiento anormal de una parte de éste. Estos fallos, aunque de una importancia menor que los fallos funcionales, suponen funcionamientos anormales que pueden tener como consecuencia una degradación acelerada del equipo y acabar convirtiéndose en fallos funcionales del sistema. Las fuentes de información para determinar los fallos son muy diversas. Entre las principales podemos citar las siguientes:

- 15 -
Histórico de averías El histórico de averías es una fuente de información valiosísima a la hora de determinar los fallos potenciales de una instalación. El estudio del comportamiento de una instalación, equipo o sistema a través de los documentos en los que se registran las averías e incidencias que pueda haber sufrido en el pasado nos aporta una información esencial para la identificación de fallos. En algunas plantas no existe un archivo histórico de averías suficientemente fiable, un archivo en el que se hayan registrado de forma sistemática cada una de las averías que haya tenido cada equipo en un periodo determinado. Pero siempre es posible buscar una fuente que nos permita estudiar el historial del equipo: - Estudio de los partes de trabajo, de averías, etc. Agrupando los partes de trabajo por equipos es posible deducir las incidencias que han afectado a la máquina en un periodo determinado - Facturas de repuesto. Puede recurrirse al departamento de contabilidad para que facilite las facturas del material consumido en mantenimiento en un periodo determinado (preferiblemente largo, 5 años por ejemplo). - Diarios de incidencias. El personal a turnos utiliza en ocasiones diarios en los que refleja los incidentes sufridos, como medio para comunicárselos al turno siguiente.
Personal de mantenimiento Siempre es conveniente conversar con cada uno de los miembros que componen la plantilla, para que den su opinión sobre los incidentes más habituales y las formas de evitarlos. Esta consulta ayudará, además, a que el personal de mantenimiento se implique en el RCM.
Personal de producción Igual que en el apartado anterior, la consulta al personal de producción nos ayudará a identificar los fallos que más interfieren con la operación de la planta.
Diagramas lógicos y diagramas funcionales Estos diagramas suelen contener información valiosa, incluso fundamental, para determinar las causas que pueden hacer que un equipo o un sistema se detengan o se disparen sus alarmas. Los equipos suelen estar protegidos contra determinados fallos, bien mostrando una alarma como aviso del funcionamiento incorrecto, bien deteniéndolos o impidiendo que se pongan en marcha si no se cumplen determinadas condiciones. El estudio de la lógica implementada en el sistema de control puede indicarnos posibles problemas que pudiera tener la instalación.

- 16 -
FASE 3: DETERMINACIÓN DE LOS MODOS DE FALLO Una vez determinados todos los fallos que se pueden presentar en un sistema, un elemento o uno de los componentes significativos que lo componen, deben estudiarse los modos de fallo. Podríamos definir ‘modo de fallo’ como la causa primaria de un fallo, o como las circunstancias que acompañan un fallo concreto. Cada fallo, funcional o técnico, puede presentar, como vemos, múltiples modos de fallo. Cada modo de fallo puede tener a su vez múltiples causas, y estas a su vez otras causas, hasta llegar a lo que se denomina ‘causas raíces’. Es aconsejable estudiar modos de fallo y causas primarias de estos fallos, y no seguir profundizando. De esta forma, perderemos una parte de la información valiosa, pero a cambio, lograremos realizar el análisis de fallos de toda la instalación con unos recursos razonables y en un tiempo también razonable. Recordemos que, según Pareto, el 20% de las causas son responsables del 80% de los problemas.
FASE 4: ANALISIS DE LA GRAVEDAD DE LOS FALLOS. CRITICIDAD El siguiente paso es determinar los efectos de cada modo de fallo y, una vez determinados, clasificarlos según la gravedad de las consecuencias. La primera pregunta a responder en cada modo de fallo es, pues: ¿qué pasa si ocurre? Una sencilla explicación lo que sucederá será suficiente. A partir de esta explicación, estaremos en condiciones de valorar sus consecuencias para la seguridad y el medio ambiente, para la producción y para el mantenimiento. Consideraremos tres posibles casos: que el fallo sea crítico, que el fallo sea importante o que sea tolerable. Para que un fallo sea crítico, debe cumplir alguna de estas condiciones: - Que pueda ocasionar un accidente que afecte a la seguridad o al medioambiente, y que existan ciertas posibilidades de que ocurra. - Que suponga una parada de planta o afecte al rendimiento o a la capacidad de producción. - Que la reparación del fallo más los fallos que provoque este (fallos secundarios) sea superior a cierta cantidad. Para que un fallo sea importante: - No debe cumplir ninguna de las condiciones que lo hagan crítico. Y debe cumplir:

- 17 -
- Que pueda ocasionar un accidente grave, aunque la probabilidad sea baja - Que pueda suponer una parada de planta, o afecte a la capacidad de producción y/o rendimiento, pero que probabilidad de que ocurra sea baja - Que el coste de reparación sea medio Para que un fallo pueda ser considerado tolerable, no debe cumplir ninguna condición que le haga ser crítico o importante, y además, debe tener poca influencia en seguridad y medioambiente, no afecte a la producción de la planta y tenga un coste de reparación bajo. FASE 5: DETERMINACION DE MEDIDAS PREVENTIVAS Determinados los modos de fallo del sistema que se analiza y clasificados estos modos de fallo según su criticidad, el siguiente paso es determinar las medidas preventivas que permiten bien evitar el fallo bien minimizar sus efectos. Desde luego, este es el punto fundamental de un estudio RCM. Las medidas preventivas que se pueden tomar son de cinco tipos: tareas de mantenimiento, mejoras, formación del personal, modificación de instrucciones de operación y modificación de instrucciones de mantenimiento. Es aquí donde se ve la enorme potencia del análisis de fallos: no sólo se obtiene un conjunto de tareas de mantenimiento que evitarán estos fallos, sino que además se obtendrán todo un conjunto de otras medidas, como un listado de modificaciones, un plan de formación, una lista de procedimientos de operación necesarios. Y todo ello, con la garantía de que tendrán un efecto muy importante en la mejora de resultados de una instalación.
TAREAS DE MANTENIMIENTO Son los trabajos que podemos realizar para cumplir el objetivo de evitar el fallo o minimizar sus efectos. Las tareas de mantenimiento pueden, a su vez, ser de los siguientes tipos: - Tipo 1: Inspecciones visuales. Sea cual sea el modelo de mantenimiento aplicable, las inspecciones visuales suponen un coste muy bajo, por lo que parece interesante echar un vistazo a todos los equipos de la planta en alguna ocasión.
- Tipo 2: Lubricación. Igual que en el caso anterior, las tareas de lubricación, por su bajo coste, siempre son rentables
- Tipo 3: Verificaciones del correcto funcionamiento realizado con instrumentos propios del equipo (verificaciones on-line). Este tipo de tareas consiste en la toma de datos de una serie de parámetros de funcionamiento utilizando los propios medios de los

- 18 -
que dispone el equipo. Son, por ejemplo, la verificación de alarmas, la toma de datos de presión, temperatura, vibraciones, etc. Si en esta verificación se detecta alguna anomalía, se debe proceder en consecuencia. Por ello es necesario, en primer lugar, fijar con exactitud los rangos que entenderemos como normales para cada uno de las puntos que se trata de verificar, fuera de los cuales se precisará una intervención en el equipo. También será necesario detallar como se debe actuar en caso de que la medida en cuestión esté fuera del rango normal.
- Tipo 4: Verificaciones del correcto funcionamiento realizado con instrumentos externos del equipo. Se pretende, con este tipo de tareas, determinar si el equipo cumple con unas especificaciones prefijadas, pero para cuya determinación es necesario desplazar determinados instrumentos o herramientas especiales, que pueden ser usadas por varios equipos simultáneamente, y que por tanto, no están permanentemente conectadas a un equipo, como en el caso anterior. Podemos dividir estas verificaciones en dos categorías: - Las realizadas con instrumentos sencillos, como pinzas amperimétricas, termómetros por infrarrojos, tacómetros, vibrómetros, etc.
- Las realizadas con instrumentos complejos, como analizadores de vibraciones, detección de fugas por ultrasonidos, termografías, análisis de la curva de arranque de motores, etc. - Tipo 5: Tareas condicionales. Se realizan dependiendo del estado en que se encuentre el equipo. No es necesario realizarlas si el equipo no da síntomas de encontrarse en mal estado. Estas tareas pueden ser: - Limpiezas condicionales, si el equipo da muestras de encontrase sucio.
- Ajustes condicionales, si el comportamiento del equipo refleja un desajuste en alguno de sus parámetros.
- Cambio de piezas, si tras una inspección o verificación se observa que es necesario realizar la sustitución de algún elemento. - Tipo 6: Tareas sistemáticas, realizadas cada ciertas horas de funcionamiento, o cada cierto tiempo, sin importar como se encuentre el equipo. Estas tareas pueden ser: - Limpiezas

- 19 -
- Ajustes - Sustitución de piezas - Tipo 7: Grandes revisiones, también llamados Mantenimiento Cero Horas, Overhaul o Hard Time, que tienen como objetivo dejar el equipo como si tuviera cero horas de funcionamiento. Una vez determinado los modos de fallo posibles en un ítem, es necesario determinar qué tareas de mantenimiento podrían evitar o minimizar los efectos de un fallo. Pero lógicamente, no es posible realizar cualquier tarea que se nos ocurra que pueda evitar un fallo. Cuanto mayor sea la gravedad de un fallo, mayores recursos podremos destinar a su mantenimiento, y por ello, más complejas y costosas podrán ser las tareas de mantenimiento que tratan de evitarlo. Por ello, el punto anterior se explicaba la necesidad de clasificar los fallos según sus consecuencias. Si el fallo ha resultado ser crítico, casi cualquier tarea que se nos ocurra podría ser de aplicación. Si el fallo es importante, tendremos algunas limitaciones, y si por último, el fallo es tolerable, solo serán posibles acciones sencillas que prácticamente no supongan ningún coste. En este último caso, el caso de fallos tolerables, las únicas tareas sin apenas coste son las de tipo 1, 2 y 3. Es decir, para fallos tolerables podemos pensar en inspecciones visuales, lubricación y lectura de instrumentos propios del equipo. Apenas tienen coste, y se justifica tan poca actividad por que el daño que puede producir el fallo es perfectamente asumible. En caso de fallos importantes, a los dos tipos anteriores podemos añadirle ciertas verificaciones con instrumentos externos al equipo y tareas de tipo condicional; estas tareas sólo se llevan a cabo si el equipo en cuestión da signos de tener algún problema. Es el caso de las limpiezas, los ajustes y la sustitución de determinados elementos. Todas ellas son tareas de los tipos 4 y 5. En el caso anterior, se puede permitir el fallo, y solucionarlo si se produce. En el caso de fallos importantes, tratamos de buscar síntomas de fallo antes de actuar. Si un fallo resulta crítico, y por tanto tiene graves consecuencias, se justifica casi cualquier actividad para evitarlo. Tratamos de evitarlo o de minimizar sus efectos limpiando, ajustando, sustituyendo piezas o haciéndole una gran revisión sin esperar a que dé ningún síntoma de fallo.
La siguiente tabla trata de aclarar qué tipos de tareas de mantenimiento podemos aplicar dependiendo de la criticidad del fallo determinado en el punto anterior.

- 20 -
Fig. 5 – Tipos de tareas de mantenimiento
DETERMINACIÓN DE LA FRECUENCIA DE LAS TAREAS DE MANTENIMIENTO Una vez determinadas las tareas, es necesario determinar con qué frecuencia es necesario realizarlas. Existen tres posibilidades para determinar esta frecuencia: 1. Si tenemos datos históricos que nos permitan conocer la frecuencia con la que se produce el fallo, podemos utilizar cualquier técnica estadística que nos permita determinar cada cuanto tiempo se produce el fallo si no actuamos sobre el equipo. Deberemos contar con un número mínimo de valores (recomendable más de 10, aunque cuanto mayor sea la población más exactos serán los resultados). La frecuencia estará en función del coste del fallo y del coste de la tarea de mantenimiento (mano de obra + materiales + pérdida de producción durante la intervención).
2. Si disponemos de una función matemática que permitan predecir la vida útil de una pieza, podemos estimar la frecuencia de intervención a partir de dicha función. Suele ser

- 21 -
aplicable para estimar la vida de determinados elementos, como los álabes de una turbina de gas, los cojinetes o rodamientos de un equipo rotativo o la vida de una herramienta de corte.
3. Si no disponemos de las informaciones anteriores, la determinación de la frecuencia con la que deben realizarse las tareas de mantenimiento propuestas debe hacerse en base a la opinión de expertos. Es la más subjetiva, la menos precisa de las formas de determinar la frecuencia de intervención, y sin embargo, la más utilizada. No siempre es posible disponer de información histórica o de modelos matemáticos que nos permitan predecir el comportamiento de una pieza. Si no se dispone de datos históricos ni de fórmulas matemáticas, podemos seguir estos consejos: - Es conveniente fijar una frecuencia diaria para tareas de muy bajo coste, como las inspecciones visuales o las lecturas de parámetros
- La frecuencia mensual es aconsejable para tareas que supongan montajes o desmontajes complejos, y no esté justificado hacer a diario
- La frecuencia anual se reserva para tareas que necesitan que la planta esté parada, y que no se justifica realizarlas con frecuencia mensual Estas frecuencias indicativas no son sino meras guías de referencia. Para cada caso, es conveniente comprobar si la frecuencia propuesta es la más indicada. Por último, y con el fin de facilitar la elaboración del plan de mantenimiento, es conveniente especificar la especialidad de la tarea (mecánica, eléctrica, predictiva, de operación, de lubricación, etc.)
MEJORAS Y MODIFICACIONES DE LA INSTALACIÓN Determinados fallos pueden prevenirse más fácilmente modificando la instalación, o introduciendo mejoras. Las mejoras pueden ser, entre otras, de los siguientes tipos: - Cambios en los materiales. Manteniendo el diseño de las piezas, el único cambio que se realiza es en la calidad de los materiales que se emplean.
- Cambios en el diseño de una pieza. La geometría de algunas piezas hace que en determinados puntos acumulen tensiones que facilitan su falla. Un simple cambio en el diseño de estas piezas puede hacer que cumplan su función perfectamente y que su

- 22 -
probabilidad de rotura disminuya sensiblemente.
- Instalación de sistemas de detección, bien de aviso o bien para evitar que el equipo funcione en condiciones que puedan ser perjudiciales.
- Cambios en el diseño de una instalación. En ocasiones no es una pieza, sino todo un conjunto el que debe ser rediseñado, para evitar determinados modos de fallo.
- Cambios en las condiciones de trabajo del ítem. Por último, en ocasiones la forma de evitar la falla de una pieza o un equipo no es actuar sobre éstos, sino sobre el medio que los rodea.
CAMBIOS EN LOS PROCEDIMIENTOS DE OPERACIÓN El personal que opera suele tener una alta incidencia en los problemas que presenta un equipo. Podemos decir, sin lugar a dudas, que esta es la medida más barata y más eficaz en la lucha contra las averías. En general, las tareas de mantenimiento tienen un coste, tanto en mano de obra como en materiales. Las mejoras tienen un coste añadido, relacionado con el diseño y con las pruebas. Pero un cambio en un procedimiento de operación tiene en general un coste muy bajo, y un beneficio potencial altísimo. Como inconveniente, todos los cambios suelen tener una inercia alta para llevarlos a cabo, por lo que es necesario prestar la debida atención al proceso de implantación de cualquier cambio en un procedimiento. En ocasiones, para minimizar los efectos de un fallo es necesario adoptar una serie de medidas provisionales si este llegara a ocurrir. Dentro de los cambios en procedimientos de operación, un caso particular es este: instrucciones de operación para el caso de que llegue a ocurrir un fallo en concreto.
CAMBIOS EN PROCEDIMIENTOS DE MANTENIMIENTO Algunas averías se producen porque determinadas intervenciones del personal de mantenimiento no se hacen correctamente. La redacción de procedimientos en los que se indique claramente como deben realizarse determinadas tareas, y en los que figuren determinados datos (tolerancias, ajustes, pares de apriete, etc.) es de gran utilidad.
FORMACIÓN Bien para evitar que determinados fallos ocurran, o bien para resolverlos rápidamente en caso de que sucedan, en ocasiones es necesario prever acciones formativas, tanto para el personal de operación como para el de mantenimiento. La formación en determinados procedimientos, la formación en un riesgo en particular o el repaso de un diagrama unifilar, o el estudio de una avería sucedida en una instalación similar son ejemplos de este tipo de acción.

- 23 -
FASE 6: OBTENCIÓN DEL PLAN DE MANTENIMIENTO Y AGRUPACIÓN DE MEDIDAS PREVENTIVAS Determinadas las medidas preventivas para evitar los fallos potenciales de un sistema, el siguiente paso es agrupar estas medidas por tipos (tareas de mantenimiento, mejoras, procedimientos de operación, procedimientos de mantenimiento y formación), lo que luego nos facilitará su implementación. El resultado de esta agrupación será: - Plan de Mantenimiento. Era inicialmente el principal objetivo buscado. El plan de mantenimiento lo componen el conjunto de tareas de mantenimiento resultante del análisis de fallos. Puede verse que aunque era el objetivo inicial de este análisis, no es el único resultado útil. - Lista de mejoras técnicas a implementar. Tras el estudio, tendremos una lista de mejoras y modificaciones, que es conveniente realizar en la instalación. Es conveniente depurar estas mejoras, pues habrá que justificar económicamente ante la Dirección de la planta y los gestores económicos la necesidad de estos cambios - Actividades de formación. Las actividades de formación determinadas estarán divididas normalmente en formación para personal de mantenimiento y formación para personal de operación. En algunos casos, es posible que se sugiera formación para contratistas, en tareas en que éstos estén involucrados - Lista de Procedimientos de operación y mantenimiento a modificar. Habremos generado una lista de procedimientos a elaborar o a modificar que tienen como objetivo evitar fallos o minimizar sus efectos. Como ya se ha comentado, habrá un tipo especial de procedimientos, que serán los que hagan referencia a medidas provisionales en caso de fallo. FASE 7: PUESTA EN MARCHA DE LAS MEDIDAS PREVENTIVAS OBTENIDAS Ya hemos visto que tras el estudio de RCM se obtienen una serie de medidas
preventivas, entre las que destaca el Plan de Mantenimiento a desarrollar en la
instalación. Pero una vez obtenidas todas estas medidas y agrupadas de forma
operativa, es necesario implementarlas.
Puesta en marcha del plan de mantenimiento Determinado el nuevo plan de mantenimiento, hay que sustituir el plan anterior por el resultante del estudio realizado. Es conveniente repasarlo una vez más, por si se hubieran olvidado tareas. Sobre todo, es necesario comprobar que las tareas recomendadas por los fabricantes han sido tenidas en cuenta, para asegurar que no se olvida en el nuevo plan ninguna tarea importante. Pero una vez revisado, hay que tratar de que la implementación sea lo más rápida posible.

- 24 -
Para alguna de las tareas que se detallen en el nuevo plan es posible que no se disponga en planta de los medios necesarios. Por ello, es necesario que los responsables del mantenimiento se aseguren de que se dispone de los medios técnicos o de los materiales necesarios. También es imprescindible formar al personal de mantenimiento en el nuevo plan, explicando en qué consiste, cuales son las diferencias con el anterior, y que fallos se pretenden evitar con estos cambios
Implementación de mejoras técnicas La lista de mejoras obtenida y depurada hay que presentarla a la Dirección de la planta para su realización. Habrá que calcular el coste que supone, solicitar algunos presupuestos y preseleccionar posibles contratistas (en el caso de que no puedan implementarse con personal de la planta). También habrá que exponer y calcular los beneficios que se obtienen que la implementación de cada una de ellas.
Puesta en marcha de las acciones formativas Para implementar las acciones formativas determinadas en el análisis, no hay más que incluirlas en el Plan de Formación de la planta. La gran diferencia entre las acciones formativas propuestas por el RCM y la mayoría de las que suelen formar parte de los planes de formación suele ser que los propuestos por el RCM tienen como objetivo la solución a problemas tangibles, y por tanto, se traducen rápidamente en una mejora de los resultados.
Puesta en marcha de cambios en procedimientos de operación y mantenimiento Para la implementación de estos cambios en procedimientos de operación y mantenimiento es necesario asegurar que todos los implicados conocen y comprenden los cambios. Para ellos es necesario organizar sesiones formativas en los que se explique a todo el personal que tiene que llevarlos a cabo cada uno de los puntos detallados en los nuevos procedimientos, verificando que se han entendido perfectamente. Este aspecto formativo es el más importante para asegurar la implementación efectiva de los cambios en procedimientos Diferencias entre un plan de mantenimiento inicial y uno obtenido mediante RCM Comparando el plan inicial, basado sobre todo en las recomendaciones de los fabricantes, con el nuevo, basado en el análisis de fallos, habrá diferencias notables: - En algunos casos, habrá nuevas tareas de mantenimiento, allí donde el fabricante no consideró necesaria ninguna tarea

- 25 -
- En otros casos, se habrán eliminado algunas de las tareas por considerarse que los fallos que trataban de evitar son perfectamente asumibles (es más económico esperar el fallo y solucionarlo cuando se produzca que realizar determinadas tareas para evitarlo). El plan de mantenimiento inicial está basado en las recomendaciones de los fabricantes, más aportaciones puntuales de tareas propuestas por los responsables de mantenimiento en base a su experiencia, completadas con las exigencias legales de mantenimiento de determinados equipos:
Fig. 6 - Diagrama de flujo para la elaboración de un plan de mantenimiento basado en las recomendaciones de los fabricantes
El Mantenimiento Centrado en Fiabilidad o RCM va más allá. Tras el estudio de fallos, no sólo obtenemos un plan de mantenimiento que trata de evitar los fallos potenciales y previsibles, sino que además aporta información valiosa para elaborar o modificar el plan de formación, el manual de operación y el manual de mantenimiento:
- 26 -
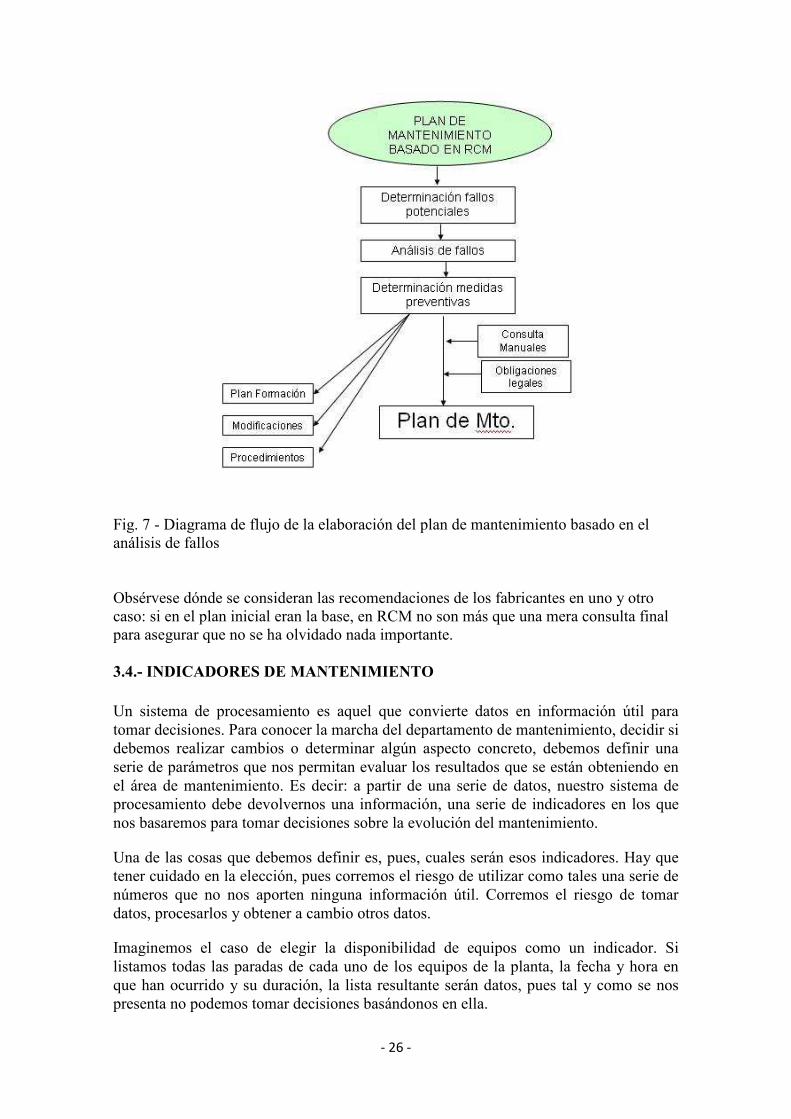
Fig. 7 - Diagrama de flujo de la elaboración del plan de mantenimiento basado en el análisis de fallos Obsérvese dónde se consideran las recomendaciones de los fabricantes en uno y otro caso: si en el plan inicial eran la base, en RCM no son más que una mera consulta final para asegurar que no se ha olvidado nada importante. 3.4.- INDICADORES DE MANTENIMIENTO Un sistema de procesamiento es aquel que convierte datos en información útil para tomar decisiones. Para conocer la marcha del departamento de mantenimiento, decidir si debemos realizar cambios o determinar algún aspecto concreto, debemos definir una serie de parámetros que nos permitan evaluar los resultados que se están obteniendo en el área de mantenimiento. Es decir: a partir de una serie de datos, nuestro sistema de procesamiento debe devolvernos una información, una serie de indicadores en los que nos basaremos para tomar decisiones sobre la evolución del mantenimiento.
Una de las cosas que debemos definir es, pues, cuales serán esos indicadores. Hay que tener cuidado en la elección, pues corremos el riesgo de utilizar como tales una serie de números que no nos aporten ninguna información útil. Corremos el riesgo de tomar datos, procesarlos y obtener a cambio otros datos.
Imaginemos el caso de elegir la disponibilidad de equipos como un indicador. Si listamos todas las paradas de cada uno de los equipos de la planta, la fecha y hora en que han ocurrido y su duración, la lista resultante serán datos, pues tal y como se nos presenta no podemos tomar decisiones basándonos en ella.

- 27 -
Si ahora procesamos esta lista, sumando los tiempos de parada de cada equipo y calculando el tiempo que han estado en disposición de producir, obtenemos una lista con la disponibilidad de cada equipo. En una planta industrial con, por ejemplo, 500 equipos, esta lista contendrá de nuevo datos, no información. Como mucho, contendrá algo de información mezclada con muchos datos.
Si en esa lista agrupamos los equipos por líneas, áreas, zonas, etc., y procesamos los datos de manera que obtengamos la disponibilidad de una de las líneas, áreas o zonas en su conjunto, el nuevo listado ahora sí contendrá información. Esta información nos permitirá, tras un análisis más o menos rápido, tomar decisiones acertadas sobre las actuaciones que debemos realizar para mejorar los resultados.
A continuación se describen los indicadores más usuales que se emplean en un departamento de mantenimiento. Insisto en el hecho de que no todos son necesarios: entre todos ellos habrá que elegir aquellos que sean realmente útiles, aquellos que aporten información, para evitar convertirlos en una larga lista de datos. Además, hay que tener en cuenta que en la mayoría de los casos es necesario adaptarlos a cada planta concreta, efectuando pequeñas modificaciones que hagan que los indicadores seleccionados estén perfectamente adaptados a las necesidades concretas de información de una planta.
Cuando se dispone de un sistema GMAO (Gestión de mantenimiento asistido por ordenador), el cálculo de estos indicadores suele ser bastante más rápido. Debemos tener la precaución de automatizar su cálculo, generando un informe que los contenga todos. Una ventaja adicional es que, una vez automatizado, podemos generar informes con la periodicidad que queramos, con un esfuerzo mínimo.
En caso de que el Sistema de Información sea el soporte papel, para el cálculo de estos indicadores es conveniente desarrollar pequeñas aplicaciones (una hoja de cálculo puede ser suficiente) para obtener estos índices. En este caso hay que seleccionar mucho más cuidadosamente los indicadores, pues es más costoso calcularlos. Además la frecuencia con que los obtengamos deberá ser menor.
Es importante tener en cuenta que no sólo es valioso conocer el valor de un indicador o índice, sino también su evolución. Por ello, en el documento en el que expongamos los valores obtenidos en cada uno de los índices que se elijan deberíamos reflejar su evolución, mostrando junto al valor actual los valores de periodos anteriores (meses o años anteriores) para conocer si la situación mejora o empeora. También es importante fijar un objetivo para cada uno de estos índices, de manera que la persona que lea el documento donde se exponen los valores alcanzados en el periodo que se analiza comprenda fácilmente si el resultado obtenido es bueno o malo. En resumen, junto al valor del índice, deberían figurar dos informaciones más:
- Valor de índice en periodos anteriores
- Objetivo marcado

- 28 -
Índices de Disponibilidad
1. Disponibilidad total
Es sin duda el indicador más importante en mantenimiento, y por supuesto, el que más posibilidades de 'manipulación' tiene. Si se calcula correctamente, es muy sencillo: es el cociente de dividir el nº de horas que un equipo ha estado disponible para producir y el nº de horas totales de un periodo:
En plantas que estén dispuestas por líneas de producción en las que la parada de una máquina supone la paralización de toda la línea, es interesante calcular la disponibilidad de cada una de las líneas, y después calcular la media aritmética.
En plantas en las que los equipos no estén dispuestos por líneas, es interesante definir una serie de equipos significativos, pues es seguro que calcular la disponibilidad de absolutamente todos los equipos será largo, laborioso y no nos aportará ninguna información valiosa. Del total de equipos de la planta, debemos seleccionar aquellos que tengan alguna entidad o importancia dentro del sistema productivo.
Una vez obtenida la disponibilidad de cada uno de los equipos significativos, debe calcularse la media aritmética, para obtener la disponibilidad total de la planta.
2. Disponibilidad por averías
Es el mismo índice anterior pero teniendo en cuenta tan solo las paradas por averías, las intervenciones no programadas:

- 29 -
La disponibilidad por avería no tiene en cuenta, pues, las paradas programadas de los equipos.
Igual que en el caso anterior, es conveniente calcular la media aritmética de la disponibilidad por avería, para poder ofrecer un dato único.
3. MTBF (Mid Time Between Failure, tiempo medio entre fallos)
Nos permite conocer la frecuencia con que suceden las averías:
4. MTTR (Mid Time To Repair, tiempo medio de reparación)
Nos permite conocer la importancia de las averías que se producen en un equipo considerando el tiempo medio hasta su solución:
Por simple cálculo matemático es sencillo deducir que:
Indicadores de Gestión de Órdenes de Trabajo
5. Nº de Órdenes de trabajo generadas en un periodo determinado

- 30 -
Es discutible si el número de órdenes de trabajo es un indicador muy fiable sobre la carga de trabajo en un periodo, ya que 100 órdenes de trabajo de una hora pueden agruparse en una sola orden de trabajo con un concepto más amplio. No obstante, dada la sencillez con que se obtiene este dato, suele ser un indicador muy usado. La información que facilita este indicador es más representativa cuanto mayor sea la cantidad media de O.T que genera la planta. Así, es fácil que en una planta que genera menos de 100 O.T. de mantenimiento mensuales la validez de este indicador sea menor que una planta que genera 1000 O.T.
Además, es posible estimar el rendimiento de la plantilla a partir del número de órdenes de trabajo.
6. Nº de Órdenes de trabajo generadas por sectores o zonas
Igual que en el caso anterior, solo la sencillez de su cálculo justifica emplear esta indicador.
7. Nº de Órdenes de trabajo acabadas
Suele ser útil conocer cual es el número de Ordenes de trabajo acabadas, sobre todo en relación al número de órdenes generadas. Es muy importante, como siempre, seguir la evolución en el tiempo de este indicador
8. Nº de Órdenes de trabajo pendientes
Este indicador nos da una idea de la eficacia en la resolución de problemas. Es un indicador absolutamente imprescindible, junto con los indicadores de disponibilidad, los de coste o el de emergencias. Es conveniente distinguir entre las O.T que están pendientes por causas ajenas a mantenimiento (pendientes por la recepción de un repuesto, pendientes porque producción no da su autorización para intervenir en el equipo, etc.) de las debidas a la acumulación de tareas o a la mala organización de mantenimiento.
Por ello, es conveniente dividir este indicador en otros tres:
8.1. Pendientes de repuesto
8.2. Pendientes de parada de un equipo
8.3. Pendientes por otras causas

- 31 -
9. Nº de Órdenes de trabajo de Emergencia (prioridad máxima)
Una referencia muy importante del estado de la planta es el número de O.T de emergencia que se han generado en un periodo determinado. Si ha habido pocas o ninguna, tendremos la seguridad de que el estado de la planta es fiable. Si por el contrario, las órdenes de prioridad máxima que se generan son muchas, se podrá pensar que el estado de la planta es malo. Como siempre, es igualmente importante observar la evolución de este indicador respecto a periodos anteriores.
10. Horas estimadas de trabajo pendiente
Es la suma de las horas estimadas en cada uno de los trabajos pendientes de realización. Es un parámetro más importante que el nº de órdenes pendientes, pues nos permite conocer la carga de trabajo estimada por realizar.
11. Índice de cumplimiento de la planificación
A pesar de que resulta muy lógico el empleo de este indicador, en realidad son muy pocas las plantas que lo tienen implementado.
Es la proporción de órdenes que se acabaron en la fecha programada o con anterioridad, sobre el total de órdenes totales. Mide el grado de acierto de la planificación.
11. Desviación media del tiempo planificado
Es el cociente de dividir la suma de horas de desviación sobre el tiempo planificado entre el nº total de órdenes de trabajo
Puede haber dos versiones:

- 32 -
a) Desviación media sobre el momento de finalización. Cociente de dividir la suma del nº de horas en que se ha rebasado cada una de las órdenes sobre el momento estimado de finalización:
b) Desviación media de las horas/hombre empleadas en un O.T. sobre las horas/hombre previstas:
12. Tiempo medio de resolución de una O.T.
Es el cociente de dividir el nº de O.T. resueltas entre el nº de horas que se han dedicado a mantenimiento:
Índices de coste Aunque los costes no parecen en principio un indicador habitual para mantenimiento, nada está más alejado de esa realidad. El coste, junto con la disponibilidad, son los dos parámetros que el responsable de mantenimiento maneja constantemente, y eso es porque la información que le aportan es determinante en su gestión.
La cantidad de índices que hacen referencia a los costes del departamento de mantenimiento es inmensa. Aquí se exponen algunos que pueden resultar prácticos.
13. Coste de la mano de obra por secciones

- 33 -
Si la empresa se divide en zonas o secciones, es conveniente desglosar este coste para cada una de las zonas o secciones. Si éstas tienen personal de mantenimiento permanente, el coste será el del personal adscrito a cada una de ellas. Si se trata de un departamento central, el coste por secciones se calculará a partir de las horas empleadas en cada una de las intervenciones.
14. Proporción de coste de la mano de obra de Mantenimiento
Es el cociente de dividir el nº total de horas empleadas en mantenimiento entre el coste total de la mano de obra:
15. Coste de materiales.
Se pueden hacer tantas subdivisiones como se crea conveniente: por secciones, por tipo: eléctrico, mecánico, consumibles, repuestos genéricos, repuestos específicos, etc.
16. Coste de subcontratos
También pueden hacerse las subdivisiones que se considere oportunas. Algunas subdivisiones comunes suelen ser:
- Subcontratos a fabricantes y especialistas
- Subcontratos de inspecciones de carácter legal
- Subcontratos a empresas de mantenimiento genéricas
17. Coste de medios auxiliares
Es la suma de todos los medios auxiliares que ha sido necesario alquilar o contratar: grúas, carretillas elevadoras, alquiler de herramientas especiales, etc.

- 34 -
Con todos los índices referentes a costes puede prepararse una Tabla de Costes, como la que se muestra en la figura adjunta. En ella pueden visualizarse con rapidez todos gastos de mantenimiento de la planta, divididos en conceptos y en secciones. Presentarlos de esta manera facilitará su lectura y la toma de decisiones consecuente.
Fig. 8 – Ejemplo de tabla de costes
Índices de proporción de tipo de mantenimiento
18. Índice de Mantenimiento Programado
Porcentaje de horas invertidas en realización de Mantenimiento Programado sobre horas totales.
19. Índice de Correctivo
Porcentaje de horas invertidas en realización de Mantenimiento Correctivo sobre horas totales.

- 35 -
Una variante de este indicador es el cálculo del IMC sobre número de órdenes de trabajo correctivas sobre el número total de órdenes de trabajo. Es más sencillo, aunque la información que proporciona es de menor calidad y más fácilmente manipulable. De todas formas, una y otra forma de cálculo son perfectamente válidas para ver la situación en un momento determinado y para estudiar la evolución de este parámetro.
El IMC es un indicador tremendamente útil cuando se está tratando de implementar un plan de mantenimiento preventivo en una planta en la que no existía tal plan; también es muy útil cuando se están implementando cambios en el departamento; y por último, es muy interesante cuando se trata de evaluar el trabajo de un contratista de mantenimiento en contratos de gran alcance en los que la gestión del mantenimiento recae en el contratista (los buenos contratistas tienen un IMC muy bajo)
20. Índice de Emergencias
Porcentaje de horas invertidas en realización de O.T. de prioridad máxima:
La importancia de este indicador radica en que cuanto mayor sea el número de órdenes de trabajo de emergencia, peor es la gestión que se hace del mantenimiento. El caso extremo es el de plantas que no tienen implementado ningún plan de mantenimiento preventivo, en el que el mantenimiento se basa en 'crisis' (de ahí que a veces se denomine 'mantenimiento de crisis'). En ellas el índice es el 100%. Por extraño que pueda parecer son muchas las plantas en las que este índice alcanza su valor máximo
Una variante mas sencilla de este índice es realizar el cálculo no sobre horas invertidas en OT de prioridad máxima, sino en el número de OT de prioridad máxima sobre el número de OT total. Aunque es más fácil de implementar y de calcular, evidentemente la información que aporta es menos concluyente.
Índices de Gestión de Almacenes y Compras
Los resultados de mantenimiento se ven enormemente afectados por la eficacia de los procesos de compra o de almacén. Estas dos áreas pueden estar dentro de las responsabilidades de mantenimiento o pueden estar gestionadas por otros departamentos. En cualquier caso, es conveniente conocer si el funcionamiento de estas áreas, que afectan a los resultados, es la adecuada, y qué mejor manera que definir unos indicadores sencillos que permitan conocer si se gestionan con eficacia.

- 36 -
21. Consumo de materiales
Miden el consumo de repuestos y consumibles en actividades propias de mantenimiento en relación con el consumo total de materiales. Este dato puede ser importante cuando la planta tiene consumo de materiales del almacén de repuesto adicionales a la actividad de mantenimiento (mejoras, nuevas instalaciones, etc.)
Es un índice relativamente poco usual. Es útil cuando se está tratando de optimizar el coste de materiales y se desea identificar claramente las partidas referentes a mantenimiento, a modificaciones y a nuevas instalaciones.
22. Rotación del Almacén
Es el cociente de dividir el valor de los repuestos consumidos totales y el valor del material que se mantiene en stock (valor del inventario de repuestos).
Hay una variación interesante de este índice, cuando se pretende determinar si el stock de repuestos y consumibles está bien elegido. Si es así, la mayor parte del material que consume mantenimiento lo toma del almacén, y solo una pequeña parte de lo comprado es de uso inmediato. Para determinarlo, es más útil dividir este índice en dos:

- 37 -
Otra forma de conocer si el almacén de mantenimiento está bien dimensionado es determinando la proporción de piezas con movimientos de entradas y salidas. Una utilidad de este índice es determinar que porcentaje de piezas tienen escaso movimiento, para tratar de eliminarlas, desclasificarlas, destruirlas, venderlas, etc.:
23. Eficiencia en la cumplimentación de pedidos
Proporción entre las peticiones de materiales a compras no atendidas con una antigüedad superior a 3 meses y el total de pedidos cursados a compras.
24. Tiempo medio de recepción de pedidos
Es la media de demora desde que se efectúa un pedido hasta que se recibe. Este índice se puede calcular por muestreo (tomar al azar un numero determinado de pedidos cursados y realizar la media aritmética del tiempo transcurrido desde su petición hasta su recepción en cada uno de ellos) o a partir del total de pedidos realizados.

- 38 -
Índices de Seguridad y Medio Ambiente
25. Índice de frecuencia de accidentes
Indica la proporción entre el número de accidentes con baja y el total de horas trabajadas.
26. Índice de jornadas perdidas
Proporción entre las horas pérdidas por bajas laborales y las horas trabajadas.
27. Índice de tiempo medio de permanencia de residuos en planta
Es el tiempo medio que transcurre desde que se genera un residuo hasta que lo retira de la planta un gestor de residuos autorizado.
28. Índice de frecuencia de incidentes ambientales
Es el cociente entre en nº de incidentes ambientales graves y el número de horas trabajadas:

- 39 -
Índices de formación
29. Proporción de horas dedicadas a formación
Porcentaje de horas anuales dedicadas a formación, sobre el número de horas de trabajo total.
30. Proporción de desarrollo del programa
Porcentaje de horas de formación realizadas, sobre el total de horas de formación programadas.

- 40 -
Resumen de indicadores
Fig. 9 – Resumen de indicadores

- 41 -
4.- PLANTA DE FABRICACION DE QUESO FRESCO Actualmente la planta de fabricación de queso fresco se encuentra automatizada casi en todas sus fases, salvo en el proceso de salado, el cual se acometerá este verano. La mejora tecnológica que supuso la automatización de la planta, tuvo un carácter innovador en este tipo de industrias, y supuso conseguir unos objetivos derivados que son:
- Crear continuidad en el proceso productivo del queso fresco, de forma que se pasó de una manipulación manual en el moldeo, prensado y desmoldeo de los quesos a una automatización integral del proceso.
- Conseguir una homogeneización total del producto obtenido. Al
implantar una tecnología precisa y automática se consigue que el peso, tamaño y textura final de los quesos sea uniforme.
- Afianza el carácter innovador de la empresa y la marca.
4.1.- DESCRIPCIÓN DE LA MAQUINARIA La maquinaria de la línea de queso fresco es la siguiente: Llenadora Una vez realizado el cuajado de la leche, el producto pasará a una llenadora de moldes estática de cuajada que en primer lugar realizará un desuerado de la misma, formará el premolde mediante una columna de tres tubos (según tamaño requerido de quesos) y cortará los bloques mediante cuchillas accionadas por cilindros neumáticos. Esta dotado de un transportador y sistema neumático de cambio de premoldes. La capacidad de trabajo de esta maquina es según columnas de: Para quesos de 3 kg: 720 moldes/hora Para quesos de 1 kg: 1200 moldes/hora Para quesos de 0,5 kg: 2900 moldes/hora El suero sobrante de este proceso es conducido al depósito de sueros mediante tubería con retorno para limpieza dispuesta a tal efecto. Características: Llenadora de moldes estática de cuajada de tres columnas para queso cilíndrico de 3 kg, de cinco columnas para queso cilíndrico de 1 kg y de 12 columnas de queso cilíndrico de 0,5 kg. Construida en acero inoxidable AISI – 304, diseñada para llenado preciso y automático de moldes. El conjunto lo forman tres partes diferentes:
- Desuerador y tolva: desuerador tipo zapatón, con filtro para separar el suero de la cuajada y válvula de regulación para conseguir una cuajada

- 42 -
más o menos seca. La tolva de la máquina se encarga de acumular la cuajada de llenado de la máquina.
- Columna: consta de tres tubos cilíndricos según los tres formatos del
queso, para la formación del premolde.
- Premolde y cuchillas: fabricado según formato requerido, donde se forma el bloque de la cuajada. Las cuchillas están fabricadas en inoxidable accionadas por dos cilindros neumáticos.
- Transportador: cadena de acero inoxidable de 190 mm. de anchura, con
motorreductor de 0,25 C.V. de potencia, con motor recubierto. Bomba lobular sanitaria diseñada interiormente en acero inoxidable AISI – 316, el sistema de bombeo se realiza mediante dos rotores que giran sin rozamiento, hace que esta bomba sea apropiada para fluidos líquidos y viscosos aún con sólidos en suspensión. Ponetapas Una vez llenados los moldes estos pasarán, mediante cinta transportadora a un ponetapas lineal automático. Este ponetapas necesita el suministro de dos cintas independientes; una proveniente de la lavadora con tapas limpias y otra desde la llenadora con los moldes llenos de cuajada. Otra cinta de salida llevará los moldes con la tapa hacia la zona de prensa. Características: Por medio de actuadores lineales para 3 formatos de queso (3 tapas de 3 kg, 5 tapas de 1 kg y 12 tapas de 0,5 kg), construido en acero INOX. A – 304. Las garras que recogen las tapas están fabricadas en material termoplástico. El ponetapas necesita suministro de dos cintas independientes; una proveniente de la lavadora con tapas limpias y otra desde la llenadora con los moldes llenos de cuajada. Se debe colocar otra cinta a la salida para llevar los moldes con la tapa puesta hacia la zona de prensa. Prensas – Colchón Los moldes tapados pasarán mediante cinta transportadora a una prensa colchón individual automática. Tendrá cierre neumático para entrada y salida de los moldes con fibra óptica para control de entrada y salida. La entrada y salida de los quesos es simultánea para garantizar la uniformidad del proceso. La superficie de prensado esta formada por un tipo colchón de conductos inflamados con aire comprimido de forma que se asegura un reparto homogéneo de presión sobre todos los moldes y poder absorber pequeñas diferencias de alturas de capas. El suero drenará a través de una banda transportadora de polipropileno con superficie abierta y sistema de autolimpieza. El equipo cuenta con un autómata programable para prensar con tres presiones y tiempos distintos.

- 43 -
La prensa por tanto es totalmente automática y no requiere para su funcionamiento sino supervisión. Características: Construida íntegramente en acero inoxidable. Cierre neumático para entrada y salida de los moldes a la prensa con fibra óptica para el control de entrada y salida. La entrada y salida de quesos es simultánea garantizando un prensado uniforme. Funciona con aire comprimido. La prensa es completamente automática. Quitatapas – Desmoldeadora Una vez prensados los moldes rellenos pasarán por una cinta transportadora a un quitatapas lineal y demoldeadora de vacío. Tal y como ocurría con el ponetapas la maquina esta capacitada para retirar las tapas a los moldes de 3 kg, 1 kg y 0,5 kg mediante garras. Por otro lado la desmoldeadora es de vacío y actua mediante actuadores lineales y chuponas para los tres formatos de queso. El quitatapas tiene un suministro de una cinta proveniente de la zona de prensa y tres cintas de salida; una que lleva los moldes y otra las tapas, a la lavadora y otra que lleva los quesos al saladero. Características:
Quitatapas lineal de 3 tapas de 3 kg, 5 tapas de 1 kg y 12 tapas de 0,5 kg por medio de actuadores lineales de acero inoxidable para 3 formatos de queso, construido en acero inoxidable A -304. Las garras que recogen las tapas están fabricadas en acero inoxidable A – 304. Desmoldeadora de vacio lineal mediante actuadores lineales y chuponas para 3 formatos de queso. Fabricada en acero inoxidable A – 304 y chuponas fabricadas en material termoplástico resistente a la temperatura de 90 ºC. El quitatapas necesita el suministro de una cinta que proviene de la zona de la prensa con los moldes y tapas. Necesita tres cintas de salida para los moldes, tapas y quesos al saladero. Estas cintas estarán compuestas por:
- Cadena de acero inoxidable de 190 mm de anchura. - Motorreductor de 0,5 C.V. con motor recubierto. - Piñones de tracción y reenvío. - Soportes con rodamientos para ejes. - Cabezales de apoyo para bastidor de cadena. - Bastidor de acero inoxidable abierto lateralmente. - Barandillas de acero inoxidable a ambos lados. - Pies de apoyo regulables en altura.
Dispondrá de cuadro eléctrico de acero inoxidable con pantalla táctil para ejecución y control de procesos.

- 44 -
Lavado de tapas y moldes Sin embargo los moldes y las tapas entran en la lavadora de moldes microperforados y cajas. Este túnel automático de lavado simultáneo de moldes y tapas realiza una serie de etapas que son:
- Prelavado: se realiza con agua de la red. - Lavado: se realiza por recirculación del producto de limpieza desde un
depósito situado en la parte inferior con rebosadero. - Aclarado: por recirculación de agua limpia de red desde un depósito
situado en la parte inferior con rebosadero. - Desinfectado: por recirculación del producto de desinfección desde un
deposito inferior.
Características:
Túnel automático para el lavado simultáneo de moldes y tapas, construido íntegramente en acero inoxidable A – 304. Medidas exteriores aproximadas de 7500 x 1000 x 1700 mm.
- Prelavado. - Lavado: por recirculación del producto de limpieza desde un depósito
situado en la parte inferior con rebosadero, tapón de diámetro 100 mm e impulsado por una bomba de acero inoxidable con doble filtro en la aspiración y válvula de regulación con manómetro para regular la presión de trabajo.
- Aclarado: por recirculación de agua limpia de red desde un depósito situado en la parte inferior con rebosadero, tapón de diámetro 100 mm e impulsado por una bomba de acero inoxidable con doble filtro en la aspiración y válvula de regulación con manómetro para regular la presión de trabajo.
A la entrada y a la salida del túnel de lavado se sitúan unas cortinas antisalpicaduras. El transportador interior de la cadena de acero inoxidable es accionado por un motovariador de 0,5 C.V. pudiéndose modificar la velocidad. Con cuadro eléctrico en acero inoxidable que tiene todos los elementos de control para las bombas de recirculación y el funcionamiento de la cinta de cadena. Saladero Actualmente en fase de proyecto. Termoselladora Termoselladora de vacío con inyección de atmosfera modificada, la cual trabaja de forma automática y dispone de rotación de tabla redonda para proceder al sellado.

- 45 -
Características:
La máquina esta compuesta de:
- Chasis y bastidor en acero inoxidable AISI – 304. - Molde, ballet y cuba de vacío en aluminio anodizado. - Tracción de film independiente en desarrollo y enrolado. - Visualización de los parámetros en pantalla Touch Screen. - Gestión de toda la máquina automatizada.
Los parámetros de control son vacío, inyección de atmosfera modificada, tiempo de soldadura y desarrollo de la película. El ciclo de trabajo se realiza del siguiente modo:
1. Depósito de láminas en las huellas del ballet (manual). 2. Rotación de la tabla redonda. 3. Bajada del molde y subida de la línea de aspiración de aire (creación del vacío). 4. Inyección de gas.

- 46 -
5.- DESARROLLO DEL PROYECTO 5.1.- SISTEMA DE ESTUDIO Y DESGLOSE EN SUBSISTEMAS (FASE 0) El sistema objeto de este proyecto es una quita tapas - desmoldeadora. Como sistema integrado dentro de una línea de fabricación de queso fresco, recibe una serie de entradas y proporciona unas salidas para su correcto funcionamiento y coordinación con el resto de equipos. Desde el punto de vista puramente riguroso, para la elaboración del proyecto RCM, nos centraremos estrictamente en el sistema “quita tapas y desmoldeo”, el sistema Quita tapas y de desmoldeo ha sido desglosado en diferentes subsistemas, el motivo no es otro que el de ampliar el campo de actuación del plan de mantenimiento resultante de este proyecto a estas partes, con la finalidad de poder aplicar acciones preventivas a todos aquellos elementos cuyo fallo puede tener una repercusión directa sobre la fiabilidad de la Quita tapas. Así pues, los subsistemas en los que se ha dividido el sistema de estudio, y sobre los que se ha centrado la elaboración de este proyecto, son: DESMOLDEADORA ► Chuponas
► Sistema de desplazamiento lineal
► Tuberías
Su función es realizar el desmoldeado del queso para después soltarlo en la cinta que
los transporte al saladero.
QUITA TAPAS ► Sistema de sujección
► Sistema de desplazamiento lineal
Su función es retirar la tapa del molde y colocarla en la cinta de transporte que los
lleve hacia la lavadora.
TRANSMISIÓN ► Motorreductores
► Coronas de transmisión
Su función es transmitir movimiento de rotación a las cintas de transporte.

- 47 -
TRANSPORTE DE PRODUCTO ► Transporte de entrada de moldes llenos
► Transporte de salida de moldes vacíos
► Transporte de producto
► Transporte de salida de tapas
Su función es transportar moldes llenos, tapas y producto hacia las fases siguientes del
proceso.
VACIÓ ► Bomba de vacío
► Tuberías
► Filtros
Su función es proveer a la desmoldeadora de la sobre-presión necesaria para realizar
el desmoldeado.
LIMPIEZA ► Motobomba
► Tuberías
► Salida de gas de la caldera
Su función es realizar la limpieza a nivel interno de los elementos que conectan el
sistema de vacío con el desmoldeado del queso.
PROTECCIONES/SEGURIDADES PERSONAS ► Puertas
► Paradas de emergencia
Su función es la de asegurar la integridad de operarios
- 48 -
LUBRICACIÓN ► Deposito lubricación grupo presión
Su función es la de lubricar los actuadores que funcionan con aire comprimido.
PUPITRE DE CONTROL/PANEL ► Programa PLC
Su función es la de controlar todos los procesos de una manera sistemática
automatizada por medio de un PLC.
DETECTORES/FOTOCELULAS ► Fotocélulas
► Finales de carrera
Su función es la de dar señales necesaria para que el PLC sepa cuando debe enviar la
orden a los actuadores.
LAZOS DE CONTROL ► Presión
Sus funciones son las de suministrar información mediante señales de los parámetros
básicos de buen funcionamiento de la máquina
NEUMÁTICA ► Electroválvulas
► Tuberías
► Pistones
Su función es la de realizar los movimientos de elementos de la maquina mediante una
señal automatizada proveniente del PLC.
5.2.- ESTÁNDAR DE FUNCIONAMIENTO Y FALLOS FUNCIONALES (FASE 1 Y 2) Para decidir cuándo un activo no está trabajando satisfactoriamente, es necesario definir qué es lo que el activo debe hacer para trabajar apropiadamente, por lo cual, uno de los aspectos importantes dentro del análisis de modos de fallos consiste en definir adecuadamente la función o las funciones asociadas a cada activo en su contexto

- 49 -
operacional. Se define el término “función” como el propósito o la misión de un subsistema en un contexto operacional específico. Ejemplo: Subsistema Motorreductor: - Función: Generar movimiento de rotación a las cintas transportadoras. Una vez definidas las “funciones”, el siguiente paso que debe ser cubierto es determinar como deja de cumplir cada subsistema dichas “funciones”, en lo que se denomina “fallos funcionales”. Así pues, podemos hablar de fallos totales y parciales de las funciones. Ejemplo: Subsistema Motorreductor: - Fallo funcional total: No proporciona movimiento de rotación a las cintas transportadoras. - Fallo funcional parcial: El motor proporciona movimiento a las cintas pero con un consumo anormal.
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
1. DESMOLDEADORA
1.1 CHUPONAS
VENTOSAS
Crear vacío para succionar quesos
No crea vacio para succionar quesos
CABEZAL
Crear estanqueidad entre queso y superficie de contacto
No crea la estanqueidad entre queso y superficie de contacto

- 50 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
1. DESMOLDEADORA
1.1 CHUPONAS
CABEZAL Crear estanqueidad entre queso y superficie de contacto (Debe estar totalmente desinfectado)
No crea la estanqueidad entre queso y superficie de contacto (no esta desinfectado)
MUELLE AMORTIGUADOR
Ejerce presión para la recogida del producto
No ejerce presión para la recogida del producto
1.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
Estabilizar el movimiento vertical de las chuponas
No estabiliza el movimiento vertical de las chuponas
RODAMIENTOS Estabilizar el movimiento horizontal de las chuponas
No estabiliza el movimiento horizontal de las chuponas
1.3 TUBERIAS
TUBERIAS Conectan bomba de vacio con chuponas
No conectan bomba de vacio con chuponas
Conectan bomba de vacio con chuponas en una configuración determinada para no causar accidentes
No conectan bomba de vacio con chuponas por que las tuberías están mal conectadas

- 51 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
2.QUITA TAPAS
2.1 SISTEMA DE SUJECCIÓN
GARRAS
Agarrar las tapas de los moldes
No agarra las tapas de los moldes
2.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
Estabilizar el movimiento vertical del sistema de sujeción
No estabiliza el movimiento vertical del sistema de sujeción
RODAMIENTOS
Estabilizar el movimiento horizontal del sistema de sujeción
No estabiliza el movimiento horizontal del sistema de sujeción
3. TRANSMISIÓN
3.1 MOTORREDUCTOR
MOTOREDUCTOR (Engranajes)
Proporcionar movimiento a las cintas transportadoras
No proporciona movimiento a las cintas transportadoras
MOTOREDUCTOR (Retenes)
Proporcionar movimiento a las cintas transportadoras
No proporciona movimiento a las cintas transportadoras
MOTOREDUCTOR (Rodamientos)
Proporcionar movimiento a las cintas transportadoras
No proporciona movimiento a las cintas transportadoras

- 52 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
3. TRANSMISIÓN
3.1 MOTORREDUCTOR
MOTOREDUCTOR (Eje hueco)
Proporcionar movimiento a las
cintas transportadoras
No proporciona movimiento a las cintas transportadoras
3.2 CORONAS DE
TRANSMISION CORONA
Transmitir la potencia del motor
a los elementos rodantes
No transmite la potencia del motor a los elementos rodantes
4. TRANSPORTE DE PRODUCTO
4.1 TRANSPORTE DE ENTRADA DE
MOLDES LLENOS
PATIN
Evitar enganche de la cadena con la
plancha inferior de transporte
Engancha de la cadena con la plancha inferior de transporte
GUIA
Mantener centrada la cadena en el movimiento de
avance
No mantiene centrada la cadena en el movimiento de
avance
RODAMIENTO
Proporcionar movimiento de
avance de la cadena de transporte
No proporciona movimiento de avance de la cadena de
transporte
CADENA Transportar
moldes al interior de la maquina
No transporta moldes al interior de la maquina

- 53 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
4. TRANSPORTE DE PRODUCTO
4.2 TRANSPORTE DE SALIDA DE MOLDES VACIOS
PATIN
Evitar enganche de la cadena con la plancha inferior de transporte
Engancha de la cadena con la plancha inferior de transporte
GUIA
Mantener centrada la cadena en el movimiento de avance
No mantiene centrada la cadena en el movimiento de avance
RODAMIENTO
Proporcionar movimiento de avance de la cadena de transporte
No proporciona movimiento de avance de la cadena de transporte
CADENA
Transportar moldes al interior de la maquina
No transporta moldes al interior de la maquina
4.3 TRANSPORTE DE PRODUCTO
PATIN
Evitar enganche de la cadena con la plancha inferior de transporte
Engancha de la cadena con la plancha inferior de transporte
GUIA
Mantener centrada la cadena en el movimiento de avance
No mantiene centrada la cadena en el movimiento de avance

- 54 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
4. TRANSPORTE DE PRODUCTO
4.3 TRANSPORTE DE PRODUCTO
RODAMIENTO
Proporcionar movimiento de avance de la cadena de transporte
No proporciona movimiento de avance de la cadena de transporte
CADENA
Transportar moldes al interior de la maquina
No transporta moldes al interior de la maquina
4.4 TRANSPORTE DE SALIDA DE TAPAS
PATIN
Evitar enganche de la cadena con la plancha inferior de transporte
Engancha de la cadena con la plancha inferior de transporte
GUIA
Mantener centrada la cadena en el movimiento de avance
No mantiene centrada la cadena en el movimiento de avance
RODAMIENTO
Proporcionar movimiento de avance de la cadena de transporte
No proporciona movimiento de avance de la cadena de transporte
CADENA
Transportar moldes al interior de la maquina
No transporta moldes al interior de la maquina

- 55 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
5. VACIO
5.1 BOMBA DE VACIO
BOMBA DE VACIO (Filtros)
Crear sobrepresion
No crea sobrepresion
BOMBA DE VACIO (Distribuidores giratorios)
Crear sobrepresion
No crea sobrepresion
BOMBA DE VACIO (Rodamientos)
Crear sobrepresion
No crea sobrepresion
5.2TUBERIAS
TUBERIAS
Transportar sobrepresión de bomba de vacio a desmoldeadora
No transporta sobrepresión de bomba de vacio a desmoldeadora
5.3 FILTROS
FILTROS
Evitar que restos del producto lleguen a la bomba de vacio
No evita que restos del producto lleguen a la bomba de vacio
6.LIMPIEZA
6.1 MOTOBOMBA
MOTOBOMBA (Filtro)
Elevar y distribuir agua
No eleva y distribuye agua
MOTOBOMBA (Válvula)
Elevar y distribuir agua
No eleva y distribuye agua

- 56 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
6.LIMPIEZA
6.1 MOTOBOMBA
MOTOBOMBA (Cojinete)
Elevar y distribuir agua
No eleva y distribuye agua
6.2TUBERIAS
TUBERIAS
Transportar producto de limpieza
No transportan producto de limpieza
6.3 SALIDA DE GAS DE CALDERA
REGULADOR DE GAS
Regular la cantidad de gas utilizado en la limpieza
No regula la cantidad de gas utilizado en la limpieza
7. PROTECCIONES / SEGURIDADES PERSONAS
7.1 PUERTAS
FINAL DE CARRERA
Asegurar el correcto cerrado de las puertas de seguridad de personas
No asegura el correcto cerrado de las puertas de seguridad de personas
7.2 PARADAS DE EMERGENCIA
SETA DE EMERGENCIA
Asegurar el paro inmediato de la máquina cuando es pulsada por seguridad
No realiza el paro inmediato de la máquina cuando es pulsado

- 57 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
8. LUBRICACION
8.1 DEPOSITO DE LUBRICACION GRUPO PRESION
DEPOSITO
Lubricar retenes de aire de grupo de presión
No lubrica retenes de grupo de presión
9. PUPITRE CONTROL / PANEL
9.1 PROGRAMA PLC
PROGRAMA
Realizar todas las funciones para combinar componentes del proceso de desmoldeo
No realiza bien todas las ordenes y no se completa proceso de desmoldeo
10. DETECTORES / FOTOCELULAS
10.1 DETECTORES
DETECTOR
Dar pulso de señal al detectar un componente
No detecta a un componente
10.2 FOTOCELULAS
FOTOCELULA
Dar pulso de señal al detectar un componente
No detecta a un componente
FOTOCELULA
Dar pulso de señal al detectar un componente
No detecta a un componente

- 58 -
Conjunto Subconjunto Componente Función
(Condiciones / Especificaciones)
Fallo funcional
Descripción Descripción Descripción Descripción Descripción
10. DETECTORES / FOTOCELULAS
10.3 FINALES DE CARRERA
FINAL DE CARRERA
Detectar final del recorrido de cilindro
No detecta final del recorrido de cilindro
11, LAZOS DE CONTROL
11.1 PRESION
CONTROLADOR DE PRESION
Controlar la presión de entrada de aire a actuadores
No controla la presión de entrada de aire a actuadores
12. NEUMATICA
12.1 ELECTROVÁLVULAS
ELECTROVÁLVULAS
Actuar sobre elementos para provocarles movimiento
No actuar sobre elementos no les provoca movimiento
12.2 PISTONES
PISTÓN NEUMÁTICO
Actuar sobre elementos para provocarles movimiento
No actuar sobre elementos no les provoca movimiento
5.3.- DEFINICIÓN DE LOS MODOS DE FALLO ASOCIADOS A CADA FALLO FUNCIONAL (FASE 3) El modo de fallo es el que provoca la pérdida de función total o parcial del subsistema en su contexto operacional.

- 59 -
De hecho, las actividades de prevención, anticipación o corrección de fallos funcionales resultantes del proyecto RCM deben estar orientadas a atacar los distintos modos de fallos, de forma que se evite su aparición en la mayor medida posible. La identificación de todos los modos de fallo que originen el incumplimiento de las funciones asignadas a cada subsistema, resulta crítico para el éxito del plan de mantenimiento resultante. Así pues, es una labor que requiere especial detenimiento y una revisión constante.
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
1. DESMOLDEADORA
1.1 CHUPONAS
VENTOSAS
No crea vacio para succionar quesos
Ventosas en mal estado
CABEZAL
No crea la estanqueidad entre queso y superficie de contacto
Elemento roto
No crea la estanqueidad entre queso y superficie de contacto
Elemento sucio
MUELLE AMORTIGUADOR
No ejerce presión para la recogida del producto
Elemento roto
1.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
No estabiliza el movimiento vertical de las chuponas
Engranajes deteriorados

- 60 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
1. DESMOLDEADORA
1.2 SISTEMA DE DESPLAZAMIENTO LINEAL
RODAMIENTOS
No estabiliza el movimiento horizontal de las chuponas
Rodamientos deteriorados
1.3 TUBERIAS
TUBERIAS
No conectan bomba de vacio con chuponas
Tuberías deterioradas
No conectan bomba de vacio con chuponas por que las tuberías están mal conectadas
Tuberías mal conectadas
2.QUITA TAPAS
2.1 SISTEMA DE SUJECCIÓN
GARRAS
No agarra las tapas de los moldes
Eje de movimiento de garras deteriorado
2.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
No estabiliza el movimiento vertical del sistema de sujeción
Engranajes deteriorados
RODAMIENTOS
No estabiliza el movimiento horizontal del sistema de sujeción
Rodamientos deteriorados

- 61 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
3. TRANSMISIÓN
3.1 MOTORREDUCTOR
MOTOREDUCTOR (Engranajes)
No proporciona movimiento a las cintas transportadoras
Engranajes deteriorados
MOTOREDUCTOR (Retenes)
No proporciona movimiento a las cintas transportadoras
Nivel de aceite no adecuado
MOTOREDUCTOR (Rodamientos)
No proporciona movimiento a las cintas transportadoras
Rodamiento deteriorado
MOTOREDUCTOR (Eje hueco)
No proporciona movimiento a las cintas transportadoras
Desgaste del eje hueco
3.2 CORONAS DE TRANSMISION
CORONA
No transmite la potencia del motor a los elementos rodantes
Engranajes deteriorados
4. TRANSPORTE DE PRODUCTO
4.1 TRANSPORTE DE ENTRADA DE MOLDES LLENOS
PATIN
Engancha de la cadena con la plancha inferior de transporte
Patín desgastado o ausente

- 62 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
4. TRANSPORTE DE PRODUCTO
4.1 TRANSPORTE DE ENTRADA DE MOLDES LLENOS
GUIA
No mantiene centrada la cadena en el movimiento de avance
Guía desgastada
RODAMIENTO
No proporciona movimiento de avance de la cadena de transporte
Rodamiento deteriorado
CADENA
No transporta moldes al interior de la maquina
Cadena desgastada o partida
4.2 TRANSPORTE DE SALIDA DE MOLDES VACIOS
PATIN
Engancha de la cadena con la plancha inferior de transporte
Patín desgastado o ausente
GUIA
No mantiene centrada la cadena en el movimiento de avance
Guía desgastada
RODAMIENTO
No proporciona movimiento de avance de la cadena de transporte
Rodamiento deteriorado

- 63 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
4. TRANSPORTE DE PRODUCTO
4.2 TRANSPORTE DE SALIDA DE MOLDES VACIOS
CADENA
No transporta moldes al interior de la maquina
Cadena desgastada o partida
4.3 TRANSPORTE DE PRODUCTO
PATIN
Engancha de la cadena con la plancha inferior de transporte
Patín desgastado o ausente
GUIA
No mantiene centrada la cadena en el movimiento de avance
Guía desgastada
RODAMIENTO
No proporciona movimiento de avance de la cadena de transporte
Rodamiento deteriorado
CADENA
No transporta moldes al interior de la maquina
Cadena desgastada o partida
4.4 TRANSPORTE DE SALIDA DE TAPAS
PATIN
Engancha de la cadena con la plancha inferior de transporte
Patín desgastado o ausente

- 64 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
4. TRANSPORTE DE PRODUCTO
4.4 TRANSPORTE DE SALIDA DE TAPAS
GUIA
No mantiene centrada la cadena en el movimiento de avance
Guía desgastada
RODAMIENTO
No proporciona movimiento de avance de la cadena de transporte
Rodamiento deteriorado
CADENA
No transporta moldes al interior de la maquina
Cadena desgastada o partida
5. VACIO
5.1 BOMBA DE VACIO
BOMBA DE VACIO (Filtros)
No crea sobrepresion
Filtros sucios
BOMBA DE VACIO (Distribuidores giratorios)
No crea sobrepresion
Distribuidores giratorios desgastadas por la fricción en la pared
BOMBA DE VACIO (Rodamientos)
No crea sobrepresion
Rodamiento deteriorado
5.2TUBERIAS
TUBERIAS
No transporta sobrepresión de bomba de vacio a desmoldeadora
Tubería deteriorada
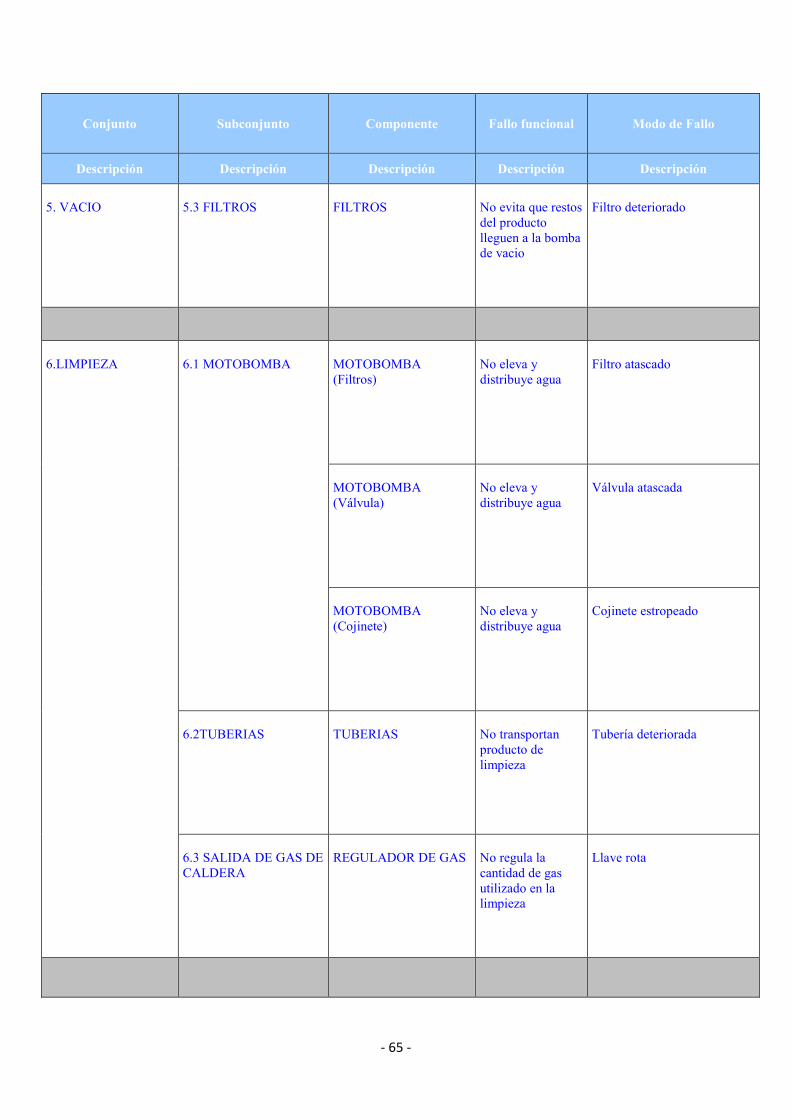
- 65 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
5. VACIO
5.3 FILTROS
FILTROS
No evita que restos del producto lleguen a la bomba de vacio
Filtro deteriorado
6.LIMPIEZA
6.1 MOTOBOMBA
MOTOBOMBA (Filtros)
No eleva y distribuye agua
Filtro atascado
MOTOBOMBA (Válvula)
No eleva y distribuye agua
Válvula atascada
MOTOBOMBA (Cojinete)
No eleva y distribuye agua
Cojinete estropeado
6.2TUBERIAS
TUBERIAS
No transportan producto de limpieza
Tubería deteriorada
6.3 SALIDA DE GAS DE CALDERA
REGULADOR DE GAS
No regula la cantidad de gas utilizado en la limpieza
Llave rota

- 66 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
7. PROTECCIONES / SEGURIDADES PERSONAS
7.1 PUERTAS
FINAL DE CARRERA
No asegura el correcto cerrado de las puertas de seguridad de personas
Mal contacto componente
7.2 PARADAS DE EMERGENCIA
SETA DE EMERGENCIA
No realiza el paro inmediato de la máquina cuando es pulsado
Mal contacto componente
8. LUBRICACION
8.1 DEPOSITO DE LUBRICACION GRUPO PRESION
DEPOSITO
No lubrica retenes de grupo de presión
Deposito atascado o vacio
9. PUPITRE CONTROL / PANEL
9.1 PROGRAMA PLC
PROGRAMA
No realiza bien todas las ordenes y no se completa proceso de desmoldeo
Programa colgado

- 67 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
10. DETECTORES / FOTOCELULAS
10.1 DETECTORES
DETECTOR
No detecta a un componente
Detector roto o desajustado
10.2 FOTOCELULAS
FOTOCELULA
No detecta a un componente
Detector roto o desajustado
FOTOCELULA
No detecta a un componente
Detector sucio por la cal o el lactosuero
10.3 FINALES DE CARRERA
FINAL DE CARRERA
No detecta final del recorrido de cilindro
Detector roto o desajustado
11, LAZOS DE CONTROL
11.1 PRESION
CONTROLADOR DE PRESION
No controla la presión de entrada de aire a actuadores
Descalibrado

- 68 -
Conjunto Subconjunto Componente Fallo funcional Modo de Fallo
Descripción Descripción Descripción Descripción Descripción
12. NEUMATICA
12.1 ELECTROVÁLVULAS
ELECTROVÁLVULAS
No actúa sobre elementos no les provoca movimiento
Electroválvula inundada
12.2 PISTONES
PISTÓN NEUMÁTICO
No actúa sobre elementos no les provoca movimiento
Pistón mal lubricado
5.4.- EFECTOS DE LOS MODOS DE FALLO Y CRITICIDAD (FASE 4) El siguiente paso consiste en identificar los efectos de los fallos. Estos deben incluir toda la información necesaria que ayude a soportar la evaluación de sus consecuencias:
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
1. DESMOLDEADORA
1.1 CHUPONAS
VENTOSAS
Ventosas en mal estado
No desmoldea el queso
CABEZAL
Elemento roto
No desmoldea el queso

- 69 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
1. DESMOLDEADORA
1.1 CHUPONAS
CABEZAL
Elemento sucio
Contamina el producto
MUELLE AMORTIGUADOR
Elemento roto
Ventosa no realiza el vacio sobre el queso correctamente
1.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
Engranajes deteriorados
Balanceo del sistema de desplazamiento lineal
RODAMIENTOS
Rodamientos deteriorados
Balanceo del sistema de desplazamiento lineal
1.3 TUBERIAS
TUBERIAS
Tuberías deterioradas
Chuponas no realizan vacio
TUBERIAS
Tuberías mal conectadas
Chuponas no realizan vacio

- 70 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
2.QUITA TAPAS
2.1 SISTEMA DE SUJECCIÓN
GARRAS
Eje de movimiento de garras deteriorado
Garras no cierran
2.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
Engranajes deteriorados
Balanceo del sistema de desplazamiento lineal
RODAMIENTOS
Rodamientos deteriorados
Balanceo del sistema de desplazamiento lineal
3. TRANSMISIÓN
3.1 MOTORREDUCTOR
MOTOREDUCTOR (Engranajes)
Engranajes deteriorados
Cinta se para
MOTOREDUCTOR (Retenes)
Nivel de aceite no adecuado
Elementos de retención deteriorados y fuga de lubricante
MOTOREDUCTOR (Rodamientos)
Rodamiento deteriorado
Motorreductor vibra excesivamente
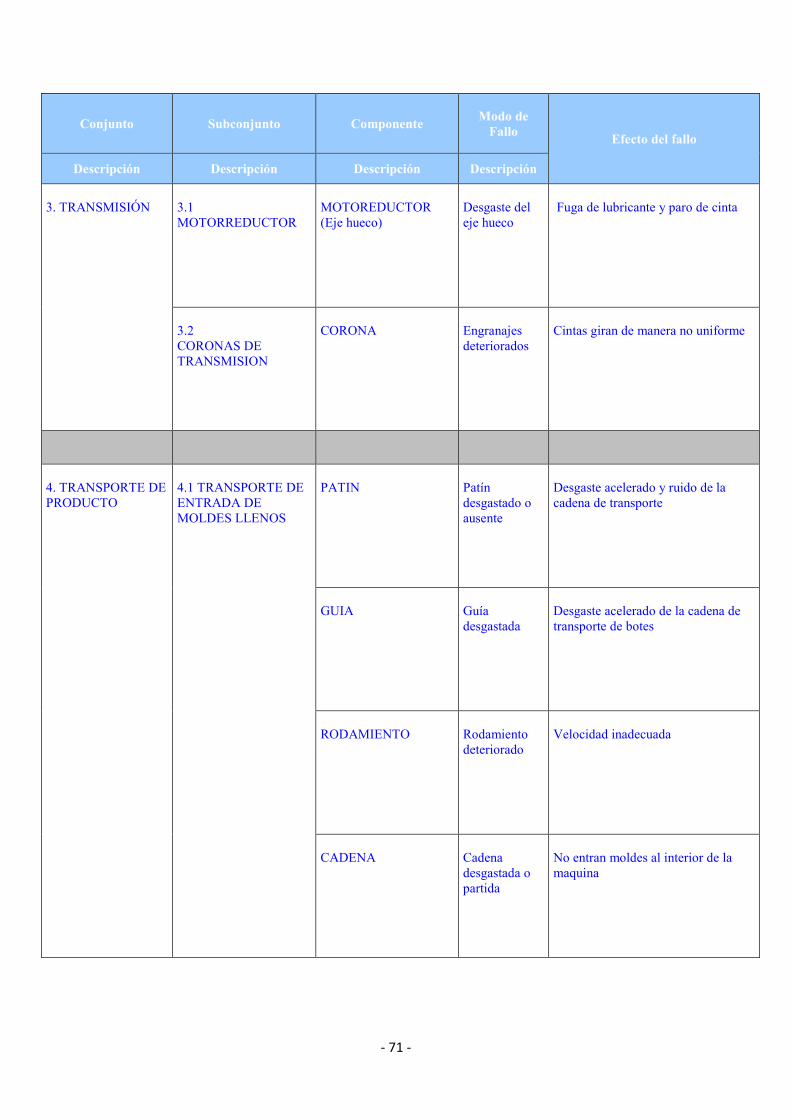
- 71 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
3. TRANSMISIÓN
3.1 MOTORREDUCTOR
MOTOREDUCTOR (Eje hueco)
Desgaste del eje hueco
Fuga de lubricante y paro de cinta
3.2 CORONAS DE TRANSMISION
CORONA
Engranajes deteriorados
Cintas giran de manera no uniforme
4. TRANSPORTE DE PRODUCTO
4.1 TRANSPORTE DE ENTRADA DE MOLDES LLENOS
PATIN
Patín desgastado o ausente
Desgaste acelerado y ruido de la cadena de transporte
GUIA
Guía desgastada
Desgaste acelerado de la cadena de transporte de botes
RODAMIENTO
Rodamiento deteriorado
Velocidad inadecuada
CADENA
Cadena desgastada o partida
No entran moldes al interior de la maquina
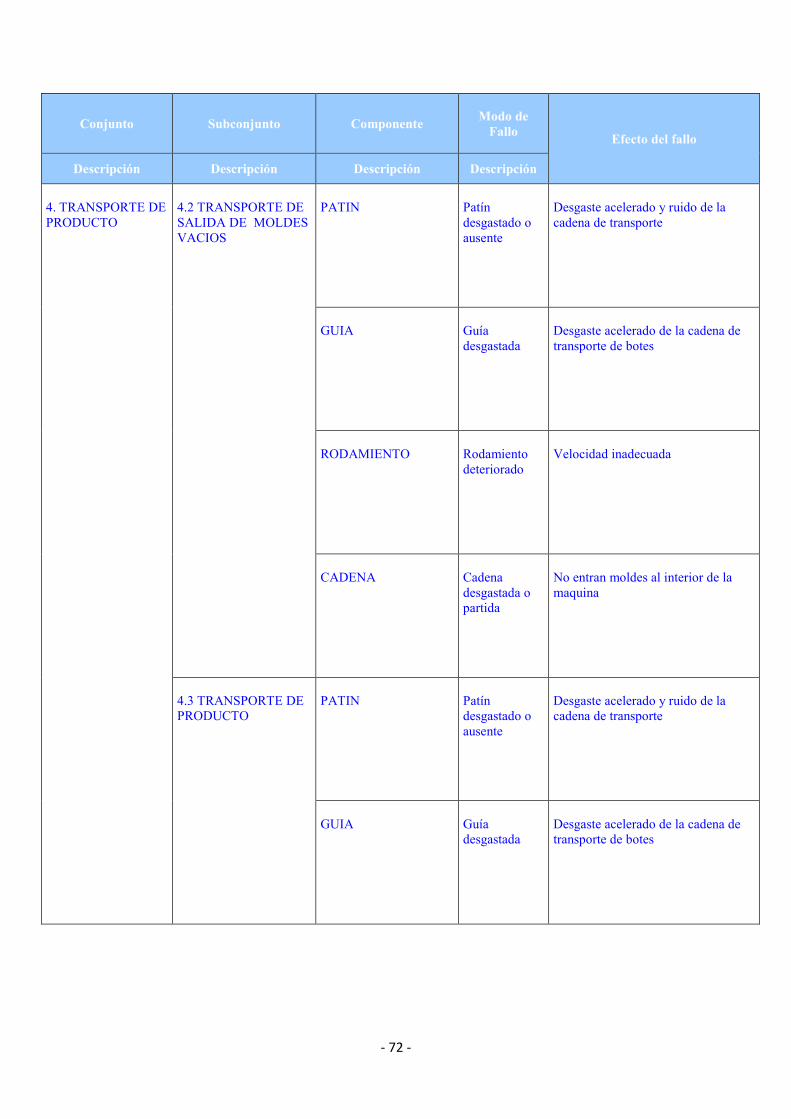
- 72 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
4. TRANSPORTE DE PRODUCTO
4.2 TRANSPORTE DE SALIDA DE MOLDES VACIOS
PATIN
Patín desgastado o ausente
Desgaste acelerado y ruido de la cadena de transporte
GUIA
Guía desgastada
Desgaste acelerado de la cadena de transporte de botes
RODAMIENTO
Rodamiento deteriorado
Velocidad inadecuada
CADENA
Cadena desgastada o partida
No entran moldes al interior de la maquina
4.3 TRANSPORTE DE PRODUCTO
PATIN
Patín desgastado o ausente
Desgaste acelerado y ruido de la cadena de transporte
GUIA
Guía desgastada
Desgaste acelerado de la cadena de transporte de botes

- 73 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
4. TRANSPORTE DE PRODUCTO
4.3 TRANSPORTE DE PRODUCTO
RODAMIENTO
Rodamiento deteriorado
Velocidad inadecuada
CADENA
Cadena desgastada o partida
No entran moldes al interior de la maquina
4.4 TRANSPORTE DE SALIDA DE TAPAS
PATIN
Patín desgastado o ausente
Desgaste acelerado y ruido de la cadena de transporte
GUIA
Guía desgastada
Desgaste acelerado de la cadena de transporte de botes
RODAMIENTO
Rodamiento deteriorado
Velocidad inadecuada
CADENA
Cadena desgastada o partida
No entran moldes al interior de la maquina

- 74 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
5. VACIO
5.1 BOMBA DE VACIO
BOMBA DE VACIO (Filtros)
Filtros sucios
Bomba de vacío no realizan vacío correctamente
BOMBA DE VACIO (Distribuidores giratorios)
Distribuidores giratorios desgastados por la fricción en la pared
Bomba de vacío no realizan vacío correctamente
BOMBA DE VACIO (Rodamientos)
Rodamiento deteriorado
Ruido de la bomba de vacío
5.2TUBERIAS
TUBERIAS
Tubería deteriorada
Fugas de aire
5.3 FILTROS
FILTROS
Filtro deteriorado
La bomba de vacio se atasca
6.LIMPIEZA
6.1 MOTOBOMBA
MOTOBOMBA (Filtro)
Filtro atascado
El motor no gira
MOTOBOMBA (Válvula)
Válvula atascada
Caudal de bomba se reduce

- 75 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
6.LIMPIEZA
6.1 MOTOBOMBA
MOTOBOMBA (Cojinete)
Cojinete estropeado
Bomba vibra excesivamente
6.2TUBERIAS
TUBERIAS
Tubería deteriorada
Perdidas de producto de limpieza
6.3 SALIDA DE GAS DE CALDERA
REGULADOR DE GAS
Llave rota
Producto de limpieza a Tª inadecuada
7. PROTECCIONES / SEGURIDADES PERSONAS
7.1 PUERTAS
FINAL DE CARRERA
Mal contacto componente
Máquina no arranca
7.2 PARADAS DE EMERGENCIA
SETA DE EMERGENCIA
Mal contacto componente
Máquina no arranca

- 76 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
8. LUBRICACION
8.1 DEPOSITO DE LUBRICACION GRUPO PRESION
DEPOSITO
Deposito atascado o vacio
Actuadores no reciben correcta lubricación
9. PUPITRE CONTROL / PANEL
9.1 PROGRAMA PLC
PROGRAMA
Programa colgado
La maquina no pasa de proceso
10. DETECTORES / FOTOCELULAS
10.1 DETECTORES
DETECTOR
Detector roto o desajustado
No se realiza el quitado de tapas o desmoldeo
10.2 FOTOCELULAS
FOTOCELULA
Detector roto o desajustado
No se realiza el quitado de tapas o desmoldeo
FOTOCELULA
Detector sucio por la cal o el lactosuero
No se realiza el quitado de tapas o desmoldeo

- 77 -
Conjunto Subconjunto Componente Modo de
Fallo Efecto del fallo
Descripción Descripción Descripción Descripción
10. DETECTORES / FOTOCELULAS
10.3 FINALES DE CARRERA
FINAL DE CARRERA
Detector roto o desajustado
Recorrido del cilindro llega hasta un limite no contemplado
11, LAZOS DE CONTROL
11.1 PRESION
CONTROLADOR DE PRESION
Descalibrado
Medida de la presión incorrecta o nula
12. NEUMATICA
12.1 ELECTROVÁLVULAS
ELECTROVÁLVULAS
Electroválvula inundada
No actúa el elemento y para la maquina
12.2 PISTONES
PISTÓN NEUMÁTICO
Pistón mal lubricado
Movimiento mas lento
Llegado a este punto, se ha finalizado el “Análisis Funcional”. Conocidos los efectos de los modos de fallo, se procede a evaluar la criticidad de los mismos, es decir, el impacto que su aparición conlleva sobre áreas como la seguridad, calidad, medio ambiente y producción, da comienzo el FMECA (Failure Mode, Effects, and Criticality Analysis).

- 78 -
La naturaleza y severidad de las consecuencias de los modos de fallos deben ser los aspectos que gobiernen la selección de las actividades de mantenimiento a ejecutar sobre los activos a mantener. En el caso de modos de fallos altamente críticos, se deberán considerar actividades para prevenir la aparición de los mismos o actividades que permitan anticipar dicha aparición. El criterio de evaluación de criticidad considerado en el proyecto es el siguiente: CRITICIDAD = IMPACTO OPERACIONAL + FRECUENCIA + MANTENIBILIDAD + DETECCIÓN Impacto operacional
SEGURIDAD + MEDIO AMBIENTE + CALIDAD + PRODUCCIÓN Para la evaluación de esta criticidad, nos basamos en la valoración definida de cada una de las situaciones que a continuación se presentan:
TABLA DE VALORES IMPACTO-OCURRENCIA
SEGURIDAD Analiza el impacto del modo de fallo en la seguridad de los trabajadores ( riesgo de accidentes debido a fallos)
Efecto Descripción Valor
Ninguno La ocurrencia del fallo no tiene ningún efecto 0
Bajo La ocurrencia del fallo puede crear riesgos sin baja o accidente 1
Medio La ocurrencia del fallo puede crear baja o indisponibilidad temporal 2
Alto La ocurrencia del fallo puede provocar muerte o indisponibilidad permanente 3
MEDIO AMBIENTE
Analiza el impacto del modo de fallo en el medio ambiente ( riesgo de accidentes medioambientales debido a fallos)
Efecto Descripción Valor
Ninguno Sin efectos 0
Bajo No tiene ningún efecto medioambiental 1
Medio Puede causar impacto interno de parámetros o especificaciones legales 2
Alto Puede causar impacto externo de parámetros o especificaciones legales 3
CALIDAD Analiza el impacto del modo de fallo en la calidad final del producto Efecto Descripción Valor
Ninguno No causa ningún efecto 0
Bajo Puede causar un re-proceso de la producción 1
Medio Puede causar disconformidades con posibilidad de rechazo de un lote 2
Alto Puede causar rechazo directamente por parte del consumidor final 3

- 79 -
PRODUCTION Analizar el impacto del modo de fallo en la producción Efecto Descripción Valor
Ninguno No causa ningún efecto 0
Bajo Puede crear paradas de <30min 1
Medio Puede crear paradas entre 30 y 120 min 2
Alto puede crear parada > 120 min o rechazo >2% 3
FRECUENCIA Analiza con que frecuencia el modo de fallo ocurre en el equipo Efecto Descripción Valor
Ninguno 0 - 1 Fallos / año 0
Bajo 1 < Fallos / año < 5 1
Medio 5 < Fallos / año < 10 2
Alto Fallos / año > 10 3
MANTENIBILIDAD Analiza la dificultad para reparar, el tiempo necesario para la reparación
Efecto Descripción Valor
Ninguno Tiempo de restauración < 30 min 0
Bajo 30 min ≤ Tiempo de restauración < 2 horas 1
Medio 2 horas ≤ tiempo de restauración < 4 horas 2
Alto Tiempo de restauración ≥4 horas 3
DETECCIÓN Analiza la dificultad de detectar diferentes tipos de fallo antes de que ocurran Efecto Descripción Valor
Ninguno El fallo es fácilmente detectable por el operador con una inspección visual y no es necesario un plan de mantenimiento 0
Bajo El fallo puede ser detectado por el operador durante la revisión de las tareas del ELIL 1
Medio El fallo solo puede ser detectado a través de una intervención técnica de inspección o mantenimiento predictivo) 2
Alto El fallo no puede ser detectado a través de las técnicas conocidas 3
Fig. 10 – Tabla de impacto - ocurrencia De esta forma obtenemos un valor de criticidad para cada modo de fallo, con el que poder tener una buena aproximación cuantitativa del impacto de cada uno sobre el sistema de estudio. Dentro de la realización del FMECA se ha llevado a cabo un proceso de análisis y recopilación de información para obtener las principales causas que dan origen a la aparición de cada modo de fallo. Este estudio resulta de gran utilidad para la posterior selección de la política de mantenimiento a escoger según el resultado saliente del árbol de decisión RCM. Se trata de profundizar aún más en el origen del modo de fallo con el objetivo de recabar la mayor cantidad de información relacionada, de forma que la acción resultante para evitar el fallo sea lo más efectiva posible.

- 80 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
1. DESMOLDEADORA
1.1 CHUPONAS
VENTOSAS
Ventosas en mal estado
1 0 1 1 3 0 2 8
CABEZAL
Elemento sucio
1 0 3 1 3 0 1 9
CABEZAL
Elemento roto
1 0 1 1 2 0 2 7
MUELLE AMORTIGUADOR
Elemento mal ajustado o roto
1 0 1 1 0 0 0 3
1.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
Engranajes deteriorados
1 0 0 2 0 1 0 4
RODAMIENTOS
Rodamientos deteriorados
1 0 0 2 0 1 0 4

- 81 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
1.3 TUBERIAS
TUBERIAS
Tuberías deterioradas
1 1 1 1 3 0 0 7
TUBERIAS
Tuberías mal conectadas
1 1 1 1 3 0 0 7
2.QUITA TAPAS
2.1 SISTEMA DE SUJECCIÓN
GARRAS
Eje de movimiento de garras deteriorado 1 0 0 2 0 1 0 4
2.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
Engranajes deteriorados
1 0 0 2 0 1 0 4
RODAMIENTOS
Rodamientos deteriorados
1 0 0 2 0 1 0 4

- 82 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
3. TRANSMISIÓN
3.1 MOTORREDUCTOR
MOTOREDUCTOR (Engranajes)
Engranajes deteriorados
0 0 0 3 0 1 2 6
MOTOREDUCTOR (Retenes)
Nivel de aceite no adecuado
0 2 0 3 0 1 0 6
MOTOREDUCTOR (Rodamientos)
Rodamiento deteriorado
0 0 0 2 3 1 2 8
MOTOREDUCTOR (Eje hueco)
Desgaste del eje hueco
0 2 0 2 0 1 0 5
3.2 CORONAS DE TRANSMISION
CORONAS
Engranajes deteriorados
0 0 0 3 0 1 2 6
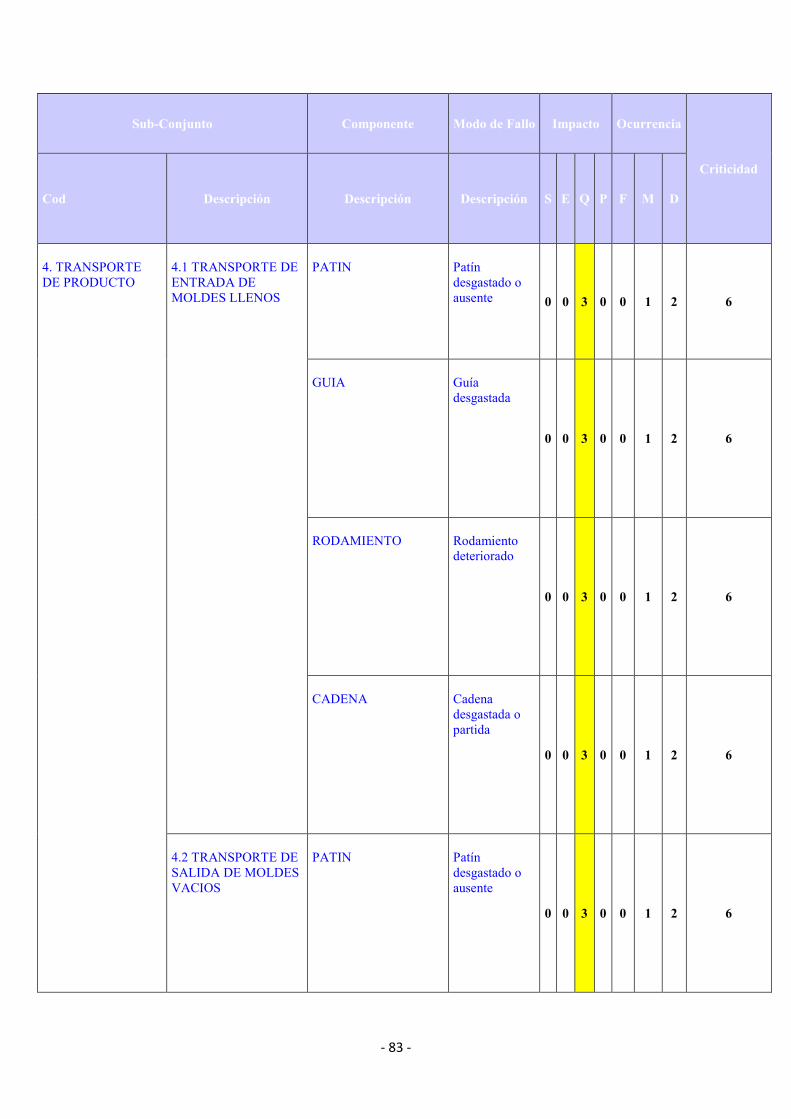
- 83 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
4. TRANSPORTE DE PRODUCTO
4.1 TRANSPORTE DE ENTRADA DE MOLDES LLENOS
PATIN
Patín desgastado o ausente 0 0 3 0 0 1 2 6
GUIA
Guía desgastada
0 0 3 0 0 1 2 6
RODAMIENTO
Rodamiento deteriorado
0 0 3 0 0 1 2 6
CADENA
Cadena desgastada o partida
0 0 3 0 0 1 2 6
4.2 TRANSPORTE DE SALIDA DE MOLDES VACIOS
PATIN
Patín desgastado o ausente
0 0 3 0 0 1 2 6

- 84 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
GUIA
Guía desgastada
0 0 3 0 0 1 2 6
RODAMIENTO
Rodamiento deteriorado
0 0 3 0 0 1 2 6
CADENA
Cadena desgastada o partida
0 0 3 0 0 1 2 6
4.3 TRANSPORTE DE PRODUCTO
PATIN
Patín desgastado o ausente
0 0 3 0 0 1 2 6
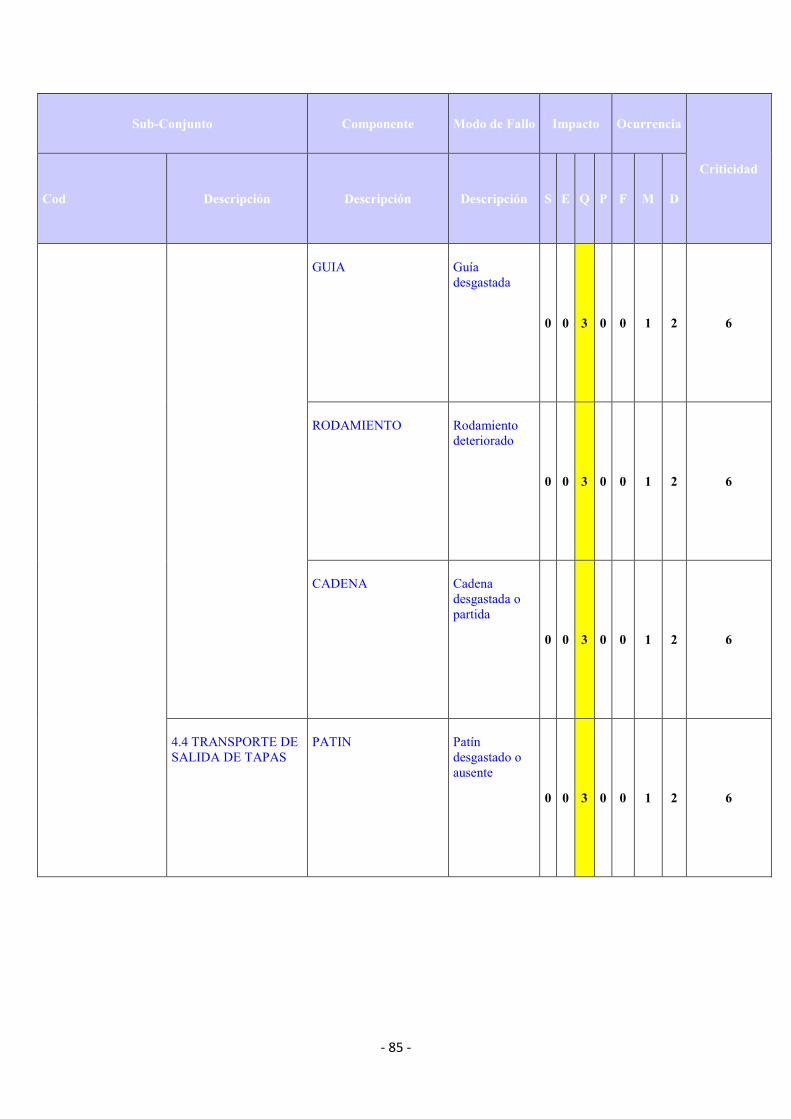
- 85 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
GUIA
Guía desgastada
0 0 3 0 0 1 2 6
RODAMIENTO
Rodamiento deteriorado
0 0 3 0 0 1 2 6
CADENA
Cadena desgastada o partida
0 0 3 0 0 1 2 6
4.4 TRANSPORTE DE SALIDA DE TAPAS
PATIN
Patín desgastado o ausente
0 0 3 0 0 1 2 6

- 86 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
GUIA
Guía desgastada
0 0 3 0 0 1 2 6
RODAMIENTO
Rodamiento deteriorado
0 0 3 0 0 1 2 6
CADENA
Cadena desgastada o partida
0 0 3 0 0 1 2 6
5. VACIO
5.1 BOMBA DE VACIO
BOMBA DE VACIO (Filtros)
Filtros sucios
0 2 0 2 0 0 2 6
BOMBA DE VACIO (Distribuidores giratorios)
Distribuidores giratorios desgastados por la fricción en la pared
0 0 0 3 0 1 2 6

- 87 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
5.2TUBERIAS
TUBERIAS
Tubería sucia
0 0 3 1 3 0 3 10
TUBERIAS
Tubería deteriorada
0 0 3 1 3 0 3 10
5.3 FILTROS
FILTROS
Filtro deteriorado
0 2 3 1 1 0 1 8
6.LIMPIEZA
6.1 MOTOBOMBA
MOTOBOMBA (Filtros)
Filtro atascado
0 2 0 3 0 0 1 6
MOTOBOMBA (Válvula)
Válvula atascada
0 0 0 3 0 1 2 6

- 88 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
MOTOBOMBA (Cojinete)
Cojinete estropeado
0 0 0 3 0 1 2 6
6.2TUBERIAS
TUBERIAS
Tubería deteriorada
0 0 0 1 0 0 0 1
6.3 SALIDA DE GAS DE CALDERA
REGULADOR DE GAS
Llave rota
3 2 0 1 0 0 0 6
7. PROTECCIONES / SEGURIDADES PERSONAS
7.1 PUERTAS
FINAL DE CARRERA
Mal contacto componente
3 0 0 1 2 1 3 10

- 89 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
7.2 PARADAS DE EMERGENCIA
SETA DE EMERGENCIA
Mal contacto componente
3 0 0 1 2 1 3 10
8. LUBRICACION
8.1 DEPOSITO DE LUBRICACION GRUPO PRESION
DEPOSITO
Deposito atascado o vacio
0 0 0 3 1 3 1 8
10. DETECTORES / FOTOCELULAS
10.1 DETECTORES
DETECTOR
Detector roto o desajustado
0 0 1 1 3 0 2 7
10.2 FOTOCELULAS
FOTOCELULA
Detector roto o desajustado
0 0 1 1 3 0 2 7
FOTOCELULA
Detector sucio por la cal o el lactosuero 0 0 1 2 3 0 2 8

- 90 -
Sub-Conjunto Componente Modo de Fallo Impacto Ocurrencia
Criticidad
Cod Descripción Descripción Descripción S E Q P F M D
10.3 FINALES DE CARRERA
FINAL DE CARRERA
Detector roto o desajustado
0 0 0 1 1 0 2 4
11. LAZOS DE CONTROL
11.1 PRESION
CONTROLADOR DE PRESION
Descalibrado
0 0 3 1 0 1 2 7
12. NEUMATICA
12.1 ELECTROVÁLVULAS
ELECTROVÁLVULAS
Electroválvula inundada
0 0 0 1 0 1 3 5
12.2 PISTONES
PISTÓN NEUMÁTICO
Pistón atascado
0 0 0 1 0 1 3 5
12.3 TUBERIAS
TUBERÍA
Deterioro de tuberías
0 0 0 1 2 0 0 3

- 91 -
Una vez obtenidos los valores de criticidad para cada modo de fallo, nos basamos en la siguiente tabla para el análisis de los resultados y la selección de las posibles alternativas a realizar:
Fig. 11 – Análisis de los resultados del FMECA El análisis de los resultados para el último paso del RCM, están condicionados según el siguiente análisis flujo / valores:
S o E
≥ 2 ?
P o Q
= 3 ?
¿Causa debida a falta de tarea
en ELIL?
Criticidad
≥ 7 ?
¿Causa debida a falta de tarea
en ELIL?
Aplicar Lógica RCM
Incluir la acción en el
ELIL
No es necesaria
Ninguna acción
FIN
Índice de Criticidad
si
si
si
no
no
no
no
no
si
si
ANÁLISIS DE LOS RESULTADOS

- 92 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
1. DESMOLDEADORA
1.1 CHUPONAS
VENTOSAS
Ventosas en mal estado
1 0 1 1 3 0 2 8 X
CABEZAL
Elemento sucio
1 0 3 1 3 0 1 9 X
CABEZAL
Elemento roto
1 0 1 1 2 0 2 7 X
MUELLE AMORTIGUADOR
Elemento mal ajustado o roto 1 0 1 1 0 0 0 3 X
1.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
Engranajes deteriorados
1 0 0 2 0 1 0 4 X
RODAMIENTOS
Rodamientos deteriorados
1 0 0 2 0 1 0 4 X

- 93 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
1.3 TUBERIAS
TUBERIAS
Tuberías deterioradas 1 1 1 1 3 0 0 7 X
TUBERIAS
Tuberías mal conectadas 1 1 1 1 3 0 0 7 X
2.QUITA TAPAS
2.1 SISTEMA DE SUJECCIÓN
GARRAS
Eje de movimiento de garras deteriorado 1 0 0 2 0 1 0 4 X
2.2 SISTEMA DE DESPLAZAMIENTO LINEAL
PIÑON + CORREA LINEAL(2)
Engranajes deteriorados
1 0 0 2 0 1 0 4 X
RODAMIENTOS
Rodamientos deteriorados 1 0 0 2 0 1 0 4 X

- 94 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
3. TRANSMISIÓN
3.1 MOTORREDUCTOR
MOTOREDUCTOR (Engranajes)
Engranajes deteriorados
0 0 0 3 0 1 2 6 X
MOTOREDUCTOR (Retenes)
Nivel de aceite no adecuado
0 2 0 3 0 1 0 6 X
MOTOREDUCTOR (Rodamientos)
Rodamiento deteriorado
0 0 0 2 3 1 2 8 X
MOTOREDUCTOR (Eje hueco)
Desgaste del eje hueco
0 2 0 2 0 1 0 5 X
3.2 CORONAS DE TRANSMISION
CORONAS
Engranajes deteriorados
0 0 0 3 0 1 2 6 X

- 95 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
4. TRANSPORTE DE PRODUCTO
4.1 TRANSPORTE DE ENTRADA DE MOLDES LLENOS
PATIN
Patín desgastado o ausente 0 0 3 0 0 1 2 6 X
GUIA
Guía desgastada
0 0 3 0 0 1 2 6 X
RODAMIENTO
Rodamiento deteriorado
0 0 3 0 0 1 2 6 X
CADENA
Cadena desgastada o partida
0 0 3 0 0 1 2 6 X
4.2 TRANSPORTE DE SALIDA DE MOLDES VACIOS
PATIN
Patín desgastado o ausente
0 0 3 0 0 1 2 6 X

- 96 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
GUIA
Guía desgastada
0 0 3 0 0 1 2 6 X
RODAMIENTO
Rodamiento deteriorado
0 0 3 0 0 1 2 6 X
CADENA
Cadena desgastada o partida
0 0 3 0 0 1 2 6 X
4.3 TRANSPORTE DE PRODUCTO
PATIN
Patín desgastado o ausente
0 0 3 0 0 1 2 6 X

- 97 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
GUIA
Guía desgastada
0 0 3 0 0 1 2 6 X
RODAMIENTO
Rodamiento deteriorado
0 0 3 0 0 1 2 6 X
CADENA
Cadena desgastada o partida
0 0 3 0 0 1 2 6 X
4.4 TRANSPORTE DE SALIDA DE TAPAS
PATIN
Patín desgastado o ausente
0 0 3 0 0 1 2 6 X
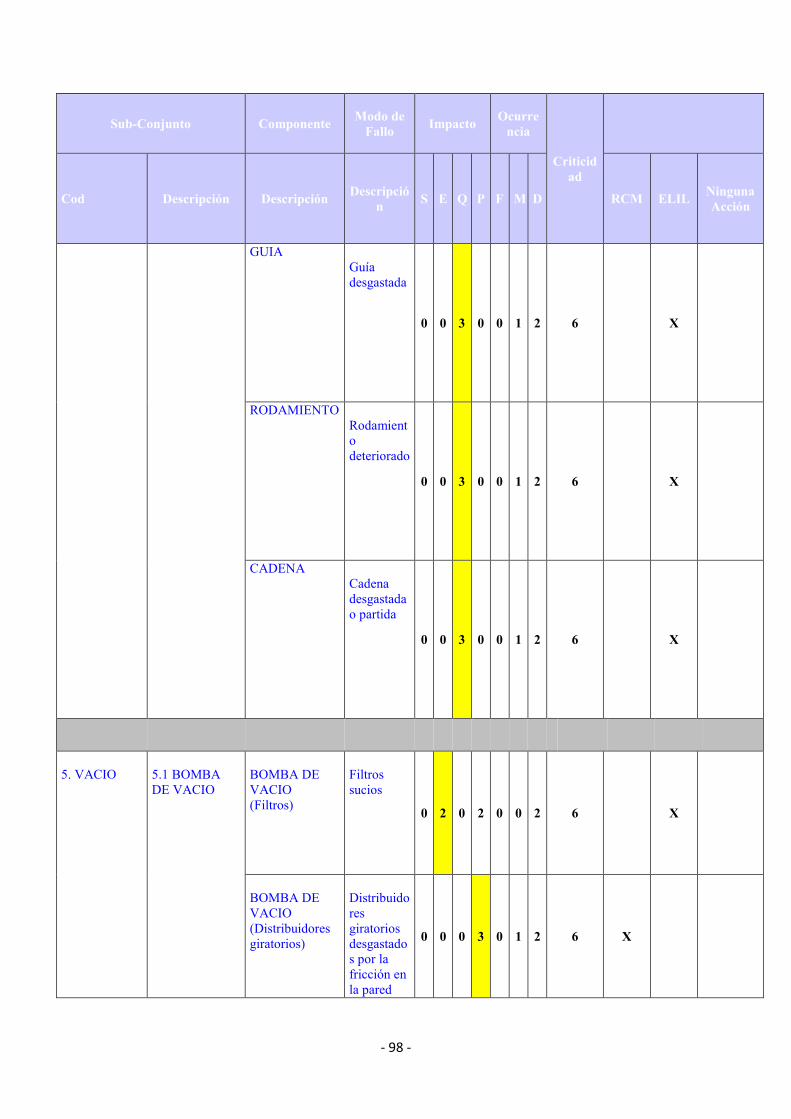
- 98 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
GUIA Guía desgastada
0 0 3 0 0 1 2 6 X
RODAMIENTO Rodamiento deteriorado
0 0 3 0 0 1 2 6 X
CADENA Cadena desgastada o partida
0 0 3 0 0 1 2 6 X
5. VACIO
5.1 BOMBA DE VACIO
BOMBA DE VACIO (Filtros)
Filtros sucios
0 2 0 2 0 0 2 6 X
BOMBA DE VACIO (Distribuidores giratorios)
Distribuidores giratorios desgastados por la fricción en la pared
0 0 0 3 0 1 2 6 X

- 99 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
5.2TUBERIAS
TUBERIAS
Tubería sucia
0 0 3 1 3 0 3 10 X
TUBERIAS
Tubería deteriorada
0 0 3 1 3 0 3 10 X
5.3 FILTROS
FILTROS
Filtro deteriorado
0 2 3 1 1 0 1 8 X
6.LIMPIEZA
6.1 MOTOBOMBA
MOTOBOMBA (Filtros)
Filtro atascado
0 2 0 3 0 0 1 6 X
MOTOBOMBA (Válvula)
Válvula atascada
0 0 0 3 0 1 2 6 X

- 100 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
MOTOBOMBA (Cojinete)
Cojinete estropeado
0 0 0 3 0 1 2 6 X
6.2TUBERIAS
TUBERIAS
Tubería deteriorada
0 0 0 1 0 0 0 1 X
6.3 SALIDA DE GAS DE CALDERA
REGULADOR DE GAS
Llave rota
3 2 0 1 0 0 0 6 X
7. PROTECCIONES / SEGURIDADES PERSONAS
7.1 PUERTAS
FINAL DE CARRERA
Mal contacto componente
3 0 0 1 2 1 3 10 X

- 101 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
7.2 PARADAS DE EMERGENCIA
SETA DE EMERGENCIA
Mal contacto componente
3 0 0 1 2 1 3 10 X
8. LUBRICACION
8.1 DEPOSITO DE LUBRICACION GRUPO PRESION
DEPOSITO
Deposito atascado o vacio
0 0 0 3 1 3 1 8 X
10. DETECTORES / FOTOCELULAS
10.1 DETECTORES
DETECTOR
Detector roto o desajustado
0 0 1 1 3 0 2 7 X
10.2 FOTOCELULAS
FOTOCELULA
Detector roto o desajustado
0 0 1 1 3 0 2 7 X
FOTOCELULA
Detector sucio por la cal o el lactosuero
0 0 1 2 3 0 2 8 X

- 102 -
Sub-Conjunto Componente Modo de
Fallo Impacto
Ocurrencia
Criticidad
Cod Descripción Descripción Descripció
n S E Q P F M D RCM ELIL
Ninguna Acción
10.3 FINALES DE CARRERA
FINAL DE CARRERA
Detector roto o desajustado
0 0 0 1 1 0 2 4 X
11. LAZOS DE CONTROL
11.1 PRESION
CONTROLADOR DE PRESION
Descalibrado
0 0 3 1 0 1 2 7 X
12. NEUMATICA
12.1 ELECTROVÁLVULAS
ELECTROVÁLVULAS
Electroválvula inundada
0 0 0 1 0 1 3 5 X
12.2 PISTONES
PISTÓN NEUMÁTICO
Pistón atascado
0 0 0 1 0 1 3 5 X
12.3 TUBERIAS
TUBERÍA
Deterioro de tuberías
0 0 0 1 2 0 0 3 X

- 103 -
5.5.- PROCESO DE SELECCIÓN DE LAS ACTIVIDADES DE MANTENIMIENTO (FASE 5) Una vez concluido el FMECA, se procede a seleccionar el tipo de actividad de mantenimiento que ayude a prevenir la aparición de cada modo de fallo previamente identificado, a partir del árbol lógico de decisión RCM. Tras seleccionar el tipo de actividad de mantenimiento, y con la ayuda del análisis de causas de los modos de fallo, se procede a especificar la acción/es de mantenimiento asociada a ejecutar. El primer paso para seleccionar las actividades de mantenimiento, consiste en identificar las consecuencias que generan los modos de fallo. Estas consecuencias pueden ser debidas a: - CONSECUENCIAS DEL FALLO OCULTO - CONSECUENCIAS PARA LA SEGURIDAD O EL MEDIO AMBIENTE - CONSECUENCIAS OPERACIONALES - CONSECUENCIAS NO OPERACIONALES Esta operación se puede considerar como previa a la ejecución del árbol de decisión RCM, con el que se profundizará dentro de cada tipo de consecuencia para obtener la mejor política de mantenimiento a aplicar.

- 104 -
A continuación elegimos la mejor política a adoptar para cada modo de fallo, y con su correspondiente frecuencia.
Fig. 12 – Árbol de decisión RCM
SíNo
SíNo
CONSECUENCIAS DEL FALLO OCULTO
CONSECUENCIAS PARA LA SEGURIDAD O EL MEDIO
AMBIENTE
CONSECUENCIAS OPERACIONALES
CONSECUENCIAS NO OPERACIONALES
¿Sera este modo de fallo evidente a los operarios actuando por si solo en
circunstancias normales?
H¿Podria este modo de fallo lesionar o matar a alguien?
S¿Podria este modo
de fallo infringir cualquier normativa de medio ambiente?
E¿Ejerce el modo de fallo un
efecto adverso sobre la capacidad operacional?
O
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
H1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
H2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
H3
¿Es tecnicamente factible y merece la penar una tarea de
busqueda de fallos?
H4
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
S1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
S2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
S3
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
O1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
O2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
O3
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
N1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
N2
SíNo
¿Es tecnicamente factible y merece la pena una tarea
de sustitucion ciclica?
N3
Tarea a condición Tarea a condición Tarea a condición
SíNo
Tarea a condición
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
¿Es tecnicamente factible y merece la pena una
combinacion de tareas?
S4
¿Podria el fallo multipleafectar a la seguridad o el
medio ambiente?
H5
SíNo
Ningunmantenimiento
Ningunmantenimiento
Combinación de tareas
Rediseño obligatorio
Tarea de busquedade fallos
Rediseño obligatorio
Ningunmantenimiento
SíNo SíNo SíNo
SíNoSíNoSíNo
SíNo SíNo SíNo
No
No No NoSí
Sí Sí Sí
SíNo
SíNo
SíNo
CONSECUENCIAS DEL FALLO OCULTO
CONSECUENCIAS PARA LA SEGURIDAD O EL MEDIO
AMBIENTE
CONSECUENCIAS OPERACIONALES
CONSECUENCIAS NO OPERACIONALES
¿Sera este modo de fallo evidente a los operarios actuando por si solo en
circunstancias normales?
H¿Podria este modo de fallo lesionar o matar a alguien?
S¿Podria este modo
de fallo infringir cualquier normativa de medio ambiente?
E¿Ejerce el modo de fallo un
efecto adverso sobre la capacidad operacional?
O
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
H1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
H2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
H3
¿Es tecnicamente factible y merece la penar una tarea de
busqueda de fallos?
H4
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
S1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
S2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
S3
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
O1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
O2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
O3
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
N1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
N2
SíNo
¿Es tecnicamente factible y merece la pena una tarea
de sustitucion ciclica?
N3
Tarea a condición Tarea a condición Tarea a condición
SíNo
Tarea a condición
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
¿Es tecnicamente factible y merece la pena una
combinacion de tareas?
S4
¿Podria el fallo multipleafectar a la seguridad o el
medio ambiente?
H5
SíNo
Ningunmantenimiento
Ningunmantenimiento
Combinación de tareas
Rediseño obligatorio
Tarea de busquedade fallos
Rediseño obligatorio
Ningunmantenimiento
SíNo SíNo SíNo
SíNoSíNoSíNo
SíNo SíNo SíNo
No
No No NoSí
Sí Sí Sí
SíNo
SíNo
CONSECUENCIAS DEL FALLO OCULTO
CONSECUENCIAS PARA LA SEGURIDAD O EL MEDIO
AMBIENTE
CONSECUENCIAS OPERACIONALES
CONSECUENCIAS NO OPERACIONALES
¿Sera este modo de fallo evidente a los operarios actuando por si solo en
circunstancias normales?
H¿Podria este modo de fallo lesionar o matar a alguien?
S¿Podria este modo
de fallo infringir cualquier normativa de medio ambiente?
E¿Ejerce el modo de fallo un
efecto adverso sobre la capacidad operacional?
O
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
H1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
H2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
H3
¿Es tecnicamente factible y merece la penar una tarea de
busqueda de fallos?
H4
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
S1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
S2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
S3
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
O1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
O2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
O3
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
N1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
N2
SíNo
¿Es tecnicamente factible y merece la pena una tarea
de sustitucion ciclica?
N3
Tarea a condición Tarea a condición Tarea a condición
SíNo
Tarea a condición
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
¿Es tecnicamente factible y merece la pena una
combinacion de tareas?
S4
¿Podria el fallo multipleafectar a la seguridad o el
medio ambiente?
H5
SíNo
Ningunmantenimiento
Ningunmantenimiento
Combinación de tareas
Rediseño obligatorio
Tarea de busquedade fallos
Rediseño obligatorio
Ningunmantenimiento
SíNo SíNo SíNo
SíNoSíNoSíNo
SíNo SíNo SíNo
No
No No NoSí
Sí Sí Sí
SíNo SíNo
SíNo
CONSECUENCIAS DEL FALLO OCULTO
CONSECUENCIAS PARA LA SEGURIDAD O EL MEDIO
AMBIENTE
CONSECUENCIAS OPERACIONALES
CONSECUENCIAS NO OPERACIONALES
¿Sera este modo de fallo evidente a los operarios actuando por si solo en
circunstancias normales?
H¿Sera este modo de fallo evidente a los operarios actuando por si solo en
circunstancias normales?
H¿Podria este modo de fallo lesionar o matar a alguien?
S¿Podria este modo de fallo lesionar o matar a alguien?
S¿Podria este modo
de fallo infringir cualquier normativa de medio ambiente?
E¿Podria este modo
de fallo infringir cualquier normativa de medio ambiente?
E¿Ejerce el modo de fallo un
efecto adverso sobre la capacidad operacional?
O¿Ejerce el modo de fallo un
efecto adverso sobre la capacidad operacional?
O
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
H1¿Es tecnicamente factible
y merece la pena una tarea a condicion?
H1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
H2¿Es tecnicamente factible y
merece la pena una tarea de reacondicionamiento ciclico?
H2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
H3¿Es tecnicamente factible y
merece la pena una tarea de sustitucion ciclica?
H3
¿Es tecnicamente factible y merece la penar una tarea de
busqueda de fallos?
H4¿Es tecnicamente factible y
merece la penar una tarea de busqueda de fallos?
H4
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
S1¿Es tecnicamente factible
y merece la pena una tarea a condicion?
S1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
S2¿Es tecnicamente factible y
merece la pena una tarea de reacondicionamiento ciclico?
S2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
S3¿Es tecnicamente factible y
merece la pena una tarea de sustitucion ciclica?
S3
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
O1¿Es tecnicamente factible
y merece la pena una tarea a condicion?
O1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
O2¿Es tecnicamente factible y
merece la pena una tarea de reacondicionamiento ciclico?
O2
¿Es tecnicamente factible y merece la pena una tarea de
sustitucion ciclica?
O3¿Es tecnicamente factible y
merece la pena una tarea de sustitucion ciclica?
O3
¿Es tecnicamente factible y merece la pena una
tarea a condicion?
N1¿Es tecnicamente factible
y merece la pena una tarea a condicion?
N1
¿Es tecnicamente factible y merece la pena una tarea de reacondicionamiento ciclico?
N2¿Es tecnicamente factible y
merece la pena una tarea de reacondicionamiento ciclico?
N2
SíNo SíNo
¿Es tecnicamente factible y merece la pena una tarea
de sustitucion ciclica?
N3¿Es tecnicamente factible y merece la pena una tarea
de sustitucion ciclica?
N3
Tarea a condición Tarea a condición Tarea a condición
SíNo SíNo
Tarea a condición
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de reacondi-cionamiento ciclico
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
Tarea de sustitucion ciclica
¿Es tecnicamente factible y merece la pena una
combinacion de tareas?
S4¿Es tecnicamente factible y
merece la pena una combinacion de tareas?
S4
¿Podria el fallo multipleafectar a la seguridad o el
medio ambiente?
H5¿Podria el fallo multiple
afectar a la seguridad o el medio ambiente?
H5
SíNo
Ningunmantenimiento
Ningunmantenimiento
Combinación de tareas
Rediseño obligatorio
Tarea de busquedade fallos
Rediseño obligatorio
Ningunmantenimiento
SíNo SíNo SíNo SíNo SíNo SíNo
SíNo SíNoSíNo SíNoSíNo SíNo
SíNo SíNo SíNo SíNo SíNo SíNo
No
No No NoSí
Sí Sí Sí
SíNo SíNo

- 105 -
Conjunto Modo de
Fallo
Consecuencia
Evaluación
H1
H2
H3 Accio
nes por
defecto
Tareas periódicas de mantenimiento
Fre
cuen
cia
Con
d.
Maq
uina
S1
S2
S3
O1
O2
O3
Ppal Subcj Descripc
ión Descripción H S E O
N1
N2
N3
H4
H5
S4
Acción Tipo
Operación
1. DESMOLDEADORA
1.2 CHUPONAS
VENTOSAS
Ventosas en mal estado
O O2
Tarea de reacondicionamiento basada en tiempo (TBM)
TBM
Comprobar estado de ventosas y sustituir si es necesario
1M Maquina Parada
CABEZAL
Elemento roto
OO1
Tarea basada en condición
CBM
Supervisar correcto funcionamiento y estado de cabezal de chuponas
1M Maquina Parada
1.4 TUBERIAS
Tuberías deterioradas
OO1
Tarea basada en condición
CBM
Supervisar correcto funcionamiento de tuberías de chuponas
1A Maquina Parada
3. TRANSMISION
3.1 MOTORREDUCTOR PRINCIPAL
Engranajes deteriorados
H H1
Tarea basada en condición
CBM
Verificar estado de desgaste de los engranajes
1A Maquina Parada
Rodamiento deteriorado
H H1
Tarea basada en condición
CBM
Verificar estado de rodamientos
1A Maquina Parada

- 106 -
Conjunto Modo de
Fallo
Consecuencia
Evaluación
H1
H2
H3 Accio
nes por
defecto
Tareas periódicas de mantenimiento
Fre
cuen
cia
Con
d.
Maq
uina
S1
S2
S3
O1
O2
O3
Ppal Subcj Descripc
ión Descripción H S E O
N1
N2
N3
H4
H5
S4
Acción Tipo
Operación
3.2 CORONAS DE TRANSMISION
Engranajes deteriorados
H H1
Tarea basada en condición
CBM
Verificar estado de desgaste de los engranajes
1A Maquina Parada
5. VACIO 5.1 BOMBA DE VACIO
Aspas desgastadas por la fricción en la pared
H H1
Tarea basada en condición
CBM
Verificar estado de desgaste de las aspas
1A Maquina Parada
5.2TUBERIAS
Tubería deteriorada
H H1
Tarea basada en condición
CBM
Verificar estado de desgaste de las juntas de las tuberías
1A Maquina Parada
6. LIMPIEZA
6.1 MOTOBOMBA Válvula atascada
H H1
Tarea basada en condición
CBM
Verificar estado de válvula
1A Maquina Parada
Cojinete estropeado
H H1
Tarea basada en condición
CBM
Verificar estado de desgaste del cojinete
1A Maquina Parada
6.3 REGULADOR DE GAS
Llave rota
H H1
Tarea basada en condición
CBM
Verificar estado regulador de gas
1A Maquina Parada

- 107 -
Conjunto Modo de
Fallo
Consecuencia
Evaluación
H1
H2
H3 Accio
nes por
defecto
Tareas periódicas de mantenimiento
Fre
cuen
cia
Con
d.
Maq
uina
S1
S2
S3
O1
O2
O3
Ppal Subcj Descripc
ión Descripción H S E O
N1
N2
N3
H4
H5
S4
Acción Tipo
Operación
11, LAZOS DE CONTROL
11.1 CONTROLADOR DE PRESION
Descalibrado
H H2
Tarea de reacondicionamiento basada en tiempo
TBM
Calibrar controlador y comprobar funcionamiento correcto de los componentes
1A Maquina Parada
5.6.- AGRUPACION EN PLAN DE MANTENIMIENTO (FASE 6) -Conjunto El resultado de todo proyecto RCM es un plan de mantenimiento con acciones preventivas, predictivas y/o correctivas a aplicar en el sistema de estudio, con el fin de mejorar su fiabilidad y de hacerlo más seguro y limpio. A continuación se presentan detallado el cuadrante que recoge, para cada subsistema, el plan de mantenimiento final y la frecuencia de realización.
PLAN DE MANTENIMIENTO PREVENTIVO RESULTANTE RCM
DESMOLDEADORA FREC TIPO
CHUPONAS
- Comprobar estado de ventosas y sustituir si es necesario 1M TBM
- Supervisar correcto funcionamiento y estado de cabezal de chuponas 1M CBM
TUBERIAS
- Supervisar correcto funcionamiento y conexión de tuberías de chuponas 1A CBM
TRANSMISION FREC TIPO
MOTORREDUCTORES
- Verificar estado de desgaste de los engranajes 1A CBM

- 108 -
- Verificar estado de rodamientos 1A CBM
CORONAS DE TRANSMISION
- Verificar estado de desgaste de los engranajes 1A CBM
VACIO FREC TIPO
BOMBA DE VACIO
- Verificar estado de desgaste de las aspas 1A CBM
TUBERIAS
- Verificar estado de las juntas de las tuberías 1A CBM
LIMPIEZA FREC TIPO
MOTOBOMBA
- Verificar estado de válvula 1A CBM
- Verificar estado de desgaste de los cojinetes 1A CBM
SALIDA DE GAS DE CALDERA
- Verificar estado regulador de gas 1A CBM
LAZOS DE CONTROL FREC TIPO
PRESIÓN
- Calibrar controlador y comprobar funcionamiento correcto de los componentes 1A TBM
Todo este plan de mantenimiento junto con las actividades del ELIL (Engrase, limpieza, inspección visual y lubricación) y las recomendaciones del fabricante se agrupan en la siguiente base de datos para conformar el plan de mantenimiento preventivo de la Quita-tapas Desmoldeadora. En esta base de datos se pueden visualizar todas las actividades de mantenimiento con la especialidad a la que pertenecen, la frecuencia con la que se realizan y las acciones necesarias para realizarlas correctamente.

- 109 -
Todos estos datos compondrán de forma ordenada las gamas de mantenimiento, las cuales se crearán mediante una macro, todo este proceso de elaboración se explica más abajo en los siguientes anexos. Además en estos anexos se podrán encontrar dos gamas.

110
gama Línea maquina frecuencia
especialidad
Operación GPR54001 Quita Tapas - Desmoldeadora 54 DIARIO PROTECCIÓN Comprobar estado de elementos de seguridad GPR54002 Quita Tapas - Desmoldeadora 54 DIARIO PROTECCIÓN Comprobar la correcta colocación de guías de los moldes GLP54003 Quita Tapas - Desmoldeadora 54 DIARIO LIMPIEZA Comprobar la correcta colocación y limpieza de chuponas GVR54004 Quita Tapas - Desmoldeadora 54 DIARIO VARIOS Realizar prueba de los contadores de los moldes GVR54005 Quita Tapas - Desmoldeadora 54 DIARIO VARIOS Alertar de ruidos anormales durante el ciclo de trabajo. GLB54006 Quita Tapas - Desmoldeadora 54 DIARIO LUBRICACION Comprobar el nivel de aceite lubricador del sistema neumático GNM54007 Quita Tapas - Desmoldeadora 54 DIARIO NEUMATICA Comprobar presión del sistema neumático GVR54008 Quita Tapas - Desmoldeadora 54 DIARIO VARIOS Alertar de fugas de aire. GLM54009 Quita Tapas - Desmoldeadora 54 DIARIO LIMPIEZA Retirar y limpiar filtros bomba de vacio antes de limpiar GLM54010 Quita Tapas - Desmoldeadora 54 DIARIO LIMPIEZA Echar chuponas en una disolución desinfectante GLM54011 Quita Tapas - Desmoldeadora 54 DIARIO LIMPIEZA Limpieza general de toda la máquina GVR54012 Quita Tapas - Desmoldeadora 54 DIARIO VARIOS Observar el estado general de la maquina GLC54013 Quita Tapas - Desmoldeadora 54 SEMANAL ELECTRICA Efectuar prueba de lámparas y semáforo GLM54014 Quita Tapas - Desmoldeadora 54 SEMANAL LIMPIEZA Desmontar y limpiar cinta transportadora GLM54015 Quita Tapas - Desmoldeadora 54 MENSUAL LIMPIEZA Desmontar y limpiar juntas de tuberías sistema de vacío y limpieza GVR54016 Quita Tapas - Desmoldeadora 54 MENSUAL VARIOS Comprobar estado de ventosas y sustituir si es necesario GVR54017 Quita Tapas - Desmoldeadora 54 MENSUAL VARIOS Supervisar correcto funcionamiento y estado de cabezal de chuponas GVR54018 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Supervisar correcto funcionamiento de tuberías de chuponas GVR54019 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Verificar estado de desgaste de los engranajes GVR54020 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Verificar estado de rodamientos GVR54021 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Verificar estado de desgaste de los engranajes GVR54022 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Verificar estado de desgaste de las aspas GVR54023 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Verificar estado de desgaste de las juntas de las tuberías GVR54024 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Verificar estado de válvula GVR54025 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Verificar estado de desgaste del cojinete

111
GVR54026 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS Verificar estado regulador de gas
GVR54027 Quita Tapas - Desmoldeadora 54 ANUAL VARIOS
Calibrar controlador y comprobar funcionamiento correcto de los componentes

112
6.- CONCLUSIÓN Esta máquina no tiene histórico de fallos, por lo que ha sido necesario apoyarse en la documentación de la máquina suministrada por el fabricante, y en la experiencia del personal de mantenimiento y fabricación con la máquina. Como todo plan de mantenimiento proveniente de un estudio RCM, se trata de un documento “vivo”, en el sentido de que debe ser enriquecido continuamente con nuevas observaciones y aportaciones que del uso del sistema se deriven, de tal manera que se ajuste cada vez más a las necesidades reales de mantenimiento del sistema en su entorno operacional. Conviene recordar que este plan se apoya en otros documentos que se encuentran en las instalaciones, como son los planes de limpieza e inspección, las recomendaciones de los proveedores de líquidos para hacer un correcto uso de sus productos en la limpieza, las analíticas realizadas de ambientes (en la cuales se puede saber la proporción de las principales bacterias en el ambiente) y facturas de compra de material para realizar reparaciones de averías, puesto que no existe un histórico de fallos. Gracias a ellos se llega a un compromiso entre el rigor deseable en un RCM y la extensión manejable y útil en un documento que pretende ser de utilidad directa para el personal de mantenimiento. Se trata de una experiencia pionera con sistemas de este tamaño y complejidad en la nueva planta, pues las anteriores tenían un ámbito mucho más reducido (todo se realizaba a mano transportando el producto en mesas y con prensas, las cuales se cargaban manualmente). De esta experiencia se han obtenido algunas conclusiones y observaciones que paso a indicar: Es necesario tener un histórico de fallos en el que se reflejen los puntos más importantes a tener en cuenta en el mantenimiento, para así poder retroalimentar de manera correcta nuestro actual plan de mantenimiento. Para ello se crea un sistema de órdenes de trabajo (estas se han creado de acuerdo a la norma UNE – EN 13460) mediante el cual se intentara recoger los datos más importantes a tener en cuenta para la retroalimentación de nuestro plan de mantenimiento. En primer lugar nuestro histórico de fallos recogerá la información más importante proveniente de estas órdenes de trabajo, que como podemos ver dispondrá de algunos de los puntos más importante a tener en cuenta por nuestro RCM, ya perfectamente acotados en forma de listas. Para dar más claridad al documento se ha agrupado las diferentes zonas bajo colores, los cuales se pondrán sobre el documento. Por ultimo como se puede ver existe un apartado destinado al rendimiento y otro a las incidencias sobre la producción. Esto es para tener una idea de como repercute cada avería sobre la producción y poder cuantificarla de forma precisa, puesto que el rendimiento es un indicador del aprovechamiento del principal recurso de esta empresa, la leche.

113

114
OT nº FECHA FORMATO PARADA ACTIVIDAD TIEMPO (MIN) COMPONENTE MODO DE FALLO RENDIMIENTO INCIDENCIA SOBRE LA PRODUCCIÓN

115
LISTAS DESPLEGLABLES PARA EL HISTÓRICO DE FALLOS
FORMATOS PARADA ACTIVIDAD ZONAS COLOR MODO DE FALLO COMPONENTE
2 Kgs Avería mecánica Correctivo DESMOLDEADORA Ventosas en mal estado VENTOSAS
400 gr Avería eléctrica Emergencia QUITA TAPAS Elemento roto CABEZAL
250 gr Avería programación Preventivo CINTAS Elemento sucio CABEZAL
Predictivo Elemento roto MUELLE AMORTIGUADOR
Otro Engranajes deteriorados PIÑON + CORREA LINEAL(2)
Rodamientos deteriorados RODAMIENTOS
Tuberias deterioradas TUBERIAS
Tuberias mal conectadas TUBERIAS
Eje de movimiento de garras deteriorado GARRAS
Engranajes deteriorados PIÑON + CORREA LINEAL(2)
Rodamientos deteriorados RODAMIENTOS
Engranajes deteriorados MOTOREDUCTOR (5)
Nivel de aceite no adecuado MOTOREDUCTOR (5)
Rodamiento deteriorado MOTOREDUCTOR (5)
Desgaste del eje hueco MOTOREDUCTOR (5)
Engranajes deteriorados CORONA
Patin desgastado o ausente PATIN (1)
Guia desgastada GUIA (1)
Rodamiento deteriorado RODAMIENTO (1)
Cadena desgastada o partida CADENA (1)
Patin desgastado o ausente PATIN (2)
Guia desgastada GUIA (2)
Rodamiento deteriorado RODAMIENTO (2)
Cadena desgastada o partida CADENA (2)
Patin desgastado o ausente PATIN (3)
Guia desgastada GUIA (3)

116
Rodamiento deteriorado RODAMIENTO (3)
Cadena desgastada o partida CADENA (3) Patin desgastado o ausente PATIN (4) Guia desgastada GUIA (4) Rodamiento deteriorado RODAMIENTO (4) Cadena desgastada o partida CADENA (4) Filtros sucios BOMBA DE VACIO
Aspas desgastadas por la friccion en la
pared BOMBA DE VACIO
Tuberia deteriorada TUBERIAS Filtro deteriorado FILTROS Filtro atascado MOTOBOMBA Válvula atascada MOTOBOMBA Cojinete estropeado MOTOBOMBA Tuberia deteriorada TUBERIAS Llave rota REGULADOR DE GAS Mal contacto componente FINAL DE CARRERA Mal contacto componente SETA DE EMERGENCIA Deposito atascado o vacio DEPOSITO Programa colgado PROGRAMA Detector roto o desajustado DETECTOR Detector roto o desajustado FOTOCELULA
Detector sucio por la cal o el
lactorsuero FOTOCELULA
Detector roto o desajustado FINAL DE CARRERA Descalibrado CONTROLADOR DE PRESION Electroválvula inundada ELECTROVÁLVULAS Pistón mal lubricado PISTÓN NEUMÁTICO

117
En segundo lugar, es necesario fijar indicadores fiables y representativos (mas arriba en este texto ya hay propuestos algunos) para comprobar el funcionamiento real de nuestra estrategia de mantenimiento. Algunos de los indicadores propuestos los explico a continuación. Indicadores propuestos: - Manera en que una avería afecta al rendimiento:
queso de Kgs
avería la durante usados leche de LitrosdimRe =ienton
Esta medida se basa en que la planta funciona de 3 en 3 cubas de fabricación, cada una de 2000 litros como máximo, y cuando se está vaciando la masa de las 3 hay que esperar un tiempo para volver a llenarlas de nuevo, con lo cual el queso que sale durante un periodo de tiempo determinado se conoce de cubas de fabricación pertenecen. Con este indicador se puede conocer cual modo de fallo es más perjudicial para el rendimiento, y como cada modo de fallo influye sobre el tiempo necesitado para reparar la avería. - Además se puede conocer cómo influye este tiempo necesitado para reparar cada avería sobre el rendimiento. Este indicador lo ajustamos de la siguiente manera; supongamos que para cada kg de queso se necesita (suponiendo que esta estimación se hace sin haber existido ninguna tipo de parada) 5,6 l de leche, con lo cual:
(min) Avería Tiempo
5,6) to(Rendimien avería de temporalInfluencia =
Conocido esto se pueden planificar posibles estrategias para intentar rebajar este tiempo y así optimizar recursos y evitar en lo posible la pérdida de la principal materia prima de la empresa. Otro dato importante que podemos obtener de la nueva orden de trabajo es a que actividad pertenece y así poder evaluar si se está acertando con el mantenimiento preventivo planificado. - Por ultimo evaluar los costes económicos que se traducen de la perdida de materia prima y los recursos utilizados para el mantenimiento:
recursos Costes prima materia Coste ntomantenimie Costes += Y evaluar si se podría optimizar las operaciones realizadas para solucionar este problema o si se podrían realizar de otra manera para que afecte lo mínimo posible a los costes económicos y la avería quede perfectamente solventada.

118
Además sería necesario dar accesibilidad a los datos sobre los componentes en almacén y sus precios al personal de mantenimiento. De aquí se obtendrían al menos dos ventajas significativas: Primera, una más adecuada gestión de las piezas necesarias en almacén. Segunda, sería posible una evaluación económica de las operaciones realizadas. Estas evaluaciones están escritas en un “lenguaje universal” entre el personal con lo que se juzgarían de una forma más acertada los recursos destinados al mantenimiento. Por último reseñar la conveniencia de implementar en futuras ampliaciones de este estudio los documentos que implican actuaciones sobre la máquina, como los estándares de inspección y limpieza y los de lubricación.

119
ANEXO
El modo de realización que se ha seguido para crear las gamas ha sido a través del
Excel. Se ha creado un modelo inicial con un macro, cuya codificación creará la gama
directamente cogiendo la información de una base de datos. La base de datos contendrá
los siguientes campos:
• Nº de gama.
• Línea.
• Máquina.
• Frecuencia.
• Especialidad.
• Operación.
• 10 columnas para la descripción, por puntos, del proceso.
La macro también está creada para que coja la foto directamente. Se crea una carpeta
con el nombre de la máquina, dentro de la cuál irá la base de datos, una carpeta
nuevamente con el número de máquina en la que estarán las fotos de cada operación con
el número de gama (en .jpg), y por último una carpeta con el nombre GAMAS que
guardará las gamas que la macro vaya creando.
Vamos a ver el proceso paso a paso:
1º- Se realiza en una hoja de Excel la base de datos con los campos rellenar:

120
Fig. 13 – Base de datos de gamas
2º- Se realiza la macro:
Fig. 14 – Realización de la macro

121
CODIFICACIÓN.
Dim afoto As String
Dim MAQUINA As String
Sub CREAR_GAMA()
MAQUINA = InputBox("Numero de maquina")
Application.ScreenUpdating = False
For n = 1 To 26
With gama
.Range("linea") = bd.Cells(n, 2)
.Range("maquina") = bd.Cells(n, 3)
.Range("gama") = bd.Cells(n, 1)
.Range("numgama") = bd.Cells(n, 6)
.Range("pad") = bd.Cells(n, 27)
.Range("frec") = bd.Cells(n, 4)
.Range("espe") = bd.Cells(n, 5)
.Range("operacion") = bd.Cells(n, 7)
.Range("acc1") = bd.Cells(n, 8)
.Range("acc2") = bd.Cells(n, 9)
.Range("acc3") = bd.Cells(n, 10)
.Range("acc4") = bd.Cells(n, 11)
.Range("acc5") = bd.Cells(n, 12)
.Range("acc6") = bd.Cells(n, 13)
.Range("acc7") = bd.Cells(n, 14)

122
.Range("acc8") = bd.Cells(n, 15)
.Range("acc9") = bd.Cells(n, 16)
.Range("acc10") = bd.Cells(n, 17)
.Range("acc11") = bd.Cells(n, 18)
.Range("acc12") = bd.Cells(n, 19)
.Range("acc13") = bd.Cells(n, 20)
.Range("acc14") = bd.Cells(n, 21)
End With
Call foto(bd.Cells(n, 1) & ".jpg")
Call GUARDAR_GAMA(bd.Cells(n, 1))
Call limpiar
Next n
End Sub
Sub limpiar()
On Error Resume Next
gama.Activate
Range("E2:S2,K3:P3,K4:P4,V1:W1,T3:W3,T4:W4,O7:V7,B11:W11,B15:W29").Select
Range("B16").Activate
Selection.ClearContents
Range("X19").Select
ActiveSheet.Shapes(afoto).Select
Selection.Delete

123
End Sub
Sub foto(nombre)
imagen = "E:\Proyecto Fin de carrera\Quita tapas Desmoldeadora\" & MAQUINA &
"\" & MAQUINA & "\" & nombre
Range("b31").Select
On Error Resume Next
ActiveSheet.Pictures.Insert(imagen).Select
Selection.ShapeRange.Top = 511
Selection.ShapeRange.Left = 65
Selection.ShapeRange.Width = 650
Selection.ShapeRange.Height = 316
afoto = Selection.Name
'MsgBox afoto
End Sub
Sub GUARDAR_GAMA(nombre)
Application.DisplayAlerts = False
Sheets("Gama-tipo").Select
Sheets("Gama-tipo").Copy
Sheets("Gama-tipo").Select
Sheets("Gama-tipo").Name = nombre
Range("X28").Select
carpeta = "E:\Proyecto Fin de carrera\Quita tapas Desmoldeadora\" & MAQUINA &
"\GAMAS"

124
ChDir carpeta
nom = carpeta & "\" & nombre & ".xls"
resp = Dir(nom)
If resp <> "" Then
If MsgBox("La gama " & nombre & " existe ya en el directorio" & Chr(13) &
Chr(13) & "¿ Quiere sobreescribirla ?", vbCritical + vbYesNo, "Constructor de gamas")
= vbYes Then
ActiveWorkbook.SaveAs Filename:=carpeta & "\" & nombre & ".xls"
End If
Else
ActiveWorkbook.SaveAs Filename:=carpeta & "\" & nombre & ".xls"
End If
ActiveWindow.Close
Sheets("bd").Select
End Sub

125
MODELO TIPO DE LA GAMA.
Fig. 15 – Modelo tipo de la gama
Es importante resaltar que las líneas subrayadas en la codificación, corresponden a la
dirección desde la que se selecciona la imagen para la ficha (en el primer caso); y la
dirección donde se van guardando las fichas creadas (en el segundo caso).
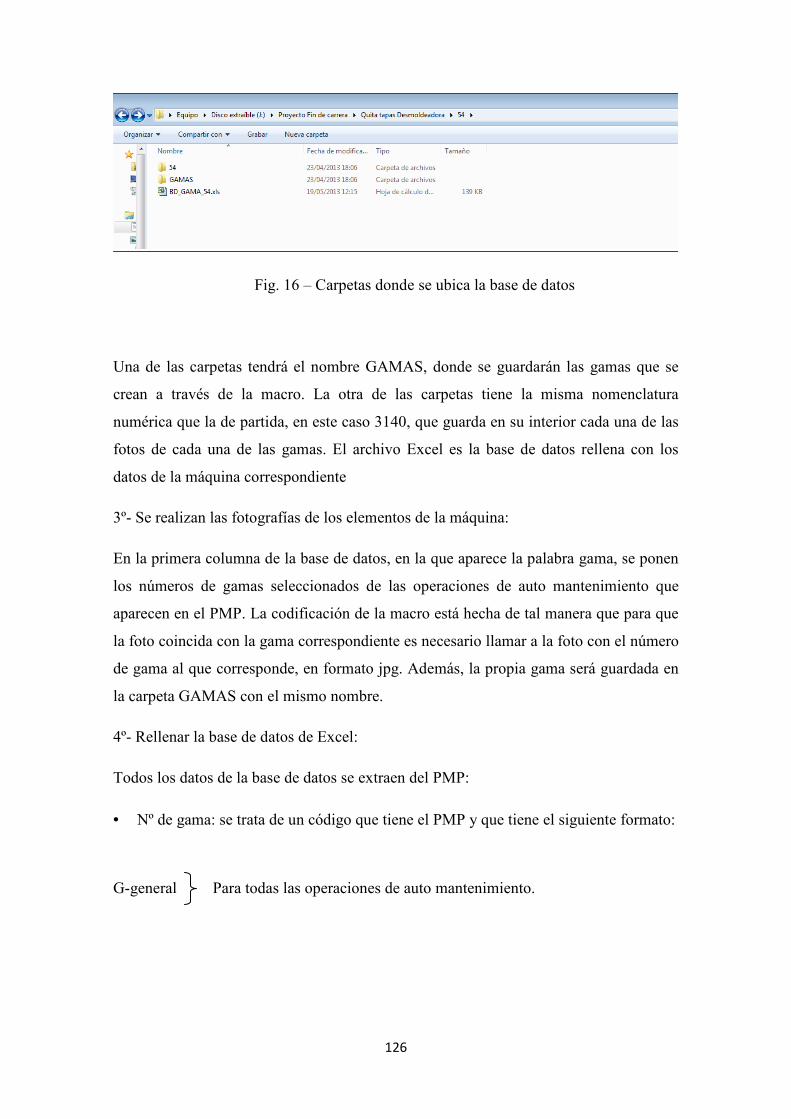
126
Fig. 16 – Carpetas donde se ubica la base de datos
Una de las carpetas tendrá el nombre GAMAS, donde se guardarán las gamas que se
crean a través de la macro. La otra de las carpetas tiene la misma nomenclatura
numérica que la de partida, en este caso 3140, que guarda en su interior cada una de las
fotos de cada una de las gamas. El archivo Excel es la base de datos rellena con los
datos de la máquina correspondiente
3º- Se realizan las fotografías de los elementos de la máquina:
En la primera columna de la base de datos, en la que aparece la palabra gama, se ponen
los números de gamas seleccionados de las operaciones de auto mantenimiento que
aparecen en el PMP. La codificación de la macro está hecha de tal manera que para que
la foto coincida con la gama correspondiente es necesario llamar a la foto con el número
de gama al que corresponde, en formato jpg. Además, la propia gama será guardada en
la carpeta GAMAS con el mismo nombre.
4º- Rellenar la base de datos de Excel:
Todos los datos de la base de datos se extraen del PMP:
• Nº de gama: se trata de un código que tiene el PMP y que tiene el siguiente formato:
G-general Para todas las operaciones de auto mantenimiento.

127
HD-Hidráulico
LB-Lubricación
LC-Iluminación
LM-Limpieza
NM-Neumática
PR-Seguridad
VR-Varios
RF-Refrigeración
54 - Corresponde al 54 Para todas las operaciones de auto mantenimiento.
0xx - Corresponde a la numeración desde el 1 hasta el 999, pero siempre
aparecerán tres cifras. Para todas las operaciones de auto mantenimiento.
• Línea: Quita-tapas desmoldeadora.
• Máquina: Según el número de máquina.
• Frecuencia: Diaria, semanal, mensual o anual.
• Especialidad: La correspondiente a una de las anteriores descritas en número de
gamas, según el tipo de operación.
• Operación: el título de la operación a realizar.
• 10 columnas para la descripción, por puntos, del proceso.
Según el tipo de operación.

Fig. 17 - Gama de limpieza

129
Fig. 18 – Gama de inspección visual

130
BIBLIOGRAFÍA
1 - Reliability‐centred Maintenance (second Edition). John Moubray. Butterworth Heinemann.
2 - http://www.santiagogarciagarrido.com/
3 - http://www.renovetec.com/
4 - Mantenimiento. Documentos para el mantenimiento. UNE‐EN 13460 5 - http://www.oviespana.com/mercados.shtml?idboletin=1658 6 - http://www.mantenimientoplanificado.com/art%C3%ADculos_rcm_archivos /rcm%20Moubray.pdf 7 – Manual de servicio y mantenimiento Quita tapas – Desmoldeadora de Fimepa Maquinaria S.L. 8 – Proyecto fin de carrera de la Universidad de Sevilla. Diseño de un plan de mantenimiento mediante la metodología RCM para una máquina llenadora de latas. Joaquín Rodríguez Blesa. 2009. 9 – Proyecto fin de carrera de la Universidad de Sevilla. Implantación de técnicas de TPM en un proceso de producción de cerveza. Juan Carlos Álvarez. 10 – Proyecto fin de carrera de la Universidad de Sevilla. Estudio para la reducción de averías en una máquina empacadora de una planta de envasado. Implementación siguiendo la metodología TPM. Luis Ojeda Garcia. 2010. 11 – Proyecto de modernización tecnológica en fábrica de quesos de la aldea de El Rinconcillo. T.M. La Carlota (Córdoba). José María Penco Valenzuela. 2006





























